СНиП III-18-75 Правила производства и приемки работ. Металлические конструкции (с Изменениями)
СНиП III-18-75
Часть III
ПРАВИЛА ПРОИЗВОДСТВА И ПРИЕМКИ РАБОТ
Глава 18
Металлические конструкции
Дата введения 1977-01-01
___________________________________________________
С 1 июля 1988 г. отменены в части монтажа конструкций (Перечень нормативных документов по строительству, действующих на территории Российской Федерации/Минстрой России — М.: ГП ЦПП, 1996; Перечень действующих нормативных и рекомендательных документов по строительству/Госстрой России — М.: ГУП ЦПП, 1998). — Примечание изготовителя базы данных.
________________________________________________________
Глава СНиП III-18-75 «Металлические конструкции» разработана проектным институтом Промстальконструкция Минмонтажспецстроя СССР и ЦНИИ проектстальконструкцией Госстроя СССР с участием ВНИИ монтажспецстроя Минмонтажспецстроя СССР, СКБ Мосгидростали и Энергосетьпроекта Минэнерго СССР и ЦНИИС Минтрансстроя.
ВНЕСЕНЫ Минмонтажспецстроем СССР
УТВЕРЖДЕНЫ постановлением Государственного комитета Совета Министров СССР по делам строительства от 20 октября 1975 г. N 181
С введением в действие главы СНиП III-18-75 отменяется глава СНиП III-В.5-62* «Металлические конструкции. Правила изготовления, монтажа и приемки».
В настоящей главе приведены ссылки на ГОСТы, действующие на 1 января 1975 г., согласно «Указателю государственных стандартов СССР»; все последующие изменения ГОСТов должны учитываться при пользовании этой главой.
В СНиП III-18-75 «Металлические конструкции» внесены: изменение, утвержденное постановлением Госстроя СССР от 19 апреля 1978 г. N 60 и введенное в действие с 1 июля 1978 г., изменение, утвержденное постановлением Госстроя СССР N 2 от 4 января 1985 г. и введенное в действие с 1 февраля 1985 г., и изменение N 2, утвержденное постановлением Минстроя России от 8 декабря 1994 г. N 18-30 и введенное в действие с 1 января 1985 г. Пункты, таблицы, в которые внесены изменения отмечены в настоящих Строительных нормах и правилах знаком (К).
Изменения внесены изготовителем базы данных по БСТ N 4 1985 г. и N 1, 1995 г.
1. ОБЩИЕ ПРАВИЛА ДЛЯ ВСЕХ ВИДОВ КОНСТРУКЦИЙ
Общие положения
1.1. Настоящая глава Строительных норм и правил содержит требования изготовления, монтажа и приемки стальных конструкций зданий и производственных сооружений (доменных цехов и газоочисток, цилиндрических вертикальных резервуаров для нефти и нефтепродуктов, мокрых газгольдеров, мачтовых и башенных сооружений объектов связи, гидротехнических сооружений, опор линий электропередачи напряжением свыше 1000 В, а также при изготовлении и приемке стальных конструкций мостов).
Правила настоящей главы распространяются на конструкции из углеродистой и низколегированной стали классов С38/23-С60/45.
Правила настоящей главы не распространяются на конструкции из стали класса С60/45, подвергающиеся непосредственному воздействию вибрационных или динамических нагрузок, либо возводимые или эксплуатируемые в районах с расчетной температурой ниже минус 40 град. С и на конструкции, изготовление, монтаж и приемка которых должны производиться в соответствии с правилами, утвержденными Госгортехнадзором СССР.
С и на конструкции, изготовление, монтаж и приемка которых должны производиться в соответствии с правилами, утвержденными Госгортехнадзором СССР.
1.2. Стальные конструкции должны изготовляться и монтироваться в соответствии с чертежами КМД (конструкции металлические, деталировка), разработанными по рабочим чертежам КМ (конструкции металлические).
При разработке чертежей КМД следует учитывать требования, определяемые технологией монтажных работ (членение на отправочные элементы, указания по общим и контрольным сборкам, укомплектование деталями для сборки, установки и сварки на монтаже и др.), и технологические возможности предприятия-изготовителя.
Организация, разрабатывающая чертежи КМД, несет ответственность за соответствие их чертежам КМ, за расчетную прочность всех заводских и монтажных соединений конструкций, не предусмотренных чертежами КМ, за правильность размеров элементов конструкций и увязку их между собой, а также за выполнение требований, определяемых технологией монтажных работ. Отступления от чертежей КМ, как правило, не допускаются. В случае необходимости они должны быть согласованы с составителями чертежей КМ.
Отступления от чертежей КМ, как правило, не допускаются. В случае необходимости они должны быть согласованы с составителями чертежей КМ.
1.3. Изготовление и монтаж стальных конструкций должны производиться технически совершенными методами с механизацией работ, а также укрупнением отправочных элементов и обеспечением возможности укрупнения их на монтаже.
Изготовление и монтаж конструкций должны производиться в соответствии с инструкциями и руководствами, проектом производства работ и технологическими картами.
1.4. При изготовлении и монтаже стальных конструкций должен быть обеспечен контроль за выполнением правил настоящей главы, чертежей КМД, технологических карт, проекта производства работ с занесением результатов контроля в заводскую межцеховую сдаточную документацию или журналы промежуточной приемки, а также в исполнительную документацию на монтажные работы (акты, журналы).
Контроль должен осуществляться на следующих стадиях изготовления, монтажа и приемки при:
а) изготовлении деталей;
б) сборке элементов и конструкций под клепку, сварку или сбалчивание;
в) клепке, сварке и постановке болтов;
г) общей или контрольной сборке;
д) предварительном напряжении конструкций;
е) подготовке поверхностей под грунтование;
ж) подготовке поверхности под окраску;
з) грунтовании и окраске;
и) укрупнительной сборке и установке;
к) испытании конструкций.
Контроль за качеством при изготовлении конструкций осуществляется отделом технического контроля (ОТК) предприятия-изготовителя, а при монтаже — линейным инженерно-техническим персоналом.
1.5. Качество и марки материалов, применяемых в соответствии с проектом при изготовлении и монтаже конструкций, должны удовлетворять требованиям соответствующих стандартов и технических условий и удостоверяться сертификатами или паспортами заводов-поставщиков; в виде исключения допускается удостоверять качество и марки лабораторными испытаниями в соответствии с требованиями, установленными стандартами.
1.6. Изготовление стальных конструкций из стали классов до С52/40 включительно, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 град.С и до минус 65 град.С включительно, следует производить при положительной температуре.
1.7. Для стали классов до С52/40 включительно при температуре ниже минус 25 град. С, а для стали класса С60/45 — при температуре ниже 0 град.С запрещаются ударные воздействия при изготовлении и монтаже, а также резка на ножницах и продавливание отверстий.
С, а для стали класса С60/45 — при температуре ниже 0 град.С запрещаются ударные воздействия при изготовлении и монтаже, а также резка на ножницах и продавливание отверстий.
1.8. При изготовлении, монтаже и приемке стальных конструкций кроме общих правил настоящей главы следует руководствоваться соответствующими дополнительными правилами для отдельных видов сооружений, изложенными в последующих разделах настоящей главы.
Хранение стали и сварочных материалов
1.9(К). Вся сталь должна быть проверена на соответствие ее действующим ГОСТам или техническим условиям (на основании документов), рассортирована, замаркирована, сложена по профилям, маркам и плавкам и перед подачей в производство выправлена, очищена от окалины, ржавчины, масла, влаги, снега, льда и других загрязнений.
1.10. Сталь следует, как правило, хранить в закрытых помещениях с укладкой в устойчивые штабеля. При хранении стали на открытом воздухе ей следует придавать уклон, обеспечивающий сток воды.
Стальные плоские подкладки и прокладки, используемые в штабелях, должны иметь кромки с закругленными углами, без заусенцев и завалов. При выполнении транспортных операций необходимо применять приспособления, исключающие образование остаточных деформаций и смятия стали.
1.11. Сварочные материалы (электроды, флюс, проволока) должны храниться отдельно по маркам и партиям в теплом и сухом помещении. Флюс, кроме того, следует хранить в закрытой таре.
Электроды и флюсы перед употреблением должны просушиваться или прокаливаться по режимам, указанным в технических условиях и паспортах, и храниться отдельно от непросушенных и непрокаленных. Сварочная проволока должна очищаться от ржавчины, жиров и других загрязнений.
На рабочее место сварщика флюс и электроды должны подаваться только в просушенном или прокаленном состоянии в количестве, необходимом для работы в одной смене. Для сварки стали класса С60/45 электроды должны подаваться непосредственно из сушильной печи с температурой не ниже плюс 45 град. С и должны быть использованы в течение 2 ч. У рабочего места электроды и флюс необходимо хранить в условиях, исключающих увлажнение.
С и должны быть использованы в течение 2 ч. У рабочего места электроды и флюс необходимо хранить в условиях, исключающих увлажнение.
Разметка, правка и гибка
1.12. Разметку следует производить с помощью рулеток, соответствующих точности второго класса по ГОСТ 7502-69, и линеек измерительных металлических по ГОСТ 427-56. При разметке необходимо учитывать припуски на механическую обработку и усадку от сварки, указываемые в технологической документации.
1.13. Правка стали должна производиться способами, исключающими образование вмятин, забоин и других повреждений на поверхности стали.
1.14. Радиус кривизны деталей в расчетных элементах при правке и гибке в холодном состоянии на вальцах и прессах не должен быть меньше, а стрела прогиба f не должна быть больше величин, приведенных в табл. 1.
Допускаемые отклонения при гибке и правке не должны превышать величин, приведенных в табл. 9.
1. 15. Обработка деталей из стали классов до С46/33 включительно в горячем состоянии (давлением) должна производиться после нагрева до температуры 900-1000 град.С, а из стали классов С52/40 и С60/45, поставляемой в нормализованном состоянии, — до температуры 900-950 град.С; обработка должна прекращаться при температуре не ниже 700 град.С. Скорость охлаждения деталей после окончания обработки должна исключать закалку, коробление, появление трещин и надрывов. Термически улучшенную сталь нагревать до температуры выше 700 град.С запрещается. Запрещается правка стали путем наплавки валиков дуговой сваркой.
15. Обработка деталей из стали классов до С46/33 включительно в горячем состоянии (давлением) должна производиться после нагрева до температуры 900-1000 град.С, а из стали классов С52/40 и С60/45, поставляемой в нормализованном состоянии, — до температуры 900-950 град.С; обработка должна прекращаться при температуре не ниже 700 град.С. Скорость охлаждения деталей после окончания обработки должна исключать закалку, коробление, появление трещин и надрывов. Термически улучшенную сталь нагревать до температуры выше 700 град.С запрещается. Запрещается правка стали путем наплавки валиков дуговой сваркой.
1.16. При гибке деталей из углеродистой стали на кромкогибочных прессах внутренние радиусы закругления должны быть не менее 1,2 толщины стали для конструкций, воспринимающих статическую нагрузку, и 2,5 толщины для конструкций, воспринимающих динамическую нагрузку, а из низколегированной стали — на 50% больше, чем для углеродистой. Внутренние радиусы закруглений в стали класса С60/45 должны быть не менее трех толщин стали. В деталях из низколегированной стали классов до С60/45 включительно до гибки следует прострогать кромки, пересекающие линии сгиба, и удалить заусенцы.
В деталях из низколегированной стали классов до С60/45 включительно до гибки следует прострогать кромки, пересекающие линии сгиба, и удалить заусенцы.
Таблица 1
Прокат | Эскиз | Отно- си- тель- но оси | Радиус кривизны и стрела прогиба f | |||
при гибке | при правке | |||||
f | f | |||||
Листовая, универсальная и полосовая сталь Универсальная и полосовая сталь (саблевидность) | х-х у-у | — | — | — | ||
Уголок |
у-у | |||||
Швеллер |
у-у |
45в |
90в | |||
Двутавр |
у-у |
25в |
50в | |||
Труба | — | 30d | — | 60d | — | |
| ||||||
Резка и обработка кромок
1.17(К). Кромки деталей из низколегированной стали классов до С60/45 включительно и термически улучшенной углеродистой стали, не подлежащие сварке или не полностью проплавляемые при сварке, после ручной кислородной резки и кромки деталей из стали всех классов — после воздушно-дуговой резки подлежат механической обработке (строжке, фрезерованию, обработке абразивным инструментом).
Механическая обработка производится на глубину, обеспечивающую удаление дефектов поверхности, при этом после воздушно-дуговой резки — не менее 2 мм; поверхности кромок не должны иметь надрывов и трещин. При обработке абразивным инструментом следы зачистки должны быть направлены вдоль кромок. Кромки деталей из углеродистой стали класса С38/23 после ручной кислородной резки должны быть очищены и не иметь шероховатостей, превышающих 1 мм, а для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40° С и до минус 65° С включительно, — 0,5 мм.
При обработке абразивным инструментом следы зачистки должны быть направлены вдоль кромок. Кромки деталей из углеродистой стали класса С38/23 после ручной кислородной резки должны быть очищены и не иметь шероховатостей, превышающих 1 мм, а для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40° С и до минус 65° С включительно, — 0,5 мм.
Шероховатость поверхности приторцовываемых кромок деталей, независимо от способов обработки, должна быть не грубее первого класса чистоты поверхности по ГОСТ 2789-73, при этом неплоскостность поверхности не должна превышать 0,3 мм.
1.18. Кромки деталей после машинной кислородной и плазменно-дуговой резки, не подлежащие сварке или неполностью проплавляемые при сварке, по шероховатости поверхности реза должны соответствовать второму классу по ГОСТ 14792-69 и во всех случаях не иметь неровностей, превышающих 0,3 мм.
Величина неперпендикулярности сопрягаемых кромок устанавливается по третьему классу ГОСТ 14792-69, но не более 2 мм.
Кромки деталей, работающих на растяжение, из низколегированной стали классов до С60/45 включительно, а также кромки всех расчетных деталей в конструкциях, непосредственно воспринимающих динамические или вибрационные нагрузки, либо эксплуатируемых в районах с расчетной температурой ниже минус 40 град.С и до минус 65 град.С включительно, не отвечающие по шероховатости поверхности реза вышеуказанным требованиям, подлежат механической обработке в соответствии с указаниями пп. 1.17 и 1.86 настоящей главы. Отдельные места с высотой неровностей, превышающей 0,3 мм, а также выхваты, не выводящие размер детали за пределы допусков, в количестве не более одного на 1 м длины реза, допускается исправлять плавной зачисткой.
Кромки деталей из углеродистой стали класса С38/23, не отвечающие по шероховатости поверхности реза вышеуказанным требованиям, допускается исправлять плавной зачисткой.
Примечание. В конструкциях, работающих на статическую нагрузку, допускается исправлять кромки, в которых имеются выхваты, заваркой по специальной технологии с последующей зачисткой мест исправления.
1.19(К). Кромки работающих на растяжение деталей из низколегированной стали классов до С60/45 включительно всех толщин и из углеродистой стали толщиной свыше 10 мм, фасонок ферм из низколегированной стали классов до С60/45 включительно, всех расчетных деталей в конструкциях, воспринимающих динамические нагрузки, либо возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40° С и до минус 65° С включительно, после резки на ножницах подлежат механической обработке в соответствии с указаниями пп. 1.17 и 1.86 настоящей главы.
Остальные кромки после резки на ножницах не должны иметь неровностей, заусенцев и завалов, превышающих 0,3 мм, и трещин.
1.20. При температуре окружающего воздуха ниже минус 15 град.С кислородную резку кромок, подлежащих в дальнейшем механической обработке, деталей из низколегированной стали классов до С60/45 включительно следует производить с подогревом металла в зоне реза до 100 град. С.
С.
1.21(К). При обработке кромок под сварку допускается применение резки (без последующей обработки) способами, обеспечивающими соблюдение допусков на размеры и форму подготовки кромок, при этом отклонения прямолинейных кромок от проектного очертания определяются допусками на зазоры, установленными ГОСТ 5264-69, ГОСТ 8713-70 и ГОСТ 14771-69. После воздушно-дуговой резки стали классов С52/40 и С60/45 и после кислородной резки стали класса С60/45 необходима зачистка кромок абразивным инструментом.
Скосы по толщине на концах растянутых деталей (при сопряжении деталей разной толщины) в конструкциях, воспринимающих динамическую нагрузку, должны выполняться машинной кислородной резкой или механической обработкой и не должны иметь ступенек. Неровности и риски в детали должны быть сглажены обработкой абразивным инструментом вдоль усилия.
1.22(К). На заготавливаемые детали расчетных элементов конструкций, оговоренных в чертежах КМ и КМД или дополнительных правилах настоящей главы, переносятся клеймением номера плавок. Клеймение номера плавки на деталях сварных элементов должно производиться не ближе 100 мм от мест наложения сварных швов при изготовлении и монтаже.
Клеймение номера плавки на деталях сварных элементов должно производиться не ближе 100 мм от мест наложения сварных швов при изготовлении и монтаже.
1.23. Отклонения от заданных проектом размеров деталей, отправляемых на монтаж, не должны превышать величин, приведенных в табл. 8 настоящей главы.
1.24. Сборка конструкций может производиться только из выправленных деталей и элементов, очищенных от заусенцев, грязи, масла, ржавчины, влаги, льда и снега.
При сборке конструкций и деталей не должно допускаться изменение их формы, не предусмотренное технологическим процессом, а при кантовке и транспортировании — остаточное деформирование их.
Перенос и кантовка краном тяжелых и крупногабаритных конструкций и их элементов, собранных только на прихватках, без применения приспособлений, обеспечивающих неизменяемость их формы, не допускается.
Собранные элементы, предъявленные и принятые ОТК под сварку и не сваренные после этого в течение 24 ч, должны быть повторно предъявлены ОТК.
1.25. Прихватки, предназначенные для соединения собираемых деталей, должны размещаться в местах расположения сварных швов.
Размеры сечения прихваток должны быть минимально необходимыми для обеспечения расплавления их при наложении швов проектного сечения. Длина прихваток в конструкциях, выполненных из стали классов до С52/40 включительно, должна быть не менее 50 мм и расстояние между прихватками — не более 500 мм, а в конструкциях из стали класса С60/45 — соответственно 100 и 400 мм при катете шва прихватки не более половины катета шва сварного соединения.
Сборочные прихватки конструкций должны быть выполнены рабочими, имеющими право на производство сварочных работ в соответствии с п. 1.33 настоящей главы, с применением тех же сварочных материалов и такого же качества, что и основные швы сварных соединений. Прихватка сборочных приспособлений, удаляемых после сборки, должна производиться с выполнением требований пп. 1.42, 1.48, 1.49 настоящей главы.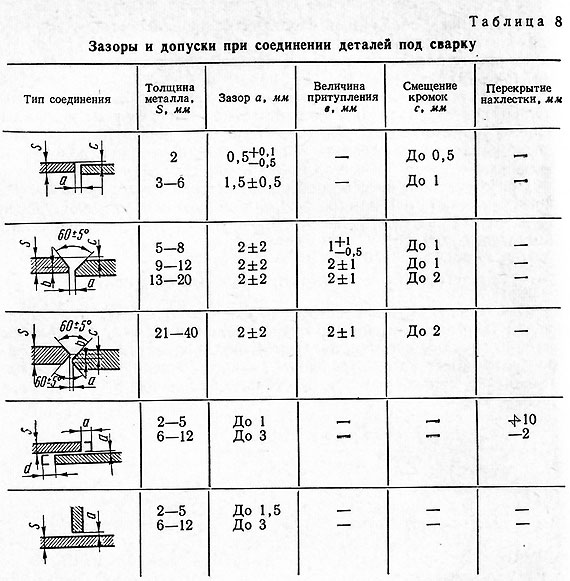
Примечания: 1. На деталях, изготовленных из стали классов до С52/40 включительно, разрешается выполнение прихваток вне мест расположения швов для временного скрепления деталей в процессе их обработки (пакетного сверления, гибки и т. д.). Эти прихватки после выполнения своего назначения должны быть удалены, а места их размещения зачищены.
2. В сварных соединениях, осуществляемых автоматами и полуавтоматами, сборочные прихватки выполняются электродами, обеспечивающими заданную прочность с соблюдением требований пп. 1.30, 1.42 и 1.43 к сварке данного материала.
1.26. Формы кромок и размеры зазоров при сборке сварных соединений, а также выводных планок должны соответствовать величинам, указанным в ГОСТ 5264-69, ГОСТ 8713-70 и ГОСТ 14771-69 на швы сварных соединений, а в конструкциях из стали класса С60/45 — в соответствии со специальными указаниями в чертежах КМ.
Все местные уступы и сосредоточенные неровности, имеющиеся на сборочных деталях, препятствующие плотному их соединению, надлежит до сборки устранять плавной зачисткой с помощью абразивного круга.
1.27. Пакеты из деталей, собранные под клепаные или болтовые соединения, должны быть плотно стянуты болтами, а отверстия в пакетах — совмещены сборочными пробками.
Плотность стяжки пакета при сборке проверяется щупом толщиной 0,3 мм, который не должен проходить вглубь между собранными деталями более чем на 20 мм, и остукиванием болтов контрольным молотком; болты при этом не должны дрожать или перемещаться.
Зазор между деталями в соединениях, для которых проектом предусмотрена плотная пригонка, не должен превышать 0,3 мм. При этом щуп такой толщины не должен проходить между приторцованными поверхностями деталей.
Обушки парных уголков, лежащих в одной плоскости, не должны быть смещены один относительно другого более чем на 0,5 мм в пределах узлов и прикреплений и более чем на 1 мм на других участках.
1.28. Общая сборка конструкций должна производиться путем последовательного соединения всех элементов конструкций или отдельных ее частей. При этом должна быть произведена подгонка всех соединений, включая рассверливание монтажных отверстий, и установлены фиксирующие устройства. На всех отправочных элементах должна быть проставлена индивидуальная маркировка и нанесены риски. При общей сборке кожухов листовых конструкций одновременно должно быть собрано не менее трех царг.
При этом должна быть произведена подгонка всех соединений, включая рассверливание монтажных отверстий, и установлены фиксирующие устройства. На всех отправочных элементах должна быть проставлена индивидуальная маркировка и нанесены риски. При общей сборке кожухов листовых конструкций одновременно должно быть собрано не менее трех царг.
1.29. Каждый первый и в последующем каждый десятый экземпляр однотипных конструкций, изготовленных по кондукторам, должен проходить контрольную сборку, в процессе которой производится проверка соответствия изготовленных конструкций чертежам КМД.
В объем контрольной сборки однотипных конструкций должны входить все элементы и детали, изготовленные с применением всего комплекта кондукторов. Количество поставленных полномерных сборочных болтов и пробок должно быть не более 30% числа отверстий в группе, в том числе пробок — не более 3 шт.
Примечание. Периодичность контрольной сборки конструкций, изготовленных по кондукторам, может быть иной, если это предусмотрено в дополнительных правилах настоящей главы или в проекте.
1.30(К). Сварка стальных конструкций должна выполняться высокопроизводительными механизированными способами.
Сварку стальных конструкций следует производить по разработанному и контролируемому технологическому процессу, который должен обеспечить требуемые геометрические размеры швов и механические свойства сварных соединений.
Режим сварки углеродистой и низколегированной стали классов до С60/45 включительно и размеры швов сварных соединений должны обеспечивать следующие показатели пластичности и вязкости металла шва и околошовной зоны:
а) твердость по алмазной пирамиде не выше 350 единиц;
б) ударная вязкость на образцах типа IV по ГОСТ 6996-66 при отрицательной температуре, указанной в чертежах КМ, для стыковых соединений — не ниже 3 кгс·м/кв.см, за исключением соединений, выполненных электрошлаковой сваркой;
в) относительное удлинение не ниже 16%;
г) угол статического изгиба на образцах типа XXVII или XXVIII по ГОСТ 6996-66 (при диаметре оправки согласно ГОСТ на основной металл) — не менее:
120° — для углеродистых сталей;
80° — для низколегированных сталей толщиной 20 мм и менее;
60° — для низколегированных сталей толщиной более 20 мм.
Примечания:(К) 1. При сварке элементов из низколегированной стали для угловых швов с размерами катетов 4-7 мм допускается твердость металла шва и околошовной зоны до 400 единиц по алмазной пирамиде.
2. Сварку решетчатых конструкций, номенклатура которых определяется дополнительными правилами для отдельных видов сооружений, разрешается производить по общим указаниям без специально разработанной технологической документации.
3. У одного из образцов с надрезом по линии сплавления стыкового соединения допускается снижение ударной вязкости не более чем на 0,5 кгс·м/кв.см по отношению к норме для основного металла.
4. При необходимости применения для определения ударной вязкости образцов других типов (VII-XI по ГОСТ 6996-66) нормы ударной вязкости устанавливаются в чертежах КМ.
1.31. Сварка должна производиться при стабильном режиме, установленном технологическим процессом, с допускаемыми отклонениями: силы тока 5%; напряжения дуги 5%. Режим сварки следует подбирать так, чтобы коэффициент формы провара составлял: для углового шва рис. I, a) и для стыкового однопроходного шва (рис. 1, б).
Режим сварки следует подбирать так, чтобы коэффициент формы провара составлял: для углового шва рис. I, a) и для стыкового однопроходного шва (рис. 1, б).
Рис. 1. Форма провара сварных соединений
Рис. 1. Форма провара сварных соединений
а — углового шва; б — стыкового однопроходного шва
1.32(К). Сварочные работы должны осуществляться под руководством лица, имеющего документ о специальном образовании или подготовке в области сварки.
1.33 Ручная электродуговая сварка должна производиться электросварщиками, имеющими удостоверения, выданные им в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором СССР.
Автоматическая и полуавтоматическая сварка должна производиться сварщиками, прошедшими обучение и получившими об этом соответствующие удостоверения. Сварщики должны на месте работы пройти испытание в условиях, тождественных с теми, в которых будет выполняться сварка конструкций.
Для сварки при температуре ниже минус 30 град.С сварщик должен пройти испытание при предусмотренной технологическим процессом отрицательной температуре. Сварщик, сдавший испытание, может быть допущен к сварке при температуре на 10 град.С ниже пробной.
1.34. Около шва сварного соединения должен быть проставлен номер или знак сварщика, выполнившего этот шов. Номер или знак проставляется на расстоянии не менее 4 см от границы шва, если нет других указаний в дополнительных правилах настоящей главы или в технологической документации.
1.35. При использовании металлопроката, не подвергнутого консервации, проплавляемые поверхности и прилегающие к ним зоны металла шириной не менее 20 мм, а также кромки листов в местах примыкания выводных планок перед сборкой должны быть очищены до чистого металла с удалением конденсационной влаги. При наличии на конструкциях ржавчины, грязи и т. п. непосредственно перед сваркой очистка должна быть повторена. Продукты очистки не должны оставаться в зазорах между собранными деталями.
Продукты очистки не должны оставаться в зазорах между собранными деталями.
1.36. Сварка стальных конструкций должна производиться после проверки правильности их сборки. Выполнение каждого валика многослойных швов сварных соединений допускается после очистки предыдущего валика, а также прихваток от шлака и брызг металла. Участки слоев шва с порами, раковинами и трещинами должны быть удалены до наложения следующего слоя.
1.37. При двусторонней сварке швов стыковых сварных соединений, а также угловых и тавровых сварных соединений с разделанными кромками со сквозным проплавлением необходимо перед выполнением шва с обратной стороны очистить корень шва до чистого бездефектного металла.
В процессе выполнения автоматической и полуавтоматической сварки при вынужденном перерыве в работе сварку разрешается возобновить после очистки концевого участка шва длиной 50 мм и кратера от шлака; этот участок и кратер следует полностью перекрыть швом.
1.38. Свариваемая поверхность и рабочее место сварщика должны быть ограждены от дождя, снега, сильного ветра и сквозняков.
При температуре наружного воздуха минус 15 град.С и ниже рекомендуется иметь вблизи рабочего места сварщика устройство для обогрева рук, а при температуре ниже минус 40 град.С — оборудовать тепляк.
1.39. Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без усиления, если это предусматривается чертежами КМ, должны, как правило, осуществляться подбором режимов сварки и соответствующим расположением свариваемых деталей. Механическая обработка швов производится способами, не оставляющими на их поверхности зарубок, надрезов и других дефектов.
1.40. Начало и конец шва стыкового сварного соединения, а также выполняемого автоматом шва углового и таврового сварного соединения должны выводиться за пределы свариваемых деталей на начальные и выводные планки. Эти планки удаляются кислородной резкой после окончания сварки. Места, где были установлены планки, следует зачищать. Зажигать дугу и выводить кратер на основной металл конструкции за пределы шва запрещается.
Эти планки удаляются кислородной резкой после окончания сварки. Места, где были установлены планки, следует зачищать. Зажигать дугу и выводить кратер на основной металл конструкции за пределы шва запрещается.
1.41. Допускаемые отклонения размеров сечения швов сварных соединений от проектных не должны превышать величин, указанных в ГОСТ 5264-69, ГОСТ 8713-70 и ГОСТ 14771-69, а в конструкциях из стали класса С60/45 — в соответствии с указаниями в чертежах КМ. Размеры углового шва должны обеспечивать его рабочее сечение а, определяемое величиной катета шва, указанной в чертежах КМ, и максимально допустимым зазорам, регламентированным указанными ГОСТами.
Риски от абразивной обработки после удаления выводных планок должны быть направлены вдоль кромок сваренных деталей. Все ожоги на поверхности основного металла сваркой должны быть зачищины абразивным кругом на глубину не менее 0,5 мм.
Ослабление сечения при обработке сварных соединений (углубление в основной металл) не должно превышать 3% толщины металла.
Для удаления поверхностных дефектов с торца шва механической обработкой разрешается углубляться с уклоном не более 1:20 на свободной кромке в толщину металла на величину 0,02 ширины свариваемого листа, но не более чем на 8 мм с каждой стороны, без подварки; после обработки торцов швов необходимо закруглять острые грани.
1.42. Ручную и полуавтоматическую дуговую сварку конструкций из стали классов до С52/40 включительно при температурах стали, ниже указанных в табл. 2, следует производить с предварительным подогревом стали в зоне выполнения сварки до 120-160 град.С на ширине 100 мм с каждой стороны соединения.
Таблица 2
Минимально допустимая температура, град.С, стали | ||||
углеродистой | низколегированной до класса С52/40 включительно | |||
Толщина стали, мм | Швы сварных соединений в конструкциях | |||
решетчатых | листовых объемных и сплошно- стенчатых | решетчатых | листовых объемных и сплошно- стенчатых | |
До 16 (включительно) | — 30 | — 30 | — 20 | — 20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сварка листовых объемных конструкций из стали толщиной более 20 мм должна производиться способами, обеспечивающими уменьшение скорости охлаждения: каскадом, горкой, двусторонней сваркой секциями.
Сварку конструкций из стали класса С60/45 следует производить при температуре не ниже минус 15 град.С при толщине стали до 16 мм и не ниже 0 град.С при толщине стали свыше 16 до 25 мм. При более низких температурах сварку стали указанных толщин следует производить с предварительным подогревом до температуры 120-160 град.С.
При толщине стали свыше 25 мм предварительный подогрев должен производиться во всех случаях, независимо от температуры окружающей среды.
1.43. Автоматическую сварку конструкций разрешается производить без подогрева:
а) из углеродистой стали толщиной до 30 мм, если температура стали не ниже минус 30 град.С, а при больших толщинах — не ниже минус 20 град.С;
б) из низколегированной стали толщиной до 30 мм, если температура стали не ниже минус 20 град.С, а при больших толщинах стали — не ниже минус 10 град.С.
1.44. Автоматическая сварка при температурах, менее указанных в п. 1.43, может производиться только на повышенных режимах, обеспечивающих увеличение тепловложения и снижение скорости охлаждения.
1.45. Электрошлаковая сварка конструкций из углеродистой и низколегированной стали может производиться без ограничения температуры стали.
1.46. При температуре стали ниже минус 5 град.С сварку следует производить от начала до конца шва без перерыва, за исключением времени, необходимого на смену электрода или электродной проволоки и зачистку шва в месте возобновления сварки.
Прекращать сварку до выполнения шва проектного размера и оставлять незаваренными отдельные участки шва не допускается. В случае вынужденного прекращения сварки процесс следует возобновлять после подогрева стали в соответствии с технологическим процессом, разработанным для свариваемых конструкций.
1.47. Для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 град.С и до минус 65 град.С включительно, вырубка дефектов швов и основного металла при температурах ниже указанных в табл. 2 может выполняться после подогрева зоны сварного соединения до 100-120 град.С. Заварку дефектных швов следует производить после подогрева этой зоны до 180-200 град.С.
1.48. Качество швов сварных соединений для крепления сборочных и монтажных приспособлений должно быть не ниже качества основных швов.
1.49. Швы сварных соединений и конструкции по окончании сварки должны быть очищены от шлака, брызг и натеков металла. Приваренные сборочные приспособления надлежит удалять без применения ударных воздействий и повреждения основного металла, а места их приварки зачищать до основного металла с удалением всех дефектов.
1.50. Контроль качества швов сварных соединений стальных конструкций осуществляется методами, указанными в табл. 3.
1.51. По внешнему виду швы сварных соединений должны удовлетворять следующим требованиям:
а) иметь гладкую или равномерно чешуйчатую поверхность (без наплывов, прожогов, сужений и перерывов) и не иметь резкого перехода к основному металлу. В конструкциях, воспринимающих динамические нагрузки, угловые швы должны выполняться с плавным переходом к основному металлу;
б) наплавленный металл должен быть плотным по всей длине шва, не иметь трещин и дефектов, выходящих за пределы, указанные в п. 1.56 настоящей главы;
в) подрезы основного металла допускаются глубиной не более 0,5 мм при толщине стали от 4 до 10 мм и не более 1 мм при толщине стали свыше 10 мм, за исключением случаев, приведенных в дополнительных правилах;
г) все кратеры должны быть заварены.
1.52. Для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 град.С и до минус 65 град.С включительно, при сварке допускаются: подрезы основного металла вдоль усилия и местные подрезы (до 25% длины шва) поперек усилия в соответствии с подпунктом 1.51 «в»; подрезы поперек усилия глубиной не более 0,5 мм при толщине стали до 20 мм и — 1 мм при толщине cтали более 20 мм.
Таблица 3
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
____________________ | |
1.53. Выборочный контроль швов сварных соединений согласно табл. 3 п. 3 настоящей главы производится, как правило, в местах пересечения швов и в местах с признаками дефектов.
Если в результате выборочного контроля будет установлено неудовлетворительное качество шва, контроль продолжают до выявления фактических границ дефектного участка, после чего весь шов на этом участке удаляют, вновь заваривают и проверяют повторно.
1.54. Проверку герметичности швов сварных соединений керосином следует производить обильным опрыскиванием стыковых швов и введением керосина под нахлестку. Обработка швов керосином должна производиться не менее двух раз с перерывом 10 мин. На противоположной стороне, покрытой водной суспензией мела или каолина, в течение 4 ч при положительной и 8 ч при отрицательной температуре окружающего воздуха не должно появляться пятен.
1.55. При проверке плотности швов сварных соединений избыточным давлением воздуха или вакуумом на поверхности шва, покрытой мыльной эмульсией, не должны появляться пузыри.
1.56. Допускаются следующие дефекты швов сварных соединений, которые обнаруживаются физическими методами контроля (за исключением случаев, оговоренных в дополнительных правилах) :
а) непровары по сечению швов в соединениях, доступных сварке с двух сторон, глубиной до 5% толщины металла, но не больше 2 мм при длине непроваров не более 50 мм, расстоянии между ними не менее 250 мм и общей длине участков непровара не более 200 мм на 1 м шва;
б) непровары в корне шва в соединениях без подкладок, доступных сварке только с одной стороны, глубиной до 15% толщины металла, но не свыше 3 мм;
в) отдельные шлаковые включения или поры либо скопления их (по группе А и В ГОСТ 7512-69) размером по диаметру не более 10% толщины свариваемого металла, но не свыше 3 мм;
г) шлаковые включения или поры, расположенные цепочкой вдоль шва (по группе Б ГОСТ 7512-69), при суммарной их длине, не превышающей 200 мм на 1 м шва;
д) скопления газовых пор и шлаковых включений (по группе В ГОСТ 7512-69) в отдельных участках шва в количестве не более 5 шт. на 1 кв.см площади шва при диаметре одного дефекта не более 1,5 мм;
е) суммарная величина непровара, шлаковых включений и пор, расположенных отдельно или цепочкой (по группе А и Б ГОСТ 7512-69), не превышающая в рассматриваемом сечении при двусторонней сварке 10% толщины свариваемого металла, но не более 2 мм и при односторонней сварке без подкладок — 15%, но не более 3 мм.
В конструкциях из стали класса С60/45 не допускаются дефекты швов, указанные в подпунктах «а» и «б».
Примечание. Шлаковые включения или поры, образующие сплошную линию вдоль шва, не допускаются.
1.57. Для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 град.С и до минус 65 град.С включительно, не допускаются несплавления по кромкам, непровары в стыковых швах, а также непровары на участках угловых и тавровых соединений, где проектом предусмотрено сквозное проплавление.
В стыковых и угловых швах сварных соединений конструкций, воспринимающих динамические нагрузки, а также в статически нагруженных растянутых элементах допускаются единичные поры или шлаковые включения диаметром не более 1 мм для стали толщиной до 25 мм и не более 4% толщины для стали толщиной более 25 мм, в количестве не более четырех дефектов на участке шва длиной 400 мм. Расстояние между дефектами должно быть не менее 50 мм.
В стыковых и угловых швах статически нагруженных сжатых элементов допускаются единичные поры и шлаковые включения диаметром не более 2 мм в количестве не более шести дефектов на участке шва длиной 400 мм или не более одной группы этих же дефектов на этой же длине.
Расстояние между дефектами должно быть не менее 10 мм.
Примечание. Характер работ элементов принимается по чертежам КМ и КМД.
1.58. Если при выборочном контроле будут обнаружены недопустимые дефекты, то необходимо выявить границы дефектного участка дополнительным контролем вблизи мест с выявленными дефектами.
Если при дополнительном контроле будут также обнаружены недопустимые дефекты, контролю подвергается весь шов.
1.59. Трещины всех видов и размеров в швах сварных соединений не допускаются. Участок шва с трещиной должен быть засверлен (диаметр отверстия 5-8 мм) по границам трещины плюс 15 мм с каждой стороны ее, после чего исправлен в соответствии с п. 1.62, с раззенковкой и заваркой отверстий.
1.60. Пластины для механических испытаний контрольных образцов должны изготавливаться из той же стали, что и основное изделие. Пластины прихватываются к изделию таким образом, чтобы шов пластин выполнялся в том же пространственном положении, что и шов свариваемого изделия, и являлся его продолжением. Пластины свариваются тем же сварщиком, с применением тех же режимов сварки, материалов и оборудования, что и при сварке изделия.
1.61. Размеры пластин, а также форма и размеры образцов и способ вырезки образцов из заготовок должны соответствовать ГОСТ 6996-66. При этом должны быть проведены следующие испытания:
а) на статическое растяжение стыкового сварного соединения — 2 образца; металла шва стыкового, углового и таврового соединения — по 3 образца;
б) на ударный изгиб металла шва стыкового соединения и околошовной зоны по линии сплавления — по 3 образца;
в) на статический изгиб стыкового соединения — 2 образца;
г) на твердость по алмазной пирамиде всех соединений из низколегированной стали классов до С60/45 включительно — не менее чем в четырех точках как металла шва, так и околошовной зоны — на одном образце.
Нормируемые показатели механических свойств приводятся в дополнительных правилах настоящей главы или принимаются по нормам проектирования.
При неудовлетворительных результатах испытаний соответствующий шов должен быть удален, качество сварочных материалов и режимы сварки, а также квалификация сварщика дополнительно проверены.
1.62. Дефекты сварных соединений должны устраняться следующими способами: обнаруженные перерывы швов и кратеры завариваются; швы с другими дефектами, превышающими допускаемые, удаляются нa длину дефектного места плюс по 15 мм с каждой стороны и завариваются вновь; подрезы основного металла, превышающие допускаемые, зачищаются и завариваются с последующей зачисткой, обеспечивающей плавный переход от наплавленного металла к основному.
Исправление негерметичных швов сварных соединений путем зачеканки запрещается.
Исправленные дефектные швы или части их должны быть вновь освидетельствованы.
1.63. Остаточные деформации конструкций, возникшие после сварки и превышающие величины, приведенные в табл. 9 настоящей главы, должны быть исправлены. Исправление должно быть произведено способами термического, механического или термомеханического воздействия с выполнением требований пп.1.13-1.15 настоящей главы.
Образование отверстий
1.64. Все монтажные отверстия должны быть образованы на проектный диаметр на предприятии-изготовителе, за исключением отверстий, оговоренных в проекте в соответствии с требованиями, определяемыми технологией монтажных работ.
Образование заводских и монтажных отверстий на меньший диаметр с последующей рассверловкой на проектный производится только в случае, если это оговорено в чертежах КМ.
В конструкциях из стали класса С60/45 продавливание отверстий допускается при толщине стали до 10 мм включительно при номинальных диаметрах отверстий 15-25 мм.
1.65. Номинальные диаметры заклепок и болтов грубой и нормальной точности, а также высокопрочных и соответствующие им номинальные диаметры отверстий приведены в табл. 4 настоящей главы.
Таблица 4
|
| ||||||||||
Стержни болтов грубой и нормальной точности, а также высокопрочных | — | 12 | 14* | — | 16 | — | 20 | 24 | 27* | 30 | 36 |
|
|
|
|
|
|
|
|
|
|
|
|
Отверстия для: | |||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
1.66. Номинальные диаметры отверстий для болтов повышенной точности принимаются равными номинальным диаметрам стержней болтов.
Отклонения величин диаметров отверстий для болтов повышенной точности не должны превышать приведенных в табл. 5 настоящей главы.
Таблица 5
|
|
|
|
|
|
|
|
|
|
1.67. Сверление или рассверливание монтажных отверстий должно производиться после окончания клепки или сварки элементов.
Допускается сверление монтажных отверстий в сборочных деталях и ветвях при условии сборки элементов в кондукторах.
Рассверливание отверстий при общей сборке следует производить после окончания сборки и проверки всех размеров, включая ординаты строительного подъема.
1.68. Качество и отклонения в размерах отверстий для заклепок и болтов грубой и нормальной точности, а также высокопрочных должны удовлетворять требованиям, указанным в табл. 6 настоящей главы.
1.69. Заводские отверстия, выполненные на проектный диаметр для заклепок и болтов грубой и нормальной точности, а также высокопрочных, должны удовлетворять в собранной конструкции следующим требованиям:
калибр диаметром на 1,5 мм меньше номинального диаметра отверстия до прочистки отверстий должен пройти не менее чем в 75 % отверстий каждой группы, в противном случае производится повторная сборка и проверка отверстий калибром;
если при повторной сборке количество отверстий, в которые пройдет калибр, будет менее 75 % числа отверстий в группе, допускается производить рассверливание отверстий на следующий больший диаметр с проверкой прочности соединений расчетом.
1.70. Контроль качества и расположения монтажных отверстий, просверленных в элементах конструкций по кондукторам, производится:
а) проверкой, после контрольной сборки с выверкой строительного подъема, всех монтажных отверстий калибром диаметром на 1 мм меньше проектного диаметра отверстия. При этом калибр должен пройти не менее чем в 85 % отверстий каждой группы.
В случае если калибр проходит менее чем в 85% отверстий каждой группы, а также в случае несоблюдения требований табл. 6 производится повторная контрольная сборка из других элементов данной конструкции. Если при повторной контрольной сборке качество отверстий не будет удовлетворять поставленным выше требованиям, кондукторы, по которым обрабатывались эти монтажные отверстия, подлежат исправлению, а все конструкции, изготовленные с применением этих кондукторов, подвергаются общей сборке для исправления дефектных отверстий способами, предусмотренными для заводских отверстий. Конструкции, в которых монтажные отверстия исправлены, должны иметь индивидуальную маркировку отправочных элементов;
б) проверкой сборочными кондукторами, приспособлениями (фиксаторами) или специальными контрольными шаблонами, позволяющими контролировать взаимное положение отверстий одновременно в нескольких монтажных узлах.
Таблица 6
Наименование отклонения | Диаметр отверстий, мм | Допускаемое отклонение, мм | Допускаемое количество отклонений в каждой группе отверстий | |||
для углеродистой стали | для низколегирован-ной стали классов до | |||||
1. Отклонения диаметра просверленных отверстий под закле | ||||||
Нормативы, ГОСТы на металлоконструкции | Промышленные металлоконструкции
Нормативы, ГОСТы и техническая документация
регламентирующая производство, проектирование
и монтаж металлоконструкций.
Скачивание документов начнется автоматически после нажатия на ссылку
НОРМАТИВНАЯ ДОКУМЕНТАЦИЯ:
СНиП II.23-81* — Нормы проектирования. Стальные конструкции. (2 МБ)
СП 16.13330-2011 — Стальные конструкции. Актуализированная редакция СНиП II-23-81*. (1 МБ)
СНиП 3.03.01-87 — Несущие и ограждающие конструкции. (5,9 МБ)
СП 53-101-98 — Изготовление и контроль качества стальных строительных конструкций. (0,4 МБ)
СП 53-102-2004 — Общие правила проектирования стальных конструкций. (1 МБ)
ГОСТ 21.502-2007 — Правила выполнения проектной и рабочей документации металлических конструкций. (1 МБ)
ГОСТ 23118-99 — Конструкции стальные строительные. Общие технические условия. (0,3 МБ)
Серия 2.400-10 — Нормали заводских стыков профилей в строительных стальных конструкциях. (17,7 МБ)
ГОСТ 14771-76 — Дуговая сварка в защитном газе. Соединения сварные. (1,2 МБ)
ГОСТ Р 57837-2017 — Двутавры стальные горячекатаные с параллельными гранями полок. (0,9 МБ)
ТИПОВЫЕ СЕРИИ:
Серия 3.407.9-172 выпуск 0 — Прожекторные мачты и отдельно стоящие молниеотводы. Материалы для проектирования. (1,2 МБ)
Серия 3.407.9-172 выпуск 1 — Прожекторные мачты и отдельно стоящие молниеотводы. Монтажные схемы, узлы. Рабочие чертежи. (3,7МБ)
Серия 3.407.9-172 выпуск 2 — Прожекторные мачты и отдельно стоящие молниеотводы. Стальные конструкции. Чертежи КМ. (2,3 МБ)
Серия 2.440-2 выпуск 1 — Узлы стальных конструкций производственных зданий промышленных предприятий. (1,7 МБ)
Серия 3.501.2-123 выпуск 1 альбом 1 — Мачты осветительные высотой 21, 28, 35, 45м. Монтажные чертежи и указания по их применению. (7,6 МБ)
Серия 3.501.2-123 выпуск 1 альбом 2 — Мачты осветительные высотой 21, 28, 35, 45м. Монтажные чертежи и указания по их применению. (13,8 МБ)
Серия 3.400.2-14.93 выпуск 1 — Изделия закладные унифицированные сборных железобетонных конструкций инженерных сооружений для промышленного строительства. (4 МБ)
Серия 1.400-15 выпуск 0 — Унифицированные закладные изделия железобетонных конструкций для крепления технологических коммуникаций и устройств. (8,2 МБ)
Серия 1.400-15 выпуск 1 — Унифицированные закладные изделия железобетонных конструкций для крепления технологических коммуникаций и устройств. (7,8 МБ)
Серия 1.450.3-7.94 выпуск 0 — Лестницы, площадки, стремянки и ограждения стальные для производственных зданий промышленных предприятий. Материалы для проектирования. (4,1 МБ)
Серия 1.450.3-7.94 выпуск 1 — Лестницы, площадки, стремянки и ограждения стальные для производственных зданий промышленных предприятий. Конструкции из холодногнутых профилей. (8,1 МБ)
Серия 1.450.3-7.94 выпуск 2 — Лестницы, площадки, стремянки и ограждения стальные для производственных зданий промышленных предприятий. Конструкции из горячекатаных профилей. (7,7 МБ)
Серия 3.017-3 выпуск 2 — Ограждения площадок и участков предприятий, зданий и сооружений. Металлические элементы оград. (1 МБ)
Серия 3.017-3 выпуск 5 — Ограждения площадок и участков предприятий, зданий и сооружений. Ворота распашные металлические шириной 4,5м, калитки. (2,4 МБ)
ГОСТ 24379.1-80 — Болты фундаментные. Конструкция и размеры. (0,6 МБ)
ГОСТЫ, СТАНДАРТЫ:
ГОСТ 8420-97 — Швеллеры стальные горячекатаные. (1,3 МБ)
ГОСТ 8278-83 — Швеллеры стальные гнутые равнополочные. (2,7 МБ)
ГОСТ 19425-74 — Балки двутавровые и швеллеры стальные специальные. (0,15 МБ)
ГОСТ 26020-83 — Двутавры стальные горячекатаные с параллельными гранями полок. (1,3 МБ)
СТО АСЧМ 20-93 — Прокат стальной сортовой фасонного профиля. Двутавры горячекатаные с параллельными гранями полок. (0,4 МБ)
ГОСТ 8509-93 — Уголки стальные горячекатаные равнополочные. (0,15 МБ)
ГОСТ 8568-77 — Листы стальные с ромбическим и чечевичным рифлением. (0,14 МБ)
ГОСТ 30245-2003 — Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций. (2 МБ)
ГОСТ 5336-80 — Сетки стальные плетеные одинарные. (0,1 МБ)
РАЗНОЕ:
Паспорт качества — Бланк паспорта качества стальных строительных конструкций. (0,01МБ)
«ПРОМЫШЛЕННЫЕ МЕТАЛЛОКОНСТРУКЦИИ»
«Промметкон»
ассоциация производителей металлоконструкции
промышленного и гражданского назначения.
г.Екатеринбург, ул.8-марта 51
тел. 8-(343)-344-89-82
8-(967)-639-19-82
e-mail: [email protected]
Руководящий документ РД 34.15.132-96 «Сварка и контроль качества сварных соединений металлоконструкций зданий при сооружении промышленных объектов» (утв. Министерством строительства РФ 20 мая 1996 г., Министерством топлива и энергетики РФ 14 марта 1996 г.
Настоящий руководящий документ (РД) предназначен для персонала, осуществляющего производство сборочных и сварочных работ при укрупнении и монтаже металлоконструкций зданий промышленных объектов.
Выполнение требований настоящего РД по организации и технологии сборки и сварки металлоконструкций обеспечивает получение сварных соединений, удовлетворяющих установленным нормативами показателям качества, с минимальными затратами труда. РД является руководящим документом при разработке проектов производства работ и другой технологической документации.
Руководящий документ (РД) определяет организацию и технологию производства сварочных работ при сооружении металлических конструкций зданий промышленных объектов, а также объем, порядок контроля и нормы оценки качества сварных соединений.
РД 34.15.132-96 охватывает следующие виды сварки: ручную дуговую штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную под флюсом.
РД 34.15.132-96 рассчитан на работников, занимающихся сваркой и сборкой крупных строительных объектов
1. Общая часть
1.1. Назначение и область применения
1.1.1. Настоящий руководящий документ (РД) предназначен для персонала, осуществляющего производство сборочных и сварочных работ при укрупнении и монтаже металлоконструкций зданий промышленных объектов.
Выполнение требований настоящего РД по организации и технологии сборки и сварки металлоконструкций обеспечивает получение сварных соединений, удовлетворяющих установленным нормативами показателям качества, с минимальными затратами труда. РД является руководящим документом при разработке проектов производства работ и другой технологической документации.
1.1.2. РД распространяется на ручную дуговую сварку штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную сварку под флюсом в условиях строительно-монтажной площадки.
1.1.3. Настоящий РД определяет технологию сборочно-сварочных работ при укрупнении и монтаже металлоконструкций, изготовленных из углеродистых и низколегированных сталей по ГОСТ 27772:
фасонный прокат (уголки, двутавры, швеллеры) — из стали С235, С245, С255, С275, С285, С345, С345К, С375;
листовой, универсальный прокат и гнутые профили — из стали С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440.
Обозначение сталей по ГОСТ 27772 (по пределу текучести) и соответствующие им марки сталей по другим действующим стандартам приведены в приложении 1.
РД действует совместно со следующими нормативно-техническими документами (НТД):
СНиП 3.03.01-87. Несущие и ограждающие конструкции;
СНиП II-23-81*. Нормы проектирования. Стальные конструкции. М., 1991.
1.1.4. В руководящем документе приведены основные положения по организации сварочных работ на строительных площадках, указания о выборе сварочных материалов и оборудования;
требования, предъявляемые к сборке и сварке элементов конструкций, режимы сварки, порядок контроля и нормы оценки качества сварных соединений.
Кроме того, в настоящем РД даны рекомендации по технологии сварки отдельных типовых, наиболее часто встречающихся узлов стальных конструкций.
1.2. Требования к квалификации сварщиков, контролеров и ИТР
1.2.1. Сварка металлоконструкций зданий промышленных объектов должна проводиться сварщиками, имеющими удостоверения на право производства соответствующих сварочных работ, выданные им согласно требованиям «Правил аттестации сварщиков», утвержденных Госгортехнадзором России.
К сварке конструкций из сталей с пределом текучести 390 МПа (40 ) и более допускаются сварщики, имеющие удостоверение на право работ по сварке этих сталей.К механизированным способам сварки допускаются сварщики-операторы, прошедшие специальный курс теоретической и практической подготовки и сдавшие испытания на право производства этих работ.
Сварщики всех специальностей и квалификаций должны сдать испытания на 2-ю квалификационную группу по электробезопасности. Кроме того, все сварщики должны сдать испытания по противопожарным мероприятиям и технике безопасности.
1.2.2. Сварщик, впервые приступающий к сварке в данной организации, должен перед допуском к работе независимо от наличия у него удостоверения на право производства соответствующих работ сварить пробные (допускные) образцы. Сварка пробных образцов должна проводиться в условиях, тождественных с теми, в которых будет выполняться сварка конструкций.
Конструкция и число пробных образцов устанавливаются руководителем сварочных работ в зависимости от типов производственных соединений и квалификации сварщика.
Качество пробных сварных соединений определяется путем визуального контроля на предмет определения сплошности и формирования шва, а при необходимости (по усмотрению руководителя сварочных работ) — с помощью неразрушающих физических методов контроля.
Качество пробных сварных соединений необходимо оценивать по нормам, предусмотренным для таких же производственных соединений. Пробные соединения должны быть идентичными или однотипными по отношению к тем производственным соединениям, которые будет сваривать проверяемый сварщик. Характеристика однотипных сварных соединений дана в «Правилах аттестации сварщиков».
1.2.3. Сварщики допускаются к тем видам работ, которые указаны в удостоверении. В удостоверении должны быть перечислены марки сталей или группы марок сталей в соответствии с «Правилами аттестации сварщиков», к сварке которых допускается сварщик.
1.2.4. Для сварки при температуре ниже минус 30°С сварщик должен предварительно сварить пробные стыковые образцы при температуре не выше указанной. При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к сварке при температуре на 10°С ниже температуры сварки пробных образцов.
1.2.5. Руководство сварочными работами должно осуществлять лицо, имеющее документ о специальном образовании или подготовке в области сварки.
К руководству работами по сварке, контролю сварных соединений и операционному контролю допускаются ИТР, изучившие настоящий РД, соответствующие СНиП, рабочие чертежи изделий, производственно-технологическую документацию (ПТД) по сварке и методические инструкции по контролю. Знания ИТР и их профессиональная подготовка по сварочному производству должны быть проверены комиссией, назначенной приказом руководителя предприятия. Знания ИТР проверяются не реже одного раза в три года.
1.2.6. К выполнению работ по контролю качества сварных соединений допускаются контролеры, прошедшие специальную программу теоретического и практического обучения и получившие удостоверение на право выполнения работ по дефектоскопии сварных соединений соответствующим видом (способом) контроля. Контролеры по физическим методам контроля должны аттестовываться в соответствии с «Правилами аттестации специалистов неразрушающего контроля», утвержденными Госгортехнадзором России 18.08.92 г.
1.2.7. Подготовку контролеров должны осуществлять специальные учебные заведения или подразделения профессиональной подготовки (учебные комбинаты, центры, курсы и т.п.) предприятий, выполняющие работы по контролю качества сварки и имеющие лицензию на право проведения таких работ.
Подготовка контролеров должна быть специализирована по методам контроля (ультразвуковая дифектоскопия, радиографирование и др.), а при необходимости — по типам сварных соединений, что должно быть указано в их удостоверениях. Каждый контролер может быть допущен только к тем методам контроля, которые указаны в его удостоверении. Контролер, имевший перерыв в работе (по данному виду контроля) свыше 6 месяцев, должен вновь сдать экзамены в полном объеме.
1.3. Основные положения организации сварочных работ
1.3.1. При разработке проекта производства работ (ППР) по монтажу металлоконструкций зданий должны быть учтены и отражены условия сборки конструкций под сварку, сварка и контроль сварных соединений.
В ППР должна быть заложена наиболее прогрессивная технология сборочно-сварочных работ с оптимальным уровнем механизации.
1.3.2. При организации и выполнении работ по сборке, сварке и контролю качества сварных соединений должны быть созданы все условия для соблюдения правил техники безопасности и пожарной безопасности в соответствии с требованиями следующих нормативных документов:
СНиП III-4-80. Техника безопасности в строительстве;
ГОСТ 12.3.003. Система стандартов безопасности труда. Работы электросварочные. Требования безопасности;
«Правил устройства электроустановок»;
«Правил технической эксплуатации электроустановок потребителей»;
«Правил техники безопасности при эксплуатации электроустановок потребителей»;
«Санитарных правил при проведении рентгеновской дефектоскопии», N 2191-80;
«Санитарных правил при радиоизотопной дефектоскопии», N 1171-74;
«Санитарных правил по сварке, наплавке и резке металлов», N 1009-73;
Точность изготовления стальных конструкций — SteelConstruction.info
Размеры любого элемента могут отличаться от тех, что определены проектировщиком. Такие вариации связаны с природой и поведением материала, а также с процессом его изготовления. Современное производство металлопроката предполагает изготовление крупных и зачастую сложных сварных узлов стального проката. Для изготовления стальных изделий, формирования компонентов и их соединения используются высокотемпературные процессы, поэтому изменение размеров неизбежно.Такое поведение имеет значение для проектировщика, подрядчика по изготовлению стальных конструкций и для строителя несущих и прилегающих конструкций. Выполняя свои роли, каждый должен предвидеть вариации. Важными вопросами являются: какие изменения размеров значительны; какие ограничения должны быть наложены на эти существенные вариации; и как следует управлять вариациями, чтобы гарантировать, что проект реализован в соответствии с требованиями к характеристикам без задержек?
- Примеры пробного монтажа
Workhouse Square, станция Макдонаг, Килкенни
(Изображение любезно предоставлено S.H.Structures Ltd.)Пешеходный мост M8, Harthill
(Изображение любезно предоставлено S.H.Structures Ltd.)Крыша автовокзала, Слау
(Изображение любезно предоставлено S.H.Structures Ltd.)
[вверх] Введение
В стальных конструкциях вариации размеров значительны по нескольким причинам, поскольку они включают стальные конструкции, изготовленные на удалении от объекта, строительные работы на объекте, а иногда даже точные механические компоненты.Они взаимодействуют друг с другом, но их точность варьируется от высокой точности механических компонентов до неточностей, присущих укладке бетона. Удобно различать:
Опорная плита с прижимными болтами
(Изображение любезно предоставлено Kiernan Structural Steel Ltd.)
- Механическая посадка, которая важна, например, для работы между гайкой и болтом, между подшипником и балкой, а также между обработанными прилегающими поверхностями сжимающих элементов.
- Сборка сборных элементов, необходимая для эффективной сборки. Например, при соединении на месте соединения болтами относительное положение отверстий имеет решающее значение для вставки болтов, но точность позиционирования отдельных болтов очень мало влияет на прочность соединения.
- Отклонение от плоскостности или прямолинейности, влияющее на жесткость и прочность компонентов. Например, сопротивление продольному изгибу меньше для вытянутой из прямой тонкой стойки.
- Точность сборки на месте, где стальные конструкции должны быть собраны без приложения непреднамеренных сил к соединениям и без деформации конструкции от ее предполагаемой геометрии (что препятствует, например, строительству бетонной плиты правильной толщины).
- Интерфейс с основанием и фундаментом, где должна быть предусмотрена регулировка для обеспечения различной точности стальных конструкций и основания — например, обеспечение больших карманов для удержания болтов и различных слоев раствора под подшипниками и опорными плитами.
Контроль размеров является фундаментальным для инженерной дисциплины, и без него не может работать ни один механизм, никакие детали не будут взаимозаменяемыми. Это достигается указанием допусков — пределов отклонения от номинального размера.Ни один механический чертеж не будет полным без допусков на все размеры, пределов и посадок на сопрягаемых деталях, а также допусков плоскостности поверхностей. Напротив, гражданское строительство в значительной степени игнорирует концепцию допусков, зависящих от калибровки его метрологии, чтобы удовлетворительно создавать продукт на месте. Исторически сложилось так, что производство стали находило работоспособный компромисс, производя крупногабаритные изделия с использованием техник мастерских, которые обеспечивали их эффективную сборку на удаленном объекте — допуски, как правило, не входили в этот процесс; это подразумевалось во многих работах.
Уровень точности, свойственный машиностроительному цеху, обычно не требуется для конструкционных стальных конструкций — для чего он должен быть оправдан, поскольку такая точность требует значительных затрат и требует специального оборудования, включая механическую обработку. Например, изменение плоскостности и толщины стального листа прокатного стана вполне приемлемо для балки, но было бы неприемлемо для детали машины. С широким использованием автоматизированных процессов с 1980-х годов для резки, сверления отверстий, сборки балок и сварки геометрическая точность, с которой можно производить изготовление стали, значительно улучшилась: это было обусловлено экономией практически осуществимого производства и заменой рабочей силы интенсивная традиционная практика.
Для каждого нового проекта подрядчик по изготовлению металлоконструкций будет оценивать проект, чтобы определить, как лучше всего выполнить изготовление и как контролировать размеры, чтобы обеспечить надлежащую подгонку и сборку на месте. Для больших стропильных ферм, коробчатых балок и больших мостов со стальными настилами это может также включать в себя режим допусков на размеры для отдельных узлов, специфичный для проекта; они будут совместимы с допусками, установленными проектировщиком для готового здания или моста.
[вверх] Производственные допуски
Геометрические допуски указаны в приложении B стандарта BS EN 1090-2 [1] .Допуски сгруппированы по трем различным категориям:
- Основные допуски. Это пределы допустимого отклонения механической прочности и устойчивости конструкции, которые используются для подтверждения соответствия стандарту BS EN 1090-1 [2] .
- Функциональные допуски. Это пределы допустимых отклонений по подгонке и внешнему виду. Приведены два класса отклонения, класс 1 является менее обременительным и используется по умолчанию для стандартного изготовления.Класс 2 требует более дорогих и специальных мер при изготовлении и монтаже.
- Специальные допуски. В отдельных проектах могут быть указаны особые допуски либо в качестве модификации основных или функциональных допусков, либо для аспектов, которые еще не рассмотрены. Для большинства мостовых конструкций необходимы определенные дополнительные допуски, которые, как правило, должны быть реализованы с помощью Спецификации дорожных работ [3] . Руководство по геометрическим допускам для мостов доступно в GN5.03
Значения допустимых отклонений для основных и функциональных производственных допусков приведены в таблицах BS EN 1090-2 [1] с B.1 по B.14. Основные и функциональные допуски при эрекции приведены в таблицах B.15 — B.25. В качестве альтернативы функциональным допускам, указанным в Приложении B, BS EN 1090-2 [1] допускает использование BS EN ISO 13920 [4] ; это, скорее всего, будет использоваться в случае сильно сварных конструкций, где деформация от сварки является доминирующим фактором при определении размеров и формы.Этот стандарт устанавливает общие допуски на линейные и угловые размеры, а также на форму и положение сварных конструкций.
[вверх] Причины искажения при изготовлении
Пример деформации листа после резки
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Деформация — это общий термин, используемый в металлоконструкциях для описания различных перемещений и усадок, которые происходят при нагревании при резке или сварке.Любая сварка вызывает определенную усадку, а в некоторых случаях также может вызвать деформацию исходной формы. Продольная и поперечная усадка во многих случаях является лишь незначительной проблемой, но угловая деформация, искривление и скручивание могут представлять значительные трудности, если изготовление изделия не в опытных руках.
Полная осведомленность об искажениях жизненно важна для всех, кто занимается сваркой, включая проектировщика, слесаря, мастера и сварщиков, поскольку каждый в своих действиях может вызвать трудности из-за недостатка понимания и внимательности.Размеры сварных швов должны быть минимальными, необходимыми для данной конструкции, чтобы уменьшить эффекты деформации; во многих случаях сварные швы с частичным проплавлением могут быть предпочтительнее сварных швов с полным проплавлением, а сварные швы с глубоким проплавлением предпочтительнее обычных угловых швов.
Некоторые эффекты искажения можно исправить, но гораздо лучше спланировать, чтобы избежать искажения и, таким образом, избежать трудностей и затрат на правку и выравнивание для достижения окончательной приемлемости. Рассмотрим одиночный угловой сварной шов, образующий тройник, как показано ниже.При охлаждении металл сварного шва вызывает продольное сжатие, поперечное сжатие и угловое искажение вертикальной стойки. Аналогичный участок с двойным угловым сварным швом вызовет большее продольное и поперечное сжатие, а объединенные силы вызовут угловое искажение или искривление стола тройника. Продольная усадка, вероятно, составит около 1 мм на 3 м сварного шва, а поперечная усадка — около 1 мм, при условии, что длина ветви сварного шва не превышает трех четвертей толщины листа.
Деформация тройника
Усадки, вызванные одиночным V-образным стыковым сварным швом (см. Ниже), вызывают продольную и поперечную усадку, вызывая угловую деформацию и, возможно, некоторый прогиб. Поперечное сжатие составляет от 1,5 до 3 мм, а продольное — около 1 мм на 3 м. Угловая деформация возникает после охлаждения, сжатия и стягивания пластин при первом проходе сварного шва.Второй проход имеет такой же эффект усадки, но его сжатие ограничивается затвердевшим первым проходом, который действует как точка опоры для углового искажения. Последующие прогоны усиливают эффект. Угловая деформация напрямую зависит от количества проходов наполнителя, а не от толщины листа, хотя, конечно, они взаимосвязаны.
Деформация одиночного V-образного стыкового шва
Использование двойной V-образной препарирования для выравнивания объема сварного шва относительно центра тяжести секции значительно снижает угловую деформацию.Чтобы учесть эффект задней строжки, асимметричные препарирования часто используются с преимуществом, но следует помнить, что продольные и поперечные сокращения все равно будут присутствовать.
Использование двойного V-образного препарирования
Усадки в конструкции можно оценить, но на результат будет влиять ряд факторов. Подгонка является наиболее важной, так как любой лишний зазор повлияет на объем сварного шва и увеличит усадку.Следует использовать электроды самого большого размера, а там, где это возможно, следует применять полуавтоматические и автоматические процессы, чтобы снизить общее тепловложение и усадку до минимума.
Всегда стоит учитывать влияние подготовки сварного шва на качество сварного шва. Стыковые сварные швы с одинарным V-образным вырезом обеспечивают хороший доступ к основанию сварного шва и могут ограничить объем позиционной работы, необходимой сварщику. Двойные V-образные стыковые сварные швы уменьшают деформацию, но увеличивают объем позиционной сварки, что может привести к дорогостоящему ремонту.В обоих случаях необходимо оценить толщину материала и процесс с учетом практичности.
Подготовка под сварку под V-образный шов
Подготовка под двойной V-образный сварной шов
(Изображение любезно предоставлено Mabey Bridge Ltd.)
В определенных обстоятельствах остаточные напряжения прокатки в основном металле могут иметь значительное влияние и могут вызывать различную реакцию схожих участков.Степень окончательной деформации будет складываться из эффектов внутренних напряжений и напряжений, вносимых сваркой.
Дополнительное руководство по правке и правке доступно в GN5.07.
[вверх] Контроль искажения
Предварительная установка и зажим
Все свариваемые элементы будут иметь усадку по своей длине, поэтому каждый элемент будет либо изготавливаться сверх длины и обрезаться до нужной длины после сварки, либо будет добавлена оценка усадки, чтобы предвидеть эффект во время изготовления элемента.Для контроля углового искажения и изгиба есть два метода контроля, которые могут быть рассмотрены, если искажение может иметь значение (см. Ниже):
- Предварительная настройка. Секцию изгибают в направлении, противоположном тому, в котором она предположительно деформируется, и затем сварку проводят с ограничениями. Когда остынет, зажимы снимаются, и секция должна пружинить прямо. Испытания и опыт могут определить степень предварительного изгиба для любого конкретного члена.
- Зажим. Во время сварки блоки удерживаются прямо с помощью зажимов, что снижает деформацию до допустимой величины.
[вверх] Влияние дизайна на искажения
В хорошей конструкции будет использоваться минимальное количество сварочного металла, соответствующее требуемой прочности. Если фланец меняет направление (например, в конце бедра на балке моста), предпочтительно, чтобы пластина была изогнута, а не приварена встык. Если поперечное сечение асимметрично, усадка двух сварных швов между стенкой и фланцем приведет к кривизне, поскольку усадка не сбалансирована.Подрядчик по изготовлению металлоконструкций может учесть это, но следует избегать сильно асимметричных схем, особенно с гораздо более тяжелым сварным швом к одному фланцу или с фланцем, установленным на одной стороне стенки (как в швелле или J-секции, см. Ниже), где возможно. Если усадка сбалансирована, необходимо сделать поправку только на общую усадку.
Эффекты усадки при сварке на асимметричных участках
Пример сборной несимметричной балки (J-образное сечение)
[вверх] Изготовление балок
Стыковые соединения фланцев или стенок балок завершаются до сборки балок, где это возможно.На каждом конце этих соединений зажимаются переходные / отводные детали; в качестве альтернативы, они могут быть приварены прихваточным швом к внутренней стороне сварного шва: они должны быть той же толщины, что и листовой материал, и иметь такую же подготовку к сварке. После завершения сварки удлинители снимаются, а кромки фланцев тщательно зачищаются шлифовкой; любые видимые дефекты обычно удаляются на этом этапе и ремонтируется сварной шов.
- Пример обработанного стыкового шва с гладкой поверхностью и сливными пластинами
(Изображения любезно предоставлены Mabey Bridge Ltd.)
Направление сварных швов обычно меняется во избежание тенденции к деформации стыка в плане. Может возникнуть необходимость уравновесить сварку стыковых соединений, выполнив несколько проходов на одной стороне V-образного профиля, а затем перевернув фланец, чтобы сделать проходы на второй стороне и так далее. Перед началом сварки второй стороны необходимо выполнить обратную стачку или строжку. Использование подходящих вращающихся приспособлений позволит переворачивать длинные фланцы без риска растрескивания сварного шва.
Оборудование для токарной обработки пластин в стыковочном узле
(Изображение любезно предоставлено Mabey Bridge Ltd.) ширина
После выполнения всех стыковых соединений стенок и фланцев, балка собирается и сваривается. Если автоматическая сварка должна использоваться для сварных швов стенки и фланца, ребра жесткости добавляются после завершения этих сварных швов. Если сварной шов на одной стороне выполняется перед сваркой на другой стороне (в отличие от сварки на машинах T и I), фланец будет немного отклонен от квадрата, чтобы обеспечить больший эффект сварки угловых швов первой стороны. .Если используется ручная сварка, обычно перед сваркой устанавливают ребра жесткости поперечной стенки; они помогают поддерживать прямоугольность фланцев.
Деформация может прийти на помощь подрядчику по изготовлению металлоконструкций, если необходимо установить ребра жесткости подшипника. Для локального изгиба фланцев (в сторону от конца элемента жесткости) можно использовать местный нагрев фланца, что позволяет ввести элемент жесткости; последующее охлаждение приводит к тому, что фланцы плотно соприкасаются с концом элемента жесткости. Такие операции с контролируемым подводом тепла являются частью технологии изготовления и, как правило, не наносят вреда.
[вверх] Соединители балок, приваренные на месте
Если балка соединяется сваркой (чаще всего на месте), фланцы обычно сваривают перед стенкой; фланец, поскольку он толще и требует большего количества сварных швов, усадится больше, чем более тонкая перемычка. (Если бы сначала была приварена тонкая перемычка, она могла бы коробиться в результате усадки фланца.) Затем необходимо предусмотреть эту процедуру, изготовив стык перемычки с корневым зазором, большим, чем указано в процедуре сварки, путем величина, равная ожидаемой усадке сварного шва фланцевого соединения.В соединениях тяжелых балок часто применяется изменение процедуры: оба фланца завершаются примерно до двух третей объема сварного шва, затем сварные швы стенки и, наконец, остальные сварные швы фланцев. Этот метод помогает минимизировать остаточные растягивающие напряжения в полотне.
[вверх] Проверка отклонений
Проверка геометрии во время пробного монтажа
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Потенциальная трудность, связанная с работой с заданными допусками, — это количество проверок, требуемых на заводе-изготовителе.Указание разумных допусков не должно увеличивать затраты на изготовление, так как хороший подрядчик по стальным конструкциям должен иметь возможность соблюдать эти значения без специальных процедур или мер по исправлению. Однако наряду с прямыми затратами на проверку могут возникнуть затраты, когда действия по проверке задерживают переход заготовки к следующему этапу производства: проверка увеличивает время и затраты на весь процесс изготовления.
Следует отметить, что BS EN 1090-2 [1] не устанавливает периодичность проверки составных частей: подрядчик по изготовлению металлоконструкций должен иметь утвержденную систему заводского производственного контроля (FPC) для поддержания качества. готовой работы и установите частоту испытаний в плане проверки проекта.
Обычно все компоненты стержня визуально проверяются подрядчиком по изготовлению стальных конструкций; не все размеры будут проверяться на соответствие указанным допускам, но будут проверяться критические размеры и те, которые могут оказаться вне допуска.
При любых проверках на плоскостность сканирующее устройство размещается таким образом, чтобы локальные неровности поверхности не влияли на результаты. Проверки выполняются после завершения изготовления, а затем на объекте после завершения каждого стыка.На месте будут проводиться проверки плоскостности панелей и прямолинейности ребер жесткости.
Вертикальность перемычек на опорах можно проверить только во время пробного монтажа стальных конструкций или после возведения на строительной площадке. Для концевых опор мостов с перекосом более примерно 30 ° значительный перекос балок может произойти при приложении веса плиты. Это происходит из-за смещения распорок. В таких случаях проектировщик должен либо указать, что перемычки вертикальные перед бетонированием, либо предоставить значения для прогнозируемого скручивания, чтобы подрядчик по изготовлению металлоконструкций мог предварительно настроить балки для противодействия ему (хотя точное прогнозирование всегда затруднено, и нельзя гарантировать, что балка вернется в требуемую вертикальность).Дальнейшие инструкции по вертикальности перемычек на опорах доступны в GN 7.03.
Если геометрические допуски, указанные в BS EN 1090-2 [1] превышены, могут быть предприняты корректирующие действия для устранения деформации, например, путем термической правки. Если такое правление не является исключительно серьезным, его не нужно направлять к проектировщику, его следует выполнять только в соответствии с установленной процедурой. В некоторых случаях, когда ремонтные работы трудны или невыполнимы, проектировщика могут попросить подумать о том, приемлемо ли фактическое отклонение в конкретном месте.
[вверх] Коррекция искажения
Термическая правка
Профили можно править с помощью гидравлических прессов или специальных станков для гибки или правки прутков. Некоторые секции слишком велики для такого типа выпрямления, поэтому необходимо применять методы, связанные с применением тепла, — так называемое выпрямление с помощью тепла. В этой процедуре тепло применяется к поверхности, противоположной поверхности сварных швов, вызвавших деформацию.Этот метод основан на том факте, что если тепло применяется локально к элементу, нагретая область будет пытаться расшириться, но будет сужена окружающей областью из холодного металла, который сильнее, чем нагретая область. После охлаждения металл в нагретой области приобретает прочность по мере усадки, вызывая искривление элемента, при этом охлаждающая поверхность находится внутри кривой.
Подвод тепла необходимо тщательно контролировать до заданных температур, и требуется значительный опыт, прежде чем его можно будет успешно применять — перегрев вызовет металлургические проблемы.Метод приложения тепла также используется для выпрямления длинных полос листа, которые были разрезаны пламенем вдоль одной кромки, где снятие внутренних остаточных напряжений прокатки и воздействие тепла разреза вызвали искривление во время резки. В этом случае тепло применяется в треугольных участках на краю, противоположном кромке среза пламени. Искажения в пластинчатых панелях, выходящие за пределы допуска, также могут быть уменьшены путем подходящего местного нагрева панели, иногда в сочетании с домкратом для обеспечения сдерживания.
Исправление искажения веб-панели
[вверх] Пробный монтаж
Пробный монтаж металлоконструкций моста на заводе-изготовителе был традиционным способом обеспечения подгонки и геометрической формы на месте, что уменьшало риск задержек с возведением или повреждения защитной обработки. Благодаря значительно более высокой точности, достигаемой за счет автоматизированных процедур изготовления, необходимость в пробном монтаже значительно снизилась.Сегодня в пробном возведении большинства мостов нет необходимости, и действительно, полное пробное возведение большой конструкции может быть неосуществимо. Однако, если задержка сборки на месте из-за неправильной установки компонентов может привести к неприемлемым задержкам или последствиям или меры по исправлению положения будут чрезвычайно трудными, пробная установка имеет значительную пользу. Это особенно верно для железнодорожного или автомобильного моста, который будет возведен во время ограниченного владения.
Частичный пробный монтаж с участием сложных или плотно прилегающих соединений, таких как скошенные интегральные траверсы или соединения срезных пластин стандартных коробчатых балок под мостом, также является оправданным.Это также может позволить подрядчику по монтажу металлоконструкций позиционировать или регулировать и сваривать некоторые компоненты соединения, такие как концевые пластины, во время пробного монтажа в качестве практического способа выполнения подгонки.
Следует тщательно продумать масштабы любого пробного возведения, имея в виду, что одновременное пробное возведение большого моста за пределами строительной площадки может быть совершенно невозможно. Полный пробный монтаж неизбежно находится на критическом пути, поэтому, помимо значительных затрат, он значительно увеличивает время программы изготовления.Если многопролетный мост должен быть возведен в качестве пробного варианта, может потребоваться частичное или поэтапное пробное возведение, и это будет зависеть от количества места, доступного подрядчику по изготовлению металлоконструкций. В зависимости от степени повторения и методологии изготовления, пробного возведения только определенного пролета может быть достаточно. Часто потребность в полной пробной эрекции можно уменьшить или отказаться от нее после успешного подтверждения ранних стадий эрекции.
Проектировщик при рассмотрении необходимости пробного монтажа должен оценить риски и последствия задержки на объекте — кто будет подвергаться наибольшему риску, стоит ли клиенту фактически платить большую премию за гарантию риска? Со своей стороны, опытный подрядчик по производству металлоконструкций спланирует процедуры изготовления, монтажа и проверки, чтобы минимизировать риск для себя и проекта.
Кроме того, могут быть получены значительные преимущества от пробного монтажа сложных стальных конструкций, стыкующихся с другими компонентами здания. Этот шаг был предпринят в Терминале 5 аэропорта Хитроу, где в ходе испытаний был возведен целый отсек, и многие проблемы с интерфейсом были решены. Кроме того, на этом этапе потенциальные риски для безопасности монтажников и других лиц могут быть идентифицированы и уменьшены или предотвращены, например, путем реорганизации средств доступа.
Дополнительные инструкции по пробному монтажу доступны в GN 7.04
- Примеры пробного монтажа
Workhouse Square, станция Mcdonagh, Килкенни
(Изображение любезно предоставлено S.H.Structures Ltd.)Пешеходный мост M8, Harthill
(Изображение любезно предоставлено S.H.Structures Ltd.)Крыша автовокзала, Слау
(Изображение любезно предоставлено S.H.Structures Ltd.)
[вверх] Список литературы
[вверх] Ресурсы
[вверху] См. Также
| 1 | Лекция 1: Введение в проектирование стальных конструкций (метод предельных состояний) | Скачать | ||||
| 2 | Лекция 2: Сталь как элемент Конструкционный материал | Загрузить | ||||
| 3 | Лекция 3: Расчет предельных состояний | Загрузить | ||||
| 4 | Лекция 4: Введение в соединения | Загрузить | ||||
| 5 | Лекция СоединенияЗагрузить | |||||
| 6 | Лекция 6: Создание обычных черных болтов | Загрузить | ||||
| 7 | Лекция 7: Разработанные примеры разработки обычных черных болтов 8 | Загрузить | ||||
| Лекция 8: Разработка высокопрочных фрикционных болтов | Загрузить | |||||
| Лекция 9: Сварное соединение | Скачать | |||||
| 10 | Лекция 10: Расчет угловых швов | Скачать | ||||
| 11 | Лекция 11: Проектирование стыковых швов | Скачать | 12 | Лекция 12: Проектирование сварного шва «вилка и паз» | Скачать | |
| 13 | Лекция 13: Эксцентричное соединение (нагрузка, лежащая в плоскости болтового соединения) | Скачать | ||||
| 14 | Лекция 14: Проектирование Эксцентричного соединения (нагрузка лежит в плоскости болтового соединения) | Скачать | ||||
| 15 | Лекция 15: Эксцентричное соединение (нагрузка лежит в плоскости сварного соединения) | Скачать | ||||
| 16 | Лекция 16: Эксцентричность Соединение (нагрузка лежит перпендикулярно плоскости болтового соединения) | Загрузить | ||||
| 17 | Лекция 17: Проектирование Эксцентрикового соединения (нагрузка лежит перпендикулярно плоскости болтового соединения) | Скачать | ||||
| 18 | Лекция 18: Эксцентричное соединение (нагрузка лежит перпендикулярно плоскости сварного соединения) | Скачать | ||||
| 19 | 19Лекция : Элементы растяжения и площадь нетто | Загрузить | ||||
| 20 | Лекция 20: Расчет площади нетто в элементах растяжения | Загрузить | ||||
| 21 | Лекция 21: Расчетная прочность элемента на растяжение | Загрузить | ||||
| 22 | Лекция 22: Расчет прочности элементов на растяжение | Скачать | ||||
| 23 | Лекция 23: Прочность элементов на растяжение при сварном соединении | Скачать | ||||
| 24 | Лекция 24: Этапы проектирования Пользователи | Загрузить | ||||
| 25 | Лекция 25: Расчет конструкции для элементов растяжения | Скачать | ||||
| 26 | Лекция 26 Конструкция косынки | Скачать | ||||
| 27 | Лекция 27 Углы выступа | Скачать Лекция | Элементы | Скачать | ||
| 29 | Лекция 29 Компрессионные элементы | Скачать | ||||
| 30 | Лекция 30 Расчетная прочность сжатых элементов | Скачать | ||||
| 31 | Скачать | Лекция на сжатие | ||||
| 32 | Лекция 32: Прочность на сжатие угловых стоек | Скачать | ||||
| 33 | Лекция 33: Прочность на сжатие двойных углов | Скачать | ||||
| 34 | Лекция по конструкции на сжатиеЗагрузить 9029 0 | |||||
| 35 | Лекция 35: Проектирование встроенных элементов сжатия | Скачать | ||||
| 36 | Лекция 36: Системы шнуровки | Скачать | ||||
| 37 | Лекция 37: Дизайн | Системы шнуровки | ||||
| 38 | Лекция 38: Проектирование соединений систем шнуровки | Скачать | ||||
| 39 | Лекция 39: Проектирование двойной системы шнуровки | Скачать | ||||
| 40 | Plates | Bat Скачать|||||
| 41 | Лекция 41: Проектирование обрешетки с использованием болтового соединения | Скачать | ||||
| 42 | Лекция 42: Конструирование обрешетки с использованием сварного соединения | Скачать | ||||
| 43 | : Дизайн стыков колоннЗагрузить | |||||
| 44 | Лекция 44: Проектирование стыков колонн из-за сдвига | Скачать | ||||
| 45 | Лекция 45: Введение в элементы изгиба: балки | Скачать | ||||
| 46 | Лекция 46: Режимы разрушения элементов изгиба | Загрузить | ||||
| 47 | Лекция 47: Балки с боковой опорой | Загрузить | ||||
| 48 | Лекция 48: Проектирование балок с боковой опорой | Загрузить | Балки с боковой опорой 49289 с высоким сдвигом | Загрузить | ||
| 50 | Лекция 50: Балки без опоры сбоку | Загрузить | ||||
| 51 | Лекция 51: Расчет прочности балок без опоры сбоку 52 | Загрузить 52 | Загрузить | Загрузить | ||
| 53 90 290 | Лекция 53 | Скачать | ||||
| 54 | Лекция 54 | Скачать | ||||
| 55 | Лекция 55 | Скачать | ||||
| 56 | 0 9028 9028 9029 Лекция 569 Лекция 57 | Загрузить | ||||
| 58 | Лекция 58: Разработанный пример для портальной балки | Загрузить | ||||
| 59 | Лекция 59: Основание плиты | Загрузить Лекция | ||||
| Дизайн плиты основания | Загрузить | |||||
| 61 | Лекция 61: Эксцентрично нагруженная опорная плита | Загрузить | ||||
| 62 | Лекция 62: Основание косынки | Загрузить Лекция | ||||
| Дизайн 63 Gusset Base | Загрузить |
% PDF-1.4 % 3000 0 объект > endobj xref 3000 328 0000000016 00000 н. 0000008574 00000 н. 0000008764 00000 н. 0000008793 00000 н. 0000008845 00000 н. 0000008883 00000 н. 0000009045 00000 н. 0000009130 00000 н. 0000009215 00000 н. 0000009300 00000 н. 0000009384 00000 п. 0000009468 00000 н. 0000009551 00000 п. 0000009634 00000 н. 0000009717 00000 н. 0000009800 00000 н. 0000009883 00000 п. 0000009966 00000 н. 0000010049 00000 п. 0000010132 00000 п. 0000010215 00000 п. 0000010298 00000 п. 0000010381 00000 п. 0000010464 00000 п. 0000010547 00000 п. 0000010630 00000 п. 0000010713 00000 п. 0000010796 00000 п. 0000010879 00000 п. 0000010962 00000 п. 0000011045 00000 п. 0000011128 00000 п. 0000011211 00000 п. 0000011294 00000 п. 0000011377 00000 п. 0000011460 00000 п. 0000011543 00000 п. 0000011626 00000 п. 0000011709 00000 п. 0000011792 00000 п. 0000011875 00000 п. 0000011958 00000 п. 0000012041 00000 п. 0000012124 00000 п. 0000012207 00000 п. 0000012290 00000 н. 0000012373 00000 п. 0000012456 00000 п. 0000012539 00000 п. 0000012622 00000 п. 0000012705 00000 п. 0000012788 00000 п. 0000012871 00000 п. 0000012954 00000 п. 0000013037 00000 п. 0000013120 00000 п. 0000013203 00000 п. 0000013286 00000 п. 0000013369 00000 п. 0000013452 00000 п. 0000013535 00000 п. 0000013618 00000 п. 0000013701 00000 п. 0000013784 00000 п. 0000013867 00000 п. 0000013950 00000 п. 0000014033 00000 п. 0000014116 00000 п. 0000014199 00000 п. 0000014282 00000 п. 0000014365 00000 п. 0000014448 00000 п. 0000014531 00000 п. 0000014614 00000 п. 0000014697 00000 п. 0000014780 00000 п. 0000014863 00000 п. 0000014946 00000 п. 0000015029 00000 п. 0000015112 00000 п. 0000015195 00000 п. 0000015278 00000 п. 0000015361 00000 п. 0000015444 00000 п. 0000015527 00000 п. 0000015610 00000 п. 0000015693 00000 п. 0000015776 00000 п. 0000015859 00000 п. 0000015941 00000 п. 0000016023 00000 п. 0000016104 00000 п. 0000016186 00000 п. 0000016371 00000 п. 0000016410 00000 п. 0000016514 00000 п. 0000018707 00000 п. 0000019097 00000 п. 0000019749 00000 п. 0000020361 00000 п. 0000020622 00000 п. 0000020877 00000 п. 0000023571 00000 п. 0000041972 00000 п. 0000056145 00000 п. 0000056239 00000 п. 0000057378 00000 п. 0000057617 00000 п. 0000057955 00000 п. 0000058451 00000 п. 0000058513 00000 п. 0000062409 00000 п. 0000062450 00000 п. 0000062512 00000 п. 0000062731 00000 н. 0000062843 00000 п. 0000063022 00000 п. 0000063169 00000 п. 0000063382 00000 п. 0000063531 00000 п. 0000063716 00000 п. 0000063886 00000 п. 0000064058 00000 п. 0000064232 00000 п. 0000064378 00000 п. 0000064486 00000 н. 0000064619 00000 п. 0000064788 00000 п. 0000064900 00000 н. 0000065000 00000 п. 0000065155 00000 п. 0000065265 00000 п. 0000065361 00000 п. 0000065514 00000 п. 0000065600 00000 п. 0000065710 00000 п. 0000065824 00000 п. 0000065970 00000 п. 0000066112 00000 п. 0000066232 00000 п. 0000066365 00000 п. 0000066540 00000 п. 0000066724 00000 п. 0000066830 00000 п. 0000066979 00000 п. 0000067161 00000 п. 0000067257 00000 п. 0000067394 00000 п. 0000067597 00000 п. 0000067716 00000 п. 0000067911 00000 п. 0000068030 00000 п. 0000068219 00000 п. 0000068338 00000 п. 0000068530 00000 п. 0000068663 00000 п. 0000068844 00000 п. 0000069136 00000 п. 0000069228 00000 п. 0000069379 00000 п. 0000069573 00000 п. 0000069716 00000 п. 0000069875 00000 п. 0000069975 00000 п. 0000070159 00000 п. 0000070336 00000 п. 0000070436 00000 п. 0000070596 00000 п. 0000070771 00000 п. 0000070857 00000 п. 0000071058 00000 п. 0000071144 00000 п. 0000071326 00000 п. 0000071426 00000 п. 0000071534 00000 п. 0000071727 00000 п. 0000071827 00000 п. 0000071949 00000 п. 0000072122 00000 п. 0000072208 00000 п. 0000072427 00000 п. 0000072513 00000 п. 0000072641 00000 п. 0000072819 00000 п. 0000072993 00000 п. 0000073125 00000 п. 0000073277 00000 п. 0000073405 00000 п. 0000073533 00000 п. 0000073647 00000 п. 0000073801 00000 п. 0000073921 00000 п. 0000074075 00000 п. 0000074195 00000 п. 0000074395 00000 п. 0000074581 00000 п. 0000074771 00000 п. 0000074905 00000 п. 0000075049 00000 п. 0000075149 00000 п. 0000075245 00000 п. 0000075345 00000 п. 0000075479 00000 п. 0000075650 00000 п. 0000075750 00000 п. 0000075874 00000 п. 0000076083 00000 п. 0000076183 00000 п. 0000076305 00000 п. 0000076433 00000 п. 0000076597 00000 п. 0000076749 00000 п. 0000076907 00000 п. 0000077049 00000 п. 0000077135 00000 п. 0000077364 00000 п. 0000077460 00000 п. 0000077588 00000 п. 0000077811 00000 п. 0000077907 00000 п. 0000078013 00000 п. 0000078220 00000 п. 0000078306 00000 п. 0000078549 00000 п. 0000078635 00000 п. 0000078800 00000 п. 0000078886 00000 п. 0000079105 00000 п. 0000079205 00000 п. 0000079371 00000 п. 0000079499 00000 п. 0000079621 00000 п. 0000079757 00000 п. 0000079891 00000 п. 0000080071 00000 п. 0000080197 00000 п. 0000080329 00000 п. 0000080463 00000 п. 0000080597 00000 п. 0000080697 00000 п. 0000080811 00000 п. 0000080933 00000 п. 0000081051 00000 п. 0000081189 00000 п. 0000081289 00000 п. 0000081431 00000 п. 0000081575 00000 п. 0000081661 00000 п. 0000081761 00000 п. 0000081925 00000 п. 0000082063 00000 п. 0000082163 00000 п. 0000082325 00000 п. 0000082514 00000 п. 0000082622 00000 п. 0000082726 00000 п. 0000082846 00000 п. 0000082984 00000 п. 0000083136 00000 п. 0000083346 00000 п. 0000083620 00000 п. 0000083744 00000 п. 0000083864 00000 п. 0000084035 00000 п. 0000084135 00000 п. 0000084271 00000 п. 0000084530 00000 п. 0000084648 00000 н. 0000084762 00000 н. 0000084890 00000 н. 0000085012 00000 п. 0000085156 00000 п. 0000085256 00000 п. 0000085368 00000 п. 0000085559 00000 п. 0000085659 00000 п. 0000085777 00000 п. 0000085962 00000 п. 0000086062 00000 п. 0000086174 00000 п. 0000086345 00000 п. 0000086461 00000 п. 0000086599 00000 п. 0000086737 00000 п. 0000086921 00000 п. 0000087101 00000 п. 0000087271 00000 п. 0000087445 00000 п. 0000087603 00000 п. 0000087751 00000 п. 0000087877 00000 п. 0000088007 00000 п. 0000088137 00000 п. 0000088261 00000 п. 0000088445 00000 п. 0000088555 00000 п. 0000088693 00000 п. 0000088843 00000 п. 0000089009 00000 п. 0000089147 00000 п. 0000089290 00000 н. 0000089457 00000 п. 0000089563 00000 п. 0000089663 00000 п. 0000089848 00000 н. 0000089948 00000 н. 00000
00000 п. 00000
00000 п. 00000
00000 п.
0000091373 00000 п.
0000091513 00000 п.
0000091651 00000 п.
0000091855 00000 п.
0000091955 00000 п.
0000092075 00000 п.
0000092194 00000 п.
0000092304 00000 п.
0000092416 00000 п.
0000092538 00000 п.
0000092638 00000 п.
0000092850 00000 п.
0000006856 00000 н.
трейлер
] / Назад 1523663 >>
startxref
0
%% EOF
3327 0 объект
> поток
hWmlu n2aI1a8Ι5u] K? `noWE @@ p
H6hj @] FTP Проектирование стальных конструкций, проф.Доктор а. Варма
Скачать Проект стальных конструкций, проф. Д-р а. Варма …
CE 405: Проектирование стальных конструкций — Проф. Д-р А. Варма 1.0 ВВЕДЕНИЕ В КОНСТРУКЦИЮ
1.1 ОБЩЕЕ ВВЕДЕНИЕ Структурное проектирование — это систематический и повторяющийся процесс, который включает: 1) Определение предполагаемого использования и занятости конструкции — собственник 2) Разработка архитектурных планов и компоновки — архитектором 3) Определение каркаса — инженером 4) Оценка структурных нагрузок в зависимости от использования и занятости 5) Анализ конструкции для определения расчетных сил стержня и соединения 6) Проектирование несущих конструкций. элементы и соединения 7) Проверка проекта 8) Изготовление и монтаж — изготовителем металлоконструкций и подрядчиком 9) Инспекция и одобрение — государственным строительным служащим
В идеале владелец и архитектор, архитектор и инженер, инженер и инженер Изготовитель / подрядчик будет сотрудничать и взаимодействовать на регулярной основе, чтобы эффективно задумывать, разрабатывать, проектировать и строить структуру.Основные обязанности всех этих игроков заключаются в следующем: •
Владелец — основная ответственность заключается в принятии решения об использовании и размещении, а также в утверждении архитектурных планов здания.
•
Архитектор — основная ответственность заключается в обеспечении того, чтобы архитектурный план интерьера здания соответствовал предполагаемому использованию, а здание в целом было эстетичным.
•
Инженер — основная ответственность заключается в обеспечении безопасности и работоспособности конструкции, т.е.е., проектирование здания для безопасной перевозки грузов и ___________.
•
Изготовитель — основная ответственность заключается в обеспечении экономичного изготовления спроектированных элементов и соединений в цехе или на местах по мере необходимости.
1
CE 405: Проектирование стальных конструкций — Проф. Д-р А. Варма
•
Подрядчик / Монтажник — основная ответственность заключается в обеспечении экономичной сборки элементов и соединений на месте для создания конструкции.
•
Должностное лицо государственного строительства — основная ответственность заключается в обеспечении того, чтобы построенная конструкция удовлетворяла соответствующим строительным нормам, принятым Правительством.
1.2 КОНСТРУКЦИЯ •
Концептуально, с инженерной точки зрения, параметры, которые могут быть изменены (в некоторой степени): (1) материал конструкции и (2) план структурного каркаса.
•
Выбор материала включает: (a) сталь, (b) железобетон и (c) композитную конструкцию из стали и бетона.
•
Варианты выбора для плана несущего каркаса включают в себя противодействующие моменту рамы, скрепленные рамы, двойные рамы, стенные рамы, работающие на сдвиг, и так далее. При необходимости инженер может также разработать новый план несущего каркаса для конкретной конструкции.
•
Все жизнеспособные альтернативы материала + плана каркаса должны быть рассмотрены и разработаны для сравнения индивидуальных затрат на материал + изготовление / монтаж, чтобы определить наиболее эффективный и экономичный дизайн конструкции.
•
Для каждого рассматриваемого варианта «материал + план каркаса» проектирование конструкции состоит из проектирования отдельных структурных компонентов, то есть элементов и соединений, плана каркаса.
•
Этот курс CE405 фокусируется на проектировании отдельных структурных компонентов. Материал конструкции будет ограничен сталью, а планы структурного каркаса будут ограничены рамами с подкосами и каркасами, устойчивыми к моменту.
1.3 СТРУКТУРНАЯ ОСНОВА •
На рисунке 1 показан структурный план и планировка четырехэтажного офисного здания, которое будет расположено в Лансинге.На рисунках 2 и 3 показаны структурные возвышения рам AA и BB, соответственно, которые обозначены на рисунке 1.
2
CE 405: Проектирование стальных конструкций — проф. Д-р А. Варма
N
A
25 футов
25 футов
35 футов. Соединение пальца / петли Фиксированное / моментное соединение
35 футов
35 футов Рама BB
Рама A -A
Рисунок 1. Структурный план этажа и план RS
10 футов E
T
PJ
Q
O
12 футовD
I
N
H
M
G
L
F
K
12 футов C 12 футов B 15 футов A
25 футов
25 футов
Рисунок 2. Конструктивная отметка рамы AA
3
CE 405: Проектирование стальных конструкций — проф. Д-р А. Варма
g 10 футов fe
n
u
b1
m
t
a1
l
s
z
k
r
y
j
q
x
i
p
w
w
w
12 футов.d 12 футов c 12 футов b 15 футов a
35 футов
35 футов
35 футов
Рисунок 3. Конструктивная отметка каркаса BB •
Как показано на Рисунке 1, здание имеет два 25-футовых. бухты в направлении север-юг и три 35-футовых бухты в направлении восток-запад.
•
Есть четыре несущих каркаса в направлении север-юг. Эти каркасы имеют структурные возвышения, аналогичные каркасу A-A, показанному на рисунке 2.
•
Есть три структурных каркаса в направлениях восток-запад.Эти рамы имеют структурные возвышения, аналогичные раме BB, показанной на Рисунке 3.
•
Здание имеет ферму крыши, показанную на Рисунках 2 и 3.
•
Рама AA представляет собой скрепленную раму, в которой все элементы соединяются с помощью штифтовых / шарнирных соединений. Для устойчивости необходимы диагональные распорки.
•
Каркас B-B — это моментный каркас, в котором все элементы соединяются с помощью фиксированных / моментных соединений. Нет необходимости в диагональных элементах связи.
•
Рамы север-юг и восток-запад совместно выдерживают вертикальные гравитационные нагрузки.
•
Три рамы с моментом в направлении восток-запад выдерживают горизонтальные боковые нагрузки в направлении восток-запад.
4
ZYX
ZY
X
1
ZYX
Z
YX
2
ZX
ELEVATION OF BRAME3000 9000 FLEVATION 9000 9000 9000 FLEVATION OF BRAME3000 9000 ELEVATION OF BRAME3000 9000 ELEVATION OF BRAME3000 FRAME 9000 9000 ELEVATION YX
ПЛАН КРОВЕЛЬНЫХ ФЕРМ
ВЫСОТА СОЕДИНЕННОЙ РАМЫ
Z
Y
ВЫСОТА МОМЕНТА КАРКАСЫ
X
ПЛАН КРОВЕЛЬНЫХ ФЕРМ
9000 9000 Z
Y
X
Y
Z
Z
Y
X
Y
X
5
W
6
Z
X
X
Y
Y
X
Y
W
ZX
Y
W
Z
Y
X
7
W
Z
Z
X
Y
Y
X
Z
Y
X
8
CE 405: Проектирование стальных конструкций — Проф.Др. А. Варма
•
Четыре скрепленные рамы в направлении север-юг выдерживают горизонтальные боковые нагрузки в направлении север-юг.
1.4 КОНСТРУКТИВНЫЕ ЧЛЕНЫ Элементы конструкции классифицируются в зависимости от внутренних сил в них. Например: •
Натяжной элемент — подвергается только осевой растягивающей силе
•
Колонна или элемент сжатия — подвержен только осевой силе сжатия
•
Элемент растяжения / сжатия — подвергается воздействию осевых сил растяжения / сжатия
•
Балка — подвергается изгибающим нагрузкам, т.е.е. только усилие сдвига и изгибающий момент. Осевая сила в балке незначительна.
•
Балка-колонна — элемент, подвергаемый комбинированной осевой силе и изгибающим нагрузкам (поперечное усилие и изгибающие моменты)
В базовом структурном анализе (CE305) студенты столкнулись с двумя типами конструкций, а именно, фермами и каркасами . Например, на рисунке 2 показана ферма крыши, поддерживаемая скрепленной рамой. •
Все элементы фермы соединяются штифтовыми / шарнирными соединениями.Все внешние силы прилагаются к штифтам / шарнирам. В результате на все элементы фермы действуют только осевые силы (растяжение или сжатие).
•
В подкрепленных и моментных рамах горизонтальные элементы (балки) подвергаются только изгибным нагрузкам.
•
Практическое проектирование стальных конструкций
1 Практическое проектирование стальных конструкций Сталь.indb i 21.05.2010 18:53:51
2 Steel.indb ii 21.05.2010 18:53:52
3 Практическое проектирование стальных конструкций на основе Еврокода 3 (с примерами из практики): A Многоплавильный цех и здание чистовой фабрики Karuna Moy Ghosh Whittles Publishing Steel.indb iii 21.05.2010 18:53:52
4 Опубликовано Whittles Publishing, Dunbeath, Caithness KW6 6EY, Шотландия, Великобритания Распространяется в Северной Америке CRC Press LLC, Taylor and Francis Group, 6000 Broken Sound Parkway NW, Suite 300, Boca Raton, FL 33487, США 2010 KM Ghosh ISBN USA ISBN Разрешение на воспроизведение выдержек из британских стандартов предоставлено BSI по лицензии № 2008ET0055.Британские стандарты можно получить в формате PDF или бумажной копии в онлайн-магазине BSI. Все права защищены. Никакая часть данной публикации не может быть воспроизведена, сохранена в поисковой системе или передана в любой форме и любыми средствами, электронными, механическими, записывающими или иными без предварительного разрешения издателей. Издатель и авторы приложили все усилия при подготовке этой книги, но не несут ответственности за какие-либо травмы и / или ущерб людям или собственности в результате использования или реализации любых методов, инструкций, идей или материалов, содержащихся в этой книге.Все операции должны осуществляться в соответствии с действующим законодательством и признанной торговой практикой. Хотя информация и советы в этой книге считаются правдивыми и точными на момент публикации в печати, авторы и издатель не несут никакой юридической ответственности или ответственности за ошибки или упущения, которые могли быть сделаны. Фотография на передней обложке с любезного разрешения Клиффа Чемберлена, отпечатано и переплетено в Англии. FM.indd iv 21.05.2010 18:11:14
5 Содержание Предисловие 1.Общие принципы и практика Краткое описание конструкции Конструктивное исполнение Мостовые электрические мостовые краны Козловые балки Изготовление конструктивных элементов Философия и практика проектирования Функциональные аспекты здания Альтернативные конструктивные решения и расстояние между каркасами Конструктивная система и тип Возможность строительства Выбор открытой или закрытой конструкции Выбор конструкции строительные материалы Выбор магазина или места подключения стальных конструкций при изготовлении и монтаже Последовательность и метод возведения стальных конструкций Местоположение, грунтовые условия и сейсмическая информация Воздействие на окружающую среду Концепция проекта 13 Ссылки Структурный анализ и проектирование Структурный анализ Методы и процедуры анализа и проектирования Методы анализа Процедуры анализа Процедуры проектирования конструктивных элементов Расчетные данные Нагрузки Свойства и спецификация материалов Свойства и прочность конструкционной стали и крепежных элементов Частные коэффициенты сопротивления γ M в тыс. Концепция предельного предельного состояния Предельное предельное состояние 33 xi v Сталь.indb v 5/21/2010 18:53:53
6 vi Содержание Предельное состояние эксплуатационной пригодности Сочетания нагрузок Спецификации для выбора конструктивных компонентов Длина пролета Фермы крыши Условные обозначения для осей стержней Расчет модели балки и колонны с использованием Еврокода 3 и BS 5950 и сравнение результатов Модель конструкции балки Модель конструкции колонны 41 Литература Конструкция портальных балок (элементы, подвергающиеся двухосному изгибу) Философия проектирования Подробные соображения Эффективный пролет балки Расчетные данные по нагрузке на портальную балку Вертикальный динамический ударный фактор Поперечный горизонтальный выброс Продольный тяговое усилие Линии влияния момента Линии влияния сдвига Характерный максимальный динамический вертикальный момент Характерный максимальный динамический вертикальный сдвиг на опоре Характерный минимальный вертикальный сдвиг Характерный вертикальный расчетный момент из-за собственного веса портальной балки Характерный вертикальный сдвиг статической нагрузки Общий предельный вертикальный расчетный момент (ULS метод) Общий предельный расчетный вертикальный сдвиг (метод ULS) Максимальный предельный горизонтальный поперечный момент Максимальное предельное горизонтальное продольное тяговое усилие Расчет сечения Расчетная прочность Начальный размер сечения Классификация сечений Моментная нагрузка Моментное сопротивление продольному изгибу Сопротивление продольному изгибу Торцевое крепление Несущая способность стенки, сопротивление продольному изгибу и конструкция ребра жесткости Несущая способность стенки Промежуточные поперечные ребра жесткости Принципы поведения промежуточных ребер жесткости Расчетные соображения Конструкция промежуточных ребер жесткости Конструкция концевых опор портальной балки 75 Ссылки 75 Сталь.indb vi 21.05.2010 18:53:53
7 Содержание vii 4. Проектирование сварных и болтовых соединений Общие Соединения в простой конструкции Соединения в неразрезной конструкции Способ соединения Сварные соединения Проектирование угловых швов Проектирование болтовых соединений Расчетные допущения Общие требования Соединения, подверженные сдвигу, подверженные ударам, вибрации и / или изменению нагрузки Соединения, выполненные болтами Болты с предварительным натягом (HSFG) Категории болтовых соединений Расположение отверстий для болтов и заклепок Свойства противоскользящих соединений с использованием класса 8.8 или 10.9 Болты и стыковые пластины HSFG Расчетное сопротивление отдельных крепежных элементов (болты HSFG в предварительно нагруженном состоянии) Расчет болтов и стыковых пластин во фланцах и стенке портальной балки Расчет болтов и стыковых пластин в стыке в колонне стойки A Конструкция болтового соединения во фланце Проектирование болтового соединения в стенке Проектирование стыковых пластин во фланцах Проектирование стыковых пластин для стенки 96 Список литературы Проектирование прогонов, боковых поручней, ферм крыши, балок крыши, промежуточных колонн и горизонтальных креплений крыши Изголовья в плавильном отсеке ( до изгиба) Метод расчета Расчетные данные Нагрузки Моменты Расчет секции Боковые направляющие обшивки (элементы, подвергаемые двухосному изгибу) Метод расчета Расчетные соображения Расчетные данные Нагрузки Характерные моменты Предельные расчетные моменты Предельный сдвиг на опоре Расчет профиля Расчет стропильных ферм на сжатие и растяжение) Рекомендации по проектированию Расчетные данные 110 Сталь.indb vii 5/21/2010 18:53:53
8 viii Содержание Нагрузки, основанные на Еврокоде 1, Части Силы в стержнях Сочетания нагрузок для предельной расчетной силы в стержнях по методу ULS Расчет сечения стержней на основе Еврокода 3, Часть балок крыши в плавильном отсеке (элементы, подверженные сжатию и растяжению) Рекомендации по проектированию Функции Расчетные данные Нагрузки, основанные на Еврокоде 1, Часть Силы в элементах из-за необработанных статических нагрузок Усилия из-за некомпенсированных приложенных нагрузок Предельные силы в элементах из-за ( DL + LL) без ветра Расчет сечения элементов на основе Еврокода 3, Деталь Проектирование промежуточных колонн (элементы, подверженные изгибу и нагрузке) Расчетные соображения Функции Нагрузки Моменты Расчет сечения на основе Еврокода 3, Детальное проектирование горизонтальных ветровых распорок система для крыши (элементы, подверженные сжатию и растяжению) Конструктивные соображения Функции Нагрузки (ветровые нагрузки) Силы в элементах балочной фермы Расчет s Действие членов 137 Ссылки Пример I: Анализ и проектирование конструкции здания плавильного цеха и отделочного цеха Соображения по проектированию Нагрузки Ветровые нагрузки, на основе Еврокода 1, Часть 1-4 (Еврокод, 2005a) Момент, обусловленный ветром Расчет опор при плавлении пролет вдоль линии A Нагрузки на колонну крана Нагрузки на колонну крыши Моменты в стойке A Расчет секций стоек на основе Еврокода 3, часть 1-1 (Еврокод, 2005b) (см. рис.6.4) Конструкция прижимного (якорь) болтами конструкцию толщины и размеров опорной плиты (см. 6.4) Конструкция стоек вдоль линии B конструктивных соображений Нагрузки 158 Steel.indb VIII 5/21/2010 6:53:53 PM
9 Содержание ix Моменты, не учитываемые Усилие или растяжение из-за необработанного момента от ветра и пульсации крана Максимальное расчетное сжатие крана и нижних стоек крыши при одновременном действии DL + LL + WL и пульсации крана Расчет секции колонн в опоре 161 Ссылки Пример II: Проектирование системы обрамления фронтона вдоль 10-го ряда, основанное на соображениях Еврокода (см. Рис.1.1 и 7.1) Функции Расчет фронтальных колонн Расчетные данные Нагрузки Моменты Расчет сечения, основанный на Еврокоде 3, Часть 1-1 (Еврокод, 2005) Расчет горизонтальной ветровой балки на уровне м. Расчетные соображения (см. Рис. 7.1) Нагрузки Силы в решетчатые элементы балки Расчет секций Расчет горизонтальной ветровой балки на уровне 33,0 м Расчетные соображения Нагрузки Расчет сил в элементах решетчатой балки Расчет сечения элементов 178 Ссылки Пример III: Проектирование систем вертикальных креплений для сил ветра и тяговых сил крана Вдоль линий опор A и B на основе систем вертикальных распорок Еврокода вдоль линии опор A Конструктивные соображения (см.рис.1.5) Функции Конструкция системы распорок между рядами 9 и 10 колонн крана вдоль линии подпорки A для противодействия продольной силе тяги, создаваемой крановыми нагрузками и ветровыми нагрузками со стороны фронтона (см. Рис. 8.1) Нагрузки Силы в элементах системы распорок вдоль колонны крана Расчет сечения стержней на основе Еврокода 3, часть 1-1 (Еврокод, 2002) Расчет системы вертикальных распорок между рядами 9 и 10 колонн крыши вдоль линии подпорки А для противодействия ветровой нагрузке от торца фронтона (см.рис. 8.1 (a)) Расчетные соображения Нагрузки Силы в элементах Расчет сечения элементов 185 Сталь.indb ix 21.05.2010 6:53:53 PM
10 x Содержание 8.4 Расчет системы вертикальных распорок с учетом ветровых нагрузок и тяговых усилий крана в колонне вдоль линии опоры B Рекомендации по проектированию Ветровые нагрузки (см. рис. 7.1) Анализ рамы Конструкция сечения элементов 190 Список литературы 194 Приложение A: Конструкция опор портальной балки 195 Приложение B: Приложение A к Еврокоду 3, часть 1-1, BS EN: Дополнительная литература 207 Указатель 209 Steel.indb x 21.05.2010 6 : 53: 54 PM
11 Предисловие Существует множество книг, в которых обсуждается анализ и проектирование стальных конструкций.В этих текстах рассматриваются изолированные части конструкции с упором в первую очередь на теорию и мало внимания уделяется практическому проектированию, а также соображениям и проблемам, с которыми инженеры сталкиваются в конструкторском бюро и на строительной площадке. В этой книге используется целостный подход, представляющий всестороннее описание и объяснение процесса анализа и проектирования любой конструкции и ее составных структурных элементов, от первоначальной концепции проекта до окончательного строительства. Текст написан со структурными расчетами, представленными просто и наглядно.Используя пошаговый подход, в книге обсуждаются философия проектирования, функциональные аспекты конструкции, выбор строительного материала и сопутствующие методы строительства со ссылкой на соответствующие разделы практических правил. Включены эскизы дизайна, таблицы и ссылки. Для наглядности была выбрана конкретная конструкция (сопровождаемая подробными рабочими примерами), которая описана ниже: Многоплавильный плавильный цех и здание чистового цеха Многоплавильный плавильный цех и здание чистового цеха представляют собой сложную конструкцию, в которой размещены несколько мощных подвесных электрических транспортных средств. краны.Они оказывают высокое вертикальное динамическое воздействие (40%) и 10% горизонтальный поперечный удар крана на подкрановые балки, впоследствии передавая удар на опорные элементы. Конструктивные элементы были проанализированы и спроектированы таким образом, чтобы выдерживать указанные выше динамические ударные силы. В этой книге описываются практические аспекты анализа и проектирования, основанные на последних нормах практики проектирования стальных конструкций Еврокод 3: Часть 1-1 и Часть 1-8: Проектирование стальных конструкций для зданий и Проектирование соединений. Включен сравнительный анализ результатов моделирования балки и колонны с применением Еврокода 3 и BS. Также были включены следующие соответствующие Еврокоды, применимые к анализу: Еврокод 0: Основы проектирования конструкций (BS EN 1990: 2002) и Еврокод 1 : Плотность, собственный вес, приложенные нагрузки, снеговые нагрузки, ветровые нагрузки, краны и машины.Эта книга будет бесценной в качестве практического руководства по проектированию и справочного пособия для студентов последних курсов университетов, недавно получивших квалификацию выпускников университетов, практикующих инженеров, инженеров-консультантов, работающих в конструкторском бюро и на строительной площадке, а также для тех, кто приходит на профессиональные экзамены. Примечание автора. Для облегчения вычислений и соблюдения кода номера уравнений, приведенные в тексте, соответствуют номерам, используемым в коде. xi Steel.indb xi 21.05.2010 18:53:54
12 Сталь.indb xii 21.05.2010 6:53:54 PM
13 ГЛАВА 1 Общие принципы и практика В этой книге рассматривается теория и ее применение в контексте анализа и проектирования конструкций, обращаясь, в частности, к поведению структурных элементов многопролетное производственное здание на стальном каркасе, подверженное действию тяжелых движущихся нагрузок от мостовых электрических кранов (EOT) и сил ветра. Анализ и проектирование структурных элементов выполняются в соответствии с Еврокодами, включая тематические исследования.Прежде чем обсуждать анализ и проектирование, мы должны сначала спланировать конструктивную компоновку с учетом требований компоновки машин и оборудования. Затем мы должны рассмотреть выбор строительных материалов с учетом доступности и стоимости в рамках запланированной программы строительства и бюджета. Мы также должны изучить возможность постройки конструкции с учетом ограничений по площади, метода строительства, местоположения, состояния грунта и сейсмической информации об участке.Вышеуказанные моменты будут подробно рассмотрены в разделе «Краткое описание конструкции». Конструктивное решение Строительный комплекс включает в себя многоплавильный плавильный цех и здание чистового цеха. Плавильный цех состоит из плавильного, бункерного, промежуточного и разливочного. Отделочный цех состоит из прокатного цеха, чистового стана и моторно-силового отделения. Отделочный цех расположен рядом с плавильным цехом, как показано в плане на рис. 1.1 и 1.2. Два здания разделены компенсатором. Расстояние между стойками в плавильном, бункерном, промежуточном и литейном отсеках составляет 28,5, 12, 27 и 30 м соответственно. В отделочном цехе все колонны расположены на расстоянии 30 м от центра. В плавильном цехе высота здания до уровня карниза составляет 35,5 м, за исключением бункера, где уровень карниза от уровня пола составляет 45,5 м. В отделочном цехе высота здания до уровня карниза составляет 22,5 м от первого этажа.В обоих зданиях установлены мостовые электрические краны, как показано в разрезе на рис. 1.3, и мостовые электрические мостовые краны Мостовые электрические краны грузоподъемностью от 290 т (2900 кН) до 80 т (800 кН), проходящие через плавильный, промежуточный и литейный отсеки. . В отделочном цехе находятся краны грузоподъемностью от 80 т (800 кн) до 40 т (400 кн). Бункерный отсек-накопитель состоит из бункеров, в которых хранятся тяжелые брикетированные чугун, кокс и известняк для подачи в плавильную печь во время работы (см. Рис.1.3 и 1.4). 1 Steel.indb 1 5/21/2010 6:53:54 PM
14 2 Практическое проектирование стальных конструкций Кран EOT 80/12 т Кран EOT 80/40 т Кран EOT 40 т B 30.0 ПОЛЕ ДЛЯ МАГАЗИНА НА РОЛИКЕ 2,80 / Кран EOT 40 т. ОТДЕЛКА ЗАВОДА ОТДЕЛЕНИЕ МОТОРНОГО ПОМЕЩЕНИЯ И СИЛОВОЙ ЭЛЕКТРОНИКИ Кран EOT 80/40 т Кран EOT 40 т m = m E Кран EOT 290/60/10 т DCB 12.0 A 290/60/8 Кран EOT 8 т ПРОМЕЖУТОЧНЫЙ ОТЛИВ ПРОФИЛЬНЫЙ ЦЕХ 3a 4a 6a 7a B Рис. План на уровне подкрановой балки (с указанием расположения колонн и кранов) Подкрановые балки AACL Сталь.indb 2 5/21/2010 6:53:54 PM
15 Общие принципы и методы ОТДЕЛЕНИЕ РОЛИКОВЫХ ЦЕХОВ 4a ОТДЕЛЕНИЕ ОТДЕЛКИ МОТОРНОЕ ПОМЕЩЕНИЕ И ОТСЕК ЭЛЕКТРОНИКИ m = m EDCB 27.0 ЛИТЕЙНЫЙ ОТДЕЛ ПРОМЕЖУТОЧНЫЙ ПЛАВИЛЬНЫЙ ЦЕХ B 3a 6a 7a система распорок крыши B Рис. План крыши (показаны фермы крыши и горизонтальные связи) A Фермы крыши A Steel.indb 3 5/21/2010 18:53:54
16 4 Практическое проектирование стальных конструкций навес крыши капота колонна крыши верх балки 24.0 Кран EOT 5 т Кран EOT Кран EOT козловая балка опорная головка 420 кн 290/60 т 290/60 т 80/12 т основание опоры опоры 0.00 фундамент первого этажа литейный отсек промежуточный склад плавильный отсек EDC бункерный отсек BA Рис. 1.1 и 1.2), показывающая конструктивную схему GL 480 кн от веса воздуховода от верха балки 25,0 Steel.indb 4 21.05.2010 6:53:55 PM
17 Общие принципы и методы 5 верх балки 14.0 Кран EOT Стойка крана EOT голова / стойка 40 т 80/40 т опора первого этажа 0.00 фундамент машинного отделения Отделочный участок стана Рис. Раздел BB (см. Рис. 1.1 и 1.2), показывающий конструктивную компоновку участка цеха прокатных валков крана EOT 80/40 ту / с фермы 20.0 верх балки 14.0 GL Steel.indb 5 21.05.2010 6:53:55 PM
18 6 Практическое проектирование стальных конструкций Козловые балки Верхний уровень балок козлового крана в отделочном цехе находится в 14 м от уровня рабочего пола, а в плавильном цехе — верх балок козлового крана. 25 м от уровня земли в плавильном и промежуточном отсеках и 24 м от уровня земли в литейном отсеке Изготовление конструктивных элементов Подкрановые балки в плавильном и промежуточном отсеках представляют собой сборную конструкцию из сварных пластинчатых балок, а в остальной части в пролетах используются обычные универсальные балки.Стойки и крыши сборно-ферменного типа и заводского изготовления. Горизонтальные и вертикальные системы распорок предусмотрены вдоль горизонтальной и вертикальной плоскостей стропильных ферм и стоек для сопротивления ветру и скачкам подъемных кранов соответственно (см. Рис. 1.5). 1.2 Философия и практика проектирования Прежде чем мы приступим к собственно анализу и проектированию конструкции, нам необходимо рассмотреть следующие аспекты, чтобы достичь удовлетворительного решения проблемы: функциональные аспекты конструкции; альтернативные конструктивные решения и выбор шага колонн и рам или ферм; структурная система и тип; возможность сборки конструкции; выбор открытой или закрытой конструкции; подбор строительных материалов; выбор цеха или места подключения элементов стальных конструкций; последовательность и способ возведения металлоконструкций; местоположение, грунтовые условия и сейсмическая информация; воздействие конструкции на окружающую среду; концепция дизайна.Вышеупомянутые аспекты должны соответствовать требованиям Еврокода 3 и других соответствующих Еврокодов. Функциональные аспекты здания Это здание играет жизненно важную роль в производстве готовой стальной продукции. Плавильный и отделочный цех, построенные рядом друг с другом, образуют важный комплекс зданий тяжелой промышленности с тяжелыми кранами, работающими по всему зданию, когда он работает. Внутри здания конвейерная система подает такие материалы, как тяжелый брикетированный чугун, кокс и известняк.Эти материалы временно хранятся в бункерах, висящих в отсеке для хранения. Во время работы это сырье подается в печь через конвейерную систему. Затем расплавленный металл с помощью кранов перемещается в литейную площадку. Отсюда продукт транспортируется в отделочный цех, который используется в производстве непрерывного листа, который прокатывается в роликовом цехе. Готовый продукт передается в склад. Вся операция автоматически контролируется из диспетчерской, расположенной рядом с отделением отделки.Питание осуществляется от генератора, расположенного в моторно-силовом отсеке. Steel.indb 6 21.05.2010 6:53:56 PM
19 Общие принципы и методы 7 балка крыши Промежуточные колонны GF 12,5 колонны крыши ± балка крана 25,0 вершина подкрановой балки колонна крана GF ± Рис. (A) Ветер система распорок вдоль линии стойки А (см. рис. 1.1 и 1.2). (b) Система жесткости вдоль линии опор A для продольной активной силы от крана Steel.indb 7 21.05.2010 6:53:56 PM
20 8 Практическое проектирование стальных конструкций Альтернативные конструктивные решения и расстояние между рамками Выбор Конструктивная компоновка между альтернативными возможными компоновками и выбор расстояния между рамами в основном зависят от механической компоновки машин и оборудования.Они также зависят от поиска наиболее экономичных методов механической обработки, операций и перемещения сырья и конечных продуктов. Хранение и передача материалов обычно однонаправленные. В результате каркасы строительной конструкции должны быть ориентированы под прямым углом к направлению движения конвейерной системы и кранов, что позволяет хранить и транспортировать сырье, подаваемое в печь, и передавать готовую продукцию цеха в Хранение Конструкционная система и тип Конструкционные системы можно разделить на: простая система конструкции; полунепрерывная (полужесткая) конструкция; сплошная (жесткая) конструкция.В простой системе конструкции элементы действуют как шарнирные соединения в соединениях, чтобы не создавать каких-либо моментов в соединении или передавать моменты на соседние элементы. Конструкция должна быть закреплена в обоих направлениях для обеспечения устойчивости от раскачивания. Этот тип системы легко анализируется и обычно используется в простых типах строительства, где конструктивное решение не ограничено с точки зрения наличия места и архитектурного вида, а также не подвергается сложным нагрузкам.В полунепрерывной (или полужесткой) системе предполагается, что соединения обладают некоторой прочностью и жесткостью, чтобы они могли передавать моменты между элементами. На практике сложно количественно оценить передачу момента между участниками. Эта система используется в особых случаях, когда мы можем правильно определить жесткость суставов. В непрерывной (жесткой) системе конструкции считается, что соединения между элементами имеют полную вращательную жесткость и жесткость, так что они могут передавать моменты и силы между элементами и быть способными противостоять моментам и силам.Этот тип конструкции представлен портальными каркасными конструкциями. Рамы спроектированы и изготовлены с особым вниманием к соединениям между элементами. В промышленных зданиях часто используются жесткие портальные каркасные конструкции, где основное внимание уделяется ограниченному пространству. В вышеупомянутых типах конструкции элементы, либо сплошные универсальные балки, либо элементы, состоящие из связей, выбираются в соответствии с требованиями к соотношению пролета / глубины для ограничения прогиба элементов.В нашем случае рамы, состоящие из стоек и стропильных ферм, располагаются на определенных расстояниях по длине здания в соответствии с компоновкой машин и оборудования. Тяжелые мостовые электрические краны, опирающиеся на портальные балки, перемещаются по длине отсеков для питания печей и машин, а также для обслуживания печей и машин. Предполагается, что соединения стоек и фермы шарнирно закреплены в верхней части стоек, а основания стоек фиксированы. Возможность сборки. Структурная планировка и дизайн здания должны быть выбраны на основе строительной способности конструкции с точки. обзора изготовления, монтажа, обслуживания и услуг Сталь.indb 8 5/21/2010 6:53:56 PM
21 Общие принципы и методы 9 с минимальным вмешательством в существующие смежные конструкции и в отношении работы оборудования внутри здания. Выбор открытой или закрытой конструкции. экологические требования и подверженность погодным условиям. Во многих промышленных проектах машины и оборудование не нуждаются в кожухе для защиты от погодных условий во время работы или обслуживания.В нашем случае, однако, строительный комплекс включает в себя тяжелые машины и оборудование для плавки и отделки стальных изделий. Поэтому во время эксплуатации и технического обслуживания зданию необходимы крыша и боковые ограждения для защиты от любых погодных условий. Выбор строительных материалов В большинстве промышленных проектов и объектов сферы обслуживания используются два основных типа строительных материалов, а именно сталь и бетон. Выбор стали или бетона в качестве строительного материала зависит от следующих факторов: Доступность.Приобрести сталь в промышленно развитых странах проще, чем в развивающихся странах, тогда как в развивающихся странах бетонные ингредиенты купить легче, чем сталь. Стоимость строительства. В развивающихся странах из-за ограниченной доступности стали трудности с закупкой в установленные сроки проекта и поиском подходящего изготовителя часто вызывают задержки, что приводит к увеличению затрат на строительство по проекту. Завершение строительства в запланированные сроки дает преимущества в отношении производственных затрат для промышленного предприятия.Финансовые аспекты структуры. Рассмотрение использования здания во время производственной последовательности имеет жизненно важное значение в случае технологического предприятия. Устойчивость. По сравнению с другими строительными материалами сталь обладает характеристиками, которые делают ее более устойчивой в качестве строительного материала. Рассматриваемый структурный комплекс будет построен в развивающейся стране. Закупка стали в рамках проекта иногда бывает затруднительной; тем не менее, при рассмотрении функций здания первостепенное значение имеет использование соответствующих строительных материалов.Кроме того, выбор материала, поддерживающего быстрое строительство, позволяет избежать задержек в проекте, что, как следствие, влияет на производственные и эксплуатационные расходы; строительство здания находится на критическом пути и считается входящим в последовательность производственного процесса. Кроме того, на конструкции установлены очень тяжелые мостовые краны с заметной степенью механической вибрации во время работы, что создает в материале некоторое усталостное напряжение. Принимая во внимание вышеизложенное, мы заключаем, что мы должны выбрать сталь в качестве строительного материала для вышеупомянутого здания. Выбор соединения стальных конструкций в магазине или на месте при изготовлении и монтаже Выбор между соединением в магазине и на месте зависит от следующих факторов.Производственный комплекс и мощность производственного цеха. Как правило, конструкции для малых и средних зданий представляют собой простые связно-шарнирные или полужесткие конструкции, состоящие из стропильных ферм, универсальных балок или стропильных ферм и универсальных колонн Steel.indb 9 21.05.2010 6: 53:57 PM
22 10 Практическое проектирование стальных конструкций с горизонтальными и вертикальными связями для противодействия силам качания. Эти типы конструкций изготавливаются в заводских условиях с использованием клепанных и болтовых соединений, а иногда и сварных соединений.В промышленных проектах компоновка завода определяет структурную схему и расположение конструктивных элементов. Во многих случаях может потребоваться модификация структур с подкосами с сокращением связей для размещения машин и оборудования. Таким образом, современные стальные конструкции для промышленных объектов спроектированы как сплошные портальные рамы, чтобы обеспечить достаточный зазор для установки. Этот тип каркасной системы в основном представляет собой сварную стальную конструкцию с аккуратным архитектурным обликом и снижает требуемый тоннаж стали и стоимость изготовления.Многие производственные цеха не имеют надлежащего сварочного и испытательного оборудования или достаточного количества сертифицированных сварщиков. Также могут возникнуть трудности с изготовлением всего каркаса как одного элемента, который будет действовать как жесткая каркасная конструкция, поскольку он занимает большую площадь производственного цеха, которую многие производственные цеха не могут себе позволить. Поэтому нам нужны большие производственные площади и соответствующее производственное оборудование и машины для поддержания оптимальных производственных мощностей и мощности цеха.Средства для транспортировки готовых конструктивных элементов из цеха на площадку. Из-за ограничений, связанных с габаритами транспортного средства и правилами дорожного движения, не всегда возможно перевезти целую рамную единицу или конструктивный элемент из производственного цеха на место монтажа. Таким образом, изготовление рамы по частям является обычной практикой и удобством для облегчения транспортировки. В особых случаях на месте возводится производственный цех для соблюдения графика монтажа.Каркасы портала, состоящие из одинарных универсальных секций или составных секций универсальных колонн, скрепленных между собой уголками или швеллерами, изготавливаются из трех или более частей, а именно: колонн с основаниями. Каждый столбик, его основание и небольшая часть торцевой части стропила сваривают между собой. Для составных секций связи приваривают. В случае, если длина составной секции делает секцию слишком тяжелой или длинной для обработки, может быть удобно сделать секцию из двух частей; затем они подключаются на месте.Связи в месте соединения транспортируются незакрепленными и соединяются на месте высокопрочными болтами вместе с основными элементами колонны. Длина детали предпочтительно не должна превышать 12 м, так как длина прицепа обычно ограничивается м, чтобы соответствовать правилам дорожного движения. В особых случаях может быть разрешено движение большей длины при наличии специального разрешения дорожной администрации. Центральная стропильная (балочная) часть. Участок, на котором срезается стропила, должен находиться в положении с минимальным изгибающим моментом, а также должны быть предусмотрены моментные соединения с концами колонны на концах стропила во время возведения, чтобы сформировать полный каркас портала.В случае, когда стропила представляет собой стропильную конструкцию или решетчатую балочную конструкцию, стропила изготавливаются в заводских условиях в частях допустимой длины для транспортировки на строительную площадку. Затем они собираются на месте до полной длины пролета и снабжены на концах моментными соединениями с колоннами во время монтажа Последовательность и метод возведения стальных конструкций Последовательность и метод возведения обычно зависят от компоновки и расположения несущих конструкций. составные части. Обычно соблюдаются следующие последовательность и метод возведения.Этап 1. Перед началом монтажа металлоконструкций проверяются размеры и точное расположение прижимных болтов на фундаменте и опорных плитах, часто есть несоответствия Steel.indb 10 21.05.2010 18:53:57
23 Общие принципы и практики 11 задерживают график возведения. После того, как эти проверки выполнены, выполняются следующие шаги: Монтаж колонн вместе с опорными плитами. Выровняйте столбцы. Регулировка прижимного болта с регулируемыми винтами снизу опорной плиты, чтобы сохранить нужный зазор для затирки между нижней стороной опорной пластины и основанием.Используйте временные связи, чтобы удерживать колонны по-настоящему вертикально, чтобы они не раскачивались в любом направлении. Если колонны или стойки очень длинные, их устанавливают секциями и скрепляют болтами на месте. Этап 2: Возвести центральную часть каждого стропила. В случае стропильной фермы вся секция может быть возведена как одно целое. Присоедините ферму к концам колонны болтами, чтобы сформировать полный каркас конструкции. Этап 3: Установите вертикальные распорки колонн и распорки крыши после окончательной регулировки и регулировки положения рамы, чтобы сделать всю конструкцию устойчивой.Этап 4: Закрепите все прогоны крыши и перила настила к конструкции с помощью болтовых соединений. Этап 5: Установка подкрановых балок, если применимо. Этап 6: Установите краны, если применимо. Этап 7: Закрепить крышу и боковые покрытия. Этап 8: После завершения монтажа заполните нижнюю часть опорных плит безусадочным раствором. Вышеуказанная последовательность возведения применима к нормальному строительству. В случае специальных конструкций после подготовки программы монтажа следует соблюдать особую последовательность. Местоположение, состояние грунта и сейсмическая информация. Местоположение Процесс производства стали требует очень большого количества воды для охлаждения конечного продукта.Непрерывная подача воды необходима для поддержания работы производства. На этапе планирования расположение металлургического завода следует выбирать с учетом близости к постоянному источнику воды. Следовательно, в этом проекте площадка была расположена недалеко от устья реки в развивающейся стране, как упоминалось ранее. Условия грунта На начальных этапах планирования, когда компоновка структурной системы рассматривается по отношению к компоновке машин. и оборудование, один из важнейших факторов Сталь.indb 11 5/21/2010 6:53:57 PM
24 12 Практическое проектирование стальных конструкций при выборе типа фундамента заключается в определении условий грунта и прочности грунта на участке. Для определения прочности грунта проводятся геологоразведочные работы на строительной площадке с целью определения свойств грунта на разных глубинах. Это делается путем бурения скважин в отмеченных местах и сбора скважинных журналов образцов ненарушенного грунта, а также путем рытья неглубоких ям для полевых испытаний.После завершения исследования участка скважинные каротажные данные образцов грунта доставляются в почвенную лабораторию, где проводятся различные испытания для получения характеристик различных слоев грунта на разной глубине. Затем результаты лабораторных испытаний заносятся в таблицу для использования. Например, в Таблице 1.1 показаны геотехнические параметры грунта грунта, на котором будет построен фундамент рассматриваемого здесь многоплавильного плавильного цеха и здания чистовой фабрики. Ссылаясь на таблицы 1.1 и 1.2 (последний показывает связь между значением SPT N и допустимым опорным давлением), мы обнаруживаем, что до глубины 10 м ниже уровня земли у почвы очень низкие значения угла внутреннего трения и N и N q, поэтому грунт имеет небольшую прочность на сдвиг и несущую способность. Когда земля в зоне застройки подвергается высокому давлению перекрывающих пород из-за скопления сырья или когда есть очень высокие сосредоточенные нагрузки от надстройки, передаваемые на уровень фундамента, мы должны определить прочность грунта при различных глубины.Основываясь на вышеупомянутых геотехнических отчетах по исследованию почвы, мы обнаружили, что на небольшой глубине почва имеет низкую прочность на сдвиг и несущую способность. Для построения изолированной таблицы 1.1. Параметры почвы для слоев на разной глубине a Тип почвы Глубина ниже уровня земли (м) γ b (кн / м 3) φ () δ () K a K p K 0 NN q Верхний слой почвы Очень мягкая илистая глина с мелким песком От средней до жесткой глинистый мелкий песок От плотного до очень плотного серого песка Жесткая илистая глина с мелким песком a γ b = плотность грунта, φ = угол внутреннего трения, δ = угол трения между грунтом и контактной поверхностью основания, K a = коэффициент активного давления Ренкина = (1 sin φ) / (1 + sin φ), K p = коэффициент пассивного давления Ренкина = (1 + sin φ) / (1 sin φ), K 0 = коэффициент горизонтального давления грунта в состоянии покоя, N = количество удары / 300 мм при стандартном испытании на проникновение (SPT), N q = коэффициент несущей способности.Таблица 1.2. Соотношение между значением SPT N и относительной плотностью N глинистого грунта (удары / 300 мм глубины проникновения) Относительная плотность Допустимая несущая способность на глубине 4 м (кн / м 2) 0 4 От очень мягкого до мягкого От среднего до жесткого От плотного до очень плотного Жесткий илистый глинистый песок Steel.indb 12 5/21/2010 6:53:57 PM
25 Общие принципы и приемы 13 фундамента, мы должны были бы построить фундамент глубоко под землей, чтобы получить достаточную прочность почвы для несения требуемая нагрузка.Такой тип фундамента был бы слишком дорогим и неэкономичным. Простое решение — использовать свайный фундамент (состоящий из ряда или группы свай) для поддержки нагрузок и продлить сваи глубоко в основания с достаточным сопротивлением сдвигу и несущей способности. В других случаях, когда грунт обладает достаточной прочностью на сдвиг на небольшой глубине, экономически выгодно построить изолированное основание для каждой нагрузки на фундамент. В нашем случае основания стоек несут очень высокие нагрузки от надстройки.Чтобы выдержать эти очень большие нагрузки, необходимо построить изолированный фундамент нормального типа на глубине не менее 10 м ниже уровня земли, чтобы достичь требуемой прочности почвы на сдвиг. Этот вид строительства дорог и неэкономичен. Альтернативный и экономичный способ решить проблему с фундаментом — использовать сваи и опустить их до слоя почвы с достаточной прочностью на сдвиг и несущую способность, чтобы выдержать большую базовую нагрузку стоек. Поэтому мы будем использовать свайный фундамент, состоящий из группы свай достаточной глубины, чтобы обеспечить адекватную сдвигающую и несущую способность, с крышкой сваи для поддержки оснований стоек, которые подвергаются большим нагрузкам и горизонтальным нагрузкам. Сейсмическая информация Землетрясения естественны. явления, которые вызывают динамическое движение земных волн и часто вызывают массовые разрушения зданий, мостов и плотин и гибель людей.На этапе планирования следует очень внимательно отнестись к выбору расположения конструкций. Характер распределения землетрясений по Земле был зафиксирован в Международном сейсмологическом обзоре (Геологическая служба США, 1963). С 1964 года обновленная информация периодически публиковалась в Бюллетене Международного сейсмологического центра. Однако анализ сейсмологических данных показал, что рассматриваемый регион находится в зоне минимальной или нулевой сейсмической активности, и, следовательно, мы не будем учитывать какие-либо сейсмические силы на сооружение Воздействие на окружающую среду Конструкция представляет собой здание технологической установки и , как следствие, будут значительные выбросы углерода.Поэтому необходимо приложить все усилия, чтобы минимизировать выбросы углерода, чтобы сделать установку более экологически чистой. Концепция проекта Это наиболее фундаментальный аспект анализа и проектирования конструкции и ее структурных элементов. Нам необходимо иметь четкое представление о том, как конструкция будет вести себя при различных типах нагрузок, точках приложения нагрузок и последовательностях нагрузок. Соответственно, мы должны расположить структурные элементы, составляющие всю структурную единицу, с учетом требований к механической компоновке.Структурная схема должна быть простой, чтобы можно было провести анализ без особой сложности; в то же время конструкция должна быть возводимой в соответствии со стандартными требованиями. Ссылки Геологическая служба США, Международная сейсмологическая сводка: Каталог землетрясений (), Геологическая служба США, Рестон, Вирджиния, США. Steel.indb 13 5/21/2010 6:53:58 PM
26 ГЛАВА 2 Структурный анализ и проектирование 2.1 Структурный анализ Четкое представление о поведении конструкции и элементов конструкции, подвергающихся различным типам сил, формирует основу конструкции. анализ.Конструктивные элементы, составляющие всю конструкцию, должны быть построены в соответствии со стандартными требованиями, в нашем случае в соответствии с Еврокодом 3 и другими стандартными спецификациями. Иногда структурная система представляет собой портальную раму (непрерывную) с жесткими соединениями и без связей, чтобы обеспечить зазор в соответствии с требованиями компоновки машин и оборудования, а также для создания большего рабочего пространства. Как правило, структурные системы с портальным каркасом уменьшают размер структурных компонентов, тем самым уменьшая необходимое пространство и сводя к минимуму затраты.2.2 Методы и процедуры анализа и проектирования Методы анализа На практике обычно используются следующие методы анализа: ручной анализ с использованием фундаментальных теорий и приложений этих теорий; ручной анализ по стандартным формулам; анализ с помощью структурно-программных программ; структурное моделирование. Ручной анализ с использованием фундаментальных теорий является наиболее надежным методом, но он требует времени и затрат, особенно когда структурная система и приложение сил к конструкции сложны.Ручной анализ с использованием стандартных формул выполняется быстрее, но результаты следует проверять точечно, применяя базовые теории. Этот метод полезен для получения приблизительной оценки затрат на подачу тендерной документации на работы и для технико-экономических обоснований. Анализ с помощью структурно-программного обеспечения проводится для сложных конструкций с несколькими дублирующими элементами и когда время имеет существенное значение на завершающей стадии строительства. Существует множество готовых программ, поэтому важно, чтобы используемая программа была надежной и хорошо зарекомендовавшей себя.Эти типы программ должны использоваться опытными инженерами, которые хорошо разбираются в интерпретации выходных результатов. Выходные результаты следует время от времени проверять, используя фундаментальные теории и стандартные формулы. Структурное моделирование для анализа в соответствии с Еврокодом 3, Часть 1-1, BS EN: 2005 (Еврокод, 2005a). Анализ проводится на основе структурного моделирования с учетом методов предельно-предельного состояния. Входные данные для структурной модели должны быть 14 Steel.indb 14 5/21/2010 6:53:58 PM
27 Структурный анализ и проектирование 15 используют основные допущения в расчетах и должны отражать поведение конструкции в предельном состоянии с достаточной точностью, чтобы отразить ожидаемый тип поведения поперечных сечений , стержни, шарниры и подшипники. Метод, используемый для анализа, должен соответствовать проектным допущениям. Процедуры анализа В процессе анализа должны выполняться следующие шаги: Подготовка подходящей и работоспособной структурной модели, отвечающей требованиям машин, оборудования и окружающей среды, а также нагрузки.Принять расчетные параметры. Предположим сечение и размер конструктивных элементов. Рассмотрим загружения для каждого типа нагрузки или силы. Проведите анализ для каждого случая характерной нагрузки любым подходящим методом. Сравните и проверьте результаты с помощью ручных вычислений, когда анализ выполняется с помощью программы для конструкций. Процедуры проектирования элементов конструкции При проектировании элементов конструкции необходимо выполнить следующие шаги на основе Еврокода 3, Часть 1-1 и Еврокода. 0, BS EN 1990: 2002 (E) (Еврокод, 2002a): Получите результаты анализа.Подготовьте диаграммы для характерных изгибающих моментов, сдвигов и осевых сил в элементах. На основе Еврокода 0 объедините результаты для различных комбинаций нагрузок с соответствующими частичными коэффициентами безопасности, приведенными в соответствующих практических правилах, чтобы получить максимальные конечные расчетные значения для отдельных элементов. На основе Еврокода 3, часть 1-1, спроектируйте сечения стержней на основе метода предельного состояния (ULS) для прочности стержней, а также на основе метода предельного состояния эксплуатационной пригодности (SLS) для прогиба в соответствии с применимыми практическими правилами. .Рабочие примеры модельных расчетов балки и колонны представлены в разделе «Расчетные данные». Перед тем, как мы начнем анализ и проектирование конструкции, мы обсудим в целом различные типы нагрузок, интенсивность нагрузок и точки приложения нагрузок на конструкции. , а также практические правила, которым необходимо следовать, чтобы получить предположения о нагрузках с частичными коэффициентами надежности для сочетаний нагрузок, которые приведут к конечным расчетным нагрузкам на конструкцию. Мы также обсудим допустимые напряжения в стали, подверженной различным внутренним напряжениям в элементах конструкции.Кроме того, мы дадим общую спецификацию относительно пролета конструктивных элементов, а также формы, шага и шага стропильных ферм, которые определяют конструкцию портальных балок и подъемных балок. Steel.indb 15 21.05.2010 6:53:58 PM
28 16 Практическое проектирование нагрузок на стальные конструкции Статические нагрузки (gk в кн / м 2) на основе Еврокода 1, часть 1-1, BS EN: 2002 ] (Еврокод, 2002b) Гофрированный лист из оцинкованной стали (вес в кн / м 2) Мы предполагаем, что лист имеет два гофра в боковом нахлесте и 150 мм на торцевом нахлесте.Для 18 листов BWG (толщиной 1,257 мм), вес = 0,15 кн / м 2. Для листов 20 BWG (толщиной 0,995 мм), вес = 0,12 кн / м 2. Для листов 22 BWG (толщиной 0,79 мм), вес = 0,10 кН. / м 2. Обычно гофрированные листы 20 BWG и 22 BWG используются в кровельных и боковых покрытиях соответственно. Остекление (вес в кн / м 2) листовое гладкое листовое стекло толщиной 6 мм, включая крепления = 0,34 кн / м 2. Изоляция крыши (вес в кн / м 2) гипсокартон 12 мм (гипс) = 0,11 кн / м 2. Эксплуатационные нагрузки ( освещение, дождеватели и т. д.) Вес = 0,10 кн / м 2Для всех других строительных материалов см. Еврокод 1, часть 1-1. Снеговые нагрузки (вес в кн / м 2 горизонтальной поверхности крыши) на основе Еврокода 1, Часть 1-3, BS EN (Еврокод, 2003) Снеговая нагрузка на крышу, которую следует учитывать, зависит от следующих факторов: уклона крыши; горизонтальное ветровое давление на крышу; расположение (и ориентация) здания. Если минимальный уклон крыши равен 1/4 (минимальный угол наклона крыши =) и минимальное давление ветра по горизонтали равно 1.На поверхность крыши действует 37 кН / м 2 (что эквивалентно 95 миль / час или 152 км / час), снеговой нагрузкой на крышу можно пренебречь, потому что при такой высокой скорости ветра снег сдувается даже на подветренной поверхности из-за создания вихревых токов. Однако в регионах, где случаются снегопады, в противном случае должно быть разрешено минимальное значение 0,24 кн / м 2 на горизонтальной проекции поверхности крыши. В суровых арктических условиях снеговая нагрузка может быть увеличена до 1,17 кн / м 2. В случаях, когда уклон крыши меньше 26 34, снеговая нагрузка должна учитываться при расчете. Непосредственные нагрузки (временная нагрузка qk в кн / м 2), на основе Еврокода 1, Часть 1-1, BS EN: 2002 На крыше С доступом: если уклон не превышает 10, равномерно распределенная нагрузка (UDL) = 1.5 кн / м 2. Без доступа, UDL = 0,75 кн / м 2. Смотровые площадки UDL = 1,0 кн / м 2 (минимум) Нагрузки от подвижных колес от мостовых электрических мостовых кранов, на основе Еврокода 1, часть 3, BS EN: 2002 (Еврокод, 2006) Динамическая вертикальная нагрузка на колесо В результате внезапного падения полной нагрузки, проскальзывания строп или внезапного торможения во время движения полностью загруженного крана (где нагрузка включает собственный вес крана) Steel.indb 16 21.05.2010 6:53:58 PM
29 Структурный анализ и проектирование 17 кран) создается динамическое воздействие на колеса, что увеличивает статическую нагрузку на колеса.Этот эффект определяется коэффициентом удара, который умножается на статическую нагрузку на колесо, чтобы получить динамическую нагрузку на колесо. Таким образом, максимальная динамическая вертикальная нагрузка на колесо = динамический коэффициент статической нагрузки на колесо (ϕ). Коэффициент динамичности варьируется в зависимости от класса нагрузки (класса нагрузки) крана. В таблице 2.1 приведены различные классы нагрузки. Группы нагрузок и динамических факторов, которые следует рассматривать как одну характеристику действия крана, перечислены в таблице 2.2. Уравнения, перечисленные в таблице 2.3, следует использовать для расчета значений динамических коэффициентов ϕ i.Вертикальные динамические факторы можно оценить следующим образом. Для подъемных классов HC1 и HC2, например, согласно Таблице 2.3, мы имеем коэффициент динамичности ϕ 1 для вертикальных нагрузок: 0,9 <ϕ 1 <1,1. Предположим, что ϕ 1 = 0,9, нижнее значение для колебательных импульсов. Также имеем ϕ 2 = ϕ 2, min + β 2 vh, где ϕ 2, min = 1,05 и β 2 = 0,17 для подъемного класса HC1, и ϕ 2, min = 1,1 и β 2 = 0,34 для подъемного класса HC2 (см. Таблицу 2.4). Кроме того, V b = установившаяся скорость подъема = 1,3 м / с (предполагаемая). Следовательно, для класса HC1: коэффициент динамичности = ϕ 2 = = 1.27; для класса HC2: коэффициент динамичности = ϕ 2 = = = Таким образом, ссылаясь на таблицу 2.2 и принимая группу нагрузок 1, имеем следующее: для класса HC1: ϕ = ϕ 1 ϕ 2 = = 1,14; Таблица 2.1. Рекомендации по классам нагрузки (на основе таблицы B.1 в Еврокоде 1, часть 3) a Позиция Тип крана Класс подъема S-класс 1 Краны ручные HC1 S0, S1 2 Монтажные краны HC1, HC2 S0, S1 3 Домовые краны НС1 S1, S2 4 Хранение краны с прерывистым режимом работы ОК2 S4, 5 хранения кранов и траверсу кранов, HC3, HC4 S6, S7 с непрерывной работы 6 Практикум краны Н3, Н4 S3, S4 7 Мостовые краны и барана краны, ОК3, HC4 S6 , S7 с захватом и магнитным управлением 8 Литейные краны HC2, HC3 S6, S7 9 Краны для замачивания HC3, HC4 S7, S8 10 Съемные краны, загрузочные краны HC4 S8, S9 11 Кузнечные краны HC4 S6, S7 a Нижняя часть таблица была опущена, поскольку типы кранов в нижней части не имеют отношения к этому контексту.Steel.indb 17 21.05.2010 18:53:58
типов стальных конструкций — элементы растяжения, элементы сжатия, оболочки ферм и т. Д.
Перейти к основному содержанию Дополнительное меню
- О нас
- Контактная информация
- Главная
О гражданском строительстве
- Главная
- Гражданские ноты
Банкноты
- Строительные материалы
- Строительство зданий
- Механика грунта
- Геодезия и выравнивание
- Ирригационная техника
- Инженерия окружающей среды
- Дорожное строительство
- Инфраструктура
- Строительная инженерия
Лабораторные заметки
- Инженерная механика
- Механика жидкости
- Почвенные лабораторные эксперименты
- Экологические эксперименты
- Материалы Испытания
- Гидравлические эксперименты
- Дорожные / шоссе тесты
- Стальные испытания
- Практика геодезии
- Загрузки
- Исследование
- Учебники
Учебные пособия
- Primavera P3
- Primavera P6
- SAP2000
- AutoCAD
- VICO Constructor
- MS Project
- Разное
- Q / Ответы
- Главная
- Гражданские ноты
- Строительство зданий
- Строительные материалы
- Механика грунта
- Геодезия и выравнивание
- Ирригационная техника
- Учебники
- Primavera P6
.
Банкноты
- Строительные материалы
- Строительство зданий
- Механика грунта
- Геодезия и выравнивание
- Ирригационная техника
- Инженерия окружающей среды
- Дорожное строительство
- Инфраструктура
- Строительная инженерия
Лабораторные заметки
- Инженерная механика
- Механика жидкости
- Почвенные лабораторные эксперименты
- Экологические эксперименты
- Материалы Испытания
- Гидравлические эксперименты
- Дорожные / шоссе тесты
- Стальные испытания
- Практика геодезии
Учебные пособия
- Primavera P3
- Primavera P6
- SAP2000
- AutoCAD
- VICO Constructor
- MS Project
- Строительство зданий
- Строительные материалы
- Механика грунта
- Геодезия и выравнивание
- Ирригационная техника
- Primavera P6