Сварка нержавейки инвертором в домашних условиях своими руками
Сварка нержавейки инвертором является достаточно сложным процессом, который далеко не у всех получается с первого раза. Маcтер должен обладать определенными навыками, чтобы получился качественный результат. Во многих случаях все может закончиться, даже без зажигания нормальной дуги. В домашних условиях, где имеется техническая ограниченность, все становится еще сложнее. Трудности возникают даже при использовании газовой сварки, в которой все процессы происходят в три раза медленнее, чем при использовании инвертора.
Сварка нержавейки инвертором
Основная проблема касается текучести материала, так как при образовании сварочной ванны консистенция металла больше похожа на воду, чем не тягучее вещество. Таким образом, очень сложно сделать чешуйчатую структуру шва, которая является лучшим вариантом для надежного соединения, и качество сцепления заметно снижается. При создании потолочных и вертикальных швов все становится еще более сложным, так как расплавленный металл просто стекает вниз.
Сварочный инвертор
Качественная электросварка нержавейки инвертором предполагает подбор соответствующего аппарата. Сварочный инвертор выступает в качестве источника электропитания для образования дуги. Аппарат должен стабильно работать, чтобы питание было постоянным и не меняло свои параметры во время процесса. Также должен быть удобный выбор настроек, который поможет подобрать правильное напряжение и силу тока для конкретного случая. От этого же зависит и электродами какого максимального диаметра можно будет пользоваться.
Инверторный сварочный аппарат
Не стоит забывать о легком поджиге, так как с этой операции начинается процесс и аппарат должен обеспечить необходимые условия. Чем мощнее техника, тем большие она имеет размеры, а также может работать с более толстыми металлами. В последнее время для частного использования очень популярными стали компактные инверторы. Они также обладают высоким коэффициентом полезного действия.
Принцип действия инвертора
Чтобы сварка инвертором нержавеющей стали прошла максимально качественно, нужно разобраться в принципе действия аппарата. К счастью, здесь он достаточно простой. Инвертор подключается в электрическую сеть, откуда ток подается на его выпрямитель. Из сети, как правило, поступает переменный ток, но после прохода через выпрямитель получается постоянный, но большой частоты. Это влияет на работу сварочной дуги, которая при постоянном токе становится более удобной для сварки, так как повышается ее стабильность. При работе с нержавейкой даже относительно небольшие аппараты оказываются эффективными, так как она обладает меньшей температурой плавления.
К счастью, здесь он достаточно простой. Инвертор подключается в электрическую сеть, откуда ток подается на его выпрямитель. Из сети, как правило, поступает переменный ток, но после прохода через выпрямитель получается постоянный, но большой частоты. Это влияет на работу сварочной дуги, которая при постоянном токе становится более удобной для сварки, так как повышается ее стабильность. При работе с нержавейкой даже относительно небольшие аппараты оказываются эффективными, так как она обладает меньшей температурой плавления.
Выбор инвертора
Сварка нержавейки инвертором в домашних условиях требует правильного подбора аппарата. Одним из главных факторов является максимальная мощность, так как от нее зависит диапазон выполняемых работ. Чем больше мощность, тем на большую толщину заготовки можно проварить металл. Для домашних условий может оказаться важным и компактность, что также будет полезно и для высотных работ.
При работе с нержавейкой важна тонкая регулировка каждого параметра, чтобы подобрать действительно правильный режим работы без каких-либо погрешностей.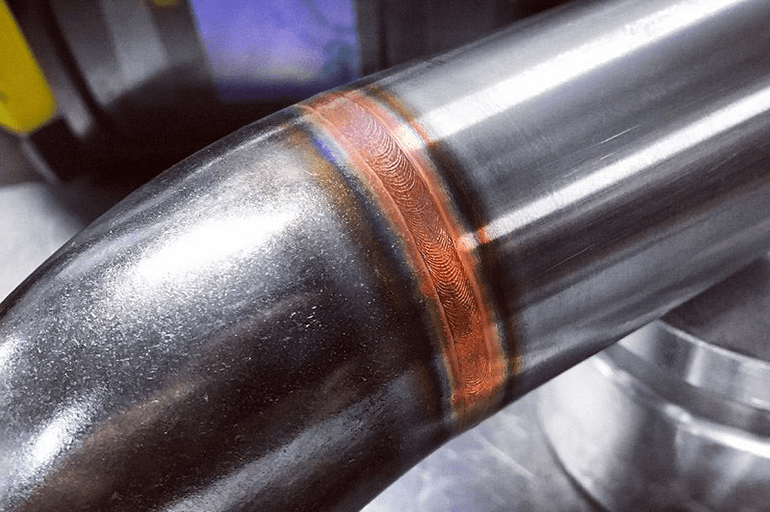
«Обратите внимание! Желательно, чтобы на инверторе была хорошая дополнительная вентиляция, так как даже при работе на открытых пространствах естественной далеко не всегда хватает.»
При этом стоит выбрать модель с автоматическим выключением, когда аппарата начнет перегреваться. Это существенно увеличит срок эксплуатации и убережет от преждевременных поломок. Наличие дополнительных режимов также будет не лишним.
Свойства нержавейки
Сварка нержавеющей стали инвертором предполагает учет всех свойств данного металла. Они достаточно капризны и среди них можно выделить основные:
- Коэффициент линейного расширения – данный параметр значительно превышает аналогичные показатели у других металлов. Чтобы сварка была качественной, следует обеспечить достаточно хороший зазор при соединении толстых деталей.
 Это поможет избежать деформации, так как расширение происходит сильно неравномерно.
Это поможет избежать деформации, так как расширение происходит сильно неравномерно. - Теплопроводность – она примерно в два раза ниже, чем у сталей с низким содержанием углерода. По этой причине для сварки нужно использовать более низкие параметры тока, что составляет на 20% меньше от нормы.
- Устойчивость состава при температурной обработке – при высоком содержании хрома металл может терять антикоррозийные свойства. Чтоб избежать этого, места сварки стараются сразу охладить, чтобы не произошло изменений.
 Это поможет избежать деформации, так как расширение происходит сильно неравномерно.
Это поможет избежать деформации, так как расширение происходит сильно неравномерно.Все это регламентируется по ГОСТ 5632-72.
Свариваемость нержавейки
Сварка нержавейки инвертором не зря относится к сложным процессам, так как сам материал достаточно плохо сваривается. Здесь обязательно должен использоваться электрод из такой же по составу стали. Для обеспечения максимально качественного результата необходимо использование дополнительного флюса и следует контролировать, чтобы покрытие электрода было в нормальном состоянии.
Процесс сварки нержавейки инвертором
Особенно сложно металл ведет себя при потолочной сварке, так как он быстро растекается и велика вероятность, что все просто слетит вниз. Даже после окончания сварки могут возникнуть проблемы, которые касаются деформации и потери свойств стойкости к коррозии.
Даже после окончания сварки могут возникнуть проблемы, которые касаются деформации и потери свойств стойкости к коррозии.
Какие электроды использовать?
Когда совершается сварка нержавейки ГОСТ 16037 80, то следует правильно подобрать расходные материалы. Среди отечественных марок электродов особой популярностью пользуются ОЗЛ-8 и ОЗЛ-6. Это распространенные и доступные всем модели.
Сварочные электроды марки ОЗЛ
Также используются и электроды ОК-46 и МР-3, которые делают процесс сваривания более удобным, что повышает его качество. Данные модели могут работать как на прямом, так и на обратном токе. Две последние модели лучше выбирать, если требуется варить не только в горизонтальном положении, но и в вертикальном.
Сварочные электроды марки ОК
Электроды для нержавейки имеют свои особенности, к примеру, при остывании шва, который был сделан с их помощью, начинает отскакивать шлак. Так может происходить до полного остывания, так что следует предпринимать меры безопасности или скорее остужать данное место, если это позволяет технология. Сами электроды должны соответствовать ГОСТ 10052-75.
Сами электроды должны соответствовать ГОСТ 10052-75.
Пошаговая инструкция
Перед тем как начнется сварка нержавейки инвертором, следует заняться предварительной обработкой поверхностей. Следует очистить места, которые будут свариваться от налета, обезжирить их и убрать все лишнее. Это можно сделать с помощью металлической щетки и различных растворителей. При работе с нержавейкой не стоит забывать о зазоре.
Далее следует обработать места флюсом, если таковой имеется, что должно увеличить качества свариваемости. После этого нужно выставить ток на аппарате по заданным параметрам режима. Он должен иметь обратную полярность. В лучшем случае на аппарате должен быть специальный режим для сваривания нержавейки. Сам процесс, как правило, происходят достаточно быстро.
Нужно зажечь дугу и образовать сварочную ванную. Требуется делать шов достаточно глубоко и широко, чтобы он смог связать большую площадь металла. Это обеспечит более высокую надежность. Когда шов будет сделан до конца, то можно принудительно охладить его, чтобы материал сохранил свой антикоррозийные свойства.
Требуется делать шов достаточно глубоко и широко, чтобы он смог связать большую площадь металла. Это обеспечит более высокую надежность. Когда шов будет сделан до конца, то можно принудительно охладить его, чтобы материал сохранил свой антикоррозийные свойства.
Предотвращаем дефекты
Одним из самых главных дефектов, который образуется по незнанию, является деформация заготовки. Когда происходит сварка нержавейки инвертором своими руками, то многие люди выставляют детали также, как и при работе с обыкновенной сталью. Но из-за неравномерного расширения на ней получается слишком большая вероятность образования дефекта. Чтобы этого не случилось, нужно делать небольшой зазор.
Распространенным дефектом может стать утрата антикоррозийных свойств. Это получается из-за структурных изменений под действием температуры. Металл теряет важные легирующие элементы, которые и позволяют сопротивляться коррозии. Чтобы этого не случилось, следует быстро охлаждать металл после сварки.
При неопытности сварщика шов может получиться неправильной формы. Фактически он соединяет детали, но проникновение оказывается не столь глубоким, что снижает его надежность. Здесь поможет только опыт работы с нержавейкой.
Фактически он соединяет детали, но проникновение оказывается не столь глубоким, что снижает его надежность. Здесь поможет только опыт работы с нержавейкой.
Финишная обработка сварных швов
Сварка нержавейки инвертором на окончательной стадии требует дополнительной обработки. Это нужно не только для внешнего вида, так как многие детали требуют хорошей обработки для эстетики, но и для проверки качества. В первую очередь нужно оббить шлак, который остался после обработки. Затем можно отполировать шов, так как зачастую он получается не столь красивым, как при работе с другими металлами.
Финальная обработка швов после сварки нержавейки
Снятие нескольких десятых долей миллиметра с детали сделает все более гладким, а также поможет выявить наличие раковин внутри сделанного шва, что может привести к проведению повторного процесса.
Сварка нержавейки современным инвертором с электродами
Содержание
- 1 Сварочный инвертор
- 1.1 Принцип действия инвертора
- 2 Технология варки легированных сталей
- 2. 1 Как добиться качественного сварного шва
- 2.
Рассмотрим вопрос, какая же бывает электросварка, нержавеющей стали, покрытыми электродами.
Сварочный инвертор
Сварочный инвертор – это устройство являющееся источником питания для электрической дуги сварочного аппарата. Главная задача инвертора – обеспечить стабильную сварку, горение дуги и легкий поджиг. Сварочный процесс зависит от нескольких параметров.
Самый важным фактор – устойчивость к помехам и колебаниям. Сварочная дуга может питаться от выпрямителя, инвертора или трансформатора. Инверторный тип аппарата появился в 20 веке и стал невероятно популярным, благодаря своим рабочим показателям. Об известности инвертора можно судить по видео в сети Интернет. Каждый современный сварщик использует компактный инвертор.
Профессионалы, тщательно подбирают оборудование, для каждой работы
Принцип действия инвертора
Он достаточно прост: сетевое напряжение подается на выпрямитель, в котором преобразуется в постоянный ток с большей частотой. Сварочная дуга на постоянном токе становится более устойчивой и удобной для процесса сварки. Преимуществом использования инвертора для нержавейки, является уменьшение габаритов аппарата и улучшение динамических показателей дуги. Сварка инвертором повышает КПД работы, можно плавно регулировать параметры сварки и добиться минимального разбрызгивания металла. Если снять видео, то видно, что практически нет потерь металла во время работы.
Сварочная дуга на постоянном токе становится более устойчивой и удобной для процесса сварки. Преимуществом использования инвертора для нержавейки, является уменьшение габаритов аппарата и улучшение динамических показателей дуги. Сварка инвертором повышает КПД работы, можно плавно регулировать параметры сварки и добиться минимального разбрызгивания металла. Если снять видео, то видно, что практически нет потерь металла во время работы.
Технология варки легированных сталей
Сварка нержавейки – это трудная задача в домашних условиях, зависящая от многих параметров. Согласно принятой классификации нержавеющая сталь относиться к типу высоколегированных сталей. В качестве легирующего элемента используется хром с содержанием около 20%. Кроме него в нержавейке могут присутствовать молибден, никель, марганец, титан и другие. Дополнительные металлы увеличивают антикоррозионные свойства нержавейки, а также придают ей другие физико-механические качества.
На сварку нержавейки оказывают влияние несколько свойств, которыми обладает высоколегированный металл:
- Теплопроводность. У высоколегированных сталей теплопроводность ниже в 2 раза, чем у низкоуглеродистых металлов. Из-за этого сварка нержавейки происходит при пониженной силе тока на 20%.
- Коэффициент линейного расширения больше, чем у других металлов. Поэтому необходим достаточный зазор между толстыми деталями, чтобы избежать деформаций. Если снять процесс сварки на видео, то видно как неравномерно расширяются детали из нержавейки.
- Высокохромистые стали могут терять свои антикоррозионные свойства. Это явление назвали межкристаллической коррозией. Дело в том, что при температуре сварочных работ, по краям металлических зерен появляется карбид хрома и железа, с помощью которого в структуру металла проникает коррозия. С этим явлением борются различными способами. В основном быстро охлаждают место сварки, чтобы не допустить потери коррозионной стойкости.
 У высоколегированных сталей теплопроводность ниже в 2 раза, чем у низкоуглеродистых металлов. Из-за этого сварка нержавейки происходит при пониженной силе тока на 20%.
У высоколегированных сталей теплопроводность ниже в 2 раза, чем у низкоуглеродистых металлов. Из-за этого сварка нержавейки происходит при пониженной силе тока на 20%.При выборе сварочного аппарата, необходимо учитывать множество важных факторов
Перед началом сварки нержавейки инвертором в домашних условиях поверхность тонкой или толстой детали обрабатывается таким же методом, как и перед сваркой низкоуглеродистых сталей. За исключением одного момента – сварной стык должен быть с зазором, чтобы происходила свободная усадка. Поверхность деталей и кромки зачищают стальной щеткой и промывают растворителями (бензином или ацетоном). С помощью растворителя убирают жир, которые снижает устойчивость дуги.
За исключением одного момента – сварной стык должен быть с зазором, чтобы происходила свободная усадка. Поверхность деталей и кромки зачищают стальной щеткой и промывают растворителями (бензином или ацетоном). С помощью растворителя убирают жир, которые снижает устойчивость дуги.
Ручная сварка нержавейки в домашних условиях с помощью инвертора и покрытых электродов позволяет соединить детали с приемлемым качеством шва, а когда нет особых требований к соединению, то не надо заморачиваться с другими способами сварки. Чтобы определить какую марку электрода выбрать, достаточно обратиться к ГОСТу “Электроды покрытые для сварки высоколегированных сталей”. Если известна марка легированной стали, то легко по ГОСТу определить тип электрода. Например, это могут быть ЦП-11 или ОЗЛ-8.
Сварка нержавейки производится током обратной полярности. Во время работы нужно стараться меньше проплавлять шов и использовать электроды маленького диаметра. Но это справедливо для тонкой детали из легированной стали. Чем толще свариваемая поверхность, тем больше по диаметру выбирается электрод. Сила тока в инверторе должна быть понижена на 20% по сравнению со сваркой низколегированных сталей. Низкая теплопроводность электродов и высокое сопротивление при использовании тока высокого номинала может привести к отваливанию кусков покрытия электродов. По тем же самым причинам электроды плавятся быстрей во время сварки нержавейки. Это надо учитывать, если вы первый раз варите нержавеющую сталь электродом.
Чем толще свариваемая поверхность, тем больше по диаметру выбирается электрод. Сила тока в инверторе должна быть понижена на 20% по сравнению со сваркой низколегированных сталей. Низкая теплопроводность электродов и высокое сопротивление при использовании тока высокого номинала может привести к отваливанию кусков покрытия электродов. По тем же самым причинам электроды плавятся быстрей во время сварки нержавейки. Это надо учитывать, если вы первый раз варите нержавеющую сталь электродом.
Чтобы сохранить коррозионную стойкость тонкой или толстой детали нержавейки, нужно производить охлаждение. Для этого используют медные подкладки, а если нержавейка является хромоникелевой аустенитной сталью, то можно использовать воду.
Как добиться качественного сварного шва
Сварка нержавейки требует особого мастерства. Даже полезное видео с техникой работы не сможет помочь, если вы не владеете определенными навыками. Разумеется, задача упрощается при сварке под аргоном, но и простым инвертором с прямым током можно добиться высокого качества шва. Самый главный показатель сварного шва нержавейки – это его герметичность. Из-за плохой теплопроводности металла, в сварном шве получаются раковины и поры. Они получаются в результате вскипания металла. Чтобы избежать этого явления, достаточно использовать специальные электроды для нержавейки.
Разумеется, задача упрощается при сварке под аргоном, но и простым инвертором с прямым током можно добиться высокого качества шва. Самый главный показатель сварного шва нержавейки – это его герметичность. Из-за плохой теплопроводности металла, в сварном шве получаются раковины и поры. Они получаются в результате вскипания металла. Чтобы избежать этого явления, достаточно использовать специальные электроды для нержавейки.
Большинство изделий из нержавейки применяются в фармацевтической, пищевой отрасли или в домашних условиях. Это требует определенной обработки шва. Чтобы изделие выглядело привлекательно в жизни и на видео, сварной шов зачищают и полируют при помощи абразивов на основе оксида циркония или алюминия. После такой обработки нержавеющее изделие не требует дополнительного санитарного ухода.
Способы сварки нержавеющей стали
Нержавеющую сталь в соответствии с классификацией принадлежит к высоколегированным сталям, стойким к коррозии. Главной легирующей составляющей в них служит хром. Помимо него в химическом составе нержавейки присутствуют другие элементы, также способные влиять на ее физические и механические характеристики. Чаще всего это никель, марганец, молибден и титан. Благодаря хорошим показателям прочности и антикоррозионной стойкости данных сплавов сварка нержавейки массово применяется при изготовлении бытовых предметов и промышленного оборудования.
Помимо него в химическом составе нержавейки присутствуют другие элементы, также способные влиять на ее физические и механические характеристики. Чаще всего это никель, марганец, молибден и титан. Благодаря хорошим показателям прочности и антикоррозионной стойкости данных сплавов сварка нержавейки массово применяется при изготовлении бытовых предметов и промышленного оборудования.
На показатели свариваемости у нержавеющих сталей оказывают влияние многие ее свойства. Так, пониженная теплопроводность из-за концентрированной теплоты увеличивает степень проплавления свариваемого металла. Высокие коэффициенты линейного расширения оказывают влияние на литейную усадку, что значительно усиливает деформацию материала во время и по завершении сварки нержавейки инвертором. При этом могут образовываться трещины, когда между соединяемыми заготовками большой толщины нет должных зазоров.
При повышенном электрическом сопротивлении усиленно нагреваются стальные электроды, а те, что содержат хромоникелевый стержень, во избежание негативного эффекта должны быть не длиннее 35 см. Следует также учитывать склонность нержавеющих сталей с высоким содержанием хрома утрачивать свою антикоррозионную стойкость при неподходящем режиме термообработки. Во избежание этого применяют быстрое охлаждение места сварки нержавейки электродом для достижения меньших потерь коррозионной стойкости. Выбор способа охлаждения зависит от видов сталей.
Следует также учитывать склонность нержавеющих сталей с высоким содержанием хрома утрачивать свою антикоррозионную стойкость при неподходящем режиме термообработки. Во избежание этого применяют быстрое охлаждение места сварки нержавейки электродом для достижения меньших потерь коррозионной стойкости. Выбор способа охлаждения зависит от видов сталей.
Сварка нержавейки полуавтоматом
Из различных способов сваривания нержавеющих сталей чаще всего применяют три. Это сварка нержавейки полуавтоматом с помощью такой же электродной проволоки, способ сварки электродами с покрытием, а также выполняемая в защитной аргоновой среде сварка электродом из вольфрама.
Выбор способа и режимов сварки для каждого конкретного случая происходит с учетом марки, механических свойств и коррозионных качеств стали. Причем следует принимать во внимание склонность к растрескиванию, как основного металла, так и используемого для сварки, поскольку в ходе нагрева в них происходят структурные изменения, влияющие на формирование соединения.
Для подготовки деталей из нержавеющих сталей под сварку, их кромки обрабатывают почти так же, как и изделия, выполненные из низкоуглеродистых сталей. Отличие только одно: стыковые зазоры в соединениях должны способствовать хорошей усадке производимых швов. Области кромок, подлежащих свариванию, качественно зачищаются металлическими щетками с последующим их промыванием ацетоновым либо бензиновым составом. Это поможет исключить жир, способный содействовать порообразованию в швах и влиять на стойкость горения дуги.
Сварка нержавейки с использованием электродов
Технология сварки нержавейки с помощью покрытых электродов ручным способом способствует получению швов должного качества. Когда образование сварного соединения не требует специальных условий, то этот метод наиболее оптимальный для сваривания нержавеющих сталей. С учетом марки стали согласно ГОСТу выбирают тип электродов с наиболее оптимальным химическим составом. Выбранный электрод должен соответствовать основным рабочим показателям свариваемой конструкции в части механических характеристик, стойкости к коррозии, а в отдельных случаях и жаростойкости.
Когда образование сварного соединения не требует специальных условий, то этот метод наиболее оптимальный для сваривания нержавеющих сталей. С учетом марки стали согласно ГОСТу выбирают тип электродов с наиболее оптимальным химическим составом. Выбранный электрод должен соответствовать основным рабочим показателям свариваемой конструкции в части механических характеристик, стойкости к коррозии, а в отдельных случаях и жаростойкости.
Чаще всего сварка нержавейки газом ведется с помощью постоянных токов на обратной полярности. При наличии возможности пользоваться нужно электродами наименьшего диаметра с минимумом энергии тепла, чтобы снизить степень проплавления шва. Причем сила сварочных токов для работ с нержавеющими сталями должна быть на порядок ниже, чем для сталей обыкновенных. Это связано с тем, что от действия большего тока нержавейка, обладающая низкой теплопроводностью, при высоком электрическом сопротивлении электродов может перегреваться и даже распадаться на отдельные куски. Те же причины объясняют более высокую скорость проплавления электродами из этого сплава, в отличие от традиционных стальных.
Те же причины объясняют более высокую скорость проплавления электродами из этого сплава, в отличие от традиционных стальных.
С целью сохранения антикоррозионных свойств швов необходимо быстрое их охлаждение. При его проведении пользуются обдуванием с помощью атмосферного воздуха либо особыми медными прокладками. Сварка нержавеющих сталей класса аустенитных, относящихся к хромоникелевым, требует применения для этой цели воды, что позволит избежать обеднения хромом наружных участков соединения.
Аргоновая сварка нержавейки
Сварку нержавейки аргоном посредством вольфрамовых электродов следует использовать для случаев, когда предъявляются высокие требования к надежности сварных соединений. Также этот метод актуален для особенно тонких листов подлежащих сварке нержавеющих сталей. Процесс ведется в аргонной среде на токах прямой полярности, постоянных либо переменных. В виде присадочного материала требуется применение проволок для сварки нержавейки, обладающих большим, чем у основного сплава, уровнем легирования.
Техника сварки не должна допускать совершения электродом движений колебательного характера. Из-за них может быть разрушена защита сварочной зоны, вследствие чего подвергнется окислению расплав металла шва. Еще стоит защитить от воздействия воздуха оборотную сторону шва, хотя нержавейка не настолько нуждается в этом, как, к примеру, титан. Обеспечивают данную защиту методом поддува аргона.
Чаще всего вольфрамовые электроды используют при сварке труб из нержавейки, необходимых для транспортирования жидких составов под давлением либо газов. Их варят тоже в защитных средах инертных газов. Во избежание попадания вольфрамовых частиц в расплав сварочной ванны, применяют поджог дуги без непосредственного контакта. Также можно зажечь дугу на поверхности пластины из угля или графита, а потом уже перенести ее пламя на основную поверхность металла. Для сокращения расходования вольфрамовых электродов по окончании сварочных работ подачу инертного газа прекращают не сразу. Целесообразно сделать это спустя несколько секунд, когда закончится активное окисление разогретого электрода. Таким образом продляется время его эксплуатации.
Целесообразно сделать это спустя несколько секунд, когда закончится активное окисление разогретого электрода. Таким образом продляется время его эксплуатации.
Применение аргонной сварки нержавейки полуавтоматами способно обеспечить высокую производительность работ при хороших характеристиках швов. А использование при этом электродных проволок с содержанием никеля улучшает свариваемость.
По завершении процесса сварки полученный шов необходимо подвергнуть последующей обработке. Для повышения коррозионной стойкости с его поверхности удаляется пористый слой окислов посредством термической обработки либо травлением. Первый способ позволяет под действием температуры выше 100 ºС нивелировать различия физико-химических свойств присадочных металлов. А метод травления, более результативный в сравнении с термообработкой, предполагает погружение сварного соединения в ванну со специальным составом или нанесение на его поверхность особой пасты. Для обеспечения максимальной устойчивость к коррозии швы подвергают шлифовке и полировке.
Сварка нержавейки инвертором — электроды для тонкого металла
Все мы пользуемся в обиходе изделиями из нержавеющей стали.
Бытовая техника, посуда, ведра, приспособления для сада и технических надобностей – все это сделано из нержавейки.
Так же из этого материала изготавливают трубы для нужд внешнего водопровода. К сожалению, со временем, вещи имеют свойство ломаться, в них образуются дефекты. А для того чтобы их устранить понадобится сварочный аппарат.
Содержание статьи:
- Метод сваривания нержавейки инвертором РСД
- При каких обстоятельствах применяют
- Достоинства и недостатки
- Можно ли варить домашних условиях
- Пошаговая инструкция
- Какой аппарат купить
- Полезный совет
Применение нержавеющего металла не ограничивается только кухонной утварью, он активно используется для нужд промышленности.
Нержавеющая сталь уже на протяжении ста лет считается самым популярным материалом.
Из нее изготавливают различные конструкции, например, тепловой насос «воздух-вода» для отопления дома.
В случае необходимости произвести ремонт изделий из данного металла, как правило, используют ручную дуговую сварку электродами с помощью специального аппарата, который называется – инвертор.
Метод сваривания нержавейки инвертором РСД
Ручная дуговая сварка (РСД) — это своеобразная процедура, характерной чертой которой является следующее:
- благодаря имеющемуся у электрода покрытию, в период плавления сердцевины образуется газошлаковая защита.
Она представляет собой тоненькую корку, разделяющую часть сварного шва и зону дуги от находящего вблизи воздуха.
Сварное соединение образуется благодаря расплавленному металлу и ингредиентам электродного штифта. В мировой практике эту технологию принято называть – сварка ММА.
При каких обстоятельствах применяют
Сваривание нержавейки при помощи инвертора имеет свои особенности. В чем они заключаются?
В чем они заключаются?
А знаете ли вы, как делаются соединение металлических труб без сварки и резьбы? Технологии и способы стыковки отдельных составляющих водопроводной сети описаны в полезной статье.
Как установить столешницу из гипсокартона в ванной, своими руками, написано на этой странице.
Самая главная отличительная черта процедуры – возможность ее использования в различной ситуации, независимо от того, что создается. Это может быть ливневая система водоотведения с крыши здания или прокладка канализации к септику.
При этом, следует знать, что даже опытные сварщики не застрахованы от ошибок. Многим специалистам (не говоря о новичках) не всегда удается сделать качественный вертикальный рубец.
[note]Выполнять РДС составными электродами присадочного металла имеет смысл только в том случае, когда нужно сделать короткий шов, а это необходимо при производстве мелких деталей.[/note]
Даная методика сопряжения изделий используется при установке металлических конструкций при запланированном небольшом объеме работ.
Чаще всего, ручная дуговая сварка нержавеющей стали покрытыми электродами применяется в случае необходимости выполнить прихватку в процессе монтажа детали под сварку.
Кроме всего прочего данный вариант может быть использован для устранения дефектов на незначительных участках сварного рубца и для наплавки.
Исходя из всего вышесказанного, следует, что эта тактика (как показывает практика), наиболее успешна в тех случаях, когда предстоит иметь дело с незначительным объемом работ.
Такая техника сварки применяется, в бытовых целях. В этом случае соединяемыми элементами, как правило, выступают различные емкости, резервуары из нержавейки, трубы и другие изделия из металла.
Достоинства и недостатки
Если сравнивать с другими тактиками сварочных работ, эта, имеет целый ряд значимых «плюсов»:
Отрицательные моменты.
- При создании шва (как сделать тепловой насос своими руками из старого холодильника) образуется много шлака и его нужно регулярно удалять.
- Принимая во внимание то, что сварной поток электричества подается в непрерывном режиме по всей поверхности электрода, необходимо устанавливать для него предельные показатели.
Если этого не сделать, электрод перегреется и в конечном итоге все закончится тем, что покрытие полностью разрушится.
- Сварка подобной техникой требует много времени.

Можно ли варить домашних условиях
А известно ли вам, как установить акриловую ванну на кирпичи? Пошаговая инструкция размешена на странице под ссылкой.
Про отвод воды от дома дедовским способом написано здесь.
На странице: https://ru-canalizator.com/septiki/otstojnik/avtonomnyj.html прочитайте, как выбрать и купить автономную канализацию для частного дома.
Обыватели, которые раньше никогда не слышали и не сталкивались с таким подходом к сварочным работам, интересуются вопросом:
- насколько этот метод применим для соединения нержавейки в быту.

Так же многих интересует, на какие моменты нужно обращать особенно пристальное внимание.
Важно знать! Перед началом выполнения работ, необходимо основательно обработать и подготовить поверхности к соединению.
Подобное очищение в технологическом плане мало чем отличается от обработки низкоуглеродистых сталей.
Для того, чтобы создать, максимально, благоприятную обстановку для усадки, необходимо все сделать так, чтобы сварной стык имел небольшой зазор.
Нержавеющую сталь соединяют с помощью тока обратной полярности. Во время сварочных работ очень важно контролировать состояние шва – он должен проплавляться по минимуму.
Для этих целей, как правило, не пользуются электродами большого диаметра. С ними работают только в случае сваривания толстостенных поверхностей.
Выбирать электроды нужно со знанием дела. Если вы сами не разбираетесь во всех тонкостях вопроса, то лучше это доверить специалисту.
Неправильно подобранное изделие – это гарантия нарушения герметичности шва, что приведет к образованию микротрещин, пор и раковин. Подоплекой появления дефектов считается вскипание металла.
Подоплекой появления дефектов считается вскипание металла.
Для достижения качественной сварки нержавеющей стали, значения показателей тока должны быть, как минимум, на 20 % меньше того, которые используются для сваривания низколегированных сталей.
Если вы собираетесь пользоваться инвертором, который предназначен для работы в индивидуальном строительстве или в бытовых условиях, то диапазон может быть выставлен в пределах – 60 – 160А.
На аппарате имеется регулятор, с его помощью, максимально, точно устанавливают необходимый ток сварки.
Это положительно сказывается на качестве сварочного рубца (устройство септика Топас описано на этой странице).
После того, как шов будет создан, нужно предоставить ему время для остывания, что даст возможность металлу впоследствии не поддаваться коррозионным процессам.
Быстрее охладить шов помогут медные прокладки (про соединение стальной трубы с полипропиленовой написано здесь).
А если речь идет об аустенитной стали, решить проблему можно с помощью обычной воды.
Пошаговая инструкция
Хотите варить детали из нержавеющей стали с помощью инвертора собственноручно?
Для этого вам нужно иметь под рукой такие материалы и инструментарий:
Качество сварки, например, трубы и сгона (размеры), во многом, зависит от правильно подобранных электродов.
РДС нержавейки с помощью инвертора – это многофункциональный производственный метод, посредством которого соединяют не только цветные и черные металлы, но и их сплавы разной толщины, обычно эта величина достигает значений – 3 – 20 мм.
В большинстве случаев, сварочные работы могут быть произведены с разными типами нержавеющей стали.
Но это возможно только при соблюдении следующих условий:
- сварка должна осуществляться электродами определенной марки и конструкция будет эксплуатироваться при конкретных обстоятельствах.
Какой аппарат купить
Во время выбора инвертора надо обратить внимание на:
Для того, чтобы справиться с работой по свариванию изделий из нержавеющей стали, необходимо иметь некоторый опыт и навыки.
Если их нет, то не стоит надеяться на хороший результат. Но потренировавшись какое-то время, вы сумеете добиться соединения высокого качества.
Сварной шов нержавейки должен обладать хорошей герметичностью – это его главная характеристика.
Так как изделия из данного металла имеют широкую сферу применения (в том числе их используют в пищевой и фармацевтической промышленности), особое внимание уделяют финишной обработке сварного рубца.
Для того, чтобы придать ему привлекательный внешний вид, выполняют зачистку и полировку абразивными средствами.
Во избежание появления дефектов при выполнении сварочных работ, нужно принимать во внимание особенности материала, с которым приходится иметь дело.
Предотвратить образование разломов от перегрева, поможет проволока, используемая в качестве присадки.
Полезный совет
Важно уделить особое внимание выбору инверторного аппарата, предназначенного для сварки нержавеющей стали.
Если вы воспользуетесь плохим агрегатом, это существенным образом снизит качество стыковочного шва.
Данный параметр не единственный, который следует учитывать. Большое значение имеет и тип применяемых электродов.
При их выборе нужно принять к сведению наличие или отсутствие навыков работы с конкретным расходным материалом. Все это в целом будет влиять на износостойкость созданного соединения.
[note]Если вы не обладаете определенными навыками работы в области сваривания нержавеющей стали с помощью инвертора, возможно, есть смысл отточить свое мастерство на более простых материалах.[/note]
Особенности сварки нержавейки
Нержавеющие стали относятся к высоколегированным материалам, которые не поддаются коррозии, поэтому сварка нержавейки имеет свои особенности.
Имея особые свойства, сварка нержавейки – достаточно сложный технологический процесс.
В составе такой стали есть достаточно много хрома, который взаимодействует с кислородом, что находится в воздухе. В результате этого на поверхности металла образуется защитный слой, именно из-за него сварка нержавеющей стали – достаточно сложный процесс.
Благодаря тому что атомы хрома и их оксиды покрывают металл тонкой пленкой, он надежно защищается от коррозии. Если оксидная пленка окисляется, то она очень быстро восстанавливается, и поэтому сталь не ржавеет.
Изделия из нержавеющей стали широко используются как в промышленности, так и в быту, поэтому часто становится актуальным такой вопрос, как сварка нержавейки в домашних условиях.
Нержавеющая сталь широко используется в пищевой промышленности, а также для создания хирургических инструментов и во многих других отраслях.
Свойства, влияющие на свариваемость нержавеющей стали
На то, как будет выполняться сварка по нержавейке, влияют следующие ее свойства:
Ручная дуговая сварка.
- теплопроводность указанного материала меньше, чем у низкоуглеродистой стали, приблизительно в 2 раза, поэтому зона сварки больше нагревается; при сварке нержавеющих сталей ток должен быть на 20% меньше, чем обычно;
- большой коэффициент расширения вызывает увеличенную усадку материала как во время, так и после сварки; если надо варить большие детали, между ними оставляют большой зазор, иначе возникнут трещины;
- так как данный материал имеет высокое сопротивление, электроды во время выполнения работ очень нагреваются, поэтому их делают длиной не больше 35 см;
- если была нарушена технология выполнения работ, то сталь может утратить свои антикоррозионные свойства; если детали нагреваются выше 500 градусов, то образуется карбид железа и хрома, в этих местах начинается коррозия, для того чтобы этого избежать, необходимо быстро охлаждать место сварки; если сталь хромоникелевая, то делать это можно при помощи воды.
Вернуться к оглавлению
Способы сварки нержавеющей стали
Есть несколько способов, которыми можно сваривать указанный материал, но самыми распространенными являются следующие:
- при помощи покрытых электродов в режиме ММА;
- вольфрамовыми электродами проводится аргонная сварка нержавейки;
- полуавтоматическая сварка при помощи нержавеющей проволоки.
Перед началом проведения работ кромки деталей необходимо обработать, делается это так же, как при обработке других деталей, только надо оставлять немного больше места для усадки шва.
С применением щетки поверхность необходимо зачистить до блеска, после чего ее обрабатывают любым растворителем. Это поможет удалить жир и обеспечит устойчивую дугу, в материале не будут образовываться поры.
Вернуться к оглавлению
Сварка покрытыми электродами
Схема сварочного полуавтомата.
Ручная дуговая сварка нержавеющей трубы или других деталей позволяет сделать надежное соединение в том случае, когда к нему нет особенных требований. При выборе электродов надо обращать внимание на то, что они должны обеспечить необходимые свойства шва, например его жаростойкость, коррозионную стойкость, определенные механические параметры.
Такие работы обычно выполняют постоянным током обратной полярности, переменным током практически не работают. Для того чтобы шов не очень нагревался, надо использовать электроды небольшого диаметра, аппарат выставляют на силу тока, что на 15-20% меньше, чем это необходимо для черного металла.
Будьте готовы к тому, что скорость плавления таких электродов значительно выше, чем обычных. Для охлаждения шва можно обдувать его воздухом или для этого применяют медные прокладки, а хромоникелевые стали можно охлаждать водой.
Вернуться к оглавлению
Сварка инвертором вольфрамовым электродом
Технология аргоновой сварки.
Аргонодуговая сварка вольфрамовым электродом используется при необходимости сваривания тонких деталей или когда качество шва должно быть очень высоким. Это надо при сваривании труб, по которым проходит жидкость или газ.
Это надо при сваривании труб, по которым проходит жидкость или газ.
Сварка нержавейки инвертором проводится в обратной полярности, для этого используется постоянный ток, а если необходима сварка алюминия, то переменный ток. Работа выполняется в среде аргона. Присадочную проволоку рекомендуется брать более легированную, чем свариваемые детали.
Чтобы не происходило нарушение защитного пространства, от чего шов начнет окислиться, во время работы нельзя делать колебательных движений. Чтобы защитить обратную сторону шва, выполняется поддув аргона.
Чтобы вольфрам не попадал в сварочную ванну, дугу лучше поджигать на графитовой пластине, после чего переносить на место работы или использовать бесконтактный поджог. После окончания работ надо еще 10-15 минут продолжать подавать защитный газ. Это позволяет значительно увеличить качество и срок службы шва.
Вернуться к оглавлению
Сварка полуавтоматом
Сварка полуавтоматом в среде аргона позволяет получать качественный шов, при этом производительность работ будет высокая.
Этот способ хорошо подходит для соединения деталей, имеющих большую толщину. Для защиты шва используют смесь, состоящую из аргона и углекислого газа. Работа может выполняться короткой дугой, путем струйного переноса или импульсно.
Для тонких деталей подходит сварка короткой дугой, более толстые детали сваривают при помощи струйного переноса.
Когда выполняется импульсная сварка, то проволока в сварочную ванну подается при помощи импульсов, при этом получается одна сварочная капля или точечная сварка. Таким образом снижается ток и меньше нагреваются детали. Данный способ исключает разбрызгивание металла, что снижает стоимость работ и повышает их производительность, надо меньше времени на зачистку полученного шва.
Вернуться к оглавлению
Особенности сварки нержавейки и черного металла
Часто возникает вопрос: можно ли выполнять сваривание нержавейки с черным металлом? Естественно, можно, но в данном случае есть свои особенности. Для этого необходимо использовать специальную переходную присадочную проволоку и электроды. Если выполняется сварка нержавейки и черного металла для неответственных конструкций, то можно это сделать аргонодуговой сваркой с использованием нержавеющей присадки.
Если выполняется сварка нержавейки и черного металла для неответственных конструкций, то можно это сделать аргонодуговой сваркой с использованием нержавеющей присадки.
Вернуться к оглавлению
Методы профилактики дефектов
Если не придерживаться технологии выполнения работ, то шов будет иметь дефекты. Действие высокой температуры приводит к тому, что шов получается хрупким. Чтобы этого не происходило, применяют присадочные материалы, в которых содержится не менее 2% феррита. Для этого также работу выполняют короткой дугой и не выводят кратеры за пределы основного металла.
Автоматическая сварка проводится на более высоких скоростях. При работе короткой дугой снижается риск появления деформаций. Если сварка проводится на высокой скорости, то стойкость данного материала к коррозии увеличивается.
Самым эффективным способом обработки шва является его травление. При его правильном выполнении устраняется область, в которой имеется низкое количество хрома и вредный оксидный слой. Данный процесс, в зависимости от размеров деталей, может проводиться путем покрытия пастой или опускания в кислоту.
Данный процесс, в зависимости от размеров деталей, может проводиться путем покрытия пастой или опускания в кислоту.
Для травления используют смесь азотной (8-20%) и фтористоводородной кислоты (0,5-5%), остальная часть – вода. Время выполнения указанной операции будет зависеть от сорта стали, толщины окалины и других параметров.
Сварка нержавейки: виды, ГОСТ, электроды
В нашем понимании закрепилась мысль, что сварка нержавеющей стали имеет определенные нюансы, однако этот процесс вполне выполним, даже в домашних условиях. Под нержавейкой понимают материал с антикоррозийными свойствами, которые проявляются, благодаря добавлению в состав хрома. В результате реакции хрома с кислородом образуется своеобразный оксидный барьер, защищающий сталь от окисления.
Зачастую вместе с хромом в составе нержавейки присутствуют такие элементы, как никель, молибден или титан. Эти элементы называются вспомогательными, от их наличия и количества зависят физико-химические свойства полученного сплава. Именно об этих свойствах должен знать сварщик, готовясь к проведению сварочных работ.
Именно об этих свойствах должен знать сварщик, готовясь к проведению сварочных работ.
Содержание
Виды
Сталь, традиционно именуемая нержавейкой, может иметь разные составы и, как следствие, по-разному реагировать на ведение сварки. Прежде всего, следует отметить, что материал можно разделить на несколько видов.
Аустенитная сталь характерна тем, что в своем составе имеет достаточно много хрома. В долевом соотношении его количество составляет 18%. Также в такой нержавейке содержится до 10% никеля. Примером может служить пищевая нержавейка, маркируемая по ГОСТ, как 08Х18Н10. В другой классификации она имеет название AISI 304. Применяется эта сталь, как при строительстве, так и в производстве посуды. К физическим свойствам можно отнести отсутствие магнитных свойств, пластичность, прочность и химическую стойкость.
Мартенситная нержавейка, благодаря своей специфической внутренней структуре, выделяется в особый класс. Она отличается низким содержанием углерода, который составляет всего 0,12% общего количества вещества. В составе мартенситной стали содержится 13% хрома. В отличие от предыдущего вида, данный материал прочен, но хрупок. Может использоваться в качестве сырья для производства режущих инструментов, а также крепежной фурнитуры при условии эксплуатации в неагрессивных средах. Подлежит дополнительной обработке. Так, при воздействии температуры нержавейка приобретает вязкость. Обозначается, как AISI 410 или 12х13, согласно ГОСТ.
В составе мартенситной стали содержится 13% хрома. В отличие от предыдущего вида, данный материал прочен, но хрупок. Может использоваться в качестве сырья для производства режущих инструментов, а также крепежной фурнитуры при условии эксплуатации в неагрессивных средах. Подлежит дополнительной обработке. Так, при воздействии температуры нержавейка приобретает вязкость. Обозначается, как AISI 410 или 12х13, согласно ГОСТ.
Среднее положение по содержанию хрома занимает ферритная сталь. После ее закалки наблюдается повышенная устойчивость к внешним факторам агрессивной среды. Считается, что этот сплав наиболее трудно поддается сварке. Обозначается подобная сталь по ГОСТ 12х17 или AISI 430. Число 12 указывает на процентное содержание хрома.
Проблемы
Основная сложность сварочных работ обусловлена тем, что нержавеющая сталь считается высоколегированной. Компоненты, входящие в его состав, оказывают непосредственное влияние на результат работы. Ведущая роль здесь отводится хрому. В некоторых материалах его процентное соотношение может достигать 30. Тем не менее, от хрома невозможно «отказаться», так как именно он, наряду с никелем, титаном, молибденом и марганцем, придает металлу антикоррозийные свойства. Приходится учитывать ряд особенностей сплава.
В некоторых материалах его процентное соотношение может достигать 30. Тем не менее, от хрома невозможно «отказаться», так как именно он, наряду с никелем, титаном, молибденом и марганцем, придает металлу антикоррозийные свойства. Приходится учитывать ряд особенностей сплава.
- Нержавеющая сталь обладает высоким коэффициентом температурного расширения. Если сварка ведется без выдержки нужного зазора, особенно при значительной толщине заготовок, могут наблюдаться трещины. Они возникают в процессе остывания, когда металл начинает «стягиваться».
- Низкая теплопроводность не позволяет быстро распределяться теплу, как в случае сварки низкоуглеродистых сталей. В результате этого наблюдаются локальные зоны высокой температуры, что приводит к проплавлению заготовок насквозь, особенно если их толщина невелика. Причем снижение силы тока никак не влияет на ситуацию.
- Наблюдается такое явление, как межкристаллическая коррозия. Она вызвана появлением в структуре металла прослоек, содержащих железо и карбид хрома. Прогрессировать коррозия начинает после нагрева детали до 500°C градусов. Чтобы этого избежать, приходится с большой степенью точности настраивать параметры сварки, а сформированный шов необходимо сразу охлаждать. Самый простой способ – охлаждение в воде, однако он приемлем только для аустенитной нержавейки.
 Прогрессировать коррозия начинает после нагрева детали до 500°C градусов. Чтобы этого избежать, приходится с большой степенью точности настраивать параметры сварки, а сформированный шов необходимо сразу охлаждать. Самый простой способ – охлаждение в воде, однако он приемлем только для аустенитной нержавейки.
Прогрессировать коррозия начинает после нагрева детали до 500°C градусов. Чтобы этого избежать, приходится с большой степенью точности настраивать параметры сварки, а сформированный шов необходимо сразу охлаждать. Самый простой способ – охлаждение в воде, однако он приемлем только для аустенитной нержавейки.Не стоит забывать про еще один фактор, значительно усложняющий сварочный процесс. Высокое электрическое сопротивление и низкая теплопроводность материала приводит к тому, что при использовании хромоникелевых электродов наблюдается сильное нагревание последних. Выходом из данной ситуации является подбор электродов не только по диаметру, но и по длине.
Подготовительные работы
Сваривать детали из нержавеющей стали можно как обычным инвертором, так и с помощью аргонно-дугового сварочного аппарата. Какой бы способ сварки ни выбрал мастер, в любом случае необходимо провести подготовительные работы.
- Первым делом заготовки следует очистить от пыли и грязи. Посторонние частицы на поверхности металла становятся причиной некачественного и неровного шва.
- Если работа ведется с заготовками, имеющими относительно небольшую толщину (до 1,5 мм), то кромки прижимаются друг к другу вплотную. Для этого рекомендуется воспользоваться струбцинами.
- При толщине металла более 4 мм приходится разделывать кромки. Обычно их обтачивают напильником или шлифовальной машиной под углом 45° градусов. Такая своеобразная канавка позволяет добиться проваривания по всей толщине. Чем больше толщина заготовки, тем больший угол следует создать на кромках.
- Если тонкие листы нержавейки скрепляются плотно, то массивные заготовки требуют зазора между кромками. Имеющимися приспособлениями выставляется зазор в 2 мм. Он должен оставаться постоянным в течение всего процесса.
- Когда толщина металла превышает 7 мм, требуется его предварительный прогрев.
 Посторонние частицы на поверхности металла становятся причиной некачественного и неровного шва.
Посторонние частицы на поверхности металла становятся причиной некачественного и неровного шва.Способы
Различают несколько технологий, по которым ведется сварка нержавейки. Они зависят от имеющегося в наличии сварочного аппарата. Аргонодуговая сварка (сварка в режиме TIG) осуществляется инверторами, предназначенными для работы в среде аргона. Сварка ведется неплавящимся вольфрамовым электродом. В зону контакта электрода подается аргон через специальную горелку.
Они зависят от имеющегося в наличии сварочного аппарата. Аргонодуговая сварка (сварка в режиме TIG) осуществляется инверторами, предназначенными для работы в среде аргона. Сварка ведется неплавящимся вольфрамовым электродом. В зону контакта электрода подается аргон через специальную горелку.
Классический режим сварки подразумевает применение плавящихся покрытых электродов. Сварочные инверторы, работающие в режиме MMA, считаются самыми доступными и недорогими. Ручная дуговая сварка применима для нержавейки только с условием использования специальных электродов.
Сварка в полуавтоматическом режиме (MIG/MAG) требует наличие проволоки из нержавеющей стали. Инверторный полуавтомат оснащен механизмом подачи проволоки, а также горелкой, через которую поступает защитный газ в зону формирования шва.
Холодная сварка принципиально отличается от представленных выше способов. Материал не нужно нагревать и плавить. Соединение деталей осуществляется под воздействием высокого давления.
Можно говорить лишь о статистике, которая показывает, что некоторые способы нашли свое применение в промышленности и в домашних условиях, а другие, наоборот, в силу технологичности не стали массовыми. Однако выбор зависит не от популярности, а от конкретных условий сварки и требований к полученному результату.
Сварка аргоном
Чтобы вести данный вид работ, необходимо иметь в наличии инвертор AC/DC TIG, предназначенный для ведения аргонодуговой сварки постоянным и переменным током. Сварка производится в ручном режиме с помощью неплавящихся вольфрамовых электродов. Так как подобные инверторы можно встретить у любого начинающего мастера, то данный вид сварки нержавейки доступен в домашних условиях. При этом результат получается достаточно качественным. Обычно к подобному способу прибегают при сваривании нержавеющих труб при монтаже магистралей для жидкостей или газов.
Можно выделить основные нюансы аргоновой сварки.
- Дугу необходимо поджигать бесконтактным способом, во избежание попадания вольфрама с электрода в зону расплавленного металла. Часто мастера зажигают дугу на стороне, а впоследствии ее постепенно перемещают в зону формирования будущего шва.
- Как было указано выше, допустима сварка постоянным и переменным током.
- В зависимости от толщины детали выбирается режим сварки. Под ним подразумеваются такие параметры, как диаметр вольфрамового электрода, присадка, показатели сварного тока, скорость подачи аргона и скорость формирования шва.
- В качестве присадки используется проволока из легированной стали. Степень ее легирования должна быть выше, нежели у самого материала.
- Не допускается ведение колебательных движений электродом, это может привести к нарушению зоны сварки и окислению металла.
 Часто мастера зажигают дугу на стороне, а впоследствии ее постепенно перемещают в зону формирования будущего шва.
Часто мастера зажигают дугу на стороне, а впоследствии ее постепенно перемещают в зону формирования будущего шва.Важным моментом является окончание сварки, так как на данном этапе можно существенно сэкономить вольфрамовый электрод. После наложения шва необходимо в течение некоторого времени продолжить подачу аргона. В результате того, что раскаленный электрод защищен газом, он не окисляется. Если обеспечить подачу присадки, то скорость сварки существенно увеличится, к тому же автоматизация повышает точность и эстетичность шва.
Если обеспечить подачу присадки, то скорость сварки существенно увеличится, к тому же автоматизация повышает точность и эстетичность шва.
Ручная дуговая
В силу распространенности инверторов MMA такой режим работы считается традиционным. Если сварщик обладает достаточным опытом ведения работ покрытыми электродами, то технология сварки нержавейки ничем не будет отличаться от работ с черными металлами. Отметим, что при этом качество шва оставляет желать лучшего. При выборе электродов необходимо основываться на том, что все расходные материалы для нержавеющей стали делятся на два вида.
- Электроды с рутиловым покрытием предназначены для выполнения работ постоянным током с обратной полярностью. Имеет место разбрызгивание металлов, что является одним из недостатков сварки в режиме MMA.
- Электроды с покрытием из карбоната магния и кальция выбираются только для определенных сплавов.
Более подробное описание по подбору расходных материалов для каждого типа нержавейки прописаны в ГОСТ 10052-75.
Полуавтоматическая
Если использовать полуавтомат, работающий в режиме MIG/MAG, то в этом случае также можно сваривать нержавейку. По качеству и эстетике результата данный режим считается приоритетным, независимо от толщины заготовок. Источником тока служит инверторный полуавтомат, но подойдет и любой альтернативный выпрямитель тока.
Масса подается на одну из привариваемых деталей, а плюсовым электродом служит специальная горелка. Эта горелка выполняет одновременно две функции: обеспечивает подачу защитного газа и представляет собой электрод. Присадочная проволока подается встроенным устройством. Современные инверторные полуавтоматы снабжены удобным механизмом, позволяющим загружать проволоку в готовых бобинах.
Проволока для полуавтоматической сварки нержавейки также состоит из нержавеющей стали. Ее диаметр, как и прочие параметры, определяются толщиной заготовок.
Например, при толщине листа металла в 1,5 мм рекомендуется использовать проволоку диаметром 1 мм при силе тока в 80 – 100 А.
 Скорость подачи проволоки составляет 160 м/час. Если же толщина металла достигает 5 мм, то диаметра проволоки увеличивается до 1,6 мм, а сила тока – до 300 А.
Скорость подачи проволоки составляет 160 м/час. Если же толщина металла достигает 5 мм, то диаметра проволоки увеличивается до 1,6 мм, а сила тока – до 300 А.В промышленности зачастую требования к сварному шву повышены, так как он должен противостоять агрессивному воздействию среды, поэтому применяют порошковую проволоку. Она представляет собой трубку, внутри которой размещен флюс. Это дает дополнительную защиту в зоне сварки. По себестоимости работы с полуавтоматической сваркой несколько выше, чем работы в режиме ММА, причем описанный метод требует от сварщика определенного навыка.
Холодная
Данный метод характерен тем, что не требует нагрева деталей и применения специального оборудования. В качестве скрепляющего материала используется двухкомпонентный клей. Состав сохраняет прочность и целостность после застывания. Место сварки не боится влаги, поэтому технология применяется при заделывании течи в емкостях.
Алгоритм работ достаточно прост. Необходимо зачистить и обезжирить поверхности, а затем нанести царапины. Клей отрезается в необходимом количестве. Состав следует размять в руке, слегка разогрев его и перемешав компоненты. После застывания шов можно обрабатывать.
Клей отрезается в необходимом количестве. Состав следует размять в руке, слегка разогрев его и перемешав компоненты. После застывания шов можно обрабатывать.
Важная особенность такого способа заключается в том, что клеем можно заделывать отверстия, однако шов не способен выдерживать сильные нагрузки. Не рекомендуется использовать холодную сварку, как способ соединения деталей. Популярность таких работ обусловлена малыми затратами и относительной простотой их проведения.
Китайский производитель сварочных аппаратов, сварочный аппарат, поставщик инверторных сварочных аппаратов
Аппарат дуговой сварки
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Сварочный аппарат Mig
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Сварочный аппарат TIG
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Плазменный резак
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/завод, Торговая компания | |
| Основные продукты: | Сварочный аппарат
,
Сварщик
,
инвертор сварщик
,
инверторный сварочный аппарат
,
Силовой трансформатор
,
Арка . .. .. | |
| Зарегистрированный капитал: | 80000000 юаней | |
| Площадь завода: | >2000 квадратных метров | |
| Сертификация системы менеджмента: | ИСО 9001, ИСО 9000, ИСО 14001, ИСО 14000 | |
| Среднее время выполнения: | Время выполнения в пиковый сезон: один месяц Время выполнения в межсезонье: один месяц |
Chengdu KEYGREE Technology Co. , Ltd. Является предприятием с иностранным финансированием, которое британская компания KEYGREE инвестировала в Китае в 2009 году..
, Ltd. Является предприятием с иностранным финансированием, которое британская компания KEYGREE инвестировала в Китае в 2009 году..
Компания специализируется на разработке и производстве цифрового оборудования для сварки и резки. В настоящее время на заводе Chengdu keygree работает более 1000 сотрудников, более 50 000 квадратных метров.
Наша компания находится в европейском промышленном городе Чэнду. Который находится рядом с китайско-европейским вокзалом экспресса, всего в 15 днях от Чэнду через Восточную Европу, Центральную Европу и …
Посмотреть все
Показать на заводе
16 Предметовзавод
товар
товар
завод
продукт
завод
завод
завод
заводская выставка
Заводская выставка
Ярмарка
Заводская выставка
Заводская выставка
Заводская выставка
Заводская выставка
Ярмарка
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
миссис Джилл
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
VEVOR VEVOR 160Amp TIG/ARC 2-в-1 инверторный сварочный аппарат инвертор постоянного тока из нержавеющей стали стержень 3,2 мм эффективный стальной инвертор постоянного тока портативный стабильный из нержавеющей стали HF ARC Start
2 в 1 сварочный аппарат TIG ARC
два режима и IP21 и легко Используйте
Многофункциональный профессиональный комбинированный сварочный аппарат TIG/ARC 2-в-1, предназначенный для сварки низкоуглеродистой и нержавеющей стали. Выдерживают интенсивное использование в суровых промышленных и строительных условиях. Он также идеально подходит для любого домашнего проекта. Возьмите свои сварочные проекты с собой куда угодно благодаря нашему легкому сварочному аппарату. Начните сварку сегодня.
2 In 1 Function
Suitable Welding Thickness
Distinct Panel
Safety & Overheat Protection
Compact and Portable
Tough Equipment & Tools, Pay Less
VEVOR является ведущим брендом, который специализируется на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество Tough
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Tough, специализирующееся на оборудовании и инструментах VOR5 902, Pay Less в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю управление, небольшой всплеск, защита от помех, устойчивая тяга и стабильная работа. Два режима легко переключаются: TIG и ARC. Он прост и удобен в эксплуатации, что делает его отличным выбором для начинающих и профессионалов.
Максимальная толщина сварного шва
Это идеальный выбор для улучшения эффекта сварки за счет использования нашего сварочного аппарата с технологией дуговой сварки, при этом работа может быть выполнена легко и быстро. Максимальная толщина сварного шва составляет 0,08 дюйма/2 мм для режима TIG и 0,16 дюйма/4 мм для режима ARC.
Простая панель управления
Панель сварочного аппарата проста и удобна в эксплуатации. Сварочный ток регулируется. Вы можете отрегулировать в соответствии с вашим приложением и материалами различной толщины.
Встроенная функция защиты
Сварочный аппарат имеет функцию безопасности. Сварочный аппарат автоматически выключается, когда температура становится слишком высокой или когда напряжение и ток превышают диапазон. Встроенная система охлаждения вентилятором обеспечивает долговременную стабильную сварку.
Легкий вес и удобство переноски
Легкий и компактный дизайн с удобной ручкой позволяет без усилий переносить его на большие расстояния, не вспотев. Весит всего 15 фунтов, это очень удобно для использования в любое время и в любом месте.
Универсальное применение
Этот сварочный аппарат для сварки TIG идеально подходит для дома, работы и домашнего использования. Это незаменимый помощник в работе и жизни. Также отличный подарок для вашей семьи и друзей. Используется для сварки обычной тонкой стали и железа, лестниц, металлических каркасов, квадратных труб, листового металла и т. д. выходной диапазон: 20-160А
ДЛЯ ДЕРНЫХ ДЕЙСТВИТЕЛЬНОСТИ: 20-140A
Duty Circle: 60% @ 160a
Эффективность: 85%
Мощный коэффициент: 93%
 Два режима легко переключаются: TIG и ARC. Он прост и удобен в эксплуатации, что делает его отличным выбором для начинающих и профессионалов.
Два режима легко переключаются: TIG и ARC. Он прост и удобен в эксплуатации, что делает его отличным выбором для начинающих и профессионалов.
Содержание
. Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество Tough
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Tough, специализирующееся на оборудовании и инструментах VOR5 902, Pay Less в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Incredibly Low Prices
- Fast & Secure Delivery
- 30-Day Free Returns
- 24/7 Attentive Service
2 IN 1 TIG ARC Welder Machine
Two Modes & IP21 & Effortless to Используйте
- Многофункциональный профессиональный комбинированный сварочный аппарат TIG/ARC 2-в-1, предназначенный для сварки низкоуглеродистой и нержавеющей стали. Выдерживают интенсивное использование в суровых промышленных и строительных условиях. Он также идеально подходит для любого домашнего проекта. Возьмите свои сварочные проекты с собой куда угодно благодаря нашему легкому сварочному аппарату. Начните сварку сегодня.
- Функция 2 в 1
- Подходящая толщина свариваемого материала
- Отдельные панели
- Безопасность и защита от перегрева
- Компактный и портативный
 Выдерживают интенсивное использование в суровых промышленных и строительных условиях. Он также идеально подходит для любого домашнего проекта. Возьмите свои сварочные проекты с собой куда угодно благодаря нашему легкому сварочному аппарату. Начните сварку сегодня.
Выдерживают интенсивное использование в суровых промышленных и строительных условиях. Он также идеально подходит для любого домашнего проекта. Возьмите свои сварочные проекты с собой куда угодно благодаря нашему легкому сварочному аппарату. Начните сварку сегодня.Сварочный аппарат 2 в 1
защита от помех, устойчивая тяга и стабильная работа. Два режима легко переключаются: TIG и ARC. Он прост и удобен в эксплуатации, что делает его отличным выбором для начинающих и профессионалов.Максимальная толщина сварного шва
Это идеальный выбор для улучшения сварочного эффекта за счет использования нашего сварочного аппарата с технологией дуговой сварки, при этом работа может быть выполнена легко и быстро. Максимальная толщина сварного шва составляет 0,08 дюйма/2 мм для режима TIG и 0,16 дюйма/4 мм для режима ARC.
Простая панель управления
Панель сварочного аппарата проста и удобна в эксплуатации. Сварочный ток регулируется. Вы можете отрегулировать в соответствии с вашим приложением и материалами различной толщины.
Встроенная функция защиты
Сварочный аппарат имеет функцию безопасности. Сварочный аппарат автоматически выключается, когда температура становится слишком высокой или когда напряжение и ток превышают диапазон. Встроенная система охлаждения вентилятором обеспечивает долговременную стабильную сварку.
Легкий вес и удобство переноски
Легкий и компактный дизайн с удобной ручкой позволяет без усилий переносить его на большие расстояния, не вспотев. Весит всего 15 фунтов, это очень удобно для использования в любое время и в любом месте.
Универсальное применение
Этот сварочный аппарат для сварки TIG идеально подходит для дома, работы и домашнего использования. Это незаменимый помощник в работе и жизни. Также отличный подарок для вашей семьи и друзей. Используется для сварки обычной тонкой стали и железа, лестниц, металлических каркасов, квадратных труб, листового металла и т. д. Держатель электрода
Используется для сварки обычной тонкой стали и железа, лестниц, металлических каркасов, квадратных труб, листового металла и т. д. Держатель электрода
Спецификации
- Тип сварщика: TIG/ARC
- . 20-160A
- Выходной диапазон ARC: 20-140A
- Рабочий диапазон: 60% @ 160A
- КПД: 85%
- Коэффициент мощности: 93%
4000W2 Нержавеющая сталь инвертор для начинающих AC0 сварочный аппарат2 Распродажа стальных сварочных инструментов
- Мощность: ≥ 1500 Вт
Точные детали>>
Основные характеристики:
● Использование уникального метода управления, легкий запуск дуги, стабильная сварка, подходит для домашних работ и общего обслуживания.● Встроенные параметры, соответствующий ток можно регулировать в соответствии с моделью электрода, что делает сварку более стабильной.
● Цифровой дисплей может точно отображать текущие данные во время работы и обеспечивать надежную поддержку сварочных операций.
● Этот сварочный аппарат отличается удобной ручкой для переноски, компактной конструкцией, удобством переноски и хранения. Очень удобно, можно использовать где угодно.
● Подходит для сварки железа, нержавеющей стали, легированной стали, углеродистой стали и других металлов даже для новичков.
Спецификация
Название продукта: Электросварочный аппарат Набор машин (разъем AU)Материал: Металл
Цвет: Orange
Входная мощность: 4000W
Входное напряжение: AC220V
Частота: 50 /60 Гц
ПЛАВКИ: Прогвоздка AU / EU
Длительность нагрузки: 60%
Глобовидность: толщина шва.
2-5 ммДиапазон выходного тока: 20A-250A
Диаметр электрода: 2,5 длинная сварка / 3,2 короткая сварка
Размер: 20*13,5*9,4 см / 7,9×5,3×3,8in
3
3
3
Содержимое упаковки
Тип A Electric Welving Machine (EU Plug)
1 X Сварка (с помощью EU Plug)
1 x Quick Plug
1 x Allen Harench
1 x Руководство пользователя
Электросварочный аппарат типа B (разъем AU)
1 x Сварочный аппарат (с разъемом AU)
1 x Quick Plug
1 x Шестигранный ключ
1 x Руководство пользователя Набор машин (разъем AU)
1 x Сварочная машина (с заглушкой Au)
1 x Quick Plug
1 x Allen Harench
1 x Руководство пользователя
1 x Земля зажима
1 X Сварная Тонг
1 x Парня
Примечания:
— Не используйте сварочный аппарат для других работ, кроме сварки.
— Не прикасайтесь к токоведущей части.
— Не припаивайте в местах, где требуется обезжиривание, очистка и распыление.
— При использовании возьмите с собой защитный чехол или одежду.
— После периода непрерывного использования, умноженного на период охлаждения.Способы доставки
Общее расчетное время, необходимое для получения вашего заказа, показано ниже:
Общее время доставки рассчитывается с момента размещения вашего заказа до момента его доставки вам. Общее время доставки делится на время обработки и время доставки.
Время обработки: Время, необходимое для подготовки ваших товаров к отправке с нашего склада. Это включает в себя подготовку ваших товаров, проверку качества и упаковку для отправки.
Время доставки: Время, необходимое для доставки вашего товара с нашего склада до места назначения.
Ниже приведены рекомендуемые способы доставки для вашей страны/региона:
Адрес доставки: Доставка из
Этот склад не может доставлять товары в ваш регион.
Способ(ы) доставки Время доставки Информация об отслеживании Примечание:
(1) Время доставки, указанное выше, относится к расчетному времени в рабочих днях, которое займет доставка после отправки заказа.
(2) Рабочие дни не включают субботу/воскресенье и праздничные дни.
(3) Эти оценки основаны на обычных обстоятельствах и не являются гарантией сроков доставки.
(4) Мы не несем ответственности за сбои или задержки в доставке в результате форс-мажорных обстоятельств, таких как стихийное бедствие, плохая погода, война, таможенные проблемы и любые другие события, находящиеся вне нашего непосредственного контроля.
(5) Ускоренная доставка не может быть использована для абонентских ящиков.
* В настоящее время мы предлагаем оплату наложенным платежом для Саудовской Аравии, Объединенных Арабских Эмиратов, Кувейта, Омана, Бахрейна, Катара, Таиланда, Сингапура, Малайзии, Филиппин, Индонезии, Вьетнама, Индии. Мы отправим код подтверждения на ваш мобильный телефон, чтобы убедиться, что ваши контактные данные верны. Пожалуйста, убедитесь, что вы следуете всем инструкциям, содержащимся в сообщении.
* Оплата в рассрочку (кредитной картой) или Boleto Bancário доступна только для заказов с адресом доставки в Бразилии.
Ручная сварка нержавеющей стали | Блог jtbmetaldesigns
by jtbmetaldesigns
Сварка стержнем, представляющая собой упрощенную форму электродуговой сварки. Чаще всего соединяемый металл — это мягкая сталь, но можно приклеивать нержавеющую сталь.
Электроды помещаются в держатель, и этот держатель подключается к источнику питания низкого напряжения с большой силой тока. Заземляющий зажим подключается к заготовке, и электрическая цепь замыкается, когда стержневой электрод приближается к заготовке и зажигает дугу. Дуга расплавляет конец стержня, мгновенно втекая в свариваемое соединение. Сварка стержнем предназначена для сварки металла толщиной 1/8 дюйма и более.Что необходимо
Помимо очевидного сварочного источника питания, вам понадобится несколько предметов для сварки нержавеющей стали. Вам понадобится сварочный помощник с затемнением 10 или более темным сварочным стеклом, кожаные сварочные перчатки, немного нержавеющей стали, угловая шлифовальная машина или другой электрический режущий инструмент для резки металла, а также несколько электродов из нержавеющей стали. Сплав нержавеющей стали, который я здесь свариваю, это 304, и я использую 308L, что означает, что это низкоуглеродистый сплав.
Стержень 308 является наиболее распространенным для сварки нержавеющей стали с нержавеющей сталью.Источник питания, который я использую
Источником питания, который я выбрал для сварки нержавеющей стали, был сварочный аппарат Longevity Stickweld на 140 ампер. Он питается от новейшей инверторной технологии, что делает его мощным сварочным аппаратом с малым весом. На выходе только постоянный ток, но это идеально подходит для сварки нержавеющей стали. Чтобы добавить универсальности, сварочный аппарат может питаться либо от стандартного домашнего тока 120 вольт, либо от сети 220 вольт. Имейте в виду, что если вы решите использовать входное напряжение 120 вольт, вы сможете потреблять не более 100 ампер.
Подготовка к сварке
Как видите, у меня есть 4 детали, которые я буду сваривать в квадратную раму, и я установил тяжелый стальной стержень, чтобы удерживать их на месте, пока я не сварю их прихваточным швом.
Зажим был бы лучше, я просто схватил что-то рядом.Наложение валика
Итак, после того, как я выполнил все подключения к источникам сварочного тока и закрепил сварку, пришло время зажечь дугу и наложить валик. Поскольку моя нержавеющая сталь была толщиной всего 1/8 дюйма, а я использовал сварочные электроды диаметром 3/32 дюйма, я начал со скромного постоянного тока 75 ампер. Положительный электрод. Я должен сказать, что стержень из нержавеющей стали был тихим и имел очень мало брызг. Возможно, самым удивительным аспектом всего опыта был поток. Некоторая часть флюса буквально СКРЫЛАСЬ со сварного шва, когда он остыл! Действительно, должна быть большая разница в коэффициенте расширения между сварочным сплавом и флюсовым покрытием. Остальное снялось с большой легкостью. Эти удилища имеют великолепный дизайн.
Сварка нержавеющей стали с другими стальными сплавами
Я создавал искусство из оставшегося квадратного стержня из нержавеющей стали 304 размером 1/4″.
Сначала я не знал, что делать, потом пришло видение, когда я вспомнил то, что видел год назад. Я видел граффити с рисованием глаза. Надпись обычно гласит «глаз истины». Я размышлял как о новом простом рисунке, так и о мощном послании. Как только я согнул нержавеющий стержень вручную, я решил сделать свою собственную версию глаза правды.Сварочные стержни, представленные здесь, изготовлены из нержавеющей стали. Все стальные стержни производства Forney. Это 1/8-дюймовые стержни, рассчитанные на силу тока 60-110 ампер и пригодные для сварки как на переменном, так и на постоянном токе. Они отлично подходят для соединения нержавеющей стали с мягкой сталью. Это будет особенно удобно при приварке крепежных деталей к настенным панелям из нержавеющей стали.
Результаты специальных стержней из нержавеющей стали
Я сварил квадратные стержни из нержавеющей стали 304 с постоянным током 75 ампер, и этого было достаточно для стержней 308L.
Когда я перешел на стержни 312, этого не произошло. Я перешел на 85 ампер, и стержни работали немного лучше, но все еще застревали. В итоге перешел на 9.5 ампер и повезло немного больше. Не совсем легко зажечь дугу. По сути, они чем-то напоминают использование стальных стержней 7018. Тем не менее, я получил сварные швы, показанные на картинке здесь. Неплохо для второй попытки. Я подозреваю, что это сплав с высоким содержанием никеля, так как он получился блестящим. Еще более неустойчивым поток был при охлаждении. Второй шов снизу, когда немного остыл, флюс соскочил и попал мне между глаз. Я не получил травм, но был немного напуган. Я счастлив, что у меня есть способ соединить нержавеющую сталь с другими стальными сплавами.Завершенный проект
«Проушина» из мягкой стали установлена и приварена к раме из нержавеющей стали 304. Это, в свою очередь, установлено на предварительно просверленной доске из тополя, окрашенной глубокой и пышной искусственной потертой позолотой.
- Сварочный цех в домашней мастерской (3dtechprep.wordpress.com)
- Дисконт Hobart 500421 Stickmate LX 235 AC Stick (SMAW) Источник питания для дуговой сварки (exhaustorc34.wordpress.com)
- Сварочная горелка ручной работы для сварочного стола (jtbmetaldesigns.wordpress.com)
Нравится:
Нравится Загрузка…
Эта запись была размещена в Без рубрики с метками Постоянный ток, Электрод, Металлы, Дуговая сварка защищенным металлом, Нержавеющая сталь, Сталь, сварная стальная скульптура, Сварка.
Добавьте постоянную ссылку в закладки.
4 КомментарииЭлектросварочный аппарат AC220V ARC Сварочный инвертор для дома Новичок Утюг Сварочные инструменты из нержавеющей стали
Описание продукта
Характеристики:
Имя
Аппарат дуговой сварки
Цвет
Оранжевый
Материал
Металл + АБС-пластик
Текущий
DC
Номинальная входная мощность
25кВА
Номинальная частота
50/60 Гц
Эффективность
92%
Коэффициент мощности
0,9
Класс защиты
ИП21
Диаметр сварочного стержня
1,6-2,5 мм
Подходящий материал
Нержавеющая сталь / Углеродистая сталь / Низколегированная сталь Лучшая сварочная плита
Толщина
2-6мм
Обратите внимание
Этот продукт только 220 В, не 110 В
Вес
2,3 кг
Особенности:
▲Цифровой дисплей.
Цифровой дисплей может вовремя регулировать ток и знать состояние оператора.▲Усовершенствованная технология IGBT обеспечивает стабильную сварку большой мощности. Объем и вес сварочного аппарата значительно уменьшены.
▲Высокочастотный инвертор с быстрым дуговым разрядом и меньшим разбрызгиванием при сварке. Усовершенствованный интеллектуальный цифровой дисплей повышает производительность сварочного аппарата, а продукт обладает характеристиками небольшого разбрызгивания, стабильного тока и хорошей деформации.
▲Инверторный энергосберегающий, первоклассный энергосберегающий.
▲Кроме того, снижается уровень шума, повышается общая эффективность сварочного аппарата, а эффект энергосбережения становится более заметным.
В пакет включено:
1x аппарат для дуговой сварки
2 быстроразъемных разъема
1x ключ
1x Руководство пользователя
Уведомление:
— Все изображения были профессионально откалиброваны, но из-за окружающего освещения и различных настроек устройства отображения изображения и элементы, которые вы видите, могут иметь некоторые отклонения, пожалуйста, простите меня.
— Данные измеряются вручную, возможны некоторые отклонения, но на использование не влияет.
Более подробные фотографии:
. Эл. адрес. Как только ваш заказ будет отправлен, вам будет отправлена электронная почта с информацией об отслеживании доставки вашего заказа. Вы можете выбрать предпочтительный способ доставки на странице информации о заказе в процессе оформления заказа. Alexnld.com предлагает 3 различных способа международной доставки: Авиапочта, Заказная Авиапочта и Служба ускоренной доставки. Ниже приведены сроки доставки:
Авиапочта и зарегистрированная авиапочта Район Время США, Канада 10-25 рабочих дней Австралия, Новая Зеландия, Сингапур, Объединенные Арабские Эмираты 10-25 рабочих дней Великобритания, Франция, Испания, Германия, Нидерланды, Япония, Бельгия, Дания, Финляндия, Ирландия, Норвегия, Португалия, Швеция, Швейцария 10-25 рабочих дней Италия, Бразилия, Россия 10-45 рабочих дней Другие страны 10-35 рабочих дней Ускоренная доставка 7-15 рабочих дней по всему миру Мы принимаем оплату через PayPal,и с помощью кредитной карты.
Оплата с помощью PayPal / кредитной карты —
ПРИМЕЧАНИЕ: Ваш заказ будет отправлен на ваш адрес PayPal. Убедитесь, что вы выбрали или ввели правильный адрес доставки.
1) Войдите в свою учетную запись или используйте кредитную карту Express.
2) Введите данные своей карты, заказ будет отправлен на ваш адрес PayPal. и нажмите Отправить.
3) Ваш платеж будет обработан, и квитанция будет отправлена на ваш почтовый ящик.
Возврат
Вы можете вернуть этот товар в течение 15 дней с момента доставки для полного возврата средств. Мы также оплатим стоимость обратной доставки, если возврат является результатом нашей ошибки (вы получили неправильный или дефектный товар и т. д.).
Если вам нужно вернуть товар, свяжитесь с нами, указав номер вашего заказа и сведения о продукте, который вы хотите вернуть. Мы быстро ответим и предоставим инструкции о том, как вернуть товары из вашего заказа.
Продукт не работает должным образом?
Наша служба поддержки клиентов может решить большинство проблем, связанных с продуктом, быстро и эффективно.
Чтобы получить поддержку, свяжитесь с нашей командой, заполнив форму отправки на странице Контакты.Право на возврат
Чтобы возврат имел право на возмещение, убедитесь, что вы вернули в течение 15 дней с даты доставки вашего товара.
Убедительно просим вас вернуть нам ваш товар в новом или слегка использованном состоянии без признаков износа. Если товар находится в использованном состоянии, пожалуйста, отправьте нам фотографию, чтобы подтвердить его состояние, прежде чем вернуть его. Мы оставляем за собой право отказать в возврате, если есть какие-либо признаки износа или отсутствия деталей.
Имейте в виду, что мы покрываем расходы на возврат только в том случае, если возврат является результатом нашей ошибки (вы получили неправильный или дефектный товар и т. д.).
Все клиенты должны связаться с нами, прежде чем отправлять нам что-либо. Мы не несем ответственности за возвращенные товары без предварительного уведомления.
Возврат
После успешной проверки вашего возврата мы осуществим полный возврат средств на кредитную/дебетовую карту или счет PayPal, который использовался для размещения первоначального заказа.
Вы должны рассчитывать на возмещение в течение четырех недель после возврата посылки, однако во многих случаях вы получите возмещение быстрее. Этот период времени включает время в пути до получения вашего возврата от грузоотправителя (от 5 до 20 рабочих дней), время, необходимое нам для обработки вашего возврата после его получения (от 3 до 5 рабочих дней), и время, которое требуется вашего банка для обработки нашего запроса на возврат средств (от 3 до 5 рабочих дней).
Отказ от ответственности: это отзывы пользователей. Результаты могут варьироваться от человека к человеку.
Запрос продукта
Имя
Адрес электронной почты
Расследование
Tigting Stainless с инверторной машиной
- Форум
- Сварочные веб-дисциплины
- Сварка MIG, TIG, электродуговая и кислородно-топливная сварка
- Тиггинг из нержавеющей стали с инверторной машиной
06-02-2010 #1
Tigging Stainless с инверторной машиной
Хорошо, ребята, еще один вопрос к вам.
Я знаю, что идеальный сварочный аппарат TIG был бы идеальным, но насколько хорошо инверторный аппарат, такой как maxtron 450 или xmt 304, справится с сваркой труб из нержавеющей стали толщиной 0,120 или около того?Ответить с цитатой
06-02-2010 #2
Re: Тиггинг из нержавеющей стали на инверторной машине
Я использую нержавеющую сталь с xmt 350.
Никаких проблем.
УдачиUA Местный 598
Ответить с цитатой
06-02-2010 #3
Re: Тиггинг из нержавеющей стали на инверторной машине
XMT 304 — превосходный аппарат для сварки вольфрамовым электродом в среде постоянного тока для сварки нержавеющей стали.
Я сварил немало труб из нержавеющей стали с помощью XMT 304.Джейсон
Lincoln Idealarc 250 палка/тиг
Термальная динамика Cutmaster 52
Миллер Бобкэт 250
Стол с ЧПУ Torchmate
Тепловая дуга Hefty 2
Металлурги Местный 720Ответить с цитатой
06-02-2010 #4
Re: Тиггинг из нержавеющей стали на инверторной машине
спасибо, ребята, это то, что я надеялся услышать
Ответить с цитатой
06-02-2010 #5
Re: Тиггинг из нержавеющей стали на инверторной машине
XMT — прекрасная машина для того, что вы делаете.
Нет высокочастотного старта, но подъемный старт хороший.Эсаб Мигмастер 250
Линкольн СА 200
Линкольн Рейнджер 8
Установка Smith Oxy Fuel
Everlast PowerPlasma 80
Everlast Power iMIG 160
Everlast Power iMIG 205
Everlast Power iMIG 140E
Эверласт PowerARC 300
Everlast PowerARC 140ST
Everlast PowerTIG 255EXTОтветить с цитатой
06-02-2010 #6
Re: Тиггинг из нержавеющей стали на инверторной машине
как насчет XMT 300 для всех (в основном МиГ), но скоро будет Тиг
Ответить с цитатой
06-02-2010 #7
Re: Тиггинг из нержавеющей стали на инверторной машине
Первоначально Послано rbmedic75
Хорошо, ребята, еще один вопрос для вас.

 2-5 мм
2-5 мм