Механизм подачи проволоки в Украине. Цены на механизм подачи проволоки на Prom.ua
Механизм подачи сварочной проволоки для полуавтомата 12 вольт
На складе
Доставка по Украине
775 грн
Купить
TRENDMARK
Механизм подачи сварочной проволоки для полуавтомата 24 вольт
На складе в г. Харьков
Доставка по Украине
785 грн
Купить
TRENDMARK
Механизм подачи проволоки Wecut SSJ 15
На складе
Доставка по Украине
3 600 грн
Купить
Welding Dragon
Механизм подачи проволоки Wecut SSJ 11
На складе
Доставка по Украине
5 430 грн
Купить
Welding Dragon
Механизм подачи проволоки Wecut SSJ 4C
На складе
Доставка по Украине
1 830 грн
Купить
Welding Dragon
Механизм подачи проволоки Wecut SSJ 18
На складе
Доставка по Украине
2 670 грн
Купить
Welding Dragon
Площадка механизма подачи проволоки Wecut SSJ 4C
На складе
Доставка по Украине
1 170 грн
Купить
Welding Dragon
Механизм подачи сварочной проволоки СПМ-410
Доставка по Украине
14 000 грн
Купить
СВАРМАСТЕР
Механизм подачи проволоки 24B, 2-роликовый SSJ-4L(100W, 5А)
Доставка по Украине
2 759 — 3 215 грн
от 2 продавцов
2 759 грн
Купить
PROFSVARKA
Механизм подачи сварочной проволоки 24 вольт, (40Ватт)
На складе
Доставка по Украине
1 523 грн
Купить
ЛЮКС-ТОРГ
Механизм подачи сварочной проволоки 24 вольт, для полуавтоматов (40Batt)
На складе
Доставка по Украине
2 369 грн
Купить
ЛЮКС-ТОРГ
Механизм подачи проволоки 4-роликовый 24B SSJ-15. (120Wat)
(120Wat)
На складе
Доставка по Украине
4 908 грн
Купить
ЛЮКС-ТОРГ
Механизм подачи проволоки 4-роликовый 24B SSJ-11 (120Wat)
На складе
Доставка по Украине
4 991 грн
Купить
ЛЮКС-ТОРГ
Механизм подачи проволоки 4 роликовый 24B SSJ 7 (0,3 А)
На складе
Доставка по Украине
4 825 грн
Купить
ЛЮКС-ТОРГ
Механизм подачи проволоки Вид сварки: полуавтоматическая (MIG/MAG) Диаметр применяемой проволоки, мм:
Заканчивается
Доставка по Украине
1 200 грн
Купить
Интернет магазин «Ярокс Авто» — продажа автозапчастей и комплектующих
Смотрите также
Механизм подачи проволоки Wecut SSJ-7
На складе
Доставка по Украине
4 440 грн
Купить
Welding Dragon
Подающий механизм FORSAGE 12V
Доставка по Украине
1 390 грн
Купить
Интернет-магазин Forsage Svarka
Подающий механизм без мотора FORSAGE
Доставка по Украине
690 грн
Купить
Интернет-магазин Forsage Svarka
Подающий механизм 5KGSSJ-С пластиковый 24V (40Ватт)
Доставка по Украине
1 395 грн
Купить
PROFSVARKA
Двухканавковый ролик 30/22/10 для механизмов подачи проволоки SSJ-18, SSJ-15 30*22*10
Доставка по Украине
344 грн
Купить
СВАРМАСТЕР
Двухканавковый ролик 37/18. 9/12 для механизма подачи проволоки SSJ-11
9/12 для механизма подачи проволоки SSJ-11
Доставка по Украине
344 грн
Купить
СВАРМАСТЕР
Механизм подачи проволоки SSJ-4C (24В, 80Вт)
Доставка по Украине
по 1 800 грн
от 2 продавцов
1 800 грн
Купить
«Акс-Енот»-Интернет магазин. Всё для сварочных работ.
Механизм подачи проволоки SSJ 18(2 ролика)-50 Вт
Доставка по Украине
по 2 600 грн
от 2 продавцов
2 600 грн
Купить
«Акс-Енот»-Интернет магазин. Всё для сварочных работ.
Механизм подачи проволоки SSJ-11 (4-ролика)
Доставка по Украине
по 5 300 грн
от 2 продавцов
5 300 грн
Купить
«Акс-Енот»-Интернет магазин. Всё для сварочных работ.
Подающий механизм SSJ-16 (протяжка) на 24 В для полуавтомата
На складе в г. Харьков
Доставка по Украине
885 грн
Купить
Интернет магазин сварочных комплектующих и расходных материалов SvarShop
Подающий механизм SSJ-16 (протяжка) на 12 В для полуавтомата
На складе в г. Харьков
Харьков
Доставка по Украине
885 грн
Купить
Интернет магазин сварочных комплектующих и расходных материалов SvarShop
Механизм подачи проволки двухроликовый 70вт
На складе в г. Ромны
Доставка по Украине
2 899 грн
2 841.02 грн
Купить
Benzopt
Механизм подачи проволки 3.5А
На складе в г. Ромны
Доставка по Украине
2 999 грн
2 939.02 грн
Купить
Benzopt
Ролики подаючого механізму напівавтоматів .
Доставка по Украине
240 грн
Купить
Велдмастер
виды механизмов для полуавтоматов, принцип действия – Расходники и комплектующие на Svarka.guru
Сварочные аппараты с неполным циклом автоматики для работы в среде защитного газа пользуются огромной популярностью. Принцип работы данных устройств основан на использовании специального присадочного материала – проволоки, которая формирует основу шва, обеспечивая качество соединения.
Содержание
- 1 Проволока, используемая в полуавтомате
- 2 Особенности работы узла
- 3 Структура
- 4 Виды
- 5 Принцип действия
- 6 Создание устройства своими руками: проектирование
- 7 Популярные модели
- 7.1 LF-37/38
- 7.2 MSF-57
- 7.3 Форсаж-МПЦ02
- 8 Заключение
Проволока, используемая в полуавтомате
Проволока выпускается в виде катушек. Материал изготовления, диаметр сечения и назначение проволоки отличается, в зависимости от сферы применения.
Катушка устанавливается на полуавтомат, после чего заводится в механизм подачи проволоки, который подает ее на сварочную горелку.
Известны три разновидности материала:
- порошковая или флюсовая;
- присадочная;
- активированная.
[stextbox id=’warning’]Также на нашем сайте вы можете прочитать статью о сварочной проволоке СВ08Г2С[/stextbox]
Особенности работы узла
Главная особенность механизма подачи проволоки для полуавтомата заключается в том, что его эксплуатация не зависит от работы самого сварочного аппарата. Существует два типа конструкции – стационарная и переносная. В первом случае прибор устанавливается непосредственно на сварочный агрегат и перемещается только вместе с ним. Во втором случае устройство отличается большей мобильностью, поскольку считается отдельным агрегатом.
Существует два типа конструкции – стационарная и переносная. В первом случае прибор устанавливается непосредственно на сварочный агрегат и перемещается только вместе с ним. Во втором случае устройство отличается большей мобильностью, поскольку считается отдельным агрегатом.
Недостатком автономных устройств является технологическая сложность конструкции, требующая специфического обслуживания, наряду с прочим сварочным оборудованием. Не обладая специальными навыками работы, обслужить агрегат будет проблематично.
[stextbox id=’info’]Мобильная схема давно реализована отечественным заводом сварочного оборудования «СЭЛМА». Подающие механизмы всегда продают отдельно от полуавтомата.[/stextbox]
Структура
Конструкция простейшего устройства подачи сварочной проволоки содержит следующие элементы:
- Стационарный ролик. Имеет канавку под проволоку. Вращается только вокруг своей оси. Съемный элемент, который устанавливается при изменении диаметра электрода.

- Подвижный ролик. Имеет те же характеристики, что и вышеописанный элемент, однако выполняют функцию регулировки давления на проходящую проволоку.
- Прижимной механизм. Включает в себя соединенные пружиной болты и рычаг. Количеством витков выполняется регулировка степени сжатия, а пружина не допускает провисания материала.
- Мотор с понижающим редуктором. Выполняет приводные функции, передавая крутящий момент на стационарный ролик. Передача, как правило, осуществляется шестеренным механизмом. Автоматика выбирает необходимое напряжение в системе, для регулировки скорости движения.

Виды
Существует три вида:
- Тянущий. Наименее распространенный механизм подачи проволоки для полуавтомата, ввиду увеличения веса рабочего инструмента. Привод, который располагается в ручке горелки, притягивает и направляет электрод.
- Толкающий. Наиболее популярная схема, при которой привод монтируют в корпус устройства. Он проталкивает проволоку по рукаву, благодаря чему получил свое наименование.
- Комбинированный. Технологически сложная схема, с применением двух приводов – в корпусе и горелке. Позволяет применять рукава любой длины. Используется на крупных производственных предприятиях, специфика работы которых проведения работ с широким радиусом действия.
 Привод, который располагается в ручке горелки, притягивает и направляет электрод.
Привод, который располагается в ручке горелки, притягивает и направляет электрод.Принцип действия
Принцип действия данного прибора основан на передаче момента силы на стационарный ролик, который, в зависимости от исполнения механизма, тянет или толкает проволоку через направляющие. Плавность хода обеспечивает прижимной механизм.
Для тонкой проволоки используют два ролика – прижимной и ведущий. При диаметре сечения больше 1 мм количество роликов увеличивают в два раза.
[stextbox id=’info’]Некоторые производители, с целью увеличения срока эксплуатации, выпускают модели со сменными втулками, которые монтируют в направляющие трубки. [/stextbox]
[/stextbox]
Создание устройства своими руками: проектирование
Из инвертора можно спроектировать полноценный полуавтомат. В интернете имеет богатый выбор рабочих схем и чертежей для сборки своими руками помогающих с проектированием протяжки сварочного автомата.
В качестве привода можно использовать элементы стеклоочистителей отечественных грузовых автомобилей – они обладают достаточной мощностью. Качественная подача проволоки – ключевая задача самодельного аппарата. Следующие рекомендации помогут в изготовлении оборудования, не уступающего заводским устройствам.
- На всех роликах делайте две канавки, диаметр которых соответствует наиболее распространенному электродному материалу. В домашних работах лучше всего подойдет сечением 0,8 и 1,2 мм.
- Не экономьте на подшипниках для прижимной части. Используйте элементы закрытого типа – у них больший срок службы. Всего потребуется два подшипника для верхнего и нижнего рычага.
Популярные модели
Рассмотрим аппараты, которые пользуются наибольшим спросом.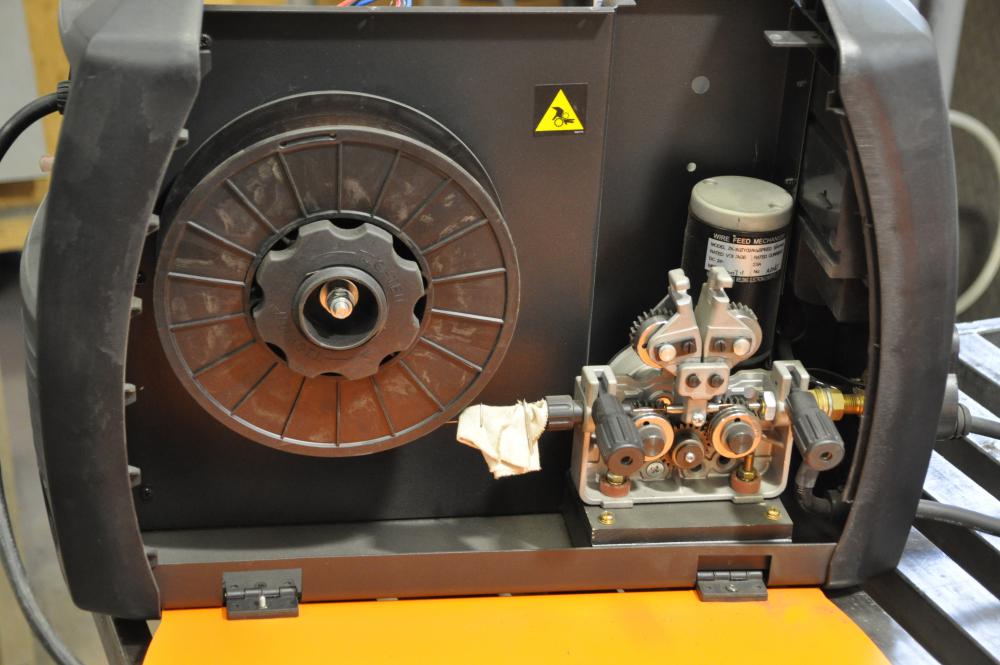
LF-37/38
Современный аппарат производства США. Высокая степень защиты от пыли и влаги позволяет производить сварку в сложных условиях. Возможна эксплуатация как с флюсовой, так и с присадочной проволокой на бобинах, диаметром 0,6-1,6 мм. Имеется измеритель потока газа и индикаторная панель. Адаптирован для подключения жидкостного охлаждения. Многоязычный интерфейс. Рабочее напряжение – 42 В. Масса – 16 кг.
MSF-57
Модульное проволокоподающее устройство Финского производства. Двухслойный корпус выполнен из высокопрочной пластмассы, устойчивой к механическим повреждениям. Аппарат оснащен современным подающим механизмом DuraTorque 4×4. Способен работать с током до 520 А. Продолжительность включения при токе 440 А составляет 100 %. Сечение проволоки – 0,6-2,4 мм. Рабочее напряжение – 50 В. Масса – 12,5 кг.
Форсаж-МПЦ02
Механизм от отечественного производителя. Отличается высокой надежностью за приемлемую стоимость. Широкий диапазон регулировки скорости подачи позволяет подобрать оптимальный режим сварки. Продолжительность включения при токе 400 А составляет 100 %. Возможно выполнение работы в режиме ММА. Регулировка времени продувки газа и растяжки дуги. Сечение проволоки – 0,6-2,0 мм. Цифровая индикация параметров. Масса – 12,5 кг.
Широкий диапазон регулировки скорости подачи позволяет подобрать оптимальный режим сварки. Продолжительность включения при токе 400 А составляет 100 %. Возможно выполнение работы в режиме ММА. Регулировка времени продувки газа и растяжки дуги. Сечение проволоки – 0,6-2,0 мм. Цифровая индикация параметров. Масса – 12,5 кг.
Заключение
Самодельное устройство, по своим характеристикам, всегда будет уступать профессиональному подающему механизму для полуавтоматической сварки. Главное преимущество самостоятельного изготовления – стоимость, которую можно регулировать, в зависимости от требований к изделию. Кроме того, для бытовой эксплуатации полуавтомата не понадобится большинство функций заводского изделия.
[stextbox id=’info’]Сварщик 5-го разряда Далиахметов Алмаз Айнурович, опыт работы – 10 лет: «На работе мы пользуемся подающим механизмом ПДГ-421. Как и все российское сварочное оборудование, он отличается средними характеристиками, высокой надежностью и низкой ценой. Четыре ролика стабильно работают. Есть возможность проводить работы в режиме дуговой сварки и полуавтоматическом режиме. Евроразъем – приятное дополнение. Спокойно работает в запыленных помещениях. Прост в обслуживании. С ремонтом промышленных котлов справляется «на отлично».[/stextbox]
Четыре ролика стабильно работают. Есть возможность проводить работы в режиме дуговой сварки и полуавтоматическом режиме. Евроразъем – приятное дополнение. Спокойно работает в запыленных помещениях. Прост в обслуживании. С ремонтом промышленных котлов справляется «на отлично».[/stextbox]
Перестала подаваться проволока — Ремонт и модернизация
#1 Goliaf
Отправлено 11 April 2015 01:32
Аппарат Telwin 162.
После чудесного и простого решения проблемы, описанной тут, столкнулся с новой — теперь на аппарате не работает подача проволоки.
Решил заменить провод массы на более длинный и толстый (был 1,3м 10кв.мм, взял 3м 16 кв.мм). Произвел замену, запускаю аппарат — звук работы есть, газ идет, реле щелкает, проволока не подается. Полез смотреть — во время протягивания провода случайно отцепил черный проводок с моторчика подачи. Прицепил обратно — без толку. Пересмотрел несколько раз остальные соединения — все на месте. Прозвонил моторчик — сопротивление вроде около 4 Ом. Повесил тестер на его контакты, жму на кнопку горелки — питания нет никакого. Проводки идут на схему, подключился к ним уже на самом штекере схемы — питания также нет. Сама кнопка на горелке работает — щелкает релюшка (со вспышкой, правда, и видно что корпус реле в этом месте чуть подгоревший — но не знаю, было ли так давно или нет), появляется обычный гул, подается газ. Замерил напряжение между массой и проволокой ~12,2в при просто включенном питании, при нажатии кнопки горелки — ~63в.
Прицепил обратно — без толку. Пересмотрел несколько раз остальные соединения — все на месте. Прозвонил моторчик — сопротивление вроде около 4 Ом. Повесил тестер на его контакты, жму на кнопку горелки — питания нет никакого. Проводки идут на схему, подключился к ним уже на самом штекере схемы — питания также нет. Сама кнопка на горелке работает — щелкает релюшка (со вспышкой, правда, и видно что корпус реле в этом месте чуть подгоревший — но не знаю, было ли так давно или нет), появляется обычный гул, подается газ. Замерил напряжение между массой и проволокой ~12,2в при просто включенном питании, при нажатии кнопки горелки — ~63в.
Питание напрямую на моторчик не стал пробовать подавать, т.к. не знаю на сколько вольт он расчитан. Скорее всего, на 12 — судя по тому что на плате есть понижайка с 220 на 12в, плюс сама релюшка работает от 12-ти, как написано на ней.
Снял схему, принес домой для изучения.
В устройстве сварки не силен (хотя появился повод углубиться в эту тему), но познания по электрике некоторые есть. Сдается мне, дело именно в схеме, ибо с нее идет управление механизмом подачи.
Сдается мне, дело именно в схеме, ибо с нее идет управление механизмом подачи.
Проверил реле — работает, от 12в, контакт появляется как надо.
Вообще мысль что когда включил аппарат без минусового проводка на моторчик, выгорела какая-нить хрень типа диода. Не знаю насколько это вероятно, но возможно же в приницпе…
Регулятор скорости подачи проверил — пашет, сопротивление меняется при повороте. Т.е. не сгоревший он.
Сообщение отредактировал Goliaf: 11 April 2015 02:31
- Наверх
- Вставить ник
#2 copich
Отправлено 11 April 2015 11:51
При отключенном одном из проводов питания мотора подачи проволоки ни когда ни чего не будет. Мотор обычно либо 12 либо 24 Вольта. Поэтому можно проверить мотор если подать +12В, в любом случае он должен дернуться если живой. Далее надо проверить, а точнее в первую очередь предохранитель. Не знаю именно этот аппарат но обычно стоит на плате предохранитель по моторчику. Далее, управление скоростью вращения происходит через ШИМ, т.е. транзистор, который импульсно регулирует скорость вращения. Его нужно прозвонить. Померить напряжение китайским тестером на моторе обычно не получается, нужен более или менее вменяемый тестер. Уже сам проверял. Подача на мотор +12В не через реле происходит и не резистором напрямую.
Далее надо проверить, а точнее в первую очередь предохранитель. Не знаю именно этот аппарат но обычно стоит на плате предохранитель по моторчику. Далее, управление скоростью вращения происходит через ШИМ, т.е. транзистор, который импульсно регулирует скорость вращения. Его нужно прозвонить. Померить напряжение китайским тестером на моторе обычно не получается, нужен более или менее вменяемый тестер. Уже сам проверял. Подача на мотор +12В не через реле происходит и не резистором напрямую.
Но думаю, что дело проще, просто спалить не возможно, если какой нить разъем свалился.
Сообщение отредактировал copich: 11 April 2015 11:55
- Наверх
- Вставить ник
#3 tehsvar
Отправлено 11 April 2015 11:59
Движ там питается от силового диодного моста. Мелкий транс только для питания управы. Посмотрите контакты с моста. Возможно слетели. Да, там где Вы измеряете везде постоянка. Там не может быть 63 вольта переменки. Это ошибка измерения.
Мелкий транс только для питания управы. Посмотрите контакты с моста. Возможно слетели. Да, там где Вы измеряете везде постоянка. Там не может быть 63 вольта переменки. Это ошибка измерения.
- Наверх
- Вставить ник
#4 Goliaf
Отправлено 11 April 2015 14:11
Сфотаю нутрянку, выложу фото. Буду признателен если нарисуете что прозванивать.
Предохранитель целый не только на вид, но и на прозвон — проверил в первую очередь.
Сама сварка ВРОДЕ работает — т.е. если вручную вытянуть проволоку и попробовать варить — вспышка есть, проволока сгорает. Но т.к. подачи нет — не получается понять варит он или просто пыхает )
По факту что выяснил — на моторчик не подается питание, т.е., дело не в нем (ну или не только в нем тогда уж).
На плате прозвонил все диоды и резисторы — рабочие. Маленький голубой трансформатор на 12в, судя по всему, тоже рабочий — реле же щелкает, а оно от 12в питается. Само реле тоже дает контакт при подаче на него 12в (проверил дома). Т.е., ощущение что теряется питание на пути из реле к моторчику. Вчера, конда снимал, не пометил куда какой контакт приходит с разъема — сегодня посмотрю, помечу и дома эти линии уже буду изучать, куда они идут по схеме.
Конечно, найти бы принципиальную электросхему этого аппарата, но в нескольких источниках прочел что эта информация есть только в сервисных центрах — дабы несли на ремонт, а не чинили самостоятельно.
- Наверх
- Вставить ник
#5 tehsvar
Отправлено 11 April 2015 14:18
Goliaf, Вы похоже никого не слушаете.
Там двигатель от напряжения дуги питается. Через схему. Маленький трансик питает только включение реле. Реле включает сам силовой трансформатор, а не двигатель. С силового транса идет на мост, затем снимается напруга с моста и подаётся в плату. А из платы уже на двигатель.
Схемы там как таковой и нет. Три детали в два ряда.
- Наверх
- Вставить ник
#6 Lohus
Отправлено 11 April 2015 23:46
А вернуть всё как было (полярность) и проверить? Хотя, в свободном полёте, проводок двигателя мог попасть куда угодно и делов наделать.
Если ошибку можно исправить – значит ты ещё не ошибся.
- Наверх
- Вставить ник
#7 Goliaf
Отправлено 12 April 2015 01:13
Goliaf, Вы похоже никого не слушаете.
Там двигатель от напряжения дуги питается. Через схему. Маленький трансик питает только включение реле. Реле включает сам силовой трансформатор, а не двигатель. С силового транса идет на мост, затем снимается напруга с моста и подаётся в плату. А из платы уже на двигатель.
Схемы там как таковой и нет. Три детали в два ряда.

Окей, примерно понял. Но что вы эмеете в виду — схему оставить в покое, копать по остальным составляющим? Тогда — как? Есть общая методика диагностики полуавтомата или типа того?
А вернуть всё как было (полярность) и проверить? Хотя, в свободном полёте, проводок двигателя мог попасть куда угодно и делов наделать.
Проводок никуда попасть не мог — моторчик расположен отдельно от всего остального и, когда клемма соскочила, она была в 5мм от моторчика — КЗ исключено.
Сегодня произвел следующее — отфотал все максимально подробно (может, скажете по фото что именно и как проверить), запитал моторчик от 12в — крутится как надо, подача идет. С надеждой пробовал запустить аппарат снова (подумал — вдруг за сутки «отстоялся»))) — то же самое.
С надеждой пробовал запустить аппарат снова (подумал — вдруг за сутки «отстоялся»))) — то же самое.
Насчет самой работы — когда жмешь на кнопку, щелкает реле (каждый раз) и раздается гул (так понимаю, от большого трансформатора) — он и был раньше при сварке. Вот только обратил внимание что он происходит не каждый раз при нажатии кнопки, а хаотично — то есть, то нет. Сложно сказать — было ли раньше также — когда работает, не так вникаешь в нюансы.
Вот можно убедиться как-нить что не работает только подача, а сам аппарат не утратил способность варить? Наверняка это проверяется-промеряется несложно.
Если он пашет, но причину поломки подачи не найду — можно на крайняк поставить доп. реле 12в на моторчик отдельно. Но это колхоз уже крайняя мера, хотелось бы восстановить все штатно.
Сообщение отредактировал Goliaf: 12 April 2015 01:20
- Наверх
- Вставить ник
#8 Goliaf
Отправлено 13 April 2015 17:16
Как ни странно, по запросу официалы прислали схему моего аппарата.
Что по ней можете сказать?
- Наверх
- Вставить ник
#9 tehsvar
Отправлено 13 April 2015 19:34
Напряжение на выходе моста есть? Только там постоянка.
- Наверх
- Вставить ник
#10 Goliaf
Отправлено 13 April 2015 22:04
Имеете в виду контакты, идущие на горелку и провод массы? Если да — на холостом ходу там ровно 20В, при удержании кнопки на горелке — 24,5В.
Прислали схему платы управления.
Сообщение отредактировал Goliaf: 14 April 2015 10:34
- Наверх
- Вставить ник
#11 tehsvar
Отправлено 14 April 2015 15:31
Я эти рисунки немного совместил, что бы понятнее было.
Вот теперь смотрите на 3 и 5 контакте напругу. Она должна быть такая же как и на выходе аппарата. Так же постоянка.
Если всё это есть , то смотрите плату.
Прикрепленные изображения
Сообщение отредактировал tehsvar: 14 April 2015 15:34
- Наверх
- Вставить ник
#12 Goliaf
Отправлено 14 April 2015 15:40
Да, на контактах 3 и 5 напряжение равно тому же что и на выходных клеммах. А т.к. моторчик питается от контактов 2(+) и 5(-) — значит, на него не поступает плюс, минус есть.
Плату уже всю испрозванивался и переобмерил по руковосдтвам из инета — все цело, насколько могу судить. Не могли бы вы на схеме нарисовать какие компоненты и как проверить?
- Наверх
- Вставить ник
#13 Goliaf
Отправлено 15 April 2015 11:29
Отнес схему в ремонт сварки, приговорили тиристор — не пропускает ток. К завтра обещали починить. Посмотрим оно или нет.
К завтра обещали починить. Посмотрим оно или нет.
- Наверх
- Вставить ник
#14 Goliaf
Отправлено 20 April 2015 13:14
Мастер заменил тиристор и попутно — белый прямоугольный резистор, сказал что он тоже помер. 500р за диагностику и ремонт с запчастями, аппарат снова ожил!
- Наверх
- Вставить ник
#15 tehsvar
Отправлено 20 April 2015 16:37
Как же Вы тогда проверяли всё на плате?
Плату уже всю испрозванивался и переобмерил по руковосдтвам из инета — все цело
Потому и советовать уже нечего было.
- Наверх
- Вставить ник
#16 Izum
Отправлено 09 October 2017 08:50
Имеете в виду контакты, идущие на горелку и провод массы? Если да — на холостом ходу там ровно 20В, при удержании кнопки на горелке — 24,5В.
Прислали схему платы управления.
Здравствуйте.
Не могли бы Вы переслать схему на мою почтукартинка не открывается.
Заранее благодарен.
Сообщение отредактировал svarnoi69: 09 October 2017 19:34
- Наверх
- Вставить ник
Поиск и устранение неисправностей
Flexlite GX Руководство 1921390, ред. 2219
2219
| Перечисленные проблемы и их возможные причины описаны в общих чертах. Они приведены в качестве примеров некоторых типичных ситуаций, возможных при нормальной эксплуатации сварочной системы. Для получения дополнительной информации и помощи обратитесь в ближайший сервисный центр Kemppi. |
Общие:
Питание сварочной системы не включается
| • | Убедитесь, что сетевой кабель правильно подключен. |
| • | Убедитесь, что главный выключатель источника питания находится во включенном положении. |
| • | Проверьте, есть ли напряжение в сети питания. |
| • | Проверьте предохранитель и/или автомат защиты сети. |
| • | Убедитесь, что кабель заземления подключен. |
Сварочная система перестала функционировать
| • | Возможно, горелка перегрелась. Подождите, пока она остынет. |
| • | Убедитесь, что соединения кабелей не ослабли. |
| • | Возможно, механизм подачи проволоки перегрелся. Подождите, пока он остынет, и убедитесь, что сварочный кабель правильно подключен. Подождите, пока он остынет, и убедитесь, что сварочный кабель правильно подключен. |
| • | Возможно, источник питания перегрелся. Подождите, пока он остынет, и убедитесь, что охлаждающие вентиляторы работают нормально и ничто не мешает потоку воздуха. |
Механизм подачи проволоки:
Присадочная проволока на катушке разматывается
| • | Убедитесь, что запорная крышка катушки закрыта.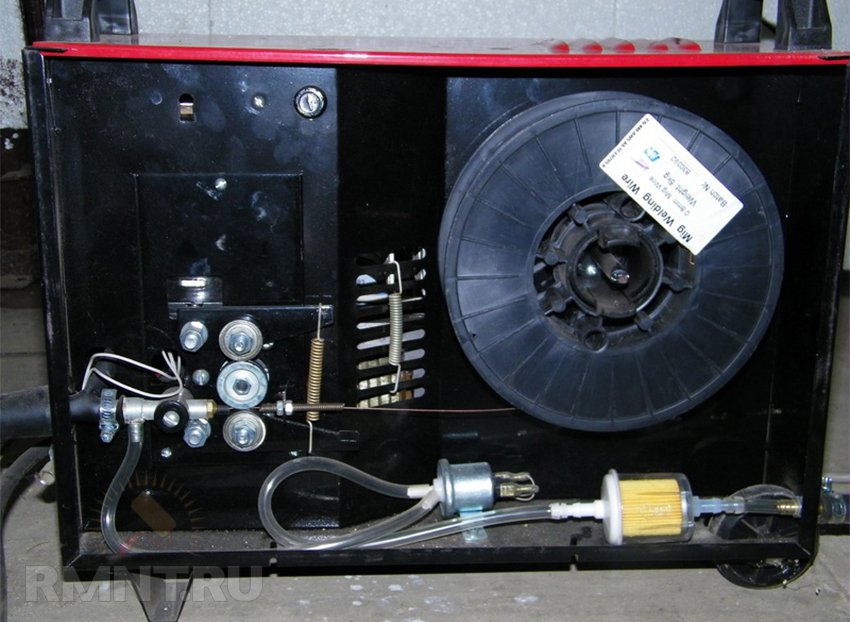 |
Механизм подачи проволоки не подает присадочную проволоку
| • | Убедитесь, что присадочная проволока не закончилась. |
| • | Убедитесь, что присадочная проволока правильно проложена через подающие ролики к направляющему каналу. |
| • | Убедитесь, что ручка прижимного усилия правильно закрыта. |
| • | Убедитесь, что прижимное усилие на подающих роликах установлено правильно для присадочной проволоки. |
| • | Продуйте сжатый воздух через направляющий канал, чтобы убедиться, что канал не засорен. |
Сварочная горелка:
Проволока застревает в контактном наконечнике
| • | Убедитесь, что размер и тип контактного наконечника и направляющего канала соответствуют присадочной проволоке. |
| • | Убедитесь, что направляющий канал не засорен. |
| • | Убедитесь, что направляющий канал не образует петель с малым радиусом. |
| • | Проверить уровень тока двигателя. Слишком высокий ток может служить признаком проблем в направляющем канале. Слишком высокий ток может служить признаком проблем в направляющем канале. |
| • | Проверьте прижимное усилие подающих роликов. Слишком большое прижимное усилие может оказывать негативное влияние на такие мягкие присадочные проволоки, как алюминиевая и с флюсовым наполнителем. |
Сварочная горелка перегревается
| • | Убедитесь, что шейка горелки правильно подключена к рукоятке: вдавите шейку как можно глубже и убедитесь, что крепление шейки правильно затянуто. |
| • | Убедитесь, что адаптер контактного наконечника правильно затянут от руки и что контактный наконечник прикреплен к нему правильно. |
| • | Убедитесь, что параметры сварки находятся в пределах рабочих диапазонов для сварочной горелки и шейки. Для горелки и шейки установлены отдельные ограничения по максимальному току. Минимальное из ограничений соответствует максимальному току, который можно использовать. Минимальное из ограничений соответствует максимальному току, который можно использовать. |
Шейка горелки перегревается
| • | Используйте только оригинальные расходуемые и запасные части Kemppi. Неправильный материал запасных частей может привести к перегреву шейки. |
Разъем сварочной горелки перегревается
| • | Убедитесь, что разъем правильно подключен к механизму подачи проволоки. |
| • | Убедитесь, что поверхность передачи тока и штыри разъема горелки не загрязнены и не повреждены. |
Горелка сильно вибрирует во время сварки
| • | Убедитесь, что адаптер контактного наконечника и контактный наконечник надежно закреплены. |
| • | Проверьте ток двигателя. |
| • | Проверьте направляющий канал (например, на отсутствие загрязнений и чтобы убедиться, что направляющий канал правильно отрезан). |
| • | Проверьте присадочную проволоку. Проволока должна быть прямой и сворачиваться после выхода из контактного наконечника. В противном случае проверьте прижимное усилие подающих роликов. |
| • | Проверьте партию присадочной проволоки на отсутствие проблем с качеством проволоки. |
Качество сварного шва:
Загрязненный и/или некачественный шов
| • | Убедитесь, что защитный газ не закончился. |
| • | Убедитесь, что защитный газ выходит беспрепятственно. |
| • | Убедитесь, что применяемый тип газа соответствует проводимым сварочным работам. |
| • | Проверьте полярность горелки/электрода. |
| • | Убедитесь, что применяемая процедура сварки соответствует проводимым сварочным работам. |
Нестабильные сварочные характеристики
| • | Убедитесь, что механизм подачи проволоки отрегулирован правильно. |
| • | Продуйте сжатый воздух через направляющий канал, чтобы убедиться, что канал не засорен. |
| • | Убедитесь, что используется правильный направляющий канал для выбранного диаметра и типа проволоки. |
| • | Проверьте размер, тип и износ контактного наконечника сварочной горелки. |
| • | Убедитесь, что сварочная горелка не перегревается. |
| • | Убедитесь, что зажим кабеля заземления надежно закреплен на чистой поверхности заготовки. |
Сильное разбрызгивание
| • | Проверьте значения параметров сварки и процедуру сварки. |
| • | Проверьте тип газа и расход. |
| • | Проверьте полярность горелки/электрода. |
| • | Убедитесь, что применяемая присадочная проволока соответствует проводимым сварочным работам. |
Механизированная подача — проволока — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Механизированная подача проволоки позволяет сделать величину вылета последней минимальной. При этом появляется возможность, с одной стороны, значительно уменьшить диаметр проволоки и сократить тем самым ширину реза, а с другой, — существенно увеличить величину тока, что приведет к повышению скорости резки. [1]
[1]
Полуавтомат обеспечивает механизированную подачу проволоки в зону сварки. Перемещение электрода вдоль шва производится сварщиком вручную. [2]
Полуавтомат ПШ-54 обеспечивает механизированную подачу проволоки в зону сварки; электрод вдоль шва проводится сварщиком вручную. [3]
| Общий вид установки полуавтомата Г1Ш — 54. [4] |
Полуавтомат ПШ-54 обеспечивает механизированную подачу проволоки и зону сварки; электрод вдоль шва проводится сварщиком вручную. [5]
Такой режим сварки обеспечивается только механизированной подачей проволоки в зону сварки. Сварку выполняют на постоянном токе обратной полярности. В данном случае электрические свойства дуги в значительной степени определяются наличием ионизированных атомов металла электродов в столбе дуги. Поэтому дуга обратной полярности горит устойчиво и обеспечивает нормальное формирование шва, в то же время ей соответствуют повышенные скорость расплавления проволоки и производительность процесса сварки. [6]
[6]
| Пост для механизированной дугозой сварки в защитном. [7] |
При механизированной сварке в состав поста входит сварочный полуавтомат — аппарат с механизированной подачей проволоки. По этому шлангу подаются электродная проволока из кассеты, размещенной рядом с механизмом подачи, а также защитный газ. В шланге размещены токоподводящий провод и провода управления. [8]
Принципиальное различие этих механизмов заключается в том, что головку устанавливают непосредственно на трубу и механизированную подачу проволоки в зону дуги осуществляют при помощи имеющегося в головке механизма; в сварочных полуавтоматах ( ПШ-5 или ПШ-54) проволока подается в зону дуги методом толкания по специальному шлангу с направляющей спиралью, а процесс сварки ведется при помощи держателя, который сварщик держит в руке. [9]
Схема шлангового полуавтомата ПШ-54. [10]
[10] |
Сварщик оперирует держателем вручную. Сочетая преимущества механизированной подачи проволоки с маневренностью и универсальностью ручной сварки, шланговые полуавтоматы способствуют значительному расширению механизации сварочных работ. [11]
В соответствии с необходимостью применения высоких плотностей тока для сварки плавящимся электродом используют проволоку малого диаметра ( 0 6 — 3 мм) и большую скорость ее подачи. Такой режим сварки обеспечивается только механизированной подачей проволоки в зону сварки. Сварку выполняют на постоянном токе обратной полярности. В данном случае электрические свойства дуги в значительной степени определяются наличием ионизированных атомов металла электрода в столбе дуги. Поэтому дуга обратной полярности горит устойчиво и обеспечивает нормальное формирование шва, в то же время ей соответствуют повышенная скорость расплавления проволоки и производительность процесса сварки. [12]
[12]
В соответствии с необходимостью применения высоких плотностей тока сварку плавящимся электродом ведут с использованием сварочной проволоки малого диаметра ( 0 6 — 3 0 мм) и большой скорости va подачи ее в дугу. Такой режим сварки обеспечивается только механизированной подачей проволоки в зону сварки. Сварку выполняют на постоянном токе обратной полярности. В данном случае электрические свойства дуги в значительной степени определяются наличием ионизированных атомов металла анода в столбе дуги, поступающих туда в результате испарения электрода. Поэтому дуга обратной полярности при применении плавящегося электрода горит устойчиво и обеспечивает нормальное формирование шва, в то же время ей соответствуют повышенная скорость расплавления проволоки и производительность процесса сварки. [13]
В соответствии с необходимостью применения высоких плотностей тока сварку плавящимся электродом ведут с использованием сварочной проволоки малого диаметра ( 0 6 — 3 0 мм) и большой скорости va подачи ее в дугу. Такой режим сварки обеспечивается только механизированной подачей проволоки в зону сварки. Сварку выполняют на постоянном токе обратной полярности. В данном случае электрические свойства дуги в значительной степени определяются наличием ионизированных атомов металла анода в столбе дуги, поступающих туда в результате испарения электрода. Поэтому дуга обратной полярности при применении плавящегося электрода горит устойчиво и обеспечивает нормальное формирование шва, в то же время ей соответствуют повышенная скорость расплавления проволоки и производительность процесса сварки.
[14]
Такой режим сварки обеспечивается только механизированной подачей проволоки в зону сварки. Сварку выполняют на постоянном токе обратной полярности. В данном случае электрические свойства дуги в значительной степени определяются наличием ионизированных атомов металла анода в столбе дуги, поступающих туда в результате испарения электрода. Поэтому дуга обратной полярности при применении плавящегося электрода горит устойчиво и обеспечивает нормальное формирование шва, в то же время ей соответствуют повышенная скорость расплавления проволоки и производительность процесса сварки.
[14]
Установка для полуавтоматической дуговой сварки в углекислом газе. 1 -источник питания дуги и электродвигателя подающего механизма. 2 — электродвигатель. 3 — редуктор подающего механизма. 4 — кассета с электродной проволокой. 5 — редуктор с манометрами. 6 — осушитель газа. 7 — электроподогреватель газа. 8 — баллон с углекислым газом. 9 — сварочная головка. 10 — свариваемая деталь. 11 — гибкий шланг для подачи проволоки и углекислого газа. 12 — электрические провода.
[15] 9 — сварочная головка. 10 — свариваемая деталь. 11 — гибкий шланг для подачи проволоки и углекислого газа. 12 — электрические провода.
[15] |
Страницы: 1 2
Устройство подачи TBi PenFeeder — повышаем производительность TIG-сварки
Главная / Библиотека / Новости / Устройство подачи TBi PenFeeder — повышаем производительность TIG-сварки
Для решения производственных задач мы предлагаем нашим партнерам наиболее экономически выгодные технологические решения на базе современного надежного сварочного оборудования и высококачественных материалов. Компания «ДельтаСвар» предлагает Вашему вниманию разработку немецкой компании TBi — устройство подачи присадочной проволоки для ручной TIG- сварки «TBi PenFeeder».
TBi PenFeeder разработан в качестве переносного устройства подачи присадочной проволоки и предназначен для ручной TIG-сварки, а также лазерной и плазменной сварки. Устройство подачи TBi PenFeeder разработано для повышения производительности процесса сварки, а также улучшения качества сварных соединений выпускаемой продукции. Подача проволоки осуществляется нажатием на кнопку приспособления WirePen, что делает процесс сварки максимально комфортным и удобным для персонала. Данное устройство исключает остановки процесса сварки, для того, чтобы взять или заменить пруток, а также значительно снижает переутомление сварщика. Присадочный материал на катушке позволяет избежать дополнительных затрат. Даже сварщики, имеющие небольшой опыт работы в области TIG-сварки, быстро достигают хорошего результата благодаря использованию данной системы. Стабильная подача проволоки при сохранении высокой скорости как на 2-х, так и 4-х тактном режимах работы.
Подача проволоки осуществляется нажатием на кнопку приспособления WirePen, что делает процесс сварки максимально комфортным и удобным для персонала. Данное устройство исключает остановки процесса сварки, для того, чтобы взять или заменить пруток, а также значительно снижает переутомление сварщика. Присадочный материал на катушке позволяет избежать дополнительных затрат. Даже сварщики, имеющие небольшой опыт работы в области TIG-сварки, быстро достигают хорошего результата благодаря использованию данной системы. Стабильная подача проволоки при сохранении высокой скорости как на 2-х, так и 4-х тактном режимах работы.
Скорость подачи проволоки устройства TBi PenFeeder плавно настраивается с помощью потенциометра. На цифровом экране всегда отображается фактическая скорость.
Для удобства подачи присадочной проволоки во время сварки используется приспособление TBi WirePen. Его удобно держать и им легко управлять. Благодаря встроенным кнопкам, подачу проволоки можно регулировать одной рукой без особых усилий.
С технической информацией Вы можете ознакомиться здесь.
В стандартную комплектацию входит: Насадка под проволоку 1.2 мм. Насадка под проволоку 1.4-1.6 мм. Ролик для стальной проволоки 1.2/1.6 мм.
Преимущества подающего устройства TBi PenFeeder:
- Независимость от сварочного аппарата
- Автоматическая подача проволоки практически с неограниченным количеством присадочного материала (позволяет сделать процесс сварки более комфортным и менее утомляемым для рабочего персонала).
- Исключается необходимость регулировать подачу присадочного материала в сварочную ванну, что повышает качество и геометрические параметры сварного соединения
- Повышение производительности, т.к. сварщику не нужно прерывать процесс сварки для замены присадочного материала
- Экономия на стоимости присадочного материала (присадочный материал подается с катушки, поэтому используется максимально)
Произведем приблизительный расчет расхода присадочного материала при подаче вручную:
Для примера возьмем проволоку Св-08Г2С диаметром 1. 6 мм, стандартная длина присадочного материала 1м. С каждого метра присадочного материала в отходы уходит от 100 до 130 мм материала, т.к. сварщику становится невозможно удерживать такой короткий огарок проволоки и подавать его в зону сварки, а также возможно получить ожог рук.
6 мм, стандартная длина присадочного материала 1м. С каждого метра присадочного материала в отходы уходит от 100 до 130 мм материала, т.к. сварщику становится невозможно удерживать такой короткий огарок проволоки и подавать его в зону сварки, а также возможно получить ожог рук.
Итак, с каждого метра присадочного материала мы теряем 100-130 мм проволоки, приблизительная длина 15 кг проволоки диаметром 1.6 мм = 950,8 м.
950,8 м умножаем на 0.1 м (остаток с каждого метра проволоки) получаем 95,08 м проволоки, что примерно = 1.5 кг присадочного материала.
Получается, что с каждых 15 кг проволоки диаметром 1.6 мм мы выкидываем в отходы 1.5 кг присадочного материала. А со 150 кг — 15 кг проволоки!
Устройство TBi PenFeeder исключает эти потери, т.к. проволока подается в зону сварки через устройство TBi WirePen. С 15 кг катушки остается только 3м проволоки в проволокопроводе, которую без особого труда можно извлечь и использовать вручную.
С уважением,
Шагбанов Евгений
специалист по сварочному оборудованию
Читайте также:
Выставка Weldex-2022
Приглашаем Вас посетить стенд нашей компании на выставке Weldex-2022, которая пройдет 11-14 октября 2022 года в МВЦ «Крокус Экспо»!
. ..
..
Обзор машин термической резки ProArc и их преимущества
Машины термической резки c ЧПУ производства ProArc (Тайвань) – это высокотехнологичное автоматизированное оборудование для обработки листов разных размеров. Станки позволяют решать как простые, так и сложные производственные задачи.
…
Разбираемся в новинках от компании EWM AG
Что позволяет идентифицировать любую производственную компанию как успешную? Конечно, её результаты и продукция на мировом рынке! EWM AG по праву можно считать одним из лидеров в области производства сварочного оборудования.
…
Выставка «МЕТАЛЛООБРАБОТКА. СВАРКА-УРАЛ»
Приглашаем посетить стенд компании «ДельтаСвар» с 15 по 18 марта 2022 года в МВЦ Екатеринбург-ЭКСПО, г. Екатеринбург!
…
Mobile Welder OC Plus — портативный источник питания для орбитальной сварки
Mobile Welder OC Plus — это первый портативный источник питания для орбитальной сварки, специально разработанный для использования на строительных площадках. Mobile Welder OC Plus обеспечивает неизменно высокое качество орбитальной сварки в самых отдаленных местах.
…
Mobile Welder OC Plus обеспечивает неизменно высокое качество орбитальной сварки в самых отдаленных местах.
…
Поделиться ссылкой:
Wire Pilot® Feed Assist — Wire Wizard Welding Products
Пневматическая система подачи проволоки Wire Pilot® (PFA) представляет собой экономичный способ помочь механизму подачи проволоки перемещать проволоку по кабелепроводу в тех случаях, когда проволока должна иметь минимальное трение, перемещаться на большие расстояния или когда рабочая нагрузка на механизм подачи проволоки должна быть уменьшенный. Он обеспечивает систему «Push-Pull» для подачи проволоки от источника к фидеру, устраняя коэффициент сопротивления внутри канала. Запатентованная конструкция. Сделано в США. |
Устройство подачи проволоки Wire Pilot®
Пневматическая система подачи проволоки Wire Pilot® представляет собой экономичный способ помочь вашему механизму подачи проволоки перемещать проволоку по каналу в приложениях со сложной настройкой подачи проволоки, подачей проволоки на большие расстояния или там, где необходимо снизить рабочую нагрузку на механизм подачи проволоки.
В сочетании с системой направляющих модулей устройство Feed Assist обеспечивает максимальную гибкость при подаче проволоки, а пакеты с проволокой могут располагаться на расстоянии 150 футов (46 м) или более от дуги. Новая модель включает переработанный, более компактный промышленный корпус для защиты от промышленных загрязнений. Совместимость с железной и цветной проволокой. Включает фильтр/регулятор/лубрикатор (FRL). Запатентованный дизайн. Приводные ролики продаются отдельно.Двойной привод Wire Pilot® Feed Assist
Новое устройство подачи проволоки Dual Drive Wire Pilot® Feed Assist предназначено для работы с большой проволокой диаметром до 3/16 дюйма (4,8 мм) и сверхдлинных расстояний с использованием проволоки MIG стандартного размера. Эта сверхмощная модель оснащена четырьмя приводными роликами (продаются отдельно) и дополнительным крутящим моментом, обеспечивающим большую мощность для легкой подачи проволоки к механизму подачи.
Приводные ролики Wire Pilot®
Приводные ролики для тяжелых условий эксплуатации Wire Pilot® Feed Assist хромированы и отполированы для максимальной производительности и долговечности. Приводные ролики доступны для всех распространенных размеров проволоки от 0,035 дюйма (0,9 мм) до 3/16 дюйма (4,8 мм) для сварки MIG и SAW. Продается по отдельности.
Впускные направляющие Wire Pilot®
Впускные направляющиедоступны как для безмасляных, так и для масляных моделей устройства подачи проволоки с внутренней резьбой для быстроразъемных соединений (A-4 и A-4HD) или с керамическими впускными отверстиями. Стандартные впускные отверстия с резьбой 1/4 дюйма NPT-F включены в безмасляную модель (PFA-LM-15).
Модель со смазанным маслом механизмом подачи (PFA-LM) требует впускных направляющих A-1B-C или других впускных отверстий в зависимости от применения сварки.Адаптеры вспомогательной подачи модуля направляющей
Доступны фиксированные и поворотные адаптерыдля установки модулей направляющих проволоки поверх безмасляного механизма подачи (PFA-LM-15) или масляной модели (PFA-LM). Направляющие модули, показанные на изображениях, не включены.
Адаптеры для бочек Wire Pilot®
Адаптеры барабана Wire Pilot®предназначены для надежной установки устройства подачи Wire Pilot® Feed Assist поверх кожуха барабана Wire Wizard®. Кожухи барабана Wire Wizard® усилены, чтобы выдерживать дополнительный вес, установка устройства подачи на другие кожухи барабана может привести к повреждению кожуха и/или устройства подачи.
Адаптеры для барабанов имеют керамическое входное отверстие для предотвращения стружки.Монтажные скобы Wire Pilot®
Монтажные кронштейны Wire Pilot®совместимы с обеими моделями устройств подачи (смазанная маслом модель показана на фотографиях). Доступны два варианта: настенный монтажный кронштейн для установки в фиксированном положении и поворотный удлинитель, позволяющий поворачивать вспомогательное устройство подачи вверх для легкой замены барабана для проволоки.
Глушитель-Реклассификатор
Заменяет стандартный глушитель/фильтр на любой модели Wire Pilot® Feed Assist. Снижает шум и устраняет слив масла на масляной модели (PFA-LM).
Комплект для втягивания проволоки
Комплект для втягивания проволоки служит для автоматического управления вперед/назад для устройства Wire Pilot® Feed Assist, а также для аварийного отключения.
Соленоид позволяет при необходимости реверсировать подачу проволоки и немедленно останавливает двигатель в аварийной ситуации. Совместим с обеими моделями Feed Assist.Комплект соленоидов (24 В)
Комплект соленоидов на 24 В служит для автоматического электронного отключения устройства Wire Pilot® Feed Assist, а также для аварийного отключения. Соленоид предотвращает потерю давления воздуха, когда двигатель не используется, и немедленно выключает двигатель в случае аварийной ситуации. Совместим с обеими моделями Feed Assist.
Сменные фильтры-регуляторы
В безмасляную модель Wire Pilot® Feed Assist (PFA-LM-15) входит фильтр/регулятор, а в масляную модель (PFA-LM) входит фильтр/регулятор/лубрикатор.
Закажите замену, если ваш текущий фильтр/регулятор поврежден или не работает.Направляющий модуль / вспомогательная подставка для подачи
Эта регулируемая подставка предназначена для установки направляющих модулей Wire Wizard® или устройства подачи проволоки Wire Pilot® над деревянной катушкой или барабаном с проволокой. Также доступен дополнительный держатель катушки с проволокой, чтобы сделать эту подставку совместимой с катушками. Стойку можно использовать с четырьмя комплектами проводов в одном месте, что делает ее идеальным решением для централизованного размещения провода (требуются дополнительные удлинители). При использовании в сочетании с направляющим модулем 180° стойка обеспечивает идеальную установку для приложений, в которых источник провода расположен на мезонине над ячейкой. Регулируемая высота от 1,3 до 2,2 м (50–86 дюймов).
 В сочетании с системой направляющих модулей устройство Feed Assist обеспечивает максимальную гибкость при подаче проволоки, а пакеты с проволокой могут располагаться на расстоянии 150 футов (46 м) или более от дуги. Новая модель включает переработанный, более компактный промышленный корпус для защиты от промышленных загрязнений. Совместимость с железной и цветной проволокой. Включает фильтр/регулятор/лубрикатор (FRL). Запатентованный дизайн. Приводные ролики продаются отдельно.
В сочетании с системой направляющих модулей устройство Feed Assist обеспечивает максимальную гибкость при подаче проволоки, а пакеты с проволокой могут располагаться на расстоянии 150 футов (46 м) или более от дуги. Новая модель включает переработанный, более компактный промышленный корпус для защиты от промышленных загрязнений. Совместимость с железной и цветной проволокой. Включает фильтр/регулятор/лубрикатор (FRL). Запатентованный дизайн. Приводные ролики продаются отдельно.
 Модель со смазанным маслом механизмом подачи (PFA-LM) требует впускных направляющих A-1B-C или других впускных отверстий в зависимости от применения сварки.
Модель со смазанным маслом механизмом подачи (PFA-LM) требует впускных направляющих A-1B-C или других впускных отверстий в зависимости от применения сварки. Адаптеры для барабанов имеют керамическое входное отверстие для предотвращения стружки.
Адаптеры для барабанов имеют керамическое входное отверстие для предотвращения стружки. Соленоид позволяет при необходимости реверсировать подачу проволоки и немедленно останавливает двигатель в аварийной ситуации. Совместим с обеими моделями Feed Assist.
Соленоид позволяет при необходимости реверсировать подачу проволоки и немедленно останавливает двигатель в аварийной ситуации. Совместим с обеими моделями Feed Assist. Закажите замену, если ваш текущий фильтр/регулятор поврежден или не работает.
Закажите замену, если ваш текущий фильтр/регулятор поврежден или не работает.
Лучший сварочный аппарат с подачей проволоки: наши фавориты 2022 года
Выбор сварочного аппарата с подачей проволоки для вашего дома или магазина — разумный выбор. Это потому, что машины с подачей проволоки просты в освоении и еще проще в использовании.
В поисках сварочного аппарата с подачей проволоки вы найдете множество вариантов в различных ценовых категориях. Рынок машин для сварки MIG и флюсовых стержней увеличился из-за множества онлайн-видеороликов, демонстрирующих проекты и рекламирующих учебные пособия.
Проблема в том, что два сварщика не работают одинаково. Вам нужен практический опыт работы с машиной, чтобы знать, будет ли она работать с вашей домашней электроэнергией, настройкой магазина или проектными материалами. Вот почему я выбрал самые универсальные сварочные аппараты, которые вы можете купить в Интернете.
Ниже я привожу подробные обзоры моих любимых сварочных аппаратов с подачей проволоки, а также советы по выбору идеального устройства и готовое руководство по уверенной сварке.
Содержание
- Лучший сварочный аппарат с подачей проволоки – сравнение
- Обзоры 7 лучших сварочных аппаратов с подачей проволоки
- Hobart Handler 140 MIG Weld 115V
- Forney Easy Weld 140 FC-i MIG Weld
- Lincoln Electric Handy MIG K2185-1 Core Welder
- Super Deal PRO MIG MIG Wire0 PRO Сварочный аппарат с подачей проволоки
- Сварочный аппарат с автоматической подачей проволоки Goplus MIG 130 Flux Core Wire
- Hobart Handler 190 Сварочный аппарат для сварки MIG 230 В
- Сварочный аппарат с подачей проволоки Lincoln Electric Weld Pak 125 HD
- 7 Соображения при выборе сварочного аппарата с подачей проволоки
- Пошаговое руководство по сварочным аппаратам с подачей проволоки
- Мой вердикт
Лучший сварочный аппарат с подачей проволоки – сравнение
[inboxq-лучший выбор]
Обзоры семи лучших сварочных аппаратов с подачей проволоки
Hobart Handler 140 MIG Welder 115V
С 1917 года компания Hobart Welding Products поддерживает высокий уровень стандартов для своих сварочных аппаратов и сварочных материалов. Они специализируются на создании прочных и безопасных машин. Вот почему все сварочные аппараты Hobart поставляются с невероятной гарантией 5/3/1 на детали и производительность. Немногие компании могут сравниться с Hobart по долголетию в отрасли или их специализированной поддержке продуктов.
Это означает, что покупка сварочного аппарата Hobart — это гарантия того, что в вашем магазине будет высококачественная машина не только сегодня, но и в ближайшие годы. Hobart Handler 140 MIG Welder считается одним из моих самых любимых аппаратов по одной простой причине: он делает все, что заявлено, лучше, чем конкуренты.
У меня еще не было проблем с этим сварочным аппаратом. Как сварочный аппарат на 115 В, он имеет базовую трехштырьковую вилку и работает от 15-амперного выключателя. Если возможно, я рекомендую либо специальный выключатель на 15 ампер, либо выключатель на 20 ампер. Новички в сварке могут обнаружить, что набор номера в Hobart может быть сложным, и они, вероятно, несколько раз щелкнут выключателем.
Получить Hobart Handler 140 на Amazon
Это очень надежная машина. Я легко понимаю, почему Hobart утверждает, что это их самое продаваемое устройство. Он может работать как с флюсовой проволокой, так и с MIG, что означает либо безгазовую флюсовую проволоку, либо защитный газ C25. Они очень хорошо работают с нулевыми проблемами производительности, если не считать изучения скорости подачи проволоки.
Впервые открыв боковую панель, я был рад увидеть, что компания Hobart установила приводную систему из литого алюминия промышленного класса. Многие сварочные аппараты, которые вы найдете в моем списке и в магазинах, снижают цену, устанавливая пластиковые приводы для проволоки. Хотя они хорошо работают, они легко ломаются и быстро изнашиваются. После того, как проволочный привод выйдет из строя, вы должны купить новый блок. Так что деньги, потраченные на машину с алюминиевым приводом, на мой взгляд, того стоят.
Работа дуги Hobart Handler 140 стабильна и точна. Благодаря пятипозиционному регулятору напряжения вы будете сваривать стабильной дугой независимо от мощности, установленной в магазине или дома. Аппарат поставляется со всем, что вам нужно, чтобы начать работу в тот момент, когда вы открываете коробку, включая 10-футовый пистолет для подачи проволоки, зажим заземления, катушку с образцом проволоки, контактные наконечники, регулятор двойного калибра, быстросъемный приводной ролик и шнур питания.
Я рекомендую 140 Handler от Hobart как профессионалам, которым нужен сварочный аппарат MIG, так и новичкам, которым нужна свобода экспериментировать со сваркой под флюсом и газовой сваркой. При весе менее 60 фунтов он также идеально подходит для сварки на месте.
Forney Easy Weld 140 FC-i MIG Welder
В гористой местности Форт-Коллинз, штат Колорадо, компания Forney Industries производит машины, столь же суровые, как и ландшафт. С 1930-х годов производители и слесари доверяют машинам Forney.
Именно благодаря такому уровню детализации и мастерства я выбрал компактный Easy Weld 261 в качестве второго выбора. Это фантастический вариант для условий сильного ветра и мест, где нельзя хранить защитный газ.
В качестве безгазовой машины с флюсовым сердечником модель 261 может сваривать сталь 24-го калибра толщиной до 1/4 дюйма. Я даже видел некоторые обзоры, в которых утверждается, что он может сваривать более толстые металлы, но это зависит от ваших навыков работы с устройствами подачи проволоки с флюсовым сердечником.
Это легкая и мощная машина. При весе менее 20 фунтов вы можете возить эту вещь куда угодно с минимальной нагрузкой на спину. Удобство превращается в идеального потребителя дома или самостоятельно, который должен возить свой сварочный аппарат в магазин друга или на задний двор.
Получите Forney Easy 140 на Amazon
Единственным недостатком конструкции Forney Easy Weld 140 является то, что он выдает 140-вольтовую мощность. Это ограничивает его сварочные способности до 15- или 20-амперного выключателя. Для любителя это, наверное, не плохо. Но если у вас есть магазин со специальным выключателем на 40 ампер, я советую приобрести другой автомат.
Подача проволоки на этом сварочном аппарате предельно проста в использовании. В качестве бюджетного устройства Forney сократила расходы, поставив пластиковый привод. У меня не было проблем с его использованием, но будьте осторожны, чтобы не сломать ручку регулировки или механизм блокировки. Замена машины дешевле, чем установка нового пластикового привода.
Forney Easy Weld 140 предоставляет вам все необходимое. Для начала сварочного проекта вам потребуются контактные наконечники и катушка с флюсовой проволокой, так что не забудьте их купить. В коробке вы найдете сварочный аппарат, пистолет для подачи проволоки и зажим заземления.
Набор скорости и напряжения провода займет у вас менее пяти минут благодаря простым в использовании регуляторам напряжения и провода на передней панели устройства. У них есть удовлетворительное сопротивление, когда вы их настраиваете, бонус, которого часто не хватает более дешевым машинам. В таблице на задней стороне дверцы отсека указаны коэффициенты рабочего цикла. При силе тока 90 ампер машина будет работать три минуты каждые десять минут.
Я считаю Easy Weld 140 идеальной покупкой для новичка, который не ожидает сварки MIG в ближайшие несколько лет. Профессионалы, которым нужен легко переносимый сварочный аппарат с флюсовой проволокой для быстрых работ в труднодоступных местах, также должны рассмотреть этот аппарат.
Сварочный аппарат Lincoln Electric Handy MIG K2185-1
Lincoln Electric является производителем промышленных стандартов для сварки трубопроводов, морских судов, автомобилей и тяжелых конструкций. Профессионалы полагаются на Lincoln Electric, чтобы предоставить качественную машину с гарантийными деталями.
Если вы планируете продолжить карьеру сварщика, то Handy MIG K2185-1 Welder должен быть в верхней части вашего списка. Несмотря на то, что это аппарат для любителей или новичков, вы изучите элементы управления и ощущения сварщиков Lincoln Electric, что поможет вам быстро добиться успеха в будущем.
Этот сварочный аппарат может выполнять сварку с подачей проволоки под флюсом и с подачей проволоки. На задней панели устройства есть порт для инертного C25 или любого другого газа, который вы предпочитаете использовать. Из коробки вы можете сваривать флюсовой проволокой, подключив машину к розетке в гараже.
Как и предыдущий Forney Easy Weld, это сварочный аппарат на 20 ампер, работающий от 115 вольт. Я советую иметь специальный выключатель для запуска Handy MIG, так как у меня были проблемы с открытием моего дома, когда машина работала более нескольких минут.
Получите Lincoln Handy MIG K2185-1 на Amazon
Однако при стабильной мощности это устройство более чем способно сваривать сталь калибра 24 и сталь 1/8 дюйма. Некоторые потребители пошли намного дальше с флюсовым сердечником, до 1/4 дюйма или более. Просто помните, что при изучении флюсовой сердцевины ваши сварные швы могут выглядеть неприглядно. Поэтому, если сварной шов будет виден, выберите вариант MIG.
Вот чем хороша эта машина. Вы можете переключаться между MIG и Flux core, заменяя катушку внутри отсека подачи проволоки. Тросовый привод Handy MIG представляет собой смесь пластика и стали и кажется более прочным, чем прямой пластиковый привод.
У вас есть четыре варианта напряжения на передней панели и бесконечная регулировка подачи проволоки. Мне очень нравится проволочный пистолет, который поставляется со станком Lincoln Electric. Он кажется тяжелым в руке, а толстый шнур не рвется и не изнашивается.
Этот аппарат поставляется со всем, что вам нужно для сварки, с момента его доставки к вашей двери. Вы получаете пистолет с 10-футовым кабелем, зажим заземления, газовое сопло, регулятор и шланг, катушки с проволокой MIG и порошковой проволокой, несколько контактных наконечников и бесплатную маску для лица.
Я рекомендую Lincoln Electric Hany MIG для начинающих, которым нужна возможность подачи проволоки с защитным газом и без него. При весе 26 фунтов он также достаточно портативен, чтобы его можно было пристегнуть к сервисному грузовику в качестве переносного сварочного аппарата.
Super Deal PRO MIG 130 AC Сварочный аппарат с подачей проволоки с флюсовым сердечником
Потребители, ищущие недорогие продукты в Интернете, остановились на Super Deal, потому что они освоили тонкую грань между доступностью и качеством. Они продают все, от ювелирных шкафов до стиральных машин. И за мои деньги сварочный аппарат с подачей проволоки MIG 130 AC с флюсовым сердечником выделяется как идеальный кандидат для тех, кто хочет попробовать сварку впервые.
Хотя Super Deal имеет штамп MIG на передней части этого аппарата, это не сварочный аппарат MIG. Это сварочный аппарат с флюсовой проволокой, который подключается к розетке на 15 ампер. При весе менее 30 фунтов он легкий и содержит все необходимое для быстрой сварки.
Для меня самым большим сюрпризом было то, что эта машина вообще работала. При такой цене я ожидал, что сварочный аппарат будет производить нестабильную дугу, непригодную для использования, но этого не произошло. После некоторой настройки я смог обеспечить стабильную подачу проволоки и сварку стали толщиной 1/8 дюйма.
Недостатком цены этой машины является то, что ее компоненты не так долговечны, как машины Lincoln Electric или Hobart. Привод подачи проволоки изготовлен из пластика, как и оболочка из ПВХ, закрывающая сварочный аппарат. Так что те из вас, кто плохо обращается со своими инструментами, должны искать в другом месте.
Пользоваться MIG 130 от Super Deal очень просто. На передней панели есть два переключателя, которые регулируют ампер на его высокое и низкое значение. Ручка подачи проволоки обладает подлинным сопротивлением и поддерживает бесконечную регулировку. Самое приятное то, что этот сварочный аппарат поставляется со всем необходимым, включая пистолет для подачи проволоки, контактные наконечники, катушку с флюсовой проволокой, зажим заземления, проволочную щетку и маску для лица.
Если вы новичок в сварке и просто хотите поработать в своей мастерской, я рекомендую сварочный аппарат Super Deal PRO Commercial MIG 130 AC Flux Core.
Сварочный аппарат с автоматической подачей проволоки Goplus MIG 130 с флюсовой сердцевиной
Для тех, кто любит спорить о том, какой недорогой сварочный аппарат купить, добавьте его в свой список. Как и Super Deal, сварочный аппарат Goplus MIG 130 Flux Core отстаивает идею о том, что вам не нужны сотни долларов для сварки дома.
Просто примечание: это еще один аппарат, на коробке которого указано, что это сварочный аппарат MIG. По сути, это сварочный аппарат с флюсовой проволокой. На передней или задней панели нет порта для инертного газа, и он не может работать с проволокой MIG.
В любом случае, машина с флюсовым сердечником работает очень хорошо, особенно с учетом стоимости. Мне нравится, что компания Goplus изготовила корпус MIG 130 из нержавеющей стали, но недостатком является то, что он тяжелее других вариантов в моем списке — 35 фунтов. Его по-прежнему легко перевозить в кузове грузовика или хранить в небольшом гараже.
Сварка с помощью Goplus требует минимальной настройки. На передней панели есть переключатель, который переключает два напряжения. Я советую оставаться на низком напряжении, если у вас нет 20-амперного выключателя. Как сварщик переменного тока, он может отключить 15-амперный выключатель, если он работает слишком долго.
Поскольку это машина масштаба 1/10, вы будете использовать ее периодически. Я считаю это хорошей вещью, так как проволока с флюсовым сердечником, с которой он поставляется, дымит больше, чем большинство других. Убедитесь, что у вас есть достаточная вентиляция при использовании этого сварочного аппарата.
С регулировкой подачи проволоки вам придется возиться больше всего. Каждый, у кого есть один из этих сварочных аппаратов Goplus, считает, что разные скорости являются идеальными. Для меня я, наконец, зафиксировал его на 3 с половиной. Но некоторые сказали, что им нужно настроить его до 5 или более.
Это лишь незначительные претензии к фантастической бюджетной машине. Я рекомендую Goplus MIG 130 новичкам и любителям, которые ищут машину с флюсовым сердечником, которая включает в себя все необходимое для начала сварки.
Hobart Handler 190 MIG Welder 230V
Если вы ищете мощный сварочный аппарат с потенциалом для толстых сварных швов, обратите внимание на хорошо оснащенный Hobart Handler 190 MIG Welder.
Это сварочный аппарат от 20 до 40 ампер с респектабельным рабочим циклом 30%, работающим при 130 ампер. Вы увидите эту машину в промышленных цехах по всей стране, потому что она производит точные сварные швы как в MIG, так и в установках подачи проволоки с флюсовым сердечником.
Hobart производит 190 Сварщик MIG в Трое, штат Огайо, из американских запчастей. Они также могут похвастаться одной из лучших гарантий в бизнесе. Так что, хотя это дороже, чем другие продукты в моем списке, вы получаете то, за что платите. 190 мерцает в глазах профессиональных покупателей, но я также думаю, что это отличный вариант для любителей, которые хотят, чтобы их покупка была рассчитана на будущее.
Дополнительная мощность упрощает сварку панелей кузова, деталей машин и сельскохозяйственного оборудования. А с дополнительным Spool Gun 100 вы сможете сваривать даже алюминий.
Привод проволоки, установленный внутри этой машины, изготовлен из качественных алюминиевых деталей и не треснет и не сломается от чрезмерного использования. Датчик подачи проволоки реагирует быстро и требует небольшой регулировки в середине сварного шва.
Несмотря на то, что профессионалам нравится сварочный аппарат 190 MIG, его легко взять в руки и использовать, что делает его идеальным для любителей, инвестирующих в установку. Кроме того, он поставляется со всем необходимым для сварки, включая пистолет для подачи проволоки с 10-футовым кабелем, зажим заземления, регулятор двойного калибра, 10-футовый шнур питания, контактные наконечники и образец катушки с порошковой проволокой.
Я рекомендую сварочный аппарат Hobart 190 MIG тем, кто готов инвестировать в свои сварочные нужды. Эта машина выдает здоровенные 230 вольт, работает от 40-амперных выключателей и может сваривать сталь толщиной до 5/16. Если вы можете позволить себе этот сварочный аппарат, я очень рассчитываю на это.
Lincoln Electric Weld Pak 125 HD Wire Feed Welder
Несмотря на то, что Lincoln Electric поддерживает потребности и предпочтения профессионалов, они также продают продукты, предназначенные для самообучающихся потребителей. И хотя Handy MIG — это фантастическое устройство начального уровня, я думаю, что для правильного человека Weld Pak 125 HD — это разумный выбор.
Это машина только с флюсовым сердечником, работающая от 120 вольт постоянного тока. Он подключается к обычной настенной розетке на 15 ампер и может сваривать сталь диаметром более 5/16 дюйма. Что мне больше всего нравится в этой машине, так это ее система привода. В этой ценовой категории Lincoln Electric предлагает один из лучших цельнолитых алюминиевых приводов, которые вы можете найти.
Загрузка катушки с флюсовым сердечником в отсек отсека проста, а шкала натяжения точна. Машина поставляется с адаптером для катушки, так что вы можете установить катушки различных размеров и толщины.
Медные соединения между приводом проволоки и пистолетом для подачи проволоки уменьшают вероятность того, что вы сломаете или раздавите проволоку. В целом, машина поддерживает известное качество сборки Lincoln. Но прочные внутренние детали и внешняя оболочка означают, что вес сварочного аппарата составляет 49 фунтов. Это один из самых тяжелых продуктов в моем списке.
Циферблаты на передней панели поддерживают четыре варианта напряжения и десять скоростей проволоки. Но по моему опыту, хорошо настроенный привод проволоки означает, что вам не придется слишком много возиться с подачей проволоки.
Weld Pak 125 HD поставляется со всеми насадками для сварки в тот момент, когда коробка приземлится на пороге вашего дома, такими как их знаменитая горелка Magnum 100L и 10-футовый кабель, зажим заземления, контактные наконечники, адаптер шпинделя для проволоки, катушка с образцами проволока с флюсовым сердечником и DVD-диск с практическими рекомендациями.
Если вы хотите получить идеальный опыт сварки с подачей проволоки с флюсовой сердцевиной и сварку в защитных газах, я настоятельно рекомендую сварочный аппарат Lincoln Electric Weld Pak 125.
7 Соображения при выборе сварочного аппарата с подачей проволоки
Вот мои рекомендации по выбору сварочного аппарата для мастерской или гаража. Они охватывают все, от лучших гарантий до различий между сваркой с подачей проволоки под флюсом и в среде защитного газа.
MIG против Flux Core
Сварочные аппараты с подачей проволоки можно разделить на два типа: те, которые поддерживают MIG и флюсовую проволоку, и те, которые могут работать только с флюсовой проволокой. Разница между двумя типами сводится к газовому порту в передней или задней части машины. Газовая сварка имеет более мелкий валик и лучше подходит для более тонких металлов.
Мы можем использовать флюсовый сердечник независимо от ветровых условий и на более толстом металле. Но недостатком является то, что бусины большие и иногда кричащие. В идеале лучше купить машину, которая делает и то, и другое. Машины только с флюсовым сердечником дешевле.
Сварочные аппараты с подачей проволоки работают с автоматическими выключателями на 15 или 40 ампер. Если в вашем магазине или гараже есть только дом, откажитесь от 240-вольтовых машин. Существует множество качественных 130-вольтовых аппаратов, которые могут выполнять сварку флюсом и сварку MIG.
Другие машины работают как от 130 вольт, так и от 240 вольт, что гарантирует их использование в вашем магазине на долгие годы. Некоторым из вас, однако, может никогда не понадобиться столько энергии, поэтому машина на 130 вольт была бы идеальной.
Одним из факторов, влияющих на мощность, которая вам потребуется, является то, что вы свариваете. Для тонкого металла, например, 24-го калибра, требуется сварка MIG. Это потому, что флюсовый сердечник прорывается через другую сторону тонкого металла при взрыве мощности.
С другой стороны, сварочные аппараты с подачей проволоки с флюсовым сердечником представляют собой дешевую альтернативу склеиванию толстых металлов. Поэтому подумайте, что вы будете сваривать сейчас и в ближайшие год или два. Таким образом, вы можете приобрести машину, которая соответствует потребностям вашего магазина.
Хотя все аппараты в моем списке являются портативными по сравнению со сварочным аппаратом TIG, их вес варьируется от 20 до 60 фунтов. Очевидно, что 60 фунтов могут показаться вдвое большими, если вам приходится возить их два или три раза в день. Даже перетащить машину с полки может быть больше проблем, чем того стоит. Будьте реалистичны при покупке сварочного аппарата с подачей проволоки и учитывайте вес.
Мой список содержит продукты, которые варьируются от стоимости еженедельного счета за продукты до ежемесячного платежа за ваш автомобиль. В тандеме с разбросом в цене репутация бренда.
Более дешевые сварочные аппараты производятся китайскими компаниями, которые используют детали, не прошедшие строгий контроль качества таких компаний, как Hobart. Тем из вас, кто планирует использовать свой сварочный аппарат ежедневно, следует подумать о покупке у надежной компании.
Я рекомендую прочитать мелкий шрифт, прежде чем добавлять сварочный аппарат в корзину онлайн-покупок. Каждый бренд поставляет свое устройство с гарантией и политикой возврата, уникальной для этой компании.
В зависимости от того, что вы свариваете и как часто вы используете аппарат, возможно, стоит купить продукт с надежной политикой возврата и гарантией на детали.
Не каждый сварочный аппарат с подачей проволоки в моем списке поставляется со всем необходимым для сварки. По крайней мере, вы захотите купить большой рулон проволоки с флюсовым сердечником или проволокой для сварки в инертном газе и оборудование для обеспечения безопасности. Если вы планируете использовать защитный газ, вы также должны проконсультироваться с поставщиком, потому что вы не получите его из своего онлайн-заказа!
Пошаговое руководство по сварочным аппаратам с подачей проволоки
Всем своим клиентам я советую начать со сварочных аппаратов с подачей проволоки. Это потому, что они просты в использовании. А с флюсовым сердечником не требуют вторичных знаний, техники безопасности и покупки защитного газа. Каждый должен с чего-то начинать, поэтому, пока вы размышляете над тем, какой сварочный аппарат лучше всего подходит для ваших нужд, ознакомьтесь с моим руководством по сварке с подачей проволоки.
Шаг 1: Безопасность превыше всего
Прежде чем вы войдете в свой магазин, вам потребуется надлежащее защитное оборудование. Для сварки MIG и сварки под флюсом вы должны соответствовать следующим минимальным требованиям: защитная маска, кожаные перчатки и фартук, кожаная обувь и джинсы. Помимо вашего оборудования, никогда не выполняйте сварку без надлежащей вентиляции. Дым, исходящий от сварного шва, содержит ядовитые пары и может нанести вам вред.
Шаг 2: Очистите поверхность металла
Грязь, копоть и ржавчина влияют на способность сварочных швов сцепляться с металлом. Самый дешевый способ почистить рабочее место — использовать проволочную щетку. Если у вас есть шлифовальный станок с полировальным кругом или стальной ватой, вы также можете использовать его. Вам понадобится блестящая чистая поверхность для сварки MIG. Флюсовый сердечник может справиться с небольшим количеством ржавчины и грязи, но все же полезно предварительно очистить металл.
Шаг 3: Длина вылета
После того, как вы установили новую партию катушек и пропустили проволоку через пистолет нажатием на спусковой крючок, обрежьте ее примерно до 3/8 дюйма. Мы называем это длиной вылета. Вы постараетесь сохранить эту длину проволоки во время сварки.
Шаг 4. Выберите подходящее напряжение
На внутренней стороне дверцы корпуса катушки вы найдете таблицу, в которой указано напряжение и приблизительная скорость подачи проволоки в зависимости от толщины металла. Если диаграммы нет, обратитесь к руководству пользователя или в Интернете. Соотношение газов для сварки MIG также будет указано в таблице.
Шаг 5. Калибровка скорости подачи проволоки
Во время сварки скорость подачи проволоки требует проб и ошибок. Не волнуйтесь, если вы предпримете несколько попыток, это нормально при использовании новой машины, как для адептов, так и для новичков. Скорость подачи проволоки зависит от того, что вы свариваете, и от типа используемой проволоки.
Шаг 6: Толкать или тянуть?
Мои читатели чаще всего задают мне вопрос, должны ли они тянуть или тянуть сварной шов. Если вы используете проволоку с флюсовым сердечником, вам нужно протащить сварной шов по шву. При сварке MIG с защитным газом вы будете проталкивать сварной шов.
Шаг 7. Будьте в курсе событий
Иногда трудно сказать, правильно ли вы выполняете сварку или соединение не прижилось. Уловка для поддержания прочной связи состоит в том, чтобы проверить наличие синего света у поверхности. Синий свет указывает на связь между вашим сварочным валиком и металлом. Если вы видите желтый и белый свет, прекратите сварку и проверьте, что происходит на линии сварки.
Мой вердикт
Владение сварочным аппаратом с подачей проволоки увеличивает количество потенциальных проектов и ремонтов, которые вы можете выполнять в своей мастерской или гараже. А поскольку многие из них работают с флюсовым сердечником и защитным газом, у вас есть преимущество перед меньшими машинами. Просто не забудьте обеспечить надлежащую вентиляцию перед началом любого проекта и приобрести защитное снаряжение, рассчитанное на сварку с флюсовым сердечником или газовую сварку C25.
Мне понравилось использовать все 7 продуктов из моего списка лучших сварочных аппаратов с подачей проволоки. Но если бы мне пришлось выбирать, это был бы Hobart Handler 140 MIG Welder. Это прочное устройство, но при этом имеет небольшой вес. А надежная гарантия, предоставляемая Hobart, обеспечивает долгие годы спокойствия после покупки. Настоятельно рекомендуется!
Статьи по теме:
- 10 лучших сварочных масок для безопасной и надежной сварки
- 10 лучших плазменных резаков для повседневного и профессионального использования
- Лучшие в отрасли сварочные аппараты MIG 220 В: все, что вам нужно знать!
Как предотвратить распространенные причины плохой подачи сварочной проволоки
Обновлено: Опубликовано:
- 9000 Распространенная проблема при сварке. К сожалению, это может быть значительным источником простоев и снижения производительности, не говоря уже о затратах.
Плохая или неравномерная подача проволоки может привести к преждевременному выходу из строя расходных деталей, прогоранию, застреванию птиц и т. д. Чтобы упростить поиск и устранение неисправностей, лучше всего сначала искать проблемы в механизме подачи проволоки, а затем переходить к передней части горелки к расходным материалам.
Поиск причины проблемы иногда может быть сложным, однако проблемы с подачей проволоки часто решаются просто.
Что происходит с кормушкой? Выявление причины плохой подачи проволоки иногда может быть сложным, однако проблема часто имеет простые решения.Плохая подача проволоки может быть связана с несколькими компонентами механизма подачи проволоки.
1. Если ведущие ролики не двигаются при нажатии на курок, проверьте, не сломано ли реле. Если вы подозреваете, что проблема в этом, обратитесь за помощью к производителю устройства подачи. Другой возможной причиной является неисправный провод управления. Вы можете проверить провод управления с помощью мультиметра, чтобы определить, нужен ли новый кабель.
2. Причиной может быть неправильно установленная направляющая трубка и/или неправильный диаметр направляющей для проволоки. Направляющая трубка находится между силовым штифтом и приводными роликами, чтобы обеспечить плавную подачу проволоки от приводных роликов в пистолет. Всегда используйте направляющую трубку соответствующего размера, устанавливайте направляющие как можно ближе к приводным роликам и устраняйте любые зазоры на пути прохождения проволоки.
3. Если ваша горелка MIG оснащена адаптером, который соединяет горелку с устройством подачи, обратите внимание на плохие соединения. Проверьте адаптер мультиметром и замените его, если он неисправен.
Взгляните на приводные ролики Показанное здесь гнездование птиц может произойти, если направляющая обрезана слишком коротко или если направляющаяимеет неправильный размер для используемой проволоки.
Использование приводных роликов неправильного размера или типа может привести к плохой подаче проволоки. Вот несколько советов, как избежать проблем.
1. Всегда согласовывайте размер приводного ролика с диаметром проволоки.
2. Проверяйте приводные ролики каждый раз, когда устанавливаете новую катушку с проволокой на механизм подачи проволоки. Замените по мере необходимости.
3. Выберите тип приводного ролика в зависимости от используемой проволоки. Например, гладкие приводные ролики хороши для сварки сплошной проволокой, а П-образные — для трубчатой проволоки — порошковой или металлопорошковой.
4. Установите надлежащее натяжение приводного ролика, чтобы на сварочную проволоку оказывалось достаточное давление для ее плавной подачи.
Проверка направляющего каналаНекоторые проблемы со сварочным направляющим каналом могут привести к неравномерной подаче проволоки, а также к прожогам и гнездованию птиц.
1. Убедитесь, что вкладыш обрезан до нужной длины. Когда вы устанавливаете и подрезаете лайнер, кладите пистолет горизонтально, следя за тем, чтобы кабель был прямым. Использование лайнера полезно. Существуют также расходные системы с вкладышами, не требующими измерения. Они фиксируются и концентрически выравниваются между контактным наконечником и силовым штифтом без застежек. Эти системы обеспечивают безошибочную замену направляющей, что устраняет проблемы с подачей проволоки.
2. Использование сварочной проволоки неправильного размера часто приводит к проблемам с подачей проволоки. Выберите вкладыш, который немного больше диаметра проволоки, так как он обеспечивает плавную подачу проволоки. Если вкладыш слишком узкий, его будет трудно подавать, что приведет к обрыву проволоки или застреванию птиц.
3. Скопление мусора в направляющем канале может препятствовать подаче проволоки. Это может быть результатом использования неправильного типа приводного ролика, что приводит к образованию стружки в направляющем канале. Микродуговая разрядка также может привести к образованию небольших отложений сварного шва внутри футеровки. Замените сварочную направляющую, если наросты приводят к нестабильной подаче проволоки. Вы также можете продуть кабель сжатым воздухом, чтобы удалить грязь и мусор при смене вкладыша.
Крупный план выгорания проволоки в контактном наконечнике самозащитного пистолета FCAW. Регулярно проверяйте контактные наконечники на предмет износа, грязи и мусора, чтобы предотвратить обратное прогорание (показано здесь), и при необходимости заменяйте контактные наконечники.Сварочные материалы составляют небольшую часть горелки MIG, но они могут влиять на подачу проволоки, особенно на контактный наконечник. Во избежание проблем:
1. Регулярно проверяйте контактный наконечник на предмет износа и при необходимости заменяйте его. Ищите признаки замочной скважины, которая возникает, когда отверстие в контактном наконечнике со временем становится продолговатым из-за прохождения через него проволоки. Также обратите внимание на скопление брызг, так как это может привести к обратному прожогу и плохой подаче проволоки.
2. Рассмотрите возможность увеличения или уменьшения размера используемого контактного наконечника. Попробуйте сначала уменьшить размер на один размер, что поможет лучше контролировать дугу и лучше подавать.
Дополнительные мысли Плохая подача проволоки может вызвать разочарование в процессе сварки, но это не должно замедлять работу надолго. Если у вас по-прежнему возникают проблемы после осмотра и регулировки механизма подачи вперед, взгляните на свою горелку MIG. Лучше всего использовать максимально короткий кабель, который все еще может выполнять свою работу. Более короткие кабели сводят к минимуму скручивание, которое может привести к проблемам с подачей проволоки. Не забывайте держать кабель как можно более прямым во время сварки. В сочетании с определенными навыками устранения неполадок правильный пистолет может продлить срок службы сварки.
Опубликовано в блоге Amperage, General WelddingTagged статья
Поиск нашего блога
Расходы
Видео
Связанные продукты
Дополнительные ресурсы
Fire Feel Inert Feel Feed Welders
15 Продукты
MIG (метал Inert Gass) Провод
15 Продукты
MIG (метал INERT GAS). питатели имеют приводные ролики, которые подают электродную проволоку с катушки через направляющую горелки в сопло горелки MIG. Они также имеют направляющие для проволоки, которые помогают обеспечить правильное позиционирование при подаче проволоки во время сварки. Механизмы подачи проволоки подают проволоку с контролируемой скоростью.
Механизмы подачи проволоки MIG (металлический инертный газ) имеют приводные ролики, которые подают электродную проволоку с катушки через направляющую горелки в сопло горелки MIG. Они также имеют направляющие для проволоки, которые помогают обеспечить правильное позиционирование при подаче проволоки во время сварки. Механизмы подачи проволоки подают проволоку с контролируемой скоростью.
Настольный – 2-роликовый
Для использования с источником питания постоянного тока постоянного напряжения
| Loading. .. | ||||||||
| Loading… | ||||||||
| Loading… |
Benchtop – 4-Roll
Для использования с источником питания постоянного тока постоянного напряжения
| Загрузка. .. | ||||||||
| Loading… |