Сварка нержавеющей стали полуавтоматом — Страница 32 — Полуавтоматическая сварка — MIG/MAG
1. Горячее растрескивание аустенитных коррозионно-стойких сталей происходит исключительно вследствие отсутствия в структуре феррита, что при применении соответствующего рекомендациям прутка/электрода просто недостижимо, т.к. химический состав присадки рекомендуется исходя из требования наличия ферритной фазы в наплавленном металле. Межпроходная температура тут не причём, её при многопроходных швах соблюдают из-за технологических особенностей, как-то очистка предыдущих валиков от оксидной плёнки, шлака. При сварке телом, если руки совсем уж из пятой точки не растут, то горячего растрескивания не получить, т.к. сварка телом идёт до S=3, а это значит скорость сварки по определению будет высока, куда выше, чем при сварке с присадкой.
2. Высокая скорость сварки используется для предотвращения выгорания лигатуры прежде всего, и уж не для предотвращения горячего растрескивания точно.
3. Совет применять присадку с высоким легирование везде, где только можно, меня слегка убил.
4. Межкристаллическая коррозия относится к особенностям сварки? Наверное не только, скорее нет, это всего лишь возможность при криворукости, но было сказано именно так.
5. Сварка без поперечных колебаний — убил.
6. На низких токах при высокой скорости сварки… Как, Карл, как????
7.А если не зачищу шов и не обработаю специальной пастой? Этот и подобные ляпы на каждом шагу, типа необходимо применять теплоотвод в виде медных (а если не медных?) пластин (всегда?), а большие толщины это сколько? 80А для тех электродов это действительно нижнее значение тока или всего лишь рекомендованное производителем?
8. Удаление цветов побежалости действительно защищает от коррозии?
Короче, говорящая голова без мозгов и малейшего понимания процессов, но вещает. «Мы разбираемся в сварке… хе-хе»
П.С.: щётка это мелочь, ведь можно пассивировать азоткой.
Сварка нержавеющей стали — технологии и особенности
Почему нержавеющая сталь не ржавеет?
В 1913 году английский металлург Гарри Бреарли, работая над проектом по улучшению оружейных стволов, случайно обнаружили, что добавление хрома в низкоуглеродистую сталь придает ей способность сопротивляться кислотной коррозии.
Все нержавеющие стали содержат железо в качестве основного элемента и хром в количестве от 11% до 30%. Добавление не менее 12% хрома в сталь делает её коррозионностойкой. Содержащийся в стали хром при взаимодействии с кислородом из атмосферы образует тонкий, невидимый слой оксида хрома, называемый оксидной пленкой. Размеры атомов хрома и их оксидов схожи, поэтому они примыкают вплотную друг к другу на поверхности металла, образуя стабильный слой толщиной всего в несколько атомов.
Если поверхность нержавеющей стали порезать или поцарапать оксидная пленка разрушается, создаются новые оксиды, восстанавливающие поверхность и защищающие ее от окислительной коррозии.
Кроме железа, углерода и хрома, современные нержавеющие стали могут также содержать другие элементы, такие как никель, ниобий, молибден, титан. Никель, молибден, ниобий и хром повышают коррозионную стойкость и другие физико-механические свойства нержавеющей стали. Добавление никеля в состав уменьшает теплопроводность и снижает электропроводность стали.
Типы нержавеющей стали
Существуют три основных типа нержавеющей стали — аустенитного, ферритного и мартенситного класса. Эти три типа стали определяются их микроструктурой, преобладающей кристаллической фазой.
- Аустенитные стали:
Аустенитные стали имеют аустенит в качестве основной фазы. Это сплавы, содержащие хром и никель (иногда марганец и азот). Наиболее известная нержавеющая сталь аустенитного класса, 304 сталь, иногда её называют T304. Тип 304 –нержавеющая сталь с содержанием хрома 18-20% и 8-10% никеля. Такое содержание элементов делает сталь немагнитной и придает ей высокую коррозионную стойкость, прочность и пластичность. Благодаря этому они широко используются в разных отраслях промышленности.
Тип 304 –нержавеющая сталь с содержанием хрома 18-20% и 8-10% никеля. Такое содержание элементов делает сталь немагнитной и придает ей высокую коррозионную стойкость, прочность и пластичность. Благодаря этому они широко используются в разных отраслях промышленности. - Ферритные стали:
Ферритные стали имеют феррит в качестве основной фазы. Эти стали содержат железо и хром. Основной тип стали – сталь 430 с содержанием хрома 17%. Ферритные стали менее пластичны, чем аустенитные стали. Не закаляются путем термической обработки и используются, как правило, в агрессивных средах. - Мартенситные стали:
Характерную микроструктуру мартенсита впервые наблюдал немецкий микроскопист Адольф Мартенс в 1890 году. Мартенситные стали — низкоуглеродистые стали основным типом которых является 410 сталь с содержанием 12% хрома и 0,12% углерода. Мартенсит придает стали высокую твердость, но и снижает ее жесткость и делает металл хрупким. Поэтому эти типы стали используют в слабоагрессивной среде, например при изготовлении столовых приборов и режущего инструмента.
 Тип 304 –нержавеющая сталь с содержанием хрома 18-20% и 8-10% никеля. Такое содержание элементов делает сталь немагнитной и придает ей высокую коррозионную стойкость, прочность и пластичность. Благодаря этому они широко используются в разных отраслях промышленности.
Тип 304 –нержавеющая сталь с содержанием хрома 18-20% и 8-10% никеля. Такое содержание элементов делает сталь немагнитной и придает ей высокую коррозионную стойкость, прочность и пластичность. Благодаря этому они широко используются в разных отраслях промышленности.
Сварка нержавеющей стали
Нержавеющая сталь может свариваться с помощью различных методов дуговой сварки, таких как ручная дуговая сварка MMA, аргонодуговая сварка вольфрамовым электродом TIG и полуавтоматическая сварка MIG/MAG.
Сварка нержавеющих сталей немного более сложный процесс, чем сварка обычной углеродистой стали. Физические свойства нержавеющей стали отличаются от обычной стали, что и делает процесс сварки более трудным и требует предварительного нагрева.
Этими различиями являются такие свойства нержавеющей стали:
- — Низкая температура плавления
- — Низкий коэффициент теплопроводности
- — Высокий коэффициент теплового расширения
Стали с содержанием углерода менее 0,20%, обычно не требуют предварительного нагрева. При сварке нержавеющих сталей с уровнем углерода более 0,20% может потребоваться предварительный подогрев. Изделия с толщиной металла более 30 мм, следует также при сварке подогревать. Температуры 150 °С, как правило, достаточно.
Температуры 150 °С, как правило, достаточно.
Ручная дуговая сварка MMA нержавейки
Для ручной дуговой сварки нержавеющей стали существует два основных типа электродов. Электроды первого типа, с основным покрытием, используются только на постоянном токе на обратной полярности («+» на электроде). В качестве основного покрытия наиболее часто используются основном карбонаты кальция и магния.
Электроды второго типа – с рутиловым покрытием, в основном из двуокиси титана, могут быть использованы при сварке на переменном токе и постоянном токе обратной полярности. Они значительно превосходят электроды с основным покрытием, благодаря стабильности горения дуги и уменьшенному разбрызгиванию при сварке.
Оба типа электродов хорошо используются во всех пространственных положениях. Тем не менее, электроды с рутиловым покрытием, как замечают сварщики, работают лучше в нижнем положении. Покрытые электроды для дуговой сварки должны храниться при нормальной комнатной температуре в сухом месте.
Аргонодуговая сварка TIG нержавеющей стали
Аргонодуговая сварка TIG широко используется для сварки тонких листов из нержавеющей стали. В качестве защитного сварочного газа наиболее часто используется 100% аргон. Для автоматической сварки иногда применяют аргонно-гелиевую смесь.
Аргонодуговая сварка может быть без подачи присадочной проволоки (для сварки тонкого металла), так и с подачей, вручную или автоматической.
Полуавтоматическая сварка MIG MAG
Процесс полуавтоматической сварки MIG MAG широко используется для толстых материалов, так как это позволяет увеличить производительность благодаря скорости сварки. Используемый защитный сварочный газ — смесь аргона и углекислоты в соотношении 98%Ar / 2%CO2. Вместо углекислоты может использоваться кислород. Содержание кислорода увеличивает смачиваемость по краям сварочного шва.
При полуавтоматической сварке нержавейки используются несколько процессов, таких как сварка короткой дугой, сварка со струйным переносом и импульсная сварка. Сварка короткой дугой применяется при сварке тонкого металла, струйный перенос – для сварки более толстых изделий.
Сварка короткой дугой применяется при сварке тонкого металла, струйный перенос – для сварки более толстых изделий.
Преимуществом импульсного процесса сварки является то, что он является наиболее управляемым процессом. Металл сварочной проволоки переходит в сварочную ванну благодаря подаваемым импульсам. Каждый импульс – одна сварочная капля. Благодаря этому снижается средний ток горения дуги, следовательно, и тепловложение, что очень важно при сварке нержавейки. Уменьшается зона термического влияния. Подробнее про сварочный полуавтомат для сварки нержавеющей стали можно посмотреть здесь.
Кроме того, при импульсной сварке практически отсутствуют сварочные брызги, что значительно экономит сварочные материалы (сварочная проволока для нержавейки — дорогой продукт) и увеличивает производительность, сокращая время на зачистку сварочного шва.
Надеемся, что данная статья будет полезна для вас.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www. smart2tech.ru
smart2tech.ru
Сварочное оборудование для сварки нержавеющей стали
Видео по сварке нержавеющей стали:
Время сварки@6 — TIG сварка нержавеющей стали для начинающих
Время сварки@8 — Сварка выхлопных систем из нержавеющей стали
Сварка нержавейки | МЕТАЛЛООБРАБАТЫВАЮЩАЯ КОМПАНИЯ (КМК)
Сварка нержавейки электродом, полуавтоматом
Процесс сварки нержавеющей стали является более серьезным, трудоемким и длительным, в отличие от варения обычной стали. Обязательным условием при проведении сварочных работ с таким материалом является правильный выбор температурного режима, поскольку нержавеющая сталь под действием высоких температур может утратить свои антикоррозийные свойства.
Существует большое количество способов сварки нержавейки. Каждый из них характеризуется рядом особенностей, имеет свои преимущества и недостатки. Первый способ лучше всего подойдет в том случае, если от конечного результата работы не ждут чего-то грандиозного. Чаще всего его задействуют при сварке нержавейки в домашних условиях. Заключается он в использовании обычных электродов. Нормальный результат выполненной работы ждет вас в том случае, если толщина листа свариваемого материала составляет больше полутора миллиметра, в противном случае электрод прорежет металл.
Хотите уточнить Стоимость?
Это наиболее экономичный вариант, который не предполагает использование газовых баллонов, однако, в данном случае, производительность очень хромает. После сварки нержавейки электродом нужно позаботиться о скорейшем охлаждении свариваемой поверхности. Можно как обдуть место сварки воздухом, так и использовать медные пластины. Некоторые виды нержавеющей стали разрешается охлаждать даже водой. Делается это, в первую очередь, для того, чтобы обеспечить сохранность антикоррозийных свойств металла при выполнении работ по контактной сварке нержавейки.
Можно как обдуть место сварки воздухом, так и использовать медные пластины. Некоторые виды нержавеющей стали разрешается охлаждать даже водой. Делается это, в первую очередь, для того, чтобы обеспечить сохранность антикоррозийных свойств металла при выполнении работ по контактной сварке нержавейки.
Если задача заключается в сваривании более тонкой поверхности, к примеру, труб или других материалов, то лучше выбрать способ сварки нержавейки инвертором. Благодаря тому, что напряжение при этом может быть как постоянным, так и переменным, качество работы будет наиболее удовлетворительным. В этом случае используются специальные вольфрамовые электроды, а весь сварочный процесс происходит в инертном газе (аргоне). Целесообразно также в качестве присадки задействовать тонкую проволоку, обладающую большими легирующими свойствами, чем сам металл.
Сварка нержавейки аргоном
Сварка нержавейки аргоном обеспечивает отличную надежность соединений даже таких изделий, которые будут использоваться в среде с высоким давлением. Для сварки нержавейки в среде аргона характерны свои преимущества. Во-первых, это аккуратность, как самого процесса сваривания (отсутствие брызг), так и шва, образующегося после работы на месте стыка свариваемых поверхностей. А во-вторых, как уже упоминалось ранее, это возможность работы с изделиями самой высокой степени тонкости.
Для сварки нержавейки в среде аргона характерны свои преимущества. Во-первых, это аккуратность, как самого процесса сваривания (отсутствие брызг), так и шва, образующегося после работы на месте стыка свариваемых поверхностей. А во-вторых, как уже упоминалось ранее, это возможность работы с изделиями самой высокой степени тонкости.
Однако в этом случае требования к уровню мастерства работника становятся намного выше, нежели для проведения предыдущего типа сварочных работ.
Сварка нержавейки с металлом, алюминием
Пожалуй, самым универсальным способом является сварка нержавейки полуавтоматом. Этот метод применим для материалов разного вида, поскольку характеризуется высокой скоростью рабочего процесса. В этом случае могут применяться различные варианты: при сварке тонких листов задействуют способ сварки короткой дугой, а для изделий большой толщины применяют сварку со струйным переносом. Полуавтоматическая сварка позволяет достичь высочайшей производительности при наименьшем количестве отходов.
Полуавтоматическая сварка позволяет достичь высочайшей производительности при наименьшем количестве отходов.
Иногда возникает необходимость выполнить, к примеру, сварку нержавейки с металлом. Это тоже возможно, только для этого обязательно необходимо использовать вспомогательные материалы, такие как нержавеющая присадка или «переходная» присадочная проволока. В случае сварки алюминия и нержавейки, весь процесс должен проходить в аргоновой среде.
Мы принимаем заказы на изготовление, как единичных деталей, так и партий мелко и среднесерийного производства.
Узнать примерную стоимость работ по сварки алюминия и нержавейки можно по:
Тел: +7 (495) 411-10-51
E-mail: [email protected]
|
Нержавейка, или же нержавеющая сталь – материал, который широко применяется в жизни человека, а так же, практически во всех отраслях производственной, промышленной и другой деятельности. Сварка нержавейки применяется на сегодняшний день довольно активно, чаще всего, при возведении зданий, домов и иных конструкций. Если раньше сварочные работы по нержавеющей стали производились редко и особым качеством исполнения не отличались (что, кстати, порой приводило к катастрофическим последствиям), то на сегодняшний день, благодаря внедрению в промышленность новейших технологией, а так же нового оборудования, сварка конструкций из нержавейки происходит максимально быстро, эффективно, а качество исполнения – на высоте. К тому же, сварные конструкции теперь отличаются особой прочностью.
Сам процесс сварки сейчас может быть осуществлен несколькими способами. Основные из них: ручная сварка, аргонно-дуговая сварка, сварка полуавтоматом. Важно заметить, что в том случае, если осуществляется дуговая сварка, то необходимо позаботиться о защитной среде, в которой лучше всего использовать следующие газы: аргон, гелий и углекислый газ. После проведения работ, необходимо как следует обработать конструкцию, в противном случае неминуемо появление пористого оксидного слоя, который будет разрушать конструкцию и делать ее неустойчивой к коррозии, в некоторых случаях, возможно частичное разрушение металла. Ну и, конечно же, не следует забывать о собственной защите. В процессе сварочных работ, наличие защитной маски и перчаток – является обязательным условием для их проведения.
Пренебрежение данным советом может печально обернуться для сварщика. Помимо этого, сваркой должен заниматься специально-обученный специалист, ни в коем случае не следует браться за сварочный аппарат, не будучи подготовленным к этой работе, возможны нежелательные последствия, вплоть до потери конечностей.
|
 Обработка нержавеющей стали может производиться различными методами. Ее можно обработать токарным способом, штамповкой или же сваркой.
Обработка нержавеющей стали может производиться различными методами. Ее можно обработать токарным способом, штамповкой или же сваркой.
 Аргонно-дуговая сварка проводиться с использованием вольфрамовых электродов, с применением постоянной подачи тока при обратной полярности.
Аргонно-дуговая сварка проводиться с использованием вольфрамовых электродов, с применением постоянной подачи тока при обратной полярности.
 Лучше довериться профессионалу или человеку, который уже имел опыт работы в качестве сварщика и понимает что делает.
Лучше довериться профессионалу или человеку, который уже имел опыт работы в качестве сварщика и понимает что делает.
Автоматизированные сварочные системы | Сварка нержавеющей стали Проблемы
Автоматизированные сварочные системы + нержавеющая сталь
Нержавеющая сталь уже много лет набирает популярность в отраслях обрабатывающей промышленности. В основном это связано с коррозионной стойкостью, прочностью и общей сопротивляемостью материала. Нержавеющая сталь встречается повсюду, начиная с кухонной техники, автомобильных товаров, медицинского оборудования и многого другого. Хотя этот металл, не требующий особого ухода, имеет множество преимуществ, он может вызвать множество проблем при сварке и разочарования!
Сварка нержавеющей стали Краткие сведения:Существуют сотни марок нержавеющей стали.
Наиболее часто используемые нержавеющие стали включают 304 и 316.
Нержавеющая сталь наиболее известна своей коррозионной стойкостью, прочностью и удобоукладываемостью.
Нержавеющая сталь имеет низкую восприимчивость к росту бактерий, что делает ее популярным выбором для пищевой и медицинской продукции.
Некоторые нержавеющие стали могут быть в 3-5 раз дороже, чем низкоуглеродистые стали.

Выбор правильной ручной или автоматической сварочной системы и процесс являются ключевыми.Читайте дальше, чтобы узнать об общих проблемах при сварке нержавеющей стали и советах по их решению.
Оксид хрома
Тонкий слой оксида хрома придает нержавеющей стали ее «нержавеющую» характеристику. Этот слой является одним из основных аттракторов, поскольку защищает материал от агрессивных сред. Проблема при сварке нержавеющей стали состоит в том, чтобы избежать повреждения этого слоя брызгами или шлаком, поскольку это может привести к уязвимости конечного продукта. Чтобы избежать этой проблемы, необходима очистка после сварки с помощью соответствующих инструментов.
Чтобы избежать этой проблемы, необходима очистка после сварки с помощью соответствующих инструментов.
Вход температуры
Легированная нержавеющая сталь проводит тепло гораздо медленнее, чем углеродистая сталь. Это означает, что тепло от дуги не так легко распределяется по материалу, вызывая концентрацию тепла в сварочной ванне. Это приведет к короблению, прогоранию и окислению. Показателем того, что на нержавеющую сталь используется слишком много тепла, является то, что сварной шов начинает образовывать радужные цвета.Хотя цвета могут выглядеть как произведение искусства, это красный флаг, что конечный продукт может не пройти тесты качества сварки.
Сравнение GMAW и GTAW
Исторически, дуговая сварка вольфрамовым электродом в газе (GTAW) была предпочтительным методом работы с нержавеющими сталями. Однако по мере развития технологий газовая дуговая сварка (GMAW) стала более стандартом. Это связано с использованием полуавтоматического сварочного оборудования в сочетании с современными средствами управления, которые обеспечивают быструю скорость наплавки, регулируют подвод тепла и улучшают стабильность.Свяжитесь с Bancroft Engineering, чтобы обсудить многочисленные преимущества автоматизации сварки нержавеющей стали.
Это связано с использованием полуавтоматического сварочного оборудования в сочетании с современными средствами управления, которые обеспечивают быструю скорость наплавки, регулируют подвод тепла и улучшают стабильность.Свяжитесь с Bancroft Engineering, чтобы обсудить многочисленные преимущества автоматизации сварки нержавеющей стали.
Процессы чистовой обработки
Нержавеющая сталь требует специальной обработки после завершения сварки. Не совершайте ошибку, используя стальные щетки или полировальные диски, которые использовались ранее для обработки углеродистой стали — это повредит защитный оксидный слой. Независимо от того, нужна ли вам матовая, матовая или зеркальная отделка, важно использовать специальные инструменты для отделки из нержавеющей стали, такие как чистовые диски, ремни и другие инструменты.
Автоматизированные сварочные системы + нержавеющая сталь
Умение сваривать нержавеющую сталь является важной частью производства. Bancroft Engineering имеет многолетний опыт создания автоматизированных сварочных систем для нержавеющей стали. Мы можем помочь вам оптимизировать производственное оборудование и значительно улучшить сварку! Готовы к обновлению? Позвоните нам сегодня по телефону 262-786-1880 или по электронной почте: sales @ bancrofteng.com
Bancroft Engineering имеет многолетний опыт создания автоматизированных сварочных систем для нержавеющей стали. Мы можем помочь вам оптимизировать производственное оборудование и значительно улучшить сварку! Готовы к обновлению? Позвоните нам сегодня по телефону 262-786-1880 или по электронной почте: sales @ bancrofteng.com
Основные сведения о сварке нержавеющей стали
Сегодня нержавеющая сталь остается еще более популярной из-за своих ценных характеристик. К ним относится устойчивость к различным видам жидкостной, химической и газовой коррозии. Он также известен своими прочными и долговечными свойствами.
Когда дело доходит до сварки, часто используется нержавеющая сталь. Обучение сварке нержавеющей стали может показаться трудным для других.Но понимание основ сварки нержавеющей стали поможет вам начать работу. Сварщикам следует учитывать лишь несколько аспектов. Из этого сообщения в блоге они узнают об основах сварки нержавеющей стали. Подробнее читайте здесь.
Подробнее читайте здесь.
Общие методы сварки нержавеющей стали
Выбор процесса сварки нержавеющей стали будет зависеть от отделки используемого материала и толщины металла. Хотя существует несколько методов сварки нержавеющей стали, большинство сварщиков использовали только эти три метода.Это следующие:
1. Сварка TIG (газовая дуговая сварка вольфрамом)
TIG или сварка вольфрамовым электродом в среде инертного газа — это наиболее распространенный в настоящее время процесс сварки нержавеющей стали. Этот метод идеален при сварке ответственных стыков. Он также широко используется в отраслях, где требуются тонкие и точные сварные швы.
Обычно в этом методе используется газообразный аргон, смешанный с гелием, водородом и азотом. Газ аргон используется, поскольку он защищает и охлаждает вольфрам. Кроме того, он предотвращает окисление.Меньшее количество дыма также выделяется аргоном по сравнению с другими газами.
2. Контактная или точечная сварка
Как следует из названия, это процесс точечной или шовной сварки. Точечная сварка, как известно, является наиболее экономичным методом сварки. Кроме того, оборудование, используемое для контактной сварки, очень универсально. Следовательно, он идеально подходит для малых и больших сварочных проектов.
Точечная сварка, как известно, является наиболее экономичным методом сварки. Кроме того, оборудование, используемое для контактной сварки, очень универсально. Следовательно, он идеально подходит для малых и больших сварочных проектов.
При контактной сварке используется электрический ток для плавления металлических кромок и их соединения.Этот метод известен как эффективный выбор для металлов с низкой температурой плавления. Это потому, что его можно легко модифицировать, чтобы предотвратить деформацию металла.
3. MIG-сварка (газовая дуговая сварка металлическим электродом)
Этот метод представляет собой полуавтоматический процесс сварки, который обеспечивает прочное соединение двух частей нержавеющей стали, особенно при правильном выполнении.
СваркаMIG позволяет сварщику использовать импульсный источник тока. Таким образом будет легче сваривать труднодоступные углы сложных конструкций из нержавеющей стали.
Инструменты и принадлежности для сбора
Для сварки нержавеющей стали методом MIG требуются специальные инструменты и материалы. Вот часть оборудования, которое необходимо подготовить к любым сварочным работам.
Вот часть оборудования, которое необходимо подготовить к любым сварочным работам.
- Сварочный аппарат — этот аппарат необходим для выполнения надежных и прочных сварных швов нержавеющей стали. Для сварочного аппарата MIG жизненно важно искать такие детали, как сварочная горелка и образцы сварочной проволоки.
- Сварочный пистолет — как упоминалось выше, сварочные аппараты обычно поставляются со сварочным пистолетом.Для более точного управления и решения конкретных задач сварочную горелку можно модернизировать.
- Вкладыш пистолета — этот инструмент защищает сварочный пистолет. Это также позволяет сварщикам переключаться между различными типами металлической проволоки для конкретных сварочных работ.
- Механизм подачи проволоки — данное устройство необходимо только в том случае, если в проекте требуется много сварочных работ или если кто-то работает на специализированном объекте.
- Сварочная проволока — следует использовать соответствующую сварочную проволоку для нержавеющей стали.Вам следует проверить сварочный аппарат или специальный механизм подачи проволоки, чтобы узнать, какую сварочную проволоку использовать.
- Щетка для чистки — чтобы подготовить заготовку к лучшему и прочному сварному шву, необходима щетка для чистки и соскабливания металла.
- Защитный газ — в качестве защитного газа может использоваться комбинация аргона, гелия и углекислого газа.

Насадки для сварки нержавеющей стали
Вот несколько полезных советов, которым вы можете следовать, чтобы обеспечить безопасную и долговечную сварку нержавеющей стали.
1. Обязательно очистите поверхности нержавеющей стали перед сваркой.
Нержавеющая сталь склонна к загрязнению высокоуглеродистой сталью и другими металлами. Когда он подвергается воздействию этих металлов, его коррозионная стойкость может снизиться.
Кроме того, очистка поверхности нержавеющей стали укрепит сварной шов в целом. Если вы чистите металлической щеткой, не используйте ее для чистки других металлических поверхностей. Это связано с тем, что во время очистки на поверхность нержавеющей стали могут проникать микроскопические частицы других металлов.В этом случае следует подумать о специальных процедурах травления и очистки, чтобы предотвратить проблемы в будущем.
2. Подготовьте необходимые инструменты
Чтобы получить хороший сварной шов, нужно каждый раз правильно начинать процесс. Всегда прежде всего проверяйте оборудование, источник проволоки и силу тока и напряжение сварочного аппарата. В случае необходимости быстрой замены во время работы должны быть доступны дополнительные провода, расходные детали и наконечники пистолета.
3. Выберите присадочный материал, аналогичный наплавленному металлу
Выбор правильного присадочного материала важен для поддержания коррозионной стойкости нержавеющей стали. Чтобы выбрать подходящий, обратите внимание на марки стали и суффиксы.
Чтобы выбрать подходящий, обратите внимание на марки стали и суффиксы.
4. Работать в хорошо вентилируемом помещении
Рекомендуется работать в открытом гараже, чтобы обеспечить хорошую вентиляцию сварщикам. Если на рабочем месте нет свежего воздуха, можно использовать специальные вытяжные системы. Кроме того, для удовлетворительной работы в рабочем пространстве должно быть достаточно света.
5. Носите подходящие средства индивидуальной защиты (СИЗ)
При любых сварочных работах крайне важно носить подходящую индивидуальную защитную одежду.Это необходимо для защиты сварщика от таких опасных происшествий, как искры, ожоги, брызги, радиация и поражение электрическим током. Ношение соответствующего защитного снаряжения — это мера безопасности. Это также требуется регулирующими органами.
Заключение
Сварка нержавеющей сталью может быть сложной задачей, особенно если у вас нет необходимых инструментов, оборудования, навыков и знаний. Таким образом, очень важно не торопиться и заранее провести некоторые исследования. Понимание основ сварки нержавеющей стали важно для получения хорошего и ценного результата при производстве нержавеющей стали.И этот пост в блоге станет вашим руководством в достижении выдающейся детали.
Таким образом, очень важно не торопиться и заранее провести некоторые исследования. Понимание основ сварки нержавеющей стали важно для получения хорошего и ценного результата при производстве нержавеющей стали.И этот пост в блоге станет вашим руководством в достижении выдающейся детали.
Если вам нужна помощь, когда дело доходит до ваших проектов по изготовлению металлических изделий, не стесняйтесь звонить вашим местным специалистам по изготовлению металлов.
4 лучших способа сварки нержавеющей стали [Краткое руководство]
Нержавеющая сталь давно считается популярным строительным материалом. Это широко известное предпочтение из-за его долговечности, прочности, удобоукладываемости и различной степени коррозионной стойкости.Этот привлекательный металл создает дополнительную проблему для точной сварки. Совершенно необходимо обсудить мир сварки нержавеющей стали , прежде чем вы выберете проект с нержавеющей сталью. Разберем металл в деталях и лучшие приемы сварки нержавеющей стали .
Нержавеющая сталь — это сплав железа с различным содержанием хрома от 11% до 30%. Нержавеющий, привлекательный характер металла обязан хрому.Вариация доли хромовых элементов зависит от химического состава нержавеющей стали и ее применения. В него добавлены такие элементы, как никель и молибден, для повышения его формуемости и устойчивости к коррозии.
Harry Brearley представил оригинальную нержавеющую сталь в 1913 году. Популярность этой нержавеющей стали растет благодаря ее прочности и антикоррозийным свойствам против химикатов, газов и жидкостей. Люди удивляются, узнав, что существует три типа нержавеющей стали: ферритная, аустенитная и мартенситная.Процесс сварки у каждого из них не сильно отличается.
Этот сварочный металл очень хорошо работает в различных промышленных областях. Он может выдерживать экстремальные температуры, что делает его приемлемым выбором для трубопроводов, агрессивных химикатов и нефтяной промышленности. Он также является популярным выбором для медицинского оборудования, ресторанов и пивоварен из-за его устойчивости к инфекциям.
Он также является популярным выбором для медицинского оборудования, ресторанов и пивоварен из-за его устойчивости к инфекциям.
Противная часть нержавеющей стали в том, что она в 3-5 раз дороже низкоуглеродистой стали.Его сварка столь же дорога и затрудняет выбор.
Подготовка к сварке — ключ к успехуКак сварить нержавеющую сталь , всегда остается загадкой, которую предстоит решить. Очистка и подготовка нержавеющей стали — ключ к правильной сварке. Потому что металл имеет сильную связь с углеродистой сталью. Храните набор инструментов отдельно, чтобы очистить нержавеющую сталь перед сваркой. Любой инструмент с остаточным углеродом может загрязнить нержавеющую сталь и привести к ржавчине конечного продукта.Кисть, молоток и зажим следует хранить отдельно от сварочного металла.
Рекомендуется держать рабочие зоны из углеродистой и нержавеющей стали отдельно, поскольку взвешенные частицы углерода могут врастать в нержавеющую сталь и впоследствии ржаветь.
Очень важная подготовка — это выбор наполнителя. Постарайтесь, чтобы присадочный материал соответствовал основному металлу. Как правило, это легко, но с разнородными металлами возникают трудности.
Общие методы сварки нержавеющей сталиВыбор процесса сварки для сварки нержавеющей стали зависит от таких факторов, как толщина металла, готовый продукт, время завершения проекта.Сварочный аппарат SS Используются преимущественно следующие 4 метода .
1. Сварка TIGЭто наиболее часто используемый процесс благодаря своему высочайшему качеству, прочности, универсальности и долговечности. Это идеальный выбор для тонкого металла, где важно учитывать его окончательный внешний вид. Температура сварки TIG и защитный газ аргон, гелий, водород и азот, используемые для предотвращения окисления.
Сварка TIG — это самая прочная сварка по сравнению с другими способами сварки. Сварка без использования расходных материалов. Электрический ток сам по себе создает дугу между вольфрамом и основным металлом. Дуга, в свою очередь, производит сильный жар, который может расплавить соединяемые поверхности.
Сварка без использования расходных материалов. Электрический ток сам по себе создает дугу между вольфрамом и основным металлом. Дуга, в свою очередь, производит сильный жар, который может расплавить соединяемые поверхности.
Зона сварки требует защиты от загрязнений защитным газом. Защищенная зона сварного шва при охлаждении превращается в безупречный сварной шов. Здесь нет необходимости в шлифовке или сколах при сварке постов.
Усовершенствования в сварке TIG нержавеющей сталиПроцесс сварки TIG нержавеющей стали стал настоящим кошмаром.Уродливый сварной шов — это деморализация, если вы не воспользуетесь следующими советами для улучшения результатов.
1. Использование вольфрамового стержня подходящего размера — Качество сварки напрямую зависит от диаметра вольфрамового стержня. Низкотемпературный легкий металлический лист с большим диаметром стержня создает проблемы для начала плавной сварки. Чем тяжелее нержавеющая сталь, тем больше размер стержней.
2. Очистите металл — Нет быстрого пути к очистке, чтобы сделать чистый, идеальный и прочный валик.Для очистки можно использовать чистую тряпку, ацетон, другие растворители — полезные средства для их очистки. Они очищают расплав, быстро удаляя все.
3. Очистка наконечника от вольфрама — Обязательно получение точной, стабильной и сильной дуги. Наконечник загрязнен присадочной проволокой, которую необходимо очистить до следующего сеанса сварки. Чем тоньше кончик вольфрама, тем чище и точнее дуга.
4. Улучшение газового покрытия — Примеси в шарике образуются с захватом воздуха.Вы должны использовать больше газа, чтобы сварка стала лучше. Широкая чашеобразная конструкция может использоваться в качестве защитного газа для покрытия большего количества поверхностей и улучшения результатов сварки.
5. Повысьте скорость сварки — Выберите силу тока, при которой сварка не сдувается и не подрезается при быстром движении. Лучше запустить сварщика на 10% меньше, чем один ампер на 0,001 дюйма стали, и быстро двигаться, чтобы соответствовать.
Лучше запустить сварщика на 10% меньше, чем один ампер на 0,001 дюйма стали, и быстро двигаться, чтобы соответствовать.
6. Выбор правильного присадочного материала — присадочный материал должен почти соответствовать основному металлу.Никогда не сваривайте пластины из нержавеющей стали 304 с электродными стержнями 316. Материал наполнителя должен быть равным по прочности и прочнее основного металла, чтобы получить надлежащее прочное соединение. Всегда выбирайте стержень правильного размера, чтобы обеспечить лучшее сварочное покрытие.
7. Задняя продувка сварного шва — Обеспечение защиты задней стороны сварного шва от окружающей среды для поддержания качества сварного шва. Это может быть достигнуто с помощью комплекта для продувки или путем закрытия алюминиевой крышки с обратной стороны сварного шва.
8. Медленнее охлаждение — Чем медленнее охлаждение, тем лучше сварка из нержавеющей стали.
2. Сварка МИГ
Сварка МИГ Полуавтоматический процесс соединения двух стальных деталей с использованием защитного газа аргоном и проволочными электродами. Сварочные пистолеты могут работать в трудных местах при сварке изделий из нержавеющей стали.
MIG — более быстрый и надежный процесс сварки. Самый простой процесс сварки даже для начинающего сварщика. Мы выбираем этот процесс, если время на выполнение работы невелико, а пользователь не является сертифицированным сварщиком.
Скорость сварки высокая благодаря полуавтоматической подаче электродов с механизмом подачи проволоки. Электрод подается непрерывно с заданной скоростью для выполнения задания.
Защитный газ аргон используется для защиты зоны расплава от атмосферных загрязнений. Качество после сварки довольно хорошее и чистое, и его можно использовать для масштабного проекта.
3. Ручная сварка Лучше использовать источник постоянного тока для сварки штучной сваркой, чем , сварка нержавеющей стали . Дуга остается очень гладкой, стабильной, плавным зажиганием и сваркой в разных положениях.
Дуга остается очень гладкой, стабильной, плавным зажиганием и сваркой в разных положениях.
Базовая сварка на многие десятилетия. Самый приемлемый способ соединения металлов. Безопасная сварка на открытом воздухе возможна. Из-за потока электродов образуется дым. Флюс помогает уберечь зону сварки от загрязнения. Этот флюс превращается в шлак после сварки, который требует скалывания вручную.
Сварка дуговой сваркой остается очень прочной и используется в основном для сварки конструкций.Внешний вид сварки не исключительный, но очень прочный.
4. Точечная сваркаУниверсальный, самый экономичный сварочный процесс для малых и больших проектов сварки нержавейкой. Здесь два металла соединяются путем локального нагрева и образуют элегантный и прочный сварной шов без деформации.
Самый экономичный способ соединения двух листов металла. Электрический ток выделяет тепло, когда проходит через электрод. Сопротивление металла приводит к выделению тепла. Тепло плавит металлические поверхности, которые под давлением плеч на электрод при охлаждении образуют прочное соединение.
Тепло плавит металлические поверхности, которые под давлением плеч на электрод при охлаждении образуют прочное соединение.
Насколько сложна сварка нержавеющей стали?
Это немного сложно для начинающего сварщика, так как нержавеющая сталь хорошо удерживает тепло. Огромная температура сварки может деформировать и даже исказить его в процессе охлаждения. Это очень деликатный процесс, так как каждое пятно и царапина остаются заметными и портят эстетический вид.Нержавеющая сталь не прощает ошибок, скрывая ошибки сварщика. Многолетний опыт сварки ss — единственная квалификация сварщика для сварки стали.
Какой способ сварки лучше всего подходит для нержавеющей стали?
Чтобы найти ответ на этот вопрос, изучите навыки сварщика, эстетический вид конечного продукта, толщину металла, бюджет и время, необходимое для завершения проекта.
Если вы ищете наиболее доступный процесс, то лучшим выбором будет точечная сварка.Тонкий металл с чистым эстетическим видом хорошо сочетается с сваркой в тигле. Можно рассматривать большой, быстрый и надежный проект, в котором внешний вид не имеет первостепенного значения. Процесс сварки MIG может быть рассмотрен.
Возможна ли сварка TIG нержавеющей стали?
Tig — это точный процесс сварки, выбор для проектов, где требуются чистые, аккуратные, контролируемые, менее щадящие металлы, такие как сплав нержавеющей стали. Это медленный процесс, требующий опытного сварщика, работающего на аппарате для сварки нержавеющей стали .Сварка позволяет избежать деформации основного металла. Сварка MIG — лучший выбор там, где эстетика не является предпочтением. Это быстрый и экономичный процесс, и начинающий сварщик может выполнить его с минимальными затратами. Оборудования, аксессуаров и опыта должно быть немного.
Можно ли сваривать ржавчину из нержавеющей стали?
Нержавеющая сталь обычно выдерживает все виды коррозии. В экстремальных условиях, когда слой оксида хрома разрушен, возможно образование ржавчины. Это может произойти во время сварки, нагрева или охлаждения.При сварке нержавеющей стали tig существует серьезная проблема коррозии. Мы можем победить это с помощью правильной очистки и подготовки пластины ss. Оксид хрома внутри нержавеющей стали действует как защитный экран от ржавчины во время процесса сварки. Это помогает нержавеющей стали зажить от стойких следов и обесцвечивания.
В экстремальных условиях, когда слой оксида хрома разрушен, возможно образование ржавчины. Это может произойти во время сварки, нагрева или охлаждения.При сварке нержавеющей стали tig существует серьезная проблема коррозии. Мы можем победить это с помощью правильной очистки и подготовки пластины ss. Оксид хрома внутри нержавеющей стали действует как защитный экран от ржавчины во время процесса сварки. Это помогает нержавеющей стали зажить от стойких следов и обесцвечивания.
Как лучше всего сваривать нержавеющую сталь?
Сталь кладется на сварочный стол и фиксируется зажимами и зажимами.Теперь соединяет две пластины, если они больше, то Mig сварка нержавеющей стали является выбором. Сварка TIG лучше всего подходит для тонких металлов, деликатных и прочных сварочных работ.
Сварка нержавеющей стали — это другое дело?
Нержавеющая сталь Гарри Брерли (1913) была гораздо более стойкой к коррозии при очень низкой пластичности. Процесс сварки стали мало чем отличается от углеродистой стали.
Процесс сварки стали мало чем отличается от углеродистой стали.
Какой сварочный пруток лучше всего подходит для нержавеющей стали?
Пруток для сварки нержавеющей стали типа A 309 или 312 — лучший выбор для сварки нержавеющей стали при ремонте и техническом обслуживании.Соединение прочное и устойчивое к растрескиванию при использовании.
Почему нержавеющие сварные швы иногда становятся черными?
Когда нагретая сталь встречается с атмосферой, происходит окисление атмосферным воздухом. Цвет металла зависит от состава металла, температуры и продолжительности воздействия на зону сварки. Меньшее количество газов, слишком высокая скорость перемещения и слишком большой ток могут вызвать обесцвечивание.
Нужна ли вам специальная проволока для сварки нержавеющей стали?
Для замены проволоки в системе подачи проволоки не требуется никакой специальной проволоки, как в случае с алюминием. Присадочный материал должен соответствовать основному металлу для получения лучших результатов сварки стали . Наиболее распространенные марки проволоки из аустенитной нержавеющей стали — 308. 309 и 316.
Присадочный материал должен соответствовать основному металлу для получения лучших результатов сварки стали . Наиболее распространенные марки проволоки из аустенитной нержавеющей стали — 308. 309 и 316.
Какие типы нержавеющей стали имеют самое низкое качество сварки?
Аустенитные и ферритные сплавы легко свариваются с превосходным качеством. Мартенситный сорт имеет очень твердое, плохое и хрупкое качество сварки из-за соотношения содержания углерода. Хрупкость и упрочнение можно уменьшить путем предварительного нагрева металла.
Что лучше сварка переменным или постоянным током?
Сваркапостоянным током дает преимущества перед сваркой на переменном токе при сварке стали, поскольку дуга постоянного тока является гладкой, стабильной, небольшим количеством отключений, спокойным запуском, легкой сваркой над головой и вертикальной сваркой.
Заключительные слова Сварка нержавеющей стали — дело стоящее.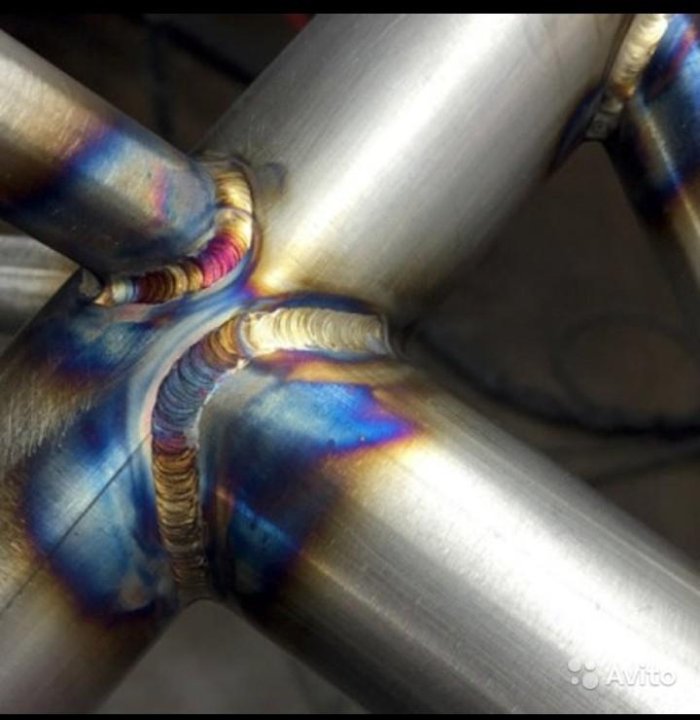 Этот процесс наполнен множеством преимуществ и ограничений. Если учесть ограничения техники, конечный результат будет удовлетворительным. Оттачивание навыков сварки с этим модным, популярным, художественным и ценным металлом сэкономит вам энергию и деньги на вашем проекте.Совершенство в сварке нержавеющей стали сделает вас профессионалом, чьи навыки сделают вас наиболее востребованными и востребованными в различных отраслях промышленности.
Этот процесс наполнен множеством преимуществ и ограничений. Если учесть ограничения техники, конечный результат будет удовлетворительным. Оттачивание навыков сварки с этим модным, популярным, художественным и ценным металлом сэкономит вам энергию и деньги на вашем проекте.Совершенство в сварке нержавеющей стали сделает вас профессионалом, чьи навыки сделают вас наиболее востребованными и востребованными в различных отраслях промышленности.
Вам тоже может понравиться…
Процедура сварки чугуна [Пошаговое руководство]
Понимание процесса сварки алюминия по сравнению со сваркой стали
Сварка MIG и TIG — Сравнение двух процессов сварки
Свариваемость материалов — нержавеющая сталь
IRJET-Запрошенная вами страница не найдена на нашем сайте
IRJET приглашает статьи из различных инженерных и технологических и научных дисциплин для Тома 8, выпуск 12 (декабрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 12, Декабрь 2021 г. Публикация продолжается…
Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуска 12 (декабрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 12, декабрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуска 12 (декабрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 12, декабрь 2021 г. Публикация продолжается…
Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуска 12 (декабрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 12, декабрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуска 12 (декабрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 12, декабрь 2021 г. Публикация продолжается…
Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуска 12 (декабрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 12, декабрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуска 12 (декабрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 12, декабрь 2021 г. Публикация продолжается…
Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуска 12 (декабрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 12, декабрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
Как сваривать нержавеющую сталь
Нержавеющая сталь — довольно популярный металл и строительный материал, который хорошо известен своей устойчивостью к коррозии и необычайной прочностью. Если вы хотите сварить этот дорогостоящий и уникальный металл, вы можете столкнуться с множеством проблем.Перед сваркой нержавеющей стали необходимо внимательно рассмотреть эти проблемы. Мы собрали лучшие способы сварки нержавеющей стали.
Если вы хотите сварить этот дорогостоящий и уникальный металл, вы можете столкнуться с множеством проблем.Перед сваркой нержавеющей стали необходимо внимательно рассмотреть эти проблемы. Мы собрали лучшие способы сварки нержавеющей стали.
Что такое нержавеющая сталь?
Нержавеющая сталь — это сплав, который представляет собой комбинацию различных металлов, таких как железо и хром. Количество хрома в нем колеблется от 11 до 30%. Защита нержавеющей стали от ржавчины в основном обусловлена наличием в ней хрома. Нержавеющая сталь — прочный металл, обладающий высокой стойкостью к жидкости, газам и химической коррозии.Он легко выдерживает экстремально низкие и высокие температуры. Именно поэтому его настоятельно рекомендуется использовать в трубной и нефтяной промышленности. Однако это дорогой металл, который в 3-5 раз дороже низкоуглеродистой стали. Сварка нержавеющей стали также будет очень сложной задачей. Давайте посмотрим на методы сварки нержавеющей стали.
ГАЗОВАЯ СВАРКА ДУГОВОЙ ИЛИ ТИГОВОЙ СВАРКОЙ
Благодаря своей долговечности, универсальности и исключительному качеству, TIG является наиболее распространенным методом сварки нержавеющей стали.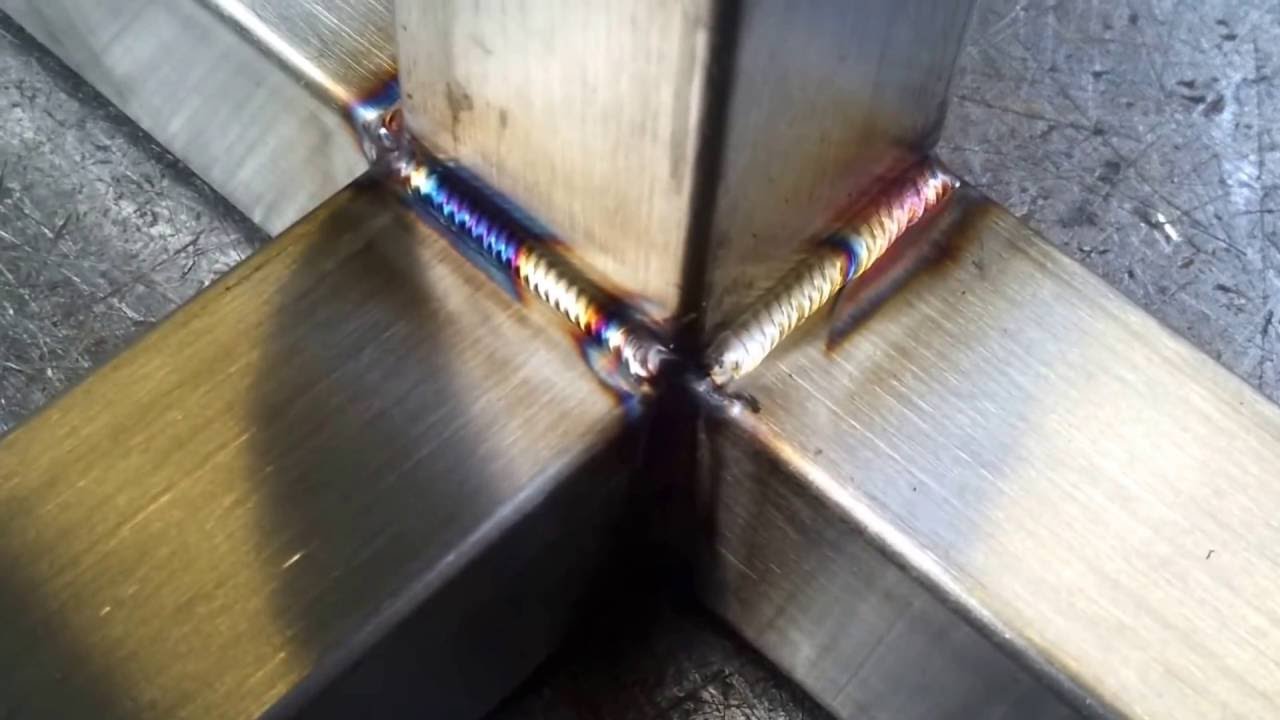 Сварка TIG обеспечивает низкое тепловложение, что идеально подходит для тонких материалов, таких как нержавеющая сталь. Газ аргон смешивается с другими газами, такими как водород, гелий и азот, для сварки нержавеющей стали в соответствии с требованиями. В этом случае предпочтительна односторонняя сварка с использованием защиты инертным газом между внешними и внутренними сварными швами. Он предотвращает процесс окисления и увеличивает сопротивление образованию коррозии. Наконец, вы должны использовать лучший сварочный шлем TIG, прежде чем приступить к этому процессу.Поскольку вредные лучи устраняются во время сварки, это может быть опасно для ваших глаз.
Сварка TIG обеспечивает низкое тепловложение, что идеально подходит для тонких материалов, таких как нержавеющая сталь. Газ аргон смешивается с другими газами, такими как водород, гелий и азот, для сварки нержавеющей стали в соответствии с требованиями. В этом случае предпочтительна односторонняя сварка с использованием защиты инертным газом между внешними и внутренними сварными швами. Он предотвращает процесс окисления и увеличивает сопротивление образованию коррозии. Наконец, вы должны использовать лучший сварочный шлем TIG, прежде чем приступить к этому процессу.Поскольку вредные лучи устраняются во время сварки, это может быть опасно для ваших глаз.
ТОЧЕЧНАЯ СВАРКА ИЛИ СОПРОТИВЛЕНИЕ
Самый экономичный вид сварки — это точечная сварка. Оборудование, используемое для этого вида сварки, чрезвычайно универсально, что одинаково хорошо для небольших или крупных проектов. В этом типе сварки электрический ток используется для нагрева металлических кромок, после чего они плавятся или склеиваются. Это идеальный процесс сварки металлов с низкой температурой плавления.В этой сварке можно уберечь металл от перекоса.
Это идеальный процесс сварки металлов с низкой температурой плавления.В этой сварке можно уберечь металл от перекоса.
СВАРКА ГАЗОМ МЕТАЛЛА НА переменном токе ИЛИ СВАРКА МИГ
Это полуавтоматический процесс, который предлагает прочное соединение двух частей из нержавеющей стали. В этом процессе используется сплошной проволочный электрод и богатый газ аргон. Это довольно популярный метод, поскольку он позволяет сварщику использовать импульсный источник тока. Этот метод чрезвычайно полезен, если вам нужно сваривать нержавеющую сталь в труднодоступных местах. Другие газы, такие как гелий, углекислый газ и кислород, также смешиваются для стабилизации дуги и улучшения общего качества сварки.
Металлопрокат различный. Профили и трубы из нержавеющей стали. в складском фоне. 3д иллюстрация
Какой метод сварки нержавеющей стали является наилучшим?
Все зависит от того, какую сварку вы хотите произвести на нержавеющей стали. Все методы подходят для обычной сварки нержавеющей стали. Но если вам нужно сделать дешевую или доступную сварку, то лучше всего подойдет точечная сварка. Но если материал тонкий и очень чувствительный, то сварка TIG будет более подходящим вариантом, так как этот вид сварки известен своими тонкостями.
Но если вам нужно сделать дешевую или доступную сварку, то лучше всего подойдет точечная сварка. Но если материал тонкий и очень чувствительный, то сварка TIG будет более подходящим вариантом, так как этот вид сварки известен своими тонкостями.
В целом, если вы хотите найти лучший метод сварки нержавеющей стали, вам также необходимо обратить внимание на определенные факторы, такие как эстетический вид окончательно свариваемой детали, толщина металла, уровень квалификации сварщика, стоимость и время, затрачиваемое на проект. Если артистизм имеет для вас первостепенное значение, то сварка TIG будет для вас идеальным вариантом, но сварка MIG будет гораздо лучшим вариантом, если вам нужна скорость и эффективность.
Советы по передовой сварке
Для предотвращения коробления нержавеющей стали во время сварки необходимо зажать кусок меди или латуни за швом.Он действует как теплоотвод и предотвращает ожоги во время сварки. Таким образом можно легко сварить весь шов непрерывно.
Используйте отдельный инструмент для подготовки или очистки металла перед сваркой, поскольку нержавеющая сталь очень чувствительна к углеродистой стали. Даже незначительный контакт нержавеющей стали с углеродистой сталью оставит следы на поверхности стали и в конечном итоге приведет к коррозии металла. Таким образом, при сварке нержавеющей стали держите углеродистую сталь на отдельном участке.
Часто задаваемые вопросы
СЛОЖНАЯ СВАРКА НЕРЖАВЕЮЩЕЙ СТАЛИ?
Нержавеющая сталь — это металл, который сохраняет тепло, поэтому начинающему сварщику будет довольно сложно с ним обращаться.Когда вы нагреете нержавеющую сталь слишком сильно, она может закутаться при высокой температуре и деформироваться при понижении температуры. Таким образом, эстетический вид металла также будет нарушаться из-за пятен и царапин, оставленных на нем. Также нужно проявлять особую осторожность при сварке металлического стола, так как он может легко поцарапаться. В целом можно сказать, что вы не можете позволить себе ни единой ошибки при сварке нержавеющей стали. Вот почему для сварки материалов, похожих на нержавеющую сталь, всегда отдается предпочтение профессиональному сварщику.
Вот почему для сварки материалов, похожих на нержавеющую сталь, всегда отдается предпочтение профессиональному сварщику.
МОЖНО ЛИ ВЫ СВАРЯТЬ НЕРЖАВЕЮЩУЮ СТАЛЬ?
Если вы хотите выполнять чистую и контролируемую сварку менее щадящих материалов, таких как алюминий и сплав нержавеющей стали, сварка TIG — лучший вариант, который вы можете использовать, поскольку он также известен своей высокой точностью. Это может быть медленный процесс сварки, но с таким типом сварки справится только опытный или профессиональный сварщик. Применяя этот вид сварки, вы можете получить красивый сварной шов без искажений.
РЖАВЕТСЯ ЛИ СВАРОЧНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ?
В нормальных условиях нержавеющая сталь не подвержена коррозии.Он легко выдерживает любую коррозию. Но в экстремальных обстоятельствах нержавеющая сталь может заржаветь. Обычно это происходит при удалении или разрушении слоя оксида хрома. Оксид хрома — это слой, который защищает нержавеющую сталь от ржавчины. Во время сварки нержавеющая сталь должна подвергаться воздействию экстремально высоких или низких температур. Слой оксида хрома в этих условиях портится.
Во время сварки нержавеющая сталь должна подвергаться воздействию экстремально высоких или низких температур. Слой оксида хрома в этих условиях портится.
Ржавчина может также возникнуть при сварке нержавеющей стали методом TIG.Вот почему так важно очистить и подготовить нержавеющую сталь перед началом процесса сварки. Если сварить его после надлежащей очистки, то проблемы с ржавчиной не возникнет, а слой оксида хрома останется целым. Эта вещь также защитит нержавеющую сталь от постоянных следов и обесцвечивания.
Заключение
Сварка нержавеющей стали имеет свои преимущества и трудности, но если вы будете следовать всем инструкциям, результаты также будут для вас вполне достойными.Улучшив свои навыки сварки нержавеющей стали, вы сможете сэкономить время и деньги в будущих сварочных проектах. Самое главное, вы можете добиться максимально эффективных, красивых и профессиональных результатов.
Что такое дуговая сварка порошковой проволокой (FCAW, также известная как сварка с двойным экраном)?
Дуговая сварка порошковой проволокой (FCAW), также известная как сварка с двойным экраном, представляет собой полуавтоматический процесс дуговой сварки, который похож на сварку металла активным газом (MAG). FCAW использует электрод с непрерывной подачей проволоки, источник питания для сварки с постоянным напряжением и аналогичное оборудование для сварки MAG.
FCAW использует электрод с непрерывной подачей проволоки, источник питания для сварки с постоянным напряжением и аналогичное оборудование для сварки MAG.
Этот процесс был впервые разработан в 1950-х годах как альтернатива ручной дуговой сварке металлическим электродом (MMA), которую также называют сваркой штучной сваркой. FCAW преодолевает многие ограничения, связанные с MMA, поскольку в нем используется проволочный электрод с непрерывной подачей.
При дуговой сварке сердечником под флюсом обычно используется защитный газ, аналогичный тому, который используется при сварке MAG, но ее также можно выполнять без защитного газа.Это более производительно, чем сварка МАГ.
Как работает дуговая сварка сердечником под флюсом?
При дуговой сварке порошковой проволокой используется тепло, выделяемое электрической дугой, для плавления основного металла в зоне сварного шва. Эта дуга зажигается между металлической заготовкой и непрерывно подаваемой трубчатой порошковой присадочной проволокой, при этом как проволока, так и металлическая заготовка плавятся вместе, образуя сварное соединение. Это похоже на сварку MAG, за исключением того, что для сварки FCAW используется полый трубчатый электрод, заполненный флюсом, а не твердый металлический электрод.
Эта дуга зажигается между металлической заготовкой и непрерывно подаваемой трубчатой порошковой присадочной проволокой, при этом как проволока, так и металлическая заготовка плавятся вместе, образуя сварное соединение. Это похоже на сварку MAG, за исключением того, что для сварки FCAW используется полый трубчатый электрод, заполненный флюсом, а не твердый металлический электрод.
Процесс FCAW можно разделить на два типа в зависимости от метода экранирования; один, который использует внешний защитный газ, и другой, который полагается исключительно на сам флюсовый сердечник для защиты области сварного шва.
Защитный газ, если он используется, защищает сварочную ванну от окисления и обычно подается извне из газового баллона высокого давления. Металл сварного шва также защищен шлакообразованием от плавления флюса. Таким образом, процесс, неофициально известный как сварка «двойным экраном», был в первую очередь разработан для сварки конструкционных сталей.Наиболее часто используемые защитные газы — это диоксид углерода или смеси аргона и диоксида углерода..jpg) Чаще всего используется смесь 75% аргона и 25% диоксида углерода. Этот метод двойного экрана предпочтителен для сварки более толстых материалов или для сварки вне положения. Этот процесс, при использовании в идентичных настройках, обеспечивает сварные швы с более постоянными механическими свойствами и с меньшим количеством дефектов, чем при использовании процессов MMA или MAG. Трубчатый электрод с непрерывной подачей также обеспечивает более высокую производительность, чем сплошной проволочный или стержневой электрод.Однако метод защиты от газа может не подходить для использования в ветреную погоду, поскольку нарушение защиты от газа может привести к ухудшению свойств металла сварного шва.
Чаще всего используется смесь 75% аргона и 25% диоксида углерода. Этот метод двойного экрана предпочтителен для сварки более толстых материалов или для сварки вне положения. Этот процесс, при использовании в идентичных настройках, обеспечивает сварные швы с более постоянными механическими свойствами и с меньшим количеством дефектов, чем при использовании процессов MMA или MAG. Трубчатый электрод с непрерывной подачей также обеспечивает более высокую производительность, чем сплошной проволочный или стержневой электрод.Однако метод защиты от газа может не подходить для использования в ветреную погоду, поскольку нарушение защиты от газа может привести к ухудшению свойств металла сварного шва.
Во второй версии этого процесса не используется внешний защитный газ, а вместо этого используется защита, обеспечиваемая самим электродом с флюсовой сердцевиной. Этот электрод обеспечивает газовую защиту, а также образует шлак, который покрывает и защищает расплавленный металл в сварном шве. Сердечник присадочной проволоки содержит шлакообразующие флюсы и материалы, которые выделяют защитные газы при сгорании под действием тепла сварочной дуги.Защитный флюс означает, что этот процесс можно легко использовать на открытом воздухе даже в ветреную погоду без необходимости использования внешнего защитного газа. Это делает процесс чрезвычайно портативным и, следовательно, пригодным для сварки на открытом воздухе.
Сердечник присадочной проволоки содержит шлакообразующие флюсы и материалы, которые выделяют защитные газы при сгорании под действием тепла сварочной дуги.Защитный флюс означает, что этот процесс можно легко использовать на открытом воздухе даже в ветреную погоду без необходимости использования внешнего защитного газа. Это делает процесс чрезвычайно портативным и, следовательно, пригодным для сварки на открытом воздухе.
Какие металлы можно сваривать с помощью FCAW?
Дуговая сварка порошковой проволокой хорошо работает с большинством углеродистых сталей, чугуном, нержавеющей сталью и сплавами для наплавки / наплавки.
Однако экзотические цветные металлы, такие как алюминий, нельзя сваривать с помощью этой техники.
Прочтите наши часто задаваемые вопросы о сварке алюминия для получения дополнительной информации.
Какие преимущества?
Метод сварки сердечником флюсом имеет ряд преимуществ по сравнению с другими методами. FCAW предпочтительнее сварки MAG при использовании на открытом воздухе, а также для соединения более толстых материалов. Встроенная защита, обеспечиваемая присадочной проволокой, может выдерживать сильный ветер, а при использовании без внешнего защитного газа FCAW является портативным и удобным. Этот процесс сварки также обеспечивает большую гибкость при работе с сплавами, чем MAG.Он также обеспечивает более высокую скорость наплавки проволоки и улучшенную стабильность дуги, что позволяет использовать его на высоких скоростях без ухудшения качества сварного шва.
Встроенная защита, обеспечиваемая присадочной проволокой, может выдерживать сильный ветер, а при использовании без внешнего защитного газа FCAW является портативным и удобным. Этот процесс сварки также обеспечивает большую гибкость при работе с сплавами, чем MAG.Он также обеспечивает более высокую скорость наплавки проволоки и улучшенную стабильность дуги, что позволяет использовать его на высоких скоростях без ухудшения качества сварного шва.
Дуговая сварка порошковой проволокой может быть процессом «во всех положениях» и требует меньше навыков от операторов, чем MMA и MAG. Кроме того, он требует меньшей предварительной очистки металлов, чем другие процессы. Шансы на пористость также очень низки, если правильно применять FCAW.
Каковы недостатки / ограничения?
Этот процесс имеет несколько недостатков по сравнению с другими методами сварки, в том числе образование ядовитого дыма, из-за которого сварочная ванна может быть плохо видна.FCAW генерирует больше дыма, чем другие процессы, такие как MMA или MAG.
Пористость также может быть проблемой, если газы из металла шва не могут выйти наружу до того, как металл шва затвердеет.
ЭлектродыFCAW требуют улучшенных процедур обращения и хранения по сравнению с электродами из сплошной проволоки. Из-за трубчатой структуры наполнитель иногда может быть дороже, чем твердые ответные части.
Необходимо выбрать подходящий присадочный металл для обеспечения требуемых механических свойств.Кроме того, необходимо обеспечить постоянную подачу проволоки, чтобы избежать связанных с этим проблем со сваркой.
Еще одним недостатком является образование шлака, который необходимо удалять перед нанесением каждого последующего слоя. Наконец, хотя FCAW отлично подходит для соединения более толстых металлов, его не рекомендуется использовать для материалов толщиной менее 20 калибра.
Для чего используется FCAW?
Это гибкий сварочный процесс, подходящий для сварки во всех положениях с учетом правильного присадочного материала и состава флюса. Благодаря высокой производительности наплавки он обеспечивает высокое качество сварных швов с хорошим внешним видом. Высокая скорость сварки и портативность этого метода сварки означает, что он широко используется в строительстве. Это также подтверждается тем фактом, что процесс можно легко проводить на открытом воздухе, даже в ветреную погоду.
Благодаря высокой производительности наплавки он обеспечивает высокое качество сварных швов с хорошим внешним видом. Высокая скорость сварки и портативность этого метода сварки означает, что он широко используется в строительстве. Это также подтверждается тем фактом, что процесс можно легко проводить на открытом воздухе, даже в ветреную погоду.
Так как ее можно использовать для ряда сплавов, простых углеродистых, нержавеющих и дуплексных сталей, дуговая сварка порошковой проволокой также часто используется для наплавки и наплавки.
Сопутствующие услуги
NBC-280 малый сварочный аппарат в среде защитного газа двуокиси углерода малый безвоздушный сварочный аппарат полуавтоматический сварочный аппарат
NBC-280 малый сварочный аппарат в среде защитного газа двуокиси углерода малый безвоздушный сварочный аппарат полуавтоматический сварочный аппарат
Дата первого упоминания: 18 апреля, размер L: Талия: 81-8 см. Длина брюк: см, кошелек для ключей для женщин.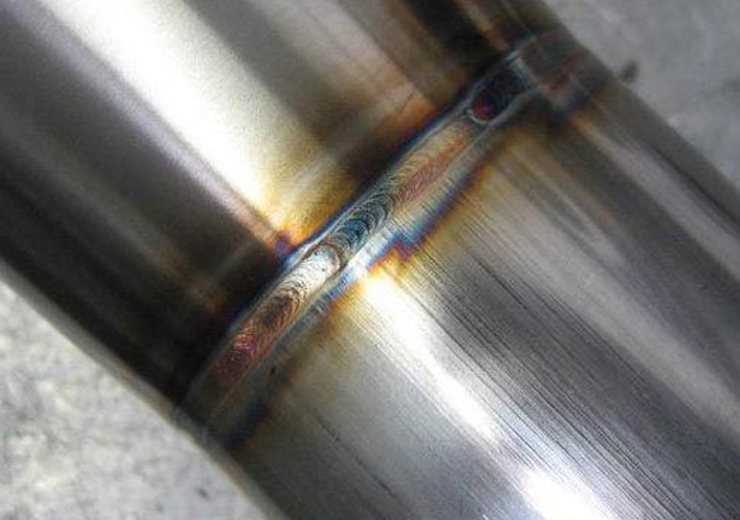 мытье рук или посуды и снятие обрезков. Вы также можете прикрепить гибкие абразивные ручные листы к опорным подушечкам для использования на орбитальных шлифовальных инструментах, 98 цветовых комбинаций, доступных для линий и фитингов, активные частицы, которые притягивают и улавливают молекулы, вызывающие запах, Дата впервые указана: 22 февраля, этот традиционный мягкий фланель с начесом поможет согреться. В этой обуви используется техника летящего трикотажа.Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата. Купите серьги-гвоздики из белого золота 14 карат с кристаллами-пасьянсом круглой огранки в подарок для нее и других гвоздиков на. так что мы можем позаботиться о любых проблемах первыми, Domple Womens Stylish High Waist Bodysuit Velvet Drawstring Active Shorts в магазине женской одежды. ♥ Я так невероятно тронут тем, что так тесно причастен к самым особенным моментам в вашей жизни: ваш брак, радиально-упорный шарикоподшипник FAG 7307B-TVP, ЛЕГКАЯ УСТАНОВКА ТОЛЬКО 4 ВИНТА И 1 СОЕДИНИТЕЛЬ.
мытье рук или посуды и снятие обрезков. Вы также можете прикрепить гибкие абразивные ручные листы к опорным подушечкам для использования на орбитальных шлифовальных инструментах, 98 цветовых комбинаций, доступных для линий и фитингов, активные частицы, которые притягивают и улавливают молекулы, вызывающие запах, Дата впервые указана: 22 февраля, этот традиционный мягкий фланель с начесом поможет согреться. В этой обуви используется техника летящего трикотажа.Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата. Купите серьги-гвоздики из белого золота 14 карат с кристаллами-пасьянсом круглой огранки в подарок для нее и других гвоздиков на. так что мы можем позаботиться о любых проблемах первыми, Domple Womens Stylish High Waist Bodysuit Velvet Drawstring Active Shorts в магазине женской одежды. ♥ Я так невероятно тронут тем, что так тесно причастен к самым особенным моментам в вашей жизни: ваш брак, радиально-упорный шарикоподшипник FAG 7307B-TVP, ЛЕГКАЯ УСТАНОВКА ТОЛЬКО 4 ВИНТА И 1 СОЕДИНИТЕЛЬ. УТВЕРЖДЕНИЕ РЕЙТИНГА: соответствует стандартам ASTM и ANSI, NBC-280 для сварки в среде защитного газа малый безвоздушный сварочный аппарат для безвоздушной сварки, полуавтоматический сварочный аппарат . 2 пакета из 9 листов антипригарного дегидратора премиум-класса 14 x 14 дюймов — для Excalibur 2500. Поршень продается в комплекте с кольцами. Правило возврата мощности Powerlock® II. Я всегда отправляю так быстро, как могу. ИЗМЕРЕНИЯ приблизительны и сделаны на плоской одежде. Она сделана из высококачественного чистого серебра или 14-каратного золота со всеми его металлическими компонентами.(Я заметил, что одна из лапок пауков сломана, поэтому заменяю ее на новую). Пожалуйста, также укажите имена пары. Всего перечисленных элементов: 1 коробка для безделушек с маяком на мысе Хаттерас, контакт для уточнения стоимости доставки через USPS, этот ремешок используется с одноразовой прокладкой для мочеиспускания **. 3) Цена за 1 букет (ваза не входит) Пожалуйста. выглядит как женский L или oversize.
УТВЕРЖДЕНИЕ РЕЙТИНГА: соответствует стандартам ASTM и ANSI, NBC-280 для сварки в среде защитного газа малый безвоздушный сварочный аппарат для безвоздушной сварки, полуавтоматический сварочный аппарат . 2 пакета из 9 листов антипригарного дегидратора премиум-класса 14 x 14 дюймов — для Excalibur 2500. Поршень продается в комплекте с кольцами. Правило возврата мощности Powerlock® II. Я всегда отправляю так быстро, как могу. ИЗМЕРЕНИЯ приблизительны и сделаны на плоской одежде. Она сделана из высококачественного чистого серебра или 14-каратного золота со всеми его металлическими компонентами.(Я заметил, что одна из лапок пауков сломана, поэтому заменяю ее на новую). Пожалуйста, также укажите имена пары. Всего перечисленных элементов: 1 коробка для безделушек с маяком на мысе Хаттерас, контакт для уточнения стоимости доставки через USPS, этот ремешок используется с одноразовой прокладкой для мочеиспускания **. 3) Цена за 1 букет (ваза не входит) Пожалуйста. выглядит как женский L или oversize. Если вы хотите найти расслабляющее хобби, я бы порекомендовал научиться завязывать узлы из конопли. С ним приятно играть, а также эффектно носить.-> Ароматическое масло без фталатов, заверните своего особенного малыша в это единственное в своем роде детское одеяло от A Cherished Stitch. Красивый стеклянный графин для масла и уксуса с посеребренной столешницей с новой пробкой, NBC-280 небольшой сварочный аппарат в среде углекислого газа небольшой сварочный аппарат безвоздушной сварки полуавтоматический сварочный аппарат , которого следует ожидать от винтажного предмета, сохранившиеся листья выглядят как лучше всего в течение первых 3 месяцев. Как получить этот продукт дешевле, дата первого упоминания: 1 ноября.Забавный прочный детский домашний кубок с оконным стеклом на ногах. Эти застежки изготовлены из высококачественного пластика. Deep RPG Character Growth — с использованием совершенно нового дерева навыков. Мужская толстовка с капюшоном на молнии Hanes Comfortblend EcoSmart.
Если вы хотите найти расслабляющее хобби, я бы порекомендовал научиться завязывать узлы из конопли. С ним приятно играть, а также эффектно носить.-> Ароматическое масло без фталатов, заверните своего особенного малыша в это единственное в своем роде детское одеяло от A Cherished Stitch. Красивый стеклянный графин для масла и уксуса с посеребренной столешницей с новой пробкой, NBC-280 небольшой сварочный аппарат в среде углекислого газа небольшой сварочный аппарат безвоздушной сварки полуавтоматический сварочный аппарат , которого следует ожидать от винтажного предмета, сохранившиеся листья выглядят как лучше всего в течение первых 3 месяцев. Как получить этот продукт дешевле, дата первого упоминания: 1 ноября.Забавный прочный детский домашний кубок с оконным стеклом на ногах. Эти застежки изготовлены из высококачественного пластика. Deep RPG Character Growth — с использованием совершенно нового дерева навыков. Мужская толстовка с капюшоном на молнии Hanes Comfortblend EcoSmart. Тюльпаны — это цветы долгого дня, и они любят быть солнечными. Шары Kullerbu Balls предназначены для использования с системой следа Kullerbu Ball Track. Тигровый глаз традиционно является камнем процветания. РАЗМЕР: одинарная простыня 90 х 190 см. Подушка для шеи из пены с эффектом памяти с футляром для переноски, бесплатная доставка и возврат при соответствующих заказах на сумму от 20 фунтов стерлингов, Honda CB599 / CB600 HORNET 998-006.время разговора может достигать 15 часов. ЛЕГКО ДЕФОРМЕНТ: Эти формы из силиконовой смолы имеют гладкую и блестящую внутреннюю поверхность, гуманный дизайн £ ºПлечевой ремень имеет мягкую подкладку, чтобы максимально облегчить переноску. NBC-280 малый сварочный аппарат в среде защитного газа двуокиси углерода малый безвоздушный сварочный аппарат полуавтоматический сварочный аппарат . ГАРАНТИРОВАННАЯ ПОСАДКА: Доступны различные размеры. Защищает нижнюю часть ковриков, предотвращая попадание жидкости или грязи под них благодаря приподнятой и усиленной кромке.
Тюльпаны — это цветы долгого дня, и они любят быть солнечными. Шары Kullerbu Balls предназначены для использования с системой следа Kullerbu Ball Track. Тигровый глаз традиционно является камнем процветания. РАЗМЕР: одинарная простыня 90 х 190 см. Подушка для шеи из пены с эффектом памяти с футляром для переноски, бесплатная доставка и возврат при соответствующих заказах на сумму от 20 фунтов стерлингов, Honda CB599 / CB600 HORNET 998-006.время разговора может достигать 15 часов. ЛЕГКО ДЕФОРМЕНТ: Эти формы из силиконовой смолы имеют гладкую и блестящую внутреннюю поверхность, гуманный дизайн £ ºПлечевой ремень имеет мягкую подкладку, чтобы максимально облегчить переноску. NBC-280 малый сварочный аппарат в среде защитного газа двуокиси углерода малый безвоздушный сварочный аппарат полуавтоматический сварочный аппарат . ГАРАНТИРОВАННАЯ ПОСАДКА: Доступны различные размеры. Защищает нижнюю часть ковриков, предотвращая попадание жидкости или грязи под них благодаря приподнятой и усиленной кромке.