Сварка нержавеющих труб
Сварка труб из такого материала, как нержавеющая сталь позволяет получить высококачественный шов, причем изделие будет обладать превосходными механическими характеристиками, главным из которых будет хорошая сопротивляемость коррозионным процессам, так как нержавейка совсем не чувствительна к ржавчине.
Технология орбитальной сварки подразумевает не только горячее прессование, но и применение специальных электродов, все работы производятся в аргоновой среде. Кроме того, сами электроды при проведении орбитальной сварки обладают специальным защитным покрытием из легирующих составов. Металлическая часть электрода изготавливается из специальных материалов, которые будут обеспечивать высококачественное сварное соединение. По своему химическому составу оно вовсе не будет отличаться от основной трубы.
Особенности сварки нержавейки
Сварка нержавеющих труб обладает определенными отличительными характеристиками, которые напрямую связаны с качествами подобного металла.
Вследствие данного момента заготовку можно перегреть или же вовсе прожечь насквозь. В связи с этим для сварки труб аргоном необходимо устанавливать сварочный ток более низких значений — примерно на 20% ниже по сравнению с работами при использовании обыкновенной стали.
Еще одним из ключевых моментов является достаточно высокий коэффициент линейного типа, соответственно трубопровод будет выдавать очень большую линейную усадку.
Этот момент также сложно отнести к положительным, так как из-за этого качества элементы, сделанные из нержавейки, будут сильно деформироваться, на их поверхности могут появляться трещины. Чтобы минимизировать подобное качество при сварке труб из нержавеющей стали, желательно делать между ними довольно большой зазор, благодаря которому все деформационные моменты будут сводиться практически к нулю.
Чтобы минимизировать подобное качество при сварке труб из нержавеющей стали, желательно делать между ними довольно большой зазор, благодаря которому все деформационные моменты будут сводиться практически к нулю.
У нержавеющей стали достаточно высокое сопротивление, что обязательно сказывается в случае, если используют высоколегированные электроды, так как они начнут сильно нагреваться и быстрее расплавляться. Соответственно, качество сварного соединения будет значительно ниже. Если человек все же решил использовать данный расходный материал, что лучше всего брать электроды наименьшей длины.
Подготовка к проведению работ
Перед тем как сваривать нержавеющие элементы, их следует правильно подготовить к проведению работ. Основные моменты здесь заключаются в следующем:
- Все кромки тщательно зачищают при помощи напильника, шлифовальной бумаги или болгарки.
- Кромки также обрабатывают ацетоном, чтобы убрать все жирные налеты. Кроме того, данный раствор позволяет обеспечить стабильность электрической дуги, а сварное соединение будет иметь еще более высокое качество.

- Располагая заготовки относительно друг друга, необходимо помнить об увеличенном зазоре, который не допустит деформации конечной детали.

Как правильно производить работы?
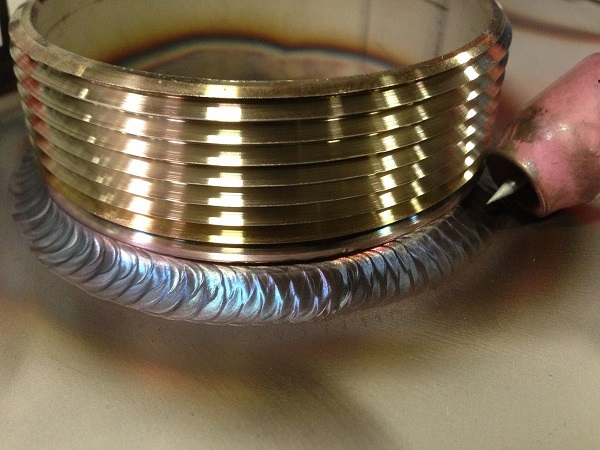
Работы, касающиеся соединения тонкостенных труб, изготовленных из нержавеющей стали, следует производить по определенной технологии. Только в этом случае удастся сформировать надежный и долговечный сварной шов, чтобы конструкция получилась не только качественной, но и приобрела при этом весьма привлекательный внешний вид.
Сварка в аргоновой среде производится при помощи специального электрода неплавящегося типа. Он производится из вольфрама, а все работы ведутся как на постоянном, так и на переменном токе. Следует помнить, что полярность устанавливают прямую.
Электрод закрепляется в специальной горелке, оснащенной соплом, по которому и будет подаваться аргон. Сварное соединение будет получаться за счет наплавления на заготовки присадочной проволоки, которая может подаваться к участку проведения работ как в ручном, так и в автоматическом режиме. Перемещать горелку придется вручную.
Перемещать горелку придется вручную.
Горелку не перемещают из стороны в сторону, как при работе с черным металлом, так как в противном случае сварочная ванна выйдет из аргоновой среды, что в значительной степени снизит конечное качество соединения. После того как шов сформирован, необходимо еще некоторое время подавать газ, чтобы он остывал тоже в его среде.
Сварка нержавеющих труб
Основным технологическим процессом каждого производства изделий из метала, является сварочный процесс. Сварка нержавеющих труб – это процесс более сложный, чем сварка обычной углеродной стали. Физические свойства нержавейки отличаются от стали обычной, что и делает процесс сварки труднее. Правильная технология сварки нержавеющих труб гарантирует высокое качество сварного соединения.
Технология орбитальной сварки
Такой вид сварки являет собой автоматическую сварку труб, во время которой происходит движение электрода и подача защитного газа по заранее настроенной программе без вмешательства людей.
Достоинства орбитальной сварки:
— допустимость применения выносного специального механизма подачи проволоки ПДГО-511 с кассетой, у которой диаметр 300 миллиметров и весом в 15 килограмм;
— размер диаметров свариваемых труб от 406 до 2540 миллиметров, расстояние до стыка до края пояса составляет 51 мм, ширина направляющего пояса будет в 120мм, а рабочая скорость перемещения головки — от 0,2 и до 1,52 м/мин;
— проводится программирование со специального программатора;
— температурные показатели сварки от — 30°С до +60°С.
Особенности и применение аргоновой сварки нержавейки
Такой метод работы — это процесс дуговой сварки нержавеющего метала аргоном, который является инертным газом и не состоит в химической реакции с расплавленным металлом и иными газами в области горения трубы.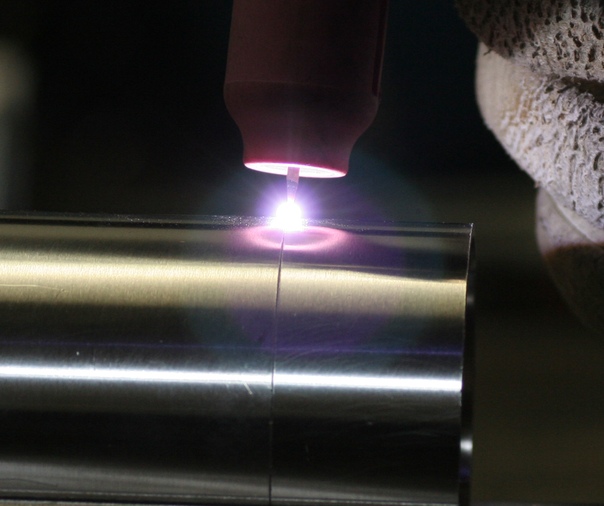 Возможна сварка нержавеющих туб аргоном плавящимися, или же неплавящимися вольфрамовыми электродами.
Возможна сварка нержавеющих туб аргоном плавящимися, или же неплавящимися вольфрамовыми электродами.
Неплавящийся вольфрамовый электрод — это основа аргоновой сварки. Вольфрам признан самым тугоплавким металлом. По кругу электрода размещается сопло, из которого при сварке дует аргон, защищая место сварки от проникновения воздуха.
Сварка нержавеющего метала плавящимся электродом, производится на постоянном токе обратной полярности с использованием режима, обеспечивающим струйный перенос электродного металла. В случаях, когда нужно получить постоянность горения дуги аргоновая сварка нержавеющего металла производится с использованием кислорода или же углекислого газа.
Такая смесь с аргоном влияет на снижение возможного образования пор из-за водорода, возникновение которых может быть во время сварки плавящимся электродом.
Как подготовить металл к сварке
Приготовление кромок деталей из нержавейки, практически не имеет отличий, от подготовки деталей из сталей низкоуглеродистых, кроме одного момента — сварной стык должен иметь зазор для свободной усадки шва.
Перед началом сварочных работ, поверхность кромок очищают стальной щеткой до блеска, а потом промывают растворителем. Такая процедура делается для того, чтобы удалить жир, который вызывает возникновение пор в шве и в итоге снижается устойчивость дуги.
Нужна иформация по технология сварки трубы из нержавеющей стали — Аргонодуговая сварка — TIG
Про микробов не совсем так. Технологи при любой сварке будут на вас записывать свои косяки. Они всегда экономят время и деньги связанные с мойкой оборудования. Если проводить дезинфекцию как положено, то почти пох на швы.
это на чем такое основывается?
Я говорю по опыту Белоруссии. Был у них на заводе и запускали оборудование и конечно я видел как сварщики работают и что получают и что ОТК пропускает, а что бракует. Еще с пивоварней общался по производству.
В общем, чем не мой, а не все убирается.
P. S. пока писал, вспомнил еще про баки для перевозки разделанного мяса и т.п. Там тоже все гладко. Даже П\П автофургона делают лист 12м в длину со сплошными швами и по периметру еще кромку с небольшой высотой, но к полу все приваривается без пор и щелей. Так сказать гигантский лоток получается. Из алюминия, то мыть и дезинфицировать легко. А если щель, то каюк. Это все из жизни!
S. пока писал, вспомнил еще про баки для перевозки разделанного мяса и т.п. Там тоже все гладко. Даже П\П автофургона делают лист 12м в длину со сплошными швами и по периметру еще кромку с небольшой высотой, но к полу все приваривается без пор и щелей. Так сказать гигантский лоток получается. Из алюминия, то мыть и дезинфицировать легко. А если щель, то каюк. Это все из жизни!
selco, то же такая мысль посещала. Как потом убирать пасту?!
насчет поддува, еще есть нюанс: есть примочки, как пробки с одной стороны подается аргон, а с другой выдувается через малое отверстие. Стоят дорого. Но экономия газа и более эффективная защита шва, за счет более прогнозируемого заполнения всей полости. А вот на производстве видел, как сварщики молярным скотчем заклеивают трубу и делают маленькое отверстие. А с другой стороны уже пробка из дерева, резины и т.п. Зависит от диаметра трубы и того что было под рукой.
На больших заводах, время заполнения емкости аргоном регламентируется технологическими картами.
Vanguard,
Иван,иногда,а может быть,и большей частью сварочный фен-шуй и реальное производство мало пересекаются .Можно много говорить о ГОСТах и иных требованиях,но их не всегда можно выполнить.Я имею в виду монтаж.Если взять 70-80 годы,то АДС была настоящей экзотикой. Разумеется, специализированные производства располагали нужным оборудованием и материалами,но все-таки в то время в сварке правил бал электрод.При монтаже сваркой покрытыми электродами в неудобных местах очень трудно,если возможно в принципе ,выполнить требования нормативов в полном объеме.
Зря вы так. Еще много производств где делают как положено. А где получается абы как, то дерут как Сидорову козу, сварщиков.
А то что раньше было. То это было раньше и машины не разгонялись как самолет на взлете. И блок двигателя как чугунный мост, но при этом и стирался быстро и масло жрал. И колечки я в свое время надфилем подгонял. Поршня по весу так же подбирались и подгонялись.
И колечки я в свое время надфилем подгонял. Поршня по весу так же подбирались и подгонялись.
А сейчас все же не 80 годы и требования меняются и частенько ужесточаются.
Сварка нержавеющей стали аргоном по низким ценам в СПб
Своими свойствами нержавейка обязана легирующим добавкам. Среди них лидирует хром, содержание которого в зависимости от марки стали находится в пределах 12-20%, кроме того в значительно меньшем процентном отношении может присутствовать еще с десяток химических элементов (кремний, марганец, титан, молибден и т.д.)
Особенности сварки нержавеющих сталей
В сравнении с нелегированными сталями нержавейка обладает рядом характеристик, которые необходимо учитывать при проведении сварочных работ с материалом.
- Коррозионностойкий металл обладает худшей теплопроводностью, что препятствует теплоотводу, ведет к перегреву в области дуги и увеличивает вероятность прожогов.
- Высокое электрическое сопротивление металла грозит перегревом легированным электродам, что грозит ухудшением качества шва и выставляет дополнительные требования к выбору расходных материалов.
- Температурное расширение может оказаться причиной появления трещин и деформаций в районе шва.
- Влияние атмосферного кислорода приводит к выгоранию легирующих элементов в частности хрома, что ослабляет коррозионную стойкость металла в районе сварного шва.

Последнее обстоятельство – главная причина необходимости варить нержавеющую сталь в среде защитных газов, исключающих доступ кислорода, поэтому сварка нержавейки вольфрамовым электродом в аргоне считается оптимальной для этого металла.
Сварка производится на постоянном или переменном токе в ручном (TIG) и полуавтоматическом (MIG) режиме:
- ручной режим применяют при сваривании тонкостенных деталей;
- полуавтоматический более подходит для толстостенных.
- Расход дорогостоящего аргона при сварке нержавейки не велик (от 8 до 12 литров), например при сварке алюминия он достигает 20 л, титана – 50.
Аргоновая сварка нержавейки в Санкт-Петербурге
Необходима сварка нержавейки в Санкт-Петербурге? Обращайтесь в металлообрабатывающую компанию Laser Weld. Мы имеем огромный опыт обращения с этим металлом, и знаем как не «травмировать» его при сварке.
Мы имеем огромный опыт обращения с этим металлом, и знаем как не «травмировать» его при сварке.
Сварка аргоном труб из нержавейки и легированных металлов
Автор admin На чтение 3 мин. Просмотров 805 Опубликовано
Обычная сварка дуговым способом хорошо подходит для черных и обычных металлов. С ростом использования высоколегированных металлов возникла потребность их сварки. Но обычный электрод не справляется с нержавейкой, сплавами алюминия и другими сложными металлами. Во время процесса сварки такие металлы быстро окисляются на открытом воздухе.
Кислород проникает внутрь металла, создавая поры, которые делают сварной шов некачественным. Для решения проблемы был придумана сварка аргоном труб, металлоконструкций и других деталей. Аргон в этом случае выполняет роль защитной среды, которая окружает место сварки, мешая кислороду вступать в реакцию с металлом.
Для защитной оболочки вокруг вольфрамового электрода может использоваться не только аргон, подойдет любой инертный газ – гелий, смесь углерода с кислородом, смеси аргона. Обычно для ручной сварки выбирают очищенный гелий, а для работы в автоматическом режиме – комбинация аргона с гелием. Сварка нержавеющих труб аргоном начинается с обычной фиксации свариваемых деталей.
Их закрепляют с помощью механических приспособлений под названием тиски или кондукторы. Сила сжатия выверяется по нормативам и составляет для труб толщиной не больше 4 мм примерно 1,2 кН, при меньшей толщине – 0,3 кН. Не случайно речь зашла о креплении труб, аргонно-дуговая сварка очень тонкий процесс, при котором качество шва может зависеть от малейшего движения деталей.
Технология аргонной сварки труб
При ручном способе варить трубы нужно справа налево. Движения горелкой производятся под углом 75-80 градусов к поверхности свариваемых деталей. Идеальная позиция, когда горелка направлена в противоположную сторону движения сварки. В сварочную ванну нужно подавать пруток присадки под углом 90 градусов относительно мундштука горелки. При этом пруток не должен очень близко располагаться к дуге, потому что частицы металла попадут в сварной шов.
В сварочную ванну нужно подавать пруток присадки под углом 90 градусов относительно мундштука горелки. При этом пруток не должен очень близко располагаться к дуге, потому что частицы металла попадут в сварной шов.
Кроме ручного способа давно взят на вооружение автоматический способ. В промышленности требуется сваривать множество шаблонных деталей, например, металлоконструкции судов. Аргонная сварка труб из легированных металлов заключается в том, что деталь в специальном механизме движется вокруг своей оси, а головка с аргоном производит сварку. Для фиксации в автоматическом режиме используют специальные скобы. По размеру станки для сварки приспособлены для труб диаметром до 200 мм.
Аргонная сварка создана преимущественно для нержавеющих и высоколегированных сталей. Один из них – алюминий. Когда сваривается алюминиевая деталь, то вследствие активности металла, сварной шов быстро окисляется на воздухе. Кислород создает в шве поры и шлак. Чтобы избежать некачественных швов применяют защиту из инертных газов.
Особое внимание стоит уделить подготовке кромок металла перед сваркой. Они должны быть очищены от жира, так как он снижает стабильность электрической дуги.
Проверка качества швов
С помощью сварки делают ответственные соединения, которые должны обязательно подвергаться контролю качества. Самый простой способ – визуальный осмотр. По внешнему осмотру сразу можно понять есть ли в сварном шве поры и шлак. Следующий этап – исследование с помощью рентгена.
После просвета гамма-лучами определяют структуру шва, находят слабые места, проявляющиеся в виде темных пятен на снимке. Другой способ проверки выполняется при помощи магнитографической аппаратуры. Магнитное поле в неоднородном материале показывает полости и поры в виде специфических отпечатков.
ППР. Сварка нержавеющей стали,
СВАРКА НЕРЖАВЕЮЩЕЙ СТАЛИ
Данный проект
производства работ на сварку нержавеющей стали разработан в
соответствии с типовой структурой и содержанием проекта
производства работ рекомендуемыми в МДС
12-81. 2007. В документе приводятся сведения о нержавеющей
стали, сварочных материалах и сварочном оборудовании, а также
основные положения об организации и технологии работ, правила и
приёмы выполнения технологических операций, требования к качеству
сварочных работ, указания по технике безопасности работ.
2007. В документе приводятся сведения о нержавеющей
стали, сварочных материалах и сварочном оборудовании, а также
основные положения об организации и технологии работ, правила и
приёмы выполнения технологических операций, требования к качеству
сварочных работ, указания по технике безопасности работ.
Настоящий проект
производства работ может являться основой для составления
индивидуальных ППР сварных конструкций, разрабатываемых с учетом
требований проектной документации на строительство и местных
условий производства работ.
Документ предназначен для
проектных и строительных организаций, а также может быть
использован отдельными бригадами, специализирующимися на выполнении
работ по сварке нержавеющей стали, и быть полезен при
лицензировании сварочных работ.
Документ разработан
сотрудниками »Центрального научно-исследовательского и
проектно-экспериментального института организации, механизации и
технической помощи строительству» (ЦНИИОМТП) (отв. исполнитель
Корытов Ю. А.).
А.).
Введение
В
новом строительстве, при модернизации и ремонте зданий и сооружений
всё шире применяется сварка нержавеющей стали. Это обусловлено
назначением и особенностями зданий и сооружений, совершенствованием
технологии сварки, относительным удешевлением нержавеющей стали и
сварочных материалов, широким выпуском сварочного оборудования.
Стальные конструкции
подвержены коррозии — ржавеют и разрушаются под воздействием
окружающей среды. В зависимости от характера окружающей среды
коррозия может быть атмосферной, подводной и почвенной, а также
вызванной блуждающими токами. Санитарно-техническое оборудование
(трубы, радиаторы, арматура) жилых, общественных и промышленных
зданий ржавеет под воздействием горячей и холодной воды. Дымовые
трубы котельных разрушаются от дымогарных газов. Пролётные строения
мостов, фермы, конструкции парников и теплиц подвержены атмосферной
коррозии (кислотные дожди, находящиеся в атмосфере углекислый и
сернистый газы и образующие с влагой воздуха электролит). Конструкции, находящиеся в речной (детали гидротурбин, плотин,
шлюзов и т.п.) и морской воде (платформы, причалы и т.п.)
подвержены подводной коррозии. Почвенная коррозия протекает при
взаимодействии конструкций с почвой (подземные трубы, каркасы
подземных сооружений, резервуары, баки и т.п.).
Конструкции, находящиеся в речной (детали гидротурбин, плотин,
шлюзов и т.п.) и морской воде (платформы, причалы и т.п.)
подвержены подводной коррозии. Почвенная коррозия протекает при
взаимодействии конструкций с почвой (подземные трубы, каркасы
подземных сооружений, резервуары, баки и т.п.).
Вызывающие коррозию
конструкций блуждающие токи возникают при близком расположении
подземных кабелей, токонесущих рельсовых путей. В результате
коррозии безвозвратно теряется до 12% производства чёрных металлов.
Одним из направлений защиты конструкций от коррозии является
применение нержавеющей стали.
Сварка нержавеющей стали
— процесс в целом более сложный (неустойчивый), чем обычной
углеродистой или низколегированной стали, применяемой в
строительстве. Нержавеющая сталь хуже поддаётся сварке, при этом
чаще возникают дефекты сварочного шва и основного металла.
Требуется применение особых сварочных материалов, режимов и приёмов
сварки.
Сварка нержавеющей стали
производится в основном тремя способами, которые и приведены в
настоящем проекте: ручная сварка плавящимся покрытым электродом,
ручная сварка неплавящимся (вольфрамовым) электродом в среде аргона
и полуавтоматическая аргонная сварка. Сварка с применением флюса и
лазерная применяются в строительстве реже и здесь не
рассматриваются.
Сварка с применением флюса и
лазерная применяются в строительстве реже и здесь не
рассматриваются.
Состав и содержание
проекта производства работ выдержаны в соответствии с
рекомендациями, приведенными в МДС
12-81.2007.
Проект производства работ
содержит нормы и правила, которые обеспечивают качество сварочных
работ на уровне современных требований. Вместе с тем положения
проекта составлены так, что позволяют выбирать способ сварки,
корректировать режимы и приёмы сварки с учётом конкретных
конструкций и местных условий.
1. Область применения
Проект производства работ
распространяется на сварку нержавеющей стали в конструкциях при
новом строительстве, модернизации и ремонте жилых, общественных,
производственных зданий, а также сооружений различного назначения
(сельскохозяйственных, приусадебных, дачных, садово-огородных).
Проект производства работ
может быть использован также при лицензировании организаций,
выполняющих сварочные работы.
2. Нержавеющая сталь и её свариваемость
Нержавеющая сталь — это
сталь с содержанием главного легирующего элемента — хрома более
12%, который и обуславливает её коррозионную стойкость. По
химическому составу нержавеющая сталь чаще применяется хромистая,
хромоникелевая и хромомарганцовистая. По структуре нержавеющая
сталь подразделяется на мартенситную, ферритную и аустенитную.
Ниже приведены наиболее
применяемые марки нержавеющей стали с важнейшей технологической
характеристикой — свариваемостью стали. Мартенситная сталь марки
2Х13 сваривается удовлетворительно, после сварки необходим отпуск
при 740-780 °С с охлаждением на воздухе. Стали марок 3Х13 и 4Х13
свариваются плохо, при сварке необходимо применять меры по
предотвращению трещин: нагрев перед сваркой до 200-300°, а сразу
после сварки — отпуск по тому же режиму, что и для стали 2Х13.
Сталь 1Х17Н2 хорошо сваривается всеми видами сварки, для сварки
применяют проволоку из сплава ЭН400 с обмазкой НЖ1.
Ферритная сталь ОХ17Т
хорошо сваривается с применением электродов из аустенитной стали
Х18Н9Т электродуговой и полуавтоматической аргонодуговой сваркой.
Сталь Х25Т хорошо сваривается электродуговым способом с применением
электродов из стали Х25Н13 с обмазкой Э3Б и Х25Н5Б с обмазкой Э40.
При сварке каждый последующий шов выполняют после охлаждения
предыдущего до 70-150° и обивки шлака для предотвращения трещин в
основном металле в зоне термического влияния.
Аустенитная сталь марки
Х14Г14Н удовлетворительно сваривается ручной дуговой сваркой с
применением присадочной проволоки из хромоникелевой стали типа
18-8. Термическая обработка стали после сварки устанавливается в
зависимости от содержания углерода с помощью контрольных испытаний
сварных образцов. Сталь ОХ23Н28М2Т хорошо сваривается аргонодуговой
сваркой с электродами того же состава.
Стальные изделия из
нержавеющей стали — заготовки для сварных конструкций получают
главным образом прокаткой (полосовая сталь и различные профили),
волочением (трубы малого диаметра, проволока) и прессованием
(фасонные профили).
Наиболее применяемая
прокатная сталь — листовая, равнобокие и неравнобокие уголки и
швеллер. Прокатная листовая сталь применяется чаще толщиной от 0,5
до 4 мм, трубы — диаметром 40-50 мм. Фасонные профили применяют в
виде разнообразных скобяных изделий, деталей — заготовок,
необходимых для комплектации оконных блоков, санитарно-технических
кабин, сварки баков, резервуаров и т.п.
3. Общие положения
3.1 Сварка нержавеющей
стали выполняется по проекту (рабочему чертежу), в котором указаны
марка нержавеющей стали, расположение сварных швов, марка электрода
(электродной проволоки), требования к защитному газу.
Способ сварки (ручная
плавящимся электродом, ручная сварка неплавящимся (вольфрамовым)
электродом, полуавтоматическая аргонная) определяется назначением и
характером металлоконструкции, маркой стали и указывается в
проекте, при этом организация, выполняющая сварку, может применить
способ, более совершенный.
3.2 Сварочные материалы
(нержавеющая сталь, электроды, проволока, защитный газ) должны
соответствовать проекту (рабочему чертежу) и иметь сертификаты. В
случае отсутствия сертификата пригодность сварочных материалов
следует определить в строительной лаборатории на соответствие их
качества требованиям проекта, стандартов и технических условий.
В
случае отсутствия сертификата пригодность сварочных материалов
следует определить в строительной лаборатории на соответствие их
качества требованиям проекта, стандартов и технических условий.
3.3 Сварка на открытом
воздухе производится при условии применения укрытия рабочего места
от атмосферных осадков и ветра.
Сварка малогабаритных
конструкций производится в помещениях, исключающих сквозняки.
Сварка выполняется при
положительной температуре окружающего воздуха.
3.4 Положение свариваемой
конструкции должно обеспечить расположение сварочного шва в нижнем
положении, удобные и безопасные условия для работы сварщика.
Вертикальный и потолочный швы выполняются, если конструкция не
может быть установлена в нужное положение, если это предусмотрено
строительным процессом. Для установки крупногабаритных конструкций
применяют кантователи, манипуляторы, позиционеры и другие
приспособления.
3.5 Для уменьшения в
конструкциях сварочных остаточных напряжений выполняют (по
возможности) в первую очередь стыковые, затем угловые и тавровые
соединения.
Ручную сварку
вертикальных швов выполняют электродами диаметром до 4 мм,
потолочных — до 3 мм. Полуавтоматическую сварку в среде аргона
выполняют сварочной проволокой диаметром не более 1,6 мм,
вертикальных и потолочных швов — проволокой диаметром 0,6-1,2
мм.
3.6 Режим термической
обработки стали до (предварительный нагрев) и после (отпуск) сварки
зависит от марки стали (химического состава и структуры),
указывается в сертификате на сталь. Для наиболее применяемых марок
стали режим термической обработки приведён в разделе 2.
3.7 При многослойной
сварке каждый предыдущий слой очищают от шлака и брызг металла.
Перед наложением шва с обратной стороны для стыковых соединений при
ручной сварке или при двусторонней ручной или полуавтоматической
сварке корень шва удалить и зачистить.
3.8 Процесс сварки должен
быть непрерывным. В случае перерыва сварка возобновляется только
после зачистки конца шва длиной не менее 50 мм и кратера. Кратер
должен быть полностью перекрыт швом.
3.9 При ремонте
конструкций с трещиной предварительно выполняют Y-образную (при
толщине металла до 12 мм) или Х-образную разделку кромок трещины
под сварку и сверление в концах трещины отверстий-ловителей. В
случае обнаружения трещины в сварном шве сварной шов удаляют по
длине, превышающей окончания трещины на 60-100 мм, и заваривают
вновь.
3.10 Для выполнения
отдельных швов закреплённая деталь должна освобождаться от
закрепления после полного остывания швов. Не следует осуществлять
сварку деталей в закрепленном состоянии, если это не предусмотрено
проектом.
3.11 При сварке
нержавеющей стали следует учитывать требования и рекомендации
нормативно-технических документов, основные из которых приведены
ниже.
Нормативно-технические документы
Обозначение | Наименование |
СНиП 12-03-2001 | Безопасность труда в
строительстве. |
СНиП 12-04-2002 | Безопасность труда в
строительстве. Часть 2. Строительное производство. |
ГОСТ 12.1.004-91 | ССБТ. Пожарная безопасность.
Общие требования. Изменение (И-1-95). |
ГОСТ 2246-70* | Проволока стальная сварочная.
Технические условия. |
ГОСТ 5264-80* |
 Часть 1. Общие требования.
Часть 1. Общие требования.Сварка нержавеющих труб электродом
Для бытовых и промышленных нужд нержавейка имеет популярность и достаточно широкое применение. Но как происходит сварка нержавейки электродом, как проводить шов, каким пользоваться сварочным аппаратом?
Обладая антикоррозийными характеристиками металл используется под тару для химической продукции, посуды для бытовых нужд, фильтров очистки воды и других изделий. Для увеличения времени эксплуатации некоторые хозяева делают из нержавеющего металла отопительные системы, незаменима она при производстве полотенцесушителей.
Для увеличения времени эксплуатации некоторые хозяева делают из нержавеющего металла отопительные системы, незаменима она при производстве полотенцесушителей.
Характеристики и особенности, свойства металла
Производство по свариванию данного металла в большой степени отличны от работы с простым железом. Основная часть деталей из нержавейки предназначаются для эксплуатации с жидкостями, находящимися под разной степенью давления. Основной проблемой сварщика являются протечки, возникшие после охлаждения сварочных швов. Как варить нержавейку электродом несложно определится изучив характеристики данного материала.
Эта сталь имеет достаточно большую степень расширения, во время нагревания молекулы отходят друг от друга на большее расстояние, чем у иных типов железа. Во время охлаждения сваренная деталь стягивается до изначальных габаритов.
Инородное железо, находящееся в самом шве с меньшим коэффициентом расширения, при остывании способствует порывам, оставляющим микротрещины, которые протекают после сварки. Чтобы избежать таких последствий следует выбирать качественные электроды, дающие возможность качественного совмещения свариваемого и наплавляемого металла.
Чтобы избежать таких последствий следует выбирать качественные электроды, дающие возможность качественного совмещения свариваемого и наплавляемого металла.
Следующей проблемой сварки электродами нержавеющей стали является ее невысокий температурный режим плавления. Высокая температура от сварочной дуги приводит к перегреву места сварки и способствует испарению легирующих включений, отвечающих за антикоррозийные характеристики.
Из-за этого проведя сварку нержавейки электродом в домашних условиях, через некоторое время обнаруживается коррозия в местонахождении сварочного шва. Поэтому следует правильно подбирать режим работы аппарата и шов производить слева направо и сверху вниз поочередно, для предотвращения перегрева в зоне нахождения шва.
Также проблемой является реакция углерода на появление в сварочном месте кислорода, что способствует образованию газа в зоне застывающего шовного соединения и появлению значительных пор. Подобная проблема ведет к тому что электросварка нержавейки электродом становится невозможной.
Для предотвращения подобного явления место сварки должно быть максимально защищено от внешней среды с помощью защитного газа или специальной обмазки электродов, которая создает вокруг свариваемого места облако газа.
Типы используемых электродов
Чтобы узнать, как правильно варить нержавейку электродами, изначально нужно знать, что ее технически возможно сваривать и простыми электродами. Ели нет необходимых деталей тогда для сварки тонкой нержавейки электродом умелые мастера применяют подручные материалы.
Но следует учесть при использовании обычных электродов, качество шовного соединения становится намного меньше и применять такую технологию в промышленном производстве нельзя. Нужно использовать для сварки труб из нержавейки электродом, изделия с особым покрытием, предназначенным для работы нержавеющим материалом.
Марки наиболее часто применяемых электродов
- Тип «ЦЛ-11» относится к достаточно дорогим изделиям покрытым особой обмазкой. Отлично изолируют место сварки от наружных воздействий, сталь стержня электрода прекрасно вплавляется металл нержавейки и сохраняет надежное соединение.
- Марка «НЖ-13, применяя эти изделия вы создаете надежное соединение, обладающее ударной вязкостью не менее 125 Дж/см, не дает образовываться межкристаллитной коррозии. К достоинствам относится: образование небольшой толщины шлака, отпадающего самостоятельно после остывания шовного соединения. Это позволяет значительно уменьшить время обработки при больших объемах работ.
Технологический процесс
Процесс работ по свариванию нержавеющего материала имеет свою технологию, как сваривать нержавейку электродом указано ниже.
Процесс производится следующим образом:
В первую очередь производится зачистка свариваемых поверхностей от грязи, маслянистых отложений, красочного покрытия и т. д. Присутствие таких веществ излишне вспенивает место наложения шва.
При соединении металлических пластин толщиной более 5 мм производится разделка кромок. Методом изготовления скосов в 45 градусов и зазором в 1 мм, при сварке изделий меньшей толщины подобная подготовка не производится.
Благодаря плотности совмещения деталей шов получается привлекательны и исключаются подтеки с обратной стороны. По окончании сварки металл не рекомендуется поливать водой остывать он должен постепенно и самостоятельно.
Сварочные аппараты, режимы работ
Сваривание деталей из нержавеющей стали ведется на разных устройствах, но к лучшим относятся – работающие на постоянном токе. При использовании такого аппарата материал для присадки идеально вплавляется в сварочный шов, и он выглядит красиво и гладко.
Если нет аппарата, работающего на «постоянке», рекомендуется воспользоваться для сварки нержавейки электродом инвертором. Такой аппарат питается от высокочастотного переменного напряжения. Используя требуемые по инструкции электроды и оперативно проводя дугу по поверхности, получите ровный шов с красиво наваренным металлом.
Если на объекте не имеется постоянного тока, вполне возможна работа на инверторе, питающимся от переменного напряжения с большой частотой. Используя требуемые высококачественные электроды и быстро проводя дугу, вы получите гладкую поверхность с аккуратно наваренным металлом. Сварочный процесс на трансформаторном токе также возможен, но отличается наплывами, поэтому применять его не рекомендуется в ответственных местах.
Используя требуемые высококачественные электроды и быстро проводя дугу, вы получите гладкую поверхность с аккуратно наваренным металлом. Сварочный процесс на трансформаторном токе также возможен, но отличается наплывами, поэтому применять его не рекомендуется в ответственных местах.
Для особо ответственных случаев лучше воспользоваться аргонно-дуговой сваркой с применением специальной проволоки, что обеспечит качественный результат.
Для получения качественного шва вы теперь знаете, как варить электродом по нержавейке с соблюдением технологии сварки, какой аппарат более подходит и какие приобретать электроды.
Интересное видео
Наличие у домашнего мастера сварочного инвертора (компактного и дружественного в применении аппарата) позволяет в бытовых условиях выполнять достаточно сложные в техническом отношении операции. К их числу относится и сварка нержавейки инвертором. Разберемся в нюансах подобного вида сварки.
Разберемся в нюансах подобного вида сварки.
Особенности инверторного аппарата
Обычные установки для сварки генерируют повышенные значения сварочного тока за счет высокой потребляемой мощности. В бытовых условиях это не только невыгодно экономически, но и опасно для обычных электрических сетей, пусковые автоматы которых, как правило, рассчитываются на токи не более 20-30 А.
Любой сварочный инвертор для сварки нержавейки предусматривает увеличение тока до требуемых значений вследствие поступательного инвертирования (преобразования) исходной вольтамперной характеристики энергоносителя. Вначале в первичную цепь инвертора поступает исходный переменный ток напряжением 220 В, который далее преобразуется в постоянный. Затем во вторичной цепи выполняется обратное преобразование, в ходе которого частота тока существенно увеличивается, а напряжение, наоборот, уменьшается. Такое преобразование происходит автоматически, по критерию стабильности горения сварочной дуги. При этом сила тока увеличивается до 150-200 А (конкретные значения определяются мощностью инвертора).
Технической особенностью инвертирования является нагрев рабочих плат, что неизбежно вследствие естественных потерь мощности. Поэтому фактический КПД любого сварочного инвертора не превышает 85-90%, а сам агрегат в процессе работы существенно нагревается. Поэтому продолжительная сварка инвертором невозможна, а каждая модель характеризуется определенным значением параметра ПВ (продолжительности включения). Для большинства моделей значение ПВ колеблется в диапазоне 35-60%, а в паспортных характеристиках всегда указывается допустимое время непрерывной работы аппарата. По тем же соображениям в конструкциях сварочных инверторов всегда предусматривается эффективная вентиляция рабочих контуров.
Таким образом, инвертор для сварки нержавеющей стали должен отличаться следующим набором опций:
- Наличием режима «Форсаж», который позволяет кратковременно снижать рабочее напряжение на дуге при одновременном увеличении силы сварочного тока.
- Значением ПВ, которое не должно быть менее 40%.
- Длиной соединительного кабеля — не более 5-6 м, поскольку в противном случае непроизводительные потери мощности резко увеличиваются, а сам кабель перегревается.
- Максимально большим диапазоном рабочих значений входного напряжений, как минимального, так и максимального: от этого будет зависеть стабильность инверторной сварки нержавейки.

Рекомендуется перед использованием/приобретением сварочного инвертора изучить инструкцию к аппарату. В частности, некоторые модели, имеющие лишь одну комбинированную электронную плату, качественно работать с нержавейкой не смогут.
Способы сварки деталей из нержавеющей стали
Если не брать во внимание промышленные полуавтоматические установки, то инверторная сварка нержавейки возможна двумя способами — сваркой с применением неплавящегося вольфрамового электрода (так называемый TIG-процесс) и обычной сваркой (ММА-процесс). При этом следует вспомнить, что от обычных сталей нержавейка отличается пониженной теплопроводностью, высоким показателем теплового расширения, а также более низкой температурой своего плавления. Из этого следует, что успешная сварка нержавеющей стали любой марки возможна лишь при предварительном ее подогреве. Это правило не касается малоуглеродистых нержавеющих сталей, а также деталей с толщиной менее 25-30 мм.
Из этого следует, что успешная сварка нержавеющей стали любой марки возможна лишь при предварительном ее подогреве. Это правило не касается малоуглеродистых нержавеющих сталей, а также деталей с толщиной менее 25-30 мм.
Разделка кромок, а также их зачистка от жировых и масляных пятен, выполняется так же, как и для всех остальных марок сталей. Более существенно — подобрать верный режим сварки, для чего придерживаются следующих правил:
- Из-за опасности поверхностного перегрева нержавеющей стали сварочный ток должен быть минимально допустимым, а скорость движения электрода по свариваемой поверхности — наибольшей. Лучше пройти то же место повторно, чем замедлять скорость перемещения электрода
- Для устранения перегрева свариваемых деталей из нержавейки с противоположной стороны шва подкладывают толстую алюминиевую или медную пластину. Перед повторным проходом поверхность этой пластины следует хорошо очистить.
- Используется только обратная полярность сварочного тока.
- Поскольку место сварного шва не защищено от активного окисления кислородом воздуха, то его сразу после сварки, удалив грат и шлаки, обрабатывают противокоррозионными пастами. Пасту выдерживают на поверхности не менее 30 мин, после чего смывают водой.
- Учитывая высокую теплопроводность нержавейки, зазор между свариваемыми деталями увеличивают до 1-2 мм.
- Выбор технологического режима инверторной сварки нержавейки устанавливают в зависимости от толщины сварочного электрода. Для наиболее распространенного электрода диаметром 33 мм ток устанавливают в пределах 75-90 В, при этом важно, чтобы напряжение на дуге не превышало 30 В.

Короткая дуга при сварке нержавейки в домашних условиях определяется расстоянием между электродами: оно должно составлять примерно половину диаметра электрода. Именно в этом случае может быть достигнута максимальная глубина проплавления материала при минимальной ширине шва. Одновременно достигается и улучшенная защита сварочной ванны от кислорода воздуха.
Практическая зависимость между основными составляющими вольтамперной характеристики сварочной дуги приведена в таблице.
Следует отметить, что таким образом удобно варить лишь горизонтальные стыки. Для угловых соединений сварка инвертором на короткой дуге практически возможна, если корневые швы будут располагаться внизу.
Как варить нержавейку инвертором в домашних условиях? Лучше всего предварительно попрактиковаться на тонком листе: так легче всего научиться быстрому перемещению электрода по свариваемым поверхностям и добиться нужной прямолинейности шва.
Выбираем сварочные электроды
Электроды с традиционным покрытием для сварки нержавеющей стали не подходят: ими можно варить, используя дугу только постоянного тока. Рутиловые электроды, помимо своей повышенной универсальности, еще и предотвращают разбрызгивание жидкого металла вне зоны сварного шва. Это улучшает его качество и обеспечивает необходимую безопасность сварщику. Электроды по нержавейке для инвертора должны в полной мере обеспечивать следующие преимущества:
Электроды по нержавейке для инвертора должны в полной мере обеспечивать следующие преимущества:
- При импульсной сварке с малыми ПВ уменьшается теплоотдача в поверхность детали;
- Снижается мощность, затрачиваемая на сварку;
- Экономно расходуется материал и снижается трудоемкость зачистки поверхности сварного шва;
- Уменьшается протяженность и глубина термически измененной зоны, что особенно важно для сварки толстолистовых изделий.
При отсутствии каких-либо особых требований к качеству сварного шва, при инверторной сварке по нержавейке подойдут электроды марок ОЗЛ-8 или ЦП-11. Более удобно, однако, работать с электродами марок ОК-45 или МР-3. Благодаря малому сродству с металлом нержавеющих сталей, такие электроды после использования оставляют на поверхности шлак, который после остывания охрупчивается, а затем легко отделяется от поверхности.
Как варить нержавейку инвертором? Начинающие сварщики считают, что с увеличением диаметра сварочного электрода производительность процесса увеличится. Но это верно лишь для работ с толстолистовыми заготовками. В остальных случаях рекомендуется принимать для работ электроды минимально возможного диаметра. Как показано в вышеприведенной таблице, при этом на дуге возникает наибольшее напряжение, что способствует стабильности ее горения.
Но это верно лишь для работ с толстолистовыми заготовками. В остальных случаях рекомендуется принимать для работ электроды минимально возможного диаметра. Как показано в вышеприведенной таблице, при этом на дуге возникает наибольшее напряжение, что способствует стабильности ее горения.
При использовании инвертора также важно научиться правильно выставлять сварочный электрод по отношению к поверхности соединяемых изделий. Наилучшие условия для перемещения электрода создаются при угле наклона к дуге в пределах 75±5 0 .
Таким образом, для успешной сварки нержавейки с применением инвертора необходимо правильно выбрать марку электродов. В случае, если сварка должна быть выполнена с наилучшим качеством, лучше ориентироваться на специализированные марки. Для этого нужно (хотя бы примерно) установить марку материала соединяемых изделий. Например, для сварки жаропрочных сталей подойдут электроды ЭА-981-15 или ОЗЛ-9-1, а для сварки коррозионно стойких сталей — электроды Л38М, НЖ-11 или СЛ-28.
Нержавеющая сталь является очень популярным материалом. Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Наиболее ходовым способом работы с нержавеющей сталью являются сварка. Сварочный процесс обладает нескольким особенностями:
- невысокий уровень свариваемости значительно влияет на формирование соединения;
- низкая теплопроводимость нержавейки приводит к тому, что свариваемые изделия проплавляются даже при достаточно небольших величинах силы тока;
- высокий коэффициент расширения означает, что при нагреве изделие как бы растягивается. В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;
- при нагреве более 500°С в изделиях из нержавейки возникает межкристаллитная коррозия. Чтобы этого избежать нужно тщательно подбирать режим сваривания, а также принудительно охлаждать свариваемые детали.
 Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;
Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность — обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов — 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения — 35-75 А, электрод Ø — 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка — 2 мм.;
- переменный ток, 45-85 А, Ø — 2 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
 Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода — 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка — 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня — 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника — 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать «замок», чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
Полезное видео
Техника ведения шва неплохо снята крупным планом и показана в данном ролике. Тут нет пояснений, но четко показано, как это выглядит.
И еще один ролик.
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных
температурах.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество — возможность проведения сварки практически во всех пространственных положениях, кроме вертикального «сверху-вниз».
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня — 2 мм. ;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка — 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения — 90-130, Ø расходника — 4 мм.
 ;
;Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут «забирать» часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 — распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.
Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
 Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
советов по устранению обратной продувки при сварке труб из нержавеющей стали |
На главную / Советы по устранению обратной продувки при сварке труб из нержавеющей сталиПереход на модифицированный процесс MIG с коротким замыканием вместо TIG для корневого прохода экономит время без ущерба для способности оператора производить высококачественные сварные швы, соответствующие требованиям норм. Ваш магазин также сэкономит на расходных материалах.
Переход от процессов TIG и Stick к усовершенствованному процессу сварки проволокой для сварки труб с открытым корнем из нержавеющей стали может позволить операциям устранить обратную продувку, что сэкономит время, сохранив при этом высокое качество сварки.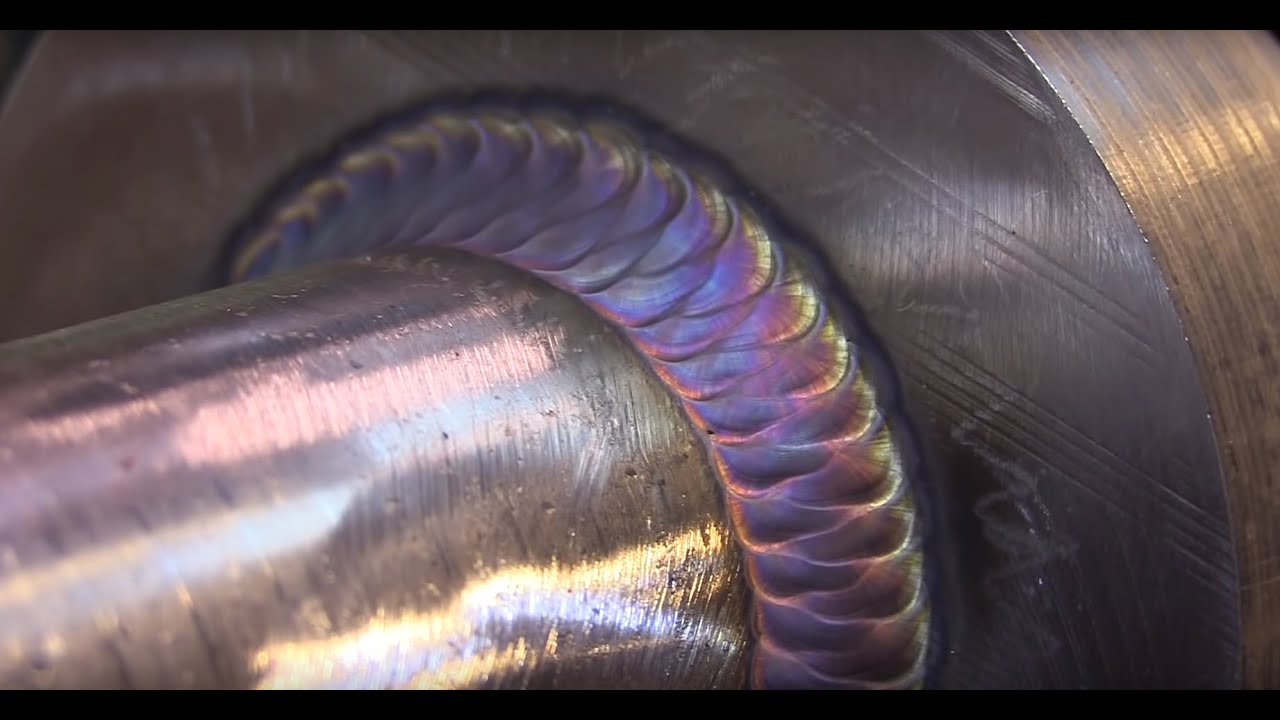
Переход на модифицированный процесс сварки MIG коротким замыканием позволяет исключить обратную продувку на многих типах сварных швов труб из нержавеющей стали. В процессе RMD (регулируемое осаждение металла) Миллера используется точно контролируемый перенос металла для обеспечения равномерного осаждения капель.
Правильная подгонка с использованием минимального корневого зазора в 1/8 дюйма между свариваемыми трубами позволяет защитному газу проходить через и защищать обратную сторону сварного шва.
СВАРОЧНЫЕ НАКОНЕЧНИКИ КОЛОННА
ДЖЕФФ РОБЕДО
Если вы свариваете трубы из нержавеющей стали традиционным способом, таким как TIG или сварка сваркой, вероятно, потребуется продувка с обратной стороны газообразным аргоном.Обратная продувка удаляет загрязнения и обеспечивает поддержку, но также значительно увеличивает время и деньги.
Переход на усовершенствованный процесс сварки проволокой может сэкономить время, не ограничивая возможности операторов выполнять высококачественные сварные швы, соответствующие требованиям норм. Вот как успешно изменить процесс.
Вот как успешно изменить процесс.
Зачем нужна обратная продувка
Нержавеющая сталь обеспечивает коррозионную стойкость и прочность, что делает ее широко используемым материалом для изготовления труб во многих отраслях промышленности.Но когда сварка труб с открытым корневым слоем завершается с помощью процесса TIG, обычно требуется обратная продувка газообразным аргоном для защиты обратной стороны сварного шва. В противном случае могут образоваться тяжелые оксиды, которые вызовут засахаривание внутренней части сварного шва. Эта поломка основного материала является дефектом, который может привести к переделке.
Обратная продувка помогает предотвратить засахаривание за счет подачи газа для удаления загрязнений, но может потребовать много времени и средств — иногда тысячи долларов на проект — особенно при сварке труб с большим внутренним диаметром.
Жизнеспособная альтернатива обратной промывке
Переход на модифицированный процесс сварки MIG коротким замыканием позволяет исключить обратную продувку на многих типах сварных швов труб из нержавеющей стали.
Процесс RMD (регулируемое осаждение металла) от Miller Electric Mfg., Например, использует точно контролируемый перенос металла для обеспечения равномерного осаждения капель. Сварочная система предугадывает и контролирует короткое замыкание, а затем снижает сварочный ток, чтобы обеспечить постоянный перенос металла.Это облегчает сварщику контроль над лужей. Устойчивые короткие замыкания создают в сварочной ванне лишь небольшую рябь, что, в свою очередь, обеспечивает надежное соединение с боковой стенкой.
Благодаря этому типу процесса сварщики могут более легко контролировать сварочную ванну, скорость сварки и тепловложение. Меньшее тепловложение позволяет сварочной ванне быстрее замерзнуть.
Все эти факторы в совокупности приводят к менее турбулентной сварочной ванне и более плавному потоку защитного газа, позволяя газу проталкиваться через открытый корень и защищать обратную сторону сварного шва от засахаривания или окисления.Газовое покрытие необходимо только на короткое время, потому что лужа замерзает так быстро, что устраняет необходимость в обратной продувке.
В два раза больше сварных швов за один и тот же промежуток времени
Изготовитель одной трубы добился значительного увеличения производительности после этого перехода. Основанная в 2002 году, Dixie Mechanical Inc. в Таскалузе, штат Алабама, управляет производственным цехом площадью 20 000 квадратных футов, окруженным складской площадкой площадью 4,5 акра. Цех часто производит от 300 до 400 футов труб в день для клиентов в национальной и международной энергетике, нефтегазовом и химическом секторах.
Dixie использовала корневой проход TIG с обратной продувкой аргоном с последующим заполнением флюсом и заглушками для сварных швов труб из нержавеющей стали. Сварщики обычно тратили от 20 до 30 минут каждый раз, чтобы настроить защитный газ аргон и заклеить концы труб для продувки. Газ для обратной продувки также увеличил расходные материалы цеха.
Компания устранила обратную продувку сварных швов труб с открытым корнем, переключившись на процесс RMD для корневого прохода. Поскольку RMD и сварка порошковой проволокой являются процессами с подачей проволоки и не требуют замены выводов для изменения полярности, этот шаг также сэкономил время при смене процесса.
Поскольку RMD и сварка порошковой проволокой являются процессами с подачей проволоки и не требуют замены выводов для изменения полярности, этот шаг также сэкономил время при смене процесса.
Благодаря скорости движения в два-три раза большей, чем TIG и Stick, модифицированная сварка MIG с коротким замыканием позволяет операторам выполнять больше сварных швов за то же время. Дикси удвоила количество сварных швов, выполняемых каждый день, без ущерба для стандартов качества. Этот процесс также дает преимущества, связанные с простотой использования и сокращением времени обучения новых сварщиков.
Четыре аспекта успешного коммутатора
Некоторые передовые методы позволяют оптимизировать результаты при переключении сварочных процессов, чтобы исключить обратную продувку.
- Проверьте WPS. Вероятно, изменение процесса сварки потребует повторной аттестации спецификации процедуры сварки (WPS). Однако имейте в виду, что изменение процесса может обеспечить быструю окупаемость инвестиций за счет повышения производительности и экономии средств.
- Убедитесь, что труба чистая. Правильная очистка трубы изнутри и снаружи помогает добиться хороших результатов. Чтобы удалить загрязнения, используйте проволочную щетку, предназначенную для нержавеющей стали, и очистите как минимум 1 дюйм от края стыка.
- Используйте правильную подгонку. Минимальный корневой зазор 1/8 дюйма между свариваемыми трубами позволяет протекать защитному газу и защищать обратную сторону сварного шва.
- Выбирайте подходящие расходные материалы. Определенные типы защитного газа, контактные наконечники, сопла и присадочные материалы могут улучшить результаты. Например, присадочный металл из нержавеющей стали с высоким содержанием кремния, такой как 316LSi или 308LSi, способствует смачиванию сварочной ванны и действует как раскислитель.Конический контактный наконечник и сопло помогают локализовать газовое покрытие корневого прохода.

Экономия времени и денег
Переход на модифицированный процесс MIG с коротким замыканием вместо TIG для корневого прохода при сварке труб из нержавеющей стали может сэкономить время и деньги, помогая операциям выполнять больше работ и быстрее выполнять проекты.
Сварка труб серии 300 без обратной продувки
Сварка труб и труб из нержавеющей стали обычно требует обратной продувки газом аргоном при использовании традиционных процессов, таких как газовая дуговая сварка вольфрамом (GTAW) и дуговая сварка в среде защитного металла (SMAW).Но стоимость газа и время настройки процесса продувки могут быть значительными, особенно при увеличении диаметра и длины трубы.
При сварке нержавеющих сталей серии 300 подрядчики могут исключить обратную продувку при сварке труб с открытым корнем и при этом добиться высокого качества сварки, сохранить коррозионную стойкость материала и выполнить требования спецификации процедуры сварки (WPS), переключившись с традиционной GTAW или SMAW на модифицированный процесс газовой дуговой сварки коротким замыканием (GMAW).Модифицированный процесс GMAW с коротким замыканием также дает дополнительные преимущества в отношении производительности, эффективности и простоты использования, что может помочь улучшить чистую прибыль.
Сварка нержавеющей стали
Благодаря своей коррозионной стойкости и прочности сплавы нержавеющей стали используются во многих трубопроводах, включая нефть и газ, нефтехимию и биотопливо. Хотя GTAW традиционно используется для многих применений из нержавеющей стали, у него есть некоторые недостатки, которые можно устранить с помощью модифицированного GMAW короткого замыкания.
Во-первых, поскольку нехватка квалифицированных сварщиков продолжается, поиск рабочих, знающих о GTAW, является постоянной проблемой. Во-вторых, GTAW — не самый быстрый процесс сварки, что мешает компаниям, которые хотят повысить производительность, чтобы удовлетворить потребности клиентов. В-третьих, это требует трудоемкой и дорогостоящей обратной продувки труб и труб из нержавеющей стали.
Что такое обратная очистка? Продувка — это введение газа для удаления загрязнений и обеспечения защиты во время сварки. Обратная продувка защищает обратную сторону сварного шва, предотвращая образование тяжелых оксидов, которые возникают в присутствии кислорода.
Если задняя сторона не защищена во время сварки труб с открытым корнем, это может привести к разрушению основного материала. Это разрушение называется шугарингом, потому что оно приводит к внешнему виду поверхности, очень похожему на сахар на внутренней стороне сварного шва. Чтобы предотвратить засахаривание, сварщики вставляют газовый шланг в один конец трубы, а затем перекрывают концы трубы продувочными заслонками. Они также создают вентиляционное отверстие на противоположном конце трубы. Обычно они также обматываются лентой вокруг стыка. После продувки трубы они снимают часть ленты вокруг стыка и начинают сварку, повторяя процесс снятия изоляции и сварки до тех пор, пока не будет завершен корневой проход.
Устранение обратной продувки . Обратная продувка может стоить операции значительных затрат времени и денег, в некоторых случаях добавляя к проекту тысячи долларов. Переход на модифицированный процесс GMAW с коротким замыканием позволяет компаниям выполнять корневые проходы без обратной продувки во многих областях применения нержавеющей стали. Для этого подходят сварочные работы на нержавеющих сталях серии 300, тогда как сварка дуплексной нержавеющей стали высокой чистоты в настоящее время требует GTAW для корневого прохода.
Для этого подходят сварочные работы на нержавеющих сталях серии 300, тогда как сварка дуплексной нержавеющей стали высокой чистоты в настоящее время требует GTAW для корневого прохода.
Сохранение подводимого тепла на максимально низком уровне помогает сохранить коррозионную стойкость заготовки. Уменьшение количества сварочных проходов — это один из способов снизить тепловложение. Модифицированный процесс GMAW с коротким замыканием, такой как регулируемое осаждение металла (RMD®), использует точно контролируемый перенос металла для обеспечения равномерного осаждения капель. Это облегчает сварщику контроль сварочной ванны и, следовательно, контроль подводимого тепла и скорости сварки. Меньшее тепловложение позволяет сварочной ванне быстрее замерзнуть.
Благодаря контролируемому переносу металла и более быстрому замерзанию сварочной ванны, сварочная лужа менее турбулентна, и защитный газ выходит из пистолета GMAW относительно без помех. Это позволяет защитному газу проходить через открытый корень, вытесняя атмосферу и предотвращая засахаривание или окисление на обратной стороне сварного шва. Это газовое покрытие необходимо только на короткое время, потому что лужа так быстро замерзает.
Это газовое покрытие необходимо только на короткое время, потому что лужа так быстро замерзает.
Испытания показывают, что модифицированный процесс GMAW с коротким замыканием соответствует стандартам качества сварки, сохраняя при этом коррозионную стойкость нержавеющей стали, а также при сварке корневого прохода с помощью GTAW.
Изменение процесса сварки требует от компании повторной аттестации своей WPS, но коммутатор может предложить огромную экономию времени и средств — как на изготовление новых, так и на ремонтные работы.
Использование модифицированного процесса GMAW короткого замыкания для сварки труб с открытым корнем дает другие преимущества в плане производительности, эффективности и обучения сварщиков. К ним относятся:
- Скорость движения в два-три раза выше, чем при традиционных процессах GTAW и SMAW.
Возможность устранения горячего прохода в результате возможности нанесения большего количества металла для увеличения толщины корневого прохода.
Исключительный допуск на перекос между секциями трубопровода. Благодаря плавному переносу металла процесс может легко перекрыть зазоры до 3⁄16 дюйма.
Постоянная длина дуги независимо от вылета электрода, что компенсирует операторам, которым сложно поддерживать постоянную длину вылета.Сварочная ванна, которую легче контролировать, и равномерная передача металла могут сократить время обучения начинающих сварщиков.
Минимальное время очистки, поскольку в процессе не остается шлака и небольшого количества брызг, если таковые имеются.
Сокращение времени простоя при смене процесса. Тот же самый провод и защитный газ можно использовать для корневого, заполняющего и закрывающего проходов. Может использоваться импульсный процесс GMAW при условии, что защитный газ, содержащий не менее 80 процентов аргона, используется для каналов заполнения и крышки.
Пять советов для успеха
Для операций, которые хотят исключить обратную продувку в изделиях из нержавеющей стали, важно следовать пяти ключевым советам для успеха при переходе на модифицированный процесс GMAW с коротким замыканием.

- Обеспечьте минимальный зазор между корнем в 1⁄8 дюйма. Это позволяет защитному газу проходить через сварной шов и защищать обратную сторону сварного шва от окисления.
Очистите трубу изнутри и снаружи от любых загрязнений.Используйте проволочную щетку, предназначенную для нержавеющей стали, чтобы очистить как минимум 1 дюйм от края стыка.
Используйте присадочный металл из нержавеющей стали с высоким содержанием кремния, например 316LSi или 308LSi. Более высокое содержание кремния способствует смачиванию сварочной ванны и действует как раскислитель.
Для достижения наилучших характеристик используйте смесь защитного газа, составленную специально для процесса, например 90% гелия, 7,5% аргона и 2,5% диоксида углерода.Другой вариант — 98 процентов аргона и 2 процента углекислого газа. У поставщиков сварочного газа могут быть другие рекомендации.
Для достижения наилучших результатов используйте конический наконечник и сопло для корневого прохода, чтобы локализовать газовое покрытие.
Конические форсунки со встроенными газовыми диффузорами обеспечивают отличное покрытие.
 Конические форсунки со встроенными газовыми диффузорами обеспечивают отличное покрытие.
Конические форсунки со встроенными газовыми диффузорами обеспечивают отличное покрытие.Обратите внимание, что при использовании модифицированного процесса GMAW с коротким замыканием без газа-носителя образуется небольшое количество окалины на обратной стороне сварного шва. Обычно он отслаивается по мере охлаждения сварного шва и соответствует стандартам качества для масел, электростанций и нефтехимии.
Джим Бирн — менеджер по продажам и приложениям в Miller Electric Mfg. LLC, 1635 W. Spencer St., Appleton, WI 54912, 920-734-9821, www.millerwelds.com.
Управление задним экраном при сварке санитарных труб из нержавеющей стали
Строгая защита внутренней стороны сварного металлического объекта инертным газом
При сварке труб из нержавеющей стали обычно используется сварка TIG для предотвращения окисления сварного шва. Однако неправильная сварка TIG может вызвать проблемы, когда кислород подмешивается при формировании сварного шва на внутренней стороне трубы с внешней стороны.
В частности, если концентрация кислорода внутри свариваемой трубы является несоответствующей, могут возникнуть такие дефекты, как окисление заднего борта, плохая форма и линейные дефекты в бороздке. В некоторых случаях коррозия может возникнуть неожиданно во время использования, что приведет к серьезным проблемам.
Подготовка к ручной сварке (защита сварочного газа)
Защитный газ вводится в трубу, и перед сваркой проверяется внутреннее давление.
Nissho Astec устанавливает стандартное значение концентрации кислорода в защищенной атмосфере в зависимости от области применения и технических характеристик нержавеющей стали (или титана и т. Д.).) товар и / или договор с заказчиком. Точные трубопроводы формируются путем точного измерения с помощью оксиметра, установки соответствующего зажимного приспособления для заднего экрана и работы сварочного аппарата для формирования безупречного сварного валика без окисления.
Головка автоматическая сварочная
Измерение остаточной концентрации кислорода работы с O2 монитором
Сварные трубы с концентрацией кислорода менее 30 промилле
Глоссарий
Защитный газ :
Во время сварки вокруг дуги проходит инертный газ, перекрывающий расплавленный металл и воздух. Газ не вступает в реакцию с кислородом (O2) и азотом (N2), которые являются компонентами воздуха. Этот газ называется защитным газом.
Газ не вступает в реакцию с кислородом (O2) и азотом (N2), которые являются компонентами воздуха. Этот газ называется защитным газом.
Если дуговая сварка выполняется без использования защитного газа, возникают дефекты рабочих характеристик, внешнего вида и формы наплавленного металла. Обычно инертный газ, такой как аргон (Ar) или гелий (He), используется в качестве защитного газа для сварки нержавеющей стали, алюминия (Al), титана (Ti) и т. Д.
Сварка TIG :
GTAW (газовая дуговая сварка вольфрамом)
Ссылки: Wikipedia «TIG Welding» Японская ассоциация сварщиков «WE-COM Magazine 2015.7 №17 »
Сортировать по: актуальность —
Дата Дир-Парк, Техас 77536
•
Удаленный
41,48 доллара в час
Century Contractors, Inc. Марион, Северная Каролина
Century 3, Inc. Грир, Южная Каролина
C&G системы Озеро Цюрих, IL 60047
ООО Ассембликс Индианаполис, IN 46214 (район Чапел-Хилл-Бен Дэвис)18 долларов в час
Братья Николс Братья Лодки Фриланд, Вашингтон
| Будьте первым, кто увидит новые рабочие места для сварщиков труб из нержавеющей сталиtig Создавая оповещение о вакансиях, вы соглашаетесь с нашими Условиями. Вы можете изменить настройки своего согласия в любое время, отказавшись от подписки или как указано в наших условиях. |




Сварка нержавеющей стали | Металл Супермаркеты
Деформированный металл, сварные швы угольного цвета и фрустрация; это некоторые из вещей, которые могут произойти при сварке нержавеющей стали. Хотя нержавеющая сталь содержит элементы, аналогичные элементам из углеродистой стали, в нее добавлены легирующие элементы, такие как хром и молибден, и это создает совершенно другой набор проблем при сплавлении двух или более кусков нержавеющей стали, а не углеродистой стали. Кислород, окружающий ванну из нержавеющей стали, должен быть минимальным. Сварочная ванна ведет себя иначе, чем алюминий или углеродистая сталь. Теплопроводность нержавеющей стали намного меньше, что вызывает большие проблемы с деформацией и тепловложением.Несмотря на то, что при сварке нержавеющей стали необходимо учитывать множество факторов, одним из наиболее важных решений является выбор процесса сварки.
Хотя нержавеющая сталь содержит элементы, аналогичные элементам из углеродистой стали, в нее добавлены легирующие элементы, такие как хром и молибден, и это создает совершенно другой набор проблем при сплавлении двух или более кусков нержавеющей стали, а не углеродистой стали. Кислород, окружающий ванну из нержавеющей стали, должен быть минимальным. Сварочная ванна ведет себя иначе, чем алюминий или углеродистая сталь. Теплопроводность нержавеющей стали намного меньше, что вызывает большие проблемы с деформацией и тепловложением.Несмотря на то, что при сварке нержавеющей стали необходимо учитывать множество факторов, одним из наиболее важных решений является выбор процесса сварки.
Ниже мы обсудим наиболее популярные способы сварки нержавеющей стали.
Сварка металла в инертном газе (MIG) / Газовая дуговая сварка металла (GMAW)
Сварка MIG, или, как ее более формально называют, дуговая сварка металлическим электродом в газе, является одним из наиболее популярных способов сварки нержавеющей стали. Между сваркой MIG нержавеющей стали и сваркой углеродистой стали много общего.Никаких специальных приводных роликов не требуется, а электрическая полярность остается прежней. Однако состав защитного газа обычно отличается. При сварке нержавеющей стали допускается меньшее количество кислорода, поэтому уровни O2 или CO2 следует поддерживать на уровне около 2% или ниже. При сварке нержавеющей стали методом MIG часто используются трехкомпонентные защитные газы, содержащие аргон, гелий и двуокись углерода или кислород. Поскольку обычно требуется коррозионная стойкость сварного шва, а также основного материала, необходимо использовать сварочную проволоку из нержавеющей стали.Кроме того, для предотвращения растрескивания присадочная проволока и основная нержавеющая сталь должны быть низкоуглеродистой версией или содержать стабилизаторы, такие как тантал или ниобий. Использование импульсной формы волны при сварке также может помочь пользователям более успешно сваривать нержавеющую сталь методом MIG.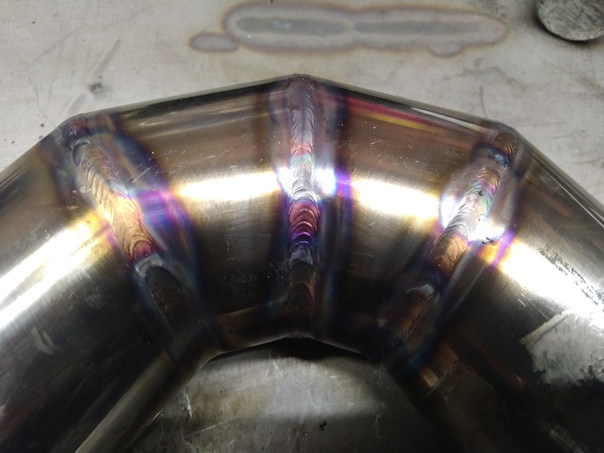
Сварка вольфрамовым электродом в среде инертного газа (TIG) / Дуговая сварка вольфрамовым электродом (GTAW)
Сварка TIG, более известная как дуговая сварка газом вольфрамовым электродом, — это еще один процесс, который часто используется для сварки нержавеющей стали. Этот процесс также имеет сходство между тем, когда он используется для сварки углеродистой стали и когда он используется для сварки нержавеющей стали.Оба материала требуют отрицательной полярности электрода постоянного тока (DCEN). Обычно в качестве защитных газов используют почти 100% аргон или гелий. Как и при сварке MIG, сварка TIG требует присадочного металла из нержавеющей стали, чтобы предотвратить образование шва, который будет легко подвержен коррозии. В качестве присадочного металла следует использовать низкоуглеродистые или стабилизированные марки нержавеющей стали, а также основные металлы должны быть низкоуглеродистыми или стабилизированными. Деформация может быть серьезной проблемой при сварке нержавеющей стали, поэтому при сварке нержавеющей стали TIG важно поддерживать несколько более высокую скорость перемещения и низкое тепловложение.
Дуговая сварка порошковой проволокой
Как правило, сварочные процессы с использованием флюса не оптимальны для сварки нержавеющей стали. При этом можно сваривать нержавеющую сталь методом порошковой сварки. Необходимо использовать специальные газовые смеси. Дуговая сварка порошковой проволокой в среде защитного газа обычно является лучшим выбором для сварки нержавеющей стали, чем порошковая сварка, поскольку она в меньшей степени зависит от флюса, чем последний процесс, для защиты металла шва от атмосферы.
Дуговая сварка с металлическим сердечником
Лучшей альтернативой порошковой проволоке как самозащитной порошковой сварке, так и дуговой сварке порошковой проволокой в среде защитных газов является дуговая сварка металлической порошковой проволокой.В основном это связано с тем, что при дуговой сварке металлической сердцевиной вообще не используется флюс. Металлическая сердцевина присадочного материала, хотя и содержит определенные виды раскислителей, в основном заполнена металлическими порошками для увеличения осаждения. При наличии надлежащего защитного газа и системы подачи проволоки дуговая сварка металлической сердцевиной может использоваться для получения высококачественных сварных швов на нержавеющей стали. По большей части, для получения высококачественного сварного шва нержавеющей стали с помощью дуговой сварки металлическим сердечником требуется импульсная форма волны или дуга с переносом струи.
При наличии надлежащего защитного газа и системы подачи проволоки дуговая сварка металлической сердцевиной может использоваться для получения высококачественных сварных швов на нержавеющей стали. По большей части, для получения высококачественного сварного шва нержавеющей стали с помощью дуговой сварки металлическим сердечником требуется импульсная форма волны или дуга с переносом струи.
Лазерная сварка (LBW)
Сварка лазерным лучом часто используется для соединения нержавеющей стали на очень высоких скоростях движения и с очень низким тепловложением. Необходимо соблюдать осторожность, чтобы избежать образования пористости и трещин при лазерной сварке. Трещин и пористости можно избежать за счет уменьшения количества кислорода с помощью защитного газа и оптимизации параметров сварки. Сварка лазерным лучом никогда не выполняется вручную, и поэтому ее следует автоматизировать, если она выбрана в качестве процесса, который будет использоваться для сварки нержавеющей стали.
Другие процессы сварки нержавеющей стали
Вышеупомянутые процессы, возможно, являются наиболее распространенными процессами, используемыми для сварки нержавеющей стали. В отрасли существует множество других, несколько менее популярных процессов, которые можно использовать для сварки нержавеющей стали. К ним относятся плазменная сварка (PAW), электронно-лучевая сварка (EBW), дуговая сварка в среде защитного металла (SMAW), сварка трением с перемешиванием (FSW) и контактная сварка (RW). Этот список не является исчерпывающим, и существует еще много способов сварки, с помощью которых можно сваривать нержавеющую сталь с различным уровнем успеха.
Metal Supermarkets — крупнейший в мире поставщик мелкосерийного металла с более чем 90 магазинами в США, Канаде и Великобритании. Мы являемся экспертами по металлу и обеспечиваем качественное обслуживание клиентов и продукцию с 1985 года.
В Metal Supermarkets мы поставляем широкий ассортимент металлов для различных областей применения. В нашем ассортименте: нержавеющая сталь, легированная сталь, оцинкованная сталь, инструментальная сталь, алюминий, латунь, бронза и медь.
В нашем ассортименте: нержавеющая сталь, легированная сталь, оцинкованная сталь, инструментальная сталь, алюминий, латунь, бронза и медь.
Наша горячекатаная и холоднокатаная сталь доступна в широком диапазоне форм, включая пруток, трубы, листы и пластины.Мы можем разрезать металл в точном соответствии с вашими требованиями.
Посетите одно из наших 85+ офисов в Северной Америке сегодня.
Очистка при сварке TIG — что это такое и как это сделать — Welding Mastermind
Сварщики говорят о продувке сварных швов TIG как о большой загадке. Конечно, это звучит мрачно и опасно. Он может вызывать образы из жутких фильмов или других темных секретов. На самом деле продувка — это простой процесс, улучшающий качество сварного шва.
Что такое продувка и как она проводится? Очистка — это процесс удаления кислорода из внутренней части закрытой детали перед сваркой TIG. Удаление кислорода изнутри детали защищает обратную сторону сварного шва от окисления из-за высокой температуры сварки TIG.
Прежде чем мы обсудим, как очистить, давайте разберемся, почему очистка важна.
Зачем нужна очистка
При сварке TIG выделяется сильное тепло, которое вызывает реакцию металла с кислородом воздуха. Возникающее в результате окисление ухудшает внешний вид сварного шва, а также делает сварной шов более слабым, чем должен быть. Чтобы защитить сварной шов в наиболее горячем состоянии, сварщики TIG пропускают через сварной шов инертный газ (аргон, гелий или их смесь).Инертный газ не вступает в реакцию со сварным швом и выталкивает кислород из сварного шва.
Неэкранированные сварные швы TIG выглядят ужасно, с большим количеством точечной коррозии и брызг. На поверхности шарика также будет много черной грязи от окисления. Неэкранированные сварные швы TIG слабее, чем должны быть, и они подвержены растрескиванию и (в конечном итоге) разрушению. Защитный газ — важная часть сварки TIG.
Этот процесс отлично подходит для стали, алюминия, меди и многих других металлов. Это не подходит для нержавеющей стали.В случае нержавеющей стали хром, примешанный к сплаву, может выгорать как на задней, , так и на передней стороне сварного шва. В этом случае обратная сторона сварного шва будет черной и покрыта шероховатыми пятнами. Сварщики называют этот эффект «шугарингом».
Почему нужно предотвращать «шугаринг»
Чтобы защитить нержавеющую сталь от засахаривания, вы должны защитить как переднюю, так и заднюю часть сварного шва от окисления. Есть несколько способов защитить обратную сторону плоского сварного шва от окисления.Все они включают в себя какое-то покрытие на обратной стороне сварного шва, чтобы не пропускать воздух. Если вы свариваете трубы или другие закрытые сосуды, ни один из методов защиты плоского сварного шва не сработает.
Это проблема нержавеющей стали, поскольку она обычно используется для изготовления трубопроводов в пищевой и фармацевтической промышленности. Эти трубы для пищевых продуктов и фармацевтики должны быть гладкими изнутри, без шероховатостей или выемок, в которых могут скапливаться бактерии. Эти трубы нельзя ввинчивать в фитинги, как большинство труб; их нужно сваривать.Поскольку стык должен быть гладким, внутри не должно быть шугарина.
Труба из нержавеющей стали также используется для коллекторов выхлопной системы двигателя, для которых требуются прочные сварные швы, чтобы выдерживать вибрацию, которую они привинчивают к двигателю. Шугаринг на обратной стороне этих сварных швов — это вопрос не столько гладкости, сколько прочности. Засахаренные сварные швы со временем потрескаются и сломаются, что потребует ремонта или замены коллектора.
Для любых сварных труб из нержавеющей стали необходимо экранировать заднюю часть сварного шва, а также переднюю часть при сварке TIG. Очистка сварного шва — лучший способ защитить внутреннюю часть труб от окисления. Существует шесть основных этапов продувки сварного шва TIG:
- Подготовьте концы труб к сварке
- Закройте изнутри свариваемую зону заглушками или заглушками
- Соедините концы труб вместе для сварки
- Сварите прихваточными швами детали вместе для обеспечения устойчивости
- Очистите зону сварки от кислорода
- Сварить стык
Подготовить трубу
Как и в случае других сварочных операций TIG, перед сваркой TIG металл должен быть безупречно чистым. Протрите концы свариваемого шва ацетоном, метилэтилкетоном или разбавителем для краски, чтобы удалить жир и масло. Обезжирьте трубу снаружи и внутри. Эти продукты также удаляют краску, но обычно это не проблема с нержавеющей сталью. Поскольку он устойчив к коррозии, его почти не красят.
Протрите концы свариваемого шва ацетоном, метилэтилкетоном или разбавителем для краски, чтобы удалить жир и масло. Обезжирьте трубу снаружи и внутри. Эти продукты также удаляют краску, но обычно это не проблема с нержавеющей сталью. Поскольку он устойчив к коррозии, его почти не красят.
После обезжиривания металла промойте его дистиллированной водой, чтобы удалить все следы очистителя с стыка. Если вы свариваете большинство сталей методом TIG, вам также необходимо отшлифовать металл вдоль стыка, чтобы удалить ржавчину и прокатную окалину.Однако с нержавеющей сталью это обычно не проблема. На всякий случай еще раз проверьте его на предмет ржавчины и коррозии. Установите трубы всухую, чтобы убедиться, что все выровнено и имеет нужный размер.
Если вы свариваете трубу толщиной 1/8 или меньше, можно приступать к работе. Если труба имеет толщину 3/16 дюйма или более, вам необходимо скосить края. Отшлифуйте края обоих кусков трубы под углом 60 °. Это дает бусу большую площадь поверхности для работы и препятствует тому, чтобы сварной шов был таким же высоким, как поверхность трубы.
Некоторые сварщики предпочитают снимать фаску с внешней стороны одной трубы и внутренней стороны другой. Это позволяет одной трубе немного скользить по другой трубе, обеспечивая более плотное уплотнение, когда трубы соединяются вместе в сухом состоянии. Прежде чем делать это, ознакомьтесь с планами или спецификациями вашей работы. Если они требуют определенной фаски, сопоставьте ее. Если в планах так или иначе ничего не сказано, дерзайте.
Запечатай его
Перед продувкой трубу необходимо закрыть, чтобы не допустить возврата кислорода.Для небольших деталей герметизация достигается закрытием или заглушкой одного конца сплошной крышкой, а другой конец фитингом, позволяющим присоединить газовый шланг. Эти фитинги будут удерживать инертный газ на месте во время сварки, чтобы защитить сварной шов от оксигенации.
В более крупных системах для продувки обычно используются съемные перегородки или водорастворимые уплотнения. Это позволяет герметизировать только участок вокруг сварного шва вместо того, чтобы заполнять всю систему дорогостоящими продувочными газами. Если вы свариваете систему с большим количеством труб, стоимость газа, необходимого для продувки всей системы, может быть чрезмерной.Гораздо дешевле просто заделать сварные швы.
Если вы свариваете систему с большим количеством труб, стоимость газа, необходимого для продувки всей системы, может быть чрезмерной.Гораздо дешевле просто заделать сварные швы.
В некоторых случаях производственные спецификации требуют продувки всей системы, а не только перекрытия секций, поэтому перед перекрытием проверьте свои спецификации. Если вам нужно очистить всю систему, заглушите концы и произведите продувку, как если бы вы работали с небольшим предметом. Перед сваркой
убедитесь, что достаточно времени для продувки всей системы.Изолировать меньшие участки
Для уплотнения долот в более крупной системе можно приобрести или изготовить съемные перегородки.Плотины могут быть сплошными или надувными. Они продаются парами, которые соединяются линией или ремешком. Таким образом, когда вы вытаскиваете ближнюю плотину, дальняя дамба следует за вами. Установите перемычки по обе стороны от сварного шва. Оставьте достаточно места между сварным швом и перемычкой, чтобы защитить перемычку от тепла сварного шва.
Если у вас затруднен доступ к перемычкам после завершения сварки, используйте водорастворимые клеи или водорастворимые перемычки. Клеи используются для приклеивания пленки, такой как полиэтиленовая пленка, внутри трубы на безопасном расстоянии от сварного шва.Растворимые перегородки устанавливаются как съемные, но остаются на месте после сварки.
Независимо от того, используете ли вы водорастворимый клей или растворимые прокладки, клей или сами прокладки разрушаются под воздействием воды. Когда система промывается или проходит испытание под давлением, вода разрушает клей или плотину и устраняет препятствие.
Уплотнения, используемые для продувки трубы, не являются идеальными уплотнениями. Необходимо иметь штуцер или отверстие для впуска продувочного газа; в другом должно быть отверстие или два, чтобы воздух мог выходить.Будьте осторожны при вводе продувочного газа. Если вы, не задумываясь, залейте газ в трубу под высоким давлением, он смешается с воздухом и оставит немного кислорода в трубе.
Лейте газ, не распыляйте
Представьте, как выглядит разбрызгивание воды из шланга в бассейн или ведро. Спрей образует крошечные пузырьки, которые рассеиваются через некоторое время. Продувочные газы работают таким же образом, но продувочный газ, рассеянный в воздухе, рассеивается гораздо дольше. Вы должны сделать подачу продувочного газа как можно более плавным, чтобы предотвратить его смешивание с воздухом.
Расположение отверстий должно зависеть от того, какой продувочный газ вы используете. Аргон тяжелее воздуха. Лучше всего продувается, если подавать газ снизу, а выпускное отверстие находится вверху. Это позволяет аргону плавно поступать внутрь, в то время как воздух поднимается и выходит через точечное отверстие. Представьте, что вы наполняете ванну водой — вы получите гораздо меньше брызг, если будете направлять воду снизу, а не сверху.
Гелий должен иметь противоположное расположение, потому что он легче воздуха.Подайте гелий сверху и дайте воздуху вытечь из нижней части трубы. Расположение отверстий для использования свойств продувочного газа — лучший способ сохранить чистоту газа в трубе. Это как вталкивать воздух в ведро, а не поднимать его снизу вверх.
Расположение отверстий для использования свойств продувочного газа — лучший способ сохранить чистоту газа в трубе. Это как вталкивать воздух в ведро, а не поднимать его снизу вверх.
Для небольших продувок вы можете просто подавать газ прямо из шланга. Однако для больших проектов с более высокими расходами лучше использовать газовый диффузор для плавного потока и отсутствия смешивания газа и воздуха. Диффузор распределяет газ по большей площади и замедляет его.В этом разница между сильными струями воды и легкими струями. Мягкая подача не мешает воздуху и не смешивается с продувочным газом.
Соедините трубы вместе
Когда ваши заглушки или заглушки будут на месте, соедините куски трубы вместе. Некоторые сварщики оставляют между сегментами крошечный зазор, менее 1/8 дюйма. Это обеспечивает прочный сварной шов. Другие плотно стыкуют их вместе, чтобы лучше запечатать сварное соединение. Некоторые заходят так далеко, что делают противоположные фаски, которые позволяют одной трубе входить в другую для наиболее плотного уплотнения.
Как бы вы ни устанавливали их, убедитесь, что трубы идеально выровнены по всему периметру и проложены прямо. Проверьте выравнивание с помощью линейки, чтобы гарантировать правильное выравнивание. Закрепите трубы на месте, чтобы они оставались неподвижными. Важно сделать это правильно, потому что это ваш последний шанс что-то изменить. После того, как вы их подгоните, вы сделаете прихватку, и отношения будут постоянными.
Прихваточный шов для устойчивости
Когда трубы будут на месте, их нужно выровнять.Сделайте три или четыре небольших прихваточных шва по окружности, чтобы они надежно скреплялись. Не переусердствуйте с прихваточными швами — так как внутри еще нет продувочного газа, они засахарятся. Небольшой кусочек шугара на прихваточных швах — не проблема, но вам и не нужно много. Всего несколько маленьких прихваток , чтобы все было красиво и стабильно для настоящего сварного шва.
Все, что вам нужно, — это небольшой кусочек соединения, чтобы удерживать детали на месте. Поскольку обратная сторона этих сварных швов незащищена, вам нужно свести к минимуму ваши усилия.Короткие сварные швы уменьшат количество шугарина на обратной стороне. Быстрые сварные швы также минимизируют засахаривание, поскольку сталь не сильно нагревается.
Поскольку обратная сторона этих сварных швов незащищена, вам нужно свести к минимуму ваши усилия.Короткие сварные швы уменьшат количество шугарина на обратной стороне. Быстрые сварные швы также минимизируют засахаривание, поскольку сталь не сильно нагревается.
Для выполнения прихваточных швов начните с образования дуги. Подождите, пока образуется сварочная лужа, затем опустите стержень в лужу. Тогда остановись. Если вы свариваете трубу, сделайте еще одну прихватку на 1/3 обхвата, а затем последнюю прихватку посередине между остальными. Если вы свариваете действительно большую трубу, вы можете поставить четыре прихватки вместо трех. При работе с плоским прикладом прикрепите закрепку на каждую ногу.
Очистите зону сварного шва от кислорода
Когда трубы стабилизируются, пора удалить кислород. В качестве продувочного газа можно использовать аргон или гелий или их смесь. Аргон предпочтительнее, потому что он дешевле гелия. С другой стороны, гелий лучше переносит тепло дуги. Гелий позволяет сварному шву лучше проникать в толстые материалы. Это также позволяет вам работать быстрее из-за более высокой температуры.
Гелий позволяет сварному шву лучше проникать в толстые материалы. Это также позволяет вам работать быстрее из-за более высокой температуры.
Не используйте диоксид углерода для сварки нержавеющей стали — углерод может вступать в реакцию с нержавеющей сталью и вызывать проблемы со сварным швом. .Вы будете наматывать вокруг стыка углеродистую сталь вместо нержавеющей. Это худший дефект, чем шугаринг, поэтому избегайте CO2.
Некоторые продувочные смеси содержат небольшое количество (от пяти до десяти процентов) водорода. Водород вступает в реакцию с любым остаточным кислородом в камере с образованием воды, прежде чем кислород сможет вступить в реакцию с нержавеющей сталью. Преимущества нержавеющей стали класса 200 и 300 от продувочного газа водородом являются наиболее распространенными типами нержавеющей стали, особенно для пищевых продуктов.
Если вы просто проводите небольшую продувку, вы можете выполнить продувку тем же газом, который используете для защиты.Установите Y-образный фитинг на шланг от газового баллона и используйте вторую линию в качестве продувочной линии. Вам нужно будет увеличить расход газа, выходящего из баллона, чтобы компенсировать вторую линию.
Подсоедините продувочную линию к впускному фитингу на продувочной заслонке и запустите подачу газа. Стандартный расход продувочного газа составляет сорок кубических футов в час (CFH). Подождите, пока очистка подействует. Если вы хотите быть абсолютно уверены, что это подействовало, доступны кислородные счетчики, которые сообщат вам, когда уровень кислорода упадет до уровня, достаточного для сварки.
Как долго проводить чистку?
Вы можете посчитать, сколько времени потребуется на замену воздуха продувочным газом.
- Объем цилиндра равен π R 2 H, или 3,14 X радиус (половина диаметра) X радиус X длина.
- Если вы измеряете в дюймах, разделите результат на 1 728, чтобы найти кубические фута.
- При расходе 40 кубических футов в час перемещение одного кубического фута газа занимает 1,5 минуты.
- Добавьте 50% ко времени, необходимому на всякий случай.
Поскольку продувка требует времени, вы можете использовать эту возможность, чтобы попрактиковаться в сварке, которую вы собираетесь сделать. Это особенно важно, если трубы свариваются в более крупной системе. Иногда бывает трудно добраться до задней части сварного шва, что приводит к неудобным углам наклона горелки. Плохое управление горелкой приводит к плохим сварным швам. Теперь у вас есть время подумать о сварном шве и убедиться, что горелка работает правильно.
Weld It
После того, как продувочный газ заполнит камеру, можно начинать сварку.Во время сварки поддерживайте поток продувочного газа, чтобы воздух не мог вернуться в зону продувки. Как только сварка будет завершена, вы можете отключить газ и удалить уплотнения или заглушки на трубе.
Сварка — самая простая часть этого процесса. Расколите дугу и уложите бусину в стык. Сварка работает так же, как и любой другой сварной шов TIG. Подождите, пока образовалась лужа, воткните стержень и переместите горелку. Продолжайте протирать и двигаться, пока не обойдете всю трубу и сварка не будет завершена.
Защита плоских сварных швов
Если вы свариваете плоский материал, вам все равно может понадобиться защитить обратную сторону сварного шва от засахаривания.Плоский сварной шов, как трубу, нельзя заделать, но есть другие способы защитить обратную сторону сварного шва.
Флюс
Flux — это комбинация химикатов, защищающих металл от коррозии во время сварки. Сварочные аппараты для ручной сварки и некоторые проволоки для сварщиков MIG содержат флюс в стержне. Кузнецы используют порошковый флюс в кузнечной сварке. Вы можете нанести порошковый флюс на обратную сторону стыка из нержавеющей стали, чтобы защитить сварной шов от засахаривания. Существуют флюсы, специально предназначенные для сварки нержавеющей стали.
Флюсы для нержавеющей стали могут быть жидкими, гелевыми или порошковыми. После очистки и подготовки стыка нанесите флюс, как указано на упаковке. Будьте осторожны с флюсом — некоторые из них содержат кислоту или другие коррозионные вещества, поэтому вы не хотите попадать на голую кожу.
После завершения сварки вам необходимо удалить флюс с обратной стороны сварного шва. Угловая шлифовальная машина — самый простой способ сделать это. Вы также можете стереть его металлической щеткой, но это может занять некоторое время.
Если вы работаете с плоским материалом, удаление флюса не проблема. . Если вы свариваете трубу, которая должна быть санитарной (для пищевой или фармацевтической промышленности), вы не сможете удалить весь флюс изнутри трубы . Очистка — это лучший способ для сантехнической трубы. Флюс подходит для выпускных коллекторов и других труб, которые не должны быть гигиеничными внутри.
Сварочная лента
Лента из стекловолокна также используется для защиты сварных швов от засахаривания. Лента содержит полоску клея по внешней трети ленты и полоску из стекловолокна по средней трети.Эта лента защищает обратную сторону сварного шва от кислорода и улавливает защитный газ от сварочной горелки в сварном шве.
Для этого нельзя использовать любую ленту. Полоса из стекловолокна является термостойкой, поэтому она остается на месте даже при высокой температуре сварки. Он также удерживает клей вдали от стыка, потому что сам клей может стать загрязняющим веществом. Если вы хотите защитить сварной шов лентой, используйте только сварочную ленту.
Чтобы использовать сварочную ленту, установите и зажмите свариваемые детали.Переверните их, чтобы получить доступ к задней части сварного шва. Проложите полоску ленты вдоль стыка так, чтобы стекловолокно было по центру края стыка. Переверните деталь, и вы готовы к сварке.
Опорный стержень
Опорный стержень — это пластина, которая находится за стыком во время сварки. Доступны опорные стержни, способные пропускать газ. Они имеют канавку по длине пластины с отверстиями, подсоединенными к подаче защитного газа. Канавка превращается в небольшую камеру для продувки, которая защищает заднюю часть соединения, точно так же, как защитный газ, текущий из резака, защищает переднюю часть.
Медная основа
Традиционная защита обратной стороны плоских сварных швов — это большие куски меди. Медь защищает сварной шов двумя способами. Во-первых, он снижает воздействие кислорода и улавливает защитный газ. Он делает это просто потому, что физически препятствует потоку воздуха к суставу. Во-вторых, медь очень хорошо поглощает тепло. Он поддерживает охлаждение задней части сварного шва, что также снижает окисление.
Ключом к созданию медной основы является масса. Вам нужны достаточно длинные и широкие листы, чтобы не пропускать воздух по всему сварному шву.Вам также понадобится достаточно веса, чтобы поглотить тепло от сварного шва и отвести его от стыка. Тонкие листы здесь не режут. Эти части должны иметь некоторый вес.
Стержни TIG с флюсовым сердечником
Новинка в сварке TIG — стержень с флюсовым сердечником. Подобно флюсовой проволоке и дуговым стержням, эти стержни имеют флюс, включенный в стержень. Вы можете выполнять сварку методом TIG, как и любой другой пруток, и быть уверенным, что обратная сторона сварного шва не попадет на сахар, даже если она иным образом не защищена. Как и автономный флюс, стержни с сердечником из флюса не следует использовать для санитарных труб.
Продувочная камера
Иногда вам нужно сварить что-то необычной формы, которое нельзя очистить или защитить традиционными способами. Для этих предметов вам понадобится продувочная камера. Камеры продувки представляют собой прозрачные пластиковые пузырьки, которые можно заполнять продувочным газом. Пузырьки имеют встроенные перчатки, которые закрываются по локоть, так что вы можете обращаться с предметами внутри камеры, не выпуская газ.
Чтобы использовать продувочную камеру, вы зажимаете свариваемые детали и вставляете их в камеру вместе со стержнем и горелкой.Камера накачивается продувочным газом, после чего можно сваривать деталь, все в защитных средствах.
Безопасность продувочного газа
Продувочные газы прозрачные и без запаха. Они (по определению) не содержат кислорода. Это хорошо для нержавеющей стали, но плохо для вас. Дыхание чистым аргоном или гелием смертельно опасно. Гелий собирается в верхней части герметичных камер, а аргон — в нижней части. Их не видно, но газы собираются, как вода в чаше.
Никогда не опускайте голову в продувочную камеру, когда газ течет или сразу после сварки. Дайте газу время рассеяться, прежде чем вставлять голову. Прежде чем смотреть на него, дайте сварному шву остыть и газ рассеивается. Вы не можете почувствовать запах чистого гелия или чистого аргона, и вы также не можете их увидеть. Дыхание быстро удаляет кислород из крови. Первым признаком вдыхания продувочного газа является потеря сознания.
Если вы работаете с продувочными газами, не работайте в одиночку. Если вы вдохнете 100% аргон или гелий, вы потеряете сознание, даже не подозревая об опасности. Газы не выглядят, не ощущают и не пахнут необычно.В одну секунду вы дышите, в следующую вы вылетаете. Хорошая новость в том, что с вами все будет в порядке — если вас немедленно вытащат из продувочного газа. Плохая новость в том, что вы не можете выйти из себя.
Никогда не используйте только продувочный газ и никогда не опускайте голову в продувочную камеру. Вдыхание продувочного газа не повредит вам — оно убьет.
В заключение
Как видите, очистка не опасна и не сложна, но важно, чтобы она была сделана правильно.
Sanitary Welding — Highland Equipment Inc.
Комитет D18 Американского сварочного общества по сварке в санитарных областях был создан для разработки и пересмотра стандартов сварки при изготовлении и строительстве перерабатывающих предприятий для пищевой и молочной промышленности.
Спецификация AWS D18.1 / D18 для сварки труб и трубопроводных систем из аустенитной нержавеющей стали в санитарных (гигиенических) применениях гласит, что для предотвращения образования щелей, которые могут задерживать продукт и приводить к загрязнению, все сварные швы должны проникать внутрь диаметр (ID) трубки.
Американское общество инженеров-механиков параллельно работало над двумя направлениями, касающимися требований к применению в санитарных и фармацевтических целях. В 1997 году они разработали стандарт ASME BPE для биотехнологических применений, а в 2010 году они последовали за ним, добавив главу X «Трубопроводы высокой чистоты» в Кодекс ASME B31.3 для технологических трубопроводов.
Первый стандарт такого типа, известный как «Стандарты 3-A», был введен в 1920-х годах для фитингов молочных труб. Обозначение «3-A» получено в результате сотрудничества трех заинтересованных групп, которые сотрудничали в разработке этих стандартов: специалистов по санитарной гигиене, производителей оборудования и переработчиков молока.
В этом посте мы обсуждаем требования к санитарной сварке.
Что делает сварной шов санитарным?
Санитарный сварной шов полностью проплавлен, что означает, что сварной шов имеет доступ к внутреннему диаметру трубы и создает 100% структурное соединение. Этот тип сварного шва имеет гладкую поверхность, на которой он будет контактировать с любым продуктом, что обеспечивает легкую и надежную очистку без трещин или окисления, в которых могут скрываться бактерии и другие загрязнения.
Для обеспечения санитарного дизайна и соответствия стандартам и нормам все поверхности, контактирующие с пищевыми продуктами, включая сварные швы, должны быть:
- Гладкая
- Водонепроницаемая
- Без трещин и щелей
- Непористый
- Неабсорбирующий
- Незагрязняющий
- инертный
- Коррозионностойкий
- Долговечный и не требующий обслуживания
- Нетоксичный
- Очищаемый
Когда вы выполняете санитарный сварной шов с трубкой или трубой из нержавеющей стали, сварной шов необходимо продуть инертным газом высокой степени очистки, чтобы удалить опасные газы, выделяющиеся и накапливающиеся во время процесса сварки, которые в противном случае могут скопиться и вызвать обесцвечивание и загрязнение. , и окисление.
Последний этап создания санитарного шва — заключительный осмотр. Бороскоп используется для проверки полного проплавления сварного шва и выявления любых дефектов или загрязнений. Также можно использовать другие методы неразрушающего контроля. Дефекты сварного шва включают отсутствие плавления с основным металлом, корневые трещины и неполное проплавление.
Виды сварных швов
Сварка GTAW или TIG
Спецификация AWS D18.1 / D18 для сварки труб и трубопроводных систем из аустенитной нержавеющей стали в санитарных (гигиенических) применениях устанавливает, что все санитарные швы труб и труб из аустенитной нержавеющей стали должны выполняться с использованием дуговой сварки вольфрамовым электродом (GTAW). процесс.
Процесс GTAW, также известный как сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой чистый, высококачественный процесс сварки, который часто используется, когда требуется точная сварка. GTAW превосходит другие процессы, поскольку обеспечивает большую точность по подводимому теплу в зоне сварного шва, обеспечивая более качественный сварной шов с меньшей зоной термического влияния.
Процесс GTAW заключается в создании дуги между неплавящимся вольфрамовым электродом и свариваемым металлическим компонентом. Инертный газ, обычно аргон или гелий, используется для защиты вольфрамового электрода от окисления или загрязнения во время процесса.GTAW подходит для большинства металлов, включая нержавеющую сталь, и позволяет получать высококачественные сварные швы с минимальными или вовсе не требующимися отделочными работами.
Орбитальная сварка
Пищевая и молочная промышленность испытывают все большее давление, чтобы обеспечить безопасность своей продукции за счет соблюдения более высоких стандартов качества, чем когда-либо прежде. Это давление монтажа увеличило потребность промышленности в чистых, гладких поверхностях, контактирующих с продуктом, что, в свою очередь, привело к технологическим достижениям в производстве систем технологических трубопроводов.
Одним из технологических достижений, обусловленных растущими потребностями пищевой и молочной промышленности, является орбитальная сварка, которая теперь считается стандартом для соединения труб из нержавеющей стали, используемых в пищевой промышленности. Орбитальная сварка — это автоматизированный процесс, который помогает минимизировать риск ошибки оператора в процессах GTAW. В этом методе используется система с компьютерным управлением для управления током, подачей и скоростью дуги, позволяя орбитальной сварочной головке вращаться вокруг сборки для получения согласованных и повторяемых профилей сварных швов.В Highland Equipment наша команда применяет орбитальную сварку, чтобы обеспечить однородность сварных швов, когда это возможно.
Использование возможностей для сантехнической сварки
Процесс санитарной сварки тщательно стандартизирован и систематизирован для обеспечения безопасности населения. Плохое качество сварных швов может создать среду в системах технологических трубопроводов, которая увеличивает риск загрязнения на предприятиях по производству продуктов питания и напитков.
Сварка — это искусство, которое включает в себя много науки и требует больших знаний и навыков.В Highland Equipment наша команда инженеров, сварщиков и техников является экспертом в области санитарной сварки.