Приспособления для сварки
Защита обратной стороны сварных швов трубопроводов из высоколегированных (нержавеющих) сталей и титана.
При сварке труб из высоколегированных (нержавеющих) сталей и титана необходимо обеспечивать защиту не только с внешней стороны, но и с внутренней стороны сварного шва. Для того, что бы исключить окисление сварочной ванны в момент ее кристаллизации, а для титановых сплавов еще и до момента их остывания сварного шва ниже 400 0С.
Есть несколько способов решения данной задачи:
1. Сварка в камерах с контролируемой атмосферой, это когда определенное герметичное пространство заполняется инертным газом и сварка сборок осуществляет сварщиком с помощью герметичных рукавов перчаток или сварщик находится внутри пространства в специальном герметичном костюме, в который подаётся воздух. Минусы — не применяется в условиях монтажных площадок, невозможна сварка больших узлов и плетей трубопроводов, повышает стоимость одного сварного шва.
2. Весь внутренний объем трубной сборки заполняют инертным газом и постепенно сваривают каждый стык. Самый простой, но затратный способ, как повремени так и по расходу инертного газа.
3. Использование специальной оснастки газовой защиты (народное название «поддув»). Поддув позволяет доставлять и удерживать инертный газ непосредственно в районе сварного шва, а за счет выпускного клапана стравливать избыточное давление. Гибкий комплект защиты корня шва позволяет производить сварку отводов и тройников, а сменные уплотнительные диски к разным внутренним диаметрам труб позволяют сваривать переходы от одного диаметра трубы к другому. Этот способ позволяет экономить время, инертный газ, в конечном счете деньги.
Исходя из нашего опыта, мы предлагаем оптимальный набор модульного комплекта защиты корня шва — система поддува внутри трубы №15 (в комплекте по 10м газовово шланга и троса, диффузор, гибкие шланги по 150мм, клапаны впуска и выпуска газа, рассеивающая камера и система креплений).
- – Гайка с насадкой из латуни
- – Хомутик для шланга из нержавеющей стали с подкладным кольцом
- – Трос стальной
- – Хомут для крепления троса
- – Быстроразъемное соединение
- – Газовый шланг
- – Крюк для крепления троса
- – Впускной клапан защитного газа
- – Уплотнительный диск
- – Гайка
- – Гибкий рукав
- – Диффузор
- – Выпускной клапан защитного газа
- – Камера выпуска газа
По запросу систему можно укомплектовать индивидуально.
Алюминиевые заглушки с полым валом
Серия алюминиевых сварочных заглушек APP специально разработана для тяжелых условий эксплуатации и проведения работ с химическими веществами и / или воздействием высоких температур.
Корпус сварочной заглушки выполнен из алюминия. Барашковая гайка сжимает уплотнительную втулку из натурального каучука. Температура работы алюминевый сварочных заглушек больше, чем у пластиковых сварочных заглушек.
Стандартные уплотнения изготовлены из натурального каучука, а специальные резиновые уплотнения доступны для применений, где требуется повышенная стойкость к химическим веществам и / или температурам. Доступны различные резиновые уплотнительные кольца, включая натуральный каучук, силикон, нитрил, неопрен, витон, а также шайба без трения, чтобы облегчить затягивание барашковой гайки.
Эффективность работы сварочных заглушек обеспечивается уникальной конструкцией полого резьбового вала со специальной закручивающейся крышкой имеющей уплотнительное кольцо. Вместо крышки может быть установлен ниппель с гайкой, который позволяет подвести шланг для подачи защитного газа в полость продуваемой трубы.
Эффективная герметизация проста. Алюминиевые заглушки APP просто нужно вставить в трубу или другое отверстие, а барашковую гайку повернуть по часовой стрелке. Резиновое кольцо расширится и обеспечит положительное уплотнение. Затягивать барашковые гайки просто благодаря использованию шайб без трения.
Резиновое кольцо расширится и обеспечит положительное уплотнение. Затягивать барашковые гайки просто благодаря использованию шайб без трения.
Существует более 100 различных вариантов применения этих заглушек. Они могут использоваться для сварки с поддувом кольцевых швов труб, для выявления протечек трубопроводов, для предотвращения попадания грязи и другого нежелательного материала в трубу, а также для ограничения доступа грызунов и других животных в полость трубы.
Артикул ZM | Ø заглушки, дюйм | Ø заглушки, мм | Ø трубы | Вес, кг | Вид ниппеля |
|---|---|---|---|---|---|
34060112 | 1. | 38 | 38 — 50 мм | 0,17 | Ниппельный колпачок 0,5″ |
34060200 | 2″ | 51 | 49 — 62 мм | 0,22 | Ниппельный колпачок 0,5″ |
34060250 | 2.5″ | 64 | 62 — 77мм | 0,27 | Ниппельный колпачок 0,5″ |
34060300 | 76 | 73 — 89мм | 0,31 | Ниппельный колпачок 0,5″ | |
34060350 | 3. | 90 | 84 — 103 мм | 0,36 | Ниппельный колпачок 0,5″ |
34060400 | 4″ | 102 | 94 — 110 мм | 0,36 | Ниппельный колпачок 0,5″ |
34060450 | 4.5″ | 114 | 112 — 130 мм | 0,47 | Ниппельный колпачок 0,5″ |
34060500 | 5″ | 127 | 125 — 130 мм | 0,79 | Ниппельный колпачок 0,5″ |
3406S600 | 6″ | 152 | 146 — 168 мм | 0,7 | Ниппельный колпачок 0,5″ |
34060700 | 7″ | 178 | 175 — 200 мм | 1,92 | Ниппельный колпачок 1,0″ |
34060800 | 8″ | 203 | 193 — 220 мм | 1,59 | Ниппельный колпачок 1,0″ |
34060900 | 9″ | 229 | 220 — 240 мм | 2,06 | Ниппельный колпачок 1,0″ |
34061000 | 10″ | 254 | 245 — 270 мм | 2,52 | |
34061100 | 11″ | 279 | 274 — 328 мм | 3,45 | Ниппельный колпачок 1,0″ |
34061200 | 12″ | 305 | 295 — 325 мм | 3,42 | Ниппельный колпачок 1,0″ |
34061400 | 14″ | 356 | 350 — 385 мм | 6,95 | Ниппельный колпачок 1,0″ |
34061500 | 15″ | 381 | 370 — 410 мм | 5,35 | Ниппельный колпачок 1,0″ |
34061600 | 16″ | 406 | 390 — 435 мм | 5,9 | Ниппельный колпачок 1,0″ |
34061800 | 18″ | 457 | 445 — 495 мм | 8,75 | Ниппельный колпачок 1,0″ |
34062000 | 20″ | 508 | 495 — 550 мм | 14,4 | Ниппельный колпачок 2,0″ |
34062100 | 21″ | 533 | 495 — 550 мм | 16 | Ниппельный колпачок 2,0″ |
34062200 | 22″ | 559 | 546 — 572 мм | 18 | Ниппельный колпачок 2,0″ |
34062400 | 24″ | 610 | 595 — 650 мм | 22 | Ниппельный колпачок 2,0″ |
34062600 | 26″ | 660 | 648 — 673 мм | 25 | Ниппельный колпачок 2,0″ |
34062700 | 27″ | 686 | 673 — 699 мм | 26,5 | Ниппельный колпачок 2,0″ |
34062700 | 28″ | 711 | 699 — 724 мм | 27 | Ниппельный колпачок 2,0″ |
34063000 | 30″ | 762 | 749 — 775 мм | 28 | Ниппельный колпачок 2,0″ |
34063200 | 32″ | 813 | 800 — 826 мм | 32 | Ниппельный колпачок 2,0″ |
34063300 | 33″ | 838 | 826 — 851 мм | 35 | Ниппельный колпачок 2,0″ |
34063400 | 34″ | 864 | 851 — 876 мм | 37 | Ниппельный колпачок 2,0″ |
34063600 | 36″ | 914 | 902 — 927 мм | 37 | Ниппельный колпачок 2,0″ |
 5″
5″ 5″
5″Выходы на заглушках для подключения газа или жидкости:
Диаметр заглушки до 6 «(152 * мм)
- • 0,5 BSP (13 мм) диаметр на выходе
Диаметр заглушки от 6 до 18 дюймов (от 152 * до 457 мм)
- • 1 «выход BSP (25 мм) диаметром
Диаметр заглушки 20 «(508 мм) вверх
- • 2 «BSP (51 мм) диаметр на выходе
(* Заглушка 6 » (150 мм) поставляется с выходом 0,5″ (12 мм) или 1 «(25 мм) по вашему выбору).
Стандартные уплотнения изготовлены из натурального каучука. Другие доступные варианты: силикон, нитрил, неопрен и витон.
Сварка труб из нержавейки для пищевого производства
Сварка труб из нержавейки для пищевого производства | Сварка нержавейки аргономСварку труб из нержавеющей стали производят в основном аргонодуговой сваркой. Сварка труб из нержавейки аргоном применяется во всех случаях, независимо от предназначения трубы. Особому вниманию подвергаются трубы пищевой промышленности. Особенность сварки труб из нержавейки для пищевого производства заключается в том чтобы при сваривании труб внутри образовался шов с гладкой поверхностью. Чтоб добиться такого результата сварку труб из нержавейки аргоном производят с поддувом. Поддув осуществляется газом аргоном, трубу наполняют газом до определенного давления, после чего начинают варить. Аргон находящийся в трубе под давлением во время сварки не дает металлу проваливаться и образует гладкий и красивый шов внутри трубы. Когда шов закончили варить тогда отключают газ подающий в трубу. По окончанию процедуры сварки шов обретает красивый вид,и снаружи и внутри трубы. После чего шов обрабатывается специальной кислотой, затем спустя определенное время смывают кислоту теплой водой, и в результате шов приобретает цвет трубы из нержавейки и смотрится почти как одно целое.Применяются также и электроды по нержавейке для использования электродуговой сварки в некоторых случаях. В основном электроды по нержавеющей стали применяют для сварки труб из нержавейки в которых не требуется гладкость шва внутри трубы и не важен внешний вид сварочного шва, так как электроды по нержавейке в процессе сварки имеют свойство разбрызгивать металл, после этого конечно же вокруг сварочного шва остаются маленькие точки вокруг шва(брызги плавящего металла). После сварки электродом приходится зачищать швы,после чего на трубе остаются следы зачистного круга. Наша компания предлагает услуги по сварки труб из нержавейки уже более 12 лет.
Когда шов закончили варить тогда отключают газ подающий в трубу. По окончанию процедуры сварки шов обретает красивый вид,и снаружи и внутри трубы. После чего шов обрабатывается специальной кислотой, затем спустя определенное время смывают кислоту теплой водой, и в результате шов приобретает цвет трубы из нержавейки и смотрится почти как одно целое.Применяются также и электроды по нержавейке для использования электродуговой сварки в некоторых случаях. В основном электроды по нержавеющей стали применяют для сварки труб из нержавейки в которых не требуется гладкость шва внутри трубы и не важен внешний вид сварочного шва, так как электроды по нержавейке в процессе сварки имеют свойство разбрызгивать металл, после этого конечно же вокруг сварочного шва остаются маленькие точки вокруг шва(брызги плавящего металла). После сварки электродом приходится зачищать швы,после чего на трубе остаются следы зачистного круга. Наша компания предлагает услуги по сварки труб из нержавейки уже более 12 лет. Мы знаем в этом толк. Звоните и мы максимум проконсультируем Вас,а так же специалист приедет на объект и проконсультирует Вас бесплатно.
Мы знаем в этом толк. Звоните и мы максимум проконсультируем Вас,а так же специалист приедет на объект и проконсультирует Вас бесплатно.|
Одним из основных факторов, которые влияют на работоспособность сварочного соединения, является форма корня и всего шва. Для формирования корня шва при сваривании труб и трубопроводов, в случае, если позволяют условия, используются монтируемые или съемные подкладки. Механизированное и аргонодуговое сваривание труб диаметром до 600 миллиметров в основном производится без подкладных колец. Формирование корня шва, а также обратного валика может происходить на весу, а качество сварочного соединения обеспечивается благодаря высокой квалификации сварщиков и точности режимов сваривания, которые применяются в процессе.
Защита обратной стороны сварочного шва в подобных случаях осуществляется с помощью поддува защитного газа изнутри свариваемой трубы или трубопровода.
Перспективным способом для замены поддува является использование защитных и формирующих флюс-паст. Флюс-паста зачастую применяется как пастообразный материал и наносится на свариваемую кромку с обратной стороны. Температура плавления флюса ниже температуры плавления основного металла и поэтому она расплавляется быстрее, чем основной металл. При плавлении, компоненты, входящие в ее состав, разлагаются и образовывают газовую защиту сварочного процесса, а флюс-паста образовывает шлаковую защиту. Из-за этого при сваривании жидкий металл в сварочной ванне удерживается на весу, благодаря чему обеспечивается защита и формирование обратного валика сварочного шва без трещин и прожогов. При сваривании трубопроводов из нержавеющих сталей, в которых содержится более 25% Nine, используется для защиты корня сварочного шва специальная флюс-паста ESAB StainFlux. Она полностью заменяет аргон, применяемый для поддува и защиты корня сварочного шва. Сваривание с использованием флюс-пасты ESAB StainFlux не приводит к выгоранию легирующих элементов, имеющихся в металле. Также она не ухудшает механические свойства и коррозионную стойкость сварочного шва. Флюс-пасту изготавливают из сухой шихты и жидкой связывающей. Шихта ESAB StainFlux обязательно поставляется к потребителю в плотно закрытой таре весом 450 граммов. Флюс-пасту приготавливают с помощью тщательного перемешивания шихты и связывающего элемента (спирта) до получения однородной массы, похожей на сметану. В дальнейшем ее можно использовать для сваривания, но помнить о том, что ее, ни в коем случае нельзя смешивать с водой. |
 При аргонодуговом сваривании труб из нержавеющей стали, около 30 – 50% аргона, который используется при сваривании, расходуется на поддув. Помимо этого, для того чтобы осуществить поддув аргона, требуется изготовить большое количество заглушек со шлангами, а также произвести их установку и демонтаж. Данная грань сварочного процесса усложняет сваривание и делает его более дорогостоящим.
При аргонодуговом сваривании труб из нержавеющей стали, около 30 – 50% аргона, который используется при сваривании, расходуется на поддув. Помимо этого, для того чтобы осуществить поддув аргона, требуется изготовить большое количество заглушек со шлангами, а также произвести их установку и демонтаж. Данная грань сварочного процесса усложняет сваривание и делает его более дорогостоящим.

Аргонодуговая сварка трубопроводов — Справочник химика 21
Указания настоящей главы распространяются на ручную электродуговую сварку покрытыми электродами, ручную аргонодуговую сварку неплавящимся электродом и газовую сварку трубопроводов из углеродистых, легированных и разнородных сталей на действующих объектах нефтеперерабатывающих и нефтехимических заводов. [c.58]
[c.58]Широкое внедрение технологии аргонодуговой сварки труб с применением автоматов АТВ, АГН и МС-19 в производство монтажных работ решает проблему сварки ответственных трубопроводов, а также позволяет увеличить производительность процесса по сравнению с ручной сваркой в 3—5 раз с одновременным улучшением качества сварных соединений. [c.188]
Основной способ сварки трубопроводов из алюминия, меди, титана и их сплавов — ручная аргонодуговая неплавящимся вольфрамовым электродом. Перед сваркой труб и деталей из алюминия и алюминиевых сплавов поверхность их кромок и около- [c.226]
Сварочный пост для аргонодуговой сварки. Аргонодуговая сварка наиболее распространена при выполнении первого шва соединений стальных нагнетательных, всасывающих трубопроводов и патрубков компрессора, практически всегда применяется при работе с коррозионно-стойкими трубопроводами и стальными трубопроводами малого диаметра. [c.31]
[c.31]
Нагнетательные и всасывающие трубопроводы аммиачных компрессоров приваривают двумя швами встык первый шов аргонодуговой сваркой, второй — ручной дуговой [c.75]
При аргонодуговой сварке неплавящимся вольфрамовым электродом для защиты зоны электрической дуги используют дорогостоящий инертный газ — аргон. Поэтому при монтаже технологических трубопроводов применение аргонодуговой сварки ограничивают сваркой корневого слоя шва неповоротных стыков труб диаметром от 57 до 1420 мм независимо от их прочности. [c.270]
Особенности конструирования сварных деталей. Сварные детали широко применяются в оборудовании. Сварными могут изготовляться корпусные детали, сложные рычаги, кронштейны и т. п. Сварка широко применяется при изготовлении вакуумных камер, трубопроводов и других элементов вакуумного оборудования (аргонодуговая или электроннолучевая сварка). [c.60]
В настоящее время не существует какой-либо зависимости, объясняющей поведение всех кристаллических суспензий в трубопроводах. Форма, размер и скорость осаждения твердых частиц влияют по-разному в каждом конкретном случае более эффективную скорость движения жидкости чаще всего определяют в результате многолетней практики. Однако существуют некоторые общие принципы, которые необходимо учитывать при проектировании и эксплуатации кристаллизационных установок. V Трубопроводы для кристаллической суспензии должны быть гладкими внутри по всей их длине. Поэтому предпочтительнее применять бесщовные трубы вместо сварных, хотя в некоторых случаях используют трубы с почти незаметными швами, получаемыми при электрической контактной или аргонодуговой сварке. Трубопроводы для кристаллической суспензии должны быть всегда максимально короткими, а суспензию следует транспортировать между отдельными узлами установки по самому прямому пути. Для транспортировки суспензий совершенно неприемлемы симметрично расположенные трубопроводы с четким повторением горизонтальных и вертикальных колен. Не следует применять горизонтально расположенные трубы.
Форма, размер и скорость осаждения твердых частиц влияют по-разному в каждом конкретном случае более эффективную скорость движения жидкости чаще всего определяют в результате многолетней практики. Однако существуют некоторые общие принципы, которые необходимо учитывать при проектировании и эксплуатации кристаллизационных установок. V Трубопроводы для кристаллической суспензии должны быть гладкими внутри по всей их длине. Поэтому предпочтительнее применять бесщовные трубы вместо сварных, хотя в некоторых случаях используют трубы с почти незаметными швами, получаемыми при электрической контактной или аргонодуговой сварке. Трубопроводы для кристаллической суспензии должны быть всегда максимально короткими, а суспензию следует транспортировать между отдельными узлами установки по самому прямому пути. Для транспортировки суспензий совершенно неприемлемы симметрично расположенные трубопроводы с четким повторением горизонтальных и вертикальных колен. Не следует применять горизонтально расположенные трубы. Минимально допустимым для суспензий является наклон трубопроводов под углом 30° к горизонту. Все изгибы должны иметь большие радиусы закруглений, примерно в 10—12 раз превышающие диаметр самой трубы. [c.196]
Минимально допустимым для суспензий является наклон трубопроводов под углом 30° к горизонту. Все изгибы должны иметь большие радиусы закруглений, примерно в 10—12 раз превышающие диаметр самой трубы. [c.196]
Пластичны в горячем и холодном состоянии, хорошо обрабатываются резанием, свариваются точечной, роликовой и аргонодуговой сваркой. Сварные аппараты повышенной прочности, арматура, фланцы, фитинги, трубопроводы. До 100 С. Сплав АМгб —от—253° С [c.8]
Колена трубопроводов из нержавеющей стали лучще всего сваривать аргонодуговой сваркой. Колена трубопроводов из малоуглеродистой стали -можно сваривать аргонодуговой сваркой с присадкой нержавеющей стали или газовой сваркой с (Последующим травлением для удаления окалины. Все сказанное выше о фланцах в части лрипусков на окончательную обработку, последо вательности операций и пр. относится также и к фланцам вакуумных трубопроводов.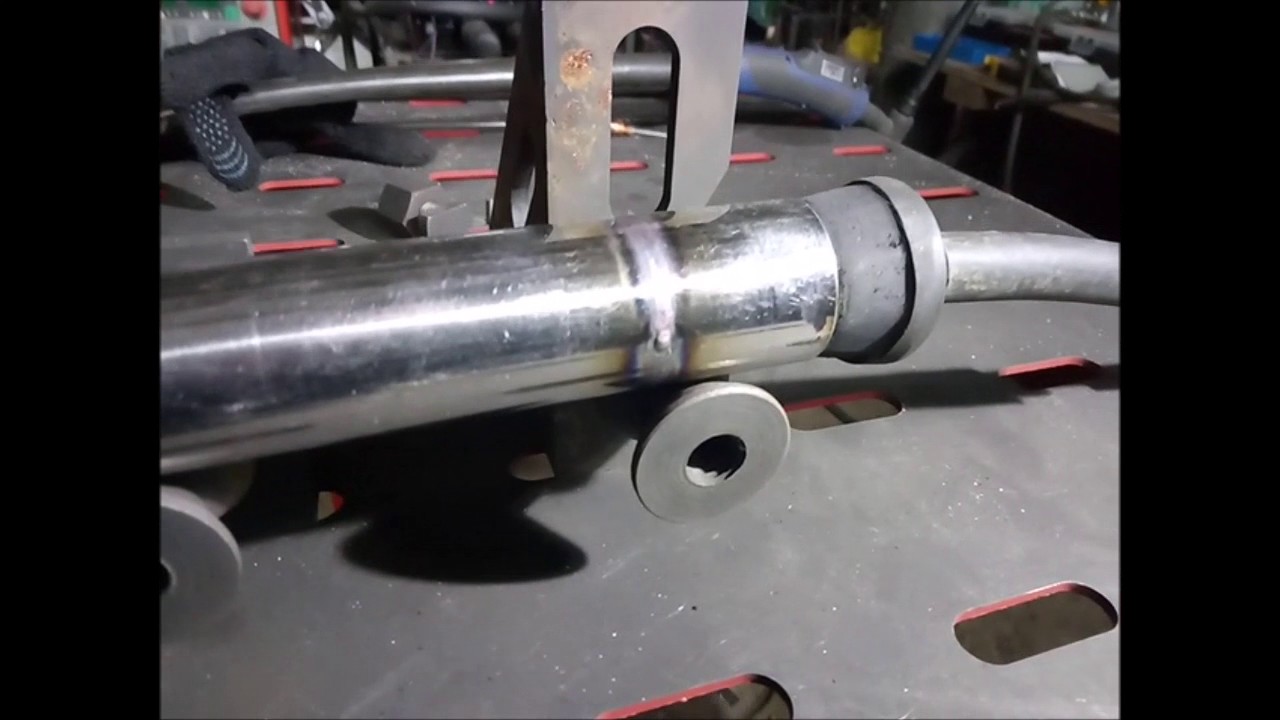 [c.42]
[c.42]
Алюминиевые испарители и конденсаторы соединяют с медными трубопроводами через переходные медноалюминиевые патрубки. Алюминиевую сторону такого патрубка приваривают к испарителю (конденсатору) аргонодуговой сваркой, медную — припаивают к трубкам припоем ПСр-45. [c.181]
При сварке неповоротных стыков трубопроводов из нержавеющей стали услов1Ным диаметром от 15 до 219 мм широко применяют автоматы АТВ. Для аргонодуговой сварки плавящимся электродом труб из углеродистых, нержавеющих и жаропрочных сталей используют полуавтоматы ПШП-13, ПШП-10 и автомат АГП-2. [c.125]
Для защиты и улучшения формирования корня шва при аргонодуговой сварке нержавеющих сталей (Х18Н10Т, Х17Н16МЗТ и др.) вместо газов используют флюс-пасту ФП8-2, которую наносят перед сборкой и сваркой на внутреннюю поверхность свариваемых стыков трубопровода слоем шириной 5—7 мм и толщиной 0,3—0,5 мм. Бремя высыхания пасты 10—15 мин. Нанесенный слой прочно удерживается на поверхности, что позволяет транспортировать подготовленные элементы к месту сборки и сварки. После сборки сварку производят на обычных режимах. Применение флюс-пасты вместо поддува защитно-формующего газа значительно сокращает трудоемкость подготовительных работ и снижает стоимость сварки. [c.253]
После сборки сварку производят на обычных режимах. Применение флюс-пасты вместо поддува защитно-формующего газа значительно сокращает трудоемкость подготовительных работ и снижает стоимость сварки. [c.253]
Для соединения трубопроводов из нержавеющей стали и титанового сплава применяются переходники, в которых сталь соединяется с титановым сплавом через вставки из ванадиевого сплава. Для исследования коррозионного поведения подобных сварных соединений сталь 08Х15Н5Д2Т сваривали с титановым сплавом 0Т4 через вставку из ванадиевого сплава ВВ8 (V — 8% W). Сварку вели аргонодуговым способом с применением присадочной проволоки 08Х15Н5Д2Т9 и 06X14 для сварки со сталью и ВТ1-00 для сварки с титановым сплавом [474]. [c.184]
Трубопроводы из хромоникелевых нержавеющих сталей свариваются хорошо. Сварка выполняется ручным дуговым и автоматическим аргонодуговым методами в поворотном и неповоротном положениях. Кромки под сварку обрабатывают, как правило, механическим способом. Для труб с толщиной стенок более 5 мм также применяется кислороднофлюсовая резка с последующей обработкой кромок на глубину 2—3 мм механическим способом. Разделка кромок труб выполняется под углом 35°, т. е. меньшим, чем при сварке труб из углеродистых сталей. При горизонтальном расположении свариваемых труб форму подготовки кромок делают V-образной с суммарным углом скоса 70° и притуплением 1,5—2 мм. На вертикально расположенных трубопроводах кромки нижней трубы выполняются без скоса, а пристыковываемая к ней верхняя труба— со скосом 55—60° и притуплением 1,5—2 мм. Перед сваркой тщательно зачищают кромки и прилегающие места до металлического блеска. [c.183]
Для труб с толщиной стенок более 5 мм также применяется кислороднофлюсовая резка с последующей обработкой кромок на глубину 2—3 мм механическим способом. Разделка кромок труб выполняется под углом 35°, т. е. меньшим, чем при сварке труб из углеродистых сталей. При горизонтальном расположении свариваемых труб форму подготовки кромок делают V-образной с суммарным углом скоса 70° и притуплением 1,5—2 мм. На вертикально расположенных трубопроводах кромки нижней трубы выполняются без скоса, а пристыковываемая к ней верхняя труба— со скосом 55—60° и притуплением 1,5—2 мм. Перед сваркой тщательно зачищают кромки и прилегающие места до металлического блеска. [c.183]
Трубопроводы из высоколегированных и нержавеющих сталей при монтаже сваривают, как правило, ручной электродуговой сваркой металлическим электродом, аргонодуговой ручной и автоматической сваркой неплавящимся (вольфрамовым) электродом, полуавтоматической или автоматической сваркой под слосм флюса (сталей типа Х5М), сваркой с поддувом защитно-формующего газа и применением флюс-пасты. [c.252]
[c.252]
Сварка сталей жаропрочных нержавеющих — Энциклопедия по машиностроению XXL
Наиболее распространенный способ роликовой сварки. Применяется для сварки деталей из малоуглеродистой и нержавеющей стали, жаропрочных сплавов, алюминиевых сплавов и некоторых медных сплавов [c.191]Для сварки аустенитных жаропрочных, жароупорных н нержавеющих сталей, а электроды типа ЭА2 — также для конструкционных сталей. Группа А [c.292]
Аргонодуговая сварка широко применяется при сварке изделий из нержавеющей и жаропрочной стали и цветных сплавов иа основе алюминия и магния. [c.320]
Нормы расхода электродов рассчитываются по группам в зависимости от электродов, применяемых для сварки стали различных классов. К первой группе относятся электроды для сварки низко- и среднеуглеродистых и низколегированных сталей ко-второй — электроды для сварки теплоустойчивых сталей перлитного класса, работающих при повышенных температурах к третьей— электроды для сварки и наплавки нержавеющих жаропрочных и окалиностойких сталей. [c.276]
[c.276]
Ориентировочные режимы автоматической аргоно-дуговой сварки вольфрамовым электродом нержавеющих и жаропрочных сталей [c.406]
Режимы сварки плавящимся электродом нержавеющих и жаропрочных сталей в аргоне [c.404]
Режимы аргоно-дуговой сварки неплавящимся электродом нержавеющих и жаропрочных сталей типа 18-8 и 25-20 приведены в табл. 34. [c.110]
Для сварки в аргоне нержавеющих. жаропрочных и конструкционных сталей толщиной 0,8—4 мм, алюминиевых и магниевых сплавов толщиной 1—0 мм [c.197]
При производстве тонкостенных труб диаметром от 6 до 400 мм с толщиной стенки 0,2—5 мм с прямым швом из высоколегированных сталей (жаропрочных и нержавеющих), никеля, цветных металлов и их сплавов применяют аргоно-дуговую сварку, выполняемую на специальных станах (рис. 69), где одновременно осуществляется формирование трубы из калиброванной ленты и образуется
[c. 140]
140]
МТПУ-300 имеет пневматический привод сжатия, позволяющий в широких пределах регулировать усилие на электродах широко регулируется также сварочный ток. На машине можно выполнять Цикл сварки со ступенчатым приложением давления. Машина предназначена для точечной сварки как низкоуглеродистых, так и закаливающихся жаропрочных нержавеющих сталей, титановых и алюминиевых сплавов. [c.109]
Полуавтомат ПШВ-1 (НИАТ) предназначен для сварки вольфрамовым электродом нержавеющих и жаропрочных сталей, титана, алюминиевых сплавов и других металлов постоянным и переменным током. Полуавтомат имеет два исполнения для сварки постоянным током— ПШВ-1, для сварки переменным током — ПШВ-1М. [c.394]
Подкладки для защиты обратной стороны имеют продольные канавки вдоль свариваемого стыка глубиной 0,3—2,0 мм и шириной, равной 5—10-кратной толщине свариваемого металла. Для сварки сталей и жаропрочных сплавов подкладки изготовляются из меди, для сварки титана и легких сплавов— пз нержавеющей стали. [c.435]
[c.435]
ЦЛ-2, ЦЛ-3, ЭНТУ-3, ЦЛ-11, ЦЛ-4, НИИ-48 и ЦТ-1 для сварки аустенитных, жаропрочных, жаростойких и нержавеющих сталей [c.289]
Электроды ЦЛ-9 и ЦЛ-10 применяются для сварки двуслойного металла изделий, работающих в более жестких условиях, а электроды УОНИ-13 /нж как для сварки сталей типа 18-8, так и других марок нержавеющих и жаропрочных сталей. [c.290]
Для сварки и плавки нержавеющих хромоникелевых жаропрочных сплавов, легированных сталей различных марок и чистого алюминия [c.467]
Защита обратной стороны шва имеет большое значение при сварке некоторых сплавов и высоколегированных сталей ввиду их активного взаимодействия с воздухо.м. Для защиты применяют псд-кладки с обратной стороны шва, изготовляемые из меди (при сварке сталей и жаропрочных сплавов) или из нержавеющей стали (при сварке титана и легких сплавов). Применяют также защиту поддувом аргона или другого инертного газа (при сварке труб и сосудов), защиту флюсом-пастой, которая наносится тонким слоем на обратную сторону свариваемых кромок.
[c.165]
Применяют также защиту поддувом аргона или другого инертного газа (при сварке труб и сосудов), защиту флюсом-пастой, которая наносится тонким слоем на обратную сторону свариваемых кромок.
[c.165]
Роликовая сварка применяется для получения прочных или прочноплотных (герметичных) швов на изделиях из малоуглеродистой, нержавеющих и жаропрочных сталей, жаропрочных и легких сплавов толщиной от долей миллиметра до 1,5 мм, в отдельных случаях 2 мм (при сварке мягкой малоуглеродистой стали). [c.163]
Областью рационального применения аргоно-дуговой сварки главным образом является сварка тонколистовых высоколегированных нержавеющих и жаропрочных сталей, а также цветных и редких металлов и их сплавов. В некоторых случаях аргоно-дуговая сварка является единственным средством, позволяющим получить соединения, отвечающие поставленным требованиям. [c.188]
Аргон для сварки поставляется по ГОСТу 10157—62. В зависимости от чистоты он делится на три марки.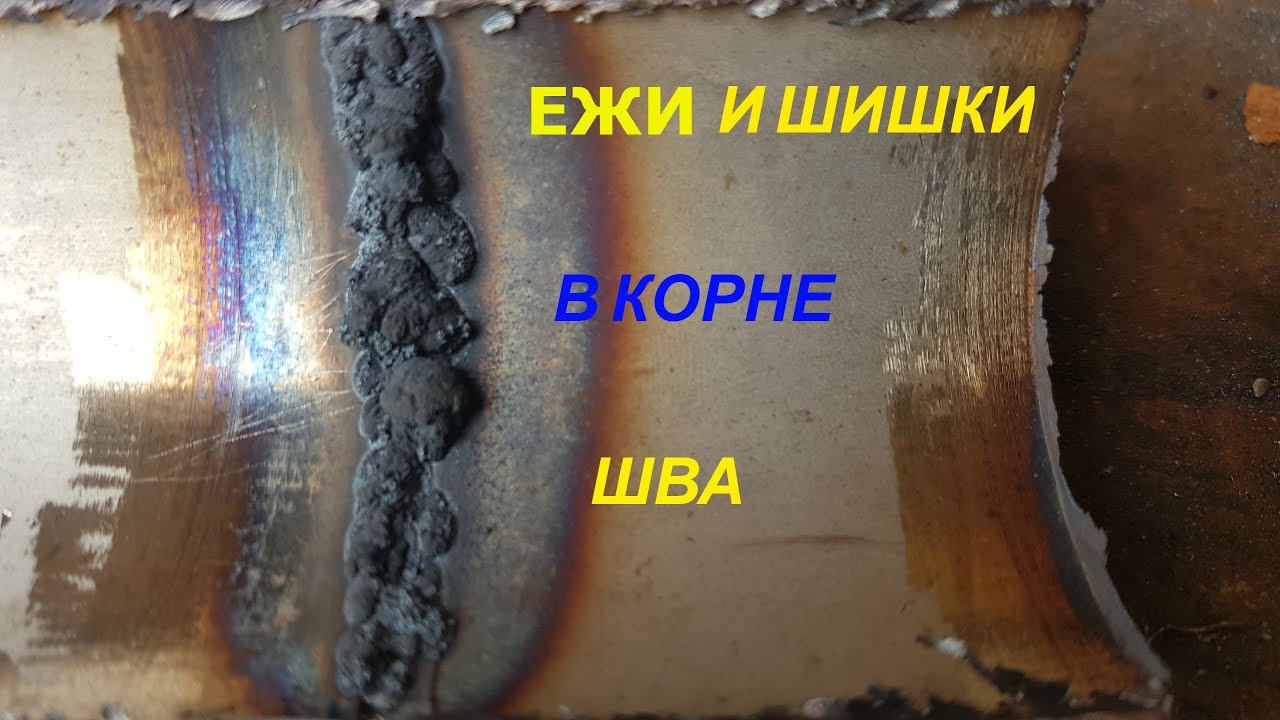 Аргон чистый марки А (аргона не менее 99,99%) предназначен для сварки особо активных металлов и их сплавов. Аргон чистый марки Б (аргона не менее 99,96%) —для сварки алюминиевых и магниевых сплавов. Аргон чистый марки В (аргона не менее 99,90%)—-для сварки чистого алюминия, нержавеющих сталей и жаропрочных сплавов. Получают аргон из воздуха. Окраска баллонов черная с белым верхом и черной надписью Аргон чистый .
[c.140]
Аргон чистый марки А (аргона не менее 99,99%) предназначен для сварки особо активных металлов и их сплавов. Аргон чистый марки Б (аргона не менее 99,96%) —для сварки алюминиевых и магниевых сплавов. Аргон чистый марки В (аргона не менее 99,90%)—-для сварки чистого алюминия, нержавеющих сталей и жаропрочных сплавов. Получают аргон из воздуха. Окраска баллонов черная с белым верхом и черной надписью Аргон чистый .
[c.140]
СВАРКА ЖАРОПРОЧНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ [c.1]
Широкое применение сварки жаропрочных нержавеющих сталей требует использования соответствующих сварочных материалов и технологических приемов. Опыт, накопленный научно-исследова-тельскими организациями и заводами, уже изготовившими ряд конструкций из жаропрочных материалов, позволяет в настоящее время дать ряд рекомендаций, облегчающих изготовление сварных конструкций из таких сталей и сплавов. [c.4]
Режимы ручной и автоматической сварки неплавящимся электродом нержавеющих и жаропрочных сталей
[c. 117]
117]
Сварка нержавеющей стали. Из нержавеющих сталей наибольшее применение в промышленности имеют аустенитные хромоникелевые стали типа 18-8, содержащие 18% хрома, 8% никеля и в некоторых случаях дополнительно легированные титаном или ниобием. Наряду с высокой коррозионной стойкостью они обладают высокой прочностью, пластичностью, вязкостью, а также жаропрочностью. [c.26]
Для сварки высокопрочных сталей с пределом прочности свыше 100 кгс мм разработана серия покрытий марок НИ-3, НИ-ЗМ, НИ-5 и др. на основе мрамора, плавикового шпата, ферромарганца, ферротитана, ферросилиция, феррохрома и ферромолибдена. Существует также большая номенклатура покрытий для сварки высоколегированных жаропрочных, кислотостойких и нержавеющих сталей, а также для наплавки сталей и получения наплавляемого металла требуемой прочности, пластичности, твердости и износостойкости. [c.82]
Питание дуги осуществляется постоянным током. Для сварки меди, титана, нержавеющих и жаропрочных сталей рекомендуется постоянный ток прямой полярности (вольфрам — катод), для низкоуглеродистых и малолегированных сталей — постоянный обратной полярности. [c.184]
[c.184]
Сварка перлитных сталей с нержавеющими и жаропрочными аустенитными сталями. При сварке перлитных сталей с аустенитными необходимо использовать электродные материалы аустенитного класса с достаточным запасом аусте-нптностн наплавленного металла для предотвращения образования малонластичных участков с мартенситной структурой в корневых слоях и участках, примыкающих к перлитной стали. Рекомендации по выбору сварочных материалов в завнспмости от сочетання сталей и условий работы конструкции приведены в табл 7. [c.209]
В среде защитных газов (аргон, углекислый газ) сваривают соединения встык, в тавр, угловые, нахле-сточные и проплавные соединения плавящимся электродом при толщине элементов от 1,5—2 мм до самых больших. Для соединений элементов малых толщин, от долей мм, применяют аргоно-дуговую сварку вольфрамовым электродом. В среде аргона вольфрамовым и плавящимся электродами сваривают преимущественно цветные сплавы, высоколегированные стали — аустенитные нержавеющие, теплоустойчивые, жаропрочные и т.
 д., а в среде углекислого газа — плавящимся электродом — все виды углеродистых сталей, в некоторых случаях стали аустенитного класса.
[c.46]
д., а в среде углекислого газа — плавящимся электродом — все виды углеродистых сталей, в некоторых случаях стали аустенитного класса.
[c.46]Краткий справочник газосварщика и газорезчика содержит основные данные о газах, газах-эаменителях и горючих жидкостях, применяемых при газопламенной обработке металла. В книге сообщены технические и технологические характеристики аппаратуры и оборудования для газовой сварки и резки, приведены правила эксплуатации и методы ремонта аппаратуры и оборудования, а также изготовления быстроизпашивающихся деталей. Приведены некоторые данные о материалах для ремонта и эксплуатации оборудования. По вопросам технологии сообщаются сведения о газовой сварке малоуглеродистых,средне- и высокоуглеродистых сталей, высоколегированных нержавеющих и жаропрочных сталей и сплавов с высоким омическим сопротивлением, а также о сварке чугуна и цветных металлов и сплавов сообща ются краткие сведения о сварке пластических материалов. Подробно освещены вопросы машинной и ручной кислородной разделительной резки сталей разной толщины, резки кислородом низкого давления, кислородно-флюсовой резки, резки кислородным копьем и поверхностно-кислородной резки. Приводятся данные о методах контроля сварных соединений.
[c.2]
Приводятся данные о методах контроля сварных соединений.
[c.2]
Для сварки неплавящимся электродом используют сварочный трактор АДСВ-2, предназначенный для сварки в аргоне нержавеющих, жаропрочных и конструкционных сталей толщиной 0,8— 4 мм и алюминиевых и магниевых сплавов толщиной 1—6 мм на силе тока до 400 А. Диаметр вольфрамового электрода 1—6 мм, диаметр присадочной проволоки 1—2,5 мм. [c.424]
ЭА1 Хромоникелевая сталь типа Х18Н9 Для сварки аустенитных жаропрочных и жаростойких нержавеющих сталей, а электроды типов ЭА1Г, ЭА2 и ЭАЗ также для конструкционных специальных сталей А [c.285]
Точечная сварка нержавеющих и жаропрочных сталей аустенитного класса получила широкое промышленное применение. Сварка сталей типа Х18Н9 (18 /о Сг и 9°/о N1) дает лучшие результаты при жестких режимах (длительность нагрева для листов толщиной 0,5—2,5 мм лежит в пределах 0,08—0,3 сек.). При сварке сталей, не содержащих стабилизирующих присадок (титана или ниобия), малая длительность нагрева обязательна, так как она предупреждает выпадение карбидов хрома и межкристал-литную коррозию (см. 3 гл. III). Применение жестких режимов очень желательно и при сварке сталей, обычно используемых в конструкциях в наклепанном состоянии (холоднокатанная сталь), так как при кратковременном нагреве уменьшается зона разупрочнения металла. Помимо этого, как указывалось выше, при жестких режимах заметно уменьшаются сварочные деформации.
[c.146]
3 гл. III). Применение жестких режимов очень желательно и при сварке сталей, обычно используемых в конструкциях в наклепанном состоянии (холоднокатанная сталь), так как при кратковременном нагреве уменьшается зона разупрочнения металла. Помимо этого, как указывалось выше, при жестких режимах заметно уменьшаются сварочные деформации.
[c.146]
В связи с высокой жаропрочностью нержавеющих сталей они свариваются при относительно высоком удельном давлении на электродах (около 15 кг/лж ). Вследствие низкой электропроводности нержавеющих сталей аустенитного класса ток при их сварке на 30—40 /о ниже, чем при сварке с той же длительностью нагрева деталей из малоуглеро- [c.146]
Асинх кн1ные игнитронные прерыватели типа tee — onst при сварке деталей из нержавеющих сталей и жаропрочных сплавов и, в отдельных случаях, при сварке деталей из алюминиевых сплавов длительность включения /гя>0, 0 сек [c.301]
Сварка нержавеющих труб
Основным технологическим процессом каждого производства изделий из метала, является сварочный процесс. Сварка нержавеющих труб – это процесс более сложный, чем сварка обычной углеродной стали. Физические свойства нержавейки отличаются от стали обычной, что и делает процесс сварки труднее. Правильная технология сварки нержавеющих труб гарантирует высокое качество сварного соединения.
Сварка нержавеющих труб – это процесс более сложный, чем сварка обычной углеродной стали. Физические свойства нержавейки отличаются от стали обычной, что и делает процесс сварки труднее. Правильная технология сварки нержавеющих труб гарантирует высокое качество сварного соединения.
Технология орбитальной сварки
Такой вид сварки являет собой автоматическую сварку труб, во время которой происходит движение электрода и подача защитного газа по заранее настроенной программе без вмешательства людей. Орбитальная сварка нержавеющих труб применяется во время монтажа трубопроводов разной промышленности (пищевой, биотехнологической, фармацевтической и другие) и в том числе для трубопроводов очищенной воды, водных растворов, молочных продуктов и так далее. Согласно с требованиями нормативных международных актов для промышленных хозяйств, орбитальная сварка обязательно нужна тогда, когда трубы вступают в связь с продуктами.
Достоинства орбитальной сварки:
— допустимость применения выносного специального механизма подачи проволоки ПДГО-511 с кассетой, у которой диаметр 300 миллиметров и весом в 15 килограмм;
— размер диаметров свариваемых труб от 406 до 2540 миллиметров, расстояние до стыка до края пояса составляет 51 мм, ширина направляющего пояса будет в 120мм, а рабочая скорость перемещения головки — от 0,2 и до 1,52 м/мин;
— проводится программирование со специального программатора;
— температурные показатели сварки от — 30°С до +60°С.
Особенности и применение аргоновой сварки нержавейки
Такой метод работы — это процесс дуговой сварки нержавеющего метала аргоном, который является инертным газом и не состоит в химической реакции с расплавленным металлом и иными газами в области горения трубы. Возможна сварка нержавеющих туб аргоном плавящимися, или же неплавящимися вольфрамовыми электродами.
Неплавящийся вольфрамовый электрод — это основа аргоновой сварки. Вольфрам признан самым тугоплавким металлом. По кругу электрода размещается сопло, из которого при сварке дует аргон, защищая место сварки от проникновения воздуха.
Сварка нержавеющего метала плавящимся электродом, производится на постоянном токе обратной полярности с использованием режима, обеспечивающим струйный перенос электродного металла. В случаях, когда нужно получить постоянность горения дуги аргоновая сварка нержавеющего металла производится с использованием кислорода или же углекислого газа.
Такая смесь с аргоном влияет на снижение возможного образования пор из-за водорода, возникновение которых может быть во время сварки плавящимся электродом.

Как подготовить металл к сварке
Приготовление кромок деталей из нержавейки, практически не имеет отличий, от подготовки деталей из сталей низкоуглеродистых, кроме одного момента — сварной стык должен иметь зазор для свободной усадки шва.
Перед началом сварочных работ, поверхность кромок очищают стальной щеткой до блеска, а потом промывают растворителем. Такая процедура делается для того, чтобы удалить жир, который вызывает возникновение пор в шве и в итоге снижается устойчивость дуги.
Здесь перечислены несколько типов и размеров оправок для формирования валиков, варианты штифтовых тисков, используемых для их удержания, и трубки, которые можно использовать в качестве оправок или для выдувания. Оправки для кабошонов — круглые9 диаметров, 8,95 долл.  США за штуку США за штуку
Оправки для наперстков
Елена Такер Шпульный стержень
Оправка сосуда Лии Фэрбенкс Оправка сосуда Leah Fairbanks имеет плавный изгиб профиля, что позволяет придать сосуду идеальную форму. Узнать больше Полые оправки Оправки для бортов с латунной оболочкой
Оправки для бусин
Плоская оправка 1/8″ x 1/2″
Ступенчатые оправки
Вольфрамовые оправки Beau Anderson Революционное решение, освобождение оправки не требуется.Вольфрам уже давно используется для проделывания отверстий в стекле из-за его способности сопротивляться прилипанию к расплавленному стеклу. Однако достаточно нагреть вольфрам и стекло, и они слипнутся. Правильно нагрейте вольфрам, и он высвободится. Это основа, по которой используются вольфрамовые оправки. Встык 3-дюймовая вольфрамовая секция приварена к 9-дюймовой секции из 1/8-дюймовой нержавеющей стали. Узнать больше Толстостенная трубка из нержавеющей стали
Оправка Emiko с большими стеклянными отверстиями
Конус Osibin и оправка торцевой крышки
Оправка для пуговиц Trimlett с двумя отверстиями
Держатель хвостового приклада Smircich
Малые тиски для иголок эконом-класса Тиски для штифта
Большие тиски для штифтов
К началу страницы
| ||
 по 50 штук
по 50 штук  00
00 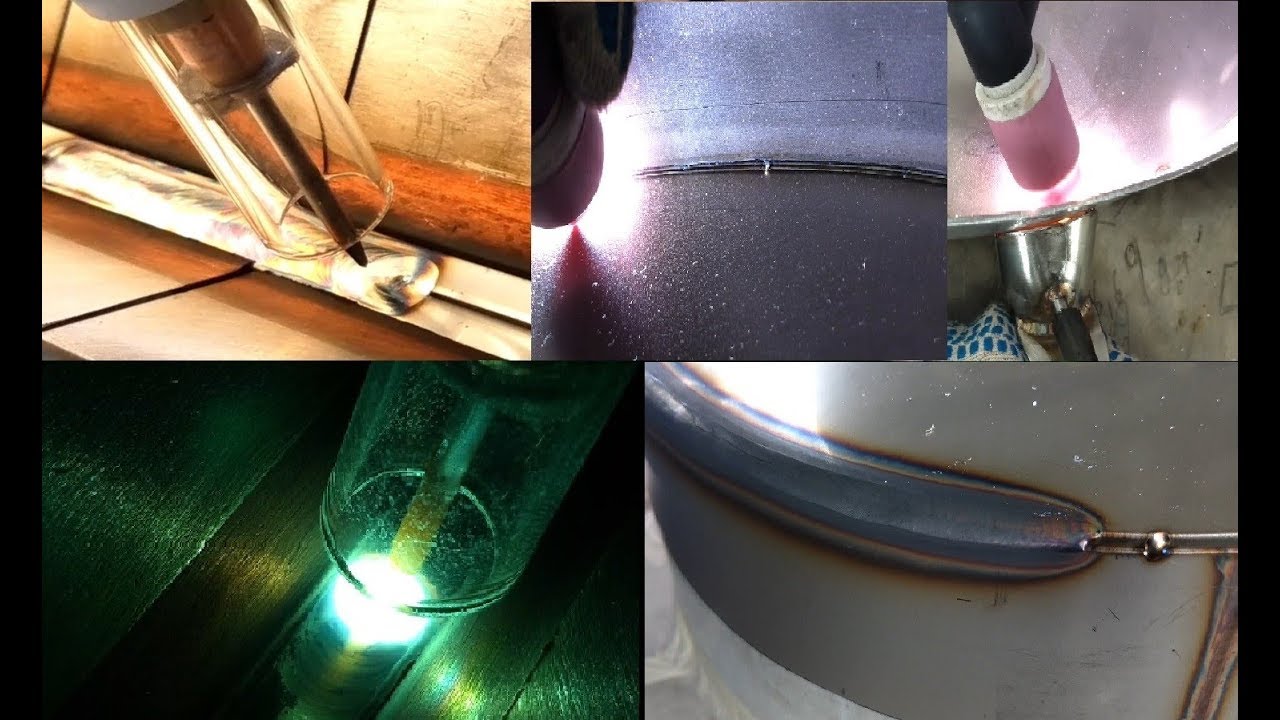 00
00  от 00 до 45 долларов США
от 00 до 45 долларов США  от 00 до 13 долларов США
от 00 до 13 долларов США  50
50  Они представляют собой латунную трубку длиной 6 дюймов диаметром 3/32 дюйма на оправке из нержавеющей стали размером 1/16 дюйма x 9 дюймов, чтобы увеличить ее диаметр в том месте, где она удерживается, и придать ей жесткость. Это не так много, но это имеет большое значение. Вот почему так много людей используют их. Теперь мы расширили и модифицировали эту идею, вместо этого приварив короткую оправку 1/16 x 3 дюйма к концу оправки большего диаметра. Ступенчатая оправка из нержавеющей стали с ручкой диаметром 3/32 дюйма и общей длиной 9 дюймов имеет те же размеры, что и оригинальные оправки с латунной оболочкой.Он также предлагается длиной 12 дюймов. Кроме того, мы также производим модели длиной 9 и 12 дюймов с рукоятками 1/8 дюйма.
Они представляют собой латунную трубку длиной 6 дюймов диаметром 3/32 дюйма на оправке из нержавеющей стали размером 1/16 дюйма x 9 дюймов, чтобы увеличить ее диаметр в том месте, где она удерживается, и придать ей жесткость. Это не так много, но это имеет большое значение. Вот почему так много людей используют их. Теперь мы расширили и модифицировали эту идею, вместо этого приварив короткую оправку 1/16 x 3 дюйма к концу оправки большего диаметра. Ступенчатая оправка из нержавеющей стали с ручкой диаметром 3/32 дюйма и общей длиной 9 дюймов имеет те же размеры, что и оригинальные оправки с латунной оболочкой.Он также предлагается длиной 12 дюймов. Кроме того, мы также производим модели длиной 9 и 12 дюймов с рукоятками 1/8 дюйма.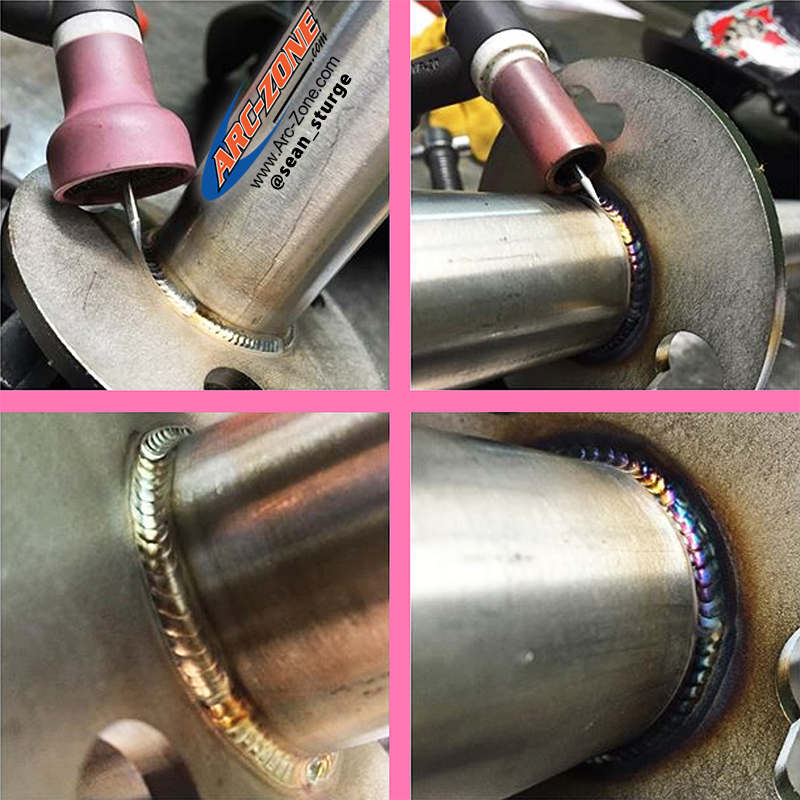 от 00 до 18 долларов
от 00 до 18 долларов  Нержавеющая сталь остается холодной на ощупь, как обычная оправка. Инструкции по применению.
Нержавеющая сталь остается холодной на ощупь, как обычная оправка. Инструкции по применению. от 50 до 11,50 долларов США
от 50 до 11,50 долларов США  от 00 до 25,00 долларов США
от 00 до 25,00 долларов США 
 Как и многие наши инструменты, скопированные за границей, они не работают так, как оригинал. Мы шлифуем поверхность, чтобы получить текстуру «тяжелого зуба», что очень помогает предотвратить отрыв оправки во время изготовления стеклянного изделия.
Как и многие наши инструменты, скопированные за границей, они не работают так, как оригинал. Мы шлифуем поверхность, чтобы получить текстуру «тяжелого зуба», что очень помогает предотвратить отрыв оправки во время изготовления стеклянного изделия. 50 штук
50 штук  50
50 
 США.00
США.00 
 95
95 
Почему сварная труба из нержавеющей стали ржавеет после сварки — Дуплексная труба, труба из нержавеющей стали и фитинги
Почему сварная труба из нержавеющей стали ржавеет после сварки
Все полезные характеристики сварных труб из нержавеющей стали 304 будут повреждены при производстве и методах обработки, таких как процессы механической сварки, такие как электросварка, лазерная резка, распиловка, штамповка и гибка.
сварная труба из нержавеющей стали и фланец
При такой обработке антиокислительная пленка на поверхностном слое трубы из нержавеющей стали будет в некоторой степени повреждена, и вряд ли она выдержит спонтанную и тщательную пассивационную обработку. Поэтому в настоящее время сварная труба из нержавеющей стали будет вызывать частичную коррозию даже при относительно слабых стандартах коррозии.
Сварные трубы из нержавеющей сталибудут быстрее окисляться воздухом на внутренней и внешней сторонах сварного шва и вблизи сварного шва.По сравнению с тем, что было до электросварки, воздушно-окисный слой в обесцвеченном участке относительно толстый, а состав изменен (снижено содержание хрома), что способствует ослаблению способности сопротивляться частичному травлению.
Для внутренней поверхности сварных бесшовных стальных труб из нержавеющей стали можно использовать умеренный метод обратной продувки, чтобы уменьшить площадь окисления воздухом и обесцвечивания в зависимости от применения.
После электросварки сварных труб из нержавеющей стали должны быть проведены процессы послесварочной обработки, такие как травление, пассивация и фрезерование, для удаления слоев оксидов воздуха (окрашенных пластин) и повторного восстановления коррозионной стойкости.
Другие решения включают: химический метод: пассивация травлением (с использованием травильной пасты или распылителя в зависимости от погружения), вспомогательная пассивация (после пассивации травлением) и химическая полировка; механический метод: пескоструйное удаление, промежуточный слой Стеклянные или фарфоровые частицы дробеструйно очищаются, уничтожаются, промываются и полируются.
Статья по теме: Как отличить отожженные и неотожженные сварные трубы из нержавеющей стали
Химическая очистка нержавеющей трубы азотной кислотой
«Образование… алоха … весело»
Сегодня пятница, 07.01.22, и ваши вопросы или ответы приветствуются.
Звоните прямо сейчас! (сайт без регистрации)
Продолжающееся обсуждение, начавшееся еще в 2001 году. ..
..
В. Уважаемый господин:
Я занимаюсь химической очисткой недавно установленных трубопроводов из нержавеющей стали 316, эти трубопроводы будут использоваться для перекиси водорода на сталелитейном заводе, производящем преимущественно изделия из нержавеющей стали. Линии сначала будут циркулировать с десятипроцентным раствором гидроксида натрия и нагреты до 150 F — вся вода, используемая для смешивания, будет деминерализована.Гидроксид натрия будет циркулировать в течение четырех часов и промываться деминерализованной водой. Когда П.Х. 7 1% раствор азотной кислоты будет циркулировать в течение двух часов и промываться деминерализованной водой. При тестировании воды в P.H. из 7 линий будет продуваться сухим азотом.
Мой вопрос: 1.) Считаете ли вы, что это хороший процесс очистки трубопроводов из нержавеющей стали, используемых для работы с перекисью водорода? 2. Как вы думаете, было бы целесообразно использовать ингибитор с азотной кислотой? Если да, то что вы рекомендуете?
Будем признательны за любые комментарии и/или мнения.
2001
A. Небольшое предостережение: имейте в виду, что хром подвергается воздействию сильных теплых щелочных растворов, поэтому при длительном контакте вы можете вытравить часть хрома из нержавеющей стали. Чистый эффект заключается в том, что контактные поверхности станут полосатыми / коричневыми из-за оксида железа, который появится после того, как вы обогатите поверхность железом таким образом. Тем не менее, оксид железа восприимчив к большинству кислот, и кислотная промывка может фактически восстановить баланс железа и хрома и оставить поверхность с оксидами металлов, которые делают нержавеющую сталь, ну, нержавеющую.Если вы просто хотите пассивировать систему, я думаю, что H3O2, который вы планируете использовать в системе, будет более чем достаточно, чтобы хорошо окислить поверхность нержавеющей стали.
Вы пытаетесь очистить или удалить загрязнения из системы? Если да, растворяется ли загрязнение на внутреннем диаметре трубки в моющих средствах? Возможно, промывки ионным поверхностно-активным веществом с последующим добавлением дистиллированной воды будет достаточно. Хорошим коммерческим продуктом для этого может быть LF2100 или Micro-90 от International Products — оба очистителя с низким пенообразованием и высоким содержанием поверхностно-активных веществ, не содержащие силикатов.
Хорошим коммерческим продуктом для этого может быть LF2100 или Micro-90 от International Products — оба очистителя с низким пенообразованием и высоким содержанием поверхностно-активных веществ, не содержащие силикатов.
2001
А. Ричард, очистка трубопроводов из нержавеющей стали 10%-ным раствором каустической соды при температуре 150 °F в течение четырех часов кажется подходом к очистке с использованием молотка и щипцов. Вы можете использовать имеющийся в продаже щелочной очиститель, предназначенный для рециркуляции при более низкой концентрации и более коротком времени очистки, и получить лучшие результаты. Я не эксперт по очистке перед обработкой перекисью, но я подозреваю, что удаление всех органических материалов имеет решающее значение. Поверхностно-активные вещества в коммерческом щелочном очистителе значительно улучшают удаление органических веществ по сравнению с одним щелочным раствором.
Июль 2018 г.
А. Привет Суми. A312 не является типом нержавеющей стали. Скорее ASTM A312 [аффил. ссылка на спецификацию на Techstreet]
это спецификация, которую вы ищете, и она охватывает трубы из аустенитной нержавеющей стали, включая типы 304, 316 и другие 🙂
ссылка на спецификацию на Techstreet]
это спецификация, которую вы ищете, и она охватывает трубы из аустенитной нержавеющей стали, включая типы 304, 316 и другие 🙂
После того, как вы выполните эту спецификацию/код, возникнет следующий вопрос о том, для чего вы используете трубу. Как правило, потребуются очистка, травление и пассивация, но, пожалуйста, сообщите нам о применении (если только вы не продаете трубу A312 своим клиентам).
Finishing.com стал возможным благодаря …
этот текст заменяется на bannerText
Отказ от ответственности. С помощью этих страниц невозможно полностью диагностировать проблему чистовой обработки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, проверьте следующие каталоги:
О нас/Контакты — Политика конфиденциальности — © 1995-2021 отделка. com, Пайн-Бич, Нью-Джерси, США
com, Пайн-Бич, Нью-Джерси, США
Обзор | Химическое воздействие на стальные трубы может вызвать коррозию материала трубы и привести к ее выходу из строя. Чтобы преодолеть это, трубопроводы часто используют инконель или облицовку из нержавеющей стали, т.е. внутри имеется инконель, а сталь, например. Х65 снаружи. Этот тип конструкции трубы может демонстрировать необычную проблему магнетизма. |
Проблема: | Остаточный магнетизм сосредоточен в стальной части трубы, а в футеровке из инконеля практически отсутствует магнитный поток.Результатом этого является то, что корневой проход часто выполняется без серьезных проблем, и проблемы начинаются только тогда, когда сварка переходит на границу раздела инконель/сталь. Более подробную информацию см. в документе Института никеля на стр. 20–21. |
Наполнитель: | Дальнейшие действия зависят от металла сварного шва. |
Решения: | Легко получить некачественные сварные швы, но время, затрачиваемое на шлифовку пористого материала, а также опасность образования включений и трещин делают прихватку сварных швов плохим решением. Часто это позволяет создать мост для магнитного поля, обеспечивающий беспрепятственную сварку при последующих проходах. Но при использовании неферритного наполнителя сварщик сталкивается с проблемами магнетизма на всем протяжении соединения, и это временное решение совершенно недопустимо. Zeromag предлагает комплексное решение либо путем балансировки магнитного поля до нуля, либо путем совместной размагничивания с использованием Zeromag и ZM150. |
На практике: | Укладка труб, будь то на суше или с баржи-трубоукладчика, является дорогостоящим процессом, и стоимость трубопровода резко возрастет, если процесс застопорится из-за магнитных полей.Лучшей страховкой для этого сценария является наличие комплекта размагничивателя для сварки труб (DKPW), доступного для немедленного развертывания. |
 Если наполнитель представляет собой неферритный материал, то проблемы с магнитным полем будут сохраняться вплоть до прохода укупорки. При использовании даже слегка ферритного наполнителя по мере прохождения проходов магнитная проблема постепенно уменьшается по мере того, как большая часть потока отклоняется через наполнитель.
Если наполнитель представляет собой неферритный материал, то проблемы с магнитным полем будут сохраняться вплоть до прохода укупорки. При использовании даже слегка ферритного наполнителя по мере прохождения проходов магнитная проблема постепенно уменьшается по мере того, как большая часть потока отклоняется через наполнитель. При использовании этого оборудования не имеет значения, какой металл сварного шва – поле все равно обнуляется.
При использовании этого оборудования не имеет значения, какой металл сварного шва – поле все равно обнуляется.Промывка и очистка технологических линий и сосудов во время пуско-наладочных работ
Можно рассмотреть четыре различных метода очистки:
- Очистка воздухом
- Очистка паром
- Очистка водой
- Механическая очистка.
Очистка воздухом
Во время операции очистки скорость воздуха должна быть следующей:
- В газовых технологических линиях скорость должна быть наименьшей между 60 м/с и скоростью, полученной при 1. в 3 раза больше максимальной скорости потока процесса. Минимальная скорость должна быть 30 м/с.
- В жидкостных технологических линиях следует использовать скорость от 30 м/с до 60 м/с.
 в 3 раза больше максимальной скорости потока процесса. Минимальная скорость должна быть 30 м/с.
в 3 раза больше максимальной скорости потока процесса. Минимальная скорость должна быть 30 м/с.Можно использовать два основных метода:
- Непрерывная продувка воздухом: Воздух непрерывно продувается из источника (непосредственно из воздушного компрессора или через сосуд большой емкости) с высокой скоростью по линиям (и сосудам) для удаления сыпучего материала. Из-за высокой скорости воздуха во время продувки обычно происходит легкая эрозия стенок, что благоприятно с точки зрения очистки.
- Быстрая декомпрессия: Сеть наполняется сжатым воздухом до давления настройки разрывной мембраны. Когда разрывной диск вырывается, подача воздуха прекращается и давление внутри сети быстро падает. Эту операцию предпочтительно выполнять с помощью «быстро открывающегося клапана» после повышения давления в сети до желаемого уровня давления. Существующие клапаны сети не должны использоваться для этой цели, а должны быть предусмотрены дополнительные клапаны специально для этих операций. Быстрая декомпрессия вызывает высокую скорость воздуха в трубах, таким образом удаляя рыхлый материал и выполняя легкую эрозию на стенках, что устраняет ржавчину и накипь.
 Быстрая декомпрессия вызывает высокую скорость воздуха в трубах, таким образом удаляя рыхлый материал и выполняя легкую эрозию на стенках, что устраняет ржавчину и накипь.
Быстрая декомпрессия вызывает высокую скорость воздуха в трубах, таким образом удаляя рыхлый материал и выполняя легкую эрозию на стенках, что устраняет ржавчину и накипь.Очистка паром (только для паровых сетей)
Всякий раз, когда доступен пар, обеспечивается превосходная чистящая жидкость. Пар можно использовать, как и воздух, для непрерывной продувки и предпочтительно для прерывистой продувки. Преимущество последнего заключается в том, что между двумя продувками трубы (и, возможно, сосуды) охлаждаются и сжимаются, вызывая растрескивание прокатной окалины и отложений ржавчины.Эти отложения затем легко удаляются при последующих продувках. Продувку паром следует применять только для паровых сетей.
Очистка водой
Очистка трубопроводов путем циркуляции воды: для промывки трубопроводов используется вода из обычных систем охлаждения или пожаротушения. Водоснабжение, вероятно, может осуществляться из других источников, т. е. городских водопроводов, временных насосов снабженческих лодок и т. д., в зависимости от текущей ситуации. Этот тип промывки обычно включает в себя промывку участка трубопровода от «начальной точки» до открытого конца.Чтобы быть эффективным, необходимо обеспечить высокую скорость потока порядка 10-13 футов/с. В некоторых случаях потребуется дополнительная мощность насоса. Этот метод очистки эффективен для удаления незакрепленного мусора из трубопровода, но не особенно эффективен для удаления ржавчины и прокатной окалины со стенок трубопровода (или сосуда).
е. городских водопроводов, временных насосов снабженческих лодок и т. д., в зависимости от текущей ситуации. Этот тип промывки обычно включает в себя промывку участка трубопровода от «начальной точки» до открытого конца.Чтобы быть эффективным, необходимо обеспечить высокую скорость потока порядка 10-13 футов/с. В некоторых случаях потребуется дополнительная мощность насоса. Этот метод очистки эффективен для удаления незакрепленного мусора из трубопровода, но не особенно эффективен для удаления ржавчины и прокатной окалины со стенок трубопровода (или сосуда).
Промывка водой с заполнением и сбросом: Промывка с заполнением и сбросом часто используется для очистки сосудов. Этот метод довольно прост: резервуар с соответствующей вентиляцией наполняется промывочной водой до желаемого уровня, а затем выливается до нужного уровня. Промывочная вода вытесняет рыхлый мусор и ржавчину и выносит их из оборудования.Обратите внимание, что некоторые линии, подсоединенные к сосуду, можно промыть, спустив через них воду. Одной из основных проблем, связанных с этим методом, является удаление большого количества воды, которая может привести к перегрузке обычных дренажных систем.
Одной из основных проблем, связанных с этим методом, является удаление большого количества воды, которая может привести к перегрузке обычных дренажных систем.
Очистка сосудов или оборудования распылением воды или водой под высоким давлением: Если на стенках большого сосуда только пыль, может быть достаточно распыления воды из шланга. Вода под высоким давлением может использоваться для удаления твердых частиц или посторонних веществ с внутренних стенок или внутренних частей резервуара или оборудования, в частности, там, где доступ затруднен.Следует обратить внимание на потенциальную коррозионную активность воды (ионы хлора на нержавеющей стали, морская вода на углеродистую сталь), и может потребоваться вода особого качества (обработанная деминерализованная вода или ингибированная вода).
Механическая очистка
Ручная очистка: если есть возможность войти в систему или часть системы, можно выполнить очистку стенок трубы или резервуара вручную с помощью вращающихся (т. е. с пневматическим приводом) или ручных стальных проволочных щеток. Смещенную ржавчину, окалину и грязь можно впоследствии удалить с помощью промышленного пылесоса, продувкой воздухом или комбинацией этих двух методов.Следует избегать чистки щеткой сосудов или трубопроводов, изготовленных из любой марки нержавеющей стали. Очистка щеткой из углеродистой стали может вызвать последующие проблемы с коррозией. В любом случае, оборудование из нержавеющей стали вряд ли будет иметь значительные отложения грязи или оксида на поверхности.
е. с пневматическим приводом) или ручных стальных проволочных щеток. Смещенную ржавчину, окалину и грязь можно впоследствии удалить с помощью промышленного пылесоса, продувкой воздухом или комбинацией этих двух методов.Следует избегать чистки щеткой сосудов или трубопроводов, изготовленных из любой марки нержавеющей стали. Очистка щеткой из углеродистой стали может вызвать последующие проблемы с коррозией. В любом случае, оборудование из нержавеющей стали вряд ли будет иметь значительные отложения грязи или оксида на поверхности.
Линия очистки скребками: Для оборудования, оснащенного оборудованием для очистки скребков, например. межплатформенные трубопроводы, трубопроводы «платформа-берег» и т. д., доступны специальные щеточные скребки. Это скребки, оснащенные периферийными щетками типа проволочных шипов, и часто такие скребки используются для удаления ржавчины и накипи со стенок трубопровода.Однако отложения ржавчины и накипи не обязательно удаляются из трубопровода при использовании такого снаряда. Такие отложения обычно удаляются путем пропускания «скребка» или чашеобразного скребка через линию, которая проталкивает эти рыхлые отложения для последующего удаления на «открытом конце».
Такие отложения обычно удаляются путем пропускания «скребка» или чашеобразного скребка через линию, которая проталкивает эти рыхлые отложения для последующего удаления на «открытом конце».
Использование для труб из нержавеющей стали
Нержавеющая сталь, с момента ее разработки более ста лет назад, стала одним из самых популярных и универсальных материалов в мире и теперь незаменима в различных отраслях промышленности.Это включает в себя ряд применений специально для труб из нержавеющей стали, которые извлекают выгоду из многих положительных свойств металла.
Хотя сталь существовала веками, она была уязвима для коррозии и имела другие недостатки, которые заставили ученых искать альтернативные сплавы, которые могли бы лучше работать в суровых условиях. В начале 1800-х годов было признано, что комбинация железа и хрома обеспечивает превосходную устойчивость к ржавчине, но потребовалось еще столетие, прежде чем они, наконец, остановились на правильной формуле.
Наконец, в 1912 году Гарри Брирли из исследовательской лаборатории Браун-Ферт открыл мартенситный сплав нержавеющей стали. Они назвали новый материал Staybrite, и, начиная с навеса для входа в отель Savoy в Лондоне, нержавеющая сталь быстро произвела революцию в ряде отраслей.
Из чего сделаны сплавы нержавеющей стали?
Нержавеющая сталь по определению представляет собой сплав железа, содержащий не менее 10,5% хрома. Существует огромное разнообразие типов сплавов, доступных на рынке, и каждый из них отличается своим точным химическим составом.Легирующие элементы, такие как никель, молибден, титан, углерод, азот и медь, могут повысить прочность, формуемость и другие свойства нержавеющей стали.
Чтобы считаться нержавеющей сталью, она должна соответствовать требованиям по коррозионной стойкости в конкретной среде. Это сопротивление возникает из-за внешнего слоя оксида хрома металла. Эта микроскопическая поверхностная пленка называется пассивирующим слоем, поскольку она естественным образом реагирует с кислородом, находящимся в окружающем воздухе, и предотвращает дальнейшую коррозию. Кроме того, слой способен восстанавливаться, если он получает какие-либо повреждения, такие как царапины или зазубрины.
Кроме того, слой способен восстанавливаться, если он получает какие-либо повреждения, такие как царапины или зазубрины.
Каковы полезные свойства нержавеющей стали?
Очевидно, что основным свойством нержавеющей стали является ее коррозионная стойкость. Различные сплавы имеют разный уровень сопротивления. Например, нержавеющая сталь 304, вероятно, самый популярный в мире сплав нержавеющей стали, обеспечивает превосходный уровень устойчивости к коррозии. Однако, когда дело доходит до морской среды, 304 не очень подходит, так как он особенно уязвим к воздействию хлоридов, которые определенно присутствуют в морской воде.Вместо этого для применения в морской среде, вероятно, следует обратиться к сплаву, подобному 316, который имеет дополнительное преимущество в виде 2-процентного содержания молибдена.
Нержавеющая сталь обладает рядом других преимуществ. По сравнению с обычной сталью сплавы из нержавеющей стали обладают большей криогенной вязкостью, более высокой скоростью упрочнения, повышенной прочностью и твердостью, большей пластичностью, более привлекательным внешним видом и более низкими затратами на техническое обслуживание. При всем при этом неудивительно, что нержавеющая сталь так популярна в самых разных отраслях, включая трубопроводы.
При всем при этом неудивительно, что нержавеющая сталь так популярна в самых разных отраслях, включая трубопроводы.
Поскольку каждый сплав ведет себя по-разному, важно уметь различать их. Сплавы из нержавеющей стали делятся на пять разных семейств, каждое из которых характеризуется своими специфическими свойствами. Пять семейств: аустенитные, ферритные, мартенситные, дуплексные и дисперсионно-твердеющие. Свяжитесь с нами, чтобы узнать больше о различных семействах нержавеющей стали и о том, какие из них могут подойти именно вам.
Для чего используются трубы из нержавеющей стали?
Преимущества коррозионностойкого металла, когда речь идет о трубах, должны быть совершенно очевидны.Вот почему нержавеющая сталь является распространенным выбором для трубопроводов. Поскольку трубы и трубки бывают самых разных форм и размеров, их бывает трудно различить. По этой причине мы обычно классифицируем трубы в зависимости от их функций.
Нержавеющая сталь марки 304 является одним из наиболее распространенных сплавов, используемых для изготовления труб. Это связано с его коррозионной стойкостью и другими преимуществами. 304 также обладает высокой химической стойкостью, что является дополнительным преимуществом для материалов, подвергающихся воздействию большого количества воды, особенно в промышленных условиях.
Это связано с его коррозионной стойкостью и другими преимуществами. 304 также обладает высокой химической стойкостью, что является дополнительным преимуществом для материалов, подвергающихся воздействию большого количества воды, особенно в промышленных условиях.
Однако, когда вы будете работать при температурах выше 800 градусов по Фаренгейту, 304 не подойдет, так как становится восприимчивым к осаждению карбида. В таких случаях более подходящей будет нержавеющая сталь 304L.
Одно конкретное применение трубопровода известно как напорная труба из нержавеющей стали. Этот сорт нержавеющей стали состоит из твердого хрома или смеси хрома и никеля. Подходящие сплавы для этого типа труб обычно относятся к ферритным и аустенитным семействам.Области применения включают бесшовные трубы, сварные трубы, трубы, сваренные электроплавлением, и сварные трубы большого диаметра. Этот тип труб может быть полезен для агрессивных или высокотемпературных применений, а также для сред с высоким давлением.
Еще одно популярное применение труб из нержавеющей стали — это санитарно-технические трубы. Например, санитария является главным фактором в производстве продуктов питания, напитков и медицинского оборудования. Нержавеющая сталь, помимо своей коррозионной стойкости, славится тем, что ее легко чистить и она не тускнеет.Сплав ASTMA270 является популярным выбором для санитарных труб.
Некоторые области применения труб из нержавеющей стали относятся к высокопроизводительным отраслям, таким как аэрокосмическая промышленность и машиностроение. Сплавы на основе хрома и никеля обладают высокой степенью термостойкости, что является важным фактором для самолетов. Трубы из нержавеющей стали для самолетов также должны быть прочными, поддаваться механической обработке и сварке.
Clinton предлагает широкий ассортимент труб из нержавеющей стали, включая следующие сплавы: 304, 304L, 316 и 316L.Наши трубы из нержавеющей стали обычно используются в строительстве. Благодаря своей пластичности его можно легко встроить в стены, не требуя какой-либо термической обработки. Мы обнаружили, что средний срок службы стальных труб в сантехнике приближается к пятидесяти годам.
Мы обнаружили, что средний срок службы стальных труб в сантехнике приближается к пятидесяти годам.
Ваш надежный поставщик нержавеющей стали
Clinton Aluminium and Steel имеет большой опыт успешной поддержки производителей в самых разных отраслях. Мы гордимся нашей способностью работать с нашими клиентами, чтобы предоставить точный продукт в точном соответствии с требованиями.Мы создали команду продаж из опытных технических специалистов, которые проработали в Clinton в среднем 13 лет. Именно благодаря им Клинтон превратился в ведущего поставщика изделий из алюминия и нержавеющей стали на Среднем Западе.
Клинтон твердо привержен служению, ценностям и образованию. Вместо того, чтобы просто продавать продукт, мы стремимся к партнерству с нашими клиентами, чтобы сэкономить их время и деньги. Наша философия заключается в том, что если вы счастливы, то и мы счастливы.Свяжитесь с одним из наших дружелюбных и знающих представителей сегодня, чтобы узнать больше о наших предложениях труб из нержавеющей стали./806e871b3b31d0a.ru.s.siteapi.org/img/82da9cfff8746632c0888a1f383a27986ae783e6.JPG)
Окончательные результаты ускоренного четвертого пересмотра приказов о введении антидемпинговых пошлин
Начало ПреамбулаПравоприменение и соблюдение требований, Управление международной торговли, Министерство торговли.
Действует с 7 марта 2017 г.
В результате этих проверок на закате Министерство торговли (Министерство) приходит к выводу, что отмена распоряжения о введении антидемпинговых пошлин в отношении сварных труб из нержавеющей стали ASTM A-312 из Южной Кореи и Тайваня, вероятно, приведет к продолжению или возобновлению демпинга . Величина демпинговой маржи, которая, вероятно, преобладает, указана в разделе «Окончательные результаты пересмотра заката» настоящего уведомления.
Жаклин Эрроусмит, AD/CVD Operations, Office VII, Enforcement and Compliance, Министерство торговли США, 1401 Конститьюшн-авеню, северо-запад, Вашингтон, округ Колумбия, 20230; телефон (202) 482-5255.
Конец дополнительной информации Конец преамбулы Начать дополнительную информациюФон
Постановления об антидемпинговых пошлинах на сварные трубы из нержавеющей стали ASTM A-312 из Южной Кореи и Тайваня были опубликованы 30 декабря 1992 года. [] На стартовой печатной странице 127991 ноября 2016 г. Департамент опубликовал уведомление о начале пересмотра антидемпинговых распоряжений в отношении некоторых сварных труб из нержавеющей стали ASTM A-312 из Южной Кореи и Тайваня в соответствии с разделом 751(c) Тарифа. Закон 1930 г. с поправками (Закон). []
В соответствии со статьей 19 CFR 351. 218(d)(1)(i) и (ii) Департамент получил уведомление о намерении участвовать в этих проверках по истечении срока действия от Bristol Metals LLC, [] Корпорация Felker Brothers, Marcegaglia USA, и Outokumpu Stainless Pipe, Inc.(внутренние заинтересованные стороны), в течение 15 дней после даты публикации Sunset Initiation. Заявители заявили о статусе заинтересованной стороны в соответствии со статьей 771(9)(C) Закона в качестве отечественных производителей аналогичного отечественного товара.
218(d)(1)(i) и (ii) Департамент получил уведомление о намерении участвовать в этих проверках по истечении срока действия от Bristol Metals LLC, [] Корпорация Felker Brothers, Marcegaglia USA, и Outokumpu Stainless Pipe, Inc.(внутренние заинтересованные стороны), в течение 15 дней после даты публикации Sunset Initiation. Заявители заявили о статусе заинтересованной стороны в соответствии со статьей 771(9)(C) Закона в качестве отечественных производителей аналогичного отечественного товара.
1 декабря 2016 г. Департамент получил полные ответы по существу на уведомления о возбуждении от внутренних заинтересованных сторон в течение 30-дневного срока, указанного в 19 CFR 351.218(d)(3)(i). Департамент не получил ответа по существу от каких-либо заинтересованных сторон-респондентов.В результате Департамент провел ускоренную, , т.е. , 120-дневную проверку этого распоряжения в соответствии с разделом 751(c)(3)(B) Закона и 19 CFR 351. 218(e)(1)( ii)(С)(2). 17 января 2017 г. Внутренние заинтересованные стороны представили письмо с разъяснением того, какие номера Гармонизированной тарифной сетки США (HTSUS) были включены в данные об импорте, представленные в Приложении 1 их существенных ответов. []
218(e)(1)( ii)(С)(2). 17 января 2017 г. Внутренние заинтересованные стороны представили письмо с разъяснением того, какие номера Гармонизированной тарифной сетки США (HTSUS) были включены в данные об импорте, представленные в Приложении 1 их существенных ответов. []
Объем заказов
Южная Корея
Продукция, на которую распространяется заказ, представляет собой партии сварных труб из аустенитной нержавеющей стали (WSSP) из Кореи, которые соответствуют стандартам и спецификациям, установленным Американским обществом по испытаниям и материалам (ASTM) для сварной формы хромоникелевой трубы, обозначенной ASTM. А-312.ВССП производится путем формовки плоского проката из нержавеющей стали в трубчатую форму и сварки по шву. WSSP — товарный продукт, обычно используемый в качестве трубопровода для передачи жидкостей или газов. Основные области применения WSSP включают, помимо прочего, линии варочных котлов, выдувные линии, фармацевтические линии, нефтехимические линии, технологические и транспортные линии пивоваренных заводов, общие линии пищевой промышленности, автомобильные линии покраски и бумагоделательные машины.
Импорт этих продуктов в настоящее время классифицируется по следующим подзаголовкам HTSUS: 7306.40.5005, 7306.40.5015, 7306.40.5040, 7306.40.5065 и 7306.40.5085. Хотя подсубпозиции HTSUS включают как трубы, так и трубы, объем заказа ограничен сварными трубами из аустенитной нержавеющей стали. Подзаголовки HTSUS предоставлены для удобства и таможенных целей. Письменное описание остается диспозитивным.
Тайвань
Товар, подлежащий заказу, представляет собой сварную трубу из аустенитной нержавеющей стали, которая соответствует стандартам и спецификациям, установленным Американским обществом по испытаниям и материалам (ASTM) для сварной формы хромоникелевой трубы, обозначенной ASTM A-312.Товар, входящий в объем заказа, также включает сварные трубы из аустенитной нержавеющей стали, изготовленные в соответствии со стандартами других стран, которые сопоставимы со стандартом ASTM A-312.
WSSP производится путем формовки плоского проката из нержавеющей стали в трубчатую конфигурацию и сварки по шву. WSSP — товарный продукт, обычно используемый в качестве трубопровода для передачи жидкостей или газов. Основные области применения WSSP включают, помимо прочего, линии варочных котлов, выдувные линии, фармацевтические линии, нефтехимические линии, технологические и транспортные линии пивоваренных заводов, общие линии пищевой промышленности, автомобильные линии покраски и бумагоделательные машины.Импорт этих продуктов в настоящее время классифицируется по следующим подпозициям HTSUS: 7306.40.5005, 7306.40.5015, 7306.40.5040, 7306.40.5065 и 7306.40.5085. Хотя подсубпозиции HTSUS включают как трубы, так и трубы, объем заказа ограничен сварными трубами из аустенитной нержавеющей стали. Подзаголовки HTSUS предоставлены для удобства и таможенных целей. Письменное описание остается диспозитивным.
WSSP — товарный продукт, обычно используемый в качестве трубопровода для передачи жидкостей или газов. Основные области применения WSSP включают, помимо прочего, линии варочных котлов, выдувные линии, фармацевтические линии, нефтехимические линии, технологические и транспортные линии пивоваренных заводов, общие линии пищевой промышленности, автомобильные линии покраски и бумагоделательные машины.Импорт этих продуктов в настоящее время классифицируется по следующим подпозициям HTSUS: 7306.40.5005, 7306.40.5015, 7306.40.5040, 7306.40.5065 и 7306.40.5085. Хотя подсубпозиции HTSUS включают как трубы, так и трубы, объем заказа ограничен сварными трубами из аустенитной нержавеющей стали. Подзаголовки HTSUS предоставлены для удобства и таможенных целей. Письменное описание остается диспозитивным.
Анализ полученных комментариев
Все вопросы, поднятые в этих обзорах, рассматриваются в Меморандуме о проблемах и решениях, [] включая вероятность продолжения или повторения демпинга в случае отзыва, а также величину демпинговой маржи, которая может преобладать в случае отзыва приказов. Стороны могут найти полное обсуждение всех вопросов, поднятых в этом обзоре, и соответствующие рекомендации в Меморандуме о проблемах и решениях, который находится в электронном виде через Централизованную электронную систему обслуживания антидемпинговых и компенсационных пошлин (ACCESS) Управления по обеспечению соблюдения и соблюдения законодательства. ДОСТУП доступен для зарегистрированных пользователей по адресу http://access.trade.gov и доступен для всех сторон в Центральном отделе документации в комнате B8024 главного торгового здания. Кроме того, полная версия Меморандума по вопросам и решениям доступна непосредственно в Интернете по адресу http://trade.правительство/правоприменение/. Подписанная и электронная версии Меморандума-решения идентичны по содержанию.
Стороны могут найти полное обсуждение всех вопросов, поднятых в этом обзоре, и соответствующие рекомендации в Меморандуме о проблемах и решениях, который находится в электронном виде через Централизованную электронную систему обслуживания антидемпинговых и компенсационных пошлин (ACCESS) Управления по обеспечению соблюдения и соблюдения законодательства. ДОСТУП доступен для зарегистрированных пользователей по адресу http://access.trade.gov и доступен для всех сторон в Центральном отделе документации в комнате B8024 главного торгового здания. Кроме того, полная версия Меморандума по вопросам и решениям доступна непосредственно в Интернете по адресу http://trade.правительство/правоприменение/. Подписанная и электронная версии Меморандума-решения идентичны по содержанию.
Окончательные результаты обзора заката
В соответствии с разделами 752(c)(1) и (3) Закона мы определяем, что отмена приказа о введении антидемпинговой пошлины в отношении сварных труб из нержавеющей стали ASTM A-312 из Южной Кореи и приказа об отмене антидемпинговых пошлин в отношении сварных труб ASTM A- Трубы из нержавеющей стали 312 Тайвань, вероятно, приведут к продолжению или повторению демпинга до следующей средневзвешенной маржи:
| Страна | Средневзвешенное допуск (в процентах) |
|---|---|
| Южная Корея | 17. 14 14 |
| Тайвань | 31,90 |
Уведомление заинтересованных сторон
Это уведомление служит единственным напоминанием сторонам, на которых распространяется административный охранный судебный приказ (APO), об их ответственности в отношении распоряжения служебной информацией, раскрытой в соответствии с APO, в соответствии с 19 CFR 351.305(a). Настоящим требуется своевременное письменное уведомление об уничтожении материалов APO или преобразовании в судебный охранный приказ.Несоблюдение правил и условий APO является нарушением, которое подлежит санкциям.
Департамент выпускает и публикует эти окончательные результаты и уведомление в соответствии с разделами 751(c), 752(c) и 777(i)(1) Закона и 19 CFR 351.218.
Стартовая подписьОт: 1 марта 2017 г.
Рональд К. Лоренцен,
Исполняющий обязанности помощника секретаря по правоприменению и соблюдению.