Нужна иформация по технология сварки трубы из нержавеющей стали — Аргонодуговая сварка — TIG
#1 ilnursvarka
Отправлено 19 August 2017 11:02
Добрый день коллеги!
Нужна информационная помощь!!!!!
Точнее, технология сварки нержавеющей трубы толщиной стенки от 2 до 3 мм, диаметры до 100 мм, где предъявляются высокие требования к корню шва и облицовке! Параметры сборки стыка: подготовка торцов труб (с фаской или без, угол фаски), сборка стыка с зазором или нет, сварка с пастой (в один проход своим телом) или поддув (многопроходная сварка с фаской с зазором и с присадкой), диаметр присадки, электрода, сопла. Также интересует параметры тока на корень и облицовку, если кто варит с пульсом, частота пульса. И параметры предгаза, постгаза, начального тока и т.д. Для сварки имеется аргонник Гроверс и небольшой опыт сварки труб из нержавеющей стали ( давно очень варил трубу 25*3, с фаской в два прохода).
Препочтительна не голая теория, а советы профи, кто сам варит нержавеющие трубопроводы аргоном. Заранее благодарен всем откликнувшимся.
P.S. Не знаю в какую тему написать, если необходимо перенести в какую-то другую тему, перенесите пожалуйста.
Сообщение отредактировал ilnursvarka: 19 August 2017 11:05
- Наверх
- Вставить ник
#2 Вад11
Отправлено 19 August 2017 13:21
Какие возможности по поддуву и возможности поворотных швов. Тут советовать очень сложно, у каждого сварного свои руки и своя техника. При одних и тех же параметрах и подготовке у одного будет хорошо, а у другого ничего не получиться. Есть возможность нарезать заготовок-катушек для тренировки? Личное ИМХО: сварка встык с притуплением 1мм (т.
Предгаз обычно 0.5с, постгаз до остывании ванны, начальный ток не так важно 20-30А. Вольфрам 2.4 торий (красная). Сопло 8, лучше с линзой. Расход по току, 8-10л.
Сообщение отредактировал Вад11: 19 August 2017 13:25
- Наверх
- Вставить ник
#3 Vanguard
Отправлено
Добавлю, 2мм с поддувом, при условии качественной подгонки, реально сваривать своим телом. Но тут навык нужен. Опять же, высокие требования к корню, это какие? На химпроизводстве и пищевом требования высокие, но при этом разные.
Крылья-ноги..Главное хвост!
- Наверх
- Вставить ник
#4 Вад11
Отправлено 19 August 2017 17:58
Добавлю, 2мм с поддувом, при условии качественной подгонки, реально сваривать своим телом.
Это не пропустит ни один проверяющий. Только с присадкой и по ТЗ валиком.
Ильнур, видимо все на дачах, урожай собирают.
Сообщение отредактировал Вад11: 19 August 2017 18:09
- Наверх
- Вставить ник
#5 ilnursvarka
Отправлено 19 August 2017 18:34
Вад11,Vanguard, Спасибо за ответы. Буду пробовать. Аппарат Гроверс 200 АС/DC пульс, получил неделю назад, но еще из коробки не доставал. Сегодня буду разбираться в настройках. Также заказал ПА этой фирмы. Пока есть работа, решил расширить парк оборудования.
Буду пробовать. Аппарат Гроверс 200 АС/DC пульс, получил неделю назад, но еще из коробки не доставал. Сегодня буду разбираться в настройках. Также заказал ПА этой фирмы. Пока есть работа, решил расширить парк оборудования.
- Наверх
- Вставить ник
#6 Vanguard
Отправлено 19 August 2017 22:57
Вад11, на пищевухе, ни один проверяющий не пропустит внутренний валик
Крылья-ноги..Главное хвост!
- Наверх
- Вставить ник
#7 Точмаш 23
Отправлено 20 August 2017 08:48
Vanguard,
А если не будет внутреннего валика, то молоко будет спотыкаться на стыке?
- Наверх
- Вставить ник
#8 copich
Отправлено 20 August 2017 09:30
пищевуха разная. Vanguard, правильно говорит.
Vanguard, правильно говорит.
Если молоко, то обязательно 100% провар и ни каких недоваров просто не допускается. Там собираются микробы и потом, что не делай, но продукция в брак. Это на личном опыте работая с молочниками.
Вад11, можно и своим телом. При определенных параметрах сварки до 2мм стенка, получается сильная утяжка. И получается и валик обратный и усиление с верху и это все своим телом без присадка. Визуально не определить с проволокой или без проволоки варилось. Чуть аккуратнее получается чем с присадкой.
Если опыта мало. То уловить провар сложно будет. И если есть торцовочник и фаскосниматель, то конечно притупление и вторым проходом можно присадком залить все. Опытный глаз видит провар по поведению ванны. Конечно с поддувом.
насчет паст так же как и Вад11, не пользовался и не могу ни чего сказать.
Но если была бы орбитальная сварка, то один раз настроился и все швы будут одинаковые и с гарантированным качеством шва.
- Наверх
- Вставить ник
#9 Вад11
Отправлено 20 August 2017 09:39
Вад11, на пищевухе, ни один проверяющий не пропустит внутренний валик
Согласен, но разговор проде не про пищевуху. С поддувом и своим телом в пульсе первый проход, далее с присадкой. Вот я очем хотел сказать. Почему первый в пульсе? Легче контролировать корень и если все правильно настроено то он будет одинаковым несмотря на положение сварки, а а дальше дело техники.
- Наверх
- Вставить ник
#10 ilnursvarka
Отправлено 20 August 2017 12:05
Пробовал вчера аппарат, с пульсом пока не разобрался. До этого варил только на ММА инверторах с вентильной горелкой. Аргонодуговой аппарат — это вещь! Также понял, что без поддува можно и не пытаться варить. Внутри такая хрень выходит… Надо докупать редуктор аргоновый с двумя ротаметрами и дальше подбирать параметры сварки. В данном случае рабочая среда этиленгликоль, рабочее давление 3 кг. Суть в том, представитель от заказчика прошел обучение по «приемке сварочных швов»на каких-то курсах. Видать там ему показали, какие должны быть сварочные швы, сваренные аргоном. Теперь они проводят кастинг, ищут сварных, кто может так сварить. Я то еще так не умею, аргонник только вчера в розетку включил. Думаю они долго будут искать сварных. Хорошие сварные всегда при работе, без дела редко сидят.
До этого варил только на ММА инверторах с вентильной горелкой. Аргонодуговой аппарат — это вещь! Также понял, что без поддува можно и не пытаться варить. Внутри такая хрень выходит… Надо докупать редуктор аргоновый с двумя ротаметрами и дальше подбирать параметры сварки. В данном случае рабочая среда этиленгликоль, рабочее давление 3 кг. Суть в том, представитель от заказчика прошел обучение по «приемке сварочных швов»на каких-то курсах. Видать там ему показали, какие должны быть сварочные швы, сваренные аргоном. Теперь они проводят кастинг, ищут сварных, кто может так сварить. Я то еще так не умею, аргонник только вчера в розетку включил. Думаю они долго будут искать сварных. Хорошие сварные всегда при работе, без дела редко сидят.
Сообщение отредактировал ilnursvarka: 20 August 2017 12:13
- Наверх
- Вставить ник
#11 Vanguard
Отправлено 20 August 2017 13:13
Точмаш 23,Виктор Михайлович, на молочной продукции, что внутренний валик, что непровар — одинаковый брак.
Крылья-ноги..Главное хвост!
- Наверх
- Вставить ник
#12 ilnursvarka
Отправлено 20 August 2017 14:19
Vanguard,никогда бы не подумал, что к трубам что в молочной продукции такие высокие требования.
- Наверх
- Вставить ник
#13 Точмаш 23
Отправлено 20 August 2017 19:08
Vanguard,
Иван,иногда,а может быть,и большей частью сварочный фен-шуй и реальное производство мало пересекаются . Можно много говорить о ГОСТах и иных требованиях,но их не всегда можно выполнить.Я имею в виду монтаж.Если взять 70-80 годы,то АДС была настоящей экзотикой. Разумеется, специализированные производства располагали нужным оборудованием и материалами,но все-таки в то время в сварке правил бал электрод.При монтаже сваркой покрытыми электродами в неудобных местах очень трудно,если возможно в принципе ,выполнить требования нормативов в полном объеме.
Можно много говорить о ГОСТах и иных требованиях,но их не всегда можно выполнить.Я имею в виду монтаж.Если взять 70-80 годы,то АДС была настоящей экзотикой. Разумеется, специализированные производства располагали нужным оборудованием и материалами,но все-таки в то время в сварке правил бал электрод.При монтаже сваркой покрытыми электродами в неудобных местах очень трудно,если возможно в принципе ,выполнить требования нормативов в полном объеме.
Сообщение отредактировал Точмаш 23: 20 August 2017 21:09
- Наверх
- Вставить ник
#14 laguna
Отправлено 20 August 2017 19:44
Надо докупать редуктор аргоновый с двумя ротаметрами и дальше подбирать параметры сварки.

Лучше 2 редуктора, каждый на своём баллоне: один на сварочном, второй для поддува.
На трубу со стенкой 2 мм, если не пользуетесь импульсной сваркой, то сила тока 50-55А достаточно, присадка 1.6мм, толще не стоит, но заваривали и своим телом. Как начинаете — дело ваше (сразу сила сварочного тока, либо постепенное возрастание), спад силы тока 7-9 секунд. С разделкой кромки — непременно легче, притупление 0.5-1 мм ОК, угол разделки 30 градусов.
При сварке с пастой немного сложнее: присадка всегда, шов самую малость искрит, похоже на искры от бенгальских огней. Возможность провала шва, так как нет поддува, а значит и поддержки изнутри. Пойдёт немного больше присадки.
В общем, тренируйтесь и всё получится !
Я сам после отпуска «попался»: давно не варил, а тут резко в командировку, да на те трубы, с которыми имел дело довольно давно… вот поплевался то на себя , но дело сделал
- Наверх
- Вставить ник
#15 ilnursvarka
Отправлено 20 August 2017 21:19
laguna, инфу принял. Буду пробовать.
Буду пробовать.
- Наверх
- Вставить ник
#16 selco
Отправлено 20 August 2017 22:12
При сварке с пастой немного сложнее: присадка всегда, шов самую малость искрит, похоже на искры от бенгальских огней. Возможность провала шва, так как нет поддува, а значит и поддержки изнутри. Пойдёт немного больше присадки.
Сергей вот ломаю голову, а после сварки пасту как из трубы удалить . Она прожариться и промывка думаю ее не возьмет.
Ну эти все пасты и нано — технологии Чубайс все пропустит и ему главное деньги получить за работу… , и думаю лучше старого доброго поддува еще не чего не придумали.
Ну и покажу трубу , стояла на газировке Черноголовка , машины меняют и обвязку новую делают , так как со старой не стыкуются. Варил не я мне просто кусок притащили вырезанный.
Варил не я мне просто кусок притащили вырезанный.
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#17 ilnursvarka
Отправлено 21 August 2017 09:09
selco, похоже на то, что сплавление по всему периметру и без усиления. Насколько понимаю, в идеале так и должно быть.
- Наверх
- Вставить ник
#18 ВалерийВО
Отправлено 21 August 2017 10:17
Про микробов не совсем так. Технологи при любой сварке будут на вас записывать свои косяки. Они всегда экономят время и деньги связанные с мойкой оборудования. Если проводить дезинфекцию как положено, то почти пох на швы.
Технологи при любой сварке будут на вас записывать свои косяки. Они всегда экономят время и деньги связанные с мойкой оборудования. Если проводить дезинфекцию как положено, то почти пох на швы.
- Наверх
- Вставить ник
#19 copich
Отправлено 21 August 2017 11:31
Про микробов не совсем так. Технологи при любой сварке будут на вас записывать свои косяки. Они всегда экономят время и деньги связанные с мойкой оборудования. Если проводить дезинфекцию как положено, то почти пох на швы.
это на чем такое основывается?
Я говорю по опыту Белоруссии. Был у них на заводе и запускали оборудование и конечно я видел как сварщики работают и что получают и что ОТК пропускает, а что бракует. Еще с пивоварней общался по производству.
Еще с пивоварней общался по производству.
В общем, чем не мой, а не все убирается.
P.S. пока писал, вспомнил еще про баки для перевозки разделанного мяса и т.п. Там тоже все гладко. Даже П\П автофургона делают лист 12м в длину со сплошными швами и по периметру еще кромку с небольшой высотой, но к полу все приваривается без пор и щелей. Так сказать гигантский лоток получается. Из алюминия, то мыть и дезинфицировать легко. А если щель, то каюк. Это все из жизни!
selco, то же такая мысль посещала. Как потом убирать пасту?!
насчет поддува, еще есть нюанс: есть примочки, как пробки с одной стороны подается аргон, а с другой выдувается через малое отверстие. Стоят дорого. Но экономия газа и более эффективная защита шва, за счет более прогнозируемого заполнения всей полости. А вот на производстве видел, как сварщики молярным скотчем заклеивают трубу и делают маленькое отверстие. А с другой стороны уже пробка из дерева, резины и т. п. Зависит от диаметра трубы и того что было под рукой.
п. Зависит от диаметра трубы и того что было под рукой.
На больших заводах, время заполнения емкости аргоном регламентируется технологическими картами.
Vanguard,
Иван,иногда,а может быть,и большей частью сварочный фен-шуй и реальное производство мало пересекаются .Можно много говорить о ГОСТах и иных требованиях,но их не всегда можно выполнить.Я имею в виду монтаж.Если взять 70-80 годы,то АДС была настоящей экзотикой. Разумеется, специализированные производства располагали нужным оборудованием и материалами,но все-таки в то время в сварке правил бал электрод.При монтаже сваркой покрытыми электродами в неудобных местах очень трудно,если возможно в принципе ,выполнить требования нормативов в полном объеме.
Зря вы так. Еще много производств где делают как положено. А где получается абы как, то дерут как Сидорову козу, сварщиков.
А то что раньше было. То это было раньше и машины не разгонялись как самолет на взлете. И блок двигателя как чугунный мост, но при этом и стирался быстро и масло жрал. И колечки я в свое время надфилем подгонял. Поршня по весу так же подбирались и подгонялись.
То это было раньше и машины не разгонялись как самолет на взлете. И блок двигателя как чугунный мост, но при этом и стирался быстро и масло жрал. И колечки я в свое время надфилем подгонял. Поршня по весу так же подбирались и подгонялись.
А сейчас все же не 80 годы и требования меняются и частенько ужесточаются.
- Наверх
- Вставить ник
#20 Точмаш 23
Отправлено 21 August 2017 12:31
ВалерийВО,
Основное требование к стыкам таких трубопроводов-это стойкость против точечной и ножевой коррозии.Любые дефекты сварного шва,будь то непровар,наплыв и т.д. являются концентраторами напряжений,способствующих развитию ножевой коррозии.Также зачистка,полировка будет замедлять точечную коррозию. От качества выполненных работ будут зависеть сроки эксплуатации трубопроводов,т.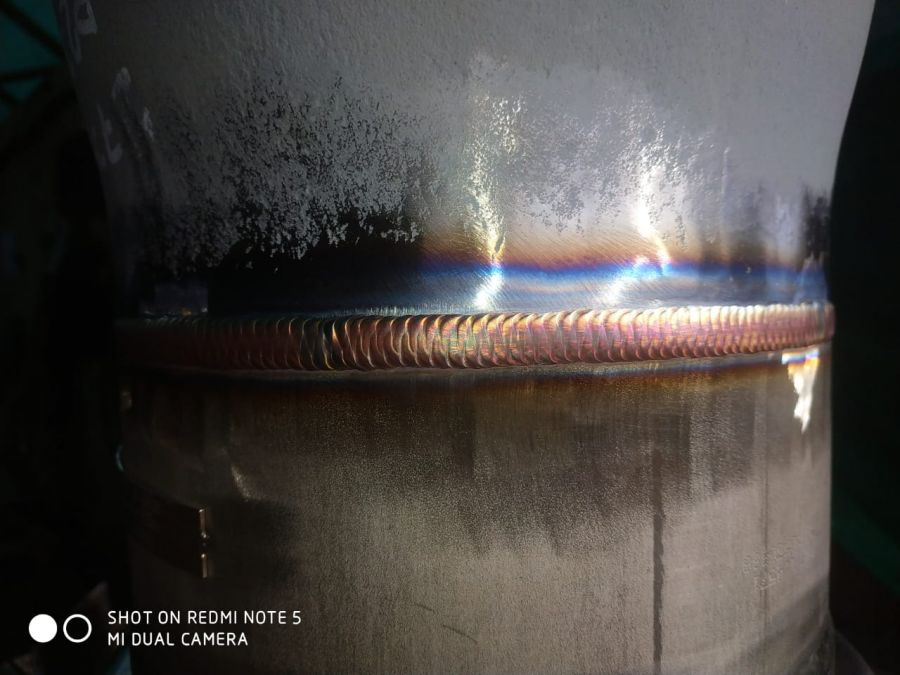 е. на первом месте экономическая составляющая
е. на первом месте экономическая составляющая
- Наверх
- Вставить ник
Сварка труб из нержавеющей стали аргоном с поддувом
Использование высокой температуры дуги при проведении сварки является широко применяемой во многих сферах технологией соединения металлических конструкций. Однако применять ее можно не для всех сплавов, т. к. многие из них при разогреве до высоких температур и расплавлении на открытом воздухе окисляются и теряют свои технологические свойства. Поэтому для них применяется особая сварка аргоном, при которой, кроме нагревания с помощью электрической дуги, для защиты металла используется нейтральный газ аргон.
Сварка аргоном нержавеющих труб
Мы уже упоминали о возможности чинить водопровод и прочие сферические детали, теперь объясним, в чем основное отличие такого способа. Происходит двухсторонний обдув. И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
- с одной стороны заткните отверстие пробкой из любого подручного материала;
- стык можно проклеить изолентой или скотчем;
- в разъем второй трубы производится подача небольшой струей;
- после наполнения, последнее отверстие также закрывается тканью или бумагой;
- производится сваривание.
Технология
В целом процесс аналогичен классическому – розжиг дуги, образование сварочной ванны, проведение наконечников под определенным углом с целью образования ровного шва. Но есть ряд нюансов:
- ведите присадку исключительно вдоль ванны, нельзя, чтобы она выходила за пределы обдува;
- если есть дополнительный инертный газ, то обдайте заготовки с обратной стороны, тогда соединение будет эстетически приятнее;
- даже при создании дуги не касайтесь электродом до стали.
Наплывы и подрезы в TIG сварке
Также нередко при сварке аргоном возникают и такие дефекты, которые называются наплывом и подрезами.
Наплыв в сварке — это несплавление основного металла с наплавленным. При этом наплавленного металла гораздо больше, чем нужно, он образует собой бугорок на поверхности металла.
Для устранения данного дефекта приходится срезать излишний металл угловой шлифовальной машиной.
Подрезы в TIG сварке появляются за счет повышенного сварочного тока. Выглядят они в виде небольших углублений вдоль сварочного шва. Для устранения подрезов, в местах возникновения дефекта, необходимо повторно наплавить слой металла.
Аргонная сварка нержавейки
Вопросы, рассмотренные в материале:
- В чем особенности и плюсы аргонной сварки нержавейки
- Как подготовить материалы к аргонной сварке
- Как проводится аргонная сварка неплавящимся электродом из вольфрама
- Что собой представляет аргонная сварка нержавейки полуавтоматом
- Что важно учитывать при аргонной сварке нержавейки
Нержавеющая сталь – материал достаточно сложный для сварочных работ. Однако применение сварки с аргонным охлаждением позволяет получить ровный и качественный шов, соединяющий детали из нержавейки. Начинать обучение данному процессу необходимо с ознакомления с различными характеристиками этого сложного для соединения сплава. Наша статья познакомит вас не только с тем, что такое аргонная сварка нержавейки, но также с особенностями и технологией работ.
Последовательность выполнения работ при аргоноводуговой сварке
Технология процесса изложена на примере сварки труб ручным сварочным аппаратом и урока для новичков от канала «Гори дуга».
Подготовка оснащения, защиты и свариваемых деталей. Для работы мастера рекомендуют использовать аппараты на основе инвертора с питанием от переменного тока 220В (промышленные модели с питанием 380В использовать в бытовых условиях не рекомендуется, даже при наличии соответствующего гнезда питания).
В качестве свариваемых деталей для начинающего мастера лучше выбрать черные или слаболегированные сплавы на основе железа. Принимая листы толщиной 2…3 мм, можно использовать зеленые (WP) электроды из чистого вольфрама, без легирующих добавок.
Предварительная подготовка деталей описана выше.
Выполнение фаски для лучшего сваривания шва
Установка держателя, фиксирующего два отрезка трубы относительно друг друга
Шов «прихватка». В некоторых случаях соединить детали сразу постоянным сплошным швом бывает сложно, поэтому мастера рекомендуют в этом случае выполнить «прихватку», то есть короткие швы в нескольких местах.
Выполнение точечных «прихваток»
Если точечное схватывание было выполнено не совсем удачно, лучше зачистить наплывы металла для получения более монолитного и ровного шва
Выполнение основного шва – разжигание дуги. Обратите внимание, сначала включается поддув, и только потом дуга
Выполнение основного шва с неплавящимся электродом и использование присадки
Вид готового шва
Швы крупным планом
На детальных фото и видео швов, полученных с помощью аргонодуговой сварки хорошо видно, что они состоят из множества «нашлепок» круглой формы. Это связано с тем, что импульсы нагрева подаются с определенным интервалом. Соответственно, металл расплавляется в конкретной точке, образуя наплыв, потом в следующей и так далее.
Основы аргонной сварки нержавейки
Нержавеющие стали отличаются от обычных антикоррозийными свойствами, которые они получили за счет добавления в состав хрома (до 20 %), никеля, марганца, молибдена и иных компонентов. Эти примеси придают металлу различные свойства и эксплуатационные качества. Что в результате приводит к сложностям в аргонной сварке нержавейки.
Основными свойствами нержавеющих сталей являются:
- Теплопроводность – она в два раза меньше, чем у низкоуглеродистых сталей. Отток тепла из места аргонной сварки происходит очень медленно, в результате чего рабочая зона может перегреться, возможен пережог. Поэтому сила сварочного тока должна быть на 20 % меньше, чем при работе с иными сталями.
- Коэффициент линейного расширения нержавейки – высокий. Соответственно, изменение длины изделия при нагреве будет значительной, что может привести к его деформации или появлению трещин.

Для предотвращения этого необходимо делать достаточно большие зазоры между соединяемыми деталями, особенно крупными.
- Высокое удельное электрическое сопротивление – вследствие чего происходит нагрев стержня электрода. Для получения качественного соединения требуется соблюдать правило – для создания коротких швов использовать длинные электроды, имеющие более высокое сопротивление. При аргонной сварке же больших участков необходимо брать электроды размером 35 см.
Важной особенностью нержавеющей стали является потеря антикоррозийных свойств в месте соединения при нагревании до температуры свыше +500 °С. Причина – в образовании на границе зерен карбидов, которые берут на себя роль анодов. Они и приводят к увеличению скорости межкристаллитной коррозии сплавов.
Рекомендуем статьи по металлообработке
Для защиты нержавейки от перегрева в процессе сварочных работ используют метод охлаждения аргоном. А для хромоникелевых сплавов – технологию быстрого охлаждения шва.
Сварка полуавтоматом
Производительность этого способа значительно выше, чем при тиг сварке нержавейки. Он лучше, чем ручной метод, подходит для соединения толстостенных деталей. На полуавтомате работают с присадочной проволокой с большим содержанием никеля. Настраивая аппарат, учитывается, что ее температура плавления меньше, чем у других марок. Полуавтоматическую сварку нержавеющей стали аргоном выполняют используя:
- короткую дугу;
- струйный перенос;
- импульсный режим.
Преимущества аргонной сварки нержавейки
При выборе варианта проведения сварочных работ по нержавеющей стали аргонная сварка имеет ряд преимуществ, которые обусловлены технологией, а именно:
Прогреву подвергается только небольшая область около шва. С одной стороны это хорошо, но с другой – действовать надо очень осторожно, чтобы не произошел пережог.Помимо достоинств, аргонная сварка имеет и недостатки. Для ее проведения необходимо сложное и дорогостоящее оборудование, а также определенный опыт работы, знание материала и процесса.
Преимущества и недостатки
Аргонно-дуговая сварка имеет как особенности, так и недостатки. Разумеется, положительных моментов в ей больше, и они заключаются в следующем:
- Можно сваривать не только медь и алюминий, но и сталь.
- Шов получается аккуратным с эстетической точки зрения, при соблюдении техники подачи прутка и воздействия дугой.
- Аргонно-дуговую сварку цветных и черных металлов можно выполнить дома своими руками при наличии необходимого оборудования и расходников.
- Соединение получается прочным по всей глубине стыка, если предварительно были хорошо подготовлены детали. Снята фаска под углом 45 градусов, предусмотрен зазор и удалена оксидная пленка с поверхности.
- Таким способом можно сваривать тонкие детали без провара и прочих нежелательных дефектов.
- При автоматизации процесса сварки она выполняется не только качественно, но и быстро.
К недостаткам можно отнести:
Сложность процесса. Не имея подходящего оборудования, выполнить качественную сварку не получится. К тому же необходимо обладать определенным опытом, чтобы правильно подавать пруток и управлять дугой. Поэтому новичку в том деле придется неплохо поучиться.
Также цена профессионального оборудования будет достаточно высокой, но можно собрать компоненты по отдельности, что обойдется несколько дешевле.
Как настроить аргонную сварку по нержавейке: нюансы подготовки
Важным этапом, влияющим на конечный результат, является процесс подготовки нержавейки для последующей аргонной сварки:
- Тщательно обработать края деталей металлической щеткой, наждачной бумагой или провести автоматическую шлифовку.
- Обезжирить ацетоном, спиртом или бензином.
- Расположить свариваемые детали с зазором на расширение.
- Подогреть края деталей до +200…+300 °С при проведении работ по тонкой нержавейке. Это поможет снизить напряженность металла и избежать трещин.
Следующий этап – подбор присадочного материала или проволоки. Легирующих добавок в ней должно быть больше, чем в предназначенной для сваривания нержавейке. Сечение же проволоки подбирается исходя из толщины соединяемых деталей.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.
Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.
Марки сварочной проволоки для нержавейки
Технология аргонной сварки неплавящимся электродом из вольфрама
С помощью вольфрамового электрода аргонной сваркой соединяют детали с тонкими стенками (тонкостенные). Метод этот называется TIG-сваркой.
Для работы применяют два вида аппаратов: постоянного или переменного тока. Через горелку со вставленным электродом из вольфрама подается аргон. Шов формируется за счет плавки присадочной проволоки, которую подают вручную. Горелку перемещают также вручную, держа строго под углом 70–80° к шву.
Движение горелки идет вдоль линии соединения, без поперечных перемещений. Таким образом формируется стабильная сварочная ванна, исключающая попадание атмосферного кислорода и взаимодействие его с металлом. Рекомендуется одновременная подача аргона как с лицевой, так и с изнаночной стороны шва. Несмотря на больший расход газа, качество соединения будет выше.
Электрод не должен соприкасаться с поверхностью нержавейки. Для разжигания дуги используют угольные или графитовые пластинки, а затем ее переносят на металл. Делается это для предотвращения оплавления электрода и отсутствия следов на сварочном шве.
Важным этапом работы является настройка сварочного аппарата. Покажем это на примере соединения деталей толщиной в 1 мм. Используется аппарат постоянного тока с прямой полярностью (на электрод подается «+», а на детали «-»). Выбирается ток от 30 до 50 А с напряжением до 28 В. Работа проводится со скоростью от 12 до 28 см в минуту. За это время израсходуется от 3 до 5 л аргона. Присадочная проволока выбирается с диаметром от 0,8 до 1,6 мм, в зависимости от различных условий.
Угол наклона горелки – от 70° до 80°, угол подачи проволоки – от 10° до 15°. Для улучшения качества шва, а также увеличения срока службы вольфрамового электрода, аргон перекрывают спустя 10–15 секунд после остановки работы. При этом охлаждение шва и электрода происходит быстрее, а расход аргона увеличивается незначительно.
Этапы ручной аргонодуговой сварки
Для проведения сварки в аргоновой среде используют неплавящиеся электроды. Для работы потребуется:
- источник питания;
- горелка с вольфрамовым электродом;
- газовый баллон с аргоном;
- присадочная проволока.
Схема выполнения сварочных работ с использованием неплавящегося вольфрамового электрода в среде защитного газа изображена на рисунке:
Электрод располагается в держателе горелки и выступает на 2-5 мм вперед.
Его диаметр подбирают, ориентируясь на характер сварного шва и толщину соединяемых металлических деталей. Вокруг держателя электрода расположено сопло для подачи аргона в область сварки в момент проведения работ.
Сварка с поддувом аргона должна проводиться в такой последовательности:
- очистка поверхности зоны сварки;
- приведение горелки в рабочее положение: подача аргона для создания защитного слоя и розжиг дуги;
- процесс выполнения сварного шва.
Тщательную очистку кромочной поверхности соединяемых деталей от загрязнений и окисной пленки необходимо провести перед тем, как приступать к процессу сварки. Для этого используют механический или химический способом очистки с последующим обезжириванием поверхностей.
Затем приводят оборудование в рабочее состояние: подключается источник питания к электросети, к детали, подлежащей сварке, с помощью кнопок управления на горелке подается защитный газ, а сама деталь подключается к «массе». С помощью высокочастотного импульса разжигается дуга. Она будет замыкать цепь между электродом и металлом сварного изделия. Причем газ подается заранее секунд на 20 перед подачей тока для обеспечения защитного слоя.
Важно!Нельзя допускать касания вольфрамового электрода свариваемой поверхности, он должен располагаться на минимальном расстоянии в 2 мм от нее, чтобы создать малую сварочную дугу. В этом случае она обеспечивает максимальное проплавление металла по толщине.
Сразу после разжигания дуги сварщик приступает к созданию сварного шва в зоне, защищенной аргоном. Аргонная сварка проводится так:
Горелкой, находящейся в правой руке, сварщик медленно ведет дугу строго по линии шва, а левой рукой навстречу движению горелки подает присадочную проволоку в зону сварки. Проволока должна всегда располагаться перед горелкой под небольшим углом от 15о до 30о градусов к свариваемой поверхности, а электрод горелки составлять с ней угол около 90о.
Важно!Нельзя допускать резкую подачу присадочной проволоки при выполнении ручных сварочных работ, т. к. это ведет к образованию брызг расплавленного металла и неаккуратной линии шва.
После окончания работы, подача аргона не должна прекращаться сразу, чтобы не допустить окисления еще не остывшего металла шва.
Аргонная сварка нержавейки полуавтоматом
Аргонная сварка полуавтоматом значительно упрощает процесс, увеличивает его скорость, а также повышает качество сварочного шва. Чаще полуавтомат используют для соединения деталей большой толщины.
Существует несколько особенностей проведения аргонной сварки нержавейки с помощью полуавтомата:
- использование никельсодержащей проволоки;
- расходование вместе с аргоном углекислого газа при соединении толстых деталей – кромки шва смачиваются газом, уменьшая нагрев, что ведет к смягчению всего процесса;
- применение трех способов соединения: с короткой дугой, с технологией струйного переноса или импульсный метод.
Считается, что наибольший контроль процесса происходит при импульсной сварке, когда подача проволоки в рабочую зону происходит толчками. При этом снижается ее расход, что немаловажно по причине высокой стоимости. Сокращается площадь нагревания металла. Уменьшается его разбрызгивание.
Это приводит к снижению времени последующей окончательной обработки поверхностей рядом со сварочным швом, поскольку брызги расплавленного металла отсутствуют.
Применение двух других способов ограничивается толщиной соединяемой нержавейки. Струйный перенос используют для сваривания деталей большой толщины, короткая же дуга применяется к тонким изделиям.
Как варить нержавейку аргоном
Опытные сварщики советуют:
- Обеспечивать минимальную дугу при работе, а неплавкий электрод располагать максимально близко к свариваемому металлу не касаясь его. Большая дуга не позволяет проплавлять деталь на всю глубину шва и повышает его ширину, ухудшая качество соединения.
- Для предотвращения окисления не нужно допускать резкую подачу проволоки при ручной сварке. Она должна быть постоянно в защитной зоне аргона.
- Качество проплавления шва можно определить визуально по форме наплывов проволочной ванны. Если они удлинены в направлении сварного шва, то качество проплавления хорошее, если они круглые или овальные, проплав не достаточно глубокий.
- Конец шва нужно заваривать, уменьшая силу тока. При резком обрывании дуги и отводе горелки с аргоном защита расплавленного металла снижается, а это влияет на качество шва.
Если у Вас есть опыт работы по сварке изделий из нержавейки в аргоне, то Вы можете поделиться им в комментариях к этой статье.
Какое оборудование применяют для аргонной сварки нержавейки
Для аргонной сварки нержавейки необходимы:
- Инверторный источник сварочного тока (сварочный инвертор) – является источником питания сварочной дуги, обеспечивающим ее стабильное горение. Его выбор зависит от объема работ и свойств металла. Специалисты советуют для нержавейки применять источник, функционирующий на выпрямленном токе.
- Осциллятор – электронное устройство, поддерживающее и стабилизирующее сварочную дугу при использовании неплавящегося электрода из вольфрама.
- Горелка и токопроводящий узел – включают форсунку для газа и неплавящийся электрод.
- Аргон или его смеси с иными газами – подается из баллонов, где находится под давлением.
- Неплавящиеся электроды – в настоящее время на рынке широко представлены электроды для аргонной сварки нержавейки, стойкой к коррозии. Выбор зависит от шва и свойства материала.
- Присадочная проволока – выбирается в зависимости от марки нержавеющей стали.
- Спецодежда – роба, рукавицы и маска. А также средства для обработки нержавейки – обезжириватель и металлическая щетка.
Особенности аргонодуговой технологии
Как и сварочная дуговая, технология сварки в среде аргона основана на расплавлении области соединения металлов с помощью электрической дуги. Она может проводиться с помощью расплавляющихся и неплавящихся электродов.
Неплавящимися электродами обычно служат изделия из вольфрама, т. к. он отличается своей тугоплавкостью и выдерживает температуру металлического расплава. Официальное обозначение сварки неплавящимися вольфрамовыми электродами в среде нейтрального газа —TIG.
В этом случае зону соединения металлов заполняют присадочным материалом. Для этого используют металлическую проволоку, изготовленную из сплава, легированного теми же элементами, что и свариваемый металл. Главное правило при ее выборе — не ухудшить свойства основного металла шва. Поэтому важно:
Процентное содержание легирующих элементов в присадочной проволоке не должно быть меньше, чем в соединяемых металлических деталях.
Диаметр проволоки подбирают в соответствии с параметрами сварного шва и толщиной изделия.
При использовании плавящихся электродов в качестве их материала применяется проволока или пруток, которые также по требованиям к химическому составу должны соответствовать основному металлу изделий и при расплавлении не должны ухудшать его свойства.
Аргонодуговая сварка с поддувом может проводиться тремя способами:
- в полном автоматическом режиме;
- в режиме автоматической подачи проволоки;
- в ручном режиме проведения процесса.
При автоматическом режиме весь сварочный процесс полностью автоматизирован: и управление движением электрода, и подачу присадочной проволоки осуществляет автомат.
При полуавтоматическом режиме сварочным аппаратом управляет человек, а подача присадочной проволоки регулируется автоматически.
В ручном режиме весь сварочный процесс проводится сварщиком.
Нейтральный газ в сварочной зоне выполняет две функции. Он служит защитной средой от агрессивного действия компонентов воздуха и регулирует прохождение импульса тока через ионизацию дугой.
При аргонодуговой сварке эти функции обеспечивает газ аргон. Он предотвращает расплавленный металл сварного шва от взаимодействия с компонентами воздуха, т. к. значительно тяжелей воздуха (на 38%) и поэтому выдавливает его из сварной зоны, заполняя рабочее пространство и надежно изолируя расплав от контакта с атмосферной средой.
Для каких целей применяется защитная среда? Дело в том, что при достижении высоких температур многие высоколегированные стали и сплавы цветных металлов легко вступают в реакцию с кислородом и азотом, присутствующих в составе воздуха, образуя соединения, которые вредят их прочности и лишают устойчивости к коррозии. Аргон — нейтральный газ, он не реагирует на компоненты разогретых металлических сплавов, поэтому служит своеобразной завесой, препятствующей контакту разогретого металла с воздухом, предотвращая его взаимодействию с агрессивными газами воздуха.
Иногда, особенно при ванной сварке, для исключения образования пористости сварного металла к аргону добавляется небольшой объем кислорода (3-5%). Он берет на себя роль чистильщика жидкого расплава, взаимодействуя с его поверхностными вредными включениями, которые в дальнейшем выгорают или всплывают на поверхность расплава в виде шлаков.
Кроме того, инертный газ имеет повышенную склонность к ионизации, а это влияет на характер прохождения направленных электронов сварной дуги к поверхности металла, а, следовательно, и параметры силы сварного тока.
Настройка аппарата и тонкости аргонной сварки труб из нержавейки
Создание трубопроводов из нержавейки требует соединения его частей. Особенностью таких сварочных работ является необходимость защиты шва газом внутри трубы.
Для этой цели используют метод заглушки одного конца соединяемой трубы подручными материалами:
В заглушку вставляют трубку, необходимую для подачи аргона. После чего конструкция закрепляется скотчем. Аргон подают под небольшим давлением, которое определяется путем визуального осмотра. Главным критерием служит отсутствие расплавленного металла в выдуваемом из трубы воздухе.
Самодельная, но удобная конструкция поможет сделать сварочный шов ровным и качественным.
Для соединения нержавейки толщиной в 3 мм аппарат настраивают на ток в 65 А. Заварка кратера шва должна длиться 3 секунды. А подача аргона после завершения работы – 4 секунды.
Советы опытных сварщиков
- Одна из первых рекомендаций – внимательно изучить всю информацию касательно режима нагрева, особенностей сплава, возможностей сварочного аппарата и нюансов блока деталей. Не лишним будет ознакомиться с примерами технологических (операционных) карт, составляемых на производстве для конкретных сварочных операций. При этом обязательно нормируются такие параметры, как: расход газа, режим сварочного тока, скорость подачи электрода (для автоматических аппаратов), толщина и материал свариваемых деталей.
- Включать подачу аргона в зону необходимо на 20 секунд раньше, чем запускается розжиг, и выключать не ранее чем через 10 секунд после ее выключения.
- Чтобы электрод и присадочная проволока не окислялись, они должны постоянно находиться в зоне газовой защиты.
- Присадочную проволоку подают в зону плавления под углом и к электроду, и к сварочному шву. Это позволит получить более качественную и узкую полосу сварки.
- Перемещать горелку по шву следует аккуратно, без поперечных резких движений – это делает шов неровным и излишне широким.
- Чем меньше величина дуги, тем глубже и ровнее получится шов, но уменьшение дуги требует максимального приближения электрода и присадочной проволоки к сварочной ванне.
- Завершать работу резким выключением дуги нельзя. Необходимо заваривать кратер с постепенным уменьшением силы тока (регулируется реостатом аппарата).
- При работе с объемными или сложной формы деталями необходимо заранее предусмотреть возможность постепенного перехода сварщика от одного участка к другому и, соответственно, нужной длины шланга и в некоторых случаях использования мобильной платформы для сварочного аппарата и баллона с редуктором. В других случаях удобнее использование поворотного/подвижного стола с жестко закрепленным на нем свариваемым блоком.
Итоговые рекомендации специалистов по аргонной сварке нержавейки
Использование аргонной сварки для нержавейки требует опыта и знаний, которые можно получить у специалистов в данной области – профессиональных сварщиков.
Вот несколько их рекомендаций:
- Работать нужно, держа электрод на самом малом расстоянии от металла, но не прикасаясь к нему. При этом образуется минимально возможная дуга. Делается это для улучшения качества шва. Поскольку длинная дуга не будет прогревать шов по глубине, в результате чего он будет расширяться.
- Подавать проволоку необходимо ровно, стараясь держать ее в зоне действия аргона. Это поможет избежать окисления при ручной аргонной сварке.
- Оценить качество проплава можно по форме наплывов, появляющихся в результате плавки присадочной проволоки. Вытянутая вдоль шва форма говорит о хорошем качестве. А круговой или овальный наплыв расскажет о недостаточном или неполном проплавлении.
- Постепенно снижать величину тока, приближаясь к окончанию шва. Необходимо избегать резкого отрыва дуги для повышения уровня защиты горячего шва и, соответственно, его качества.
Метод аргонной сварки хоть и считается сложным, однако таковым не является. Он не намного труднее обычного. Его можно освоить в достаточно короткие сроки, а профессионализм придет с опытом. Стоимость же дополнительного оборудования с лихвой окупится возможностью, помимо нержавейки, варить медные, алюминиевые или бронзовые детали, а также их сплавы.
Плюсы и минусы такого способа
Сварка нержавейки аргоном имеет немало преимуществ, которые обеспечены ее технологией:
- При защите свариваемого шва аргоном исключается действие на расплав воздуха, негативно влияющего на горячий металл. Это дает возможность получить прочный ровный шов с равномерным проплавом по глубине.
- Металл, обладающий низкой теплопроводностью, нагревается мало. Исключение составляет только небольшая область шва. Кроме трудностей при выполнении сварки (боязнь прожога), это является и положительным фактором, т. к. дает возможность соединять детали, имеющие сложную конструкцию, без изменения их формы.
- Сварочная работа проводится быстро, благодаря высокой температуре дуги.
Не обходится эта технология и без недостатков. К ним относится:
Необходимость в достаточно сложном оборудовании, которое требует точности настройки, а также определенные навыки и знание тонкостей процесса.
Сварка нержавеющей стали (нержавейки) – основные моменты
Нержавеющая сталь является очень популярным материалом. Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Наиболее ходовым способом работы с нержавеющей сталью являются сварка. Сварочный процесс обладает нескольким особенностями:
- невысокий уровень свариваемости значительно влияет на формирование соединения;
- низкая теплопроводимость нержавейки приводит к тому, что свариваемые изделия проплавляются даже при достаточно небольших величинах силы тока;
- высокий коэффициент расширения означает, что при нагреве изделие как бы растягивается. В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;
- при нагреве более 500°С в изделиях из нержавейки возникает межкристаллитная коррозия. Чтобы этого избежать нужно тщательно подбирать режим сваривания, а также принудительно охлаждать свариваемые детали.
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Применяемые электроды
Чтобы хорошо понимать, какими электродами варить нержавейку, стоит помнить о тепловом коэффициенте металла. Для этого подбираются стержни электродов, имеющие тот же состав, что и свариваемый элемент. Это обеспечивает взаимодействие основного и присадочного материалов, предупреждая появление дефектов.
Возможный вариант используемых электродов:
- «ЦЛ-11». Это довольно дорогие расходные материалы, покрытые специальной обмазкой, и хорошо изолирующие сварочную ванну от внешних факторов воздействия. Металл стержня хорошо вплавляется в основной материал и создает прочное соединение.
- «НЖ-13» являются еще одним подходящим расходным материалом. Они создают надежный шов с ударной вязкостью в 120 Дж/см, и предотвращают явление межкристаллитной коррозии. Отличие электродов состоит в образовании тонкого слоя шлака, который после остывания поверхности и сжатия материала до первоначального размера, отпадает самопроизвольно. Это ускоряет процесс обработки сварного соединения, когда требуется выполнить много швов.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность – обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов – 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения – 35-75 А, электрод Ø – 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.: постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка – 2 мм.;
- переменный ток, 45-85 А, Ø – 2 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
Что представляет собой сварка электродом?
Ручная дуговая сварка электродом — это процесс, при котором плавится электрод, расплавляя собой металл. В процессе горения электрода сгорает и его обмазка, которая образует в процессе сгорания газозащитную среду, защищающую расплавленный металл от кислорода.
Электрод не только плавит металл, но и служит в качестве присадочного материала, когда основного металла явно недостаточно для заполнения сварочной ванны. Подобная технология сварки именуется как ММА (Manual Metal Arc).
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм. , то сила тока должна быть равна 40-60 А, Ø электрода – 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка – 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня – 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника – 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать “замок”, чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
Полезное видео
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных температурах.
Другие марки смотрите в разделах для коррозионностойких высокопрочных сталей и для коррозионностойких кислотостойких сталей.
Особенности нержавеющей стали
Как правильно варить нержавейку электродами знают опытные сварщики, чьи рекомендации есть на видео. Работа с этим материалом отличается от сваривания обычной стали. Поскольку данный металл ценят за его устойчивость к коррозии, то большинство изделий из него предназначены для работы с водой и под давлением. А проблемой начинающих сварщиков становится течь, появляющаяся после остывания шва. Как заварить проблемное место в домашних условиях можно понять, если разобраться в физических свойствах металла.
Нержавеющая сталь обладает высоким коэффициентом расширения. Это означает то, что при нагреве расстояние между молекулами увеличивается больше, чем у других видов металлов. При остывании происходит обратный процесс, «стягивающий» изделие до первоначальных пропорций. Инородный металл, входящий в состав шва, и обладающий меньшим коэффициентом расширения, будет при этом «рваться», оставляя за собой микротрещины, дающие течь в работе начинающего сварщика. Это обязывает подбирать качественный присадочный материал (стержень электрода), способствующий взаимодействию основного и наплавляемого металла.
Второй проблемой в работе с нержавеющей сталью является ее низкая температура плавления. Сильный нагрев от электродуги приводит к тому, что сварочный участок перегревается, и легирующие элементы, отвечающие за антикоррозийные свойства, выгорают. В результате, получив герметичное соединение, можно обнаружить скорое появление следов ржавчины в месте проведения сварки. Эта особенность требует подбора правильных режимов сварки и ведения шва в шахматном порядке, чтобы предотвратить местный перегрев.
Третьей проблемой служит реакция углерода на попадание кислорода в сварочную ванну. Это приводит к выделению газа на поверхности кристаллизующегося шва, и образованию крупных пор. Сваривать металл становится практически невозможно. Чтобы предотвратить это явление, сварочная ванна должна хорошо защищаться от внешней среды. Для этого используют защитный газ или обмазку электродов, создающую газовое облако в зоне сварки.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.
Электрооборудование, свет, освещение
139 votes
+
Голос за!
—
Голос против!
Металлург Гарри Бреарли из Англии в 1913 году при работе над проектом, связанным с улучшением оружейных стволов, обнаружил случайно, что добавление в низкоуглеродистую сталь хрома придает ей способности сопротивляться кислотной коррозии. Добавление в сталь хотя бы 12% хрома делает её коррозионностойкой и нержавеющей, а увеличение содержания хрома до 17% делает её стойкой к агрессивной среде.
Свойства нержавеющей стали
Согласно классификации нержавеющие стали принято относить к высоколегированным сталям, что являются устойчивыми к коррозии. Хром, который содержится в стали, при взаимодействии с кислородом образует невидимый и тонкий слой оксида хрома, который называют оксидной пленкой.
Атомы хрома и их оксиды имеют подобные размеры, поэтому они вплотную примыкают между собой на поверхности металла и образуют стабильный слой, который имеет толщину всего лишь в несколько атомов. Если поцарапать или порезать поверхность нержавеющей стали, то оксидная пленка разрушится. Однако вместе с этим создаются новые оксиды, которые восстанавливают поверхность и защищают ее от окислительной коррозии.
Благодаря своим прочностным и антикоррозионным характеристикам, нержавеющие стали активно применяются в промышленности и быту. Изделия, что изготовлены из нержавейки, вы можете встретить везде, — начиная от кухни в каждой квартире и заканчивая цехами-гигантами химического производства.
Оборудование для сварки нержавейки в современном мире позволяет создавать такие сложные изделия, как разнообразные конструкции с нержавейки высокой прочности, перила для лестниц, нержавеющие трубы, листы, сетки, полосы, уголки, нержавеющие баки самого разнообразного назначения, нержавеющие вешалки.
Нержавеющая сталь вместе со стеклом и некоторыми синтетическими материалами является почти незаменимым материалом для создания оборудования для обработки и транспортировки пищевых продуктов, изготовления хирургического инструмента, разнообразных металлических конструкций. Это объясняется высокими гигиеническими, токсикологическими и эстетическими требованиями.
Гигиена в пищевой отрасли имеет высочайшее значение. Существуют конкретные требования, которые касаются смываемости тяжелых металлов с такого оборудования, которое постоянно находится в контакте с пищевыми продуктами. Марками нержавейки, которые используются в пищевой промышленности, выступают AISI 304 и 316.
Состав нержавеющей стали
В составе нержавейки основным легирующим элементом выступает хром с содержанием 12 — 20%. Если содержание хрома составляет больше 17%, такие сплавы являются коррозионностойкими в агрессивных и окислительных средах.
В составе нержавеющей стали также присутствуют элементы, которые отвечают за специфические физико-механические и увеличивающие антикоррозионные свойства нержавейки: никель, молибден, ниобий, титан и марганец. Ниобий, молибден и хром увеличивают коррозионную стойкость, а никель уменьшает теплопроводность и электропроводность стали.
Нержавеющая сталь по химическому составу бывает хромистой, хромоникелевой и хромомарганцевоникелевой. Хромистая нержавейка применение нашла в качестве конструкционного материала для изготовления клапанов гидравлических прессов, арматуры крекинг-установок, турбинных лопаток, режущих инструментов, пружин и прочих предметов быта.
Хромоникелевая нержавейка используется в различных отраслях промышленности. Отмечаются такие свойства нержавеющей стали аустенитного класса. Благодаря собственной структуре поверхность нержавеющей стали считается высококачественной и не нуждается в дополнительной обработке для использования в пищевой промышленности.
Хромоникелевая аустенитная нержавейка не способна магнититься, что позволяет её легко отличить от прочих сплавов, а также применять подобное свойство в промышленности. Особо отличается сталь 12Х18Н10Т, которая используется для сварных конструкций, бытовых приборов, в архитектуре и строительстве зданий различного назначения.
Разновидности нержавейки
Выделяют три основных вида нержавеющей стали — аустенитная, ферритная и мартенситная нержавейка. Эти типы определяются микроструктурой нержавеющей стали, а также преобладающей кристаллической фазой.
Аустенитные стали в качестве основной фазы имеют аустенит. Подобные сплавы содержат никель и хром, иногда азот и марганец. Самой известной нержавеющей сталью аустенитного класса является 304 сталь, которую называют иногда T304, с содержанием 18-20% хрома и 8-10% никеля. Подобное содержание элементов делает нержавеющую сталь немагнитной и придает ей высокие коррозионные свойства, пластичность и прочность, благодаря чему они используются повсеместно в различных областях промышленности.
Ферритные стали в качестве основной фазы имеют феррит. Данные стали содержат хром и железо. Основной вид подобной нержавеющей стали – сталь 430, что содержит 17% хрома. Ферритные стали являются менее пластичными, чем аустенитная сталь. Стали не закаляются посредством термической обработки и, как правило, применяются в агрессивной среде.
Мартенситные стали имеют характерную микроструктуру, которую наблюдал впервые микроскопист Адольф Мартенс из Германии в 1890 году. Мартенситная нержавеющая сталь является низкоуглеродистой сталью, основным видом среди которой является сталь 410, что содержит 12% хрома и около 0,12% углерода. Мартенсит способен придавать стали высокую твердость, однако вместе с этим снижает ее жесткость и делает её хрупкой. Поэтому этот тип стали используется в слабоагрессивной среде, к примеру, при изготовлении режущих инструментов и столовых приборов.
Виды аустенитной нержавейки
Виды сталей самой популярной аустенитной группы обозначают дополнительным номером, указывающим на химический состав:
- Нержавеющая сталь A1, как правило, используется в подвижных и механических узлах. Из-за высокого содержания серы подобная сталь имеет низкое сопротивление коррозии, чем прочие типы нержавейки.
- Нержавейка A2 является самой распространенной, нетоксичной, немагнитной, незакаливаемой, устойчивой к коррозии сталью, которая легко поддается сварке и после этого не становится хрупкой. А2 проявляет магнитные свойства после механической обработки. Крепежи и изделия из нержавейки A2 не подходят для применения в кислотах и средах, которые содержат хлор, к примеру, в соленой воде и бассейнах. Пригодна А2 для температуры вплоть до минус 200 градусов по Цельсию.
- Сталь A3 отличается похожими свойствами, как и нержавейка A2, и стабилизирована дополнительно титаном, танталом и ниобием. Это улучшает ее качества сопротивления против коррозии при высокой температуре.
- Нержавеющая сталь A4 является похожей на нержавейку A2, но в своем составе имеет 2-3% молибдена. Это придает ей в большой степени высокие способности сопротивляться кислоте и коррозии. Такелажные изделия и крепеж из A4 применяются в судостроении. Пригодна нержавеющая сталь А4 для температуры до минус 60 градусов.
- Нержавейка A5 имеет похожие свойства, которые присущи стали A4, и дополнительно стабилизирована танталом, ниобием и титаном, но с разным содержанием легирующих добавок для повышения ее сопротивляемости высоким температурам.
Свариваемость нержавейки
Перед тем, как приступить к сварке нержавейки своими руками, рекомендуется ознакомиться с ее особенностями. Сварка нержавейки является достаточно трудным занятием, которое зависит от многих параметров. Наиболее важным среди них выступает свариваемость — способность металла образовывать сварное соединение, материал шва которого имеет аналогичные или близкие механические свойства к металлу основы.
На свариваемость нержавеющей стали влияет ряд характеристик, которыми она обладает:
- Большое значение показателя линейного расширения и существенная литейная усадка, которая возникает из-за этого, высокая литейная усадка способствуют росту деформации металла при сварке и после нее. Если между свариваемыми деталями, обладающими значительной толщиной, отсутствует достаточный зазор, то могут образоваться огромные трещины.
- Теплопроводность, что снижена по сравнению со сталями низкоуглеродистыми в 1,5 — 2 раза, способна вызывать концентрацию теплоты и усиливать проплавление металлов в зоне сварки. При сварке нержавейки из-за этого возникает потребность уменьшения силы на 15 — 20% тока по сравнению с током для обычной стали.
- Высокое электрическое сопротивление провоцирует очень сильный нагрев электродов из высоколегированной стали. Чтобы уменьшить отрицательный эффект, изготовляют электроды с хромоникелевыми стержнями, которые имеют длину не больше 350 миллиметров.
- Важным свойством нержавейки выступает склонность высокохромистой стали к потере собственных антикоррозийных свойств при применении неправильного термического режима или неправильном использовании аппарата для сварки нержавейки. Данное явление называют межкристаллитной коррозией. Его природа заключается в том, что при температурах больше 500 градусов по Цельсию по краям зерен формируется карбид хрома и железа, которые становятся впоследствии очагами коррозионного растрескивания и самой коррозии. С подобными явлением борются различными методами, к примеру, с помощью быстрого охлаждения места сварки любой методикой, вплоть до поливания водой, для уменьшения потерь коррозионной стойкости.
Особенности сварки нержавейки
При сварке нержавейки рекомендуется учитывать некие отличия её физических свойств от характеристик углеродистого проката. К примеру, стоит брать во внимание, что уделенное электрическое сопротивление приблизительно в 6 раз больше, на 100 градусов меньше точка плавления, теплопроводность достигает одной трети от аналогичного показателя углеродистого проката. Показатель теплового расширения по длине составляет на 50% больше.
Сварку нержавейки в домашних условиях выполняют разными методами. Ручную дуговую сварку нержавейки вольфрамовыми электродами в инертной среде обычно применяют, когда толщина материала составляет больше 1,5 миллиметров. Для сварки труб и тонких листов используют дуговую сварку плавящимися электродами в инертном газе.
Импульсная дуговая сварка плавящимися электродами в инертном газе предназначена для листов, которые имеют толщину 0,8 миллиметра. Сварка короткой дугой плавящимися электродами в инертной среде прописана для листов, толщина которых 0,8-3,0 миллиметра, а сварка со струйным переносом металла плавящимися электродами в инертном газе — для листов, что имеют толщину больше 3,0 миллиметров.
Плазменная сварки нержавеющей стали может использоваться для широкого диапазона толщины и применяется в наше время достаточно широко. Дуговая сварка нержавейки под флюсом предназначена для материалов, толщина которых больше 10 миллиметров. Однако самыми популярными методами остается технология сварки нержавейки покрытыми электродами, вольфрамовыми электродами в среде аргона и аргонная полуавтоматическая сварка нержавеющей проволокой.
Подготовка кромок нержавеющих деталей практически не отличается от подготовки изделий из стали низкоуглеродистой, за исключением одного нюанса – в сварном стыке должен быть зазор для обеспечения свободной усадки швов.
Поверхности кромок перед сваркой принято зачищать до блеска стальной щеткой и промывать растворителем – к примеру, авиационным бензином или ацетоном для удаления жира, который вызывает появление в шве пор и уменьшение устойчивости дуги.
Ручная сварка нержавейки покрытыми электродами
Сварка нержавеющей стали покрытыми электродами способна обеспечить без особых проблем приемлемое качество швов. Поэтому если вы не предъявляете к сварному соединению особых требований, искать другой способ сварки нержавейки нет резона.
К покрытым металлическим электродам для ручной дуговой сварки нержавеющей стали относят электроды особого состава ОЗЛ-8, НИАТ-1, ЦЛ-11. Выбирать рекомендуется электроды, обеспечивающие основные эксплуатационные характеристики сварного соединения – высокие механические свойства, значительную коррозионную стойкость и жаростойкость.
Сварку принято производить с помощью постоянного тока обратной полярности. Стремитесь к меньшему проплавлению шва, техника сварки нержавейки предполагает использование электродов, которые имеют небольшой диаметр, при минимальной тепловой энергии. При сварке нержавеющей стали сила тока должна быть примерно на 15-20% меньше, чем для обыкновенной стали.
Использование большого тока из-за низкой теплопроводности и высокого электрического сопротивления электродов может спровоцировать перегрев их покрытия и даже отваливание отдельных кусков. Электроды для сварки по данной причине отличаются высокой скоростью плавления, по сравнению с обычными стальными. Приступая к сварке нержавейки впервые, нужно к этому быть готовым.
Чтобы сохранить коррозионные характеристики шва, необходимо обеспечить его ускоренное охлаждение при использовании для этого медных прокладок или обдувания воздухом. Если сталь причисляется к хромоникелевым сталям аустенитного класса, вы можете использовать для охлаждения воду.
Сварка вольфрамовыми электродами в среде аргона
Сварку нержавеющей стали данным методом применяют в ситуациях, когда свариваемый металл очень тонкий или предъявляются к сварному соединению повышенные требования качества. Нержавеющие трубы, которые используются для перемещения под давлением жидкостей или газов, сваривать лучше всего именно вольфрамовыми электродами в инертной среде.
Сварку проводят в среде аргона постоянным или переменным током прямой полярности. Желательно использовать в качестве присадочного вещества проволоку, которая имеет более высокий уровень легирования, чем главный металл. Выполняют работу электродами без колебательных движений, иначе можно нарушить защиту зоны варки, что провоцирует окисление металла шва и увеличивает стоимость сварки нержавейки.
Обратную сторону шва защищают поддувом аргона от воздуха, однако нержавеющая сталь к защите обратной стороны не является такой критичной, как титан. Исключите попадание вольфрама в сварочные ванны. Поэтому целесообразно применять бесконтактный поджог дуги или проводить зажигание дуги на графитовой или угольной пластинке, перенося ее на основной металл.
После окончания процедуры с целью меньшего расхода вольфрамового электрода защитный газ сразу не выключайте. Это следует делать спустя определенное время — 10-15 секунд. Это поможет исключить интенсивное окисление нагретых электродов и продлить срок его службы.
Механические методы обработки нержавейки
Помните, что использовать разрешается только такие рабочие принадлежности, которые предназначаются для обработки нержавеющего проката, и которые вы видели на видео о сварке нержавейки: специальные шлифовальные ленты и круги, щетки из нержавеющей стали, нержавеющие дроби.
Травление считается самой эффективной методикой дальнейшей обработки сварных швов. Если правильно выполнить травление, то вы сможете устранить зону с низким содержанием хрома и вредный оксидный слой. Травление выполняют посредством погружения в кислоту, покрытия пастой или поверхностного нанесения зависимо от условий.
При травлении чаще всего используют смешанную кислоту: азотную и фтористоводородную кислоту в таких пропорциях – от 8 до 20% азотной кислоты и 0,5 – 5% фтористоводородной кислоты, вода выступает в качестве остального компонента. В народе с этой целью используют крепкий настой чая.
Время травления нержавеющего аустенитного проката зависимо от концентрации кислоты, температуры, сорта проката, толщины окалины. Помните, что кислотоупорный прокат нуждается в более продолжительном времени обработки, чем нержавеющий прокат. Доведение уровня шероховатости сварных швов до соответствующего показателя главного листа посредством полирования или шлифования после процедуры травления повышает еще более стойкость конструкции к коррозии.
Профилактика дефектов после сварки
Процесс нержавеющей стали имеет некие особенности. Если их не учитывать особенностей сварки нержавейки, в итоге возникнут некоторые дефекты сварных швов и нежелательные эффекты. К примеру, через определенное время после процедуры в области сварных швов может формироваться так называемая «ножевая» коррозия.
Результат воздействия высокой температуры – горячие трещины, которые возникают из-за аустенитной структуры сварных швов. Причина хрупкости швов кроется в длительном воздействии высокой температуры, а также стигматации.
Чтобы предотвратить возникновение горячих трещин, принято использовать присадочные материалы, которые позволяют формироваться прочным швам. Содержание феррита при этом составляет не меньше 2%. Также с этими целями рекомендуется проводить дуговую сварку с малой длиной дуги. Не следует кратеры выводить на основной металл.
Автоматическую сварку принято осуществлять при уменьшенных скоростях. Лучше всего сделать меньше подходов. Увеличение скорости и применение короткой дуги существенно уменьшают риски возникновения сварочных деформаций и цену сварки нержавейки. Благоприятно влияет на стойкость нержавейки к коррозии сварка на максимальной скорости.
Таким образом, нержавейка бывает разных видов и различного состава. Присутствие в металле хрома определяет основные свойства, за которые нержавейка и ценится в разных отраслях промышленности. Зависимо от конечного результата, существует много способов её сварки. Один из них обязательно подойдет и вам!
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Не рекомендуется резко охлаждать изделие.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Общая информация
Существует общемировая классификация металлов, согласно которой нержавейка относится к классу высоколегированных сталей. А это значит, что такой металл будет особенно устойчив к коррозии и разрушению. Для потребителя это безусловный плюс, а вот для сварщика это скорее недостаток.
Устойчивость к коррозии обеспечивает оксидная пленка, покрывающая лист нержавеющей стали. Пленка состоит из хрома и кислорода, она невидима, но при этом способна к регенерации. Если поцарапать лист нержавейки, то пленка потеряет свои свойства, но спустя время восстановится. Отсюда невероятная долговечность использования изделий из нержавеющей стали.
Благодаря своим достоинствам нержавейка стала очень популярна, ее широко применяют при производстве изделий для быта и для крупной промышленности. Вы с одинаковой вероятностью обнаружите дома стальную нержавеющую кастрюлю и узнаете о производстве стальных комплектующих для лабораторий.
На этом фоне очень востребована сварка труб из нержавейки и любая сварка тонкой нержавейки. Любому мало-мальски опытному сварщику нужно уметь выполнять такой вид работ. Тем более, обучиться этому несложно. Все, что сказано в этой статье, относится и к домашней сварке.
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.
Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т. д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
Нормы расхода материалов при сварочных работах, правила подсчёта
Специфика операций
Сварка в аргоновых средах востребована при работе с трубными изделиями из нержавейки, входящих в состав систем транспортировки промышленных жидкостей и газов. Высокое качество сварного соединения позволяет применять метод и при сваривании нержавеющих труб, эксплуатируемых под достаточно высоким давлением.
Основным ручным инструментом, используемым при работе с защитным газом, является специальная горелка с зафиксированным на ней электродом, через сопло которой к месту сваривания нержавейки подаётся струя аргона.
Качественный сварной шов подготавливается с помощью проволоки, специально подаваемой к месту формирования дуги в ручном режиме. При этом все перемещения и манипуляции с горелкой также выполняются только вручную.
Данная технология, в отличие от других методов обработки нержавейки, исключает какие-либо поперечные смещения электрода и подносимой к нему присадочной проволоки.
Единственно допустимое направление их перемещения – строго вдоль оси образуемого соединения. Положение горелки при проведении сварочных операций должно соответствовать рисунку, изображённому на фото.
Требования к манипуляциям сварщика в рабочей зоне обеспечивают постоянство нахождения сварочной ванны в пределах радиуса действия газовой защиты. Это является необходимым условием получения прочного соединения деталей из нержавейки. Также следует позаботиться о том, чтобы защититься от воздушного слоя с обратной стороны шва, обдуваемого струёй аргона.
Общий расход аргона в этом случае существенно возрастает, зато качество соединения нержавейки на всех участках шва повышается. С общими положениями о расходовании аргона при данном виде сварки, а также с используемым при этом оборудованием будет рассказано далее.
Как самостоятельно провести сварку нержавейки аргоном
Нержавеющая сталь содержит большое количество легирующих веществ, которые активно вступают в химическую реакцию с кислородом, азотом. При сварке нержавейки аргоном ванна защищена. Окисление компонентов не происходит. Остается преодолеть остальные характеристики металла, которые создают сложности при соединении двух высоколегированных деталей. Для этого производят подготовку зоны шва, используют неплавящиеся электроды.
Сварка нержавейки аргоном
Технология
Аргоновая сварка нержавейки проводится по обычной технологии в среде защитных газов. Присадочную проволоку следует перемещать только вдоль шва. Электрод не должен касаться металла, ванна разгоняется дугой. Следует следить, чтобы все расходные материалы были закрыты аргоном.
Шов прочнее, если аргонодуговая сварка производится с дополнительным поддувом защитного газа. Он направляется с обратной стороны. С одной стороны трубу можно закрыть, а с другой запустить газ.
Для розжига дуги используют осциллятор или графитовую пластину. Касаться электродом детали нельзя, в месте контакта сразу образуется прожог.
Подача газа продолжается 4–8 секунд после завершения работ.
Для соединения тонких листов используют медные подкладки. Их крепят на обратной стороне шва для отвода лишнего тепла.
Плюсы и минусы
Для защиты от окисления, разрушения используют инертный газ, который значительно дороже углекислоты. Расход аргона при сварке нержавейки зависит от толщины свариваемого металла и скорости подачи проволок, она составляет 10–20 л/мин.
Дополнительный обдув с обратной стороны деталей из нержавейки требует еще 6–7 л/мин. Увеличивается стоимость работ.
С другой стороны получается прочный, качественный шов. Его делают на ответственных деталях, трубопроводах, емкостях под агрессивные жидкости.
Сварка тонкой нержавейки осуществляется вольфрамовым электродом встык. Медные пластины-подкладки можно применять многократно, при массовом производстве придать им любую форму. Сокращаются расходы на рихтовку и послесварочную нормализацию.
Оборудование и расходные материалы
При обработке нержавейки нельзя поджигать дугу стандартным способом, чиркая по детали. Оборудование должно обеспечивать бесконтактный розжиг дуги. Таким требованиям соответствует инвертор и полуавтомат, работающие в режиме аргонодуговой сварки. Сварочный аппарат и газовый баллон должны работать синхронно, от одной кнопки на держателе.
Равномерное распределение газа обеспечивает мундштук с сеточкой и широким соплом. Его одевают на горелку. В результате газ идет широким потоком, закрывая всю ванну и шов. У него небольшая скорость, он не выдувает расплавленный металл и не деформирует шов.
Для изделий из нержавейки важно, чтобы присадочная проволока подбиралась одной марки или максимально близкая по содержанию хрома, никеля, марганца.
Вольфрамовый электрод подбирается диаметром меньше, чем зазор между деталями. Обычно используется электроды диаметром 1–1,6 мм. Край затачивается, делается острым.
Подготовка
При подготовке следует учитывать некоторые особенности нержавейки:
- низкую теплопроводность;
- высокую температуру плавления;
- большое количество легирующих веществ;
- большое удельное расширение.
Толстостенные детали рекомендуется нагреть до 200–300 ⁰C. Это снизит разницу температур между швом и основным металлом. В результате уменьшится риск образования переходной крупнозернистой зоны вдоль линии сварки.
Непосредственно перед сваркой готовятся кромки деталей. Их надо очистить от грязи, пыли, жира. Затем протереть очищенным бензином или ацетоном. Завершает очистку обработка мягким абразивным кругом или шкуркой.
Выставляя детали под прихватку, следует оставить между ними большой зазор. При нагреве от сварочной ванны края не должны соединиться и давить друг на друга, вызывая деформацию.
Прихватки следует делать тем же электродом, что будет накладываться коренной шов.
Правила и этапы проведения сварочных работ
Сварка в среде аргона используется для соединения труб из нержавеющей стали. При прокладке трубопроводов повышенной ответственности и создания резервуаров, внутрь подается аргон. Он защищает обратную сторону шва от окисления и выгорания хрома.
Сначала торцы обрезаются ровно, протравливаются и зачищаются. Затем трубы жестко фиксируются в специальном приспособлении. Это позволяет варить без прихваток.
Шов накладывается за 2 прохода снизу-вверх с небольшим переходом в местах соединения. Толстостенный детали после охлаждения зачищают от шлака, проверяют качество шва и накладывают второй слой. Делать это нужно сразу, пока температура стыка не упала ниже 150⁰.
Ручная
Для ручной сварки неплавящимся вольфрамовым электродом присадочную проволоку укладывают заранее в шов или подводят ее впереди ванны вдоль шва.
Газ включается за 2–4 секунды до образования дуги. Это обеспечивает защиту всего шва и горячего металла. После завершения аргон еще 4 секунды обдувает шов.
Сам вольфрамовый электрод не плавится, только с помощью дуги разогревает свариваемую нержавейку и присадочную проволоку, и смешивает их.
Полуавтоматом
При сварке полуавтоматом в среде аргона проволока одновременно выполняет обязанность присадочного материала и электрода. Она подается с постоянной скоростью, плавится от дуги и температуры ванны. Рекомендуется соблюдать следующие требования:
- ванну перемещать дугой, не касаясь металла;
- длина дуги должна быть 7–12 мм;
- вылет проволоки из горелки 6–9 мм;
- состав смеси газов 30% аргона, остальное углекислота;
- газ должен быть сухой, без примеси воды;
- горелка располагается прямо и с наклоном до 80⁰.
Следует выбирать оборудование, в котором с изменением напряжения автоматически меняется скорость подачи проволоки и расход газа. Полуавтоматом можно варить в шов в любом пространственном положении. Вертикаль только снизу. TIG-сварка или Сварка аргоном для новичка.С чего начать?
Источник: https://metalloy.ru/obrabotka/svarka/nerzhavejki-argonom
Расходование инертного газа
Расход аргона при сварке нержавейки в каждом конкретном случае определяется стоящими перед исполнителем задачами и объёмами сварочных операций.
При этом для объектов, требующих наплавления значительного количества свариваемого материала расход рассчитывается на каждый килограмм проволоки. Этот способ считается наиболее универсальным и очень часто используется в условиях серийного производства изделий из нержавейки.
Ещё один принцип расчёта объёма аргона основывается на том же показателе его расхода, но уже в литрах на метр полученного шва. Таким способом удобнее всего пользоваться при сварке одинаковых (однотипных) деталей из нержавейки и на малых производствах. Формула для расчёта в этом случае несколько усложняется и выглядит так:
Рг = (Руг*Т + Рдг),
- Руг – это удельный показатель расхода аргона в заданных условиях, определяемый по таблице;
- Т – общая продолжительность сварки аргоном;
- Рдг – поправочный показатель, учитывающий расходы аргона на подготовительные процедуры подогрева.
Обратите внимание, что все входящие в эту формулу величины оцениваются только в литрах. Также важно учитывать, что при сварке нержавейки и ряда цветных металлов этот показатель может увеличиваться почти в 1,5, а порой и в 2 раза.
Особенности сваривания полуавтоматом
Аргонодуговая сварка специальных сплавов с использованием неплавящихся электродов из вольфрама осуществляется аппаратами переменного или постоянного тока, включёнными в прямой полярности.
Сварка нержавейки в среде аргона с применением полуавтомата обеспечивает существенное повышение эффективности производимых операций. Особо отмечается тот факт, что сварка полуавтоматом может применяться и для сплавления заготовок нержавейки значительной толщины.
При работе по указанной методике необходимо учитывать следующие особенности сварки с использованием аргона:
- подаваемая в зону горения проволока должна содержать добавки никеля, оказывающие существенное влияние на качество будущего соединения;
- когда требуется сваривать детали из нержавейки большей толщины – для улучшения показателя смачиваемости шва в общий объём аргона добавляется небольшое количество углекислого газа;
- в указанных условиях обязателен выбор подходящего режима работы оборудования и инструмента.
Последний пункт требований предполагает, что сварочные операции в аргоне могут проводиться по технологии так называемой «короткой» дуги, методом струйного переноса или же в импульсном режиме.
Самым контролируемым из всех перечисленных считается случай, когда сварочный аппарат работает в импульсном режиме, а проволока подаётся к месту сварки небольшими порциями.
Благодаря этому удаётся уменьшить эффект разбрызгивания раскалённых частиц, а также сузить границы термической обработки сплавляемых заготовок нержавейки. К тому же данный подход позволяет снизить расход достаточно дорогой сварочной проволоки.
Ещё одним существенным достоинством этого метода является высокая скорость обработки шва и прилегающего к нему участка.
Что касается других технологий, то посредством струйного переноса, как правило, свариваются заготовки и оборудование со стенками значительной толщины, а так называемая «короткая» дуга больше годится для обработки тонких нержавеющих изделий.
Расход аргона при сварке нержавейки
Желаете освоить технологию сварки нержавейки аргоном? Каким образом это сделать, и на что именно обратить внимание в процессе TIG сварки? Какое оборудование понадобится? В чем нюансы работы с нержавейкой? Рекомендуем прочитать нашу статью и узнать ответы на эти и другие вопросы по теме. Теоретические знания и практические советы помогут выполнять сварочные работы с большей эффективностью.
Что представляет собой аргоновая сварка нержавейки (TIG)
TIG – это способ сварки неплавящимися вольфрамовыми электродами в среде защитного газа — аргона. Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Где чаще всего применяется аргонная сварка нержавейки
Этот способ нашел частое применение на профессиональном производстве:
- пищевой;
- авиационно-космической;
- теплоэнергетической;
- в химической;
- нефтеперерабатывающей;
- автомобилестроительной и других отраслях промышленности.
Так, например, для сварки нержавеющих труб, применяемых с целью перевозки газообразных веществ или жидкостей под давлением, подходит именно аргонодуговая сварка нержавейки TIG.
Вывод: Большая популярность метода на крупных производствах обусловлена высоким качеством сварного соединения.
Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
Если сравнивать с другими способами сварки (МИГ/МАГ, ММА, сварка под флюсом) аргонодуговая сварка нержавеющей стали (ТИГ) отличается следующими преимущественными характеристиками:
- получаются сварные швы высокого качества;
- возможен отличный визуальный контроль сварочной ванны и дуги;
- за счет отсутствия переноса металла через дугу не происходит разбрызгивания металла;
- ТИГ сварку можно выполнять во всех пространственных положениях;
- в процессе сварки не образуется шлака, а значит, не бывает шлаковых включений в металл шва.
К недочетам этого метода относят то, что TIG сварка нержавейки, как правило, медленнее, чем другие процессы дуговой сварки (MMA или MIG), и используется там, где качество является приоритетным над временем, затраченным на сварочный процесс. Кроме того, ТИГ сварка отличается сложностью, требующей практических навыков исполнителя.
Вывод: Подготовленный опытный исполнитель в большинстве случаев отдает предпочтение этому методу сварки из-за высокого качества сварочного шва.
Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
Сварку нержавеющей стали аргоном осуществляют тогда, когда необходимо сварить тонкий стальной лист либо к сварочному шву предъявляются особые требования по качеству.
https://www.youtube.com/watch?v=3AqTU9vzijI
ТИГ сваркой нержавейку можно соединять практически со всеми металлами и сплавами: углеродистыми, конструкционными и нержавеющими сталями, алюминием, титаном, никелем, медью, латунью, бронзой, а также выполнять наплавку одних металлов на другие.
Какое оборудование и материалы подойдут для сварки
- Инвертор TIG.
- Газовый баллон. Наиболее часто для аргонодуговой TIG сварки нержавейки в качестве защитного газа используется чистый аргон.
- Горелка, представляющая собой устройство пистолетной формы, которое фиксируется к газовому шлангу. В держатель горелки вставляется электрод, конец которого на 3-4 мм выступает за пределы корпуса горелки. Посредством шланга газ поступает в сопло на конце инструмента. На рукоятке имеются кнопки для подачи газа и тока. Горелки обычно соответствуют конкретным аппаратам TIG, но в продаже есть и универсальные китайские горелки, подходящие к агрегатам китайского производства.
- Вольфрамовый электрод (WL-15, WL-20 и другие). Они различаются по размеру и составу. Выбор диаметра электрода обусловлен толщиной свариваемого металла (табл. 1). Международные марки электродов и рекомендации по их выбору можно найти на нашем сайте по ссылке.
- Присадочный пруток (BRIMA ER-308L, БАРС ER-308LSi, Lincoln Electric T 308LSi, ESAB OK Tigrod 385 d2,0 и другие) Представляет собой пруток из металла идентичного свариваемому. Толщина прутка должна соответствовать толщине заготовки.
Таблица 1
| Толщина металла, мм | Диаметр электрода, мм |
| 0,5 | 1 |
| 1 | 1,6 |
| 2 | 2 |
| 3 | 3 |
| 4 | 4 |
| 5 и более | 6 |
Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
В Тиберис представлен расширенный ассортимент сварочников для сварки нержавейки аргоновым способом TIG. Модели сварочников различаются по типу используемого напряжения.
- Если вам нужен аргоно-дуговой инвертор под напряжение сети в 220В, то из недорогих моделей бюджетной ценовой категории рекомендуем остановиться на таких агрегатах как MARS TIG 160 SH, Сварог PRO TIG 200 P DSP, ESAB Buddy Tig 160, обеспечивающих эффективную сварку при компактных размерах и небольшом весе. Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.
- Если вы ищите аппарат, функционирующий при напряжении 380В, обратите внимание на бюджетные модели Сварог TIG 250 (R22), FOXWELD FoxTIG 3000DC Pulse, и на установки, которые могут использоваться в профессиональной сварке: EWM Tetrix 270, а также KEMPPI MinarcTig 250MLP, аппарат, совместимый со всеми дополнительными пультами дистанционного управления данного производителя: ножным R11F, ручным R10, или дистанционными пультами управления горелками RTC20 и RTC10.
Особенности процесса сварки
Задаваясь вопросом, как варить нержавейку аргоном, первым делом стоит обратить внимание на расположение горелки. Ее необходимо располагать таким образом, чтобы угол между осью мундштука и плоскостью свариваемой детали равнялся примерно 75-80°, а горелка находилась под наклоном в сторону, которая является противоположной направлению сварки.
Процесс сварки важно производить без колебательных движений электродом, иначе защита зоны сварки может быть нарушена, что приведет к окислению металла шва.
Присадочный пруток должен располагаться под углом 90° к оси мундштука горелки, при этом угол между ним и поверхностью свариваемого изделия составляет 15-20°. При этом наибольшая эффективность достигается тогда, когда пруток укладывается на поверхность свариваемого металла. При этом минимизируется капельный перенос присадочного металла в сварочную ванну.
Дополнительные рекомендации
Обзор особенностей сварки нержавейки в газовой среде следует сопроводить следующими дополнительными пояснениями:
- важнейшим условием получения качественного сварного шва является тщательное обезжиривание поверхностей заготовок ацетоном или специальным (авиационным) бензином. Такая подготовка позволяет снизить показатель пористости структуры формируемого шва, а также повысить устойчивой самой сварочной дуги;
- особое внимание должно уделяться работе с аустенитными сплавами нержавейки, технология сваривания которых предполагает предельную аккуратность и осторожность в обращении с заготовками;
- для предотвращения попадания вольфрама с электродов в зону расплавленного металла дугу рекомендуется поджигать бесконтактным способом. В случае невозможности сделать это непосредственно на свариваемой заготовке нередко используется специальная угольная плита, с которой дуга после поджигания переносится в рабочую зону;
- необходимо также внимательно следить за тем, чтобы показатель легирования присадочной проволоки не был ниже, чем у соединяемых элементов нержавейки (стыкуемых частей трубопроводов, например).
В заключении отметим, что при выборе наиболее подходящего способа сварки нержавейки, вначале рассматриваются варианты, чаще всего применяемые в данных условиях работы.
Но независимо от выбора того или иного решения по технологии, желательно исходить из конкретных требований к соединению. Это позволит сэкономить материалы и средства, не ухудшив качество работ.
Сварка аргоном — всесторонний обзор технологии
Использование высокой температуры дуги при проведении сварки является широко применяемой во многих сферах технологией соединения металлических конструкций. Однако применять ее можно не для всех сплавов, т. к. многие из них при разогреве до высоких температур и расплавлении на открытом воздухе окисляются и теряют свои технологические свойства. Поэтому для них применяется особая сварка аргоном, при которой, кроме нагревания с помощью электрической дуги, для защиты металла используется нейтральный газ аргон.
Особенности аргонодуговой технологии
Как и сварочная дуговая, технология сварки в среде аргона основана на расплавлении области соединения металлов с помощью электрической дуги. Она может проводиться с помощью расплавляющихся и неплавящихся электродов.
Неплавящимися электродами обычно служат изделия из вольфрама, т. к. он отличается своей тугоплавкостью и выдерживает температуру металлического расплава. Официальное обозначение сварки неплавящимися вольфрамовыми электродами в среде нейтрального газа —TIG.
В этом случае зону соединения металлов заполняют присадочным материалом. Для этого используют металлическую проволоку, изготовленную из сплава, легированного теми же элементами, что и свариваемый металл. Главное правило при ее выборе — не ухудшить свойства основного металла шва. Поэтому важно:
Процентное содержание легирующих элементов в присадочной проволоке не должно быть меньше, чем в соединяемых металлических деталях.
Диаметр проволоки подбирают в соответствии с параметрами сварного шва и толщиной изделия.
При использовании плавящихся электродов в качестве их материала применяется проволока или пруток, которые также по требованиям к химическому составу должны соответствовать основному металлу изделий и при расплавлении не должны ухудшать его свойства.
Аргонодуговая сварка с поддувом может проводиться тремя способами:
- в полном автоматическом режиме;
- в режиме автоматической подачи проволоки;
- в ручном режиме проведения процесса.
При автоматическом режиме весь сварочный процесс полностью автоматизирован: и управление движением электрода, и подачу присадочной проволоки осуществляет автомат.
При полуавтоматическом режиме сварочным аппаратом управляет человек, а подача присадочной проволоки регулируется автоматически.
В ручном режиме весь сварочный процесс проводится сварщиком.
Нейтральный газ в сварочной зоне выполняет две функции. Он служит защитной средой от агрессивного действия компонентов воздуха и регулирует прохождение импульса тока через ионизацию дугой.
При аргонодуговой сварке эти функции обеспечивает газ аргон. Он предотвращает расплавленный металл сварного шва от взаимодействия с компонентами воздуха, т. к. значительно тяжелей воздуха (на 38%) и поэтому выдавливает его из сварной зоны, заполняя рабочее пространство и надежно изолируя расплав от контакта с атмосферной средой.
Для каких целей применяется защитная среда? Дело в том, что при достижении высоких температур многие высоколегированные стали и сплавы цветных металлов легко вступают в реакцию с кислородом и азотом, присутствующих в составе воздуха, образуя соединения, которые вредят их прочности и лишают устойчивости к коррозии. Аргон — нейтральный газ, он не реагирует на компоненты разогретых металлических сплавов, поэтому служит своеобразной завесой, препятствующей контакту разогретого металла с воздухом, предотвращая его взаимодействию с агрессивными газами воздуха.
Иногда, особенно при ванной сварке, для исключения образования пористости сварного металла к аргону добавляется небольшой объем кислорода (3-5%). Он берет на себя роль чистильщика жидкого расплава, взаимодействуя с его поверхностными вредными включениями, которые в дальнейшем выгорают или всплывают на поверхность расплава в виде шлаков.
Кроме того, инертный газ имеет повышенную склонность к ионизации, а это влияет на характер прохождения направленных электронов сварной дуги к поверхности металла, а, следовательно, и параметры силы сварного тока.
TIG сварка — как избежать проблем
Преимущество TIG сварки заключается в значительно большем диапазоне свариваемых металлов и сплавов — нержавеющие, никелевые сплавы (монель, инконель и др.), титан, алюминий, алюминиевые и магниевые сплавы, медь, бронза и даже золото. Существует возможность соединять разнородные металлы, например медь с латунью и нержавеющую сталь с низкоуглеродистой сталью толщиной от десятых долей до десятков миллиметров.
Лезвия, сваренные вместе при помощи TIG сварки
TIG сварка — чистый процесс
Для качественной сварки свариваемое изделие должно быть очищено от грязи, окалины, краски, масла и прочих загрязнений. Для сварки используется присадочный металл, который также нуждается в предварительной очистке. Сварку необходимо производить в чистых кожаных перчатках. Чистота процесса вовсе не преувеличена, особенно это касается алюминия, алюминиевых и магниевых сплавов, которые подвержены воздействию загрязняющих веществ сильнее черных металлов.
Попытки TIG сварки алюминия по неподготовленной поверхности
Справедливым будет отметить тот факт, что грамотная подготовка и обработка материала занимает куда больше времени, нежели сама сварка.
Пример качественной TIG сварки
Опишем вкратце изготовление кастомного выхлопа из нержавеющей стали и частые ошибки, которые нам доводилось встречать:
Выбор материала
С материалом для основного трубопровода все более-менее ясно — жаростойкая нержавеющая сталь марки 304, 321 и другие в зависимости от предназначения и возможностей. Поставщики труб всем известны и придумать здесь что-либо сложно. Однако, когда дело доходит до фланцев, у многих мастеров включается режим экономии. Клиенту сообщается, что все будет выполнено из нержавеющей стали из расчета, что с магнитом под машиной никто проверять не будет. В результате, фланцы вырезаются из черного металла, сводя весь смысл использования трубопровода из нержавейки на нет, т.к через какое-то время фланец и сварное соединение снова заржавеют и потребуют очередного ремонта.
Фланцевое соединение из черного металла
Hint: При приемке выхлопной системы, попросите у мастера магнит и пройдитесь по всей длине трубопровода. Нержавеющая сталь не магнитится, либо магнитится очень слабо (304-ой марки).
Гофра
Следующее узкое место, на котором многие мастерские предпочитают экономить по причине элементарной недоступности позиций на месте, а частенько и просто от незнания.
Существует два основных типа гофр — Interlock и Inner Braided.
Inner Braided — 3 слоя, сверху оплетка, затем гофрированный слой и внутри снова оплетка. Чаще всего выполнены из черного металла и на рынке представлены как универсальные.
Inner Braided из черного металла
Гофра из черного металла имеет тот же ряд недостатков, что и фланцы:
Проржавевшая гофра
Inner Braided из нержавеющей стали. Материал подобран верно, но ошиблись с типом гофры
Interlock — 4 слоя (усиленная). От Inner Braided отличается наличием внутри дополнительного слоя похожего на слой колец соединенных между собой.
Interlock из нержавеющей стали
Hint: При выборе компонентов для своей выхлопной системы, а особенно для машин, оборудованных турбокомпрессором, не скупитесь на хорошую гофру. Interlock из нержавеющей стали обойдется Вам в 2-3 раза дороже, однако это стоит того, чтобы не попасть на те «сюрпризы», которые может преподнести Inner Braided.
Поддув
Данный пункт, а вернее его отсутствие — любимый у многих мастерских. Проверить, был ли выполнен поддув корневища шва или обмазка флюсом при сварке, можно лишь находясь рядом со сварщиком, либо демонтировав всю выхлопную систему с целью инспекции, ведь внешняя (видимая) часть шва при сварке с поддувом и без может быть одинаково прекрасна, но вот внутри все не так радужно. Пресловутое желание сделать быстрее и дешевле заставляет играть не по правилам, в результате чего сильно страдает качество сварных соединений, не говоря уже о снижении эффективности выхлопной системы.
Сварка нержавеющей трубы без поддува
В своих работах мы всегда осуществляем поддув, либо обмазку специальным флюсом при сварке трубопроводов и любых емкостей для достижения наивысшего качества соединений и их долговечности:
Сварка нержавеющей трубы с поддувом
Основное преимущество сварки выхлопной системы с поддувом заключается в лучшей газодинамике. Поток выхлопных газов не имеет лишних сопротивлений в виде пористого шлака от сварки на своем пути, в результате отсутствуют завихрения, снижающие эффективность всей системы. Структура сварного шва при поддуве становится однородной и имеет лучшие прочностные характеристики, а значит и беспроблемную эксплуатацию.
Hint: При согласовании сварочных работ, задайте мастеру вопрос «в лоб» на тему чем будет обеспечена защита шва внутри трубопровода. Вариантов ответа может быть три: а) аргон, либо другой инертный газ б) специальная обмазка в) какая «защита»?
В конце-концов, окончательный выбор принимаете Вы, но не забывайте, что и результат может быть совершенно разный:
Что-то явно пошло не так
Сварка нержавеющей стали: особенности металла и технологии
С нержавеющей сталью каждый человек встречается каждый день — из нее сделано множество вещей, от кухонной посуды до архитектурных деталей зданий, оград, турникетов и сложного промышленного и торгового оборудования. Но только сварщики и инженеры знают, насколько сложна сварка нержавейки. Это своеобразный «высший пилотаж» в сфере сварки металлов плавлением.
Все дело в химических особенностях нержавеющей стали. Этот металл создан довольно давно — более 100 лет назад. Даже известно имя одного из его создателей — англичанин Гарри Бреарли. При исследовании металлов для оружейного производства, он обнаружил, что при добавлении в обычную легированную сталь хрома в количестве выше 11%, сплав получает особые свойства — абсолютно не боится коррозии.
Дело в том, что хром при контакте с кислородом образует очень прочный оксид, который покрывает всю поверхность металла и не допускает возникновения любых химических реакций как при комнатной температуре, так и при нагревании и плавлении. Современные марки нержавейки содержат хрома от 11 до 30% и совершенно по разному ведут себя по отношению к свариванию — от довольно хорошо свариваемых, до практически несвариваемых.
То есть соединять детали в принципе можно, но необходимо знать, как варить нержавейку, какие инструменты и способы применять в каждом конкретном случае, как подготовить зону шва и чем шов обрабатывать по окончании сварки. Именно о методах сварки нержавеющей стали расскажет эта статья.
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Особенности
Нержавейка обладает некоторыми особенностями, которые могут оказать значительное влияние на сварочный процесс:
- Линейное расширение и усадка материала. При нагреве изделия из нержавеющих сталей “расширяются”, при охлаждении – “сужаются”.
- Величина теплопроводимости нержавейки практически в два раза меньше, чем у других материалов. Поэтому при её сваривании следует уменьшать силу тока на 15-20%.
- Коррозинностойкие стали обладают достаточно высоким электрическим сопротивлением. Поэтому для сварки нержавейки рекомендуется использовать только специальные электроды.
- При неправильном выборе сварочного режима или подборе неподходящего аппарата, нержавейка может потерять свои антикоррозийные свойства. Происходит это следующим образом: при нагреве изделия до температуры свыше 500°С, на металле по краю образуется карбид хрома и железа. Это и приводит к окислению. Для предотвращения образования ржавчины следует быстро охлаждать конструкции различными способами.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность – обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов – 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения – 35-75 А, электрод Ø – 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.: постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка – 2 мм.;
- переменный ток, 45-85 А, Ø – 2 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
Электрооборудование, свет, освещение
129 votes
+
Голос за!
—
Голос против!
Металлург Гарри Бреарли из Англии в 1913 году при работе над проектом, связанным с улучшением оружейных стволов, обнаружил случайно, что добавление в низкоуглеродистую сталь хрома придает ей способности сопротивляться кислотной коррозии. Добавление в сталь хотя бы 12% хрома делает её коррозионностойкой и нержавеющей, а увеличение содержания хрома до 17% делает её стойкой к агрессивной среде.
Свойства нержавеющей стали
Согласно классификации нержавеющие стали принято относить к высоколегированным сталям, что являются устойчивыми к коррозии. Хром, который содержится в стали, при взаимодействии с кислородом образует невидимый и тонкий слой оксида хрома, который называют оксидной пленкой.
Атомы хрома и их оксиды имеют подобные размеры, поэтому они вплотную примыкают между собой на поверхности металла и образуют стабильный слой, который имеет толщину всего лишь в несколько атомов. Если поцарапать или порезать поверхность нержавеющей стали, то оксидная пленка разрушится. Однако вместе с этим создаются новые оксиды, которые восстанавливают поверхность и защищают ее от окислительной коррозии.
Благодаря своим прочностным и антикоррозионным характеристикам, нержавеющие стали активно применяются в промышленности и быту. Изделия, что изготовлены из нержавейки, вы можете встретить везде, — начиная от кухни в каждой квартире и заканчивая цехами-гигантами химического производства.
Оборудование для сварки нержавейки в современном мире позволяет создавать такие сложные изделия, как разнообразные конструкции с нержавейки высокой прочности, перила для лестниц, нержавеющие трубы, листы, сетки, полосы, уголки, нержавеющие баки самого разнообразного назначения, нержавеющие вешалки.
Нержавеющая сталь вместе со стеклом и некоторыми синтетическими материалами является почти незаменимым материалом для создания оборудования для обработки и транспортировки пищевых продуктов, изготовления хирургического инструмента, разнообразных металлических конструкций. Это объясняется высокими гигиеническими, токсикологическими и эстетическими требованиями.
Гигиена в пищевой отрасли имеет высочайшее значение. Существуют конкретные требования, которые касаются смываемости тяжелых металлов с такого оборудования, которое постоянно находится в контакте с пищевыми продуктами. Марками нержавейки, которые используются в пищевой промышленности, выступают AISI 304 и 316.
Состав нержавеющей стали
В составе нержавейки основным легирующим элементом выступает хром с содержанием 12 — 20%. Если содержание хрома составляет больше 17%, такие сплавы являются коррозионностойкими в агрессивных и окислительных средах.
В составе нержавеющей стали также присутствуют элементы, которые отвечают за специфические физико-механические и увеличивающие антикоррозионные свойства нержавейки: никель, молибден, ниобий, титан и марганец. Ниобий, молибден и хром увеличивают коррозионную стойкость, а никель уменьшает теплопроводность и электропроводность стали.
Нержавеющая сталь по химическому составу бывает хромистой, хромоникелевой и хромомарганцевоникелевой. Хромистая нержавейка применение нашла в качестве конструкционного материала для изготовления клапанов гидравлических прессов, арматуры крекинг-установок, турбинных лопаток, режущих инструментов, пружин и прочих предметов быта.
Хромоникелевая нержавейка используется в различных отраслях промышленности. Отмечаются такие свойства нержавеющей стали аустенитного класса. Благодаря собственной структуре поверхность нержавеющей стали считается высококачественной и не нуждается в дополнительной обработке для использования в пищевой промышленности.
Хромоникелевая аустенитная нержавейка не способна магнититься, что позволяет её легко отличить от прочих сплавов, а также применять подобное свойство в промышленности. Особо отличается сталь 12Х18Н10Т, которая используется для сварных конструкций, бытовых приборов, в архитектуре и строительстве зданий различного назначения.
Разновидности нержавейки
Выделяют три основных вида нержавеющей стали — аустенитная, ферритная и мартенситная нержавейка. Эти типы определяются микроструктурой нержавеющей стали, а также преобладающей кристаллической фазой.
Аустенитные стали в качестве основной фазы имеют аустенит. Подобные сплавы содержат никель и хром, иногда азот и марганец. Самой известной нержавеющей сталью аустенитного класса является 304 сталь, которую называют иногда T304, с содержанием 18-20% хрома и 8-10% никеля. Подобное содержание элементов делает нержавеющую сталь немагнитной и придает ей высокие коррозионные свойства, пластичность и прочность, благодаря чему они используются повсеместно в различных областях промышленности.
Ферритные стали в качестве основной фазы имеют феррит. Данные стали содержат хром и железо. Основной вид подобной нержавеющей стали – сталь 430, что содержит 17% хрома. Ферритные стали являются менее пластичными, чем аустенитная сталь. Стали не закаляются посредством термической обработки и, как правило, применяются в агрессивной среде.
Мартенситные стали имеют характерную микроструктуру, которую наблюдал впервые микроскопист Адольф Мартенс из Германии в 1890 году. Мартенситная нержавеющая сталь является низкоуглеродистой сталью, основным видом среди которой является сталь 410, что содержит 12% хрома и около 0,12% углерода. Мартенсит способен придавать стали высокую твердость, однако вместе с этим снижает ее жесткость и делает её хрупкой. Поэтому этот тип стали используется в слабоагрессивной среде, к примеру, при изготовлении режущих инструментов и столовых приборов.
Виды аустенитной нержавейки
Виды сталей самой популярной аустенитной группы обозначают дополнительным номером, указывающим на химический состав:
- Нержавеющая сталь A1, как правило, используется в подвижных и механических узлах. Из-за высокого содержания серы подобная сталь имеет низкое сопротивление коррозии, чем прочие типы нержавейки.
- Нержавейка A2 является самой распространенной, нетоксичной, немагнитной, незакаливаемой, устойчивой к коррозии сталью, которая легко поддается сварке и после этого не становится хрупкой. А2 проявляет магнитные свойства после механической обработки. Крепежи и изделия из нержавейки A2 не подходят для применения в кислотах и средах, которые содержат хлор, к примеру, в соленой воде и бассейнах. Пригодна А2 для температуры вплоть до минус 200 градусов по Цельсию.
- Сталь A3 отличается похожими свойствами, как и нержавейка A2, и стабилизирована дополнительно титаном, танталом и ниобием. Это улучшает ее качества сопротивления против коррозии при высокой температуре.
- Нержавеющая сталь A4 является похожей на нержавейку A2, но в своем составе имеет 2-3% молибдена. Это придает ей в большой степени высокие способности сопротивляться кислоте и коррозии. Такелажные изделия и крепеж из A4 применяются в судостроении. Пригодна нержавеющая сталь А4 для температуры до минус 60 градусов.
- Нержавейка A5 имеет похожие свойства, которые присущи стали A4, и дополнительно стабилизирована танталом, ниобием и титаном, но с разным содержанием легирующих добавок для повышения ее сопротивляемости высоким температурам.
Свариваемость нержавейки
Перед тем, как приступить к сварке нержавейки своими руками, рекомендуется ознакомиться с ее особенностями. Сварка нержавейки является достаточно трудным занятием, которое зависит от многих параметров. Наиболее важным среди них выступает свариваемость — способность металла образовывать сварное соединение, материал шва которого имеет аналогичные или близкие механические свойства к металлу основы.
На свариваемость нержавеющей стали влияет ряд характеристик, которыми она обладает:
- Большое значение показателя линейного расширения и существенная литейная усадка, которая возникает из-за этого, высокая литейная усадка способствуют росту деформации металла при сварке и после нее. Если между свариваемыми деталями, обладающими значительной толщиной, отсутствует достаточный зазор, то могут образоваться огромные трещины.
- Теплопроводность, что снижена по сравнению со сталями низкоуглеродистыми в 1,5 — 2 раза, способна вызывать концентрацию теплоты и усиливать проплавление металлов в зоне сварки. При сварке нержавейки из-за этого возникает потребность уменьшения силы на 15 — 20% тока по сравнению с током для обычной стали.
- Высокое электрическое сопротивление провоцирует очень сильный нагрев электродов из высоколегированной стали. Чтобы уменьшить отрицательный эффект, изготовляют электроды с хромоникелевыми стержнями, которые имеют длину не больше 350 миллиметров.
- Важным свойством нержавейки выступает склонность высокохромистой стали к потере собственных антикоррозийных свойств при применении неправильного термического режима или неправильном использовании аппарата для сварки нержавейки. Данное явление называют межкристаллитной коррозией. Его природа заключается в том, что при температурах больше 500 градусов по Цельсию по краям зерен формируется карбид хрома и железа, которые становятся впоследствии очагами коррозионного растрескивания и самой коррозии. С подобными явлением борются различными методами, к примеру, с помощью быстрого охлаждения места сварки любой методикой, вплоть до поливания водой, для уменьшения потерь коррозионной стойкости.
Особенности сварки нержавейки
При сварке нержавейки рекомендуется учитывать некие отличия её физических свойств от характеристик углеродистого проката. К примеру, стоит брать во внимание, что уделенное электрическое сопротивление приблизительно в 6 раз больше, на 100 градусов меньше точка плавления, теплопроводность достигает одной трети от аналогичного показателя углеродистого проката. Показатель теплового расширения по длине составляет на 50% больше.
Сварку нержавейки в домашних условиях выполняют разными методами. Ручную дуговую сварку нержавейки вольфрамовыми электродами в инертной среде обычно применяют, когда толщина материала составляет больше 1,5 миллиметров. Для сварки труб и тонких листов используют дуговую сварку плавящимися электродами в инертном газе.
Импульсная дуговая сварка плавящимися электродами в инертном газе предназначена для листов, которые имеют толщину 0,8 миллиметра. Сварка короткой дугой плавящимися электродами в инертной среде прописана для листов, толщина которых 0,8-3,0 миллиметра, а сварка со струйным переносом металла плавящимися электродами в инертном газе — для листов, что имеют толщину больше 3,0 миллиметров.
Плазменная сварки нержавеющей стали может использоваться для широкого диапазона толщины и применяется в наше время достаточно широко. Дуговая сварка нержавейки под флюсом предназначена для материалов, толщина которых больше 10 миллиметров. Однако самыми популярными методами остается технология сварки нержавейки покрытыми электродами, вольфрамовыми электродами в среде аргона и аргонная полуавтоматическая сварка нержавеющей проволокой.
Подготовка кромок нержавеющих деталей практически не отличается от подготовки изделий из стали низкоуглеродистой, за исключением одного нюанса – в сварном стыке должен быть зазор для обеспечения свободной усадки швов.
Поверхности кромок перед сваркой принято зачищать до блеска стальной щеткой и промывать растворителем – к примеру, авиационным бензином или ацетоном для удаления жира, который вызывает появление в шве пор и уменьшение устойчивости дуги.
Ручная сварка нержавейки покрытыми электродами
Сварка нержавеющей стали покрытыми электродами способна обеспечить без особых проблем приемлемое качество швов. Поэтому если вы не предъявляете к сварному соединению особых требований, искать другой способ сварки нержавейки нет резона.
К покрытым металлическим электродам для ручной дуговой сварки нержавеющей стали относят электроды особого состава ОЗЛ-8, НИАТ-1, ЦЛ-11. Выбирать рекомендуется электроды, обеспечивающие основные эксплуатационные характеристики сварного соединения – высокие механические свойства, значительную коррозионную стойкость и жаростойкость.
Сварку принято производить с помощью постоянного тока обратной полярности. Стремитесь к меньшему проплавлению шва, техника сварки нержавейки предполагает использование электродов, которые имеют небольшой диаметр, при минимальной тепловой энергии. При сварке нержавеющей стали сила тока должна быть примерно на 15-20% меньше, чем для обыкновенной стали.
Использование большого тока из-за низкой теплопроводности и высокого электрического сопротивления электродов может спровоцировать перегрев их покрытия и даже отваливание отдельных кусков. Электроды для сварки по данной причине отличаются высокой скоростью плавления, по сравнению с обычными стальными. Приступая к сварке нержавейки впервые, нужно к этому быть готовым.
Чтобы сохранить коррозионные характеристики шва, необходимо обеспечить его ускоренное охлаждение при использовании для этого медных прокладок или обдувания воздухом. Если сталь причисляется к хромоникелевым сталям аустенитного класса, вы можете использовать для охлаждения воду.
Сварка вольфрамовыми электродами в среде аргона
Сварку нержавеющей стали данным методом применяют в ситуациях, когда свариваемый металл очень тонкий или предъявляются к сварному соединению повышенные требования качества. Нержавеющие трубы, которые используются для перемещения под давлением жидкостей или газов, сваривать лучше всего именно вольфрамовыми электродами в инертной среде.
Сварку проводят в среде аргона постоянным или переменным током прямой полярности. Желательно использовать в качестве присадочного вещества проволоку, которая имеет более высокий уровень легирования, чем главный металл. Выполняют работу электродами без колебательных движений, иначе можно нарушить защиту зоны варки, что провоцирует окисление металла шва и увеличивает стоимость сварки нержавейки.
Обратную сторону шва защищают поддувом аргона от воздуха, однако нержавеющая сталь к защите обратной стороны не является такой критичной, как титан. Исключите попадание вольфрама в сварочные ванны. Поэтому целесообразно применять бесконтактный поджог дуги или проводить зажигание дуги на графитовой или угольной пластинке, перенося ее на основной металл.
После окончания процедуры с целью меньшего расхода вольфрамового электрода защитный газ сразу не выключайте. Это следует делать спустя определенное время — 10-15 секунд. Это поможет исключить интенсивное окисление нагретых электродов и продлить срок его службы.
Механические методы обработки нержавейки
Помните, что использовать разрешается только такие рабочие принадлежности, которые предназначаются для обработки нержавеющего проката, и которые вы видели на видео о сварке нержавейки: специальные шлифовальные ленты и круги, щетки из нержавеющей стали, нержавеющие дроби.
Травление считается самой эффективной методикой дальнейшей обработки сварных швов. Если правильно выполнить травление, то вы сможете устранить зону с низким содержанием хрома и вредный оксидный слой. Травление выполняют посредством погружения в кислоту, покрытия пастой или поверхностного нанесения зависимо от условий.
При травлении чаще всего используют смешанную кислоту: азотную и фтористоводородную кислоту в таких пропорциях – от 8 до 20% азотной кислоты и 0,5 – 5% фтористоводородной кислоты, вода выступает в качестве остального компонента. В народе с этой целью используют крепкий настой чая.
Время травления нержавеющего аустенитного проката зависимо от концентрации кислоты, температуры, сорта проката, толщины окалины. Помните, что кислотоупорный прокат нуждается в более продолжительном времени обработки, чем нержавеющий прокат. Доведение уровня шероховатости сварных швов до соответствующего показателя главного листа посредством полирования или шлифования после процедуры травления повышает еще более стойкость конструкции к коррозии.
Профилактика дефектов после сварки
Процесс нержавеющей стали имеет некие особенности. Если их не учитывать особенностей сварки нержавейки, в итоге возникнут некоторые дефекты сварных швов и нежелательные эффекты. К примеру, через определенное время после процедуры в области сварных швов может формироваться так называемая «ножевая» коррозия.
Результат воздействия высокой температуры – горячие трещины, которые возникают из-за аустенитной структуры сварных швов. Причина хрупкости швов кроется в длительном воздействии высокой температуры, а также стигматации.
Чтобы предотвратить возникновение горячих трещин, принято использовать присадочные материалы, которые позволяют формироваться прочным швам. Содержание феррита при этом составляет не меньше 2%. Также с этими целями рекомендуется проводить дуговую сварку с малой длиной дуги. Не следует кратеры выводить на основной металл.
Автоматическую сварку принято осуществлять при уменьшенных скоростях. Лучше всего сделать меньше подходов. Увеличение скорости и применение короткой дуги существенно уменьшают риски возникновения сварочных деформаций и цену сварки нержавейки. Благоприятно влияет на стойкость нержавейки к коррозии сварка на максимальной скорости.
Таким образом, нержавейка бывает разных видов и различного состава. Присутствие в металле хрома определяет основные свойства, за которые нержавейка и ценится в разных отраслях промышленности. Зависимо от конечного результата, существует много способов её сварки. Один из них обязательно подойдет и вам!
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода – 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка – 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня – 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника – 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать “замок”, чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
Полезное видео
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных температурах.
Другие марки смотрите в разделах для коррозионностойких высокопрочных сталей и для коррозионностойких кислотостойких сталей.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.
Процесс аргонной сварки
tig сварка нержавеющей стали подразумевает наличие защитной среды, которая создается посредством аргона. Это оптимальный вариант, если планируется сварка тонколистовой нержавеющей стали. Такой способ эффективно защищает материал от попадания кислорода.
Посредством специального оборудования изготовляют дугу, которая находится между вольфрамовым электродом и деталью. Под воздействием высоких температур, кромка начинает расплавляться, в результате чего образуется ванна сварочная. В дуге постоянно находится специальная проволока для сварки тонколистовой нержавейки. Весь процесс должен происходит под прямым углом. Чтобы вся работа прошла на высшем уровне, колебания электрода не должны возникать.
Такая работа помогает сделать шов качественным без шлаков. На это необходимо обратить внимание, поскольку такой шов будет обладать лучшими характеристиками: высокая прочность и отличные эстетические качества.
Сварка посредством газа осуществляется во многих отраслях промышленности: автомобильной, химической, теплоэнергетической и даже авиации. Однако данный метод подразумевает и некоторый недостаток: большой расход времени, а также обязательное наличие высокой квалификации работника.
Что касается оборудования, то для проведения всего процесса, обязательно понадобится инвертор. Сварка тонкой нержавейки инвертором имеет довольно много преимуществ:
- его легко эксплуатировать;
- стабильность работы дуги;
- небольшой удельный вес.
При использовании инструмента, можно не сомневаться в том, что швы получатся высокого качества. В вопросе, как сваривать нержавейку инвертором, важно подобрать правильную температуру. Также стоит обратить внимание, что некоторые модели устройств в холодное время не работают на открытых пространствах.
Сварка TIG нержавейки также обращает внимание на мощность. Чтобы грамотно произвести процесс, перед началом процедуру обязательно все детали необходимо обезжирить. Для сварки понадобиться баллон, где содержится аргон. Если работы будут проводиться на свежем воздухе, то подойдет устройство с током в 160А. Горелка крепится к специальном шлангу, куда нужно вставить вольфрамовый электрод. В процессе сварки инверторной сваркой нержавейки понадобится специальная проволока, изготовленная из того же материала, что и сами детали.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Не рекомендуется резко охлаждать изделие.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на:
- Аустенитную;
- Мартенситную;
- Ферритную.
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля. Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически.
Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Пример — AISI 410 (12Х13 по ГОСТ). Содержит 13% хрома и 0,10-0,12% углерода. Устойчива к серным соединениям.
Ферритные — стали со средним содержанием хрома, не закаляются и очень устойчивы к агрессивной среде (кислотам, солям). Они менее пластичны, чем аустенитные и не такие хрупкие, как ферритные. Пример — AISI 430 (12Х17 по ГОСТ). Хрома — 17%, углерода — 0,10-0,12%. Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.
Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
Введение
«Нержавейка» имеет мировую классификацию. Согласно общепринятому понятию нержавеющая сталь – это легированная сталь, устойчивая к ржавчине в атмосфере и агрессивных средах.
Для покупателя – это самое важное свойство, но для создателя товара из такого метала это непростая работа.
Устойчивость к саморазрушению в результате взаимодействия с внешней средой обеспечивает окисная плёнка. Основной легирующий элемент НС — хром, входит в реакцию с кислородом и создает невидимую оксидную плёнку.
Интересный факт: такая пленка регенерирует. Например, если на нержавейку воздействовать механически, то пленка теряет свои свойства.
Достаточно немного времени, и она восстановиться. Это и дает невероятную долговечность использовать товары из НС. Такое важное преимущество «нержавейки», дает возможность применяют в быту и в промышленности товары из нее.
Всегда можно найти дома кастрюли и приборы из нержавеющей стали. И так же легко можно узнать об изготовлении комплектующих для больших производств.
Высоко востребованы сварочные работы с нержавеющей сталью и тонких заготовок из нее. Для выполнения таких заказов надо иметь опыт и знания. Обучение простое. Ниже расскажем о сварке своими руками.
Повышение качества сварки TIG Red-D-Arc Welderentals
14 ноября, 17 14:46 · Оставить комментарий · reddarc
Гость Блогер Катажина К.
Катажина имеет степень магистра материаловедения и работала в нефтегазовой промышленности на должностях, связанных с гидравликой, сваркой и модернизацией нефтяных вышек.
Нержавеющая сталь широко используется в нефтехимической промышленности благодаря ее высокой стойкости к суровым условиям. При сварке нержавеющих сталей мельчайшие детали имеют значение и влияют на качество сварки. Ниже приведены некоторые советы по сварке труб из нержавеющей стали, основанные на моем опыте ремонта нефтяной вышки:
Во время проекта по ремонту нефтяной вышки, который включал сварку TIG дуплексной трубы из нержавеющей стали 2205, мы не смогли достичь требуемых свойств сварного шва. Несмотря на использование рекомендованного присадочного металла с более высоким содержанием никеля по сравнению с основным металлом и контроль межпроходной температуры, прочность сварного шва на растяжение все еще была слишком низкой. Чтобы достичь требуемого качества сварки, мы копнули глубже и нашли решение – импульсный TIG. Сварка нержавеющей стали, особенно дуплексного типа, требует контроля за погонной энергией. Сварочный аппарат Miller Dynasty 200 с импульсным режимом идеально подходит для этой ситуации. Еще одна полезная практика – добавление небольшого количества азота (до 5%) в продувочный газ аргон. Даже при сварке дуплексной стали максимальное количество кислорода в продувочном газе обычно составляет около 2500–5000 частей на миллион O 9 .0011 2 . В морских или нефтехимических применениях рекомендуется снижаться до 50 частей на миллион O 2 , чтобы достичь высокой устойчивости соединения к точечной коррозии. Прочность сварного шва на растяжение улучшилась, и мы продолжили сварку.
Состав
Стали Inox содержат 10,5% или более хрома, что может вызывать определенные трудности при сварке. Если свойства материала утрачены из-за окисления или неправильной термической обработки, их трудно восстановить, поэтому перед сваркой и во время нее следует соблюдать особые меры предосторожности. Как правило, нержавеющие стали требуют меньшего подвода тепла и, следовательно, меньшего электрического тока, чем углеродистые стали, из-за их более низкой температуры плавления. Во избежание перегрева скорость сварки выше обычной. Это может вызвать проблемы у сварщиков, имеющих опыт сварки углеродистой стали в полуавтоматических или ручных процессах. Деформации могут появиться, так как нержавеющие стали имеют больший коэффициент расширения (материал больше расширяется с температурой), чем мягкие стали при нагревании. Добавление большего количества проходов за счет уменьшения размеров валика является хорошей идеей для уменьшения подводимого тепла и предотвращения коробления материала. При сварке труб существует специальная рекомендация по порядку проходов, которой необходимо следовать, чтобы избежать деформации.
Всегда следует помнить основное правило – не смешивать элементы из нержавеющей стали и углеродистой стали. Следы углеродистой стали на материале из нержавеющей стали могут привести к образованию ржавчины. Это также относится к такому оборудованию, как проволочные щетки, зажимы и т. д. Для сварки нержавеющей стали рекомендуются специальные маркеры с низким содержанием хлоридов.
Советы и рекомендации по сварке нержавеющей стали
Нержавеющая сталь содержит не менее 10,5% хрома, который придает ей коррозионную стойкость за счет образования оксидного слоя на поверхности. Наиболее распространенной нержавеющей сталью является аустенитная сталь (серия 300), которая содержит хром и никель в качестве легирующих элементов. Другие типы включают ферритные, мартенситные и дуплексные нержавеющие стали. Считается, что большинство нержавеющих сталей имеют хорошие характеристики свариваемости. Наиболее распространенными процессами, используемыми для сварки нержавеющей стали, являются TIG (GTAW) и MIG (GMAW). Но также используется дуговая сварка (SMAW).
Различия в свойствах:
Свойства нержавеющей стали отличаются от свойств низкоуглеродистой стали, и эти различия необходимо учитывать при сварке, как показано ниже:
- Более высокий коэффициент расширения, на 50% больше для аустенитной стали – это приводит к большей деформации
- Меньший коэффициент теплопередачи – для сварки требуется меньшее количество тепла, так как оно медленно отводится
- Более низкая электрическая проводимость — правильное и постоянное расстояние вылета более важно при сварке MIG/TIG, при сварке MIG требуется более высокая скорость подачи проволоки при том же токе
Отделите рабочую зону
Сварка нержавеющей стали выполняется в рабочей зоне, отделенной от углеродистой стали. Кроме того, инструменты, предназначенные для работы с нержавеющей сталью, нельзя использовать для обработки углеродистых сталей. Эти инструменты включают щетки, молотки, зажимы, шлифовальные машины и т. д. Разделение рабочей зоны и инструментов защищает от загрязнения углеродистыми сталями, которые могут вызвать дефекты сварки и коррозию (ржавчину) на нержавеющей стали. Вы также должны носить перчатки при работе с нержавеющей сталью, так как это предотвратит попадание масла с рук на нержавеющую сталь.
Главное — подготовка!
При сварке нержавеющей стали важно, чтобы перед сваркой поверхности соединений были тщательно очищены от грязи, жира, масла и т. д. Присадочная проволока также должна быть полностью чистой.
Кроме того, конструкция соединения, включая зазор соединения, должна соответствовать более высокой скорости расширения нержавеющих сталей.
Выбор присадочного материала:
Обычно используемые присадочные материалы такие же, как и основной металл. Особое внимание следует уделить выбору присадочного материала при сварке разнородных нержавеющих сталей или нержавеющих сталей, для которых не существует идентичных присадочных материалов. Кроме того, присадочные материалы выбираются таким образом, чтобы снизить риск межкристаллитной коррозии и горячих трещин.
Рекомендации по сварке нержавеющей стали
Очень важно защитить сварной шов во время сварки с использованием в основном инертного газа. Кроме того, корень сварного шва необходимо продуть чистым инертным газом.
При сварке аустенитных нержавеющих сталей важно ограничить подачу тепла до уровня, достаточного для обеспечения хорошего сварного шва. Межпроходная температура ограничена 350 F. Предварительный нагрев аустенитных нержавеющих сталей не проводится. Марки с очень низким содержанием углерода (с индексом L, например, 304L, 316L) используются для предотвращения образования карбидов хрома в зонах термического влияния, что вызывает межкристаллитную коррозию.
Мартенситные нержавеющие стали обычно используются в качестве износостойких материалов при наплавке. Чтобы избежать растрескивания, необходимо применять точный предварительный нагрев и поддерживать минимальную межпроходную температуру.
Ферритные нержавеющие стали используются в основном в автомобильной промышленности. Поступление тепла в эти стали во время сварки необходимо ограничивать, и рекомендуется максимальная межпроходная температура 300 F. Это обеспечит контроль роста зерен в материале и сохранение прочности.
При использовании дуплексных нержавеющих сталей также необходимо ограничить поступление тепла.
Также важно помнить об опасностях, присущих сварке нержавеющей стали (например, шестивалентного хрома), и обеспечивать надлежащее удаление дыма.
Очистка и пассивация:
Сварные швы из нержавеющей стали должны быть очищены и пассивированы после завершения, чтобы обеспечить коррозионную стойкость и хороший внешний вид. Это осуществляется вручную механическим (чистка щеткой, шлифовка, струйная обработка), химическим (нанесение травильных средств и других химикатов) или электрохимическим способом.
Red-D-Arc предлагает в аренду широкий спектр оборудования, подходящего для сварки нержавеющей стали, включая следующее:
Многопрофильные сварочные аппараты, способные выполнять сварку стержнем, TIG, MIG, под флюсом, воздушно-дуговой резкой, флюсовой сердцевиной, до 1500 A
Аппараты для сварки MIG до 750 A
Аппараты для сварки TIG до 750 A
Аппараты для сварки электродом – до 625A
Также доступны 4 и 6 пакетов сварочных аппаратов
Орбитальные сварочные аппараты – подходят для труб из нержавеющей стали/ трубная сварка
Различные бренды, включая Miller, Lincoln, Red-D-Arc
Ознакомьтесь с нашим полным ассортиментом сварочного оборудования.
Недостатки, причины и решения сварки труб из нержавеющей стали
В процессе сварки труб из нержавеющей стали некоторые дефекты могут привести к концентрации напряжений, несущей способности, сокращению срока службы и даже к хрупкому разрушению.
Обычно в технических регламентах на сварку категорически не допускается наличие трещин, непроваров, непроваров и поверхностных шлаковых включений; такие дефекты, как подрезы, внутренние шлаковые включения, поры, не должны быть больше допустимого значения; И сварка.
Вот причины образования нескольких распространенных дефектов сварки нержавеющей стали, опасности и решения.
Размер сварного шва не соответствует стандарту
Этот вид дефекта в основном относится к остаточной высоте сварного шва и остаточной разнице высот, ширине сварного шва и разнице в ширине, величине смещения, величине деформации после сварки не соответствует стандартный размер, шов неровный, ширина неравномерная, деформация большая. Неравномерная ширина сварных швов, помимо неприглядного внешнего вида сварных швов, также может повлиять на прочность связи между сварным швом и основным металлом. Чрезмерная высота сварного шва слишком велика, чтобы вызвать концентрацию напряжения. Сварной шов ниже основного металла и прочность соединения будет недостаточной; изнаночная сторона и деформация слишком велики, что приведет к искажению силы передачи и концентрации напряжения, что приведет к снижению прочности.
Есть три причины образования. Одним из них является неправильный угол сварки трубы из нержавеющей стали или неровность тупой кромки и монтажного зазора. Во-вторых, необоснованный выбор параметров процесса сварки. В-третьих, низкий уровень навыков работы сварщика.
Решение заключается в выборе правильного угла паза и монтажного зазора; повысить качество сборки; подобрать подходящие параметры сварочного процесса и повысить уровень технологии работы.
Дефекты подрезки
В связи с неправильным выбором параметров процесса сварки или неправильным технологическим процессом легко образующиеся при плавлении канавки или впадины по основному материалу носка шва называются подрезами. Подрезка не только ослабляет прочность сварных соединений в трубах из нержавеющей стали, но и приводит к образованию трещин из-за концентрации напряжений.
Причины формирования основного тока слишком велики, слишком длинная дуга, неправильный угол наклона электрода, неправильный способ транспортировки и так далее.
Решение заключается в правильном выборе сварочного тока и скорости сварки при дуговой сварке электродом. Дугу нельзя тянуть слишком долго. Угол сварочного стержня должен быть правильным, а способ транспортировки должен быть точным.
Неполный дефект
Неполный провар относится к ситуации, когда корень сварного соединения не полностью проникает в трубу из нержавеющей стали во время сварки. Отсутствие проникновения приведет к концентрации напряжений и легко приведет к трещинам. Важные сварные соединения не должны иметь дефектов неполного провара.
Причина этого в том, что угол разделки или зазор слишком мал, тупая кромка слишком велика, сборка некачественная, параметры процесса сварки выбраны неправильно, сварочный ток слишком мал, скорость сварки слишком велика. быстро, а у сварщика плохая техника работы.
Решение заключается в правильном выборе и обработке размера разделки, разумной сборке, обеспечении зазора, выборе соответствующего сварочного тока и скорости сварки, а также повышении уровня технологии работы сварщика.
Непроплавленный дефект
Непроплавленный относится к части, которая не полностью связана расплавом между сварным швом и основным металлом или между сварным швом и сварным швом во время сварки. Непровар напрямую снижает механические свойства сварных соединений трубы из нержавеющей стали. Серьезное неплавление приводит к тому, что сварная конструкция полностью не поддерживается.
Причина в том, что скорость сварки трубы из нержавеющей стали высока, а сварочный ток слишком низок, тепловложение при сварке слишком низкое; электрод эксцентричен, угол между сварочным стержнем и свариваемым изделием неправильный, дуга указывает на отклонение; образуется ржавчина и грязь на боковой стенке паза; Шлак не совсем прозрачный.
Решение — правильно подобрать параметры процесса сварки, аккуратно выполнить операцию и зачистить слои.
Сварной шов
Наплавленный валик представляет собой опухоль металла, которая плавится на нерасплавленном основном металле вне сварного шва в процессе сварки. Сварка влияет не только на формирование сварных швов в трубах из нержавеющей стали. В области сварных швов обычно имеются шлаковые включения и непровары.
Причина образования в том, что тупая кромка слишком мала, а корневая щель слишком велика; сварочный ток большой, а скорость сварки высокая; сварщик имеет низкий уровень эксплуатационных навыков.
Решение состоит в том, чтобы выбрать соответствующие параметры процесса сварки в соответствии с различными положениями сварки и строго контролировать размер отверстия для сварки.
Кратер
Кратер представляет собой углубление на трубе из нержавеющей стали, образующееся на конце сварного шва. Кратеры не только сильно ослабляют сварные швы на месте, но и вызывают кратерные трещины из-за концентрации примесей.
Основными причинами образования являются короткое время гашения дуги и чрезмерный ток при сварке тонколистового металла.
Решение состоит в том, что при дуговой сварке дуги электрода электрод должен оставаться в бассейне на короткое время или делать круговой транспортировочный стержень. После заполнения расплавленным металлом дуга гаснет в одну сторону. Когда вольфрамовый электрод приварен, его должно хватить. Время пребывания, после заполнения гашения дуги затухания сварного шва.
Stoma
При сварке трубы из нержавеющей стали пустоты, образующиеся из-за того, что газ в расплавленной ванне не может выйти во время затвердевания, называются порами. Поры — это своего рода общий дефект сварки, который делится на два вида: внутренние поры и внешние поры сварного шва. Поры в основном округлые, овальные, насекомовидные, игольчатые, плотные. Наличие пор не только влияет на герметичность сварного шва, но также уменьшает эффективную площадь сварного шва и ослабляет соответствующие механические свойства сварного шва.
Основными причинами являются наличие масла, ржавчины, влаги и других загрязнений на поверхности и канавке трубы из нержавеющей стали; когда электрод дуговой сваркой, покрытие электрода влажное, и перед использованием нет сушки; дуга слишком длинная или частичный удар; эффект защиты от расплавленной ванны Плохой, воздух проникает в расплавленную ванну; слишком большой сварочный ток, сварочный стержень краснеет, покрытие преждевременно отслаивается, функция защиты теряется; неправильный метод работы, например, слишком быстрое замыкание дуги, легкое образование усадочного отверстия, неправильное действие дуговой сварки соединения. Легко образуются плотные поры.
Решение состоит в том, чтобы удалить грязь в диапазоне 20-30 мм с обеих сторон чистой канавки перед сваркой; строго по температуре и времени, указанным в спецификации электрода; выбрать правильные параметры процесса сварки и работать правильно; по возможности использовать короткодуговую сварку, в полевых конструкциях должны быть ветрозащитные сооружения; отказ от использования сварочного электрода.
Включения и шлаковые включения
Включения относятся к неметаллическим включениям и оксидам, образующимся в результате металлургических реакций, которые остаются в металле сварного шва. Шлаковые включения – это шлак, который остается в сварном шве. Шлак сварных труб из нержавеющей стали в основном делится на шлаковые включения и полосовые включения. Включение шлака ослабляет эффективное сечение сварного шва, что снижает механические свойства сварного шва. Шлаковые включения также имеют тенденцию вызывать концентрацию напряжений, которые могут легко повредить сварную конструкцию во время нагрузки.
Причина образования заключается в том, что межслойный шлак не является чистым в процессе сварки, сварочный ток слишком мал, скорость сварки слишком высока, а операция сварки выполняется неправильно; химический состав сварочного материала и основного металла не соответствует друг другу; дизайн канавки и обработка не подходят и т. д. .
Решение состоит в том, чтобы выбрать электрод с лучшими характеристиками удаления шлака; тщательно удалить межслойный шлак; обоснованно выбирать параметры процесса сварки; отрегулируйте угол наклона электрода и способ транспортировки.
Прожог
Дефект прожога относится к дефекту, заключающемуся в перфорации трубы из нержавеющей стали при сварке трубы из нержавеющей стали и вытекании расплавленного металла из задней части канавки. Это относительно распространенный дефект дуговой сварки.
Причина этого в том, что сила тока во время сварки слишком велика, а скорость сварки слишком мала, что приводит к перегреву трубы из нержавеющей стали; зазор в канавке большой, а тупая кромка слишком тонкая.
Решение состоит в том, чтобы выбрать подходящие параметры процесса сварки и подходящие размеры разделки, кроме того, уровень сварочной операции должен быть как можно выше.
Источник: Китайский производитель сварных труб из нержавеющей стали – Yaang Pipe Industry Co., Limited (www.yaang.com)
Почему орбитальная сварка является лучшим процессом для сварки труб из нержавеющей стали 310
Представьте, что вы участвуете в игровом шоу, и последний вопрос, который может принести вам главный приз: «Какой металл используется чаще всего в мире?» Сразу, подумаешь, 9Сталь 0195, и начинаешь представлять себя рассекающим океан за штурвалом новой большой лодки. Однако, не желая упускать такую возможность, начинаешь задаваться вопросом, а сталь — это чистый металл? Нет, это сплав, состоящий из углерода, железа и хрома. ТИК Так. Немного нервничая, вы подвергаете сомнению свое первоначальное предположение. Наконец, вы выпаливаете: «Железо!» По дороге домой вы можете думать только о рыбалке со своей старой плоской лодки.
Сталь действительно является сплавом; тем не менее, это, безусловно, наиболее часто используемый металлический материал . Сегодня вы можете найти изделия из нержавеющей стали (не путать с углеродистой сталью, которая имеет более высокое содержание углерода) практически везде. Это включает в себя системы трубопроводов, используемые в промышленных операциях по переработке, например, в высокотемпературной среде нефтехимических заводов. Одна марка труб из нержавеющей стали, 310, стала предпочтительным материалом для этих сред.
Привлекательность этого типа труб станет очевидной, когда мы рассмотрим различные доступные типы труб из нержавеющей стали. Это исследование также поможет нам понять, почему лучшим методом сварки труб из нержавеющей стали 310 является автоматизированная система, такая как орбитальная сварка.
Как углеродистая, так и нержавеющая сталь широко используются в трубопроводных системах во многих отраслях промышленности, в первую очередь из-за их коррозионной стойкости. Это свойство является результатом содержания хрома, который образует тонкий керамический слой на поверхности трубы. Для нержавеющей стали с содержанием хрома не менее 10,5% поверхностный слой вступает в реакцию с кислородом воздуха и приобретает блестящий вид.
Несмотря на то, что существует много марок нержавеющей стали, они обычно классифицируются по типам, перечисленным ниже:
| TYPES OF STAINLESS STEEL |
| Stainless Steel Type | Attributes | Applications |
| Austenitic | 16% ≤ Chromium ≤ 30% Высокая коррозионная стойкость при высоких температурах и немагнитность; закалка при обработке холодом. | Промышленная переработка |
| Ферритный | 10% ≤ Хром ≤ 30% Хрупкий; плохая коррозионная стойкость и магнитность; высокая стойкость к коррозии под воздействием хлоридов; неупрочняемый термообработкой | Нефтехимическая и морская промышленность, теплообменники |
| Мартенситный | 11% ≤ Хром ≤ 17% Плохая коррозионная стойкость; может подвергаться термообработке до высокой твердости | Инструменты и ножи. |
| Упрочненный атмосферными осадками | ≅ 15% ≤ Хром ≤ 17% Поддается магнитной и термообработке до высокой прочности. | Аэрокосмические компоненты. |
| Дуплекс | ≅ 22% хромаВысокая стойкость к коррозии под напряжением; высокая сила; хорошая стойкость к щелевой коррозии | Теплообменники подводного применения. |
| Super Duplex | ≅ 25% хромаВысокая стойкость к коррозии под напряжением; высокая сила; хорошая стойкость к щелевой коррозии | Морская вода и теплообменники. |
а Коррозионная стойкость в.р.т. аустенитный.
b Дуплекс и супердуплекс часто указываются как один тип из-за их схожих характеристик и приложений.
Общие марки в рамках этих классификаций: унифицированная система нумерации (UNS) S32205 и S31803 для супердуплексной стали, P17-4PH и -7PH для дуплексной стали, серия 400 для ферритной и мартенситной стали и серия 300 для аустенитной стали, которая включает нержавеющую сталь 310.
Сварка с трубой из нержавеющей стали 310 Как показано в предыдущем разделе, диапазон свойств нержавеющей стали делает ее привлекательной для использования во многих промышленных средах. Это особенно верно для аустенитной нержавеющей стали серии 310 из-за ее превосходной коррозионной стойкости и способности сохранять структуру и прочность при экстремальных температурах. Однако существуют проблемы со сваркой нержавеющей стали серии 310, которые необходимо решить, чтобы воспользоваться этими свойствами.
Проблемы сварки труб из нержавеющей стали 310
- Опасности для окружающей среды
Из-за устойчивости нержавеющей стали к экстремальным температурам сварка часто выполняется в промышленных условиях с недостаточной вентиляцией или без нее, и может потребоваться сварка в ограниченном пространстве. Эти требования могут привести к значительному физическому напряжению сварщиков и вызвать образование облаков токсичного дыма.
- Технологические опасности
Для сварки трубопроводов из нержавеющей стали могут использоваться многие сварочные процессы; однако сварка электродами, особенно TIG, является предпочтительным процессом из-за качества сварного шва. Тем не менее, отражающая природа нержавеющей стали — в зависимости от типа и интенсивности освещения в помещении — может генерировать УФ-излучение на рабочем месте, что может вызвать рак. Кроме того, при дуговой сварке существует опасность поражения электрическим током.
- Материальная опасность
Хром не только делает нержавеющую сталь 310 устойчивой к коррозии, но и выделяет токсичные пары, опасные для здоровья сварщиков. Угрозы безопасности включают астму, дерматит и рак легких или носовой полости.
Для обеспечения безопасности рабочих при сварке труб из нержавеющей стали марки 310 производители должны учитывать описанные выше вопросы безопасности.
Лучший процесс сварки стальных трубопроводов 310
При работе с нержавеющей сталью, в том числе с трубами 310, производители должны использовать хорошие советы по технике безопасности. И, возможно, наиболее всеобъемлющий способ смягчить проблемы безопасности, описанные выше, — это использовать автоматизированный процесс орбитальной сварки ВИГ, который обеспечивает следующие преимущества по сравнению с ручной дуговой сваркой.
Орбитальная сварка GTAW 310 Системы трубопроводов из нержавеющей стали
⚪ Удаляет сварщика из зоны сварочной ванны и дымового облака
⚪ Automation ensures the creation of consistent, high-quality welds
⚪ Remote operation provides better process control
⚪ Consistent process improves efficiency
Чтобы реализовать эти преимущества, вам следует сотрудничать с проверенным экспертом по орбитальной сварке, который может предоставить оборудование, материалы и поддержку, чтобы ваш проект по сварке нержавеющей стали серии 310 соответствовал вашим требованиям.
Компания Arc Machines, Inc. является ведущим поставщиком решений для автоматической сварки с многолетним опытом и знаниями в области изготовления сосудов под давлением. По вопросам, касающимся продуктов, обращайтесь по телефону [email protected] . Arc Machines с нетерпением ждет возможности предоставить оборудование и услуги, необходимые для вашего проекта. Свяжитесь с нами , чтобы узнать больше.
Стратегии подготовки к сварке нержавеющей стали
Люди обычно покупают предварительно обработанную нержавеющую сталь, что усложняет работу с материалом, который должен учитывать оператор.
Как и большинство материалов, нержавеющая сталь имеет множество преимуществ и недостатков. Сталь считается «нержавеющей», если сплав содержит не менее 10,5% хрома, который создает оксидный слой, обеспечивающий кислотостойкость и коррозионную стойкость. Эта коррозионная стойкость может быть дополнительно увеличена за счет повышения содержания хрома и добавления дополнительных легирующих присадок.
«Нержавеющая сталь», низкие эксплуатационные расходы, долговечность и различная отделка поверхности делают его пригодным для таких отраслей, как архитектура, производство мебели, продуктов питания и напитков, медицины и многих других областей применения, где требуется как прочность стали, так и коррозионная стойкость. .
Нержавеющая сталь, как правило, дороже, чем другие варианты стали. Тем не менее, он предлагает преимущество в отношении прочности к весу, что позволяет использовать его с меньшей толщиной материала по сравнению с обычными марками, что может привести к экономии средств. Из-за его общей стоимости магазины должны убедиться, что они работают с правильными инструментами, чтобы избежать дорогостоящих отходов и повторной обработки этого материала.
Нержавеющая сталь часто считается трудной для сварки из-за ее быстрого рассеивания тепла и значительной осторожности, которую она требует на этапе окончательной отделки и полировки.
Работа с нержавеющей сталью
Для работы с нержавеющей сталью обычно требуется более опытный сварщик или оператор, чем для работы с углеродистой сталью, которая, как правило, более устойчива. Он может быть менее щадящим при введении определенных параметров, особенно в процессе сварки. Из-за высокой стоимости нержавеющей стали имеет смысл привлекать к работе с ней более опытного оператора.
«Люди обычно покупают нержавеющую сталь из-за ее отделки», — сказал Джонатан Доувилль, старший менеджер по продуктам R&D International, Walter Surface Technologies, Pointe-Claire, Que. «Это добавляет ограничение, которое должен учитывать оператор».
Будь то линейно-текстурированная отделка № 4 или зеркальная отделка № 8, оператор должен бережно относиться к материалу и не повреждать отделку во время обращения и обработки. Это также может ограничить варианты подготовки и очистки, которые необходимы для обеспечения качественного производства деталей.
«При работе с этим материалом в первую очередь нужно убедиться, что он чистый, чистый, чистый», — сказал Рик Хателт, территориальный менеджер Онтарио, PFERD Canada, Миссиссауга, Онтарио. «Обеспечение чистой (безуглеродной) атмосферы очень важно, как и очистка нержавеющей стали для удаления примесей, которые впоследствии могут вызвать окисление (ржавчину), и предотвратить восстановление пассивного слоя, который создает защитный слой для минимизации окисление».
При работе с нержавеющей сталью важно, чтобы материал и окружающая среда были чистыми. Удаление масел и остатков пластика с материала — хорошее место для начала. Загрязнения на нержавеющей стали могут привести к окислению, но они также создают проблему в процессе сварки, потенциально вызывая дефекты. Поэтому важно очистить поверхность перед началом сварки.
Производственные помещения не всегда самые чистые, и перекрестное загрязнение может быть проблематичным при работе как с нержавеющей, так и с углеродистой сталью. Часто в магазине работает несколько вентиляторов или кондиционер для охлаждения рабочих, что может привести к разбрасыванию загрязняющих веществ по полу или вызвать капание или накопление конденсата на сырье. Это особенно сложно, когда частицы углеродистой стали выдуваются на нержавеющую сталь. Хранение этих материалов отдельно и в чистой среде имеет решающее значение, когда речь идет об эффективной сварке.
Важно избавиться от обесцвечивания, чтобы гарантировать, что ржавчина не накапливается со временем и не ослабляет общую структуру. Воронение также желательно удалить, чтобы поверхность была однородной по цвету.
В Канаде с экстремально холодными и зимними погодными условиями важно правильно выбрать марку нержавеющей стали. Дувиль объяснил, что большинство магазинов изначально выбирают номер 304 из-за его цены. Но если магазин будет работать с материалом на улице, он бы порекомендовал вместо него использовать 316, даже несмотря на то, что он в два раза дороже. 304 имеет тенденцию к коррозии при использовании или хранении на открытом воздухе. Даже если поверхность очищена и пассивный слой создан, внешние условия будут влиять на поверхность и разъедать пассивный слой, в конечном итоге вызывая его новую ржавчину.
Предварительная подготовка к сварке
«Существует множество основных причин, по которым важна подготовка перед сваркой, — говорит Габи Михоликс, специалист по разработке приложений, подразделение абразивных систем, 3M Canada Company, Лондон, Онтарио. «Удаление ржавчины, краски и снятия фаски необходимо для правильной сварки. На поверхности сварного шва не должно быть загрязнений, которые могут ослабить соединение».
Хательт добавил, что очистка области необходима, но подготовка перед сваркой может также включать снятие фаски с материала для обеспечения надлежащей адгезии и прочности сварного шва.
Для сварки нержавеющей стали важно правильно выбрать присадочный металл для используемой марки. Нержавеющая сталь особенно чувствительна и требует, чтобы сварной шов был сертифицирован для того же типа материала. Например, для основного металла 316 требуется присадочный металл 316. Сварщик не может просто использовать любой тип присадочного металла, каждый сорт нержавеющей стали требует определенного наполнителя для получения надлежащего сварного шва.
«При сварке нержавеющей стали сварщик должен следить за температурой, — сказал Майкл Радаэлли, менеджер по продукции Norton|Saint-Gobain Abrasives, Вустер, Массачусетс. нагревает сварной шов и деталь, потому что, если в нержавеющей стали появляется трещина, деталь практически разрушается».
Радаэлли добавил, что сварщик должен следить за тем, чтобы он не оставался на одном и том же участке в течение длительного времени. Многослойная сварка — хороший способ предотвратить перегрев основного материала. Длительная сварка нержавеющей стали приведет к ее перегреву и растрескиванию.
«Сварка нержавеющей стали может занять больше времени, но это также искусство, требующее опытной руки», — сказал Радаэлли.
Послесварочная подготовка
Послесварочная подготовка действительно зависит от конечного продукта и его применения. Михоликс объяснил, что в некоторых ситуациях сварной шов никогда не будет осмотрен, поэтому требуется лишь ограниченная очистка после сварки с быстрым удалением любых значительных брызг. Или сварной шов может нуждаться в выравнивании или очистке, но не требует специальной отделки. Если требуется тонкая или зеркальная отделка, могут потребоваться более тщательные этапы отделки. Это просто зависит от приложения.
Одной из распространенных проблем, о которой должны знать операторы, является воронение материала.
«Проблема не столько в цвете, — сказал Миголич. «Это обесцвечивание поверхности указывает на то, что свойства металла изменились и теперь он открыт для окисления/ржавчины».
Выбор чистового инструмента с регулируемой скоростью сэкономит время и деньги и позволит оператору подобрать финишную обработку.
Важно избавиться от обесцвечивания, чтобы со временем не накапливалась ржавчина и не ослаблялась общая структура. Воронение также желательно удалить, чтобы поверхность была однородной по цвету.
Процесс очистки может повредить поверхность, особенно если он выполняется с использованием агрессивных химикатов. Неправильная очистка препятствует образованию пассивного слоя. Вот почему многие эксперты рекомендуют ручную очистку этих сварных компонентов.
«При ручной очистке, если вы не дадите кислороду вступить в реакцию с поверхностью в течение 24 или 48 часов, у вас не будет времени построить эту пассивную поверхность», — сказал Дувилль. Он объяснил, что поверхности нужен кислород, чтобы реагировать с хромом в сплаве, чтобы создать этот пассивный слой. Некоторые магазины, как правило, очищают, упаковывают деталь и сразу же отправляют ее, что замедляет этот процесс и повышает риск коррозии.
Рабочая среда
Обычно производители и сварщики работают с различными материалами. Однако, как упоминалось ранее, работа с нержавеющей сталью накладывает некоторые ограничения. Потратить время на очистку детали — хороший первый шаг, но это хорошо лишь в той степени, в которой это делается.
Хателт сказал, что постоянно видит загрязненные рабочие места. Ключевым моментом является устранение присутствия углерода в рабочей среде из нержавеющей стали. Обычно цеха, работающие со сталью, переходят на нержавеющую сталь, не подготовив должным образом рабочую среду для этого материала. Это ошибка, особенно если они не могут хранить два материала отдельно или покупать каждый отдельный набор инструментов.
«Если у вас есть проволочная щетка, которую вы используете для шлифовки или подготовки нержавеющей стали, а затем используете ее для обработки углеродистой стали, вы не сможете вернуться к нержавеющей стали», — сказал Радаэлли. «Щетка теперь загрязнена углеродом и вызовет ржавчину. Щетка не может быть очищена после перекрестного загрязнения».
Хательт сказал, что магазины должны использовать отдельные инструменты для подготовки материала, но они также должны маркировать инструменты «только из нержавеющей стали», чтобы избежать ненужного загрязнения.
Абразивы и другие инструменты
При выборе инструментов для подготовки под сварку нержавеющей стали в цехах следует учитывать многие факторы, в том числе параметры рассеивания тепла, тип минерала, скорость и размер зерна.
«Выбор абразива с теплорассеивающим покрытием — отличное начало, — сказал Михоликс. «Нержавеющая сталь настолько твердая, что при шлифовке выделяет значительное количество тепла, больше, чем мягкая сталь. Тепло должно куда-то уходить, поэтому идеально иметь покрытие, которое позволяет теплу течь к краю диска, а не прямо в той точке, где вы шлифуете».
Она добавила, что выбор абразива также может зависеть от того, как должна выглядеть общая отделка. Это действительно в глазах смотрящего. Минерал оксида алюминия в абразивах, безусловно, является наиболее распространенным типом, используемым на этапах чистовой обработки. Чтобы нержавеющая сталь выглядела синей на поверхности, следует использовать минерал карбида кремния. Он более резкий и оставляет более глубокие порезы, которые по-разному отражают свет, придавая ему синий цвет. Хорошо поговорить с поставщиком, если оператор ищет особую или уникальную отделку поверхности.
«Обороты в минуту — это большая проблема, — сказал Хателт. «Разные инструменты требуют разных оборотов, и обычно они работают слишком быстро. Использование правильного числа оборотов обеспечивает наилучший результат, будь то скорость выполнения работы и достижение требуемого результата. Знайте требуемую отделку и то, как она измеряется».
Вложение средств в чистовой инструмент с регулируемой скоростью — это один из способов решить проблемы со скоростью, добавил Дувилль. Многие операторы пытаются использовать обычную шлифовальную машину для чистовой обработки, но у нее есть только одна высокая скорость для резки. Скорость должна быть замедлена для процесса отделки. Выбор инструмента для финишной обработки с переменной скоростью сэкономит время и деньги и позволит оператору подобрать финишную обработку.
Также при выборе абразива важна зернистость. Оператор должен начать с самой мелкой зернистости, возможной для применения.
Начав с зернистости 60 или 80 (средняя), оператор может почти сразу перейти к зернистости 120 (мелкая) и перейти к зернистости 220 (очень мелкая), что доведет нержавеющую сталь до чистоты № 4 .
«Это может быть всего лишь три шага», — сказал Радаэлли. «Однако, если оператор работает с большим сварным швом, он не может начать с зернистости 60 или 80 и может выбрать зернистость 24 (очень крупная) или 36 (грубая). Это добавляет дополнительные шаги и может оставить глубокую царапину на материале, которую будет трудно удалить».
Кроме того, добавление спрея или геля для защиты от брызг может быть лучшим другом сварщика, сказал Дувиль, но это часто упускается из виду при сварке нержавеющей стали. Наличие детали с брызгами требует ее удаления, а это может поцарапать поверхность, что потребует дополнительных шагов шлифовки и дополнительных затрат времени. Использование системы защиты от брызг может легко устранить этот шаг.
С заместителем редактора Линдси Луминосо можно связаться по адресу [email protected].
3M, www.3m.com
Norton|Saint-Gobain, www.nortonabrasives.com
PFERD, www.pferdcanada.ca
Walter Surface Technologies, www. walter.com
АРГОНОДУГОВАЯ СВАРКА ТРУБ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С ПРОДУВОМ ДВУОКИСИ УГЛЕРОДА (Статья в журнале )
АРГОНОДУГОВАЯ СВАРКА ТРУБ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С ПРОДУВОМ УГЛЕКИСЛОГО УГЛЕРОДА (Журнальная статья) | ОСТИ.GOVперейти к основному содержанию
- Полная запись
- Другое связанное исследование
- Авторов:
- Вагнер, Ф.А.; Казаров В А 905:30
- Дата публикации:
- Исследовательская организация:
- Исходная исследовательская организация. не идентифицировано
- Идентификатор ОСТИ:
- 4640802
- Номер АНБ:
- НСА-19-020534
- Тип ресурса:
- Журнальная статья
- Название журнала:
- Сварочн. Произв.
- Дополнительная информация журнала:
- Том журнала: Том: № 12; Другая информация: ориг. Дата получения: 31-DEC-65
- Страна публикации:
- Страна неизвестна/код недоступен
- Язык:
- Английский
- Тема:
- МЕТАЛЛЫ, КЕРАМИКА И ДРУГИЕ МАТЕРИАЛЫ; изготовление; ВОЗДУХА; УГЛЕРОД; КОРРОЗИЯ; ТРЕЩИНЫ; ЭЛЕКТРИЧЕСКИЕ ДУГИ; РАСШИРЕНИЕ; ФИЛЬМЫ; ИНЕРТНЫЕ ГАЗЫ; СУСТАВЫ; ОКИСЛЕНИЕ; ЭЛЕКТРОСТАНЦИИ; ДАВЛЕНИЕ; КОЛИЧЕСТВЕННОЕ СООТНОШЕНИЕ; РЕАКТОРЫ; НЕРЖАВЕЮЩИЕ СТАЛИ; ТРУБЫ; СВАРКА; СВАРНЫЕ СВАРКИ 905:30
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Вагнер Ф. А., Казаров В.А. АРГОНОДУГОВАЯ СВАРКА ТРУБ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С ПРОДУВОМ УГЛЕКИСЛОГО УГЛЕРОДА . Страна неизвестна/Код недоступен: N. p., 1964.
Веб.
Копировать в буфер обмена
Вагнер Ф.А., Казаров В.А. АРГОНОДУГОВАЯ СВАРКА ТРУБ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С ПРОДУВОМ УГЛЕКИСЛОГО УГЛЕРОДА . Страна неизвестна/код недоступен.
Копировать в буфер обмена
Вагнер Ф.А., Казаров В.А., 1964.
«АРГОНОДУГОВАЯ СВАРКА ТРУБ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С ПРОДУВОМ УГЛЕКИСЛОГО ГАЗА». Страна неизвестна/код недоступен.
Копировать в буфер обмена
@статья{osti_4640802,
title = {АРГОНО-ДУГОВАЯ СВАРКА ТРУБ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С ПРОДУВОМ УГЛЕКИСЛОГО УГЛЕРОДА},
автор = {Вагнер Ф. А., Казаров В.А.},
abstractNote = {},
дои = {},
URL = {https://www.osti.gov/biblio/4640802},
журнал = {Сварочн. Произв.},
номер = ,
том = Том: № 12,
place = {Страна неизвестна/Код недоступен},
год = {1964},
месяц = {12}
}
Копировать в буфер обмена
Найти в Google Scholar
Поиск в WorldCat, чтобы найти библиотеки, в которых может храниться этот журнал Вы должны войти в систему или создать учетную запись, чтобы сохранять документы в своей библиотеке.
Аналогичных записей в сборниках OSTI.GOV:
- Аналогичные записи
Продувка стали сжатым воздухом после сварки делает ее прочнее?
- Форум
- Сварочные веб-дисциплины
- Сварка MIG, TIG, дуговая и кислородно-топливная сварка
- Продувка стали сжатым воздухом после сварки делает ее прочнее?
25-01-2015 #51
Re: Продувание стали сжатым воздухом после сварки делает ее прочнее?
Единственный раз, когда я когда-либо видел это сделано.
В мастерской, в которой я работал, в 1970-х было чистое помещение. Сварщики труб продували сжатым воздухом свои трубы из нержавеющей стали, чтобы охладить их, чтобы они могли продолжить сварку TIG. Это было, когда у нас все атомные электростанции строились на северо-западе.Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
25-01-2015 #52
Re: Продувание стали сжатым воздухом после сварки делает ее прочнее?
Я прочитал большинство ответов, поэтому, если я повторю то, что сказал кто-то другой, не обращайте на это внимания.
Обычно
когда вы видите, как сварщик дует воздухом на сварной шов, это тонкий лист металла, который он пропускает сварку, чтобы не покоробить его
прироста прочности не происходит…Для сравнения возьмем чугун…У нас есть большая чугунная крышка, которая треснула.
Чугун необходимо предварительно нагреть и сварить, а затем нагреть, чтобы хорошо работать, и даже в этом случае он может снова треснуть….
Поймите мою мысль… Вы не можете дуть сжатым воздухом на только что сваренный участок и знать, что произойдет,
. пусть остынет сам……Династия Миллеров 350
Twenty Six HammersThree Crows Bars
Big Rock
Ответить с цитатой
25-01-2015 #53
Re: Продувание стали сжатым воздухом после сварки делает ее прочнее?
Первоначально Послано Insaneride
Подсунь свой мизинец под сопло горячей горелки и дай мне знать, если газ остынет.
Однако я использую защитный газ для охлаждения сварного шва во время последующей подачи, может ли это быть вредным, орехи?Хороший улов, братан.
MattПри редактировании после просмотра поста BC, я не подумал об этом… Для каждого правила всплывает исключение… Кстати, я хреново в тонкостях (действительно хреново)
Последний раз редактировалось Matt_Maguire; 25.01.2015 в 12:44.
Ответить с цитатой
25-01-2015 #54
Re: Продувание стали сжатым воздухом после сварки делает ее прочнее?
Первоначально Послано Matt_Maguire
Просуньте свой мизинец под сопло горячей горелки и дайте мне знать, если газ кажется прохладным.
Ну… Если бы твой мизинец был такой же температуры, как расплавленная сталь, я уверен, что газ был бы холодным. То, что ЧУВСТВУЕТСЯ холодным, горячим или нейтральным для человеческого тела, имеет очень мало общего с тем, как другие вещи при совершенно других температурах реагируют на то же самое.То же самое с так называемым «эффектом холода». Если воздух, дующий вокруг, горячее, чем ваше тело, он будет нагревать вас больше, когда поднимается ветер, а не охлаждать.
Ответить с цитатой
25-01-2015 #55
Re: Продувание стали сжатым воздухом после сварки делает ее прочнее?
Первоначально написал G-son
Ну.
.. Если бы ваш мизинец был такой же температуры, как расплавленная сталь, я уверен, что газ был бы холодным. То, что ЧУВСТВУЕТСЯ холодным, горячим или нейтральным для человеческого тела, имеет очень мало общего с тем, как другие вещи при совершенно других температурах реагируют на то же самое.То же самое с так называемым «эффектом холода». Если воздух, дующий вокруг, горячее, чем ваше тело, он будет нагревать вас больше, когда поднимается ветер, а не охлаждать.
Нет, если вы не потеете, и в этом случае испарение пота на самом деле помогает охладить тело (испарение жидкости с поверхности может и действительно отводит тепло от тела, из которого она испаряется), даже если окружающий движущийся воздух более горячий . Нелогично, но верно. Тем не менее, такой эффект полностью отличается от сценария сварки.Первый на WeldingWeb, у которого есть прокручивающийся знак!
Ответить с цитатой
25-01-2015 #56
Re: Продувание стали сжатым воздухом после сварки делает ее прочнее?
Некоторые из «самых прочных» сварных швов делаются в маленькой сварочной мастерской на северном полюсе в самый разгар зимы.
При температуре ниже 70 градусов они замерзают почти мгновенно, делая сварной шов настолько прочным, что вы можете использовать сварочный аппарат на 80 ампер для всего, что захотите. Если недостаточно холодно, вы можете запрыгнуть на быстрого белого медведя, покататься и помахать им в воздухе.«Что разрушит Америку, так это процветание любой ценой, мир любой ценой, безопасность превыше долга, любовь к легкой жизни и теория жизни о быстром обогащении». — Теодор Рузвельт
Ответить с цитатой
25-01-2015 #57
Re: Продувание стали сжатым воздухом после сварки делает ее прочнее?
О, чувак, это было так смешно, что я забыл смеяться
Ответить с цитатой
25-01-2015 #58
Re: Продувание стали сжатым воздухом после сварки делает ее прочнее?
Первоначально написал Сэнди
Некоторые из «самых прочных» сварных швов делаются в маленькой сварочной мастерской на северном полюсе в самый разгар зимы.
Хорошая аналогия того, где эта тема началась и куда она ушла, LOL!! При температуре ниже 70 градусов они замерзают почти мгновенно, делая сварной шов настолько прочным, что вы можете использовать сварочный аппарат на 80 ампер для всего, что захотите. Если недостаточно холодно, вы можете запрыгнуть на быстрого белого медведя, покататься и помахать им в воздухе.
Спасибо, Сэнди,
МайкСтарый Камнелом
«Опыт — это имя, которое все дают своим ошибкам»
Хобарт G-213 портативный
Миллер 175 миг
Стик переменного/постоянного тока Miller Thunderbolt
Установка Виктора О/А
Отрезная пила MakitaОтветить с цитатой
25-01-2015 № 59
Re: Продувание стали сжатым воздухом после сварки делает ее прочнее?
Первоначально Послано mla2ofus
Хорошая аналогия того, где эта нить началась и куда она ушла, LOL!!
Совершенно запутанно.
Спасибо, Сэнди, 9 лет0689 Майк .. Меня не беспокоит сварка, но для выдувной части я предлагаю ему нанять красивого экспертаХорошо, я выхожу и простреливаю дверь…
Миллер MM211
Esab Mini Arc 161LTS
Эсаб Хэнди Плазма 380
Утиная лента
Ты- рап
Кул-эйдОтветить с цитатой
25-01-2015 #60
Re: Продувание стали сжатым воздухом после сварки делает ее прочнее?
На Северном полюсе не сваривают.
Они замерзают. Они используют распылительную насадку соответствующего размера и распыляют на шов специальную жидкость, которая моментально застывает для соединения деталей. Работает идеально, пока температура остается такой чертовски холодной, что вы все равно не будете ее использовать.Ответить с цитатой
25-01-2015 #61
Re: Продувание стали сжатым воздухом после сварки делает ее прочнее?
Первоначально написал OldSkull
Совершенно запутанно.
.. Меня беспокоит не сварка, а выдувная часть. Я предлагаю ему нанять красивого экспертаХорошо, я выхожу и стреляю в дверь…
Теперь, что было смешноExpert Garage Hack….
https://www.facebook.com/steven.webber.948
Ответить с цитатой
25-01-2015 #62
Re: Продувание стали сжатым воздухом после сварки делает ее прочнее?
Первоначальное сообщение от Matt_Maguire
Продувание воздухом сварного изделия — это пустая трата времени, может быть вредно (дерьмо сжимается слишком быстро) и выглядеть сумасшедшим для тех, кто занимается этим ремеслом.
..Игольчатый скейлер для очистки или проковать область сварного шва… Многие так делают.
Единственное, что я когда-либо слышал о кузнечном деле, было связано с римскими временами и мыслью, что температура тела лучше всего утоляет жажду. На практике раб должен был отдать жизнь за меч воина, поскольку рабы были ценны, это не воспринималось легкомысленно.
Мэтт
Это тоже миф. Нет никаких доказательств, найденных в какой-либо письменности (восточных или римских, чтобы поддержать это). На самом деле существует достаточно документации процесса закалки, использовавшегося римлянами для ковки и закалки гладиусов, и все это на самом деле вполне разумно и логично, и, что более важно, это совершенно непсихотический процесс, который производил ту же самую дифференциальную закалку, которую мы используем при изготовлении остроконечных лезвий. оружие сегодня. То же самое с восточными культурами, такими как Япония и Китай.—Зимняя немота
«Знания человека здесь не могут выйти за пределы его опыта.
» — Джон Локк
www.improvised-engineering.com
Независимый от производителя:
Кровь ———- Пот ——— Слезы
—-|———————————|—————-|—-
Красный Линкольн, Синий Миллер, Желтый ЭсабОтветить с цитатой
25-01-2015 #63
Re: Продувание стали сжатым воздухом после сварки делает ее прочнее?
Я не вижу в этом пользы.