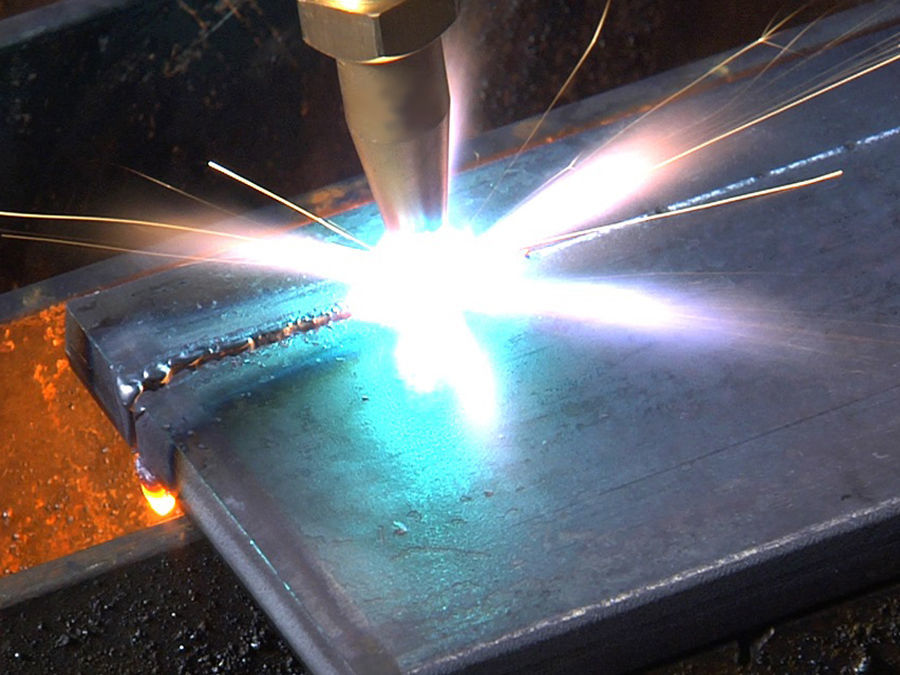
ручная дуговая, полуавтоматом, инверторная электродами, под флюсом
Слой цинка, которым покрывают сталь, отлично защищает ее от окисления. Сопротивление коррозии достигается за счет оксидов цинка, которые отличаются своей плотной структурой. В результате металлу не страшны влага и кислород. Например, через железные соединения вода проникает легко и со временем причиняет вред металлу.
Содержание
- 1 Особенности оцинкованного металла при сварке
- 2 Как правильно подобрать электроды
- 3 Способы сваривания
- 4 Ручная дуговая сварка
- 5 Сварка полуавтоматом
- 6 Инверторная сварка электродами
- 7 С применением флюса
Особенности оцинкованного металла при сварке
Цинковое покрытие бывает разной толщины. Она может варьироваться от 2 до 150 мкм. Чем толще защитный слой, тем надежнее защищен металл от коррозии. Во время сварки оцинкованных металлов необходимо разогревать рабочую поверхность до 1000 градусов, что приводит к следующим последствиям:
- Цинк плавится при температуре 906 градусов.
 Сначала металл переходит в жидкое состояние, а потом в газообразное.
Сначала металл переходит в жидкое состояние, а потом в газообразное. - Испарения цинка нарушают структуру металла, который находится под защитным слоем, и шов оцинковки.
- Для здоровья человека пары цинка вредны. Очень важно работать с оцинкованными металлами в хорошо проветриваемом помещении.
Как правильно подобрать электроды
Для работы с оцинкованными металлами потребуются специальные расходные материалы. Когда защитный слой слишком тонкий (до 15 микрометров), не обойтись без особых электродов.
Для стали, содержащей немного углерода, выбирают электроды с рутиловой основой. Низкоуглеродистая сталь хорошо проваривается с помощью АНО-4, МР-3 и ОЗС-4, т. к. частью их состава является оксид титана. С ними проще зажечь дугу снова, если она потухнет. Также такая сварка образует меньше брызг и дает возможность создать герметичный высокопрочный сварной шов.
Для низколегированной оцинкованной стали применяют электроды УОНИ-13/45, УОНИ-13/55 и ДСК-50. Они имеют сильноосновные флюсы.
Они имеют сильноосновные флюсы.
Способы сваривания
Осуществить сварку металлов с защитным покрытием из цинка можно несколькими способами. Для каждой технологии потребуется определенное оборудование.
Ручная дуговая сварка
При сварке оцинкованного металла с помощью электродов важно помнить:
- чтобы избежать порообразования, сила тока должна быть в пределах 10-50 А;
- во время сварки не должно быть резких движений;
- расстояние между элементами, которые нужно соединить, по сравнению с простой сваркой, должно быть в два раза больше.
Если защитный слой цинка толще 15 мкм и меньше 40, то можно воспользоваться специальными электродами для цинка. Работа ведется до тех пор, пока полностью не сойдет оцинковка.
Сварка полуавтоматом
Технология подразумевает работу с применением присадочной проволоки и защитных газов. Они подаются с помощью сварочного рукава, в результате ванна получает защиту от внешних воздействий.
Проволока различается по диаметру. Бывает она 0.6, 0.8, 1 и 1.2 мм. Если требуется соединить тонкие оцинкованные стальные листы толщиной менее 4 мм, то подойдет проволока 0.6 или 0.8 мм в диаметре. Для более толстых изделий лучше использовать проволоку 1-1.2 мм.
Инверторная сварка электродами
Как правило, эта технология сварки используется, когда необходимо соединить тонкие оцинкованные детали. Во время работы применяется ток с обратной полярностью. Клемма с отрицательным зарядом подключается к свариваемому металлу, а с положительным – к держателю.
Этот подход позволяет добиться минимального деформирования металлической конструкции. Основные особенности сварки инвертором с применением электродов:
- лучше выбирать электроды малого диаметра (до 2 мм), чтобы получить ровный красивый шов;
- если нужно приварить деталь, используя ток небольшой силы, рекомендуется применять изделия с повышенным коэффициентом расплавления;
- если предстоит работа со стальными листами толщиной менее 4 мм, то движения электрода не должны быть резкими;
- правильное расположение электрода – 45-90 градусов по отношению к рабочей поверхности. Это позволит избежать прожигания детали и сделать аккуратный шов.
 Это позволит избежать прожигания детали и сделать аккуратный шов.
Это позволит избежать прожигания детали и сделать аккуратный шов.С применением флюса
Метод сварки полуавтоматом с использованием флюса подразумевает обязательную подготовку рабочей поверхности перед работой. В этом случае также подается присадочная проволока, но защитную функцию выполняет флюс, а не газ. Такой способ сварки позволяет работать не только с оцинкованными заготовками, но и такими металлами, как медь и алюминий. Изделие необходимо зачистить буквально до блеска и обезжирить. Во время сварки оцинковки требуется примерно в два раза больше флюса, чем при соединении обычных металлов.
Основной момент – размер сопла в горелке должен быть пропорционален толщине изделия. Если это тонкий оцинкованный лист толщиной до 6 мм, диаметр сопла должен быть не более 2 мм.

Слишком большой диаметр сопла может привести к перегреву металла, и цинк начнет испаряться и утратит свои защитные свойства, а сопло недостаточного размера не разогреет рабочую поверхность, что приведет к прилипанию припоя.
Сварка оцинкованной стали
В целях повышения долговечности эту сталь применяют довольно широко в автомобилестроении и т. п. Цинк предохраняет поверхность стали от электрохимической коррозии на длительное время. Эта сталь достаточно хорошо штампуется, сваривается и окрашивается. Цинковое покрытие считается в условиях эксплуатации автомобиля более долговечным, чем многослойные лакокрасочные покрытия. В целях защиты от коррозии из такой стали изготовляют только наиболее уязвимые детали кузова автомобиля. Например, в США в среднем на один автомобиль расходуется до 90 кг горячеоцинкованной и 9 кг стали с гальваническим покрытием.
Для цинкования часто используют холоднокатаную низкоуглеродистую сталь 08кп, широко применяемую в штампо-сварных конструкциях. Покрытие можно наносить горячим способом (окунанием) или в гальванических ваннах. Первый считается более производительным и дешевым, последний дает более равномерный слой, что благоприятнее для сварки. Горячим цинкованием изготовляют основную массу оцинкованного металла.
Покрытие можно наносить горячим способом (окунанием) или в гальванических ваннах. Первый считается более производительным и дешевым, последний дает более равномерный слой, что благоприятнее для сварки. Горячим цинкованием изготовляют основную массу оцинкованного металла.
Технология цинкования должна исключать образования интерметаллидов железа с цинком, так как эти соединения делают металл менее пластичным и непригодным для штамповки. При сварке металла возможны трещины. На снижение пластичности влияет образование неравновесных структур при отжиге и цинковании, а также возможно появление водородной хрупкости.
В зависимости от назначения применяют легкие, средние и тяжелые покрытия, различающиеся толщиной, задаваемой массой покрытия на единицу площади. В легких покрытиях масса цинка на 1 м2 составляет 120—275 г, средних 245—410 г и тяжелых 390—685 г при средней толщине покрытия соответственно 14,21 и 30 мкм.
В целях снижения расхода цинка и улучшения свариваемости применяют стали с односторонним покрытием или двусторонним, но разной толщины.
Оцинкованная сталь должна поступать с чистой поверхностью, свободной от масла, грязи и остатков смазки, применяемой при штамповке. Появление на поверхности стали (при ее длительном хранении в условиях повышенной влажности и температуры) окислов цинка (белый налет) препятствует сварке, и их следует удалять.
Сварка оцинкованной стали не требует применения специального оборудования. В связи с более низким контактным сопротивлением, вызванным увеличением площади контакта в месте сварки, необходимо повышение силы сварочного тока. Чем толще цинковое покрытие, тем меньше сопротивление в месте сварки, тем требуется большее повышение силы тока.
Интенсивное увеличение диаметра контактных площадок замедляет повышение температуры центрального столбика металла и вызывает более позднее формирование литого ядра. По мнению исследователей, это приводит при сварке сталей с покрытиями к значительно большему разбросу значений диаметра литого ядра и нагрузки на срез, так как ядро формируется за более короткое время.
В табл. 7 приведены режимы сварки для стали, имеющей среднее гальваническое покрытие. По сравнению с жесткими режимами (см. табл. 3, режим А), для сварки непокрытых сталей в этих режимах увеличены усилие на электродах до 40%, продолжительность импульса сварочного тока до 90% и сила сварочного тока до 20%. Одновременно в этих же соединениях увеличивается и разрушающее усилие частично благодаря дополнительной прочности, полученной за счет сплавления цинка вокруг ядра. Эти же режимы сварки применяют при отношении толщин не более 1:2.
| Толщина каждой детали, мм | Диаметр контактной поверхности электрода, мм | Усилие на электродах, кгс | Продолжительность импульса сварочного тока, с | Сила сварочного тока, кА | Диаметр литого ядра, мм | Разрушающее усилие при срезе на точку, кгс |
| 0,8 | 4,0 | 215 | 0,22 | 10,5 | 4,3 | 420 |
| 0,9 | 4,5 | 250 | 0,24 | 11,0 | 4,6 | 500 |
| 1.0 | 5,0 | 285 | 0,26 | 12,5 | 5,0 | 635 |
| 1,3 | 5,5 | 380 | 0,36 | 14,0 | 5,8 | 910 |
| 1,5 | 6,5 | 487 | 0,46 | 15,0 | 6,6 | 1135 |
| 1,9 | 8,0 | 635 | 0,56 | 19,5 | 7,9 | 1450 |
| 2,4 | 9,0 | 820 | 0,64 | 24,0 | 9,0 | 1910 |
| 2,8 | 10,5 | 1000 | 0,78 | 28,5 | 10,4 | 2315 |
 Режимы точечной сварки оцинкованной низкоуглеродистой стали
Режимы точечной сварки оцинкованной низкоуглеродистой стали
Коррозионная стойкость в месте сварки несколько снижается (до 20%) из-за частичного разрушения покрытия под электродами. Время проковки после выключения сварочного тока необходимо увеличивать, например, до 0,4 с для сварки стали толщиной 1,6 мм. В этот момент слой цинка, расплавленный при сварке, застывает и в меньших количествах переходит на контактную поверхность электродов. В некоторых источниках для металла толщиной свыше 1,5 мм рекомендуется применять повышенное усилие проковки в целях повышения стабильности прочностных показателей и улучшения стойкости электродов (табл. 8).
Время проковки после выключения сварочного тока необходимо увеличивать, например, до 0,4 с для сварки стали толщиной 1,6 мм. В этот момент слой цинка, расплавленный при сварке, застывает и в меньших количествах переходит на контактную поверхность электродов. В некоторых источниках для металла толщиной свыше 1,5 мм рекомендуется применять повышенное усилие проковки в целях повышения стабильности прочностных показателей и улучшения стойкости электродов (табл. 8).
| Толщина каждой детали, мм | Усилие на электродах, кгс | Продолжительность, с | Сила сварочного тока, кА | Диаметр литого ядра точки, мм | Разрушающее усилие при срезе на точку, кгс | ||
| при сварке | при проковке | импульса сварочного тока | проковки | ||||
| 1,65 | 205 | 475 | 0,5 | 0,33 | 11,5 | 7,1 | 1250 |
| 2,74 | 320 | 900 | 0,8 | 0,51 | 15,5 | 8,9 | 3000 |
| 3,50 | 680 | 1170 | 1,2 | 0,83 | 19,0 | 12,2 | 4300 |
При сварке оцинкованных сталей применяют электроды из бронзы типа БрХ или сплава БрХЦр, имеющего большую стойкость.
Электроды применяют с рабочей поверхностью в виде усеченного конуса с углом заточки 120—140°. Электроды со сферической заточкой (радиус сферы 75 мм) используют в тех случаях, когда трудно обеспечить перпендикулярность оси электрода к сварочной поверхности. Важно обеспечить интенсивное охлаждение электродов при расходе воды не менее 7 л/мин. Контактную поверхность электродов следует периодически зачищать и заправлять. При сварке стали толщиной до 2,5 мм со средним покрытием эту операцию производят после 1000 точек. С возрастанием толщины свариваемых деталей и толщины покрытия стойкость электродов падает.
Резко ухудшается вид места сварки и снижается стойкость электродов при сварке оцинкованной стали на многоточечных машинах с односторонним токоподводом. Лучшие результаты получаются при сварке непокрытой стали с оцинкованной, если непокрытую сталь расположить со стороны вторичного контура сварочного трансформатора. Плотность тока в контакте электрод — деталь при этом снижается. Для сварки двух оцинкованных листов следует использовать обычную двустороннюю сварку или схему со спаренными трансформаторами, что также облегчает условия работы электродов в результате снижения токов шунтирования.
Для сварки двух оцинкованных листов следует использовать обычную двустороннюю сварку или схему со спаренными трансформаторами, что также облегчает условия работы электродов в результате снижения токов шунтирования.
Статическая прочность на срез сварных соединений из оцинкованной стали несколько выше, чем у непокрытых благодаря дополнительной прочности, полученной за счет сплавления цинка вокруг литого ядра. Прочность при переменных нагрузках также возрастает. Критерием ее оценки обычно является отношение
Словарь
Оцинкованная кузовная сталь
Благодаря мерам, принятым в начале 80-х
годов прошлого века, удалось существенно улучшить антикоррозионную защиту
кузовов легковых автомобилей. Речь в первую очередь идет о дополнительном
нанесении на поверхность кузова различных химических продуктов, в частности
поливинилхлоридных герметиков для защиты сварных швов, восков для заполнения
полостей и т. п. Однако решающее значение для предотвращения коррозии
автомобильных кузовов сыграло применение для их изготовления оцинкованной
листовой стали.
Речь в первую очередь идет о дополнительном
нанесении на поверхность кузова различных химических продуктов, в частности
поливинилхлоридных герметиков для защиты сварных швов, восков для заполнения
полостей и т. п. Однако решающее значение для предотвращения коррозии
автомобильных кузовов сыграло применение для их изготовления оцинкованной
листовой стали.
В чем причина высоких антикоррозионных свойств оцинкованной стали? Коррозия стального листа происходит в результате взаимодействия кислорода воздуха с железом в присутствии влаги. Следствием такого взаимодействия является образование пористого слоя ржавчины, свободно пропускающего кислород воздуха и влагу вглубь металла. Однажды начавшийся процесс коррозии не прекратится до тех пор, пока весь металл не превратится в ржавчину.
Корродированию стального листа можно
воспрепятствовать, если покрыть его цинком. Антикоррозионный эффект,
достигаемый благодаря цинкованию, обусловлен тем, что цинк образует прочно
связанный с поверхностью стали оксидный слой (ZnO),
препятствующий доступу кислорода воздуха к нижерасположенным слоям стального
листа и, таким образом, выполняющий роль барьера. Если произошло механическое
повреждение слоя цинка, нанесенного на поверхность стального листа (железа),
в присутствии влаги оба металла образуют локальный гальванический элемент, и
в результате электрохимической реакции разрушению подвергается не железо, а
цинк.
Если произошло механическое
повреждение слоя цинка, нанесенного на поверхность стального листа (железа),
в присутствии влаги оба металла образуют локальный гальванический элемент, и
в результате электрохимической реакции разрушению подвергается не железо, а
цинк.
Барьерный эффект цинка проявляется
также при соединении стальных листов контактно-точечной сваркой.
Если внутренние поверхности двух наложенных друг на друга стальных листов оцинкованы,
в момент точечной сварки цинк плавится, переходя в жидкое состояние.
Электроды выдавливают расплавленный цинк наружу, вследствие чего вокруг
сварной точки возникает скопление цинка. Расплав цинка после охлаждения
образует кольцеобразную барьерную зону, которая будет препятствовать
проникновению кислорода воздуха к центру сварной точки. Аналогичный эффект
обеспечивает краска на основе цинковой пыли, которую обычно наносят на место
предстоящей точечной сварки оцинкованных листов.
Оцинкованный стальной лист изготавливают двумя способами.
Электролитический способ цинкования позволяет нанести тонкий, однородный по толщине слой цинка. Стальную ленту пропускают через ванну с электропроводной жидкостью, содержащей ионы цинка. В ванну помещают две положительно заряженные цинковые пластины – аноды. Протягиваемая над ними отрицательно заряженная стальная лента выполняет роль катода. Протекающая в ванне электрохимическая реакция приводит к осаждению цинка на поверхности стального листа. Материал, образующийся в результате электролитического цинкования, обычно используют для изготовления наружных деталей кузова.
Менее дорогим способом является горячее
цинкование стального листа. Стальную ленту пропускают через ванну с
расплавленным цинком (температура плавления цинка около 450۫C). В результате горячего цинкования на поверхности стального
листа возникает очень тонкий слой сплава железа с цинком, поверх которого
образуется слой собственно цинка. Толщина нанесенного с обеих сторон покрытия
составляет около 10 мкм. В результате горячего цинкования на поверхности
металла появляются разводы, образованные оксидами цинка. Эти дефекты
полностью устраняются благодаря последующему пропусканию оцинкованной
стальной полосы через валки. Тем не менее оцинкованный горячим способом материал
не может использоваться для изготовления наружных панелей кузова. Из него
обычно выполняют внутренние, невидимые снаружи детали, например элементы
основания кузова.
Толщина нанесенного с обеих сторон покрытия
составляет около 10 мкм. В результате горячего цинкования на поверхности
металла появляются разводы, образованные оксидами цинка. Эти дефекты
полностью устраняются благодаря последующему пропусканию оцинкованной
стальной полосы через валки. Тем не менее оцинкованный горячим способом материал
не может использоваться для изготовления наружных панелей кузова. Из него
обычно выполняют внутренние, невидимые снаружи детали, например элементы
основания кузова.
Преимущества оцинкованного листа проявляются при изготовлении штампованных деталей. При штамповании происходит натягивание цинковой пленки на кромки заготовок, благодаря чему создается хорошая защита этих особо подверженных коррозии поверхностей деталей кузова.
Восстановление оцинкованного кузова должно
осуществляться таким образом, чтобы сохраняла свою силу заводская гарантия на
эту важную часть автомобиля, срок службы которой может достигать 10 лет. С
тех пор как оцинкованный стальной лист начал использоваться в серийном
производстве кузовов, не прекращаются дискуссии по поводу особенностей сварки
этого материала, его защиты от коррозии, а также по вопросам, связанным с
охраной здоровья персонала ремонтных мастерских.
С
тех пор как оцинкованный стальной лист начал использоваться в серийном
производстве кузовов, не прекращаются дискуссии по поводу особенностей сварки
этого материала, его защиты от коррозии, а также по вопросам, связанным с
охраной здоровья персонала ремонтных мастерских.
Какие проблемы возникают при сварке оцинкованного стального листа? При разогреве примерно до 420۫C цинк начинает плавиться. Дальнейшее нагревание (примерно до 900۫C) вызывает окисление чистого цинка и железоцинкового сплава и выделение обладающих сыроватым оттенком паров оксида цинка. Это обстоятельство осложняет сварку, поскольку происходит разбрызгивание металла, видимость в зоне сварки ухудшается и т.п. В сварочном шве могут образовываться трубчатые поры и газовые пузырьки, в результате чего соответствующий элемент конструкции кузова потеряет прочность.
Кроме того, пары оксида цинка чрезвычайно
вредны для здоровья. Их вдыхание может вызвать лихорадку, раздражение
дыхательных путей, заболевания желудка. Вдыхание очень большого количества
паров может привести к отравлению.
Их вдыхание может вызвать лихорадку, раздражение
дыхательных путей, заболевания желудка. Вдыхание очень большого количества
паров может привести к отравлению.
На основании анализа соответствующих данных
можно прийти к заключению, что электролитически оцинкованный стальной лист не
нуждается в предварительной подготовке к сварке. Слой цинка в этом случае
составляет около 20 мкм, то есть настолько тонок, что не способен оказывать
какого-либо влияния на протекание сварки. Отсюда следует вывод, что все
детали, которые применяют в качестве наружной отделки автомобильного кузова,
должны быть изготовлены из оцинкованного именно этим способом металла. Слой
цинка при горячем цинковании достигает 170 мкм. Таким образом, цинк может
препятствовать нормальному протеканию сварки и, следовательно, подлежит
предварительному удалению, которое обычно осуществляют шлифовальной машинкой.
Металл, оцинкованный горячим способом, используется главным образом для
изготовления элементов основания кузова и некоторых небольших деталей, например
петель дверей.
Важное значение при восстановлении деталей кузова, выполненных из оцинкованного стального листа, имеет ограничение количества подводимого тепла. Наиболее прочное сварное соединение при минимальном разрушении цинкового покрытия обеспечивается благодаря контактно-точечной сварке. При таком способе сварки цинковое покрытие практически полностью сохраняется, а вокруг сварной точки образуется защитное кольцо из цинка.
При сваривании деталей из оцинкованного
стального листа не всегда может быть обеспечено такое же качество сварки, как
для обычного стального листа. В связи с этим некоторые изготовители
автомобилей рекомендуют использовать более высокий сварочный ток или более
сильный прижим электродов, а также увеличить продолжительность сварки. Однако
такое изменение режима сварки для оптимальным образом отрегулированного
сварочного аппарата является практически невыполнимой задачей. Аппараты для
контактно-точечной сварки обычно работают в следующем режиме.
Аппараты для
контактно-точечной сварки обычно работают в следующем режиме.
· Сила сварочного тока зависит от усилия прижима электродов.
· На электроды воздействует невысокое усилие прижима.
· Время сварки с увеличением потребляемой мощности автоматически возрастает.
· Электроды имеют закругленные рабочие торцы.
· Отсутствие скручивания и незначительный изгиб электродержателей.
Перед сваркой элементов кузова из
оцинкованного стального листа всегда следует прибегать к описанной ранее
пробной точечной сварке. Кроме того, при работе с оцинкованным металлом
необходим более тщательный уход за рабочей поверхностью электродов, который
осуществляют с помощью специальных принадлежностей. В связи с тем, что сварка
оцинкованного материала при восстановлении кузова представляет собой часто
дискутируемую тему, настоятельно рекомендуем персоналу ремонтных мастерских
постоянно ориентироваться на соответствующие предписания изготовителей
автомобиля.
Все вышесказанное справедливо и для сварки в среде защитного газа. В этом случае следует придерживаться следующих рекомендаций.
· Сварка оцинкованного листового материала по сравнению с обычной листовой сталью требует снижения используемой мощности на 10-20%; на столько же следует уменьшать скорость сварки.
· Напряжение источника тока должно составлять менее 20 В; изменение напряжения должно осуществляться как можно более плавно.
· Чтобы обеспечить стабильность электрической дуги, расстояние от токопроводящего мундштука до поверхности свариваемого материала не должно превышать 18 мм.
· Горелку при сварке следует вести в нейтральном или слегка прижатом положении.
·
Проволочный электрод и
защитный газ аналогичны используемым для сварки обычной листовой стали.
· По сравнению с неоцинкованным материалом возможно более сильное разбрызгивание металла. Поэтому следует применять газовое сопло большего диаметра и устанавливать более высокий расход защитного газа.
· Необходимо как можно быстрее проваривать узкие зоны.
· При подготовке края новой детали кузова к сварке слой цинка можно не удалять. Грунтовочное покрытие подлежит удалению с помощью растворителя. Внутренние поверхности перед сваркой внахлест следует покрыть краской на основе цинковой пыли.
·
Несмотря на то что
оцинкованная поверхность обладает особо высокими антикоррозионными
свойствами, после восстановления кузова необходимо осуществить все обычные
мероприятия по защите от коррозии. Чтобы избежать снижения адгезии, для
антикоррозионной защиты следует использовать лишь те материалы, которые
рекомендованы для оцинкованных стальных листов.
Ремонт автомобильных кузовов. Карл Дамшен
www.remont-kuzova.narod.ru
◄Вернуться в раздел статьи
Как сваривают оцинкованный металл — Сварка Профи
Как выполнить сварку оцинкованного металла?
Сварка оцинкованных деталей — не такой уж и редкий процесс на любом сварочном предприятии. Оцинковка — это слой цинка, которым покрывают различный типы сталей.
Цинк обладает множеством достоинств, оцинкованные детали имеют хорошие эксплуатационные характеристики, меньше подвержены коррозии и в целом дольше служат.
При этом оцинковка может применяться как при изготовлении сложный металлоконструкций, так и на производстве изделий для быта.
Обратите внимание
Но нужно понимать, что у цинка есть ряд своих характерных особенностей, которые усложняют сварку. Кроме того, на современном производстве к сварщикам предъявляют очень высокие требования по качеству работ и количеству брака.
И если в одном случае вас выручит профессиональный сварочный аппарат для оцинкованного металла, то в другом случае ошибки будут неминуемы.
В этой статье мы кратко расскажем, как варить оцинковку не только быстро, но еще и качественно.
Общая информация
Итак, как мы уже писали выше, оцинковка представляет собой защиту металла от повреждений и коррозии. При этом слой цинка может варьироваться от 1 до 20 микрометров. Чем больше слой, тем лучше защита.
Кстати, наиболее сильны именно антикоррозийные свойства цинка. Даже если вы поцарапаете металл или оставите на нем вмятину, коррозия образуется с минимальной вероятностью. По этой причине металл часто цинкуют при производстве автомобилей и кораблей.
Оцинковка не только защищает металл от коррозии, но и обладает рядом других достоинств. При работе с оцинковкой металл практически не разбрызгивается, что очень удобно, особенно для новичков. Также в зоне формирования шва обеспечивается дополнительная катодная защита металла. Кроме того, готовый шов не нуждается в трудоемкой обработке.
Особенности сварки
Сварка оцинкованной стали — непростой процесс. Это связано с особенностями цинка, которые приходится учитывать для выполнения качественной работы.
Прежде всего, новичкам часто сложно подобрать оптимальную температуру, при которой возможна сварка оцинковки.
Слой цинка может начать плавиться уже при температуре около 400 градусов, но если немного переборщить, то цинк может начать испаряться.
Данная особенность очень мешает формированию качественного шва. Дуга зажигается с высокой температурой и может довольно быстро испарить слой цинка. В результате шов будет пористым и с трещинами, а в процессе работы дуга будет гореть крайне нестабильно.
Вам не удастся решить эту проблему настройкой режима сварки или с помощью своих навыков. Единственное решение — использование в работе либо специальных электродов с покрытием (если это сварка инвертором), либо присадочной проволоки и защитного газа.
Если качество шва стоит на первом месте, то рекомендуем варить в среде газа и с проволокой. Проволока может быть изготовлена из меди, кремния, алюминия и бронзы. Также можно использовать проволоку, в составе которой есть медь в очень большом количестве. Такая сварочная проволока для оцинкованной стали отлично зарекомендовала себя в работе.
Расходные материалыКак вы понимаете, именно расходные материалы играют самую главную роль при сварке оцинкованных деталей. Каким бы профессиональным ни был бы ваш сварочный аппарат, вы просто не сможете сделать правильный шов, если подберете неподходящие расходники. Далее мы поговорим о присадочной проволоке и электродах, которые упрощают процесс сварки цинковых изделий.
При выборе проволоки обращайте внимание, чтобы она имела невысокую температуру плавления. Обычно такая проволока содержит в своем составе много меди.
Рекомендуем присадочную проволоку с температурой плавления от 900 до 1100 градусов по Цельсию. При работе с такой проволокой сам присадочный материал будет плавиться, а сталь нет.
При работе с такой проволокой сам присадочный материал будет плавиться, а сталь нет.
Важно
Такой подход больше похож на пайку, чем на сварку, но поверьте, соединение будет очень прочным.
Самая популярная проволока для сварки оцинкованных деталей — CuSi3. Шов, полученный с ее помощью, получается не самым прочным, но зато с ним потом удобно работать и подвергать механической обработке. Из-за кремния в составе такая проволока начинает растекаться при плавлении, так что следите за тем, какие легирующие вещества есть в составе этого присадочного материала.
Нередко применяется также проволока CuAl8 и CuSi2Mn. CuSi2Mn формирует очень прочный шов (при условии, что в составе есть марганец), но его затем очень трудно обрабатывать. Обработка отнимает намного больше сил и времени. CuAl8 используется при сварке металлов, которые покрыты цинком и алюминием.
Рекомендуем использовать в процессе пайки короткую дугу. Так она будет гореть гораздо стабильнее. Если использовать длинную дугу, то она будет нестабильной из-за цинковых испарений. Эта проблема особенно трудно решаема при сварке деталей с толстым слоем цинка.
Эта проблема особенно трудно решаема при сварке деталей с толстым слоем цинка.
Следите, чтобы металл не разбрызгивался. Для этого можно варить методом, когда используется короткий импульс тока. Ну а защитный газ дополнительно упростит процесс сварки.
Сварка цинка также предполагает правильную настройку сварочного оборудования. Рекомендуем установить маленькую силу тока, это поможет держать под контролем длину и стабильность сварочной дуги. При небольшом токе металл не будет перегреваться, а вместе с ним и цинк не будет испаряться в большом количестве. Вы уже получите лучшее качество просто установив небольшую силу тока.
Если вы варите полуавтоматом, то выберите режим «Synergic». Такая настройка есть не во всех сварочниках, но не пренебрегайте ею, если ваш полуавтомат способен работать в таком режиме. С его помощью можно в автоматическом режиме настроить многие параметры сварки, а значит улучшить качество шва.
С его помощью можно в автоматическом режиме настроить многие параметры сварки, а значит улучшить качество шва.
Суть этого режима крайне проста: производитель еще на заводе подбирает оптимальные настройки для разных типов присадочных материалов и компонует их в так называемые пресеты (набор настроек, которые можно выбрать, нажав одну кнопку). Вам только нужно выбрать один пресет, а остальные настройки аппарат выберет сам. Так вы упростите и оптимизируете свой труд, вы больше времени потратите на формирование шва, чем на настройку сварочника, а это очень важно.
Совет
Если вы все же решили использовать инвертор и электроды для оцинкованной стали, то можно применять стержни, предназначенные для сварки низкоуглеродистых и низколегированных сталей. У таких электродов зачастую рутиловое покрытие, а это большой плюс.
По нашему опыту можно смело приобретать электроды марок АНО-4, МР-3, ОЗС-4, УОНИ-13/45, УОНИ-13/55, ДСК-50. Вы без проблем найдете их в большинстве специализированных магазинов.
Они стоят недорого и при этом обеспечивают удовлетворительное качество сварного соединения.
Вместо заключения
Не важно, что вам предстоит: сварка инвертором оцинковки или сварка оцинкованного металла полуавтоматом, в любом случае нужно соблюдать технологию и внимательно ознакомиться с документацией, которая прилагается к каждой детали. Используйте только профессиональное оборудование и качественные расходные материалы. Не пытайтесь сэкономить, ведь в конечном итоге некачественная проволока и электроды сведут все ваши усилия к нулю.
Не забывайте осматривать сварное соединение после сварки, визуальный контроль поможет выявить очевидные огрехи и исправить их. Поделитесь в комментариях своим опытом сварки оцинкованного металла, эта информация будет полезна для наших читателей. Желаем удачи в работе!
Источник: https://svarkaed.ru/svarka/svarka-metallov/kak-vypolnit-svarku-otsinkovannogo-metalla.html
Как варить оцинковку
20.10.2018
Тонкое цинковое покрытие увеличивает коррозионную стойкость стали. Оцинкованный прокат часто применяется в сварных металлоконструкциях.
Оцинкованный прокат часто применяется в сварных металлоконструкциях.
Чтобы они были прочными, необходимо учитывать разницу температуры плавления цинка и углеродистых сплавов.
Поскольку разрушение защитного слоя недопустимо, при сварке оцинкованной стали необходимо соблюдать технологические особенности, сохраняющие целостность цинкового покрытия.
Сварка оцинковки производится несколькими методами: с помощью электродов, присадочной проволоки. Начинающим полезно будет узнать, как сделать качественное соединение, не повреждая защитного покрытия. Знаниями нюансов сварочного процесса делятся сварщики с опытом работы.
Особенности цинкового покрытия
На сталь антикоррозионное покрытие наносится несколькими методами. В зависимости от технологии толщина покрытия оцинкованного листа колеблется от двух до 150 микрон.
Прожечь его легко, цинк плавится при температуре +906°С, сталь – при +1100°С. При обычном методе сваривания металла покрытие неизбежно пострадает.
Его необходимо покрывать защитным флюсом, который не дает поверхности разогреваться.
Другая сложность сварки оцинковки – высокая токсичность выделяемых защитным покрытием паров. Сварка цинка требует защиты органов дыхания. Покрытие сначала размягчается, затем переходит в газообразное состояние.
Эти пары при попадании в дыхательные пути вызывают сильную интоксикацию.
Если необходимо монтировать оцинковку, нужно пользоваться масками с принудительным нагнетанием воздуха или работать в хорошо проветриваемом помещении, оснащенным вентиляцией.
Жидкий цинк значительно снижает качество шва. Делает рыхлым, хрупким. Чтобы он не попал в зону разогрева металла, участки в области шва очищают. Удаление цинкового покрытия – обязательная процедура соединения оцинковки. Основные способы очистки поверхности:
- Горячий, когда края заготовки перед сваркой обжигаются газовой горелкой. Быстрый но небезопасный метод, образуется слишком много ядовитых паров.
- Химический метод, обработка деталей кислотой или щелочью. После этого поверхности необходимо промыть и просушить.
- Механический, защитный слой счищается стальной щеткой, шкуркой, другим абразивным материалом.

Выбор электродов
Когда при монтаже оцинкованных металлоконструкций пользуются электродуговой сваркой, обычные электроды для стали не подойдут. Чем варится оцинковка? Нужны расходные материалы (электроды или проволока для полуавтоматов) с рутиловым покрытием. Для низкоуглеродистых сплавов приобретают электроды типов:
- АНО-4, рассчитаны на сварку оцинковки при постоянном и переменном токе;
- МР-3, требуют напряжения холостого хода не менее 50 В;
- ОЗС-4, аналоги сварочной проволоки СВ08А, СВ08. Марки с высоким содержанием флюсов: УОНИ-13/45, УОНИ-13/55, ДСК-50. Они применяются для любых видов оцинковки, в том числе для сварки высокоуглеродистых сплавов, когда нужно высокое качество шва. Содержит карбонаты и фтористые соединения. Ими можно варить оцинковку любой толщины. Для толстого металла необходимо делать несколько проходов.
 Ими можно варить оцинковку любой толщины. Для толстого металла необходимо делать несколько проходов.
Ими можно варить оцинковку любой толщины. Для толстого металла необходимо делать несколько проходов.Электроды МР-3, требуют напряжения холостого хода не менее 50 В
Способы сварки оцинкованного металла
Для соединения оцинковки можно использовать газовую и электродуговую сварку. Возможна точечная, такой метод применим на предприятиях. Для точечной сварки оцинковки нужны специальные автоматы.
В условиях гаража чаще применяется электродуговая сварка оцинковки с использованием защитных флюсов, специальных электродов или проволоки, реже – полуавтоматическая, она примется в автомастерских, на производстве, требует дорогостоящего оборудования.
У каждого метода сварки оцинковки металлоконструкций есть свои преимущества. Знакомство с преимуществами и недостатками каждого поможет определиться с выбором аппарата. Чем и как варить оцинковку, зависит от опыта работы сварщика.
Обратите внимание
Использование традиционных сварочных аппаратов для оцинковки требует навыков. Новичкам будет трудно выдерживать ампераж. Сложно не допускать непроваров или прожогов. Инвертор или полуавтомат в этом плане предпочтительнее.
Новичкам будет трудно выдерживать ампераж. Сложно не допускать непроваров или прожогов. Инвертор или полуавтомат в этом плане предпочтительнее.
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-otsinkovku
Сварка оцинкованной стали
В целях повышения долговечности эту сталь применяют довольно широко в автомобилестроении и т. п. Цинк предохраняет поверхность стали от электрохимической коррозии на длительное время. Эта сталь достаточно хорошо штампуется, сваривается и окрашивается.
Цинковое покрытие считается в условиях эксплуатации автомобиля более долговечным, чем многослойные лакокрасочные покрытия. В целях защиты от коррозии из такой стали изготовляют только наиболее уязвимые детали кузова автомобиля.
Например, в США в среднем на один автомобиль расходуется до 90 кг горячеоцинкованной и 9 кг стали с гальваническим покрытием.
Для цинкования часто используют холоднокатаную низкоуглеродистую сталь 08кп, широко применяемую в штампо-сварных конструкциях.
Покрытие можно наносить горячим способом (окунанием) или в гальванических ваннах. Первый считается более производительным и дешевым, последний дает более равномерный слой, что благоприятнее для сварки.
Горячим цинкованием изготовляют основную массу оцинкованного металла.
Технология цинкования должна исключать образования интерметаллидов железа с цинком, так как эти соединения делают металл менее пластичным и непригодным для штамповки. При сварке металла возможны трещины. На снижение пластичности влияет образование неравновесных структур при отжиге и цинковании, а также возможно появление водородной хрупкости.
В зависимости от назначения применяют легкие, средние и тяжелые покрытия, различающиеся толщиной, задаваемой массой покрытия на единицу площади. В легких покрытиях масса цинка на 1 м2 составляет 120—275 г, средних 245—410 г и тяжелых 390—685 г при средней толщине покрытия соответственно 14,21 и 30 мкм.
В целях снижения расхода цинка и улучшения свариваемости применяют стали с односторонним покрытием или двусторонним, но разной толщины.
Например, специально для автомобилестроения разработано дифференцированное покрытие с толщиной слоя цинка на лицевой стороне 2,5—6 мкм, а на стороне, более подверженной коррозии, 20—25 мкм. Толщина покрытия влияет на свариваемость.
С увеличением его толщины свариваемость ухудшается, требуются увеличение сварочного тока, изменение цикла сварки, более частая зачистка рабочих поверхностей электродов.
Важно
Оцинкованная сталь должна поступать с чистой поверхностью, свободной от масла, грязи и остатков смазки, применяемой при штамповке. Появление на поверхности стали (при ее длительном хранении в условиях повышенной влажности и температуры) окислов цинка (белый налет) препятствует сварке, и их следует удалять.
Сварка оцинкованной стали не требует применения специального оборудования. В связи с более низким контактным сопротивлением, вызванным увеличением площади контакта в месте сварки, необходимо повышение силы сварочного тока. Чем толще цинковое покрытие, тем меньше сопротивление в месте сварки, тем требуется большее повышение силы тока.
Интенсивное увеличение диаметра контактных площадок замедляет повышение температуры центрального столбика металла и вызывает более позднее формирование литого ядра. По мнению исследователей, это приводит при сварке сталей с покрытиями к значительно большему разбросу значений диаметра литого ядра и нагрузки на срез, так как ядро формируется за более короткое время.
В табл. 7 приведены режимы сварки для стали, имеющей среднее гальваническое покрытие. По сравнению с жесткими режимами (см. табл.
3, режим А), для сварки непокрытых сталей в этих режимах увеличены усилие на электродах до 40%, продолжительность импульса сварочного тока до 90% и сила сварочного тока до 20%.
Одновременно в этих же соединениях увеличивается и разрушающее усилие частично благодаря дополнительной прочности, полученной за счет сплавления цинка вокруг ядра. Эти же режимы сварки применяют при отношении толщин не более 1:2.
| Толщина каждой детали, мм | Диаметр контактной поверхности электрода, мм | Усилие на электродах, кгс | Продолжительность импульса сварочного тока, с | Сила сварочного тока, кА | Диаметр литого ядра, мм | Разрушающее усилие при срезе на точку, кгс |
| 0,8 | 4,0 | 215 | 0,22 | 10,5 | 4,3 | 420 |
| 0,9 | 4,5 | 250 | 0,24 | 11,0 | 4,6 | 500 |
1. 0 0 | 5,0 | 285 | 0,26 | 12,5 | 5,0 | 635 |
| 1,3 | 5,5 | 380 | 0,36 | 14,0 | 5,8 | 910 |
| 1,5 | 6,5 | 487 | 0,46 | 15,0 | 6,6 | 1135 |
| 1,9 | 8,0 | 635 | 0,56 | 19,5 | 7,9 | 1450 |
| 2,4 | 9,0 | 820 | 0,64 | 24,0 | 9,0 | 1910 |
| 2,8 | 10,5 | 1000 | 0,78 | 28,5 | 10,4 | 2315 |
Коррозионная стойкость в месте сварки несколько снижается (до 20%) из-за частичного разрушения покрытия под электродами. Время проковки после выключения сварочного тока необходимо увеличивать, например, до 0,4 с для сварки стали толщиной 1,6 мм.
В этот момент слой цинка, расплавленный при сварке, застывает и в меньших количествах переходит на контактную поверхность электродов.
В некоторых источниках для металла толщиной свыше 1,5 мм рекомендуется применять повышенное усилие проковки в целях повышения стабильности прочностных показателей и улучшения стойкости электродов (табл. 8).
| Толщина каждой детали, мм | Усилие на электродах, кгс | Продолжительность, с | Сила сварочного тока, кА | Диаметр литого ядра точки, мм | Разрушающее усилие при срезе на точку, кгс | ||
| при сварке | при проковке | импульса сварочного тока | проковки | ||||
| 1,65 | 205 | 475 | 0,5 | 0,33 | 11,5 | 7,1 | 1250 |
| 2,74 | 320 | 900 | 0,8 | 0,51 | 15,5 | 8,9 | 3000 |
| 3,50 | 680 | 1170 | 1,2 | 0,83 | 19,0 | 12,2 | 4300 |
При сварке оцинкованных сталей применяют электроды из бронзы типа БрХ или сплава БрХЦр, имеющего большую стойкость.
Электроды применяют с рабочей поверхностью в виде усеченного конуса с углом заточки 120—140°. Электроды со сферической заточкой (радиус сферы 75 мм) используют в тех случаях, когда трудно обеспечить перпендикулярность оси электрода к сварочной поверхности.
Важно обеспечить интенсивное охлаждение электродов при расходе воды не менее 7 л/мин. Контактную поверхность электродов следует периодически зачищать и заправлять. При сварке стали толщиной до 2,5 мм со средним покрытием эту операцию производят после 1000 точек.
С возрастанием толщины свариваемых деталей и толщины покрытия стойкость электродов падает.
Совет
Резко ухудшается вид места сварки и снижается стойкость электродов при сварке оцинкованной стали на многоточечных машинах с односторонним токоподводом.
Лучшие результаты получаются при сварке непокрытой стали с оцинкованной, если непокрытую сталь расположить со стороны вторичного контура сварочного трансформатора. Плотность тока в контакте электрод — деталь при этом снижается.
Плотность тока в контакте электрод — деталь при этом снижается.
Для сварки двух оцинкованных листов следует использовать обычную двустороннюю сварку или схему со спаренными трансформаторами, что также облегчает условия работы электродов в результате снижения токов шунтирования.
Статическая прочность на срез сварных соединений из оцинкованной стали несколько выше, чем у непокрытых благодаря дополнительной прочности, полученной за счет сплавления цинка вокруг литого ядра. Прочность при переменных нагрузках также возрастает.
Критерием ее оценки обычно является отношение
предела выносливости к максимальной статической прочности на срез, которое для оцинкованных и непокрытых сталей толщиной 1 мм равно соответственно 0,5 и 0,3.
Эта разница снижается при увеличении толщины, что объясняется уменьшением эффекта действия соединения, вызванного сплавлением цинка вокруг литого ядра.
Источник: http://www.stroitelstvo-new.ru/svarka/t/ocinkovannoi-stali. shtml
shtml
Точечная сварка оцинкованных листовых материалов в серийном производстве
Рассмотрены вопросы стабилизации качества точечной сварки за счет автоматической корректировки режимов при серийном производстве изделий из листовых материалов с различными типами гальванических покрытий на основе цинка.
В последние годы происходит интенсивное внедрение в промышленности листового металлопроката с защитными покрытиями различных типов.
В автомобилестроении и металлообработке листовая сталь с металлическими покрытиями используется, в основном, для изготовления автомобильных кузовов, компонентов шасси, корпусных и рамных конструкций.
Обратите внимание
Изготовление этих конструкций часто требует использования методов контактной сварки сопротивлением для автоматизации или роботизации процессов сварки.
Исследования, проведенные до настоящего времени в различных научно- исследовательских центрах, включая Instytut Spawalnictwa, выявили закономерности сварки деталей с покрытиями, что позволило внедрить методику контактной сварки сопротивлением при монтаже элементов ответственных конструкций.
В настоящее время в промышленном производстве контактной сваркой сопротивлением свариваются детали, оцинкованные холодным и горячим методами. При этом металл покрыт тонкими однородными слоями с высокой прочностью сцепления с основным материалом и пассивированным поверхностным слоем.
В связи с тем, что основной потребитель оцинкованного листового металлопроката — автомобилестроение, проведено много испытаний и исследований с точки зрения применения его для изготовления коррозионностойких сварных автомобильных кузовов.
Учитывая необходимость использования оцинкованных листов в автомобилестроении, следует принимать во внимание, что цинково- никелевые покрытия с дополнительным органическим слоем (например, с повышенным содержанием Si02) являются наиболее предпочтительными.
Среди новейших разработок имеются листы с органическими покрытиями, показанные на Рис.1.
Листы, покрытые органическим поверхностным слоем, содержащим молекулы цинка, с трудом поддаются сварке, при использовании же покрытия тонким органическим слоем (приблизительно 1 мкм) на хромистой основе (Рис. 1а) значительно повышает свариваемость.
1а) значительно повышает свариваемость.
Металлические пластины с защитными покрытиями и дополнительными органическими слоями (а- легко поддающаяся сварке пластина, б — трудносвариваемая пластина).
При большом количестве сварных точек увеличение диаметра рабочей поверхности электрода становится существенным фактором ухудшения качества сварного шва. При этом наблюдается снижение плотности сварочного тока, что, в свою очередь, снижает тепловложения в зоне сварки.
Важно
С другой стороны, при этом снижается усилие сжатия электрода, что требует увеличения тока сварки и, следовательно, приводит к повышенным тепловложения в зоне контакта “электрод-пластина”.
Постоянное налипание материала покрытий и продуктов их окисления на торец электрода при увеличении его площади оказывает дополнительный существенный эффект на тепловую энергию, выделяющуюся в зоне контакта “электрод-пластина”, а также на качество и повторяемость процесса сварки. Считается, что обычно эти изменения состояния рабочей поверхности электрода и его формы приводят к уменьшению литого ядра сварной точки и к изменению ее строения.
Все эти факторы сварки зависят, в основном, от материала электродов и формы его рабочей поверхности, а также, в определенной степени, от материала покрытия. Тип покрытия металла определяет состояние рабочей поверхности электрода, его деформацию и загрязнение материалом покрытия и продуктами сгорания.
Серийная точечная сварка стали, покрытой тонкими металлическими покрытиями
Учитывая комплексный характер проблем сварки сопротивлением пластин, покрытых металлическими покрытиями, процесс их точечной сварки может считаться приемлемым при условии успешного внедрения в серийном производстве. Начальные режимы сварки могут быть выбраны на основе рекомендаций или номограмм, имеющихся в технической литературе, в которых учтены толщина
свариваемых пластин, форма и размеры электродов. При этом с учетом влияния износа рабочей поверхности электрода, контактирующей с материалом покрытия в течение длительного процесса сварки, корректировка параметров режима сварки при выполнении серии точек является крайне необходимой.
При этом с учетом влияния износа рабочей поверхности электрода, контактирующей с материалом покрытия в течение длительного процесса сварки, корректировка параметров режима сварки при выполнении серии точек является крайне необходимой.
В автоматизированных сварочных постах этап очистки и корректировки формы электрода после выполнения 100 — 200 точек может программироваться в рабочем цикле при зачистке специальными фрезами с пневматическим приводом.
Стабильность режима сварки в ручных операциях трудноуправляема.
В промышленной практике наиболее эффективное решение — корректировка значения сварочного тока, если в процессе сварки используются точечные машины, оборудованные современными системами управления.
Изготовители сварочных машин и систем управления предлагают оборудование с контролем стабилизации значения сварочного тока и возможности его корректировки в сварочном цикле, что необходимо для выполнения точек требуемого качества.
Функциональное качество сварных соединений всегда являлось превалирующим аспектом в оценке совершенства принятой технологии сварки. В случае точечной сварки металлических покрытых пластин, таким критерием является получение требуемого качества сварной точки для каждой серии, с точки зрения как прочности точки, так и ее строения.
В случае точечной сварки металлических покрытых пластин, таким критерием является получение требуемого качества сварной точки для каждой серии, с точки зрения как прочности точки, так и ее строения.
В пределах одной серии сварные точки могут иметь различное строение. Поперечные разрезы сварных точек, полученных при сварке на переменном токе, показаны на рис. 2-4. Основная проблема заключается в том, чтобы скорректировать значения сварочного тока таким образом, чтобы точки имели надлежащие размеры и строение, типа А — как на Рис.
Совет
2, на протяжении всей серии. Очень опасно изменение размеров и строение швов в течение цикла. Могут образовываться швы типа В — с литым ядром меньшего диаметра — или типа С и D — с кольцевой структурой ядра (С — если область непровара мала). Если рабочие концы электрода сильно загрязнены, могут появляться точки типа Е, т.е.
без образования литого ядра.
Правильно выполненная сварная точка с получением строения и размеров литого ядра типа А — Травление: Nital. X 25Сварная точка типа D с кольцевым ядром и большой центральной областью без провара. Травление: Nital х 25Сварная точка типа Е, полученная без образования литого ядра.
X 25Сварная точка типа D с кольцевым ядром и большой центральной областью без провара. Травление: Nital х 25Сварная точка типа Е, полученная без образования литого ядра.
Травление: Nital х 25
Корректировка значений сварочного тока будет зависеть от вида и толщины свариваемых пластин, а также от размеров электрода, типа сварочной машины (на переменном или постоянном токе инверторного типа) и многих других факторов.
В алгоритме изменения сварочного тока в течение цикла, разработанного в Instytut Spawalnictwa, приняты дополнительно во внимание такие факторы, как скорость охлаждения электрода и твердость его материала:
где: Iо — первоначальное значение сварочного тока [А]; Iв — значение сварочного тока для n-шва [А]; а — скорость охлаждения электрода; g — толщина пластины [мм]; Т — твердость электрода [твердость по Виккерсу, 30]; R — радиус рабочего торца электрода [мм]; n — количество свариваемых точек; А — константа.
Схема изменений сварочного тока при серийной точечной сварке с использованием вышеупомянутого алгоритма показано на Рис.
 5. Все точки в серии имеют гарантированные размеры (диаметр сварной точки больше 5Vg [мм]). Строение сварной точки правильное, с образованием литого ядра сферической формы. Механические свойства сварных соединений также постоянны для всей серии.
5. Все точки в серии имеют гарантированные размеры (диаметр сварной точки больше 5Vg [мм]). Строение сварной точки правильное, с образованием литого ядра сферической формы. Механические свойства сварных соединений также постоянны для всей серии.При увеличении значения сварочного тока на 30 %, можно определить конечное число точек на основе алгоритма изменений значения сварочного тока:
В определенных условиях корректировка значений сварочного тока может быть проведена более тщательно. В таблице 1 приведены результаты серийной точечной сварки пластин с покрытиями типа Solplex.
Сварка проводилась с использованием сварочной машины на переменном и постоянном (от источника питания инверторного типа) токе с автоматической корректировкой его значения.
Видно, что проведение сварки с использованием сварочных машин с источниками питания инверторного типа позволяет значительно повысить количество бездефектных точек по сравнению с использованием машин на переменном токе.
Пример технологии сварки, при которой стабилизация сварочного тока и корректировка его величины рассчитываются по алгоритму В = Io + s.
Серийная точечная сварка может проводиться также на основе другого алгоритма изменений значений сварочного тока.
Некоторые автомобилестроительные компании предлагают выполнение сварных точек с такой корректировкой значения сварочного тока, при которой в 30 % случаев происходит выплеск металла. Это вызвано слишком высоким сварочным током относительно его оптимальных значений.
Предполагается, что такой способ сварки гарантирует получение швов с достаточно большими сварными точками. Пример такой технологии сварки показан на рис. 6.
Обратите внимание
Однако, этот процесс может применяться в серийном производстве только тогда, когда сварочные посты оборудованы системами регистрации динамического сопротивления области сварки и корректировки значения сварочного тока, обеспечивающих возможность его изменения в зависимости от количества сварных точек, и, дополнительно, в соответствии с уменьшением электрического сопротивления во время сварки n-ой точки.
Пример технологии сварки, при которой происходит управление стабилизацией сварочного тока и условиями формирования грата.
Результаты серийной точечной сварки пластин, с покрытиями тина Solplex, с автоматической корректировкой сварочного тока
Точечная сварка пластин с металлическими покрытиями толщиной более 15 мкм
Точечная сварка пластин с толстыми цинковыми покрытиями сложна, особенно при проведении серийной сварки.
Толстые цинковые покрытия наносятся методом погружения; допуск толщины слоя — несколько микрометров и даже больше.
Величина расхода электродного материала, которую для таких процессов трудно рассчитать и, как следствие, скорректировать, в основном за счет увеличения сварочного тока, приобретает в этом случае существенное значение.
В то время, как в мелкосерийном производстве поддержание стабильности режима процесса может быть осуществлено непрерывной очисткой рабочей поверхности электрода для сохранения его размеров, в крупносерийном производстве такая обработка дорогостояща и не обеспечивает качества сварки.
В Instytut Spawalnictwa в Gliwice была разработана специальная программа для точечной сварки материалов этого вида.
Схема трехступенчатой программы для серийной точечной сварки пластин с толстыми оцинкованными покрытиями приводится на рисунке ниже.
Схема трехступенчатой программы точечной сварки
Этап 1 . Удаление цинкового покрытия из центральной контактной поверхности (Относительно высокое значение давления Р, и низкий сварочный ток I1,)
Этан 2. Охлаждение области соединения, защита контактной поверхности от окисления атмосферным воздухом (низкое значение давления Р2, отсутствие сварочного тока I2 = 0).
Этап 3. Формирование правильного строения литого ядра при непрерывном контроле параметров сварки (параметры — как в случае сварки пластин без покрытия) I3 = стабилизация и контроль; Р3 — контроль.
На первом этапе программы сварки материал покрытия удален из центральной контактной области, а рабочие поверхности электрода пригнаны к поверхности пластины без повреждения покрытия.
Важно
Электрическое сопротивление центральной контактной поверхности увеличено, в то время как сопротивление контактов «пластина- электрод» уменьшено.
Этот эффект достигнут в результате применения повышенного усилия сжатия электрода при относительно низком электрическом токе.
На втором этапе программы, во время охлаждения металла в зоне сварки, происходит остывание расплавленного кольцевого материала покрытия, защищающего центральную область контакта от атмосферного воздуха, в то время, как происходит дальнейшее увеличение электрического сопротивления центральной области, что благоприятно с точки зрения образования правильного строения сварной точки.
На третьем этапе формируется литое ядро. Благодаря условиям, обеспеченным на первом и втором этапах, параметры сварки на третьем этапе (ток, усилие сжатия и время) приближаются к оптимальным параметрам сварки пластин без покрытия.
Использование трехступенчатой программы сварки пластин с толстыми цинковыми покрытиями позволяет:
- Избежать разрушения структуры металла покрытий и, следовательно, обечпечить хорошую коррозионную стойкость и безупречный внешний вид соединений. Не требуется какая-либо дополнительная защита поверхности шва, например окрашиванием.
- Минимизировать кавитацию на поверхности контакта “электрод-пластина”, и, следовательно, обеспечить возможность применения для изготовления электрод широкой номенклатуры материалов класса А2, в том числе с волокнистой структурой.
- Снижение загрязнения рабочей поверхности электрода цинком и его соединениями, а также хорошая гладкость их поверхности обеспечивают наиболее высокий срок службы электрода при использовании твердых материалов (более чем 150 НВ).
- Корректировать параметры сварки согласно установленному алгоритму и проводить механизацию и автоматизацию сварки деталей с такими покрытиями за счет стабильности режима сварки.
- Получать сварные точки высочайшего качества без грата и с минимальным нагревом покрытий в местах контакта с электродами, что существенно уменьшает неблагоприятное воздействие цинка и его соединений на окружающую среду.
 Не требуется какая-либо дополнительная защита поверхности шва, например окрашиванием.
Не требуется какая-либо дополнительная защита поверхности шва, например окрашиванием.Современное развитие методов сварки позволяет внедрить новые технологии сварки деталей с толстыми цинковыми покрытиями в серийном производстве, что на практике приносит реальные технические, экономические, организационные и экологические выгоды.
Выводы
- Применение правильной корректировки сварочного тока при серийной точечной сварке приводит к увеличению количества точек со структурой А, но, поскольку рабочие поверхности электродов изнашиваются, структура металла шва приближается к типам С или В. Механические свойства сварных точек становятся все более дифференцированными.
- Сварка с использованием чрезмерно загрязненных электродов приводит к получению точек без сформирования литого ядра, характеризуемых относительно низкой прочностью (тина Е).
- Сварные точки, полученные при использовании инверторного источника питания на постоянном токе характеризуются существенно лучшим строением (типа А), чем точки, выполненные на переменном токе (встречаются точки типов В и С). Большинство сварных точек в серии обладало требуемыми механическими и геометрическими характеристиками, установленными при проведении испытаний на разрыв и сдвиг и при анализе поперечных шлифов, соответственно.
- Точки, выполненные с использованием электродов со сферическими рабочими поверхностями, имеют лучшее качество, чем с плоскими.
- Определение коэффициента корректировки сварочного тока для серийной точечной сварки пластин с дополнительным органическим покрытием, требует в определенных условиях производства учета как механических свойств соединений, так и строения точек.
- Односторонняя сварка пластин с толстыми металлическими (более 15 мкм) покрытиями требует применения специальной программы сварки, в которой учитываются изменяющиеся значения силы сварочного тока и давления.

Источник: http://chiefengineer.ru/tehnologii-metaloobrabotki/tehnologiya-svarki/tochechnaya-svarka-ocinkovannyh-listovyh-materialov/
Сварка оцинкованной стали
Известно, что оцинковка – это самый лучший способ для того, чтобы улучшить защиту изделия от коррозии. Этот метод на сегодняшний день является наиболее распространенным, чтобы защитить практически любое металлическое изделие. Сюда можно отнести все, что угодно:
- — трубы;
- — каркасы;
- — сооружения различного типа.
Этот метод также имеет одно очень важное в работе преимущество, о котором просто нельзя не сказать – это простота в обработке. Данный технологический процесс- сравнительно прост по сравнению с другими, поэтому ему часто отдается предпочтение: качество и простота – что может быть выгоднее и удобнее?
Какие существуют способы нанести цинк на металл?
Естественно, что для того, чтобы зацинковать сталь, понадобятся специальные приспособления и следования отдельным технологиям. Вариантов для того, чтобы зацинковать металл на данный момент существует три.
Все очень просто: нанести цинк можно методом напыления, при помощи электрохимических приспособлений, а также, если опустить металл в ванну, которая будет полностью заполнена цинком – таким образом, обмокнуть металл полностью в цинк.
Что важно помнить и знать?
Для того, чтобы достигнуть неимоверного желаемого результата, нужно помнить и учитывать толщину наносимого цинка – это также один из главных параметров при работе в оцинкованием металлов. Именно от того, какой слой цинка будет на поверхности изделия, и будет зависеть то, насколько это изделие будет защищено от коррозийных воздействий, а также механических повреждений.
Именно от того, какой слой цинка будет на поверхности изделия, и будет зависеть то, насколько это изделие будет защищено от коррозийных воздействий, а также механических повреждений.
Помните также о том, что оцинкованное изделие считается качественным. Если вы изготавливаете какие- либо конструкции на продажу, то сертификация цинка обязательно послужит вам верой и правдой. Помните, что цинковый слой, конечно, в зависимости от вида изделия, должен составлять 3-150 микрон. Как правило, этого оказывается достаточно для того, чтобы изделие было надежно защищено.
Для того, чтобы сварить оцинковку также применяются несколько способов. Наиболее распространенным и удобным методом считается дуговая сварка.
Совет
Он заключается в том, что цинк сначала нужно до определенной температуры разогреть, а в результате сплавить.
Но, тут тоже не все так просто — нужно помнить, что этот вариант будет иметь и свои особенности, о которых скажут технические характеристики самого цинка.
Температура для сварки цинка должна быть обязательно очень высокой, потому что цинк сам по себе значительно ухудшает качество шва. А, для прочности шва и для того, чтобы металл был качественно и прочно проплавлен, нужно использовать высокую температуру.
Кроме того, запомните и такой момент, что для прочности нужно использовать чистоту. Если поверхность качественно зачистить от малейшей пыли, то качество шва станет значительно лучше. Зачистите и место шва для того, чтобы в расплавленный металл не попал цинк – это также повлияет на качество накладываемого шва. Следуйте всем рекомендациям и у вас все получится! Успешной работы!
Источник: http://3g-svarka.ru/svarka-otsinkovki.php
Контактная сварка низкоуглеродистых оцинкованных сталей
Контактная сварка низкоуглеродистых оцинкованных сталей как вопрос мало где раскрывается. Мы решили рассмотреть его.
Режимы сварки
Низкоуглеродистые стали имеют хорошую свариваемость всеми видами контактной сварки. При контактной точечной сварке низкоуглеродистой стали можно использовать как мягкий так и жесткий режимы. Мягкий режим характеризуется меньшей силой тока, большей продолжительностью времени его пропускания. Жёсткий режим имеет большое значение сварочного тока и небольшое время его пропускания.
При контактной точечной сварке низкоуглеродистой стали можно использовать как мягкий так и жесткий режимы. Мягкий режим характеризуется меньшей силой тока, большей продолжительностью времени его пропускания. Жёсткий режим имеет большое значение сварочного тока и небольшое время его пропускания.
Пример параметров на жестком режиме сварки
| Толщина заготовок в мм | Диаметр контактной поверхности электродов в мм | Продолжительность пропускания сварочного тока в сек. | Давление на электродах в КЗ | Сила сварочного тока в А | |
| начальный | перед запиливанием | ||||
| 0,5+0,5 | 5 | 6 | 0,2—0,3 | 30—40 | 4000—5000 |
| 1+1 | 5 | 6 | 0,2—0,35 | 80—120 | 6000—7000 |
Пример параметров на мягком режиме сварки
| Толщина заготовки в мм | Диаметр контактной поверхности электродов в мм | Продолжительность пропускания сварочного тока в сек. | Давление на электродах в кг | Сила сварочного тока в а | |
| начальный | перед запиливанием | ||||
| 0,5+0,5 | 5 | 6 | 0,8 | 30—40 | 3000—4000 |
| 1+1 | 5 | 6 | 1 | 80—120 | 4500—5000 |
Как и было сказано ранее, режимы отличаются продолжительностью времени пропускания сварочного тока (сек.), и его значения (А).
Жёсткие режимы применяют, когда необходимо получить большее проплавление деталей.
То есть выбор режима осуществляем опираясь на толщину свариваемого изделия, его тепло и температуропроводность. К примеру, при одинаковом времени сварки низкоуглеродистых и оцинкованных сталей, для оцинковки — режим сварки должен быть более жёстким так, как у оцинковки меньшая температуропроводность.
При сварке сталей с покрытием, к примеру оцинковки, происходит интенсивное испарения цинка, поскольку его температура кипения составляет 906 °С, поэтому есть большая вероятность его попадания в сварочную ванну. В последствии это способствует образованию пор и кристаллизационных трещин в сварном шве.
В последствии это способствует образованию пор и кристаллизационных трещин в сварном шве.
Технологическое решение этой проблемы осуществляется двумя способами: механическим (щетками, абразивным кругом) или термическим (газовой горелкой). И возможно удаление слоя цинка химическим способом — за счет обработки металла кислотой с последующей ее нейтрализацией щелочью, промывкой водой и сушкой.
Импульсная контактная сварка
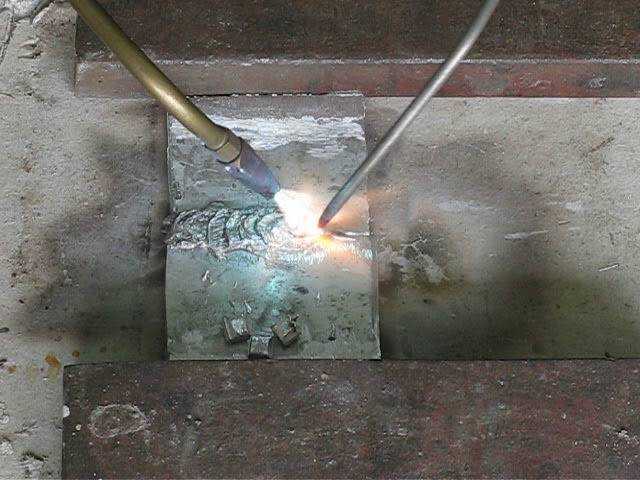
Данный способ сварки производится в две стадии. Вначале деформируют и удаляют цинковое покрытие из зоны сварки путем подачи предварительного импульса тока для нагрева поверхности выше температуры плавления цинка, но ниже температуры образования сварной точки. Затем подают основной импульс тока до образования сварной точки.
На фото показаны примеры контактной сварки оцинковки с применением метода контактной импульсной сварки.
Недостатком этого способа является то, что при деформации покрытия происходит уменьшение толщины покрытия, а основная часть его остается в зоне контактов электрод-деталь и деталь-электрод. Это не обеспечивает надлежащее качество свариваемых деталей и приводит к увеличению времени сварки
Это не обеспечивает надлежащее качество свариваемых деталей и приводит к увеличению времени сварки
Источник: https://blog.svarcom.net/news/kontaktnaya-svarka-nizkouglerodistyh-otsinkovannyh-stalej.html
Соединение оцинкованных изделий » Все о металлургии
12.12.2014
За последние годы резко увеличилось производство стальных оцинкованных изделий. Однако применение их часто ограничивается из-за необходимости при монтаже выполнять различные технологические операции, например сварку, гибку. Естественно, что при этом возможно нарушение целостности покрытия, а это приведет к снижению коррозионной стойкости. В связи с этим большое значение имеет разработка способов соединения стальных оцинкованных изделий.
Исследованиями, проведенными во Всесоюзном научно-исследовательском и конструкторско-технологическом институте трубной промышленности показано, что стальные оцинкованные изделия можно соединять с помощью резьбовых, фланцевых и сварных соединений, а монтаж трубопроводов выполнять также и с помощью развальцовки.
Для изучения Метода соединения стальных изделий с диффузионным цинковым покрытием при помощи резьбовых соединений нами было произведено цинкование насосно-компрессорных труб и муфт из стали 45. Трубы оцинковывали в промышленных условиях в ванне с расплавом электролитического цинка марки Ц-0 с 0,04—0,05% Al. Температура расплава при цинковании составляла 460° С, продолжительность прохождения трубы через ванну 2—3 мин. После обычных операций обдувки сжатым воздухом и продувки перегретым паром трубы подвергали визуальному осмотру. На гладкой поверхности труб слой покрытия был равномерным, а резьба в ряде мест была полностью залита цинком. Такие трубы либо не поддавались свинчиванию, либо свинчивались не полностью. Оцинкованные в расплаве трубы подвергали диффузионному отжигу в газовой камерной печи при 500±10°С в течение 10—15 мин. После этого трубы снова осматривали. Ни в местах резьбовых соединений ни по всей поверхности труб наплывов обнаружено не было; слой покрытия был равномерным.
Металлографические исследования показали, что образовавшийся слой покрытия толщиной 80—100 мкм состоял в основном из однородного сплошного слоя δ1-фазы. Трубы с таким покрытием хорошо свинчивались с муфтами, причем соединение, полученное на муфтонавертном станке, было вполне герметичным.
Диффузионно оцинкованные насосно-компрессорные трубы размером 73X5X7500 мм были успешно свинчены в промышленных условиях на нефтедобывающем промысле и опущены в скважину.
Об особенностях сварки стальных оцинкованных изделий (в основном листов и ленты) в литературе имеются лишь отдельные указания, а конкретных режимов сварки и способов ее выполнения не приводится.
В наших экспериментах оцинкованные стальные изделия соединяли газоэлектрической полуавтоматической сваркой в среде углекислого газа.
Выбор этого способа был обусловлен тем, что при его использовании металл швов, выполненных при оптимальных режимах и не имеющих дефектов, обычно не уступает по механическим свойствам основному металлу. Сварку производили на полуавтоматах А-547р и ПШ-54 короткой дугой на постоянном токе обратной полярности.
Сварку производили на полуавтоматах А-547р и ПШ-54 короткой дугой на постоянном токе обратной полярности.
Чтобы уменьшить выгорание защитного покрытия в околошовной зоне и ограничить зону термического влияния при сварке, использовали тонкую электродную проволоку диаметром 1,2—2 мм марки Св. 08Г2С и Св. 1Х18Н9Т.
Защитной средой служила «пищевая» углекислота (ГОСТ 8050—64), поставляемая в баллонах в сжиженном состоянии под давлением 5,5 Мн/м2 (50—55 ат).
Величину сварочного тока и напряжения подбирали таким образом, чтобы сварной шов был гладким, без пор и крупной чешуйчатости, процесс сварки был устойчивым, не было сильного разбрызгивания и окисления металла шва, а разрушение покрытия в околошовной зоне было минимальным.
Как показали эксперименты, при сварке оцинкованных изделий в местах наложения швов необходимо тщательно удалять покрытие, так как окислы цинка, попадая в шов, ухудшают его механические свойства и вызывают разбрызгивание металла электрода и возникновение пористости сварного шва.
При газоэлектрической сварке стальных изделий с диффузионным цинковым покрытием в зоне термического влияния происходит частичное выгорание покрытия, особенно в случае тонкостенных (менее 5 мм) изделий. Для устранения этого нами были применены удаляемые медные подкладные кольца. В результате выгорания покрытия вовсе не было, либо оно было минимальным.
Оптимальные режимы полуавтоматической сварки стали с диффузионным цинковым покрытием в среде углекислого газа приведены в табл. 27.
При сварке оцинкованных изделий углеродистой электродной проволокой сварной шов необходимо дополнительно защищать цинком металлизационным методом.
Рекомендуемые типы соединений и способы подготовки кромок при сварке труб, приварке фланцев, колец и отростков показаны на рис. 111.
Для определения коррозионной стойкости сварных соединений на одном из судоремонтных заводов по разработанной технологии была произведена сварка оцинкованных труб размером 32X3X1500 мм с приваркой к этим трубам фланцев.
Коррозионные испытания в протоке (4 м/сек) морской воды в течение года показали, что слой цинкового покрытия в околошовной зоне, а также сварные швы находятся в хорошем состоянии. В местах сварки следов коррозии не наблюдалось. Поверхность диффузионно оцинкованной трубы и фланца около сварного шва была гладкой светло-серого цвета.
Металлографическими исследованиями установлено, что за период испытаний слой покрытия в околошовной зоне на наружной поверхности труб уменьшился на 5—8 мкм, а на внутренней поверхности — на 10—15 мкм.
На рис. 112 приведена микроструктура диффузионного цинкового покрытия в околошовной зоне после коррозионных испытаний.
Следовательно, разработанный нами способ сварки стальных оцинкованных изделий позволяет сохранить слой защитного покрытия в околошовной зоне практически полностью. И если даже при сварке и происходит некоторое удаление слоя железоцинкового покрытия из-за испарения или сгорания цинка, то оставшийся слой сплава продолжает надежно защищать сталь от воздействия коррозионной среды.
Монтаж оцинкованных трубопроводов в различных аппаратах можно осуществлять также путем развальцовки.
Трубы с диффузионным цинковым покрытием выдерживают без нарушения слоя покрытия развальцовку до 6 и 4% соответственно по внутреннему и наружному диаметрам.
Развальцовку труб в трубных решетках производят при помощи ручной трехроликовой (конусной) вальцовки.
- Снятие продуктов коррозии с оцинкованных изделий
- Обработка цинковых покрытий
- Металлографическое исследование цинковых покрытий
- Исследование структуры и толщины покрытий электрохимическим методом
- Определение толщины покрытий
- Современная технология диффузионного цинкования труб без применения порошковых смесей
- Пластичность диффузионного цинкового покрытия и механические свойства оцинкованной стали
- Распределение концентрации железа по глубине слоя циркового покрытия
- Рентгеновский анализ диффузионных цинковых покрытий
- Структура цинковых покрытий и кинетика изменения фаз после диффузионного отжига в индукторе
Пайка оцинкованного листа — Справочник металлиста
Пайка оцинкованного железа в домашних условиях: советы от мастера
Сварка оцинкованной стали представляет собой процесс, основанный на вводе в изделие (сталь) низкого содержания тепла, что приводит к дальнейшему расплавлению используемого присадочного материала. Сварка стали сегодня применяется во многих типах строительных работ для креплений различных конструкций, листов, каркасов и прочего.
Сварка стали сегодня применяется во многих типах строительных работ для креплений различных конструкций, листов, каркасов и прочего.
Схема процесса цинкования стали.
Современные требования, которые предъявляются к защите металлов от коррозии во время работы и после нее, все больше сводятся к применению материалов, уже покрытых защитным слоем.
Сам цинковый слой может составлять 1-20 мкм, такие элементы часто используются не только в строительстве, но и в автомобилестроении, бытовой технике, при установке кондиционеров и вентиляционных систем.
Цинк имеет катодную защиту от коррозии, которая остается эффективной даже при наружном повреждении, то есть при сварке остается защищенным слой стали, подпленочная коррозия на цинковом слое кромки срезов уже полностью исключается.
Так в чем же состоит сущность такого процесса, как сварка и пайка оцинкованного листа? Сам цинковый слой начинает плавиться уже при плюс 420 градусах, а при плюс 906 — цинк начинает испаряться.
Именно это и создает определенные трудности при сварке, так как при зажигании сварочной дуги происходит резкое испарение цинкового слоя, что может привести к таким негативным последствиям, как появление трещин, образование пор, нестабильность сварочной дуги и прочее.
Таблица свариемости сталей.
Именно поэтому сварка стали с оцинкованным слоем предполагает использование специального присадочного материала, то есть это пайка оцинкованного листа в определенной среде защитного газа при помощи медьсодержащей проволоки. Наиболее часто используются такие типы присадочного материала, как медно-кремниевые и алюминиево-бронзовые проволоки.
Использование такой технологии имеет следующие преимущества:
- полное отсутствие коррозии основного материала и сварочного шва;
- малое выгорание рабочей поверхности;
- минимальное разбрызгивание раскаленного материала при сварке;
- малое тепловложение;
- катодная защита стали (основного материала) в области рабочего шва;
- последующая обработка шва отличается крайней простотой.

Присадочные материалы, использования которых требует сварка и пайка оцинкованного листа, имеют невысокую точку плавления, что обусловлено наличием большого количества меди в их составе. Эта точка имеет значение примерно плюс 950–1080 по Цельсию, основной материал, то есть сталь, при этом не плавится. Такая сварка является, скорее, обычной пайкой, но с очень прочным соединением.
Влияние присадочного материала на сварку.
При пайке применяют такие присадочные материалы, как CuSi3, CuAl8, CuSi2Mn. Чаще всего используется первый вид, который хоть и отличается небольшой прочностью, но очень прост при дальнейшей механической обработке. Текучесть этого материала определяется содержанием кремния, при его высоком значении плавление очень вязкое, что требует жесткого контроля легирующих добавок.
CuSi2Mn с однопроцентным содержанием марганца обеспечивает повышенную жесткость, но механическая обработка такого материала довольно трудна. CuAl8 применяется в основном для листов с покрытием из материалов, содержащих алюминий.

Сварка-пайка оцинкованного листа основана на принципе перехода стали в шов, то есть импульсную сварочную дугу. Но при применении для толстого цинкового слоя большое количество возникающих испарений может привести к нестабильности самого процесса сварки. Поэтому специалисты делают короткую дугу, которая обладает большей стабильностью, но тут предъявляются очень высокие требования к источникам питания, характеристикам регулировки.
Переход материала в шов без короткого замыкания достигается путем выбора параметров импульсного тока и в среде, богатой аргоном, защитным газом.
При оптимальном варианте капля присадочного материала должна отрываться от проволоки по импульсу, то есть такой процесс практически полностью защищен от раскаленных брызг. При этом надо помнить, что различные по составу материалы и газы требуют совершенно различных импульсов!
Сварка стали с оцинкованным покрытием рекомендуется при небольшой силе тока, чтобы дуга была стабильной.
 Материал при этом нагревается не очень сильно, а испарение цинка сводится к минимуму. В результате – небольшое количество спор на сварном шве, что увеличивает качество материала.
Материал при этом нагревается не очень сильно, а испарение цинка сводится к минимуму. В результате – небольшое количество спор на сварном шве, что увеличивает качество материала.Режим сварки
Пайка оцинкованного листа часто осуществляется при помощи режима синержик, это обеспечивает довольно высокое качество. Этот режим сварки с цифровым управлением и запрограммированными параметрами для каждой отдельной комбинации проволоки с газом.
Особенность его состоит в том, что производители сразу оптимизируют необходимые параметры для основных типов присадочных проволок, то есть оператору остается только выбрать необходимый режим, а встроенный микропроцессор сам позаботится о бесступенчатом выборе необходимой мощности от минимума до максимума.
Подача материалов
Влияние режима сварки на форму шва.
Часто при сварке используются мягкие бронзовые проволоки, которые очень требовательны к механизму подачи. Присадочная проволока должна идти плавно, без трения. Для этого необходим четырехроликовый привод с подающими. Обычно все ролики гладкие, имеют полукруглую канавку.
Для этого необходим четырехроликовый привод с подающими. Обычно все ролики гладкие, имеют полукруглую канавку.
Основной предпосылкой для отличной, бесперебойной подачи присадочного материала является точное вхождение самой проволоки в контактный наконечник. Надежный контакт, передающий ток на бронзовую проволоку, обеспечивает точно подобранный контактный наконечник.
Сварка стали с оцинкованным слоем используется для любых типов металла, начиная от низколегированных до нержавеющих. При этом незначительное выгорание в области шва обуславливается небольшим тепловложением, низкими температурами при плавлении присадочных проволок.
Для этого процесса подходят все виды сварочных позиций и швов, которые обычно применяются при работах в средах защитного газа. Вертикальные швы, которые идут сверху вниз и снизу вверх, выполняются в отличном качестве, так же как и потолочные позиции. Скорость сварочного процесса довольно высока, она может достигать до ста сантиметров за одну минуту.
Особенность применения такой сварки в средах с защитным газом с использованием короткой дуги состоит в том, что шов получается выпуклый, а это дает ограничения прочности. При этом пайка с твердым припоем может стать причиной коробления трубы. Но тут возможен и другой вариант – вогнутый шов, небольшое тепловложение в сам материал стального листа.
Пайка оцинкованного железа требует определенного под хода к процессу. Для выполнения необходим флюс. Это вещество одновременно является и растворителем, и окислителем. Дополнительно это вещество позволяет металлу смачиваться железом, так можно получить шов высокого качества. Чаще всего в качестве флюса для работы с оцинкованными деталями или изделиями в домашних условиях используют канифоль или соляную кислоту. В отдельных случаях возможно применение борной кислоты или хлористого цинка.
Для правильного решения вопроса, как паять оцинковку, необходимо рассмотреть некоторые свойства цинка. Этот металл начинает плавиться при температуре в 460 оС.
 А при температуре 960 оС начинает испаряться.
А при температуре 960 оС начинает испаряться.Выше этих температурных значений в материале начинают образовываться поры, трещины и дефекты паяных соединений. Поэтому процедуру можно проводить только при меньших показателях. Альтернативой может служить использование присадочной проволоки.
В промышленных условиях процедура в этом случае проводится в защитной среде газа. Чаще используют проволоку, содержащую медь с кремнием, бронзой и алюминием.
Эти материалы дают такие преимущества:
- сварочный шов защищен от коррозии;
- разбрызгивание в процессе выполнения пайки – минимально;
- покрытие выгорает незначительно;
- для процедуры нужны небольшие показатели тепла;
- обработка сформированного шва – проста;
- в зоне шва формируется естественная катодная защита.
Припои принято классифицировать на твердые и мягкие. Для пайки оцинковки в домашних условиях используется только вторая группа. Если применять твердые припои, то не только невозможно добиться качественного сварного шва, но и существуют риски коробления самих изделий из оцинкованного железа.

Присадочные материалы должны иметь низкую температуру плавления, точка должна располагаться ниже, чем у основного материала. Чаще всего в домашних условиях используют припой ПОС-30, это вещество на основе олова. Для него в качестве флюса лучше использовать хлористый цинк. Если поверхности были заранее облужены, то возможно использование канифоли.
ПОС 30 характеризуется следующими свойствами:
- оптимальная текучесть, материалы проникают во все пространства, заполняя даже небольшие пустоты;
- сравнительно низкая температура плавления;
- ПОС 30 производятся в различных типоразмерах, что позволяет подобрать оптимальную модификацию для выполнения конкретных работ;
- высокая степень смачиваемости облегчает процесс и гарантирует более высокие качества результата;
- материалы могут использоваться для лужения заготовок;
- ПОС 30 имеет хорошую проводимость и низкое сопротивление, что позволяет использовать его для пайки небольших деталей;
- материалы после застывания жестко фиксируют детали между собой.

Соединения получаются ровными и герметичными. Швы представляют собой шары поверх основного материала.
Если спаиваемые элементы велики, то перед пайкой их нужно облудить – покрыть поверхности тонким слоем припоя. Это же действие необходимо при пайке цилиндрических изделий, входящих друг в друга. Если это трубы, то на элемент большего диаметра припой наносится с внутренней стороны, а у детали меньшего диаметра – с внешней.
ПОС 30 состоит из 30% олова и 70% свинца. Материал имеет следующие технические параметры:
- материал начинает плавиться при 180 оС;
- полное расплавление ПОС 30 происходит при температуре 256 оС;
- плотность – 10,1 кг/м3;
- удлинение сплава в относительных показателях – 58%;
- кристаллизационный интервал – 73 оС;
- сопротивление действию на разрыв – 32 мПа.
Пайка оцинкованного железа
Пайка — цинк
Пайка деталей из разных видов жести: особенности и технология
Как в производстве, так и в домашних условиях люди сталкиваются с необходимостью пайки деталей из жести, которая имеет свои особенности и подготовку.
По сути, жесть — это холоднокатаная листовая сталь, подвергающаяся впоследствии термической обработке и нанесению гальванического покрытия в виде олова, цинка, хрома и прочих материалов.
Своё применение жесть (белая и луженая) находит в производстве банок для холодных напитков или металлической тары любых размеров. Таким образом достигается облегчение корпуса упаковки. Поэтому корректная пайка данного металла важна.
Классический вариант спаивания жести требует наличия припоя, содержащего олово и другие химические элементы, флюс, а также паяльника с шилом.
Согласно рекомендациям, применять следует припой марок ПОС 40, ПОС 30 и ПОСС 4-6. Это обусловлено химическими свойствами материалов в процессе пайки оловом. Каждый из припоев может содержать несколько элементов, среди которых олово, сурьма, мышьяк, медь и висмут.
Данные припои отличаются от других сопротивлением срезу за счёт содержания примесей. К примеру, ПОС 40 содержит 40 % олова, 2% сурьмы, по 0,05 – 0,1% оставшихся элементов. Также это повышает сопротивление разрыву шва после пайки. При понижении олова в составе повышают сурьму.
Также это повышает сопротивление разрыву шва после пайки. При понижении олова в составе повышают сурьму.
Но бывает и так, что пайка предусматривает наличие такого компонента как свинец (ПОС 90). В случае оцинкованного материала ситуация другая.
Спаивание железа предусматривает наличие флюса. По сути, он является растворителем и химическим окислителем. Во время пайки благодаря этому элементу не происходит окисление. Также обеспечивается смачивание металла железом для лучшего качества шва. Популярными флюсами для металла выступают соляная кислота и канифоль. Последняя активно применяется в радиотехнической промышленности. Иногда используется хлористый цинк и борная кислота.
Выделить наиболее подходящий флюс для спаивания деталей из жести не выйдет, так как каждый из них даёт положительный результат. Если необходимо растворить густые жировые вещества, применяют хлористый аммоний. Зачастую для данной процедуры делают смеси из вышеперечисленных компонентов.
Важную роль в процессе пайки с оловом играет применяемый инструмент, которым обычно выступает паяльник. Согласно рекомендациям его мощность должна быть более 40 Вт. Желательно применять электрический паяльник. В этом случае пайка будет удобна, а швы в результате получатся прочными и надёжными.
Согласно рекомендациям его мощность должна быть более 40 Вт. Желательно применять электрический паяльник. В этом случае пайка будет удобна, а швы в результате получатся прочными и надёжными.
Сразу следует заметить, что без надобности оставляться инструмент в нагретом виде не стоит во избежание пожара, а также ухудшения свойств ручки.
В промышленности применяются паяльные станции, стоимость которых превышает в несколько раз классическое оборудование, но изделия имеют различные насадки, а также дополнительные элементы (подставка, датчик температуры и т.д).
Пайка предусматривает несколько этапов, в процессе которых обеспечивается качественный шов. Для спаивания металла необходимы:
- зачистка поверхности;
- обезжиривание;
- нанесение флюса;
- подготовка паяльника;
- лужение места будущего шва;
- пайка элементов из жести;
- очистка поверхности бензиновой смесью;
- контроль получившегося шва.
Промежуток между деталями должен составлять 0,3 мм для возникновения капиллярных сил. Данная ситуация позволяет металлу заполнить кромки зазора и обеспечить качественный шов. Иногда механически детали очистить не получается и используют травление, но в случае жести это редкий вариант. При наличии жировых пятен на поверхности необходимо применять раствор соды (10%).
Данная ситуация позволяет металлу заполнить кромки зазора и обеспечить качественный шов. Иногда механически детали очистить не получается и используют травление, но в случае жести это редкий вариант. При наличии жировых пятен на поверхности необходимо применять раствор соды (10%).
Следующим этапом спаивания металла жести выступает нанесение флюса. Как правило, это производится кисточкой или ветошью. Флюс хранят в обычных ёмкостях при комнатной температуре. Пайка предусматривает обильное смачивание данным компонентом места шва.
В процессе подготовки паяльника необходимо обеспечить чистоту поверхности, чтобы в будущем припой свободно распространялся по рабочей плоскости. Для этого крупнозернистой шкуркой, либо обычным напильником заостряется кончик инструмента.
Далее он включается в сеть и разогревается. Периодически наконечник смачивается нашатырной настойкой, чтобы избежать лишних загрязнений. Кстати, именно этой смесью проверяют уровень нагрева инструмента.
При хорошо разогретом паяльнике, нашатырь на поверхности начинает шипеть и покрывается зеленовато-голубым оттенком.
Процесс самой пайки металлических изделий предусматривает закрепление элементов для удобства создания шва. Один кусок жести накладывается на другой, либо между ними образовывают небольшой зазор. Придерживать края можно при помощи шила или другого подобного инструмента. Разогретым наконечником паяльника берётся немного припоя ПОС 30 (ПОС 40) и поворотами в сторону данный материал распространяется по всей поверхности (если не заполняется полностью поверхность, значит инструмент зачищен не качественно).
Кончик с припоем подносят к изделиям из железа и проводят по предполагаемому шву плавными движениями. Закрепление при этом играет важную роль, так как при потенциальном сдвиге процесс придётся повторить заново. Таким образом, необходимое количество припоя наносится на поверхность, образовывая качественный шов.
После окончания пайки следует обработать получившийся слой металла бензиновой смесью или спиртом для снижения концентрации тепла и очистки от остатков припоя и кислоты. Это позволяет избежать появления ржавчины в дальнейшем.
Это позволяет избежать появления ржавчины в дальнейшем.
Контроль поверхности выполняют зрительно. В промышленных масштабах применяют микроскопы и лупы. Шов должен быть глянцевым, без пор и трещин, покрывать только необходимую плоскость. Лишь в этом случае пайка считается качественной.
Для пайки оцинковки следует применять припои ПОС 30 и ПОС 40. Это связано с тем, что в составе ПОСС 4-6 имеется большое количество сурьмы, которая лишает впоследствии образованный шов прочности и эластичности.
Во время спаивания деталей из оцинковки согласно рекомендациям используют раствор хлористого цинка. В случае, когда поверхность была лужена заранее, можно применять канифольный флюс и не производить промывку изделия после спаивания.
Пайка в остальном обеспечивается тем же технологическим процессом, что описывался выше.
Если вы планируете спаять проволоку с жестью, как оцинковки, так и обычной, следует один из углов первой согнуть под углом в 90 градусов.
 Это обеспечит прочность и надёжность конструкции. Процесс полностью схож с предыдущим описанием.
Это обеспечит прочность и надёжность конструкции. Процесс полностью схож с предыдущим описанием.Обязательно следует пользоваться предметами собственной защиты. Для паяльника применяйте специальные подставки, чтобы жало не касалось подручных предметов. Это может привести к их повреждению или чрезвычайной ситуации. Ни в коем случае нельзя прикасаться ко шву до полного его остывания, так как возможны ожоги кожи.
Как видите, пайка деталей из оцинковки или без покрытия предусматривает достаточно простые операции, которые с лёгкостью выполняются в домашних условиях. Следует придерживаться рекомендаций для получения качественных швов.
Припой для пайки оцинкованного железа
O П И С А Н И Е 40768
ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИ ИВЛЬСТЗУ
Союз Советских
Социалистических
Республик
Зависимое от авт. свидетельства №вЂ”
Заявлено 10. IV. 1972 (№ 1770736/25-27) с присоединением заявки №вЂ”
Приоритет—
Опубликовано 10.
 Х11 1973. Бюллетень № 47
Х11 1973. Бюллетень № 47Дата опубликования описания 5Х.1974.
М. Кл. В 23k 35/26
С 22с 11/00
Государственный квинтет
Соввта Мннкотров ССС9 оо донам изобретений л открытий
УДК 621.791.3(088.8) Авторы изобретения
В. М. Полякова, И. Е. Петрунин, П. П. Понамарев и A. А. Рябцев
Всесоюзный заочный машиностроительный институт
Заявитель
Предмет изобретения
Изобретение относится к области пайки.
Известен припой следующего состава, %: кадмий 10 — 20, цинк 0,5 — 15, свинец — остальное.
Для повы шения качества паяного соединения в его состав введены, %: никель 0,1 — 0,3 и медь 0,1 — 0,2, а остальные компоненты взяты в следующем соотношении, : кадмий 3,0 — 15; цинк 0,5 — 2,0; свинец — остальное.
Предложенный припой позволяет производить пайку при температуре 260 — 270 С. Он хорошо растекается и заполняет капиллярный зазор как по оцинкованному железу, так и по другим конструкционным материалам. При пайке оцинкованного железа цинковое покрытие сохраняется полностью и коррозионные свойства паянного соединения не нарушаются.
При пайке оцинкованного железа цинковое покрытие сохраняется полностью и коррозионные свойства паянного соединения не нарушаются.
Предел прочности нахлесточных соединений паянных разработанным припоем находится в .пределах 7 — 9 кг/лм, причем прочность почти не изменяется при изменении зазора,)T
0,05 — до 0,5 мм.
Пайка одинаково хорошо осуществляется при общем печном нагреве, горелками и паяльником с применением флюса на основе карбамида или хлористого цинка. Прочность паяных соединений после коррозионных испытаний в 3 % -ном растворе морской соли в течение 7 месяцев не снижается, очагов коррозии
1п в паяном шве не наблюдается.
Припой для пайки оцинкованного железа, содержащий свинец, кадмий, цинк, отличаюи ийся тем, что, с целью повышения качества паяного соединения, в его состав введены, %: никель 0,1 — 0,3 и медь 0,1 — 0,2, а остальные компоненты взяты в следующем соотноше2i) HHH, %: кадмий 3 0 — 15; цинк 0 5 — 2; свинец — остальное.

Как правильно паять паяльником с кислотой
{amp}gt; Советы электрика {amp}gt; Как правильно паять паяльником с кислотой
Чаще всего для пайки печатных плат в радиотехнических изделиях и бытовой технике предпочитают использовать обычную канифоль из сосновой смолы, но ее можно заменить другими компонентами. В расплавленном виде она способствует растеканию оловянного припоя по медным дорожкам платы.
Это позволяет надежно припаять ножки радиодеталей и концы соединительных проводов. Канифоль позволяет эффективно паять медные, жестяные и серебряные изделия.
Для того чтобы паять оцинкованное, нержавеющее железо, радиатор, ведра, кастрюли, различные сплавы, латунь и другие металлы можно использовать кислотные растворы.
Флакон с кислотным раствором для пайки металлов
Кислотные растворы
Важно правильно выбрать кислотный раствор. Зависит это от вида металла, из которого сделаны детали. Это может быть алюминиевый или медный радиатор, чайник, который надо спаять, медь, латунь или кровельное железо:
- Оцинкованное железо. Места, где необходимо паять, обрабатывают кислотным раствором, правильно его называют (хлоратом цинка). Такой состав можно купить в специализированных магазинах, проще всего приготовить его самостоятельно.
 Места, где необходимо паять, обрабатывают кислотным раствором, правильно его называют (хлоратом цинка). Такой состав можно купить в специализированных магазинах, проще всего приготовить его самостоятельно.
Места, где необходимо паять, обрабатывают кислотным раствором, правильно его называют (хлоратом цинка). Такой состав можно купить в специализированных магазинах, проще всего приготовить его самостоятельно.Для этого достаточно в 100 мл соляной кислоты бросить кусочки цинка, который можно снять с корпуса пальчиковых батареек. После окончания химической реакции цинк растворится, выделяя при этом большое количество водорода.
Правильно будет осуществлять процесс в хорошо проветриваемом помещении, при отсутствии открытого огня.
После того, как раствор остынет и отстоится, верхнюю прозрачно-желтую часть переливают в чистую стеклянную посуду. Осадок сливают в грунт, в канализацию с металлическими трубами не рекомендуется. Кислотой можно повредить трубы и герметичные прокладки. Оставшаяся часть раствора готова для обработки кровельного оцинкованного железа.
Как запаять листы кровельного железа
- Нержавеющая сталь. Прежде чем паять, поверхность зачищается и обрабатывается ортофосфорной кислотой, в состав которой входят следующие элементы:
- до 50% хлористого цинка;
- аммиак до 0,5%;
- растворяется водой с концентрацией рН – 2,9%.

Ортофосфорная кислота применяется для пайки в качестве флюса и для очищения металла от ржавчины
Раствор бывает прозрачным светло-желтого цвета или бесцветным, при нагреве до 213ºС преобразуется в h5P2О7 (пирофосфорную кислоту), которая обезжиривает поверхность металлов. Состав растворяет оксидную пленку на различных металлах и сплавах:
- нержавеющая сталь;
- латунь;
- сплавы никеля;
- сплавы меди;
- сплавы углеродистых металлов и низколегированной стали.
Применение кислот
Чтобы паять металлические изделия (трубы, радиатор, ведра, кастрюли), поверхность элементов тщательно зачищается, можно напильником или наждачной бумагой. На очищенные участки кисточкой наносят кислотный раствор, после чего на поверхности паяльником расплавляют до жидкого состояния припой.
Как правильно паять паяльником
Жидкий припой облуживает зачищенные места, при кипении кислотный флюс выходит на поверхность. Когда припой застывает, спаиваемые элементы надежно и герметично фиксируются.
Когда припой застывает, спаиваемые элементы надежно и герметично фиксируются.
Паять можно мощным паяльником или открытым огнем от газовой горелки. Можно использовать различные источники тепла в зависимости от площади разогреваемой поверхности и температуры плавления припоя.
Остатки кислотного флюса смываются водой, лучше мыльным, щелочным раствором, это исключит дальнейшую коррозию металла.
Обработанные и спаянные элементы нержавеющей стали
Кислотой можно повредить кожу и мышечную ткань, при вдыхании паров поражаются дыхательные органы. Контактируя с воздухом, соляная кислота вступает в химическую реакцию, над открытой емкостью заметен дымок. Работать правильно в этих условиях в защитных очках, резиновых перчатках, противогазе, можно в респираторе.
При попадании раствора на кожу промыть этот участок тела 6%-ным щелочным раствором или простым мылом. Не рекомендуется флюсами с кислотой паять радиотехнические платы. Кислотные составляющие с них трудно смываются и способствуют распаду медных дорожек. Их лучше заменить, для этого есть специальная паста.
Их лучше заменить, для этого есть специальная паста.
Хранить растворы с кислотой для пайки правильно будет в емкостях из следующих материалов:
- стекло;
- керамика;
- фарфор;
- фторопласт.
Такая посуда не вступает в реакцию с кислотой, в ней длительное время можно сохранить приготовленный состав.
Пайка без паяльника
В бытовых условиях при отсутствии паяльника можно паять медные провода диаметром до 2 мм. Для пайки радиаторов, посуды используют специальный припой, паяльные лампы, газовые горелки, так как медь стержня паяльника не в состоянии разогреть большую площадь поверхности. Существует несколько способов:
- Лужение и пайка проводов в расплавленном припое. Предварительно провод нагревают, прикладывают к кусочку канифоли, она плавится и равномерно растекается по поверхности соединения. Провод скруткой опускается в расплавленный припой в жестяной банке на костре, можно греть на паяльной лампе. Для того чтобы запаять скрутку, желательно ее подержать в кипящем олове до 1 минуты. Медные провода прогреются, и сплав заполнит все промежутки между скрученными проводами. Таким способом можно паять мелкие детали из меди, латуни и других сплавов.
Залуженный и спаянный медный провод
- Пайка проводов в желобе. Зачищенные и скрученные провода укладываются в отрезок трубки 2-3 см из алюминия, диаметром 0,5-1см, распиленной вдоль. Сверху засыпается смесью мелкой стружки припоя и канифольной пыли, снизу эта конструкция разогревается зажигалкой, свечкой или малой паяльной лампой.
Разогрев припоя паяльной лампой (горелкой)
Смесь плавится и тщательно обволакивает все места соединения проводов. После застывания алюминиевый желоб убирают, место соединения изолируют.
Стружку припоя можно наточить крупнозернистым напильником.
- Тонкий медный провод до 0,75 мм можно уложить на фольгу из алюминия, насыпать смесь из канифоли и стружки олова, герметично завернуть и разогреть 3-4 минуты. Припой равномерно заполнит все элементы на месте спайки, после остывания фольгу можно снять и выбросить.
Паста для пайки продается в магазинах радиодеталей, но можно приготовить самостоятельно. В 32 мл соляной кислоты добавляют 12 мл обычной воды, потом кусочки цинка – 8,1 г. Для этого используется эмалированная посуда.
Как залудить паяльник: подготовка и уход за паяльником
После окончания реакции растворения, в состав вносят олово – 8.7 г. Когда закончится вторая реакция растворения, выпаривают воду до пастообразной консистенции раствора. Паста перемещается в фарфоровую емкость, куда засыпают порошок, в составе которого:
- свинец – 7,4 г;
- олово – 14,8 г;
- сухой нашатырь – 7,5 г;
- цинк – 29,6 г;
- канифоль – 9,4 г.
Эта паста замешивается на 10 мл глицерина, подогревается и перемешивается.
Как правильно паять, последовательность действий:
- детали на месте пайки зачищают, провода скручивают;
- паста наносится кисточкой, тонким слоем;
- поверхность для спайки разогревается зажигалкой плазменной, горелкой, свечкой или спиртовой таблеткой, можно даже спичками или на костре до момента, когда паста расплавится;
- после плавления элементы пайки удаляются от источника тепла, припой застывает.
Паста очень эффективна, когда необходимо паять медный провод, мелкие детали из сплавов, основой которых является медь, латунь, например радиатор, самовары и другие изделия.
Пайка посуды
Как установить розетку своими руками правильно
Ведра и кастрюли, с отверстиями не более 5-7 мм в диаметре, рекомендуется паять, не используя паяльник, припоем ПОС-60. Дырявые места на посуде можно надежно запаять. Для этого дырки тщательно зачищаются наждачной бумагой изнутри емкости. Отверстию по краям придается конусная форма, очищенные места кисточкой обрабатываются раствором паяльной кислоты.
Для того чтобы исключить утечку припоя с наружной стороны, все донышко или отдельные места, где требуется запаять отверстия, закрывают тонкими жестяными пластинами. С внутренней стороны в зачищенные отверстия насыпают порошкообразный припой с канифолью. Места пайки разогревают на открытом огне до плавления припоя и заполнения им всех щелей.
Для радиаторов зачистка и пайка осуществляются с наружной стороны. Чтобы исключить протекание припоя внутрь, отверстие закрывают пластиной жести, оцинкованного железа, можно заменить на медь или латунь. Выбор зависит от материала, из которого сделан радиатор. Однородные металлы и сплавы, схожие по своему составу, легче запаять.
После окончания процесса пайки радиаторов внутренняя и внешняя поверхности тщательно промываются щелочным, мыльным раствором для того, чтобы исключить воздействие кислотных составляющих на металл.
Флакон с флюсом для пайки алюминия
Когда надо запаять детали из алюминия, используются специальные припои:
- смесь 4:1 олово с цинком;
- смесь 30:1 олово с висмутом;
- порошок 99:1 олова и алюминия.
Последовательность обработки поверхности аналогичная, как и для подготовки железной посуды. Для того чтобы качественно запаять алюминий, в порошок добавляют канифоль, но температура плавления должна быть выше 500ºС.
Состав не сильно отличается от пасты, которую используют, чтобы припаять без паяльника, в порошок входят следующие компоненты:
- олово – 14,8 г;
- канифоль – 4 г;
- цинковая пыль – 738 г;
- свинцовый порошок – 7,4 г.
Для пастообразной консистенции добавляют диэтиловый эфир – 10 мл, его можно заменить, использовать глицерин – 14 мл.
Последовательность пайки:
- зачищаются ножки и дорожки печатной платы;
- для того чтобы запаять, ножки деталей вставляются в отверстия платы;
- места, где надо запаять на плате смазываются пастой;
- паста разогревается паяльником до плавления;
- припой растекается и застывает, обеспечивая надежный электрический контакт деталей с дорожками печатных плат.
Уроки пайки.
Научиться правильно паять можно, просмотрев это видео.
Из вышеизложенной информации следует, что при желании и наличии определенных материалов в бытовых условиях можно паять различными способами, достигая качественного крепления деталей и герметичности емкостей.
Пайка медных труб с помощью горелки
Можно спаять паяльником или без паяльника практически все металлы, сплавы, алюминий, латунь, медь, провода электрических цепей различного назначения, металлическую посуду, корпуса радиаторов и другие элементы оборудования.
Побочные эффекты сварки оцинкованной стали — Baker’s Gas & Welding Supplies, Inc.
Делиться:Evan Hohman
Оцинкованная сталь
Процесс сварки оцинкованной стали широко используется в металлообрабатывающей промышленности. Многие сварщики в какой-то момент своей карьеры обычно сваривают оцинкованную сталь; и при этом они могут испытать отравление цинком или металлическую лихорадку. Отравление цинком — это состояние, возникающее в результате чрезмерного воздействия оксида цинка. Оксид цинка образуется, когда гальваническое покрытие стали испаряется из-за высокой температуры, используемой при сварке.
Оцинкованная сталь – это железо с цинковым покрытием. Когда оцинкованная сталь подвергается горячему погружению, цинк вступает в химическую реакцию с основным металлом и образует коррозионностойкое покрытие. Это приводит к тому, что внешний слой металла имеет покрытие из чистого цинка, в то время как последующие слои меняют состав, пока не достигнете основного металла железа. Во внешнем слое и основном металле железа оксид цинка может находиться в разном процентном соотношении цинка к железу. Оксид цинка, присутствующий в оцинкованной стали, обладает теми же химическими свойствами, что и белый порошок, который используется спасателями для защиты носа от солнечных ожогов.
Надлежащая подготовка Всякий раз, когда вы работаете с оцинкованной сталью, важно предпринять необходимые шаги при подготовке металла перед сваркой. Если вы должным образом подготовили свой металл перед сваркой, вы поможете уменьшить воздействие паров оксида цинка. В то время как подготовка основного металла удалит большую часть цинка с поверхности металла, может возникнуть возможность некоторого цинкования во время сварки. Общим признаком оцинковки является появление желтовато-зеленого дыма. Другими признаками являются белые порошкообразные частицы в воздухе и белый осадок вокруг сварного шва. Если происходит воздействие больших количеств желтовато-зеленых паров оксида цинка, у вас может возникнуть отравление цинком или металлическая лихорадка, как ее иногда называют. Тяжесть ваших симптомов зависит от времени воздействия вредных паров.
Симптомы отравления цинком могут быть похожи на симптомы гриппа. Появление симптомов обычно начинается вскоре после воздействия оксида цинка и может включать легкую головную боль и тошноту. Если у вас более тяжелый случай заражения, ваши симптомы будут такими же, как при гриппе. Умеренный случай воздействия приведет к таким симптомам, как озноб, дрожь, небольшая лихорадка, рвота и холодный пот. Если вы начинаете испытывать какие-либо из этих симптомов, вам следует немедленно прекратить работу и выйти на свежий воздух. В тяжелых случаях симптомы могут быть настолько серьезными, что вам придется вернуться домой, пока они не исчезнут. Самые тяжелые случаи отравления гальванизом могут закончиться летальным исходом. Если вы чувствуете, что ваши симптомы хуже, чем когда-либо прежде, вам следует немедленно обратиться за медицинской помощью.
Отравление гальванизом часто непродолжительно, и ваши симптомы должны начать уменьшаться в течение четырех часов после воздействия. Вы должны полностью избавиться от симптомов в течение двадцати четырех часов. Если вы подверглись более сильному воздействию, симптомы могут сохраняться до сорока восьми часов спустя. Мы рекомендуем после заражения пить молоко, чтобы ускорить выздоровление. Кальций в молоке помогает удалить из организма накопления цинка.
Во избежание чрезмерного воздействия паров гальванического покрытия необходимо обеспечить надлежащую вентиляцию и избегать прямого контакта с парами оксида цинка. Сварщики с многолетним опытом также рекомендуют пить молоко до, во время и после сварки оцинкованной стали, чтобы снизить риск отравления гальванопокрытием. Вы также можете приобрести сварочный колпак, подходящий для сварки оцинкованной стали.
Ресурсы для сварки оцинкованной стали
- Как избежать «дымной лихорадки» (статья в блоге)
- Защита органов дыхания (сварочные материалы BakersGas.com)
- Оборудование для удаления дыма (сварочные материалы BakersGas.com)
Надлежащая защита органов дыхания
При проведении сварочных работ вблизи любых паров следует использовать сварочный респиратор. Либо специальный вариант сварки, либо полная система PAPR.
Сообщение Побочные эффекты сварки оцинкованной стали впервые появилось на Weld My World.
Подано в: симптомы гриппа, гальваническое отравление, оцинкованная сталь, вредные пары, металлическая лихорадка, побочные эффекты, симптомы, сварщики, сварка, сварка оцинкованной стали, Советы по безопасности при сварке, оксид цинка, пары оксида цинка
Делиться: Предыдущая статья Прибыл Optrel e3000X PAPR с защитной маской Clearmaxx Face ShieldМожно ли сваривать оцинкованную сталь? Лучшее руководство для начинающих – WeldPundit
Сварка оцинкованной стали печально известна плохой свариваемостью и безопасностью сварщика. Но это популярный металл, и есть вероятность, что в какой-то момент вы будете его сваривать.
В этой вводной статье рассказывается об основах работы с оцинкованной сталью, а также о многих проблемах сварки и способах их решения. Но давайте начнем с короткого ответа:
Вы можете сваривать оцинкованную сталь с помощью обычного оборудования и процедур, если сначала удалите покрытие. В противном случае покрытие затрудняет сварку, так как создает дополнительные испарения и множество сварочных дефектов. Чтобы справиться с этими проблемами, вам необходимо адаптировать вашу защиту от дыма, оборудование и методы.
Простые домашние или небольшие ремонтные работы или ремонтные работы, которые будут воспринимать статические нагрузки, легко свариваются.
Однако для проектов с тяжелыми нагрузками и суровыми условиями эксплуатации необходимо удалить покрытие, чтобы получить самые безопасные сварные швы.
Прочитав остальную часть руководства, вы получите ответы на следующие темы:
- Что такое оцинкованная сталь
- Вопросы безопасности
- Почему трудно сваривать – дефекты
- Лучший способ сделать это
- Как удалить покрытие
- Как сварить его с покрытием
- Модификации соединений
- Насколько подходит каждый процесс сварки (палочная сварка, MIG, FCAW, TIG и газокислородная сварка)
- Сварочные наконечники для улучшения результатов
- Будет ржавеет после сварки и что с этим делать
- Можете ли вы приварить его к нержавеющей стали
Во-первых, давайте рассмотрим основы оцинкованной стали.
Что такое оцинкованная сталь?
Оцинкованная сталь – это типичная сталь, покрытая цинком для получения прочной и долговременной защиты от ржавчины. Оцинкованная сталь популярна, потому что это дешевый и эффективный метод, срок службы для большинства применений составляет около 50 лет.
Оцинкованная квадратная труба на оцинкованном листе.Чаще всего сталь под покрытием представляет собой мягкую сталь, которая легче всего сваривается. Однако по условиям службы металла у вас может быть среднеуглеродистая сталь или другой трудносвариваемый металл. Но это редкость.
Оцинкованная сталь не требует покраски или дальнейшего ухода, даже если она слегка повреждена. В то же время она немного дороже стали без покрытия.
Это делает его популярным для крупных наружных строительных работ, а также для заборов, лестниц, крыш, труб и т. д.
Он также популярен для листового металла и небольших расходных материалов, таких как автомобильные панели, гайки, винты, провода и т. д. С). После этого термочувствительное цинковое покрытие потеряет прочность и начнет разрушаться. Сталь под ним имеет гораздо более высокую термостойкость.
Как цинкование защищает сталь?
Оцинковка «умна», потому что она защищает сталь с покрытием двумя способами:
- Цинковое покрытие действует как физический барьер между сталью и окружающей средой. Таким образом, кислород воздуха, влага или другие источники коррозии не могут контактировать с железом под ним.
- Интересно, что цинк также может защищать слегка открытые стальные поверхности. Это потому, что цинк может поглощать крошечные электрохимические реакции, которые создают ржавчину. Это основано на процессе гальванической коррозии (ссылка на Википедию) и хорошо работает до 3/16 дюйма (4,8 мм) открытого металла.
Каковы наиболее распространенные методы?
Существует множество методов цинкования стали: горячее цинкование, термическое напыление, гальваническое цинкование, электрогальваническое цинкование , и холодное цинкование.
Давайте рассмотрим два самых популярных метода:
- Метод горячего погружения — самый старый и наиболее широко используемый процесс, при котором сталь погружают в расплавленный цинк. Этот метод создает толстое цинковое покрытие, подходящее для больших заготовок и суровых условий. В результате метод горячего погружения обеспечивает превосходные результаты защиты от ржавчины, подходящие даже для морских применений.
- Метод электроцинкования требует погружения стали в холодный раствор цинка. Затем низковольтный постоянный ток (DC) приклеивает цинк к стали. Этот метод создает тонкое и однородное покрытие и считается более оцинкованным, чем оцинкованным. Электрогальваническое цинкование подходит для небольших или тонких изделий, таких как гвозди, шурупы, автомобильные панели и т. д.
Как определить, оцинкован ли ваш металл?
По внешнему виду легко отличить сталь с горячим цинкованием . Он имеет матово-серый цвет и характерный кристаллизованный узор, известный как блестки. Кроме того, дополнительная обработка хромовой кислотой для повышения коррозионной стойкости придает зелено-голубоватый переливающийся вид.
Электрооцинкованная сталь выглядит более яркой, однородной и очень гладкой без блесток. Однако, если сталь имеет толстый, шероховатый и пористый вид без блесток, у вас есть оцинковка с термическим напылением .
Давайте рассмотрим несколько практических способов отличить оцинкованную сталь:
- Еще один способ отличить оцинкованную сталь — это ее шлифовка. Искры будут тускло-красными, короткими и в небольшом количестве, пока вы не доберетесь до стали.
- Кроме того, когда вы прихватите его, вы сразу заметите черный остаток с белыми границами рядом с прихваточным швом.
- Вы также заметите характерный белый дым даже после нескольких прихваток.
- Наконец, звук при сварке этого покрытия тоже характерен.
Далее мы посмотрим, что происходит при сварке оцинковки и почему у нее плохая репутация.
Почему плохо сваривать оцинкованную сталь?
Сварка оцинкованной стали является плохой практикой, поскольку цинковое покрытие имеет низкую температуру кипения и выделяет дополнительный белый дым.
Цинк имеет температуру кипения 1700 °F (930 °C). Это намного ниже, чем температура ванны 3000 °F (1650 °C) или дуги 10000 °F (5500 °C).
В результате большое количество цинка испаряется и соединяется с кислородом, образуя густой белый сварочный дым.
Может ли сварка оцинкованной стали вызвать у вас тошноту?
Если вы вдыхаете пары, образующиеся при сварке оцинкованной стали, у вас может развиться временное заболевание, известное как лихорадка металлического дыма. Это также называется цинковым ознобом, цинковыми коктейлями или отравлением цинком.
Пары цинка могут быстро насытить мастерскую без вентиляции. Даже если вы сварите снаружи, но забудете держать голову подальше от дыма, вы все равно вдохнете большое количество дыма.
Вдыхание большого количества сварочного дыма за короткий промежуток времени вызывает лихорадку дыма.
Еще одна проблема заключается в том, что горячее цинкование может содержать остатки хрома или свинца, особенно если это старая заготовка. Например, старые оцинкованные столбы забора, нуждающиеся в ремонте. Эти элементы более вредны, чем цинк, даже в мизерных количествах.
Покрытие электрооцинкованной стали представляет собой почти чистый цинк, без других токсичных элементов. В результате эти пары менее вредны по сравнению с методом горячего погружения.
Следует также упомянуть, что каждый раз, когда сварщик заболевает лихорадкой металлического дыма, он становится более чувствительным. Таким образом, в следующий раз даже меньшее количество дыма может привести к тем же симптомам.
Хотя лихорадка металлического дыма носит временный характер, все сварочные дымы могут вызывать долгосрочные побочные эффекты. Для этого следует избегать передержки каждый раз при сварке.
Каковы симптомы лихорадки металлического дыма?
Симптомы лихорадки металлического дыма аналогичны гриппу, например, головная боль, тошнота, озноб, небольшое повышение температуры или даже рвота и холодный пот. Они начинаются через несколько часов после передержки и зависят от количества вдыхаемых паров и их состава.
Если вы чувствуете симптомы, вы должны остановиться, подышать свежим воздухом и обратиться за медицинской помощью.
Лечение дымовой лихорадки состоит из постельного режима, гидратации и симптоматической терапии.
В большинстве случаев лихорадка металлического дыма длится от 4 до 24 часов. Но в тяжелых случаях до 48 часов.
Как избежать лихорадки металлического дыма?
Во избежание лихорадки от металлического дыма следует избегать вдыхания густых сварочных паров цинка. Лучше всего удалить покрытие или выполнить сварку на открытом воздухе и избежать пути паров. Кроме того, вы можете надеть сварочный респиратор для дополнительной защиты.
Если по какой-либо причине вы хотите проводить сварку в помещении, я упомяну меры предосторожности, которые вы должны предпринять, чтобы избежать паров, от лучших до наименее эффективных:
- Первым и наиболее важным шагом по предотвращению образования паров цинка является устранение их источника путем удаления цинкового покрытия . Вам не нужно беспокоиться о том, чего не существует. Снимите покрытие на 1-3″ (2,5-7,5 см) в зависимости от толщины металла. Вы должны удалить его на каждой поверхности, близкой к стыку, а не только на стороне, которую вы хотите сварить.
- Если вы не можете этого сделать, лучше всего использовать местную вентиляцию . Это вакуумное устройство с улавливающим колпаком рядом с источником дыма (дугой), которое улавливает пары и выводит их наружу. Таким образом, пары не улетучиваются в воздух мастерской. Недостатком местной вентиляции является ее высокая стоимость. Однако есть самодельные решения, которые могут дать хорошие результаты.
- После этого также эффективна механическая вентиляция , которая рециркулирует воздух в мастерской. В идеале он должен располагаться недалеко от зоны сварки и должен иметь достаточную скорость потока для рециркуляции воздуха в мастерской несколько раз в час. Тем не менее, вы должны расположиться так, чтобы избежать пути дыма.
- Вы также можете оставить открытыми двери и окна, чтобы естественная вентиляция разбавила пары и вывела их наружу. Однако для получения приемлемых результатов при естественной вентиляции требуется большая мастерская. Для сравнения, для сварки чистой низкоуглеродистой стали с использованием естественной вентиляции требуется пространство размером 25’x25’x16’ (7,5×7,5×5 м). Последняя цифра — минимальная высота. Для оцинкованной стали вам понадобится мастерская значительно большего размера. Вы можете использовать вентилятор, чтобы вытолкнуть пары наружу для улучшения результатов. Опять же, вы должны расположиться так, чтобы избежать пути дыма.
- Наконец, ношение многоразового сварочного респиратора с фильтрами P100 защитит от любых оставшихся паров. Если пары не слишком плотные, эти фильтры могут улавливать почти все загрязнители воздуха, поступающие из оцинкованной стали. Сварочный респиратор является дополнительной мерой. Без одного из предыдущих способов этого недостаточно.
Почему сварщики пьют молоко?
Многие сварщики рекомендуют пить молоко, потому что кальций может вывести цинк из организма. Но правда в том, что нет никаких доказательств того, что это действительно работает. Но даже если это так, кальций ничего не может сделать против всех других вредных элементов в сварочном дыму. Поэтому лучше всего избегать вдыхания паров.
Остальная часть статьи посвящена свариваемости этой стали.
Почему трудно сваривать оцинкованную сталь?
Сварка оцинкованной стали трудна, потому что покрытие создает дефекты , дестабилизируя дугу, ограничивая поток сварочной ванны и действуя как загрязнитель. Худшими дефектами являются растрескивание цинка, слабое проплавление и несплавление. Наиболее часты брызги и пористость.
Степень дефектов сварки зависит от толщины покрытия. Чем толще металл, тем толще покрытие.
Кроме того, каждый метод цинкования создает покрытия различной толщины:
- Стали, полученные термическим напылением и горячим погружением, имеют самые толстые покрытия.
- Оцинкованная отожженная сталь имеет термообработанное погружением покрытие, содержащее железо и легче поддающееся сварке.
- Электрооцинкованная сталь имеет покрытие в несколько раз тоньше, чем предыдущие способы.
- Холоднооцинкованная сталь также имеет тонкое покрытие.
Самый серьезный дефект, который может вызвать цинк, называется растрескивание при проникновении цинка . Эта трещина возникает, когда жидкий цинк вступает в контакт и проникает в металл шва и в зону термического влияния (ЗТВ). ЗТВ – это область рядом с бортом.
Для большинства распространенных проектов вероятность растрескивания цинка очень мала. Но это важно, когда вы свариваете тяжелые проекты, которые будут выдерживать большие нагрузки.
Высокое содержание кремния в присадочном металле увеличивает риск растрескивания.
Другими серьезными проблемами, вызываемыми цинком, являются снижение проникновения корней и отсутствие сплава . Цинк ограничивает текучесть лужи и не может проникнуть глубоко в корень сустава. Отсутствие сплавления — это когда присадочный металл сидит на основном металле, не сплавляясь с ним, чаще всего по бокам (или носкам) борта.
Пары цинка в луже не должны выходить в атмосферу, пока она не затвердеет. Это вызовет пористость , очень распространенный дефект при сварке оцинкованных металлов.
Пары цинка также дестабилизируют дугу, увеличивая размер и количество брызги . Брызги будут прилипать к стыку, что приведет к ухудшению внешнего вида. Брызги также могут попасть на горелки MIG или TIG, что приведет к их повреждению.
Цинк также увеличивает частоту шлаковых включений при использовании электродов с флюсовым материалом.
Наконец, покрытие также будет препятствовать прохождению тока через металлы. Это затруднит запуск дуги и сделает ее менее стабильной.
Как лучше всего сваривать оцинкованную сталь?
Лучшим способом сварки оцинкованной стали является удаление защитного цинкового покрытия. Таким образом, вы избежите всех проблем, которые создает покрытие, будь то проблемы со здоровьем или дефекты сварки. Сварка становится проще, быстрее, чище, дешевле и безопаснее. Сварка в любом случае повредит покрытие, поэтому в первую очередь лучше удалить его самостоятельно.
Даже для простых металлических изделий удаление покрытия происходит быстрее и дешевле, если после сварки необходимо удалить брызги и дым.
Хуже того, если в результате дефектов окажется больше, чем ожидалось, вам, возможно, придется удалить валик и заварить соединение заново.
Когда вы выполняете сварку или ремонт в тяжелых условиях, вы всегда удаляете покрытие, чтобы получить самые прочные соединения. Таким образом, вы гарантируете, что ни одно соединение не выйдет из строя, и предотвратите травмы или дорогостоящие убытки.
Кроме того, без покрытия можно использовать популярные процессы сварки, которые не могут выполнять наварку поверх гальванического покрытия. Они описаны позже.
Однако удаление покрытия имеет свои особенности.
Удаление покрытия
Так как цинк прочно прикреплен к стали, необходимо несколько агрессивных способов его удаления:
- Шлифовка — самый простой и быстрый способ удалить большую часть гальванического покрытия. Этого достаточно для большинства работ и сварочных процедур, но всегда остаются следы цинка.
- После этого вы можете использовать пламенную очистку с кислородной горелкой. Этот метод не оставляет следов, но производит много дыма.
- Вы также можете использовать пескоструйную обработку , если вам нужно очистить большие поверхности. Но для этого требуется полная защита тела, за исключением случаев, когда вы используете дробеструйный шкаф.
- Наконец, вы можете использовать кислоты , но большинство из них очень агрессивны и выделяют вредные пары. Безопасным кислотным продуктам, таким как уксус, требуется много времени, чтобы удалить налет.
В зависимости от используемого метода удаления покрытие будет загрязнять воздух пылью, дымом или парами.
Для этого лучше всего работать на улице, особенно если вы хотите использовать очистку пламенем или кислотами. Кроме того, держите голову подальше от пыли или паров. Наконец, качественный респиратор с фильтрами P100 защитит вас от большинства загрязняющих веществ, кроме паров кислоты.
При использовании сильных кислот , которые не рекомендуются , например, соляной кислоты, необходимы специальные газовые баллончики для поглощения паров хлора.
Независимо от того, какой метод удаления вы выберете, лучше всего удалить оцинкованное покрытие со всех поверхностей внутри и вокруг стыка.
Это потому, что когда металлы достаточно нагреются, цинк расплавится и испарится, даже если рядом с ним нет лужи.
Если у вас тройник или соединение внахлестку, всегда удаляйте покрытие между соприкасающимися поверхностями.
У Weldpundit есть подробная статья о том, как удалять гальванические покрытия.
Однако не всегда удается удалить покрытие. Давайте посмотрим на эту ситуацию.
Можно ли сваривать оцинкованные изделия без удаления покрытия?
Вы можете сваривать оцинкованную сталь, не удаляя покрытие, если:
- Измените конструкцию соединения таким образом, чтобы жидкий или газообразный цинк мог выходить.
- Выберите процесс с сильной дугой для испарения цинка внутри или вблизи ванны.
- Используйте сварочные материалы с сильным очищающим действием и низким содержанием кремния.
- Сварка методами, при которых цинковое покрытие прожигается до того, как оно соприкоснется с ванной.
Всегда помните, что это не рекомендуется для работ с тяжелыми условиями эксплуатации, и всегда избегайте вдыхания паров.
Давайте начнем с того, какие модификации суставов вы можете внести, чтобы получить лучшие результаты.
Как подготовить оцинкованную сталь к сварке?
Если у вас есть стыковое соединение , вы должны установить на 10-20% более широкое корневое отверстие и сварить с более широким перемещением из стороны в сторону. Таким образом, вы добьетесь такого же проникновения в корень, как и с чистым металлом.
Даже если вы свариваете тонкий металл, старайтесь избегать закрытых стыковых соединений и оставляйте узкий шов, чтобы цинк мог вытекать.
Тройники и соединения внахлестку являются наиболее сложными для сварки, потому что:
- При сварке прожигается большая площадь поверхности, чем при других соединениях.
- Цинк не может легко уйти, когда два металла соприкасаются. В результате жидкий цинк будет проникать в металлы, а пары цинка будут бурно улетучиваться, проходя через лужу.
Если металл толстый, например, 1/4″ (6,4 мм), вы можете оставить небольшой зазор 1/32–1/16″ (0,8–1,6 мм) между стыкуемыми областями.
С другой стороны, наружные угловые соединения вызывают меньше проблем, поскольку сгорает меньше гальванического покрытия.
Оцинкованную сталь так же легко резать, как и металл под ней. Однако процессы горячей резки, например газокислородная резка, приводят к образованию большого количества паров цинка.
Каждый тип сварочного аппарата и расходные материалы имеют существенные отличия при сварке поверх оцинковки. Посмотрим, как работает каждый.
AdvertisementsМожно ли приклеивать оцинкованную сталь?
Сварка стержнем не только подходит для сварки оцинкованной стали, но и является лучшим процессом для этой работы. Дуга агрессивна и испаряет цинковое покрытие. Стержни имеют флюсовое покрытие, что значительно уменьшает дефекты сварки. Наконец, он портативный и подходит для ветреной среды, поскольку большая часть оцинкованной стали сваривается на открытом воздухе.
Все стержни для дуговой сварки создают сильную дугу и содержат раскисляющие элементы в своем флюсовом покрытии. Но некоторые из них подходят больше, чем другие.
Сварка электродами (или SMAW) имеет преимущество перед целлюлозными сварочными стержнями, такими как 6010 и 6011. Эти стержни имеют ряд существенных преимуществ по сравнению с цинковым покрытием:
- При одинаковой силе тока целлюлозные стержни создают На 70% более прочная дуга по сравнению с другими удилищами. Это помогает испарить цинк, который находится рядом с лужей или внутри нее.
- Кроме того, они выделяют большое количество защитных газов. Это позволяет вам перемещать стержень вперед и назад, не позволяя воздуху загрязнять лужу. Мы называем это кнутом и паузой. Этот метод может сжечь цинковое покрытие до появления лужи.
- Кроме того, они имеют самое низкое содержание кремния, что предотвращает дефект растрескивания цинка.
Сварочные стержни с рутиловым покрытием , такие как 7014 или 6013, также подходят для оцинкованной стали, поскольку они имеют низкое содержание кремния. Но они не могут достичь эффективности целлюлозных стержней.
Рутиловые стержни не предназначены для техники взмаха и паузы. Однако вы можете слегка подвигать стержнем вперед и назад, чтобы сжечь часть цинка.
Модель 6013 – лучшая сварочная проволока для тонкого оцинкованного листового металла.
Основные или стержни с низким содержанием водорода , такие как 7018, предназначены для тяжелых условий эксплуатации, но у них есть некоторые проблемы при сварке оцинкованной стали:
- Их флюс содержит большое количество кремния, что увеличивает риск растрескивания цинка. Это очень важно, поскольку эти стержни используются для тяжелых работ.
- Поскольку они выделяют мало защитных газов, им необходима короткая (один диаметр стержня) и постоянная длина дуги. В противном случае у вас будет пористость даже на чистом металле.
- Низкое покрытие газом также предотвращает широкие манипуляции со стержнем для сжигания цинка.
Хотя стержень 7018 не подходит для сварки непосредственно над толстыми цинковыми покрытиями, его можно использовать для дополнительных проходов многопроходной сварки. Это потому, что он будет навариваться поверх предыдущего валика и обожженного оцинкованного покрытия. Идеально использовать целлюлозный стержень для корневого прохода.
Если вы сварите простой объект, который не выдержит больших нагрузок, стержень 7018 может сварить его без проблем. Пористость может присутствовать, но не настолько, чтобы требовать повторной сварки.
Основные недостатки сварки электродом в том, что это не самый простой процесс для новичков, и им трудно сваривать тонкие металлы.
Для получения дополнительной информации вы можете прочитать эти статьи о электродах для сварки оцинкованных металлов и о том, как сваривать оцинкованную сталь.
Можно ли сваривать MIG оцинкованную сталь?
Сварка MIG популярна, но ее использование для оцинкованной стали сопряжено с трудностями.
Большинство однофазных сварочных аппаратов MIG создают низкотемпературную дугу, которая не позволяет сваривать оцинкованную сталь с приемлемыми результатами. Кроме того, типичная проволока для сварки MIG не содержит флюса, который мог бы уменьшить количество дефектов. Наконец, нельзя выполнять сварку MIG на открытом воздухе, не окружив рабочее место ветровыми стеклами.
Даже тонкое гальваническое покрытие или остатки цинка на стыке могут привести к таким дефектам, что вы не сможете выполнять сварку. Наиболее распространенным дефектом является чрезмерная пористость не только на поверхности борта, но и внутри него.
Еще одной неприятной ситуацией является то, что горелка MIG покрывается брызгами и дымом. Если брызги забьют контактный наконечник, вы в конечном итоге запутаете провод. Сильные брызги на сопле сделают поток газа неравномерным.
У Weldpundit уже есть подробная статья о сварке MIG оцинкованной стали.
Если у вас есть сварочный аппарат MIG, лучшим решением будет использование самозащитной порошковой проволоки.
Можно ли сваривать оцинкованную сталь порошковой проволокой?
Вы можете успешно сваривать оцинкованную сталь порошковыми проволоками, такими как популярная E71T-11. Эти провода создают сильную дугу, которая может прожечь цинковое покрытие. Кроме того, флюс обладает очищающими свойствами, которые предотвращают появление дефектов цинка. Наконец, вы можете использовать их в ветреную погоду.
Порошковые проволоки аналогичны электродам для сварки электродами, но имеют форму длинной трубчатой проволоки, заполненной флюсовым материалом. Таким образом, они обеспечивают более высокую производительность и проще в использовании.
Большинство порошковых проволок для сварочных аппаратов с малой силой тока являются самозащитными, т. е. они выделяют собственные защитные газы. Таким образом, вам не нужен газовый баллон, и вы можете использовать сварочный аппарат MIG на открытом воздухе.
E71T-11 является самой популярной порошковой проволокой, с ее помощью можно сваривать оцинкованную сталь с гораздо лучшими результатами, чем сплошной проволокой MIG. Флюс внутри проволоки может снизить риск растрескивания цинка и стабилизировать дугу, уменьшая разбрызгивание и пористость.
E71T-14 Проволока порошковая предназначена для сварки металлов с покрытиями. Он предлагает наилучшие результаты для оцинкованной стали. Однако это однопроходная проволока из металла толщиной до 3/16 дюйма (4,8 мм). Его также сложнее найти и он дороже.
Основными недостатками порошковых проволок являются:
- Они выделяют наибольшее количество дыма.
- Трудно сваривать листовой металл, например, менее 1/8″ (3,2 мм).
- Они дорогие.
- Нет порошковых проволок с целлюлозным флюсом.
Вы можете использовать самоэкранированные провода с обычным аппаратом для сварки MIG, но помните, что для правильной работы им нужна полярность DC-, а не DC+, как сплошным проводам. Для них также требуются зубчатые ролики, поскольку они мягкие и могут легко деформироваться.
Существуют также порошковые проволоки в среде защитного газа, для которых требуется внешний защитный газ, как при сварке MIG. Одним из популярных проводов этого типа является E71T-1 .
Эти проволоки предназначены для высокой производительности. Большинство из них доступны на больших катушках и требуют сварочных аппаратов с высокой силой тока.
Их характеристики на оцинкованной стали не так хороши, как у самозащитной проволоки, но лучше, чем у сплошной проволоки MIG.
Многие производители выпускают провода ExxT- G . Эти провода всегда имеют разные характеристики. Многие из них специально предназначены для сварки оцинкованной стали. Эти проволоки могут уменьшить многие дефекты, особенно пористость и разбрызгивание.
Можно ли сваривать TIG оцинкованную сталь?
Сварка оцинкованной стали методом TIG сопряжена с трудностями, поскольку пары цинка быстро загрязняют вольфрамовый электрод. Это сделает дугу неустойчивой и создаст пористость и разбрызгивание. Для правильной сварки TIG требуется идеально чистый металл.
Если у вас есть только остатки цинка и вы хотите продолжить, вот несколько советов:
- Используйте больший угол горелки 70 градусов и увеличьте поток газа на 50% или более. Это поможет предотвратить попадание паров цинка на вольфрамовый электрод.
- Использование электрода для сварки TIG ER70S-2 также улучшит результаты.
- Используйте стандартные газовые баллончики и избегайте дорогих газовых линз.
Давайте рассмотрим две альтернативы, если у вас есть сварочный аппарат TIG.
Большинство сварочных аппаратов TIG также могут выполнять сварку с Сварочные стержни . Сварка стержнем не подходит для тонких металлов, но дает отличные результаты при толстом цинковании.
Для этого снимите горелку TIG и замените ее держателем электрода (или жалом). Поскольку в большинстве случаев электродуговая сварка выполняется с использованием полярности DC+, вы должны изменить полярность, так как TIG использует DC- для горелки.
Еще один способ получить хорошие результаты с помощью аппарата для сварки TIG – это использовать стержни для сварки твердым припоем , например, стержень из кремниевой бронзы (ERCuSi или SiB). Эти стержни плавятся при низких температурах, поэтому вы можете сваривать тонкостенную оцинкованную сталь методом TIG с минимальным повреждением покрытия.
Но они не подходят для ответственных сварных швов, потому что они не могут создавать такие же прочные сварные швы, как стальные стержни. Они также дороже.
Можно ли сваривать оцинкованную сталь с оксиацетиленом?
Вы можете сваривать оцинкованную сталь с помощью кислородно-ацетиленовой сварки, но низкая скорость этого процесса сильно повредит покрытие. Поскольку у вас есть это оборудование, вы можете использовать технику очистки пламенем для удаления покрытия перед сваркой и предотвращения многих дефектов.
Если у вас есть тонкие металлы, вы можете использовать прут для пайки и подходящий флюс для их пайки.
Наконечники для сварки оцинкованной стали
Давайте рассмотрим несколько советов по улучшению результатов сварки оцинкованной стали:
- Попробуйте использовать для работы самый толстый электрод . Таким образом, вы используете более высокую силу тока.
- Если у вас многопроходная сварка, используйте меньшее количество проходов .
- Толстое цинковое покрытие будет мешать зажим заготовки (или заземления) соединение, особенно если у вас есть сварочный аппарат MIG. Попробуйте соединить его на чистом металле или соединить прямо на заготовке.
- Установите силу тока немного выше (5%), чем обычно, для повышения стабильности дуги и облегчения прожига цинка, особенно при сварке угловых швов.
- Используйте короткую дугу , чтобы уменьшить все проблемы с цинком. Короткая длина дуги необходима, если вы свариваете вертикально, чтобы предотвратить попадание жидкого цинка в ванну.
- Очень важно выполнять сварку с пониженной скоростью перемещения в зависимости от толщины покрытия и процесса. Для медленных процессов с сильной дугой, таких как сварка электродом, скорость перемещения должна быть на 10–20 % ниже. Для более быстрых сварок, таких как сварка MIG, скорость перемещения должна быть на 20-30 % ниже. Когда вы свариваете медленнее, повышенное тепло будет легче прожигать цинковое покрытие, испарять цинк в ванне и позволять дыму выходить до того, как лужа затвердеет.
- Используйте технику манипулирования горелкой, которая всегда указывает дугу перед лужей , но не над ней. Смотрите следующую картинку.
- Всегда заполнять конечный кратер . Если кратер вогнутый, усадочные силы могут расколоть его, особенно если внутри него находится цинк.
Наконец, давайте посмотрим, что делать после сварки.
Будет ли ржаветь оцинкованная сталь после сварки?
После сварки оцинкованная сталь будет ржаветь, если вы будете использовать ее во влажной среде. Это потому, что вы либо удалили цинковое покрытие, либо тепло сварки разрушило его вдоль стыка. Чтобы избежать ржавчины, необходимо восстановить коррозионную стойкость стали.
Как защитить оцинкованную сталь после сварки?
Вы можете защитить поврежденную оцинкованную сталь краской с высоким содержанием цинка, которая обеспечивает надежную защиту от ржавчины и аналогичный цвет. Мы называем это холодным цинкованием. Однако она не так прочно прикреплена к металлу, как настоящая оцинковка, и ее легко можно поцарапать.
Вы очищаете борт и поврежденный участок рядом с ним проволочной щеткой или угловой шлифовальной машиной. После этого вы снова протираете его тряпкой и наносите обогащенную цинком краску или спрей.
Более эффективным способом очистки пораженного участка является абразивоструйная обработка. Так краска крепче прилипнет к металлу.
Если вы хотите закрасить оцинкованные поверхности, вы можете использовать подходящие краски, которые прилипают к чистым оцинкованным поверхностям без отслаивания.
Но сначала обязательно прочтите их инструкции по технике безопасности, потому что их пары более вредны, чем обычная краска.
Заключение
Если вы хотите сваривать оцинкованную сталь, лучше всего удалить цинковое покрытие на 1-3 дюйма с каждой поверхности вокруг соединения. Таким образом, вы избегаете дополнительных испарений, растрескивания, пористости и других дефектов сварки, которые создает цинк.
Если вы не можете или не хотите его удалять, соблюдайте особую осторожность, чтобы не вдыхать дополнительные пары цинка. Их большой объем может вызвать лихорадку металлического дыма.
Чтобы избежать большинства дефектов сварки, используйте процесс сварки, который создает агрессивную дугу, и расходные материалы, сочетающиеся с флюсом.
Наилучший вариант – сварка стержнем электродами E6010 или E6011. Если у вас есть сварочный аппарат MIG, используйте самозащитные порошковые проволоки, такие как E71T-11.
При сварке используйте более низкую скорость и метод, при котором дуга всегда направляется перед сварочной ванной. Таким образом, большая часть цинкового покрытия сгорает до того, как попадет в ванну. Кроме того, используйте более широкие корневые зазоры.
Наконец, вы хотите восстановить поврежденную сталь, особенно если она подвергалась воздействию влажной среды.
Часто задаваемые вопросы
Можно ли сваривать оцинкованную сталь с нержавеющей сталью?
Сваривать оцинкованную сталь с нержавеющей сталью можно только при полном удалении оцинкованного покрытия. Основная причина заключается в том, что жидкий цинк может сделать нержавеющую заготовку и валик хрупкими и чувствительными к растрескиванию.
Нержавеющая сталь очень чувствительна к загрязнению цинком. Если жидкий цинк проникает в нержавеющую часть рядом с соединением, она становится хрупкой. Хрупкий металл подвержен растрескиванию при механических или термических нагрузках.
То же самое может случиться с буртиком, так как вы почти наверняка используете нержавеющий присадочный металл для разнородных металлов, например, 309.
Если вы используете шлифовку для удаления цинкового покрытия, вы должны убедиться, что не осталось следов цинка. Даже небольшое количество цинка может сделать нержавеющий металл хрупким. Вы можете удалить остаточный цинк с помощью газовой горелки.
Если вы удалите оцинкованное покрытие, вы можете следовать этой статье о том, как сваривать нержавеющую сталь с углеродистой сталью.
Сварка пайкой – самый безопасный способ соединения нержавеющей стали с оцинкованной без удаления покрытия.
Более низкие температуры сварки пайкой не могут расплавить металлы и не повредят гальваническое покрытие в такой степени, как обычная сварка. Это значительно снижает риск растрескивания цинка.
Однако пайка пайкой не подходит для тяжелых работ, требующих высоких механических или термических нагрузок.
Можно ли сваривать оцинкованную сталь с углеродистой сталью?
Вы можете сваривать оцинкованную сталь с обычной сталью с помощью подходящих процессов, расходных материалов и модифицированных методов сварки, чтобы сжечь цинковое покрытие. Однако рекомендуется снять цинковое покрытие с оцинкованной детали и приварить без дополнительных хлопот.
Ссылки
Nationalmaterial.com – Оцинкованная сталь: виды, применение, преимущества
Другие статьи Weldpundit
- Вертикальная сварка: Руководство для начинающих.
- Можно ли сварить ржавый металл? Проблемы и лучшие варианты.
- Что такое прокатная окалина на горячекатаной стали: и как ее проварить.
- Сварка чугуна: руководство для начинающих.
- Сварка стального литья: для начинающих.
- Можно ли сваривать алюминизированную сталь?
- Руководство по сварочным магнитам: использование, типы и что следует учитывать.
Как сваривать оцинкованную сталь: методики и советы
Последнее обновление
Оцинкованная сталь — это сталь, покрытая цинком для защиты от коррозии. Цинковое покрытие действует как барьер между сталью и элементами и помогает предотвратить ржавчину и другие формы коррозии. Однако сварка оцинкованной стали может быть сложной задачей, поскольку цинковое покрытие может затруднить проникновение сварного шва в металл, а также может привести к разбрызгиванию сварного шва.
При сварке оцинкованной стали следует помнить о нескольких вещах. Во-первых, важно использовать правильный тип сварочной проволоки. Во-вторых, вам нужно использовать правильные методы сварки. И в-третьих, вам нужно принять некоторые меры предосторожности, чтобы защитить себя от паров.
В этой статье мы углубимся в каждую из этих тем, чтобы помочь вам сваривать оцинкованную сталь на профессиональном уровне с использованием различных методов.
Перед началом работы — подготовка
Очистка зоны сварки
Перед началом работы убедитесь, что рабочая зона чистая и на ней нет мусора.
Положите кусок дерева на верстак. Затем установите сварочный аппарат на расстоянии не менее 12 дюймов от места, где вы будете работать, чтобы предотвратить попадание искр на верстак или пол во время сварки.
Очистка оцинкованной стали
С помощью проволочной щетки удалите отслоившуюся краску или ржавчину с поверхности каждой детали из оцинкованной стали. Будьте осторожны, чтобы не повредить металл слишком сильным давлением. Будет еще лучше, если у вас есть угловая шлифовальная машина с насадкой из проволочной щетки.
Носите защитное снаряжение
При сварке оцинкованной стали важно соблюдать некоторые меры предосторожности, чтобы защитить себя от паров. Цинк в оцинкованном покрытии может быть токсичным при вдыхании. Средства защиты включают перчатки, очки и маску или респиратор. Это снаряжение защитит вас от вредных паров, выделяющихся во время сварки, и возможных несчастных случаев. Вы также должны носить одежду с длинными рукавами и брюки. Искры от свариваемого металла могут обжечь открытые участки кожи или одежду.
Если вы свариваете оцинкованную сталь в помещении, убедитесь, что у вас есть надлежащая вентиляция.
Изображение предоставлено: Левент Сезгин, Shutterstock
Сварка оцинкованной стали: пошаговое руководство по различным методикам
Прежде чем приступить к работе, узнайте, с каким типом материала вы работаете и как он реагирует на тепло и нагрузку. .
Например, оцинкованная сталь имеет верхний слой цинкового покрытия. Во многих сварочных процессах необходимо удалить цинковое покрытие, поскольку цинковое покрытие расплавится при нагревании, что может вызвать пористость готового сварного шва. Лучший способ удалить это цинковое покрытие — это отшлифовать его с помощью угловой шлифовальной машины.
Лучшим методом сварки оцинкованной стали является сварка электродом, но ниже мы обсудили несколько других методов.
1. Сварка электродом (SMAW)
Изображение предоставлено: Инженерная студия, Shutterstock
Сварка электродом — один из самых популярных методов, а также самый простой и быстрый. Это также идеально подходит для начинающих.
При использовании электродуговой сварки всегда выполняйте сварку снаружи, чтобы предотвратить образование дыма. Также наденьте сварочный респиратор.
Необходимые инструменты:
- Проволочная щетка
- Сварочные стержни
- Ручной сварочный аппарат
- Лепестковый круг
- Краска с высоким содержанием цинка
Ступени:
- Проволочной щеткой и тряпкой очистите место соединения
- Выберите подходящий сварочный электрод. Идеальные стержни для сварки оцинкованной стали – E6011 и E6010.
- Подготовьте сварной шов и закрепите заготовки. Убедитесь, что вы оставляете более широкий корневой зазор, чем обычно, если у вас стыковое соединение. Также убедитесь, что зажим надежен.
- Установите сварочный аппарат на правильную силу тока. Если вы свариваете угловые швы, увеличьте силу тока.
- Затем приметайте металлы, чтобы избежать деформации и удерживать металл на месте. Толщина металла определяет длину прихватки.
- Начните сварку оцинкованной стали.
- Как только вы закончите сварку, повторно оцинкуйте металл. Используйте лепестковый диск с зернистостью от 40 до 60, чтобы отшлифовать соединение. Затем распылите краску с высоким содержанием цинка на все места сварки.
Обратите внимание на сварочные электроды:
- E6010: Если вы любитель или вам нужна недорогая альтернатива, это отличный выбор.
- E6011: этот электрод обладает большей прочностью на растяжение, чем E6010-L, но стоит дороже.
2. Дуговая сварка металлическим электродом в среде инертного газа/газа (GMAW)
Посмотреть этот пост в Instagram
Пост, которым поделился Остин Уинклз (@austinwinkles)
Для этого метода лучше всего использовать высококачественную машину GMAW, имеющую достаточную мощность и контроль скорости сварки. Он также должен иметь соответствующую присадочную проволоку.
Необходимые инструменты:
- Сварочный аппарат MIG
- Проволочная щетка
- Пистолет МИГ
- Оцинкованная аэрозольная или цинковая краска
Шаги:
- Настройте свой сварочный аппарат и установите напряжение, диаметр проволоки и силу тока в соответствии с толщиной вашего металла.
- Нанесите тонкий слой флюса на металл с помощью кисти или тряпки. Это помогает предотвратить окисление в начале сварки.
- Используйте свой пистолет MIG, чтобы положить бусину. Пусть он покроет примерно половину свариваемого соединения. Начните с одного конца, затем двигайтесь назад, чтобы покрыть остальную часть сустава.
- Когда вы закончите укладывать бусину, сделайте паузу примерно на 15 секунд. Затем продолжайте с другим сварным швом поверх него. Это дает время для охлаждения, чтобы ваши сварные швы не трескались при слишком быстром охлаждении.
- Продолжайте этот процесс, пока обе стороны соединения не будут полностью покрыты сварными швами.
- После завершения сварки нанесите цинковую краску или гальванический спрей. Затем дайте ему высохнуть.
3. Дуговая сварка с флюсовым сердечником (FCAW)
Изображение предоставлено Thaweesak Thipphamon, Shutterstock
Сварка с флюсовым сердечником — отличный способ сварки оцинкованной стали. Это неразрушающий метод, и вы можете использовать его в небольших помещениях, где другие виды сварки могут быть невозможны. Процесс сварки также намного проще, чем сварка MIG, поскольку в нем задействовано меньше этапов.
Оборудование тоже не такое дорогое. Таким образом, это более рентабельно для домашних мастеров, которые ищут постоянное решение для своих сварочных проектов.
Лучшей порошковой проволокой, которую вы можете использовать, является E71T-14.
Необходимые инструменты:
- Защитное снаряжение
- Сварочный аппарат MIG
- Оцинкованная аэрозольная или цинковая краска
- Проволочная щетка
- Наполнительный стержень
- Угловая шлифовальная машина
Шагов:
- Сначала сошлифуйте цинковый слой. Это безопасный процесс, если вы используете метод сварки Flux Core. При сварке оцинкованной стали без удаления слоя цинка выделяются ядовитые пары.
- Подготовьте свариваемые детали и прихватите их.
- Замените присадочную проволоку или проволоку на порошковую, если вы будете использовать сварочный аппарат MIG.
- Затем внесите другие изменения, например, установите отрицательную полярность сварки постоянным током.
- Выберите порошковую проволоку и используйте процесс «вытягивания сварочной ванны вперед». Этот процесс обеспечивает более качественный сварной шов.
- Периодически удаляйте шлак и брызги, если длина сварного шва большая.
- После завершения сварки нанесите антикоррозионную краску, содержащую цинк. Также можно использовать оцинкованный спрей. Образует защитное покрытие на сварном шве. Нанесите или распылите его на окружающие участки, чтобы сделать их устойчивыми к коррозии.
Обратите внимание: Сварка TIG оцинкованной стали не является хорошей идеей. Это потому, что тепло расплавит цинковое покрытие. Кроме того, это приведет к тому, что он выльется на основной металл, создав дыру, которую вы должны заделать.
Полезные советы при сварке оцинкованной стали
Сварка оцинкованной стали может быть сложной из-за присутствия цинка. Вот несколько полезных советов, которые пригодятся при сварке оцинкованной стали.
Посмотреть этот пост в Instagram
Пост, опубликованный The Welder Chick (@thewelderchick)
Правильная сварочная проволока
При сварке оцинкованной стали важно использовать специально предназначенную для этой цели проволоку. Этот тип проволоки обычно называют «оцинкованной стальной проволокой» или «GMW». Она отличается от обычной сварочной проволоки более высоким содержанием цинка. Это помогает предотвратить эрозию цинкового покрытия в процессе сварки.
Правильные методы сварки
Важнейшим советом при сварке оцинкованной стали является использование правильной конструкции сварного соединения и метода нанесения. Вы можете использовать методы дуговой сварки металлическим электродом в среде защитного газа (GMAW), дуговой сварки с флюсовым сердечником (FCAW).
Одной из наиболее распространенных проблем при сварке оцинкованной стали являются «сварочные брызги». Это когда небольшие капли расплавленного металла выбрасываются из сварочной дуги на поверхность свариваемого материала. Сварочные брызги могут затруднить очистку зоны сварки, а также вызвать эрозию цинкового покрытия.
Во избежание разбрызгивания при сварке важно использовать метод сварки, называемый «импульсная сварка». Импульсная сварка — это тип сварки, при котором используются короткие импульсы сварочного тока, а не непрерывный поток. Это помогает уменьшить количество образующихся сварочных брызг.
Еще одной проблемой, которая может возникнуть при сварке оцинкованной стали, является «подрез». Подрезка – это когда валик сварного шва проникает слишком глубоко в основной металл, вызывая образование канавки. Это может ослабить соединение и сделать его более восприимчивым к коррозии.
Чтобы предотвратить подрезы, важно использовать технику сварки, называемую «укладкой». Укладка — это тип сварки, при котором несколько проходов выполняются над сварным соединением для создания «стека» свариваемого материала. Это помогает заполнить любые подрезы, которые могли возникнуть.
Избавьтесь от цинкового покрытия в зоне сварки, если это возможно
Цинковое покрытие усложняет процесс сварки. Поэтому очень важно удалить это покрытие, прежде чем приступить к сварке оцинкованной стали. Если возможно, используйте проволочную щетку или сошлифуйте цинковое покрытие шлифовальной машиной перед началом сварки.
Посмотреть этот пост в Instagram
Пост, которым поделился eoin (@eoinjamescampbell)
Оставляйте большие зазоры для стыковых сварных швов
Сварной шов не может проникать через цинковое покрытие в металл под ним из оцинкованной стали. Так что оставьте большой зазор для стыковой сварки, если не будете снимать цинковое покрытие. Таким образом, вы можете получить нужное количество проплавления сварного шва.
Размер этого зазора зависит от толщины и типа стали, с которой вы работаете. Но он всегда должен быть больше 1/8 дюйма.
Используйте спрей для защиты от брызг
Независимо от используемого метода сварки примеси цинка образуют много брызг при сварке. Брызги вызваны горящими металлическими частицами, которые отлетают от сварного шва при его создании.
Спрей против брызг — это химический раствор, который предотвращает прилипание сварочных брызг к металлу и образование неприглядных следов на поверхности. Используйте его перед каждым сварным соединением, чтобы убедиться, что вы получите чистый результат. Кроме того, после этого вам будет намного легче убираться.
Повторное цинкование стали после сварки
После завершения сварки оцинкованной стали не забудьте повторно оцинковать ее, чтобы предотвратить дальнейшую коррозию с течением времени. Кроме того, это гарантирует, что ваше новое оборудование прослужит дольше, чем ожидалось.
Вы можете сделать это, погрузив изделие в гальванический резервуар, наполненный горячим раствором хлорида цинка. Также можно опрыскать смесью раствора хлорида цинка и воды. Делайте это до тех пор, пока цинковое покрытие не достигнет желаемой толщины.
Риски, связанные со сваркой оцинкованной стали
Обычно риски, связанные со сваркой оцинкованной стали, связаны с цинковым покрытием. Вы должны знать о нескольких опасностях, чтобы защитить себя и окружающих от этих опасностей.
Вот некоторые из них.
Ожоги
При сварке оцинкованной стали она горит при высокой температуре. Это может вызвать ожоги на вашей коже. При сварке этого материала вы должны носить защитную одежду, такую как перчатки и защитные очки.
Брызги
Брызги возникают, когда расплавленный металл попадает в воздух, а не на рабочую поверхность или электродную проволоку. Это опасно, потому что брызгает на одежду, кожу и глаза. Это может привести к серьезным ожогам или слепоте, если вы не будете осторожны при работе с ним.
Пары цинка
Пары цинка могут вызывать проблемы с дыханием, такие как головная боль и боль в горле. Эти пары образуются при резке или сварке оцинкованной стали.
При резке держите лицо подальше от искр, создаваемых резаками. Таким образом, вы избежите вдыхания любого из этих токсичных паров. Также наденьте респираторную маску. Вы не будете дышать парами цинка, выделяющимися в процессе сварки.
Долгосрочные проблемы со здоровьем
Оцинкованное покрытие имеет небольшое содержание свинца. Свинец образует пары оксида свинца после испарения, что может вызвать рак легких после длительного воздействия паров. Если вы всегда работаете с оцинкованной сталью, у вас повышенный риск развития рака легких в более позднем возрасте.
Заключение
Сварка оцинкованной стали может быть сложной задачей, но, обладая небольшими знаниями и подходящими инструментами, вы сможете ее сварить. Главное помнить, что сварка оцинкованной стали требует другой настройки, чем сварка железа или стали.
Этот материал тверже, чем более традиционные металлы, но есть способы упростить этот процесс. Ключом к успешной сварке является правильная установка с точки зрения безопасности и использование правильных методов для получения превосходного сварного шва.
Источники
- Сварка оцинкованной стали методом электродуговой сварки (SMAW)
- Сварка оцинкованной стали с использованием сварки MIG (GMAW)
- Сварка оцинкованной стали с использованием дуговой сварки с флюсовым сердечником (FCAW)
- Полезные советы при сварке оцинкованной стали
- Риски, связанные со сваркой оцинкованной стали
Изображение. Различные методы
- 1. Сварка электродом (SMAW)
- 2. Дуговая сварка металлическим электродом в среде инертного газа/газа (GMAW)
- 3. Дуговая сварка с флюсовой сердцевиной (FCAW)
- Правильная сварочная проволока
- Правильные методы сварки
- Избавьтесь от цинкового покрытия, если возможно 9003 Оставьте большую область сварного шва 9003 Зазоры для стыковых сварных швов
- Используйте спрей для защиты от брызг
- Повторное цинкование стали после сварки
- Ожоги
- Брызги
- Zinc Fumes
- Долгосрочные проблемы со здоровьем
Сварка после горячего оцеливания-AZZ
Приготовление сварной зоны
AWS D-19. 0, Weld Zinced Steel, Held Welds. изготовлены из стали, не содержащей цинка в зоне сварки. Таким образом, для оцинкованных конструктивных элементов изделия цинковое покрытие должно быть удалено не менее чем на один-четыре дюйма (2,5–10 см) с обеих сторон предполагаемой зоны сварки и с обеих сторон заготовки. Шлифование цинкового покрытия является предпочтительным и наиболее распространенным методом; сжигание цинка или отталкивание расплавленного цинка от зоны сварки также эффективны.
Подкрашивание зоны сварки
Любой процесс сварки оцинкованных поверхностей разрушает цинковое покрытие на зоне сварки и вокруг нее. Восстановление участка должно выполняться в соответствии со стандартом ASTM A 780 «Стандартная практика ремонта поврежденных и непокрытых участков горячеоцинкованных покрытий», в котором указано использование красок, содержащих цинковую пыль, припои на основе цинка или напыление цинка. Все методы подкраски и ремонта позволяют создать защитный слой толщиной, требуемой ASTM A 780.
Восстановленный участок цинкового покрытия не повлияет на общий срок службы детали. Материалы для ремонта и толщина их покрытия были выбраны таким образом, чтобы обеспечить срок службы, сравнимый с минимальным покрытием, требуемым ASTM A 123/A 123M, Стандартными техническими условиями для цинковых (горячеоцинкованных) покрытий на изделиях из железа и стали. Могут быть некоторые визуальные различия между исходным покрытием, нанесенным методом горячего цинкования, и восстановленным участком, но со временем естественное выветривание оцинкованного покрытия и ремонтного материала приводит к сходству внешнего вида.
Качество сварных соединений
В AWS D – 19.0 рекомендуется удалить весь цинк из зоны сварки перед сваркой, поскольку прогорание цинка замедляет процесс сварки, образуются пары цинка (см. «Безопасность и здоровье» справа) и создает неприглядную область ожога вокруг сварного шва. Однако, как показали исследования, проведенные Международной организацией по исследованию свинца и цинка (ILZRO), свойства сварных швов на оцинкованной стали при растяжении, изгибе и ударе эквивалентны свойствам сварных швов на стали без покрытия.
Вязкость разрушения
Испытания установили, что на свойства вязкости сварных швов не влияет наличие гальванического покрытия.
Усталостная прочность
Усталостная прочность дуговых сварных швов на оцинкованной стали эквивалентна сварным швам на непокрытой стали, выполненным сваркой в СО2.
Пористость
Степень пористости сварного шва зависит от подводимого тепла и скорости затвердевания металла сварного шва. Пористость, которую не всегда возможно устранить, влияет на усталостную прочность и склонность сварных швов к растрескиванию. Когда сварные швы подвергаются усталостной нагрузке, сварные швы на оцинкованной стали должны быть увеличены, чтобы уменьшить влияние любой пористости металла сварного шва.
При оценке влияния пористости на усталостную прочность углового шва необходимо учитывать как функцию соединения, так и размер сварного шва. Когда угловой шов на оцинкованной стали достаточно велик по отношению к толщине листа, чтобы разрушиться из-за усталости от носка шва так же, как и на стали без покрытия, наличие пористости в сварном шве не снижает усталостную прочность соединения.
Если размеры сварного шва достаточно велики, чтобы вызвать усталостное разрушение от носка в прочном сварном шве, сварной шов, содержащий пористость в корне, может преимущественно разрушаться через горловину сварного шва. Межкристаллитное растрескивание угловых швов, содержащих пористость, иногда называемое цинковым пенетраторным растрескиванием, не оказывает существенного влияния на прочность неответственных соединений. Для приложений с более критическими нагрузками рекомендуется проводить процедурные испытания материалов и образцов.
Безопасность и здоровье
Все сварочные процессы в большей или меньшей степени выделяют дым и газы. Производители и сварщики должны определять опасности, связанные со сваркой стали с покрытием и без покрытия, а рабочие должны быть обучены соблюдать методы работы в соответствии с правилами Управления по охране труда и здоровья (OSHA). Как правило, при сварке стали с цинковым покрытием, отшлифованным вдали от зоны сварки, выбросы свинца и оксида цинка будут ниже допустимых пределов воздействия OSHA (PEL) для цинка и свинца. Когда сварка непосредственно на оцинкованной стали неизбежна, PEL могут быть превышены, и следует использовать все меры предосторожности, включая высокоскоростные циркуляционные вентиляторы с фильтрами, респираторы и системы удаления дыма, предложенные AWS.
Дым от сварки оцинкованной стали может содержать цинк, железо и свинец. Состав дыма обычно зависит от состава используемых материалов, а также от тепла, применяемого в конкретном процессе сварки. В любом случае, хорошая вентиляция сводит к минимуму воздействие паров. Перед сваркой любого металла ознакомьтесь с документом ANSI/ASC Z-49.1 «Безопасность при сварке, резке и смежных процессах», в котором содержится информация о защите персонала и окружающей среды, вентиляции и противопожарной безопасности.
Резюме
При надлежащей подготовке зоны сварки, выборе подходящего сварочного материала и процесса, а также тщательной подкраске зоны сварки сварка оцинкованной стали представляет собой превосходный продукт для использования во множестве применений, от мостов до башен. и решетки для перил, ферм и ограждений.
Есть дополнительные вопросы? Свяжитесь с AZZ сегодня, и мы свяжем вас с экспертом по цинкованию!
Сварка
Оцинкованные стали легко и удовлетворительно свариваются наиболее распространенными методами сварки. Обычно требуется более тщательный контроль условий сварки, чем для стали без покрытия, но процедуры просты и хорошо отработаны.
Работа, спонсируемая Международной организацией по исследованию свинца и цинка, Нью-Йорк и выполненная Е. Н. Грегори из Института сварки, Кембридж, Англия, использовалась в рекомендациях по дуговой сварке металлическим электродом в среде защитного газа (GMAW) и ручной дуговой сварке металлическим электродом (MMAW). Рекомендации основаны на австралийской практике и терминологии. Информация также была предоставлена компаниями Liquid Air Australia Limited и Welding Industries of Australia.
GMA СВАРКА ОЦИНКОВАННАЯ СТАЛЬ
Сварка GMA, также известная как CO 2 – (13X) или сварка MIG/MAG, представляет собой универсальный полуавтоматический сварочный процесс, удобный и простой в использовании. Он особенно подходит для сварки тонких материалов.
При сварке оцинкованной стали цинк испаряется вблизи дуги (цинк закипает раньше, чем расплавится сталь). Цинк окисляется на воздухе до мелкодисперсного белого порошка. Длительное вдыхание этих паров может вызвать побочные эффекты, которые длятся около 24 часов. Как и при любой сварке, необходима надлежащая вентиляция и отвод дыма (см. Главу 13 Технического примечания 7 WTIA).
При сварке GMA оцинкованной стали присутствие цинкового покрытия не влияет на свойства сварного шва, хотя образуется некоторое количество сварочных брызг, как описано ниже в разделе « Внешний вид сварных швов GMA в оцинкованной стали ». Стабильность дуги превосходна и не зависит от гальванического покрытия. Требуется некоторое снижение скорости сварки, см. «Условия сварки» ниже.
Сварочный процесс GMA
Сварка выполняется в среде защитного газа. Расходуемый проволочный электрод малого диаметра от 0,8 мм до 1,6 мм автоматически подается в сварочную горелку. Высокая плотность тока, обусловленная малым диаметром провода, составляет около 200 ампер на квадратный миллиметр.
Используемые источники питания с постоянным напряжением обеспечивают мгновенную автоматическую регулировку дуги, так что длина дуги остается постоянной, даже когда оператор изменяет расстояние между электродом и заготовкой. Источники питания предназначены для увеличения сварочного тока по мере увеличения длины дуги. укорачивается, и проволока сгорает с большей скоростью, чтобы сохранить первоначальную длину дуги. Когда дуга удлиняется, ток уменьшается, и проволока расходуется с меньшей скоростью, снова сохраняя исходную заданную длину дуги.
Параметры сварки предусматривают два различных типа переноса металла при сварке методом GMA:
1. Распылительный перенос, при котором шарики металла отрываются от проволоки и перемещаются по устойчивой дуге. Это форма процесса с высоким током / высоким напряжением, которая используется в плоском положении на пластине достаточной толщины, чтобы предотвратить прожог из-за большей сварочной ванны и более высокого тепловложения.
2. Переключение с коротким замыканием, иногда известное как «переключение провалом», при котором используются более низкие токи и напряжения. Конец проволоки погружается в расплавленную сварочную ванну, пока перемещается шарик металла, вызывая короткое замыкание, которое на мгновение гасит дугу. Перенос короткого замыкания происходит примерно 100 раз в секунду, производя характерный жужжащий звук, когда дуга гаснет и снова зажигается. Этот процесс используется для сварки тонких листов и для позиционной сварки всех толщин.
Защитный газ для сварки GMA оцинкованной стали
Оцинкованная сталь удовлетворительно сваривается с использованием процесса GMA и защитного газа из чистого диоксида углерода, который обеспечивает отличное проплавление сварного шва, но значительное разбрызгивание при сварке. Использование состава для удаления брызг, как описано ниже в разделе « Внешний вид сварных швов GMA в оцинкованной стали» , может оказаться целесообразным.
В качестве альтернативы, более дорогие смеси аргон/CO 2 или аргон/CO 2 /O 2 обеспечивают адекватное проплавление, превосходный сварной шов и гораздо меньшее разбрызгивание. А 9Было обнаружено, что смесь 2% Ar/5% CO 2 /3% O 2 дает превосходные результаты на оцинкованном листе толщиной до 3,0 мм.
Условия сварки GMA оцинкованной стали с использованием дуги короткого замыкания и защитных газов Ar/CO 2 и CO 2 приведены ниже.
Условия сварки
Скорости сварки GMA должны быть ниже, чем для стали без покрытия, чтобы позволить гальваническому покрытию сгореть перед сварочной ванной. Снижение скорости связано с толщиной покрытия, типом соединения и положением сварки и обычно составляет от 10 до 20 процентов.
Угловые сварные швы стали с более толстым гальваническим покрытием можно сваривать легче, если ток увеличить на 10 ампер. Повышенное тепловложение помогает сжечь лишний цинк в передней части сварочной ванны.
Провар оцинкованной стали меньше, чем у стали без покрытия, поэтому для стыковых сварных швов должны быть предусмотрены несколько более широкие зазоры. Легкое перемещение сварочной горелки из стороны в сторону помогает добиться равномерного провара при выполнении стыковых швов в плоском положении.
Влияние положения сварки при сварке GMA оцинкованной стали
Для достижения полного провара в положении сверху на листе с оцинкованным покрытием 600 г/м² сварочный ток должен быть увеличен на 10 ампер, а напряжение на 1 вольт.
При сварке в вертикальном положении вниз может потребоваться снижение скорости на 25–30% по сравнению со сталью без покрытия, в зависимости от типа соединения и толщины покрытия, чтобы восходящие пары цинка не мешали стабильности дуги.
Стыковые сварные швы в потолочном и горизонтально-вертикальном положениях требуют небольшого снижения скорости, поскольку пары цинка поднимаются от зоны сварки.
Внешний вид сварных швов GMA в оцинкованной стали
Внешний вид поверхности сварных швов GMA в оцинкованной стали удовлетворительный, хотя образуется определенное количество сварочных брызг, независимо от того, используется ли защитный газ CO 2 или смесь аргона/CO 2 использовал. При незначительном повреждении покрытия необходимо выполнить ремонт зоны сварки, как указано в 9.0005 Восстановление поврежденных сваркой поверхностей ниже.
Прилипание сварочных брызг к соплу пистолета и к заготовке с последующим образованием царапин можно предотвратить, нанеся перед сваркой аэрозольный спрей на нефтяной или силиконовой основе, который можно приобрести у поставщиков расходных материалов для сварки. После этого любые прилипшие частицы брызг можно легко стряхнуть. Составы на основе силикона могут мешать окрашиванию. Брызги также могут скапливаться в сопле горелки, прерывая подачу защитного газа, что в экстремальных случаях вызывает пористость сварного шва и неравномерную подачу присадочной проволоки. Нанесение состава для удаления брызг на сопло сварочной горелки уменьшает прилипание частиц брызг и с помощью тонкой проволоки, которую можно протереть внутри сопла.
GMA BRAZE WELDING
Расширение процесса GMA, сварка GMA припоем использует присадочный металл с более низкой температурой плавления, чем основной металл. Соединение не основано ни на капиллярном действии, ни на преднамеренном плавлении основного металла. Защитные газы типа аргон/кислород являются наиболее подходящими, при этом низкого содержания кислорода достаточно для обеспечения отличной промывки кромок и плоского сварного шва без окисления поверхности. Низкое тепловложение сводит к минимуму повреждение покрытия на нижней стороне основной пластины, позволяет коррозионностойкому бронзовому наполнителю покрывать любое покрытие, поврежденное дугой, и сводит к минимуму уровень деформации при сварке компонентов из листового металла.
Затраты на чистовую обработку деталей из листового металла, таких как автомобильные панели, могут быть существенно снижены.
ММА СВАРКА ОЦИНКОВАННОЙ СТАЛИ
MMAW рекомендуется только для оцинкованной стали толщиной 1,6 мм или более, так как могут возникнуть трудности с прожиганием на тонких калибрах. GMA или угольная дуговая сварка рекомендуются для листов толщиной менее 1,6 мм. В целом процедура ручной дуговой сварки оцинкованного стального листа такая же, как и для стали без покрытия, хотя следует отметить следующие моменты:
1. Сварочный электрод следует накладывать немного медленнее, чем обычно, с хлестким движением, которое перемещает электрод вперед вдоль шва в направлении движения, а затем обратно в расплавленную ванну. Все испарение гальванизированного покрытия должно быть завершено до образования валика, после чего сварка выполняется так же, как и для стали без покрытия.
2. Короткая длина дуги рекомендуется для сварки во всех положениях, чтобы обеспечить лучший контроль над сварочной ванной и предотвратить периодический избыточный провар или подрез.
3. В стыковых соединениях необходимо увеличить зазоры до 2,5 мм для обеспечения полного проникновения.
4. Для удобства оператора должна быть обеспечена достаточная вентиляция, а в закрытых помещениях рекомендуется использование респиратора (см. « Сварочные дымы » ниже)
покрытие. Графики сварки будут такими же для стали без покрытия.
6. Необходимо произвести ремонт покрытия. См. Восстановление поврежденных сваркой поверхностей ’ ниже.
Электроды для MMA-сварки оцинкованной стали
В целом, электроды с рутиловым покрытием BE4312 и BE4313 согласно Австралийскому стандарту 1553.1 рекомендуются как подходящие для всех позиций. Для стыковых и тавровых швов в плоском и горизонтально-вертикальном положениях особенно хорошо подходит электрод с основным покрытием BE4918, обеспечивающий быструю и легкую сварку, улучшенную форму валика и более легкое удаление шлака.
При коэффициенте извлечения металла от 110 до 130 % электроды с железным порошком с рутиловым и основным покрытием удовлетворительно работают на оцинкованной стали, обеспечивая хороший профиль сварного шва без подрезов и легко удаляя шлак.
Для стыковых соединений листа с V-образной подготовкой кромок следует выбирать электрод, ограничивающий склонность к образованию остроконечных или выпуклых слоев наплавки, поскольку это может привести к захвату шлака, который не будет удален при последующих проходах сварки.
Подрезы в угловых швах уменьшаются, если используются электроды с рутиловым покрытием и менее жидким шлаком, поскольку они создают вогнутый профиль сварного шва. Электроды с очень жидким шлаком имеют тенденцию образовывать вогнутые профили сварного шва с более распространенными подрезами, которые сварщику трудно исправить.
Электроды разных марок, соответствующие одной и той же спецификации, могут вести себя по-разному при сварке оцинкованной стали, поэтому перед началом сварки в производстве может быть целесообразно провести простые испытания процедуры.
ФИЗИЧЕСКИЕ СВОЙСТВА ДУГОВОЙ СВАРКИ ОЦИНКОВАННОЙ СТАЛИ
Всесторонние испытания на растяжение, изгиб, рентгенографию и испытания на усталость в Институте сварки* Кембридж, Великобритания, для Международной организации по исследованию свинца и цинка продемонстрировали свойства надежных сварных швов GMA и ручной дуговой сварки в из оцинкованной стали должны быть эквивалентны прочным сварным швам из стали без покрытия. Испытательные швы выполняли без снятия оцинкованного покрытия со свариваемых кромок. Наличие какой-либо пористости сварного шва из-за испарения гальванического покрытия во время сварки не влияет на свойства соединения, за исключением потери усталостной прочности, которой можно избежать, как описано в разделе «Влияние пористости на усталостную прочность» ниже.
Свойства прочных сварных швов оцинкованной стали
Общие свойства
Когда условия сварки выбраны так, чтобы обеспечить прочные сварные швы оцинкованной стали, свойства при растяжении, изгибе и ударе по Шарпи эквивалентны свойствам сварных швов стали без покрытия. Испытания показали, что присутствие цинка в количестве, имеющемся в металле сварного шва, не влияет на свойства при растяжении, изгибе или ударе.
Вязкость разрушения
Измерения раскрытия трещины (COD) и испытания падающим грузом установили, что на свойства вязкости разрушения сварных швов не влияет присутствие гальванизированных покрытий.
Усталостная прочность
Усталостная прочность дуговых сварных швов оцинкованной стали эквивалентна сварным швам непокрытой стали, как показывают приведенные ниже результаты испытаний. Испытания на усталость были проведены на угловых сварных крестообразных соединениях, выполненных сваркой СО 2 GMA с присадочным металлом с низким содержанием кремния по классификации AWS A5. 18:ER70S-2
Кривые SN, показывающие результаты испытаний на усталость крестообразных соединений . CO 2 короткое замыкание сварных швов GMA на 13 мм непокрытой и оцинкованной стали Lloyds Grade A, присадочный металл AWS A5.18:ER70S-2. EN Грегори, «Механические свойства сварных швов оцинкованной стали»
СВОЙСТВА СВАРНЫХ ШВОВ, СОДЕРЖАЩИХ ПОРИСТОСТЬ
Общие эффекты
Пористость возникает в определенных конструкциях соединений оцинкованной стали, в зависимости от толщины покрытия, из-за улетучивания цинкового покрытия и захвата газа в сварном шве. Тип соединения влияет на образование пор, так как газы не могут свободно выходить из тавровых и нахлесточных соединений или из стыковых соединений в толстых материалах. В случае стыковых соединений подготовка V-образной кромки или обеспечение зазора между квадратными кромками облегчает выход газов, сводя к минимуму пористость. На образование пор также влияет толщина оцинкованного покрытия по отношению к стальной основе. Пристальное внимание к условиям сварки уменьшит степень пористости, но полное устранение не всегда возможно, и важно учитывать влияние пористости на статическую прочность, усталостную прочность и растрескивание сварного соединения.
Влияние пористости на усталостную прочность
Когда соединения подвергаются усталостной нагрузке, сварные швы из оцинкованной стали должны быть увеличены, чтобы уменьшить влияние любой пористости в металле сварного шва. Когда угловой шов в оцинкованной стали достаточно велик по отношению к толщине листа, чтобы разрушиться из-за усталости от носка шва так же, как и в стали без покрытия, наличие пористости в сварном шве не снижает усталостную прочность соединения. Если размеры сварного шва достаточно велики, чтобы вызвать усталостное разрушение от носка в прочном сварном шве, сварной шов, содержащий пористость в корне, может разрушиться преимущественно через горловину сварного шва.
Растрескивание
Межкристаллитное растрескивание угловых швов, содержащих пористость, иногда называемое цинковым пенетраторным растрескиванием, не оказывает существенного влияния на прочность некритических соединений. Однако для приложений с более критическими нагрузками рекомендуется проводить процедурные испытания материалов и образцов.
GTA ПАЙКА ОЦИНКОВАННОЙ СТАЛИ
Процесс GTA (газовая вольфрамовая дуга), также известный как аргоновая дуга, обеспечивает превосходный источник тепла для пайки твердым припоем.
При пайке GTA место сварки защищено от атмосферы защитным потоком инертного газа аргона. Неплавящийся вольфрамовый электрод используется с отдельной присадочной проволокой Cusilman (96 % Cu, 3 % Si, 1 % Mn), которая используется для угольной дуговой сварки. Аргоновый барьер предотвращает окисление электрода или сварочной ванны, а сварные швы имеют превосходный внешний вид. Этот процесс позволяет проводить непрерывную сварку на очень высоких скоростях, особенно при использовании механизированных устройств.
При пайке методом GTA оцинкованной стали дуга должна располагаться на присадочной проволоке, а не на зоне сварки, чтобы предотвратить чрезмерное повреждение покрытия. Также рекомендуются следующие варианты техники сварки, чтобы свести к минимуму загрязнение вольфрамового электрода следами паров оксида цинка:
1. Держите сварочную горелку под углом 70°, а не под углом 80°, который обычно используется для стали без покрытия.
2. Увеличьте расход защитного газа с 6 до 12 л/мин, чтобы вымыть пары оксида цинка из области электрода.
Коррозионная стойкость паяных соединений GTA из оцинкованной стали превосходна. Во время сварки коррозионно-стойкий припой имеет тенденцию смачиваться и растекаться по небольшому участку, с которого испарилось оцинкованное покрытие, таким образом «заживляя» покрытие.
Сварка методом GTA рекомендуется только в качестве источника тепла для пайки оцинкованной стали, а не в качестве метода сварки плавлением. При сварке плавлением вольфрамовый электрод быстро загрязняется парами оксида цинка.
АЦЕТИЛЕНОВАЯ СВАРКА ОЦИНКОВАННОЙ СТАЛИ
Ацетиленовая сварка оцинкованного стального листа с присадочной проволокой или без нее обычно выполняется на более легких калибрах. Поскольку цинк улетучивается при температуре около 900°С, а сталь плавится при температуре около 1500°С, необходимая температура сварки обычно приводит к повреждению покрытия и необходимости последующей обработки поврежденных участков.
Пайка
Повреждения покрытия можно устранить с помощью пайки. При пайке используются гораздо более низкие температуры (900°C), что приводит к очень незначительному повреждению покрытия в области, прилегающей к сварному шву. Сам металл сварного шва устойчив к коррозии и имеет тенденцию смачиваться и покрывать всю оголенную сталь в зоне сварки, так что соединения обычно приемлемы без дополнительной обработки.
Предлагаемый присадочный стержень представляет собой сплав меди, цинка и кремния, такой как Austral Tobin Bronze (63 % Cu, 37 % Zn, 0,3 % Si, 0,15 % Sn). Перед пайкой кромки компонентов должны быть окрашены примерно на 6 мм флюсом, таким как Comweld Copper and Brass Flux или Liquid Air 130 Flux.
Желательна наименьшая практическая подводимая теплота, а регулировка пламени должна быть окислительной, так как это помогает уменьшить локальные потери цинка в зоне сварки. Стыковые швы предпочтительнее соединений внахлестку и зазор в таких швах должен быть равен половине толщины листа.
Некоторое количество сварочного дыма будет выделяться во время пайки, поэтому в замкнутых пространствах должна быть обеспечена принудительная вентиляция или вытяжка дыма. (См. « Сварочные дымы » ниже)
ВОССТАНОВЛЕНИЕ ПОВЕРХНОСТЕЙ, ПОВРЕЖДЕННЫХ СВАРКОЙ
Повреждение сварного шва
Если во время сварки произошло серьезное повреждение оцинкованного покрытия или когда область сварки будет подвергаться коррозионным условиям эксплуатации, необходимо восстановить защиту. Ширина зоны повреждения сварного шва будет зависеть от подводимого тепла во время сварки, она больше при медленном процессе, таком как кислородно-ацетиленовая сварка, чем при высокоскоростной дуговой сварке. При ручной дуговой сварке металлическим электродом и кислородно-ацетиленовой сварке оцинкованной стали сам металл сварного шва подвергается коррозии в большинстве атмосфер, поэтому нанесение защитного покрытия имеет важное значение. Подходящими материалами для покрытия металла сварного шва и смежных поврежденных участков покрытия являются краски с высоким содержанием цинка, а в некоторых случаях напыление металлического цинка, см. 9.0005 Ремонт горячим цинкованием погружением .
Повреждение покрытия из-за грубого обращения или истирания
Небольшие участки основной стали, подвергшиеся механическому повреждению оцинкованного покрытия, катодно защищены от коррозии окружающим покрытием и могут не нуждаться в ремонте, в зависимости от характера продукта и окружающей среды которым она подвергается. Небольшие открытые участки обычно мало влияют на срок службы покрытия, как указано в разделе Катодная защита 9.0007’ на этой странице. Более крупные поврежденные участки требуют ремонта покрытия.
Методы ремонта
Соответствующие методы ремонта покрытия подробно описаны в разделе «Ремонт методом горячего цинкования». Описанные методы соответствуют стандарту Австралии/Новой Зеландии 4680, часть 8 «Ремонт после цинкования». В случае ремонта сварных швов подготовка поверхности заключается в удалении любого сварочного шлака с помощью отбойного молотка с последующей энергичной чисткой проволочной щеткой.
СВАРОЧНЫЕ ДЫМЫ
Канцерогенность сварочных дымов была повторно оценена Международным агентством по изучению рака в 2017 году после оценки существенных новых данных, полученных в результате наблюдений и экспериментальных исследований. Сварочные дымы и УФ-излучение от сварочных работ были реклассифицированы как «канцерогенные для человека».
Эта оценка включает мягкую сталь, нержавеющую сталь и, вне всякого сомнения, оцинкованную сталь. Более подробная информация доступна в Техническом руководстве (TGN-SW01), которое можно получить в Weld Australia. Все сварочные операции должны быть разработаны в соответствии с Типовым сводом правил безопасной работы Австралии для сварочных процессов.
Плазменная резка оцинкованной стали
Плазменная резка с использованием сжатого воздуха в качестве режущего газа позволяет выполнять высокоскоростную резку оцинкованной стали толщиной от 0,5 до 10 мм с уменьшенной деформацией. Высокая скорость резки и концентрированная дуга приводят к очень ограниченному повреждению покрытия и минимальному образованию дыма.
Дополнительную информацию о сварке оцинкованной стали можно найти в Руководстве GAA по сварке оцинкованной стали, доступном для бесплатной загрузки в разделе технических публикаций на веб-сайте здесь.
Сварка оцинкованной стали
Сварка оцинкованной стали
с помощью Wisconsin Wire Works SIL-WELD Silicon Bronze
На фотографии показан сварной шов GMAW на калибре 22. оцинкованная труба, изготовленная с использованием проволоки SIL-WELD диаметром 0,030 дюйма (0,8 мм) при 14 В и 110 ампер при скорости перемещения приблизительно 40 дюймов/мин. Кремниевая бронза, низкая температура дуги, высокая скорость перемещения и способность сочетаться с цинком резко снижают количество цинка, теряемого при испарении. Гальваническое покрытие может немного потемнеть вблизи сварного шва, но оно все еще защищено. Сама кремниевая бронза обладает высокой коррозионной стойкостью.
Прямо сейчас вы, вероятно, думаете: «Электроды на медной основе стоят дорого, а обучение моих сварщиков, как ими пользоваться, обойдется мне еще дороже! Кроме того, моя работа требует прочности стальных сварных швов».
Подумайте еще раз — вас ждут приятные сюрпризы.
Во-первых, давайте подробнее рассмотрим эти расходы. Конечно, катушка SIL-WELD Wisconsin Wire Works обойдется вам примерно в три-четыре раза дороже, чем мягкая сталь. На самом деле, вы даже можете использовать на несколько фунтов кремнистой бронзы больше, чем стали, для той же работы, потому что бронза имеет более высокую плотность.
Но наплавленный металл — даже кремнистая бронза — дешевле по сравнению с трудозатратами. А если вы собираетесь сваривать оцинкованную сталь электродами из мягкой стали, то большая часть ваших трудозатрат приходится на сварку.
Предположим, для вашей работы требуется 100-футовый пласт, содержащий около 10 фунтов металла. В мягкой стали присадочный металл будет стоить менее десяти долларов; в кремниевой бронзе он может стоить до тридцати. Итак, на полке сталь впереди на двадцать долларов.
Кремниевая бронза имеет низкую (для медных сплавов) теплопроводность, в результате чего потери тепла на основной металл обычно невелики. Это означает, что сварка SIL-WELD от Wisconsin Wire Works может выполняться несколько быстрее, чем сварка мягкой стали. Однако, поскольку скорость сварки зависит от нескольких факторов, мы предположим, что сварка ста футов сварного шва должна занимать около двух часов для любого металла. При двадцати пяти долларах в час, включая надбавки за работу, это еще пятьдесят долларов. Теперь добавьте еще пятьдесят на два часа, которые потребуются на очистку и покраску стыка, сделанного стальной проволокой. Нам также придется заплатить за краску. Если вы используете SIL-WELD вместо стальных электродов, нам не нужно тратить дополнительное время на очистку и покраску, потому что само соединение имеет достаточную коррозионную стойкость, а близлежащий цинк все еще в хорошем состоянии.
Вот как складываются затраты:
WISCONSIN WIRE WORKS SIL-WELD SILICON BRONZE
| Фактор стоимости | Соединение из мягкой стали | Соединение SIL-WELD |
| Металл | 10,00 $ | 30,00 $ |
| Рабочая сила (сварка, 2 часа по 25 долларов США в час) | 50,00 | 50,00 |
| Трудозатраты (% очистки, повторное покрытие, 2 часа по 25 долл. США/час) | 50,00 | 0,00 |
| Материалы (% очистки, повторное покрытие) | 5,00 | 0,00 |
| ОБЩАЯ СТОИМОСТЬ | 115,00 долл. США | 80,00 долл. США |
Суть в том, что «более дорогой» сварной шов из кремниевой бронзы может стоить примерно на 30% меньше, чем низкоуглеродистая сталь, если включить затраты на очистку и повторное покрытие. Чем больше объем работы и чем выше трудозатраты, тем больше вы экономите при использовании тонколистового оцинкованного листа.
Параметры сварки для обычных калибров из оцинкованного листа перечислены в следующей таблице. Приведенные значения предполагают сварку GMAW со 100% аргоном при расходе от 25 до 35 кубических футов в час, сварку в горизонтальном положении.
ЛИСТОВАЯ СТАЛЬ С WISCONSIN WIRE WORKS SIL-WELD
| ДИАМЕТР ПРОВОЛОКИ | ТОЛЩИНА ЛИСТА- ДИАПАЗОН NESS | НАПРЯЖЕНИЕ | ТОК, А |
| 0,030 дюйма (0,8 мм) | 28–20 калибр. 0,018–0,039 дюйма (0,5–1,0 мм) | 14–15 | 100–110 |
| 0,035 дюйма (0,9 мм) | 24–14 калибра. 0,027–0,078 дюйма (0,7–2,0 мм) | 16–18 | 100–150 |
| 0,045 дюйма (1,1 мм) | 16–8 калибр. 0,063–0,168 мм (1,6–4,3 мм) | 22 | 250 |
Сварные швы GMAW можно выполнять во всех положениях. Газовая смесь и скорость потока для GTAW такие же, как и для GMAW. Для GTAW используйте наполнительную штангу 1/16 дюйма, 3/32 дюйма или 1/8 дюйма.
Достаточно ли прочна кремниевая бронза? Да, для большинства работ по сварке листового металла. С минимальным пределом прочности при растяжении 50 000 фунтов на квадратный дюйм (345 МПа) и твердостью по Бринеллю от 85 до 105 (нагрузка 500 кг) в состоянии после осаждения кремниевая бронза считается медным сварочным сплавом средней прочности. Он прочнее оцинкованной стали, а если и случаются отказы, то они обычно происходят в основном металле.
Следует ли рассматривать любые другие сплавы на основе меди для сварки оцинкованной стали? Оцинкованный лист из мягкой стали обычно имеет предел прочности при растяжении от 35 000 до 50 000 фунтов на квадратный дюйм (от 240 до 345 МПа). Следовательно, все медные металлы сварного шва, перечисленные в таблице ниже, за исключением раскисленной меди ER Cu, обеспечивают более чем равную прочность соединения. Иногда сварщики используют алюминиевую бронзу для прихватки крупных компонентов. Более высокая прочность алюминиевой бронзы обеспечивает целостность соединения во время подгонки для окончательной сборки. Затем сварку завершают кремниевой бронзой, которая стоит примерно на 25–35 % меньше, чем алюминиевая бронза.
500 кг)
)
Используется ли кремниевая бронза для других сварочных работ с оцинкованной сталью? Миллионы фунтов кремниевой бронзы используются каждый год для сборки компонентов кузова автомобилей и грузовиков, многие из которых в настоящее время изготавливаются из оцинкованной стали.