Как варить тонкий металл | Онлайн-журнал о ремонте и дизайне
Содержание
- Как варить тонкий металл инвертором
- Техники и методы сварки тонких листов металлов
- Сварка оцинковки
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
Рекомендации по выбору сварочного инвертора
Lincoln Electric Invertec
При выборе инвертора в первую очередь необходимо определиться, какой объем работ предполагается выполнять, и какие марки сталей будут использоваться. Если стоит задача сварки низкоуглеродистых сталей, таких как сталь 0, ст. 3, ст.3кп и т.д., то достаточно сварочного инвертора ММА (английская аббревиатура на русском языке означает ручную дуговую сварку плавящимся электродом — РДС). Он прекрасно подходит для «черных» сталей и если перед вами стоят задачи работать только с ними, то в таком случае, вы выбираете инвертор исключительно из линейки ММА. Если же необходимо кроме «черных» сталей сваривать коррозионостойкие (нержавейка), легированные, высококолегированные, то необходимо выбирать источник питания, который может работать в ММА/TIG режиме (аббревиатура ТIG означает сварку в среде инертных газов неплавящимся вольфрамовым электродом).
Если стоит задача сварки низкоуглеродистых сталей, таких как сталь 0, ст. 3, ст.3кп и т.д., то достаточно сварочного инвертора ММА (английская аббревиатура на русском языке означает ручную дуговую сварку плавящимся электродом — РДС). Он прекрасно подходит для «черных» сталей и если перед вами стоят задачи работать только с ними, то в таком случае, вы выбираете инвертор исключительно из линейки ММА. Если же необходимо кроме «черных» сталей сваривать коррозионостойкие (нержавейка), легированные, высококолегированные, то необходимо выбирать источник питания, который может работать в ММА/TIG режиме (аббревиатура ТIG означает сварку в среде инертных газов неплавящимся вольфрамовым электродом).
Для коррозионостойких сталей лучше режим TIG. Существуют, конечно, электроды и для соответствующей ММА-сварки , но их использовать нежелательно по следующей причине: TIG позволяет сваривать более тонкий металл, ведь крайне редко сталкиваются с коррозионостойкой сталью толщиной 5 мм и более. Массивные конструкции из этого материала исключительно редко встречаются. Поэтому, если у вас возникнет необходимость сварить нержавейку, скорее всего она будет в миллиметр толщиной и меньше, а с такими вещами справится можно только в режиме TIG. Тонкостенные конструкции варят и электродом, но это требует высокой квалификации рабочего и дополнительные возможности инвертора.
Массивные конструкции из этого материала исключительно редко встречаются. Поэтому, если у вас возникнет необходимость сварить нержавейку, скорее всего она будет в миллиметр толщиной и меньше, а с такими вещами справится можно только в режиме TIG. Тонкостенные конструкции варят и электродом, но это требует высокой квалификации рабочего и дополнительные возможности инвертора.
инвертор tig ac dc
Сталь варят на постоянном токе (англ.DC — direct current), поэтому все инвертора по умолчанию имеют DC настройку, а переключатель переменный/постоянный ток (АС/ DC; АС- alternating current) понадобится для алюминия и его сплавов.
Объемы работ
Если варить будете редко и в небольшом количестве, можно смело выбирать бюджетные модели из низшей ценовой категории, если же железа будет много – выбирайте более дорогой и надежный аппарат. Границы между надежными и бюджетными условные. Сегодня можно сказать, что от 400-500$ стоят аппараты, которые можно считать серьезными. Но технологии развиваются, представление о профессиональном/непрофессиональном оборудовании постоянно меняется, поэтому указанная граница в 400-500$ через месяц-два может потерять свою актуальность.
Но технологии развиваются, представление о профессиональном/непрофессиональном оборудовании постоянно меняется, поэтому указанная граница в 400-500$ через месяц-два может потерять свою актуальность.
Питающее напряжение
Необходимо определиться, какая сеть будет использоваться. Однофазная или трехфазная. Инвертора работающие от трехфазной сети значительно мощнее однофазных. Но из-за отсутствия трех фаз в домашних условиях, нужно выбирать однофазную модель.
Сварочный ток
Если вы собираетесь сварить массивные детали, толщиной от 4 мм и более нужно обращать внимание на максимальный сварочный ток Imax, чем он выше, тем глубже провар, и наоборот, если планируется сварка тонкостенных листов 1-2 мм – важен показатель Imin, чем он меньше, тем лучше.
Степень защиты инвертора
К примеру, IP21 или IP23. Обычно, чем больше число, тем лучше. Что это значит? Имеется ввиду степень защиты от влаги. IP21 – это безопасность при прямом дожде, IP23 – это защита от «косого» дождя. Если вы сочтете подобные показатели защиты необходимыми при выборе инвертора, либо же вам будет просто интересно, можете изучить все эти степени самостоятельно. Все таблицы широко представлены в интернете. Но, в принципе, по технике безопасности все сварочные работу под дождем строго запрещены. Поэтому, приведенные примеры классов защиты не имеют особого значения.
Потребляемая мощность (кВт)
актуальна там, где есть проблемы с мощностью: в большинстве электрических сетей на дачном участке мощность ограничена, т.е., например, стоит автомат на 10А — это значит, что электрическая сеть позволяет получать мощность 2,2 кВт. За городом, на некоторых участках мощности может хватать всего на 1 кВт и даже меньше. В таких случаях важно учитывать параметр потребляемой мощности инвертора во время его приобретения.
В таких случаях важно учитывать параметр потребляемой мощности инвертора во время его приобретения.
Важным показателем является напряжение холостого хода инвертора, чем выше этот показатель, тем легче поджигается дуга, но еще лучше, если инвертор будет оснащен устройством поджига.
На что еще необходимо обратить внимание:
- Обратите внимание, как построена система охлаждения. Менеджеры всегда проконсультируют вас по этому вопросу, если, конечно, вы поинтересуетесь:
Как устроены воздуховоды. При неудачных конструктивных решениях возможно интенсивное накапливание пыли и грязи на электронных платах и ответственных элементах. Наростание пыли один из главных факторов, который оказывает влияние на выход инверторов из строя – электроника довольно капризна и чувствительна к подобным вещам, ведь это не сварочный трансформатор, медные обмотки которого не пострадают при работе в запыленных помещениях.
Некоторые аппараты имеют удобную функцию: вентиляторы включаются только при нагреве электронных плат. Впрочем, оборудуются такой функцией сварочники, собранные на IGBT –транзисторах – а они греются очень медленно и то на больших токах. Из-за этого достаточное охлаждение обеспечивается какое-то время и без включенных вентиляторов. В некоторых случаях они начинают гудеть через полчаса работы! Это положительный момент. Чем меньше крутятся кулеры, тем меньше пыли внутрь корпуса попадает. Правда, обычно, аппараты с такой системой охлаждением и улучшенными воздуховодами стоят выше среднего.
Впрочем, оборудуются такой функцией сварочники, собранные на IGBT –транзисторах – а они греются очень медленно и то на больших токах. Из-за этого достаточное охлаждение обеспечивается какое-то время и без включенных вентиляторов. В некоторых случаях они начинают гудеть через полчаса работы! Это положительный момент. Чем меньше крутятся кулеры, тем меньше пыли внутрь корпуса попадает. Правда, обычно, аппараты с такой системой охлаждением и улучшенными воздуховодами стоят выше среднего.
Если выбираете недорогой бюджетный вариант, лучше обратить внимание на модель с двумя вентиляторами.
- уточняйте, в пределах каких температурных колебаний окружающей среды можно инвертором работать. Если планируете работать только в помещении, тогда этот пункт не так и важен. Сварка же в зимнее время, особенно при температурах ниже -10 градусов Цельсия может быть затруднена при работе обычной моделью. Для работы в зимних условиях или условиях крайнего Севера есть модельки специально собранные для эксплуатации в подобных суровых условиях
- обратите внимание на то, какие перепады напряжения может ваш источник питания выдержать.
 Стандартная ситуация, когда он выдерживает отклонение в плюс-минус десять-пятнадцать процентов, что допустимо в городских условиях. Для загородной местности лучше выбирать с более широким диапазоном ( некоторые выносят «просадки» сети до 160 Вт), а так же существенные скачки напряжения выше 220В. Из недорогих моделей нужно назвать Ресанту, есть даже специальная линейка моделей.
Стандартная ситуация, когда он выдерживает отклонение в плюс-минус десять-пятнадцать процентов, что допустимо в городских условиях. Для загородной местности лучше выбирать с более широким диапазоном ( некоторые выносят «просадки» сети до 160 Вт), а так же существенные скачки напряжения выше 220В. Из недорогих моделей нужно назвать Ресанту, есть даже специальная линейка моделей. - задайте вопрос о наличии запчастей. Особенно важно, если вы приобретаете редкий и дорогой аппарат.
- поинтересуйтесь, где находятся ближайшие к вашему населенному пункту сервисные центры. Ведь иногда люди стоят перед выбором, починить своими руками, используя что нашлось в «сарае», либо ехать в ближайшую мастерскую и чинить бесплатно, но при этом потратьть ощутимую сумму на проезд.
- наличие «модных» функций форсаж дуги, легкий старт, антиприлипание электрода – это не ноу-хау для предлагаемого инвертора, а набор гарантированный для всех аппаратов, собранных по инверторной технологии.
 Стандартная ситуация, когда он выдерживает отклонение в плюс-минус десять-пятнадцать процентов, что допустимо в городских условиях. Для загородной местности лучше выбирать с более широким диапазоном ( некоторые выносят «просадки» сети до 160 Вт), а так же существенные скачки напряжения выше 220В. Из недорогих моделей нужно назвать Ресанту, есть даже специальная линейка моделей.
Стандартная ситуация, когда он выдерживает отклонение в плюс-минус десять-пятнадцать процентов, что допустимо в городских условиях. Для загородной местности лучше выбирать с более широким диапазоном ( некоторые выносят «просадки» сети до 160 Вт), а так же существенные скачки напряжения выше 220В. Из недорогих моделей нужно назвать Ресанту, есть даже специальная линейка моделей.Сварка тонкого металла
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь. А если вы планируете много работать с металлом и ищите надежного поставщика, то рекомендуем вам компанию Сталь-Максимум. На сайте компании http://stalmaximum.ru можно ознакомиться с полным ассортиментом выпускаемой продукции.
Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь. А если вы планируете много работать с металлом и ищите надежного поставщика, то рекомендуем вам компанию Сталь-Максимум. На сайте компании http://stalmaximum.ru можно ознакомиться с полным ассортиментом выпускаемой продукции.
Содержание:
- Как варить тонкий металл инвертором
- Техники и методы сварки тонких листов металлов
- Сварка оцинковки
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Похожие статьи
Инверсия постоянного тока
Серия DC Tech снята с производства и больше недоступна. Свяжитесь с представителем службы поддержки, чтобы обсудить наилучшие варианты.
Однако мы с гордостью предлагаем некоторые из наших продуктов (Adobe Acrobat Format 444K) в качестве замены. Пожалуйста, не стесняйтесь звонить нашим специалистам в любое время. Чтобы найти правильное решение, достаточно одного телефонного звонка, чтобы наш опыт работал на вас.
Пожалуйста, не стесняйтесь звонить нашим специалистам в любое время. Чтобы найти правильное решение, достаточно одного телефонного звонка, чтобы наш опыт работал на вас.
Для точечной сварки:
- ИС-120А
- ИС-444Б
- ИС-471Б
- ИСА-500А
Для шовной сварки:
- IS-443B
- ИС-470Б
Типичные области применения
Для точечной сварки:
- Двери и мебель из нержавеющей и оцинкованной стали
- Автомобильный листовой металл и компоненты
- Алюминиевые структурные компоненты
- Медная проволока для затвердевания
- Высокоскоростная сварка меди с оцинкованной поперечной проволокой
- Предохранитель якоря двигателя
Для шовной сварки:
- Компоненты фильтрации воды
- Топливные баки транспортных средств
- Компоненты самолетов из алюминия и титана
- Стеллаж из толстой проволоки
- Быстродействующие биметаллические электрические контакты
Характеристики
- Высокоскоростная адаптивная обратная связь
- Управление технологическим процессом
- Замкнутый контур обратной связи
- Технически продвинутая инверторная технология
- Сокращение времени сварки
Преимущества
- Обеспечивает стабильные, надежные сварные швы с оптимальным формированием наггетсов, превосходной прочностью соединения и превосходным внешним видом поверхности.
- Обеспечивает миллисекундный контроль процесса контактной сварки
- Частота обратной связи каждые 500 микросекунд активно поддерживает запрограммированный сварочный ток или мощность
- Улучшает точечную и шовную сварку традиционно трудносвариваемых материалов, включая сталь с покрытием, алюминий, латунь и медь.
- По сравнению с обычными сварочными аппаратами переменного тока технология инвертора постоянного тока производит тепло более эффективно, что сокращает время сварки на 1/3 и уменьшает зону термического влияния (ЗТВ).
Технические характеристики: Блоки питания для точечной сварки
| Модель блока питания | IS-120A | IS-444B | ISA-500A | IS-471B |
|---|---|---|---|---|
| Источник питания: | 3 фазы 480 В переменного тока / 440 В переменного тока / 20 В переменного тока +10% -15% 50/60 Гц | |||
| Выходная частота: | 1 кГц / 800 Гц / 600 Гц (выбирается) | |||
| Выходное напряжение: | Однофазное 650 В, пиковое при входном напряжении 480 В | |||
| Номинальная мощность: | 52 кВА при 480 В переменного тока | 182 кВА при 480 В переменного тока | 325 кВА при 480 В переменного тока | |
| Максимальный первичный ток Выходной ток: | 200 А (8% рабочего цикла) | 500 А (15% рабочего цикла) | 1000 А (12% рабочего цикла) | |
| Системы управления: | Вторичный постоянный ток | Вторичный постоянный ток | ||
| Вторичная постоянная мощность | Вторичная постоянная мощность | |||
| Первичный постоянный ток (СКЗ) | Первичный постоянный ток (СКЗ) | |||
| Первичный постоянный ток (пиковый) | Первичный постоянный ток (пиковый) | |||
| Фиксированный импульс | Фиксированный импульс | |||
| Вторичное постоянное напряжение | ||||
| Режимы управления: | Н/Д | Ковка, Цепочка, Последовательный | Н/Д | |
| Сварочные листы: | 15 графиков | |||
| Настройки таймера: | Режим мс | Режим мс | Режим цикла | |
| Задержка сжатия | 0000–9999 мс | 0000–9999 мс | 000–999 циклов | |
| Сжатие | 0000–9999 мс | 0000–9999 мс | 000–999 циклов | |
| Сварка 1 | 000–600 мс | 000–600 мс | 00–30 циклов | |
| Нарастание | 000–400 мс | 000–400 мс | 00–20 циклов | |
| Охлаждение | 000–999 мс | 000–999 мс | 00–99 циклов | |
| Сварной шов 2 | 000-600 мс | 000-600 мс | 00-30 циклов | |
| Наклон вниз | 000–400 мс | 000–400 мс | 00–20 циклов | |
| Удержание | 000–999 мс | 000–999 мс | 00–99 циклов | |
Выкл. | 0000–9999 мс | 0000–9999 мс | 00–99 циклов | |
| Импульсы | 1–9 и циклический режим (см. справа) | 1-9 | 1-9 | |
| Максимальный Вторичный Настройки тока: | 0,1 — 20,0 кА | 2,0 — 40,0 кА | 4,0 — 80,0 кА | |
| Мониторы сварки: | ||||
| Ток | 00,0–20,0 кА | 00,0–40,0 кА | 00,0–80,0 кА | |
| Напряжение | 00,0–9,99 В | 00,0–9,99 В | 00,0–9,99 В | |
| Мощность | 00,0–20,0 кВт | 00,0–40,0 кВт | 00,0–80,0 кВт | |
| Длительность импульса | 10%-100% | 10%-100% | 10%-100% | |
| Программный блок: | MA-627A (продается отдельно) | |||
| Блок монитора: | MA-628A (продается отдельно) | |||
| Размеры (В x Ш x Г): | 11 x 7 x 25 дюймов (686 x 483 x 1600 мм) | 27 x 12 x 20 дюймов (1702 x 762 x 1295 мм) | 27 x 12 x 26 дюймов (1702 x 762 x 1664 мм) | |
| Вес: | 33 фунта. (15 кг) (15 кг) | 99 фунтов. (45 кг) | 139 фунтов. (63 кг) | |
Технические характеристики: инверторный источник питания для шовной сварки
| Модель блока питания | IS-433B | IS-470B |
|---|---|---|
| Источник питания: | 3 фазы 480 В переменного тока / 440 В переменного тока / 220 В переменного тока +10% -15% 50/60 Гц | |
| Выходная частота: | 1 кГц / 800 Гц / 600 Гц (по выбору) | |
| Выходное напряжение: | Однофазное 650 В, пиковое при входном напряжении 480 В | |
| Номинальная мощность: | 182 кВА при 480 В переменного тока | 325 кВА при 480 В переменного тока |
| Максимальный первичный выходной ток: | 500 А (15% рабочего цикла) | 1000 А (12% рабочего цикла) |
| Системы управления: | Первичный постоянный ток | |
| (среднеквадратичное значение ШИМ) | ||
| Первичный постоянный ток | ||
| (Эффективный пик ШИМ) | ||
| Фиксированный импульс | ||
| Режимы управления: | Н/Д | |
| Схемы сварки: | 7 схем | |
| Настройки таймера: | Режим мс | |
| Задержка сжатия | н/д | |
| Сжатие | 0000–9999 мс | |
| Задержка | 000–999 мс | |
| Сварка 1 | 000–600 мс | |
| Нарастание | 000–400 мс (входит в сварку 1) | |
| Холодно | 000–999 мс | |
| Сварной шов 2 | н/д | |
| Вниз по склону | н/д | |
| Удерживать | 000–999 мс | |
Выкл. | н/д | |
| Импульсы | 1-9 | |
| Настройки максимального вторичного тока: | 1,0–20,0 кА | 2,0–40,0 кА |
| Мониторы сварки: | ||
| Ток | 00,0–20 кА | 00,0–40 кА |
| Длительность импульса | 10%-100% | 10%-100% |
| Программный блок: | MA-627A (продается отдельно) | |
| Блок монитора: | Н/Д | |
| Размеры (В x Ш x Г): | 27 x 12 x 20 дюймов (1702 x 762 x 1295 мм) | 27 x 12 x 26 дюймов (1702 x 762 x 16617 мм) |
| Вес: | 99 фунтов (45 кг) | 139 фунтов. (63 кг) |
Технические характеристики: Трансформаторы инвертора постоянного тока
| Трансформатор Модель | ИТ-40 | ИТ-85 | ИТ-130 | ИТ-250 |
|---|---|---|---|---|
| Номинальная мощность: | 40 кВА при 50% | 85 кВА при 50% | 130 кВА при 50% | 250 кВА при 50% 907 |
| Максимальное входное напряжение: | 650 В | 650 В | 650 В | 650 В |
| Входная частота: | 1000 Гц | 1000 Гц | 1000 Гц | 1000 Гц |
| Без нагрузки Вторичный Соотношение напряжение/витки: | 4,28 В (152:1) | 8,9 В (73:1) | 13,0 В (50:1) | 10:0107 (5:0,1081)|
| 8,55 В (76:1) | 9,5 В (68:1) | 13,8 В (41:1) | ||
| Охлаждающая вода: | 1 галлон/мин | 2 галлон/мин | 4 галлон/мин | 4 галлон/мин |
| Размеры (В x Ш x Г): | 6,75 x 5,0 x 14,85 в (432 x 330 x 965 мм) | 6,75 x 6 x 11,9 в (432 x 381 x 762 мм) | 10,26 x 6 x 15,5 в (660107 м.  ) ) | 10,25 x 7,75 x 19 дюймов (660 x 483 x 1219 мм) |
| Вес: | 60 фунтов. (27 кг) | 60 фунтов. (27 кг) | 110 фунтов. (50 кг) | 130 фунтов. (59 кг) |
Инверторная сварка обеспечивает производительность и окупаемость
Предоставлено Miyachi
С ростом требований к качеству и производству, сварка сопротивлением на постоянном токе инвертором предлагает преимущества, которые не может обеспечить традиционная сварка на переменном токе. В самом широком смысле инверторная сварка обеспечивает большую гибкость, чем обычная сварка переменным током. Практически любое приложение, которое можно выполнить с помощью управления сваркой переменным током, можно выполнить с помощью инверторной технологии.
Преимущества производительности инвертора
Многие дефекты контактной сварки могут быть связаны с непостоянством вторичного сварочного тока. Адаптивные системы обратной связи, используемые в инверторной технологии, используют широтно-импульсную модуляцию для постоянного контроля и регулировки сварочного тока на всем протяжении сварного шва, компенсируя неравномерное сопротивление заготовки, изношенные электроды и колебания источника питания, что приводит к чрезвычайно стабильной подаче сварочного тока на протяжении каждого сварного шва. Полученные преимущества включают более короткое время сварки, меньшие токи и силы, более высокую скорость и производительность, более длительный срок службы электрода, меньшее количество брызг при сварке и меньшую деформацию поверхности детали.
Полученные преимущества включают более короткое время сварки, меньшие токи и силы, более высокую скорость и производительность, более длительный срок службы электрода, меньшее количество брызг при сварке и меньшую деформацию поверхности детали.
Эффективная подача сварочного тока повышает качество
При контактной сварке сварной шов (или самородок) образуется, когда сварочный ток проходит через детали, встречая различные электрические сопротивления и выделяя тепло. Управление переменным током по определению включает и выключает сварочный ток дважды за цикл. «Цикличность» переменного тока может привести к охрупчиванию и неравномерному формированию самородков, что отрицательно скажется на качестве и прочности сварного шва. Напротив, инверторные системы подают ток без циклов, таким образом непрерывно нагревая сварные детали. Время сварки можно регулировать с шагом в одну миллисекунду. Такой точный контроль позволяет инверторным сварщикам сократить время сварки и контролировать, как ток может подаваться на детали, «формируя» текущую форму сварного шва. Более низкий сварочный ток и меньшее усилие (по сравнению с контролем сварки переменным током) и могут быть использованы для достижения желаемого расплавленного состояния сварных соединений для оптимального формирования гранул.
Более низкий сварочный ток и меньшее усилие (по сравнению с контролем сварки переменным током) и могут быть использованы для достижения желаемого расплавленного состояния сварных соединений для оптимального формирования гранул.
Трудно свариваемые материалы
Инверторы способны успешно сваривать широкий спектр материалов. Мягкие металлы, особенно с высокой электро- и теплопроводностью, являются хорошими кандидатами для контактной сварки инвертором. Более высокая электропроводность означает, что необходимо использовать более высокие сварочные токи. Высокая теплопроводность требует быстрой подачи сварочного тока, чтобы свести к минимуму зону термического влияния. Оцинкованная сталь с цинковым покрытием также относится к этой категории.
Высокая выходная мощность — небольшой комплект трансформатора
Компактное инверторное оборудование включает небольшие легкие сварочные трансформаторы для использования в ручных, автоматических и роботизированных конфигурациях (трансформатор).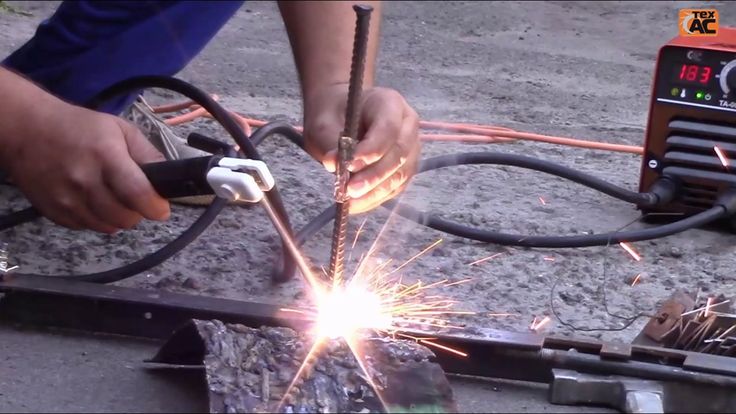 При контактной сварке переменным током для более высоких выходных токов обычно требуются очень большие трансформаторы. Физические размеры и вес сварочного трансформатора переменного тока особенно важны в конфигурациях с трансфорсированными горелками, часто ограничивая доступный выходной ток. Инверторные трансформаторы часто на 50% меньше, легче и обеспечивают более высокий выходной ток, чем обычные трансформаторы переменного тока.
При контактной сварке переменным током для более высоких выходных токов обычно требуются очень большие трансформаторы. Физические размеры и вес сварочного трансформатора переменного тока особенно важны в конфигурациях с трансфорсированными горелками, часто ограничивая доступный выходной ток. Инверторные трансформаторы часто на 50% меньше, легче и обеспечивают более высокий выходной ток, чем обычные трансформаторы переменного тока.
Inverter Realities
Повышение производительности инвертора может привести к повышению производительности с меньшими затратами времени на техническое обслуживание и замену электродов. По мнению многих производителей, число отказов при сварке, брака деталей и дорогостоящих переделок значительно сократилось. Более короткое время сварки, меньшие сварочные токи и сбалансированная нагрузка на линию снижают потребность в первичном токе, сокращая потребление электроэнергии и расходы. Адаптивные режимы управления с обратной связью и миллисекундное программирование делают реальностью точное управление процессом контактной сварки. Инверторная сварка постоянным током позволяет использовать более широкое окно процесса, чтобы преодолеть отклонения деталей и производственные изменения. Это более широкое окно процесса является одной из основных причин того, что инверторная сварка отвечает современным требованиям к более высокому качеству и обеспечивает такую привлекательную окупаемость инвестиций.
Инверторная сварка постоянным током позволяет использовать более широкое окно процесса, чтобы преодолеть отклонения деталей и производственные изменения. Это более широкое окно процесса является одной из основных причин того, что инверторная сварка отвечает современным требованиям к более высокому качеству и обеспечивает такую привлекательную окупаемость инвестиций.
Инверторные источники питания постоянного тока обладают большими преимуществами при выполнении контактной сварки. Предлагаемая мощность до 325 кВА, инверторная технология постоянного тока способна обеспечить превосходное качество сварки за счет использования более низких сварочных токов, более короткого времени сварки и меньших сварочных усилий, чем при обычном управлении переменным током. Благодаря использованию высокоскоростного управления, отслеживающего несколько функций сварки с помощью адаптивной обратной связи, пользователь может регулировать процесс сварки.
Превосходный контроль над выделением тока и тепла приводит к снижению энергопотребления и увеличению срока службы электрода, а также к улучшению качества сварки, повышению эффективности производства и снижению затрат.
Управление с обратной связью по замкнутому контуру
Система с обратной связью по замкнутому контуру означает, что система управления получает входные данные о том, как продвигается данный конкретный сварной шов, и регулирует его для поддержания сварного шва в соответствии с введенными характеристиками. Система управления может поддерживать либо сварочный ток, либо мощность (выбирается пользователем) путем измерения и регулировки вторичного тока и напряжения. Система управления получает новую обратную связь каждые 500 микросекунд, поддерживается постоянный сварочный ток (или мощность) на электродах, преодолевая колебания мощности и отклонения материала заготовки, которые ухудшают качество сварки.
Для получения дополнительной информации или помощи в выборе или оценке системы инвертора постоянного тока обращайтесь к T. J. Snow. Мы будем рады помочь в любом случае мы можем.
MA-627A
Блок удаленного программирования
Используется для хранения графиков сварки и программирования нескольких блоков.
Блок мониторинга MA-628A
Повышает безопасность процесса, отображая данные о токе, мощности, времени и ошибках, блокируя доступ к функциям программирования.
Для сборки полной системы вам потребуются следующие отдельные компоненты:
- Блок питания инвертора (характеристики ниже)
- Программный блок (MA-627A)
- Тороидальная катушка (датчик для контура обратной связи)
- Инверторный трансформатор (таблица выбора ниже)
- Блок монитора — MA-628A (дополнительно)
Таблица выбора трансформатора
| Модель | ИТ-40 | ИТ-85 | ИТ-130 | ИТ-250 |
|---|---|---|---|---|
| ИС-120А (Спот) | ХХ | ХХ | ||
| ИС-444Б (Спот) | ХХ | ХХ | ||
| ISA-500A (точечный) | ХХ | |||
| ИС-471Б (Спот) | ХХ | ХХ | ||
| ИС-443Б (Шов) | ХХ | ХХ | ||
| ИС-470Б (Шов) | ХХ | ХХ |
Другие варианты управления включают:
- Weldtouch(tm) Вторичные сварочные устройства постоянного тока постоянного тока и контакторы
- Добавление в систему средства проверки сварных швов
Использование металлопорошковой проволоки в импульсной сварке MIG для сварки оцинкованной стали | Производство и металлообработка
Перейти к содержимому
Поскольку производители автомобилей стремятся создавать более легкие автомобили, способные обеспечить больший расход топлива без ущерба для качества или безопасности, высокопрочная оцинкованная сталь становится все более распространенным материалом. Этот тип стали имеет защитный слой оксида цинка на своей поверхности и предлагает многочисленные преимущества для автомобильных применений, в том числе превосходную коррозионную стойкость и высокую прочность на растяжение, даже при более тонком толщине. Производство большего количества автомобильных деталей из оцинкованной стали может в некоторых случаях снизить общий вес автомобиля на сотни фунтов, что помогает производителям автомобилей соответствовать все более строгим требованиям к экономии топлива.
Этот тип стали имеет защитный слой оксида цинка на своей поверхности и предлагает многочисленные преимущества для автомобильных применений, в том числе превосходную коррозионную стойкость и высокую прочность на растяжение, даже при более тонком толщине. Производство большего количества автомобильных деталей из оцинкованной стали может в некоторых случаях снизить общий вес автомобиля на сотни фунтов, что помогает производителям автомобилей соответствовать все более строгим требованиям к экономии топлива.
В частности, правила корпоративной средней экономии топлива (CAFE) делают снижение общей массы автомобиля постоянной проблемой для автомобильной промышленности. Правила, предназначенные для улучшения среднего расхода топлива легковых автомобилей и легких грузовиков, продаваемых в Соединенных Штатах, были впервые приняты в 1975 году. Теперь Министерство транспорта США и Агентство по охране окружающей среды США требуют, чтобы средний расход топлива был эквивалентен 54,5 миль на галлон для автомобилей и малотоннажных грузовиков к 2025 модельному году. Помимо облегчения транспортных средств, использование оцинкованной стали для изготовления более тонких и легких деталей также может привести к экономии средств для производителей автомобилей, поскольку они могут использовать меньше материала для работа.
Помимо облегчения транспортных средств, использование оцинкованной стали для изготовления более тонких и легких деталей также может привести к экономии средств для производителей автомобилей, поскольку они могут использовать меньше материала для работа.
Свойства оцинкованной стали, которые делают ее таким хорошим вариантом для этих применений, могут, однако, создавать некоторые проблемы в процессе сварки: существует большая вероятность прожога из-за тонкости материала, а покрытие из оксида цинка может способствовать дефектов сварки, таких как поверхностная и подповерхностная пористость. OEM-производители автомобилей могут решить эти проблемы, выбрав правильный присадочный металл и процесс сварки. На сегодняшний день проволока с металлическим сердечником, разработанная специально для материала в сочетании с импульсной сваркой MIG, дала положительные результаты. Это сочетание обеспечивает более высокую скорость перемещения при более низких температурах, чем сварка сплошной проволокой, что способствует повышению производительности и эффективности.
ПЛЮСЫ И ПРОТИВ ОЦИНКОВАННОЙ СТАЛИ
Поскольку высокопрочная оцинкованная сталь имеет на своей поверхности защитный слой цинка, этот материал обладает отличной коррозионной стойкостью и высокой прочностью на растяжение даже при толщине листа, например 1 мм. Оцинкованная сталь также может обеспечить экономию средств по сравнению с использованием основного металла, такого как алюминий, особенно когда приложение требует использования большого количества материала. Из-за этих преимуществ некоторые производители автомобилей используют оцинкованную сталь толщиной от 1,6 мм до 4 мм для таких компонентов, как рамы, опоры двигателя и рычаги подвески, а также используют еще более тонкие размеры для других частей автомобиля. Также нередко можно найти такие компоненты, как обшивка кузова автомобиля, толщиной всего 0,7 мм.
Возможность прожога и пористости, которые могут возникнуть из-за тонкости материала и цинкового покрытия, создают риски для качества и производительности в автомобилестроении, что может негативно повлиять на эффективность компании, ее конкурентные преимущества и ее прибыль. Пористость является серьезной проблемой, которую необходимо решить, поскольку эти дефекты сварки могут привести к катастрофическим отказам детали. Стандарты Американского общества сварщиков (AWS; Майами, Флорида) регулируют допустимую величину поверхностной и внутренней пористости оцинкованной стали. Определение внутренней пористости детали обычно представляет собой двухэтапный процесс: первоначальный рентгеновский снимок сварного шва, за которым следует анализ изображения с использованием контрастного анализа для количественного определения степени пористости в процентах.
Пористость является серьезной проблемой, которую необходимо решить, поскольку эти дефекты сварки могут привести к катастрофическим отказам детали. Стандарты Американского общества сварщиков (AWS; Майами, Флорида) регулируют допустимую величину поверхностной и внутренней пористости оцинкованной стали. Определение внутренней пористости детали обычно представляет собой двухэтапный процесс: первоначальный рентгеновский снимок сварного шва, за которым следует анализ изображения с использованием контрастного анализа для количественного определения степени пористости в процентах.
Как правило, отдельные поры должны быть разделены по крайней мере их собственным диаметром, а общая длина пористости (сумма диаметров) не должна превышать 6,4 мм внутри любых 25 мм (или 1/4 дюйма внутри любого 1 дюйма ) сварного шва. Максимальный диаметр любого случая пористости также не должен превышать 1,6 мм (1/16 дюйма). Внутренняя пористость обычно ограничивается менее чем 25 процентами проверяемой площади. Если количество дефектов, обнаруженных в недрах сварного шва, превышает допустимые пределы для данного компонента, это приводит к доработке или браковке этих деталей. Скорость перемещения напрямую влияет на наличие пористости, образующейся во время сварки. Чем выше скорость перемещения, тем быстрее замерзает сварочная ванна, что может быть особенно неприятно, поскольку цинк испаряется при гораздо более низкой температуре, чем плавится сталь. Эта дифференциация может привести к образованию газовых карманов (пористости), поскольку сварной шов затвердевает до того, как газообразный цинк сможет выйти.
Если количество дефектов, обнаруженных в недрах сварного шва, превышает допустимые пределы для данного компонента, это приводит к доработке или браковке этих деталей. Скорость перемещения напрямую влияет на наличие пористости, образующейся во время сварки. Чем выше скорость перемещения, тем быстрее замерзает сварочная ванна, что может быть особенно неприятно, поскольку цинк испаряется при гораздо более низкой температуре, чем плавится сталь. Эта дифференциация может привести к образованию газовых карманов (пористости), поскольку сварной шов затвердевает до того, как газообразный цинк сможет выйти.
Чтобы компенсировать эти проблемы, производители автомобилей часто снижают скорость движения, особенно при сварке сплошной проволокой. Хотя это решение может улучшить качество, оно отрицательно влияет на производительность. Более низкая скорость перемещения означает меньшее количество сварных швов и меньшую производительность. Это также может повлиять на капиталовложения и потребности в недвижимости, а также сместить узкие места в производстве.
Помимо пористости, возможность прожога является общей проблемой для оцинкованной стали. Брызги — как правило, результат более короткой длины дуги, связанной с режимами сварки с постоянным напряжением (CV), — также могут прилипать к детали и инструментам, требуя очистки после сварки и вызывая потенциальное повреждение системы. Кроме того, наличие островков кремнезема в сварном шве, особенно тех, которые могут вырваться после нанесения электронного покрытия или окраски, может привести к проблемам при сварке оцинкованной стали. Все эти потенциальные проблемы могут быть дорогостоящими: время, деньги и потерянные продукты.
МЕТАЛЛИЧЕСКАЯ ПРОВОЛОКА И ИМПУЛЬСНАЯ МИГ
Сочетание процесса импульсной сварки МИГ с металлопорошковой проволокой, разработанной специально для использования с оцинкованной сталью, может помочь решить или предотвратить многие проблемы, связанные со сваркой оцинкованной стали. Кроме того, эта комбинация также обеспечивает значительное улучшение скорости и производительности по сравнению со сплошной проволокой благодаря преимуществам скорости перемещения, присущим проволоке с металлическим сердечником. Для успешной сварки оцинкованной стали важно соблюдать баланс соотношения времени и температуры. Проще говоря: горячее и быстрое — вот ключи к преодолению многих проблем при сварке этого материала — преимущества, доступные при использовании комбинации импульсной сварки MIG/металлопорошковой проволоки.
Для успешной сварки оцинкованной стали важно соблюдать баланс соотношения времени и температуры. Проще говоря: горячее и быстрое — вот ключи к преодолению многих проблем при сварке этого материала — преимущества, доступные при использовании комбинации импульсной сварки MIG/металлопорошковой проволоки.
Металлопорошковая проволока представляет собой трубчатую проволоку, состоящую из металлической оболочки, заполненной металлическими порошками, сплавами и стабилизаторами дуги. По сравнению со сплошной проволокой, эта проволока пропускает более высокие плотности тока при эквивалентных настройках силы тока, что означает, что в соединение можно ввести больше металла сварного шва за меньшее время. Из-за этих более высоких скоростей перемещения проволока с металлическим сердечником является обычным выбором для роботизированной сварки, например, в автомобилестроении. Чтобы получить такое же качество сварки со сплошной проволокой, потребуются гораздо более низкие скорости сварки и более высокое тепловложение, что увеличивает вероятность прожога.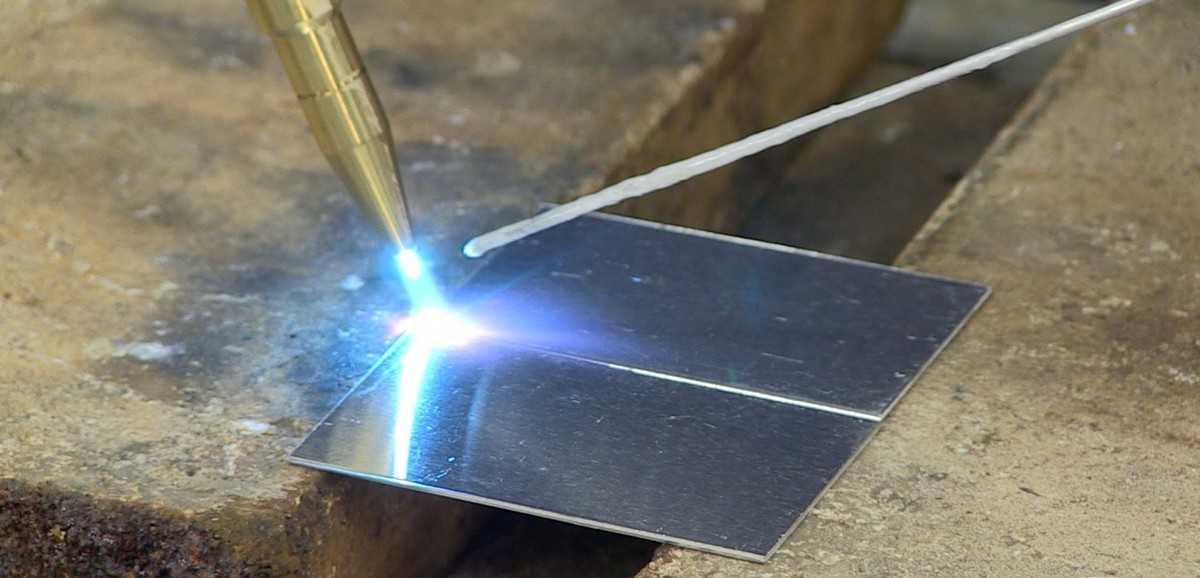
Достижения в технологии металлопорошковой проволоки, особенно в отношении проволоки, имеющей классификацию AWS E70C-GS, обеспечивают значительные преимущества при сварке оцинкованной стали. Состав этих проволок позволяет выполнять сварку электродом постоянного тока с отрицательной (DCEN) или прямой полярностью. Возможность работы с прямой полярностью обеспечивает некоторые явные преимущества при сварке тонколистовой оцинкованной стали, в том числе более мягкое проплавление дуги, предотвращающее прожоги; улучшенный профиль проникновения; и достаточную энергию дуги для испарения цинкового покрытия, что минимизирует поверхностную и подповерхностную пористость.
Новая порошковая проволока, разработанная для оцинкованной стали, предназначена для сварки со скоростью 40 дюймов в минуту в роботизированных приложениях по сравнению со скоростью 23 дюймов в минуту или 25 дюймов в минуту для сплошной проволоки. Более высокая скорость движения и более низкий уровень брака, обеспечиваемые проволокой, могут помочь производителям автомобилей увеличить производительность и снизить затраты на доработку. Эти проволоки с металлическим сердечником также улучшают скорость наплавки, обладают хорошей способностью перекрывать зазоры и обеспечивают наплавку, сохраняющую превосходную пластичность и ударную вязкость. Как и другие проволоки с металлическим сердечником, эти проволоки также содержат стабилизаторы дуги, которые улучшают перенос металла с проволоки на сварной шов. Более ровная дуга уменьшает разбрызгивание, поэтому на послесварочную очистку уходит меньше времени.
Эти проволоки с металлическим сердечником также улучшают скорость наплавки, обладают хорошей способностью перекрывать зазоры и обеспечивают наплавку, сохраняющую превосходную пластичность и ударную вязкость. Как и другие проволоки с металлическим сердечником, эти проволоки также содержат стабилизаторы дуги, которые улучшают перенос металла с проволоки на сварной шов. Более ровная дуга уменьшает разбрызгивание, поэтому на послесварочную очистку уходит меньше времени.
Процесс импульсной формы волны MIG оптимизирует эти результаты, регулируя наложение проволоки поперек дуги через контролируемые интервалы в сварочном цикле. Источник питания быстро переключает мощность сварки между высоким пиковым током и низким фоновым током, создавая эффект пульсации. Затем пиковый ток отрывает капли переноса распылением и продвигает их к заготовке. Комбинация этих действий с составом специальной проволоки с металлическим сердечником для оцинкованных сталей помогает контролировать скорость замерзания сварочной ванны, позволяя парам цинка быстрее испаряться. Кроме того, импульсный процесс MIG генерирует меньше тепловложения, чем стандартный процесс CV, используемый для сварки сплошной проволокой, что снижает вероятность прожога более тонкого материала.
Кроме того, импульсный процесс MIG генерирует меньше тепловложения, чем стандартный процесс CV, используемый для сварки сплошной проволокой, что снижает вероятность прожога более тонкого материала.
РЕШЕНИЕ ДЛЯ МАКСИМАЛЬНОГО РЕЗУЛЬТАТА
При выборе присадочного металла необходимо учитывать множество важных факторов: область применения, толщина свариваемого материала, требования к пористости и качество готового сварного шва. Во многих областях применения новые варианты металлопорошковой проволоки, разработанные для использования с оцинкованной сталью, могут помочь повысить производительность, улучшить качество и максимально использовать преимущества материала в автомобильной промышленности. Сочетание этих порошковых проволок с процессом импульсной сварки MIG дает дополнительные преимущества, которые могут помочь производителям улучшить свои сварочные операции и получить конкурентное преимущество.
Тре Хефлин-Кинг
Тре Хефлин-Кинг — инженер-сварщик, CWI — Applications, в Hobart Brothers LLC, 101 Trade Square East, Troy, OH 45373, 800-424-1543, факс: 800-541-6607, www. HobartBrothers.com.
HobartBrothers.com.
Calendar & Events
SEMA
1-4-4, 2022
Лас -Вегас, Невада
Fabtech
8-10 ноября, 2022
Atlanta, Georgia
Amcon
ноябрь 8–
ноябрь 8-
ноябрь 8-
ноябрь 8-
ноябрь 8-9000, 2022
Нови (Детройт), Мичиган
Цифровой инвертор 270A 350A 500A Сварочный аппарат MIG _Zhengzhou Yueda Technology Equipment Co., Ltd
Китайский ·
Mobil : +86 13838293687 Электронная почта: [email protected]
Электронная почта: [email protected]
Добро пожаловать свой запрос
Желдинговое оборудование
.0135 Сила связи
ПРОДУКЦИЯ
Powered by www.300.cn
Телефон: +86(0371)62267123; +86 13838293687
Адрес: здание 46, Чжунсин Синьеган, Ханхай Ист Роуд, город Чжэнчжоу, провинция Хэнань, Китай.
Copyright © 2018 Zhengzhou Yueda Technology Equipment Co. , Ltd. Все права защищены0135 Химическое давление сосуд
, Ltd. Все права защищены0135 Химическое давление сосуд
Повторное производство
Служба покрытия. Тина
Skype
Юэда-Элла Лей
Skype
Юэда-Джерри Ван
Домашняя страница
>
Товар
Продукт
>
Сварочное оборудование
Сварочное оборудование
Сварочная производственная линия
Сварочная роботизированная станция
Оборудование для резки
Линия по производству покрытий
>
Цифровые инверторные сварочные аппараты MIG/TIG/MANUAL ARC
Цифровые инверторные сварочные аппараты MIG/TIG/MANUAL ARC
Сварочный манипулятор
Сварочный позиционер
Сварочный вращатель
Восстановление поверхности
Портальный сварочный аппарат
Машина для прямошовной сварки труб
Автомат для кольцевой сварки
>
Цифровой инвертор 270A 350A 500A MIG сварочный аппарат
Цифровой инвертор 270A 350A 500A Сварочный аппарат MIG
Просмотр страницы:
Описание продукта
3 Параметры
Цифровой инвертор 270A 350A 500A Сварочные аппараты MIG
Цифровой инверторный сварочный аппарат MIG широко используется для ручной сварки в различных отраслях промышленности. Сварочные аппараты MIG в основном включают MIG270, MIG270Y (все в одном), MIG350, MIG500 и т. д.
Сварочные аппараты MIG в основном включают MIG270, MIG270Y (все в одном), MIG350, MIG500 и т. д.
Характеристики продукта:
1. С функциями MMAW, GMAW и стежковой сварки.
2. С функцией предустановки тока и напряжения, точной и интуитивно понятной.
3. Отличные характеристики точечной сварки при быстрой подаче проволоки.
4. Дружественный интерфейс, простой в управлении.
5. Множество регулируемых встроенных параметров, таких как время отжига, медленная скорость подачи и т. д.
6. Очевидное улучшение характеристик сварки за счет поворота ручки управления индуктивностью, благодаря чему операторы получают непревзойденный опыт сварки.
7. Совершенно новая конструкция воздуховода и пылеуловителя обеспечивают более стабильную работу.
Приложения:
1. Широко применяется в промышленности листового металла, такой как автомобильная, мотоциклетная, велосипедная, контейнерная, оконная и дверная и других отраслях промышленности.
2. Широко применяется в машиностроении, например, в металлоконструкциях, судостроении, мостостроении, автомобилестроении, нефтяной, химической промышленности и других отраслях промышленности.
Соответствующий набор параметров не найден, добавьте его в шаблон свойств фона
Модель | МультиМИГ270 |
Номинальное входное напряжение (В) | 3~380 50 Гц |
Номинальный входной ток (А) | 14 |
Диапазон регулировки выходного тока (А) | 50-270 |
Диапазон регулировки выходного напряжения (В) | 16,5-27,5 |
Номинальный рабочий цикл (%) | 60 |
Класс защиты корпуса | ИП21С |
Внешний размер (Ш*Г*В) (мм) | 504*269*443 |
Вес (кг) | 19 |
Модель | MultiMIG270Y (все в одном) |
Номинальное входное напряжение (В) | 3~380 50 Гц |
Номинальный входной ток (А) | 14 |
Диапазон регулировки выходного тока (А) | 50-270 |
Диапазон регулировки выходного напряжения (В) | 16,5-27,5 |
Номинальный рабочий цикл (%) | 60 |
Класс защиты корпуса | ИП21С |
Внешний размер (Ш*Г*В) (мм) | 480*247*524 |
Вес (кг) | 24 |
Модель | МультиМИГ350 |
Номинальное входное напряжение (В) | 3~380 50 Гц |
Номинальный входной ток (А) | 23 |
Диапазон регулировки выходного тока (А) | 80-350 |
Диапазон регулировки выходного напряжения (В) | 18-31,5 |
Номинальный рабочий цикл (%) | 60 |
Класс защиты корпуса | ИП21С |
Внешний размер (Ш*Г*В) (мм) | 570*310*560 |
Вес (кг) | 26 |
Модель | МультиМИГ500 |
Номинальное входное напряжение (В) | 3~380 50 Гц |
Номинальный входной ток (А) | 47 |
Диапазон регулировки выходного тока (А) | 100-500 |
Диапазон регулировки выходного напряжения (В) | 19-39 |
Номинальный рабочий цикл (%) | 60 |
Класс защиты корпуса | ИП21С |
Внешний размер (Ш*Г*В) (мм) | 620*330*650 |
Вес (кг) | 43 |
暂未实现,敬请期待
Продукт
{{= $data.