Сварка оцинковки и черной трубы между собой — Сварка в сантехнике
#1 Pipeliner
Отправлено 08 April 2012 12:41
Приветствую всех коллег , вот совета услышать хотел, не давно меняли гвс в подвале труба 32-я черная на цинк . При сварке цинка и черной трубы между собой происходил полный геморой цинк горит чернуха варится , и есщо электроды хреновые озс-12 лосино островские , как тока не варил и мазками и елкой , не так то заварил ну долго . Может у кого есть своя техника сварки цинка , я очень редко варил цинк . за ранние спасибо .
- Наверх
- Вставить ник
#2 tig
Отправлено 08 April 2012 16:25
А шлифмашинкой цинк ободрать религия не позволила?
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#3 ak3797322
Отправлено 08 April 2012 17:06
Приходилось как-то оцинкованую трубу с черной сваривать и шлифмашинкой зачищал на 2 см,труба 3/4 толщина 3мм варил сначало электродами АНО-21(ТИГАРБО) 3мм прожигало моментально трубу и цинк горел за милу душу,варить было бесполезно, потом попробывал МР-3 фирму не помню но средней паршивости ими сваривалось терпимо хотя и широким швом, также и между собой оцинкованую трубу теми же электродами сваривал, посей день швы целы ,выложил бы фото но не дома только через неделю буду и сфоткаю.
- Наверх
- Вставить ник
#4 Pipeliner
Отправлено 08 April 2012 17:22
А шлифмашинкой цинк ободрать религия не позволила?
а причем тут религия
Приходилось как-то оцинкованую трубу с черной сваривать и шлифмашинкой зачищал на 2 см,труба 3/4 толщина 3мм варил сначало электродами АНО-21(ТИГАРБО) 3мм прожигало моментально трубу и цинк горел за милу душу,варить было бесполезно, потом попробывал МР-3 фирму не помню но средней паршивости ими сваривалось терпимо хотя и широким швом, также и между собой оцинкованую трубу теми же электродами сваривал, посей день швы целы ,выложил бы фото но не дома только через неделю буду и сфоткаю.

Может есть какая то своеобразность сварки цинка и чернухи между собой
- Наверх
- Вставить ник
#5 МИХА75
Отправлено 08 April 2012 19:19
Руслан, про религию tig сказал образно…(Сварщик не должен бояться «болгарки»,коль со слесарем не повезло).
Что бы цинк (покрытие в микронах) не затруднял сварку,можно ведь и шлифмашинкой кромки зачистить.
Может есть какая то своеобразность сварки цинка и чернухи между собой
Есть одна своеобразность,это сделать всё «чернухой»…….
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#6 blazen79
Отправлено 08 April 2012 19:24
это сделать всё «чернухой».
……
 ……
……И будешь меньше дышать этой дрянью (цинком).
- Наверх
- Вставить ник
#7 Pipeliner
Отправлено 08 April 2012 20:08
Руслан, про религию tig сказал образно…(Сварщик не должен бояться «болгарки»,коль со слесарем не повезло).
Что бы цинк (покрытие в микронах) не затруднял сварку,можно ведь и шлифмашинкой кромки зачистить.Есть одна своеобразность,это сделать всё «чернухой»…….
Про религию теперь понял , я ведь сам начинал со слесаря, а вы думаете это поможет — болгаркой кромки шлифануть? А если некоторые обстоятельства зависели бы от меня, как например на калымах, то я бы само собой из чернухи протянул плеть, а на работе, что скажут, то и варишь — не нравится, увольняйся.
- Наверх
- Вставить ник
#8 tig
Отправлено 08 April 2012 22:46
Обдирка помогает, только цинк нужно убирать полностью. Дело в том, что трубы обрабатываются «горячим цинкованием»-в ванне с расплавленным цинком. И иногда слой цинка бывает приличной толщины.
А нормативы кстати говорят, что цинковые трубы КАТЕГОРИЧЕСКИ запрещено варить, только резьбовые соединения. Что толку от оцинкованной трубы, если она на месте сварки сгниет как банальная чернуха?
Впрочем начальство обсуждать и критиковать по итогу себе дороже.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#9 svarnjuk
Отправлено 15 April 2012 22:11
Мне как-то доводилось варить водопровод (магистраль и разводку на душевые кабины) из оцинковки. Покрытие было тонкое. Стык к сварке готовили так: фаска 45 градусов, притупление примерно 1-1,2 мм, без зазора (впритык). Покругу цинк не обдирали — прилабунились выжигать в процессе. В результате, во время сварки, из-за малого притупления металл проваривался насквозь, за исключением начала шва, который вырезался и перекрывался. Варили на высоких токах и в отрыв 3-кой ано21. Позже научились делать продолговатый узкий мазок на стыке, который в свою очередь при завершении шва удавалось вполне сносно переварить без зачистки старта.
Покрытие было тонкое. Стык к сварке готовили так: фаска 45 градусов, притупление примерно 1-1,2 мм, без зазора (впритык). Покругу цинк не обдирали — прилабунились выжигать в процессе. В результате, во время сварки, из-за малого притупления металл проваривался насквозь, за исключением начала шва, который вырезался и перекрывался. Варили на высоких токах и в отрыв 3-кой ано21. Позже научились делать продолговатый узкий мазок на стыке, который в свою очередь при завершении шва удавалось вполне сносно переварить без зачистки старта.
Иногда приходилось стыковать чернуху с оцинковкой — особо никакой разницы не почувствовал: цынк горит с одной стороны и всё.
Сразу оговорюсь — всё варилось с новья.
- Наверх
- Вставить ник
#10 Minotawr
Отправлено 22 April 2012 20:30
А что газом не судьба заварить трубу на 32 и болгарка не понадобится так как весь ваш страшный цынк при виде пламени горелки махом облетит.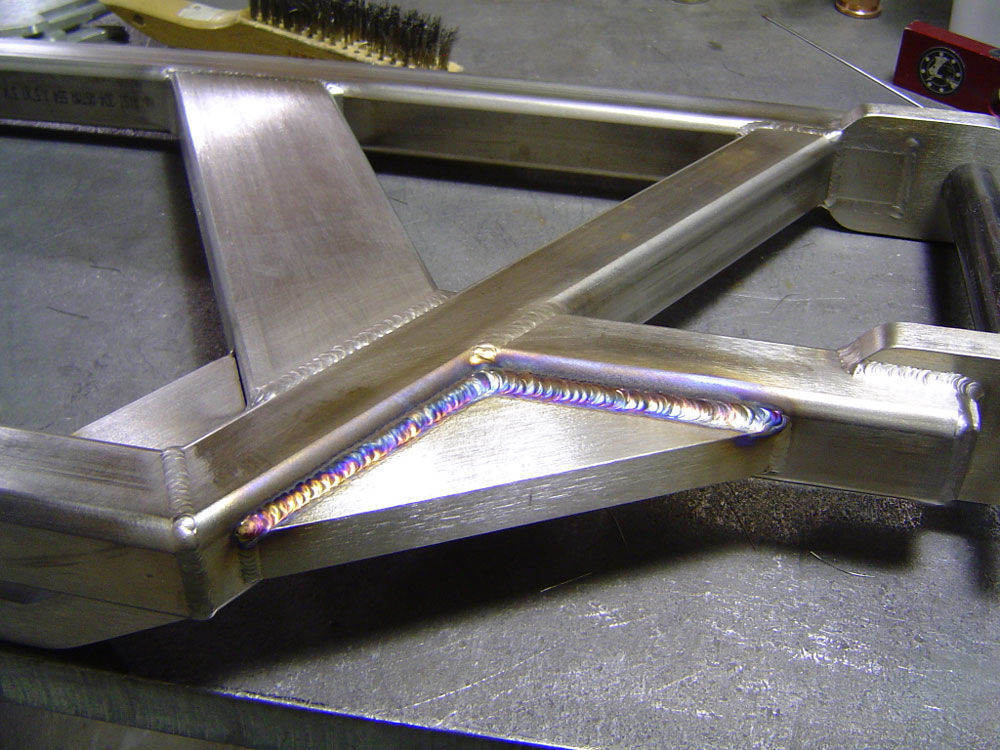
Витек
- Наверх
- Вставить ник
#11 blazen79
Отправлено 22 April 2012 20:38
ваш страшный цынк при виде пламени горелки махом облетит.
И дышать по-глубже (от насморка хорошо помогает).
- Наверх
- Вставить ник
#12 Pipeliner
Отправлено 22 April 2012 20:39
А что газом не судьба заварить трубу на 32 и болгарка не понадобится так как весь ваш страшный цынк при виде пламени горелки махом облетит.

правда что ли , а я не знал .
- Наверх
- Вставить ник
#13 Podvik
Отправлено 22 April 2012 21:45
Не вижу проблемы,варится и эл.сваркой и газовой.При электросварке нужно ток подбирать (немного побольше для выгорания цинка) шов получается ещё красивее, чем при сварке чёрной стали.Газовой сваркой-как обычно,неудобство в обеих случаях-едкий дым.
- Наверх
- Вставить ник
#14 АВН
Отправлено 24 April 2012 23:00
Кому особо весело, может посмотреть тему «Цинковая лихорадка» или в поисковике набрать,чтобы легкие махом не облетели.
- Наверх
- Вставить ник
#15 sahka58
Отправлено 26 April 2012 15:22
Цинк также легко варить как и чёрную трубу. Всё зависит от квалификации того, кто варит.Кстати про шов, который собираются красить каждый год. Это делать совсем не обязательно, хороший (качественный) шов гораздо крепче (долговечнее) основного металла. Всё сгниёт, а шов останется.
- Наверх
- Вставить ник
#16 чук и гек
Отправлено 11 June 2012 21:31
Меня старики научили сначала на улице резаком выжигать цинк миллиметров по тридцать от торца трубы,а потом никаких проблем
- Наверх
- Вставить ник
#17 aleksandrbogdanov
Отправлено 13 June 2012 05:03
водовровод в род. доме менял на цинк, автогеном только в путь, слесарь даже курить не ходил говорит толку нет
доме менял на цинк, автогеном только в путь, слесарь даже курить не ходил говорит толку нет
- Наверх
- Вставить ник
#18 K117HM174
Отправлено 28 July 2012 15:46
Приветствую всех коллег , вот совета услышать хотел, не давно меняли гвс в подвале труба 32-я черная на цинк . При сварке цинка и черной трубы между собой происходил полный геморой цинк горит чернуха варится , и есщо электроды хреновые озс-12 лосино островские , как тока не варил и мазками и елкой , не так то заварил ну долго . Может у кого есть своя техника сварки цинка , я очень редко варил цинк . за ранние спасибо .
привет. насчёт руки всё правильно. лично с моего опыта скажу электроды ок-46 разных производителей только не Магнитогорские и дерзайте уважаемый!
лично с моего опыта скажу электроды ок-46 разных производителей только не Магнитогорские и дерзайте уважаемый!
- Наверх
- Вставить ник
#19 K117HM174
Отправлено 28 July 2012 15:50
правда что ли , а я не знал .
газом ? тоже можно если навык есть
- Наверх
- Вставить ник
#20 Metallist
Отправлено 28 July 2012 15:54
Блин, нас вот учат, что цинк по любому надо сдирать! Иначе по ТБ запрещено. (Вредные газы).Как обычно — теория и практика расходятся…
(Вредные газы).Как обычно — теория и практика расходятся…
Занимаюсь собирательством ценной информации о электрогазосварке.
- Наверх
- Вставить ник
PPSW: односторонняя сварка оцинкованной стали
PPSW: ОДНОСТОРОННЯЯ СВАРКА ОЦИНКОВАННОЙ СТАЛИ.
Ф. Штемпфер, А.В. Коновалов, И.В. Стрельников
До сих пор для изготовления точечного сварного соединения из оцинкованной листовой стали с односторонним доступом не было способа сварки, в достаточной степени отвечающего запросам промышленности, как по качеству, так и по экономичности. Эта задача была удачно решена путем усовершенствования горелок и изменения последовательности протекания процесса PSW-сварки (PlasmaSpotWelding-плазменная точечная сварка). Новая технология позволяет проводить сварку оцинкованной листовой стали с толщинами 0,5-3мм. Прочность соединения, определяемая механическими испытаниями на растяжение, соответствовала требуемым нормам. Металлографические исследованиями показали отсутствие дефектов. Способ, получивший название PPSW (Pinhole PSW – плазменная точечная сварка с «проколом» свариваемых элементов), применим в нижнем и вертикальном положениях. Зазор между свариваемыми заготовками при PPSW-сварке не оказывает критического влияния на качество сварного соединения. Кроме того, возможна сварка при пакетной сборке (до 5 слоев). Технология PPSW-сварки делает экономически оправданным применение точечного сварного соединения с односторонним доступом в различных областях промышленности, таких как автомобилестроение, производство бытовой техники, тяжелое машиностроении, строительство, а также при ремонтных работах [1-5].
Металлографические исследованиями показали отсутствие дефектов. Способ, получивший название PPSW (Pinhole PSW – плазменная точечная сварка с «проколом» свариваемых элементов), применим в нижнем и вертикальном положениях. Зазор между свариваемыми заготовками при PPSW-сварке не оказывает критического влияния на качество сварного соединения. Кроме того, возможна сварка при пакетной сборке (до 5 слоев). Технология PPSW-сварки делает экономически оправданным применение точечного сварного соединения с односторонним доступом в различных областях промышленности, таких как автомобилестроение, производство бытовой техники, тяжелое машиностроении, строительство, а также при ремонтных работах [1-5].
Введение
В промышленном производстве точечных сварных соединений стала почти традиционной точечная сварка с двухсторонним подходом, либо двухточечная на подложке. Это обстоятельство обращает на себя внимание на стадиях проектных и конструкторских работ, налагая ограничения на применение того или иного способа сварки.
В частности при контактной точечной сварке для электродов клещей должен обеспечиваться двухсторонний доступ на свариваемых деталях из листовой стали, кроме того должно выдерживаться требуемое расстояние между точками. Однако, иногда по экономическим или техническим причинам это трудновыполнимо или просто не возможно. В таких случаях, или при работах по исправлению брака, контактная точечная сварка уступает место альтернативным способам сварки – точечной сварке электрической дугой (WIG и PSW), — или же, сравнительно дорогой в применении, лазерной точечной сварке.
Постановка задачи
В промышленности и, особенно, в автомобилестроении для защиты от коррозии широко применяются цинкосодержащие покрытия. Независимо от способа и качества нанесения покрытия, оно заставляет технологии точечной WIG и PSW-сварки работать на пределе своих возможностей. Причины данного явления следующие.
Первая состоит в том, что испарившийся от теплового излучения дуги цинковый слой (на лицевой стороне верхнего элемента) образует вместе с нагретым, химически-активным вольфрамовым электродом сплав. Что приводит к ухудшению характера поджига и работы электрода, и, как следствие, к катастрофическому сокращению срока службы последнего.
Что приводит к ухудшению характера поджига и работы электрода, и, как следствие, к катастрофическому сокращению срока службы последнего.
Вторая кроется в принципе теплопроводности, «ответственном» за другой негативный эффект. Когда теплота сварочной дуги достигает нижнего элемента и приводит к его нагреву выше температуры в ~9100°С, цинковое покрытие (на внутренних сторонах элементов) испаряется. Также, в зависимости от фактического зазора в свариваемом соединении, создается избыточное давление паров цинка. При дальнейшем подводе тепла в верхнюю заготовку и образовании на ней ванны жидкого металла (~15000°С) пары цинка между заготовками взрывообразно расширяются, вырываются наружу и увлекают за собой частицы металла. Последние попадают в сварочную горелку, что приводит к ее повреждению. Газы и оксиды цинка, оставшиеся в сварной точке, приводят к снижению ее прочности. Эти трудности привели к тому, что дуговая сварка оцинкованной стали до сих пор не находила широкого промышленного применения.
Несмотря на вышеизложенное, существует высокая потребность в способе сварке, альтернативном контактной точечной сварки, который бы осуществлялся с односторонними подходом и не требовал неизбежных дополнительных работ по исправлению брака, путем рассверливания или вырубки бракованной контактной точки с последующей заваркой дефекта. Экономически выгодный способ PSW-сварки проявилась сравнительно недавно, и впервые был применен для соединения непокрытых листовых стальных деталей. Путем изменения процесса PSW-сварки и перепрограммирования его цикла удалось применить данную технологию и для металла с оцинкованной поверхностью.
Изменение процесса и оборудования PSW-сварки
Чтобы противодействовать осаждению цинка на вольфрамовом электроде, была изменена конструкция сварочной горелки. При PSW-сварке относительно незащищенное острие электрода располагается в центре керамической сферы. При PPSW-сварке расположенный внутри сопла электрод более защищен от брызг металла и паров цинка (рис. Дополнительную защиту оказывает поток плазмы инертного газа, непрерывно выходящий из канала сопла. Такое взаиморасположение электрода и сопла хорошо зарекомендовало себя в промышленности, при сварке оцинкованных деталей продольными швами. Трудность удаления взрывающихся паров оксида цинка из сварной точки состоит в ограничении тепловложения. | Рис. 1. Горелка для PPSW-сварки. |
 1).
1).При PPSW-сварке, подобно классической плазменной сварке проникающей дугой (только без последующего продольного перемещения), плазменная струя за короткий промежуток времени прокалывает собранные листы металла. Таким образом, в основе PPSW-сварки лежит принцип «булавочного прокола», в то время как собственно PSW-сварка основывается на принципе теплопередачи. Процесс PPSW-сварки состоит из 4 фаз.
Четыре фазы PPSW-сварки
Фаза 1: Начало процесса и испарение цинка
Горелка для PSW-сварки вручную устанавливается на лицевой поверхности свариваемых листов с уже подожженной вспомогательной сварочной дугой. Далее загорается основная сварочная дуга. В этой фазе горелка работает на сравнительно низких сварочных токах. Начиная со стартового значения, ток, линейно изменяясь по времени, достигает значения тока первой фазы I1. В области действия сварочной дуги и прилегающей зоне цинковое покрытие лицевой стороны верхнего листа полностью испаряется и удаляется через пазы сопла. Верхний лист нагревается под тепловым воздействием сварочной дуги и начинает плавиться (рис.2).
Далее загорается основная сварочная дуга. В этой фазе горелка работает на сравнительно низких сварочных токах. Начиная со стартового значения, ток, линейно изменяясь по времени, достигает значения тока первой фазы I1. В области действия сварочной дуги и прилегающей зоне цинковое покрытие лицевой стороны верхнего листа полностью испаряется и удаляется через пазы сопла. Верхний лист нагревается под тепловым воздействием сварочной дуги и начинает плавиться (рис.2).
Рис. 2. Принцип 1 фазы.
Фаза 2. Создание «булавочного отверстия»
Когда испарение цинка завершено, сварочный ток I2 и расход плазмообразующего газа q2 повышаются до величин, при которых происходит проникновение обжатой сварочной дуги на всю толщину обоих заготовок с выходом факела с обратной стороны. Цель – удаление цинка и его оксида с внутренних поверхностей через «булавочное отверстие», созданное плазменной дугой. Вместе с тем, обеспечивается гарантированное проплавление сварного соединения (рис. 3).
3).
Рис. 3. Принцип 2 фазы.
Фаза 3. Заполнение сварочной ванны
После того, как «булавочное отверстие» образовалось, сварочный ток I3 и расход плазмообразующего газа q3 несколько уменьшаются. Одновременно начинается подача присадочной проволоки в сварочную ванну. Подача происходит под углом, через специальный паз в сопле сварочной горелки, куда подводится направляющая с проволокой. Скорость подачи контролируется образом, чтобы, с одной стороны, присадочная проволока успевала расплавиться, а с другой, чтобы сварочная ванна не протекала вниз. В конце третьего – начале четвертого импульса-фазы сварочную проволоку оттягивают обратно на незначительную длину, что предупреждает ее прилипание к краю сварочной ванны (рис.4). Следует отметить, что наличие присадочного материала уменьшают влияние такого вредного фактора, как зазор между свариваемыми листами.
Рис. 4. Принцип 3 фазы.
Фаза 4. Заварка кратера и окончание сварки
Для контроля застывание сварочной ванны и гарантированного получения качественной лицевой поверхности, сварочный ток I4 и расход плазмообразующего газа q4 еще понижают, а в конце импульса задают относительно продолжительный по времени спад сварочного тока I4 (рис. 5). После снижения сварочного тока до задаваемого значения, происходит обрыв дуги. Для защиты сварочной ванны некоторое время продолжается подача плазмообразующего и защитного газов. Сварочная горелка в это промежуток неподвижно находится на начальной позиции.
5). После снижения сварочного тока до задаваемого значения, происходит обрыв дуги. Для защиты сварочной ванны некоторое время продолжается подача плазмообразующего и защитного газов. Сварочная горелка в это промежуток неподвижно находится на начальной позиции.
Рис. 5. Принцип 4 фазы.
Установка параметров процесса для соответствующей фазы происходит в зависимости от свариваемых материалов и сочетания толщин. Важнейшие по влиянию на процесс PPSW-сварки факторы: сварочный ток, длительности импульсов-фаз и рампа-наклон спада процесса, а также расход плазмообразующего газа и скорость подачи присадочной проволоки, задаваемая длиной. Также некоторое влияние оказывают рампы начала и перехода между импульсами, расход защитного газа, длина «оттянутой» обратно проволоки. Весь процесс продолжается от установки сварочной горелки до окончания ее прижатия. Так, в зависимости от материала и толщин цикл длится 1,5-4,5 с.
Металлографические исследования и механические испытания
Процесс PPSW-сварки непрерывно совершенствуется в ходе проведения НИОКР при решении конкретных задач для различных областей промышленности, работающей с различным по толщинам, материалу и составу цинкового покрытия листами. В большинстве случаях для оценки возможности применения применений способа можно обойтись, по-видимому, исследованиями полученных точечных сварных соединений. На рис. 6 различима граница сварной ванны и зерна кристаллов, радиально вытянутых от периферии к центру. Данная кристаллизация типична для сравнительно медленного остывания, чему способствует 4 фаза-импульс процесса PPSW-сварки с его достаточно пологой рампой конца. Для модификации горелки с прорезями характерны лучи из продуктов удаления паров цинка.
В большинстве случаях для оценки возможности применения применений способа можно обойтись, по-видимому, исследованиями полученных точечных сварных соединений. На рис. 6 различима граница сварной ванны и зерна кристаллов, радиально вытянутых от периферии к центру. Данная кристаллизация типична для сравнительно медленного остывания, чему способствует 4 фаза-импульс процесса PPSW-сварки с его достаточно пологой рампой конца. Для модификации горелки с прорезями характерны лучи из продуктов удаления паров цинка.
Рис. 6. Типичная лицевая поверхность сварной точки при PPSW-сварке
(оцинкованная сталь): слева для варианта горелки с отверстиями для удаления паров цинка,
справа – для варианта горелки с пазами.
Рис. 7: Типичная нижняя поверхность сварного точечного соединения при PPSW-сварке
(различные цинковые покрытия): 1 – корень сварной точки;
2 – свободная от оксидов цинка область;
3 – белый налет из оксидов цинка.
На рис. 7 представлено характерное формирование корня сварной точки в области «булавочного прокола» нижней заготовки сжатой дугой. На нижней поверхности можно заметить белый налет из оксидов цинка, окружающий свободную от цинка область. В то время как лицевая поверхность, пребывая в атмосфере защитного газа, свободна от налета оксидов цинка, за исключением, выходящих за пределы сопла «лучей».
На нижней поверхности можно заметить белый налет из оксидов цинка, окружающий свободную от цинка область. В то время как лицевая поверхность, пребывая в атмосфере защитного газа, свободна от налета оксидов цинка, за исключением, выходящих за пределы сопла «лучей».
Проводимые с помощью клещей и тисков испытания на отрыв предоставляют информацию о прочности точечного сварного соединения. На рис. 8 представлен образец после испытания на разрыв с диаметром пробки в 8мм.
Рис. 8. Образец после испытания на отрыв с пробкой диаметром 8мм. Оцинкованная сталь, 1+1.
В рис. 9 представлен типичный случай приложения способа PPSW-сварки: соединение оцинкованного листа (1,5 мм) с неоцинкованной трубой прямоугольного сечения (2 мм).
Рис. 9. Случай сварки оцинкованного листа с трубой: слева – процесс, справа – полученное соединение.
На рис. 10 изображен макрошлиф точечного сварного соединения (1,0мм (15пс Ц1) + 1,0мм(15пс)). Диаметр литого ядра составляет 5 мм. На рис. 11 изображен макрошлиф точечного сварного соединения (1,5мм (15пс Ц1) + 1,5мм(15пс Ц1)). Диаметр литого ядра составляет 7 мм.
11 изображен макрошлиф точечного сварного соединения (1,5мм (15пс Ц1) + 1,5мм(15пс Ц1)). Диаметр литого ядра составляет 7 мм.
Рис. 10. Точечное сварное соединение. Сверху – 15пс Ц1 (1,0мм), снизу – 15пс (1,0мм).
Рис. 11. Точечное сварное соединение. Сверху – 15пс Ц1 (1,5мм), снизу – 15пс Ц1 (1,5мм). 7мм
На рис.12 и 13 представлены результаты механических испытаний на срез и полученные значения диаметров литой зоны или пробки. Хорошая воспроизводимость значений свидетельствует о стабильности качества PPSW-сварки.
Рис. 12. Диаграмма значений срезывающих усилий
для точечных сварных соединений: 15пс (1,5мм) Ц1+15пс (1,5мм) Ц1;
15пс (1,0мм) Ц1+15пс (1,0мм) Ц1.
Рис. 13. Диаграмма значений диаметров пробок при испытаниях на отрыв
для точечных сварных соединений: 15пс (1,5мм) Ц1+15пс (1,5мм) Ц1;
15пс (1,0мм) Ц1+15пс (1,0мм) Ц1.
В заключении на рис. 14 и 15. изображены 3-х и 5-ти листовые сварные соединения.
Рис. 14. Точечное сварное соединение 3 листов.
Точечное сварное соединение 3 листов.
Рис. 15. Точечное сварное соединение 5 листов.
Выводы
Усовершенствование горелки для PSW-сварки сделало возможным экономически рентабельное производство высококачественного точечного сварного соединения из оцинкованной листовой стали. Способ PPSW-сварки особенно выгоден при производстве точечного сварного соединений с односторонним доступом. Также данный способ имеет значительный потенциал по применению в ремонтных работах по исправлению дефектов автоматической контактной точечной сварки. Качество полученных соединений было продемонстрировано на макрошлифах и образцах после механических испытаний на растяжение и отрыв. Появляются новые технологические возможности для конструирования и производства изделий из оцинкованной листовой стали.
Список литературы:
1. S.Giesler about PPSW-welding (GST Dresden 2008)
2. Г.И. Лобжа, А.В. Коновалов, И.В. Стрельников. Влияние зазора на прочность и диаметр литого ядраплазменной сварной точки для сочетаний толщин 2,5+1 и 2,5+2 мм // Материалы I Всеросс. научн.-практ. конф. «Прогрессивные технологии и перспективы развития», 5 6 ноября 2009 г. – Тамбов: Изд-во ТГТУ, 2010. – С.126-129.
научн.-практ. конф. «Прогрессивные технологии и перспективы развития», 5 6 ноября 2009 г. – Тамбов: Изд-во ТГТУ, 2010. – С.126-129.
3. Лобжа Г.И., Коновалов А.В., Стрельников И.В. Плазменная точечная сварка низкоуглеродистых сталей// II Всероссийские научные Зворыкинские чтения. Сб. тез. докладов II ВМНК «НПМ -БР» в рамках ВН «Зворыкинские чтения» (Муром, 23 апреля 2010 г.). -Муром: Изд. ПЦ МИ ВлГУ, 2010. — 1119 с., ил. С. 307-309
4. Г.И. Лобжа, А.П. Акимкин, И.В. Стрельников, А.В. Коновалов. Размеры и дефекты PSW-соединения для различных режимов сварки // Сварка и диагностика. Вып. №5 – Москва: МГТУ, 2009. – С.45-49.
Как и чем можно сварить оцинковку
Сварка оцинковки – ответственный процесс, который характеризуется низкой рабочей температурой при расплавлении присадочных материалов. Мы расскажем о сварке инвертором и полуавтоматом. Подскажем, какие электроды лучше выбрать.
Сварка оцинковки – ответственный процесс, который характеризуется низкой рабочей температурой при расплавлении присадочных материалов. Мы расскажем о сварке инвертором и полуавтоматом. Подскажем, какие электроды лучше выбрать.
Мы расскажем о сварке инвертором и полуавтоматом. Подскажем, какие электроды лучше выбрать.
Сварка оцинковки – ответственный процесс, который характеризуется низкой рабочей температурой при расплавлении присадочных материалов. Сложность работ обусловлена свойствами цинка: его температура плавления всего 420 °C. Небрежное отношение к технологии сварочных работ может привести к выгоранию защитного слоя цинка, что влечет за собой дефекты соединения: трещины или поры шва.
Особенности сварки оцинковки
Легкоплавкость защитного слоя делает сварку оцинкованной стали непростой задачей. Подбор оптимального режима сварки не сможет ее решить. Выход из ситуации – ручная дуговая сварка инвертором с применением специальных электродов с защитным покрытием. Альтернатива – применение присадочной проволоки и полуавтомата для работы в среде защитного газа.
Важно! Пары цинка – опасное вещество. Категорически не рекомендуем производить сварку оцинковки в непроветриваемых помещениях. Не следует забывать про средства индивидуальной защиты – использование респиратора обязательно!
Не следует забывать про средства индивидуальной защиты – использование респиратора обязательно!
Присадочный материал имеет медно-кремниевую или алюминиево-бронзовую рабочую составляющую, которая положительно влияет на качество сварки. Особенности данного процесса следующие:
1. Обработка шва. Полученное соединение легко поддается механической обработке.
2. Качество соединения. Шов имеет катодную защиту и не подвержен воздействию коррозии.
3. Стабильность процесса. Он характеризуется практически полным отсутствием брызг и малой степенью выгорания.
Сварка отверстий в оцинковке имеет свои особенности. Заделка отверстий предполагает их предварительную очистку от загрязнений, следов коррозии или нефтепродуктов. При значительном диаметре окна используют специальные конусные вставки, которые точечным методом фиксируются по периметру. При толщине металла более 2 мм применяются перегородки или пробки из низкоуглеродистого металла. Незначительные проколы предварительно рассверливают до размера 18–20 мм. Внутренняя поверхность отверстия должна быть гладкой, без следов резьбы или каких-либо загрязнений.
Внутренняя поверхность отверстия должна быть гладкой, без следов резьбы или каких-либо загрязнений.
Требуемые расходные материалы
Трудоемкость процесса зависит от толщины листа. Профессиональные навыки сварщика и надежный сварочный аппарат будут бесполезны при использовании некачественного присадочного материала. Главный показатель проволоки – низкая температура плавления. При этом будет плавиться только присадка, а не сталь. Это придает сварочному процессу характерные признаки пайки. CuSi₃ – наиболее известная проволока из медно-кремниевого сплава. Процентное содержание меди может достигать 97%. Ее основное предназначение – сварка меди, но она прекрасно подходит для оцинковки. Конечная прочность соединения не очень высока, зато легко поддается обработке.
Обратите внимание! Кремний, один из компонентов данной проволоки, наделяет ее повышенной текучестью. Будьте аккуратны при работе.
Помимо вышеуказанной проволоки при сварке оцинковки применяют другие виды:
1. ОК Autrod 19.30. Продукт концерна ESAB, специально разработанный для работы с оцинковкой. В состав входят кремний, марганец и сера, повышающие качественные характеристики соединения.
ОК Autrod 19.30. Продукт концерна ESAB, специально разработанный для работы с оцинковкой. В состав входят кремний, марганец и сера, повышающие качественные характеристики соединения.
2. CuSi₂Mn. Позволяет получить высокопрочное соединение благодаря содержанию марганца. Высокая прочность затрудняет последующую обработку поверхности.
3. CuAl8. Проволока предназначена для сварки металла, защищенного цинк-алюминиевым сплавом.
Какие электроды выбрать
Существует несколько видов электродов с рутиловым или основным покрытием, подходящих для работы с оцинковкой: УОНИ13/55; ДСК50; ОЗС4; АНО4; МР3; АОНИ13/45.
Выбор электродов зависит от типа материала. Например, для сварки оцинкованного листа из низкоуглеродистого металла лучше использовать рутиловые электроды ОЗС4 или МР3, а соединение низколегированного металла предусматривает использование материалов с основным покрытием – УОНИ 13/55 или ДСК50.
Правила сварки полуавтоматом
При соединении по данной технологии должна применяться присадочная проволока особого типа, виды которой были рассмотрены выше. Также существует несколько особенностей. Они помогут добиться качественного результата.
Также существует несколько особенностей. Они помогут добиться качественного результата.
1. Подключение. Плюсовая клемма подводится к горелке, а минусовая крепится на поверхность оцинкованного металла.
2. Выбор силы тока. Имеется прямая зависимость между силой тока и скоростью подачи присадочного материала. Повышение первого параметра ведет к увеличению второго.
3. Токосъемник. Данный элемент необходимо подбирать с учетом диаметра сечения проволоки. Не следует забывать про периодичность замены токосъемника: срок его службы невелик, за что считается расходным материалом.
4. Рукав подачи проволоки. Он должен иметь жесткую структуру, которая не позволит избежать перегибов. В противном случае подача проволоки будет нарушена.
5. Толщина материала. Тонколистовой металл требует особого подхода: при толщине оцинковки мене 1 мм следует использовать точечную технологию соединения.
6. Напряжение сети. Перепады напряжения – частое явление как дома, так и на производстве. При низких показателях рекомендуем использовать проволоку меньшего диаметра: она легче плавится, что нивелирует недостаток напряжения.
При низких показателях рекомендуем использовать проволоку меньшего диаметра: она легче плавится, что нивелирует недостаток напряжения.
7. Работа без защитного газа. В этом случае плюс подключают к оцинковке. Метод требует использования специальной проволоки.
Дополнительная информация. Продвинутые модели полуавтоматов имеют режим Sinergic. Он способен облегчить жизнь, автоматически настраивая большинство параметров сварки.
Правила сварки инвертором
Инверторное оборудование часто применяют для работы с тонколистовым металлом. Для соединения используется ток обратной полярности: плюс подключают к держателю, а минус – к оцинкованному металлу. В результате электрод поддается значительному температурному воздействию, которое обеспечивает качество соединения. Особенности технологического процесса соединения оцинковки инвертором следующие:
1. Диаметр сечения электрода. Не рекомендуется варить оцинковку электродом большого диаметра. Максимально допустимое значение – 2 мм.
2. Легкоплавкость электрода. Материалы с повышенным коэффициентом расплавления работают при меньших значениях тока, что особенно важно для оцинковки.
3. Интенсивность движения. Оцинковка не терпит резких движений. Следить за плавностью перемещения дуги.
4. Угол наклона. Во избежание прогаров угол наклона электрода не должен находиться в диапазоне 45–90 °C.
Разработано множество методов сварки оцинковки. Выбор подходящего способа зависит от конкретных условий работы, типа материала и характеристик оборудования. Перед выполнением работ рекомендуем ознакомиться с особенностями процесса и требованиями техники безопасности.
Как сваривать и паять оцинкованные листы
Оцинковкой называют тонкие листы из стали с защитным цинковым покрытием. Они востребованы в различных областях производства и промышленности. Популярность этого материала обусловлена высоким уровнем устойчивости к влиянию внешней среды, в том числе агрессивной.
Тонкий слой цинка предотвращает возможность разрушения из-за коррозии. Однако это достоинство имеет и обратную сторону: сварка и пайка материала сильно усложняются.
Однако это достоинство имеет и обратную сторону: сварка и пайка материала сильно усложняются.
Для качественной сварки оцинковки нужно выбрать подходящие присадки
Как спаять оцинковку
Этот вариант предпочтителен, поскольку меньше разрушает основу.
Для спайки оцинковки с листа убирают защитное покрытие. Используют один из трех способов:
- Термический – обжигание газовой горелкой с торцевых краев.
- Механический – обработка материалом с абразивной поверхностью.
- Химический – устранение слоя цинка с помощью щелочи или кислоты.
После зачистки деталь очищают от пыли и наносят канифоль на место спайки. Затем следует приложить припой и расплавить его паяльником. В качестве флюса используют борную кислоту. Важно равномерно нагревать соединяемые детали.
Сварка оцинкованных листов
Перед использованием любого способа сварки поверхность также освобождают от цинкового покрытия. Это важно для герметичности шва, профилактики появления пор и трещин. Толщина зачищенного слоя должна быть минимальной, иначе антикоррозийные свойства снизятся.
Толщина зачищенного слоя должна быть минимальной, иначе антикоррозийные свойства снизятся.
Цинк плавится при температуре 400 градусов, а испаряется при 900 градусах. Поэтому нужно учитывать, какую толщину имеет лист стали и его покрытие. В зависимости от этих показателей разрабатывают технические условия и подбирают тип электрода.
Так как основу оцинкованного листа составляет сталь, то и методы сварки применяют те же, что при работе с углеродистым металлом:
- Аргонодуговую.
- Электродуговую.
- Полуавтоматическую.
Если снятие наружного слоя невозможно по техническим причинам, используют электроды с покрытием из рутила. Оксид титана, входящий в его состав, обеспечивает герметичный и прочный шов, делает процесс зажигания дуги проще.
Работа со сталью с цинковым покрытием требует опыта и специальных навыков. Чтобы сварить низколегированную сталь, потребуется электрод с сильноосновным флюсом. Например, ДСК-50.
Предотвратить образование пор можно, превысив силу тока на величину от 10 до 50 Ампер. Промежуток между кромками приходится расширять примерно вдвое. При выполнении всех требований шов получается прочным.
Промежуток между кромками приходится расширять примерно вдвое. При выполнении всех требований шов получается прочным.
При толщине покрытия от 15 до 40 мкм более эффективен другой метод. Он представляет собой чередование возвратных и поступательных движений до момента полного очищения оцинковки. Очень важно точно соблюдать установленные границы, чтобы не нанести повреждений. Этот способ позволяет получить шов высокой прочности.
Сварка полуавтоматом с подходящими присадками дает качественный результат. Высокую эффективность показывают присадки, которые содержат медь вместе с Mg, Al и Si. От того, сколько процентов в составе имеет каждое вещество, зависит простота будущей обработки и прочность соединения. Медь и кремний дают не слишком прочный шов, но его легко обработать впоследствии.
Медно-алюминиевый неорганический композит подходит для конструкций с содержанием алюминия. Вещество из кремния, меди и марганца позволяет получить высокопрочный шов. Но обработать его сложно, придется потратить время и приложить усилия.
Зачистку рабочей зоны проводят в строго обозначенных масштабах. Медь начинает плавиться раньше, чем сталь, поэтому такой способ сварки похож на запаивание. При грамотном и профессиональном выполнении всех этапов от коррозии защищены и основной металл, и полученный шов. При нагреве до температуры сварки материалы не разбрызгиваются. Оцинкованные детали соединяются очень прочно.
Чтобы обеспечить стабильность работы, важно тщательно выбрать источник электропитания, отрегулировать режим. Максимально качественный шов получается при использовании импульсного тока в инертном аргоне. Альтернатива ему – диоксид углерода, гелий и другие защитные газы. Для работы с оцинковкой часто используют точечную сварку, но из-за нюансов в технологии она подходит для листа толщиной не более половины миллиметра.
После сварки или пайки оцинкованных листов нужно обязательно проверить качество шва
Полезные советы
При сварке или пайке оцинкованной стали в воздух выделяются токсичные вещества как из защитного слоя, так и из применяемых припоев и флюсов. Проводить эти работы нужно в строгом соответствии с правилами техники безопасности.
Проводить эти работы нужно в строгом соответствии с правилами техники безопасности.
Также рекомендуем обратить внимание на следующие нюансы:
- После очистки площади соединения металлической щеткой нужно восстановить покрытие на шве и месте присоединения клеммы специальным составом. Он продается в емкостях маленького объема и аэрозольных упаковках.
- На стыке нужно увеличить силу тока до 15 А, а скорость, наоборот, снизить. В итоге образуется валик высокой плотности. Он выдерживает высокую нагрузку на изгиб.
- Контроль качества шва и минимизация разбрызгивания металла возможны при короткой дуге. Также сводится к минимуму возможность прожечь искрами цинковый слой.
- Оборудование настраивают на низкотоковый режим. При работе с инвертором полуавтоматом это режим Synergic. Сила тока на инверторе – на 10 А ниже базового значения.
Новичку нужно обязательно проверять, насколько качественным получился шов. Когда будет снят шлак, его можно осмотреть визуально. Выявить дефект можно посредством простукивания.
Выявить дефект можно посредством простукивания.
Как варить оцинковку: какими электродами варить оцинковку
Оцинкованная сталь пользуется неизменным спросом и обрела популярность во многих потребительских сферах. Такую популярность материал приобрел благодаря своей устойчивости к агрессивным воздействиям из вне. Оцинкованная сталь обладает достаточно высокой устойчивостью к коррозии и способна служить довольно длительное время. Достигается это путем нанесения на стальные листы цинкового слоя толщиной от 2 до 150 мкм. Однако цинковое покрытие является не только защитой стальных изделий от неблагоприятных воздействий, но и фактором, значительно усложняющим процесс обработки металла, в частности его сварку.
Для того, чтобы ответить на вопрос: как варить оцинковку, необходимо более подробно рассмотреть все аспекты, связанные с этим процессом.
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СВАРКЕ ОЦИНКОВКИ
Основными нюансами, которые следует учитывать в процессе сварки оцинковки, являются температура плавления цинка и токсичность выделяемых им паров.
Сложность сварки оцинкованных изделий обуславливается тем, что температура плавления стали составляет 1100C, а цинковое покрытие плавится при 906C. Данное расхождение не позволяет использовать обычные методы сварки в связи с риском повреждения защитного слоя и утраты изделием устойчивости к окислению.
Неблагоприятные проявления в процессе сварки оцинкованного металла заключаются в том, что:
- При температуре 906 градусов, цинк плавится и переходит в газообразное состояние;
- Проникая в основу, выделяемые пары разрушают структуру металла;
- Происходит нарушение шва оцинковки;
- Токсичные пары поступают в окружающее пространство.
Именно поэтому, обработка оцинкованных изделий требует проведения дополнительных подготовительных мероприятий и тщательного подбора используемого оборудования.
Сварочное оборудование для оцинкованного металла
Перед началом работы подготавливают следующие приспособления и инструменты:
- сварочный полуавтомат или инвертор, выдающие необходимые напряжение и силу тока;
- газовую горелку;
- баллоны с аргоном и ацетиленом;
- держатель электродов, механизм подачи расходного материала;
- шланг для подсоединения держателя к баллону.

Рекомендуется использовать сварочный агрегат с установленными параметрами тока. Это упрощает процесс настройки оборудования. Эта функция необходима начинающему сварщику, не имеющему опыта сварки оцинковки.
ЭТАПЫ РАБОТЫ С ОЦИНКОВКОЙ
Удаление цинкового покрытия
Данная процедура необходима для того, чтобы расплавленный цинк, попав в область шва, не ухудшил его качество. Существует три основных способа зачистки:
Механический
Данный способ зачистки оцинковки осуществляется при помощи жестких абразивных средств, металлических щеток и наждачной бумаги.
Химический
Заключается в воздействии на покрытие кислотой, или щелочью. После осуществления необходимой экспозиции, изделие тщательно промывается и высушивается.
Термический
Заключается в обжиге краев изделия при помощи газовой горелки. Следует учитывать, что воздействие высоких температур провоцирует высвобождение токсичных паров.
Подбор электродов
Для того, чтобы выбрать, какими электродами варить оцинковку, необходимо учитывать ряд нюансов. Выбор электродов осуществляется с учетом типа свариваемой стали.
Выбор электродов осуществляется с учетом типа свариваемой стали.
Можно выделить 2 основных вида электродов:
- С рутиловым покрытием (АНО-4, МР-3, ОЗС-4). Подходят для сваривания стали с низким углеродным содержанием. Наличие оксида титана значительно упрощает зажигание дуги, гарантирует прочность шва и его герметичность, а также минимизирует разбрызгивание;
- С сильноосновными флюсами (УОНИ13/45, УОНИ13/55, ДСК-50). Подходят для сталей низкого легирования.
Подбор присадочного материала
Основное требование к проволоке, используемой в качестве присадочного материала — низкая температура плавления, варьирующаяся от 900 до 1100 градусов. Соблюдение этого условия позволит добиться качественного шва, так как в этом случае проволока будет плавиться, не повреждая и не оплавляя сам материал.
Особенности соединения оцинкованных труб
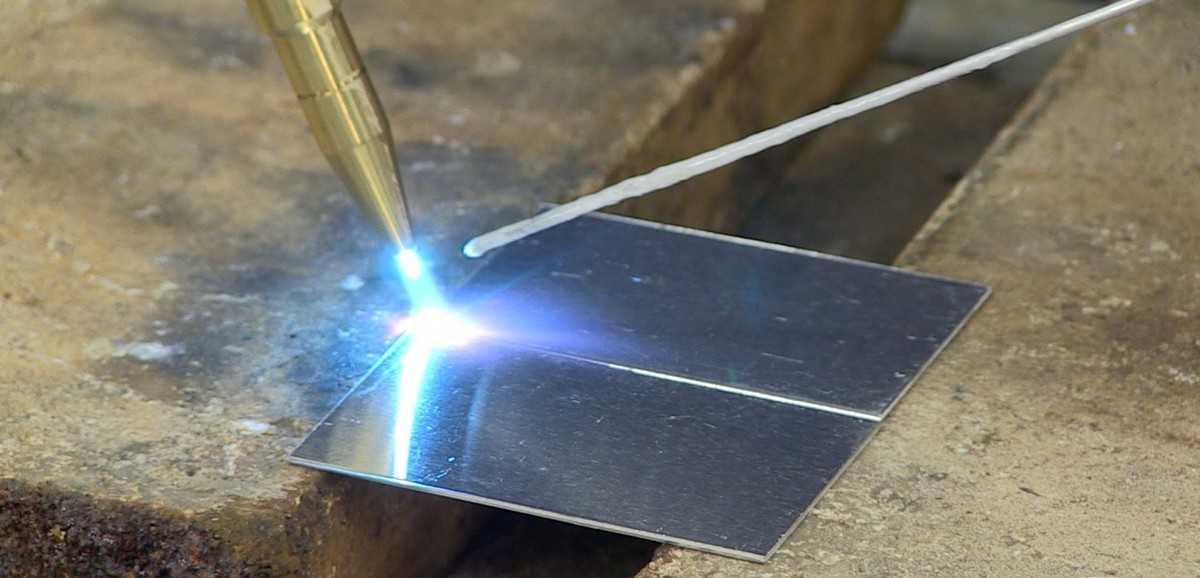
Покрытые защитным составом стальные элементы трубопровода соединяют так:
- Подключают горелку, прогревают края деталей на расстояние не менее 30 см от торцов. Процедуру завершают, когда флюс становится прозрачным.
- Присадочный материал прикладывают к торцам, расплавляют его горелкой. Полужидкий материал должен заполнить зазор между трубами.
- Дожидаются затвердевания шва, выполняют заключительную обработку.
 Процедуру завершают, когда флюс становится прозрачным.
Процедуру завершают, когда флюс становится прозрачным.Горелку держат под наклоном не более 95°, проволоку подают под углом 15-30°.
КАКИЕ ЕСТЬ ВИДЫ ПРОВОЛОКИ ДЛЯ СВАРКИ ОЦИНКОВКИ
- CuSi3. Проволока с 97% содержанием меди. Целевым назначением является сваривание медных изделий. Использование для сварки оцинковки является целесообразным и позволяет добиться легкообрабатываемого соединения. Минусом в данном случае будет являться то, что такое соединение не будет иметь очень высокого показателя прочности. Стоит учитывать, что входящий в состав сплава кремний обладает высокой текучестью, что требует повышенной осторожности при работе;
- Autrod 19.30. Целевым назначением является сваривание оцинкованных изделий. Соединение кремния, марганца и серы позволяет добиться достаточно крепкого соединения;
- CuSi2Mn. Создает соединение с очень высокими показателями прочности. В связи с повышением показателя, усложняется процесс дальнейшей обработки;
- CuAl8. Целевым направлением является сваривание металла, обработанного сочетанным цинково-алюминиевым сплавом.
 Создает соединение с очень высокими показателями прочности. В связи с повышением показателя, усложняется процесс дальнейшей обработки;
Создает соединение с очень высокими показателями прочности. В связи с повышением показателя, усложняется процесс дальнейшей обработки;Нюансы проведения
Имеется несколько технологий покрытия цинком металлических изделий, с разной толщиной защитного слоя. При сварке стали с оцинкованной плёнкой, например, листового материала, происходит резкое нагревание до температуры выше 1 тыс. градусов, а это провоцирует такие последствия:
- цинк расплавляется и начинает испаряться;
- пары проникают в металл детали и нарушают её структуру;
- испарения влияют на качество шва.
Пары цинка, содержащиеся в воздухе, имеют высокую токсичность, что особо опасно для окружающих, поэтому нужна мощная вентиляция не только около места проведения работ, но и всего помещения.
ОБЩИЕ ПРАВИЛА И РЕКОМЕНДАЦИИ ДЛЯ СВАРКИ ОЦИНКОВКИ
Вне зависимости от типа сварки оцинковки, необходимо:
- Исполнять шов наплывным методом по средствам частого отрыва электрода;
- Продление варочной ванны производится постепенно для недопущения риска повреждения;
- В случае, если цинковое покрытие не было удалено, необходимо дождаться его абсолютного выгорания до того момента, когда начнет расплавляться сама сталь. В противном случае после охлаждения возможно растрескивание и вспучивание шва;
- Оцинкованная сталь, толщина которой превышает 4 мм должна обрабатываться по краям по методу нанесения фаски, глубина которой составляет 1/3 листовой толщины;
- Все работы производятся со строжайшим соблюдением мер защиты и техники безопасности. Для этих целей используются маски с принудительным нагнетением воздуха и мощные вентиляционные системы.
 В противном случае после охлаждения возможно растрескивание и вспучивание шва;
В противном случае после охлаждения возможно растрескивание и вспучивание шва;Подготовительные работы
Перед началом сварки детали подготавливают следующим образом:
- При толщине элемента более 5 мм делают скос под наклоном 80° на расстоянии 1 мм от края.
- Очищают торцевые части от грязи и пыли. Удаляют заусенцы, выравнивают кромки.
- Обезжиривают поверхности химическими средствами.
- Соединяют свариваемые детали, выставляя их в положении, требуемом для сварки. Зазор между кромками должен составлять 3 мм.
- Равномерно распределяют флюс вдоль будущего шва. Толщина слоя должна составлять 2 мм, ширина – 20 мм.
ВИДЫ СВАРКИ ОЦИНКОВАННОЙ СТАЛИ
Сварка оцинковки полуавтоматом
Такой метод сварки имеет ряд особенностей:
- Подключение. «+»клемму подводят к горелке, а»-«к поверхности;
- Сила тока. Увеличение силы тока приводит к увеличению скорости подачи присадки;
- Подбор съемника тока. При подборе учитывается диаметр сечения проволоки. Необходимо вовремя производить замену, не дожидаясь значительного изнашивания;
- Выбор рукава подачи присадки. Необходимо выбирать жесткие рукава, не допускающие перегибов и нарушения подачи присадочного материала;
- Учет толщины листа. Тонкие листы толщиной 1мм. и менее, подвергаются точечной сварке;
- Напряжение. При возможности перепадов напряжения, рекомендуется использовать проволоку наименьшего диаметра, имеющую высокую скорость плавления, необходимую для компенсации недостатка напряжения сети;
- Техника без использования защитного газа. В данном случае, «+»клемма подключается к оцинкованной поверхности.

Преимущества метода:
- Возможность работы без создания защитной атмосферы;
- Хорошие показатели ровности шва;
- Простота в соблюдении параметров тока.
Отрицательные качества:
- Не рекомендуется проводить сварку при порывах ветра и в присутствии мощных вентиляционных систем;
- Необходимы крупногабаритные газовые баллоны;
- Необходимы жесткие рукава подачи присадки.
Сварка инвертором
Особенности сварки оцинковки при работе инверторным методом:
- Подбор диаметра электрода. Оптимальным сечением будет диаметр не более 2мм;
- Учет легкоплавкости электродов. Чем выше коэффициенты расплавления, тем ниже значения тока;
- Техника движения. Необходимо соблюдать плавность перемещения дуги;
- Соблюдение угла наклона. Соблюдение угла в пределах 45 градусов, позволяет избежать риска прогорания.
- Соблюдение распределения полярности. В связи с тем, что данный метод сварки применяется в основном к тонколистовому металлу, необходимо учитывать, что в этом случае работа производится током обратной полярности. Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности.
 Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности.
Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности.Этапы процесса сваривания оцинкованной стали при работе с трубопроводом.
- Подготовка. Учитывается толщина заготовки. Если она превышает 3мм, под углом в 80 градусов делается скашивание поверхности на расстояние 1-1.5мм по поверхности шва. Торцы изделия зачищаются от зазубрин и загрязнений и обезжириваются. Свариваемые элементы выкладываются ровно с соблюдением зазора в 3мм. Вдоль сварочного шва наносится 2мм слой флюса.
- Сварка. Производится в следующие этапы: — детали, подлежащие сварке прогревают на расстояние не менее 300мм от свариваемых краев; — флюс подвергается нагреву до прозрачного состояния; — присадка накладывается на поверхность и расплавляется при помощи газовой горелки до полного заполнения пустоты; — припой располагается перед пламенем горелки. Допустимые углы наклона составляют 95 градусов для горелки и 15-30 для проволоки.
- Завершение процесса. Флюс удаляется, шов зачищается. По окончании зачистки, поверхность обрабатывается антикоррозийным составом.
 По окончании зачистки, поверхность обрабатывается антикоррозийным составом.
По окончании зачистки, поверхность обрабатывается антикоррозийным составом.Точечная сварка
Метод точечной сварки оцинковки получил наиболее широкое распространение в автомобилестроении. Получаемая точка отличается высокой прочностью. Линия разрыва не затрагивает область сварки, а проходит по поверхности листа. Следует учитывать, что использование точечного метода приводит к ускоренному изнашиванию электродов и требует больших энергетических затрат. В связи с этим, наиболее целесообразно проведение автоматической корректировки режимов и настроек в условиях профессиональных сварочных рабочих мест.
Общая информация
Итак, как мы уже писали выше, оцинковка представляет собой защиту металла от повреждений и коррозии. При этом слой цинка может варьироваться от 1 до 20 микрометров. Чем больше слой, тем лучше защита.
Кстати, наиболее сильны именно антикоррозийные свойства цинка. Даже если вы поцарапаете металл или оставите на нем вмятину, коррозия образуется с минимальной вероятностью. По этой причине металл часто цинкуют при производстве автомобилей и кораблей.
По этой причине металл часто цинкуют при производстве автомобилей и кораблей.
Оцинковка не только защищает металл от коррозии, но и обладает рядом других достоинств. При работе с оцинковкой металл практически не разбрызгивается, что очень удобно, особенно для новичков. Также в зоне формирования шва обеспечивается дополнительная катодная защита металла. Кроме того, готовый шов не нуждается в трудоемкой обработке.
Как сваривают оцинкованный металл: методы, особенности
24.10.2020
Необходимость сварки оцинкованной стали возникает при производстве труб или фасонного металлопроката, соединениях труб под углом без изгиба, прямого соединения труб для получения длинного трубопровода и т.п. Оцинкованный металл по сути остаётся обычным металлом с его высокой или низкой способностью к свариванию, поверхность которого покрыта защитным слоем цинка толщиной от 2 до 150 мкм.
В чём особенности сварки оцинкованного металла?
Способы и методы сварки оцинкованного металла и обычного имеют некоторые отличия, связанные, прежде всего, с температурными условиями. Сварка оцинкованного листа или рулонной стали происходит при температуре свыше 1000 градусов Цельсия, тогда как температура плавления цинка находится на уровне 450 градусов. Плавящийся цинк переходит в жидкое, а затем, при температуре свыше 900 градусов — в газообразное состояние. Цинковые пары проникают в структуру металла в месте сварки, нарушая её и делая металл более ломким, образуя поры и микротрещины. Вдыхание паров цинка опасно для здоровья, особенно в больших количествах.
Сварка оцинкованного листа или рулонной стали происходит при температуре свыше 1000 градусов Цельсия, тогда как температура плавления цинка находится на уровне 450 градусов. Плавящийся цинк переходит в жидкое, а затем, при температуре свыше 900 градусов — в газообразное состояние. Цинковые пары проникают в структуру металла в месте сварки, нарушая её и делая металл более ломким, образуя поры и микротрещины. Вдыхание паров цинка опасно для здоровья, особенно в больших количествах.
Кром того, в околошовной зоне получаются участки с отсутствием цинкового слоя, что в дальнейшем приведёт к коррозии металлов в этом месте.
Учитывая вышеуказанные причины, слой цинка в месте шва перед сваркой стоит удалить, и варить металл, а место шва защищать отдельно.
Какие методы сварки применяются для оцинкованного металла?
Как правило, для оцинкованной стали используются те же методы сварки, что и для углеродистых марок стали. Это:
- ММА — ручная электродуговая сварка.
- TIG – ручная аргонодуговая сварка.
- MIG/MAG – полуавтоматическая сварки при погружении металла в среду активных и инертных газов.
- Контактная точечная сварка – для тонколистовой стали (жесть 0,45 мм).

Для низкоуглеродистых сталей подбираются особы виды электродов – электроды с сильноосновными флюсами (УОНИ-13/45, УОНИ-13/55, ДСК-50).
Удаление цинкового покрытия
Цинковое покрытие в месте шва удаляют механическим способом (абразивом – наждачной бумагой, шлифовальным кругом), термическим (испаряют при нагреве, но метод вреден для здоровья) или химическим.
Если слой оцинковки тонколистовой стали мал, то удаление механическим способом проблематично. Его испаряют термическим способом, дожидаясь, пока цинк выгорит весь, иначе качество сварного шва будет значительно снижено.
Обработка сварного шва
Для методов, оставляющих шов открытым (без применения электродов на меди, алюминия и т.п.), требуется дополнительная обработка шва грунтовкой или спреем на основе цинка или других антикоррозионных соединений.
Особенности разных методов сварки
Электродуговая сварка
Используется для стали толщиной не менее 1,5 мм со значительным снижением скорости сварки относительно скорости для неоцинкованной стали. Используемая сила тока отличается для разных видов электродов: на обычных электродах снижение силы тока относительно требований для неоцинкованной стали составляет 6-10 А. Использование электродов, предназначенных для оцинковки (ЦУ-5, ЦЛ-20, ЦЛ-39) требует, напротив, повышения силы тока на 10-50А, а также увеличивается зазор между элементами. Увеличивая силу тока, важно не допустить сквозного прогорания тонколистовой стали.
Полуавтоматическая сварка
Для металлов 1,5-2 мм толщиной и выше. До 4 мм металл обрабатывается за один проход, свыше – за несколько. Большинство полуавтоматов предлагают выбрать режим работы для конкретного типа металла. Если на данном полуавтомате требуемый режим отсутствует, имеет смысл провести эксперимент на обрезках для определения оптимального варианта без повреждения стали. Для создания защитного газа в месте сварки используют присадочные материалы на основе меди или алюминия: это позволяет нагревать меньшую площадь металла, не разбрызгивать расплав и сразу защитить шов от проявлений коррозии. Присадки на основе кремния также позволяют защитить шов, но снижают его прочность, так как соединение обладает высокой текучестью.
Для создания защитного газа в месте сварки используют присадочные материалы на основе меди или алюминия: это позволяет нагревать меньшую площадь металла, не разбрызгивать расплав и сразу защитить шов от проявлений коррозии. Присадки на основе кремния также позволяют защитить шов, но снижают его прочность, так как соединение обладает высокой текучестью.
После сварки остатки припоя снимаются щёткой и водой.
Аргонодуговая сварка
Это сварка с применением защитного газа аргона для защиты металла от прогорания. Используется для стали толщиной 0,3-1 мм. В работе применяются вольфрамовые электроды. Особенности сварки – в возможном разбрызгивании металла, что может снизить декоративные свойства, поэтому остатки привара и брызги удаляют сразу. Шов обрабатывают цинковым спреем-грунтовкой.
Контактная (точечная) сварка
Идеально подходит для жести, так как снижает вероятность прогорания. Используется вместе с электродами БрХ и БРХЦр на основе бронзы. Шов равномерно проваривается по всей длине, остаётся прочным, но перерасходует электроэнергию. Для сварки стали толщиной более 1,5 мм требуется предварительная проковка – соединение деталей ударами молота.
Для сварки стали толщиной более 1,5 мм требуется предварительная проковка – соединение деталей ударами молота.
Роботизированная сварка оцинкованной стали
Оцинкованная сталь становится все более популярной в автомобилестроении в качестве коррозионно-стойкого покрытия на сталях. В основном, он наносится методом горячего погружения, когда вы фактически погружаете материал в расплавленный цинк и покрываете его таким образом. Есть также гальванопокрытие и гальваническое покрытие.
Максимум, с чем я имел дело в полевых условиях, это горячее погружение. Делать это таким образом намного дешевле, и покрытие, казалось, держалось немного лучше только из-за большей толщины покрытия.
Сегодня многие производители автомобилей перейдут на горячее цинкование погружением, потому что они используют более тонкие материалы. Вы видите это больше в сварке из-за облегчения, которое делают OEM-автопроизводители. Поставщики уровня 1 теперь также должны учитывать это в своем сварочном процессе.
Проблемы сварки оцинкованных материалов
Так что же делает это проблемой, когда речь идет о роботизированной сварке? Самым большим препятствием является то, что оцинкованный материал плохо плавится и не соединяется с расплавленным сварочным материалом.
Цинк имеет гораздо более низкую температуру плавления, чем сталь, и к тому времени, когда вы нагреваете сталь, чтобы иметь возможность плавиться вместе, вы испаряете цинк, потому что у него гораздо более низкая температура плавления, чем у стали. . Вы на самом деле сжигаете его и создаете газ.
Это первая большая проблема с пористостью оцинкованной сварки. У вас есть выделение газа из цинкового материала с поверхности стали, а затем это выделение газа может быть либо:
- Попасть в ловушку расплавленной сварочной ванны и создать внутреннюю пористость
- Добраться до точки выхода и создать видимую пористость в сварном шве
Чрезмерное разбрызгивание
Другой серьезной проблемой при сварке оцинкованной стали являются брызги. При выделении газа, когда он выкипает, это фактически создает возмущение в сварочной ванне, поскольку цинк выкипает из материала и создает больше брызг, потому что вы нарушаете сварочную ванну. У вас в сварочной ванне лопаются пузырьки газа, из-за чего расплавленный металл разлетается повсюду.
При выделении газа, когда он выкипает, это фактически создает возмущение в сварочной ванне, поскольку цинк выкипает из материала и создает больше брызг, потому что вы нарушаете сварочную ванну. У вас в сварочной ванне лопаются пузырьки газа, из-за чего расплавленный металл разлетается повсюду.
Этот чрезмерный тип разбрызгивания создает кошмар для обслуживания вашего инструмента из-за брызг и цинкового порошка. Он прилипает ко всему и везде и образует очень мелкие частицы, которые оседают повсюду. Может действительно повредить ваш инструмент, наращивая блоки ржавчины, что затем создает проблемы с размерами, когда вы собираете детали.
Брызги цинка также вызывают ошибки при столкновении со сварочными горелками из-за накопления брызг и пыли на инструментах.
Вытяжка дыма Сварка оцинкованных материалов
Третье место – забота об окружающей среде. Гальванизированный сварочный дым токсичен для вдыхания, поэтому требуется надлежащая вентиляция. Улавливание паров цинка до того, как они попадут к вашим операторам или сварщикам, — это большое дело, и сейчас к этому относятся гораздо серьезнее.
Плотность дыма, выделяемого при сварке оцинкованных деталей, создает огромную потребность в удалении дыма. Недооценка этого может привести к огромным затратам времени и бюджета на промышленное оборудование.
Когда мы впервые приобрели оборудование для удаления дыма, чтобы контролировать сварочные дымы от нашего процесса цинкования, нам сказали, что при нормальных условиях эти фильтры необходимо чистить один или два раза в год.
Фильтры пришлось чистить три раза в квартал. Это означало, что весь цех должен был временно остановить производство, чтобы заменить экстракционные фильтры. Выполнение очистки или замены такого масштаба может стоить до 100 000 долларов, если потребность в оборудовании так высока.
Это оказалось большим, но необходимым бременем затрат, потому что мы недооценили потребность в удалении дыма для оцинкованных материалов. Вы также должны быть осторожны с тем, как вы его утилизируете, потому что вы не можете просто вытащить его и выбросить. Его нужно правильно утилизировать. Обычно вам необходимо иметь группу промышленной безопасности, которая понимает воздействие на окружающую среду и может правильно утилизировать ее.
Типы сварочной проволоки для оцинкованной стали
Способы сварки оцинкованной стали существенно различаются в зависимости от выбранного вами присадочного металла. Независимо от того, выберете ли вы проволоку со сплошным сердечником или проволоку с металлическим сердечником, у вас будут различные проблемы, на которые вам придется обратить внимание, чтобы успешно сварить без необходимости постоянного обслуживания.
Проволока со сплошным сердечником
Со сплошной проволокой можно получить хороший сварной шов. Но в итоге вы получите огромное количество брызг. Лучший способ борьбы с таким скоплением брызг — снижение скорости движения.
Это позволяет материалу нагреться до того, как лужа поможет испарить цинковое покрытие до того, как сварщик до него доберется. Кроме того, когда вы двигаетесь немного медленнее, сварочная ванна также остывает медленнее. Таким образом, вы получаете больше возможностей для выделения этого цинка из расплавленного сварного шва вместо того, чтобы он вмерзал в него.
Что касается проблем с разбрызгиванием, вы можете возиться с параметрами, газовым покрытием и тому подобными вещами, но, честно говоря, это будет постоянная проблема.
Не было найдено хорошего решения, позволяющего избежать частых брызг на оцинкованных материалах с помощью проволоки со сплошным сердечником. В основном просто нахожу способы покрыть поверхности, которые будут проблемой для брызг или сопрягаемых поверхностей, поверхностей болтового соединения и тому подобного.
Покрытие этих источников как необходимых. Мы всегда использовали латунное или медное покрытие, или что-то на воздушном цилиндре, в зависимости от того, насколько продвинуты ваши инструменты, или даже ставили его на качели, закрывая вашу деталь, закрывая резьбу. Убедитесь, что вы максимально защищены от брызг на инструменте.
Еще одна серьезная проблема при сварке оцинкованных деталей сплошной проволокой – пористость поверхности. Мы провели массу испытаний оцинкованного металла с использованием сплошной проволоки на рамах грузовиков, которые мы сварили, и обнаружили, что можем получить красивые сварные швы с помощью сплошной проволоки.
Чего мы не видели, пока не сделали им рентгеновский снимок, так это преобладания внутренней пористости в сварном шве. Даже в обычных разрезах он был достаточно разнесен, чтобы вам было очень трудно столкнуться с ним, когда вы вырезаете нишу.
Проволока с металлическим сердечником
Что касается проволоки с металлическим сердечником, мы в Башне обнаружили, что наилучшим решением является использование трубчатой проволоки, наполненной металлическим порошком, флюсом, чистящими средствами и тому подобными вещами. Эти дополнительные агенты в проволоке позволили луже дольше оставаться расплавленной и позволили дегазировать, как в случае сплошной проволоки. Но вы можете двигаться с более высокой скоростью, потому что лужи дольше остаются расплавленными.
Как и в случае с твердой сердцевиной, вы можете использовать тот же тип газа или 9Смесь 0/10, аргон, CO2. Но мы обнаружили, что вы должны сваривать в горизонтальном положении, и вы не можете выполнять прямые сварные швы с наклоном с этим типом наполнителя. Что в итоге произошло, так это то, что вы победили всю цель провода.
Поскольку сварочная ванна будет затвердевать быстрее, потому что она движется быстрее, вы получите перекрытие с этой сварочной ванной, потому что она катится так быстро. Ему было легко опередить дугу. Вы закончили с холодным кругом, таким образом, не позволяя цинку расплавиться до того, как он попадет туда, поэтому он попадает в ловушку под этой лужей, создавая внутреннюю пористость. И во многих случаях внешняя пористость.
Таким образом, чтобы использовать проволоку с металлическим сердечником, нам пришлось использовать позиционеры, которые помещали все в плоское положение, чтобы обеспечить выход большого количества этого газа. Я бы не рекомендовал роботизированную сварку в нерабочем положении для порошковой проволоки при сварке цинка.
Порошковая проволока
Вы также можете использовать порошковую проволоку для роботизированной сварки оцинкованной стали, которая может быть защищена газом или может быть самозащитной. Флюсовая сердцевина хорошо справляется с вытягиванием примесей, в данном случае цинка, из расплавленной лужи, оставляя его наверху. Но это обычно не работает для автомобильной роботизированной сварки, потому что для этого вам нужно провести процесс посточистки. Он оставляет шлак поверх сварного шва, который может отслаиваться после покраски и тому подобного. Много а.е.
OEM-производителям tomotive это не нравится.
Еще одна большая проблема – это сварка. Это выглядит очень по-разному для каждого типа провода. Даже при сварке сплошной проволокой с металлической и порошковой проволокой ваш сварной шов будет выглядеть совсем иначе, чем если бы вы варили обычную сталь без покрытия. Сварной шов очень матовый по цвету или отделке. Он не очень блестящий и выглядит очень серым, тусклым и грязным.
Сварной диоксид кремния из оцинкованного материала
Кроме того, из-за того, что этот цинк вытягивается и пузырится вверх, чистящие средства в любой из этих проволок, а точнее кремнезем, обычно являются проблемой. В итоге на сварных швах образуются островки кремнезема, которые представляют собой просто маленькие лужицы коричневого стекла, которые оказались поверх сварного шва. Это вызывает проблемы.
Во-первых, и мы часто сталкивались с этой проблемой в то время, когда я работал с поставщиками первого уровня, это то, что конечные пользователи могли подумать, что у них ржавые сварные швы на их автомобилях из-за покрытия. Силикагель заставляет краску, которую вы используете для покраски рамы, не прилипать к стеклу, потому что вы используете процесс электрического покрытия, а кремнезем действует как изолятор. Это означает, что вы не можете наносить покрытие электрическим током очень хорошо или вообще не можете наносить электропокрытие на этот материал.
Сколько технического обслуживания требуется для сварки оцинкованных материалов?
Потребность в техническом обслуживании сварочных работ с гальваническим покрытием требует значительных усилий. Вам нужно очищать детали, очищать готовые детали, выполнять очистку после очистки, выполнять шлифование, шлифование, а затем счищать любые брызги, если они не покрыты должным образом.
В большинстве случаев отделка сварных швов заключается в шлифовке пористости или брызг и тому подобного. Но с оцинкованной сваркой для технического обслуживания ваши инструменты также очень быстро накапливают брызги.
Брызги цинка очень липкие и прилипают прямо к вашим инструментам, если вы не там, очищая их два раза в смену в зависимости от вашего объема. Вы также должны убедиться, что полы подметены внутри, потому что они накапливаются на полах и инструментах; вы должны войти с молотком и зубилом.
В Башне мы перепробовали множество различных красок и покрытий для нанесения на инструменты и нашли некоторые средства, которые помогли: некоторые средства защиты от брызг, некоторые экраны для защиты от брызг краски и тому подобное. Но самым полезным было то, что мы могли приходить туда примерно два раза в смену и чистить инструменты.
Кроме того, с точки зрения технического обслуживания, если вы используете проволоку с металлическим сердечником для увеличения скорости перемещения и получения большей пористости сварочной ванны, еще одна большая проблема заключается в том, что проволока с металлическим сердечником далеко не так гладка, как одножильные провода с медным покрытием. Это означает, что приводные ролики изнашиваются быстрее, а также направляющие и особенно наконечники. Эти расходные материалы больше изнашиваются из-за шероховатости проволоки и того, сколько ее вы подаете.
Очень важно быть готовым к увеличению потребности в обслуживании. Сварка оцинкованной стали, безусловно, приведет к более частой замене расходных материалов, очень частой очистке кожуха и увеличению количества чисток инструмента, чтобы иметь возможность удалять брызги и мусор с вашего инструмента. Все это означает, что больше руководителей в цеху и отделе технического обслуживания смогут справиться с требованиями, предъявляемыми к оцинкованной сварке.
Резюме
Оцинкованная сталь – это нелегкий материал для сварки. Но в связи с возросшей потребностью в мире OEM-производителей автомобилей и, вероятно, за его пределами, его использование будет продолжать расти.
Чем больше вы будете планировать заранее и знать шаги, необходимые для сварки оцинкованного материала, тем лучше вы сможете учитывать как бюджет, так и потребность в рабочей силе для обеспечения бесперебойной работы производственной линии.
Больной от сварки оцинкованной стали
Где в мире собралось
по отделке Q&A с 1989 года
(——)
Актуальные вопросы и ответы:
30 января 2021 г.
A. Я работаю сварщиком более 20 лет. Раньше, когда мне было чуть больше 20-ти, я занимался производством, сваркой оцинкованных труб, изготовлением перил почти еженедельно в течение пары лет. Я НИКОГДА не использовал какую-либо маску для защиты, потому что мой босс никогда не предупреждал меня об этом, и сварка никогда меня не беспокоила.
Через пару лет у меня начались спазмы тела после вдыхания гальванизированного газа после того, как я возвращаюсь домой с работы, и каждый раз он укладывал меня на пол на пару часов. Я обратил на это внимание своего босса, и он сказал мне пить много молока. Я заметил, что это работает, и с тех пор я был очень осторожен при сварке оцинкованных материалов и старался носить респиратор как можно дольше. В настоящее время, если я этого не делаю, мне очень быстро становится плохо после вдыхания гальванизированного газа. У меня также широко распространены боли в теле, но я не уверен, что это из-за сварки. Мой главный совет: надевайте средства защиты органов дыхания во время сварки; Я не думаю, что наш Создатель хотел, чтобы люди зарабатывали на жизнь вдыханием ядовитых газов.
Уилл Биман
— Гонолулу Гавайи
«Сварка оцинкованных сталей»
из Abe Books
или
Партнерская ссылка
(ваши покупки делают возможным использование Finishing.com)
13 июня 2021 г.
Будучи моряком, в конце 70-х наш корабль стоял в сухом доке для SLEP. Разрезаем оцинкованный бак для питьевой воды. Нет опыта. В 3 отдельных случаях мы страдали от MFF. Без понятия, почему. После 3-го раза мы оказались перед капитаном, объясняющим, как мы оказались в таком положении. Некоторые полосы были утеряны. Мы просто выполняли приказы.
Долгосрочные эффекты, я не знаю, но я страдаю от сильной усталости и фибромиалгии. Я не знаю. Стечение обстоятельств? Все, что я знаю, это то, что VA не верит, что это исходит от MFF. Но им плевать на нас, мол, это все в моей голове. Психосоматический.
Время покажет.
Донавон Эшпол-младший
— Покахонтас Арканзас
28 августа 2021 г.
? Мой комментарий. у кого-нибудь есть копия справочника сварщика или какой-либо документальный материал, где нормой была выдача сварщикам молока? Все, что я могу прочитать, это рассказы о личном опыте и то, что было рассказано. Спасибо.
Gloria Ayodeji-Fapohunda
HES Specialist – Port Hacourt, Нигерия
август 2021 г.
А. Привет, Глория. Вы можете поискать на books.google.com и, проявив большое терпение, возможно, найти такую цитату, но, извините, я не знаю ни одной книги, в которой было бы заявлено.
Вы также можете выполнить поиск по сайтунаучный.google.com и увидеть, что есть много исследований по лихорадке металлического дыма, но 95% или более из них находятся за платным доступом; тем не менее, в аннотациях к нескольким статьям утверждается, что нет никаких доказательств того, что питье молока помогает.
Удачи и С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
2002 г.
В. Мой муж работал на заводе недалеко от нашего дома, он сварил оцинкованную сталь и сейчас ему реально плохо, он кашляет белым молочным налетом и еле дышит, у него болит горло, и он хрипы и лихорадка. Это симптомы оцинкованного яда? Я знаю, что его работодатель должен был предоставить респираторы. Что мы можем сделать, чтобы другие люди на этом заводе не заболели? Мы женаты всего три месяца, насколько это опасно?
Стефани Шафер
— Шуберт, Небраска
«Дифференциальная диагностика распространенных медицинских жалоб»
из Abe Books
или
Партнерская ссылка
(ваши покупки делают возможным использование Finishing. com)
2002 г.
A. Сообщается, что симптомы металлической лихорадки похожи на грипп, поэтому вполне возможно, что он страдает металлической лихорадкой. Также возможно, что это не так, и никто с такого расстояния не узнает. Врач должен диагностировать его ситуацию.
Лихорадка металлического дыма, если это так, по сообщениям, является краткосрочной болезнью, так что, надеюсь, ему уже лучше.
Если у вас недостаточно хорошие отношения с руководством, чтобы обсудить эту ситуацию, вы можете позвонить в Управление по охране труда и промышленной безопасности, и они проведут проверку ситуации, поскольку люди не должны вдыхать сварочный дым. Удачи.
Тед Муни, ЧП
Стремление жить Алоха
Finishing.com — Пайн-Бич, Нью-Джерси
2002 г.
A. Относительно простой, но недешевый анализ крови может сказать очень быстро.
Джеймс Уоттс
— Наварра, Флорида
2002 г.
A. По данным Американского общества сварщиков (www.aws.org), опубликовавшего превосходный онлайн-бюллетень (номер 25) о лихорадке металлического дыма, «…симптомами болезни являются головные боли, лихорадка, озноб, мышечные боли, жажда, тошнота, рвота, болезненность в груди, усталость, желудочно-кишечные боли, слабость и утомляемость. Симптомы обычно появляются через несколько часов после воздействия, а приступ может длиться от 6 до 24 часов. Полное выздоровление обычно наступает без вмешательства через 24 часа. -48 часов Металлическая лихорадка чаще возникает после периода отсутствия на работе (после выходных или отпусков) Высокие уровни воздействия могут вызвать металлический или сладкий привкус во рту, сухость и раздражение горла, жажду и кашель в время воздействия. Через несколько часов после воздействия субфебрильная температура (редко выше 102 F). Затем наступает потливость и озноб, прежде чем температура нормализуется через 1-4 часа. медицинское обследование. Информация о длительном воздействии паров оксида цинка отсутствует». Если у вашего мужа есть эти симптомы, он должен как можно скорее обратиться к врачу; как только его болезнь будет диагностирована, сообщите об этом OSHA. использоваться в качестве второсортного заменителя местной вытяжной вентиляции, а также в тех случаях, когда НВВ нецелесообразна или нецелесообразна.0003
Надеюсь, это поможет вам разобраться в вашей проблеме.
Тревор Крайтон
Практик отдела НИОКР
Чешам, Бакс, Великобритания
5 марта 2022 г.
A. Привет,
Я работаю в сфере сварки и монтажа металлоконструкций с 1978 года в качестве рабочего по металлургии и сертифицированного AWS инспектора по сварке с 2007 года. Я много раз сваривал оцинкованные детали конструкций и страдал от дыма. воздействие не менее десятка раз. Симптомы начинаются вскоре после контакта с неприятным привкусом и «налетом» в горле, затем появляется слабость в груди. Вскоре после этого вы начинаете испытывать озноб, лихорадку и гриппоподобные симптомы. Я чувствовал себя настолько слабым, что заползал в постель и прикрывался. Обычно примерно через 3 часа я просыпался, а простыни были пропитаны потом. Это ваше тело избавляется от яда, который попал в кровь при вдыхании оксида цинка
Джон Ледбеттер
Подмастерье Металлист/Сертифицированный инспектор по сварке – Таскалуса, Алабама
2002 г.
В. Я свариваю и прожигаю (горелкой) много оцинкованного металла на работе. Вдыхание паров может привести к кратковременному отравлению цинком, но есть ли долгосрочные последствия? Наносят ли цинк или свинец какие-либо повреждения внутренним органам, таким как легкие, печень, клетки мозга и т. д.?
Спасибо,
Том Де Рубейс
— Хауэлл, Мичиган
2003 г.
A. У меня сейчас отравление Galvanize. Я владею небольшим производственным цехом и вчера выполнил небольшую работу по сварке сильно оцинкованных деталей. Отшлифовал всю поверхность оцинковкой. Во время сварки (10-20 мин) заметил, что на материале еще остались следы оцинковки. Я держал голову подальше от дыма, как делал на подобных работах в течение последних 15 лет. Эта конкретная часть была сильно оцинкована очень высококачественным материалом. Через 3 часа я был полностью выведен из строя, постоянно рвало и не мог удерживать жидкости. У меня очень сухое горло, озноб и небольшая температура. Прошло около 16 часов с тех пор, как это началось, и я чувствую себя лучше.
Я помню, как инструктор по сварке сказал мне, что кальций помогает при симптомах. Это правда? И каковы долгосрочные последствия для здоровья?
Питер ВанБогарт
самозанятый — Сиэтл, Вашингтон
2005 г.
A. Я ничего не слышал конкретно о кальции, но мне рассказывали о многих заводских сварщиках, которые хранят несколько галлонов молока в холодильнике на месте. Это имело бы смысл о кальции. Кроме того, хотя я сам этого не видел, несколько человек сказали мне, что это написано в Справочнике сварщика. Много молока — единственный способ вывести яд из организма. Кроме того, при достаточном воздействии он вытесняет минералы и питательные вещества из вашего кровотока, потому что это тяжелый металл, и он будет оставаться в вашем организме до тех пор, пока не будет вытеснен. Я был болен в течение трех недель из-за этого и только на прошлой неделе начал пить много цельного молока, и я чувствую себя намного лучше, но еще не полностью.
Джейсон Довел
— Мартинес, Калифорния
2006 г.
A. Да, цельное молоко с витамином D, этому меня научил старомодный сварщик. МЫ начинали пить молоко за 1 час до того, как мы делали гальванизированную работу, и выпивали по крайней мере галлон после, и я должен признать, что это не бабушкины сказки, это сработало. как единственная крупная ремонтно-сварочная мастерская в округе еще в 70-х годах мы работали над всем и ненавидели делать оцинковку.
В. Р. Луценхайзер
— Гастингс, Небраска
12 сентября 2010 г.
A. Да, употребление молока до и после сжигания оцинковки поможет предотвратить болезни.
C Барр
— Лафайет Индиана
2003 г.
В. Меня зовут Шэннон Хантер, и я замужем за работником профсоюза металлургов, который время от времени страдал от этого «гальванического отравления». Его то знобит, то жарит, боли в груди, рвота, опухшие, налитые кровью глаза… Он говорит мне не волноваться, что это обычное дело для сварщиков. Я хотел бы знать, есть ли какие-либо долгосрочные последствия или проблемы, которыми я могу поделиться с ним. В настоящее время он занимается сваркой оцинкованной стали в невентилируемом помещении. Кроме того, есть ли материалы для чтения, которые я могу купить?
Спасибо,
Шеннон Хантер
— Фредерик, Мэриленд
2003 г.
А. Шеннон, это подходящее место для людей, чтобы задать вводные вопросы о лихорадке дыма или гальваническом отравлении, чтобы помочь людям избежать рабочих ситуаций, которые могут вызвать это. Но когда мы добираемся до реального человека, который болен, нужно работать с врачом, а не слесарями.
Если вы выполните поиск на этом сайте по терминам «горячая лихорадка» или «отравление гальванопокрытием», вы найдете ряд похожих запросов, таких как буквы 8535, 13244, 31254, 32872 и ссылки на то, где искать дополнительные материалы для чтения. Но главное: отведите мужа к врачу.
Тед Муни, ЧП
Стремление жить Алоха
Finishing.com — Пайн-Бич, Нью-Джерси
2003 г.
В. Я самозанятый инженер, который много занимается сваркой алюминия и оцинкованных листов, когда я много свариваю, особенно оцинкованных материалов, у меня возникает то, что описывается как цинковый озноб (неконтролируемая дрожь), мигрень, головные боли, боль в суставах. , мой вопрос, является ли это накопительным и я подвергаю себя реальной опасности, и можно ли это лечить? Благодарю вас!
Шон Баррер
— Брайтуотер, Новая Зеландия
Сварочный шлем с подачей воздуха
Партнерская ссылка
(ваши покупки делают возможным использование Finishing.com)
Сварочный шлем и респиратор PAPR
Партнерская ссылка
(ваши покупки делают возможным использование Finishing.com)
2004 г.
A. Я думаю, что все знают, что долгосрочные последствия чрезмерного воздействия свинца смертельны, поэтому gov. или сварочные агентства не говорят, что это выше моего понимания. Я ищу в Интернете и нахожу респиратор, который можно купить для себя, и модифицирую свой дополнительный капюшон, чтобы приспособить его. Накопление любого химического вещества с течением времени не может считаться здоровым или нормальным.
Джеймс Снид
— Вулфтаун, Вирджиния
Привет, Джеймс. Но оцинковка — это не свинец, это цинк (хотя свинца в нем может быть очень мало). Вы, безусловно, можете высказать свое мнение по любому вопросу, и вы правы в том, что чрезмерное внимание к вещам нехорошо. Но мое мнение таково, что правительство и сварочные агентства не причастны к сокрытию. Вы где-нибудь видели, чтобы утверждалось, что воздействие паров свинца « здорово или нормально »?
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
Finishing.com — Пайн-Бич, Нью-Джерси
2004 г.
В. Я РАБОТАЮ НА ЗАВОДЕ ТОЧЕЧНОЙ СВАРКИ. МЫ ДЕЛАЕМ МНОГО ОЦИНКОВАННЫХ ДЕТАЛЕЙ, И ЗА 2 МЕСЯЦА У МЕНЯ ПОЯВИЛИСЬ НА РУКАХ, НОГАХ И СТОПАХ, И Я МНОГО КАШЛЯЮ, КОГДА ПРИхожу домой. Я БЫЛА У ДР. И ДЕРМАТОЛОГ, И Я ДО сих пор ПЫТАЮСЬ УЗНАТЬ, ЧТО У МЕНЯ ЕСТЬ. Я СВАРИЛ 14 ЛЕТ. ПОЖАЛУЙСТА, ПОМОГИТЕ МНЕ.
Вивиан Годси
точечная сварка — Дейтон, Теннесси
2004 г.
В. Я работаю на штамповочном заводе, работаю на точечной сварке. Я свариваю оцинкованную сталь и каждый раз прихожу домой больным. Вентиляция на моем заводе не очень хорошая, а нам говорят, что там нет паров, которые могут нам навредить! Я им не верю, и мне было интересно, не вызывает ли сварка ядовитых паров.
К. Гейгер
Штамповочный завод — Уэстленд, Мичиган
А. Привет, К.
А. Вы знаете, что вентиляция плохая, вы вдыхаете эти пары и возвращаетесь домой больным. К вопросу о том, есть ли какие-либо долгосрочные эффекты: в настоящее время большинство людей, по-видимому, так не думают… но это не гарантия того, что они правы или что они не передумают. Я думаю, что это не имеет значения, потому что кратковременная болезнь совершенно неприемлема.
Пытаться помочь людям и их близким лучше спать, заверяя их, что они, вероятно, не умрут от чего-то, — это одно; но пытаться оправдать краткосрочную болезнь тем, что, вероятно, нет долгосрочных последствий, смехотворно. С уважением,
Тед Муни, ЧП
Стремление жить Алоха
Finishing.com — Пайн-Бич, Нью-Джерси
2006 г.
В. Недавно я обнаружил, что у меня болят суставы в левой руке, сегодня немного в правой. никогда раньше такого не было. единственное, что я могу понять, я сварил небольшое количество оцинкованных труб вместе. Я заболел этим раньше, много лет назад. Так что я научился избегать этого сейчас, но был в стороне и старался держаться подальше от него. Это единственный симптом, который у меня есть, но это единственное, что я могу приписать этому. Это похоже на тяжелый артрит, но он появился сразу, как-то странно надеяться, что он скоро пройдет. Любая помощь, которую вы можете оказать, облегчит мой разум, спасибо.
Грег Холк
— Эверетт, Вашингтон
9 июля 2008 г.
Q. МУЖ В АРМИИ СВАРИТ Новыми электродами и бронелистовой сталью ЭЙ, МОЙ МУЖ — СВАРЩИК, ОН И ЕГО СОЛДАТЫ ПОЛУЧАЮТ ГОЛОВНУЮ БОЛЬ, КРОВОТЕЧЕНИЕ ИЗ НОСА И Т. Д. ОТ ДЫМОВ СВАРКИ. ЗДАНИЕ, В КОТОРОМ ОНИ СВАРЯЮТСЯ, НЕ ХОРОШО ВЕНТИЛЯЦИОННО, И ОНИ НИЧЕГО НЕ МОГУТ СДЕЛАТЬ С ЭТИМ, ПОЭТОМУ КТО-НИБУДЬ ЗНАЕТ ХОРОШУЮ МАСКУ, КОТОРАЯ МОЖЕТ ЗАЩИТИТЬ ЕГО И ЕГО СОЛДАТ ОТ ЭТИХ ДЫМОВ, ПОТОМУ ЧТО ИХ СИМПТОМЫ ПРОСТО СТАНУТ ХУЖЕ! СПАСИБО
ДЖЕННИФЕР ИДАЛЬГО
СВАРКА — ЧИКАГО, Иллинойс
15 августа 2008 г.
А. Работаю сварщиком 36 лет, сильно заболел сваркой оцинкованной стали. Я свариваю или режу оцинкованную сталь почти каждую неделю, я стараюсь держаться подальше от облака дыма, когда могу, так как большая часть моей работы связана с оцинкованными столбами, это снаружи, и я обычно не имею никаких эффектов.
Когда я нахожусь в закрытом помещении, я использую вытяжку на свежем воздухе. Я получил листы MSDS от компании в Кантоне, штат Огайо, которая занимается цинкованием, и они говорят, что нет никаких доказательств долгосрочного воздействия. Интересно, вызваны ли многие боли и головные боли тем или иным воздействием многих паров, которые исходят от сварки? Вы должны избегать как можно большего воздействия любых паров. Рабочие подвергаются многим опасностям, вы несете наибольшую ответственность за свою жизнь и безопасность, если вы решите не быть осторожным и настаивать на безопасных условиях труда, вы будете тем, кто заплатит цену. Сколько стоит ваше здоровье?
Мобильная сварка Tom Shannon
— Мантуя, Огайо
18 августа 2008 г.
Привет, Том. Ваш пост действительно очень дельный совет! Я не думаю , что боли и головные боли, которые появляются через несколько недель, связаны со сваркой (почти у всех бывают боли разного рода в разное время). Но я, конечно, этого не знаю, и я не верю, что кто-то действительно знает .
Если подумать о фармацевтических исследованиях, то можно увидеть всевозможные эффекты плацебо. Настолько, что никто даже не пытается провести клинический тест, кроме «двойного слепого», когда ни пациент, ни врач не знают, получают ли они настоящий препарат или инертную таблетку. Невозможно отделить то, что вы чувствуете, основываясь на реальных нападениях на ваше тело, от того, что вы чувствуете, основываясь на своем разуме.
Так что я думаю, что пройдет очень много времени, прежде чем мы узнаем есть ли долгосрочные последствия, и правильно будет просто сказать, что вы не должны болеть от своей работы! Если вы делаете это неоднократно, вероятно, возможно , что есть долгосрочные последствия.
Удачи и всего наилучшего,
Тед Муни, ЧП
Стремление жить Алоха
Finishing.com — Пайн-Бич, Нью-Джерси
10 сентября 2008 г.
В. Около 2 недель назад я начал заниматься сваркой в школе. Комнаты очень хорошо проветриваются, и даже есть система наверху, которая всасывает дым. Я стараюсь держать голову подальше от дыма, но с тех пор, как я начал сваривать, я просыпаюсь по ночам от мигрени. У меня есть кондиционер, пока я сплю, а также у меня хроническое паническое расстройство, но мигрени начались только тогда, когда я начал сваривать. Я бы предположил, что все они могут быть фактором, но мне интересно, вызваны ли мигрени вдыханием чрезмерных паров.
Джесси-Ли Б. [фамилия удалена редактором из соображений конфиденциальности]
Student — Cowansville Quebec, Canada
12 сентября 2008 г.
А. Привет, Джесси-Ли. Предполагая, что мигрень вызвана сваркой, кажется более вероятным, что причиной является свет, а не пары. Извините, это мнение основано на нулевом применимом опыте или обучении и ничего, кроме диких предположений 🙂
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
Finishing.com — Пайн-Бич, Нью-Джерси
19 мая 2009 г.
В. Всем привет, Меня зовут Дейл. Я окончил среднюю школу 16 июня 1968 года. Поступил на службу в ВВС в феврале 1969 года. Я отправился на ВВС для обучения обработке металлов. Я прошел обучение сварщику в различных процессах, включая суперсплавы. Я занимался сваркой с 70 по 72 годы. В эти годы я сварил оцинкованные металлы. Однажды я занимался сваркой в закрытом помещении в металлическом здании, и нам сказали, что нам нужно не менее литра молока на каждый час сварки. Мы рек. никакого молока или чего-то еще в течение трех часов.
У меня были различные случаи повторяющейся проблемы. И попадание в больницу каждый раз минимум на 2 недели. Я пытался получить доступ к своим записям несколько раз безрезультатно. Однажды меня вырвало этой ярко-зеленой хренью, с сильными головными болями и потерей сознания.
«Руководство Мерк»
из Abe Books
или
Партнерская ссылка
(ваши покупки делают возможным использование Finishing.com)
Мой старший сержант не пускал меня в лазарет, пока мой друг Джим не засунул кулак в дверь и не открыл ее. Затем после попытки держаться подальше от сварки около 8 лет. Мне предложили работу по сварке гоночных автомобилей, но я отказался. И начал работать в агентстве Temp, а в итоге стал работать в магазинах, и они спросили, знаю ли я кого-нибудь, у кого есть опыт сварки и кто хотел бы сваривать лазерные трубки. Я сказал, что это было давно, но я попробую деньги были хорошими. Тем временем я занимался сваркой, заметьте, тогда не было вентиляторов и т. д. И меня попросили что-нибудь сварить, и Чарли, мой руководитель, сказал мне, что использовать, и мы были прямо рядом с чистящим баком с трихлорэтиленом и МЭК / метилэтилом. кетон для очистки. Излишне говорить, что после того, как я приварил его и вернулся к лазерным трубкам, у меня появилось ощущение, будто кто-то стоит у меня на груди, и начались головные боли. Я попытался подняться по лестнице из магазина, но не смог и пролежал в больнице еще две недели. Вы можете это объяснить? Излишне говорить, что сейчас все хорошо проветривается, и вентиляторы, и шланги на сварочных масках, и маски для очков на этой фирме. С тех пор я не занимался сваркой, но мне трудно принимать витамины цинка или что-либо, связанное с ним, и у меня множественная невропатия. Нервы, вызывающие онемение и потерю чувствительности в ногах, а также проблемы с руками и кистями. И нервы, теряющие чувствительность. Затуманивание глаз, глазная мигрень. А врач из Вирджинии говорит, что у меня биполярное расстройство. Есть идеи?
Спасибо Дейл
Дейл Джонс
был сварщиком — Барстоу Калифорния
18 августа 2009 г.
В. Здравствуйте, пытался выяснить, каковы симптомы отравления гальваникой. Вы все мне очень помогли, и я пойду на один сайт, чтобы найти копию паспорта безопасности на эту тему.
У меня не было другого выбора, кроме как приварить Киндорф к сильно оцинкованному гидроизоляции палубы сегодня после того, как он был на месте. Я считаю, что единственные симптомы, которые у меня есть на данный момент, — это опухшие и раздраженные глаза (но это также может быть связано со стекловолокном в воздухе и обильным потом, заливающим мои глаза).
Большое спасибо. И для многих из вышеперечисленных жалоб, если вы не можете исправить ситуацию с плохой вентиляцией (у меня есть коробчатый вентилятор в 2 футах от сварного шва) или невозможностью сначала сошлифовать гальваническое покрытие с поверхности (вы увидите металлические искры от шлифовального станка когда он исчезнет, и вы ударитесь о сталь (гальваника не дает искр), я бы посоветовал вам позвонить в OSHA или в отдел труда и отношений в вашем регионе. Вам нужно сообщить о небезопасных условиях труда. В моем случае у меня есть профсоюз к которому я также могу обратиться за помощью, когда мне нужно (я электрик/сварщик IBEW)
И у вас всегда есть возможность отказаться от выполнения задания, если оно небезопасно. ЕСЛИ вас уволят за это, вы МОЖЕТЕ подать в суд на их задницу и отыграть ПЛЮС компенсацию за работу в опасной ситуации до этого.
Джеймс [фамилия удалена редактором из соображений конфиденциальности]
— Балтимор, Мэриленд
21 февраля 2010 г.
A. У меня был MFF или «Цинковый озноб», как мы его называем здесь, в Великобритании. Это немного похоже на малярию. Лихорадка возникает через некоторое время после воздействия оксида цинка, ослабевает и поднимается в течение некоторого времени, пока, наконец, не ослабевает. Следовательно, в острой фазе он цикличен. У вас ДОЛЖНО быть вытяжка выхлопных газов в месте сварки, чтобы исключить риск этой болезни, но многие заводы до сих пор не беспокоят. Мое воздействие произошло из-за сварки оцинкованной стали около 30 лет назад; процесс выбрасывал тонкие, тонкие, летучие нити белого оксида цинка, которые вы не могли не вдохнуть. В те дни здоровье и безопасность на работе были шуткой. Молоко никоим образом не защитит ваши легкие; это может подавить симптомы, но это все. Сегодня, 30 лет спустя, у меня неконтролируемый мышечный тремор, и мне приходится постоянно откашляться, поскольку в качестве реакции я все еще выделяю слишком много мокроты. Это из-за отравления оксидом цинка 30 лет назад? Я до сих пор понятия не имею, но меня это ни на йоту не удивит. С оцинкованным металлом нужно быть очень осторожным.
Майк Легит
— Лондон, Великобритания
24 февраля 2010 г.
A. Пожалуйста, пожалуйста: если ваш работодатель не предоставляет респиратор, получите его сами! Они стоят всего около 30-40 долларов за хорошую версию полумаски, в которой используются картриджи. Не знаю, как вы, а я лучше потрачу 40 долларов, чем буду постоянно болеть. НАМНОГО дешевле похода к врачу!
И вентилятор, чтобы сдувать от вас пары.
Скотт Уиллис
— Дюваль, Вашингтон
24 июня 2010 г.
В. У моего мужа симптомы проявляются уже более шести месяцев, и он все еще работает в механическом цехе, где занимается изготовлением инструментов и штампов. Началось с конъюнктивита глаз в декабре. С марта по июнь он был у шести врачей, большинство из которых сказали, что не знают, что с ним не так. Сейчас он посещает врача по гигиене труда, и тот сказал ему, что у него очень сильная аллергия на пары металлов в его магазине. Его нос полностью заложен и теперь находится в легких. У него также отеки на руках (в два раза больше их нормального размера) и шишки на голове. Он не может ходить в туалет, потерял аппетит, не может спать из-за боли, не может поднять руки и т. д. Он все еще пытается получить правильное лечение от этого последнего врача. Он пропускает как минимум один рабочий день в неделю. Сейчас он испытывает такую сильную боль и терпел ее в течение нескольких месяцев, что не чувствует, что его работа того стоит, и собирается уволиться.
Тереза Томпсон
Сотрудник механического цеха – Панама-Сити-Бич, Флорида, США
15 августа 2010 г.
В. Мой муж сварщик, и я боюсь, что он начнет болеть, я был бы признателен, если бы кто-нибудь сказал мне, какие витамины ему нужно принимать и другие продукты, которые могут помочь ему поддерживать силу своего тела, пока он работает сварщиком,
Спасибо столько
Эдит Тревино
жена сварщика — Брокен Эрроу, Оклахома
5 сентября 2010 г.
В. Мой сын работает сварщиком MIG на заводе. Он сваривает 5-6 дней в неделю в течение года. Его симптомы: слабость, сильная усталость, легко засыпает практически в любое время и часто спит в перерывах/обедах на работе, много спит дома, боли в суставах, теперь у него шишка под мышкой, сильные мигрени, отсутствие выносливости, иногда почти теряет сознание, иногда озноб и лихорадка. Он и его жена отмечают, что его пот имеет странный запах, похожий на запах уксуса. Он глотает Экседрин, пытаясь уменьшить головную боль и боль. На этой неделе он пропустил один рабочий день, так как был в больнице на диагностике (страховая компания НЕ платит), и 4-й день подряд он не сварился, говорит, что чувствует себя прекрасно и что это лучшее, что он чувствовал за последние месяцы. Я знаю, что правительство использовало внутривенную хелатирующую терапию десятилетия назад, чтобы избавиться от отравления тяжелыми металлами. К сожалению, безработица здесь очень высока, и вакансий нет, а его сварщик — самая высокооплачиваемая работа в этой области. Он не может позволить себе бросить курить, но и убить себя тоже не может.
Рэй Джеймс
— Парагоулд, Арканзас, США
15 апреля 2011 г.
!! Мой муж был профессиональным сварщиком в течение 18 лет, прежде чем в 2002 году у него диагностировали рак почки в возрасте 44 лет из-за сварки оцинкованной стали, окрашенных лезвий плуга и так далее на работе. В то время никто не носил респираторы. Он рассказывал мне об отравлении гальваническим дымом, которое он несколько раз получал за годы сварки. Все симптомы, перечисленные выше, из многих ответов. Ему сделали операцию по удалению почки, и с тех пор у него не было рака. Однако он больше не сваривает. Кратковременные симптомы перечислены выше у всех, но долгосрочные последствия могут вызвать рак. Рак почки — это рак, который хромит цинка/шестивалентный хром накапливается в почках с течением времени и при длительном воздействии. Это медленно растущий рак, и вы не узнаете об этом, если не проведете сканирование или МРТ средней части спины. Без боли до конца. Мой муж обнаружил это, просканировав кошку на предмет травмы спины. Рак был вторичной находкой.
Все, кто зарабатывает на жизнь сваркой, должны пользоваться респиратором и не вдыхать воздух из помещения, в котором выполняется сварка. Также убедитесь, что помещение хорошо проветривается.
Вам следует немедленно пройти обследование, если у вас появятся какие-либо ненормальные симптомы. Это твоя жизнь.
Робин Загородный
— Виндзор Коннектикут США
26 апреля 2015 г.
!! Я пенсионер (60 лет в добром здравии), который сваривает и изготавливает для удовольствия. Вот мой опыт лечения болезни паров металлов.
Неделю назад я потратил около двух часов на резку стального листа с помощью плазменного резака, а затем сварил его с помощью дуговой сварки, используя стержень 7014. В то же время я также отшлифовал поверхность и приварил крыло трактора 1946 года, в металле которого были разрывы. Я работал в открытом эркере своего магазина, на открытом воздухе; однако в тот день ветра не было, и я обнаружил, что в мой шлем попадает шлифовальная пыль, пары и т. д.
В конце дня у меня заболела голова и горло. На следующий день у меня начались проблемы с терморегуляцией с ознобом, лихорадкой и потливостью, а также выраженными мышечными болями в области шеи. Это продолжалось в течение четырех полных дней, в течение которых я чувствовал себя слишком слабым, чтобы вставать с постели. Мои большие мышцы ног и мышцы в целом болели, как при тяжелом гриппе. Я принимал 1-2 ибупрофена и один аспирин через день. Я также принял 2 таблетки глюконата калия, чтобы помочь хелатировать эффекты металлов. На четвертый день я продолжал пить жидкости. Всю неделю я отхаркивал большое количество песчаных веществ. На сегодняшний день (через неделю) у меня незначительная мышечная боль в шее и остаточный кашель, но я восстановил почти нормальный уровень энергии. Я предполагаю, что на крыле было сильное цинкование, которое было покрыто толстой краской (возможно, на основе хромата цинка), и сварка и шлифовка выделяли этот материал в сварочный дым.
Это был страшный опыт, и я больше никогда не буду сваривать без вентилятора и маски в таких условиях. Моя ошибка заключалась в том, что я не заметил, что старинный трактор был покрыт тяжелой оцинковкой, скрытой под краской и ржавчиной. Короче говоря, я подвергался воздействию дыма от сварочного прутка, газов плазменной дуги, щебня шлифовального круга, гальваники на основе цинка и возможных продуктов краски на основе тяжелых металлов, в сочетании это была серьезная ситуация. PS Я занимаюсь сваркой много лет, и никогда раньше ничего подобного не случалось.
Брюс Ханн
— Томпсон-Фолс, Монтана, США
23 июля 2015 г.
В. Я работаю сварщиком на производстве около 22 лет. У меня проблемы с глазами, которые ощущаются как подергивания мышц. Я должен закрыть их плотно, чтобы заставить их остановиться. Я также разработал RLS, когда только начинал свою карьеру сварщика. Я также сварил в замкнутых пространствах, таких как резервуары и желоба, в которых были различные химикаты, выщелоченные в нержавеющую и углеродистую сталь. У меня была только одна вспышка в моей карьере; это было не плохо, поэтому я не верю, что это было причиной. Любое понимание будет очень признательно. И да, молоко действительно помогает при гальваническом отравлении. Спасибо большое.
Дэйв Бисер
Листовой металл — Балтимор, Мэриленд
27 августа 2015 г.
В. Я собираюсь выйти замуж за мужчину, который занимается сваркой более 20 лет. Недавно он сменил работу. Ночью у него сильные боли в суставах. Он говорит мне, что это из-за перегара на работе. Могу ли я чем-нибудь помочь с этим? Как вы думаете, поможет ли детоксикация?
Бекки Льюис
— Уэст-Блоктон, Алабама
27 августа 2015 г.
A. Определенно похоже на лихорадку металлического дыма. Ему нужно связаться со своим работодателем и либо попросить его обеспечить достаточную вентиляцию, либо какой-нибудь респиратор, подходящий для паров, образующихся во время сварки.
Я не врач и не играю в него по телевизору.
Марк Грин
анодатор — Бойсе, Айдахо
август 2015 г.
Но ты, по крайней мере, признаешь, что привык, Марк?
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
Finishing. com — Пайн-Бич, Нью-Джерси
30 августа 2015 г.
Тед, если бы я был ТАКИМ Марком Грином (чувак, это шоу действительно вырезало правильное написание моего имени), я был бы тем, кто на каком-нибудь пляже потягивал девчачьи напитки с зонтиком в них.
Марк Грин
анодатор — Бойсе, Айдахо
28 августа 2015 г.
A. Привет, Бекки,
Возможно, вы заметили, что на несколько сообщений здесь нет ответов. Причина в том, что мы не являемся медицинскими экспертами, а занимаемся техническими тонкостями операций по отделке металла. Хотя все мы знаем о некоторых опасностях, связанных с выполнением определенных процессов, мы, конечно, не знаем достаточно подробно, чтобы помочь.
Вашему будущему мужу нужен список всех химикатов, которым он подвергался на работе, и отнесите этот список своему лечащему врачу, чтобы он мог пройти профессиональную оценку. Я сомневаюсь, что кто-либо на этом сайте даст вам окончательный ответ о долгосрочных последствиях сварки в далеко не идеальных условиях, хотя вы можете получить некоторые неофициальные доказательства.
Брайан Терри
Aerospace — Йовил, Сомерсет, Великобритания
19 октября 2015 г.
! Сейчас мне 71 год, и в возрасте 19-23 лет я работал в производственной мастерской, у нас было много изготовленных нами стиральных машин, которые были оцинкованы. Нам сказали при ремонте или переделке танков не вдыхать дым, так как он был похож на тот, что использовался во время Второй мировой войны, тип фосгена, который вызывает раздражение легких.
Надеюсь, это поможет
Айвор Миллер
— Southampton.englang
«Доза делает яд»
из Abe Books
или
Партнерская ссылка
(ваши покупки делают возможным использование Finishing. com)
Октябрь 2015 г.
А. Привет. Дым представляет собой оксиды цинка, которые содержат значительную передозировку цинка и определенно вызывают лихорадку цинкового дыма. Хотя долгосрочные последствия могут быть спорными, следует принять надлежащие профилактические меры, чтобы никто никогда не заболел на работе.
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
15 мая 2016 г.
! Комментирую посты о сварке оцинкованной стали. Мой бывший муж в конце 1960-х работал в сталелитейной и судостроительной компании в Южной Калифорнии. Всякий раз, когда он сваривал оцинкованные детали в трюмах кораблей, не проветриваемых, он приходил домой в плохом настроении и нуждался в молоке. Кроме того, кожа была окрашена почти в желтушный оттенок, а его глаза, ногти на руках и ногах были желтыми. Я не видел комментариев об этих симптомах в постах. Ему почти 70, и он все еще жив, но интересно, не навредила ли сварка его здоровью. Мне все интересно, увидим ли мы легальную рекламу о сварке оцинкованной стали, как мы видим о людях, которые работали с асбестом и больны мезотелиомой и другими легочными заболеваниями. Он очень давно не приваривался, но с симптомами, которые есть у этих людей, это должно быть действительно очень токсичное вещество. Интересно, сколько пожилых, бывших и нынешних сварщиков имеют симптомы и не знают, с чем они связаны?
Лори Франсил
— Дуранго, Колорадо
май 2016 г.
А. Привет, Лори. Сожалею о слабом здоровье вашего мужа.
Вот мое личное мнение. Если бы не было доказательств вредного воздействия, было бы преувеличением приписать плохое здоровье в 70 лет тому, что он сделал 40 лет назад. Но если он регулярно приходил домой больным, я лично думаю, что следует исходить из того, что это МОЖЕТ иметь долгосрочные последствия для его здоровья.
Но психологические эффекты тоже могут быть очень сильными, так что мы действительно должны полагаться на исследования, а не на догадки — и я извиняюсь, но догадки — это все, что может сделать здесь любой читатель.
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
14 июля 2016 г.
В. Привет, я только что начал новую работу по сварке оцинкованных труб, и примерно через неделю после начала работы один из моих зубов абсцедировал и до сих пор меня убивает. Вчера я ходил к дантисту, и я получил антибиотики и обезболивающие, но пока это не очень помогло, причина того, что мой зуб убивает меня из-за оцинкованной трубы?
Джонни Уилки младший
— Хенагар, Алабама, США
июль 2016 г.
А. Привет. Стоматолог или ваш врач гораздо лучше квалифицированы, чтобы ответить на этот вопрос, чем я. Все, что я могу сказать, это: у меня несколько раз были абсцессы зубов, и я никогда не работал со сваркой или гальванизацией, как и многие другие люди; и я никогда не слышал, чтобы такой симптом был связан со сварочным цинкованием.
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
Finishing.com — Пайн-Бич, Нью-Джерси
15 сентября 2016 г.
В. Меня зовут Ларри. Я сварщик и изготовитель на заказ в Оттаве, Канада.
Уже несколько лет работаю с компанией, где сварка гальв. пластины к стержням является частью работы.
Я попросил своего начальника и ответственного за вентилятор помочь с выдуванием дыма и дыма от сварки с моей станции, но получил неуважительное отношение, а затем спросил о моих способностях к сварке.
Охрана труда прошлась по заводу и спросила у других сварщиков вместе со мной, будем ли мы сваривать оцинкованные металлы, пока там стоит наш начальник. Было трудно быть правдивым из-за страха потерять работу, поэтому мы все лгали и говорили «нет».
Я вижу, что многие говорят, что нет долгосрочных эффектов. И многие говорят, что есть. Как узнать правду? И какие-либо предложения о том, как сообщить отделу здравоохранения и безопасности Онтарио правду о том, что мы свариваем на плохо проветриваемом заводе, не потеряв при этом работу или не подвергнувшись несправедливому обращению за правду?
Ларри [фамилия удалена редактором из соображений конфиденциальности]
— Онтарио, Канада
сентябрь 2016 г.
А. Привет, Ларри. Невентилируемая сварка, оцинкованная или нет, вредна для вас. Мне повезло, что мне не нужно этого делать. Я знаю, что вы хотели бы четко знать «долгосрочные эффекты», но простой факт в том, что у нас нет точных знаний, которые вам хотелось бы. Мы даже не знаем о воздействии фармацевтических препаратов, если не заставляем половину пациентов принимать сахарные пилюли и держать это в секрете от врачей.
Если вы не найдете интересующего вас адвоката, нам придется подождать, пока кто-нибудь из Канады не посоветует вам, как лучше всего вернуть Health & Safety of Ontario после того, как вы все им солгали; но вы должны сказать правду или принять последствия того, что вы этого не сделаете. Сетования на то, что они не приходят достаточно часто, чтобы было удобно быть правдивыми, не помогут решить вашу проблему, и, пожалуйста, подумайте…
Представьте, что вы работаете на хорошего начальника в лучшем магазине, пытаетесь конкурировать с компаниями и работниками всего мира. Хотели бы вы, чтобы Health & Safety приходили каждую вторую неделю, прерывая работу, отделяя вас от ваших коллег, руководителя и босса, ничего не делая, но мешая вашей способности зарабатывать на жизнь, ставя ваш магазин в невыгодное положение? по сравнению с вашими оффшорными конкурентами, и в конечном итоге лишит вас всех работы? Удачи вам в вашей сложной ситуации.
С уважением и уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish. com — Пайн-Бич, Нью-Джерси
21 октября 2016 г.
A. Приветствия,
Безопасность является важным условием хорошей работы. Краткий поиск выявил полезные ресурсы, касающиеся канадского законодательства в этом вопросе.
https://www.ccohs.ca/oshanswers/safety_haz/welding/fumes.html
Внизу страницы также конфиденциальная личная беседа с организацией, если вы чувствуете, что не можете ни к кому обратиться внутри компании (руководитель группы / отдел кадров) по этому вопросу.
Надеюсь, это поможет решить проблему.
Эрик Леонг
— Буффало-Гроув, Иллинойс, США
15 ноября 2016 г.
А. За 30 лет, начиная с 67 года, я работал сварщиком на многих работах. Это было накануне дня большой безопасности для владельцев. Много раз приходилось сваривать оцинкованную сталь, несколько раз совсем без вентиляции, несколько раз болел от отравления оцинковкой. За годы я обнаружил, что если я постоянно пил молоко в течение дня, это в значительной степени предотвращало его. В те дни подрядчик, наконец, был обязан предоставить его. Если бы это был я, я бы все равно пил молоко, даже если были приняты другие меры предосторожности.
Томми Лэнд
Ret. Электрик/сварщик – Дикинсон, Техас
14 декабря 2016 г.
В. Здравствуйте, меня зовут Оскар. Мне 18 лет, и я начал заниматься сваркой. Я даже не осознавал, что свариваю оцинкованную стальную трубу, если меня это беспокоит, это всего два куска четверти дюйма на 1/8 стенки. Было бы очень полезно знать, чтобы я не повторил ту же ошибку снова.
Оскар Гутьеррес
— Санта-Ана Калифорния
апрель 2017 г.
Привет, Оскар. Большинство людей, кажется, считают, что не существует никаких долгосрочных последствий, особенно от передозировки цинка, и что последствия дымовой лихорадки ограничены парой дней. Так что, если у вас даже не было лихорадки от металлического дыма, я был бы уверен, что с вами все в порядке. Тем не менее, главное, что вы не должны вдыхать что-либо , будь то пары цинка, табачный дым, опилки или, конечно же, сварочный дым от неоцинкованного металла. Удачи.
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
6 марта 2017 г.
В. У меня много раз была ингаляционная лихорадка, недавно я принял таблетку цинка, и обычных симптомов не было. Я на что-то?
Джон Гейли
— Клифтон, Айдахо
7 марта 2017 г.
A. Цинк сам по себе испаряется при температуре около 1100–1200 °F
Существует еще одна опасность при нагревании цинка (или кадмия). При определенных температурах цинк или кадмий образуют то, что обычно называют цинковой или кадмиевой паутиной. Это очень легкие массы, напоминающие паутину и парящие в воздухе. Цинковые паутины ярко-белые, кадмиевые — темно-красные. Поскольку это цвета соответствующих оксидов, я предполагаю, что они такие.
Единственный раз, когда я видел белую цинковую паутину, это когда парень сварил несколько очень толстых гофрированных оцинкованных панелей. Единственный раз, когда я видел паутину кадмия, это когда я плавил несколько больших серебряных контактных точек, содержащих некоторое количество кадмия. Красная паутина была везде — в тигле, в форме, обмотала щипцы, и много парило в воздухе. Я вышел из здания, дал им осесть, а затем убрал их. Не думаю, что я забрал что-то из них в легкие. И цинковая, и кадмиевая паутина, к счастью, хорошо видны.
Несколько лет спустя я увидел увеличенную в 200 раз фотографию цинковой паутины в книге. Они были похожи на терновый куст с миллионом шипов на них. Очевидно, что если вы их вдыхаете, они прилипают к слизистой оболочке легких и вызывают всевозможные проблемы.
Мне не удалось найти дополнительную информацию об этом в Интернете.
Крис Оуэн
— Бентон, Арканзас, США
20 апреля 2017 г.
A. Если вы нагреете что-либо до высоких температур, выделившиеся пары будут содержать больше химических соединений, чем когда-либо. Сварка при требуемых высоких температурах превратит все нагретое в химические соединения, и большинство из них не принесет вам пользы, особенно если вы их вдохнете. Будьте умнее, купите вентилятор, купите респиратор. Задержать дыхание не получится — так же, как не получится вырваться.
Сигаретный дым содержит более 5000 химических соединений. Сигарета содержит 270 химических соединений перед тем, как сгореть — при горении эти 270 химических соединений превращаются в 5000. Металл, который вы нагреваете для сварки, вместе с флюсом от стержня, краски, цинкования и т. д. создает гораздо больше токсичных химикатов. Все они плохие. Плохо для вас, плохо для вашей жены, которая стирает вашу одежду, плохо для ваших детей, которые обнимают вас в грязной одежде, когда вы возвращаетесь домой. У меня есть несколько друзей, у которых есть симптомы сварки. Большинство их симптомов респираторные. Защитите свое здоровье. Ни одна работа не стоит того, чтобы из-за нее болеть.
j grier
Производство, патинирование – Северная Калифорния, США
5 декабря 2017 г.
В. Через какое время после сварки может произойти отравление гальванопокрытием?
Брок Кинг
— Виктория, Австралия
30 января 2018 г.
A. Привет всем, я знаю, что многие из этих комментариев и советов были сделаны еще в 2002 году, сейчас 2018 год, и я просто хотел озвучить свою текущую ситуацию со сваркой и резкой оцинкованной стали, так что вот, я многого не знал про отравление гальванопокрытием, пока сварщик не увидел, как я резал пару 10-дюймовых оцинкованных труб сортамента 40, и сказал мне: «Эй, приятель! Тебе нужно купить респиратор получше, и как только ты закончишь резать, беги в магазин, купи цельное молоко и выпей его!» Я спросил почему, затем он сказал, что это может быть смертельно, а симптомы могут быть от легкого гриппа до головных болей, мышечных болей, красных глаз и т. д…
Он сказал, что его брат умер из-за большого количества гальванического дыма. воздействие, так что это очень серьезно, и цельное молоко даст вам кальций, необходимый для выталкивания яда. Надеюсь, это кому-нибудь поможет (перед отъездом у меня были сильные головные боли после сварки и резки оцинкованного металла, поэтому я начал давать советы по молоку и с тех пор хорошо себя чувствую.
Дж. Кабрера
— Хьюстон, Техас
17 февраля 2018 г.
A. Я много раз болел цинковой лихорадкой из-за работы с дуговым распылительным оборудованием. Вы не будете хорошо спать в первую ночь, но, как правило, полностью восстановитесь ко второй ночи. Это НЕ убьет вас. На самом деле может быть полезно для вас, если у вас дефицит цинка.
Чак МакКаун
McCown Technology Corporation — Лейк-Пойнт, Юта
февраль 2018
Привет, Чак. Ваши слова спокойствия, безусловно, обнадеживают и ценятся людьми, которые плохо себя чувствуют и, возможно, даже паникуют, спасибо. Ваш опыт в этом, безусловно, превосходит мой, но я думаю, что есть что-то среднее между ужасом и бесцеремонностью, и что люди не должны постоянно приходить домой с работы больными 🙂
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
25 марта 2018 г.
А. У моего мужа был такой из оцинкованной стали определенного типа. Прошло 18 лет, поэтому точных букв и цифр стали не помню. Так или иначе, он пришел домой, сказал, что у него отравление сталью, и начал терять сознание.
Я дал ему много молока, чтобы помочь поглотить яд и удалить его из его тела, но он также был так болен, что мне пришлось нести его (если вы когда-либо видели нас, это изображение заставило бы вас смеяться, потому что он выше 6 футов и Я едва 5 футов и весил 95 фунтов в то время) и положил его в горячую ванну . .. и продолжал доливать горячую воду в течение пары часов. После этого он почувствовал себя намного лучше. Надеюсь это поможет.
Горячая вода открывает поры и помогает организму избавиться от токсинов. Он также удаляет избыток цинка или токсинов с вашей кожи, поэтому вы не вдыхаете пыль или хлопья с одежды и снаряжения. Поместите эти вещи в стиральную машину или на улицу на некоторое время. Также в качестве бонуса горячая вода помогает расслабить мышцы и избавиться от озноба. Ему было плохо, и он почувствовал себя лучше в течение 30 минут, а через час или два ему стало лучше на 75%, а затем он выспался. У нас было одеяло с подогревом, так что, вероятно, это тоже помогло. Зато много молока.
-Л
Лиза Смит
Жена сварщика — Большая каюта, Оклахома
23 октября 2018 г.
В. Мне 16 лет, и я учусь сваривать, я начал сваривать довольно много оцинкованной конской ограды 16-го калибра снаружи и однажды заболел. Какова наилучшая система для предотвращения этого? Пневматическая система с электроприводом? Или достаточно 3м полумаски… Не хочу в итоге калекой стать к 30.
Хантер Сайкс
Студент — Рино, Невада, США
25 февраля 2019 г.
В. Мой сын работает на предприятии, где гальванизируют сталь. Я заметил, что с тех пор, как он там работал, его одежда приобрела пурпурный цвет. Звучит странно, но даже наше сиденье для унитаза теперь фиолетовое. Может ли это быть вызвано отравлением гальванизом?
Розамунда Янг
— СПОКАН, Вашингтон, Соединенные Штаты Америки
25 мая 2019 г.
A. Итак, вчера на уроке труда я сварил прицеп для лодки, поэтому мой учитель в цеху попросил меня принести нам немного молока, и это сработало. Но со вчерашнего дня я выпил только литр молока, но это работает.
Трейс Беттис
— Техас США
19 сентября 2019 г.
A. Что касается питья молока от цинкового озноба, то мой отец много лет работал сварщиком и инструктором по сварке и научил меня сварке. Он сказал мне, что от цинкового озноба лучше всего помогает пить пахту.
Аллан Эверест
— Кокрейн Альберта, Канада
Вопрос, ответ или комментарий в ЭТОЙ теме -или- Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, проверьте эти каталоги:
О нас/Контакты — Политика конфиденциальности — ©1995-2022 Finishing.com, Пайн-Бич, Нью-Джерси, США
7 советов, которым вы можете следовать, когда Сварка оцинкованной стали
Александр Берк
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Оцинкованная сталь изготавливается путем покрытия стали слоем цинка. Этот процесс обработки материала помогает защитить сталь от ржавчины и коррозии. Низкая стоимость и долгий срок службы делают оцинкованную сталь популярным вариантом для многих промышленных применений. Однако когда дело доходит до сварки, оцинкованная сталь создает серьезные проблемы. Главной проблемой является риск для здоровья сварщика.
При сварке оцинкованной стали цинковое покрытие на стали испаряется и образует оксид цинка и оксид свинца. При вдыхании оксид цинка может привести к так называемой лихорадке металлического дыма, вызывая у сварщика симптомы гриппа в течение нескольких дней. Однако повод для серьезного беспокойства вызывает оксид свинца, который возникает из-за следов свинца, обнаруженных в оцинкованной стали. В отличие от оксида цинка, воздействие оксида свинца носит долгосрочный характер и может вызвать серьезные проблемы со здоровьем. Следовательно, при сварке оцинкованной стали вы должны ставить безопасность превыше всего.
Еще одна серьезная сложность при сварке оцинкованной стали заключается в том, что испаряющийся цинк может смешиваться со сварочной ванной и увеличивать пористость сварного шва, снижая общую прочность сварного шва.
Ниже приведены некоторые ценные советы, которые могут пригодиться при сварке оцинкованной стали, чтобы помочь вам преодолеть эти две основные проблемы.
Совет № 1. Безопасность прежде всего
У вас может возникнуть соблазн отказаться от защитного снаряжения для небольших сварных швов. Тем не менее, вы определенно не хотите, чтобы пары оксида цинка попали в вашу систему. Принятие надлежащих мер безопасности защитит вас от токсичных паров и других токсинов, переносимых по воздуху, при сварке оцинкованной стали.
Рассмотрите возможность использования респиратора при выполнении сварочных работ такого типа. Это устройство поможет вам правильно дышать, отфильтровывая все загрязняющие вещества в воздухе. Еще одной важной мерой безопасности является обеспечение надлежащей вентиляции. Убедитесь, что место, где вы выполняете сварочные работы, имеет достаточную вентиляцию или предусмотрите какую-либо форму принудительной вентиляции, если вы работаете в закрытом помещении.
Еще один метод обеспечения безопасности, которому следуют многие опытные сварщики, — употребление молока до и после сварки. Молоко вводит в организм кальций, который эффективно удаляет следы цинка из организма.
Совет № 2: по возможности удалите цинк из зоны сварки
При сварке любая форма поверхностного покрытия на основном металле усложняет весь процесс. Как мы видели, это особенно верно для цинкового покрытия на оцинкованной стали.
Цинковое покрытие затрудняет сварку дуговым сварочным аппаратом, так как покрытие препятствует захвату металла дугой. Кроме того, цинковое покрытие будет производить больше брызг по сравнению с металлом без покрытия.
Для лучшего качества сварки всегда рассмотрите возможность удаления цинкового покрытия с зоны сварки. Помимо устранения риска отравления цинком, этот процесс также сделает сварной шов более прочным.
Совет № 3: Используйте правильный метод сварки
Если вы планируете удалить цинковое покрытие с металла перед сваркой, вы можете использовать существующий метод сварки для стали. Однако, если вы хотите выполнить сварку поверх цинкового покрытия, вам потребуется использовать высококачественный сварочный аппарат MIG в паре с проволокой глубокого проникновения, такой как ER70S-2. Сварка стержнем или дуговая сварка в среде защитного газа также являются отличным выбором для сварки оцинкованной стали. Основное преимущество этих методов сварки заключается в том, что они создают флюс при сварке, который помогает загрязнениям в сварном шве подниматься вверх, облегчая их удаление.
Если сравнить оба метода сварки оцинкованной стали, сварка MIG более выгодна, чем сварка электродом. В первую очередь это связано с тем, что сварка MIG позволяет получить более качественные сварные швы на оцинкованной стали благодаря более высокому проплавлению. Вы можете сначала перейти в режим переноса распылением с ER70S-2 или ER70S-3, а затем использовать сварочный пистолет, рассчитанный на 400 ампер или более, и источник питания, рассчитанный на 400 ампер. Кроме того, поддержание взбивающего движения даст вам лучшие результаты с точки зрения контроля, так как этот процесс начнет испарять цинк перед сварочной ванной.
Совет № 4: Не забудьте повторно оцинковать
При сварке оцинкованной стальной поверхности сильный нагрев приведет к выгоранию цинкового покрытия в месте сварки и близлежащих поверхностях. Это подвергает основной металл воздействию атмосферы и может вызвать его ржавчину. Таким образом, вы должны покрыть металл после завершения сварки. Чтобы решить эту проблему, вы можете либо нанести слой краски, либо полностью повторно оцинковать металлическую деталь.
Совет № 5. Толщина цинкового покрытия влияет на качество сварного шва
Не вся оцинкованная сталь одинакова. Толщина цинкового покрытия зависит от типа процесса цинкования. Например, горячее цинкование дает более тонкое покрытие по сравнению с краской с высоким содержанием цинка. При работе с более толстыми цинковыми покрытиями образующиеся при сварке дымы будут выше, и будет выше вероятность смешивания цинка со сварочной ванной, что приведет к более слабым сварным соединениям.
Совет № 6. Оставьте большие зазоры для стыковых сварных швов
При использовании оцинкованной стали сварному шву будет трудно проникнуть сквозь цинковое покрытие в металл под ним. Следовательно, рекомендуется оставлять достаточно большой зазор для стыковой сварки, чтобы обеспечить правильное проплавление сварного шва. Медленное движение дуги из стороны в сторону значительно облегчит процесс.
Совет № 7. Используйте спрей для защиты от брызг
При сварке оцинкованной стали можно быть уверенным в одном: независимо от того, какой метод вы используете, примеси цинка будут давать массу брызг. Количество брызг будет пропорционально толщине цинкового покрытия. Чтобы эффективно справиться с этой проблемой, покройте поверхность спреем против брызг. Использование этого спрея облегчает удаление брызг после завершения сварки.
Заключение
Сварка оцинкованной стали требует немного больше времени, чем другие стандартные сварочные работы. Кроме того, опыт также играет важную роль в окончательном качестве и отделке сварного шва. Наилучший подход, который вы можете предпринять, — это удалить цинковое покрытие с зоны сварки, если это возможно, для получения сварного шва хорошего качества. Если вы планируете приступить к сварке оцинкованного покрытия, примите все необходимые меры предосторожности и обязательно следуйте нашим советам для качественного сварного шва!
Ссылки:
- https://www.cmac.com.au/blog/5-things-to-welding-galvanized-steel-safely
- https://weldinganswers.com/how-to- сварка оцинкованной стали/
- https://weldingheadquarters. com/how-to-weld-galvanized-metal/
- https://galvanizeit.org/knowledgebase/article/can-you-weld-galvanized-steel
- https://weldingtroop.com/can-you-weld-galvanized-steel/
- http://www.sperkoengineering.com/html/articles/WeldingGalvanized.pdf
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Александр Берк
Немного о себе: Я сертифицированный международный инженер по сварке (IWE), работавший в различных проектах по сварке TIG, MIG, MAG и контактной точечной сварке. В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки.
Чтобы ответить на некоторые вопросы, которые мне часто задавали или задавались во время работы, я завел этот блог. Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
Recent Posts
- Почему нельзя заварить треснувший алюминиевый диск
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
- 8 советов по сварке пробки O2
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать дальше
- 8 советов по сварке окрашенных материалов
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Сварка оцинкованного стального листа (технологический подход)
Содержание
Дуговая сварка оцинкованной стали
Наличие цинкового покрытия создает некоторые трудности при сварке оцинкованной стали. Основные проблемы:
- Повышена чувствительность сварки трещин и устьиц;
- Выпаривание и сажа цинка;
- Оксидный шлак и цинковое покрытие плавятся и разрушаются.
Среди них основными проблемами являются сварочные трещины, устьица и шлак.
Свариваемость
(1)Трещина
Во время сварки расплавленный цинк плавает на поверхности расплавленной ванны или в основании сварного шва.
Так как температура плавления цинка намного ниже, чем у железа, железо в расплавленной ванне будет сначала кристаллизоваться, а жидкий цинк будет просачиваться в нее по границе зерен стали, что приведет к ослаблению межкристаллитной связи .
Кроме того, между цинком и железом легко образуются металлические хрупкие соединения Fe3Zn10 и FeZn10, что еще больше снижает пластичность металла шва.
Поэтому под действием остаточных сварочных напряжений вдоль границы кристалла легко растрескивается.
1) Факторы, влияющие на чувствительность к растрескиванию
① Толщина цинка
Цинковое покрытие оцинкованной стали тонкое, а чувствительность к растрескиванию невелика, в то время как слой цинка стали, подвергаемой горячему цинкованию, толще, а чувствительность к растрескиванию выше.
② Толщина заготовки
Чем больше толщина, тем больше ограничивающее напряжение при сварке и чувствительность к образованию трещин.
③ Зазор канавки
Чем больше зазор, тем чувствительнее трещина.
④ Метод сварки
Чувствительность к трещинам мала при ручной дуговой сварке, а чувствительность к трещинам намного выше при сварке с использованием газа CO2.
2) Методы предотвращения трещин
① Перед сваркой откройте V-, Y- или X-образную канавку в месте сварки оцинкованного листа. Используйте оксиацетилен или пескоструйную очистку для удаления цинкового покрытия возле канавки, зазор не должен быть слишком большим, обычно 1,5 мм.
② Выбирайте сварочные материалы с низким содержанием кремния. При сварке в среде защитных газов следует применять сварочную проволоку с низким содержанием кремния. Для ручной сварки используются титановые и титано-кальциевые электроды.
(2)Stomatal
Слой цинка вблизи канавки производит окисление (ZnO) и испарение под действием тепла дуги, а также испаряет белый дым и пар, поэтому очень легко вызвать устьица в сварном шве.
Чем больше сварочный ток, тем сильнее испарение цинка, тем выше чувствительность устьиц.
Нелегко получить устьица в диапазоне средних токов при сварке титановым электродом и кальциево-титановым электродом.
При сварке целлюлозным электродом с низким содержанием водорода легко образуются устьица как при слабом, так и при сильном токе.
Кроме того, необходимо контролировать угол наклона электрода в диапазоне 30-70°.
(3)Испарение и сажа цинка
Слой цинка вблизи расплавленной ванны окисляется до ZnO и испаряется под действием тепла дуги, образуя большую пыль.
Основным компонентом этой пыли является ZnO, который оказывает большое влияние на органы дыхания рабочих.
Поэтому при сварке необходимо обеспечить хорошую вентиляцию.
В соответствии с теми же техническими условиями на сварку количество пыли, образующейся при сварке электродом из оксида титана, невелико, в то время как количество пыли, образующейся при сварке сварочным электродом с низким содержанием водорода, велико.
(4)Окисный шлак
Когда сварочный ток мал, ZnO, образующийся в процессе нагрева, не так легко улетучивается, он легко превращается в шлак ZnO.
ZnO стабилен, его температура плавления составляет 1800 ℃.
Крупный блок шлака ZnO очень отрицательно влияет на пластичность сварного шва.
При использовании электрода типа оксида титана ZnO демонстрирует небольшое равномерное распределение, что мало влияет на пластичность и прочность на растяжение.
В случае целлюлозного или водородного электрода ZnO в сварочном шве больше и больше, а качество сварки плохое.
Процесс сварки оцинкованной стали
Оцинкованная сталь может быть сварена ручной электродуговой сваркой, сваркой в среде защитного газа с плавящимся электродом, аргонно-дуговой сваркой, контактной сваркой и т. д. пыли, предотвращения сварочных трещин и образования устьиц, за исключением открытия соответствующего наклона перед сваркой, следует удалить слой цинка возле канавки.
Способ удаления: огневой или пескоструйный.
Зазор канавки должен контролироваться в пределах 1,5 ~ 2 мм, а если толщина заготовки больше, зазор может находиться в диапазоне 2,5 ~ 3 мм.
2) Выбор электрода
Принцип выбора сварочной проволоки заключается в том, чтобы механические свойства металла шва были как можно ближе к основному материалу, а количество кремния в сварочном электроде должно быть ниже 0,2. %.
Прочность соединений, полученных с использованием электродов ильменитового типа, электродов из оксида титана, электродов из целлюлозы, электродов из титана и кальция и сварочных электродов с низким содержанием водорода, может обеспечить удовлетворительный результат.
Однако шлак и пористость легко образуются в сварных швах при сварке электродом с низким содержанием водорода и целлюлозным электродом, поэтому обычно этот метод не применяется.
Для листов из низкоуглеродистой оцинкованной стали предпочтительны сварочные прутки J421/J422 или J423.
Для листов из оцинкованной стали с уровнем прочности выше 500 МПа следует использовать сварочные электроды Э5001, Э5003.
Для листов из оцинкованной стали с прочностью более 600 МПа следует выбирать сварочные прутки марок Е6013, Е5503 и Е5513.
При сварке используйте по возможности короткую дугу, не допускайте раскачивания дуги, чтобы предотвратить расширение зоны плавления оцинкованного слоя, обеспечить коррозионную стойкость заготовки и уменьшить количество копоти.
(2)Сварка плавящимся электродом в среде защитного газа
Сварка в среде защитного газа CO2 или сварка в среде Ar+CO2, Ar+O2 в среде защитного газа.
Защитный газ оказывает значительное влияние на содержание Zn в сварном шве.
При использовании чистого CO2 или CO2+O2 содержание Zn в сварном шве высокое, в то время как содержание Zn в сварном шве низкое при использовании Ar+CO2 или Ar+O2.
Ток мало влияет на содержание Zn в сварном шве. С увеличением сварочного тока содержание Zn в сварочном шве несколько уменьшается.
При сварке оцинкованной стали в среде защитного газа сварочная пыль намного больше, чем при ручной дуговой сварке, поэтому особое внимание следует уделять вытяжке.
Факторами, влияющими на размер и состав сажи, являются в основном текущие и защитные газы.
Чем больше сила тока или больше количество CO2 или O2 в газе, тем больше сварочная сажа.
Кроме того, увеличивается содержание ZnO в саже, и максимальное содержание ZnO может достигать около 70%.
При одинаковых технических условиях на сварку глубина расплава оцинкованной стали больше, чем у неоцинкованной стали.
Сварочные поры Т-образного соединения, соединения внахлестку и сварки вниз более чувствительны, и чем выше скорость сварки, тем легче образуются поры.
Влияние скорости сварки особенно очевидно для оцинкованной легированной стали.
При многорядной сварке устьичная чувствительность последующих сварочных линий больше, чем у предыдущей.
Состав защитного газа не оказывает большого влияния на механические свойства соединений, и для сварки обычно используется чистый CO2.
Параметры сварки CO2 для I-образного стыкового соединения, соединения внахлестку и таврового соединения оцинкованной листовой стали приведены соответственно в следующей таблице 1-3.
Таблица 1 Технические параметры для сварки CO2 стыкового соединения двутавровой оцинкованной стальной пластины
| Толщина/мм | Зазор/мм | Положение сварки | Скорость подачи проволоки/мм*с-1 | Напряжение дуги/В | Сварочный ток/мм/с | ПРИМЕЧАНИЕ | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1,6 | 0 | Плоская сварка | 59,2 ~ 80,4 | 17 ~ 20 | 70.4 | 17 ~ 20 | 70,4 | 17 ~ 20 | 9118 70,417 ~ 201215 9118 70,4 | 17 17. 0,9 мм Сухой удлинитель 6,4 мм |
| Vertical Down Welding | 82.5 | 17 | 90 | 5.9 | ||||||
| Horizontal Welding | 50.8 | 18 | 100 | 8.5 | ||||||
| Overhead Welding | 50.8~55 | 18~19 | 100~110 | - | ||||||
| 3. 2 | 0.8~1.5 | Flat Welding | 71.9 | 20 | 135 | 5.5 | ||||
| Vertical Welding | 71.9 | 20 | 135 | 7.6 | ||||||
| Horizontal Welding | 71.9 | 20 | 135 | 6.8 | ||||||
| Overhead Welding | 71.9 | 20 | 135 | 5,5 |
Таблица 2 Технические характеристики для сварки CO2 внахлестку оцинкованной листовой стали
| Толщина/мм | Welding Position | Wire Feed Speed/mm*s-1 | Arc voltage/V | Welding Current/A | Welding Speed/mm*s-1 | Note |
|---|---|---|---|---|---|---|
| 1.6 | Flat Welding | 50,8 | 19 | 110 | 5,1~6,8 | Сварочная проволока ER705-3 диам. 0,9 мм Сухой удлинитель 6,4 мм |
| Горизонтальная сварка | 50,8 | 19~20 | 100~110 | 5. 5~6.8 | ||
| Overhead Welding | 50.8 | 19~20 | 100~110 | 4.2~5.1 | ||
| Vertical Welding | 50.8 | 18 | 100 | 5.5~6.8 | ||
| 3.2 | Flat Welding | 67.2 | 19 | 135 | 3.8~4.2 | |
| Horizontal Welding | 67.2 | 19 | 135 | 3.8~4.2 | ||
| Vertical Down Welding | 67.7 | 19 | 135 | 5.1 | ||
| Overhead Welding | 59.2 | 19 | 135 | 3.4~3.8 |
Table 3 Specification parameters for CO2 сварка Т-образного оцинкованного стального листа встык (угловое соединение)
| Толщина/мм | Положение сварки | Скорость подачи проволоки/мм*с-1 | Напряжение дуги/В | Welding Current/A | Welding Speed/mm*s-1 | Note | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1. 6 | Flat Welding | 50.8~55 | 18 | 100~110 | - | Welding wireER705 -3 Диам. 0,9 мм Dry Extension6,4 мм | |||||
| Вертикальная сварка | 55 ~ 65,6 | 9 | 110 ~ 120 | - | 110 ~ 120 | - | 110 ~ 120 | - | 110 1111111111111111111111111111111111111111111111111111111111111111111119н.~20 | 110 | 5.9 |
| Horizontal Welding | 59.2 | 20 | 120 | 5.1 | |||||||
| 3.2 | Flat Welding | 71.9 | 20 | 135 | 4.7 | ||||||
| Vertical Welding | 71.9 | 20 | 135 | 5.9 | |||||||
| Horizontal Welding | 71.9 | 20 | 135 | 4.2 | |||||||
| Верхняя сварка | 71,9 | 20 | 135 | 5,1 |
.
Вы не сможете. опасный. Оцинкованные стальные трубы используются в коммерческих целях и в быту благодаря своим долговечным и защитным качествам.Из-за его широкого использования многим приходится делать с ним работу своими руками. Но как только вы начинаете вмешиваться в этот материал, он по праву присваивает себе имя. Заслуженно, потому что цинк из покрытия выделяет токсичные химические вещества, которые вызывают относительное жжение в легких.
Итак, прежде чем вы нанесете себе ненужную травму этим чередованием самоделок, давайте рассмотрим все, что вам нужно знать о сварке оцинкованных труб.
Содержание
Технически да, вы можете сваривать оцинкованные трубы. Но прежде чем вы это сделаете, настоятельно рекомендуется принять ряд мер предосторожности, прежде чем пытаться совершить этот подвиг. В конце концов, вы действительно хотите избежать гальванического отравления — никто не хочет быть сбитым с толку этим.
Оцинкованные стальные трубы, используемые в качестве продукта для создания инфраструктуры и предотвращения ее эрозии и ржавчины, могут использоваться во всем, от водосточных желобов до Бруклинского моста. Но, и это большое но, как только вы нагреваете трубы из оцинкованной стали, вы выделяете токсичный побочный продукт цинка из защитного покрытия на металле. Этот оксид цинка может быть настоящим ядом, и его лучше всего избегать с помощью надлежащей подготовки и защитного оборудования при сварке оцинкованной трубы. Кроме того, на самом деле применяется обычная технология сварки.
Чтобы убедиться, что вы готовы, и чтобы уберечь вас от любых нежелательных опасений по поводу здоровья, в этой статье будет рассказано обо всем, что вам нужно знать. Мы рассмотрим, как сварить трубу, лучшие способы сделать это (будь то MIG, Stick, проволока или флюс), опасности и опасности, и посмотрим, к чему можно приваривать оцинкованную сталь.
Как сварить оцинкованную стальную трубу? Поскольку это довольно опасная задача, вам необходимо принять некоторые меры предосторожности. Я знаю, что в наше время ходит много чепухи о здоровье и безопасности, но когда дело доходит до этого, серьезно, поверьте мне, это токсично. Оксид цинка может вызвать у людей «лихорадку металлического дыма», которая является гриппоподобной причиной этого токсина. Действительно, чрезмерное воздействие этого может привести к смерти. Известно, что некоторые сварщики пьют молоко или принимают добавки кальция перед сваркой оцинкованной стали для борьбы с воздействием цинка.
Перед тем, как начать, лучше всего приобрести правильное защитное снаряжение. Вам понадобится 4 основных предмета комплекта. Сверхпрочный фартук, перчатки, хорошая сварочная маска и надежный сварочный респиратор. В дополнение к этому, вы должны получить хорошо проветриваемое рабочее место через вытяжку дыма или несколько вентиляторов для удаления избыточных паров, расположенных на расстоянии около 2-3 м (или, что еще лучше, установите рабочее место снаружи). Наконец, чтобы упростить задачу, многие предлагают удалить как можно больше защитного цинкового покрытия со стали перед началом сварки — это можно сделать, отшлифовав соответствующий участок перед тем, как приступить к сварке. Фактически, после того, как вы удалили цинковое покрытие на участках, которые вы хотите сварить, процедура такая же, как и при сварке обычной стали. Заземлите себя и приступайте к работе!
Итак, вы разобрались со всеми необходимыми защитными средствами и знаете, какая задача вам предстоит. Но теперь вы хотите знать, как лучше сварить ваш участок оцинкованной трубы. Оцинкованные трубы могут быть немного сложнее сваривать из-за связанного сплавления, если вы не удалите все это покрытие. Это может вызвать включения и пористость. Несмотря на это, дуговая сварка металлическим газом (MIG) лучше всего подходит для сварки труб. Более универсальный и последовательный, чем другие методы, этот способ позволяет быстро создавать высококачественные сварные швы. Но это не значит, что три других основных метода сварки не работают — ниже мы рассмотрим несколько вариантов.
Читайте также: Пайка VS Сварка
Можно ли сваривать MIG оцинкованные трубы?Дуговая сварка металлическим электродом в среде защитного газа (GMAW или MIG) является наиболее популярным типом промышленной сварки. Он использует пистолет, заправленный газом вдоль проволочного электрода, который нагревает два обрабатываемых куска металла. Он требует постоянного напряжения и мощности, а это означает, что его может быть трудно использовать снаружи, если вы планировали сваривать оцинкованную сталь снаружи. Использование MIG при сварке оцинкованных труб обеспечивает высокую скорость перемещения и высокую производительность.
Вот почему MIG является отличным выбором, поскольку он обеспечивает достаточную стабильность и контроль для получения хорошей отделки. Вы хотите использовать более короткую цепь передачи для получения большей мощности при сварке, поэтому вам следует обратить внимание на 200-амперный, 100% рабочий цикл, источник питания с управлением «индуктивностью». Ваш сварочный пистолет будет оптимальным на 300 ампер, а лучший вариант для вашей проволоки — ER70S-2/ER70S-3. Следует избегать использования проволоки с высоким содержанием кремния, такой как ES70S-6, так как кремний растрескивается при смешивании с окружающим цинком. Во избежание разбрызгивания сварщик должен постоянно придерживать выступ проволоки во время работы. Кроме того, это довольно обычная сварочная работа, которая не должна причинять особых хлопот. Для более глубокого изучения MIG и того, как его правильно использовать, Weld Reality предлагает несколько лучших советов по обучению.
Что касается более старых сварщиков среди вас, вы, возможно, больше привыкли к технике Stick. Дуговая сварка защитным металлом (SMAW, дуговая сварка или более известная как дуговая сварка) — это тип сварки, в котором используется «стержень» с электрическим током, который использует дугу между стержнем и свариваемыми объектами. Широко используемый в строительстве метод сварки электродами постепенно был заменен методом MIG. Тем не менее, он по-прежнему занимает свое место. Он работает, создавая высокую температуру и расплавляя электрод и металл, создавая сварной шов. Дуговая сварка электродуговой сваркой лучше всего подходит для тяжелых металлов и поэтому может использоваться так же эффективно, как MIG для оцинкованной стали.
Из-за более низкой потребности в энергии этот метод можно использовать на открытом воздухе, и в этом отношении он предлагает явное преимущество перед MIG, учитывая опасность, связанную с побочным продуктом оксида цинка. Для этого проекта вы хотите использовать E6013 диаметром 3/32 дюйма, используя постоянный ток и положительные настройки электрода. Для более толстых кусков металла вам следует перейти на E6010, чтобы вы могли легко проникать в более толстый металл. При использовании сварочного аппарата важно помнить пару дополнительных советов, чтобы компенсировать отсутствие универсальности и подвижности. Для стыковых соединений необходимы более широкие зазоры, чтобы обеспечить полное проникновение. Полезно легкое взбивание, так как оно будет перемещать электрод вперед и назад и способствовать испарению цинка. Наконец, для борьбы с отсутствием контроля, который вы автоматически получаете с помощью Stick по сравнению с MIG, использование коротких дуг обеспечивает большую стабильность для получения точной и качественной сварки. Советы и рекомендации по сварке — это советы по сварке электродом.
Дуговая газовая сварка вольфрамовым электродом (GTAW или TIG, как ее чаще называют) — это процесс сварки, основанный на использовании газовой защиты наряду с процессом дуговой сварки, в котором используется расходуемый вольфрамовый электрод для создания желаемого эффекта. Из-за его сложности и трудоемкости для использования этого метода требуется высококвалифицированный / профессиональный сварщик. Он производит высококачественные сварные швы без брызг, но, как правило, используется в коммерческой сварке, например, в самолетах, автомобилях или мотоциклах. Поскольку это очень сложно и зависит от навыков, рекомендуется не использовать эту технику при изготовлении оцинкованной стали своими руками. Однако это не означает, что он не будет эффективным.
Дуговая сварка с флюсовым сердечником (FCAW, более известная как сварка с флюсовым сердечником), разработанная в качестве альтернативы защитной сварке, использует процесс сварки, основанный на полуавтоматической дуговой сварке. Подобно сварке стержнем в своем практическом использовании, в этом методе используется флюс, заполненный трубчатой проволокой. Его можно использовать путем самозащиты или двойной защиты с помощью газа. Flux core, безусловно, конкурирует с MIG при использовании на оцинкованной стали. Его стойкость к загрязнениям (ржавчина и т. д.), его ковкий характер «вне положения» означает, что возможна сварка снаружи или внутри, а хорошее проникновение доказывает, что флюсовая сердцевина является отличным соперником при сварке оцинкованных труб.
После удаления цинкового покрытия процесс аналогичен обычному. Выберите вольт (слегка уменьшив его, чтобы избежать ненужных брызг) и ампер в соответствии с толщиной металла, не забудьте изменить полярность вашего сварочного аппарата с положительного MIG на отрицательный магнитный сердечник. Этот калькулятор может помочь вам в отношении того, какие настройки лучше всего реализовать для вашего конкретного куска металла. При сварке с флюсовым сердечником используйте технику вытягивания, а не проталкивания, чтобы цинк и шлак могли течь в правильном направлении. При использовании этого метода может потребоваться остановка и очистка пистолета, так как загрязняющие вещества накапливаются и закупоривают сварной шов. Как правило, этот метод, безусловно, является серьезным претендентом на применение MIG при сварке оцинкованных труб.
Можно ли сваривать оцинкованные фитинги? Как упоминалось ранее, после удаления покрытия с оцинкованной стали сварка становится похожей на обычную сварку стали. Это означает, что механический процесс сварки оцинкованной стальной трубы и неоцинкованной стальной трубы практически одинаков. Удалив область, которая сваривается, от любого цинка, вы можете использовать методы сварки MIG или электродом Stick для достижения желаемого результата.
Помимо стандартных опасностей, связанных со сваркой, основной опасностью, с которой вы столкнетесь, является оксид цинка, который выгорает на оцинкованных трубах. Оксид цинка, побочный продукт защитного покрытия стали, вреден для человека. Он образует желто-зеленое облако газа при сгорании при высоких температурах сварки и, как известно, вызывает болезни у сварщиков, которые не имеют надлежащего оборудования. Обычно это проявляется в форме лихорадки от паров металлов, которая вызывает гриппоподобные симптомы. Длительное воздействие этих паров может вызвать серьезные проблемы со здоровьем. Из-за этого всегда рекомендуется надевать дополнительную защитную одежду и эффективный сварочный респиратор поверх обычного сварочного тряпчика.
При сварке трубы выделяется ядовитое вещество, но при соблюдении правильных мер предосторожности вам не нужно слишком беспокоиться о длительном воздействии сварки оцинкованной стали.
Как упоминалось ранее, вполне может быть. Подобно сварке фитингов с оцинкованной сталью, обычную сталь можно достаточно легко приварить к оцинкованной стали. Это просто требует дополнительной стадии удаления этого вредного цинкового покрытия. Однако, как только это будет удалено из трубы, вы окажетесь в выигрыше. Можно возобновить обычную практику сварки, и вы можете использовать любую технику сварки, которая вам нравится. Что бы вам ни подходило, лучше всего использовать сварку MIG или Flux Core для достижения наилучших результатов.
Да, это действительно сработает. Несмотря на то, что он не обеспечивает такой прочный или, скорее всего, долговечный ремонт, сварка JB должна работать на оцинкованной стали. Тем не менее, вы должны не забывать очищать от песка и обезжиривать любые области, над которыми вы работаете, чтобы обеспечить наиболее успешную адгезию.
Сварка оцинкованной стали с флюсовым сердечником 16 Что нужно знать
Вам нужно выполнить небольшую или даже большую сварку детали, которая находится на открытом воздухе.
Ограждение, труба или, может быть, часть машины.
Вы знаете, что это сталь, но если он находился на открытом воздухе и на нем видны небольшие признаки ржавчины, возможно, он был оцинкован или оцинкован, а затем окрашен.
Вы хотите знать, что делать при сварке оцинкованной стали под флюсом.
Как узнать, оцинкован ли металл?
Вы можете увидеть характерный блеск, искрящийся на солнце, который выдает тот факт, что металл оцинкован. Или
вы, возможно, видели царапину на покрывающей краске и видели оцинковку под краской.
Пример оцинкованной сталиЧто такое оцинкованный металл?
Гальванизация — это процесс, при котором на сталь наносится защитное цинковое покрытие для защиты стали от ржавчины.
Подобно краске образует защитный барьер между сталью и воздухом, хотя гальванизация идет дальше, обеспечивая электрохимическую защиту
Что это?
Цинк окисляется на воздухе. Это окисление защищает сталь, даже если сталь будет надцарапана до голого металла — цинковое покрытие по-прежнему будет защищать металл.
Гальванизация наносится на сталь путем горячего погружения стали в цинк или дробеструйной обработки – так называемая сухая гальванизация.
Вот 16 простых вещей, которые нужно знать при сварке оцинкованной стали с флюсовой проволокой.
1. Сварка MIG оцинкованной стали?
Да, вы можете использовать процесс MIG – сплошная проволока и защитный газ. Выберите правильный вид твердой проволоки и защитный газ, и вы справитесь.
Многие используют в качестве защитного газа чистую двуокись углерода, потому что она дешева, хотя и дает много брызг. В противном случае 75% аргона и 25% СО2 — еще один хороший вариант защитного газа.
Сплошная проволока MIG не терпит загрязнения области сварки, поэтому обязательно хорошо подготовьтесь, сошлифуйте всю оцинковку – по два дюйма с каждой стороны от сварного шва.
В противном случае загрязнение сварного шва при сварке MIG сплошной проволокой в среде защитного газа означает пористость, плохое проплавление, что может привести к разрушению сварного шва.
Сварка MIG может привести к плохим результатам из-за пористостиЕсли металл тонко шлифуется, гальванизация может быть не вашим выбором.
Оцинковку часто проводят на открытом воздухе, потому что там большую часть металла оцинковывают для защиты стали. Ветер на улице может сдуть защитный газ, что приведет к плохому сварному шву.
И, очевидно, вам придется взять с собой на место сварки гораздо больше, не только сварочный аппарат MIG. Вы также должны нести баллон с защитным газом и, возможно, барьер для защиты места сварки от ветра, если это не совсем спокойный день.
Есть лучший способ.
2. Сварка с флюсовым сердечником Оцинкованная сталь
Сварка с флюсовой проволокой Является предпочтительным методом.
Поскольку этот процесс более устойчив к загрязнениям, таким как ржавчина (хотя всегда лучше очистить область от масел и ржавчины перед сваркой), когда флюс в сердцевине флюса выносит загрязнения на поверхность сварного шва до сгореть на воздухе или попасть в шлак, удаляемый после сварки.
Проволока с флюсовым сердечником лучше подходит для сварки «вне положения», что более типично при сварке снаружи. В этих ситуациях флюсовая сердцевина может сваривать лучше и быстрее.
И вы получаете хорошее проплавление, используя сварочную проволоку с флюсовым сердечником, и вам не нужен дополнительный газовый баллон.
3. Что происходит при сварке оцинкованной стали порошковой проволокой?
Во время сварки происходит что-то дополнительное.
Прежде всего стоит понять, что цинк плавится при 900 градусах по Фаренгейту и испаряется в оксид цинка при 1650 градусах по Фаренгейту. Почему это важно, ну, когда вы свариваете, сталь плавится при 2750 градусов по Фаренгейту. Гораздо более высокая температура, чем у цинка.
Это означает, что при сварке;
- сварочная дуга испаряет цинк при контакте с воздухом.
- Сварка сжигает гальванопокрытие с помощью тепла дуги
- цинковое покрытие удаляется из точки сварки
- испарения цинка вызывают больше сварочного дыма
4. Как сваривать оцинкованную сталь с флюсовым сердечником?
Если нет толстого цинкового покрытия, сварка флюсовым сердечником — это тот же процесс, что и сварка неоцинкованной стали, вы выбираете напряжение и выходную мощность вашего сварочного аппарата в амперах в соответствии с толщиной свариваемого металла.
Только не забудьте изменить настройку полярности сварочного аппарата MIG с положительной на отрицательную, если вы переключаетесь со сплошной проволоки на проволоку с флюсовым сердечником.
На это часто не обращают внимания, и это необходимо для успешной сварки проволокой с флюсовым сердечником.
Возможно, потребуется отрегулировать сварочное напряжение, чтобы уменьшить разбрызгивание, вам может потребоваться чуть больше времени на перемещение сварки и немного дольше оставаться в сварочной ванне.
Используйте метод вытягивания, а не метод проталкивания, так как вы хотите выжечь цинк и сформировать хорошее шлаковое покрытие, удаляющее любые загрязнения из сварного шва.
Возможно, вам придется чаще останавливаться, чтобы очистить горелку MIG от сварочных брызг и пыли оксида цинка. В этом вам поможет гель против брызг.
Сварка с флюсовой сердцевиной дает лучшие результаты5. Размеры проволоки с флюсовой сердцевиной?
То же, что и при сварке неоцинкованной стали.
Размер используемой проволоки с флюсовым сердечником следует выбирать в зависимости от толщины свариваемого металла, характеристик вашего сварочного аппарата и сварочного тока в Амперах вашего сварочного аппарата. Не знаете, какой размер проволоки с флюсовым сердечником лучше всего подходит для вашего сварщика? Взгляните на мою статью на сайте здесь.
6. Прочность сварного шва Сварка оцинкованной стали
Прочность сварного шва должна быть одинаковой независимо от того, сваривается ли оцинкованная сталь или нет. Пока оксид цинка получает доступ к воздуху, чтобы сгореть. Сварка толстых оцинкованных покрытий, стыковых сварных швов, сварных складок или углов, где гальванопокрытие естественным образом накапливается, лучше сначала шлифовать гальванизированное покрытие.
Помните, что для выгорания цинка и превращения его в оксид цинка необходим контакт с воздухом.
7. Что делать, если оцинкованное покрытие тонкое?
Чем тоньше, тем лучше, меньше паров. Вы можете обнаружить, что можете обойтись без респиратора, если вы держите голову подальше от дыма и свариваете в хорошо проветриваемом помещении.
8. Что я подразумеваю под хорошо проветриваемым помещением?
Сварка снаружи. Вы не можете получить более хорошо проветриваемое помещение, чем это.
Если вам нужно сваривать внутри, сваривайте в большой мастерской, где есть хороший сквозной поток воздуха.
Небольшое пространство?
Хороший поток воздуха имеет решающее значение.
Поток воздуха слева направо или справа налево, чтобы отвести от вас шлейф газов.
Вы можете использовать вентилятор или вытяжку для перемещения воздуха, если вы находитесь в небольшом сарае или мастерской.
Не используйте вентилятор позади себя, так как ваше тело будет блокировать поток воздуха, и никогда не используйте вентилятор перед собой, чтобы выдувать шлейф на себя.
9. Что делать, если имеется толстое оцинкованное покрытие?
Если металл также толстый, то вы можете обнаружить, что место подготовки ускоряет работу.
Используйте шлифовальную машинку на расстоянии двух дюймов с каждой стороны от точки сварки, чтобы отшлифовать оцинкованное покрытие перед сваркой.
Вы можете обнаружить более толстые области гальванического покрытия, особенно когда сталь подвергалась горячему погружению, гальваническое покрытие может накапливаться в углах и складках.
Для выжигания цинка теплом дуги с флюсовым сердечником необходим воздух как для выжигания цинка, так и для флюса, обеспечивающего защиту сварного шва. Это намного сложнее в углу или складке.
Если вы свариваете именно здесь, может быть проще сначала взять шлифовальную машину в эти места. Либо уменьшить количество гальванизации, либо открыть ее больше для воздуха.
Не забывайте использовать защитные очки и защитную маску при шлифовке оцинкованной стали.
10. Холодное шлифование гальванического покрытия
Если вы решили удалить часть гальванического покрытия шлифованием, помните, что это также может привести к выбросу оксида цинка в воздух. Берегите не только глаза во время шлифовки или шлифовки, надевайте маску, чтобы не дышать пылью.
Поскольку пыль оксида цинка также образуется при измельчении.
11. Преимущества сварки оцинкованной стали порошковой проволокой?
Можно сваривать на открытом воздухе, что должно решить вопрос с вентиляцией.
Предпочтительный процесс для сварки оцинкованной стали.
Вы найдете более полное объяснение использования порошковой проволоки. И сварка оцинкованной стали как раз из их числа. 101.
12. Какую проволоку с флюсовым сердечником выбрать?
Соображения одинаковы независимо от того, сварка оцинкована или нет. Выбирайте проволоку в зависимости от возможностей вашего сварочного аппарата и свойств проволоки.
Проверить марку порошковой проволоки на пригодность для сварки оцинкованной стали.
Кроме того, он подходит для многократных проходов, если это то, что вам нужно сделать для сварки.
Выберите размер проволоки с флюсовым сердечником в соответствии с толщиной свариваемого металла и возможностями вашего сварщика.
Порошковая проволока, как правило, дает больше брызг, поэтому ищите проволоки с флюсовой сердцевиной, рассчитанные на низкий уровень брызг, чтобы избежать большого количества очистки. Или используйте спрей против разбрызгивания на окружающих участках (не на сварном шве), чтобы защитить обрабатываемую деталь.
Некоторые из моих любимых проволок с флюсовым сердечником описаны в статье на эту тему. И Вы можете найти его по этой ссылке здесь.
13. Видео о сварке с флюсовым сердечником на YouTube
Вот полезное видео на YouTube, иллюстрирующее сварку оцинкованной стали с флюсовым сердечником. Видео длится около пяти с половиной минут.
Демонстрант не верит в процесс MIG — сплошная проволока и защитный газ могут сваривать оцинкованные детали, в то время как многие из нас верят.
Необходима хорошая подготовка, как я описал выше, и да, флюсовая сердцевина является предпочтительным методом. Тем не менее, это видео стоит посмотреть.
Сравнение GMAW и FCAW при сварке оцинкованного материала
Видео предоставлено Weld.com
14. После сварки оцинкованной стали с сердечником под флюсом чтобы убрать все брызги, очистите сварной шов, зашлифовав его, или используйте проволочную щетку, даже если это только для удаления шлака.
Очистка сварного шва и шлифовка стали при подготовке к сварке приведет к тому, что сталь будет оголена.
Вот почему после завершения сварки необходимо повторно нанести защитное покрытие.
Поскольку металл был защищен гальваническим покрытием, скорее всего, потребуется повторное цинкование.
15. Насколько опасна для здоровья сварка оцинкованного металла?
Даже при сварке неоцинкованного металла не рекомендуется вдыхать шлейф сварного шва. Следует практиковать хорошие сварочные процедуры независимо от того, сварка оцинкована или нет, чтобы предотвратить лихорадку металлического дыма или цинковые сотрясения.
Предотвратить лучше всего
Держите шлем и голову подальше от поднимающегося дыма от сварки.
Не вдыхать пары.
Работайте в хорошо проветриваемом помещении. Преимущество сварки с флюсовой проволокой заключается в том, что если вы можете включить свой сварочный аппарат, он подходит для сварки на открытом воздухе.
Носите респиратор или маску, подходящие для защиты от оксида цинка под сварочной маской.
Это мои любимые маски для лица.
Белая пыль внутри вашей сварочной маски означает, что вы неправильно держите голову.
16. Почему лихорадка металлического дыма не поражает некоторых людей?
Некоторые люди более терпимы к парам оксида цинка, чем другие.
Всегда лучше не подвергать себя прямому контакту с газовым шлейфом, поднимающимся от сварного шва.
По сути, цинк является необходимым микроэлементом для всей жизни на этой планете, и наряду с большинством хороших вещей в жизни, избыток никогда не является хорошей идеей.
Чрезмерное воздействие при вдыхании оксида цинка вызывает у некоторых людей тошноту.
Лихорадка металлического дыма
Эта болезнь называется лихорадкой металлического дыма или цинковой лихорадкой.
То, насколько плохо вы себя чувствуете, зависит от вашей восприимчивости – по сути, от того, насколько вы аллергичны к оксиду цинка, и от уровня воздействия.
В некоторых процессах цинкования используется 100% цинк, однако в других, особенно в старом цинковании, содержится небольшое количество свинца. Оксид свинца ни в коем случае нельзя вдыхать.
Симптомы
Ощущение, что у вас грипп. Возможными симптомами являются дрожь, тошнота, головная боль, чувство сильной усталости и боли в суставах. Наряду с сухостью в горле или щекочущим кашлем появляется сладкий или металлический привкус во рту.
Большинство эффектов исчезают в течение двадцати четырех-сорока восьми часов. Хотя полное восстановление может занять до трех недель.
И можно повысить уровень допуска, если вы ежедневно свариваете оцинкованный металл. Терпимость, к сожалению, длится недолго.