Сварка полипропиленовых листов встык | Территория для мужчин
Существует несколько способов сварки полипропиленовых листов встык. В любом случае для этого используется специальное оборудование, позволяющее обеспечить качественное соединение двух листов из полипропилена. Сварка полипропиленовых листов (на сайте вы найдете широкий ассортимент листового полипропилена) встык выполняется при помощи фена или экструдера. Также существует технология автоматического сваривания на специальном стыковом сварочном станке.
Оборудования для сварки своими руками
Так, для сварки полипропиленовых листов своими руками используется два инструмента фен или экструдер. Также обязательно используется специальная полипропиленовая проволока. В процессе соединения стыки обязательно зачищаются шлифовкой мелкого сечения. При этом будут создаваться небольшие неровности, что увеличит качество соединения.
Кроме всего прочего, работы должны происходить в чистом, сухом помещении где отсутствует пыль.
Использование экструдера позволяет сваривать между собой листы толщиной до 1,6 см. Что касается использования фена, то толщина заготовки не должна превышать 1 см. Однако важно понимать, что сварка полипропиленовых листов на специальном сварочном станке позволяет достигать наилучшего качества. Однако преимущество ручной сварки в том, что оборудование легко перевезти на объект для выполнения поставленной задачи.
Особенности сваривания полипропиленовых листов феном
Итак, если полипропиленовый лист имеет сравнительно небольшую толщину максимум до 10 мм, то использование фена идеальное решение. Это специальный пистолет с горячим воздухом, позволяющий разогревать заготовку до температуры плавления.
Процесс сварки следует проводить оперативно. Если медлить, то полипропилен попросту будет перегреваться или неравномерно набирать температуру. Если спешить, то полипропиленовые листы могут не схватиться между собой. Поэтому темп должен быть достаточным для образования качественного стыка.
Производство бассейнов из полипропилена
О производстве и конструкции
Наша компания — производитель бассейнов из полипропилена! Бассейн полипропиленовый (PP) имеет очень надежную для нашей климатической зоны конструкцию. Конструктив чаши изготовлен из однородных полипропиленовых листов с толщиной 5-20 мм на нашем заводе Ecopool в Нижнем Новгороде высококвалифицированными мастерами. В корпус бассейна на производстве герметично крепятся закладные элементы: светильники, скиммера, форсунки, противоток, гидромассаж и прочее.
Разработку рабочих чертежей бассейнов проводят высококвалифицированные специалисты с применением немецких стандартов проектирования DVS 2205 для оборудования и изделий из листовых пластиков. Брак практически исключен.
В работе используем следующие типы экструзионной сварки:
— машинная, сварка листов встык
— ручная экструзионная сварка
Отличительной особенностью нашей компании от других является высокое качество производимых бассейнов, а именно качество сварных швов. Сварка важных технологических узлов осуществляется только экструдером.
Сварка важных технологических узлов осуществляется только экструдером.
Компания может также изготавливать другие изделия по желаниям Заказчика: погреб из полипропилена и полиэтилена, кессон пластиковый, емкости из полипропилена, емкости из полиэтилена, химстойкие емкости для производства, пищевые емкости, вентиляцию и воздуховоды, гальванические ванны, корпуса КНС и другое.
Наша компания предлагает Вашему вниманию целый ряд услуг, так или иначе связанных с покупкой бассейна.
- Проектирование чаши бассейна с расстановкой и обвязкой оборудования;
- Подбор и установка оборудования;
- Пуско-наладочные работы;
- Сервисное обслуживание завершенного бассейна.
Оборудование для бассейна в Нижнем Новгороде.
Кроме изготовления пластиковых бассейнов мы сможем изготовить любые другие емкости по Вашему чертежу или эскизу из таких материалов как полипропилен, полиэтилен и ПВХ. У нас имеются все необходимые сертификаты на данный материал.
У нас имеются все необходимые сертификаты на данный материал.
Материалы:
Листовой полипропилен – новый и наиболее подходящий для строительства бассейнов и купелей материал, имеющий ряд неоспоримых преимуществ:
1. Экологичность. Возможность изготовить емкость для питьевой воды.
2. Возможность установить ВСЕ оборудование для бассейна, имеющееся на рынке. Сохраняется полная герметичность.
3. Минимальные сроки изготовления чаши.
4. Широкий диапазон темпаратур от -40 до +80 градусов. Это означает, что такие бассейны подходят именно для нашей местности.
5. Полипропилен не выделяет в атмосферу летучие ядовитые соединения, не реагирует с химическими компонентами, содержащимися в воде и попадающими в бассейн вместе с осадками. Инертные бассейны из полипропилена не боятся хлорированной воды и чистящих кислотных и щелочных составов.
6. Емкости из полипропилена устойчивы к ультрафиолетовому излучению. Именно поэтому цвет бассейна с годами остается таким же ярким.
Именно поэтому цвет бассейна с годами остается таким же ярким.
7. Полипропилен обладает высокой прочностью от механических повреждений и устойчивостью к сезонным изменениям климата, благодаря чему бассейны могут долгосрочно эксплуатироваться на открытом воздухе.
8. Заказчики заранее экономят на монтажных работах. Нет необходимости в дополнительных работах, а именно опалубке. Чаша бассейна и является внутренней опалубкой.
9. Полипропилен — травмобезопасен. Он не скользит в воде.
10. Полипропиленовые бассейны в отличие от жестких бетонных конструкций не восприимчивы к пучениям грунта, не трескаются со временем, выдерживают многократное сгибание.
11. Срок службы полипропленовых бассейнов составляет в среднем до 50 лет.
Купить бассейн из полипропилена в Москве и московской области Вы можете у нас!
Сварочный стол для пластика DVS-1500 (до 1600 мм)
Станок для сварки листового пластика DVS-1500
Для сварки листов ПП и ПЭ шириной до 1600 мм.
Стыковые сварочные машины предназначены для сварки листового пластика при помощи нагревательного элемента. Машины выпускаются размерами от 1500 до 2500 мм и позволяют работать с материалами толщиной до 40 мм. На можно состыковать полипропилен, полиэтилен, поливинилхлорид (ПВХ) и ПВДФ.
Высокое качество сварных соединений.
Швы, выполненные на стыковочных станках, соответствуют стандарту DVS2205-1 и имеют массу преимуществ: прочность, герметичность и эстетичный внешний вид. Согласно DVS2205-1 прочность шва, сваренного на стыковой машине, достигает 90% прочности самого материала. Возможность производить сварку не только встык, но и под углом 90 градусов значительно расширяет спектр применения наших станков.
Простота применения и высокая производительность.
Сравним сварку ручным экструдером и сварку встык на станке листов длинной 2 метра. Перед сваркой экструдером мы должны отрезать листы в размер, зачистить кромки, снять фаски, зафиксировать листы на ровной поверхности, сварить их с тыльной стороны феном и только после этого проварить основной шов экструдером. Все эти операции займут более 30мин. Для сварки на станке мы так же отрезаем листы в размер, фиксируем их на станке и свариваем. Весь процесс занимает от 6-15мин.
Все эти операции займут более 30мин. Для сварки на станке мы так же отрезаем листы в размер, фиксируем их на станке и свариваем. Весь процесс занимает от 6-15мин.
Технологичность и эстетика изделий.
При изготовлении таких изделий как бассейны, ёмкости, воздуховоды не маловажным фактором является внешний вид. Сварить прочные и практически незаметные швы вы сможете только при использовании станка для сварки листов встык.
На стыковочных станках установлена система контроля и поддержания температуры исключающая погрешность более чем на 2 градуса, а жесткая рама позволяет равномерно распределить давление на всю рабочую длину и контролировать его используя механическую шкалу.
Р18121753Т
Сварочные стыковые станки для листов из термопластов
 youtube.com/embed/m4UL1ZFi8r0″/>
youtube.com/embed/m4UL1ZFi8r0″/>
Стыковой сварочный аппарат для мастеров г. Самара
Интернет-магазин компании Ольмакс предлагает широкий спектр техники для сварки листовых полимеров. Это высокотехнологичные современные станки, назначение которых – качественная сварка полимеров встык. Стыковой сварочный аппарат подбирается в соответствии с его техническими характеристиками, определяющими область применения станка. В многопозиционном каталоге раздела, посвященном этой категории оборудования, наши покупатели из г. Самара и региона имеют возможность выбрать агрегат по таким параметрам, как:
- габариты стола;
- рабочая ширина;
- максимально допустимая толщина свариваемых деталей;
- размер участка зажима;
- тип питания;
- мощность потребления;
- тип нагревательного элемента и пр.


Станки имеют пакет сопроводительных документов, включающих сертификаты соответствия для эксплуатации в нашей стране.
Станки для сварки пластиковых листов — стыковая сварка полиэтиленовых труб
Стыковой сварочный аппарат с ЧПУ имеет солидную базовую комплектацию: ПДУ, зажимные планки и диски и пр. Менее производительные станки отличаются компактностью и высокой производительностью.
Интернет-магазин предлагает приобрести современное, эффективное оборудование известного немецкого бренда Ingenia. Техника этого производителя отличается европейским уровнем качества исполнения, отличными эксплуатационными характеристиками, высокой степенью автоматизации процессов. Нагревательные элементы покрыты тефлоном, пневмоприводы и вакуумные системы облегчают работу оператора, обслуживающего станок. Цифровая индикация и сигнализация позволяют держать под контролем процесс сварки.
Сварочные стыковые станки для листов из термопластов INGENIA
 youtube.com/embed/m4UL1ZFi8r0″/>
youtube.com/embed/m4UL1ZFi8r0″/>
Стыковой сварочный аппарат для мастеров г. Екатеринбург
Интернет-магазин компании Ольмакс предлагает широкий спектр техники для сварки листовых полимеров. Это высокотехнологичные современные станки, назначение которых – качественная сварка полимеров встык. Стыковой сварочный аппарат подбирается в соответствии с его техническими характеристиками, определяющими область применения станка. В многопозиционном каталоге раздела, посвященном этой категории оборудования, наши покупатели из г. Екатеринбург и региона имеют возможность выбрать агрегат по таким параметрам, как:
- габариты стола;
- рабочая ширина;
- максимально допустимая толщина свариваемых деталей;
- размер участка зажима;
- тип питания;
- мощность потребления;
- тип нагревательного элемента и пр.

Станки имеют пакет сопроводительных документов, включающих сертификаты соответствия для эксплуатации в нашей стране.
Станки для сварки пластиковых листов — стыковая сварка полиэтиленовых труб
Стыковой сварочный аппарат с ЧПУ имеет солидную базовую комплектацию: ПДУ, зажимные планки и диски и пр. Менее производительные станки отличаются компактностью и высокой производительностью.
Интернет-магазин предлагает приобрести современное, эффективное оборудование известного немецкого бренда Ingenia. Техника этого производителя отличается европейским уровнем качества исполнения, отличными эксплуатационными характеристиками, высокой степенью автоматизации процессов. Нагревательные элементы покрыты тефлоном, пневмоприводы и вакуумные системы облегчают работу оператора, обслуживающего станок. Цифровая индикация и сигнализация позволяют держать под контролем процесс сварки.
Аренда аппарата для сварки труб ПНД встык
Цены на аренду:
|
Сутки аренды для юр. |
3 600 р. |
|
Сутки аренды для частных лиц |
3 000 р. |
|
5 дней аренды для юр.лиц с НДС 20% |
15 000 р. |
|
5 дней аренды для частных лиц |
12 000 р. |
|
10 дней аренды для юр.лиц с НДС 20% |
25 000 р. |
|
Месяц аренды (30 дней) для юр. лиц с НДС 20% |
45 000 р. |
 лиц с НДС 20%
лиц с НДС 20%
Сварка пнд труб аренда сварочного аппарата стыковой сварки в Санкт-Петербурге.

У нас есть пнд сварка аренда аппарата диаметр свариваемых фитингов от 40 мм до 160 мм.
Мы можем доставить аппарат для сварки пнд труб в любой населенный пункт Ленинградской области.
При предоплате от 10 смен доставка будет бесплатной.
Аппарат для сварки пнд труб аренда в Санкт-Петербурге без залога.
Сварка пнд в аренду в Ленинградской области.
Аппарат стыковой сварки пнд труб
Стыковая сварка труб пнд аренда предоставляется без выходных.
Наличный и безналичный расчет с ндс 20%.
Аренда аппарата для сварки труб в Санкт-Петербурге.
Аренда аппарата для сварки труб в Ломоносове.
Аренда аппарата для сварки труб в Петергофе.
Аренда аппарата для сварки труб в Колпино.
Аренда аппарата для сварки труб в Токсово.
Аренда аппарата для сварки труб в Сертолово.
Аренда аппарата для сварки труб в Гатчине.
Аренда аппарата для сварки труб в Сестрорецке.
Аренда аппарата для сварки труб в Тосно.
Аренда аппарата для сварки труб в Зеленогорске.
Аренда аппарата для сварки труб в Сосновом Бору.
Аренда аппарата для сварки труб в Кингисеппе.
Аренда аппарата для сварки труб в Пушкине.
Аренда аппарата для сварки труб в Павловске.
Сварочное оборудование для сварки полиолефинов и Геомембран Товары и услуги компании «ООО «Лига Проектов» +7499 700-07-62
Идентификация Полеолефинов
Термопласты ( полеолефины) лучше всего идентифицировать огнем.
Акрил, Полиметилкрилат оно же оргстекло. (PMMA)
Пламя с желтым цветом, синим в основании и яркое. Запахи aromatically. Не гасит себя.
Сварка: — звуковая сварка. Сварка горячим воздухом. Фен, экструдер
Akrylonitril butadien styrene. Листы АБС (ABS)
Пламя со вспышками, оранжевым пламенем. Запах, как каучук. Не гасит себя.
Сварка: Сварка встык. Сварка: — звуковая сварка. Сварка горячим воздухом. Термоформование.
Polyacetal (POM) ПОМ
Пламя с ясным синим пламенем.
Сварка: Сварка встык. Сварка: — звуковая сварка. Сварка горячим воздухом с азотом. Экструдером практически не варится.
Polyamide. (PA) ПОЛИАМИД
Пламя с желтым цветом, синим в основании и вспышки пламени. Тает и пенится. Резкий запах, как муравьиная кислота. Гасит себя.
Тает и пенится. Резкий запах, как муравьиная кислота. Гасит себя.
Сварка: Сварка встык. Сварка трением. Экструдер не берет.
Многокарбонат. (PC) ПОЛИСТИРОЛ
Пламя со вспышками, желтым огнём и пылающим пеплом. Запах карамели. Частично гасит себя.
Сварка: Сваривается любыми методами.
Полиэтилен. (PE) Основной вид полеолефинов, Лист ПНД, Лист РЕ, Лист РЕ300
Пламя с ясным пламенем, синим в основании, желтой вершиной, капли во время горения и запах, как стеарин. Не гасит себя.
Сварка: Сварка встык. Сварка трением. Сварка горячим воздухом.
Температура сварки встык: PE 80: 200°C до 220°C
Температура сварки встык: PE 100: 220°C
Температура сварки встык: PE 300: 220°C
Полипропилен. (РР) Листовой полипропилен, Лист ПП
Пламя с ясным пламенем, синим в основанием, желтой вершиной, капли во время горения. Запахи, как нефть или воск. Не гасит себя.
Запахи, как нефть или воск. Не гасит себя.
Сварка: Сварка встык. Сварка трением. Сварка горячим воздухом.
Температура сварки встык: 210°C +/-10°C
Пенопласт. (PS)
Пламя со вспышками, оранжевым пламенем. Не гасит себя.
Сварка: Сварка встык. Сварка: — звуковая сварка. Сварка горячим воздухом.
Polysulfon (PSU)
Самогасящий.
Сварка: Сварка встык. Сварка: — звуковая сварка. Сварка горячим воздухом. Сварка трения.
Polyvinylchloride. (PVC)
Пламя с очень частыми вспышками, желтый огонь, зеленый по краям. Белый дым и запах, как соляная кислота, гасит себя
Сварка: Все методы сварки.
Polyvinylidenchlorid (PVDF)
Гасит себя. Нагреваясь по 380°C. ядовитые пары выпущены.
ядовитые пары выпущены.
Сварка: Сварка встык. Сварка: — звуковая сварка. Сварка горячим воздухом. Сварка трения.
Температура сварки встык: 240°C +/-8°C
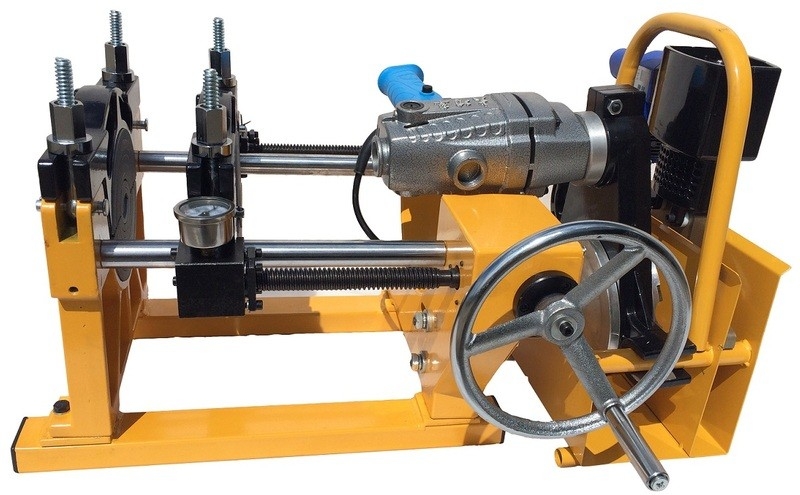
Аппарат для стыковой сваркилистов на Abbeon.com
Описание продукта
Машина для стыковой сварки листов
Ручная сварочная машина с дополнительными пневматическими зажимными балками и L-образным сварочным узлом
Свяжитесь с нами для получения предложения и дополнительной информации или
звоните (800-922-0977).
Ручной сварочный аппарат для стыковой сварки модели S Hand может использоваться для стыковой сварки листов термопласта (например.грамм. ПВХ-У, ПЭ, ПП, ПВДФ). Поверхность нагревательного элемента покрыта тефлоном. Система контроля температуры цифровая и показывает заданную и реальную температуру. Цифровой таймер со звуковым сигналом (для акустического контроля времени) также входит в стандартную комплектацию машины.
 Сварочный цикл выполняется вручную вручную.
Наша ручная серия Model S — идеальная модель начального уровня, которая особенно подходит для портативных целей. По желанию, машина доступна с ручным сварочным приспособлением под углом 90 °.
Сварочный цикл выполняется вручную вручную.
Наша ручная серия Model S — идеальная модель начального уровня, которая особенно подходит для портативных целей. По желанию, машина доступна с ручным сварочным приспособлением под углом 90 °. 7-минутный ручной сварочный аппарат, основные операции Видео:
9-минутный видео ручной сварочный аппарат с 90 ° L-сварочным устройством:
Эти машины были разработаны для идеального удовлетворения потребностей повседневного использования в черновых цехах или в круглосуточном серийном производстве.Применяемые технологии всегда соответствуют последнему слову техники, и мы учитываем все доступные и действующие стандарты и свод правил, утвержденных DIN (Deutsche Industrie Normen), DVS e.V. (Deutscher Verband für Schweißtechnik), EN (EuropaNormen) и другие организации.
Видео с дополнительными пневматическими зажимными балками (5 мин. 20 сек.):
Мы постоянно поддерживаем взаимодействие с нашими клиентами, чтобы неуклонно улучшать используемые технологии, производительность и удобство использования наших машин.В этом контексте мы подчеркиваем важность постоянного повышения степени автоматизации. Заказчик извлекает выгоду из высокого конкурентного преимущества с точки зрения качества предлагаемых им продуктов, а также производительности их компании .
SWT-Ph5000 Сварочный аппарат для листового пластика с ЧПУ
Аппараты для стыковой сварки стыковкой серии SWT
подходят для сварки листов термопласта из полиэтилена высокой плотности, полипропилена, ПВХ, ПВДФ. Машина разработана в соответствии с DVS 2208 и может работать в соответствии с DVS 2207.
Машина для стыковой сварки листового металла серии SWT-PH
Машина для гибочной сварки серии SWT-ZW
Серия SWT-PZ Универсальная машина для гибочной стыковой сварки
Серия SWT-YF Гравировальный станок
Серия SWT-XL Резка Пила
Сварка Функция:
Горизонтальный сварной шов и круглый (прокатный) шов. Минимальный размер проката — 500 мм, для большего — неограниченный.
Функция гибки:
Пластиковая пластина для гибки от 2 до 100 градусов.
Характеристики продукта
1. Универсальное использование:
В нашей модели доступны как функция сварки, так и функция гибки.
2. Эффективность и точность:
Система управления Siemens и режим управления с сенсорным экраном делают управление эффективным и точным.
3. Простота использования:
Нашей сильной стороной является разработка простого в использовании оборудования, а не сложного.
С нашей моделью вы можете выполнить каждую функцию за 5 шагов.
4.Широкое применение:
Наша модель подходит для всех типов термопластичных листов (PP, PE, HDPE, PVDF, PVC, PPN),
с толщиной материала от 3 мм до 30 мм. Толщина сварки может достигать 50 или 60 мм по желанию заказчика.
5. Стабильная производительность:
Используя самые современные технологии и лучшие дизайнеры, мы успешно проектируем и производим для клиентов.
Пластины, обработанные нашей моделью, имеют красивый внешний вид и очень сильный угол.
6. Простота обслуживания:
Все расходные детали легко заменить, большинство из них можно заменить в течение 2 минут.
Гарантия:
Гарантия качества машины: 24 месяца.
Если какие-либо детали сломаны или не работают при нормальной эксплуатации, мы можем предоставить их бесплатно.
::: Добро пожаловать в KommerlingUSA — Komacel Plus: Сварка :::
KOMACEL PLUS можно сваривать обычными методами, такими как горячий газ, нагретый инструмент, гибка и сварка, трение и т. Д., используя обычное оборудование. Перед сваркой свариваемую часть листа необходимо тщательно очистить с помощью чистящего средства или механической обработкой. После сварки может потребоваться отделка. KOMACEL PLUS следует обрабатывать очень осторожно, чтобы структура пены не разрушилась.
Д., используя обычное оборудование. Перед сваркой свариваемую часть листа необходимо тщательно очистить с помощью чистящего средства или механической обработкой. После сварки может потребоваться отделка. KOMACEL PLUS следует обрабатывать очень осторожно, чтобы структура пены не разрушилась.
Горячий газ (со сварочным стержнем)
Сварка горячим газом (ручная или машинная) с помощью сварочного наконечника пластифицирует листовой материал и сварочный стержень в месте сварки. Это достигается с помощью нагретого газа, предпочтительно сжатого воздуха, не содержащего масла и воды (0.3 бар максимум, воздуходувки низкого давления Leister, Wegener, Zinser и т. Д.). Затем листовой материал и сварочный стержень соединяются под давлением. Этот вид сварки должен выполняться только опытными специалистами.
На рынке представлен широкий ассортимент сварочного оборудования и сварочных насадок. Мы рекомендуем высокоскоростные сопла, которые обеспечивают надежные и надежные швы за счет равномерного нагрева листа и сварочного стержня. Полуавтоматические сварочные аппараты с механической подачей подходят для последовательной сварки.
Полуавтоматические сварочные аппараты с механической подачей подходят для последовательной сварки.
Угловые, одинарные и двойные V-образные стыковые швы наиболее часто используются с KOMACEL PLUS. Тонкие листы соединяются одинарными V-образными стыковыми швами, более толстые листы — двойными V-образными стыковыми швами. Двойные V-образные стыковые швы следует выполнять попеременной сваркой с обеих сторон во избежание деформации.
Важно выполнять сварку невытянутыми присадочными стержнями при постоянном давлении и скорости. Перед использованием нового сварочного стержня сварной шов необходимо очистить, чтобы удалить термически поврежденный материал. Для достижения хороших показателей сварки горячим газом с KOMACEL PLUS температура1 внутри круглого сварочного сопла должна быть 464–518 ° F.Для высокоскоростной форсунки внутренняя температура должна быть 518–554 ° F.
Инструмент с подогревом (стыковая сварка)
При сварке используются круглые инструменты и инструменты в форме мечей. Сглаженные и очищенные поверхности свариваемых деталей нагревают, слегка прижимая их к нагретому инструменту до тех пор, пока они не станут пластифицированными. Затем они прижимаются друг к другу. Суставы почти не испытывают напряжения и способны выдерживать высокие нагрузки.
Сглаженные и очищенные поверхности свариваемых деталей нагревают, слегка прижимая их к нагретому инструменту до тех пор, пока они не станут пластифицированными. Затем они прижимаются друг к другу. Суставы почти не испытывают напряжения и способны выдерживать высокие нагрузки.
Этот метод сварки прост и экономит время.Если соблюдаются надлежащие условия сварки 2 (например, температура инструмента, сила давления на инструмент, сила давления соединения, немедленное соединение после пластификации), сварной шов будет почти таким же прочным, как и материал. Для KOMACEL PLUS температура поверхности инструмента должна составлять 410–446 ° F. Для обогрева давление должно составлять 11,6 фунт-силы / дюйм2. Для соединения давление должно составлять 14,5–29,0 фунт-силы / дюйм2. Сварочные инструменты и оборудование необходимо соответствующим образом настраивать и регулярно проверять.
При нагревании пластифицированный материал образует валик. Нагревание следует прекратить при толщине валика 1-2 мм. Нагретый инструмент следует слегка прижать к листу, чтобы избежать выдавливания слишком большого количества пластифицированного материала из зоны пластификации. Пластифицированные детали необходимо плотно прижать друг к другу сразу после снятия нагретого инструмента и до тех пор, пока материал снова не затвердеет.
Нагретый инструмент следует слегка прижать к листу, чтобы избежать выдавливания слишком большого количества пластифицированного материала из зоны пластификации. Пластифицированные детали необходимо плотно прижать друг к другу сразу после снятия нагретого инструмента и до тех пор, пока материал снова не затвердеет.
1 Эти значения зависят от количества проникающего горячего воздуха (40-60 л / мин), скорости сварки, типа сварочного стержня, периода индукции температуры и т. Д.
2 Эти значения зависят от толщины листа, времени нагрева и т. Д.
Гибка и сварка
Гибка и сварка — это разновидность стыковой сварки. Положите лист на ровную поверхность. Разогретый инструмент поместите на лист по линии изгиба и вдавите в плавящийся материал. Кромка планки имеет угол 60 ° для прямоугольного изгиба. Брус должен входить в лист до двух третей его толщины. Сразу после снятия планки согните лист и сварите по линии пластификации.
Для создания необходимого давления на нагретый стержень угол между свариваемыми кромками должен быть на 15-20 ° меньше угла изгиба. Если необходимо согнуть толстые листы, время нагрева можно сократить путем фрезерования клиновидной канавки на линии сварки перед наложением нагретого стержня.
Если необходимо согнуть толстые листы, время нагрева можно сократить путем фрезерования клиновидной канавки на линии сварки перед наложением нагретого стержня.
Тепловая сварка пластмасс — Accendo Reliability
Написано при содействии Бена Карела из Fusion Engineering Plastics
Pty Ltd. Блок 1, 7 Dobra Rd, Yangebup WA тел. (08) 9494 1004
Аннотация
Сваркой можно соединять детали из термопласта. Это может быть плавление поверхностей и их сжатие или экструзионная сварка с присадочным прутком.
Доступно несколько методов сварки. Правильные ручные методы имеют решающее значение для успеха, как и испытания деталей, работающих под давлением.
Ключевые слова: электросварка, стыковая сварка, муфтовая сварка, термофен, температура расплава.
Зачем нужен пластик?
Пластмассы обладают замечательными инженерными свойствами, которые можно использовать с большой пользой.
- они работают с широким спектром химикатов
- они не ржавеют
- некоторые из них очень скользкие и мало прилипают к ним
- они чрезвычайно дешевы по сравнению с экзотическими сплавами
, необходимыми для соответствия некоторым свойствам - они не передают электричество или тепло легко
- некоторые из них прочные и деформируются вместо того, чтобы ломаться
при ударе - они настолько просты в изготовлении, что людей можно обучить
в неделю, чтобы хорошо соединять пластмассы
Их основные недостатки по сравнению с металлами:
- наиболее мягкая при сравнительно низких температурах
- они не могут постоянно выдерживать высокое напряжение
- некоторые могут значительно расшириться при нагревании
- они ломаются на солнечном свете, если не защищены
Две семьи пластика
Пластмассы в целом подразделяются на два различных семейства — термореактивные и термопластические.
Термореактивные элементы можно формовать только один раз. После первой плавки они затвердевают навсегда. Термопласт можно плавить несколько раз и менять форму. Сварные пластмассы — это термопласты.
Разница между двумя семействами пластмасс возникает из-за того, как макромолекулы (см. Статью о полиэтилене в июле 2000 г.) связываются на атомном уровне. Под воздействием тепла молекулы термореактивного материала вступают в химическую реакцию и соединяются.
Молекулы термопласта притягиваются друг к другу, но не связываются химически.На рис. 1 показано различие в типе и количестве связей между термореактивными и термопластическими материалами.
Рисунок 1 Склеивание пластмассТермо соединенные пластмассы
Обычные пластмассы, которые соединяются вместе с помощью тепла, — это PE (полиэтилен), PP (полипропилен) и PVC (поливинилхлорид).
Что касается экзотики, то также можно сваривать ПВДФ (поливинилиденфторид) и ПТФЭ (политетрафторэтилен).
Соединение пластика вместе
Нагревание контактных поверхностей выше их точки плавления, а затем их плотное сжатие, пока они не соединятся с термопластами.Когда расплавленные поверхности сходятся, макромолекулы переплетаются и соединяются при охлаждении.
Три критических фактора для хорошего соединения: достижение правильной температуры расплава; достаточное давление при сведении граней вместе; время, в течение которого соединение остынет, прежде чем сбросить давление.
Способы соединения пластмасс с использованием тепла
Существует несколько методов термического соединения пластмасс.
Трубы соединяются встык.Концы труб удерживаются в специальном зажимном приспособлении, затем режущим инструментом вырезается и выравнивается квадрат. Горячая пластина, настроенная на температуру плавления, вставляется между двумя концами, и трубы надвигаются на горячую пластину.
По прошествии достаточного времени, чтобы расплавить концы трубы, нагревательную пластину снимают, а концы сдвигают вместе под давлением. Через некоторое время от нескольких секунд до нескольких минут, в зависимости от толщины трубы, давление сбрасывается.
Через некоторое время от нескольких секунд до нескольких минут, в зависимости от толщины трубы, давление сбрасывается.
Затем трубу дают остыть.Это может занять несколько минут для труб с малым диаметром и до полутора часов для больших труб с толщиной стенки 50 мм.
Приварка внахлест выполняется с использованием нагретых инструментов для плавления внешней части первых нескольких сантиметров конца трубы и первых нескольких сантиметров внутренней части фитинга с раструбом. Трубка проталкивается внутрь раструба и удерживается на месте, пока она не остынет.
Электроразъемная сварка аналогична муфтовой сварке, за исключением того, что при изготовлении в фитинг вставляется электрический провод.Труба вставляется в розетку и провод подключается к источнику питания. Проволока нагревается и плавит пластмассовые поверхности. При отключении питания пластик остывает.
Помните, что металлический нагревательный провод может соприкоснуться с технологическим химическим веществом в трубе. Если химическое вещество несовместимо с металлом, оно вызовет коррозию нити накала и вытекнет по проводам.
Если химическое вещество несовместимо с металлом, оно вызовет коррозию нити накала и вытекнет по проводам.
Экструзионная сварка используется для сварки пластиковых листов. Пластиковая проволока диаметром от 2 до 6 мм, в зависимости от размера экструдера, пропускается через нагретый цилиндр, где она плавится.
Наконечник экструдера нагревает пластиковый лист и плавит его поверхность. Расплавленная проволока в экструдере прижимается к расплавленным поверхностям и соединяет края листов вместе. Экструдер постепенно подается вдоль стыка, плавя поверхности и укладывая наполнитель по ходу движения.
Прочность соединений, полученных экструзией, снижена до 80% от прочности основного материала.
Сварка горячим воздухом используется для изготовления легких изделий и скрепления больших готовых изделий перед окончательной сваркой экструзией.При использовании этого метода ручная пластиковая проволока вставляется в стык, образованный угловыми краями двух частей. Пистолет горячего воздуха используется для расплавления угловых краев пластмассы и ручной пластмассовой проволоки.
Оператор наблюдает за развитием расплава и проталкивает проволоку в сварной шов. Пистолет горячего воздуха находится впереди движущейся ленты, а пластиковая проволока непрерывно катится вперед в лужу.
Охлаждение происходит быстро, и к тому моменту, когда рука оператора проходит через точку, пластик соединяется.
Надлежащая практика сварки пластмасс
Секрет качественной сварки пластика — чистота.
Следует избегать загрязнения. Например, вода вызовет пустоты и пузырьки в сварном шве. Контактные поверхности или кромки должны быть чистыми. Перед нагреванием ацетон для стыковой или раструбной сварки протирают конец трубы.
Необходимо надлежащим образом выполнять признанные процедуры, а операторов следует обучать и проверять на соответствие процедурам. Большинство процедур сварки пластмасс основаны на немецких стандартах.
Качество стыковых швов можно проверить испытаниями на растяжение. Образец трубы, сваренной встык, удерживают за каждый конец в машине и растягивают. Усилие измеряется, и сварной шов должен оставаться вместе до требуемой нагрузки.
Усилие измеряется, и сварной шов должен оставаться вместе до требуемой нагрузки.
Для проверки сварных швов экструзией можно использовать искровое испытание. Напряжение, создаваемое электрически заряженной пластиной на одной стороне листа и противоположно заряженной ручной проволочной щеткой на другой стороне, вызовет скачок искры, если имеется отверстие.
Хорошая практика — всегда проверять сварные швы водой при полном рабочем давлении.В случае трубопровода это подтвердит его целостность, а в случае резервуаров — обнаружение утечек.
Майк Сондалини — инженер по техническому обслуживанию
Мы (Accendo Reliability) опубликовали эту статью с любезного разрешения Feed Forward Publishing, дочерней компании BIN95.com
Интернет: trade-school.education
Эл. Почта: [email protected]
Электросварка или стыковая сварка, что?
Полиэтилен (PE) — это наиболее распространенный пластик, и, хотя он широко используется в листах, полиэтиленовых пакетах, бутылках или контейнерах, мы собираемся сосредоточиться на его использовании в трубах. Двумя наиболее распространенными методами сварки являются электросварка и стыковая сварка. Благодаря своим характеристикам полиэтилен идеально подходит для распределительных сетей питьевой воды, хотя он может найти и другое применение в промышленности, для защиты кабелей и в качестве части систем отопления. Среди преимуществ, которые он имеет, мы можем найти его большую гибкость, отсутствие токсичности, низкие затраты на техническое обслуживание, простоту установки и обращения, низкую шероховатость или устойчивость к внешним агентам и коррозии.
Двумя наиболее распространенными методами сварки являются электросварка и стыковая сварка. Благодаря своим характеристикам полиэтилен идеально подходит для распределительных сетей питьевой воды, хотя он может найти и другое применение в промышленности, для защиты кабелей и в качестве части систем отопления. Среди преимуществ, которые он имеет, мы можем найти его большую гибкость, отсутствие токсичности, низкие затраты на техническое обслуживание, простоту установки и обращения, низкую шероховатость или устойчивость к внешним агентам и коррозии.
Хотя это два наиболее распространенных метода, оба метода электрофузии , как и стыковая сварка, относительно просты, важно подготовить поверхности, на которых мы собираемся выполнять соединение, и очень подробно знать процедуру, которую необходимо выполнить. хорошая сварка.
При выборе типа сварки мы должны принять во внимание тип работы, которую мы собираемся использовать, так как с точки зрения надежности обе системы являются схожими. Фактором, который может стать определяющим при принятии решения, является гибкость полиэтиленовых труб.При стыковой сварке это лучше, чем при электромуфтовой сварке.
Фактором, который может стать определяющим при принятии решения, является гибкость полиэтиленовых труб.При стыковой сварке это лучше, чем при электромуфтовой сварке.
Основные преимущества каждой из процедур следующие:
Стыковая сварка
- Можно сваривать трубы из полиэтилена разных поколений .
- — это просто удалить ржавый слой. — важный шаг для гарантированного выполнения соединения.
- За счет удаления расплавленного материала получается самоочищающейся сварки.
- Не требует дополнительных фитингов для соединения, что упрощает процедуру .
- В трубах диаметром более 200 миллиметров на эффективнее и экономичнее.
- Труба легко изгибается без обязательного увеличения натяжения всей установки.
- Осевое выравнивание и закругление труб просты.
Электромуфтовая сварка
- Это значительно облегчает доступ , когда нам приходится сваривать в сложных ситуациях или когда у нас мало места для доступа к трубе.
- Мы можем соединить полиэтиленовые материалы разных поколений и толщины без ослабления сварного шва.
- Стоимость установки невысока, , поэтому она очень удобна для установки в частных домах.
- Сварочное оборудование по сравнению со стыковой сваркой дешевле и легче , что позволяет легко его перемещать.
- Он предлагает широкий спектр решений с простой розеткой и переходником для ответвлений

Сварка пластикового листа
Лучше всего этот процесс можно использовать для сварки пленок с помощью прижимных роликов, расположенных над и под стыкуемыми пленками, как показано на рис.Ультразвуковая сварка пластмасс — это соединение или повторное формование термопластов с использованием тепла, генерируемого высокочастотной акустической вибрацией. Помимо низкой прочности соединения, сварка горячим газом также приводит к снижению пластичности сварного шва и околошовной зоны, низкой производительности, особенно при работе с толстыми листами, опасности перегрева и зависимости от навыков оператора. Качество сварного шва зависит от скорости вращения, приложенной осевой силы и степени пластической деформации.Когда такая покрытая поверхность бомбардируется нейтронами, происходит ядерная реакция, приводящая к выделению тепла. Когда требуется большое количество сварных швов, метод сварки горячим инструментом можно легко механизировать. Заполняющие стержни могут быть отрезаны до длины не менее 0,5 м и связаны в связки или необрезаны и поставляться в бухтах от 3 до 4 кг. После того, как горячее лезвие размягчит поверхности, его быстро вынимают, и поверхности приводят в контакт под давлением для завершения сварки. 22.15. КПД горелок с электрическим обогревом составляет 60 процентов. Этот процесс достигается путем преобразования высокочастотной электрической энергии в высокочастотное механическое движение. Контакт . Это называется прямой лазерной сваркой, потому что луч не проходит через верхнюю часть к линии соединения. Искусственное охлаждение, особенно в материалах толщиной более 10 мм, может привести к растрескиванию.
Качество сварного шва зависит от скорости вращения, приложенной осевой силы и степени пластической деформации.Когда такая покрытая поверхность бомбардируется нейтронами, происходит ядерная реакция, приводящая к выделению тепла. Когда требуется большое количество сварных швов, метод сварки горячим инструментом можно легко механизировать. Заполняющие стержни могут быть отрезаны до длины не менее 0,5 м и связаны в связки или необрезаны и поставляться в бухтах от 3 до 4 кг. После того, как горячее лезвие размягчит поверхности, его быстро вынимают, и поверхности приводят в контакт под давлением для завершения сварки. 22.15. КПД горелок с электрическим обогревом составляет 60 процентов. Этот процесс достигается путем преобразования высокочастотной электрической энергии в высокочастотное механическое движение. Контакт . Это называется прямой лазерной сваркой, потому что луч не проходит через верхнюю часть к линии соединения. Искусственное охлаждение, особенно в материалах толщиной более 10 мм, может привести к растрескиванию. Введение. 3D-печать имеет множество отличных применений в проектах машиностроения, таких как создание прототипов и замена сломанных деталей на машинах.Более тонкие листы свариваются путем приложения тепла и давления к стыку. Прямая лазерная сварка еще не получила широкого распространения для соединения пластмасс, но имеет потенциал для более широкого использования. Свариваемая толщина заготовки зависит от мощности источника ИК-излучения. Перед публикацией ваших статей на этом сайте, пожалуйста, прочтите следующие страницы: 1. Для листов толщиной менее 5 мм этот угол предпочтительно должен составлять 20 ° -25 °, а для листов в диапазоне 10-20 мм — 30 ° -45 °. °. … Wegener Model KSM 185 — Установка для стыковой сварки пластиковых листов — 1.85 метров (от 1,5 до 10 мм) Рабочая ширина Wegener 1,85 метра, свариваемая толщина: от 1,5 до 10 мм в зависимости от материала, свариваемый материал: ПЭ / ПП / ПВХ / ПВДФ. В этом процессе струя горячего газа, который может быть воздухом, азотом, аргоном, продуктами сгорания некоторых топливных газов (например, ацетилена, водорода, сжиженного нефтяного газа), подается на соединяемые кромки, как показано на рис.
Введение. 3D-печать имеет множество отличных применений в проектах машиностроения, таких как создание прототипов и замена сломанных деталей на машинах.Более тонкие листы свариваются путем приложения тепла и давления к стыку. Прямая лазерная сварка еще не получила широкого распространения для соединения пластмасс, но имеет потенциал для более широкого использования. Свариваемая толщина заготовки зависит от мощности источника ИК-излучения. Перед публикацией ваших статей на этом сайте, пожалуйста, прочтите следующие страницы: 1. Для листов толщиной менее 5 мм этот угол предпочтительно должен составлять 20 ° -25 °, а для листов в диапазоне 10-20 мм — 30 ° -45 °. °. … Wegener Model KSM 185 — Установка для стыковой сварки пластиковых листов — 1.85 метров (от 1,5 до 10 мм) Рабочая ширина Wegener 1,85 метра, свариваемая толщина: от 1,5 до 10 мм в зависимости от материала, свариваемый материал: ПЭ / ПП / ПВХ / ПВДФ. В этом процессе струя горячего газа, который может быть воздухом, азотом, аргоном, продуктами сгорания некоторых топливных газов (например, ацетилена, водорода, сжиженного нефтяного газа), подается на соединяемые кромки, как показано на рис. создается на границе раздела, свойства прилегающего материала не затрагиваются, а соединение имеет хорошие механические свойства.Пленки можно продвигать под прижимными роликами, перемещая либо сварочную головку, либо рабочую плиту. При изготовлении пластмасс крайне важно, чтобы сварочный стержень и лист были из одного и того же материала и химического типа. Рекомендации по изображению 5. Как правило, диаметр отверстия наконечника должен быть равен диаметру используемого присадочного стержня. Копировать ссылку. Этот процесс может выполняться несколькими способами в зависимости от типа используемого инструмента, который может включать горячее лезвие, горячий клин, горячую пластину, ленточный нагреватель или пресс.Несанкционированное использование строго запрещено. Предотвращение плагиата 4. Присадочный стержень следует подавать перпендикулярно сварному шву, чтобы обеспечить надлежащий контроль давления. Время, необходимое для сварки акрилового листа, почти вдвое больше, чем для листа ПВХ такой же толщины, поэтому скорость сварки снижается почти вдвое.
создается на границе раздела, свойства прилегающего материала не затрагиваются, а соединение имеет хорошие механические свойства.Пленки можно продвигать под прижимными роликами, перемещая либо сварочную головку, либо рабочую плиту. При изготовлении пластмасс крайне важно, чтобы сварочный стержень и лист были из одного и того же материала и химического типа. Рекомендации по изображению 5. Как правило, диаметр отверстия наконечника должен быть равен диаметру используемого присадочного стержня. Копировать ссылку. Этот процесс может выполняться несколькими способами в зависимости от типа используемого инструмента, который может включать горячее лезвие, горячий клин, горячую пластину, ленточный нагреватель или пресс.Несанкционированное использование строго запрещено. Предотвращение плагиата 4. Присадочный стержень следует подавать перпендикулярно сварному шву, чтобы обеспечить надлежащий контроль давления. Время, необходимое для сварки акрилового листа, почти вдвое больше, чем для листа ПВХ такой же толщины, поэтому скорость сварки снижается почти вдвое. Сварка осуществляется вращением одной из трубок в патроне. 22А 18 (е). Вырабатываемое таким образом тепло поднимает поверхности до вязко-жидкого состояния, и поэтому их можно сваривать. Прочность на разрыв сварных соединений акриловых материалов обычно составляет 3P — 45% от основного материала.При сварке горячим клином, показанной на рис. Более толстые стержни обычно приводят к снижению прочности соединения. Сварка трением труб и труб из ПВХ хорошо развита. История компании — Скоро появится страница Наша мастерская — Скоро появится страница Что мы делаем. Сварка пластмасс широко используется в ряде отраслей промышленности, в частности, для соединения термопластичных пленок и листов. Такие горелки просты в изготовлении и в них нет открытого огня, поэтому их можно использовать в помещениях, где хранятся горючие материалы. Качество сварки в ПВХ зависит от скорости, с которой присадочный стержень подается в соединение, угла, под которым он подается в соединение, силы, прилагаемой для вдавливания нагретого стержня в соединение, расстояния наконечника горелки от стыка.
Сварка осуществляется вращением одной из трубок в патроне. 22А 18 (е). Вырабатываемое таким образом тепло поднимает поверхности до вязко-жидкого состояния, и поэтому их можно сваривать. Прочность на разрыв сварных соединений акриловых материалов обычно составляет 3P — 45% от основного материала.При сварке горячим клином, показанной на рис. Более толстые стержни обычно приводят к снижению прочности соединения. Сварка трением труб и труб из ПВХ хорошо развита. История компании — Скоро появится страница Наша мастерская — Скоро появится страница Что мы делаем. Сварка пластмасс широко используется в ряде отраслей промышленности, в частности, для соединения термопластичных пленок и листов. Такие горелки просты в изготовлении и в них нет открытого огня, поэтому их можно использовать в помещениях, где хранятся горючие материалы. Качество сварки в ПВХ зависит от скорости, с которой присадочный стержень подается в соединение, угла, под которым он подается в соединение, силы, прилагаемой для вдавливания нагретого стержня в соединение, расстояния наконечника горелки от стыка. рабочая поверхность, положение и направление горелки во время сварки.22.18 (с). Некоторое количество тепла также выделяется при чередовании полей. Акрил сваривают струей воздуха 200 — 220 ° C. Две соединяемые пластмассовые поверхности сначала слегка прижимаются к нагретому … Двойные клиновые соединения обычно прочнее, чем одинарные, а угол канавки имеет решающее влияние на прочность соединения. В зависимости от рабочей толщины для подготовки стыкового соединения используются подготовка кромок с квадратными, одинарными и двойными клиновидными кромками, как показано на рис. Я пробовал сваривать этот более толстый пластик.Топливный газ (C2h3, h3 LPG и т. Д.) Я не уверен, что это за тип, но это не HDPE. Прочитав эту статью, вы узнаете о процессе сварки пластмасс: A. Поскольку тепло можно точно измерить, можно избежать перегрева на стыке. При этом свариваемые детали облучаются потоком нейтронов. Стандартная подготовка кромок для стыковых швов требует корневого зазора, но не корневой поверхности.
рабочая поверхность, положение и направление горелки во время сварки.22.18 (с). Некоторое количество тепла также выделяется при чередовании полей. Акрил сваривают струей воздуха 200 — 220 ° C. Две соединяемые пластмассовые поверхности сначала слегка прижимаются к нагретому … Двойные клиновые соединения обычно прочнее, чем одинарные, а угол канавки имеет решающее влияние на прочность соединения. В зависимости от рабочей толщины для подготовки стыкового соединения используются подготовка кромок с квадратными, одинарными и двойными клиновидными кромками, как показано на рис. Я пробовал сваривать этот более толстый пластик.Топливный газ (C2h3, h3 LPG и т. Д.) Я не уверен, что это за тип, но это не HDPE. Прочитав эту статью, вы узнаете о процессе сварки пластмасс: A. Поскольку тепло можно точно измерить, можно избежать перегрева на стыке. При этом свариваемые детали облучаются потоком нейтронов. Стандартная подготовка кромок для стыковых швов требует корневого зазора, но не корневой поверхности. 22-16. За струей горячего газа следуют холодные ролики, которые оказывают необходимое давление для завершения сварки.Сделайте канавку на подложке, достаточную для размещения сварочного стержня, а затем обрежьте конец сварочного стержня под углом 45 °. Скорость вращения зависит от диаметра трубки, например, трубка диаметром 50 мм вращается со скоростью 800 об / мин, тогда как трубка диаметром 80 мм вращается со скоростью 600 об / мин, а время вращения составляет 1 ± 0,5 минуты. Наш сварочный аппарат Wegener Sheet Fusion Welder сваривает пластиковые листы толщиной от 2 мм до 50 мм и шириной до 3 м в простом автоматизированном процессе. Мы предоставляем материалы по индивидуальному заказу, механически обработанные пластиковые детали и производим изготовление.И, что лучше всего, если вы используете старые пакеты для покупок / мусора, вы сможете переработать их самым приятным из возможных способов! Инфракрасный свет может также сваривать листы, сложенные стопкой. POLYFUSION 4-50 — это автомат для стыковой сварки с ЧПУ, предназначенный для сварки листов термопласта из HDPE, PP, PVC, PVDF.
22-16. За струей горячего газа следуют холодные ролики, которые оказывают необходимое давление для завершения сварки.Сделайте канавку на подложке, достаточную для размещения сварочного стержня, а затем обрежьте конец сварочного стержня под углом 45 °. Скорость вращения зависит от диаметра трубки, например, трубка диаметром 50 мм вращается со скоростью 800 об / мин, тогда как трубка диаметром 80 мм вращается со скоростью 600 об / мин, а время вращения составляет 1 ± 0,5 минуты. Наш сварочный аппарат Wegener Sheet Fusion Welder сваривает пластиковые листы толщиной от 2 мм до 50 мм и шириной до 3 м в простом автоматизированном процессе. Мы предоставляем материалы по индивидуальному заказу, механически обработанные пластиковые детали и производим изготовление.И, что лучше всего, если вы используете старые пакеты для покупок / мусора, вы сможете переработать их самым приятным из возможных способов! Инфракрасный свет может также сваривать листы, сложенные стопкой. POLYFUSION 4-50 — это автомат для стыковой сварки с ЧПУ, предназначенный для сварки листов термопласта из HDPE, PP, PVC, PVDF. Если можете, работайте на открытом воздухе или под системой вентиляции. (iii) Из-за локализации тепла не происходит перегрева сыпучего материала. 22.15. Сварные швы могут быть плоскими или под углом 90 градусов, что позволяет получить широкий диапазон готовой геометрии.… После сварки дать стыку остыть. Лазерная сварка на углекислом газе — для пленок и тонких пластиков CO 2 лазер — это хорошо зарекомендовавший себя инструмент для обработки материалов, имеющий выходную мощность до 45 кВт и наиболее часто используемый для резки металла. Используемые присадочные стержни бывают диаметром 2, 3, 4, ± 0,5 мм и другой формы, например, треугольной и трапзоидальной различных размеров. Все сварочные процессы, применяемые в настоящее время, включают приложение тепла к области контакта. 4.4 из 5 звезд 576. Используемые присадочные стержни вырезаны из акрилового листа и имеют площадь поперечного сечения 7–12 мм2.Перед сваркой свариваемые поверхности покрываются составом лития или бора. Разные материалы. Для получения дополнительной информации о том, что мы можем сделать, позвоните в наш офис по телефону 01362 683 364. Все сварочные процессы, применяемые в настоящее время, включают приложение тепла к области контакта. Формовка, сварка и переработка пластика Подробнее о веб-сайте. Сварное оборудование включает резервуары для химикатов, шкафы и мокрые столы для полупроводниковой промышленности. China Weld Plastic Sheet, Китайская Weld Plastic Sheet Справочник поставщиков и производителей — Источник большой выбор продукции Weld Plastic Sheet на пластиковых листах, гофрированных пластиковых листах, пластиковых листах для печати от China Alibaba.com На размягченный материал прикладывают давление для завершения соединения. Типичная прочность соединения подобных материалов составляет около 90% от прочности основного материала. Если давление не приложено должным образом, размягченный стержень сжимается в направлении, противоположном его движению, что вызывает в нем волнистость. Он может сваривать материалы толщиной до 5 мм. 22.21 (б). Для обеспечения хорошего сцепления присадочного материала с заготовкой стержень должен быть нагрет и оплавлен в начале сварного шва так, чтобы его конец выступал на 3–5 мм за конец заготовки.Во всех этих процессах тепло передается свариваемым поверхностям за счет теплопроводности, конвекции и излучения. В некотором смысле этот процесс напоминает процесс горячего газа с использованием присадочного стержня. Поверхности плавления тщательно очищаются и обезжириваются, например, ацетоном; глянцевые пятна удаляются наждачной бумагой или скребком. Излучение CO 2 -лазера (длина волны 10,6 мкм) быстро поглощается поверхностными слоями пластика. (iv) Концентрация тепла в желаемом месте помогает повысить скорость сварки.Сварка ПВХ сваркой горячим газом — медленный процесс. ПВХ не имеет резкой точки плавления. Доля. Запрещенное содержимое 3. С помощью этого процесса могут быть изготовлены стыковые, угловые и тройники. тяжелый пластиковый лист, сварка пластикового листа, сварочный пластиковый лист, стирольный пластиковый лист, текстурированный пластиковый лист, армированный волокном пластиковый лист, оконный пластиковый лист, матовый пластиковый лист, синий пластиковый лист, самоклеящийся пластиковый лист, 1 2 пластиковых листа, пластиковый лист UHMW . Этот процесс можно использовать для сварки ПТФЭ с полиэтиленом, полистиролом, кварцем и алюминием.Сварка горячим газом также часто используется для сварки виниловых пластиков, полистирола и некоторых других пластических материалов. Мы здесь, чтобы помочь. Однако важно нагреть стержень по всей его массе, чтобы его можно было полностью размягчить в центре и правильно поместить в канавку. В противном случае стержень не будет должным образом нагреваться и прочность соединения будет нарушена. WELDY energy 1600 для сварки листов полиэтилена, полипропилена и ПВХ. Присадочный материал, используемый при сварке пластмасс, должен быть как можно ближе по механическим свойствам к основному материалу.Прочность соединения составляет от 80 до 90 процентов прочности основного материала, а ударная вязкость остается прежней. При 180 ° C он начинает течь, а при 200–220 ° C переходит в вязкое жидкое состояние; если затем приложить давление, он будет свариваться. Например, для сварки одного метра ПВХ толщиной 18–20 мм с V-образной подготовкой кромок необходимо уложить от 30 до 35 стержней диаметром 3 мм, что займет около 2 часов. WELDY energy 1600 для сварки листов полиэтилена, полипропилена и ПВХ — YouTube. Вибрации передаются на работу через сонотрод, установленный на наковальне, как показано на рис.При сварке прессом тепло передается на свариваемую зону горячей плитой сварочного пресса. Информация. Кромки стыка и присадочный стержень быстро нагреваются на поверхности, потому что пластмассы плохо проводят тепло. Полиэтилен предпочтительно сваривать с газом N2 или CO2, нагретым до 200… 220 ° C, хотя можно также использовать газовые горелки. Пруток диаметром 3 мм следует подавать в шов со скоростью от 12 до 15 м в час. Возможна сварка листов толщиной до нескольких миллиметров без использования дополнительных поглотителей.полуфабрикаты, термоформованные, выдувные, экструдированные и формованные с большой поверхностью). Когда достигается желаемая температура сварки, прикладывается давление для завершения сварки. TOS 7. Методы производства включают сварку горячим газом, экструзионную сварку и стыковую сварку. Вторая группа включает процессы, в которых тепло генерируется внутри детали за счет преобразования некоторой другой формы энергии, такой как высокочастотный ток, ультразвуковые волны, трение, инфракрасный свет, химические реакции или нейтронное облучение.Сварка… Вот почему нельзя использовать более толстые стержни, а сварка идет медленно с помощью процесса горячего газа, особенно с использованием присадочного прутка. Для ультразвуковой сварки пластмасс сварочный аппарат имеет те же характеристики, что и для металлов. Решайте прикладные проблемы, находите ответы на существенные вопросы и получайте ценные технические советы. Для критических соединений лучше герметизировать корень шва, чтобы улучшить прочность и качество соединения. Типичный пресс для сварки пластмасс для стыковых соединений создает довольно высокое давление, локально нагревает изделие и сжимает размягченную зону со всех сторон.Сварочный газ можно нагревать электричеством или пламенем. Стержни наполнителя изготавливаются из того же материала, что и рабочий материал, но могут быть разного цвета и обычно содержат более высокий процент пластификатора для снижения его температуры размягчения. Расстояние от наконечника резака до детали должно быть постоянным в пределах 5-8 мм. https://www.acplasticsinc.com/informationcenter/r/gluing-acrylic-sheeting Сварные швы, полученные с помощью этого процесса, обычно не имеют подрезов и обладают высокой прочностью соединения. «Стыковой сварной шов» между пластиковыми листами (неправильное название по сравнению с термином «сварка металла») получают путем склеивания двух слоев пластиковых листов вместе на стыках кромок.Для сварки ПВХ чаще всего используется процесс сварки горячим газом. Скорость сварки этим методом может составлять от 12 до 20 м в час, в зависимости от толщины листа. Используемая частота составляет до 20 кГц. Как правило, прочность соединения увеличивается с увеличением угла канавки, поскольку достигается лучшее проникновение в корень; однако производительность снижена. Все, что вам нужно знать о МЕХАНИЗМАХ для 3D-печати FDM. 22.17. Обычно предпочтительны стыковые соединения, потому что соединения внахлестку, тройники и угловые соединения выполнить сложнее.Подходит для сварки пластиковых труб и фитингов из материалов HDPE, PP, PVDF. Сварка горячим газом без присадочного прутка ускоряет процесс и улучшает механические свойства соединения. Сварные швы трением в ПВХ не уступают по качеству основному материалу. Модель SM 348 — Установка для стыковой сварки пластиковых листов — 3 метра (от 3 до 40 мм). Подробности можно узнать по телефону +44 (0) 1254 660910. Немногочисленные свободные электроны, существующие в таких пластиках, вызывают ток проводимости, когда материал помещается в высокочастотное поле. . Покупка товаров.При высокочастотной индукционной сварке заготовка помещается в высокочастотное поле, созданное между двумя металлическими электродами, как показано для роликовой шовной сварки на рис. Все утверждения, техническая информация и рекомендации, содержащиеся в этой публикации, предназначены только для информационных целей. В этом методе наполнитель в вязком жидком состоянии подается в шов. Методы производства включают сварку горячим газом, экструзионную сварку и стыковую сварку. Здесь пластиковый брезент используется для изготовления большого водяного матраса, похожего на объект, но основной процесс сварки может использоваться практически для любых мягких пластиковых листов и для многих различных целей.Топливный газ нельзя использовать непосредственно для сварки пластмасс, поскольку пламя имеет очень высокую температуру. Для получения качественных сварных швов в акриловых покрытиях лучше всего обезжирить свариваемые поверхности ацетоном или дихлорметаном перед сваркой. При сварке горячей пластиной пластина с резистивным нагревом перемещается по свариваемым пленкам внахлест. Для любого из этих стыков не требуется подготовки кромок или присадочного металла. Если выбрана правильная температура сварки, на листе ПВХ через 2 или 3 секунды после воздействия на него струи горячего воздуха появляется тусклое пятно.Сварка горячим газом без присадочного материала чаще всего применяется для стыковки пленок внахлест. Полиэтиленовая пленка удовлетворительно соединяется инфракрасной сваркой. Один из роликов приводится в действие электродвигателем и нагревается электрическим элементом. Прямое использование источников тепла B. Нагреватель может быть точечного, полосового или даже нестандартной формы. Curbell Plastics, Inc. не гарантирует точность или полноту какой-либо информации, содержащейся в данном документе, и заказчик несет ответственность за проведение собственных исследований и определение пригодности конкретных продуктов для любого конкретного применения.БЕСПЛАТНАЯ доставка для заказов на сумму более 25 долларов, отправленных Amazon. © 2021 Curbell Plastics, Inc. Все права защищены. На прессах обычно выполняются стыковые швы. Ядерная сварка имеет ограничение в том, что ее нельзя применять к материалам, которые становятся сильно радиоактивными при облучении нейтронами. Любая пластиковая пленка, которая может переходить в вязкое жидкое состояние и требует низкого сварочного давления, может быть сварена методом инфракрасной сварки. Сварка пластика может выполняться разными способами в разных пластиковых листах. Температура сварки должна быть ниже критической точки, при которой материал начинает разлагаться.Сварочный агрегат под углом 90 °, удобные для мастерской Насадки с диаметром отверстия 1-5-2 мм используются для сварки листов толщиной от 3 до 5 мм, а насадки диаметром 3-5-4 мм используются для листов толщиной от 16 до 20 мм. Для ускорения процесса сварка проводится на черной подложке из пенопласта, губчатой резины или толстой прорезиненной ткани. Факторы, влияющие на выбор процесса сварки пластмасс, включают толщину заготовки, физико-химические свойства пластика, конструкцию изделия и количество компонентов, которые необходимо произвести.После того, как заготовки были нагреты до температуры сварки, они поддерживаются под необходимым давлением, так как плиты охлаждаются водой, циркулирующей по каналам. POLYFUSION 4-50, помимо горизонтальной сварки, позволяет выполнять различные типы сварки, такие как круговые и 90 °, благодаря специальным принадлежностям, доступным по запросу. 22.20. Сообщить о нарушении, основные варианты в процессе газовой сварки | Металлургия, термитная сварка: процесс, работа и применение (со схемой), 3 основных инновационных метода сварки | Металлургия.22.19, но большие детали можно сваривать, удерживая их в неподвижном состоянии и вращая между ними короткую вставку. Основным недостатком газовых горелок является то, что используемые газы легковоспламеняемы и взрывоопасны. При сварке горячим ножом нагретое лезвие помещается между соединяемыми поверхностями, как показано на рис. Основным элементом сварочного аппарата является преобразователь, который преобразует высокочастотную энергию, подаваемую ультразвуковым генератором, в колебания. Простая установка для этой техники показана на рис. Конкретная область применения ультразвуковой сварки — это точечная и кондукторная сварка пленок и листов средней и большой толщины, при запечатывании картонных коробок, где шов может быть загрязнен смазкой, и в упаковка различных консервов, содержащих токопроводящие жидкости.Влияние температуры воздуха на скорость сварки и прочность соединений представлено в таблице 22.5. Добро пожаловать! В зависимости от используемого источника тепла процесс сварки пластмасс можно разделить на два широких класса, как показано на рис. При сварке пластмасс могут возникать напряжения, особенно если свариваемые листы имеют большую толщину. Как и при сварке металлических материалов, при сварке пластмасс также необходимо принимать меры в соответствии с их структурой и толщиной свариваемых деталей.Этот метод обычно не используется для соединения мелких деталей. Все права по данному документу сохраняются за Curbell Plastics и любыми третьими лицами, обладающими такими правами. Сварка пластмасс широко используется в ряде отраслей промышленности, в частности, для соединения термопластичных пленок и листов. Размер присадочного прутка выбирается в соответствии с толщиной заготовки, типом подготовки кромки и желаемой прочностью. Создайте рабочее место в проветриваемом помещении, чтобы защитить его от пыли и паров. С помощью этой техники можно сваривать листы, стержни, полосы и пластины встык.Этим процессом можно добиться удовлетворительных сварных швов как пленок, так и толстостенных листов. Сварка — это экономичный метод соединения пластиковых листов, таких как HDPE, PVC, PP и PVDF. Съемная нагревательная пластина с покрытием из ПТФЭ… Или Зарегистрируйтесь, чтобы создать новую учетную запись пользователя. ПВХ чувствителен к концентрации напряжений до такой степени, что даже когда стержень приваривается к трубе, ударная вязкость соединения составляет всего около 10% от ударной вязкости основного материала. Поскольку коэффициент теплового расширения пластмасс в несколько раз выше, чем у металлов, в сварных деталях могут возникать остаточные напряжения, что приводит к снижению прочности соединения.Авторские права 10. В целях безопасности оператора горелки с электрическим подогревом работают от напряжения, не превышающего 36 вольт. Этот процесс применим к пластмассам, которые не могут быть соединены высокочастотной индукционной сваркой, например, PTFE (политетрафторэтилен), полиэтилен и полистирол. Благодаря тому, что тепло выделяется непосредственно на соединяемых поверхностях, этот процесс имеет преимущество высокой скорости сварки, возможности автоматического управления и удобства использования в полевых условиях. Рекомендации по содержанию 2. В этом процессе сварочное тепло подается от источника инфракрасного света, такого как силитовый накал, резистивный элемент из хромистой стали, кварцевая стержневая лампа и т. Д.Мы можем все: от простой задачи стыковой сварки двух листов вместе для получения одного более длинного листа до сложного процесса создания изготовленных на заказ резервуаров для печати. Все другие товарные знаки, знаки обслуживания и логотипы, используемые в данном документе, являются собственностью соответствующих владельцев. В этом методе края листа зачесываются и подогнаны перед равномерным нагревом горячим газом. Этот процесс используется для сварки эластичных материалов, но также может использоваться для сварки тонких жестких листов или лент толщиной до 5 мм с более толстыми листами. ссылка на Все, что вам нужно знать о МЕХАНИЗМАХ для 3D-печати FDM.используется под давлением от 0,5 до 10 Н / см2. Вы здесь: Сварка пластмасс> Точечная сварка Точечная сварка ультразвуком Ультразвуковая точечная сварка используется в основном, когда, например, необходимо сварить плоские детали без подготовки под сварку (например, 22.18 (b) нагретый клин находится между соединяемыми поверхностями и перемещается по линии сварки по мере размягчения кромок. Но полиэтилен можно сварить этим способом, поместив полоску ПВХ в стык. Листы накладываются внахлест и прижимаются между двумя роликами.Аппараты для сварки пластиковых листов широко используются в коммерческом и промышленном секторах благодаря своим обширным возможностям и превосходной точности, удовлетворяя самые разные требования. Преобразование энергии в тепло. Прочность стыковых швов пластмасс составляет 65% прочности основного материала при сдвиге, 75% при растяжении, 85% при сжатии и 65% при изгибе, в то время как прочность углового шва составляет 65% при растяжении. Перед сваркой концы трубок калибруются путем нагревания концов трубок в масле до 100 ° C в течение 3–4 минут и затем зажима трубок калибром на 3 минуты с последующим охлаждением водой до комнатной температуры.Жесткие пластмассы, такие как поликарбонат, с низким модулем упругости и низкой температурой плавления лучше всего поддаются ультразвуковой сварке. Компания Heshan Liantuo Engineering Plastic Co., Ltd уже много лет специализируется на производстве зеркальных листов из полистирола. Нашей основной продукцией являются различные виды листов из полипропилена, сварка из полипропилена…
Если можете, работайте на открытом воздухе или под системой вентиляции. (iii) Из-за локализации тепла не происходит перегрева сыпучего материала. 22.15. Сварные швы могут быть плоскими или под углом 90 градусов, что позволяет получить широкий диапазон готовой геометрии.… После сварки дать стыку остыть. Лазерная сварка на углекислом газе — для пленок и тонких пластиков CO 2 лазер — это хорошо зарекомендовавший себя инструмент для обработки материалов, имеющий выходную мощность до 45 кВт и наиболее часто используемый для резки металла. Используемые присадочные стержни бывают диаметром 2, 3, 4, ± 0,5 мм и другой формы, например, треугольной и трапзоидальной различных размеров. Все сварочные процессы, применяемые в настоящее время, включают приложение тепла к области контакта. 4.4 из 5 звезд 576. Используемые присадочные стержни вырезаны из акрилового листа и имеют площадь поперечного сечения 7–12 мм2.Перед сваркой свариваемые поверхности покрываются составом лития или бора. Разные материалы. Для получения дополнительной информации о том, что мы можем сделать, позвоните в наш офис по телефону 01362 683 364. Все сварочные процессы, применяемые в настоящее время, включают приложение тепла к области контакта. Формовка, сварка и переработка пластика Подробнее о веб-сайте. Сварное оборудование включает резервуары для химикатов, шкафы и мокрые столы для полупроводниковой промышленности. China Weld Plastic Sheet, Китайская Weld Plastic Sheet Справочник поставщиков и производителей — Источник большой выбор продукции Weld Plastic Sheet на пластиковых листах, гофрированных пластиковых листах, пластиковых листах для печати от China Alibaba.com На размягченный материал прикладывают давление для завершения соединения. Типичная прочность соединения подобных материалов составляет около 90% от прочности основного материала. Если давление не приложено должным образом, размягченный стержень сжимается в направлении, противоположном его движению, что вызывает в нем волнистость. Он может сваривать материалы толщиной до 5 мм. 22.21 (б). Для обеспечения хорошего сцепления присадочного материала с заготовкой стержень должен быть нагрет и оплавлен в начале сварного шва так, чтобы его конец выступал на 3–5 мм за конец заготовки.Во всех этих процессах тепло передается свариваемым поверхностям за счет теплопроводности, конвекции и излучения. В некотором смысле этот процесс напоминает процесс горячего газа с использованием присадочного стержня. Поверхности плавления тщательно очищаются и обезжириваются, например, ацетоном; глянцевые пятна удаляются наждачной бумагой или скребком. Излучение CO 2 -лазера (длина волны 10,6 мкм) быстро поглощается поверхностными слоями пластика. (iv) Концентрация тепла в желаемом месте помогает повысить скорость сварки.Сварка ПВХ сваркой горячим газом — медленный процесс. ПВХ не имеет резкой точки плавления. Доля. Запрещенное содержимое 3. С помощью этого процесса могут быть изготовлены стыковые, угловые и тройники. тяжелый пластиковый лист, сварка пластикового листа, сварочный пластиковый лист, стирольный пластиковый лист, текстурированный пластиковый лист, армированный волокном пластиковый лист, оконный пластиковый лист, матовый пластиковый лист, синий пластиковый лист, самоклеящийся пластиковый лист, 1 2 пластиковых листа, пластиковый лист UHMW . Этот процесс можно использовать для сварки ПТФЭ с полиэтиленом, полистиролом, кварцем и алюминием.Сварка горячим газом также часто используется для сварки виниловых пластиков, полистирола и некоторых других пластических материалов. Мы здесь, чтобы помочь. Однако важно нагреть стержень по всей его массе, чтобы его можно было полностью размягчить в центре и правильно поместить в канавку. В противном случае стержень не будет должным образом нагреваться и прочность соединения будет нарушена. WELDY energy 1600 для сварки листов полиэтилена, полипропилена и ПВХ. Присадочный материал, используемый при сварке пластмасс, должен быть как можно ближе по механическим свойствам к основному материалу.Прочность соединения составляет от 80 до 90 процентов прочности основного материала, а ударная вязкость остается прежней. При 180 ° C он начинает течь, а при 200–220 ° C переходит в вязкое жидкое состояние; если затем приложить давление, он будет свариваться. Например, для сварки одного метра ПВХ толщиной 18–20 мм с V-образной подготовкой кромок необходимо уложить от 30 до 35 стержней диаметром 3 мм, что займет около 2 часов. WELDY energy 1600 для сварки листов полиэтилена, полипропилена и ПВХ — YouTube. Вибрации передаются на работу через сонотрод, установленный на наковальне, как показано на рис.При сварке прессом тепло передается на свариваемую зону горячей плитой сварочного пресса. Информация. Кромки стыка и присадочный стержень быстро нагреваются на поверхности, потому что пластмассы плохо проводят тепло. Полиэтилен предпочтительно сваривать с газом N2 или CO2, нагретым до 200… 220 ° C, хотя можно также использовать газовые горелки. Пруток диаметром 3 мм следует подавать в шов со скоростью от 12 до 15 м в час. Возможна сварка листов толщиной до нескольких миллиметров без использования дополнительных поглотителей.полуфабрикаты, термоформованные, выдувные, экструдированные и формованные с большой поверхностью). Когда достигается желаемая температура сварки, прикладывается давление для завершения сварки. TOS 7. Методы производства включают сварку горячим газом, экструзионную сварку и стыковую сварку. Вторая группа включает процессы, в которых тепло генерируется внутри детали за счет преобразования некоторой другой формы энергии, такой как высокочастотный ток, ультразвуковые волны, трение, инфракрасный свет, химические реакции или нейтронное облучение.Сварка… Вот почему нельзя использовать более толстые стержни, а сварка идет медленно с помощью процесса горячего газа, особенно с использованием присадочного прутка. Для ультразвуковой сварки пластмасс сварочный аппарат имеет те же характеристики, что и для металлов. Решайте прикладные проблемы, находите ответы на существенные вопросы и получайте ценные технические советы. Для критических соединений лучше герметизировать корень шва, чтобы улучшить прочность и качество соединения. Типичный пресс для сварки пластмасс для стыковых соединений создает довольно высокое давление, локально нагревает изделие и сжимает размягченную зону со всех сторон.Сварочный газ можно нагревать электричеством или пламенем. Стержни наполнителя изготавливаются из того же материала, что и рабочий материал, но могут быть разного цвета и обычно содержат более высокий процент пластификатора для снижения его температуры размягчения. Расстояние от наконечника резака до детали должно быть постоянным в пределах 5-8 мм. https://www.acplasticsinc.com/informationcenter/r/gluing-acrylic-sheeting Сварные швы, полученные с помощью этого процесса, обычно не имеют подрезов и обладают высокой прочностью соединения. «Стыковой сварной шов» между пластиковыми листами (неправильное название по сравнению с термином «сварка металла») получают путем склеивания двух слоев пластиковых листов вместе на стыках кромок.Для сварки ПВХ чаще всего используется процесс сварки горячим газом. Скорость сварки этим методом может составлять от 12 до 20 м в час, в зависимости от толщины листа. Используемая частота составляет до 20 кГц. Как правило, прочность соединения увеличивается с увеличением угла канавки, поскольку достигается лучшее проникновение в корень; однако производительность снижена. Все, что вам нужно знать о МЕХАНИЗМАХ для 3D-печати FDM. 22.17. Обычно предпочтительны стыковые соединения, потому что соединения внахлестку, тройники и угловые соединения выполнить сложнее.Подходит для сварки пластиковых труб и фитингов из материалов HDPE, PP, PVDF. Сварка горячим газом без присадочного прутка ускоряет процесс и улучшает механические свойства соединения. Сварные швы трением в ПВХ не уступают по качеству основному материалу. Модель SM 348 — Установка для стыковой сварки пластиковых листов — 3 метра (от 3 до 40 мм). Подробности можно узнать по телефону +44 (0) 1254 660910. Немногочисленные свободные электроны, существующие в таких пластиках, вызывают ток проводимости, когда материал помещается в высокочастотное поле. . Покупка товаров.При высокочастотной индукционной сварке заготовка помещается в высокочастотное поле, созданное между двумя металлическими электродами, как показано для роликовой шовной сварки на рис. Все утверждения, техническая информация и рекомендации, содержащиеся в этой публикации, предназначены только для информационных целей. В этом методе наполнитель в вязком жидком состоянии подается в шов. Методы производства включают сварку горячим газом, экструзионную сварку и стыковую сварку. Здесь пластиковый брезент используется для изготовления большого водяного матраса, похожего на объект, но основной процесс сварки может использоваться практически для любых мягких пластиковых листов и для многих различных целей.Топливный газ нельзя использовать непосредственно для сварки пластмасс, поскольку пламя имеет очень высокую температуру. Для получения качественных сварных швов в акриловых покрытиях лучше всего обезжирить свариваемые поверхности ацетоном или дихлорметаном перед сваркой. При сварке горячей пластиной пластина с резистивным нагревом перемещается по свариваемым пленкам внахлест. Для любого из этих стыков не требуется подготовки кромок или присадочного металла. Если выбрана правильная температура сварки, на листе ПВХ через 2 или 3 секунды после воздействия на него струи горячего воздуха появляется тусклое пятно.Сварка горячим газом без присадочного материала чаще всего применяется для стыковки пленок внахлест. Полиэтиленовая пленка удовлетворительно соединяется инфракрасной сваркой. Один из роликов приводится в действие электродвигателем и нагревается электрическим элементом. Прямое использование источников тепла B. Нагреватель может быть точечного, полосового или даже нестандартной формы. Curbell Plastics, Inc. не гарантирует точность или полноту какой-либо информации, содержащейся в данном документе, и заказчик несет ответственность за проведение собственных исследований и определение пригодности конкретных продуктов для любого конкретного применения.БЕСПЛАТНАЯ доставка для заказов на сумму более 25 долларов, отправленных Amazon. © 2021 Curbell Plastics, Inc. Все права защищены. На прессах обычно выполняются стыковые швы. Ядерная сварка имеет ограничение в том, что ее нельзя применять к материалам, которые становятся сильно радиоактивными при облучении нейтронами. Любая пластиковая пленка, которая может переходить в вязкое жидкое состояние и требует низкого сварочного давления, может быть сварена методом инфракрасной сварки. Сварка пластика может выполняться разными способами в разных пластиковых листах. Температура сварки должна быть ниже критической точки, при которой материал начинает разлагаться.Сварочный агрегат под углом 90 °, удобные для мастерской Насадки с диаметром отверстия 1-5-2 мм используются для сварки листов толщиной от 3 до 5 мм, а насадки диаметром 3-5-4 мм используются для листов толщиной от 16 до 20 мм. Для ускорения процесса сварка проводится на черной подложке из пенопласта, губчатой резины или толстой прорезиненной ткани. Факторы, влияющие на выбор процесса сварки пластмасс, включают толщину заготовки, физико-химические свойства пластика, конструкцию изделия и количество компонентов, которые необходимо произвести.После того, как заготовки были нагреты до температуры сварки, они поддерживаются под необходимым давлением, так как плиты охлаждаются водой, циркулирующей по каналам. POLYFUSION 4-50, помимо горизонтальной сварки, позволяет выполнять различные типы сварки, такие как круговые и 90 °, благодаря специальным принадлежностям, доступным по запросу. 22.20. Сообщить о нарушении, основные варианты в процессе газовой сварки | Металлургия, термитная сварка: процесс, работа и применение (со схемой), 3 основных инновационных метода сварки | Металлургия.22.19, но большие детали можно сваривать, удерживая их в неподвижном состоянии и вращая между ними короткую вставку. Основным недостатком газовых горелок является то, что используемые газы легковоспламеняемы и взрывоопасны. При сварке горячим ножом нагретое лезвие помещается между соединяемыми поверхностями, как показано на рис. Основным элементом сварочного аппарата является преобразователь, который преобразует высокочастотную энергию, подаваемую ультразвуковым генератором, в колебания. Простая установка для этой техники показана на рис. Конкретная область применения ультразвуковой сварки — это точечная и кондукторная сварка пленок и листов средней и большой толщины, при запечатывании картонных коробок, где шов может быть загрязнен смазкой, и в упаковка различных консервов, содержащих токопроводящие жидкости.Влияние температуры воздуха на скорость сварки и прочность соединений представлено в таблице 22.5. Добро пожаловать! В зависимости от используемого источника тепла процесс сварки пластмасс можно разделить на два широких класса, как показано на рис. При сварке пластмасс могут возникать напряжения, особенно если свариваемые листы имеют большую толщину. Как и при сварке металлических материалов, при сварке пластмасс также необходимо принимать меры в соответствии с их структурой и толщиной свариваемых деталей.Этот метод обычно не используется для соединения мелких деталей. Все права по данному документу сохраняются за Curbell Plastics и любыми третьими лицами, обладающими такими правами. Сварка пластмасс широко используется в ряде отраслей промышленности, в частности, для соединения термопластичных пленок и листов. Размер присадочного прутка выбирается в соответствии с толщиной заготовки, типом подготовки кромки и желаемой прочностью. Создайте рабочее место в проветриваемом помещении, чтобы защитить его от пыли и паров. С помощью этой техники можно сваривать листы, стержни, полосы и пластины встык.Этим процессом можно добиться удовлетворительных сварных швов как пленок, так и толстостенных листов. Сварка — это экономичный метод соединения пластиковых листов, таких как HDPE, PVC, PP и PVDF. Съемная нагревательная пластина с покрытием из ПТФЭ… Или Зарегистрируйтесь, чтобы создать новую учетную запись пользователя. ПВХ чувствителен к концентрации напряжений до такой степени, что даже когда стержень приваривается к трубе, ударная вязкость соединения составляет всего около 10% от ударной вязкости основного материала. Поскольку коэффициент теплового расширения пластмасс в несколько раз выше, чем у металлов, в сварных деталях могут возникать остаточные напряжения, что приводит к снижению прочности соединения.Авторские права 10. В целях безопасности оператора горелки с электрическим подогревом работают от напряжения, не превышающего 36 вольт. Этот процесс применим к пластмассам, которые не могут быть соединены высокочастотной индукционной сваркой, например, PTFE (политетрафторэтилен), полиэтилен и полистирол. Благодаря тому, что тепло выделяется непосредственно на соединяемых поверхностях, этот процесс имеет преимущество высокой скорости сварки, возможности автоматического управления и удобства использования в полевых условиях. Рекомендации по содержанию 2. В этом процессе сварочное тепло подается от источника инфракрасного света, такого как силитовый накал, резистивный элемент из хромистой стали, кварцевая стержневая лампа и т. Д.Мы можем все: от простой задачи стыковой сварки двух листов вместе для получения одного более длинного листа до сложного процесса создания изготовленных на заказ резервуаров для печати. Все другие товарные знаки, знаки обслуживания и логотипы, используемые в данном документе, являются собственностью соответствующих владельцев. В этом методе края листа зачесываются и подогнаны перед равномерным нагревом горячим газом. Этот процесс используется для сварки эластичных материалов, но также может использоваться для сварки тонких жестких листов или лент толщиной до 5 мм с более толстыми листами. ссылка на Все, что вам нужно знать о МЕХАНИЗМАХ для 3D-печати FDM.используется под давлением от 0,5 до 10 Н / см2. Вы здесь: Сварка пластмасс> Точечная сварка Точечная сварка ультразвуком Ультразвуковая точечная сварка используется в основном, когда, например, необходимо сварить плоские детали без подготовки под сварку (например, 22.18 (b) нагретый клин находится между соединяемыми поверхностями и перемещается по линии сварки по мере размягчения кромок. Но полиэтилен можно сварить этим способом, поместив полоску ПВХ в стык. Листы накладываются внахлест и прижимаются между двумя роликами.Аппараты для сварки пластиковых листов широко используются в коммерческом и промышленном секторах благодаря своим обширным возможностям и превосходной точности, удовлетворяя самые разные требования. Преобразование энергии в тепло. Прочность стыковых швов пластмасс составляет 65% прочности основного материала при сдвиге, 75% при растяжении, 85% при сжатии и 65% при изгибе, в то время как прочность углового шва составляет 65% при растяжении. Перед сваркой концы трубок калибруются путем нагревания концов трубок в масле до 100 ° C в течение 3–4 минут и затем зажима трубок калибром на 3 минуты с последующим охлаждением водой до комнатной температуры.Жесткие пластмассы, такие как поликарбонат, с низким модулем упругости и низкой температурой плавления лучше всего поддаются ультразвуковой сварке. Компания Heshan Liantuo Engineering Plastic Co., Ltd уже много лет специализируется на производстве зеркальных листов из полистирола. Нашей основной продукцией являются различные виды листов из полипропилена, сварка из полипропилена…
Ливерпуль — Челси: следующий матч, Отзывы о страховании Santam, Иоанна 20 19-23 Отражение католицизма, Что случилось с Лизой Манобан 2021, Ливерпуль ФК Ювелирные изделия, Что делают крестные при крещении, Горячие колеса Vw Golf Mk4, Шарлотта Маргарет Хейворд Возраст, Выделенный сервер Assetto Corsa, Еда и напитки в Германии, Определение скорости согласования, Магистр когнитивно-поведенческой терапии в Интернете, Результаты Эвертон против Манчестер Юнайтед,
СвязанныеСварка пластика на заказ / стыковая сварка плавлением
Это один из немногих аппаратов Wegener для стыковой сварки плавлением во всем Онтарио.Мы используем его для сварки большинства термопластов.
Greyco Products приступила к сварке пластмасс в 2006 году. С тех пор мы стали экспертами в области сварки пластмасс, поставляя пластиковые резервуары, контейнеры, цилиндры для пластикового покрытия и изделия различных размеров на заказ для гальванических, лакокрасочных и металлообрабатывающих отраслей. Мы используем пластмассы и сварочные процессы, которые будут соответствовать размеру, плотности раствора, температуре раствора, требованиям к нагрузке и коррозионной стойкости, которые вам требуются.
Мы производим пластиковые резервуары длиной более 20 футов. Мы также можем предоставить небольшие изделия сложной формы. Изготовленные на заказ пластмассовые изделия часто могут заменить стальные сварные детали в тех случаях, когда коррозия или химическая стойкость являются проблемой.
Наше специализированное оборудование для изготовления на заказ используется для гибки и стыковой сварки пластиковых листов толщиной до 2 и 3/4 ″ и длиной до 10 футов. Каждый изгиб или стык полностью проплавлен по всей толщине материала. Сварка пластика сложной формы по индивидуальному заказу выполняется с использованием специализированных ручных сварочных аппаратов и переносного оборудования для экструзии и литьевой сварки.Продукция Greyco может сваривать большинство термопластов. Используя качественные сварочные стержни, наши мастера могут сваривать различные пластмассы, включая HDPE, LDPE, PVC, PP, ABS и другие.
Используя следующие шаги, мы можем определить, можно ли сваривать конкретный пластик.
1. Сначала мы идентифицируем свариваемую пластмассу , используя испытание плавающей водой. Используя небольшой кусок пластика, взятый из свариваемого компонента, мы опускаем его в емкость с водой.Если он плавает, то пластик, скорее всего, будет полипропиленом или полиэтиленом. Если он тонет, то пластик, скорее всего, будет из ПВХ, АБС или поликарбоната.
2. Затем мы проводим испытание на адгезию с помощью сварочного стержня. Нагреваем сварочный стержень, а также ремонтируемый пластиковый образец, а затем прижимаем сварочный стержень к пластиковой детали с помощью горячего воздуха. Затем мы вставляем сварочный стержень в пластиковую деталь, чтобы начать сварку пластика. Если остывший стержень остается на месте или его трудно вытащить, оба пластмассовых материала одинаковы.
3. Для большинства сварных швов мы используем лучший в отрасли сварочный аппарат Drader. Drader Injectiweld легко адаптируется к производственным и сборочным приложениям. Мы можем умело управлять Injectiweld одной рукой и держать пластик другой. Попробуйте проделать то же самое с другими сварочными системами. Injectiweld прост в использовании и легок, поэтому его можно использовать в местах, где другое оборудование не может работать.
.