Сварка пластиковых труб аппаратами
Сварка методом плавления пластиковых или же полипропиленовых труб осуществляется с применением высоких температур. Нагревательные элементы работают от стандартной электросети.
Сплавка полипропилена происходит при температуре от 260 градусов, именно после «доведения» материала до «состояния клейстера» возможна качественная спайка. Скрепляются трубы просто — достаточно прижать их друг к другу и продержать в таком состоянии несколько секунд. При правильном проведении всей операции, место соединения должно просматриваться слабо.
Стандартизированный набор инструментария
Для того, чтобы скрепить полипропиленовые трубы, используемые в выше обозначенных системах, нужен обязательный стандартизированный набор инструментария. Он в себя включает паяльник, насадки нагревательные, измерительную рулетку, специальные кусачки-ножницы, болты-крепёжники для насадок на сварочный аппарат и стандартизированный шаблон для отверстий.
Трубы для водоотлива, подачи воды, отопления и сварочный аппарат
Мощность среднестатистического сварочного аппарата достигает 1500 Вт, при этом он функционирует от обычной домашней электросети. При выборе аппарата лучше сделать приоритет для небольшой и анатомически скорректированной модели, которая повысит коэффициент полезности усилий мастера.
Для сварочного аппарата важна точность датчиков индикаторов температуры. При сохранении всех норм мастер минимизирует процент брака в своей работе.
Подготовительный этап перед сварочными работами
Полипропиленовые трубы — относительно мягкий материал, но всё же для качественной обработки нужны специальные ножницы. Особенно важно использование специальных ножниц для нарезки деталей, объемом начиная от тридцати двух миллиметров до шестидесяти трёх.
Лезвия ножниц для резки пластиковых труб должны быть именно стальными, причем сталь предпочитается закалённая или особой твёрдости. Хорошие ножницы прослужат около года, конечно, при соблюдении всех мер предосторожности.
После завершения подготовительного этапа, можно приступить к приготовлению насадок.
Что из себя представляют насадки?
При покупке сварочного аппарата с ним в комплекте зачастую уже идут стандартные насадки, но только диаметром от шестнадцати до сорока миллиметров. Если сварочный аппарат нужен для спайки деталей, которые по своему диаметру превышают обозначенные размеры,то дополнительные насадки нужно будет приобрести отдельно. Эти детали выполнены из металлических сплавов, но покрыты они одинаково — тефлоновая оболочка защищает насадку от «прилипания» расплавленных пластмасс, что позволяет улучшить результат самого соединения. Именно поэтому тефлоновое покрытие должно чиститься после каждого применения аппарата, причем одинаковое внимание нужно уделять и той части, куда надевается фитинг, и той, куда вставляется сама пластиковая труба.
Нагревание всей насадки происходит равномерно из-за специфической конструкции и материала с высокой теплопроводностью, из которого и выполнены детали. Насадки крепятся к аппарату для спайки труб с помощью специальных болтов.
Включаем сварочный аппарат для сварки труб
При включении сварочного аппарата для пластиковых труб нужно внимательно следить за индикаторами включения и термического регулирования. Как только термодатчик выключается, мастер может приступать к работе, потому что затухание этого индикатора сигнализирует о том, что аппарат достигнул требуемой температуры.
Таким образом, первое включение лучше всего провести «в холостую», а к спайке приступать уже после второго раза.

сварочный аппарат для полипропиленовых труб, нюансы процесса сварки, видеоинструкция сварки труб из пластика
На сегодняшний день пластиковые трубы полностью вытеснили из рынка металлические и чугунные трубы. Основные превосходства пластика это отсутствие коррозии, длительный срок эксплуатации, простой монтаж. Их отличительная особенность также довольно низкая цена по сравнению с аналогами. Такие трубы не теряют свою прочность с годами, а также очень удобно то, что всегда можно легко исправить некачественное соединение с помощью муфт.Когда приходит время менять старые ржавые трубы на новые пластиковые, задумываешься, как их крепить и соединять между собой. Прошли те времена, когда вызывали сантехников, для замены водопровода, канализации или отопления в доме. С пластиковыми трубами даже тот, кто не имеет навыков в работе с сантехникой, может с лёгкостью поменять водопровод самостоятельно. Необходимо только изучить основы работы и придерживаться определенных правил монтажа и дальнейшей эксплуатации.
Необходимые материалы и инструменты
Итак, вам понадобятся:
- муфты соединительные;
- трубы полипропиленовые;
- выходы с металлической резьбой МРВ и МРН;
- уголки на 45 и 90 градусов;
- специальные ножницы для пластика;
- клипсы, которые крепят трубы к стене;
- паяльник;
- рулетка и карандаш;
- герметик;
- лён (для лучшего соединения фитингов).
Если не занимаетесь профессионально прокладыванием пластиковых труб, а планируете всего лишь замену своих, то покупка паяльника может стать совершенно ненужной. В этом случае выходом будет просто взять сварочный аппарат в аренду. Это можно сделать там же, где вы будете приобретать трубы для работы.
Прежде, чем приступить к пайке пластиковых труб, необходимо знать их классификацию и параметры. На рынке существует четыре вида пластиковых труб:
- PN 10— тонкостенная труба (рабочее давление составляет 1 МПа).
 Наиболее подходящий материал для водяного теплого пола(+45° С) и холодного водовода (до + 20° С).
Наиболее подходящий материал для водяного теплого пола(+45° С) и холодного водовода (до + 20° С). - PN 16 — применяется в отопительных системах с невысоким давлением и для водопровода холодной воды.
- PN 20— универсальная труба (рабочее давление 2МПа). Применяется в системе водопровода холодной и горячей воды (+80° С).
- PN 25— труба армированная алюминиевой фольгой (рабочее давление 2,5 МПа. Используется в отопительных системах и водопроводе с высокой температурой (+95° С).
 Наиболее подходящий материал для водяного теплого пола(+45° С) и холодного водовода (до + 20° С).
Наиболее подходящий материал для водяного теплого пола(+45° С) и холодного водовода (до + 20° С).Процесс сварки пластиковых труб
Основные этапы:
- Включаем сварочный аппарат. При включении индикатор на кнопке должен светиться. Затем сварочный аппарат должен нагреться. Время нагрева составляет обычно 10−30 минут, это зависит от окружающей температуры. Можно приступать к работе, когда аппарат нагреется до 260 градусов. Если сварочным аппаратом работают впервые, нужно подождать ещё 5 минут после нагрева, а потом начинать работу.
- Одновременно вставить трубу и фитинг в сварочную насадку по одной оси. Нагреваем аппарат до температуры указанной в таблице (в зависимости от диаметра трубы).
- После того, как нагрелся фитинг и труба, вынимают их из сварочного аппарата и сразу же соединяют их. Необходимо удерживать детали неподвижно на протяжении указанного времени.
- Когда место сварки остыло, детали готовы к применению.

Данное соединение очень прочное и герметичное, может выдержать любую степень давления.
Сварочный аппарат состоит из терморегулятора, ручки и нагревательной плиты. В нагревательной плите имеются два отверстия, в них вставляются трубы и производится сварка элементов. Насадки сварочного аппарата отличаются, потому что во время сварки применяют трубу и фитинг, которые различны по диаметру.
Наиболее распространенные трубы с внешним диаметром 32 и 20 мм. Их применяют в водопроводных и отопительных системах. На каждой пластиковой трубе имеется маркировка о диаметре. В комплект аппарата для сварки пластиковых труб входит четыре пары сварных элементов, с помощью них можно крепить трубы с различным диаметром (от 20-ти до 40 мм). Такой сварочный аппарат невозможно изготовить самому, потому что его детали покрыты тефлоновым напылением. Конечно, можно выточить некоторые детали на станке, но без тефлонового покрытия пластик при нагревании прилипает к металлу.
На каждой пластиковой трубе имеется маркировка о диаметре. В комплект аппарата для сварки пластиковых труб входит четыре пары сварных элементов, с помощью них можно крепить трубы с различным диаметром (от 20-ти до 40 мм). Такой сварочный аппарат невозможно изготовить самому, потому что его детали покрыты тефлоновым напылением. Конечно, можно выточить некоторые детали на станке, но без тефлонового покрытия пластик при нагревании прилипает к металлу.
Правила сварки труб из пластика
- Обезжиривание поверхностей свариваемых деталей, является очень важным требованием, которое иногда не соблюдается. Значительно ниже будет качество сварки, если не провести обезжиривание. Перед началом процесса внутреннюю поверхность фитинга и торец трубы необходимо протереть спиртом. Это способствует лучшей адгезии поверхностей, а также удаляет мелкие частицы и пыль. Перед установкой насадки также осматривают и обрабатывают поверхности спиртом. Если необходимо удаляют лишний расплавленный пластик, это следует делать очень осторожно, чтобы не повредить тефлоновое покрытие.
 Если необходимо удаляют лишний расплавленный пластик, это следует делать очень осторожно, чтобы не повредить тефлоновое покрытие.
Если необходимо удаляют лишний расплавленный пластик, это следует делать очень осторожно, чтобы не повредить тефлоновое покрытие.- Не мало важным моментом является разметка, так как необходимо точно определить глубину посадки пластиковой трубы. У фитингов разного диаметра различная глубина посадки. Поэтому перед сваркой пластиковых труб измеряют глубину с помощью линейки или штангенциркуля. Если не сделать измерения можно ввести трубу в соединяемую деталь глубже, чем требуется. Может произойти запайка трубы или сузится сечение проходного отверстия.
- Опытные сантехники могут определить глубину на глаз. Разметка довольно хлопотное и длительное занятие. Для того чтобы сэкономить время и облегчить замер, можно изготовить специальное приспособление. Его делают из трубы большего диаметра. Например, для трубы диаметром 20 мм, подойдёт отрезок трубы 32 мм. У трубы 20 мм в диаметре глубина посадки составляет 15 мм, от трубы диаметром 32 мм отрезаем кольцо шириной 15 мм. Таким кольцом можно точно делать разметку. Это приспособление очень удобно, когда соединяют большое количество сварных элементов. К кольцу можно припаять или приклеить пластиковое дно для большего удобства. Эти кольца используют для всех видом труб, кроме трубы, у которой диаметр больше 32 мм.
 Таким кольцом можно точно делать разметку. Это приспособление очень удобно, когда соединяют большое количество сварных элементов. К кольцу можно припаять или приклеить пластиковое дно для большего удобства. Эти кольца используют для всех видом труб, кроме трубы, у которой диаметр больше 32 мм.
Таким кольцом можно точно делать разметку. Это приспособление очень удобно, когда соединяют большое количество сварных элементов. К кольцу можно припаять или приклеить пластиковое дно для большего удобства. Эти кольца используют для всех видом труб, кроме трубы, у которой диаметр больше 32 мм.Как правило, пайкой пластиковых труб занимается один человек на ровной и твердой поверхности — на полу или на столе. Но иногда при сборке трубопровода требуется ещё один человек. При сварке обычно один человек держит сварочный аппарат, а другой соединяет трубу и фитинг. Сначала соединяют с горячими насадками, а потом между собой. Одному человеку тяжело быстро снять и трубу, и фитинг. Один элемент может остаться в аппарате, а чтобы этого не произошло, помощник должен быстро помочь с извлечением.
Во время сварки пластиковых труб нужно действовать очень быстро. Следует соблюдать время нагрева соединяемых элементов. Для каждого диаметра индивидуальное время нагрева.
Таблица времени сварки
| Наружный диаметр трубы (мм) | Время нагревания (сек.) | Время соединения (сек.) | Время охлаждения (мин.) |
| 16 | 5 | 4 | 2 |
| 20 | 7 | ||
| 25 | 7 | ||
| 32 | 8 | 6 | 4 |
| 40 | 12 | ||
| 50 | 18 | ||
| 63 | 24 | 8 | 6 |
| 75 | 30 | 10 | 8 |
Эксплуатация сварочного аппарата
Аппарат для сварки пластиковых труб фактически самый важный инструмент в данном виде работ. Поэтому его правильное хранение и использование крайне важны. Чтобы продлить срок эксплуатации сварочного аппарата, следует соблюдать некоторые правила:
- Насадки сварочного аппарата покрыты тефлоном, что препятствует образованию нагара. После каждой операции с помощью деревянной лопатки следует удалить остатки пластика и нагара. Когда аппарат остыл остатки пластика удалять нельзя, так как можно деформировать или повредить тефлоновое покрытие, что приведёт к поломке устройства.
- Первое сваривание производят через 5 минут после того, как аппарат был разогрет. С трубы (PN 25) следует снять два внешних слоя: полипропилена и алюминия, с помощью шейвера, и только после этого можно проводить сварку.
- Работать аппаратом для сварки пластиковых труб можно только при окружающей температуре выше 0 °C.
- Во время сварки труб после их соединения не рекомендуется прокручивать или смещать детали в период остывания. Выполнять все соединения нужно быстро, уверенно, располагая детали в одной оси. Если же соединение было сделано не качественно, нужно отрезать место сварки и повторно произвести сваривание.
 После каждой операции с помощью деревянной лопатки следует удалить остатки пластика и нагара. Когда аппарат остыл остатки пластика удалять нельзя, так как можно деформировать или повредить тефлоновое покрытие, что приведёт к поломке устройства.
После каждой операции с помощью деревянной лопатки следует удалить остатки пластика и нагара. Когда аппарат остыл остатки пластика удалять нельзя, так как можно деформировать или повредить тефлоновое покрытие, что приведёт к поломке устройства.Следуя вышесказанному можно резюмировать, что пайка пластиковых труб не представляет собой особых сложностей. Достаточно придерживаться всех правил монтажа, и вы гарантированно получите комфортную и надежную работу вашей системы водоснабжения или отопления.
Достаточно придерживаться всех правил монтажа, и вы гарантированно получите комфортную и надежную работу вашей системы водоснабжения или отопления.
Видео сварки пластиковых труб
Оцените статью: Поделитесь с друзьями!Сварка пластиковых труб
Рассказываем о подготовке к сварке полипропиленовых труб и этапах работы.
Подготовка к работе
Перед началом монтажа необходимо подготовить специальные ножницы для резки металла или ножовку по металлу.
Ножницы для резки металла
Специальные ножницы для резки труб очень удобно использовать для разреза трубы перпендикулярно ее продольной оси.
Ножовка по металлу
При использовании ножовки на торце труб могут образоваться заусенцы, которые нужно будет после зачистить.
Перед сваркой полипропиленовые трубы зачищают специальным инструментом, удаляя с них тонкий слой полипропилена и алюминия в месте сварки.
Зачистной инструмент для полипропиленовых труб
Зачистными инструментом также снимается антикоррозийное покрытие и слой старой краски.
Сварка труб
Сварка труб производится с помощью специального сварочного аппарата.
Свариваемые поверхности труб должны быть сухими, чистыми и обезжиреннымиАппарат для сварки пластиковых труб
Сборка аппарата осуществляется по инструкции, сам аппарат крепится к специальной подставке, затем одеваются насадки необходимого размера.
Есть аппараты, на нагревательный элемент которых можно закрепить до трех насадок одновременно.
Этапы работы
Этап 1
Отрезаем часть трубы необходимой длины.
Отрезаем часть трубы
Этап 2
Измеряем и записываем глубину насадки для труб, затем включаем аппарат.
Пока аппарат нагревается отмеряем глубину насадки от торца трубы, прибавляет еще пару миллиметров и делаем отметку.
Этап 3
По индикатору определяем, нагрет ли аппарат. После его готовности к работе один отрезок трубы вставляем одновременно в насадку с одной стороны, фитинг — с другой.
Вставка элементов в сварочный аппарат
Смотрим, чтобы продольные оси трубы и фитинга совпадали с продольной осью насадок. Постепенно направляем свариваемые элементы к друг другу. После полного вхождения, засекаем время для сварки.
Ожидание нужного времени нагревания
Время для сварки зависит от диаметра трубы:
- 20 мм — 5 с
- 25 мм — 7 с
- 32 мм — 8 с
- 40 мм — 12 с
- 50 мм — 18 с
- 63 мм — 24 с.

Этап 4
После снимаем трубу и фитинг с насадки, вводим в отверстие фитинга трубу до обозначенной отметки. Фиксируем на 7 с до схватывания элементов.
Соединение элементов
Замечания
Не рекомендуется проводить сварку при температуре +50 С и выше для труб диаметром 50 мм. Для лучшей сварки с этом случае стоит ножом в торце снять фаску под углом 45 градусов.
Продольные оси фитинга и трубы совпадают при правильной сварке. Расплавленный пластик не должен свисать с внутренней стороны в просвете трубы. Ровный круг пластика выдавливается с внешней стороны на месте контакта фитинга с трубой.
Правильно выполненное соединение
Муфтовая сварка нагревательным элементом (раструбная сварка)
Муфтовая сварка нагревательным элементом (в соотв. с DVS 2207, часть 1 для PE-HD, часть 11 для PP и часть 15 для PVDF).

Технология сварки
При муфтовой сварке нагревательным элементом трубы и фитинги соединяются при помощи раструбных фитингов (фасонных частей). Конец трубы и муфта нагреваются до сварочной температуры нагревательным элементом, который имеет форму муфты и втулки, и затем они соединяются. Размеры конца трубы, нагревательного элемента и муфты подобраны так, чтобы при соединении давление соединения увеличивалось (см. схематический эскиз). При этом методе вручную может быть выполнена сварка труб внешнего диаметра до 40 мм. При сварке труб большего диаметра рекомендуется использование сварочного устройства из-за увеличения давления соединения. В течение всего процесса сварки необходимо строго выполнять инструкции DVS.
Сварочные параметры
Муфтовую сварку нагревательным элементом PP и PE-HD труб и фитингов рекомендуется выполнять при температуре окружающей среды приблизительно 20°C и небольшой скорости ветра.
Сварочная температура (T)
| Свариваемый материал труб | Температура (Т), °С |
| PP-H, PP-R (ПП) | 250 ÷ 270 °C |
| PE-HD (ПЭ100) | 250 ÷ 270 °C |
| PVDF | 250 ÷ 270 °C |
Инструкция по выполнению муфтовой сварки нагревательным элементом
Подготовьте сварочное оборудование и необходимый инструмент, проверьте органы управления и контроля сварочных устройств. Обрезать торцы трубы под правильными углами и ножом снять фаску с внутренней стороны. Тщательно очистить сварочную область трубы и фитингов безворсистой бумагой и чистящими средствами (ацетоном или аналогичным). Нанести на поверхность трубы метку глубины (t).
Обрезать торцы трубы под правильными углами и ножом снять фаску с внутренней стороны. Тщательно очистить сварочную область трубы и фитингов безворсистой бумагой и чистящими средствами (ацетоном или аналогичным). Нанести на поверхность трубы метку глубины (t).
С помощью специального приспособления сдвинуть трубу и муфту в осевом направлении на нагревательный элемент до упора или до отметки глубины. Выдержать время предварительного нагрева как указано в таблице. После предварительного нагрева, освободить трубу и муфту от нагревательного элемента одним вертикальным движением и немедленно вдвинуть их под давлением друг в друга не допуская их проворачивания, пока оба сварочных валика не соединятся. Необходимо удерживать их под давлением друг в друге в течение, по крайней мере, одной минуты. Выдержать время охлаждения и затем удалить зажимы.
Только после выдержки времени полного охлаждения (см. таблицу), соединенные детали могут быть использованы для дальнейшего монтажа.
Визуальный контроль сварного шва осуществляется контролем валика сварного шва. Он должен наблюдаться по всей окружности трубы. Перед испытанием давлением все сварные соединения должны полностью остыть (как правило, 1 час после последнего сварочного процесса). Испытание давлением должно быть выполнено согласно соответствующим стандартам (например, DVS 2210 Часть 1, DIN 4279). В трубопровод подается максимальное испытательное давление 1,5 x PN, и в течение испытательного периода (по крайней мере 10 минут) падение давления не допускается. Система трубопровода должна быть защищена против изменений окружающей температуры и УФ-радиации.
Он должен наблюдаться по всей окружности трубы. Перед испытанием давлением все сварные соединения должны полностью остыть (как правило, 1 час после последнего сварочного процесса). Испытание давлением должно быть выполнено согласно соответствующим стандартам (например, DVS 2210 Часть 1, DIN 4279). В трубопровод подается максимальное испытательное давление 1,5 x PN, и в течение испытательного периода (по крайней мере 10 минут) падение давления не допускается. Система трубопровода должна быть защищена против изменений окружающей температуры и УФ-радиации.
Устройства для муфтовой сварки (раструбная сварка) нагревательным элементом используются как в заводских условиях, так и на строительных площадках. Как отдельные машины, они должны обеспечивать максимальную степень механизации сварочного процесса. Риски и царапины на рабочих поверхностях труб, оставляемые специальными зажимными устройствами для компонентов трубы, не должны изменять механические свойства выполненного соединения. Вместе с зажимными устройствами и нагревательным элементом, направляющие элементы должны гарантировать, что свариваемые детали перемещаются соосно к нагревательному элементу и друг к другу. При необходимости должен быть предусмотрен механизм регулировки. В дополнение к вышеупомянутым требованиям, машины, используемые для работы в полях должны иметь облегченную конструкцию. Кроме того, они должны иметь приспособления для транспортировки и опускания в траншею. Если напряжение электропитания больше 42 В, конструкция и эксплуатация машин должна обеспечивать соблюдение установленных местных правил электробезопасности.
При необходимости должен быть предусмотрен механизм регулировки. В дополнение к вышеупомянутым требованиям, машины, используемые для работы в полях должны иметь облегченную конструкцию. Кроме того, они должны иметь приспособления для транспортировки и опускания в траншею. Если напряжение электропитания больше 42 В, конструкция и эксплуатация машин должна обеспечивать соблюдение установленных местных правил электробезопасности.
Сварка полипропиленовых труб: правила и типичные ошибки
Одним из основных преимуществ полипропиленовых труб специалисты называют возможность легкой сварки и монтажа. Можно собственноручно собрать, модернизировать и отремонтировать трубопровод.
Трубы из полипропилена собираются методом пайки. При нагреве полипропилен становится эластичным, мягким, что позволяет соединять его.
Существует два основных способа стыковки спаиваемых деталей:
• Муфтами;
• Напрямую.
Давайте разберем подробнее каждый из них.
Сварка с помощью муфт
При стыковке деталей при помощи муфт часть расплавляется части трубы по внешней окружности и части муфты — по внутренней. После этого трубы плотно стыкуются. При застывании пластика образуется надежное соединение.
Результат спайки муфтойСварка напрямую
Технология прямой сварки предполагает точную обработку стыков деталей и установку их строго в соответствии осей. Торцы деталей нагреваются и соединяются. Этот метод требует большего опыта и подготовки, нежели муфтовый.
Кроме того, существует способ «холодной» сварки -когда размягчение полипропилена происходит за счет химических реакций.
Оборудование для сварки полипропиленовых труб
Любой из способов горячей сварки требует наличия специального оборудования. Основной прибор— это утюг для сварки. Он состоит из нагревательного элемента и сменных насадок, устанавливаемых на него.
Для стыковой (прямой) сварки используются более сложные утюги, которые включают в себя системы центровки деталей.
Кроме того, потребуются труборез, угольник, рулетка, шейвер для труб и средство для обезжиривания поверхностей.
Процесс сварки труб
Выполняется подготовка к процессу: установка на утюг насадок необходимого размера, нагрев утюга (обычно используется температура 260 градусов), подготовка свариваемых деталей (обрезка, снятие фаски, обезжиривание).
Затем свариваемые детали (например, труба и муфта) одновременно насаживаются на болванки утюга (труба — внутрь, муфта — снаружи болванки).
И здесь мы подходим к очень важному моменту — времени нагрева. Если детали недогреть — они не сварятся должным образом; перегрев же грозит деформацией, что также приведет к некачественной сварке.
Воспользуйтесь таблицей оптимального времени сварки труб в зависимости от толщины стенки для достижения наилучшего результата:
После нагрева детали снимают с болванки и стыкуют. Стык должен произойти за указанное в таблице время. Допустимо производить в течении пары секунд корректировку осей, но ни в коем случае нельзя проворачивать детали относительно друг друга.
Допустимо производить в течении пары секунд корректировку осей, но ни в коем случае нельзя проворачивать детали относительно друг друга.
Нужно учитывать, что значения в таблице приведены для усредненных условий окружающей среды. Если работы производятся при отрицательной температуре — время нагрева увеличится.
Сварка труб, армированных алюминием
Самым важным моментом в сварке труб с армированием является снятие защитного материала в месте сварки. Также нужно учитывать, что алюминий, как теплоемкий материал, будет забирать часть тепла — потребуется дольший прогрев.
Обычно для зачистки таких труб используется шейвер.
Шейвер для зачистки труб, армированных алюминиемВнутри шейвера содержатся ножи. Шейвер надевают на трубу и вращательными движениями счищают армирование до пластика.
В случае, когда слой алюминия находится в середине трубы, используют торцеватель.
Торцеватель для пластиковых трубТорцеватель отличается от шейвера расположением ножей. При его использовании торец трубы выравнивается, а также на глубину 2 мм вырезается армированный слой.
При его использовании торец трубы выравнивается, а также на глубину 2 мм вырезается армированный слой.
Распространенные ошибки при сварке полипропиленовых труб
Далеко не всегда получается сделать все идеально — необходимо учесть множество факторов, и только со временем мастер приобретает опыт, позволяющий производить сварочные работы безошибочно.
Но если заранее знать, какие ошибки наиболее типичны — можно избежать их повторения. Давайте рассмотрим их:
• Значительное смещение деталей относительно друг друга после схватывания полипропилена
Смещение деталей во время застывания всегда приводит к нарушению соединения. Образуются слабые места, в которых спайка практически отсутствует. Такое соединение не сможет прослужить долго.
• Недогрев или перегрев свариваемых деталей
При недостаточном нагреве диффузия материала будет недостаточной, чтобы качественно «схватиться», что впоследствии может привести к разгерметизации и протечкам трубопровода в месте такой сварки. При перегреве деталь деформируется: зачастую труба внутри фитинга меняет свой диаметр, как следствие — частые засоры.
При перегреве деталь деформируется: зачастую труба внутри фитинга меняет свой диаметр, как следствие — частые засоры.
• Неровный срез стыкующихся поверхностей
При несоблюдении соосности торцов свариваемых деталей стык происходит в скошенной плоскости. Такая ошибка может стать заметна не сразу, а после монтирования нескольких метров после места такой сварки.
• Недостаточно тщательное снятие армирующего слоя
Армированный слой, который не был зачищен, забирает на себя часть тепла, которое передается трубе в месте стыка — как следствие, недогрев на этом участке и следующие за ним протечки.
• Недостаточно плотная посадка трубы в муфте (фитинге)
При совершении этой ошибки получается недостаточно плотная сварка, которая может подвести в самый неподходящий для этого момент.
• Отсутствие тщательной обработки (обезжиривания)
Обезжиривание — процедура, которой не следует пренебрегать! Загрязнения не позволят материалу схватиться в должной мере, что приведет, опять же, к протечкам. Свариваемые детали необходимо обрабатывать!
Свариваемые детали необходимо обрабатывать!
В Компании «Технология» Вы всегда сможете найти все необходимое для того, чтобы создать качественную и долговечную водопроводную систему! Ознакомьтесь с нашим ассортиментом полипропиленовых труб и комплектующих.
Пошаговая инструкция по сварке полипропиленовых труб своими руками
При ремонте в доме (квартире), прокладке водопровода, системы отопления или обустройстве системы канализации на даче все чаще применяются трубы из полипропилена. Они и долговечнее, и легче, и проще в монтаже. Преимуществ по сравнению с трубами металлическими много.
Однако считается, что сварочные работы для соединения полипропиленовых труб возможны только при использовании каких-то сложных инструментов и высокопрофессиональных навыков. Но на деле все гораздо проще. Нужно только понимать принцип этой работы и следовать некоторым рекомендациям — тогда сварка полипропиленовых труб вполне возможна своими руками.
В первую очередь нужно знать, что у зарубежных производителей на каждое изделие существует свой собственный стандарт. Другими словами, нет единого ГОСТа, к которому мы привыкли. Для соединения труб могут понадобиться еще и различные фитинги, про которые я писал ранее (переходы, уголки и т.п.), которые придется приобретать. Они должны быть изготовлены из этого же материала – полипропилена. Более того, желательно, чтобы и трубы, и фитинги были от одного и того же производителя. Тогда при их сварке вообще не возникнет каких-либо трудностей.
Для сварки труб нужен лишь один электроинструмент — его называют и аппаратом для сварки полипропиленовых труб, и паяльником для труб, и «утюгом». Именно им производится нагрев материала. Его стоимость примерно в пределах 3 – 4 тысяч, поэтому можно и не приобретать, если работа предстоит «одноразовая». Лучше попросить у знакомых (если есть возможность) в «аренду».
Методика сварки труб
1) Подготовка всех деталей
Чтобы не путаться при проведении работы, следует заранее подготовить все элементы «схемы».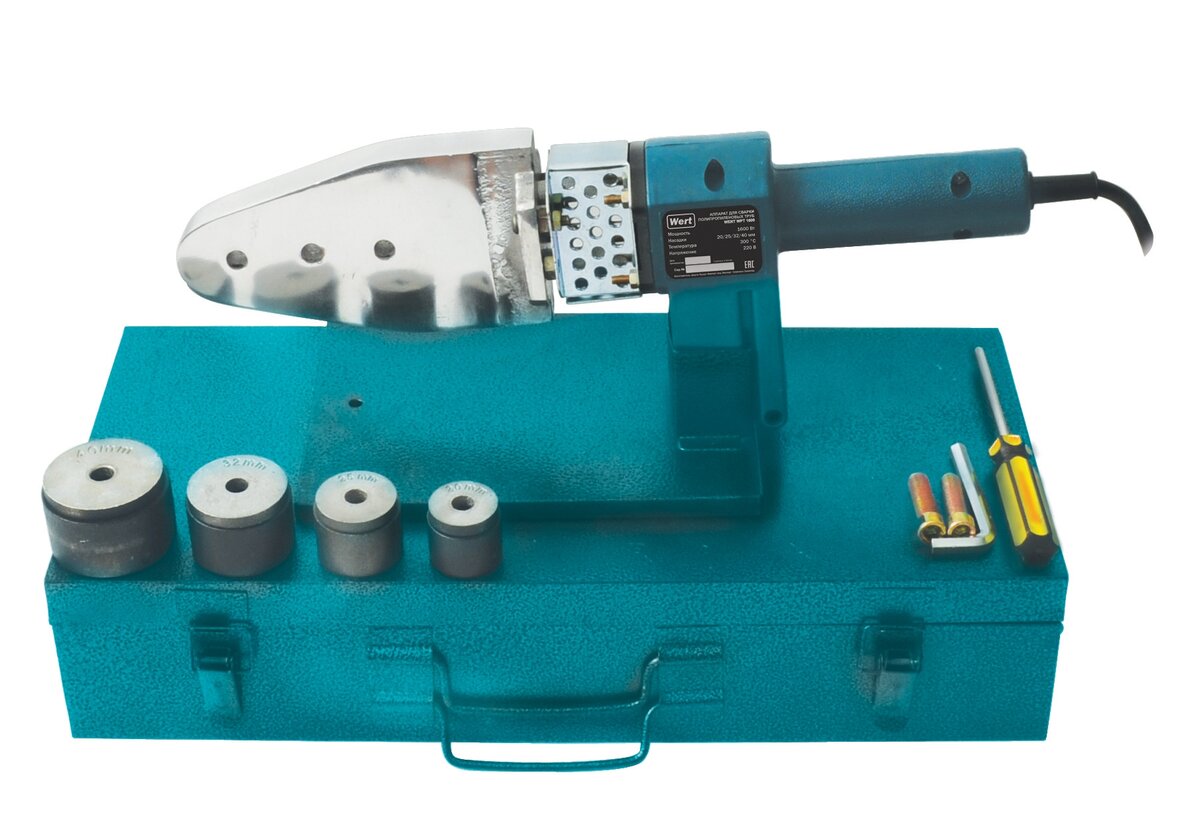 Производятся необходимые замеры, отрезаются куски труб заданной длины. Отрезки труб и фитинги нужно разложить в таком порядке, в каком они и будут соединяться при помощи сварки. Это исключит возможность неправильного соединения участков трубопровода (схемы). Нужно понимать, что если резьбовое соединение можно раскрутить и переделать, то элементы, сваренные аппаратом, разборке не подлежат. Их просто придется выкинуть.
Производятся необходимые замеры, отрезаются куски труб заданной длины. Отрезки труб и фитинги нужно разложить в таком порядке, в каком они и будут соединяться при помощи сварки. Это исключит возможность неправильного соединения участков трубопровода (схемы). Нужно понимать, что если резьбовое соединение можно раскрутить и переделать, то элементы, сваренные аппаратом, разборке не подлежат. Их просто придется выкинуть.
2) Разогревание паяльника
На нем есть регулятор температуры, который нужно выставить на рекомендованный инструкцией предел. После нагревания до выбранной температуры гаснет сигнальная лампочка терморегулятора.
3) Нагрев «деталей»
Для соединения элементов схемы (трубопровода) их необходимо разогреть. Соединяющиеся поверхности разогреваются, а потом стыкуются между собой. Происходит их «сплавление», что обеспечивает надежность и герметичность соединения. Поэтому детали, подлежащие соединению, вставляются в соответствующие разъемы сварочного аппарата. Как это делается, подробно изложено в инструкции на данный «паяльник». Нужно только внимательно ее изучить до начала работ.
Как это делается, подробно изложено в инструкции на данный «паяльник». Нужно только внимательно ее изучить до начала работ.
4) Cоединение «деталей»
Разогретые детали стыкуются ровно и быстро. Не допускаются повороты вокруг продольной оси, перекосы. Если соединяются два отрезка трубы, то необходимо строго выдержать угол среза — только в этом случае получается надежный и герметичный шов/
5) Зачистка места соединения
Производится после остывания шва.
Советы по сварке
Перед началом работы по сборке (сварке) системы труб желательно потренироваться. Поэтому фитингов нужно закупить чуть больше, чем необходимо. А отрезать несколько кусков от трубы – не проблема. После подобной тренировки появится опыт в подобного рода сварочных работах, а значит, и уверенность в собственных возможностях.
Перед свариванием элементы необходимо подготовить — стыкующиеся поверхности зачищаются и обезжириваются. Без обезжиривания качественного шва не получится.
Без обезжиривания качественного шва не получится.
Заполнять собранную систему водой рекомендуется не раньше чем через 1 час после сварки элементов.
Рынок соединения и сварки пластиковых труб
Обзор рынка
Рынок соединений и сварки пластиковых труб: введение
Соединение и сварка пластиковых труб — это процесс соединения двух или более фитингов пластиковых труб, которые впоследствии используются в различных областях, таких как строительство, нефть и газ, очистка воды и сточных вод, сельское хозяйство, производство и т. Д. Соединение и сварка пластиковых труб очень важно для вышеупомянутых применений, так как это облегчит задачу и повысит эффективность оборудования, а также позволит ему эффективно выполнять любую задачу.
Строительная промышленность включает коммерческий, жилой и промышленный секторы. Ожидается, что эта отрасль будет стабильно расти во всем мире, что приведет к увеличению спроса на различное сырье, используемое в строительстве и строительстве.![]() Пластиковые трубы являются неотъемлемой частью строительной и строительной промышленности, также они нашли различное применение в системах отвода сточных вод, водопроводах, системах отопления, вентиляции и кондиционирования воздуха, газопроводах и т. Д.
Пластиковые трубы являются неотъемлемой частью строительной и строительной промышленности, также они нашли различное применение в системах отвода сточных вод, водопроводах, системах отопления, вентиляции и кондиционирования воздуха, газопроводах и т. Д.
Рынок соединений и сварки пластиковых труб: динамика
Оборудование для соединения и сварки пластиковых труб в основном используется растущей отраслью производства пластиковых труб и их применением по всему миру.Благодаря высокой прочности и низкой стоимости пластиковые трубы заменили обычные трубы, такие как металлические, в различных областях применения. Следовательно, согласно оценкам, отрасль продолжит демонстрировать уверенный рост в течение прогнозируемого периода. Кроме того, важным фактором является наличие обширного ассортимента оборудования для соединения пластиковых труб и сварки, что способствует росту рынка. Поскольку в отрасли производства пластиковых труб наблюдается устойчивый рост с усовершенствованием и продвижением в секторе оборудования, рынок оборудования для соединения пластиковых труб и сварочного оборудования будет продолжать демонстрировать устойчивый рост.
Заявки на полиэтиленовые трубопроводы будут продолжать расти значительными темпами в течение прогнозируемого периода. Газораспределительные линии, подводные морские установки, системы питьевой воды, магистральные канализационные системы под действием силы тяжести и многочисленные типы наземных трубопроводных систем — вот некоторые из установок, для которых используются полиэтиленовые (PE) трубы и фитинги. По мере того, как продукты и области применения пластиковых трубопроводов расширяются, расширяется использование новых и существующих методов и оборудования для соединения.Еще одним важным элементом этого постоянно растущего спроса является огромное разнообразие доступных методов соединения пластиковых труб и фитингов. Надежность методов соединения и сварки пластиковых труб стыковой и раструбной сваркой была подтверждена различными испытаниями для различных областей применения.
Рынок соединений и сварки пластиковых труб: региональный прогноз
Азиатско-Тихоокеанский регион в настоящее время является основным регионом, который обеспечивает основную долю рынка и, как ожидается, захватит максимальную долю рынка в прогнозируемый период из-за растущего спроса на строительство и индустриализацию. Кроме того, некоторые страны, такие как Индия, Китай и США, считаются основными участниками роста строительства и строительной индустрии. Поскольку спрос на строительство и индустриализацию быстро растет, ожидается, что спрос на пластиковые трубы и фитинги будет расти, что, в свою очередь, будет стимулировать спрос на технологии и оборудование для соединения пластиковых труб и сварки во всем мире.
Кроме того, некоторые страны, такие как Индия, Китай и США, считаются основными участниками роста строительства и строительной индустрии. Поскольку спрос на строительство и индустриализацию быстро растет, ожидается, что спрос на пластиковые трубы и фитинги будет расти, что, в свою очередь, будет стимулировать спрос на технологии и оборудование для соединения пластиковых труб и сварки во всем мире.
Ожидается, что после Азиатско-Тихоокеанского региона значительными темпами будут расти Северная Америка и Латинская Америка, за которыми следуют Ближний Восток, Африка и Европа.Ожидается, что Латинская Америка будет занимать значительную долю рынка оборудования для соединения пластиковых труб и сварочного оборудования из-за растущей урбанизации, которая увеличит спрос на оборудование для соединения пластиковых труб и сварочное оборудование для различных областей применения, таких как газопроводы, водоотведение и канализация. системы, среди прочего. С другой стороны, ожидается, что в ближайшем будущем Ближний Восток и Африка будут расти значительными темпами.
Рынок соединения и сварки пластиковых труб: ключевые участники
Примеры некоторых участников рынка соединения и сварки пластиковых труб, определенных в цепочке создания стоимости: Dukane Corporation, Herrmann Ultrasonics, Inc., Emerson Electric Co., Leister Technologies AG, DRADER Manufacturing Industries Ltd., RITMO S.p.A., CEMAS Elettra S.r.l., Imeco Machine Pvt. Ltd., Wegener Welding, Seelye Acquisitions, Inc., Bielomatik Leuze Gmbh + Co. KG, 3Axis Development, Inc. и т. Д.
Отчет об исследовании представляет всестороннюю оценку рынка и содержит вдумчивые идеи, факты, исторические данные, а также статистически подтвержденные и подтвержденные отраслевыми рыночными данными. Он также содержит прогнозы с использованием подходящего набора допущений и методологий.Отчет об исследовании содержит анализ и информацию по сегментам рынка, таким как географическое положение, область применения и отрасль.
Отчет охватывает анализ выхлопных газов по:
- Сегменты рынка
- Динамика рынка
- Размер рынка
- Спрос и предложение
- Текущие тенденции / проблемы / проблемы
- Конкуренция и участвующие компании
- Технологии
- Цепочка создания стоимости
Региональный анализ включает:
- Северная Америка (U. С., Канада)
- Латинская Америка (Мексика. Бразилия)
- Западная Европа (Германия, Италия, Франция, Великобритания, Испания)
- Восточная Европа (Польша, Россия)
- Азиатско-Тихоокеанский регион (Китай, Индия, АСЕАН, Австралия и Новая Зеландия)
- Япония
- Ближний Восток и Африка (страны Персидского залива, Южная Африка, Северная Африка)
 С., Канада)
С., Канада)Отчет представляет собой сборник информации из первых рук, качественной и количественной оценки отраслевых аналитиков, вкладов отраслевых экспертов и участников отрасли по всей цепочке создания стоимости.В отчете содержится углубленный анализ тенденций материнского рынка, макроэкономических показателей и определяющих факторов, а также рыночной привлекательности по сегментам. В отчете также показано качественное влияние различных рыночных факторов на рыночные сегменты и географию.
Рынок соединений и сварки пластиковых труб: сегментация
Сегментация рынка соединения и сварки пластиковых труб на основе процедуры:
Соединение и сварка пластиковых труб методом термофузии
- Соединение и сварка пластиковых труб методом стыковой сварки
- Соединение и сварка пластиковых труб с помощью сварки седловидных / боковых стенок
- Соединение и сварка пластиковых труб с помощью Socket Fusion
- Соединение и сварка пластиковых труб электросваркой
- Соединение и сварка пластиковых труб ультразвуком
- Соединение и сварка пластиковых труб механическими соединениями
- Механические компрессионные фитинги
- Механические фитинги ударного типа
- Прочие
Рынок газоанализаторов FTIR сегментирован на основе конечного использования:
- ПВХ
- PE
- ПНД
- ПВД
- PP
- АБС
- Прочие
Сегментация рынка соединения и сварки пластиковых труб в зависимости от конечного использования:
- Строительство
- Нефть и газ
- Очистка воды и сточных вод
- Сельское хозяйство
- Производство
Ключевые моменты отчета:
- Подробный обзор материнского рынка
- Изменение рыночной динамики в отрасли
- Углубленная сегментация рынка
- Исторический, текущий и прогнозируемый объем рынка с точки зрения объема и стоимости
- Последние отраслевые тенденции и разработки
- Конкурентный ландшафт
- Стратегии ключевых игроков и предлагаемые продукты
- Потенциальные и нишевые сегменты, географические регионы с перспективой роста
- Нейтральный взгляд на рыночные показатели
- Необходимая информация для участников рынка, чтобы сохранить и расширить свое присутствие на рынке
Основы сварки ХПВХ горячим воздухом
Сварка горячим воздухом — это метод соединения, при котором используется высокая температура для достижения плавления материала хлорированного поливинилхлорида (ХПВХ). Сдавленные вместе в течение определенного времени при определенном давлении, этот метод позволяет поверхностным молекулам двух частей сцепиться, сплавляя их вместе.
Сдавленные вместе в течение определенного времени при определенном давлении, этот метод позволяет поверхностным молекулам двух частей сцепиться, сплавляя их вместе.
Сварка горячим воздухом является важным методом изготовления листов из ХПВХ, а также может использоваться для соединения труб и других геометрических форм, когда другие методы соединения не подходят.
Сварка горячим воздухом и цемент на основе растворителей
Хотя цемент на основе растворителя является предпочтительным методом соединения для систем из ХПВХ, он эффективен только при посадке с натягом — когда две части могут естественным образом прижаться друг к другу.
Чаще всего это случается с трубами и фитингами. Поскольку фитинг слегка сужается, когда труба входит внутрь, он сильно контактирует со стенкой фитинга, удерживая две части вместе.
В этих условиях цемент на основе растворителя может размягчить две детали и использовать внутреннее давление стыка для создания прочного равномерного соединения.
В ситуациях соединения, когда постоянное давление и контакт между двумя поверхностями невозможны, рекомендуется сварка горячим воздухом. Хотя это очень универсальный метод соединения, он наиболее часто используется для соединения листов ХПВХ для:
- Производство листов
- Футеровка резервуаров
- Скрубберы
- Выхлопные системы (например, кожухи вентиляторов)
Ключевые факторы эффективности сварки горячим воздухом
Хотя цементация на основе растворителя — это довольно простой процесс, которому можно научиться за короткий период времени, сварка требует дополнительных знаний и деталей для получения высококачественных соединений.Для надежной сварки горячим воздухом необходимо:
1. Используйте качественное оборудование
Для получения стабильных результатов необходимо высококачественное оборудование для сварки горячим воздухом, поскольку эти инструменты могут обеспечить:
- Чистый сухой воздух , не содержащий масел и влаги
- Постоянный воздушный поток подается при низком давлении и большом объеме.
- Оборудование для точного контроля температуры для поддержания заданной температуры термопласта.

2. Следуйте правильным инструкциям перед процессом сварки конструкций
Перед началом сварки изготовители должны внимательно:
Подготовьте материал. Сделайте фаску на концах прилегающих деталей в соответствии с рекомендуемой конфигурацией стыка в зависимости от типа стыка и наполнителя. После снятия фаски сборку необходимо очистить от остатков.
Выберите сварочный стержень. Этот выбор зависит от конкретного материала и производителя. Например, сварка горячим воздухом Corzan ® CPVC требует использования сварочных стержней Corzan CPVC. Более прочные соединения создаются за счет использования стержней меньшего диаметра с несколькими бортами, поскольку они уменьшают вероятность образования зазоров. После выбора убедитесь, что диаметр сварочного наконечника соответствует диаметру сварочного стержня.
Приварите шов прихватками. В зависимости от длины кривизны шва можно начать прихваточную сварку.Прихваточные швы — это прерывистые точечные сварные швы вдоль шва, которые удерживают материал на месте. Этот процесс помогает предотвратить скольжение, которое может произойти в процессе сварки конструкций.
3. Выбирайте опытных сварщиков или изготовителей с опытом
Во многих случаях сварка горячим воздухом настолько хороша, насколько хорош ее производитель. Подобно тому, как сварка стали требует обучения и навыков, опытные сварщики термопластов необходимы для стабильного получения надежных сварных швов горячим воздухом. В противном случае неотъемлемые свойства CPVC и ожидаемая ценность жизненного цикла могут быть не полностью признаны.
4. Рассмотрим процесс отжига
В процессе производства, обращения и сварки термопластические материалы могут подвергаться новым нагрузкам, которые со временем могут постепенно нарушать работу системы. Чтобы учесть это, изготовленные детали можно медленно нагревать в печи для отжига в течение нескольких часов или более, а затем аналогичным образом постепенно охлаждать.
Чтобы учесть это, изготовленные детали можно медленно нагревать в печи для отжига в течение нескольких часов или более, а затем аналогичным образом постепенно охлаждать.
Хотя отжиг не всегда необходим или выполняется, он снижает любое внутреннее напряжение, которое могло возникнуть в процессе изготовления.
Подробнее о сварке горячим воздухом
Чтобы найти квалифицированного производителя или обсудить требования к вашей системе, наша группа специалистов по продукту и инженеров готова назначить бесплатную консультацию. Они будут рады объединить вас со сварщиками в вашем районе и посоветовать наиболее эффективный подход к изготовлению системы.
Обратитесь к нашему руководству по сварке ХПВХ горячим воздухом, чтобы узнать больше об этой важной технике соединения.
Как сваривать трубы и фитинги из ПВХ с помощью растворителя: 6 шагов
Предупреждение: научное содержание!
Грунтовка для ПВХ служит почти для тех же целей, что и грунтовка при окраске. Грунтовка для краски подготавливает поверхность и дает молекулам краски приятный материал для сцепления. Грунтовка ПВХ очищает от мусора, затем «переваривает» поверхностные молекулы детали из ПВХ, так что при нанесении растворителя / цемента он может легко растворить внешние слои.
Грунтовка для краски подготавливает поверхность и дает молекулам краски приятный материал для сцепления. Грунтовка ПВХ очищает от мусора, затем «переваривает» поверхностные молекулы детали из ПВХ, так что при нанесении растворителя / цемента он может легко растворить внешние слои.
Этот продукт содержит 13-17% метилэтилкетона, 70-80% ацетон (диметилкетон), 5-10% циклогексанона и незначительное количество других вредных химикатов.
Откройте банку с (фиолетовым) грунтовкой. Если его открывают впервые, вам может понадобиться действительно большой парень или трубный ключ, чтобы сломать печать.В большинстве случаев тампон встраивается прямо в верхнюю часть.
Вытяните аппликатор, прикрепленный к крышке, и приложите его к стенке банки, чтобы вытечь излишки. Этот материал течет, как вода, и пачкает ВСЕ. Вероятно, это пропитает верхнюю часть банки.
Тщательно закройте каждую свариваемую поверхность обеих частей. Только будьте осторожны с пробежками. Если вы делаете несколько фитингов, вы можете продолжить и загрунтовать все, детали можно загрунтовать заранее, если они не пачкаются перед цементированием.
Грунтование — это химический процесс. Молекулы растворителя (ацетон и МЭК) диффундируют и поглощаются поверхностью ПВХ-пластика. Это делает блестящую поверхность шероховатой в процессе формования и разбухает пластик, ослабляя длинные полимерные цепи. Оба эти процесса способствуют получению прочного сварного шва. Грунтовка очень быстро впитывается и испаряется, поэтому пластик долго не будет «мокрым на ощупь». Однако важно, чтобы пластик был химически «влажным» абсорбированным растворителем, поэтому я бы не позволил загрунтованным деталям оставаться более 5 минут перед цементированием.Повторная грунтовка не повредит.
Некоторые утверждают, что грунтование необязательно. Я лично предпочел бы не выяснять это на собственном опыте
См. Внешнюю ссылку:
http://newsite.oatey.com/Channel/FAQ.html#Q09
Подробнее о статье Articleid = 223598 | Инженер по эксплуатации
Использование пластиковых труб растет во многих областях, от химических заводов до футеровки металлических труб в нефтегазовой промышленности, а также в более устоявшихся системах транспортировки воды и газа для коммунального сектора.
Утечки в этих трубах могут привести к значительным расходам и ущербу для окружающей среды. Большинство утечек происходит на стыках, а это означает, что улучшение качества сварных швов пластиковых труб является основным способом предотвращения утечек в будущем. А контроль сварных швов пластиковых труб теперь становится частью спецификаций для новых установок и текущего обслуживания, а это означает, что потребность в квалифицированных инспекторах будет расти.
Для труб из полиэтилена высокой плотности используются два типа сварного шва: термоплавкая и электромуфтовая.Первый, также известный как термоядерная сварка, обычно используется для непосредственного соединения секций трубы, также известного как стыковая сварка. Последний используется для соединения трубы с фитингами, такими как ответвления и тройники.
Оба являются методами сварки плавлением, что означает, что две соединяемые детали нагреваются до температуры плавления, позволяя материалу смешаться до того, как он затвердеет.
При всех типах сварки пластиковых труб важно, чтобы рядом со сварным швом не было воды. Это необходимо для обеспечения правильной температуры плавления, а также для предотвращения пустот, которые могут быть вызваны образованием пара.В новых установках обезвоживание может не быть важным фактором, но для ремонта и включения в существующие сети, однако, обезвоживание может потребовать значительных усилий.
СТЫКНАЯ СВАРКА
Стыковая сварка плавлением является предпочтительным методом соединения секций труб. Сварка пластиковых труб встык регулируется стандартом ISO 12176-1. При этом концы двух секций трубы нагреваются с помощью нагревательной пластины электрического сопротивления, и, как только достигается температура плавления, концы сводятся вместе с контролируемым давлением.
Хотя сварные швы образуются во время сварки, они не добавляют прочности и поэтому могут быть удалены. Если сварные швы удаляются, сварное соединение также не вызывает нарушения потока жидкости. Поскольку фитинги не требуются, стыковая сварка плавлением также является экономичным способом соединения секций труб.
Поскольку фитинги не требуются, стыковая сварка плавлением также является экономичным способом соединения секций труб.
Процесс стыковой сварки плавлением состоит из следующих этапов:
1) Сначала отрезки трубы зажимаются в осевом прессе. Это используется на протяжении всего процесса для удержания труб в совмещении, предотвращения овальности и создания осевого давления, необходимого на каждой стадии процесса.
2) Затем концы труб должны быть подготовлены соскабливанием, чтобы обеспечить хороший контакт с нагревательной пластиной и друг с другом. Необходимо удалить не менее 0,3 мм, чтобы удалить внешний окисленный слой пластмассы. Между концами труб вставляется скребок. Затем с помощью осевого пресса прижимают трубы к скребковому инструменту во время его вращения.
3) После квадратной и плоской резки концы труб очищаются обезжиренным очистителем, например спиртом.К ним нельзя прикасаться после очистки.
4) Затем между концами секций трубы помещается электрическая нагревательная пластина. Важно убедиться, что пластина достигла нужной температуры, сняв показания температуры в нескольких положениях. Осевой зажим используется для прижатия концов труб к этой пластине в течение определенного периода времени.
Важно убедиться, что пластина достигла нужной температуры, сняв показания температуры в нескольких положениях. Осевой зажим используется для прижатия концов труб к этой пластине в течение определенного периода времени.
5) Чтобы сформировать сварной шов, нагревательную пластину снимают и расплавленные концы труб сжимают, пока они не затвердеют, образуя соединение.
6) При необходимости сварные валики можно удалить с помощью специального скребка.
Стыковая сварка плавлением позволяет использовать пластиковые трубы в тех областях, где раньше были только сталь. Например, в настоящее время на острове Ванкувер строится большая водосточная труба. Его внешний диаметр составляет 7,5 футов, а в море он простирается на 1,2 мили. Водоотводящие трубы этого типа исторически были стальными, несмотря на проблемы с коррозией в соленой воде и риск растрескивания при движении, например, при сейсмической активности.Возможность стыковой сварки напорных труб из полиэтилена высокой плотности теперь позволяет заменить сталь. Это дает значительные преимущества с точки зрения сокращения затрат на техническое обслуживание, устойчивости к коррозии и способности противостоять землетрясениям. Используемая труба является частью серии Agruline, производимой Agru America, с использованием HDPE, PE 100-RC.
Это дает значительные преимущества с точки зрения сокращения затрат на техническое обслуживание, устойчивости к коррозии и способности противостоять землетрясениям. Используемая труба является частью серии Agruline, производимой Agru America, с использованием HDPE, PE 100-RC.
«Это считается однородным сварным швом, что означает, что прочность сварного шва равна прочности трубы», — говорит Мелисса Грейс, вице-президент Agruline. «Соединение также является герметичным, что является еще одним преимуществом труб из полиэтилена высокой плотности.”
ЭЛЕКТРОФУЗИОННАЯ СВАРКА
Электросварка используется для соединения специальных фитингов, в которые встроены электрические нагревательные змеевики. Фитинг зажимается в нужном положении, и затем к катушке подключается блок управления электросваркой (ЭБУ), подающий ток, который генерирует тепло для образования сварного соединения.
Штрих-коды на фитингах указывают настройки ЭБУ, необходимые для формирования соединения. Однако перед установкой фитинга необходимо использовать отдельные скребковые инструменты, а также могут потребоваться дополнительные зажимы, чтобы удерживать фитинг или трубу в совмещении.
Однако перед установкой фитинга необходимо использовать отдельные скребковые инструменты, а также могут потребоваться дополнительные зажимы, чтобы удерживать фитинг или трубу в совмещении.
Одним из преимуществ электромуфтовой сварки является то, что компактные блоки управления двигателем могут использоваться для соединения в траншее. Присоединение аппарата для стыковой сварки к трубам внутри траншеи может быть значительно сложнее. Электромуфтовая сварка пластиковых труб регулируется ISO 12176-2.
ПРОВЕРКА СВАРКИ ТРУБ
Установленные методы обеспечения качества сварных швов пластиковых труб заключаются в том, чтобы сначала записать используемые параметры сварки, а затем выполнить комбинацию визуального контроля и краткосрочного испытания гидростатическим давлением.
Эти методы необходимо дополнить разрушающим контролем образцов сварных швов с теми же параметрами сварки. При таком подходе основным методом проверки сварных швов пластиковых труб является визуальный осмотр. Это требует хороших знаний о различных методах сварки пластиковых труб, а также о типах возможных дефектов.
Это требует хороших знаний о различных методах сварки пластиковых труб, а также о типах возможных дефектов.
Установленный подход неадекватен, потому что только поверхностные дефекты могут быть обнаружены при визуальном осмотре, а практическая частота выборки означает низкую вероятность обнаружения дефектов во время разрушающих испытаний.Для более тщательной оценки сварных швов труб можно использовать оборудование для ультразвукового контроля. Это позволяет выявить начальные дефекты сварного шва, такие как загрязнение твердыми частицами, отсутствие плавления, холодный сплав и непровар. Также могут быть обнаружены механические повреждения, такие как усталостное растрескивание.
В Институте сварки (TWI) работает группа экспертов по сварке пластмасс, базирующаяся в специально построенном учебном центре для сварщиков пластмасс в Мидлсбро, Великобритания. Они проводят обучение сварке пластиковых труб более 20 лет, а теперь также предлагают курсы по контролю сварных швов труб. Это включает как визуальный осмотр, так и использование собственного метода ультразвукового контроля PolyTest.
Это включает как визуальный осмотр, так и использование собственного метода ультразвукового контроля PolyTest.
Тепловая сварка пластмасс — надежность Accendo
Написано при содействии Бена Карела из Fusion Engineering Plastics
Pty Ltd. Unit 1, 7 Dobra Rd, Yangebup WA тел. (08) 9494 1004
Аннотация
Сваркой можно соединять детали из термопласта. Это может быть плавление поверхностей и их сжатие или экструзионная сварка с присадочным прутком.
Доступно несколько методов сварки. Правильные ручные методы имеют решающее значение для успеха, как и испытания деталей, работающих под давлением.
Ключевые слова: электросварка, стыковая сварка, муфтовая сварка, термофен, температура расплава.
Зачем нужен пластик?
Пластмассы обладают замечательными инженерными свойствами, которые можно использовать с большой пользой.
- они обрабатывают широкий спектр химикатов
- они не ржавеют
- некоторые из них очень скользкие и мало к ним прилипают
- они чрезвычайно дешевы по сравнению с экзотическими сплавами
, необходимыми для соответствия некоторым свойствам - они не передают электричество или тепло легко
- некоторые из них прочные и деформируются вместо того, чтобы ломаться
при ударе - они настолько просты в изготовлении, что людей можно обучить
в неделю, чтобы хорошо соединить пластмассы
Их основные недостатки по сравнению с металлами:
- наиболее мягкие при сравнительно низких температурах
- они не могут постоянно выдерживать высокое напряжение
- некоторые могут сильно расшириться при нагревании
- они ломаются на солнечном свете, если не защищены
Две семьи пластика
Пластмассы в целом подразделяются на два различных семейства — термореактивные и термопластические.
Термореактивные элементы можно формовать только один раз. После первой плавки они затвердевают навсегда. Термопласт можно плавить несколько раз и менять форму. Сварные пластмассы — это термопласты.
Разница между двумя семействами пластмасс связана с тем, как макромолекулы (см. Статью о полиэтилене в июле 2000 г.) связываются на атомном уровне. Под воздействием тепла молекулы термореактивного материала вступают в химическую реакцию и соединяются.
Молекулы термопластов притягиваются друг к другу, но не связываются химически.На рис. 1 показано различие в типе и количестве связей между термореактивными и термопластическими материалами.
Рисунок 1 Склеивание пластмассТермо соединенные пластмассы
Обычные пластмассы, которые соединяются вместе с помощью тепла, — это PE (полиэтилен), PP (полипропилен) и PVC (поливинилхлорид).
Что касается экзотики, то также можно сваривать ПВДФ (поливинилиденфторид) и ПТФЭ (политетрафторэтилен).
Соединение пластика вместе
Нагревая контактные поверхности выше их точки плавления, а затем плотно сдвигая их вместе, пока они не соединятся с термопластами.Когда расплавленные поверхности сходятся, макромолекулы переплетаются и соединяются при охлаждении.
Три критических фактора для хорошего соединения: достижение правильной температуры плавления; достаточное давление при сведении граней вместе; время, в течение которого соединение остынет, прежде чем сбросить давление.
Способы соединения пластмасс с использованием тепла
Существует несколько методов термического соединения пластмасс.
Трубы соединяются встык.Концы труб удерживаются в специальном зажимном приспособлении, затем режущим инструментом вырезается и выравнивается квадрат. Горячая пластина, настроенная на температуру плавления, вставляется между двумя концами, и трубы надвигаются на горячую пластину.
По прошествии времени, достаточного для расплавления концов трубы, нагревательная пластина снимается и концы соединяются под давлением. По истечении времени от нескольких секунд до нескольких минут, в зависимости от толщины трубы, давление сбрасывается.
По истечении времени от нескольких секунд до нескольких минут, в зависимости от толщины трубы, давление сбрасывается.
Затем трубку дают остыть.Это может занять несколько минут для труб с малым диаметром и до полутора часов для больших труб с толщиной стенки 50 мм.
Приварка внахлест выполняется с использованием нагретых инструментов для плавления внешней части первых нескольких сантиметров конца трубы и первых нескольких сантиметров внутренней части фитинга с раструбом. Трубку проталкивают внутрь раструба и удерживают, пока она не остынет.
Электроразъемная сварка аналогична муфтовой сварке, за исключением того, что при изготовлении в фитинг вставляется электрический провод.Труба вставляется в розетку и провод подключается к источнику питания. Проволока нагревается и плавит пластмассовые поверхности. При отключении питания пластик остывает.
Помните, что металлический нагревательный провод может соприкоснуться с технологическим химическим веществом в трубе. Если химическое вещество несовместимо с металлом, оно вызовет коррозию нити и вытекнет по проволочному тракту.
Если химическое вещество несовместимо с металлом, оно вызовет коррозию нити и вытекнет по проволочному тракту.
Экструзионная сварка используется для сварки пластиковых листов. Пластиковая проволока диаметром от 2 до 6 мм, в зависимости от размера экструдера, пропускается через нагретый цилиндр, где она плавится.
Наконечник экструдера нагревает пластиковый лист и плавит его поверхность. Расплавленная проволока в экструдере прижимается к расплавленным поверхностям и соединяет края листов вместе. Экструдер постепенно подается вдоль стыка, плавя поверхности и укладывая наполнитель по ходу движения.
Прочность соединений, полученных экструзией, снижена до 80% от прочности основного материала.
Сварка горячим воздухом используется для изготовления легких изделий и скрепления крупных готовых изделий перед окончательной сваркой экструзией.При использовании этого метода ручная пластиковая проволока вставляется в стык, образованный угловыми краями двух частей. Пистолет горячего воздуха используется для расплавления угловых краев пластмассы и ручной пластмассовой проволоки.
Пистолет горячего воздуха используется для расплавления угловых краев пластмассы и ручной пластмассовой проволоки.
Оператор наблюдает за развитием расплава и проталкивает проволоку в сварной шов. Пистолет горячего воздуха находится впереди движущейся ленты, а пластиковая проволока непрерывно катится вперед в лужу.
Охлаждение происходит быстро, и к тому моменту, когда рука оператора проходит через точку, пластик соединяется.
Надлежащая практика сварки пластмасс
Секрет качественной сварки пластика — это чистота.
Следует избегать загрязнения. Например, вода вызовет пустоты и пузыри в сварном шве. Контактные поверхности или кромки должны быть чистыми. Перед нагреванием ацетон для стыковой или раструбной сварки протирают конец трубы.
Необходимо надлежащим образом выполнять признанные процедуры, а операторов следует обучать и проверять на соответствие процедурам. Большинство процедур сварки пластмасс основаны на немецких стандартах.
Качество стыковых швов можно проверить испытаниями на растяжение. Образец трубы, сваренной встык, удерживают за каждый конец в машине и растягивают. Усилие измеряется, и сварной шов должен оставаться вместе до требуемой нагрузки.
Для проверки сварных швов экструзией можно использовать искровое испытание. Напряжение, создаваемое электрически заряженной пластиной на одной стороне листа и противоположно заряженной ручной проволочной щеткой на другой стороне, вызовет скачок искры, если имеется отверстие.
Хорошая практика — всегда проверять сварные швы водой при полном рабочем давлении.В случае трубопровода это подтвердит его целостность, а в случае резервуаров — обнаружит утечки.
Майк Сондалини — инженер по техническому обслуживанию
Мы (Accendo Reliability) опубликовали эту статью с любезного разрешения Feed Forward Publishing, дочерней компании BIN95.com
Интернет: trade-school.education
Эл. Почта: [email protected]
UT и рентген для полиэтиленовых труб
1.
 ИСТОРИЯ ВОПРОСА
ИСТОРИЯ ВОПРОСАИспользование полиэтилена в газовой, водной и химической промышленности резко возросло за последние два десятилетия.Это во многом связано с стимулом, предоставленным британской и американской газовой промышленностью, которые выбрали полиэтилен в качестве материала для замены металлических распределительных трубопроводов. Помимо распределительных трубопроводов, полиэтилен также используется для ремонта протекающих чугунных магистралей.
Популярность пластиковых трубопроводов объясняется их легкостью, гибкостью и хорошей устойчивостью к коррозии, а также простотой соединения. Для труб диаметром 250 мм) и более толстого сечения предпочтительна стыковая сварка горячей пластиной.Оба этих процесса термического плавления способны создавать соединение с механическими свойствами, приблизительно эквивалентными свойствам исходного материала (1).
Качество стыковых сварных соединений в системах полиэтиленовых труб в первую очередь определяется контролем параметров процесса во время сварки. Однако по мере появления новых полиэтиленовых материалов (например, PE100) и повышения требований к существующим полиэтиленовым материалам возникает дополнительная потребность в контроле качества с помощью надежных методов неразрушающего контроля (NDT) (2,3).В настоящее время не существует общепринятых стандартов неразрушающего контроля сварных швов полиэтилена. Самый распространенный метод — визуальный осмотр внешнего сварного шва. Этот метод чувствителен к тем встроенным дефектам, которые проявляются в валике сварного шва, и к грубым дефектам, таким как несоосность трубы. Были предприняты попытки использовать более количественные методы исследования сварных швов. Например, рентгеновская радиография использовалась для проверки стыковых сварных швов на трубах большого диаметра (4), а для проверки сварных швов на газораспределительных трубопроводах меньшего диаметра (50–100 мм) существует автоматизированный ультразвуковой прибор (5).На одном этапе был введен руководящий стандарт (ASTM F600-78) по ручному ультразвуковому контролю стыковых сварных швов полиэтиленовых труб.
Однако по мере появления новых полиэтиленовых материалов (например, PE100) и повышения требований к существующим полиэтиленовым материалам возникает дополнительная потребность в контроле качества с помощью надежных методов неразрушающего контроля (NDT) (2,3).В настоящее время не существует общепринятых стандартов неразрушающего контроля сварных швов полиэтилена. Самый распространенный метод — визуальный осмотр внешнего сварного шва. Этот метод чувствителен к тем встроенным дефектам, которые проявляются в валике сварного шва, и к грубым дефектам, таким как несоосность трубы. Были предприняты попытки использовать более количественные методы исследования сварных швов. Например, рентгеновская радиография использовалась для проверки стыковых сварных швов на трубах большого диаметра (4), а для проверки сварных швов на газораспределительных трубопроводах меньшего диаметра (50–100 мм) существует автоматизированный ультразвуковой прибор (5).На одном этапе был введен руководящий стандарт (ASTM F600-78) по ручному ультразвуковому контролю стыковых сварных швов полиэтиленовых труб. К сожалению, результаты, полученные с использованием этого стандарта, настолько сильно зависели от навыков оператора, что в 1991 году он был отменен.
К сожалению, результаты, полученные с использованием этого стандарта, настолько сильно зависели от навыков оператора, что в 1991 году он был отменен.
Сварка пластмасс — палка, литье под давлением, экструзия, плавление, вращение, ультразвуковая
Шесть основных методов сварки пластмасс, которые распространены в сегодняшней производственной среде: сварка палкой, литьевая сварка, экструзионная сварка, сварка плавлением, вращательная сварка и Ультразвуковая сварка.У каждого из этих методов есть своя рыночная ниша, основанная на особенностях каждого типа сварки.
Сварка палкой сегодня очень распространена в магазинах и требует только ручного сварочного аппарата горячим воздухом и сварочного стержня или стержня из того же материала. По мере того, как горячий воздух нагревает поверхность 2 соединяемых частей, оператор позволяет также нагреть конец стержня, а затем медленно направляет наконечник сварочного аппарата и пластиковый сварочный стержень по шву и прижимает сварочный стержень. вниз в горячий шов, чтобы завершить сварку.Сварка палкой может быть немного медленной, но может дать одни из самых красивых сварных швов для деталей, внешний вид которых является проблемой.
вниз в горячий шов, чтобы завершить сварку.Сварка палкой может быть немного медленной, но может дать одни из самых красивых сварных швов для деталей, внешний вид которых является проблемой.
под давлением и сварка экструзией очень похожи в том, что они предварительно нагревают сварочный стержень или пластиковые гранулы, а затем проталкивают расплавленный пластик в шов или вдоль него, чтобы создать соединение. Эти методы обычно используются для материалов большего размера и толщины, где требуется большая прочность сварных швов, таких как глубокие резервуары, водные и химические желоба, а также футеровки кузова коммерческих грузовиков.Эти сварные швы не так красивы, как сварные швы, но очень прочные.
Сварка плавлением — это метод соединения, при котором края обеих соединяемых деталей нагреваются одновременно с помощью термоэлемента с тефлоновым покрытием. Когда детали готовы, стержень втягивается, и две части прижимаются друг к другу, пока они не остынут. Сварка плавлением является быстрой и эффективной для длинных прямых сварных швов, но из-за того, что необходимое оборудование очень дорого, многие магазины не могут предложить сварку плавлением.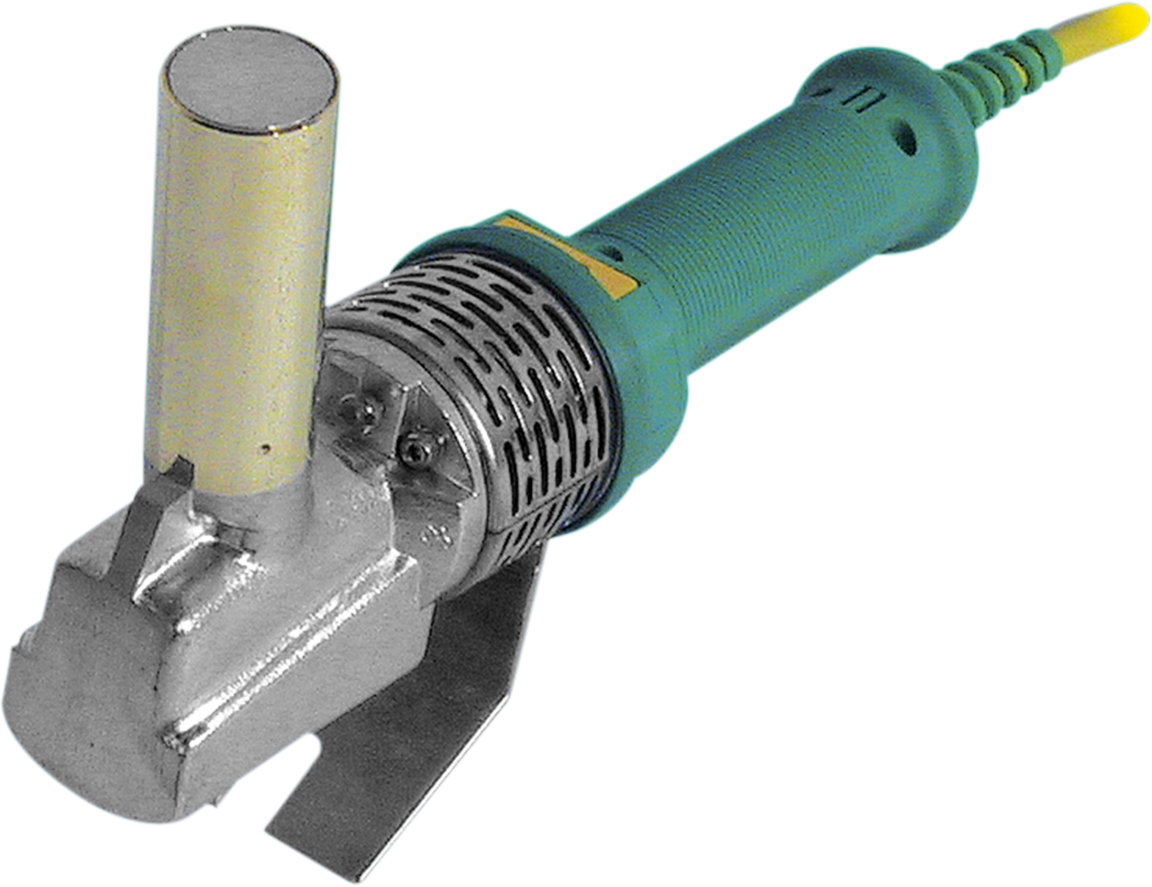
Процесс центробежной сварки включает создание тепла от трения в шве двух частей, которые необходимо соединить, буквально вращая одну или обе части, когда они соприкасаются.Когда части станут мягкими, их прижимают друг к другу, пока они не остынут для прочного соединения. Спиновая сварка обычно используется для небольших деталей, отлитых под давлением. В то время как простая ручная дрель может использоваться для изготовления центробежных сварных швов для любителей или прототипов, обычно создается специальный инструмент, позволяющий центробежному сварочному аппарату захватывать две части и прикладывать необходимое количество силы в тот момент, когда пластик нагревается и достаточно мягкий, чтобы склеить.
Последний упомянутый метод сварки пластмасс — ультразвуковая сварка.Ультразвуковая сварка использует высокочастотные звуковые волны для вибрации двух частей, пока они не соединятся. Шов обычно производится за одну-пять секунд. Благодаря быстрому циклу сварки Sonic Welding может быть достаточно эффективным и экономичным для производства в больших количествах.