Сварка пластика феном — высокий показатель прочности
Сварка пластика с использованием фена
Сварочные работы в наше время применяются для соединения многих материалов, включая пластик. Соединение пластика, используя при этом ручной фен для сварки полимеров, достаточно надежно. Отличным показателем качества соединения служит прочный свариваемый участок, не уступающий по характеристикам цельному.
Однако методика применения фена, без которого сварка рассматриваемого состава практически невыполнима, требует навыки и опыт, поскольку применяется также для соединения других составов, включая даже пленку полиэтилена. В связи с этим всегда лучше попробовать свои силы на каком-либо черновом варианте, соединив его. Также необходимо знать, что фен необходим не бытовой, а специальный, имеющий плавные регулировки температурных режимов подаваемого горячего воздуха.
Сварка пластика феном
Понадобится:
- Фен.
 Вполне успешно себя зарекомендовал для соединения различных материалов, включая разновидности полиэтилена, инструмент марки Makita. Но стоит упомянуть о существовании малогабаритных моделях подобных вещей (прямых фенах). Выбирая фен для данной процедуры (пластмассы) нужно руководствовать двумя характеристиками: наличием в фене регулятора плавного перехода температуры воздуха, а также возможностью использования насадок. Устройство применяется не только для соединения рассматриваемого состава, но также для полиэтилена и т.п.
Вполне успешно себя зарекомендовал для соединения различных материалов, включая разновидности полиэтилена, инструмент марки Makita. Но стоит упомянуть о существовании малогабаритных моделях подобных вещей (прямых фенах). Выбирая фен для данной процедуры (пластмассы) нужно руководствовать двумя характеристиками: наличием в фене регулятора плавного перехода температуры воздуха, а также возможностью использования насадок. Устройство применяется не только для соединения рассматриваемого состава, но также для полиэтилена и т.п. - Комплект насадок для фена. Выбор осуществляется в зависимости от сложности работ. Так, к примеру, для сваривания детали мотоцикла или автомобиля наиболее часто применяется насадка диаметром от 5 до 8 миллиметров. Такие насадки продаются в большинстве случаев отдельно от устройства.
- Припой. В качестве припоя для соединения пластика используются специальные прутки, выполненные из идентичного со свариваемой деталью состава. Отметим, что припой достаточно просто нарезать самостоятельно из готового, но можно также приобрести в строительном магазине.
- Может также пригодиться напильник, зажимы, а также машинка для выравнивания и разглаживания сварных швов. Сварка предусматривает использование данных инструментов для шлифования шва.

Этапы сварки:
- Сначала нужно удостовериться в том, что ремонтируемая деталь идентична составу материалу прутка. То есть, если деталь из полипропилена, то и пруток должен состоять из полипропилена. В зависимости от состава выбирается температурный режим подачи воздуха для сварки. Если будут использованы разные материалы, с большой вероятностью один из них не разогреется и шов получится некачественным. Детали автомобилей и мотоциклов в большинстве случаев выполнены из полипропилена, полиамида и т. п. Маркировка пластика может быть нанесена на самой свариваемой детали.
- Допустим, вы определили, что соединяемый элемент состоит из полипропилена. Теперь необходимо зачистить свариваемый участок. Для этого воспользуйтесь наждачной бумагой, напильником или шлифовальной машинкой. Таким образом, необходимо зачистить края деталей из пластика на месте разлома (при ремонте), где будет применяться сварка. Захват расстояния для зачистки может достигать до одного сантиметра с каждого края. Сварка подразумевает, что припой будет отлично ложиться на зачищенные поверхности деталей, что в свою очередь, позволит увеличить прочность соединяемых деталей.
- Теперь деталь из полипропилена следует собрать по кусочкам (при ремонте) или подготовить детали для сварки, как при любой другой сварке, включая соединение полиэтилена. Пруток заостряется с конца, после чего подносится к зачищенному шву. Во время соединения желательно равномерно прогревать толстый пруток (припой) и тонкий материал. Для того чтобы пластик не обвис и не начал плавиться, можно использовать низкую температуру и неинтенсивную подачу воздуха фена. Необходимо обзавестись специальной таблицей, в которой рассмотрены температурные режимы, наиболее подходящие для соединения материалов.
- Как только припой начнет плавиться как пленка полиэтилена, нужно с осторожностью продавить пластик, оказываем прижимное воздействие на него. Таким образом, вы утопите припой в разломе. Стоит отметить, что во время сварочной работы припой необходимо передвигать из стороны в сторону (образовывается наплыв на разлом). По мере прогревания пластикового прутка и краев свариваемого материала, припой утапливается при помощи легкого нажима, используя при этом плавные передвижения прутка из полипропилена. Подобная работа проделывается вплоть до конца шва.
- По окончании работ на ремонтируемом участке, как правило, остается излишек прутка. Его нужно удалить, и для этого нужно задействовать разогретый фен: нагрейте излишек, после чего открутите его (оттяните на себя) до момента разрыва. Но делать подобное необходимо очень аккуратно, поскольку есть вероятность отрыва не успевшего схватиться пластика.
- В результате несложных действий сварка пластика (деталей из полипропилена) может считаться завершенной. Однако для того, чтобы сварка была полностью завершена, нужно зашлифовать поверхность. Следует дождаться полного остужения деталей, после чего воспользоваться шлифовальной машинкой, наждачной бумагой или напильником и затереть шов снаружи.
 Для этого воспользуйтесь наждачной бумагой, напильником или шлифовальной машинкой. Таким образом, необходимо зачистить края деталей из пластика на месте разлома (при ремонте), где будет применяться сварка. Захват расстояния для зачистки может достигать до одного сантиметра с каждого края. Сварка подразумевает, что припой будет отлично ложиться на зачищенные поверхности деталей, что в свою очередь, позволит увеличить прочность соединяемых деталей.
Для этого воспользуйтесь наждачной бумагой, напильником или шлифовальной машинкой. Таким образом, необходимо зачистить края деталей из пластика на месте разлома (при ремонте), где будет применяться сварка. Захват расстояния для зачистки может достигать до одного сантиметра с каждого края. Сварка подразумевает, что припой будет отлично ложиться на зачищенные поверхности деталей, что в свою очередь, позволит увеличить прочность соединяемых деталей.
 Однако для того, чтобы сварка была полностью завершена, нужно зашлифовать поверхность. Следует дождаться полного остужения деталей, после чего воспользоваться шлифовальной машинкой, наждачной бумагой или напильником и затереть шов снаружи.
Однако для того, чтобы сварка была полностью завершена, нужно зашлифовать поверхность. Следует дождаться полного остужения деталей, после чего воспользоваться шлифовальной машинкой, наждачной бумагой или напильником и затереть шов снаружи.Таким образом, сварка показывает отличный результат, а вы получаете качественный сварной шов, не уступающий по прочности цельному пластику. Как только сварка завершена и выдержано полчаса до полного остужения, при необходимости можно приступать к окраске.
Похожие статьи
- Пайка паяльником: вся необходимая информация
- Фен для пайки: конструкция, принцип действия
- Сварка труб под давлением — сложно ли это на практике?
- Экструдер КСЭ и его польза
Сварка пластика феном
18.01.2017 Сварка пластика
Сварка пластика давно перестала быть чем-то новым и экзотическим.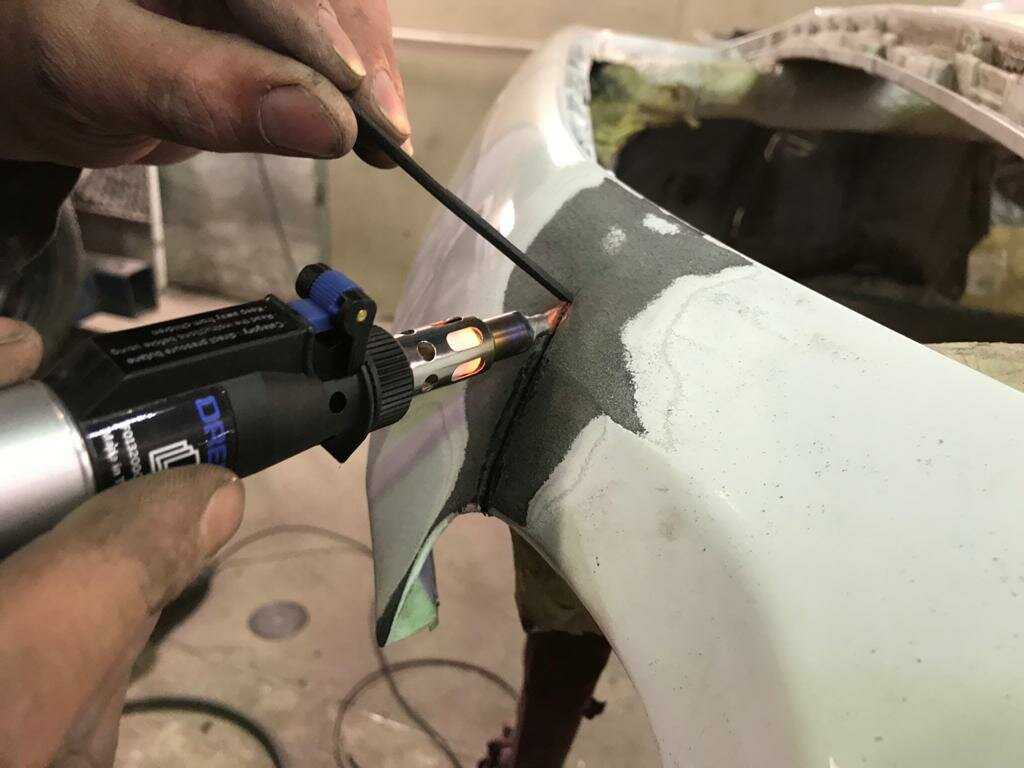 О ней не только слышали, но многие уже давно пользовались ее услугами или сами производили определенные работы. О холодной сварке пластика и линолеума есть отдельные статьи. Сейчас же подробнее рассмотрим сварку с помощью фена. Технология этой сварки пластика подразумевает обязательное применение в рабочем процессе горячего воздуха или газа (в промышленных установках при массовом производстве) и с ее помощью можно сваривать детали до 10 мм толщиной. Прочность полученного соединения не уступает другим участкам, а при работе опытного мастера даже часто превосходит их.
О ней не только слышали, но многие уже давно пользовались ее услугами или сами производили определенные работы. О холодной сварке пластика и линолеума есть отдельные статьи. Сейчас же подробнее рассмотрим сварку с помощью фена. Технология этой сварки пластика подразумевает обязательное применение в рабочем процессе горячего воздуха или газа (в промышленных установках при массовом производстве) и с ее помощью можно сваривать детали до 10 мм толщиной. Прочность полученного соединения не уступает другим участкам, а при работе опытного мастера даже часто превосходит их.
Применение сварки феном:
- соединение и восстановление кровельных материалов и мембран;
- соединение фитингов и труб;
- ремонт деталей и бамперов автомобилей;
- ремонт пластиковых изделий в быту;
- промышленное производство пластиковых изделий.
Разновидности сварки
1. Сварка внахлест. Этот вид сварки применим для соединения и восстановления с помощью заплат тентовых тканей и различных мембран.
2. Стыковая сварка с присадочными материалами. Круглые прутки присадочного материала (3-4 мм в диаметре) по текучести и химическому составу подбираются идентичными материалу основного изделия. Основной принцип сварки – постепенное прогревание краев деталей и прутка из присадочного материала с вдавливанием последнего в направлении линии шва.
Для работы обязательны:
- Фен. Специализированные и профессиональные термофены обязательно предусматривают возможность плавной регулировки подачи воздуха и его температуры. Они имеют удобную рукоять из термостойкого качественного пластика, просты в обслуживании. Для них существует отличный выбор насадок с различными диаметрами и профилями сопла.
- Пруток присадочного материала (для стыковой сварки).
Для работы желательны:
- Зажимы, струбцины, прищепки – для жесткого закрепления, выставленных перед проведением сварки, деталей.
- Специальная насадка на фен определенного диаметра.
- Наждачная бумага, надфили или напильники, гравировальная машинка – для зачистки и выравнивания полученного и остывшего шва.

Порядок работы
- Определить материал соединяемых деталей для правильного выбора вида присадочного материала.
- Выполнить испытательный шов на ненужном остатке пластика для того, чтобы определиться с рабочими настройками термофена – температура и скорость подачи воздуха. Этот подготовительный этап очень важный, ведь для многих видов пластика от температуры его плавления до разрушения диапазон в 50-70°С.
- Зачистка кромок по линии соединения деталей. При этом удаляется весь мусор и грязь в прилегающей ко шву зоне. Не помешает обезжиривание.
- При изготовлении изделия его детали выставляются и закрепляются в нужном пространственном положении. При ремонте (восстановлении) «пазлы» тщательно подгоняются для ровного контакта с другими элементами «мозаики» и затем также фиксируются зажимами.
- Непосредственно сварка, в процессе которой нагретый пруток легким уверенным нажимом утапливается в разломе будущего сварочного шва с одновременным продвижением вдоль него к концу.
- Удаление остатка прутка. Для этого близко к поверхности сварки прогревается часть прутка и затем излишек присадки аккуратно отрывается или откручивается.
- После остывания всего изделия производится, при необходимости, выравнивание и окончательная зачистка полученного шва.
- Через 15-30 минут после полного остывания изделия и проверки качества полученного соединения можно приступать к его покраске или дальнейшей эксплуатации.

Советы и рекомендации
- Не стоит сразу пытаться восстановить ремонтируемое изделие, даже если у вас богатый опыт подобных работ. Подобрать рабочую температуру фена, скорость подачи воздуха, время разогревания присадочного материала прутка и ремонтируемых деталей лучше на каком-то ненужном фрагменте аналогичного материала или в неответственном, малонагруженном месте изделия. Это позволит избежать температурной деформации пластика при перегреве или получения недоваренного шва при плохом прогреве. Особенно полезно последовать этому совету при сварке деталей из различных пластических материалов.
- Пруток присадочного материала желательно удерживать перпендикулярно к сварочному шву или с незначительным отклонением.
- Кончик прутка перед началом работы заостряем.
- Старайтесь достичь равномерного прогрева толстого прутка и тонкого материала деталей.
- При большой подаче горячего воздуха может прогреться и обвиснуть (деформироваться) часть прилегающего ко шву пластика.
- Если предстоит заполнить присадочным материалом швы деталей большой толщины или имеющие значительные зазоры – проходить шов нужно начинать прутком наименьшего диаметра (3 мм), а продолжить работу большим прутком.
- Скорость сварки можно повысить в несколько раз применяя специальное сопло с «носиком». Этот элемент сопла самостоятельно вдавливает прут в место будущего сварочного шва между пластиковыми деталями во время продвижения фена вдоль шва.
- Отсутствующий припой могут заменить самостоятельно нарезанные прутки для сварки из пластика, аналогичного свариваемому.
 Это позволит избежать температурной деформации пластика при перегреве или получения недоваренного шва при плохом прогреве. Особенно полезно последовать этому совету при сварке деталей из различных пластических материалов.
Это позволит избежать температурной деформации пластика при перегреве или получения недоваренного шва при плохом прогреве. Особенно полезно последовать этому совету при сварке деталей из различных пластических материалов.
Выводы
Сварка с использованием термофена и специального присадочного материала помогает достичь отличного результата при соединении изделий из пластика. Прочность шва не уступает самому цельному материалу. Данный способ соединения помогает успешно решать возникшие бытовые и специализированные проблемы и плановые вопросы по восстановлению, ремонту и изготовлению изделий из пластика.
характеристики, применение, правила работы, плюсы и минусы
Время на чтение: 1 минута
1305
Фен для пластика — необходимый вид оборудования для профессионалов и начинающих работников, которые используют полимеры. Безусловно, при помощи него, возможно варить пластик, пластмассу, полипропилен и другие искусственные соединения.
Сварной фен обеспечивает завершение рабочего процесса в короткие сроки. За крайне короткий промежуток времени возможно справиться с сваркой пластика любой трудности.
Даже дешевые разновидности этого оборудования помогут произвести быстро и качественно домашние ремонтные работы. А промышленные выполняют большие объемы работ.
Содержание статьиПоказать
- Основная информация
- Виды
- Особенности сварки
- Резюме
Основная информация
Фен для сварки, применяется для работы с полимерными материалами. Простая разновидность оборудования. Состоит из каркаса, в середине которого находится небольшой электрический нагревательный элемент и обдув.
Воздушные массы затягиваются из атмосферных слоев посредством вентилятора. Они пропускаются сквозь нагревательный элемент, разогреваются до установленной температурной отметки.
Строительный фен и простой, который используется для высушивания волос, похожи по конструкции.
Но различия все же есть. Основное — температурный режим точка подогрева воздушных масс. Паяльные фены различаются, способностью греть воздух до температурной отметки около нескольких сотен.
Если бы обычный сушитель волос мог выполнять такие задачи, люди были бы без единой волосины. Придерживайтесь правил безопасности во время работы сварочным феном.
Сварка пластикового материала легко происходит при использовании сварочного фена. Он быстро разогревает его до температуры плавки. Работа выполняется быстро. Область использования сварного сушителя широкая.
Во всех строительных и ремонтных работах его возможно использовать.
Виды
Ручной сушитель для сварки полимерных соединений бывает двух видов. Промышленный и домашний. Конструктив у них идентичный, а различия в функциях.
Промышленное оборудование имеет сильную мощность и высокие градусы нагрева воздушных масс. При помощи него прокладывают большие в диаметре трубы.
Они применяются в связке со спецстанцией для пайки. В домашних условиях оно мало применяется. Дорого стоит. Не станем рассматривать его тщательно.
В домашних условиях оно мало применяется. Дорого стоит. Не станем рассматривать его тщательно.
О бытовых сварочных фенах напишем подробнее. Они включаются в стандартную розетку. Разогревают воздушные массы до показателя шести ста.
Отремонтируете трубы из пластика, автомобильный бампер и другое. Такие фены малогабаритные, мало весят, не забирают много места и экономны в расходе электрической энергии.
Как работает авторежим. У сварочного фена имеется особенный детектор, он фиксирует промежуток от детали до прибора. Рекомендуем не переменять длину в процессесварки.
Если нечаянно удалите или сократите дистанцию, он автоматом выставит необходимый температурный режим.
При использовании фена для сварки пластика с ручной регулировкой температуры будьте внимательны. Если нечаянно удалите его, пластик и прут не будут греться до нужной температуры. Это влияет на соединение.
Нужно проверить, какая мощность у подобранного Вами оборудования. Строительный фен без автоматики для работы с полимерными веществами должен быть мощностью не меньше 1. 6 кВт. Нормальная мощность составляет около 2 кВт.
6 кВт. Нормальная мощность составляет около 2 кВт.
Особенности сварки
Прежде чем приступить к сварке, следует взять пластиковый прут и отрегулировать температуру. Эти характеристики выбираются по виду материала, который вы планируете сваривать. Учитываются свойства и особенности.
К примеру, планируете сваривать деталь из полипропилена, прутья тоже следует брать из того же материала. А температуру отрегулируйте согласно градусам его плавки. В случае с полипропиленом достаточно ста шестидесяти.
Чтобы определить из чего состоит деталь, можно посмотреть на ее верх. Изготовители указывают состав сверху на ней. Помните, саму деталь следует тоже подготовить перед сваркой.
Сверху не должны находиться посторонние частички. Зачистите зону сварки наждачкой и обезжирьте.
Соедините обе детали. В стык погрузите пластиковый прут и равномерно грейте эту зону при помощи сварного фена. Нагревайте и прут, и края. Деталь начнет оплавляться быстрее прута.
Заметите это, придавите прут к оплавленным краям и грейте область сварки, пока он не оплавится полностью, смешаясь с пластиком детали.
Она должна охладиться. Лучше ей охлаждаться постепенно, без использования холодной воды. Соединение застынет равномерно. Когда охладиться, отрежьте лишнее.
Зашлифуйте верх, в случае необходимости. Для этого воспользуйтесь мелкой наждачкой или шлифовачным кругом.
Резюме
Сварочный фен для работы с полимерными соединениями —это оборудование, которое должно быть в хозяйстве любого. Им просто пользоваться, не нужно обладать специальными способностями.
Начинающим удается справиться с работой почти сразу. Работа строительного фена для пластика очень похожа на обычный фен для высушивания. Уважаемые читатели, не задумывайтесь.
Приобретайте подобный фен, и смело используйте в работе. Делитесь в комментах своим мнением и опытом. Удачи в работе.
Удачи в работе.
Как использовать фен для сварки пластика: краткая инструкция
Екатерина
Фен для пластика — незаменимый инструмент для всех мастеров и домашних умельцев, работающих с полимерами. Конечно, с помощью такого фена можно варить не только пластик, но и пластмассу, полипропилен и прочие искусственные материалы.
Современный фен для сварки пластика позволяет выполнять работы любой сложности за считанные минуты. Даже бюджетные модели сварочных фенов могут помочь выполнить несложный ремонт водопроводных труб дома и в квартире. Что уж говорить о профессиональных промышленных фенах, которые рассчитаны на выполнение больших объемов работ.
Содержание статьи
- Общая информация
- Разновидности
- Технология сварки
- Вместо заключения
Общая информация
Сварочный фен для работы с полимерами (он же термофен) — это простейший прибор, состоящий из корпуса, внутри которого располагается маленький электронагреватель и вентилятор. Поток воздуха засасывается из атмосферы с помощью вентилятора и, проходя через нагреватель, нагревается до заданной температуры. Ничего не напоминает? Да, обычный бытовой фен, которым мы обычно сушим волосы.
Поток воздуха засасывается из атмосферы с помощью вентилятора и, проходя через нагреватель, нагревается до заданной температуры. Ничего не напоминает? Да, обычный бытовой фен, которым мы обычно сушим волосы.
Но отличия все-таки есть, и самое главное из них — температура нагрева воздуха. Паяльные фены тем и отличаются, чтобы способны нагревать воздуха до температуры в несколько сотен градусов. Если бы бытовые фены были способны на нечто подобное, люди остались бы без волос 🙂 Так что соблюдайте технику безопасности при работе со сварочным феном.
Сварка пластика — это стихия сварочного фена. Он легко нагревает материал до температуры плавления, поэтому работа проходит быстро и нетрудоемко. Сфера применения сварочного фена широка. Вы найдете его и в автомастерской, и в арсенале мастеров по ремонту квартир, и на антресолях у домашнего умельца.
Разновидности
Ручной фен для сварки полимеров бывает двух типов: промышленный и бытовой. Конструктив у них одинаковый, но отличия в возможностях и дополнительных опциях.
Промышленные приборы обладают большой мощностью и высокой температурой нагрева воздуха. С их помощью осуществляют монтаж крупногабаритных трубопроводов, например. К тому же, такие фены используются в паре со специальной паяльной станцией. В быту вы вряд ли будете применять такое оборудование, к тому же оно очень дорогое. Поэтому не будем останавливаться на нем подробно.
А вот о бытовых сварочных фенах стоит рассказать. Они работают от обычной розетки и нагревают воздух до 600 градусов. Так что вы сможете сделать все: и починить пластиковые трубы на даче, и отремонтировать треснувший пластиковый бампер на своем авто. Бытовые термофены компактные и легкие, не занимают много места и вполне экономичны в плане потребления электроэнергии.
В моделях подешевле регулировка температуры ручная. Вы сами выставляете конечную температуру нагрева воздуха. Но мы все же рекомендуем приобрести аппарат с автоматической регулировкой температуры. Вы же не собираетесь становиться асом пайки пластика. А автоматический режим сэкономит вам время и нервы.
А автоматический режим сэкономит вам время и нервы.
Как работает автоматический режим? У сварочного фена есть специальный датчик, который считывает, на каком расстоянии от детали вы держите прибор. Вообще во время сварки рекомендуется не менять расстояние, но если случайно отдалите или приблизите фен, то он автоматически подстроит нужную температуру.
Если вы будете использовать фен с ручной регулировкой температуры и случайно отдалите его, то пластик и пруток перестанут нагреваться до заданной температуры. А это приводит к плохому качеству соединения.
Также обратите внимание на мощность выбранной вами модели. Строительный ручной фен для сварки полимеров должен иметь мощность не менее 1.6 кВт. Оптимальная мощность — 2 кВт.
Технология сварки
Перед сваркой нужно подобрать пластиковый пруток и настроить температурный режим фена. Два этих параметра подбираются исходя из типа материала, который вы собираетесь варить, и его характеристик. Например, если вы собираетесь варить деталь из полипропилена, то и прутки тоже должны быть изготовлены из этого материала. А температурный режим настройте исходя из температуры плавления материала. В случае с полипропиленом хватит 160 градусов по Цельсию.
А температурный режим настройте исходя из температуры плавления материала. В случае с полипропиленом хватит 160 градусов по Цельсию.
Чтобы узнать из чего сделана деталь достаточно посмотреть на поверхность. Обычно производители пишут материал прямо на детали. Кстати, не забывайте, что деталь нужно также подготовить перед сваркой. На поверхности не должно быть грязи, краски или масла. Зачистите место сварки наждачной бумагой и обезжирьте.
Состыкуйте две детали. В стык поместите пластиковые пруток и начните равномерно прогревать эту зону с помощью сварочного фена. Прогревайте не только пруток, но и кромки. Обычно деталь начинает плавиться немного быстрее, чем пруток. Если вы заметите это, вдавите пруток в расплавленные кромки и продолжайте греть зону сварки, пока пруток не расплавится окончательно и не смешается с пластиком самой детали.
Затем детали нужно остыть. Желательно, чтобы она остывала естественным образом, без применения холодной воды или чего-то подобного. Так соединение затвердеет равномерно. Как только деталь остынет срежьте все излишки расплавленного материала и отшлифовать поверхность, если это необходимо. Для шлифовки можно использовать мелкозернистую наждачку или шлифовальный круг.
Так соединение затвердеет равномерно. Как только деталь остынет срежьте все излишки расплавленного материала и отшлифовать поверхность, если это необходимо. Для шлифовки можно использовать мелкозернистую наждачку или шлифовальный круг.
Вместо заключения
Похожие публикации
принцип действия и отличие промышленных моделей от бытовых
Сварка пластика – надежный способ монтажа труб или листов на молекулярном уровне. Шов однородной структуры получается с помощью разогревающего оборудования – сварочных аппаратов. Работа с ними не требует особых навыков. Научиться самостоятельно сваривать пластик несложно. Труднее выбрать инструмент, который годится для работы в домашних условиях. При выборе учитываются плюсы и минусы каждого. Советы специалистов бывают полезны. Горячему соединению поддаются не все виды пластмасс, а только не дающие усадку при нагреве.
Введение
Очень долго слово сварка использовалось только в контексте с металлическими конструкциями, но все изменилось с появлением строительных фенов и популяризацией использования полимеров в строительстве. Тогда и появилось понятие сварки пластика. Но помимо инструмента используются и специальные дополнения, которые повышают производительной и расширяют функционал инструмента.
Насадка на фен для пайки пластика – это очень полезное устройство, которое уже получило множество вариаций и широкое распространение в разных сферах деятельность. Поэтому важно знать о принципе использования и имеющихся видов на строительном рынке.
Выбор сварочных прутков
Присадочный материал выбирается под тип свариваемого пластика. Он указывается в маркировке. Присадочные полипропиленовые стержни выпускаются разного сечения: треугольные, круглые. Если детали скрепляются под прямым углом, лучше выбирать треугольный стержень. Они различаются по цвету. Большим спросом пользуются черные и серые. Полиэтиленовые прутки для сварки пластика мягче, чем полипропиленовые, температура плавления ниже (от +160°C).
Они различаются по цвету. Большим спросом пользуются черные и серые. Полиэтиленовые прутки для сварки пластика мягче, чем полипропиленовые, температура плавления ниже (от +160°C).
Присадочные материалы используются при температуре окружающей среды выше +15°C. На холоде они теряют пластичность, становятся хрупкими.
При выборе присадки необходимо обращать внимание на температуру плавления прутка или стержней. Допустимо использование незначительно отличающихся полимеров, если они сходны по режиму пластичности. Важно, чтобы присадочный материал хорошо входил в экструдер, подходил по диаметру загрузочного отверстия и выходного сопла. Для ручных экструдеров применяются прутки или стержни от 2 до 7 мм.
Что это такое
Строительный фен – это довольно простой инструмент, который предназначен для работ с полимерами и другими гибкими материалами. Используя его, можно производить спайку деталей между собой. Сами инструменты разделяются на несколько разновидностей по мощностям и специфике работы, но основным элементом во время пайки полимеров служит насадка для фена для пайки пластика.
Эта деталь также имеет ряд разновидностей по форме и функциональным особенностям. Насадки способны изменять степень нагревательной струи и влиять на другие факторы. Чтобы производить подобные работы, нужно разбираться в особенностях основных видов и правильно их использовать.
Технология сварки пластмасс экструдером
Из всех горячих методов самым экономичным и удобным считается соединение пластиковых элементов контактным экструдером, когда расплавленная масса, подаваемая в стык, прижимается направляющим соплом. Этот метод применяется для деталей с толстой стенкой. Экструдер подает уже размягченный материал. При таком способе:
- уменьшается расход энергии;
- улучшается теплопередача;
- нет необходимости использовать прижимные устройства;
- легче контролировать качество шва.
Основные этапы технологического процесса:
- Разогрев свариваемых кромок до состояния вязкости разогретой массой;
- Стыковка силой рук или специальными устройствами;
- Естественное охлаждение соединенных деталей (их нельзя сдвигать до полного затвердевания).

Разновидности
На рынке есть с десяток видов насадок, каждая из которых предназначена для определённых типов работ. От правильности выбора зависит не только время, потраченное на пайку, но и качество итогового результата. Поэтому на выбор нужно выделить достаточное количество времени, чтобы все прошло удачно.
Обычно, приобретая фен в комплект поставляются несколько базовых насадок, которые справятся с простыми задачами, но большинство полезных приспособлений придется докупать отдельно. Кроме привычного слова «насадка» для обозначения используются слова: сопло, дюза, форсунка. А из популярных разновидностей выделяют следующие виды форсунок:
- круглые, используются для работы со сварочными лентами из пластмассы, для ремонта щелей;
- плоские, для демонтажа, испорченного или лишнего материала;
- рефлекторные, нагревают полимерные трубы, подготавливая их к дальнейшей обработке;
- шлицевые или щелевые, для работы с ПВХ конструкциями;
- режущие или резные, сконструированы исключительно для резки пенопласта;
- стекло защитные, снижут термальное воздействие, чтобы работать со стеклянными деталями;
- сварные зеркальные, для обработки торца и стыков;
- широко струйные, для удаления лишней, старой краски;
- редукторные, для точечных работы, также используется как переходник для других насадок;
- сварные, для пайки синтетических кабелей.

Чаще всего используются рефлекторные, широко струйные, плоские, фокусирующие, режущие и шлицевые форсунки. Остальные виды считаются узконаправленные и используются только для определенных задач. Поэтому встречаются на полках магазинов гораздо реже.
Как пользоваться устройством
Для того чтобы приспособление давало нужный эффект, необходимо знать, как пользоваться диффузором на фене.
Основный алгоритм действий при использовании:
- Равномерно на ладони нанести мусс или гель для укладки.
- Равномерно ладонями распределить средство по прядям, не забывая уделять особое внимание кончикам.
- Фен привести в необходимый режим сушки.
- Разделить волосы горизонтальным пробором.
- Зафиксировать верхнюю часть волос заколкой-крабом, и приступить, в первую очередь, к сушке на затылочной части головы.
- Каждую прядь просушить, укладывая в диффузор. Сам диск необходимо как можно ближе подносить к голове. Свободной рукой необходимо приподнимать волосы вверх для создания объема у корней.
- Теперь нужно перейти к верхней части. Пряди необходимо брать постепенно, поскольку влажные волосы могут нарушить уже уложенную нижнюю часть.
- Предоставить время готовым локонам до остывания. Можно даже обдать их холодным потоком воздуха.
- Уложить аккуратно готовые локоны и при необходимости зафиксировать лаком.
 Свободной рукой необходимо приподнимать волосы вверх для создания объема у корней.
Свободной рукой необходимо приподнимать волосы вверх для создания объема у корней.Обратите внимание! Если насадка для фена используется без требований к форме будущей укладке, то в процессе сушки стоит опустить голову вниз. Это добавит объема волосам.
Принцип действия
Принцип действия строительного фена очень схож с бытовым аналогом для волос. Материал нагревается, чтобы придать ему определённую форму и зафиксировать в этом положении. Только отличие заключается в мощностях и объекте нагрева, как в данном случае, пайки. Чтобы пайка была произведена верна, требуются следующие инструменты:
- фен;
- соответствующая дюза;
- припой.

В качестве припоя всегда выступает специальные прутья из необходимого материала. Материал припоя подбирается из аналогичного материала, что и объект сварки. Эти прутья устанавливаются в фен или в специальный отсек на насадке, нагревают и сваривают детали, щели и так далее. Помимо этого, не лишним будет использовать зажимы для надежности и напильники для качественной обработки.
Видеоролик о том, как пользоваться паяльным феном и насадками
Насадки-диффузоры — как они должны работать и почему в этом есть сомнения?
Диффузор выполняет прямо противоположные функции. Концентратор собирает воздух в одну мощную струю, диффузор — распределяет на множество более слабых.
Помимо собственно широкого раструба со множеством отверстий практически все диффузоры сейчас отличаются «пальчиками» — продолговатыми трубочками. Предполагается, что совершая легкие вращательные движения такими пальчиками при сушке волос, можно придать волосами куда больший объем.
Правда, на практике такой объем никого обычно не устраивает.
Дело в том, что за такой объем приходится платить беспорядком на голове. Часто вместо ожидаемой объемной прически получается объемное воронье гнездо.
В принципе, в плане придания объема можно добиться намного более красивых результатов при помощи хорошего брашинга.
Правила использования
Чтобы улучшить качество и не допускать ошибок, нужно соблюдать определённые правила использования. Соблюдение правил убережет от проблем в использовании и нанесение вреда здоровью. Вот эти правила:
- Во время процесса нужно соблюдать безопасное расстояние между насадкой и объектом обработки, 25 см и больше. Меньшее расстояние снизит площадь покрытия и нанесет вред покрытию.
- Перед работы, обрабатывайте, зачищайте поверхность, чтобы припой ложился ровнее. А после сварки удаляйте дефекты, после застывание данный процесс может нарушить целостность.
- Всегда должна соблюдаться безопасная зона от решетки забора воздуха. Закрытие решетки может привести к критическому перегреву инструмента, а также выхода его из строя.
- Во время работы насадка на фен для пайки пластика сильно перегревается, поэтому пользоваться инструментом можно только в защитных перчатках, которые выдерживают высокие температуры.
 Закрытие решетки может привести к критическому перегреву инструмента, а также выхода его из строя.
Закрытие решетки может привести к критическому перегреву инструмента, а также выхода его из строя.Не насадками едиными…
Конечно, насадки очень важны. Но даже самые хорошие насадки не дадут желаемого результата на недостаточно хорошем фене.
А что такое хороший фен? Вот что такое хороший фен:
Где используется
Сегодня фен с насадками используется, как в быту, так и на крупных предприятиях для самых разных задач. Сам по себе инструмент не способен выполнять многие функции, но с набором насадок инструмент становится универсальным и используется для:
- соединения и обработки стыков;
- ремонта трещин, неровностей, деформаций;
- пайки деталей из пластика, полимерной пленки и с другими материалами;
- кровельных работ;
- монтажные, ремонтные, демонтажные работы в автомобильной сфере.

Кроме этих задач фен с соплами способен выполнить множество других работ, где используются мягкие полимерные материалы и требуется термальное воздействие.
Виды пластика, которые свариваются
Свои свойства при расплавлении с последующим остыванием сохраняют не все разновидности пластика. Невозможна сварка пластика, который боится нагрева. Эти виды полимерных материалов называются реактопластами. Они горючие, при нагреве начинают дымить, при высокой температуре горят, обугливаются.
Хорошо свариваются только термопласты, самые распространённые из них ПВХ (поливинилхлорид), полиэтилен и полипропилен. Другие виды разогреваемых пластмасс обычно склеивают или монтируют на обрешетке. Это:
- нейлон;
- поливинилацетат;
- поликарбонат;
- полиэтилентерефталат;
- полистирол.
Сварочный процесс возможен, если детали выполнены из однородного пластика. Формат особенной роли не играет. Соединять детали можно на всю толщину или на треть слоя, при меньшем шве сцепление деталей считается ненадежным. Трубные изделия чаще монтируются внахлест. Такое соединение имеет большую площадь сцепления.
Трубные изделия чаще монтируются внахлест. Такое соединение имеет большую площадь сцепления.
Профессиональные
Профессиональный фен для волос – незаменимый помощник современной девушки. С его помощью можно не только в считанные минуты высушить локоны, но и быстро придать прическе необходимый объем, выпрямить кудри, накрутить волосы. Такое устройство можно использовать для сушки и укладки и длинных, и коротких локонов.
Профессиональные фены обладают мощностью 1600 Вт и выше. Благодаря этому они обеспечивают быструю сушку и укладку волос любой длины.
Рассмотрим самые популярные профессиональные модели, представленные на отечественном рынке.
Moser 4360-0050 Protect – профессиональная модель, созданная для работы с волосами в домашних условиях. Мощность фена – 1500 Вт. Устройство оснащено 4-мя температурными режимами и 2 скоростями. Особенность модели – наличие съемного воздушного фильтра.
Remington D5020 Pro Ionic – полупрофессиональное устройство, которое идеально подходит для сушки и укладки в домашних условиях. Модель оснащена 2 скоростями, есть возможность выбора температуры (3 режима), в наличии режим холодного обдува. Особенности фена: наличие режима «турбо», который увеличивает скорость работы устройства.
Модель оснащена 2 скоростями, есть возможность выбора температуры (3 режима), в наличии режим холодного обдува. Особенности фена: наличие режима «турбо», который увеличивает скорость работы устройства.
Parlux 3500 Supercompact – профессиональная очень удобная модель. Весит фен меньше 500 грамм, что значительно облегчает процесс сушки и укладки волос. При этом мощность устройства 2000 Вт. Особенность модели – оснащена технологией «Ceramic&Ionic» (использование керамики и ионизации).
Gamma Piu Active Oxygen – профессиональное устройство, работать с которым понравится даже самой требовательной девушке. Фен весит меньше 500 грамм, но при этом обладает мощностью более 2000 Вт. Оснащен 4 температурными режимами. Особенность модели – наличие функции сушки активным кислородом. После использования такого прибора волосы будут сиять красотой и здоровьем.
Coifin “CL5- ION” – профессиональное устройство итальянского производства. Оснащено несколькими насадками и 4-мя скоростями, что позволяет быстро и качественно сделать любую укладку. Особенность фена – наличие съемного фильтра и функции турбонадува.
Особенность фена – наличие съемного фильтра и функции турбонадува.
BaByliss PRO Caruso ionic BAB6510IRE – профессиональная модель французского производства. Фен оснащен мощным двигателем – 2400 Вт, что позволяет быстро высушить и уложить локоны в домашних условиях без усилий. Особенности модели – защита от попадания волос в прибор.
Основные характеристики
На качество работы воздушного паяльника оказывают влияние следующие параметры:
- Мощность. Зависит от типа соединяемых изделий. Для работы с электронными схемами 300 Вт будет более чем достаточно, а для сварки баннеров феном необходимо минимум 1,5 кВт.
- Напряжение. Самого безопасного показателя – 12 В будет недостаточно для достижения рабочих параметров, поэтому современные агрегаты работают с напряжением 24-36 В. Сопротивление нагревательного элемента из нихрома должно составлять 6 Ом.
Рекомендации по эксплуатации
Используя фен-диффузор, необходимо придерживаться определенных правил, ведь неправильная эксплуатация может привести к повреждению волос:
- Не рекомендуется частая сушка феном – волосы становятся сухими, ломкими и слабыми;
- Для защиты кожи головы и волос от воздействия сухого воздуха желательно проводить защитную обработку специальными косметическими средствами;
- Запрещено приступать к сушке прядей непосредственно после мытья – считается, что это позволяет прядям напитаться необходимой влагой;
- При сушке лучше всего двигать по кругу, начиная от макушки. Это предотвратит спутывание волосков.
 Это предотвратит спутывание волосков.
Это предотвратит спутывание волосков.Теперь, для чего нужен фен с диффузорной насадкой, стало понятно. Это приспособление позволяет создавать красивые и стильные прически. Кроме того, это хороший способ сохранить локоны в здоровом и ухоженном виде.
Без комплекта насадок фен представляет собой малофункциональный бьюти-гаджет, однако с ними он приобретает большую ценность. С их помощью волосы будут иметь ухоженный вид, а представительнице прекрасного пола можно будет забыть о непослушных локонах. Обычно каждый фен имеет 2 насадки
, одна из которых является насадкой-концентратором, а вторая — насадкой-диффузором.
Любой фен должен дополняться насадкой-концентратором
, без которой он является практически бесполезным устройством. Узнать ее очень просто — она сплюснута по бокам и полая внутри. При длине более 5 см качественные концентраторы, которыми обычно пользуются профессионалы, имеют ширину 6-9 мм. Благодаря этому образуется необходимый поток воздуха для аккуратной укладки волос. Чем уже насадка, тем быстрее будет проходить сушка локонов.
Чем уже насадка, тем быстрее будет проходить сушка локонов.
Существуют концентраторы, которые могут вращаться
. Это позволяет удобно держать фен во время смены направления потока воздуха. Обычно этим пользуются профессионалы. Если не хотите поворачивать руку до появления боли, обратите внимание на подобную функцию насадки.
Насадка-диффузор
— это вторая по популярности насадка. Она крепится своей узкой частью на фен, а широкой позволяет рассеять поток горячего воздуха, создавая теплый ветерок. Таким образом можно высушить даже густые волосы за небольшой промежуток времени. Диффузор помогает увеличить объем локонов, в то время как концентратор не обладает подобным эффектом. Он подходит для женщин, которые сделали химическую завивку волос, и обладательницам кудряшек. Однако в других случаях от насадки лучше отказаться в пользу других видов.
Такие насадки имеют наросты
в виде небольших бугорков или длинных «пальчиков». Первые предназначены как раз для обычной сушки, а вторые придают локонам объем. И те, и другие позволяют подносить насадку вплотную к коже головы без страха обжечься, поскольку воздух в диффузорах направляется не прямо, а в стороны.
И те, и другие позволяют подносить насадку вплотную к коже головы без страха обжечься, поскольку воздух в диффузорах направляется не прямо, а в стороны.
Безопасность при изготовлении и работе
Несмотря на простоту конструкции, устройство является источником повышенной опасности. Неправильное обращение может привести к серьезным травмам или возникновению пожара. Следует соблюдать меры безопасности при изготовлении и использовании:
- Не следует использовать прибор совместно с газовым оборудованием и рядом с открытым огнем.
- При использовании прибора под рукой обязательно должен быть огнетушитель.
- При снятии лакокрасочных покрытий следует обеспечить вытяжную вентиляцию или проводить работы на открытом воздухе. Нагретые краски могут выделять токсичные газы.
- После использования устройство можно класть для остывания только на огнеупорную поверхность.
- Перед первым практическим применением аппарата, собранного своими руками, проверьте его работу на малоценной детали.

Если включение нагревателя и вентилятора производится отдельными тумблерами, то нужно соблюдать последовательность: сначала подается воздушный поток, потом включается нагрев. Выключение проводится в обратном порядке.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Правила пользования феном
Если ты предпочитаешь просушивать волосы не естественным путем, а феном, то должна знать, что применять его в отношении мокрых волос недопустимо. Перед сушкой впитай полотенцем лишнюю влагу, присутствующую на волосах, после этого прочеши пряди расческой с редкими зубьями, и, конечно же, нанеси на них мусс или какое-либо другое выбранное тобой средство, предназначенное для укладки.
Волосы сушатся феном, расположенным на 20-тисантиметровом расстоянии от головы. Этот процесс начинается с верхних прядок путем их приподнимания пальцами или расческой-щеткой.
Сварка пластика — Сварка в ремонте автомобильного транспорта
#1 Vitbyorn
Отправлено 08 August 2014 14:53
Здравствуйте. В последнее время заметил , что сварка пластиковых деталей автомобилей, особенно бамперов,стала довольно таки актуальна , судя по довольно большому количеству инфы в интернете по этой теме. Может ли кто — нибудь рассказать об этом процессе поподробнее? Материалы , оборудование и особенности процесса и технологии. Спасибо.
В последнее время заметил , что сварка пластиковых деталей автомобилей, особенно бамперов,стала довольно таки актуальна , судя по довольно большому количеству инфы в интернете по этой теме. Может ли кто — нибудь рассказать об этом процессе поподробнее? Материалы , оборудование и особенности процесса и технологии. Спасибо.
- Наверх
- Вставить ник
#2 Урий
Отправлено 08 August 2014 18:47
Прутки подбирают по составу основного материала,а паял строительным феном. Необычно для первого раза ,но паяное место на радиаторе давление держало. Кроме радиатора поял другие треснувшие изделия ,вроде не плохо держит пайка. Вроде есть спец аппараты для пайки,для себя обошелся феном. Паяльником разделывал кромку в месте пайки. Шов затем стачивают до уровня основного материала, если мешает шов. Если не мешает выпуклость «шва » разглаживают паяльником и остввляют.
Если не мешает выпуклость «шва » разглаживают паяльником и остввляют.
Прикрепленные изображения
Сообщение отредактировал Урий: 08 August 2014 19:00
- Наверх
- Вставить ник
#3 ЛехаКолыма
Отправлено 09 August 2014 08:46
Вот к примеру
Прикрепленные файлы
- Газовая сварка пластмасс — И.И.Крикунова 1974-600.djvu 2.83МБ 452 скачиваний
Сообщение отредактировал ЛехаКолыма: 09 August 2014 08:52
- Наверх
- Вставить ник
#4 Vitbyorn
Отправлено 09 August 2014 10:59
Может ли это приносить стабильный заработок или в основном только в «дни жестянщика» при смене сезона ?
Подскажите , где можно взять прутки? И если не трудно,каким конкретно феном?
Сообщение отредактировал svarnoi69: 19 September 2014 15:46
- Наверх
- Вставить ник
#5 виталий каховка
Отправлено 09 August 2014 17:14
Популярное сообщение!
занимаюсь сваркой пластика. паяльная станция Lukey 702. присадку режу с подкрылков. видео моё:
паяльная станция Lukey 702. присадку режу с подкрылков. видео моё:
- Наверх
- Вставить ник
#6 di4
Отправлено 11 August 2014 15:31
Инструкция по сварки полипропилена.docx 335.85К 2512 скачиваний
Чтож оне не ищут то не ф…га. Накой людям инет.
http://www.youtube.c…o Repair bumper
Кароче че важно: Важно чтоб склеиваемые между собой поверхности детали и поверхности присадки подплавились и потом приложить усилие чтоб они друг к другу прилепились. Есть еще экструдеры, но это уже совсем другая история. И не забываем что листовой полипропилен тоже претерпевает термические деформации.
Есть еще экструдеры, но это уже совсем другая история. И не забываем что листовой полипропилен тоже претерпевает термические деформации.
Кто ты?! — Я инженер.
- Наверх
- Вставить ник
#7 виталий каховка
Отправлено 12 August 2014 08:24
Не понятна. Какой конкретно рынок ? Какие там цены на арбузы? ) Ну или хотя бы подскажите по каким критериям оценивается такая работа?
у меня работа оценивается по затраченному времени. живем в разных регионах, цены разные. 20$ стоила работа которая сделана на видео.
у моей жены 150$ зарплата в месяц, работает продавцом.
из инструмента: все что на видео то и нужно.
присадку силой вдавливать не нужно, она сама должна расплавленной входить в расправленный пластик.
будут вопросы отвечу.
таблица в помощь:
Прикрепленные изображения
Сообщение отредактировал виталий каховка: 12 August 2014 08:25
- Наверх
- Вставить ник
#8 Vitbyorn
Отправлено 12 August 2014 13:06
20$ стоила работа которая сделана на видео.
А сколько времени заняла?
Чтож оне не ищут то не ф…га. Накой людям инет.
Инет то оно инет,но информация от первоисточника достоверней будет) Спасибо.
Сообщение отредактировал Vitbyorn: 12 August 2014 13:07
- Наверх
- Вставить ник
#9 виталий каховка
Отправлено 12 August 2014 19:00
работа заняла часа 4. но тогда я только учился, сейчас быстрее.
но тогда я только учился, сейчас быстрее.
- Наверх
- Вставить ник
#10 виталий каховка
Отправлено 16 August 2014 22:35
главное руку набить. по началу не получалось, но практика победила.
ремонт расширительного бачка с грузовика рено. проверку давление выдержал.
- Наверх
- Вставить ник
#11 виталий каховка
Отправлено 17 August 2014 18:42
Проба:
да, удобно. спасибо. хотя сообщение получается длинным, и много фото не добавишь, сообщение займет целую страницу.
а это принципиально вставлять фото через расширительную систему?
Сообщение отредактировал Миротворец: 17 August 2014 19:27
- Наверх
- Вставить ник
#12 Vitbyorn
Отправлено 07 September 2014 09:52
Ребята , а чем пластик режут?
- Наверх
- Вставить ник
#13 svarnjuk
Отправлено 07 September 2014 11:38
думаю, чем удобно — ножик, болгарка, лобзик, ручная циркулярная пила…
- Наверх
- Вставить ник
#14 виталий каховка
Отправлено 07 September 2014 19:00
Ребята , а чем пластик режут?
режу ножницами по металлу. как на фото.
как на фото.
- Наверх
- Вставить ник
#15 Vitbyorn
Отправлено 14 September 2014 20:27
Хочу уточнить.
для сварки пластика необходимо :
-паяльная станция или строительный фен с насадкой небольшого диаметра
-шарошка с дрелью
-присадочный пластик
-болгарка
-ножницы
-прямые руки из плеч
так?
Сообщение отредактировал Vitbyorn: 14 September 2014 20:38
- Наверх
- Вставить ник
#16 Миротворец
Отправлено 15 September 2014 19:37
так?
Пинцет с зажимом, обезжириватель, паяльник, мелкая сетка. наждачная бумага.
наждачная бумага.
- Наверх
- Вставить ник
#17 Vitbyorn
Отправлено 17 September 2014 07:48
, мелкая сетка
Для чего?
- Наверх
- Вставить ник
#18 Миротворец
Отправлено 17 September 2014 08:02
Для чего?
Иногда некоторые места нужно армировать, подтопляется паяльником в пластмассу.
- Наверх
- Вставить ник
#19 виталий каховка
Отправлено 17 September 2014 20:41
Хочу уточнить.
для сварки пластика необходимо :
-паяльная станция или строительный фен с насадкой небольшого диаметра
-шарошка с дрелью
-присадочный пластик
-болгарка
-ножницы
-прямые руки из плеч
так?

верно.
Пинцет с зажимом, обезжириватель, паяльник, мелкая сетка. наждачная бумага.
пинцетом не пользуюсь. обезжириватель лишним не будет. паяльник нужен. мелкую сетку сдать на металл можно. наждачку спалить в буржуйке.
- Наверх
- Вставить ник
#20 Vitbyorn
Отправлено 18 September 2014 18:24
виталий каховка,
Подойдёт ли гравер для зачистки кромок?
Если да, то какой посоветуете?
- Наверх
- Вставить ник
Аппараты для сварки пластмасс горячим воздухом
— расходные материалы Trimfix
Wegener Airtherm Plastic Welder
Профессиональный аппарат для сварки пластика немецкого производства с высокой рабочей нагрузкой
Wegener Airtherm — это высококачественный немецкий сварочный аппарат для пластика, портативный, но способный выдерживать высокую рабочую нагрузку.
Этот сварочный аппарат для пластика имеет выходную мощность 1600 Вт с регулируемой температурой и точной регулировкой. Это означает, что вы можете точно настроить температуру воздуха в соответствии с вашей конкретной работой по сварке пластика.
На этот инструмент можно установить сварочные сопла марок Wegener и Leister, что открывает перед вами широкий выбор сварочных наконечников и принадлежностей для различных областей применения.
Мы считаем Wegener Airtherm портативным электрическим сварочным аппаратом для пластмасс самого высокого качества в нашем списке. Однако, на удивление, не самый дорогой. Мы часто рекомендуем этот инструмент как лучшее соотношение цены и качества, если вам нужен высококачественный инструмент для профессиональной работы.
Клиенты, которым часто нравится этот инструмент, — ремонтники пластиковых ящиков для фруктов и пластиковых поддонов, производители пластмасс, загонщики панелей и ремонтники пластиковых баков для воды.
 youtube.com/embed/vvA4yC4qKPE?feature=oembed&start&end&wmode=opaque&loop=0&controls=1&mute=0&rel=0&modestbranding=0″>
youtube.com/embed/vvA4yC4qKPE?feature=oembed&start&end&wmode=opaque&loop=0&controls=1&mute=0&rel=0&modestbranding=0″> Leister Triac St Аппарат для сварки пластика
Профессиональный аппарат для сварки пластика, изготовленный в Швейцарии, с высокой рабочей нагрузкой
Leister Triac ST – это популярный швейцарский аппарат для сварки пластика, которым пользуются многие профессионалы по всей Австралии.
Симистор Leister уже более 20 лет является основным инструментом в отрасли и по-прежнему широко используется профессиональными сварщиками пластмасс. Это означает, что можно легко найти различные форсунки и запасные части.
Этот инструмент является прямым конкурентом Wegener Airtherm. Как и Wegener Airtherm (выше), он имеет выходную мощность 1600 Вт с регулируемой температурой.
Как и Wegener Airtherm (выше), он имеет выходную мощность 1600 Вт с регулируемой температурой.
Он подходит для такого же диапазона работ по сварке пластика, что и Airtherm, таких как ремонт ящиков для фруктов и пластиковых поддонов, сварка пластиковых резервуаров для воды, изготовление пластиковых изделий и сварка пластиковых бамперов.
Leister Triac ST имеет более изысканную внешнюю отделку по сравнению с Wegener Airtherm и поставляется в прочном пластиковом кейсе для переноски.
Доступные детали и аксессуары
- Элемент (HAGE2)
- Плоское сопло 20 мм (HAGFN2)
- Насадка для отслеживания пера (HAGN2)
- Наконечник для скоростной сварки (HAGST)
- Плоское сопло 40 мм (HAGFN4)
Цена: P.O.A
CN-1500s Комплект для сварки пластмасс для начинающих
Комплект для сварки пластмасс для начинающих
Комплект для сварки пластмасс для начинающих CN-1500s отлично подходит для начинающих сварщиков пластмасс или для тех, кому нужен сварщик для пластмасс для выполнения случайных работ.
Стандартный размер сопла такой же, как у Wegener Airtherm и Leister Triac. А также схожий температурный диапазон и скорость воздушного потока.
Выходная мощность 1500 Вт с регулируемой температурой.
Поставляется со стандартной сварочной насадкой и запасным нагревательным элементом.
Цена: заказ на заказ
Сварочный аппарат для пластика Leister Hot Jet S
Сварочный аппарат для пластика профессионального качества для малых/средних сварочных работ
Leister Hot Jet S — это высококачественный сварочный аппарат для пластика швейцарского производства, который находится в своей собственной категории.
Этот инструмент является самым компактным ручным инструментом от Leister, но при этом обладает высокой производительностью. Он имеет 900w выход с регулируемой температурой И регулируемое управление воздушным потоком. Он имеет небольшой вес всего 1,3 кг, в т.ч. шнур и тонкая ручка обеспечивают сварку без усталости и высокую мощность.
Благодаря этому этот сварочный аппарат для пластика идеально подходит для широкого спектра сварных работ, включая как мелкие, деликатные, так и более крупные.
Регулировка температуры и воздушного потока делает этот сварочный аппарат идеальным для сварщиков пластиковых панелей, которым нужен универсальный сварочный аппарат для пластиковых деталей автомобилей и пластиковых бамперов.
Вы также можете купить этот сварочный аппарат для пластика в составе нашего набора для сварки пластика в магазине Panel Shop. Который предоставляет вам все сварочные нити и инструменты, необходимые для сварки пластиковых автомобильных деталей.
Доступные детали и аксессуары
- Элемент (HAGE1)
- Плоское сопло 20 мм (HAGFN1)
- Насадка для отслеживания пера (HAGN1)
- Наконечник для скоростной сварки (HAGST)
Цена: P. O.A
O.A
UT 200SI Компактный бутановый сварочный аппарат для пластика
Очень простой инструмент для любого пользователя.
Сверхкомпактный сварочный аппарат профессионального качества для бутановой пластмассы, с которым очень легко сваривать. Лучше всего подходит для небольших и сложных работ по сварке пластмасс.
UT200 — это высококачественный сверхкомпактный портативный сварочный аппарат для пластмасс, работающий на бутане, изготовленный в США.
Для этого инструмента не нужны кабели питания, так как он работает на бутане, который впрыскивается в рукоятку. Он имеет регулировку температуры и набор насадок для прихватки и сварки.
Этот инструмент не выпускает воздуха, так как при сжигании бутана выделяется тепло. Благодаря этому этот сварочный аппарат для пластика идеально подходит для сварки небольших хрупких пластиковых деталей. Тем не менее, его мощности достаточно для сварки всех профилей из пластиковых нитей.
- Мощный бутановый паяльник, беспламенный нагревательный инструмент и бутановая горелка.
- Стандартно с блоком, наконечником для пайки, наконечником для пайки, термоусадочной насадкой и защитным колпачком.
- Работает как паяльник, беспламенный нагревательный инструмент и бутановая горелка.
- Прочный металлический бак, вмещающий достаточно газа для 2,6 часов работы при настройке #3.
- Температура до 2372°F/1260°C
- Высокая мощность (БТЕ) делает его идеальным для обслуживания и обслуживания в тяжелых условиях.
- Внесен в список UL и GS/TUV для обеспечения безопасности пользователя
- Используется для точного определения тепла, усадки термоусадочных трубок, пайки и отпайки, зачистки изоляции, заделки специальных разъемов, материалов для горелки и т. д.
Цена: заказ на заказ
Доступные детали и аксессуары
- Большое сопло (BNL2)
- Стандартное сопло (BN2)
- Сменная горелка (BB2)
- Наконечник припоя 6,8,10 мм (BST2)
- БУТАН ТОПЛИВО 200 г (BF)
UT 100 Компактный бутановый сварочный аппарат для пластика
Очень простой инструмент для любого пользователя.

Сверхкомпактный инструмент профессионального качества, очень простой в использовании. Отлично подходит для пластиковой сварки мелких деликатных деталей.
UT100 — наш самый маленький сварочный аппарат для пластмасс. Предназначен для сварки мелких хрупких пластиковых деталей.
Этот инструмент является младшим братом UT200 и имеет меньший диапазон сварочных мощностей. Однако меньший размер означает, что выход идеально подходит для небольших хрупких пластиковых деталей.
Имеет регулировку температуры и набор насадок для прихватки и сварки. Этот инструмент не испускает воздушный поток, так как при сжигании бутанового газа выделяется тепло. Благодаря этому этот сварочный аппарат для пластика идеально подходит для сварки только очень маленьких хрупких пластиковых деталей.
Доступные детали и аксессуары
- Большое сопло (BNL1)
- Стандартное сопло (BN1)
- Сменная горелка (BB1)
- Плоский наконечник припоя (BST1)
Wegener Autotherm Промышленный сварочный аппарат для пластика
Промышленный сварочный аппарат для пластика Идеально подходит для производителей пластика, которым требуется качество и надежность. Wegener Autotherm — это высококачественный немецкий сварочный аппарат для пластика.
Wegener Autotherm — это высококачественный немецкий сварочный аппарат для пластика.
Для подачи воздуха используется внешний источник воздуха. Это уменьшает размер и вес инструмента в вашей руке, не ставя под угрозу высокую производительность.
Внешний поток воздуха означает, что вы можете работать весь день, не беспокоясь о том, что двигатель вентилятора сгорит.
Аппарат для сварки пластмасс Wegener Airtherm оснащен цифровым контролем температуры.
Сварочный аппарат Wegener Duratherm для пластмасс
Промышленный сварочный аппарат для пластмасс Идеально подходит для производителей пластмасс, которым требуется качество и надежность.
Wegener Duratherm — это высококачественный немецкий сварочный аппарат для пластмасс.
Для подачи воздуха используется внешний источник воздуха. Это уменьшает размер и вес инструмента в вашей руке, не ставя под угрозу высокую производительность.
Ищете что-то еще?
Воздуходувка DT 6
Пластиковые наконечники и насадки для сварки
Комплект для ремонта пластикового бампера
Пластиковые сварочные стержни
9 Советы по безопасности при сварке пластика – IHS
- Домашний
- Блог
- 9 Пластмассовые насадки для безопасности при сварке
Инструменты любой профессии могут представлять угрозу безопасности при неправильном использовании или обслуживании. Чтобы обеспечить безопасность операторов ручных инструментов с горячим воздухом и автоматических сварочных аппаратов, работодатели, руководители и коллеги обязаны регулярно принимать надлежащие меры предосторожности.
Ниже приведены 9 советов, которые вы можете использовать для обеспечения безопасности операторов оборудования:
1. Ознакомьтесь с инструкциями по технике безопасности — Перед началом работы каждый оператор должен прочитать инструкции по безопасности своего инструмента. Если у вас есть какие-либо вопросы или вам нужны дополнительные разъяснения по какому-либо вопросу, обратитесь к представителям отдела продаж и обслуживания.
2. Просмотрите M.S.D. Листы — журнал Plastics Magazine рекомендует прочитать листы с данными о безопасности материалов (MSD) для пластика, который вы свариваете. Помимо прочего, на этих листах должны быть указаны опасные ингредиенты пластика, информация о пожаро- и взрывоопасности, профилактические меры и рекомендации по оказанию первой помощи. Запросите эти листы у производителя пластика.
3. Обучение сотрудников — Обучите весь персонал правильному использованию сварочных аппаратов, которыми они будут управлять. В частности, продемонстрируйте, как включать сварочный аппарат, запускать его, выключать, чистить после использования и что делать в случае неисправности или аварийной ситуации, например, если приводной двигатель выключается во время сварки или если пластиковый материал загорается.
В частности, продемонстрируйте, как включать сварочный аппарат, запускать его, выключать, чистить после использования и что делать в случае неисправности или аварийной ситуации, например, если приводной двигатель выключается во время сварки или если пластиковый материал загорается.
4. Храните надлежащим образом между использованиями — После завершения сварки оператор может отложить инструмент горячего воздуха или оставить сварочный аппарат для подготовки к следующему сварному шву. Поскольку машина все еще будет горячей и, вероятно, будет дуть горячий воздух, обязательно выполните следующие действия:
- Ручные инструменты с горячим воздухом — Установите инструмент на ровную поверхность, где он не будет катиться, или на подставку, направив сопло в сторону от поверхности. Держите поток горячего воздуха и сопло вдали от легковоспламеняющихся материалов и частей тела, чтобы избежать риска возгорания и ожогов. Существуют также определенные инструменты с функциями автоматического отключения, чтобы устранить этот риск.
- Автоматический шаговой сварочный аппарат — Закрепите сварочное сопло в верхнем, заблокированном положении и переместите его подальше от мест с интенсивным движением и легковоспламеняющихся материалов.

5. Уборка рабочих зон — Удалите все лишнее с рабочей зоны, чтобы обеспечить полный диапазон движений. Это помогает оператору избежать опрокидывания или разливания чего-либо, что может повредить пластик, загореться или потребовать немедленной очистки. Поспешная установка инструмента для уборки беспорядка может привести к неправильному хранению между использованиями.
6. Очистите пластиковые поверхности — Удалите любые загрязнения, которые могут быть на свариваемом пластике, включая жир, масла, грязь и влагу. Эти загрязняющие вещества могут создавать опасность пожара или привести к тому, что пластик вообще не сварится, что может привести к тому, что оператор увеличит температуру до небезопасного уровня для получения сварного шва.
7. Правильное техническое обслуживание инструмента — Соскребайте расплавленный пластик после каждого использования и очищайте воздушные фильтры от пыли и загрязнений, чтобы обеспечить надлежащую подачу воздуха к инструменту. Обе эти проблемы могут привести к резервному теплу и перегреву. Кроме того, не забудьте заменить все изношенные или порезанные электрические шнуры, чтобы избежать случайного удара током.
8. Носите надлежащую одежду и оборудование — Убедитесь, что все операторы носят надлежащее защитное снаряжение (СИЗ) для ограничения воздействия нагретого воздуха и поверхностей, а также переносимого по воздуху пластика или мусора. СИЗ должны включать рубашки с длинными рукавами, брюки, перчатки и защитные очки. Кроме того, в зависимости от свариваемого пластика и вентиляции может понадобиться респиратор.
9. Соблюдайте правило 80% — Как правило, вы никогда не захотите максимально использовать энергию, на которую способен ваш инструмент. Вместо этого стреляйте, чтобы зависнуть вокруг этих 80% емкости. Чтобы определить нагрузку цепи, используйте следующую формулу:
Вместо этого стреляйте, чтобы зависнуть вокруг этих 80% емкости. Чтобы определить нагрузку цепи, используйте следующую формулу:
1 вольт x 1 ампер = 1 ватт
Например, для 15-амперной цепи целевая безопасная нагрузка составляет 1440 Вт; для 20-амперной цепи безопасная нагрузка составляет 1920 Вт.
Если вы превысите правило 80% от энергопотребления, а используемое вами оборудование продолжает работать выше рекомендованных 80% от максимальной номинальной силы тока в цепи, то возможно, что повреждение может быть получено из-за накопления тепла внутри цепь.
Будьте в курсе всех новостей о промышленном отоплении с помощью нашего информационного бюллетеня. Нажмите, чтобы подписаться!
← Предыдущий пост Следующее сообщение →
- Теги: Ручной инструмент горячего воздуха Инструмент горячего воздуха Сварка пластика сварка
- Роберт Хитер
Сварка пластмасс горячим газом: часть 1
Описание процесса
Сварка горячим газом — это процесс изготовления термопластичных материалов. В этом процессе, изобретенном в середине 20 – веков, используется поток нагретого газа, обычно воздуха, для нагрева и расплавления как термопластичного материала подложки, так и термопластичного сварочного стержня. Подложка и стержень сплавляются, образуя сварной шов ( Рис. 1 и 2 ).
Рис.1. Движение сопла для ручной сварки горячим газом и угол наклона стержня
Рис.2. Ручная сварка горячим газом
Для обеспечения сварки к стержню необходимо приложить соответствующую температуру и давление, а также использовать правильную скорость сварки и положение горелки. Качество сварки, так как это чисто ручная техника, зависит от мастерства сварщика. Типичные области применения включают резервуары для хранения химикатов, вентиляционные каналы и ремонт пластиковых деталей, таких как автомобильные бамперы.
Сварочные материалы
Есть две группы пластиковых материалов; термопласты и реактопласты. Метод сварки горячим газом применим только к тем пластмассам, которые можно многократно нагревать и плавить, а именно к термопластам.
При нагревании термопласта молекулярные цепи внутри материала становятся подвижными и позволяют ему плавиться и течь.
Термореактивные материалы представляют собой группу пластмасс, в которых молекулярные цепи образуют поперечные связи. Эти поперечные связи, образованные в результате химической реакции, предотвращают подвижность молекулярных цепей при воздействии тепла.
Хотя этим процессом можно сваривать многие термопласты, наиболее распространенными являются полипропилен, полиэтилен, ПВХ и некоторые фторполимеры, такие как PVDF, FEP и PFA.
Прессованные стержни и листы являются наиболее часто используемым сырьем для производства готовых пластмассовых изделий. При изготовлении пластмасс крайне важно, чтобы сварочный стержень и лист были из одинакового материала и химического состава.
Например, несмотря на то, что гомополимер полипропилена можно сваривать со статистическим блок-сополимером полипропилена, прочность сварного шва будет значительно снижена. Также важно проверять качество сварочного стержня перед использованием, так как в процессе экструзии внутри стержня могут образовываться пузырьки воздуха. Это приведет к образованию пустот в сварном шве. Сварочные стержни обычно имеют диаметр три или четыре миллиметра.
Сварочное оборудование
Оборудование, используемое для сварки горячим газом, состоит из источника воздуха, рукоятки с прочным захватом, нагревательной камеры с контролем температуры для производства горячего газа и сопла, через которое нагретый газ выходит из сварочной горелки для нагрейте пластиковый стержень и подложку. ( Рис.3 )
Рис.3. Сварочная горелка горячим газом
Вентилятор, встроенный в рукоятку сварочной горелки или удаленно соединенный с горелкой, обеспечивает подачу воздуха. Также можно использовать сжатый газ из баллонов, например, воздух или азот.
Также можно использовать сжатый газ из баллонов, например, воздух или азот.
Какой бы источник газа не использовался, важно, чтобы он был чистым и сухим, так как грязь и влага загрязняют сварной шов.
Температура горелки устанавливается с помощью циферблата на рукоятке, а некоторые сварочные горелки показывают температуру воздушного потока на цифровом индикаторе также на рукоятке. Рекомендуется постоянно измерять температуру газа с помощью цифрового термометра, например, с наконечником термопары, помещенным на 5 мм внутрь сопла сварочной горелки.
Передняя часть сварочной горелки позволяет устанавливать сменные сварочные насадки в зависимости от требуемого типа сварки.
Чаще всего используются три типа насадок: насадка для прихватки, круглая насадка и высокоскоростная насадка ( Рис. 4 ).
Рис.4. Насадки для сварки пластика (слева направо) насадка для прихватки, круглая насадка, высокоскоростная насадка
Насадка для прихватки, как следует из названия, используется для скрепления материалов перед сваркой. Круглое сопло позволяет сварщику нагревать стержень и подложку без физического контакта с ними и полезно для сварки в труднодоступных местах.
Круглое сопло позволяет сварщику нагревать стержень и подложку без физического контакта с ними и полезно для сварки в труднодоступных местах.
Используется реже, чем высокоскоростная сварочная насадка, где носок сопла контактирует со сварочным стержнем и позволяет сварщику оказывать давление как на стержень, так и на материал подложки во время сварки.
Наряду с правильной температурой давление обеспечивает адекватное сплавление сварочного стержня с материалом подложки.
Помимо сварочного пистолета, необходимо несколько инструментов. Это напильник с крупными зубьями, фрезер и ручная шлифовальная машина для подготовки кромок, скребок для удаления поверхности материала вокруг сварного шва и проволочная щетка для очистки сопла. Также потребуются кусачки для резки сварочного прутка и электролобзик для резки материалов подложки.
Параметры сварки
В процессе сварки горячим газом существует четыре основных параметра сварки: температура, давление, скорость сварки и положение горелки. Поскольку процесс является ручным, важно, чтобы сварщик хорошо понимал необходимость обеспечения того, чтобы все четыре из этих параметров были правильными и контролировались во время операции сварки.
Поскольку процесс является ручным, важно, чтобы сварщик хорошо понимал необходимость обеспечения того, чтобы все четыре из этих параметров были правильными и контролировались во время операции сварки.
Температура является наиболее важным из четырех параметров, поскольку температура на границе раздела между стержнем и подложкой контролируется не только настройкой пистолета, но также скоростью перемещения пистолета и положением пистолета по отношению к подложка.
Обычно температуру сварки устанавливают на 80–100°C выше точки плавления свариваемого материала. Скорость перемещения горелки обычно составляет от 0,1 до 0,3 м/мин, опять же, в зависимости от свариваемого материала.
Сварочное давление подается через носок сварочного сопла и достигается за счет крепкого удерживания рукоятки сварочного пистолета и нажатия на сварной шов. При сварке с круглым соплом давление прикладывается вручную от сварочного стержня.
Правильное давление сварки легче обеспечить, используя сварочные горелки с вентилятором, отдельным от горелки, поскольку можно добиться более надежного захвата рукоятки. Сила, прикладываемая к сварочному стержню, обычно составляет от 15 до 30 Н.
Сила, прикладываемая к сварочному стержню, обычно составляет от 15 до 30 Н.
Практические подробности сварки приведены в разделе Сварка пластмасс горячим газом: Часть 2. Методы сварки
Качество сварки
Поскольку качество сварки выполняется вручную, качество сварки зависит от навыков. Не существует общепризнанного неразрушающего метода, который убедительно показал бы наличие дефектов в сварных швах пластмасс, которые могли бы привести к разрушению сварного шва. Поэтому рекомендуется пройти качественное обучение сварщиков и пройти сертификацию сварщиков.
Европейский стандарт (EN13067) устанавливает критерии одобрения сварщика пластмасс. В нем подробно описана схема, по которой сварщик проходит как теоретическое, так и практическое испытание, и сварщик, успешно завершивший его, получает свидетельство об одобрении для конкретных категорий материалов, прошедших испытание. Сертификация длится два года с продлением еще на два года, что фактически дает сварщику свидетельство об утверждении на четыре года, прежде чем потребуется полное повторное испытание.
См. дополнительную информацию о сварке и испытаниях пластмасс или свяжитесь с нами.
Основы сварки пластмасс – методы и практические рекомендации – Perigee Direct
КАК СВАРИТЬ ПЛАСТИКИ – СВАРКА ПЛАСТИКОВ, РЕМОНТ И ИЗГОТОВЛЕНИЕ СВАРКА ЖЕСТКИХ ТЕРМОПЛАСТИКОВ:
Вот простое пошаговое руководство, охватывающее советы и методики «Как сварить пластик горячим воздухом».
1. Пластмассы Идентификация:
Вы можете сваривать только одинаковые материалы. Например, полипропилен (большинство автомобильных бамперов) можно сваривать только с помощью сварочной проволоки из полипропилена. Поэтому очень важно сначала определить свариваемый материал. Сегодня большинство пластмасс, используемых в производстве современных транспортных средств, имеют идентификационные коды пластмасс, однако, если эта идентификация отсутствует, требуется испытание сварки для идентификации свариваемого материала. Самый быстрый, безопасный и простой способ сделать это — использовать набор для тестирования пластиковых стержней Atlas 9.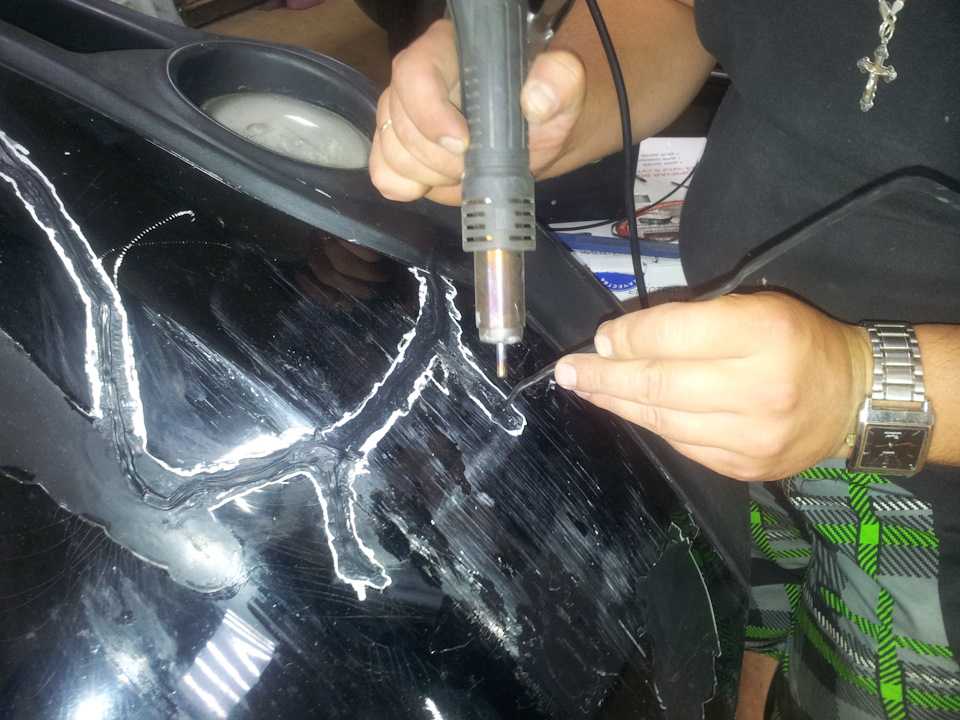 0005
0005
Комплект для испытаний стержней (RTK) Процедура испытания сварных швов:
- Просто очистите область на нижней стороне проверяемой детали. Убедитесь, что вы удалили все загрязнения (смазку, масла, краски и т. д.) перед попыткой его теста
- Выберите стержень из набора для испытаний стержней, который выглядит и ощущается похожим на исходный материал
- Попытка приварить (примерно 30 мм) выбранный стержень к основному материалу, оставив конец (длиной 30 мм) под углом 90 градусов к основному материалу
- После завершения дайте остыть. Важно отметить, что пластмассы не сохраняют полную прочность до тех пор, пока полностью не остынут
- Попытайтесь удалить стержень с помощью плоскогубцев, потянув под углом 90 градусов к свариваемой детали. Если стержень отламывается, оставляя материал на родительском элементе, значит, у вас есть совпадение .
- Повторяйте тест с другим набором стержней, пока не найдете правильное соответствие
2. Подготовка поверхности:
Подготовка поверхности:
Как и при всех видах сварки, очистка пластиковых компонентов перед сваркой так же важна, как и любая другая подготовка к сварке для получения прочных конструкционных сварных швов. Плохо подготовленные пластиковые компоненты приведут к нарушению сварки.
Подготовка поверхности пластика включает удаление всех загрязнений. Любые краски, масла, смазки и даже УФ-излучение должны быть удалены перед сваркой. С крупными частями, например. Бампера, мытье части обычно хорошее начало. Это обеспечит удаление любых атмосферных загрязнений, например. Грязь, дорожная пленка и т. д. Используйте мягкую губку, смоченную теплой водой. Не используйте какие-либо промышленные моющие средства, так как они также могут привести к образованию пленки, которая также может повлиять на результаты сварки.
Любые окрашенные поверхности также должны быть очищены до исходного материала. Краски и другие оставшиеся загрязнения можно легко удалить с помощью стандартного абразивного круга (шлифовального круга) с любой высокоскоростной пневматической или электрической дрелью. Шлифовальный диск быстро справится с этим процессом, но имейте в виду — пластмассы легко поддаются абразивам, поэтому будьте осторожны, чтобы не повредить другие участки детали, где круг может «зацепиться» за деталь и «протащить» ее. .
Шлифовальный диск быстро справится с этим процессом, но имейте в виду — пластмассы легко поддаются абразивам, поэтому будьте осторожны, чтобы не повредить другие участки детали, где круг может «зацепиться» за деталь и «протащить» ее. .
Этот процесс может привести к образованию большого количества пыли, поэтому при выполнении этой задачи мы рекомендуем использовать лицевую маску. Другие методы подготовки пластика включают в себя: скребок для краски, острое лезвие, чистую проволочную щетку…
После того, как деталь была должным образом очищена, мы готовы к этапу «Прихватка».
3. Нанесение V-образной канавки на зону сварки:
Сварка пластиковых деталей зависит от ряда факторов –
- Подготовка поверхности
- Хорошие совместные интерфейсы
- Идентификация пластмасс / Правильный выбор сварочного электрода
- V-образная обработка канавок с помощью фрезы
- Прихватка
- Правильная температура сварки
- Техника сварки
Вращающаяся борфреза используется для создания V-образной канавки вдоль линии сварки. Будьте осторожны при использовании вращающейся фрезы, так как пластик легко поддается воздействию абразивов. Убедитесь, что вы используете подходящее приспособление и опору, чтобы вращающийся бор не «врезался» и не скользил по ремонтируемому пластику. Когда «V» завершится, вы готовы к этапу «Tacking».
Будьте осторожны при использовании вращающейся фрезы, так как пластик легко поддается воздействию абразивов. Убедитесь, что вы используете подходящее приспособление и опору, чтобы вращающийся бор не «врезался» и не скользил по ремонтируемому пластику. Когда «V» завершится, вы готовы к этапу «Tacking».
4. Прихватка пластиковых деталей:
Прихватка пластиковых деталей перед сваркой помогает сварщику достичь двух целей:
- Хорошее сопряжение стыков И
- Выравнивание пластиковых деталей перед основной сваркой
«Прихваточное сопло» можно использовать для обеспечения плотного соединения стыков и выравнивания сломанных деталей. В отличие от сварки металлов, при которой прихватка выполняется на концах зоны сварки, сварка пластика требует выполнения «прихватки» в том месте, где вы намереваетесь поместить сварочный стержень. Вставьте насадку для прихватки в термовоздушный инструмент Atlas Plastics. Проведите кончиком насадки для прихватки вдоль линии сварки, слегка обжимая два материала друг с другом, закрывая стык. После того, как съемка завершена, вы готовы к основному этапу сварки.
После того, как съемка завершена, вы готовы к основному этапу сварки.
5. Маятниковая сварка:
Технику «маятниковой сварки» можно использовать для коротких сварочных швов или при затрудненном доступе. Установите стандартную насадку (Tip, Pend 1) на сварочный инструмент. Установите требуемую температуру сварки на сварочном инструменте, используя прилагаемую направляющую. Это осуществляется с помощью красного поворотного переключателя на конце всех сварочных аппаратов для пластика Atlas Plastics.
После достижения температуры (из холодного состояния это занимает около 1,5 минут) выберите правильный сварочный пруток (см. наш предыдущий технический совет «Идентификация пластмасс»). Отрежьте начало сварочного стержня до точки. Это поможет с начальным течением сварочного стержня. Маятниковое движение используется для равномерного нагрева основного материала и сварочного стержня. Подайте сварочный стержень в зону сварки, отгибая конец сварочного стержня от сварочного инструмента. Это поможет вам контролировать подачу стержня во время сварки и позволит оператору наблюдать за потоком материала во время сварки.
Это поможет вам контролировать подачу стержня во время сварки и позволит оператору наблюдать за потоком материала во время сварки.
Сварку следует выполнять одним непрерывным проходом по длине свариваемого участка. Скорость сварки должна быть отрегулирована до точки, при которой вы наблюдаете легкую «размывку» или блестящее пятно по бокам сварочного стержня. Убедитесь, что ваше маятниковое движение обеспечивает равномерный нагрев как основного материала, так и сварочного стержня на протяжении всего сварного шва. По завершении дайте пластиковому компоненту полностью остыть, прежде чем пытаться обрезать или очистить зону сварки. Это важно, так как пластик не будет в полной прочности, пока полностью не остынет.
Теперь при необходимости можно выполнять обрезку и шлифование.
6. Скоростная сварка:
Технику «скоростной сварки» следует использовать для длинных сварочных швов. Термин «скоростная сварка» получил свое название из-за того, что это относительно быстрый процесс по сравнению с методом «маятниковой сварки».
Установите стандартную насадку (Tip, Pend 1) на сварочный инструмент. Выберите правильное сопло «Speed Welding» для соответствующего профиля сварочного электрода — они доступны для различных профилей сварочного электрода. В круглых профилях мы можем поставить диаметры 3 мм, 4 мм или 5 мм. А для треугольных профилей мы поставляем треугольное сопло для скоростной сварки диаметром 5,7 мм или 7 мм.
Сопла Speed Welding легко устанавливаются на стандартное сопло. Достигнув нужной температуры, просто вставьте сварочный стержень в сопло Speed Welding и надавите сверху вниз на сам сварочный стержень. Применить ок. 5-6 фунтов (2,5-3 кг) направленного вниз давления, проталкивающего сварочный пруток через сопло для скоростной сварки в зону сварки. Сварочный инструмент нужно будет только поддерживать, так как сила, действующая на сварочный стержень, будет легко перемещать инструмент по зоне сварки.
Процесс «Скоростной сварки» является быстрым, и со временем может стать очень удовлетворительным процессом.
ЭКСТРУЗИОННАЯ СВАРКА
Аппарат для экструзионной сварки следует использовать, если требуется очень высокая прочность конструкции и/или при сварке пластмасс с толщиной стенки более 10 мм.
Эти машины могут поставляться с различной производительностью материала. Ознакомьтесь с полным ассортиментом экструзионно-сварочных аппаратов Atlas Plastics в нашем магазине.
Как правило, «ручной» инструмент или инструмент для сварки горячим утюгом (доступен в наборах для сварки пластика) также обычно приобретается вместе со сварочным экструдером, чтобы обеспечить «прихватку» исходных материалов перед основной сваркой.
ДОБАВИТЬ Видео по экструзионной сварке
Утюг для горячей сварки
Утюг для горячей сварки можно использовать вместо аппарата для газовой сварки горячим воздухом при работе с ограниченными средствами или в определенных труднодоступных местах. Обычно немного сложно научиться использовать это устройство, но при наличии терпения можно научиться делать красивые сварные швы, похожие на любую другую технику. Горячий сварочный утюг можно использовать для выполнения первоначальной сварки прихватками двух деталей вместе. Его также можно использовать для сглаживания грубых сварных швов.
Горячий сварочный утюг можно использовать для выполнения первоначальной сварки прихватками двух деталей вместе. Его также можно использовать для сглаживания грубых сварных швов.
Более типичное применение сварочного утюга для горячей сварки — вклеивание пластика в стальную армирующую сетку, которая разрезается и изгибается для придания формы и помещается поверх разрыва или разреза в оригинальном сломанном устройстве для укрепления сварного шва и соединения пластика.
Подробная информация о методе ремонта пластиковой сварки горячим утюгом
После достижения температуры поместите предварительно вырезанную сетку на место ремонта. Поместите горячий сварочный утюг на сетку и начните нагревать сетку и исходный пластик. Когда сетка нагревается, пластик начинает плавиться в сетке. Продолжайте этот процесс нагрева до прибл. От 1/16 до 1/8 дюйма пластика над сеткой. Затем дайте области остыть, прежде чем добавлять в нее пластиковый сварочный стержень. При добавлении пластикового сварочного стержня можно использовать ленточный или круглый стержень. Просто будьте терпеливы при плавлении пластикового сварочного стержня, чтобы не перегреть сварной шов и не сжечь пластик. Чередовать несколько тонких слоев и давать им остыть предпочтительнее, чем добавлять один толстый плохо нагретый слой. Этот плохо нагретый слой может стать причиной плохой однородности и привести к преждевременному растрескиванию и разрушению.
Просто будьте терпеливы при плавлении пластикового сварочного стержня, чтобы не перегреть сварной шов и не сжечь пластик. Чередовать несколько тонких слоев и давать им остыть предпочтительнее, чем добавлять один толстый плохо нагретый слой. Этот плохо нагретый слой может стать причиной плохой однородности и привести к преждевременному растрескиванию и разрушению.
Зачем сваривать пластмассы? — Кузовной бизнес
Без категории
Нередко кто-то спрашивает: «Зачем вообще заниматься сваркой пластика?» Ответ: это может быть экономичный метод ремонта многих пластмасс, которые вы обычно выбрасываете.
Например, многие техники, ремонтирующие пластмассы
с помощью клеев, делают это потому, что они знакомы с клеями;
они чувствуют себя комфортно в них. Проблема клея
в том, что часто для надежного ремонта рекомендуется использовать подложку
— и иногда пластиковая деталь не помещается обратно на транспортное средство, когда
удваивает толщину.
Нажмите здесь, чтобы узнать больше
Что тогда?
Можно выбросить и купить новый. Или вы
можете отремонтировать его с помощью сварки пластика.
Еще одна причина научиться сварке пластика — это
, что можно спасти кожух бампера, обычно заменяемый на послепродажный кожух
. В то время как некоторые запасные части в порядке, другие нет.
И нет ничего более неприятного для техника, чем установка
отверстий на крышке послепродажного обслуживания, которые не совпадают. Но что, если бы
всего этого можно было бы избежать? Что, если бы вы научились ремонтировать поврежденные крышки бампера
вместо того, чтобы выбрасывать их на пластиковое кладбище?
Если это вас не убеждает, что, если вы
ремонтируете «новую» машину и не можете получить запчасти
на замену? Что, если вы получите не ту запчасть, а автомобилю обещали
через три дня?
Еще одна причина изучить сварку пластика
заключается в том, что это может оказаться хорошей нишей для получения прибыли для старых автомобилей,
особенно когда люди платят за ремонт из своего
кармана. Помните, пять лет назад вся концепция беспокрасочного ремонта вмятин с помощью
Помните, пять лет назад вся концепция беспокрасочного ремонта вмятин с помощью
казалась довольно забавной? Сегодня владельцы магазинов смеются
— до самого банка. Они инвестировали в инструменты и новую технику,
, и они практиковались.
Почему бы не научиться ремонтировать пластик сваркой?
«Оборудование дорогое.» «Я не знаю, как».
«Я не хочу заниматься в свободное время.» «Заменить
дешевле, чем сварить.» «Когда я делаю ремонт
пластик, клей проще в использовании.» «Опознание пластика занимает слишком много времени.»
Ладно уже.
По крайней мере, вы обязаны сделать это ради себя — и
— перед своим бизнесом — изучить возможность сварки пластика.
Пластиковая идентификация
Существует два распространенных типа оборудования для сварки пластмасс
: горячим воздухом и безвоздушным. Метод горячего воздуха можно использовать только для термопластов
, тогда как безвоздушный метод можно использовать для
. 0616 как термопласты, так и термореактивные пластмассы.
0616 как термопласты, так и термореактивные пластмассы.
Существуют значительные различия между двумя классами пластмасс
.
Термопласты можно переплавлять, что делает возможной сварку
. Термореактивные пластмассы нельзя переплавлять; однако они могут быть соединены
с помощью процесса склеивания, аналогичного пайке или пайке стали
. Пайка или припой соединяются с внешней поверхностью стали
без смешивания основного металла и присадочного материала.
Определение пластика, с которым вы собираетесь работать
on – один из ключевых элементов качественного ремонта.
В то время как цвет и гибкость детали
могут помочь идентифицировать пластик, год, марка и модель автомобиля
могут действительно помочь. Производители сварочных аппаратов для пластмасс обычно имеют
краткую справочную таблицу, помогающую в процессе идентификации,
тоже. Если это не помогло, позвоните по номеру телефона производителя (800) технической/справочной службы
.
Сварка пластика горячим воздухом
Сварка пластмасс горячим воздухом с использованием электрического нагрева
для нагрева воздуха от 450 до 650 градусов по Фаренгейту. Воздух подается
от воздушного компрессора магазина или небольшого компрессора, который поставляется
с пластиковым сварочным аппаратом. Большинство аппаратов для сварки пластмасс горячим воздухом поставляются с наконечниками
трех типов: наконечники для прихватки, круглые наконечники и наконечники
для высокоскоростной сварки. Скоростные наконечники хороши при выполнении длинных сварных швов, поскольку стержень
предварительно нагревается, как и основной материал.
При сварке пластика горячим воздухом вам пригодятся следующие советы
:
- Очистите материал водой с мылом. После этого используйте одобренный
очиститель для пластика. - Подготовьте участок, что обычно означает некоторую подготовку шва
или шлифовку. Удаление краски и грунтовки имеет решающее значение. - Определите тип пластика и подходящий наполнитель.
- Удерживайте детали на одной линии во время прихватки.
- Выберите диаметр наполнителя в зависимости от толщины материала.
Наполнительный стержень должен быть примерно того же диаметра, что и
материал толстый.

на тонком пластике (менее 1/8 дюйма), убедитесь, что вы правильно установили температуру сварки и поток воздуха для свариваемого типа пластика
. Дайте устройству время прогреться.
После предварительных шагов пришло время сварки.
Если вы используете круглый наконечник на сварочном аппарате, другой рукой держите наполнитель
и вставляйте его в шов. Направьте горячий воздух
одновременно и на основной материал, и на наполнитель.
Когда присадочный стержень и основной материал становятся липкими или липкими,
пора продвигаться по стыку. Держите стержень почти под углом 90 616 под углом 90 градусов к суставу и вставьте стержень в соединение, пока он 90 616 плавится (поддержание правильного давления вниз и перемещение 90 616 по суставу требует навыков, которые приходят с практикой).
Помните, что перегревать термопласты нехорошо. Обесцвеченный
или обугленный пластик означает слишком много тепла или скорость движения
слишком медленно. Если вы давно не занимались сваркой, потренируйтесь.
Сварка пластика горячим воздухом похожа на любой другой навык. Те, кто практикует
, становятся лучше; те, кто не ропщет на то, что не умеет
или что это невозможно осилить. Разве не Йода сказал
Люку Скайуокеру: «Делай или не делай. Нет никаких попыток».
Безвоздушная сварка пластика
Рассмотрим следующие общие шаги для успешной безвоздушной сварки пластика:
- Очистите водой с мылом. Очистите подходящим пластиком
очиститель. - Удаление базового/прозрачного
- слой и грунтовка вокруг зоны ремонта.
- Вытащите трещину.
- При сварке с одной стороны глубина подготовки должна быть
чуть больше двух третей толщины пластика. При выполнении двустороннего ремонта
глубина препарирования составляет примерно половину
толщины.

Безвоздушная сварка пластика ничем не отличается от сварки пластика горячим воздухом,
, с точки зрения практики: вам нужно знать свое оборудование и практиковать
, прежде чем приступать к ремонту сваркой.
Примечание: недавнее дополнение к одному из аппаратов для безвоздушной сварки пластика
— универсальный метод ремонта пластика. В основе этой системы
лежит плавкий пластиковый клей и специальный башмак для оборудования.
Также возможно добавить в ремонт сетчатый экран для увеличения прочности
. Этот метод лучше всего работает, когда ремонт
выполняется с обеих сторон повреждения.
Начало работы
Сварка пластика может быть экономичным методом ремонта пластика
— если вы готовы приобрести оборудование и научиться правильно использовать это оборудование
.
Для достижения наилучших результатов следуйте рекомендациям производителя сварочного аппарата для пластика
за использование оборудования. Не придумывайте свои собственные правила и не забывайте читать и понимать инструкции по технике безопасности
производителя сварочного аппарата для пластмасс.
Также нужно помнить, что не всякий ремонт пластика выгоден.
По общему мнению, накладки на бамперы являются наиболее распространенным ремонтом пластика
, потому что ремонт пластиковых накладок бампера часто является
жизнеспособным экономическим вариантом замены. Решающим фактором является
часто стоимость нового покрытия или вторичного рынка по сравнению с
ремонт поврежденной крышки.
Здесь полезно знать фактическую стоимость за дюйм сварного шва.
Если вы не знаете, каковы ваши затраты, трудно понять
, когда нужно сваривать или когда заменять пластиковую деталь. Не забывайте, что некоторые пластиковые детали
очень сложны и доступ к повреждению
может быть затруднен или невозможен, независимо от метода ремонта.
Знай, когда сказать нет!
Как только вы это сделаете, вы сможете сказать «да» долгим и выгодным отношениям
с пластиковой сваркой.
Писатель Фред Кьелд является пишущим редактором BodyShop Business.
В этой статье:
Сварка пластмасс: важные факты и разработки :: Science Publishing Group
Сварка пластмасс: важные факты и разработки
Md Shakibul Haque * , Mohd. Anees Siddiqui
Факультет машиностроения, Интегральный университет, Лакхнау, ИНДИЯ
Адрес электронной почты:
(M. S. Haque)
* Автор, ответственный за переписку
Для цитирования этой статьи:
Md Shakibul Haque, Mohd. Анис Сиддики. Сварка пластмасс: важные факты и разработки. Американский журнал машиностроения и промышленной инженерии. Том. 1, № 2, 2016. С. 15-19. doi: 10.11648/j.ajmie.20160102.12
Поступила в редакцию: 24 августа 2016 г.; Принято: 8 сентября 2016 г. ; Опубликовано: 22 сентября 2016 г.
; Опубликовано: 22 сентября 2016 г.
Аннотация: Эта статья представляет собой введение в некоторые важные факты и разработки в области сварки пластмасс, чтобы помочь развитию сварки пластмасс в будущем. Изготовленные из пластика детали регулярно используются во многих отраслях промышленности. Детали, изготовленные из полимерных материалов и полимерных композитов, отвечают очень высоким требованиям современности. Пластмассы обладают хорошей коррозионной стойкостью, отличным соотношением прочности и веса и способностью хорошо обрабатываться. Пластмассы можно разделить на термореактивные и термопласты. Из этих двух материалов сваривается только термопласт. В случае термореактивной смолы при обработке и отверждении происходит химическая реакция, то есть в результате необратимой реакции сшивки в форме. Как формованные термореактивные, так и вулканизированные эластомерные компоненты не могут быть изменены путем нагревания из-за происходящей необратимой реакции. Таким образом, в этом случае соединение может быть получено только механическим креплением и клеевым соединением. В этой статье обсуждаются некоторые выбранные сварочные процессы, такие как сварка горячим газом, сварка трением, сварка горячей пластиной и т. д. Также обсуждались различные важные параметры сварки поливинилхлорида, такие как методы сварки, температура сварки, скорость сварки, требования к оборудованию. Обсуждаются также последние разработки в этой области.
В этой статье обсуждаются некоторые выбранные сварочные процессы, такие как сварка горячим газом, сварка трением, сварка горячей пластиной и т. д. Также обсуждались различные важные параметры сварки поливинилхлорида, такие как методы сварки, температура сварки, скорость сварки, требования к оборудованию. Обсуждаются также последние разработки в этой области.
Ключевые слова: Поливинилхлорид, ПВХ. Сварка, сварка трением, метод горячего воздуха
Содержание
Ключевые слова 1. Введение 2. Сварка горячим инструментом 3. Сварка горячим газом 4. Процедура сварки методом горячего газа 5. Сварка горячей пластиной 6. Последние разработки 6.1. Ультразвуковая сварка 6.2. Сварка трением 7. Преимущества 8. Заключение Благодарность Биография Ссылки
1. Введение
Пластмассы используются в повседневной жизни для изготовления игрушек, посуды и сложных деталей, таких как сердечный клапан для медицинского применения и т. д. Пластмассовые детали часто используются во многих отраслях промышленности [2]. Пластмассы имеют хорошую отделку, отличное соотношение прочности и веса и хорошую коррозионную стойкость. Существует два типа пластиков, термореактивные и термопласты, из которых сваривается только термопласт. В случае термореактивной смолы при обработке и отверждении происходит химическая реакция, то есть в результате необратимой реакции сшивки в форме. [3]. Формованные компоненты термореактивных материалов не могут быть изменены путем нагревания из-за происходящей необратимой реакции [3]. Таким образом, в этом случае соединение может быть получено только механическим креплением и клеевым соединением. Но термопласты можно размягчать и формовать заново с помощью нагревания, а также сваривать плавлением. Поэтому термопласты можно сваривать тремя способами (а) термическим, (б) трением (в) электромагнитным. Кроме того, типы термической сварки пластмасс: (а) метод горячего воздуха (б) метод горячего инструмента (в) нагрев лазерным лучом (г) инфракрасный нагрев. ПВХ-пластики отличаются от других геомембран, таких как HDPE, LLDPE и FPP, потому что они в основном аморфные, а другие полукристаллические [6].
Пластмассы имеют хорошую отделку, отличное соотношение прочности и веса и хорошую коррозионную стойкость. Существует два типа пластиков, термореактивные и термопласты, из которых сваривается только термопласт. В случае термореактивной смолы при обработке и отверждении происходит химическая реакция, то есть в результате необратимой реакции сшивки в форме. [3]. Формованные компоненты термореактивных материалов не могут быть изменены путем нагревания из-за происходящей необратимой реакции [3]. Таким образом, в этом случае соединение может быть получено только механическим креплением и клеевым соединением. Но термопласты можно размягчать и формовать заново с помощью нагревания, а также сваривать плавлением. Поэтому термопласты можно сваривать тремя способами (а) термическим, (б) трением (в) электромагнитным. Кроме того, типы термической сварки пластмасс: (а) метод горячего воздуха (б) метод горячего инструмента (в) нагрев лазерным лучом (г) инфракрасный нагрев. ПВХ-пластики отличаются от других геомембран, таких как HDPE, LLDPE и FPP, потому что они в основном аморфные, а другие полукристаллические [6]. При нагревании ПВХ размягчается [5,6], что позволяет ограниченному количеству переплетений цепей обеспечивать прочную связь.
При нагревании ПВХ размягчается [5,6], что позволяет ограниченному количеству переплетений цепей обеспечивать прочную связь.
2. Сварка горячим инструментом
Сварка горячим инструментом — это метод, при котором поверхности соединяются путем прямого контакта с нагретым металлическим инструментом. Когда необходимо соединить трубы, соединяемые поверхности плоские, поэтому инструмент представляет собой горячую плиту. Однако во многих приложениях, таких как автомобильные задние фонари и фары, из-за двойного изгиба соединительного интерфейса требуется сложный инструмент, который позволяет горячей поверхности соответствовать контурам соединительного интерфейса.
3. Сварка горячим газом
Метод внешнего нагрева называется методом горячего воздуха. В процессе сварки сварочный стержень и разделку шва одновременно нагревают струей горячего газа до их размягчения, достаточного для сплавления; а затем сварочный стержень вдавливается в канавку для сварки, чтобы завершить процесс сварки. Поток горячего воздуха направляется на наполнитель и зону стыка с помощью горелки с горячим воздухом. Присадочный стержень того же состава, что и соединяемый полимер, осторожно проталкивают в зазор между подложками (рис. 1). Используется присадочный стержень круглого сечения, но он также доступен с овальным, треугольным и прямоугольным поперечным сечением [7]. При сварке температура горячего воздуха может составлять от 200 до 600°С в зависимости от соединяемого полимера [3]. В таблице 2 приведен список температур сварки пластика [10] для различных типов пластика. Температура плавления ПВХ точно не определена из-за большого распределения кристаллических частиц по размерам [8], что приводит к широкому диапазону плавления. Сварка горячим газом может использоваться для большинства термопластов, но ПВХ является основным материалом, собираемым с помощью этого метода [5]. Помимо ПВХ, есть еще несколько пластиков, которые можно сваривать этим методом: полиэтилен, полипропилен, акрил, полистирол и поликарбонат [14].
Поток горячего воздуха направляется на наполнитель и зону стыка с помощью горелки с горячим воздухом. Присадочный стержень того же состава, что и соединяемый полимер, осторожно проталкивают в зазор между подложками (рис. 1). Используется присадочный стержень круглого сечения, но он также доступен с овальным, треугольным и прямоугольным поперечным сечением [7]. При сварке температура горячего воздуха может составлять от 200 до 600°С в зависимости от соединяемого полимера [3]. В таблице 2 приведен список температур сварки пластика [10] для различных типов пластика. Температура плавления ПВХ точно не определена из-за большого распределения кристаллических частиц по размерам [8], что приводит к широкому диапазону плавления. Сварка горячим газом может использоваться для большинства термопластов, но ПВХ является основным материалом, собираемым с помощью этого метода [5]. Помимо ПВХ, есть еще несколько пластиков, которые можно сваривать этим методом: полиэтилен, полипропилен, акрил, полистирол и поликарбонат [14].
Таблица 1. Параметры процесса сварки горячим газом [7] [14].
| Параметры процесса | Описание | |
| • Температура | ТЕММЕРТА ГОРКА | |
| • GAS | ||
| • GAS | ||
| • GAS | ||
| • GAS | ||
| • GAS | ||
| • | ||
| • | .• Угол | Включает угол между сваркой и стержнем, угол между газовым соплом и сваркой. |
| • Скорость путешествия | , по которой сварной сварной сварной тк. • Зазор | Расстояние между газовым соплом и заготовкой |
| • Сварное соединение | Соединение встык и угловое соединение двойной ленты. | |
| • Pressure of hot • air/gas | Pressure of gas at which it coming out from nozzle | |
| • shoe | Design and size of welding nozzle |
Fig. 1 Схема сварки горячим газом, показывающая правильное положение горелки и присадочного стержня для различных термопластов [14].
1 Схема сварки горячим газом, показывающая правильное положение горелки и присадочного стержня для различных термопластов [14].
4. Процедура сварки горячим газом
Термофен используется для сварки горячим воздухом. Пистолет состоит из основного корпуса, в котором находится нагревательный элемент. Это бесконтактная пайка для высоких требований. Массовый расход воздуха и температуру можно регулировать в заданном диапазоне; основной элемент термофена показан на рисунке 2. Сопла можно легко заменить, так что каждый компонент припаивается с использованием подходящего сопла, воздуха и температуры [11].
Рис. 2. Основные элементы термофена [11].
Температура плавления ПВХ точно не определена из-за большого распределения размеров кристаллических частиц [8], что приводит к широкому диапазону плавления. Большинство термопластов можно соединить с помощью сварки горячим газом, но ПВХ является основным материалом, собираемым этим методом [5]. Помимо ПВХ, есть еще несколько пластиков, которые можно сваривать этим методом: полиэтилен, полипропилен, акрил, полистирол и поликарбонат.
Помимо ПВХ, есть еще несколько пластиков, которые можно сваривать этим методом: полиэтилен, полипропилен, акрил, полистирол и поликарбонат.
Таблица 2. Различные типы пластмасс с температурой сварки.
| Plastics | Welding Temperature |
| Acrylonitrile Butadiene Styrene | 350°C |
| Acrylic | 350°C |
| Hard PVC | 220-300°C |
| Хайпалон | 600°C |
| Polyethylene (Hard) | 250-280°C |
| Polyethylene (Soft) | 270-300°C |
| Polyisobutylene | 600°C |
In figure 3 the graph показана зависимость расстояния между горелкой и изделием от температуры горячего воздуха при различных давлениях.
Рис. 3. Зазор между горелкой и изделием в зависимости от температуры горячего воздуха [1] [14].
Рис. 4. Экспериментальная установка для исследовательской работы [15].
Мэриленд Шакибул Хак и др. разработать экспериментальную установку и провести эксперименты и обнаружить, что поливинилхлорид можно успешно сваривать, используя изготовленную ими установку в мастерской. Их настройка удобна для пользователя благодаря простоте управления воздушным потоком, температурой воздуха, скоростью сварки, меньшим весом и портативностью. а также экологичность, так как не образуются вредные пары, газы, радиация и пламя [15].
Md Shakibul Haque et al. была проведена работа по изучению влияния параметров сварки на твердость стыковых швов, выполненных на образце поливинилхлорида методом горячего воздуха. Этими параметрами являются температура, скорость сварки и воздушный поток. Они варьируются на два уровня выше и ниже. Из их исследований сделан вывод, что лучшая твердость сварного соединения достигается при более высоком уровне температуры [16].
Из их исследований сделан вывод, что лучшая твердость сварного соединения достигается при более высоком уровне температуры [16].
Md Shakibul Haque и др. работали над исследованием влияния входных параметров сварки на предел прочности при растяжении стыковых сварных швов, выполненных на образце из поливинилхлорида с использованием метода горячего воздуха. Параметры, температура, скорость сварки и воздушный поток изменяются на два уровня выше и ниже. Из этих исследований установлено, что лучшая прочность сварного соединения на растяжение достигается при более высоком уровне температуры. Был получен лучший коэффициент сварки, т.е. от 0,46 до 0,69.. Лучший результат прочности на растяжение был получен максимум 11,25 МПа [17].
Хумам Ахамад и др. Проведя обзор по сварке пластмасс, можно сделать вывод, что существуют огромные возможности для исследований с целью изучения параметров, отвечающих за высококачественную сварку пластмасс. Для предотвращения окисления можно использовать газообразный азот и другие инертные газы. Соответствующие приспособления и приспособления, а также ролик могут быть использованы для увеличения сварочного давления, прикладываемого к сварочному стержню для правильного плавления [18].
Соответствующие приспособления и приспособления, а также ролик могут быть использованы для увеличения сварочного давления, прикладываемого к сварочному стержню для правильного плавления [18].
5. Сварка горячей пластиной
Сварка горячей пластиной является одним из самых простых методов сварки, что делает ее очень надежной и распространенной в промышленности. Этот процесс заключается в приведении соединяемых поверхностей в контакт с нагретым инструментом. Инструмент может иметь относительно сложную геометрию, позволяющую сваривать сложные интерфейсы. Кроме того, инструмент часто покрывают антипригарным материалом (часто ПТФЭ, название продукта: тефлон), который действует как антиадгезив. На начальном этапе (этапе согласования) прикладывается давление, способствующее сжатию сопрягаемых поверхностей, чтобы убедиться, что сопрягаемые поверхности хорошо очерчены, а все неровности деталей удалены. Как только достигается достаточное выравнивающее смещение, давление снимается с помощью механических упоров или регуляторов давления, так что образуется относительно толстый слой расплава. После предварительно выбранного времени нагрева детали отводятся от инструмента, инструмент быстро отводится от деталей, и детали сводятся вместе, чтобы обеспечить сварку двух расплавленных поверхностей раздела. Опять же, величина смещения во время фазы охлаждения может быть ограничена механическими упорами, чтобы предотвратить чрезмерное выдавливание, которое вытеснит большую часть расплава из зоны сварки, оставив холодный сварной шов [7].
После предварительно выбранного времени нагрева детали отводятся от инструмента, инструмент быстро отводится от деталей, и детали сводятся вместе, чтобы обеспечить сварку двух расплавленных поверхностей раздела. Опять же, величина смещения во время фазы охлаждения может быть ограничена механическими упорами, чтобы предотвратить чрезмерное выдавливание, которое вытеснит большую часть расплава из зоны сварки, оставив холодный сварной шов [7].
6. Последние разработки
6.1. Ультразвуковая сварка
Ультразвуковая сварка является очень популярным методом сварки термопластов и термопластичных композитов. Сварку осуществляют путем приложения к деталям механических колебаний малой амплитуды (от 1 до 250 лм) и высокой частоты (от 10 до 70 кГц). Это приводит к циклическим деформациям деталей, в первую очередь на сопрягаемых поверхностях (поверхностях стыка) и неровностях поверхностей. Циклическая энергия преобразуется в тепло внутри термопласта посредством межмолекулярного трения. Это похоже на нагрев металлической проволоки, многократно изгибаемой вперед и назад, или вообще на эффект, возникающий при циклическом нагружении материалов. Нагрева, который больше всего на поверхностях (поскольку неровности деформируются больше, чем объем), достаточно, чтобы расплавить термопласт и сплавить детали. Обычно для улучшения согласованности нагрева и сварки в одну из деталей вплавляют рукотворный выступ в виде треугольного выступа. Этот выступ, который также называют направляющей или концентратором энергии, испытывает самые высокие уровни циклической деформации, вызывая наибольший уровень нагрева. Поэтому директор энергии плавится и течет, чтобы соединить части. Существует широкий спектр конструкций соединений, которые концентрируют энергию на соприкасающихся поверхностях, включая соединения сдвига, сетчатые соединения, соединения режущей кромки и другие, которые можно использовать в сочетании с шероховатыми поверхностями для улучшения сварки. Обзор этих альтернативных совместных конструкций [7] выходит за рамки данной статьи.
Это похоже на нагрев металлической проволоки, многократно изгибаемой вперед и назад, или вообще на эффект, возникающий при циклическом нагружении материалов. Нагрева, который больше всего на поверхностях (поскольку неровности деформируются больше, чем объем), достаточно, чтобы расплавить термопласт и сплавить детали. Обычно для улучшения согласованности нагрева и сварки в одну из деталей вплавляют рукотворный выступ в виде треугольного выступа. Этот выступ, который также называют направляющей или концентратором энергии, испытывает самые высокие уровни циклической деформации, вызывая наибольший уровень нагрева. Поэтому директор энергии плавится и течет, чтобы соединить части. Существует широкий спектр конструкций соединений, которые концентрируют энергию на соприкасающихся поверхностях, включая соединения сдвига, сетчатые соединения, соединения режущей кромки и другие, которые можно использовать в сочетании с шероховатыми поверхностями для улучшения сварки. Обзор этих альтернативных совместных конструкций [7] выходит за рамки данной статьи.
6.2. Сварка трением
Четыре основных варианта сварки трением: линейная, орбитальная, вращательная и угловая. Или битальная и линейная сварка похожи тем, что они подходят для широкого диапазона геометрий, в то время как угловая и спиновая сварка, напротив, подходят в первую очередь для круговой геометрии сварного шва. Все четыре процесса основаны на относительном движении между двумя соединяемыми частями, что приводит к фрикционному нагреву. Единственным существенным различием между этими процессами является геометрия относительного движения. Важно отметить, что во всех случаях угловая скорость смещения выражается в радианах/с [12]. Кроме того, при угловой сварке угол поворота определяется в радианах. С помощью скоростей можно оценить рассеивание мощности на основе фундаментального предположения, что мощность равна скорости, умноженной на силу трения, как подробно описано в Grewell, D at all work[13]. Линейная вибрационная сварка позволяет сваривать поверхности, способные перемещаться в одном направлении. Однако при линейной вибрационной сварке существует риск того, что относительно слабые сварные швы могут получиться со стенками, выровненными поперек направления вибрации. Это связано с тем, что без надлежащей опоры, как внутренней с ребрами жесткости, так и внешней с встроенными элементами в креплениях, стены могут прогибаться и уменьшать относительное движение поверхностей раздела. Орбитальная сварка обеспечивает относительно постоянную скорость из-за ее эллиптического или кругового движения [13] при условии, что амплитуды в обоих направлениях равны. Эта постоянная скорость рассеивает больше энергии в соединении для данного времени сварки и амплитуды по сравнению с линейной вибрацией.
Однако при линейной вибрационной сварке существует риск того, что относительно слабые сварные швы могут получиться со стенками, выровненными поперек направления вибрации. Это связано с тем, что без надлежащей опоры, как внутренней с ребрами жесткости, так и внешней с встроенными элементами в креплениях, стены могут прогибаться и уменьшать относительное движение поверхностей раздела. Орбитальная сварка обеспечивает относительно постоянную скорость из-за ее эллиптического или кругового движения [13] при условии, что амплитуды в обоих направлениях равны. Эта постоянная скорость рассеивает больше энергии в соединении для данного времени сварки и амплитуды по сравнению с линейной вибрацией.
7. Преимущества
Сварка пластика в основном используется для ремонта полиолефиновых резервуаров, контейнеров и сварки секций труб из поливинилхлорида, АБС, ПЭ и ПП [3]. Помимо этого, он также используется для ремонта бамперов в автомобильной промышленности, конструкция, герметизация и упаковка материалов и т. д.
д.
8. Заключение
В настоящей статье рассматриваются различные методы сварки пластмасс с помощью доступной соответствующей литературы. Поскольку это период пластикового века, соединение пластмасс является проблемой для молодых исследователей и ученых, работающих в области технологии сварки. Несмотря на то, что существует несколько методов соединения двух пластиковых деталей, метод термофена является наиболее надежным и коммерчески выгодным с точки зрения исследований, а также с точки зрения производства, и в этой области требуется дополнительная работа, чтобы понять влияние различных параметры процесса на основные параметры отклика. Таким образом, после этого обзора необходимо взять на себя инициативу в отношении экспериментов, чтобы сделать результаты более благоприятными. Могут быть проанализированы дополнительные параметры отклика, такие как испытание на растяжение, испытание на твердость и размер зерна.
Благодарность
Благодарим проф. (д-ра) М.И. Хану, Интегральному университету, за руководство, поддержку и советы для пациентов. Мы также хотели бы поблагодарить Эр. Ajitanshu Mishra, HoD, механический факультет, Университет Inverstis, который помог нам в нашей работе.
Мы также хотели бы поблагодарить Эр. Ajitanshu Mishra, HoD, механический факультет, Университет Inverstis, который помог нам в нашей работе.
Ссылки
- Виджай Кумар, М.И. Хан Разработка технологии сварки жесткого ПВХ Пластика методом горячего воздуха
- М. Рожек, Й. Стабик, Г. Музия. Термография в оценке процессов сварки пластмасс Том 41 Выпуски 1-2 июль-август 2010 г.
- Томас Х. Норт и Гит а Рамаратнам, Университет Торанто Сварка пластмасс
- О. Балкан а,*, Х. Демирер б, Х. Йилдирим в Морфологические и механические свойства листов ПЭ, ПП и ПВХ, сваренных горячим газом Объем 31 Выпуски 1 Ноябрь 2008 г.
- W. S. Alley/ P. N. Baker Глава-2 Соединение и сборка пластмасс, Том-2 Идентификация, испытания и переработка пластмасс, Справочник по технологии пластмасс
- Термически склеенные швы из ПВХ Фаза 1 «Состояние» — Художественная и предварительная сварка окон Tri/Environmental, INC, Техасская исследовательская международная компания
- Д. Грюэлл. А. Бенатар Сельскохозяйственная и биосистемная инженерия. Университет штата Айова, Эймс, Айова, США Сварка пластика: основы и новые разработки
- Джеймс Д. Ван де Вен, Артур Г. Эрдман, факультет машиностроения, Миннесотский университет, Миннесота 55455 Горячая сварка Psin тонкого поливинилхлорида лист
- Линия Stanley Grave Сварка термопластичных кровельных мембран, подвергнутых различным процедурам кондиционирования Журнал ASTM International, Vol.4, No.8 Paper ID JAI101018
- American Plastic Welding Technologies, Руководство по сварке горячим воздухом для ремонта пластика www.bak-ag.com .
- Махмуд Алам, (доктор) М.И. Хан, Интегральный университет, Удачи, современное состояние в жесткой с. в. в. Сварка пластмасс горячим воздухом Technique, Международный журнал технических исследований и приложений e-ISSN: 2320-8163, www.ijtra.com Том 1, выпуск 2 (май-июнь 2013 г.), стр. 20-23
- Шайбл, С., Чакмак, М.: Динамика и развитие структуры при спиновой сварке цилиндрических стержней из поливинилиденфторида, Int. Полим. Процесс. 10, с. 270 (1995)
- Греуэлл, Д., Бенатар, А.: Сравнение процессов орбитальной и линейной вибрационной сварки термопластов, Ежегодная техническая конференция Общества инженеров по пластмассам, Труды Общества инженеров по пластмассам, Брукфилд, Коннектикут (1999).
- Md Shakibul Haque, Manoj Kumar и Adnan Khan: Сварка пластика горячим газом: основы и важность, Invertis Journal of Science and Technology, Vol. 8, № 4, 2015; стр. 216-219 (в печати: ISSN 0973-8940 в Интернете: ISSN 2454-762X)
- Md Shakibul Haque, Inayat Hussain, Gaurav Agarwal, Khwaja Moeed, Mohd Anees Siddiqui: Экспериментальный анализ механического поведения поливинилхлоридного (ПВХ) пластика, сваренного с помощью изготовленной экспериментальной установки для сварки горячим воздухом , International Журнал научных исследований и разработок, Vol. 3, выпуск 11, 2016 г., ISSN (онлайн): 2321-0613
- Md Shakibul Haque, Inayat Hussain, Proff. (доктор) Атар Хуссейн, Мохд Анис Сиддики, проф. (Доктор) Мохд. Ибрагим Хан: Исследование и экспериментальное моделирование параметров сварки на твердость поливинилхлоридного (ПВХ) пластика, сваренного горячим воздухом, Международный журнал научных исследований и разработок, Vol. 3, выпуск 10, 2015 г., ISSN (онлайн): 2321-0613
- Md Shakibul Haque, Inayat Hussain, Athar Hussain и Mohd Anees Siddiqui: Экспериментальный анализ для определения влияния параметров сварки на предел прочности при растяжении сваренных горячим воздухом полимеров Винилхлорид (ПВХ) Пластик, S-JPSET: Vol. 7, выпуск 2, авторское право @ samriddhi, 2010–2015 гг.0/samriddhi.v7i2.8629
- Хумам Ахамад, Махмуд Алам, Мд Шакибул Хак, Шьям Нараян Пандей, Мохд. Amanuddin: Welding of Plastics through Hot Gas Technique: A Review , Global Research and Development Journal for Engineering Volume 1Iss ue 6 May 2016 ISSN: 2455-5703
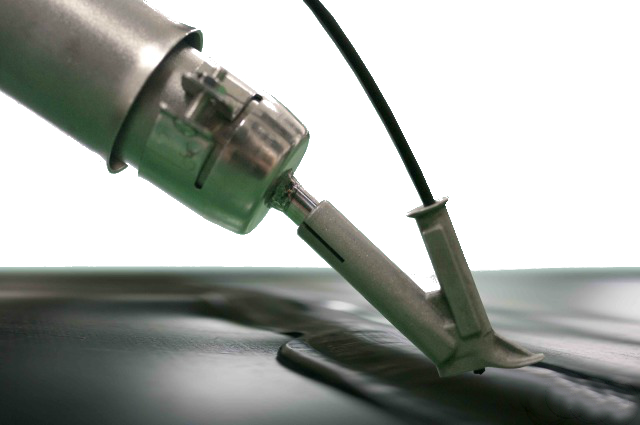 Грюэлл. А. Бенатар Сельскохозяйственная и биосистемная инженерия. Университет штата Айова, Эймс, Айова, США Сварка пластика: основы и новые разработки
Грюэлл. А. Бенатар Сельскохозяйственная и биосистемная инженерия. Университет штата Айова, Эймс, Айова, США Сварка пластика: основы и новые разработки Полим. Процесс. 10, с. 270 (1995)
Полим. Процесс. 10, с. 270 (1995) (Доктор) Мохд. Ибрагим Хан: Исследование и экспериментальное моделирование параметров сварки на твердость поливинилхлоридного (ПВХ) пластика, сваренного горячим воздухом, Международный журнал научных исследований и разработок, Vol. 3, выпуск 10, 2015 г., ISSN (онлайн): 2321-0613
(Доктор) Мохд. Ибрагим Хан: Исследование и экспериментальное моделирование параметров сварки на твердость поливинилхлоридного (ПВХ) пластика, сваренного горячим воздухом, Международный журнал научных исследований и разработок, Vol. 3, выпуск 10, 2015 г., ISSN (онлайн): 2321-0613 Biography
Md Shakibul Haque — старший преподаватель кафедры машиностроения Интегрального университета, Лакхнау, Индия. |
