Принцип работы и оборудование для плазменной сварки
Плазменной сваркой называют процесс плавления, в котором используется сжатая дуга для нагрева. Дуга считается сжатой, когда ее столб сжимается потоком газов для сварки (азота, аргона) либо соплом горелки, используемой в плазменно-дуговой сварке. Под плазмой подразумевается газ, наполненный разнородно заряженными атомами с нулевым суммарным зарядом.
Плазма образуется внутри сопла, обжимаясь в нем образующим плазму газом и охлаждаемыми водой стенками и стабилизируясь. Это способствует образованию концентрированного столба дуги со значительным увеличением числа ударений друг с другом частиц плазмы. Одновременно сильно повышаются температура столба дуги со степенью ионизации, а также плазменная кинетическая энергия, используемая в аппаратах плазменной резки и сварки. Горелка, называемая еще плазмотроном, представляет собой приспособление, предназначенное для образования направленного потока плазмы. Он, обладая значительным запасом энергии, способен перемещаться со значительной скоростью.
Дуги со струями в плазменной сварке металла получают с помощью устройств с различными схемами. Дуга плазмы получается от совмещения канала с соплом, причем обрабатываемый материал служит одним из электродов, а столб дуги совмещен со струей плазмы. Разряд дуги, получаемый между электродами, создает струю плазмы. В качестве одного из электродов могут выступать как само изделие, так и стены канала с раздельным соплом.
Сущность технологии плазменной сварки
В основе принципа работы плазменной сварки лежит образование посредством осциллятора плазменной дуги. Чтобы облегчить эту операцию пользуются обычной дугой, имеющейся между электродом и горелкой. Питает дугу, образующую плазму, источник сварочного тока. Аппараты плазменной сварки работают на токах с прямой полярностью.
С использованием плазменной, то есть сжатой, дуги проводят сварку почти любых металлов в соединениях всех пространственных положений. В виде газа, образующего плазму, в установках плазменной сварки служат аргон с гелием, они же применяются и в качестве защиты.
Плазменной сварке и резке доступны многие соединения. Например, стыковые – с металлом толщиной около 2 мм варят с проведением отбортовки кромок, а при работе с заготовками большей толщины (около 10 мм) рекомендован скос кромок. Когда это необходимо, применяют добавочный металл. Сварка металлических деталей с толще 25 мм требует разделки кромок с ее углом и глубиной намного меньшими, чем в случае использования аргонодуговой сваркие.
Характеристики плазменной сварки должны позволять соединение толстолистных материалов в несколько проходов без сквозного проплавления. С этой целью при укладке второго и последующих слоев металла требуется регулировка силового воздействия плазменной струи, чтобы не был вытеснен расплавляемый металл из сварочной ванны. Делается это путем изменения уровня потребления плазмообразующих газов.
Характеристики оборудования для плазменной сварки
Основная часть сварочных работ с металлами и сплавами малой толщины (около миллиметра) также ведется плазменной сваркой. Применение прочих видов сварки для этих случаев не всегда доступно из-за ряда причин, кроющихся в эксплуатации, технологии либо конструкции изделия. А оборудование для плазменной сварки, использующее большие токи, формирует посредством плазмотрона дугу, обладающую намного устойчивостью в пространстве большей, чем просто горящая дуга. Причем разделение в подаче газов (защитного и плазмообразующего) способствует применению для сварки разнообразных газовых смесей.
А оборудование для плазменной сварки, использующее большие токи, формирует посредством плазмотрона дугу, обладающую намного устойчивостью в пространстве большей, чем просто горящая дуга. Причем разделение в подаче газов (защитного и плазмообразующего) способствует применению для сварки разнообразных газовых смесей.
Такое устройство плазменной сварки благодаря наличию сжатой дуги идеально в соединении тонколистных материалов. Этим обусловлено возникновение по сути отдельного метода соединения деталей – микроплазменной сварки для особенно тонких металлических материалов, осуществляемой посредством малоамперной сжатой дуги. Используемая для этого в виде концентрированного источника тепла сжатая дуга называется микроплазмой. Она возбуждается особыми горелками – плазмотронами. Применение такой дуги способствует надежности операции сварки даже на самом небольшом токе, это позволяет варить достаточно тонкий металл, что невозможно сделать посредством аргонодуговой сварки.
Для работ с тугоплавкими либо химически активными металлами сварочные аппараты плазменной сварки позволяют вести сварочные работы в вакууме. Они обеспечивают высокое качество сварки материала толще 1 мм. Такая возможность существует из-за сжатия дуги с низким давлением на токе больше 80 А. Ее импульсное питание способствует уменьшению обычных сварочных токов с сохранением значительной частоты импульсов. Возможности импульсного режима позволяют вести регулировку в большом диапазоне не только тока, но и мощности плазменной дуги с низким давлением. Все это позволят варить очень тонкий металл.
Аппараты плазменной сварки, ценой ненамного отличающиеся от прочего оборудования, широко используются при сварке и резке тонколистного металла: сталей (нержавеющей и углеродистой), химически активных либо цветных металлов с их сплавами. Микроплазма также активно применяется в сварке и пайке тонких сеток, неметаллических изделий и фольги.
что это такое, схема, принцип работы, преимущества и отличия от других видов сварки
Плазменная сварка (PAW сварка — Plasma Arc Welding) – это сварка плавлением металла, нагрев которого проводится направленным потоком сжатого ионизированного газа (плазмы).
Данная технология известна еще с советских времен — 80-х годов прошлого столетия, существенное развитие получила на Западе и за время своего существования претерпела множество изменений в лучшую сторону.
Так, например, источники стали производить инверторными, программируемыми, плазматроны заметно уменьшились в габаритах, технологические возможности расширились, сильный шум, который присутствовал раньше при сварке, отсутствует.
Промышленный источник плазменной сварки состоит из двух инверторов – вспомогательного и основного. Именно это является в том числе причиной, почему плазменные источники дороже аргонодуговых. НО при этом они имеют большие преимущества по сравнению с TIG сваркой.
Схема классического промышленного аппарата плазменной сварки
Вспомогательный инвертор зажигает дугу между вольфрамовым электродом и соплом, которая затем выдувается, и в работу включается основной инвертор, который уже обеспечивает поддержание и регулировку сварочного процесса. Именно благодаря наличию малоамперной 3-15 А вспомогательной дуги поджиг осуществляется на плазме всегда стабильно в отличие от аргонодуговой TIG сварки. Особенно это заметно при сварке алюминия и при сварке/пайке оцинкованных сталей, где при ТИГ сварке электрод разрушается и загрязняется, а при плазме стойкость электрода в 30-40 раз выше, т.к. электрод «спрятан» за плазменным соплом и помимо этого обдувается сжатым газом аргоном.
Именно благодаря наличию малоамперной 3-15 А вспомогательной дуги поджиг осуществляется на плазме всегда стабильно в отличие от аргонодуговой TIG сварки. Особенно это заметно при сварке алюминия и при сварке/пайке оцинкованных сталей, где при ТИГ сварке электрод разрушается и загрязняется, а при плазме стойкость электрода в 30-40 раз выше, т.к. электрод «спрятан» за плазменным соплом и помимо этого обдувается сжатым газом аргоном.
Благодаря наличию плазменного сопла и подачи сжатого газа аргона, сварочная дуга сжимается, становится узконаправленной, а не свободно горящей как при ТИГ, поэтому иногда плазменную сварку называют «аргонодуговая сварка сжатой дугой». Из-за того, что дуга при TIG сварке является свободной, при ТИГе существуют проблемы, когда при нахлесточном шве дуга переходит на верхнюю кромку, то же происходит и при стыковой сварке, когда один лист в зажатом состоянии выше другого, в этом случае — прожог или непровар. При плазме прожога или непровара не происходит из-за сжатой дуги.
При плазме прожога или непровара не происходит из-за сжатой дуги.
Говоря простым языком, плазменная сварка – это доработанная аргонодуговая сварка.
По качеству плазменная сварка по праву занимает положение между аргонодуговой и лазерной сваркой.
Отличия от других видов сварки
Главные отличия плазменной сварки от аргонодуговой и полуавтоматической МИГ/МАГ наглядно показаны на рисунке. Применение плазменной сварки помогает решить такие вопросы как образование брызг и пор, непровар и большой расход сварочной проволоки, повреждение электрода и коробление изделия.
Виды плазменной сварки
- Шовная плазменная сварка
- Точечная плазменная сварка
Свариваемые материалы
— нержавеющие стали
— низкоуглеродистые стали
— оцинкованные стали
— титан
— медь, бронза, латунь
— сплавы алюминия (для источника PMI 350AC)
— для оцинкованных сталей также возможен процесс плазма-пайки
Преимущества технологии плазменной сварки
- повышение производительности процессов сварки в 2-3 раза, cкорость сварки до 4 м/мин;
- повышение качества сварочных швов, швы более узкие, можно варить с усилением и без;
- отсутствие брызг в отличие от полуавтоматической МИГ/МАГ сварки и большая экономия на сварочной проволоке, т.
 к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы;
к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы; - малая зона термического влияния, благодаря механическому сжатию плазменным соплом, вследствие этого незначительный нагрев основного металла и минимизация коробления после и во время сварки;
- глубокое проплавление в стыковом соединении, сварка проникающей дугой без разделки до 8 мм. По сравнению с МИГ и ТИГ плазменная сварка не имеет конкурентов по качеству и производительности на диапазоне толщин от 3 до 8 мм;
- гладкая поверхность швов, не требующая дополнительной обработки;
- высокая надёжность зажигания основной дуги благодаря наличию вспомогательной;
- отсутствие включений вольфрама в сварном соединении;
- высокая стойкость расходных материалов.
 к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы;
к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы;
Более подробно о применении и преимуществах плазменной шовной и плазменной точечной сварки можно прочитать в статьях:
«Плазменная шовная сварка: особенности и преимущества шовной плазменной сварки при сварке различных материалов»
«Плазменная точечная сварка: особенности, преимущества и применение»
| К статье «Установки для плазменной сварки продольных швов компании SBI, Австрия, их отличия и преимущества» |
принцип работы установки и в чем заключается сущность работы плазмотрона
Из большого многообразия методов обработки – плазменная сварка является наиболее распространенной.
В первую очередь это обусловлено тем, что в современной промышленности довольно часто используется нержавеющая сталь, цветные металлы и их сплавы, для которых применение других видов обработки малоэффективно.
Современное оборудование обеспечивает высокую продуктивность в сравнении с другими технологиями.
Содержание
- Достоинства и недостатки плазменной сварки
- Разновидности
- Характеристики
- Устройство и принцип работы
- Технология сварки
- Используемое оборудование
- Итог
Итак, что такое плазменная ? Это процесс локального расплавления металлического изделия плазменным потоком. Он формируется высокоскоростной дугой, температурой 5000-30000°С.
Газовый поток, проходящий через дугу, нагревается и ионизируется, за счет чего он превращается в плазменный поток и выдувается соплом плазматрона для сварки. В этом и заключается сущность ее работы.
Для того, чтобы данный аппарат функционировал, необходимо лишь электричество и поток сжатого газа. Если используется компрессор, тогда достаточно только электричества.
Если используется компрессор, тогда достаточно только электричества.
Особенности сварки плазмой.Для работы необходимо менять лишь плазмотрон и электроды. На этом обслуживание оборудования такого типа и заканчивается. В то время как для других типов сварок необходимо выполнять большее количество работ по уходу. Кроме того они являются более взрывоопасными.
К основным достоинствам данных аппаратов можно отнести:
- высокую скорость резки металлов;
- возможность использования аппарата практически со всеми металлами и сплавами;
- высокая точность и качество шва;
- более низкая стоимость работ по сравнению с другими методами;
- отсутствие деформаций металла при обработке плазмой;
- высокий уровень безопасности выполнения работ.
Разновидности
Сварка плазмой разделяется на несколько видов, в зависимости от силы тока:
- микроплазменная;
- на средних токах;
- на больших токах.

Чаще всего используется именно первый тип. Дело в том, что дуга может гореть при достаточно низких токах, если используются диаметром до двух миллиметров. Это возможно за счет высокой степени электродуговой ионизации газа.
Схема микроплазменной сварки представлена ниже.
Чертеж плазменной сварки.Данный вариант технологии наиболее эффективен для соединения тонких деталей толщиной до полутора миллиметров. При этом диаметр дуги не превышает 2 мм. Это позволяет сфокусировать тепло в достаточно маленькой области и не нагревать соседние участки.
Основным газом в данном методе является аргон. Тем не менее в зависимости от типа изделия, в него могут добавляться различные примеси, которые способствуют увеличению эффективности процесса.
Приборы для микроплазменной сварки позволяют работать в нескольких режимах:
- непрерывный;
- импульсный;
- непрерывный обратной полярности.
Плазменная сварка на средних токах во многом схожа с аргонодуговой. Однако первая обладает более высокими температурами, в то же время область нагрева существенно меньше. Это обуславливает ее высокую продуктивность.
Однако первая обладает более высокими температурами, в то же время область нагрева существенно меньше. Это обуславливает ее высокую продуктивность.
Плазменная сварка позволяет проплавлять материал более глубоко, при этом ширина шва получается меньшей, чем в аргонодуговой.
Выполнять сварочные работы можно как с присадочным материалом, так и без него.
Плазменная сварка на больших токах оказывает сильное силовое действие на материал. Она полностью проплавляет металл. В результате в ванне формируется отверстие, то есть детали сначала как бы разрезаются, а затем сплавляются заново.
Характеристики
Принцип работы плазменной сварки дает понять, что ее лучше всего использовать для тонких материалов, нержавеющей стали, цветных металлов и сплавов на их основе. Стоит сразу отметить, что во многих случаях использование других технологий, не представляется возможным.
Стоит сразу отметить, что во многих случаях использование других технологий, не представляется возможным.
В то же время в металлургии и других областях промышленности необходимо выполнять работы именно с такими изделиями.
Схема технологии сварки плазмой.К основным характеристикам дуги микроплазменной сварки относятся:
- цилиндрическая форма;
- концентрация энергии в небольшой области;
- маленький угол расхождения потока;
- невосприимчивость к изменению расстояния между плазмотроном и изделием;
- высокая безопасность зажигания.
Все перечисленные выше характеристики являются одновременно и достоинствами метода. Например, цилиндрическая форма и возможность увеличения длины позволяет осуществлять сварочные работы даже в самых труднодоступных местах.
Также особенности технологии упрощают проведение сварки при наличии колебаний изделий, за счет нечувствительности к изменению расстояния.
 youtube.com/embed/scez3EysnWQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/scez3EysnWQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Устройство и принцип работы
Особенности аппарата для сварки плазмой.Плазменная сварка характеризуется следующим принципом работы: она основана на формировании дуги посредством осциллятора. Приборы функционируют на токах прямой полярности, которые и питают дугу. Она, в свою очередь, образует плазму.
С использованием данной можно осуществлять резку или соединение любых типов металлов и сплавов во всех пространственных положениях.
Плазма формируется из газов, в качестве которых используют аргон или гелий. Они же выполняют и защитные функции. Это исключает косвенное влияние оксида на изделие при плазменной сварке.
Метод характеризуется незначительной чувствительностью к изменению длины дуги. При этом возможно соединение деталей толщиной более пятнадцати миллиметров без скоса кромок.
Это становится возможным благодаря сквозному прорезанию детали.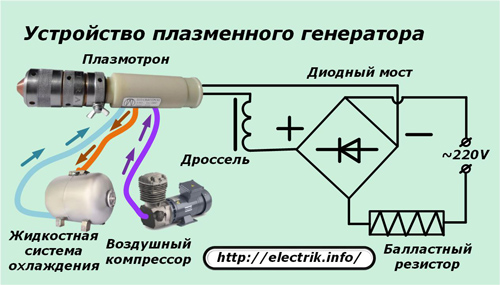 В результате поток может выходить и на обратную сторону изделия. Само же соединение состоит из двух процессов: разрезание и последующая заварка.
В результате поток может выходить и на обратную сторону изделия. Само же соединение состоит из двух процессов: разрезание и последующая заварка.
Данная технология позволяет осуществлять различные типы соединений. Наибольшее преимущество заключается в возможности сваривания листового металла без разделывания кромок и использования припоя.
Технология сварки
Специфика метода плазменно-дуговой технологии сварки состоит в том, что в область соединения подается плазма из специальной горелки – плазмотрона. В некоторых случаях, если необходимо, может быть использован аргон или гелий для создания инертной среды в области стыка деталей.
Чертеж сварочного аппарата.Вся энергия концентрируется в плазменной струе. За счет этого нагрев не распространяется по всей области изделия, а фокусируется только возле соединения. При этом температура на таком участке может составлять 10000-15000°С. Однако за счет быстрого отвода тепла металлом, она снижается до температуры плавления в зоне стыка.
За счет этого нагрев не распространяется по всей области изделия, а фокусируется только возле соединения. При этом температура на таком участке может составлять 10000-15000°С. Однако за счет быстрого отвода тепла металлом, она снижается до температуры плавления в зоне стыка.
Если во время данной процедуры соединение защитить инертным газом, то можно получить высококачественный шов, который не потребует дополнительной ручной обработки.
Корпус выполняется из стали, анод – из меди. Последний охлаждается водой. Дуга питается газом, подающимся под большим давлением в полость между анодом и катодом.
В то же время важно иметь в виду, что аргон не ионизируется. Он быстро улетучивается, смешиваясь с воздухом. Чтобы он надежно выполнял свои защитные функции, необходимо придерживаться определенного расстояния между горелкой и деталью.
Поскольку метод обеспечивает высокий нагрев только в области стыка, это может привести и к нежелательным последствиям. Иногда приходится изделие предварительно прогревать или использовать несколько горелок, чтобы избежать резкого перепада температур по поверхности материала.
При использовании микроплазменной сварки удается получать качественные швы на тонких материалах. Реализация данной технологии возможна даже без использования присадочной проволоки.
Используемое оборудование
Установки для плазменной сварки широко применяются не только на крупном производстве, но и в бытовых условиях. При этом стоит отметить, что спрос на данном оборудовании постоянно растет, что лишний раз подтверждает его востребованность.
Устройство оборудования для сварки.Все оборудование, предназначенное для выполнения данной работы, можно разделить по следующим особенностям:
- тип воздействия;
- способ стабилизации дуги;
- сила тока.
По своим возможностям плазменная дуга уступает пальму первенства только лишь нескольким технологиям, основанным на лазерном и электронном лучах.
При этом стоит отметить, что не стоит забывать и о других технологиях. Так, для сваривания деталей в серьезных отраслях, например, в авиастроении и аэрокосмической сферах, широко используется аргонодуговая сварка.
Плазменная, в свою очередь, чаще всего применяется для , так как она позволяет осуществлять данный процесс с высокой скоростью.
Особенно она становится незаменимой при обработке сплавов с минимальным последующим короблением и развитием напряжений, а также деформаций.
Итог
Плазменная технология сварки является единственно возможным и доступным методом обработки некоторых металлов и сплавов. Особенно это относится к нержавеющим сталям, меди, латуни и т.д. Данный метод позволяет получать качественные, надежные и тонкие швы, а также осуществлять резку с высокой эффективностью.
Отдельное применение она нашла в соединении тонколистового металла без использования присадочной проволоки. Кроме того, такой тип сварки обеспечивает локальный нагрев лишь в области стыка, что может быть очень удобным при решении многих задач.
Кроме того, такой тип сварки обеспечивает локальный нагрев лишь в области стыка, что может быть очень удобным при решении многих задач.
что это такое, особенности и сущность
Содержание:
- Сущность плазменной сварки
- Особенности и характеристики процесса
- Преимущества и недостатки
- Принцип работы
- Устройство и принцип работы плазмотрона
- Важные требования
- Интересное видео
Чтобы металлические конструкции изделия были прочными и качественными, для соединения важных частей из стали применяется сварка. Эта технология используется на протяжении многих лет и за период ее существования появилось множество разновидностей, которые позволяют работать с разными материалами.
Эта технология используется на протяжении многих лет и за период ее существования появилось множество разновидностей, которые позволяют работать с разными материалами.
Плазменная сварка является популярной разновидностью, которую применяют многие опытные сварщики. В ее основе лежит принцип расплавления сплавов узконаправленной струей плазмы, которая обладает огромной энергией. Этот вид технологии используется для соединения некоторых марок нержавеющих сталей, тугоплавких и многих цветных металлов, а также изделий из разных материалов. Но все же перед тем как приступать к сварочным работам стоит предварительно рассмотреть важные особенности.
Сущность плазменной сварки
Плазменная сварка металла основывается на использовании технологии аргонодуговой технологии. Различие между этими двумя технологиями состоит в особенностях дуги. В отличие от электрической дуга плазма имеет вид сжатой плазменной струи, которая обладает мощной энергией.
Чтобы понять, в чем заключается сущность плазменной сварки, требуется для начала рассмотреть, что такое плазма и условия ее возникновения. Плазмой считается состояние газа при его частичной или полной ионизации. Это означает, что в его основу могут входить не только нейтральные молекулы и атомы, но и электроны, ионы, имеющие определенный электрический заряд, состоящие полностью из заряженных частиц.
Плазмой считается состояние газа при его частичной или полной ионизации. Это означает, что в его основу могут входить не только нейтральные молекулы и атомы, но и электроны, ионы, имеющие определенный электрический заряд, состоящие полностью из заряженных частиц.
Для перевода газа в состояние плазмы требуется провести ионизацию большей части его молекул и атомов. Чтобы это получить, необходимо приложить к электрону, входящему в основу атома, усилие, превышающее его энергию связи с ядром и помочь оторваться от него. Именно в этом состоит сущность плазменной сварки.
Особенности и характеристики процесса
Чтобы понять, что такое плазменная сварка, стоит рассмотреть ее важные особенности, а именно как производится процесс. Во время него обычно в области сваривания применяется очень высокая температура, которая образуется при принудительном уменьшении размеров сечения дуги и повышении ее показателей мощности.
В результате получается сварка плазменной струей, при которой показатели температуры могут доходить до 300000С. А вот при аргонодуговой сварке они могут быть всего 5000-70000С. Во время сварочного процесса дуга приобретает цилиндрическую форму, именно это позволяет сохранять одинаковый показатель мощности по всей длине.
А вот при аргонодуговой сварке они могут быть всего 5000-70000С. Во время сварочного процесса дуга приобретает цилиндрическую форму, именно это позволяет сохранять одинаковый показатель мощности по всей длине.
Во время проведения плазменного сваривания наблюдается высокое давление дуги на поверхность свариваемых металлических элементов. Именно это позволяет оказывать воздействие практически на все виды металлов и сплавов.
Стоит отметить! Плазменную технологию сваривания можно применять при небольших величинах электрического тока. Процесс может осуществляться при 0,2-30 А.
Все эти особенности делают этот вид сварки практически универсальным. Он может с успехом применяться в труднодоступных зонах, при соединении тонких алюминиевых листов без возможных прожогов. Незначительное изменение расстояния между электродом и деталью не оказывает сильного воздействия на прогревание, а это значит, не влияет на качество шва, как это бывает в других видах сварки.
За счет того, что во время плазменной технологии наблюдается большая глубина прогревания деталей, это позволяет обходиться без предварительной подготовки кромок.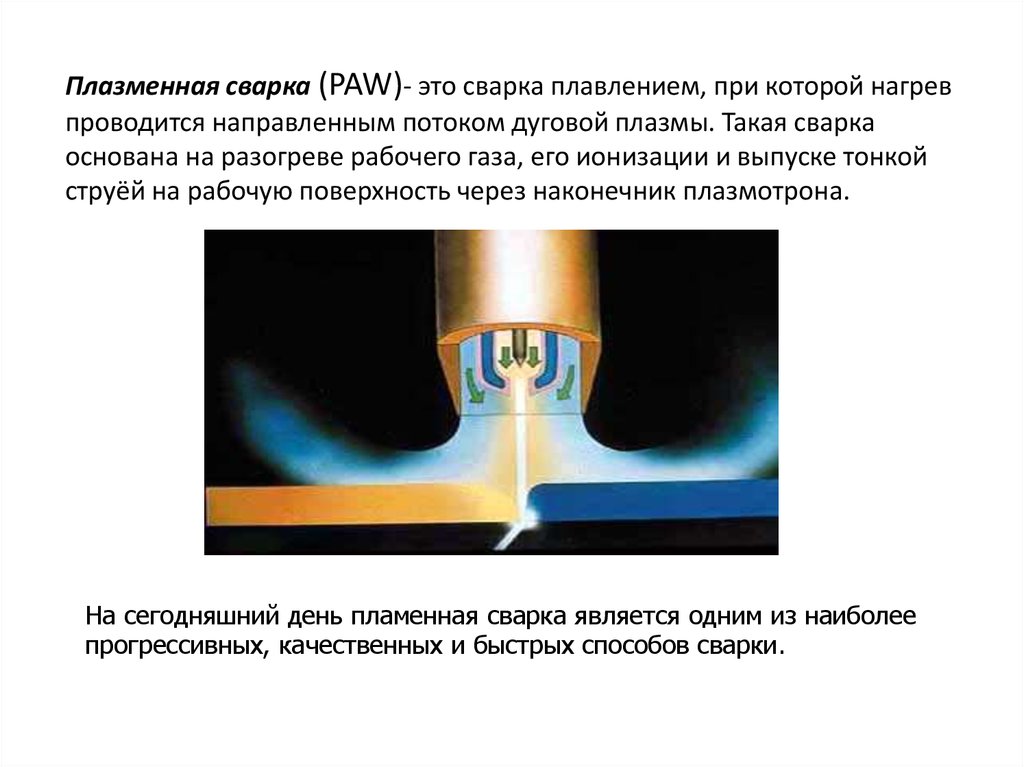 Допускается проводить сваривание металлов с неметаллами.
Допускается проводить сваривание металлов с неметаллами.
В итоге происходит повышение производительности работ, уменьшение температурной деформации сварного соединения, это значит, что деталь конструкции не ведет. А вот сварка плазморезом позволяет проводить не только сваривание металлических конструкций, но и обеспечивает качественное разрезание металлов и неметаллов в разном положении.
Преимущества и недостатки
Плазменная сварка и резка является востребованной технологией, при помощи которой производят сваривание конструкций разного размера. Этот процесс имеет ряд положительных качеств:
- повышенный показатель температуры плазмы, который может доходить до 300000С;
- небольшое поперечное сечение дуги;
- в отличие от газовой сварки скорость металла с толщиной от 5 до 20 см по плазменной технологии выше три раза;
- наблюдается высокая точность сварных соединений, которые получаются в процессе плавления;
- качество проведенных работ не требует проведения дополнительной обработки краев изделий;
- плазменный сварочный процесс может применяться практически для любых типов металла. К примеру, при помощи него можно варить изделия из запорожской стали, меди, алюминия, чугуна;
- во время проведения сварочных работ металл не подвергается деформациям, даже при вырезании сложных фигур;
- плазменная технология предполагает проведение резки металлической поверхности, которая не прошла предварительную подготовку. К примеру, ее можно применять в случаях, когда на изделии присутствует ржавчина, краска;
- нет необходимости применять аргон, ацетилен, кислород. Это позволяет существенно сэкономить;
- наблюдается высокая степень безопасности проводимых работ. Это связано с тем, что во время сваривания не применяются баллоны с газом, которые выделяют токсичные пары. Также при неправильном применении и хранении они могут взорваться.
 К примеру, при помощи него можно варить изделия из запорожской стали, меди, алюминия, чугуна;
К примеру, при помощи него можно варить изделия из запорожской стали, меди, алюминия, чугуна;У плазменного сварочного процесса имеются некоторые недостатки:
- во время его проведения происходит частичное рассеивание энергии в пространство;
- требуется использование плазмообразующего газа;
- обязательно должно проводиться охлаждение плазмотрона при помощи воды;
- высокая стоимость сварочных аппаратов.
Принцип работы
Перед тем как приступать к плазменной сварке стоит рассмотреть ее принцип работы. Во время процесс подается мощный электрический разряд, который превращает рабочую среду в плазменную. Образуется газ, который имеет высокую температуру.
За счет воздействия на металлическую поверхность потока ионизированного газа, проводимого электрическим током, происходит плавление металлической основы. Во время нагревания дуги газ подвергается ионизации, уровень которой увеличивается с повышением температурных показателей газа.
Плазменная струя, которая обычно имеет сверхвысокую температуру, повышенная мощность, это все формируется из обычно дуги после сжатия, вдувания в дугу. Она образуется при помощи плазмообразующего газа, в качестве которого часто применяется аргон, в редких случаях используется водород, гелий.
Плазменная сварка прямого действия
Что такое плазменная сварка прямого действия? Этот метод является распространенным, он осуществляется благодаря электрической дуге, которая образуется между электродом и рабочим изделием.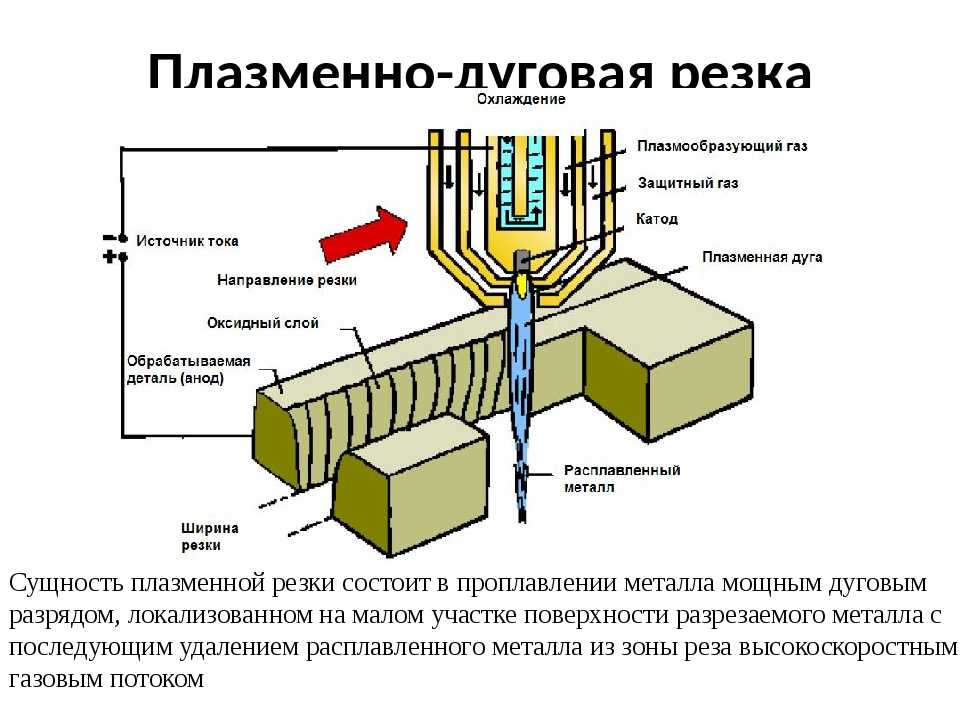
Технология плазменной сварки имеет некоторые характерные особенности:
- Плазменная сварка алюминия должна выполняться с максимальной осторожностью. Это связано с тем, что данный металл плавится при температуре 660,3 градусов.
- Обязательно нужно внимательно контролировать процесс, чтобы не допустить пропал.
- В инструкции к сварочным аппаратам всегда указывается таблица, в которой обозначается рекомендованная сила тока для каждого вида металла. К примеру, плазменная сварка нержавейки выполняется на среднем токе, а стали — на высоком.
Обратите внимание! В дуге с прямым действием изначально происходит возбуждение дуги на малых токах, между соплом и заготовкой. После того как плазма прикасается к свариваемой детали образуется основная дуга прямого действия.
Питание дуги производится при помощи переменного или постоянного тока с прямой полярностью. Ее возбуждение выполняется осциллятором.
Плазменная сварка косвенного действия
Перед тем как приступать стоит рассмотреть, что такое плазменная сварка косвенного действия. Во время этого метода образование плазмы осуществляется так же, как и при технологии прямого действия. Отличие состоит в том, что источник питания подключается к электроду и соплу, в результате этого между этими элементами образуется дуга, и на выходе из горелки появляется плазменная среда.
Во время этого метода образование плазмы осуществляется так же, как и при технологии прямого действия. Отличие состоит в том, что источник питания подключается к электроду и соплу, в результате этого между этими элементами образуется дуга, и на выходе из горелки появляется плазменная среда.
Скорость выхода потока плазмы находится под контролем давления газа. Секрет состоит в том, что газовая смесь при переходе в состояние плазмы увеличивает объем в 50 раз и благодаря этому вылетает из аппарата в виде длиной струи. Энергетические показатели расширяющегося газа совместно с тепловой энергией делают плазму мощным источником энергии.
К преимуществам сварки косвенного действия можно отнести:
- обеспечивает бесперебойный рабочий процесс;
- позволяет существенно сэкономить затраты на электрический ток;
- за счет того, что во время сварочного процесса применяется высокое давление, газовые смеси практически не разбрызгиваются;
- этот вид отлично подходит для сварки и резки металлов.

Важно! Плазменная сварка и резка металлов должна проводиться с использованием правильных режимов. Они должны осуществлять правильную подачу тока, учитывать типы свариваемых материалов, их показатели толщины, диаметр сопла плазмотрона. Для резки разных материалов должны применяться разные виды газов.
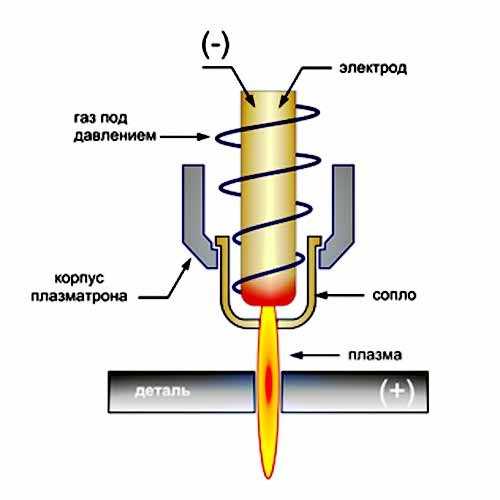
Устройство и принцип работы плазмотрона
Во время плазменного сварочного процесса применяется специальный аппарат, который выполняет роль плазменного генератора, он называется плазмотроном. Это устройство применяет энергию электричества для преобразования газа в состояние плазмы для сварки, которая в дальнейшем применяется для создания сварочной дуги.
Применяется два вида устройств, которые работают по схеме косвенного и прямого преобразования дуги. Плазмотрон для сварки плазмой идет прямого действия, когда в качестве катода применяется вольфрамовый электрод, а анода — свариваемая поверхность. Именно это приводит к тому, что дуга приобретает цилиндрическую форму.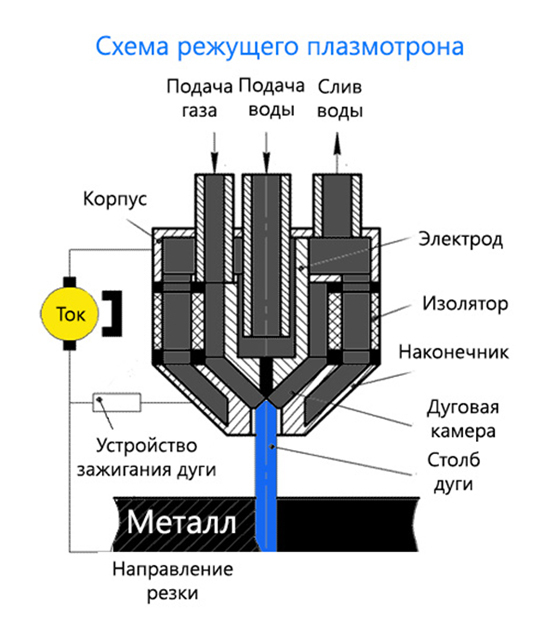
К основным узлам плазмотрона относят:
- Вольфрамовый электрод (катод). Он образует одну связку с устройством подачи плазмообразующего газа.
- Корпусная часть прибора.
- Сопло с формообразующим наконечником.
- Термостойкий изолятор.
- Система охлаждения, для которой применяется водная струя.
- Пусковое устройство.
Для возбуждения основной дуги к поверхности металла от устройства подключается кабель с положительным зарядом. Появившаяся дуга ионизирует газ, который поступает из баллона или компрессора в камеру под давлением. При разогревании во время ионизации газ расширяется и выбрасывается из камерного пространства в форме струи с высокой кинетической энергией.
Стоит отметить! Чтобы облегчить розжиг основной дуги, в область камеры плазмотрона встроен вспомогательный электрод, который выполняет функции анода. При включении плазмотрона в сеть и запуске, данный электрод получает положительный заряд и образует дугу с вольфрамовым катодом.
Важные требования
Возможно, для многих плазменно-дуговая сварка покажется простым процессом, который можно с легкостью выполнить с первого раза не имея большого опыта. Однако во время него обязательно требуется соблюдать все важные правила технологии. К основным ошибкам относятся:
- запоздалая замена сменных компонентов плазмотрона;
- применение деталей с низким качеством или дефектами;
- использование некорректных режимов, которые снижают длительность срока службы элементов;
- отсутствие контроля за параметрами плазмообразующего газа;
- применение высокой или низкой скорости резки по сравнению с предусмотренным режимом.
Все эти важные требования относятся к плазменному сварочному процессу, а также его подвидам — микроплазменной сварке, воздушно-плазменной сварке и другим методам. Обязательно требуется применять сварочный аппарат, который сможет обеспечить необходимые характеристики сварочного тока. Понадобится горелка, неплавящийся электрод, комплект шлангов для подачи или циркуляции охлаждающей жидкости и другие важные компоненты для работы.
Плазменный сварочный процесс считается востребованной технологией, которую активно применяют в разных областях промышленности — машиностроение, приборостроение, изготовление деталей высокой точности, ювелирная сфера и так далее. Этот метод отличается высокой точностью, он позволяет получить ровный шов отличного качества. Но все же его проведение должно осуществляться с учетом важных правил и требований.
Интересное видео
принцип работы и ее преимущества
Содержание
- Виды плазменной сварки
- Принцип работы плазменно-дуговой сварки
- Из чего состоит аппарат плазменной сварки?
- Преимущества плазменно-дуговой сварки
- Выводы
Плазменная сварка – это сварка вольфрамовым электродом с использованием плазменной дуги в среде защитного газа. Благодаря сильно направленной дуге плазменная сварка подходит для угловых швов и позволяет избежать разбрызгивания. Низкий расход электродов позволяет выполнять качественную сварку в течение длительного времени. Этот вид считается одним из лучших способов автоматической сварки.
Благодаря сильно направленной дуге плазменная сварка подходит для угловых швов и позволяет избежать разбрызгивания. Низкий расход электродов позволяет выполнять качественную сварку в течение длительного времени. Этот вид считается одним из лучших способов автоматической сварки.
Инертный газ проходит через горелку и ионизируется теплом плазменного преобразования. Ионизированный газ образует плазменную струю, выходит из отверстия сопла и действует как проводник для тока дуги. Это сужает дугу, чтобы придать ей высокую плотность энергии и выход из отверстия. Плазменная сварка используется для работы с такими материалами, как: нержавеющая и оцинкованная сталь, медь, бронза, титан и алюминий.
Виды плазменной сварки
Существует 3 вида плазменной сварки, которые определяются силой тока:
Микроплазменная – дуга работает на очень низком сварочном токе, при этом фокусируя тепло лишь в небольшой области. Подходит для соединения тонких деталей (до 1,5 мм). Для эффективности процесса используют аргон.
Для эффективности процесса используют аргон.
На среднем токе – аналогичная аргонодуговой сварке, но этот вид проводится при более высокой температуре, однако область сварки нагревается меньше. Материал может плавиться глубоко, но ширина шва будет уменьшенной. Можно использовать присадочный материал.
На большом токе – применяется для сварки деталей с толстыми стенами. Создается мощный плазменный луч, который глубоко проникает в металл и постепенно его разрезает.
Принцип работы плазменно-дуговой сварки
Плазменно-дуговая сварка – это процесс дуговой сварки, во время которого возникает ожог между вольфрамовым электродом и материалом. Плазменная дуга находится отдельно от оболочки защитного газа, так как внутри горелки присутствует электрод. Через медное сопло выходит плазма с огромной скоростью и температурой достигающей 28000° C.
Плазменно-дуговая сварка это метод резки тонкого и толстого металла. Такой вид сварки используется для вырезки отверстий и различных деталей без последующей обработки, для резки труб, а также резка металлов на одном и том же устройстве без деформаций.
Такой вид сварки используется для вырезки отверстий и различных деталей без последующей обработки, для резки труб, а также резка металлов на одном и том же устройстве без деформаций.
Из чего состоит аппарат плазменной сварки?
Агрегат для плазменно-дуговой сварки состоит из таких элементов:
1. Источник питания – источник постоянного тока для создания электрической искры между вольфрамовым электродом и сварочным материалом. Источник питания состоит из трансформатора, выпрямителя и пульта управления.
2. Горелка – является самой важной частью процесса плазменной сварки. Горелка имеет водное охлаждение, так как дуга находится внутри и выделяет большое количество тепла.
3. Рециркулятор воды – используется для охлаждения сварочной горелки за счет непрерывного потока воды снаружи.
4. Вольфрамовый электрод – при такой сварке применяют вольфрам, так как он выдерживает высокие температуры.
5. Защитный газ – в процессе сварки используются два инертных газа (гелий, аргон или водород по необходимости).
6. Плазменный газ – ионизированный горячий газ, состоящий примерно из того же количества электронов и ионов. Это основной источник энергии во время сварке.
7. Наполнитель – в основном присадочный материал не используется, а если он задействуется, то тогда подается непосредственно в зону сварного шва.
Преимущества плазменно-дуговой сварки:
- с помощью горелки лучше контролируется дуга;
- качественные, точные швы без разбрызгивания;
- высокая скорость работы;
- большая температура и концентрация тепла в плазме создают эффект замочной скважины.
- возможность проплавить несколько стыков за один раз;
- малое потребление тока;
- гладкие швы без дополнительной обработки;
- высокая производительность, безопасность и эксплуатация.
Как и у многих других видов сварки, у плазменной резки есть свои недостатки. Зона термического влияния увеличена, а сварные швы получаются шире. Техническое обслуживание, дополнительные детали и сам аппарат могут немного дороже, чем другие. Для работы с плазменными аппаратами нужно обучение и специализация. Устройство излучает ультрафиолетовое и инфракрасное излучение. Уровень шума в процессе работы доходит до 100 дБ.
Зона термического влияния увеличена, а сварные швы получаются шире. Техническое обслуживание, дополнительные детали и сам аппарат могут немного дороже, чем другие. Для работы с плазменными аппаратами нужно обучение и специализация. Устройство излучает ультрафиолетовое и инфракрасное излучение. Уровень шума в процессе работы доходит до 100 дБ.
Выводы
Плазменная сварка считается одним из востребованных и популярных видов сварки у профессиональных строителей. Самая распространенная это плазменно-дуговая сварка, которая широко применяется в морской, электронной и авиапромышленности, для сварки труб из стали или титана, для ремонта инструментов или форм. Данный вид сварки имеет как свои преимущества, так и недостатки. Высокое качество швов, а также безопасность и производительность самого аппарата являются одними из самых главных преимуществ плазменной резки. Если Вы заинтересованы в выборе сварочного аппарата, заходите на наш сайт APILKI.RU.
Плазменная сварка — принцип работы аппарата
0
Опубликовано: 16. 04.2017
04.2017
Сегодня промышленность развивается довольно быстрыми темпами. Ежегодно появляются новые технологии сварки, которые пользуются огромным спросом в частном домостроении. Благодаря этим методикам существенно облегчаются строительные работы, при этом сварочное оборудование становится все более производительным и безопасным. К таким методикам можно отнести плазменную сварку.
Оглавление:
- Что собой представляет сварка плазмой
- Основные отличия плазменной технологии сваривания
- Принцип действия плазменной сварки
- Преимущества плазменной технологии
- Разновидности плазменного сваривания
- Особенности микроплазменного соединения
- Сварка своими руками
- Советы для начинающих
- Сварочный аппарат «Горыныч»
Что собой представляет сварка плазмой
Появление в современных технологиях новых видов металлических сплавов заставило специалистов разрабатывать новые методики, чертежи оборудования для сварки изделий, изготовленных из них. Так как многие современные металлы плохо поддаются традиционным техникам сваривания. В результате появился новый плазменный метод сваривания металлических образцов, который успешно используется при выполнении различных ремонтно-монтажных процессах.
Основные отличия плазменной технологии сваривания
Плазменная сварка чем-то напоминает аргонную сварку, но характерные отличия присутствуют. Например, она отличается рабочей температурой, которая намного выше. Сварочная дуга может иметь температуру от 5 до 30 тысяч градусов. Благодаря этому качеству, используя плазменную технологию сваривания, можно соединять элементы строительных конструкций, которые невозможно сварить самодельным и стандартным заводским оборудованием, температура дуги которых не превышает 5 тысяч градусов.
Принцип действия плазменной сварки
Сущность данной сварки: посредством воздействия на металлическую поверхность потока ионизированного газа, проводимого электрический ток, происходит плавление металла. При нагреве дуги газ подвергается ионизации, уровень которой увеличивается с повышением температуры газа. Плазменная струя, которой характерна сверхвысокая температура, повышенная мощность, формируется из обыкновенной дуги после сжатия, вдувания в дугу, образующуюся плазмообразующим газом, в качестве которого обычно выступает аргон (редко используется водород, гелий).
Преимущества плазменной технологии
- В отличие от газосварки скорость резки металла толщиной 5-20 сантиметров по плазменной методике выше в три раза.
- Высокая точность швов, получаемых в результате плавления, сварки металла, качество выполняемых работ практически исключает необходимость последующей обработки краев изделий.
- Плазменная резка применяется для обработки практически любых типов металла. Например, можно варить образцы из запорожской стали, чугуна, меди, алюминия.
- При выполнении сварки металл не подвергается деформациям даже при необходимости вырезания сложных фигур. Плазменная методика сваривания предоставляет возможность выполнять резку по неподготовленной предварительно металлической поверхности, к примеру, ржавой или покрытой слоем краски. При этом краска в рабочей зоне плазменной дуги не воспламеняется.
- Отсутствует потребность в аргоне, ацетилене, кислороде. Это существенно снижает финансовые затраты.
- Высокая степень безопасности выполнения работ, так как не используются газовые баллоны. Этот показатель говорит об экологичности процесса.
Разновидности плазменного сваривания
В зависимости от используемых инструментов, плазменная сварка бывает:
- на токах с любой полярностью;
- с проникающей/непроникающей дугой;
- точечная, импульсная;
- автомат, полуавтомат, ручная;
- с проволокой присадочной, и без.
В случае использования малых токов методика соединения называется микроплазменной, которая является наиболее востребованной. Данная схема востребована при производстве конструкций толщиной до 1,50 мм – это обычно соединение тонкостенных труб, емкостей, приваривание мелких элементов к тяжелым конструкциям, изготовление ювелирных украшений, термопар, а также сваривания образцов из фольги. Тонкостенные металлические изделия также варят с использованием электрозаклепок.
Если соединение производится посредством присадочной проволоки, тогда используется цельнотянутая проволока (порошковая).
Особенности микроплазменного соединения
Сварка по плазменной схеме бывает трех вариантов, зависимо от силы тока, используемой в процессе работы:
- микроплазменная технология сваривания на токах — 0,1А-25А;
- соединение с наличием средних токов — 25А-150А;
- соединение с наличием больших токов — 150А и выше.
Первая вариация более востребованная. В процессе соединения металлических образцов посредством низкоамперного тока формируется дежурная дуга. Она бесперебойно горит меж соплом водоохлаждения из меди и двухмиллиметрового сечения вольфрамовым электродом.
Основная дуга формируется после подведения плазмотрона к поверхности обрабатываемого металлического образца. Газ, формирующий плазму, подается по соплу плазмы, диаметр которого может быть 0,5-1,5 миллиметров.
Максимальный диаметр дуги плазмы 2 миллиметра. Благодаря этому показателю на относительно небольшом элементе обрабатываемого изделия формируется довольно большая тепловая энергия. Подобный тип сварочных работ, как и сварка электрозаклепками, более всего эффективен для металлических образцов, толщина которых составляет меньше 1,5 миллиметра.
Плазменный сварочный аппарат способен соединять металлические изделия в разных режимах. Диапазон использования сварки довольно обширный:
- крепление мембран к масштабным конструкциям;
- производство тонкостенных труб, емкостей;
- сваривание фольги;
- изготовление ювелирных украшений;
- множество прочих соединений.
Сварка своими руками
Подобный тип сваривания металла в бытовых условиях первоначально не использовался, так как предполагал высокой квалификации от сварщика. На сегодняшний день благодаря совершенствованию самой методики и применяемого оборудования, существуют сварочные агрегаты, которые можно использовать в домашних условиях. Методика работы очень простая. Для выполнения сварочных работ нужно приобрести соответствующее оборудование, присадочную проволоку, электроды, ознакомиться с инструкцией эксплуатации устройства.
Советы для начинающих
- Электрод предварительно необходимо заточить до конусообразной формы, при этом угол затачивания должен составлять максимум 30 градусов.
- Важно! Правильность установки электрода. Его ось должна совпасть с осью насадок для формирования газа.
- Сварочный стык подвергается аналогичной обработке, как при сварке аргоном.
- Необходимо обязательно зачистить, затем обезжирить кромки обрабатываемого изделия.
- Необходимо проследить, чтобы не было зазоров больше 1,5 миллиметра.
- Дополнительно зачищаются участки прихватки, они должны быть такого же качества, как сварной шов.
- Можно приступать к сварочным работам.
- Сварка своими руками осуществляется с использованием постоянного тока. Его величина должна находиться в установленном диапазоне.
- До начала сваривания образцов, за 10-15 секунд, подается газ, который после обрыва дуги выключается через 15 секунд.
- Плазмотрон в процессе работы должен быть расположен от заготовки на расстоянии менее одного сантиметра.
- Сварочную дугу рекомендуется держать до полного завершения шовного соединения.
- Нельзя в период сваривания перегревать металл. После достижения критической точки сварка приостанавливается, осуществляется охлаждение металлического образца, после чего сварочные работы можно возобновлять.
- Пистолет (горелку) нужно передвигать равномерно, тогда можно рассчитывать на получение высококачественного сварного соединения.
Сварочный аппарат «Горыныч»
Многофункциональная сварка «Горыныч» – это один из наиболее востребованных сварочных агрегатов отечественного производства. Это действительно качественный инструмент, который позволяет выполнять сварочные работы в домашних условиях своими руками. Необходимо отметить, что в линейке оборудования «Горыныч» есть аппараты различной мощности (8,10,12А).
Для бытовых работ прекрасно подойдет устройство на 8А, 10-ти амперный аппарат характеризуется ценой/производительностью, а вот более мощное оборудование на 12А уже считается профессиональным. Агрегат для сварки марки «Горыныч» является довольно популярным как в России, так и на Украине (в частности, в Запорожье), в Белоруссии.
Сергей Одинцов
tweet
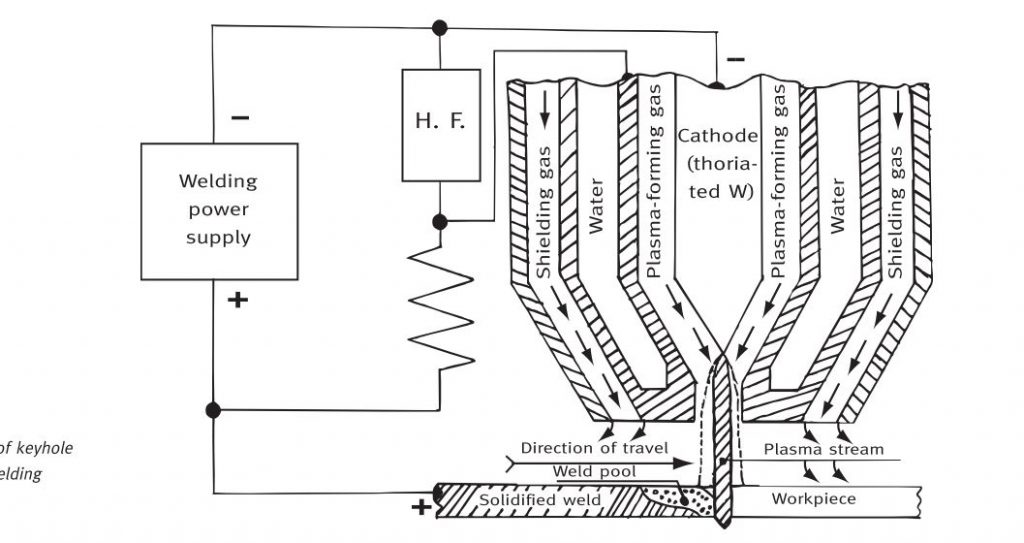
Процесс плазменно-дуговой сварки – принцип, основные части, работа, преимущества и недостатки с применением
Плазменно-дуговая сварка (PAW) и процесс резки были изобретены Робертом М. Гейджем в 1953 г. и запатентованы в 1957 г. Этот процесс был уникальным, поскольку он может выполнять точную резку как толстого, так и тонкого металла. Он также может наносить затвердевающий металл распылением на другие металлы.
Принцип работы
PAW представляет собой процесс, при котором коалесценция происходит за счет тепла, выделяемого специальной установкой между электродом из вольфрамового сплава и соплом с водяным охлаждением (без переноса дуги) или между электродом из вольфрамового сплава и изделием ( переданный АРК).
В этом процессе используются два разных газа для двух разных целей –
- Один газ используется для формирования плазмы Дуги.
- Второй газ используется для защиты плазмы дуги.
Основное оборудование:
Источник изображения
- Источник питания: Источник питания постоянного тока с падающими характеристиками и напряжением холостого хода 70 вольт или выше очень подходит для плазменной дуговой сварки.
Типовые параметры сварки:
Ток: 50–350 А
Напряжение: 27–31 В
Расход газа: 2–40 л/мин
- Высокочастотный генератор и токоограничивающие резисторы: Оба они используются для зажигания дуги.
- Плазменная горелка: Горелка имеет электрод и систему водяного охлаждения, которая продлевает срок службы сопла и электрода от расплавления из-за чрезмерного выделения тепла во время сварки.
- Крепление: Необходимо исключить атмосферное загрязнение расплавленного металла под валиком.
- Защитный газ: Инертный газ, аргон, гелий или их смесь, используется для защиты области дуги от атмосферы. Аргон более распространен, потому что он тяжелее и обеспечивает лучшую защиту при более низких скоростях потока.
Читайте также:
- Сварка сопротивлением – принцип работы и применение
- Типы сварочных электродов
- Что такое дефекты сварки – типы, причины и способы устранения?
Рабочая концепция дуговой плазменной сварки:
Процесс основан на ионизации газа. когда газ ионизируется, он может проводить электричество. Газ используется для передачи электрической дуги на свариваемую деталь. Газ может быть аргоном плюс вторичный газ гелий, который защищает ванну дуговой сварки.
Рабочий процесс:
Процесс плазменной дуговой сварки обычно сравнивают с процессом дуговой сварки вольфрамовым электродом:
- Плазменная горелка содержит электрод из вольфрама, закрепленный в сопле из меди. Дуга зажигается между электродом и концом сопла. Затем дуга или пламя переносятся на свариваемый материал.
- Небольшое отверстие заставляет газ проходить через суженное отверстие или отверстие. Это концентрирует тепло на меньшей площади. Эта способность позволяет сварщику производить очень качественный сварной шов.
- В результате получается процесс, обеспечивающий более высокую скорость сварки, меньшую деформацию, более однородные сварные швы, меньшее количество брызг и больший контроль над зоной сварки.
Процесс плазменной сварки имеет два различных режима:
- Режим дуги без переноса: В режиме дуги без переноса ток течет от электрода внутри горелки к соплу с отверстием и обратно к источнику питания. Используется для плазменного напыления.
- Режим переноса дуги : В режиме переноса дуги ток передается от вольфрамового электрода внутри сварочной горелки через отверстие к заготовке и обратно к источнику питания. Используется при сварке металлов.
Читайте также:
- Как работает процесс термитной сварки?
- Типы сварочных процессов – каждый должен знать
- Разница между сваркой MIG и TIG
Для лучшего понимания посмотрите видео ниже:
Преимущества:
- Узкое отверстие или отверстие дает вам больше концентрированного тепла на меньшей площади.
- Более устойчив и не отклоняется от основного металла.
- Плазменно-дуговая сварка обеспечивает более глубокое проплавление и обеспечивает сварной шов.
- Обеспечивает высокоскоростную сварку.
- Меньшая деформация основных металлов.
- Больше контроля на небольших участках сварки.
Недостатки:
- Требуется замена отверстия.
- Это оборудование очень дорогое.
- Человеку нужно больше навыков для использования PAW.
- Сопло расплавляется, поэтому его необходимо часто менять.
Применение:
- Применяется при производстве труб (стальных труб)
- Применяется для сварки мелких деталей из металла.
- Используется для стыкового соединения стеновых труб.
- Используется в тонких электронных чипах и медицинских установках.
Если вы считаете эту статью информативной, не забудьте поделиться ею на Facebook и Google+. В случае, если вы обнаружите, что чего-то не хватает в этой теме, вы можете сообщить нам об этом в своих ценных комментариях.
Плазменно-дуговая сварка: принцип, работа, оборудование, типы, применение, преимущества и недостатки
Технология производства
Админ 1 комментарий Крепеж, сварка в жидком состоянии, типы, Сварка
Содержание
Делиться — значит заботиться :)-
Сегодня мы узнаем о принципе плазменной дуговой сварки, типах, работе, оборудовании, применении, преимуществах и недостатках со схемой. . Плазменная дуговая сварка представляет собой процесс сварки в жидком состоянии, при котором соединение металла с металлом образуется в расплавленном состоянии. Горячие ионизированные газы известны как плазма. Эти горячие ионизированные газы используются для нагрева рабочих пластин, а соединение создается за счет плавления. Этот процесс сварки такой же, как и процесс сварки TIG, за исключением того, что для сварки заготовок используется плазма вместо 9.0168 дуга . Присадочный материал может использоваться или не использоваться в этом типе сварки . Одним из больших преимуществ плазменно-дуговой сварки является то, что она использует меньший входной ток по сравнению с процессами TIG или MIG для получения того же тепла.
Принцип:
Горячие ионизированные газы известны как плазма. Когда любому инертному газу придается достаточное количество энергии, некоторые из его электронов отрываются от ядра, но путешествуют вместе с ним. После ухода электронов атомы переходят в горячее ионизированное состояние. Это наиболее распространенное состояние материи, известное как четвертое состояние материи. Эти ионизированные атомы имеют высокую теплоемкость, которая в дальнейшем используется для соединения двух пластин. Это основной принцип плазменно-дуговой сварки. Эта сварка является расширенной формой Сварка ВИГ , при которой для создания дуги используется неплавящийся вольфрамовый электрод. Эта дуга нагревает инертные газы, поступающие из внутреннего отверстия вокруг вольфрамового электрода. Температура нагрева составляет около 30000 градусов по Цельсию, при которой газ переходит в ионизированную форму. Этот горячий ионизированный газ в дальнейшем используется для создания сварного соединения плавлением.
Оборудование:
Источник питания:
Для процесса PAW требовался источник постоянного тока высокой мощности для создания электрической искры между вольфрамовым электродом и сварочными пластинами (для переносного процесса PAW) или между вольфрамовым электродом и выпускным соплом (для Неперенесенный процесс PAW). Одной из основных особенностей плазменной дуговой сварки, которая отличает ее от TIG, является возможность сварки с низким амперным током. Эта сварка может выполнять сварку при малом токе около 2 ампер, а максимальный ток, который она может выдержать, составляет около 300 ампер. Для нормальной работы требуется около 80 вольт. Источник питания состоит из трансформатора, выпрямителя и пульта управления.
Плазменная дуговая горелка:
Это наиболее важная часть процесса PAW. Эта горелка очень похожа на ту, что используется для сварки TIG, но слишком сложна. Он состоит из четырех основных частей: вольфрамового электрода, цанг, внутреннего сопла и внешнего сопла. Вольфрамовый электрод удерживается цангой. Цанга доступна в различных диаметрах. Внутреннее газовое сопло подает инертные газы внутрь горелки для образования плазмы. Внешнее сопло подает защитные газы, которые защищают зону сварки от окисления. Эти форсунки быстро изнашиваются. Горелки PAW имеют водяное охлаждение, потому что внутри горелки содержится дуга, которая производит сильное тепло, поэтому снаружи горелки предусмотрена водяная рубашка.
Подача защитного и плазмообразующего газа:
Как правило, плазмообразующий газ аналогичен защитному газу, который подается из одного и того же источника. В основном инертные газы, такие как аргон, гелий и т. д., используются как в качестве инертных, так и в качестве защитных газов. Этот газ подается как на инертное, так и на внешнее сопла.
Присадочный материал:
В этом процессе сварки присадочный материал обычно не используется. Если используется присадочный материал, он подается непосредственно в зону сварки.
Типы:
В основном плазменную дуговую сварку можно разделить на два типа.
Плазменная дуговая сварка без переноса:
В этом процессе сварки используется постоянный ток прямой полярности. В этом процессе вольфрамовый электрод подключается к отрицательному полюсу, а сопло подключается к положительному полюсу. Дуга возникает между вольфрамовым электродом и соплом внутри горелки. Это повысит ионизацию газа внутри горелки. Горелка передает этот ионизированный газ для дальнейшего процесса. Используется для сварки тонких листов.
Плазменная дуговая сварка с переносом:
В этом процессе также используется постоянный ток прямой полярности. В этом процессе вольфрамовый электрод подключается к отрицательной клемме, а обрабатываемая деталь подключается к положительной клемме. Дуга возникает между вольфрамовым электродом и заготовкой. В этом процессе и плазма, и дуга передаются на заготовку, что увеличивает теплоемкость процесса. Используется для сварки толстых листов.
Рабочий:
Эта сварка работает так же, как TIG, вместо этого используется плазма для нагрева основного материала. Его работу можно резюмировать следующим образом.
- Сначала заготовки должным образом очищаются. Источник питания обеспечивает питание, которое создает дугу между вольфрамовым электродом и соплом или вольфрамовым электродом и заготовкой.
- Вольфрамовый электрод дает высокоинтенсивную дугу, которая используется для ионизации частиц газа и преобразования газов отверстия в плазму. Этот горячий ионизированный газ подается на сварочные плиты через небольшое отверстие.
- Защитные газы, такие как аргон и т.п., подаются через клапан давления и регулирующий клапан на внешнее сопло сварочной горелки. Эти газы создают экран вокруг зоны сварки, который защищает ее от атмосферных газов, таких как кислород, азот и т. д.
- Плазма попадает на сварочные пластины и сплавляет их в одно целое. Далее сварочная горелка перемещается в направлении сварки.
- Если для сварки требуется присадочный материал, он подается сварщиком вручную.
Это весь рабочий процесс плазменно-дуговой сварки.
Применение:
- Эта сварка используется в морской и аэрокосмической промышленности.
- Применяется для сварки труб и труб из нержавеющей стали или титана.
- В основном используется в электронной промышленности.
- Используется для ремонта инструментов, штампов и пресс-форм.
- Используется для сварки или нанесения покрытия на лопатку турбины .
Преимущества и недостатки:
Преимущества:
- Высокая скорость сварки.
- Высокая энергия для сварки. Его можно легко использовать для сварки твердых и толстых заготовок.
- Расстояние между инструментом и заготовкой не влияет на формирование дуги.
- Низкое энергопотребление для сварки одинакового размера.
- Более стабильная дуга, полученная методом PAW.
- Высокоинтенсивная дуга или высокая скорость проплавления.
- Может работать при низкой силе тока.
Недостатки:
- Более высокая стоимость оборудования.
- Шумная работа.
- Больше радиации.
- Требуется высококвалифицированная рабочая сила.
- Высокая стоимость обслуживания.
Это все о плазменной сварке, принципе, работе, оборудовании, типах, применении, преимуществах и недостатках. Если вам понравилась эта статья, не забудьте поделиться ею в социальных сетях. Подпишитесь на наш сайт, чтобы получать больше интересных статей. Спасибо, что прочитали это.
Делиться — значит заботиться :)-
Что такое плазменная сварка? — Welding Headquarters
Процесс дуговой сварки, плазменно-дуговая сварка (PAW), чем-то похож на сварку TIG, поскольку дуга создается между сфокусированным вольфрамовым электродом и объектом. Однако плазменную дугу можно изолировать от оболочки защитного газа, поместив электрод внутрь корпуса горелки.
Вместо этого плазма проталкивается через тонкое медное сопло, ограничивающее дугу.
Что такое плазменная сварка?
Сварка или центральная дуга горит между заготовкой и вольфрамовым электродом при плазменной сварке. В качестве альтернативы между вольфрамовым электродом и строго охлаждаемым влагой соплом горит то, что называется «пилотной дугой» с максимальной силой 3–30 А.
Кроме того, плазменный газ (обычно аргон) проходит между соплом и электрод. Это немного вытеснит вспомогательную дугу из сопла, чтобы ее можно было использовать в качестве электромагнитной «вспышки».
Вспомогательная дуга полимеризует петлевой путь, и с чрезвычайно высокой надежностью основная дуга теперь может быть активирована без высокочастотного контакта.
Различные физические эффекты (охлаждающий эффект сопла, электромагнитные эффекты) осуществляют сужение дуги, характерное для плазменной сварки. Ванна расплава защищена безопасным газом, подаваемым между внешним соплом защитного газа и плазменными соплами.
Смеси чистого аргона или метана с водородом или гелием могут использоваться в качестве безопасного метана.
Подобно другим традиционным методам дуговой сварки, плазменная дуга имеет несколько более высокую плотность энергии и меньшее расстояние между лучами.
Хотя диаметр дуги ВИГ расширяется от кончика электрода к заготовке под углом 45°, диаметр плазменной дуги увеличивается лишь незначительно и имеет форму столба.
Принцип работы плазменно-дуговой сварки
В среде с нейтральным плазменным газом необходимая для сварки энергия обеспечивается за счет электрической дуги. Эта дуга, образованная между неплавким электродом и изготовленными деталями, создается соплом, которое сжимает ее пневматически и механически.
- Превосходный визуальный размер
- Сокращение времени подготовки сборки за счет исключения снятия фаски со слоев толщиной до 10 мм
- Неверная манипуляция
- Качество соединения: 100-процентная точность рентгеновского излучения с максимальным и частым проникновением
- Соблюдение химической структуры связующего
- Уменьшение зоны воздействия тепла из-за сжатия дуги
Основы плазменно-дуговой сварки (PAW)
В процессе дуговой сварки PAW используется электрод из неплавящегося вольфрама или вольфрамового сплава, что-то вроде GTAW. Основное различие между этими двумя сварочными процессами заключается в том, что электрод в PAW консольно закреплен в сопле, который служит для подавления дуги.
Через ограничительное сопло плазмообразующий газ ионизируется и выходит из сопла с высокой скоростью.
Одного плазмообразующего газа недостаточно для защиты атмосферы от расплавленного сварочного потока. Поэтому защитный газ подается вокруг основания плазмы, как и при GTAW.
Выходная мощность плазмообразующего газа немного ниже, чем у защитного газа, чтобы уменьшить турбулентность
Для поддержания одинакового размера пятна и плотности энергии коническая форма газовой вольфрамовой дуги требует контроля напряжения дуги (AVC) или контроля длины дуги ( ALC), предназначенный для автоматической сварки. В PAW ограниченная дуга ведет к более высокой столбчатой дуге.
Это снижает влияние разницы длины дуги на плотность энергии и снижает требования к AVC или ALC. Преимущество отрезания электрода в сопле заключается в том, что уменьшается контакт с электродом.
Обычно электрода хватает на всю производственную смену без пескоструйной обработки.
Еще одной особенностью PAW является способ зажигания дуги. Обычно ток высокой частоты (ВЧ) используется для создания вспомогательной дуги между медным соплом и электродом.
ВЧ выключается после начала дежурной дуги. Ток вспомогательной дуги обычно фиксируется на одном уровне или может быть установлен на одной из двух ступеней, обычно от 2 до 15 ампер.
Дуга передается на работу для сварки и является составной частью электрической цепи. Поскольку дуга формируется до выполнения сварного шва, начало дуговой сварки, как правило, достаточно точное.
Во время сварки вспомогательная дуга остается включенной, и горелка может выполнять следующий сварной шов, не требуя дополнительного ВЧ.
Это может быть полезно для сварки в роботизированных приложениях, где высокочастотный электромагнитный шум может взаимодействовать с элементами управления автоматизированной системы. Следствием использования вспомогательной дуги является то, что для нее требуются плазменные горелки с влагоохлаждаемым охлаждением, особенно для приложений с минимальным током.
Различные режимы работы PAW
Путем изменения расхода плазмообразующего газа и диаметра отверстия можно реализовать следующие три режима работы.
Микроплазменная сварка
Микроплазма применяется для сварки тонких листов (толщиной до 0,1 мм), а также деталей из сетки и проволоки. Прямая дуга, похожая на шприц, сводит к минимуму блуждающие дуги и смещения.
Сварка на среднем токе
Является альтернативой традиционной сварке TIG при использовании в режиме плавления. Преимуществами являются большая инфильтрация (из-за более высокого потока плазменного газа), лучшая устойчивость к загрязнениям подложки, таким как покрытия (электрод находится внутри горелки), и улучшенная устойчивость к различиям в зазоре между заготовкой и электродом без значительных изменений в подводимой энергии. .
Сварка с отверстием под ключ
За счет увеличения сварочного тока и потока плазменного газа создается очень сильный плазменный луч, который позволяет достичь полного погружения в материал, как при лучевой или лазерной сварке. Во время сварки создается замочная скважина, которая медленно проходит через металл, а расплавленная сварочная ванна движется позади, создавая сварной шов под факторами поверхностного натяжения.
Этот метод можно использовать для сварки более толстых материалов за один проход (до 10 мм нержавеющей стали).
Плазменная дуга обычно работает с характерным источником питания постоянного тока постоянного тока (провисания). Поскольку специальная система горелки и независимые потоки плазмы и защитного газа обеспечивают ее специфические функциональные особенности, консоль управления плазмой может быть подключена к традиционному источнику питания TIG.
Компания также предлагает специализированные плазменные системы.
В то время как ВЧ используется для активации дуги, сначала она генерируется между плазменным соплом и электродом. Эта «пилотная» дуга сохраняется внутри корпуса горелки до тех пор, пока она не будет перемещена к заготовке, необходимой для сварки.
Устройство вспомогательной дуги гарантирует стабильное начало дуги, а поскольку вспомогательная дуга сохраняется между сварными швами, устраняется необходимость повторного зажигания ВЧ, которое может вызвать электрические помехи.
Электрод, используемый во время плазменной фазы, состоит из вольфрама с содержанием 2% тория, а медь является плазменным соплом. Диаметр отверстия плазменного сопла имеет жизненно важное значение, а диаметр отверстия слишком мал для текущей ступени, а скорость потока плазменного газа может вызвать значительное окисление сопла или даже возгорание.
Для плазмообразующего газа обычно используется аргон с аргоном или аргоном плюс от двух до пяти процентов водорода в качестве защитного материала. В качестве плазмообразующего газа можно использовать гелий.
Однако, из-за его жара, это снижает текущий рейтинг сопла. Меньшая масса гелия также может затруднить режим замочной скважины.
Комбинации гелия и аргона используются на таких материалах, как медь, в качестве защитного газа.
Понимание различных типов плазменно-дуговой сварки (PAW)
Теперь, когда мы знаем основы плазменной сварки, мы можем перейти к различным типам PAW, используемым сегодня. Ниже приведены две категории плазменной сварки:
Перенесенный PAW
В этой системе PAW используется постоянный ток с постоянным напряжением. Кроме того, в этой форме металл может быть связан с выводом + ve , а вольфрамовый электрод может быть связан с выводом – ve .
Дугу генерирует вольфрамовый электрод, а также участок работы. Для этого типа процесса и дуга, и плазма движутся к участку работы, что увеличивает мощность нагрева техники.
Этот тип PAW можно использовать для соединения прочных листов.
Непереносимый PAW
В этом процессе PAW используется постоянный ток с прямой полярностью. Кроме того, в этом процессе можно присоединить сопло к наконечнику + ve , а вольфрамовый электрод — к наконечнику — ve .
Дуга образуется внутри горелки между вольфрамовым электродом и соплом, что повышает ионизацию газа внутри горелки. Кроме того, горелка должна пройти через ионизированный газ, чтобы двигаться дальше.
Этот стиль PAW можно использовать для соединения тонких листов.
Это два разных типа дуговой сварки в лапах, которые можно использовать для сварки. Вы можете выбрать правильный метод PAW для своих применений, учитывая процесс/стадию, связанную с каждым типом плазменной дуговой сварки.
Обсудив типы плазменной сварки, мы можем теперь перейти к преимуществам и недостаткам плазменной сварки.
Преимущества и недостатки плазменной сварки
Несмотря на то, что плазменно-дуговая сварка (или PAW) используется в высоконадежных приложениях, таких как аэрокосмическая, электронная, автомобильная и медицинская промышленность, часто игнорируется в производстве стали, алюминия, или производство нержавеющей стали, потому что это намного сложнее и требует более дорогого набора инструментов, чем другие дуговые процессы.
Объяснение игнорирования затруднительного положения заключается в том, что лапа немного медленнее по сравнению с другими методами сварки, такими как лазерная сварка (LBW). Однако
PAW не самый медленный. Это быстрее, чем GTAW (газовая вольфрамовая дуговая сварка), которая также известна как TIG или инертный газ. Кроме того, PAW обеспечивает сварку с минимальными затратами, тогда как LBW был первым вариантом.
PAW также имеет ряд плюсов и минусов, включая металлопрокат, гибку металла, лазерную резку и т. д. По правде говоря, PAW гораздо более медлительный, чем LBW.
Интенсивность может быть в пять раз выше, чем у PAW, на основе лазера, используемого в LBW. Однако, если учесть затраты на сварку, PAW гораздо более рентабельна, чем LBW и некоторые другие методы сварки.
Вот почему PAW до сих пор используется в металлообработке в качестве экономичной альтернативы дорогостоящей LBW, где не требуются высокое качество и высокая скорость. Однако у PAW есть недостаток, заключающийся в большем тепловом входе.
Запускает более широкие сварные швы и некоторые зоны термического влияния, а также LBW и EBW. Это создает большую нестабильность, а также механические повреждения имущества.
Тем не менее, у PAW есть преимущество перед ними, помимо экономической эффективности. Именно стойкость стыковочных зазоров, а также неровностей обеспечивает применение ПАВ в металлообработке.
Хотя дуга ограничена, столб плазмы имеет значительно больший диаметр, чем луч. Следовательно, наполнители с PAW генерировать проще, чем с LBW или EBW.
Что касается различий между PAW и GTAW, у PAW есть существенный недостаток — сложность. На самом деле, как вы понимаете, рентабельность GTAW выше.
По сравнению с конической газовой вольфрамовой дугой тонкая дуга для PAW менее устойчива к неровностям соединения. Тем не менее, нюансная дуга микроплазмы легко сохраняется при более низком уровне тока, что дает ей небольшое преимущество перед GTAW.
PAW имеет немного более низкий предел тока, который составляет почти одну десятую GTAW. Это, наряду с эффективным запуском дуги, делает плазменно-дуговую сварку идеальной для многих менее чувствительных приложений, таких как медицинская и электронная промышленность.
PAW также обеспечивает большие преимущества по току по сравнению с GTAW. По этой причине активация сварных швов в режиме «замочной скважины» при плазменной дуговой сварке может привести к тщательному проплавлению всего за один проход в более тонком материале. №
PAW устраняет необходимость в дорогостоящих подготовительных работах и исключает необходимость использования наполнителя. Кроме того, большинство материалов можно сваривать с помощью DCEN (отрицательный электрод постоянного тока) с плазменной дуговой сваркой.
Несмотря на сложность и медлительность, PAW все еще используется, и легко понять, почему.
Выше мы обсудили некоторые причины использования плазменной сварки, а также некоторые причины, по которым ее следует избегать. Вы можете решить, использовать плазменную сварку или нет, в зависимости от того, что вы хотите получить от процесса сварки.
Чтобы облегчить вам выбор, мы кратко перечислим основные преимущества и недостатки не только плазменной сварки (PAW), но и плазменной дуговой резки.
Преимущества плазменной резки
Ниже приводится список основных преимуществ использования плазменной резки:
- Быстрая автоматизация
- Оставляет небольшой надрез
- Можно резать любые металлы
- Повышенная толщина 150 мм
- Резка выполняется быстрее (примерно в 5-10 раз), чем кислородная резка
Недостатки плазменно-дуговой резки
Ниже приводится список основных недостатков плазменно-дуговой резки:
- Большие первоначальные капиталовложения
- Большая область, затронутая жарой
- Система также вызывает заусенцы
- Поверхности шероховатые
- Создает дым и шум
- Острые углы сложно построить
Преимущества PAW
Ниже приведен список основных преимуществ использования PAW:
- Зона воздействия тепла меньше по сравнению с GTAW
- Архитектура горелки обеспечивает большую мощность дуги
- Высокая температура плазмы и повышенная теплоемкость позволяют создавать эффект «замочной скважины» и обеспечивают полную пропитку нескольких стыков при однопроходной сварке
- Увеличенная тепловая и плазменная струя позволяет увеличить скорость переноса
- Такой подход обеспечивает более свободное наблюдение и контроль сварного шва
Недостатки PAW
Ниже приводится список основных недостатков PAW:
- Горелка тяжелая, поэтому ручная сварка очень сложна и требует обучения
- По сравнению с EBW и LBW он создает более широкие сварные швы и зоны термического влияния
- Система создает повышенный шум в диапазоне около 100 дБ
- Системы плазменной сварки очень дороги; поэтому он будет нести более высокие начальные затраты
- Генерирует УФ и инфракрасное излучение
- Для проведения плазменной сварки требуется обучение и специализация
Итак, преимущества и недостатки как плазменной резки, так и плазменно-дуговой сварки (PAW). Основываясь на этой информации, вы можете решить, является ли использование плазменной сварки для вашего конкретного применения хорошей идеей или нет.
Применение плазменной сварки
Один из наиболее частых вопросов о плазменной сварке после «что такое плазменная сварка» — это «где можно использовать плазменную сварку?» Ниже перечислены основные области применения плазменной сварки:
- Используется для специального покрытия лопатки турбины
- Может использоваться в таких секторах, как морская и аэрокосмическая промышленность
- PAW используется в основном для ремонта инструментов, придания формы и окрашивания
- Этот вид сварки применяется в основном в электронной промышленности
- Используется для соединения труб из нержавеющей стали
Этот список не является исчерпывающим, и существуют другие области применения плазменной сварки.
Резюме
Что такое плазменная сварка? Приведенная выше информация — это все, что нужно знать о плазменной сварке.
Из вышеизложенного мы можем сделать вывод, что метод плазменной дуговой сварки в равной степени подходит для ручных, автоматизированных применений, в дополнение к различным операциям, включая сварку листового металла в больших объемах, сварку физических кухонных приборов, автоматизированный ремонт лопаток реактивных двигателей. для точной сварки медицинского оборудования.
Плазменно-дуговая сварка: определение, применение, оборудование,
Сегодня я буду обсуждать определение, применение, схему, оборудование, работу, преимущества и недостатки плазменно-дуговой сварки (PAW). Ранее было опубликовано несколько статей о процессе дуговой сварки. Проверить!
- Различные типы процесса электродуговой сварки
- Сварка металлов в среде инертного газа (MIG)
- Понимание дуговой сварки в среде защитного газа (SMAW)
- Принципы работы дуговой сварки порошковой проволокой
Содержание
- 1 Что такое плазменно-дуговая сварка (PAW)?
- 1. 0.1 Посмотрите видео ниже, чтобы узнать работу с сваркой дуги плазмы (лапа):
- 1.
- 2 Компоненты и оборудование
- 2,0.1 Плазменная дуговая машина.
- 3 Применение
- 4 Преимущества и недостатки плазменно-дуговой сварки (PAW)
- 4.1 Преимущества
- 4.2 Недостатки
- 4.3 Подпишитесь на нашу рассылку новостей
- 4.4 Пожалуйста, поделитесь!
Что такое плазменно-дуговая сварка (PAW)?
Это еще один тип процесса дуговой сварки, в котором используется неплавящийся электрод, как и при сварке вольфрамовым электродом в среде инертного газа (TIG), что делает их похожими. Он создает дугу между электродом и заготовкой. Коалесценция плазменно-дуговой сварки (PAW) производится за счет тепла, полученного от установки сжатой дуги между вольфрамовым электродом и сужающим соплом, которая представляет собой дугу без переноса. Это также может быть между электродом из вольфрама/сплава вольфрама и заготовкой, которая представляет собой переносимую дугу.
В этом процессе можно использовать два инертных газа, один из которых образует плазму дуги, а другой создает экраны для плазмы дуги. Как и при сварке TIG, присадочный металл может добавляться или не добавляться.Подробнее: Знакомство с процессом газовой сварки
Посмотрите видео ниже, чтобы узнать, как работает плазменная дуговая сварка (PAW):
Подробнее: Знакомство с дуговой сваркой с флюсовой проволокой (FCAW)
Сварка PAW считается усовершенствованием сварки TIG.
при сварке TIG открытая дуга защищена аргоном и гелием, а при плазменной сварке используется специальная горелка, использующая сопло для раздельного подачи дуги и защитного газа к горелке. Дуга сужается с помощью сопла малого диаметра с водяным охлаждением, сжимая дугу, повышая ее температуру, давление и интенсивный нагрев, помогая улучшить стабильность дуги.Как упоминалось ранее, дуги PAW формируются двумя потоками газа: просветным и турбулентным. Люминал течет при низком давлении и низком расходе плазмообразующего газа, который используется для предотвращения выдувания расплавленного металла из зоны сварки. В то время как турбулентные потоки при высоком давлении и высоких потоках плазменного газа. Этими газами являются аргон, гелий, водород или их смесь.
Подробнее: Различные виды электродуговой сварки
Компоненты и оборудование
Ниже приведены компоненты плазменной дуговой сварки.
- Контроль тока и газа: используется для правильного закрытия замочной скважины при завершении сварного шва в конструкции
- Крепление: помогает избежать атмосферного загрязнения расплавленного металла под изгибом
- Высокочастотный генератор и токоограничивающие резисторы: используется для зажигания дуги. Его система запуска дуги может быть отдельной или встроенной в систему
- Плазменный резак
- Источник питания: используется источник питания постоянного тока либо генератор, либо выпрямитель
- Защитные газы: два инертных газа или смеси газов, используемые
- Напряжение тока: требуется для контурной сварки
Подробнее: Принципы работы дуговой сварки
Аппарат для плазменной сварки:
Подробнее: Дуговая сварка под флюсом
Области применения
Микроплазменная сварка традиционно используется как минимум для сварки тонких листов Толщина 0,1 мм и сечения проволоки и сетки. Он используется в морской и аэрокосмической промышленности. Плазменно-дуговая сварка используется для сварки труб, а также труб из нержавеющей стали и титана. Это хороший выбор при ремонте инструментов и штампов. Этот процесс сварки также используется для сварки и нанесения покрытия на лопатку турбины. Наконец, плазменная дуговая сварка широко используется в электронной промышленности.
Преимущества и недостатки плазменно-дуговой сварки (PAW)
Преимущества
Ниже перечислены преимущества плазменно-дуговой сварки:
- Возможность резки всех металлов
- Позволяет лучше контролировать дугу
- Из-за более высокого тепловыделения и плазменной струи обеспечивается более высокая скорость перемещения
- Зона термического влияния аналогична GTAW
- Высокая концентрация тепла плазмы обеспечивает эффект замочной скважины, который обеспечивает полный провар при однопроходной сварке многих стыков
- Обеспечивает больше свободы при отсутствии и контролирует сварной шов
- Он может резать металлы даже быстрее, чем газокислородная сварка
- Сварку PAW легко автоматизировать
- Оставляет более узкий пропил
Подробнее: Меры предосторожности в цехе газосварки
Недостатки
Несмотря на хорошие преимущества плазменно-дуговой сварки, она все же имеет некоторые ограничения.
К недостаткам процесса сварки можно отнести следующие.- Оборудование для плазменной сварки дорогое
- Для выполнения операции требуется специальное обучение и персонал
- Создается более высокий уровень шума.
Это все, что касается этой статьи, в которой обсуждаются определение, применение, схема, компоненты и оборудование, работа, преимущества и недостатки плазменно-дуговой сварки PAW. Я надеюсь, вам понравилось чтение, если да, пожалуйста, поделитесь с другими студентами. Спасибо за чтение, увидимся в следующий раз!
Присоединяйтесь к нашему информационному бюллетеню
Принципы, режимы и области применения плазменно-дуговой сварки или сварки PAW
Плазменная дуговая сварка или PAW — это процесс дуговой газовой сварки, аналогичный дуговой сварке вольфрамовым электродом (GTAW). Более откровенно, PAW — это процесс в среде защитного газа, в котором используется суженная дуга между металлической деталью и неплавящимся вольфрамовым электродом.
Разница между GTAW и PAW заключается в способе установки электродов в носовой части горелки. Знать различные аспекты процесса плазменно-дуговой сварки.Лучшее сообщение:
- Принцип дуговой плазменной сварки
- Типы сварки PAW
- Переменные плазменной сварки
- Режимы работы PAW
- Расходные материалы для плазменной сварки
- Защитный газ PAW
- Машины для плазменной сварки
- Преимущества плазменно-дуговой сварки
- Недостатки сварки PAW
- Применение плазменной сварки
- Меры предосторожности при сварке PAW
Принцип плазменно-дуговой сваркиПо сути, сварка PAW является расширением сварки TIG, в которой используются неплавящиеся вольфрамовые электроды.
Типы плазменной дуговой сварки Это процесс дуговой сварки, при котором происходит коалесценция из-за нагрева. Это происходит из-за суженной дуги между вольфрамовым электродом и водоохлаждаемым соплом. Плазменная сварка использует два инертных газа. Кроме того, один экранирует плазму дуги, а другой формирует плазму дуги. Сварщики могут добавлять или не добавлять присадочный металл.Как правило, плазменная дуговая сварка бывает двух типов. Они следующие.
Процесс переноса дуги
В этом процессе между электродом и заготовкой образуется дуга. Дуга имеет высокую плотность энергии и скорость плазменной струи, направленной на плавление и резку металлов. Сварщики могут применять плазменную сварку цветных металлов и нержавеющей стали для их резки. Его также можно выполнять при высоких скоростях перемещения дуги для сварки.
Дуговой процесс без переноса
В этом типе дуга образуется между суженным соплом с водяным охлаждением и электродом.
Варианты плазменной сварки А плазма дуги выходит из сопла в виде пламени. Сварщики могут лучше обращаться с пламенем дуги или перемещать его с одного места на другое. Процесс сварки можно использовать для получения металлических покрытий высокой плотности. Для инициирования непереносимой дуги необходим высокочастотный блок в цепи.При сварке PAW возможно использование двух или трех газов, которые могут быть одинаковыми, или комбинация разных газов. Они следующие:
- Плазменный газ
- Защитный газ
- Обратная продувка и остаточный газ
Переменные для плазменно-дуговой сварки
- Тип тока и полярность
- ДСЕН
- Прямоугольный переменный ток
- Сварочный ток и пульсация
- Расход газа
Процесс обычно работает на постоянном токе. Режимы могут быть реализованы за счет расхода плазмообразующего газа и изменения диаметра отверстия.
Есть три режима работы.Микроплазменный (от 0,1 до 15 А) – Сварщики могут работать в дуговом режиме, поддерживая очень низкие сварочные токи. Столбчатая дуга остается стабильной, несмотря на изменение длины дуги до 20 мм.
Средний ток (от 15 до 200 А) – Обычно при более высоких токах от 15 до 200 А характеристики плазменно-дуговой сварки похожи на сварку ВИГ. Тем не менее, поскольку плазма сжимается, дуга остается более жесткой. Однако существует возможность улучшить проплавление сварочной ванны просто за счет увеличения расхода плазмообразующего газа. Но это создает риск уноса воздуха и защитного газа.
Keyhole Plasma (более 100 А) – Сварщики могут создавать очень мощный плазменный луч, увеличивая поток плазмообразующего газа и сварочный ток. В результате обеспечивается полное проникновение в материал. Процесс подходит для более толстых материалов до 10 мм из нержавеющей стали.
Расходные материалы для плазменной сваркиВ каждом процессе сварки для выполнения сварных швов используются расходные материалы.
Защитный газ Для плазменной сварки используется медное сопло и , электрод из вольфрама с 2% тория . Диаметр кончика электрода не так критичен, как для GTAW. Она должна поддерживаться в пределах от 30 до 60 градусов. Большой диаметр отверстия может вызвать нестабильность дуги.Аргон — обычная комбинация газов для плазмообразующего газа. В качестве защитного газа аргон смешивают с 2-5% водорода . Гелий также можно использовать в качестве плазмообразующего газа, но более высокая температура приводит к снижению номинального тока сопла. Кроме того, меньшая масса гелия вызывает трудности в режиме замочной скважины.
Аппараты PAWПо сути, сварка PAW является модификацией сварки TIG. Поскольку плазма является интенсивным источником тепла и используется в этом процессе для сплавления металлов. Обычно существует два типа аппаратов для плазменной дуговой сварки.
Они-1. Аппарат плазменной сварки – Способен сваривать тонкие металлические листы толщиной от 100 микрон до 1 мм
2. Аппарат микроплазменной сварки – Способен сваривать очень тонкие листы (от 100 микрон до 5 мм)
Каждый процесс дуговой сварки имеет как преимущества, так и недостатки. Плюс сварки PAW заключается в контроле и качественном производстве.
- конструкция горелки позволяет лучше контролировать дугу наряду с более высоким допуском на расстояние отстояния горелки.
- Как правило, производит более чистые и гладкие сварные швы .
- В PAW струя плазмы и более высокая концентрация тепла обеспечивают более высокую скорость перемещения .
- При плазменной сварке более мелкие зоны термического влияния .
Несмотря на преимущества, плазменно-дуговая сварка имеет следующие ограничения.
- Затраты на запуск процесса плазменной сварки относительно высоки . Кроме того, оборудование очень дорогое.
- Поскольку это более специализированный тип сварки, требует более интенсивного обучения и опыта .
- Он вызывает эмиссию ультрафиолетового и инфракрасного излучения.
- It производит более высокий уровень шума около 100 дБ.
Процесс сварки PAW в сварочной промышленности используется следующим образом.
- Сварщики используют плазменную дугу типа для сварки труб из титана или нержавеющей стали .
- Авиакосмическая и морская промышленность широко использует плазменную дуговую сварку в своих операциях.
- Для сварки или нанесения покрытия на лопатку турбины используется PAW.
- Другое использование плазменной сварки в электронной и ремонтной промышленности .
Как мы все знаем, сварка — это процесс соединения, при котором используется тепло для сплавления двух или более металлов. Это похоже на то, как сварщики сознательно играют с огнем, используя определенные коды и параметры сварки. Поэтому необходимо помнить о безопасности себя и окружающих вещей.
- Уполномоченное лицо должно осмотреть территорию и определить меры предосторожности.
- Убедитесь, что все горючие материалы находятся на расстоянии 10 метров от места сварки и должным образом защищены.
- Держите огнетушители рядом с и готовыми к немедленному использованию.
- Сварщики должны носить средства индивидуальной защиты , такие как шлемы, кожаные перчатки, защитная одежда и наушники или наушники.
- Должна быть установлена надлежащая вентиляционная, вытяжная или дыхательная система.
И соблюдайте другие меры безопасности в соответствии с требованиями места сварки.
Заключение
Таким образом, вышеупомянутая информация о различных аспектах плазменно-дуговой сварки или PAW полезна для студентов, сварщиков и других специалистов в области сварки.
Родственный: Другие типы сварки
Принцип дуговой плазменной сварки и отличия от GTAW (TIG)
Плазменно-дуговая сварка (PAW) представляет собой процесс дуговой сварки, аналогичный дуговой сварке вольфрамовым электродом (GTAW). Дуга образуется между электродом, обычно изготовленным из спеченного вольфрама, и медным соплом или заготовкой.
В отличие от газовой вольфрамовой дуговой сварки, электрод для плазменной дуговой сварки расположен внутри корпуса горелки; следовательно, плазменная дуга отделена от оболочки защитного газа. Плазма проталкивается через тонкое медное сопло, сужающее дугу, и плазма выходит из отверстия с высокой скоростью и высокой температурой.
Каков принцип плазменно-дуговой сварки и как она работает?Можно сказать, что процесс плазменно-дуговой сварки (PAW) является развитием дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) или сварки TIG. Однако конструкция сварочной горелки в PAW сильно отличается от конструкции в GTAW. Горелка PAW с водяным охлаждением имеет два сопла:
- Внутреннее медное сопло с небольшим отверстием, внутри которого расположен неплавящийся вольфрамовый электрод. Внутреннее сопло (иногда называемое плазменным соплом) имеет подачу инертного газа (аргона или гелия или смеси аргона и гелия).
- Внешнее сопло (окружающее внутреннее сопло) для подачи защитного газа.
Сварочная дуга может зажигаться между вольфрамовым электродом и внутренним медным соплом или между вольфрамовым электродом и заготовкой. Дуга подается через отверстие внутреннего медного сопла. Это вызывает сжатие (сужение) дуги, уменьшает площадь поперечного сечения дуги и увеличивает плотность ее энергии. Эта особенность делает плазменно-дуговую сварку процессом с низким подводом тепла и более высокой плотностью энергии ».
Что такое плазма и как образуется плазма в процессе плазменной дуговой сварки ?Все мы знаем о трех состояниях материи, а именно. твердые, жидкие и газообразные (например, лед, вода и пар). Но что произойдет, если вы подадите газу больше тепла? Когда вы даете больше тепловой энергии (скажем, более 5000ºC), газ становится ионизированным (электропроводным), и такой ионизированный газ называется плазмой.
Некоторые называют плазму четвертым состоянием вещества (предыдущие три состояния — твердое, жидкое и газообразное). Дуга в PAW может образовываться между вольфрамовым электродом и заготовкой или между вольфрамовым электродом и медным соплом. Через внутреннее сопло пропускается инертный газ (аргон или гелий), который нагревается сварочной дугой и ионизируется. Этот ионизированный газ и есть плазма, а узкое отверстие внутреннего сопла, через которое он выходит, делает плазму сжимающей и высокоскоростной.Температура плазменной дуги очень высока по сравнению с дугой в процессе GTAW. Сочетание высокоскоростной плазмы и высокой температуры приводит к высокой плотности энергии. Высокая плотность энергии приводит к более высокому проплавлению и способности сваривать более толстые металлы на более высоких скоростях сварки. Поток плазмы из отверстия сопла идет с большой скоростью, близкой к скорости звука. Тепловая энергия и температура плазменной струи зависят от потребляемой электроэнергии и расхода плазмообразующего газа.
Температура сжатой плазменной дуги может достигать 28000ºC, что очень много по сравнению с 5500ºC обычной сварочной дуги или около 11000ºC при GTAW. Все сварочные дуги в небольшой степени являются плазменными (частично ионизированными), но процесс плазменной сварки образует сжатую плазменную дугу с высокой температурой и высокой тепловой энергией.Плазменно-дуговая сварка представляет собой процесс сварки плавлением, в котором тепловая энергия сжатой плазменной дуги используется для плавления и сплавления стыковых поверхностей. Инертные газы, такие как аргон или гелий, или смесь аргона и гелия, используются в качестве защитного газа для защиты сварочной ванны от атмосферного воздуха и других загрязнителей. Обычно газ, используемый для формирования плазмы и для защиты, один и тот же.
Влияние сужения дуги при плазменной дуговой сварке- Меньшее количество проблем связано с остаточными напряжениями и зоной термического влияния (ЗТВ).
- Ограниченная дуга привела к более высокому проплавлению сварного шва и уменьшенной ширине валика сварного шва.
- Тепловая энергия в процессе плазменной сварки зависит от тока плазмы, размера отверстия сопла и плазмообразующего газа.
Сходства и различия между плазменно-дуговой сваркой (PAW) и GTAW (TIG)Между PAW и GTAW (TIG) есть как сходства, так и различия. Очевидное сходство заключается в том, что оба процесса используют нерасходуемый вольфрамовый электрод и инертные газы для защиты.
Основное различие между PAW и GTAW заключается в том, что GTAW использует для сварки тепло, выделяемое дугой между вольфрамовым электродом и заготовкой. Напротив, PAW использует тепло, выделяемое плазменной дугой между вольфрамовым электродом и заготовкой или между вольфрамовым электродом и плазменным соплом для сварки. Кроме того, плотность энергии в PAW больше, чем в GTAW.
ПРОЧТИТЕ: Руководство по дуговой сварке вольфрамовым электродом в среде защитного газа (GTAW / TIG)
Плазменно-дуговая сварка (PAW)
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или сварка ВИГ
Аналоги 1 В процессах PAW и GTAW используется неплавящийся электрод, обычно вольфрамовый. 2 В процессах PAW и GTAW в качестве защитного газа обычно используется инертный газ, такой как аргон или гелий, или смесь аргона и гелия. 3 Метод использования присадочной проволоки одинаков в процессах PAW и GTAW. Различия 1 Неплавящийся вольфрамовый электрод расположен внутри внутреннего медного сопла сварочной горелки и обычно не виден снаружи. Неплавящийся вольфрамовый электрод удерживается в горелке и виден. 2 Температура суженной дуги при плазменной дуговой сварке может достигать 20000ºC. Типичная вольфрамовая дуга в GTAW имеет приблизительную температуру 11000ºC. 3 В процессе PAW для сварки используется тепло, выделяемое сжатой плазменной дугой. В процессе GTAW для сварки используется тепло, выделяемое дугой без сужения. 4 Термическая эффективность PAW намного выше, чем GTAW из-за ионизированного плазменного газа. Тепловой КПД GTAW меньше, чем PAW. 5 ПроцессPAW имеет более высокую глубину проплавления, более высокую скорость сварки и низкую зону термического влияния (ЗТВ) по сравнению с GTAW. GTAW имеет меньшую глубину проплавления, более низкую скорость сварки и большую зону термического влияния (ЗТВ) по сравнению с PAW. 6 ПроцессPAW испускает инфракрасные и ультрафиолетовые лучи, вредные для человека. Вдобавок к этому присутствует высокий уровень шума в 100 дБ. Несмотря на то, что процесс GTAW также испускает вредные инфракрасные и ультрафиолетовые лучи, которые вредны, проблема высокого шума не возникает. 7 ПроцессPAW адаптируется к методу сварки с замочной скважиной. Процесс GTAWобычно не используется для сварки методом замочной скважины. 8 ПроцессPAW использует инертные газы в двух местах; первый — плазменный газ, а второй — защитный газ. В процессе GTAWинертный газ используется только в качестве защитного газа. 9 Поперечное сечение (распространение) суженной плазменной дуги значительно меньше по сравнению с дугой в GTAW, и, следовательно, плотность тока очень высока. Поперечное сечение (распространение) дуги между вольфрамовым электродом и заготовкой намного больше, чем в процессе PAW, и, следовательно, плотность тока низкая. 10 Начальная стоимость оборудования PAW выше, чем GTAW. Начальная стоимость оборудования GTAW ниже, чем PAW. 11 Деформация заготовки в процессе PAW меньше, чем в GTAW. Деформация заготовки в процессе GTAW больше, чем PAW. 12 Конструкция сварочной горелки в процессе PAW сложна. Конструкция сварочной горелки для процесса GTAW проста по сравнению с PAW. 13 Для работы с PAW требуется высококвалифицированный сварщик. Уровень навыков для GTAW сравнительно низкий.
Аппарат для сварки GTAW и PAWВы можете использовать свой аппарат GTAW в качестве аппарата PAW, добавив консоль управления плазмой к источнику питания GTAW и заменив сварочную горелку на плазменную сварку факел. Однако этот метод не может обеспечить всю гибкость и эффективность обычного оборудования для плазменной сварки.
ЗаключениеПлазменно-дуговая сварка является относительно новой по сравнению с другими известными сварочными процессами, и ее универсальность неизвестна многим людям. Тем не менее, PAW имеет много преимуществ по сравнению с GTAW/TIG, и в ближайшие дни он будет применяться во все большем количестве отраслей.