Cварка под флюсом: особенности, описание технологии
Сварка под слоем флюса – одна из наиболее производительных промышленных технологий сборки металлоконструкций. Ее используют для получения неразъемных соединений деталей из углеродистых и легированных сталей, а также цветных металлов. Современное технологическое оборудование для сварки под флюсом позволяет добиться высокой степени автоматизации процессов. Поэтому целесообразность применения метода определяется длиной шва и толщиной свариваемых деталей.
Особенности технологии сварки под флюсом
В зависимости от материала соединяемых деталей сварка может выполняться как переменным, так и постоянным током. В качестве электрода используется проволока или лента, намотанная на бобину. Для защиты сварочной ванны от воздействия атмосферного кислорода используется флюс – гранулированный или порошкообразный материал. Как правило, его основу составляют силикаты. Возбуждение, прерывание дуги и подача электрода выполняются автоматически, а флюс засыпается из бункера через воронку под собственным весом. В процессе сварки перемещение головки вдоль шва может выполняться оператором при помощи механических средств или приводом используемого оборудования.
В процессе сварки перемещение головки вдоль шва может выполняться оператором при помощи механических средств или приводом используемого оборудования.
Расплавление электрода и флюса происходит под воздействием температуры электрической дуги. Образующиеся пузыри газа являются защитной атмосферой для ванны. Сварочный шлак оказывается легче металла и всегда остается на поверхности шва, а после остывания механически удаляется. Слой флюса и газы создают избыточное давление, достаточное для того, чтобы предотвратить разбрызгивание металла. Поэтому полученный шов оказывается значительно чище, чем при аргонодуговой или ручной сварке штучными электродами. Оставшийся флюс может быть использован повторно. Технология широко применяется в промышленном производстве и восстановлении деталей.
Сферы применения сварки под флюсом
- Производство труб большого диаметра. Сварка под флюсом позволяет получать кольцевые, прямолинейные и спиральные швы. Оборудование дает возможность полностью автоматизировать процесс.

- Изготовление емкостей и резервуаров. Метод сварки под флюсом позволяет получить шов практически без пор и шлаковых вкраплений. Резервуары подходят для хранения и транспортировки жидкостей и газообразных веществ, а также используются в аппаратах, работающих под давлением.
- Производство металлоконструкций. Сварка под флюсом позволяет значительно снизить себестоимость монтажа.
- Производство и восстановление деталей. Технология сварки дает возможность наносить слой металла на всю поверхность изделия. Метод наплавки используется для восстановления поверхностей деталей и нанесения износостойких покрытий.

Виды оборудования для сварки под флюсом
Современное оборудование для сварки под флюсом сделано так, чтобы оператор мог выбрать положение аппарата и настроить режим. Остальные операции выполняются автоматически. Производителями разработано множество серийных и уникальных конструкций для сварки под флюсом, позволяющих решать широкий спектр задач в производственных и полевых условиях..jpg) Наибольшее распространение получили следующие виды оборудования.
Наибольшее распространение получили следующие виды оборудования.
- Тракторы. Эти мобильные аппараты для сварки под флюсом имеют сравнительно небольшие габариты и массу. При настройке они перемещаются вручную, а при прохождении шва – автоматически. Также существуют аппараты с механическим приводом: в режиме сварки оператор регулирует скорость перемещения тележки вручную, а подача флюса и проволоки выполняется приводом. В зависимости от конструкции тележка может перемещаться по рельсам либо по самой детали.
- Мобильные сварочные установки. Такие аппараты применяются как в производственных цехах, так и в полевых условиях (например, при прокладке трубопроводов). Чаше всего они имеют модульную конструкцию и состоят из консоли, на которой расположена сварочная головка, роликовых опор с приводом для установки и вращения детали, а также источника тока.
- Стационарные сварочные установки. Для серийного изготовления металлоконструкций чаще всего создается уникальный проект, учитывающий особенности производства. Однако существует ряд универсальных аппаратов для сварки под флюсом, которые можно адаптировать под любые задачи. Степень автоматизации таких устройств позволяет автоматически менять направления перемещения детали и головки во всех осях, а также изменять направление и скорость вращения. Существует возможность создания технологических линий, в состав которых входит сразу несколько таких аппаратов.
Решение для промышленной сварки под флюсом: STTNF-II + ASAW 1000
 Для серийного изготовления металлоконструкций чаще всего создается уникальный проект, учитывающий особенности производства. Однако существует ряд универсальных аппаратов для сварки под флюсом, которые можно адаптировать под любые задачи. Степень автоматизации таких устройств позволяет автоматически менять направления перемещения детали и головки во всех осях, а также изменять направление и скорость вращения. Существует возможность создания технологических линий, в состав которых входит сразу несколько таких аппаратов.
Для серийного изготовления металлоконструкций чаще всего создается уникальный проект, учитывающий особенности производства. Однако существует ряд универсальных аппаратов для сварки под флюсом, которые можно адаптировать под любые задачи. Степень автоматизации таких устройств позволяет автоматически менять направления перемещения детали и головки во всех осях, а также изменять направление и скорость вращения. Существует возможность создания технологических линий, в состав которых входит сразу несколько таких аппаратов.Преимущества и недостатки технологии
Среди преимуществ сварки под флюсом можно выделить следующие.
- Использование высоких токов (1000–2000 А) и проволоки позволяет добиться высокой производительности аппаратов.
- Применение флюса помогает снизить потери металла на разбрызгивание, улучшить условия защиты шва и сократить затраты электроэнергии.
- Сварка на высоких токах позволяет контролируемо увеличить глубину проплавления основного металла.
- Шлаковая корка, образующаяся в результате плавления флюса, снижает скорость остывания шва и предохраняет его от растрескивания.
- Зона сварки закрыта, что позволяет оператору работать без щитка.

У технологии также есть недостатки. К ним относят следующие.
- Высокая начальная стоимость оборудования для сварки под флюсом.
- Сложность коррекции положения дуги относительно кромок деталей.
- Невидимость зоны сварки создает повышенные требования к качеству подготовительных операций.
- Флюс является источником пыли.
Как выбрать оборудование
Наиболее важными критериями служат геометрические параметры и материал деталей, которые предстоит соединять, а также массовость и условия производства. Для сварки под флюсом применяются универсальные источники. Их выбирают в зависимости от сечения электрода по максимальной силе тока.
Чтобы оборудование для сварки под флюсом соответствовало всем рабочим параметрам, лучше всего обратиться к производителям или официальным дилерам. У них всегда есть возможность адаптации устройств под конкретные задачи.
У них всегда есть возможность адаптации устройств под конкретные задачи.
автоматическая, полуавтоматическая и ручная, технология процесса и оборудование
Сварка под флюсом – это способ сварки деталей из высоколегированной марганцевой, никелевой или фторидной стали, при котором сварочная ванна и шов защищены от окисления слоем флюса в виде порошка или гранул.
Содержание
- 1 Виды флюсов и их особенности
- 2 Описание технологии процесса
- 3 Оборудование для сварки
- 4 Выбор режима сварки
- 5 Достоинства и недостатки
Процесс формирования шва протекает в газовой полости под слоем непрерывно подаваемого флюса. Кроме функции защиты от окисления, флюс также легирует формируемый шов марганцем и кремнием, повышая его прочность и формируя соединение с высокой степенью однородности.
ГОСТ на сварку флюсом 8713-79 устанавливает размеры и типы сварных соединений, а также способы наложения шва под флюсом.
Виды флюсов и их особенности
По способу изготовления флюсы бывают:
- плавленые;
- керамические.

Плавленые флюсы изготавливают из шлакообразующих марганцевых руд и кварцевого песка путем размалывания, смешивания и расплавления с последующим гранулированием. Такие флюсы экономичны и хорошо подходят для сварки деталей из низколегированной стали.
Керамические (неплавленные) флюсы изготавливают из окислителей и солей амфотерных металлов, которые измельчают, смешивают с жидким стеклом до однородного состояния, после чего гранулируют и прокаливают.
Примерная стоимость керамических флюсов на Яндекс.маркетКерамические флюсы имеют мелкодисперсную порошкообразную структуру, они применяются для сваривания сложных высоколегированных стальных сплавов, при этом состав флюса подбирается под конкретную марку свариваемой стали.
По химическому составу флюсы бывают:
- солевые;
- оксидные;
- смешанные.
Солевые флюсы содержат соли фторидов и хлоридов, применяются для электросварки титана и стали, легированной никелем и хромом. Оксидные флюсы содержат оксиды активных металлов и кремния, применяются для сварки низкоуглеродистой стали. Смешанные флюсы содержат оксиды и соли металлов в различных пропорциях, применяются для сваривания многокомпонентных сплавов или деталей из разных металлов.
Оксидные флюсы содержат оксиды активных металлов и кремния, применяются для сварки низкоуглеродистой стали. Смешанные флюсы содержат оксиды и соли металлов в различных пропорциях, применяются для сваривания многокомпонентных сплавов или деталей из разных металлов.
Описание технологии процесса
Существует три основных способа сварки под флюсом:
- автоматический;
- полуавтоматический;
- ручной.
При автоматической сварке траектория и скорость движения электрода, а также скорость подачи проволоки регулируется управляющим процессором, рабочие участвуют только в качестве контролеров процесса для экстренного отключения сварочного агрегата.
Полуавтоматическая сварка под флюсом предполагает, что скорость подачи проволоки, сила тока сварки и угол наклона электрода к линии сварки регулируются автоматически, а ведение дуги осуществляется сварщиком вручную – через рукоятку или дистанционное управление. Полуавтоматический сварочный агрегат позволяет вручную изменять отдельные параметры тока непосредственно во время процесса сварки.
Полуавтоматический сварочный агрегат позволяет вручную изменять отдельные параметры тока непосредственно во время процесса сварки.
Сварка под флюсом вручную применяется в небольших агрегатах, где система подачи флюса встроена в неплавящийся электрод, при этом сварщик регулирует направление движения, угол наклона и скорость хода электрода в ручном режиме, специальными кнопками управляя подачей флюса и силой тока сварки.
Общий порядок действий при сварке под флюсом:
- С поверхностей деталей снимается оксидная пленка.
- Детали закрепляются на сварочной плите.
- Выбираются настройки и режим сварочного аппарата.
- Заполняется резервуар для флюса.
- Устанавливается бухта наплавной проволоки, конец которой заправляется в электрод.
- Происходит процесс сваривания.
- После остывания деталей собирается неизрасходованный флюс, и шов очищается от шлака.

Важно следить за расходованием проволоки и флюса, чтобы не допустить работы электрода вхолостую и повреждения деталей.
Оборудование для сварки
Для сварки флюсом потребуются стационарные условия и оборудование:
- сварочная плита;
- наплавная проволока;
- неплавящийся электрод;
- система подачи флюса;
- система контроля.
Сварочные плиты выполняются на бетонном основании из жаростойких материалов с возможностью закрепления деталей. Проволока берется из материала свариваемых деталей, толщина от 0,3 до 12 мм. Электрод изготавливается из вольфрамового сплава с керамической оплеткой.
Система подачи флюса представляет собой резервуар и шланг, конец которого отстоит от электрода на 10-30 см. Диаметр шланга подачи флюса должен позволять гранулам свободно сыпаться перед электродом.
Диаметр шланга подачи флюса должен позволять гранулам свободно сыпаться перед электродом.
Автоматическая и полуавтоматическая сварка под флюсом контролируется программным обеспечением, регулирующим направление и скорость движения электрода вдоль линии сваривания.
Выбор режима сварки
В зависимости от толщины и металла свариваемых деталей выбирается режим сварки под флюсом. Для каждого режима существует свой диапазон напряжения, силы тока сварки и диаметр проволоки. Скорость формирования шва колеблется в пределах от 6 до 100 метров в час.
Если толщина свариваемых деталей от 2 до 10 мм, то выбирается режим сварки на стальной подкладке под стыком деталей. Режим на флюсовой подушке подходит для сварки деталей толщиной 10-25 мм, а сварка деталей толщиной 16-70 мм выполняется в режиме предварительной ручной проварки нижней части шва.
С увеличением толщины свариваемых деталей растет диаметр проволочного электрода и сварочный ток, но уменьшается скорость формирования сварного шва.

Сила тока сварки (А) зависит от толщины проволоки (мм) следующим образом:
- 2 мм – 200-400 А;
- 3 мм – 300-600 А;
- 4 мм – 400-800 А;
- 5 мм – 700-1000 А;
- 6 мм – 700-1200 А.
Напряжение сварки существенно увеличивается только при толщине деталей свыше 25 мм.
Достоинства и недостатки
К преимуществам сварки под флюсом относятся:
- высокая степень автоматизации процесса;
- возможность проведения сварки под большой силой тока;
- высокая скорость сварки;
- качественный шов без окислов и раковин;
- возможность увеличения сварной ванны для более качественного провара.
Системы автоподачи флюса и сохранение постоянного расстояния от электрода до шва позволяет сваривать сложные детали с минимальным участием рабочих.
 Защитный слой флюса не дает расплавленному металлу разбрызгиваться, что позволяет производить сварку под высокими токами, многократно увеличивая скорость формирования и качество шва.
Защитный слой флюса не дает расплавленному металлу разбрызгиваться, что позволяет производить сварку под высокими токами, многократно увеличивая скорость формирования и качество шва.Однородность шва достигается за счет изоляции сварной ванны от кислорода воздуха, а также из-за легирования шва компонентами флюса, которые можно подобрать специально для материала свариваемых деталей. Также сварка под флюсом дает возможность использования одновременно двух электродов, расположенных на расстоянии 10-20 мм друг от друга и питаемых от одного источника тока – это позволяет сделать больше сварную ванну под флюсом, увеличив таким образом скорость сварки и степень однородности готового изделия.
К недостаткам сварки под флюсом относят трудности контроля процесса и технологическую сложность. Агрегаты для сварки под флюсом занимают большие площади и требуют обслуживания квалифицированными кадрами. Сварной шов формируется под слоем флюса и у сварщика нет возможности контролировать качество шва в режиме реального времени. Избежать брака можно путем дополнения агрегата ультразвуковыми или лазерными системами контроля наличия дефектов.
Избежать брака можно путем дополнения агрегата ультразвуковыми или лазерными системами контроля наличия дефектов.
Технологии сварки под флюсом
Разновидность электродуговой сварки, при которой горение дуги осуществляется под действием слоя флюса, способствующего защите сварочной зоны от негативного атмосферного влияния, называется сваркой под флюсом. Помимо выполнения защитной функции флюс обеспечивает стабильное горение дуги, оказывает металлургическое действие на металл, обеспечивая легирование, рафинирование и раскисление металлического расплава ванны, а также препятствует его разбрызгиванию.
Обладающий низкой проводимостью тепла расплавленный флюс в режиме автоматической сварки способен замедлять остывание шва, это позволяет растворенным в ванне газам со шлаковыми образованиями подниматься на ее поверхность. Таким образом шовный металл очищается от загрязнений. Затвердевшая после расплавления часть флюса покрывает площадь шва толстой коркой из шлака, которая без труда удаляется по завершении дуговой сварки.
Технологии сварки под флюсом
Исходя из степени механизации такого сварочного процесса, выделяют дуговую автоматическую сварку под флюсом и механизированную. Во втором случае флюс подается в ходе ручного передвижения сварочной головки полуавтомата на свариваемый участок, покрывая слоем в 4-5 см поверхность изделия с электродной проволокой. Его подача ведется с помощью пневматики по шлангу либо из особого бункера, размещаемого на сварочной головке оборудования полуавтоматической сварки.
Чаще всего используют для сварки под флюсом автоматы, у которых подача сварочной проволоки в место сваривания полностью автоматизирована специальным устройством. Горение дуги, зажигаемой между деталью и краем электродной проволоки, осуществляется под слоем флюса, подающегося из особого бункера. Теплота, производимая дугой, расплавляет металл электрода с основным и ту часть флюса, которая попадает в зону ее действия. В ходе электродуговой сварки в месте горения дуги формируется полость, которую сверху ограничивает купол из расплава флюса. Он в ходе производства работы наполняется парами флюса с металлом и газами с давлением, поддерживаемым образовавшимся над сварочной зоной флюсовой оболочкой.
В ходе электродуговой сварки в месте горения дуги формируется полость, которую сверху ограничивает купол из расплава флюса. Он в ходе производства работы наполняется парами флюса с металлом и газами с давлением, поддерживаемым образовавшимся над сварочной зоной флюсовой оболочкой.
Горение дуги в ходе сварки под слоем флюса приходится на передний край сварочной ванны, немного отстраняясь от вертикали в направлении, противоположном продвижению сварки. От действия давления дуги расплав металла вытесняется в том же направлении, формируя сварочную ванну. Около электрода при автоматической сварке образуется кратер, наполненный небольшим слоем расплавленного металла, а большая часть расплава помещается в зоне между кратером и плоскостью шва.
Флюс в состоянии жидкости, имеющий меньшую плотность, оказывается в верхнем слое расплава и плотно покрывает шов. Технология автоматической сварки предполагает ведение процесса на подкладке либо с помощью флюсовой подушки. Металл полученного шва, сваренного под слоем флюса, на треть составляется из присадочного материала и на две трети из переплавленного основного металла.
Металл полученного шва, сваренного под слоем флюса, на треть составляется из присадочного материала и на две трети из переплавленного основного металла.
Преимущества сварки под флюсом
К особенностям сварки под флюсом, обеспечивающим ее преимущества перед другими способами, относят довольно высокую производительность со стабильным процессом и хорошее качество получаемых сварных соединений. Первое обусловлено использованием значительных токов, хорошей глубиной расплавления. Второе достигается надежностью защиты металлического расплава от окружающего воздуха и механизацией операций с расчетом режимов сварки. Помимо этого данный способ практически полностью исключает металлические потери в разбрызгивании и угаре. Недостатком этой технологии является возможность ее использования лишь в нижнем расположении шва с наклоном около 15º в основном на коротких швах, что создает сложности в проведении монтажных работ.
В автоматической сварке под слоем флюса производительность работ в несколько раз больше, чем в ручном процессе. А использование в изготовлении широкополых балок с двумя таврами и трубопроводов значительного диаметра особых форсирующих режимов сварки под флюсом позволяет увеличить производительность в 15-20 раз. Это возможно благодаря большой плотности токов в электродном металле, достигаемой за счет окружения зоны сварки флюсовым слоем. Получаемая величина тока позволяет даже вести сварку кольцевых швов со значительными толщинами материалов. В монтажных работах и заводских производствах применяют оборудование для сварки под флюсом, позволяющее соединять заготовки с толщинами от 2 до 100 мм из сталей с разным составом, медные, алюминиевые, титановые детали и изготовленные из их сплавов.
А использование в изготовлении широкополых балок с двумя таврами и трубопроводов значительного диаметра особых форсирующих режимов сварки под флюсом позволяет увеличить производительность в 15-20 раз. Это возможно благодаря большой плотности токов в электродном металле, достигаемой за счет окружения зоны сварки флюсовым слоем. Получаемая величина тока позволяет даже вести сварку кольцевых швов со значительными толщинами материалов. В монтажных работах и заводских производствах применяют оборудование для сварки под флюсом, позволяющее соединять заготовки с толщинами от 2 до 100 мм из сталей с разным составом, медные, алюминиевые, титановые детали и изготовленные из их сплавов.
В промышленности чаще всего применяют электродную проволоку для сварки под флюсом. Однако отдельные виды работ, особенно наплавку, эффективнее выполнять с помощью ленточных электродов. При этом перемещаемая от одного конца ленты к другому сварочная дуга, оплавляя ее края, расплавляет основной металл. Изменением формы электродной ленты возможна корректировка размера поперечного сечения шва. Достигается это большей равномерностью, а также глубиной расплавления металла шва как по оси, так и вдоль его сечения. Для достижения большей производительности при сварке угловых швов и стыковых соединений с разделыванием кромок применяют порошковые присадочные материалы. Они позволяют при одновременном увеличении вылета электрода получать больший объем наплавляемого металла. Хотя в данном случае существенно уменьшается глубина расплавления металла.
Изменением формы электродной ленты возможна корректировка размера поперечного сечения шва. Достигается это большей равномерностью, а также глубиной расплавления металла шва как по оси, так и вдоль его сечения. Для достижения большей производительности при сварке угловых швов и стыковых соединений с разделыванием кромок применяют порошковые присадочные материалы. Они позволяют при одновременном увеличении вылета электрода получать больший объем наплавляемого металла. Хотя в данном случае существенно уменьшается глубина расплавления металла.
Увеличить производительность сварочных операций с качеством получаемого шва можно с использованием технологии сварки под флюсом при помощи двух или более электродов, а также применяя многодуговую автоматическую сварку. Это целесообразно при массовом производстве одинаковых изделий (резервуаров, балок, труб). Многоэлектродная сварка характеризуется присоединением всех электродов к одному полюсу питающего источника. При многодуговой сварке каждый изолированный от других электрод соединяется со своим источником питания.
Cварка под флюсом – ГОСТ 8713-79, технология, типы швов и флюсов
Какая связь между словами «окисление» и «бич»? Самая прямая, если они употребляются в контексте сварки металлов. Потому что окисление металла, которое является прямым следствием высочайшей химической активности в зоне высокой температуры во время электродуговой или газовой сварки, – настоящий бич современной сварки.
В дополнение к испарению материалов сварочной проволоки и снижению скорости процессов окисление металлов негативно сказывается на эффективности плавления. А с увеличением продолжительности процесса сварки в сварочной ванне начинает все больше и больше скапливаться шлак.
Спасение от этих сварочных бед – изоляция и защита рабочей зоны. Это выполняется с помощью специальных сварочных флюсов – композициями из неметаллических элементов с разнообразными свойствами.
Общая информация
Автоматическая дуговая сварка под слоем флюса — это технология, суть которой ничем не отличается от классической дуговой сварки. Металл плавится из-за высокой температуры, которая формируется благодаря электрической дуге. Ниже изображена схема автоматической дуговой сварки под флюсом.
Металл плавится из-за высокой температуры, которая формируется благодаря электрической дуге. Ниже изображена схема автоматической дуговой сварки под флюсом.
Отличие автоматической сварки от любой другой заключается лишь в том, что большинство процессов выполняется не вручную, а с помощью специальных станков. Например, подача проволоки и движение дуги. Ну а в нашем конкретном случае все эти операции производятся под слоем флюса, нанесенного на поверхность металла.
Государственное регламентирование технологии, типов соединения, характеристики
ГОСТ 8713-79 классифицирует и маркирует буквенными обозначениями подвиды способа соединения под флюсом:
- АФ – на весу. Производится без средств, предотвращающих протекание металла в зазоры между соединяемыми кромками. Если требуется проварить на полную глубину, то это делают в два приёма с обеих сторон шва.
- АФф – на флюсовой подушке. Название способа иллюстрирует суть: под свариваемый стык подкладывают флюс, через огнеупорную подкладку прижимают к стыку прорезиненным шлангом. Подают в трубку воздух под давлением – порошок плотно прижат к изделиям в области шва.
- АФм – на флюсомедной подкладке. Применяется для предотвращения пережога металла кромок, соединения угловых, стыковых и тавровых сопряжений с флюсомедными подкладками, формирующими обратную сторону шва.
- АФо – на остающейся подкладке. Применяется при односторонней сварке, когда нельзя сваривать на флюсовой подушке. Стальные подкладки – гарантия полного провара швов.
- АФп – на медном ползуне. Его конструкция обеспечивает соединение порошковой проволокой с принудительным образованием углового шва. Жидкий шлак образуется по ходу горения дуги, затем всплывает на поверхность.
- АФш – с предварительным наложением подварочного шва. Применяется реже из-за значительных трудозатрат. Упрощает процесс сборки изделия.
- АФк – с предварительной подваркой корня шва. Выполняют покрытым или плавящимся электродом в защитном газе. Глубина провара достигает 1/3 толщины детали.
 Подают в трубку воздух под давлением – порошок плотно прижат к изделиям в области шва.
Подают в трубку воздух под давлением – порошок плотно прижат к изделиям в области шва. Глубина провара достигает 1/3 толщины детали.
Глубина провара достигает 1/3 толщины детали.Роль флюса
С автоматической сваркой все ясно. А вот что насчет флюса? Что это такое?
Флюс — это специальное вещество (может выпускаться в виде порошка, гранул, паст и жидкостей), обладающее положительными свойствами. Флюсы толстым слоем подаются прямо в сварочную зону, защищая ее от негативного влияния кислорода. Также флюс защищает сам металл, способствует устойчивому горению дуги, уменьшает вероятность разбрызгивания металла и даже изменяет химический состав шва при необходимости.
Суть процесса
Как уже говорилось выше, автоматическая сварка подразумевает более основательную подготовку поверхности. Пыль, грязь, жировые разводы, остатки лакокрасочных материалов, ржавчина и прочий сор недопустимы в технологическом процессе. Сварочный процесс можно начинать только на чистый и обезжиренный металл.
Автоматический процесс с использованием флюса можно начинать после выставления настроек, которые задает оператор. Чтобы выставить правильные настройки, человек должен обладать теоретическими знаниями сварочного автомата. Чем толще металл, тем больший диаметр электрода используется. Вместе с тем увеличивается сила сварочного тока и напряжение дуги. А вот скорость работ снижается при большой толщине металла.
Чтобы выставить правильные настройки, человек должен обладать теоретическими знаниями сварочного автомата. Чем толще металл, тем больший диаметр электрода используется. Вместе с тем увеличивается сила сварочного тока и напряжение дуги. А вот скорость работ снижается при большой толщине металла.
В интернете можно найти массу расчетов при работе с разными соединениями. Эта тема масштабна и мы не будем ее касаться в данной статье. Рекомендуем ее изучить самостоятельно.
В сварке принимает участие присадочная проволока, использующаяся для флюсового состава. Будет хорошим вариантом подобрать пруток из того же материала, из которого сделан сам элемент сваривания. Присадка подается в автоматическом режиме, от специалиста требуется лишь заправить ее в механизм.
Флюс засыпают с специально отведенный отсек на сварочном аппарате. Соответственно, расход флюса будет больше при сварке толстых металлов. Любой флюс расплавляется от температурного нагрева, а попадая на область шва, не вредит его свойствам, а зачастую, и улучшает их. Во время сварочного процесса флюс вспенивается и образует на поверхности стыка металлический шлак. Его необходимо убирать.
Во время сварочного процесса флюс вспенивается и образует на поверхности стыка металлический шлак. Его необходимо убирать.
Сварка автоматическим режимом с помощью флюса ускоряет работу, но на качество шва быстрота не отражается.
Виды применяемых флюсов
Перед тем, как провести сварку под флюсом, неплохо было бы узнать, какие вообще бывать разновидности. Прежде всего, всю флюсы делятся по назначению. Они могут быть для сварки углеродистых и легированных сталей, для высоколегированных сталей и для цветных металлов. Это первое, на что стоит обратить внимание перед покупкой флюса.
Также флюсы могут быть плавлеными или керамическими. Их отличие в составе. В большинстве случаев используется именно плавленый флюс, поскольку он относительно универсальный и стоит недорого. С его помощью можно эффективно защитить сварочную ванну от кислорода. Но не ждите от плавленого флюса каких-то особых качеств. Если вам необходимы действительно отличные свойства шва, то выберите керамический флюс. Он обеспечивает отличное качество.
Он обеспечивает отличное качество.
Также флюсы могут быть химически активными и химически пассивными. Активный флюс содержит в составе кислоты, способные не только защитить металл при сварке, но и привести к коррозии. Так что тщательно удаляйте флюс после работы. Пассивные флюсы в автоматической сварке не применяются, поскольку не обладают достаточными для этого свойствами. Зачастую вы встретите пассивный вещества при пайке в виде воска или канифоли.
Кстати, о производителях. Это давний спор всех начинающих и опытных сварщиков. Кто-то считает, что отечественные компании производят недорогой и эффективный флюс, а кто-то всеми руками за импортные комплектующие. Мы не будем однозначно говорить, что лучше, скажем лишь то, что на практике и отечественные, и импортные флюсы показывают себя хорошо, если соблюдена технология сварки.
Сварные соединения – как их определяет государственный стандарт
По ГОСТ 8713-79 сварные швы классифицируются как:
- стыковые;
- угловые;
- тавровые;
- нахлёсточные.

В свою очередь, они подразделяются на соединения:
- с отбортовкой кромки;
- без скоса;
- со скосом одной кромки;
- с криволинейным скосом одной кромки;
- с ломаным скосом одной кромки;
- с двумя симметричными скосами одной кромки.
Достоинства и недостатки
У автоматической сварки с применением флюса есть много плюсов. Ее главное достоинство — возможность полной автоматизации процесса сварки. От сварщика не нужно даже уметь варить, достаточно знать, как настроить оборудование. Также такой метод сварки гарантирует отличное качество сварочных соединений, поскольку отсутствует человеческий фактор.
У технологии сварки деталей автоматической наплавкой под слоем флюса есть и недостатки. Во-первых, вы сможете варить только нижний швы. Также детали должны быть очень точно подогнаны, ведь машина формирует шов в четко заданном месте, и любая ошибка при стыковке приведет к браку. Кроме того, нужна очень тщательная подготовка металла перед сваркой.
Кроме того, нужна очень тщательная подготовка металла перед сваркой.
Учтите, что у вас не получится сварить металл на весу. Деталь нужно будет зафиксировать на горизонтальной поверхности и предварительно проварить корень сварного соединения. Еще один существенный недостаток — большая стоимость как оборудования для автоматической сварки, так и комплектующих.
Теперь, когда вам все известно, пора узнать, какова технология автоматической сварки под флюсом.
Где используется?
Автоматика применяется для разных целей. «Самодостаточное» оборудование сейчас имеет своё место на каждом крупном производстве, где детали изготавливаются большими партиями на конвейерах.
Сборка автомобилей, производство трубопроводных конструкций, балок, кораблестроение и прочие отрасли тяжёлой промышленности процветают благодаря работе автоматических сварочных аппаратов и станков.
Они способны делать плотные и надёжные соединения путем автоматической сварки с флюсом, которые высоко ценятся в данных сферах.
Технология сварки
Прежде всего, перед сваркой необходимо подготовить металл. Для каждого металла подготовка своя, но мы дадим общие рекомендации. Нужно очистить деталь от грязи, краски и коррозии. Затем нужна тщательная зачистка поверхности с помощью металлической щетки или шлифовального круга. Только после подготовительных операций можно приступать к сварке.
Технология сварки под флюсом проста за счет того, что многие процессы выполняет не человек, а машина. Мастеру не нужна зажигать дугу, следить за ее стабильностью, выбирать скорость подачи проволоки и так далее. Все, что от вас требуется — правильно настроить режимы сварки под флюсом. По сути, задать машине программу действий. Ниже таблица с перечислением режимов автоматической сварки под флюсом.
Это режимы автоматической сварки под флюсом для стыковых соединений. Естественно, существуют и другие типы соединений, поэтому для них нужно произвести расчет режимов сварки. Здесь мы не будем касаться этой темы, поскольку она очень обширна (сколько типов соединений, столько и формул), поэтому изучите эту информацию самостоятельно. В интернете много способов расчета.
В интернете много способов расчета.
При работе также используется специальная присадочная проволока для сварки под флюсом. Ее подача тоже автоматизирована, нужно лишь загрузить бобину в подающий механизм. Рекомендуем приобретать проволоку, изготовленную из того же металла, что и деталь.
Теперь немного о флюсе. Он тоже подается автоматически, только предварительно его нужно насыпать в специальный резервуар. Толщина слоя флюса зависит от толщины свариваемого металла. Чем металл толще, тем больше нужно флюса.
У вас может возникнуть закономерный вопрос: а плавится ли флюс? И влияет ли он на структуру шва? Да, конечно флюс плавится под действием температуры. Но при этом он никак не нарушает структура шва, а лишь улучшает ее. Но при этом застывший флюс превращается в шлак, который после сварки нужно удалить. Остатки неиспользованного флюса можно использовать повторно.
Подобная технология применения флюса при автоматической сварке позволяет существенно увеличить скорость работ, при этом не потеряв в качестве.
Оборудование
Производится оборудование 2 видов для сварки деталей под флюсом. В первом виде используют сварочную проволоку толщиной не более 3 мм.
Принцип устройства такого сварочного аппарата предполагает самостоятельную регулировку дуги (напряжения на ней), в то время как проволока подается с постоянной скоростью.
Второй вид – это оборудование, в котором автоматически регулируется сила тока, в зависимости от скорости подачи сварочных проволок. Диаметр электродной проволоки для такого оборудования начинается от 3 мм.
Производятся сварочные полуавтоматы и устройства для автоматической сварки. Выпускают универсальные аппараты, на которых можно проводить сварку порошковой проволокой, под флюсом, MIG, а также электродуговую строжку. Ток достигает значений 300…1500 A.
Современные автоматические модели оснащают механизмом, который позволяет собрать нерасплавившийся флюс и отправить его назад в емкость для загрузки. Существует функция контроля пропорциональности шва.
В промышленности распространены самоходные аппараты (трактора, подвесные головки), позволяющие автоматически варить объемные и протяженные конструкции. Если сварочный аппарат оснащен лазером, то это дает возможность отслеживать положение электрода. Причем экран можно устанавливать на расстоянии порядка 20 метров.
Используемые материалы
От правильности выбора проволоки электрода зависит качество сваривания. Химический состав проволоки определяет шовные характеристики. Желательно использовать проволоку из стали, соответствующую ГОСТ 2246-70. Она производится из легированной, высоколегированной, малоуглеродистой стали. Размеры готовой проволоки соответствуют стандарту (диаметр составляет 0,3-12 миллиметров).
Поставляется проволока обычно в восьмидесятиметровых бухтах. Иногда, с разрешения покупателя, используются кассеты, катушки. Перед применением проволоки, которая определенный период хранилась в складском помещении, эксперты рекомендуют очищать ее, обрабатывать бензином/керосином. Это дает возможность устранить с нее ржавчину и грязь.
Для соединения деталей из алюминия используется проволока, соответствующая ГОСТ 7871-75. Нередко используют проволоку, покрытую медью. Ее не нужно предварительно обрабатывать. Качество сварки, осуществляемой флюсовой проволокой без газа, прямо зависит от характеристик флюса. От состава флюса зависят показатели газовой среды, жидкого шлака. Взаимодействуя с деталью, шлак определяет структуру шовного металла. От его структуры зависит устойчивость изделия к растрескиванию.
Флюс используется для того, чтобы:
- легировать шовный металл;
- изолировать сварную ванну от внешних воздействий;
- создавать шовную поверхность;
- стабилизировать дуговой разряд.
Недостатки от применения флюса
Слабые места данной технологии обуславливаются более высокими требованиями к оборудованию, так как для эффективного расплава флюса требуется большая мощность. Сегодня выпускаются специальные модификации аппаратов для аргонодуговой сварки в среде флюса, имеющие специальную оснастку для его подготовки и подачи. Логично, что такие модели стоят на 15-20% дороже. Еще один недостаток связан с увеличением зоны расплава. Хотя ее можно контролировать в определенных границах, мелкие элементы точечно обрабатывать в таких условиях проблематично.
Сварка под флюсом различных типов сталей
Сварка конструкционных углеродистых сталей
При сварке конструкционных малоуглеродистых сталей используют флюсы марок АН-348А, ОСЦ-45, АНЦ-1 и другие в сочетании с малоуглеродистыми или марганцевыми проволоками марок Св-08А, Св-08ГА, Св-10Г2.
Сварку среднеуглеродистых сталей выполняют при пониженных режимах, что существенно сказывается на производительности, поэтому, при изготовлении конструкции из среднеуглеродистых сталей данный вид сварки не нашёл широкого распространения на практике.
Высокоуглеродистые конструкционные стали содержат 0,46-0,75% углерода и свариваемость их затруднена. Для сварных конструкций эти стали не используются и необходимость в их сваривании возникает, как правило, при ремонтных работах. В большинстве случае, ремонт выполняют методом наплавки.
Сварка низколегированных сталей
К низколегированным сталям относят группу сталей, содержащих в составе менее 5% легирующих элементов. Оценивая свариваемость сталей этой группы, можно сказать, что при сварке под флюсом их свариваемость существенно не отличается от нелегированных малоуглеродистых сталей. Но, легирующие элементы в составе стали повышают склонность сталей к росту зёрен в зоне термического влияния, а при высокой скорости охлаждения в них могут возникать неоднородные структуры закалочного характера.
Для сварки металлоконструкций из низколегированных сталей, с температурой эксплуатации до -40°C, используют высококремнистые марганцевые флюсы марок АН-22, АН-22М, АН-47, АН-67А и другие в сочетании с легированной сварочной проволокой марок Св-10НМА, Св-08ХМ, Св-08МХ и др.
Сварка среднелегированных сталей
Среднелегированными являются стали, содержащие в составе 5-10% легирующих элементов. Для современных среднелегированных сталей характерно легирование многокомпонентное, комплексное. Легирование этих сталей только одним элементом применяется редко.
К сварным конструкциям из среднелегированных сталей предъявляются требования повышенной прочности в условиях эксплуатации, а также, нередко, коррозионная стойкость, стойкость к импульсным (резко возрастающим, мгновенным) нагрузкам. Чем выше содержание легирующих элементов, тем труднее сваривать сталь.
Одной из главных проблем свариваемости среднелегированных сталей является их чувствительность к образованию горячих трещин в сварных швах, поэтому при их сварке необходимо тщательно выбирать композицию шва. Кроме этого, необходимо использовать технологические приёмы и выбирать режимы, которые позволят получить хороший коэффициент формы шва и снизить скорость охлаждения.
Для сварки конструкций из среднелегированных сталей сварка под флюсом получила достаточно широкое применение. Для такой сварки используются низкокремнистые флюсы марок Ан-15, АН-15М, АН-17М и бескремнистые марок АН-30, ОФ-6, АВ-4 и др.
Применение бескремнистых флюсов предпочтительно в тех случаях, когда к металлу шва предъявляются повышенные требования по ударной вязкости. В сочетании с вышеуказанными флюсами применяется сварочная проволока марок Св-20Х4ГМА, Св-08Х20Н9Г7Т, Св-10Х5М, Св-10ХГСН2МТ.
Сварка высоколегированных сталей
Высоколегированными считаются стали, содержащие в составе более 10% легирующих элементов. Сварка под флюсом высокоуглеродистых сталей нашла широкое применение в химической и нефтяной промышленности, где требуется высокая коррозионная стойкость сварных изделий и жаропрочность.
Своим широким применение для этих сталей сварка под флюсом получила благодаря постоянству процесса сварки и, как следствие, химической однородности металла шва. Это очень важно для высоколегированных сталей, учитывая, что даже незначительная химическая неоднородность металла шва может стать причиной образования в нём кристаллизационных трещин или заметно снизить коррозионную стойкость или жаропрочность.
Сварка под флюсом способна обеспечить швы с гладкой поверхностью и плавным переходом к основному металлу, что позволяет повысить стойкость к коррозии по сравнению со сваркой электродами.
При сварке под флюсом высоколегированных сталей обычно применяют проволоку диаметром 2-3мм. При этом могут использоваться почти все марки проволоки по ГОСТ 224, а также многие марки проволоки, выпускаемые по ТУ, например, Св-12Х11НМФ, Св-12Х13, Св-10Х17Т, Св-04Х19Н9, ЭП467, ЭП235, ЭП497 и другие.
Для сварки жаропрочных высоколегированных сталей применяются фторидные флюсы марок АНФ-5, АНФ-8, АНФ-24 и бескремнистые флюсы марок АНФ-17, АНФ-22. Для сварки коррозионностойких высоколегированных сталей применяют флюсы с низким содержанием кремния марок АН-26, АНФ-14.
Ручная сварка под флюсом
Основные принципы сварки под флюсом были разработаны Н. Г. Славяновым в 1892 году. В 1927 году Д. А. Дульчевский разработал способ электродуговой сварки под слоем флюса и создал первую автоматическую установку для сварки металлов. Дальнейшее развитие автоматической сварки и внедрение ее в промышленность и строительство осуществлялось Институтом электросварки им. Е. О. Патина, ЦНИИТмашем, ВНИИ электросварочного оборудования и другими организациями.
Автоматическая сварка под флюсом — один из основных способов выполнения сварочных работ в промышленности и строительстве. Обладая рядом важных преимуществ, она существенно изменила технологию изготовления сварных конструкций, таких как металлоконструкции, трубы большого диаметра, котлы, корпуса судов. Вследствие изменения технологии изготовления произошли изменения и самих сварных конструкций: широко применяются сварно-литые сварно-кованные изделия, дающие огромную экономию металла и затрат труда.
Однако многие сварочные операции по технологической необходимости выполняют ручной дуговой сваркой покрытыми электродами. При этом непрерывность процесса обеспечивает сварщик, подающий электрод в зону дуги и перемещающий дугу вдоль свариваемого шва.
Процесс ручной сварки, обладая рядом преимуществ, имеет ряд недостатков — малую производительность и неоднородность сварного шва, зависящие от квалификации сварщика. Кроме того, производительность сварки покрытыми электродами ограничивается максимально допустимыми значениями сварочного тока для применяемых при сварке диаметров электродов.
Механизация движения электрода позволила автоматизировать процесс сварки. Для получения качественных сварных швов взамен электродных покрытий применяют гранулированное вещество, называемое флюсом. Сварку под слоем флюса производят электродной проволокой, которую подают в зону горения дуги специальным механизмом, называемым сварочной головкой автомата. Токоподвод к проволоке осуществляется через мундштук, изготовляемый из меди или ее сплавов.
Способ сварки под флюсом заключается в следующем (рис. 1). В зону дуги/ подается флюс 2, который покрывает кромки свариваемого изделия и создает шлаковую защиту. Толщина слоя флюса составляет 30-60 мм. Дуга 1 возбуждается между свариваемым изделием и электродной проволокой и горит под жидким слоем расплавленного флюса в замкнутом пространстве 4, образованном парами и газами, выделяемыми в столбе дуги. Металл сварочной проволоки расплавляется дугой и переносится каплями в сварочную ванну.
Некоторое избыточное давление, возникающее при термическом расширении газов, оттесняет жидкий металл 5 в сторону, противоположную направлению сварки. В таких условиях обеспечивается глубокий провар основного металла. Незначительное избыточное давление в газовом пространстве 4 и слой флюса надежно предохраняют расплавленный металл от вредного воздействия окружающего воздуха. Кроме того, значительно уменьшается разбрызгивание металла, улучшается формирование шва, использование тепла дуги и материала электродной проволоки.
Электродная проволока 3 подается в зону сварки с помощью ведущего 10 и прижимного 9 роликов специального механизма со скоростью, равной скорости ее плавления, и таким образом автоматически поддерживается горение дуги. Сварочный ток подводится от источника тока к электродной проволоке через мундштук 8 сварочной головки, находящийся на небольшом расстоянии (40-60 мм) от конца электродной проволоки.
Для получения сварного шва деталь или дугу (сварочную головку) перемещают механизированным способом одну относительно другой. По мере перемещения дуги вдоль разделки шва происходит остывание сварочной ванны 5, кристаллизация металла и формирование сварного шва 6. Расплавленный флюс всплывает на поверхность и при остывании образует шлаковую корку 7.
Жидкий шлак (флюс), имея более низкую температуру плавления, чем металл, затвердевает несколько позже, замедляя охлаждение металла шва. Продолжительное пребывание металла шва в расплавленном состоянии и медленное остывание способствуют выходу на поверхность всех неметаллических включений и газов, получению чистого, плотного и однородного по химическому составу шва.
Малый вылет электрода (расстояние от конца электродной проволоки до токопроводящего мундштука), отсутствие покрытия, большая скорость подачи электродной проволоки позволяют значительно увеличить силу сварочного тока, до 50-150 А/мм2, т. е. примерно в 6-8 раз по сравнению с ручной сваркой электродами тех же диаметров. Коэффициент наплавки составляет 14-18 г/А-ч, или в 1,5-2,0 раза выше, чем при сварке электродами вручную. В результате этого производительность автоматической сварки под флюсом получается в 6-10 раз выше ручной.
Коэффициент наплавки составляет 14-18 г/А-ч, или в 1,5-2,0 раза выше, чем при сварке электродами вручную. В результате этого производительность автоматической сварки под флюсом получается в 6-10 раз выше ручной.
Высокая производительность приводит к ускорению процесса плавления сварочной проволоки, увеличению глубины проплавления основного металла и, как следствие, значительному повышению производительности. Достаточно толстый слой флюса (до 60 мм), засыпаемый в зону сварки, расплавляется на 30%. Это делает дугу закрытой (невидимой) и обеспечивает надежную защиту расплавленного металла от окружающего воздуха, стабилизирует сварочный процесс. Существенным достоинством сварки под флюсом являются незначительные потери на угар металла и его разбрызгивание. Потери на разбрызгивание, угар и огарки составляют всего 1-3%.
Вследствие увеличения эффективной тепловой мощности дуги может быть расширен диапазон толщин деталей, свариваемых без скоса кромок. Например, при обычных режимах сварки под флюсом деталей встык без скоса кромок можно сваривать металл толщиной 15-20 мм. В этом случае увеличивается проплавление основного металла, и его доля в металле шва составляет 50-70%. При этом значительно снижается расход электродной проволоки. При сварке угловых швов увеличенная глубина провара обеспечивает большее сечение, чем это достигается при ручной сварке с одинаковым катетом шва.
В этом случае увеличивается проплавление основного металла, и его доля в металле шва составляет 50-70%. При этом значительно снижается расход электродной проволоки. При сварке угловых швов увеличенная глубина провара обеспечивает большее сечение, чем это достигается при ручной сварке с одинаковым катетом шва.
Кроме того, при автоматической сварке условия труда значительно лучше, чем при ручной сварке: дуга закрыта слоем шлака и флюса, выделение вредных газов и пыли значительно снижено, нет необходимости в защите глаз и кожи лица сварщика от излучения дуги, а для вытяжки газов достаточно естественной вытяжной вентиляции. К квалификации оператора автоматической сварочной установки предъявляются менее высокие требования.
Обобщая вышесказанное, можно сделать вывод, что сварка под флюсом имеет следующие преимущества:
- широкий спектр возможного применения: сварка тонких и толстых пластин, сварка слаболегированных, легированных и нержавеющих сталей, наплавка и ремонтные работы;
- высокая скорость сварки достигается благодаря использованию высоких сварочных токов;
- высокоэффективное сплавление существенно снижает или исключает необходимость в дополнительной обработке;
- меньшая стоимость работ, так как расход сварочных материалов ниже, чем при использовании других методов сварки;
- качественное формирование и отличный внешний вид сварного шва; превосходная компактность сварных швов;
- высокие механические свойства металла сварного шва;
- горение дуги во время сварки происходит под слоем флюса, что позволяет не применять индивидуальные средства защиты и снизить затраты на вентиляцию;
- отсутствие дымовыделения обеспечивает оператору большой комфорт и позволяет сэкономить на оборудовании для отвода и утилизации выделяющегося при сварке дыма.

Однако автоматическая сварка под флюсом имеет некоторые недостатки и ограничения по применению:
Содержание
Сущность процесса сварки под флюсом
Схемы сварки
На рисунке схематично показан процесс сварки под слоем флюса. Между свариваемым изделием (поз.1) и концом сварочной проволоки (поз.3) горит сварочная дуга (поз.4), под воздействием которой проволока расплавляется и подаётся в зону сварки. Слой сварочного флюса (поз.2) закрывает дугу.
Сварочная проволока вместе с дугой перемещается вдоль свариваемого стыка при помощи механизмов или вручную. Под воздействием сварочной дуги происходит расплавление основного металла и флюса. Получившийся расплав образует сварочную ванну. Жидкий флюс в виде плёнки на поверхности ванны (поз.5) изолирует зону сварки от окружающей среды.
Расплавленный металл переходит в сварочную ванну, где смешивается с расплавленным основным металлом (поз.9). По мере того, как сварочная дуга отдаляется от свариваемого участка, металл охлаждается и затвердевает, образуя сварочный шов (поз. 8). Расплавленный флюса некоторое время ещё остаётся жидким, когда металл уже затвердел. Затем затвердевает и флюс, образуя на поверхности шва шлаковую корку (поз.6). Излишняя, нерасплавленная часть флюса (поз.7) собирается и используется повторно.
8). Расплавленный флюса некоторое время ещё остаётся жидким, когда металл уже затвердел. Затем затвердевает и флюс, образуя на поверхности шва шлаковую корку (поз.6). Излишняя, нерасплавленная часть флюса (поз.7) собирается и используется повторно.
Особенности дуговой сварки под слоем флюса
Дуговую механизированную сварку под флюсом от других способов сварки плавлением отличает высокая производительность и лучшие гигиенические условия труда. Флюс защищает не только сварочную ванну от воздействия окружающей среды, но и, в свою очередь, окружающую среду от вредных воздействий и испарений различных веществ в процессе сварки.
Кроме этого, данный вид сварки отличает высокий уровень механизации сварочных работ. Сварочная проволока плавится под действием электрической дуги, а флюс обеспечивает ведение процесса, требуемое качество сварки и применяется при сварке и наплавке под флюсом, сварке по флюсу, сварке с магнитным флюсом, а также при электрошлаковой сварке и наплавке.
Роль флюса при сварке
Сварочный флюс обеспечивает ровное горение дуги, формирование сварного шва и оказывает влияние на его химический состав. Также он определяет стойкость швов к образованию холодных трещин, пор и других сварочных дефектов.
Также он определяет стойкость швов к образованию холодных трещин, пор и других сварочных дефектов.
Наличие в составе флюса оксидов щелочных и щелочноземельных металлов способствует увеличению электропроводности и длины дугового промежутка, что делает процесс сварки более устойчивым. Наличие фтора, наоборот, снижает эти характеристики. Таким образом, флюсы с разными составами обладают разными стабилизирующими свойствами.
Изменяя содержание углерода, серы, марганца и других элементов, флюс оказывает сильное влияние на стойкость швов к холодным трещинам. Увеличение содержания серы, фосфора и углерода снижает, а увеличение содержания марганца повышает стойкость сварных швов к образованию трещин. Кроме этого, состав от состава флюса зависит, насколько легко будет отделяться шлаковая корка от поверхности готового сварного шва. Этот показатель тоже важен, поскольку он влияет на производительность процесса. Легкая отделимость шлаковой корки – это необходимое условие для высокой производительности.
Способы дуговой сварки под флюсом
Различают одно- и двухэлектродный способ сварки. Одноэлектродная выполняется проволокой диаметром 1,6-6мм. При толщине металла до 20мм допускается односторонняя сварка, но предпочтительнее её вести с обеих сторон.
Двухэлектродная сварка бывает двух вариантов: с поперечным и последовательным расположением электродов. Обе эти схемы представлены на рисунке:
На рисунке а) изображена сварка с поперечным расположением электродов, а на рисунке б) с продольным.
Первый вариант целесообразно применять при сварке протяжённых швов, когда трудно обеспечить постоянный зазор между свариваемыми кромками. Например, в судостроении. В этом случае дуги направлены не на зазор между кромками, а на сами кромки, благодаря чему глубина проплавления уменьшается, и протекание сварочной ванны предотвращается.
Второй вариант сварки более производителен и экономичен, а получаемый шов менее склонен к образованию пор из-за лучшего удаления газов из зоны сварки и имеет повышенную стойкость к образованию трещин из-за замедленной скорости охлаждения.
Многодуговая сварка выполняется двумя или более независимыми дугами с общей, либо раздельными сварочными ваннами. На рисунке показана схема двухдуговой сварки под флюсом. С помощью первой дуги металл проплавляют на требуемую толщину, а вторая дуга расширяет проплавленную область и помогает сформировать необходимую форму шва. Расстояние между электродами, в большинстве случаев, составляет 20-40мм. Второй и последующий электроды перемещаются в жидком шлаке, который получился после прохождения первой дуги. Многодуговая сварка резко увеличивает производительность и чаще всего применяется она при автоматической сварке труб под флюсом.
Технология сварки под флюсом
Механические свойства и качество сварных соединений в большой степени зависят от марки электродной проволоки, состава флюса, от свариваемого металла, рода, величины и полярности сварочного тока, а также особенностями подготовки и сборки под сварку.
Типы сварных швов, получаемых сваркой под флюсом
Основные типы сварных соединений, конструктивные элементы и их размеры регламентируются следующими стандартами: ГОСТ 8713 и ГОСТ 11533.
Подготавливают сварные кромки любым способом механической обработки, или термической резки металла.
Перед сборкой сварные кромки очищают от ржавчины, оксидных и масляных плёнок и других загрязнений. Вместе с кромками, зачистке подлежат прилегающие к ним участки шириной 30-40мм.
Сборку и сварку выполняют на специальных стеллажах или в приспособлениях. Для фиксации свариваемых деталей друг относительно друга их фиксируют технологическими планками и прихватками. Длина прихваток составляет 50-100мм, расстояние между ними по длине стыка 500-550мм, высота усиления прихваток 3-4мм.
Сборка тавровых соединений выполняется либо в приспособлениях, либо в стеллажах по разметке. Перед сборкой кромки и прилегающие участки также очищаются от грязи, а при сборке очищают минимально необходимый зазор. Перед сваркой детали фиксируют между собой прихватками, длиной 80-120мм катетом 5мм. Располагают прихватки на расстоянии 500-600 мм друг от друга. Если зазор в некоторых местах превышает 2мм, допускается выполнять подхватку электродами.
Сварка угловых швов происходит на выводных технологических планках.
Режимы и техника сварки под слоем флюса
Чаще всего применяется сварочная проволока диаметром 3, 4 и 5мм. Режимы сварки зависят от толщины свариваемых кромок, вида разделки кромок, количества проходов и способа удержания сварочной ванны.
Режимы сварки определяются следующими величинами: силой сварочного тока, напряжением, диаметром сварочной проволоки, вылетом электрода, скоростью сварки, а также положения свариваемого изделия или электрода.
Техника и технология сварки может быть достаточно разнообразной и зависит от конструктивных особенностей изделия, конфигурации сварных швов и их протяжённостью, толщиной свариваемого металла и его химического состава, а также от применяемого сварочного оборудования.
Приблизительные режимы сварки под флюсом наиболее характерных типов соединений представлены в таблице:
Сварка стыковых швов
В случае если толщина соединяемого металла не превышает 30мм, выполняют одностороннюю однопроходную сварку под флюсом. В случае если толщина металла превышает данное значение, выполняется двусторонняя однопроходная или многопроходная сварка. Применение односторонней сварки допустимо в тех случаях, когда свариваемые металлы не восприимчивы к перегреванию, а швы не имеют склонности к образованию сварочных трещин.
В случае если толщина металла превышает данное значение, выполняется двусторонняя однопроходная или многопроходная сварка. Применение односторонней сварки допустимо в тех случаях, когда свариваемые металлы не восприимчивы к перегреванию, а швы не имеют склонности к образованию сварочных трещин.
В случае сваривания металла толщиной не более 6мм, разделку кромок не выполняют, а зазор между кромками стремятся свести к нулю. В случае сваривания металла толщиной 10-12мм для улучшения провара и уменьшения избытков жидкого металла, детали под сварку собирают с зазором. В обоих случаях обязательно наличие подкладок или выполнение подварочного шва, либо детали под сварку собирают «в замок».
Сварка на остающейся подкладке применяется, в основном, для тонких листов (до 10мм) и для кольцевых швов цилиндрических конструкций. Подкладку изготавливают из стали с хорошей свариваемостью, толщиной 3-6мм и шириной 30-50мм.
У сварки «в замок» много общего со сваркой на остающейся подкладке.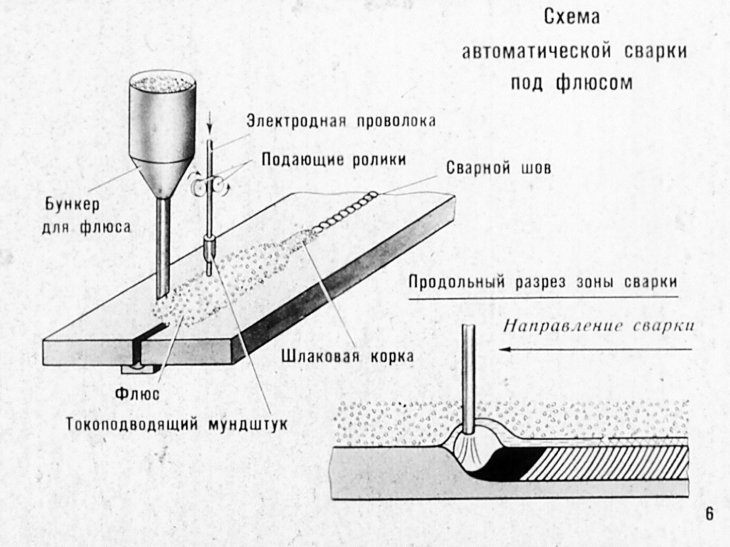 Эту сварку применяют для ответственных деталей, так как при таком соединении исключается прожог металла, а также этот способ удобен при сварке массивных и громоздких изделий. Сварка с ручной подваркой корня шва применяется в тех случаях, когда невозможно перекантовать изделие.
Эту сварку применяют для ответственных деталей, так как при таком соединении исключается прожог металла, а также этот способ удобен при сварке массивных и громоздких изделий. Сварка с ручной подваркой корня шва применяется в тех случаях, когда невозможно перекантовать изделие.
Односторонняя сварка на флюсовой подкладке применяется для сварки конструкций типа полотнищ и для выполнения кольцевых соединений. При сварке металла толщиной более 8мм, прижатие флюса обеспечивается при помощи собственной массы изделия. Сварка на подушке из флюса может выполняться как с разделкой кромок, так и без неё с обязательным наличием технологического зазора. Ориентировочные режимы сварки малоуглеродистых и низколегированных сталей на флюсовой подушке представлены в таблице:
Примерные режимы сварки под флюсом стыковых швов с V-образной разделкой на флюсомедной подкладке представлены в таблицах ниже:
Сварка на весу без подкладок допускается только при условии плотной сборки без зазоров, глубина провара при этом способе не должна превышать 2/3 от толщины металла для исключения прожогов. Сварка на весу допускается для неответственных конструкций из тонкого металла или изделий, в которых, по условиям эксплуатации, допускаются непровары.
Сварка на весу допускается для неответственных конструкций из тонкого металла или изделий, в которых, по условиям эксплуатации, допускаются непровары.
Наиболее распространена в промышленности и строительстве автоматическая сварка под флюсом двухсторонних стыковых швов. Она применяется при создании паровых котлов, для сварки изделий в химической и нефтяной промышленности, строительных металлоконструкций, цистерн, в судостроении.
Двухсторонняя сварка уступает по экономичности и производительности односторонней сварке, но она более надёжна, потому что режимы сварки и точность подготовки и сборки изделий гораздо меньше влияют на качество сварного шва. Кроме этого, не требуется дополнительных устройств для обеспечения хорошего провара и правильного формирования корня шва. В таблицах ниже приведены примерные режимы сварки с разделкой и без разделки кромок:
Сварка под флюсом многопроходных двусторонних швов применяется при сварке металла, толщиной более 20мм с обязательной разделкой кромок. При многопроходной сварке рекомендуется Х-образная разделка кромок, но встречается и U-образная. Примерные режимы автоматической сварки под флюсом с Х- и U-образной разделкой представлены в таблице:
При многопроходной сварке рекомендуется Х-образная разделка кромок, но встречается и U-образная. Примерные режимы автоматической сварки под флюсом с Х- и U-образной разделкой представлены в таблице:
Сварка тавровых, угловых и нахлёсточных швов
Преимуществом сварки под флюсом при создании тавровых, угловых и нахлёсточных соединений заключается в глубоком проплавлении основного металла, что позволяет уменьшить катеты шва в полтора раза, по сравнению с ручной дуговой сваркой электродами.
На рисунке справа показаны основные схемы сварки. Автоматическая сварка угловых швов выполняется вертикальным электродом при положении «в лодочку» (схемы а и б), или наклонным электродом (схемы в и г). Сварка в лодочку может проводиться при симметричном (схемы а и б) или при несимметричном расположении деталей (схемы в и г).
В таблицах ниже представлены ориентировочные режимы сварки тавровых и нахлёсточных соединений при сварке «в лодочку» и «в угол». Если есть выбор, то сварка «в лодочку» предпочтительнее, чем «в угол».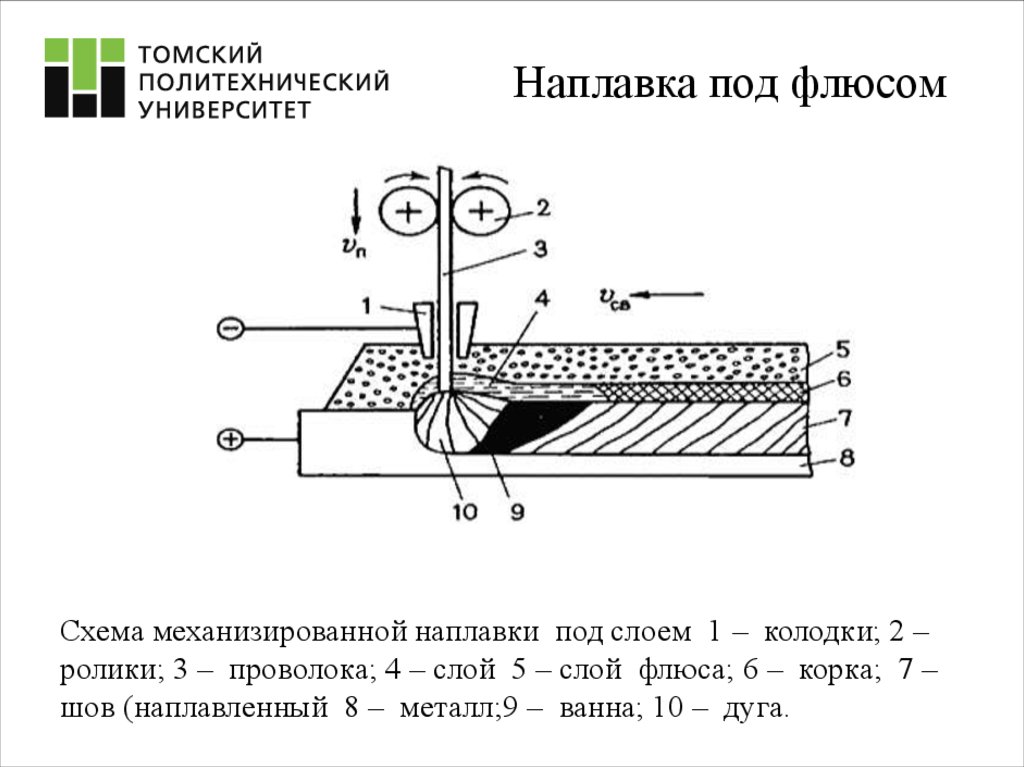 Сварка «в угол» применяется в тех случаях, когда применение сварки «в лодочку» невозможно конструктивно, или экономически нецелесообразно.
Сварка «в угол» применяется в тех случаях, когда применение сварки «в лодочку» невозможно конструктивно, или экономически нецелесообразно.
Преимуществом сварки «в угол» является независимость от зазоров между кромками, т.е. можно не применять дополнительные меры против вытекания расплавленного металла. Но, этот способ имеет и существенные недостатки. Например, невозможно за один проход выполнить шов с катетом более 8мм. Кроме этого, правильное формирование шва во многом зависит от точности ведения электрода вдоль линии стыка.
При сварке многопроходных швов «в угол» большое значение имеет порядок наложения слоёв, которые нужно накладывать с таким расчётом, чтобы предыдущий валик предотвращал стекание металла и шлака у последующих слоёв. Примерный порядок наложения слоёв показан на рисунке слева.
Приблизительные режимы сварки «в угол» для тавровых у нахлёсточных сварных соединений представлены в таблице ниже:
Сварка под флюсом различных типов сталей
Сварка конструкционных углеродистых сталей
При сварке конструкционных малоуглеродистых сталей используют флюсы марок АН-348А, ОСЦ-45, АНЦ-1 и другие в сочетании с малоуглеродистыми или марганцевыми проволоками марок Св-08А, Св-08ГА, Св-10Г2.
Сварку среднеуглеродистых сталей выполняют при пониженных режимах, что существенно сказывается на производительности, поэтому, при изготовлении конструкции из среднеуглеродистых сталей данный вид сварки не нашёл широкого распространения на практике.
Высокоуглеродистые конструкционные стали содержат 0,46-0,75% углерода и свариваемость их затруднена. Для сварных конструкций эти стали не используются и необходимость в их сваривании возникает, как правило, при ремонтных работах. В большинстве случае, ремонт выполняют методом наплавки.
Сварка низколегированных сталей
К низколегированным сталям относят группу сталей, содержащих в составе менее 5% легирующих элементов. Оценивая свариваемость сталей этой группы, можно сказать, что при сварке под флюсом их свариваемость существенно не отличается от нелегированных малоуглеродистых сталей. Но, легирующие элементы в составе стали повышают склонность сталей к росту зёрен в зоне термического влияния, а при высокой скорости охлаждения в них могут возникать неоднородные структуры закалочного характера.
Для сварки металлоконструкций из низколегированных сталей, с температурой эксплуатации до -40°C, используют высококремнистые марганцевые флюсы марок АН-22, АН-22М, АН-47, АН-67А и другие в сочетании с легированной сварочной проволокой марок Св-10НМА, Св-08ХМ, Св-08МХ и др.
Сварка среднелегированных сталей
Среднелегированными являются стали, содержащие в составе 5-10% легирующих элементов. Для современных среднелегированных сталей характерно легирование многокомпонентное, комплексное. Легирование этих сталей только одним элементом применяется редко.
К сварным конструкциям из среднелегированных сталей предъявляются требования повышенной прочности в условиях эксплуатации, а также, нередко, коррозионная стойкость, стойкость к импульсным (резко возрастающим, мгновенным) нагрузкам. Чем выше содержание легирующих элементов, тем труднее сваривать сталь.
Одной из главных проблем свариваемости среднелегированных сталей является их чувствительность к образованию горячих трещин в сварных швах, поэтому при их сварке необходимо тщательно выбирать композицию шва. Кроме этого, необходимо использовать технологические приёмы и выбирать режимы, которые позволят получить хороший коэффициент формы шва и снизить скорость охлаждения.
Кроме этого, необходимо использовать технологические приёмы и выбирать режимы, которые позволят получить хороший коэффициент формы шва и снизить скорость охлаждения.
Для сварки конструкций из среднелегированных сталей сварка под флюсом получила достаточно широкое применение. Для такой сварки используются низкокремнистые флюсы марок Ан-15, АН-15М, АН-17М и бескремнистые марок АН-30, ОФ-6, АВ-4 и др.
Применение бескремнистых флюсов предпочтительно в тех случаях, когда к металлу шва предъявляются повышенные требования по ударной вязкости. В сочетании с вышеуказанными флюсами применяется сварочная проволока марок Св-20Х4ГМА, Св-08Х20Н9Г7Т, Св-10Х5М, Св-10ХГСН2МТ.
Сварка высоколегированных сталей
Высоколегированными считаются стали, содержащие в составе более 10% легирующих элементов. Сварка под флюсом высокоуглеродистых сталей нашла широкое применение в химической и нефтяной промышленности, где требуется высокая коррозионная стойкость сварных изделий и жаропрочность.
Своим широким применение для этих сталей сварка под флюсом получила благодаря постоянству процесса сварки и, как следствие, химической однородности металла шва. Это очень важно для высоколегированных сталей, учитывая, что даже незначительная химическая неоднородность металла шва может стать причиной образования в нём кристаллизационных трещин или заметно снизить коррозионную стойкость или жаропрочность.
Сварка под флюсом способна обеспечить швы с гладкой поверхностью и плавным переходом к основному металлу, что позволяет повысить стойкость к коррозии по сравнению со сваркой электродами.
При сварке под флюсом высоколегированных сталей обычно применяют проволоку диаметром 2-3мм. При этом могут использоваться почти все марки проволоки по ГОСТ 224, а также многие марки проволоки, выпускаемые по ТУ, например, Св-12Х11НМФ, Св-12Х13, Св-10Х17Т, Св-04Х19Н9, ЭП467, ЭП235, ЭП497 и другие.
Для сварки жаропрочных высоколегированных сталей применяются фторидные флюсы марок АНФ-5, АНФ-8, АНФ-24 и бескремнистые флюсы марок АНФ-17, АНФ-22. Для сварки коррозионностойких высоколегированных сталей применяют флюсы с низким содержанием кремния марок АН-26, АНФ-14.
Для сварки коррозионностойких высоколегированных сталей применяют флюсы с низким содержанием кремния марок АН-26, АНФ-14.
Видео: Сварка металлов под флюсом
В некоторых случаях при неразъемных соединениях деталей методом сварки находящиеся вокруг сварочной зоны газы, в частности, воздух и окись углерода, ухудшают проведение процесса, а само соединение оказывается непрочным. Снижается и производительность сварочных работ. Преодолеть эти негативные последствия помогает сварка под флюсом.
Виды и предназначение сварочных флюсов
Под сварочными флюсами понимают неметаллические минеральные вещества, которые при сварке решают следующие задачи:
- Стабилизируют горение сварочной дуги (особенно при сложных конфигурациях шва).
- Улучшают формирование сварного шва.
- Изменяют химический состав металла в зоне шва.
- Снижают энергетические потери и износ электродов.
- Позволяют повысить производительность процесса, поскольку возможно использовать автоматизированное оборудование для сварки под флюсом — так называемые сварочные тракторы.

Классификация данных материалов может быть выполнена по следующим параметрам:
- По назначению. Различают флюсы для сварки сталей как нелегированных, так и легированных, для сварки цветных металлов, флюсы для пайки и т.д.
- По химическому составу;
- По технологии сварки;
- По технологии приготовления.
Рассматриваемые составы могут быть универсальными, а также специально разработанными под особые условия сварки. В частности, для автоматической сварки под слоем флюса требуется использовать составы, полностью отвечающие требованиям ГОСТ 9087. Этим стандартом оговаривается определенная зависимость между размерами частиц флюса и диаметром сварочной проволоки.
Для выполнения сварки под флюсом используются вещества, получаемые либо плавлением, либо механическим соединением необходимых компонентов с последующим их склеиванием. В первом случае флюсы называют плавлеными, во втором — неплавлеными.
Основная минеральная составляющая любого флюса — двуокись кремния. Ее количество колеблется в пределах 35…80% (иногда часть кремнезема заменяется плавиковым шпатом). Остальное содержание низкокремнистых флюсов — марганец, а также металлы, при помощи которых происходит дополнительное легирование зоны шва. Марганец обладает большим сродством к кислороду, а потому, активно взаимодействуя с ним, снижает окислообразование в зоне сварки. Одновременно снижается вероятность проникновения в состав шва хрупких соединений серы: марганцем они связываются в сульфид, который затем удаляется с поверхности готового шва. Кремний не только упрощает приготовление флюса, но и снижает образование пор, поскольку угнетает процесс окисления углерода при температурах горения сварочной дуги.
Ее количество колеблется в пределах 35…80% (иногда часть кремнезема заменяется плавиковым шпатом). Остальное содержание низкокремнистых флюсов — марганец, а также металлы, при помощи которых происходит дополнительное легирование зоны шва. Марганец обладает большим сродством к кислороду, а потому, активно взаимодействуя с ним, снижает окислообразование в зоне сварки. Одновременно снижается вероятность проникновения в состав шва хрупких соединений серы: марганцем они связываются в сульфид, который затем удаляется с поверхности готового шва. Кремний не только упрощает приготовление флюса, но и снижает образование пор, поскольку угнетает процесс окисления углерода при температурах горения сварочной дуги.
Плавленые сварочные флюсы производят по следующей технологии. Компоненты размалывают до требуемых размеров частиц (чем меньше диаметр сварочной проволоки, тем меньшими они должны быть), затем тщательно перемешивают и расплавляют в печах с безокислительной атмосферой. Завершающим этапом приготовления является гранулирование флюса. Оно заключается в пропускании нагретых частиц через непрерывный водный поток, в результате чего частицы затвердевают и получают округлую форму, причем от интенсивности потока будущего гранулята зависят его размеры. После сушки и просеивания на виброситах с различными размерами ячеек, флюс разделяется на фракции и считается готовым к применению.
Оно заключается в пропускании нагретых частиц через непрерывный водный поток, в результате чего частицы затвердевают и получают округлую форму, причем от интенсивности потока будущего гранулята зависят его размеры. После сушки и просеивания на виброситах с различными размерами ячеек, флюс разделяется на фракции и считается готовым к применению.
Неплавленые флюсы получают перемешиванием необходимых компонентов и последующим их связыванием при помощи жидкого стекла. Их технологические характеристики несколько ниже плавленых.
Таким образом, выбор марки сварочного флюса полностью определяется условиями его использования. Технологи не советуют увлекаться универсальными веществами, рекомендуя их к применению лишь для соединения деталей, которые в процессе своей эксплуатации не подвергаются значительным изгибающим, а также вибрационным нагрузкам.
Механизм работы флюсов при сварке
Перед началом работ стыкуемые поверхности металла покрываются сплошным слоем флюса толщиной не менее 40-50 мм. Сварочный электрод вводится вовнутрь, после чего возбуждается сварочная дуга. Поскольку температура в зоне горения дуги превышает 5500-6000 0 С, то флюс внутри газового пузыря расплавляется, и накрывает сверху металлический расплав. Это происходит потому, что плотность флюса намного меньше плотности металла. Таким образом, зона сварного шва надежно ограждается от водяных и газовых паров и прочих химических веществ, которые при высокой температуре способны насыщать поверхностные слои металла вредными веществами.
Сварочный электрод вводится вовнутрь, после чего возбуждается сварочная дуга. Поскольку температура в зоне горения дуги превышает 5500-6000 0 С, то флюс внутри газового пузыря расплавляется, и накрывает сверху металлический расплав. Это происходит потому, что плотность флюса намного меньше плотности металла. Таким образом, зона сварного шва надежно ограждается от водяных и газовых паров и прочих химических веществ, которые при высокой температуре способны насыщать поверхностные слои металла вредными веществами.
Применение сварного флюса позволяет также снизить потери металла на разбрызгивание. Это становится возможным вследствие большого поверхностного натяжения расплава флюса, которое достигает значений в 8-10 г/см 2 . Поэтому применение сварочных флюсов позволяет увеличивать ток дуги без ущерба для качества готового шва. Например, обычным режимом для сварки под флюсом считается применение силы тока 1000-2000 А, в то время, как в обычном процессе увеличение тока до 200-300 А приводит к серьезным потерям материала электрода. Поэтому в химическом составе сварочной проволоки с флюсом часто присутствуют дефицитные легирующие компоненты — вольфрам, хром, кобальт и пр.
Поэтому в химическом составе сварочной проволоки с флюсом часто присутствуют дефицитные легирующие компоненты — вольфрам, хром, кобальт и пр.
Механизм формирования сварного шва при сварке под слоем флюса следующий. Поскольку концентрация тепловой мощности в зоне дуги из-за воздействия флюса увеличивается, расплавление металла происходит быстрее. В результате, независимо от состояния кромок, полностью заполняются все стыки. Меняется и материальный баланс шва: 60-65% составляет металл соединяемых деталей, и лишь остальное — материал сварочных электродов. При автоматической сварке это сопровождается заметным повышением производительности процесса.
Эффективная сварка некоторых металлов (алюминия, высокоуглеродистых и легированных сталей) без применения флюса вообще невозможна. В частности, флюс для сварки алюминия включает в себя, помимо традиционных компонентов, также и вещества, раскисляющие металл. Дело в том, что индивидуальная особенность алюминия — образование высокостойкой окисной пленки — снижает производительность сварки и вынуждает применять более высокие сварочные токи.
Особую роль при сварке играют магнитные флюсы. Они относятся к категории неплавленых, но дополнительно включают в себя железный порошок. Производительность сварки при этом возрастает. При повышенных температурах процесса наличием проволоки для полуавтомата, содержащей магнитный флюс, создается сильное магнитное поле. Оно сокращает расстояние между флюсом и металлом который подвергается сварке. Поэтому потери флюсовой проволоки уменьшаются.
Таким образом, сварочные флюсы способствуют повышению экономичности, производительности и качества сварки.
Оснастка для производства сварки под флюсом
Наибольший эффект от сварочных работ под слоем флюса обеспечивает применение сварочных полуавтоматов и автоматов. Во флюсоподающее устройство входят:
- Бункер.
- Подающая трубка.
- Пневмоотсос.
- Привод для вакуумного насоса (в некоторых исполнениях сварочных тракторов используется привод от промышленной пневматической сети).
- Фильтрующий циклон.

Флюсаппарат работает так. В эжекторе, который является основой узла для подачи флюса, создается необходимое разрежение воздуха. В результате смесь флюса с воздухом попадает в шланг сварочного аппарата. Мощность всасывающего насоса подбирается таким образом, чтобы в подающей трубке создавалась скорость потока частиц материала не ниже 20-25 м/с: в этом случае флюс, независимо от размера частиц, будет находиться во взвешенном состоянии. Благодаря профилю эжектора, скорость частиц на выходе из трубки увеличивается и состав равномерно покрывает зону последующего соединения деталей.
В процессе сварки часть флюса остается в неизменном виде и поэтому вновь может быть подана в загрузочный бункер оборудования. С этой целью входное отверстие пневматического отсоса выполняется по профилю диффузора. В результате скорость перемещения использованного флюса по мере его приближения к загрузочному бункеру падает. В результате происходит эффективное отделение частиц флюса от воздуха. Воздух удаляется через ситообразные отверстия наружу, а флюс поступает в циклон, находящийся в верхней части флюсаппарата. Там происходит завихрение потока, при котором происходит окончательное сепарирование частиц флюса. Верхняя часть циклона закрывается пылезащитным колпаком, снабженным матерчатыми фильтрами, что улучшает качество отбора флюса в загрузочный бункер.
Воздух удаляется через ситообразные отверстия наружу, а флюс поступает в циклон, находящийся в верхней части флюсаппарата. Там происходит завихрение потока, при котором происходит окончательное сепарирование частиц флюса. Верхняя часть циклона закрывается пылезащитным колпаком, снабженным матерчатыми фильтрами, что улучшает качество отбора флюса в загрузочный бункер.
Для обеспечения стабильности движения флюса в бункере, и особенно — в подающей трубке, при работе сварочного оборудования непрерывно поддерживается незначительное избыточное давление воздуха.
В зависимости от производственных характеристик сварочного оборудования флюсаппараты обладают следующими эксплуатационными параметрами:
- Номинальной производительностью, л/ч — до 450-500;
- Максимальной высотой всасывания, м — до 3,5-4;
- Рабочими давлениями сжатого воздуха, МПа — до 0,5-0,6.
Флюсаппараты выпускаются стационарными или передвижными. Они могут также комплектоваться вместе с основным оборудованием для сварки или поставляться отдельно от него.
Положительной особенностью сварочных автоматов является их работа при постоянной скорости подачи проволоки, поскольку использование флюса обеспечивает повышенную плотность тепловой мощности в зоне горения дуги.
Автоматическая сварка под флюсом, ее особенности
Отрицательное влияние атмосферного воздуха на процессы, происходящие в сварочной ванне, изучено давно. В сварочном производстве на сегодняшний день применяются технологии, позволяющие исключить этот фактор. Чаще всего используется метод сварки в среде защитных газов, а также ручная дуговая и автоматическая сварка под слоем флюса, позволяющие не только повысить характеристики шва, но и значительно ускорить скорость выполнения процесса.
Что дает применение флюса
Флюс — многокомпонентная химическая смесь, предназначенная для получения сварных соединений требуемого качества и защиты расплавленного металла от негативного воздействия кислорода и азота, имеющихся в атмосферном воздухе. Правильно подобранный флюс позволяет решить следующие задачи:
Правильно подобранный флюс позволяет решить следующие задачи:
- Защита расплавленного металла в сварочной ванне.
- Флюс обеспечивает устойчивость горения сварочной дуги.
- Снижение энергетических затрат на сварку и предотвращение разбрызгивания металла.
- Улучшение условий формирования шва.
- Возможность изменения химического состава сварного шва для получения необходимых качеств соединения.
Кроме того, сварка флюсом имеет и другие преимущества, она позволяет достичь высокого уровня механизации, возможна комплексная автоматизация сварочных процессов. При этом такая автоматическая линия обеспечивает стабильные показатели качества сварных швов.
Ради справедливости стоит отметить и недостатки, присущие сварке флюсом.
- Данный вид сварки может выполняться исключительно в нижнем положении шва.
- Детали, подвергаемые сварке, должны быть тщательно подогнаны при сборке, требуется качественная подготовка кромок.
- Сварить изделия под флюсом на весу не получится, необходима предварительная проварка корня шва или наличие жесткой опорной поверхности.
- Значительная стоимость материалов делает процесс существенно дороже, поэтому сварка флюсом в основном применяется при изготовлении ответственных конструкций.

Кроме всего прочего флюс является обязательным расходным материалом для сварки алюминия, его сплавов, других цветных металлов.Автоматическая и ручная дуговая сварка без них практически невозможна. Правда здесь основную роль играет слой трудно разрушаемой окиси, которая образуется на поверхности деталей под действием воздуха.
Виды применяемых флюсов
По своему назначению все выпускаемые флюсы делятся на 3 категории, в зависимости от металла, для сварки которого они предназначены:
- Углеродистые и легированные стали
- Высоколегированные стали
- Цветные металлы, а также их сплавы
В зависимости от метода изготовления флюс может быть плавленым и керамическим. Первые могут иметь стекловидную или пемзовидную структуру. Вторые представлены в основном керамическими веществами, они обладают легирующими качествами и значительно улучшают структуру шва.
- Плавленый флюс получается при спекании исходных материалов с последующей грануляцией. Производство данного материала значительно дешевел, кроме того он отличается и технологическими свойствами (формирование шва, защита, легкая отделимость шлака), именно поэтому сварка флюсом в основном выполняется с его применением.
- Керамический флюс получают измельчением компонентов, смешиванием с жидким стеклом и экструзией, которая способствует дополнительному измельчению и образованию однородного состава. Сварка флюсом с применением таких смесей осуществляется при необходимости дополнительного легирования материала шва.
По химическому составу флюсы для электрической и газовой сварки можно разделить на следующие группы:
- Оксидные смеси используются для сварки фтористых и низколегированных сталей. В их состав входят окислы металла с незначительным содержанием (до 10%) фтористых соединений. Такой флюс отличаться различным наличием марганца и кремния.
- Солевые флюсы содержат в своем составе исключительно хлориды и фториды. С их помощью выполняется дуговая сварка флюсом активных металлов и шлаковый переплав.
- Смешанный флюс представляет собой комбинацию первых двух категорий. Используется для ответственной сварки легированных сталей.
 С их помощью выполняется дуговая сварка флюсом активных металлов и шлаковый переплав.
С их помощью выполняется дуговая сварка флюсом активных металлов и шлаковый переплав.Как видите, различных модификаций данного материала существует множество поэтому не имея должного опыта, подобрать его самостоятельно очень тяжело. А автоматическая сварка может быть успешной только в том случае, если применяется соответствующий условиям флюс, поэтому его тип должен быть определен в технической документации на изготовление изделия.
Физическая сущность сварки под флюсом
Флюс должен покрывать соединяемые изделия определенным слоем, величина которого зависит от толщины металла, при недостаточном его количестве эффективная защита сварочной ванны от воздуха невозможна.
Энергия дуги приводит к плавлению электродной проволоки, основного металла и часть флюса. При этом в точке сварки формируется полость, которая наполняется газами и парами флюса и металла. Оболочкой данной полости в верхней части служит не расплавившийся флюс, благодаря чему в ней создается некоторое избыточное давление. Именно благодаря этому сварка флюсом позволяет защитить дугу и слой расплавленного металла от негативного влияния атмосферного воздуха.
Оболочкой данной полости в верхней части служит не расплавившийся флюс, благодаря чему в ней создается некоторое избыточное давление. Именно благодаря этому сварка флюсом позволяет защитить дугу и слой расплавленного металла от негативного влияния атмосферного воздуха.
По мере перемещения сварочной дуги флюс и расплавленный металл кристаллизируются и остывают, шлак, образовавшийся на поверхности шва, достаточно легко удаляется. Повысить производительность сварки флюсом позволяет автоматическая линия, все процессы на которой осуществляются без участия человека.
Технология автоматической сварки под флюсом
Сварка флюсом по автоматической технологии осуществляется следующим образом. Оборудование, применяемое для сварки под флюсом, устроено так, что оператору необходимо всего лишь выбрать и правильно настроить режимы работы.
- Флюс автоматически подается на соединяемые детали из предварительно заполненного бункера, при этом высота слоя, как уже говорилось, зависит от толщины металла.
- Электродная проволока, применяемая для сварки, сматывается в бухты или на кассеты, ее подача в рабочую зону осуществляется специальным механизмом.
- Электрод, создающий дугу, перемещается вдоль шва со скоростью, которая зависит от того, какие режимы сварки применяются. Образующий флюсовый свод выполняет защиту сварочной ванны и предотвращает разбрызгивание металла.
- Расплавленный флюс, имеющий более низкую плотность, всплывает на поверхность расплавленного металла, поэтому не ухудшает структуру и качества шва. По мере остывания образовавшаяся корка шлака удаляется с поверхности изделия.
- Флюс, который не был израсходован, собирается в емкость и может быть использован повторно.

Подобная технология, применяемая для сварки под флюсом, благодаря высокой механизации и автоматизации процесса обеспечивает высокую скорость сварки, при стабильном качестве. Поэтому она применяется в различных сферах промышленности.
Режимы дуговой сварки под флюсом
Появление нового оборудования значительно расширила возможные режимы, которые применяются для сварки особо ответственных изделий. Дуговая сварка под флюсом в зависимости от характеристик свариваемых материалов, а также от требований, предъявляемых к качеству изделия, может выполняться с применением различных режимов. Их основными характеристиками являются:
Дуговая сварка под флюсом в зависимости от характеристик свариваемых материалов, а также от требований, предъявляемых к качеству изделия, может выполняться с применением различных режимов. Их основными характеристиками являются:
- Показатели электрического тока (род, сила, применяемая полярность).
- Напряжение электрической дуги.
- Диаметр и состав электродной проволоки
- Скорость выполнения сварки.
Помимо этого учитываются и дополнительные параметры:
- Какой флюс для сварки применяется, его состав, строение (размеры составляющих частиц, плотность, консистенция).
- Какой вылет имеет электродная проволока.
- Взаимное расположение свариваемых деталей и электродов.
При сварке флюсом большое значение имеет сила тока и скорость выполнения процесса, именно они оказывают огромное влияние на глубину провара шва.
Для каждого типа изделия режимы должны быть прописаны в техническом задании на изготовление. Если такая информация отсутствует, то они должны подбираться экспериментальным методом. При этом необходимо следовать следующим рекомендациям:
Если такая информация отсутствует, то они должны подбираться экспериментальным методом. При этом необходимо следовать следующим рекомендациям:
- Дуговая сварка высокого качества возможна только при стабильном поддержании дуги. Основным условием этого является оптимальное соотношение между силой тока и скоростью подачи проволоки.
- Сварка флюсом предполагает повышение скорости выполнения работ при увеличении вылета электродной проволоки.
- При использовании легированных проволок можно применять режимы с повышенной скоростью подачи.
- На размеры и форму шва оказывают влияние сила тока и напряжение. Сила тока, при которой выполняется дуговая сварка под флюсом, меняет глубину проварки, а увеличение напряжение способно изменить ширину шва.
- Также экспериментальным путем подбирается и флюс для сварки, применение которого наиболее целесообразно для определенных условий.
Область применения сварки под флюсом
Применение сварки флюсом с помощью автоматических линий позволяет наладить поточный выпуск различных изделий. Наиболее эффективные результаты подобное оборудование показывает в следующих областях:
Наиболее эффективные результаты подобное оборудование показывает в следующих областях:
- В судостроении сварка флюсом позволила организовать крупноблочную сборку, в заводских условиях с ее помощью монтируются целые секции кораблей, которые потом монтируются на стапеле.
- Автоматическая сварка широко применяется при изготовлении резервуаров для нефтехранилищ, высокое качество соединений обеспечивает высокую устойчивость к агрессивным жидкостям.
- Ярким примером эффективности сварки под флюсом является ее применение в производстве труб большого диаметра. Применяемые в процессе режимы обеспечивают высокое качество и надежность сварных швов, поэтому такие трубы в основном применяются для газопроводов.
Как видите, дуговая сварка флюсом получила распространение в ответственных производствах, это свидетельствует об эффективности и целесообразности применения такого метода.
Постоянное совершение технологических линий, усовершенствованные режимы, позволяют открывать новые возможности данного вида. Именно поэтому автоматическая сварка покрытого флюсом металла, наравне с дуговой сваркой в среде защитных газов, является одним из основных методов выполнения работ на производстве.
Именно поэтому автоматическая сварка покрытого флюсом металла, наравне с дуговой сваркой в среде защитных газов, является одним из основных методов выполнения работ на производстве.
Похожие статьи
- Сварка труб под давлением — сложно ли это на практике?
- Сварка газопроводов — сложный, но необходимый процесс
- Пайка флюсом: что следует знать?
- Виды сварки меди и природные особенности металла
Дуговая сварка под флюсом: тогда и сейчас
Дуговая сварка под флюсом (SAW) названа так потому, что сварной шов и зона дуги находятся под слоем флюса. Флюс становится проводящим, когда он расплавлен, создавая путь для прохождения тока между электродом и заготовкой. Покрытие из флюса предотвращает брызги и искры, а также защищает от ультрафиолетового излучения и паров, которые обычно являются частью дуговой сварки защищенным металлом. Флюс обычно подается к сварочной головке через небольшой бункер. Система сбора собирает избыточный флюс для повторного использования.
В процессе используется один или несколько постоянно подаваемых электродов (проволок) для поддержания дуги. SAW известен своей способностью быстро, стабильно и безопасно осаждать большие объемы металла. Базовое оборудование ПАВ — это источник питания, блок управления, проволочный блок и сопло.
Инновации, подпитываемые необходимостью
Хотя в конце 1920-х годов было подано множество патентов на специальные флюсы и процесс без видимой дуги, заслуга принадлежит компании National Tube Works Co., Маккиспорт, Пенсильвания, за разработку в 1930 то, что сегодня известно как дуговая сварка под флюсом. Компании необходимо было добиться более высоких скоростей наплавки при сварке трубных швов.
В конце 1930-х развитие процесса ускорилось из-за спроса на боевые корабли и другую военную технику для поддержки войны. Сообщается, что в письме тогдашнего президента Рузвельта к Уинстону Черчиллю даже упоминается «метод сварки, который позволяет нам строить торговые суда со скоростью, не имеющей себе равных в истории торгового мореплавания», и что этот процесс сварки был «до 20 раз быстрее». «, чем предыдущие процессы сварки. 1 Поскольку строительство корпуса корабля благоприятствовало этому процессу, производство военного времени выдвинуло только что родившуюся субдуговую технологию на передний план в мире сварки.
«, чем предыдущие процессы сварки. 1 Поскольку строительство корпуса корабля благоприятствовало этому процессу, производство военного времени выдвинуло только что родившуюся субдуговую технологию на передний план в мире сварки.
Однако он не получил широкого распространения, потому что только производители толстолистового проката и другие высокопроизводительные операции с черными металлами, требующие сварки в плоском или горизонтальном положении, могли получить реальную пользу. Также временами действовали ограничения на муниципальное электроснабжение. Процесс всегда считался надежным и качественным, поэтому он неуклонно развивался.
Во время беспрецедентного производственного бума с 1950-х по 1990-е годы потребность в трудолюбии была очевидна, но не было видно никаких веских причин для долгосрочной эффективности, поскольку в США было много сырья, площадей, рабочей силы, энергии и выгода. SAW по-прежнему использовался для определенных приложений, но не было никаких реальных бизнес-факторов, которые могли бы его улучшить.
Развитие, вызванное спросом
Перенесемся в 2000 год, и все готово для современной эволюции SAW. Нет никаких сомнений в том, что производители должны более эффективно использовать ресурсы в сегодняшней сверхконкурентной производственной среде. В условиях экспоненциального роста промышленно развитого мира потребность в быстром и эффективном производстве становится больше, чем в любой другой период в истории. Добавьте к климату больше требований по доставке продукции по всему миру; растущие инфраструктурные проекты, такие как строительство мостов, стальные конструкции и спиральные трубы; и все, что связано с энергией, например, ветряные башни, морские нефтяные вышки и горнодобывающее оборудование, и настало время для процесса SAW стать всем, чем он может быть.
В соответствии с современными требованиями к сварке, достижения SAW за последние 5-10 лет создали значительные преимущества. Скорость осаждения более 100 фунтов. в час теперь сообщается в некоторых случаях (см. Рисунок 1 ). Также можно сваривать очень большие площади швов за меньшее количество проходов и с минимальной подготовкой. Пользователи SAW сотрудничают с производителями оборудования, чтобы создать отрасль, отвечающую их собственным потребностям.
Рисунок 1 ). Также можно сваривать очень большие площади швов за меньшее количество проходов и с минимальной подготовкой. Пользователи SAW сотрудничают с производителями оборудования, чтобы создать отрасль, отвечающую их собственным потребностям.
«Раньше мы говорили, что большая часть наших технологических разработок была обусловлена потребительским спросом», — сказал Кен Фишер, менеджер по дуговой сварке под флюсом компании Miller Electric Mfg. Co., Эпплтон, Висконсин,
‘Теперь можно смело сказать, что все это подпитывается покупательским спросом. Наши клиенты перешли от просьб об увеличении производства к требованию об этом».
Куда движется SAW?
Как выглядит новая технология? Сегодняшнее удобное рабочее место сильно отличается от спартанского цеха, которым папа занимался 50–75 лет. назад. SAW, естественно, подходит для более цивилизованной среды. Это всегда был экологически чистый, безопасный процесс с минимальным выделением дыма и отсутствием лучей дуги, от которых нужно было бы защищаться, что делает его одной из самых приятных сварочных сред для работы ( см. Рисунок 2 ). Именно технологические достижения в силовом оборудовании и средствах управления сделали реальностью выполнение SAW с большей легкостью и точностью, чем это было возможно ранее.
Рисунок 2 ). Именно технологические достижения в силовом оборудовании и средствах управления сделали реальностью выполнение SAW с большей легкостью и точностью, чем это было возможно ранее.
At the Arc
Способность SAW использовать несколько дуг в одной ванне приводит к чрезвычайно высокой скорости наплавки, что обеспечивает более быстрое проникновение тепла и стабильность дуги. В традиционных источниках питания, когда волна переходит от положительной (EP) к отрицательной (EN) в своем полупериоде, может произойти запаздывание или прерывание дуги, что впоследствии вызовет проблемы со сваркой. Хотя этот фактор и связанные с ним проблемы ввода и вывода ранее ограничивали скорость и производительность, теперь он устранен в передовом энергетическом оборудовании.
Во-первых, теперь можно сваривать полярность переменного и постоянного тока в одной сварочной ванне, используя один и тот же источник питания. В прошлом требовались разные машины, и иногда сварку постоянным и переменным током приходилось выполнять за разные проходы. Теперь две или более машин можно соединить вместе или разъединить, чтобы использовать отдельно для других операций. Сегодняшняя SAW может помещать до пяти проволок в одну ванну, что дает возможность быстрее создавать сварной шов с уникальными, специализированными свойствами. Преимущества переменного тока для высокого наплавления, стабильности и устранения дугового разряда могут быть реализованы, в то время как DCEP/DCEN обеспечивают стабильное проплавление на гораздо более высоких скоростях.
Теперь две или более машин можно соединить вместе или разъединить, чтобы использовать отдельно для других операций. Сегодняшняя SAW может помещать до пяти проволок в одну ванну, что дает возможность быстрее создавать сварной шов с уникальными, специализированными свойствами. Преимущества переменного тока для высокого наплавления, стабильности и устранения дугового разряда могут быть реализованы, в то время как DCEP/DCEN обеспечивают стабильное проплавление на гораздо более высоких скоростях.
Из-за того, что происходит в задней части этих новых машин, сварщики теперь имеют гораздо больше возможностей для работы с дугой. Старое оборудование работало в соответствии с ограниченным набором параметров; сегодняшние источники энергии работают и реагируют.
«Машина делает большую часть работы, — сказал Майк Флэгг, менеджер SAW в Lincoln Electric Co., Кливленд. — Пользователь просто должен настроить параметры, когда это необходимо. Новое оборудование довольно просто для операторов . »
»
Питание и управление
На входе больше нет необходимости использовать только однофазное питание. Новые машины могут подключаться к трехфазному источнику питания и к одному и тому же источнику питания, используемому для обоих. Это достигается простой модификацией вилки, чтобы ток и напряжение оставались стабильными и постоянными. Инверторы позволяют использовать одно и то же оборудование в любой точке мира.
Все современные элементы управления SAW являются цифровыми, что обеспечивает постоянную обратную связь для контроля и изменения напряжения, силы тока, скорости подачи проволоки и т. д. Цифровые ПЛК настроены для взаимодействия с приложением, выбранным в источнике питания, и в некоторых случаях один контроллер может обрабатывать любой выбор AC, DC CV или DC CC.
Сохраняемые настройки позволяют оператору вводить три или четыре разные программы и записывать их одну за другой без необходимости запоминать оптимальные диапазоны нагрева и мощности для данной работы. После ввода параметров их можно вызвать и снова использовать в том же приложении. Диапазоны осаждения и нагрева могут быть запрограммированы, и система будет гарантировать, что оператор останется в этих диапазонах.
После ввода параметров их можно вызвать и снова использовать в том же приложении. Диапазоны осаждения и нагрева могут быть запрограммированы, и система будет гарантировать, что оператор останется в этих диапазонах.
Программируемость контроллеров позволяет компаниям работать в реальных условиях бизнеса. В некоторых случаях опытные операторы могут обучать и управлять неопытными сварщиками, не рискуя потерять контроль над одной или несколькими переменными.
Возможность составления отчетов также доступна с помощью программного обеспечения для мониторинга, использующего сетевые соединения. Как и станок с ЧПУ, источник сварочного тока можно программировать удаленно и контролировать по сети. То, что можно посмотреть локально, также можно посмотреть в любой точке мира. Данные о теплотах проникновения и осаждения, скоростях и качестве могут быть отправлены по электронной почте.
Скорости перемещения и расходные материалы
Гибкость новых источников питания позволяет производителям сосредоточиться на более высоких скоростях перемещения, что повышает качество сварных швов с высоким наплавлением.
‘В 50-х и 60-х тракторы были огромными. Теперь они намного меньше и могут работать быстрее», — сказал Фишер. . Приспособляемость по-прежнему остается главным преимуществом, поэтому даже модульные тракторы можно разобрать без использования инструментов, чтобы провести их через небольшое пространство, где они снова собираются для выполнения необходимых операций.Эти высокотехнологичные тракторы чрезвычайно универсальны в том, что они могут делать.
Точно так же, как промышленность улучшила системы питания и нанесения, расходные материалы были обновлены, чтобы соответствовать текущим требованиям.
Трубчатая проволока, также называемая проволокой с металлическим сердечником, состоит из металлической проволоки снаружи и металлического порошка внутри, состоящего из специальных сплавов, таких как флюсовая смесь. Эти проволоки позволяют выполнять операции, которые ранее требовали нескольких проходов, за один или два прохода. Они также позволяют использовать более универсальный и менее дорогой флюс.
Производство и поставка флюса также расширились, чтобы соответствовать производственным требованиям SAW. Флюс с трубчатым сердечником может применяться в зависимости от области применения и обеспечивать дополнительную прочность и качество сварного шва. Обычный флюс теперь можно приобрести в мешках весом до 3000 фунтов, а в некоторых случаях его можно хранить до пяти лет, сохраняя при этом свои свойства.
SAW также хорошо подходит для ленточной облицовки, процесс, который дебютировал в 1960-х годах. Расходный материал представляет собой полосу из металла или сплава толщиной 0,79 мм.до 4,72 дюйма в ширину и около 0,020 дюйма в толщину, который используется вместо обычного проволочного электрода. Дуга проходит между полосой и заготовкой, а флюс защищает сварной шов от атмосферы, а оператора от брызг. Это еще один вариант достижения высокого осаждения и устранения количества проходов.
Барьеры
SAW подходит не для каждого применения. Поскольку это плоский или горизонтальный процесс, существуют ограничения на типы операций, которые он может принести. Кроме того, он в основном характерен для черных металлов. На некоторых материалах, таких как алюминий, проблемы с едким флюсом сводят на нет экологические и безопасные преимущества SAW и требуют другого процесса.
Кроме того, он в основном характерен для черных металлов. На некоторых материалах, таких как алюминий, проблемы с едким флюсом сводят на нет экологические и безопасные преимущества SAW и требуют другого процесса.
Производителям следует учитывать затраты на вход при оценке SAW для своих операций. Хотя технология управления предлагает широкие возможности, она имеет свою цену. Объемы производства определят, оправдано ли оборудование. Доступны недорогие источники питания, но многие из них не обладают самыми востребованными возможностями.
У SAW большое будущее. По мере индустриализации целых культур по всему миру будет расти и число приложений, поддающихся этому процессу. В то время как текущая технология уже готова справляться с новыми требованиями со скоростью и точностью, производители будут продолжать искать, что еще можно сделать, чтобы помочь пользователям SAW стать эффективными и конкурентоспособными.
Промышленные печи С фронтальной загрузкой С верхней загрузкой Узнайте о наших промышленных печах Сварочные печи Стержневые электроды |
Чтобы получить дополнительную информацию или найти ближайшего к вам дистрибьютора Keen: Запрос Форма предложения
|
 футов
футов 
 Существуют плавленые флюсы, связанные флюсы, агломерированные флюсы и механически смешанные флюсы.
Существуют плавленые флюсы, связанные флюсы, агломерированные флюсы и механически смешанные флюсы. Хотя механически смешанные флюсы позволяют создавать специальные смеси для более чувствительных сварных швов, эти флюсы могут расслаиваться при хранении, использовании и восстановлении флюса.
Хотя механически смешанные флюсы позволяют создавать специальные смеси для более чувствительных сварных швов, эти флюсы могут расслаиваться при хранении, использовании и восстановлении флюса. 

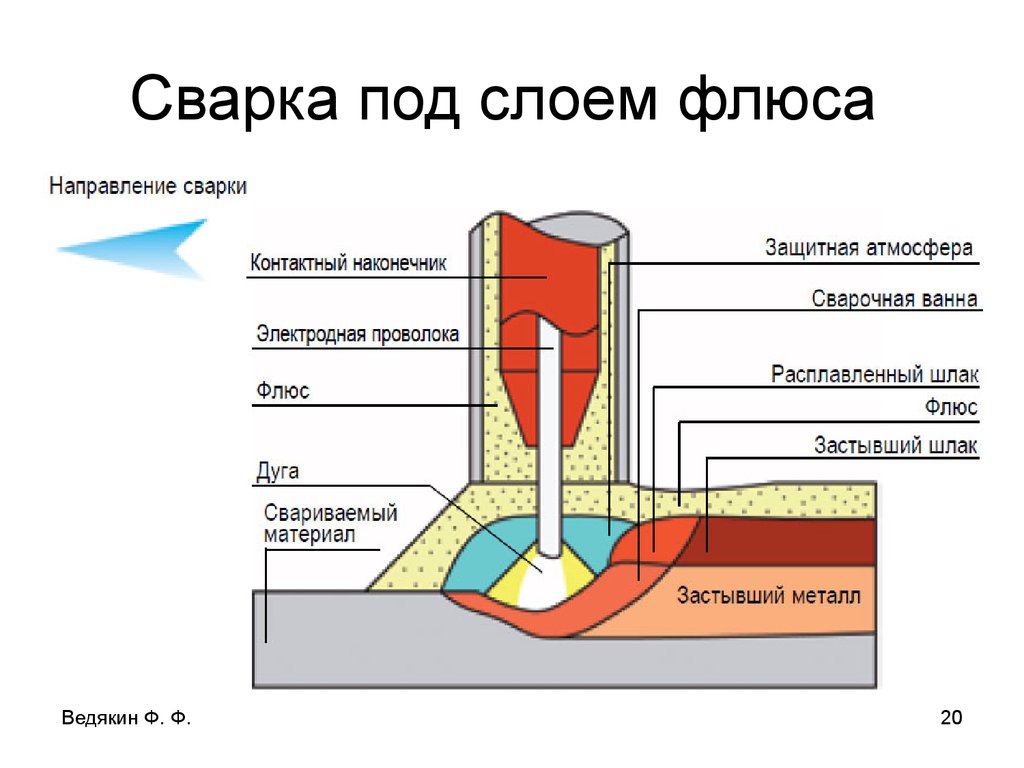 Первоначально разработанный компанией Linde-Union Carbide Company, он обычно используется в станках с балками, стрелами, тракторами и буровыми установками с несколькими головками. В этом процессе, также известном как Sub Arc или SAW, используется покрытие из гранулированного плавкого флюса, под которым и сварной шов, и зона дуги защищены или «погружены». Это флюсовое покрытие обладает следующими преимуществами:
Первоначально разработанный компанией Linde-Union Carbide Company, он обычно используется в станках с балками, стрелами, тракторами и буровыми установками с несколькими головками. В этом процессе, также известном как Sub Arc или SAW, используется покрытие из гранулированного плавкого флюса, под которым и сварной шов, и зона дуги защищены или «погружены». Это флюсовое покрытие обладает следующими преимуществами: Электрод постоянно подается в дугу, и по мере его плавления слой гранулированного флюса образует защитную оболочку, под которой происходит сварка. Одеяло создается, когда часть флюса становится расплавленной. Этот плавкий флюс может состоять из извести, кремнезема, оксида марганца, фторида кальция и других соединений. В расплавленном или расплавленном состоянии флюс становится проводящим. Это позволяет подавать постоянный ток между электродом и сварочным изделием. Остаток флюса извлекается и используется повторно, если только он не был загрязнен.
Электрод постоянно подается в дугу, и по мере его плавления слой гранулированного флюса образует защитную оболочку, под которой происходит сварка. Одеяло создается, когда часть флюса становится расплавленной. Этот плавкий флюс может состоять из извести, кремнезема, оксида марганца, фторида кальция и других соединений. В расплавленном или расплавленном состоянии флюс становится проводящим. Это позволяет подавать постоянный ток между электродом и сварочным изделием. Остаток флюса извлекается и используется повторно, если только он не был загрязнен. Пластичность и ударопрочность должны быть хорошими, а внешний вид валика должен быть однородным.
Пластичность и ударопрочность должны быть хорошими, а внешний вид валика должен быть однородным.
 К ним относятся, помимо прочего, изменение количества проводов и источников питания, добавление железного порошка во флюс и использование ленточного электрода для наплавки.
К ним относятся, помимо прочего, изменение количества проводов и источников питания, добавление железного порошка во флюс и использование ленточного электрода для наплавки. Электроды подключены к трехфазным системам питания, которые используются для выполнения скоростных продольных швов на крупногабаритных трубах и сборных балках.
Электроды подключены к трехфазным системам питания, которые используются для выполнения скоростных продольных швов на крупногабаритных трубах и сборных балках. Одна из проблем заключается в том, что сварку обычно можно выполнять только в горизонтальном положении. Использование гранулированного флюса и текучесть расплавленной сварочной ванны означает, что сварка ограничена положениями 1F, 1G и 2F.
Одна из проблем заключается в том, что сварку обычно можно выполнять только в горизонтальном положении. Использование гранулированного флюса и текучесть расплавленной сварочной ванны означает, что сварка ограничена положениями 1F, 1G и 2F.Руководство по дуговой сварке под флюсом (SAW)
Дуговая сварка под флюсом (SAW) — это процесс дуговой сварки, при котором образуется электрическая дуга между непрерывно подаваемым плавящимся сплошным или трубчатым электродом и свариваемой деталью. Зона дуги и расплавленный шов защищены от атмосферных воздействий путем «погружения» под слой флюса. В расплавленном состоянии флюс становится проводящим и обеспечивает путь тока между электродом и заготовкой, а также создает защитный газовый экран и шлак, которые защищают зону сварки.
Зона дуги и расплавленный шов защищены от атмосферных воздействий путем «погружения» под слой флюса. В расплавленном состоянии флюс становится проводящим и обеспечивает путь тока между электродом и заготовкой, а также создает защитный газовый экран и шлак, которые защищают зону сварки.
Процесс дуговой сварки под флюсом (SAW) был впервые запатентован в 1935 году. Он был разработан электрической компанией Патона, Киев (ныне Украина), и, как известно, использовался при изготовлении танка Т34 для Второй мировой войны. Война.
Что такое дуговая сварка под флюсом и как она работает?
Дуговая сварка под флюсом (SAW) — это тип процесса дуговой сварки. Он использует тепло, выделяемое дугой, зажженной между постоянно подаваемым оголенным электродом и заготовкой, для расплавления поверхности металла заготовки и проволочного электрода для создания расплавленной сварочной ванны. Дуга поддерживается автоматически. Расплавленный проволочный электрод добавляется в расплавленную сварочную ванну, образуя при охлаждении металл сварного шва.
Отличительной особенностью дуговой сварки под флюсом является то, что она использует непрерывный поток порошкообразного флюса (в гранулированной форме) для защиты сварочной ванны и снижает скорость охлаждения металла шва. Толстый слой флюса покрывает сварочную ванну и защищает ее от атмосферного воздуха и загрязнений. Порошок флюса ближе к расплавленной сварочной ванне плавится и смешивается с ней, помогая очистке. Расплавленный флюс при охлаждении образует стеклообразный шлак, который плавает на металле сварного шва в качестве защитного покрытия. Флюс и шлак полностью покрывают дугу, поэтому снаружи дуга не видна. Количество флюса, используемого в SAW, таково, что дуга обычно не видна снаружи. Дуга погружается под флюс, отсюда и название дуговой сварки под флюсом. Помимо защиты сварочной ванны, флюс можно использовать для добавления в сварочную ванну желаемых легирующих элементов. Дуговая сварка под флюсом является очень полезным и универсальным методом сварки. Неиспользованный флюс (который не расплавился) утилизируется для повторного использования.
Дуговая сварка под флюсом требует непрерывной подачи расходуемых проволочных электродов вместе с непрерывной подачей порошкового флюса. Проволочный электрод может быть непрерывной сплошной или порошковой проволокой или полосой. Насыпание порошка флюса на длину сварного шва всегда предшествует сварочной дуге, чтобы дуга оставалась под толстым слоем флюса. Процесс SAW идеально подходит для длинных продольных и кольцевых стыковых швов, необходимых при производстве крупных трубопроводов и сосудов под давлением. Из-за высокой текучести расплавленной сварочной ванны и шлака дуговая сварка под флюсом выполняется в горизонтальном положении, чтобы сохранить толстый слой флюса. SAW также может использоваться для угловых швов в плоском или горизонтально-вертикальном положениях.
Краткое описание процесса дуговой сварки под флюсом (SAW)
Перед началом процесса SAW начальная длина сварного шва заполняется слоем флюса. Когда начинается сварка, сварочная головка начинает заливать гранулированный флюс, и сварочная дуга движется по линии сварки, полностью погруженная под покров флюса. По мере сварки по длине расплавленный металл шва, покрытый жидким флюсом, охлаждается и затвердевает, образуя наплавленный валик с защитным шлаком над ним.
В холодном состоянии флюс не является проводником электричества, поэтому дуга обычно зажигается при прикосновении электрода к изделию или при использовании высокочастотного устройства. В обоих случаях дуга зажигается под толстым слоем флюса. Достигнув расплавленного состояния, нижняя часть флюса становится хорошим проводником и облегчает протекание тока между проволочным электродом и заготовкой. Верхняя часть гранулированного флюса, находящаяся в контакте с атмосферой, остается неизменной и обычно всасывается через трубу для рециркуляции. Расплавленный флюс при охлаждении превращается в шлак и после сварки удаляется как отходы.
Слой расплавленного или затвердевшего шлака можно легко удалить после сварки. Сварочная дуга остается полностью покрытой слоем флюса, что значительно снижает потери тепла. SAW имеет высокий термический КПД 60%, и это очень хорошо по сравнению с 25% тепловым КПД процесса дуговой сварки в среде защитного металла (SMAW или MMA). Другие преимущества заключаются в том, что дуга не видна (отсутствие излучения), не требуется отвод дыма, и, как правило, это процесс без разбрызгивания.
Типы процесса сварки под флюсом
Сварка под флюсом может осуществляться в трех различных режимах:
- Полуавтоматический режим.
- Автоматический режим, а.
- Машинный режим.
1. Полуавтоматический режим сварки
Этот процесс выполняется с помощью ручной полуавтоматической сварочной головки, которая подает флюс (либо под действием силы тяжести из бункера на сварочной головке, либо через подсоединенный шланг к сварочной головке) и проволочный электрод. Проволочный электрод подается через механизм подачи проволоки и медную контактную трубку. Важно установить и обеспечить позиционирование проволочного электрода, ток, напряжение дуги и скорость перемещения для достижения качественного сварного шва, поскольку сварщик не может видеть сварочную дугу и сварочную ванну. Сварочная головка может включать пусковой переключатель для начала сварки, или система может автоматически начинать подачу флюса, когда электрод касается заготовки.
2. Автоматический режим сварки
Этот процесс выполняется на сложном оборудовании, и сварка выполняется без необходимости контроля или регулирования процесса сварщиком. Для достижения очень высокой производительности используется дорогостоящее и саморегулирующееся или саморегулирующееся оборудование. Эта система будет иметь автоматическую подачу флюса, проволочный электрод и систему рекуперации флюса. Нагнетатель флюса крепится к передней части сварочной головки и имеет клапаны с магнитным управлением, которые могут открываться или закрываться системой управления. Проволочный электрод непрерывно подается с установленной (заданной) скоростью. Отдельная система привода перемещает сварочную головку над неподвижной заготовкой, либо заготовка перемещается или вращается под неподвижной сварочной головкой.
3. Режим машинной сварки
Этот процесс имеет такое оборудование, как загрузочный бункер для флюса, устройство подачи проволоки, автоматическое формирование дуги и устройство восстановления флюса. Тем не менее, сварщик должен контролировать процесс, позиционируя работу, начиная и останавливая сварку, а также регулируя органы управления и скорость для каждой сварки. Проволочный электрод непрерывно подается с установленной (заданной) скоростью. Отдельная система привода перемещает сварочную головку над неподвижной заготовкой, либо заготовка перемещается или вращается под неподвижной сварочной головкой.
Процесс SAW обычно работает в автоматическом или машинном режиме. Полуавтоматический метод не популярен, так как сварщику трудно или невозможно контролировать невидимую сварочную дугу.
Варианты процесса дуговой сварки под флюсом
Несмотря на то, что SAW обычно работает с одной присадочной проволокой (электродом) с питанием переменного или постоянного тока, вы можете увидеть много других вариантов. В зависимости от толщины металла заготовки, типа сварного соединения и размеров деталей высокая производительность сварки (повышенная скорость наплавки металла и/или скорость перемещения) может быть достигнута при использовании многопроволочной (2/3), предварительно подогретой проволоки, трубчатой проволокой и добавлением во флюс легирующих металлов. Ниже приведены некоторые варианты процесса сварки под флюсом.
A. Двухпроводной тандемный метод
В двухпроводном тандемном методе (один провод за другим) каждый провод со своим источником питания может использоваться для высокого и интенсивного проникновения. Электрод спереди положительный, а за ним отрицательный. Первый электрод выполняет работу по проплавлению, а второй электрод выполняет работу по заполнению сварного шва. Из-за непосредственной близости двух дуг между ними могут возникать помехи, и в некоторых случаях задний электрод подключается к сети переменного тока, чтобы минимизировать эти помехи.
B. Трехпроводной тандемный метод
Трехпроводной тандемный метод (два провода за другим) обычно работает путем подключения всех трех электродов к трехфазным системам питания переменного тока. Этот метод можно использовать для скоростной сварки продольных швов больших труб и балок. Можно использовать большой ток и связанные с этим высокие скорости перемещения и скорости наплавки металла. Использование многопроволочных электродов увеличивает скорость наплавки и скорости перемещения. Можно использовать многопроволочные электроды, используя один общий источник питания для всех проволочных электродов или более одного источника питания.
При использовании одного источника питания один и тот же подающий ролик подает в сварной шов несколько проволочных электродов. При использовании нескольких источников питания следует использовать отдельные системы подачи проволоки для изоляции электродов друг от друга. Когда используется более одного источника питания, можно использовать разные полярности или использовать один с переменным током, а другой с постоянным током, и все это может привести к увеличению наплавки металла сварного шва и скорости перемещения сварного шва. Проволочные электроды могут располагаться рядом или друг за другом (тандем).
С. Дуговая сварка под флюсом с использованием ленточных электродов (ленточная сварка)
Этот способ применяется для наплавки (наплавки) слоя нержавеющей стали на детали из низкоуглеродистой и легированной стали. Этот метод создает широкий валик сварного шва с равномерным и низким проникновением. Этот метод можно использовать для нанесения покрытия из нержавеющей стали на сосуды из низко- или среднелегированных сплавов. Таким образом, вы можете получить преимущества коррозионной стойкости нержавеющей стали, а также прочности и экономичности низколегированных и среднелегированных сталей. Для этого процесса используется устройство подачи ленточного электрода и специальный флюс. Для ленточных электродов шириной более 50 мм используется магнитодуговой осциллятор, обеспечивающий равномерное проплавление и равномерное плавление ленты.
D. Другие методы увеличения скорости наплавки металла шва
Существует множество других методов увеличения скорости наплавки металла шва, например:
- Использование предварительно нагретых проволочных электродов и предварительный нагрев электрически или другими способами.
- При размещении материалов на основе железа в сварном соединении под флюсом этот материал будет плавиться под сварочной дугой и присоединяться к сварочной ванне, становясь частью сварного соединения.
- Поместив кусочки проволочного электрода. Этот метод увеличивает скорость наплавки металла шва без ущерба для качества металла шва. Этот метод можно использовать с одно- или многопроволочным электродом.
Оборудование, используемое для дуговой сварки под флюсом (SAW)
Основное оборудование, необходимое для дуговой сварки под флюсом:
- Сварочный аппарат или источник питания.
- Автоматическая сварочная головка или сварочная головка, подходящая для полуавтоматической сварки.
- Блок подачи проволочного электрода с элементами управления.
- Бункер для флюса с системой подачи флюса.
- Блок рекуперации флюса.
- Транспортная тележка.
- Набор кабелей, зажим заземления, отбойный молоток, проволочная щетка и т. д.
1. Источник питания
Источником питания может быть переменный ток (AC) или постоянный ток (DC). Источник питания для SAW должен иметь 100% рабочий цикл, так как SAW работает непрерывно, а время завершения сварки может превышать 10 минут.
Источник питания постоянного тока — Источником постоянного тока может быть трансформаторно-выпрямительный или мотор-генераторный тип, обеспечивающий постоянное напряжение (CV) или постоянный ток (CC), либо блок с выбираемым CC или CV. Трансформаторно-выпрямительный тип более популярен.
Источники постоянного напряжения постоянного тока доступны как в трансформаторно-выпрямительном, так и в мотор-генераторном исполнении, номинал этих моделей варьируется от 400 до 1500 ампер. Они используются для полуавтоматической сварки под флюсом с током от 300 до 600 ампер и рекомендуются для проволочных электродов диаметром от 1,6 до 2,4 мм. Автоматическая SAW выполняется при силе тока от 300 до 1000 ампер и рекомендуется для проволочных электродов диаметром от 2,4 мм до 6,4 мм. Применения с током более 1000 ампер ограничены из-за возникновения сильной дуги при больших токах.
Измерение напряжения или тока обычно не требуется; следовательно, блок проволочных электродов может иметь простую конструкцию с регуляторами подачи. Источники постоянного тока постоянного тока доступны как в трансформаторно-выпрямительном, так и в мотор-генераторном исполнении с номинальной выходной мощностью до 1500 ампер. Сварку под флюсом можно выполнять как при полярности DCEN (электрод постоянного тока отрицательный), так и при DCEP (электрод постоянного тока положительный). DCEN обеспечивает высокую скорость наплавки металла шва, повышенный предел текучести и твердость металла шва. DCEP обеспечивает более низкую скорость осаждения металла шва и низкий предел текучести.
Источник питания переменного тока — обычно это типы трансформаторов с номинальным током от 800 до 1500 ампер при 100% рабочем цикле. Эти машины могут быть подключены параллельно, когда требуется более высокий ток.
При использовании источника постоянного тока (постоянного или переменного тока) в системе подачи проволочных электродов можно использовать датчик напряжения (для поддержания постоянной длины дуги). Когда используется источник постоянного напряжения, можно использовать простую систему подачи проволоки с фиксированной скоростью, а система постоянного напряжения используется только с источником постоянного тока (DC). Специализированный тип схемы требуется для работы с несколькими электродами, особенно при использовании источника переменного тока. Многопроволочные электроды требуют дополнительных приспособлений.
2. Сварочная головка
Сварочная головка имеет устройства для непрерывной подачи флюса и непрерывной подачи проволочного электрода. Блок рекуперации флюса также может быть частью сварочной головки.
3. Бункер для флюса
Флюс хранится в бункере для флюса, и движение флюса к сварочной головке может осуществляться под действием силы тяжести или силы. Скорость напыления флюса на сварочную линию можно регулировать (контролировать) с помощью магнитных клапанов.
4. Блок подачи проволочного электрода
Этот блок обеспечивает непрерывную подачу проволочного электрода к месту сварки, причем скорость подачи может быть постоянной или переменной. Блок подачи состоит из пула проволоки, установленной на блоке подачи, приводного двигателя и роликов (для выпрямления проволоки и ее проталкивания) и подается через сварочную головку. Диаметр оголенной металлической проволоки (иногда покрытой медью для улучшения ее проводимости) может составлять от 1,5 до 6,4 мм и более, и в зависимости от сварки также используются специальные формы проволочных электродов. Размер проволочного электрода зависит от типа свариваемого металла и его толщины. Блок проволочных электродов может быть в контуре с основной системой для изменения скорости для поддержания постоянного напряжения или постоянного тока.
5. Блок сбора флюса
Этот блок может быть частью сварочной головки и может использоваться для отсасывания неиспользованных зерен флюса для рециркуляции.
6. Передвижная тележка
Передвижная тележка может представлять собой простой трактор или сложную специализированную систему. При дуговой сварке под флюсом может быть две схемы:
- Сварочная головка, установленная на тракторе, перемещается по длине сварного шва, а заготовка неподвижна.
- Сварочная головка остается неподвижной над заготовкой, а заготовка движется или вращается (если это труба) под сварочной головкой.
Параметры процесса для дуговой сварки под флюсом
Сварочные параметры, влияющие на дуговую сварку под флюсом, аналогичны другим процессам сварки, а именно:
- Flux.
- Проволочный электрод.
- Ток и напряжение, а.
- Скорость движения.
1. Флюс
Гранулированный флюс, используемый в SAW, содержит различные соединения, такие как известь, диоксид кремния, фторид кальция, оксиды кальция и марганца, цирконий, алюминий и т. д. Флюс в виде порошка действует как изолятор и становится проводником в своей расплавленной форме, чтобы обеспечить протекание тока между проволочным электродом и заготовкой через него. Состав флюса находится в гармонии с типом и составом проволочного электрода, так что проволочный электрод и флюс в сочетании друг с другом придают желаемые свойства (механические и химические) металлу сварного шва.
Все виды флюсов реагируют со сварочной ванной с приданием ей требуемых механических и химических свойств, а флюсы называются активными, если они добавляют в сварной шов марганец и кремний. Количество добавляемых марганца и кремния зависит от напряжения дуги и уровня сварочного тока. Основные типы флюсов, используемых в SAW, следующие:
- B флюсы onded — этот тип флюса изготавливается путем связывания высушенных ингредиентов с использованием соединения с низкой температурой плавления, такого как силикат натрия. Как правило, связанные флюсы содержат металлические раскислители для предотвращения образования пор в металле сварного шва.
- Плавленые флюсы – Как следует из названия, плавленые флюсы получают путем плавления необходимой смеси ингредиентов в электропечи, после чего полученный химически однородный продукт охлаждают и измельчают до нужного размера частиц. Этот флюс известен плавной и стабильной дугой, способностью работать при более высоком токе и надежными свойствами металла шва.
Толстый слой гранулированного флюса покрывает расплавленную сварочную ванну и сварочную дугу и защищает их от атмосферного воздуха и загрязнений. Флюс блокирует тепловое излучение сварочной дуги и обеспечивает дополнительную безопасность сварщика и находящихся рядом людей.
Часть флюса, расположенная ближе к сварочной ванне, расплавляется и при затвердевании превращается в шлак. Шлак удаляют, а металл шва очищают после затвердевания. Флюс в верхней части изолирует расплавленную сварочную ванну от температуры окружающей среды и обеспечивает ее медленное охлаждение. Флюс также помогает удерживать тепло, выделяющееся в зоне сварки, и уменьшать потери тепла. Флюс может содержать один или два легирующих элемента, которые входят в состав сварочной ванны и улучшают состав и свойства сварного шва.
2. Проволочный электрод
Состав проволочного электрода зависит исключительно от металла заготовки, и при необходимости проволочный электрод может содержать легирующие элементы. Проволочные электроды доступны для сварки мягких сталей, высоко- или среднеуглеродистых сталей, низко- и среднеуглеродистых сталей, специальных легированных сталей и нержавеющих сталей. Проволочный электрод обычно покрывают медью для улучшения его электропроводности и предотвращения ржавчины. Диаметр проволочного электрода может составлять от 1,6 мм до 6,4 мм. Ориентировочная потребность в токе для сварки электродом 1,6 мм составляет 150–350 ампер, электродом 3,2 мм — 250–800 ампер, электродом 6,4 мм — 650–1350 ампер.
Тип проволочного электрода (состав) и состав флюса зависят от желаемого состава и механических свойств металла шва. Размер проволочного электрода зависит от размера сварного шва и рекомендуемого тока. Сварка одного и того же размера может быть выполнена за один проход или более чем за один проход, и решение зависит от желаемой металлургии металла шва.
3. Ток и напряжение
Чем выше ток, тем выше провар, и, следовательно, при однопроходной сварке используется большой ток. Ток должен быть установлен соответствующим образом для многопроходной сварки. Также значение тока должно соответствовать размеру проволочного электрода; более высокий ток увеличивает скорость плавления или осаждения электрода.
Напряжение дуги обычно остается постоянным в установленных узких пределах, и это изменение очень мало по сравнению с изменением тока. Напряжение дуги влияет на форму и ширину валика сварного шва. Более высокое напряжение делает сварной шов более плоским и широким, а также может увеличить расход флюса.
4. Скорость перемещения
Скорость перемещения влияет на ширину и глубину проникновения наплавленного валика. Более высокая скорость перемещения приводит к узкому валику сварного шва и меньшему проплавлению. Это может стать преимуществом при сварке листового металла, для которого требуется небольшой наплавленный валик с низким проплавлением. Однако очень высокая скорость может привести к пористости, поскольку сварочная ванна остывает быстрее. С другой стороны, очень низкая скорость приводит к ухудшению формы валика и большему разбрызгиванию.
Второстепенные переменные, такие как вылет электрода, угол наклона проволочного электрода к работе и толщина слоя флюса, влияют на сварку.
Некоторые сведения о дуговой сварке под флюсом (SAW)
- Процесс SAW, как правило, ограничивается сваркой плоских или кольцевых стыковых швов и горизонтальных стыковых швов. Сварные швы с горизонтальным положением разделки можно выполнить, предусмотрев необходимые приспособления для удерживания флюса. Некоторые другие позиции можно попробовать с помощью специальных приспособлений. Однако SAW нельзя использовать для вертикального положения или положения над головой.
- Качество металла сварного шва в SAW высокое, а прочность и пластичность могут быть выше, чем у металла заготовки, если используется правильное сочетание металла проволочного электрода и флюса.
- Автоматическая и машинная SAW исключает человеческий фактор, а сварной шов получается более стабильным и равномерным. Размер валика сварного шва за проход больше в SAW по сравнению с другими процессами. SAW имеет более высокое тепловложение и низкую скорость охлаждения, что дает время для выхода газов.
- SAW имеет более высокую скорость наплавки металла по сравнению с другими процессами дуговой сварки. Процесс SAW обеспечивает скорость наплавки металла до 45 кг в час по сравнению со скоростью до 5 кг в час при дуговой сварке в среде защитного газа (SMAW/MMA).
- Скорость осаждения металла сварного шва регулируется полярностью, длиной вылета электрода, составом флюса и количеством используемых электродов. Отрицательная полярность обеспечивает максимальный нагрев электрода; следовательно, скорость осаждения больше для DCEN (отрицательный электрод постоянного тока).
- Более высокий вылет электрода (вылет — это длина электрода за пределами медной контактной трубки) приводит к увеличению скорости наплавки металла и уменьшению проплавления сварного шва.
- Положение сварочной головки очень важно при кольцевой сварке труб большого диаметра (труба вращается, а сварочная головка зафиксирована). В процессе SAW образуется большее количество расплавленного металла сварного шва и расплавленного шлака, который имеет тенденцию течь. Сварочная головка должна располагаться в крайнем верхнем положении (известном как положение на 12 часов), поскольку это дает максимальное время для затвердевания расплавленной сварочной ванны и шлака. Однако проблема становится серьезной с уменьшением диаметра трубы и может привести к захвату шлака в металле сварного шва. Угол проволочного электрода также может быть изменен, чтобы улучшить эту ситуацию.
- Медная опорная пластина или стержень могут быть полезны при сварке тонкой стали. Расплавленный металл шва имеет тенденцию вытекать из соединения, если подкладочный стержень не используется. Опорный стержень поддерживает наплавленный металл до тех пор, пока он не затвердеет, и может быть предусмотрено устройство для охлаждения медного стержня водой, чтобы избежать возможности расплавления части меди и ее смешивания с наплавленным металлом.
- Длина сварочной дуги поддерживается постоянной благодаря принципу саморегулирующейся дуги, и когда длина дуги уменьшается, напряжение дуги увеличивается, чтобы восстановить ее, и наоборот. Это также восстановит ток и скорость горения электрода.
- Конструкция соединения при дуговой сварке под флюсом (SAW):
- Как правило, SAW можно выполнять с соединениями, предназначенными для процесса SMAW, для максимального использования процесса SAW можно предложить отдельную конструкцию соединения. Для листов толщиной до 16 мм предлагается конструкция с квадратными канавками и скосами для листов толщиной более 16 мм.
- Открытый зазор (корневой) между пластинами также можно использовать с опорной пластиной (во избежание вытекания расплавленного металла шва из стыка). Когда обе стороны заготовки доступны для сварки, можно выполнить сварку под флюсом с обратной стороны, чтобы вплавить в исходный сварной шов и обеспечить полное проплавление.
Вопросы качества в процессе сварки под флюсом
- Несмотря на то, что дуговая сварка под флюсом обычно считается сильным процессом сварки, она может страдать многими дефектами сварки (обычными для других методов сварки), такими как недостаточное проплавление, отсутствие плавления, пористости и т. д. Эти проблемы могут возникать из-за неправильных настроек параметров сварки или других проблем.
- На трубах, сваренных дуговой сваркой под флюсом, может наблюдаться растрескивание металла шва, причиной которого может быть движение сварной трубы до затвердевания металла шва.
- Другим дефектом являются трещины в носке, которые могут образовываться в корне сварного шва. Трещины в носке, недостаточное проплавление и трещины в сварных швах являются нормальной причиной отказа в процессе дуговой сварки под флюсом.
- Когда дуговая сварка под флюсом выполняется как на внутреннем, так и на внешнем диаметре трубы, она называется DSAW (двойная дуговая сварка под флюсом). Несовпадение внутреннего и наружного диаметров свариваемых труб может привести к дефектам сварки из-за возникающих внутренних напряжений.
- Дуговая сварка под флюсом, как правило, хороша и рекомендуется для сварки больших труб, сосудов и сварных конструкций с большой толщиной стенки. Обычно качество сварки хорошее, хотя иногда наблюдались пористость из-за азота и поперечные или продольные трещины.
- Тепловложение в SAW больше, чем в процессах SMAW и GMAW, и за счет этого металл шва в околошовной зоне (ЗТВ) имеет крупнозернистую структуру с плохой ударной вязкостью по сравнению с SMAW и GMAW, где тепловая нагрузка сравнительно меньше.
- При выполнении SAW в автоматическом или машинном режимах дефекты могут возникать в начале или в конце сварного шва. Использование выходных лепестков (выступающие язычки могут представлять собой небольшую фиктивную свариваемую деталь в начале и в конце сварки) на обоих концах заготовки может быть решением для устранения этого дефекта.
- Неразрушающие испытания (NDT), такие как рентгеновские и пенетрационные испытания, могут использоваться для проверки сварных конструкций.
Преимущества и недостатки (ограничения) сварки под флюсом
Преимущества
- Высокое наплавление металла шва и высокая скорость сварки по сравнению с другими процессами дуговой сварки.
- Большая глубина проплавления сварного шва.
- Адаптируется к автоматизированным и механизированным операциям.
- Подготовка кромок не является обязательной для сварки.
- Этот процесс можно адаптировать для внутренних и наружных работ.
- Сварочная дуга всегда покрыта слоем флюса и минимизирует риск теплового излучения и ядовитых паров.
- Сварка толстых листов может производиться как в один проход, так и в несколько проходов.
- Более 60 % флюса можно регенерировать и рециркулировать.
- Высокая степень использования проволочных электродов.
- Несколько проволочных электродов можно использовать для увеличения наплавки металла и скорости сварки.
- Исключена возможность разбрызгивания и разбрызгивания расплавленного металла сварного шва на сварочный аппарат.
- Преимуществом SAW дуплексных нержавеющих сталей является извлечение легирующих элементов, особенно хрома, причем извлечение зависит от состава флюса. Флюс с низким содержанием кремнезема предпочтителен для SAW дуплексных сталей.
- Толстый слой флюса покрывает сварочную ванну и дугу, и преимуществом этого является предотвращение разбрызгивания, минимум дыма или его полное отсутствие, а также отсутствие ультрафиолетового излучения, поскольку дуга полностью погружена в воду.
Недостатки (ограничения)
- Процесс SAW ограничивается черными металлами (мягкая сталь, углеродистая сталь и нержавеющая сталь) и некоторыми сплавами на основе никеля. Процесс
- SAW подходит только для 1F и 2F (угловые швы в плоском и горизонтальном положении) и 1G (стыковая сварка в плоском положении) только в положениях шва. Процесс
- SAW обычно ограничивается сваркой длинных прямых и кольцевых сварных швов труб большого диаметра.
- Система усложняется из-за блоков подачи и рекуперации флюса.
- Удаление шлака требуется после каждого прохода (при многопроходной сварке) и в конце сварки.
- Полуавтоматическая (ручная) работа затруднена, так как дуга не видна сварщику. Для процесса
- SAW требуется опорная пластина/полоса для надлежащего проникновения в сварной шов и предотвращения вытекания металла из сварного шва. Процесс
- SAW ограничен сваркой толстых металлов.
- Высокая температура и медленное охлаждение под флюсом могут не подходить для сварки закаленных и отпущенных сталей.
- Обычно не подходит для сварки тонких металлов.
- Остаточный шлак в процессе сварки под флюсом может нанести вред здоровью сварщика.
Применение дуговой сварки под флюсом
- Процесс SAW идеально подходит для сварки длинных прямых и кольцевых сварных швов труб большого диаметра. Процесс
- SAW широко используется для сварки газовых баллонов высокого давления, в том числе газовых баллонов для бытового газа для приготовления пищи.
- Наплавка или плакирование металла из нержавеющей стали на низко- или среднеуглеродистую сталь для получения преимуществ коррозионной стойкости нержавеющей стали и высокой прочности углеродистых сталей. Процесс наплавки можно использовать для ремонтных работ. Процесс
- SAW очень подходит для изготовления/конструкций из тяжелых металлов, где длина сварного шва большая, положение сварки 1F и 2F (угловые швы в плоском и горизонтальном положении) или 1G (стыковая сварка в плоском положении). Процесс
- SAW широко используется для сварки черных металлов (мягкая сталь, углеродистая сталь и нержавеющая сталь) и некоторых сплавов на основе никеля.
- Производство огромных сосудов под давлением, котлов, химических реакторов и резервуаров, используемых для военных операций.
- Толщина металла не является ограничивающим фактором в процессе сварки под флюсом, поскольку возможна многопроходная сварка.
- Сварка тяжелых конструкций, включая колонны и балки.
Разница между SAW и SMAW, GMAW и GTAW
Все процессы дуговой сварки, включая дуговую сварку под флюсом, используют тепло (тепловую энергию), генерируемую дугой между электродом (плавящимся или неплавящимся) и заготовкой, для расплавления поверхности заготовки и присадочного металла, создание ванны расплавленного металла сварного шва. Однако каждый процесс дуговой сварки имеет свои особенности. Предпринята попытка собрать разницу между дуговой сваркой под флюсом (SAW) и дуговой сваркой в среде защитного металла (SMAW), дуговой сваркой металлическим электродом в среде защитного газа (GMAW) и дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW).
| № | Дуговая сварка под флюсом (SAW) | SMAW, GMAW и GTAW. |
| 1 | Непрерывная подача порошкового флюса используется для покрытия и защиты дуги и расплавленной сварочной ванны от атмосферного воздуха и загрязнений. | SMAW использует электрод с флюсовым покрытием, и флюс плавится, выделяя газы и образуя шлак для защиты сварочной дуги и сварочной ванны от атмосферного воздуха и загрязнений.
GMAW и GTAW используют инертные или активные газы для защиты сварочной дуги и сварочной ванны от атмосферного воздуха и загрязнений. |
| 2 | Сварочная дуга погружена под толстый слой флюса и практически незаметна. Это ограничивает вредное излучение сварочной дуги. | Сварочная дуга видна, и сварщику необходимо носить защитные очки для защиты от теплового излучения дуги. |
| 3 | 9Процесс 0934 SAW подходит только для 1F и 2F (угловые швы в плоском и горизонтальном положении) и 1G (стыковая сварка в плоском положении) только в положениях шва.Позиции сварки более гибкие, и максимальная гибкость достигается в SMAW. | |
| 4 | Сварочная ванна полностью покрыта флюсом, поэтому токсичные газы незначительны. | Нужна хорошая система вентиляции, чтобы справиться с проблемой токсичных газов. |
| 5 | 9Процесс 0934 SAW подходит как для внутренних, так и для наружных работ. Процесс SMAW можно использовать как для внутреннего, так и для наружного применения. Однако процессы GMAW или GTAW, в которых для защиты используется инертный газ, не рекомендуются для использования вне помещений. | |
| 6 | ПроцессSAW ограничен сваркой толстых металлических профилей. | Обладают большей гибкостью в отношении толщины металла. |
| 7 | ПроцессSAW имеет высокую скорость наплавки металла и высокую скорость сварки по сравнению с любым другим процессом сварки. | Скорость осаждения наплавленного металла и скорость сварки ниже для SMAW, GMAW и GTAW по сравнению с SAW. |
| 8 | ПАВбольше подходит для автоматизированного и механизированного режима работы. Полуавтоматический (ручной) режим работы сложен, так как сварщик не видит дугу. | SMAW обычно выполняется вручную. GMAW и GTAW можно адаптировать как для ручного, так и для автоматизированного режима работы. |
| 9 | Тепловой КПД процесса SAW составляет 60%. | Тепловой КПД (тепловая энергия, генерируемая сварочной дугой, по сравнению с фактически используемой тепловой энергией) SMAW, GMAW и GTAW меньше, чем процесс SAW. |
Вопросы безопасности при сварке под флюсом
Безопасность является важным аспектом сварки, независимо от того, какую сварку он/она выполняет. Следовательно, даже в SAW сварщик должен носить свое сварочное оборудование и строго соблюдать все правила техники безопасности, указанные производителем системы SAW, и местные законы о безопасности.
Заключение
Согласно исследованию, доля SAW в общем объеме промышленных сварок в мире составляет 10%. Это весьма заметная доля, если учесть ограничения процесса. В ближайшие дни инженеры и ученые могут преодолеть ограничения, и доля может возрасти.
Статьи по теме:
Руководство по дуговой сварке металлическим электродом в среде защитного газа (GMAW/MIG).
Инсайдерское руководство по дуговой сварке в среде защитного металла (SMAW/MMA).
Руководство по дуговой сварке вольфрамовым электродом в среде защитного газа (GTAW/TIG).
Каталожные номера:
- TWI Global.
- Энциклопедия Википедии.
- Сайт Эльпрокус.
- Веб-сайт Science Direct.
- Эрликон Сварка.
Причины пористости при сварке под флюсом
Дуговая сварка под флюсом обычно выполняется автоматически, т. е. она не выполняется вручную, а устанавливается как жесткая автоматизация. Оператор просто управляет сварочным аппаратом и положением горелки для получения желаемых результатов. Как правило, системой управляет оператор, а не сварщик. Поэтому, когда возникают проблемы, у оператора может не быть опыта, необходимого для устранения неполадок в сварном шве и внесения необходимых процедурных корректировок. Пористость является распространенной проблемой, которую может быть трудно устранить. Часто мы думаем, что в процессе изготовления ничего не изменилось, но если мы внимательно рассмотрим все переменные, мы сможем определить причины пористости.
Ниже приведен список наиболее распространенных причин пористости при сварке под флюсом. Просматривая этот список, вы заметите, что большинство этих проблем могут измениться без вашего ведома. Всякий раз, когда пористость становится проблемой, просмотрите приведенный ниже список, чтобы исправить проблему.
Плохая марка стали . Химический состав стали обычно не влияет на восприимчивость к пористости, но вот один элемент, который действительно может доставить вам проблемы: сера. Это особенно проблема при сварке сталей, не требующих механической обработки. Увеличение содержания серы повышает обрабатываемость стали, но может создавать проблемы при сварке. Даже когда содержание серы находится в допустимых пределах, это может быть проблемой из-за сегрегации. Это означает, что сера распределяется по стали неравномерно, а может скапливаться на определенных участках. Если вы столкнулись с этой проблемой, у вас есть следующие варианты: свести к минимуму примеси, используя более низкие токи, чтобы меньше проникать (не всегда вариант), или двигаться медленнее, чтобы дать больше времени для дегазации серы.
Чистота шва – Даже при высокой подводимой теплоте, обеспечиваемой процессом SAW, чистота шва очень важна. Ржавчина, масло, краска и другие загрязнители могут вызвать пористость сварных швов под флюсом. Тщательно очистите соединение, чтобы удалить любые загрязнения.
Та же очистка, что и на табличках аттестации процедур, должна быть выполнена на производственных стыках.
Загрязнение флюсом – Если флюс не хранится должным образом, он может впитывать влагу и загрязняться, что может привести к пористости. При использовании системы рекуперации флюса очень важно убедиться, что шлак не собирается. Настоятельно рекомендуется использовать магнитный сепаратор для предотвращения загрязнения флюса металлическими частицами. Наконец, важно добавить новый флюс к восстановленному флюсу, смесь 50/50 идеальна.
Системы рекуперации флюса должны включать фильтрующие сетки, магнитные сепараторы и способ добавления исходного флюса для поддержания адекватного сочетания восстановленного и нового флюса.
Загрязнение электродов – Как и флюс, проволока при неправильном хранении может впитывать влагу. Попадание влаги на твердые провода приведет к ржавчине. Ржавчина увеличивает вероятность пористости, поэтому крайне важно соблюдать надлежащие процедуры хранения. Не забывайте о мотках проволоки, сидящих на оборудовании. Когда катушка проволоки остается на механизме подачи проволоки в течение выходных, она может набрать достаточно влаги, чтобы заржаветь.
Сварочная проволока, оставленная неиспользованной на оборудовании, может загрязниться, если она находится слишком долго.
Недостаточное покрытие флюсом – Флюс обеспечивает атмосферную защиту, аналогичную той, что защитный газ делает для GMAW. Если флюса недостаточно для защиты, может возникнуть пористость дуги. Однако важно не использовать слишком много флюса, так как это может повлиять на форму валика. Количество используемого флюса прямо пропорционально расстоянию между соплом и заготовкой. Недостаточное покрытие флюсом обычно происходит на кольцевых сварных швах. Чем меньше диаметр детали, тем труднее предотвратить утечку флюса. Не рекомендуется использовать SAW с наружным диаметром менее 6 дюймов.
Прихваточные швы – Если прихватка выполняется электродами SMAW или проволокой FCAW, необходимо полностью удалить шлак. Шлак, оставшийся в прихваточных швах, может создать пористость при сварке поверх них под флюсом. Небольшие количества шлака удаляются сварочной дугой.
Удар дуги – Удар дуги вызывается магнитными полями, индуцируемыми сварочной дугой. Эти магнитные поля могут привести к тому, что проволока будет блуждать, входить и выходить из сустава. Это создает неравномерную дугу. Чтобы уменьшить или исключить возникновение дуги, приваривайте вдали от рабочего соединения (заземляющий зажим) или, если возможно, переключитесь на полярность переменного тока.
Скорость перемещения — Чем выше скорость перемещения, тем выше вероятность пористости из-за более быстрого времени затвердевания сварного шва. Чем дольше сварочная ванна остается расплавленной, тем дольше должны выходить газы, образующиеся в процессе сварки.
Ссылки: Справочник по процедурам дуговой сварки, 14-е издание
Lincoln Electric Руководство по дуговой сварке под флюсом
Опубликовано
Категории: Процессы, Процесс SAW, Устранение неполадок
Раскрытие материальной связи: Некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
(SAW) Дуговая сварка под флюсом – сварка и неразрушающий контроль
Дуговая сварка под флюсом (SAW) — это процесс дуговой сварки, при котором дуга генерируется между оголенным электродом и заготовкой. Дуга и расплавленная сварочная ванна погружаются в слой гранулированного плавкого флюса на заготовке. Флюс покрывает дугу и предотвращает утечку дыма, искр, брызг и интенсивного ультрафиолетового излучения, что отличает этот процесс от других процессов дуговой сварки.
Дуговая сварка под флюсом обычно используется для сварки в горизонтальном положении, однако сварка в горизонтальном положении также может быть достигнута с использованием соответствующих инструментов и приспособлений. Этот процесс очень подходит для автоматизированной работы. Он широко используется при изготовлении сосудов под давлением, труб, кораблестроении и барже, производстве железнодорожных вагонов и конструктивных элементов, где требуются длинные сварные швы.
Сначала оголенный электрод (присадочная проволока) вставляется в кучу флюса, покрывающую свариваемое соединение. Затем зажигается дуга, и механизм подачи проволоки начинает подавать электрод (присадочную проволоку) в направлении соединения с заданной скоростью. Кормушку можно перемещать вручную или всю систему можно автоматизировать. При автоматизированной сварке заготовка перемещается под стационарным механизмом подачи проволоки или сварочная головка перемещается над неподвижной заготовкой. Дополнительный флюс непрерывно подается вокруг электродов и равномерно распределяется по сварному шву.
Тепло, выделяющееся при сварке, расплавляет часть флюса. Эти жидкие флюсы плавают над расплавленным металлом и полностью защищают расплавленную сварочную ванну от атмосферы.
Перед выбором процесса дуговой сварки под флюсом для конкретного применения следует учитывать следующие факторы:
- Химический состав и механические свойства, требуемые от окончательного наплавленного металла,
- Частота или объем выполняемых сварочных работ
- Доступность соединения и положение, в котором должен быть выполнен сварной шов
- Толщина свариваемого основного металла и сплава,
- Длина свариваемого стыка
- Стоимость и рентабельность проекта
(на Рис. 1 показан основной процесс дуговой сварки под флюсом)
Основными компонентами процесса SAW являются: 7 Источник питания
Источник питания: Источник питания для процесса дуговой сварки под флюсом имеет большое значение и должен обеспечивать высокий ток при высоком рабочем цикле. Для питания этого процесса сварки можно использовать как источники питания переменного, так и постоянного тока.
Сварочная головка: Типичная сварочная головка состоит из следующего:
- Пистолет в сборе и контактный наконечник
- Двигатель подачи проволоки и подающий ролик в сборе
- Принадлежности для монтажа и позиционирования головки
Система подачи флюса (бункер для флюса): Флюс хранится в бункере и продолжает подавать достаточное количество флюса на соединение. На сварочной головке обычно устанавливается сопло для подачи флюса к сварному соединению.
Флюс: Роль флюса очень важна в этом процессе по трем причинам:
- Стабильность дуги зависит от флюса
- Механические и химические свойства наплавленного металла можно контролировать с помощью флюса
- Контроль и обращение с флюсом влияет на прочность сварного соединения
Флюс становится проводящим, между электродом и изделием протекает ток, в расплавленном состоянии. Флюс состоит из диоксида кремния, извести, оксида марганца, фторида кальция и других соединений.
Электрод: Неизолированная сплошная проволока или полоса обычно используется в качестве электрода для дуговой сварки под флюсом. Однако электроды с композитным металлическим сердечником (аналогичные электродам для дуговой сварки с флюсовой сердцевиной) также могут использоваться. Следующие основные металлы можно сваривать дуговой сваркой под флюсом:
- Углеродистая сталь
- Низколегированные стали
- Нержавеющая сталь
- Сплавы на основе никеля
- Хромолибденовые стали
- Отличное качество сварки и высокая производительность
- высокая скорость осаждения
- контролируемое проникновение (глубокое или мелкое)
- возможность адаптации к автоматизированной работе
- Большая часть флюса может быть использована повторно
- Очень мало дыма
- Можно использовать только в плоском и горизонтальном положениях
- Требуется удаление шлака после сварки
- Ограничено материалами, которые представляют собой длинные и прямые или изогнутые трубы
- Остатки флюса представляют большой риск для здоровья и безопасности
*************************************
Дуговая сварка под флюсом Практический Видео;*************************************
Читайте также: Флюс Дуговая сварка порошковой проволокой
Читайте также: Типы сварных соединений
Читайте также: Сварка ВИГ (GTAW)
Разница между GMAW и SAW
Сварка — это один из производственных процессов, при котором два или более материалов, имеющих одинаковый или разный состав, могут быть соединены на постоянной основе с использованием или без внешнего применения тепла, давления и присадочного металла. Все такие сварочные процессы, в которых применяется тепло от внешнего источника для плавления сопрягаемых поверхностей основных компонентов, называются сваркой плавлением. Процессы дуговой сварки в основном являются подгруппой процессов сварки плавлением, поскольку электрическая дуга обеспечивает необходимое тепло для сплавления поверхностей обшивки и присадочного металла. Эта дуга устанавливается между электродом и опорными пластинами; оба подключены к двум клеммам источника питания. Хотя основной подход к соединению одинаков во всех процессах дуговой сварки, их принцип работы и возможности сильно различаются. В некоторых процессах сам электрод поставляет присадочный металл, тогда как в других процессах наполнитель требуется подавать отдельно. Чтобы защитить расплавленный металл шва от окисления во время сварки, атмосферный воздух не контактирует с нагретыми областями, создавая барьер, окружающий дугу. Такой барьер может быть создан либо с помощью защитного газа, либо с помощью флюса. GMAW и SAW — это два процесса дуговой сварки, имеющие существенно разные принципы работы и возможности.
Дуговая сварка металлическим газом (GMAW) — это один из способов сварки плавлением, при котором электрическая дуга возникает между плавящимся проволочным электродом и пластинами основания. Электрод GMAW является расходуемым, это означает, что сам электрод плавится и осаждается на сварном шве, чтобы обеспечить присадочный металл. Электрод GMAW представляет собой проволоку небольшого диаметра, намотанную в виде катушки. Этот проволочный электрод можно непрерывно подавать в течение значительно длительного времени во время сварки. Электроды не покрыты флюсом, поэтому для защиты металла шва подается защитный газ. Этот защитный газ может быть либо инертным газом (аргон, гелий или кислород), либо смесью инертного и активного газов. В зависимости от типа подаваемого защитного газа GMAW можно дополнительно классифицировать как 9.0021 Металлический инертный газ (МИГ) и Металлический активный газ (МАГ) . Дуга и зона сварки остаются незащищенными во время сварки, поэтому GMAW обеспечивает сварщику хорошую видимость. Однако по той же причине всегда желательны обширные средства индивидуальной защиты. Хотя GMAW обеспечивает относительно более высокую скорость осаждения металла, одним из недостатков этого процесса является недостаточное проникновение. Таким образом, он не подходит, когда более толстые и широкие зазоры должны быть заполнены нанесением наполнителя.
Дуговая сварка под флюсом (SAW) также представляет собой один из способов сварки плавлением, основанный на использовании плавящегося электрода. Здесь также непрерывно подается проволочный электрод с катушки в зону сварки. Однако диаметр электрода несколько больше, чем в GMAW. Хотя SAW использует оголенный электрод, здесь не подается защитный газ. Вместо этого перед сварочной горелкой в больших количествах подается твердый гранулированный флюс. В процессе сварки этот гранулированный флюс расплавляется за счет нагрева дуги. Затем этот жидкий флюс смешивается с оксидами и другими примесями расплавленного металла сварного шва, образуя шлак. Шлак плавает над ванной расплавленного металла и тем самым создает барьер между атмосферным воздухом и горячим валиком сварного шва. Фактически вся дуга и валик шва остаются погруженными под толстый слой шлака. Так зона сварки остается скрытой от сварщика. 100% подаваемого гранулированного флюса обычно не расплавляется. Значительная часть (40 – 70 %) подаваемого флюса остается неиспользованной. Такой неиспользованный флюс можно восстановить и использовать повторно. Процесс SAW обеспечивает очень высокую скорость осаждения металла и особенно подходит для заполнения толстых и широких зазоров.
В GMAW дуга формируется в столбе воздуха. Он также остается открытым. Таким образом, значительная часть тепла дуги теряется. Напротив, столб дуги в процессе SAW формируется внутри жидкого шлака. Поскольку шлак является более плотной средой по сравнению с газом, дуга SAW сужается. Потери тепла за счет проводимости также значительно снижаются, поскольку дуга остается погруженной в слой шлака и слой флюса. Эти два фактора вместе увеличивают плотность тепла дуги, что в конечном итоге приводит к более высокой скорости осаждения наполнителя (электрода). В то время как GMAW по своей природе производит сварочные брызги, SAW не образует брызг. Такое разбрызгивание не только приводит к потере присадочного металла, но и портит внешний вид, дестабилизирует дугу и повышает риск получения травм сварщиком. Несмотря на множество преимуществ, процесс SAW не рекомендуется для небольших и средних работ. Процесс SAW также связан с риском дефекта шлакоуловления. Различные сходства и различия между GMAW и SAW приведены ниже в виде таблицы.
- Как GMAW, так и SAW представляют собой процессы сварки плавлением, поскольку коалесценция производится путем плавления примыкающих поверхностей исходного компонента.
- Оба являются процессами дуговой сварки, так как тепло, необходимое для плавления базовых пластин, подается через электрическую дугу, возникающую между электродом и соединяемыми компонентами.
- Оба используют расходуемый электрод. Таким образом, сам электрод плавится из-за нагрева дуги и впоследствии осаждается на валике сварного шва, обеспечивая присадочный металл. Соответственно, присадочный металл не требуется поставлять из внешнего источника.
- В обоих процессах сварки используется неизолированный электрод. Таким образом, электроды не покрыты никаким флюсом. Однако иногда на электрод наносится тонкое медное покрытие для защиты металла от окисления.
- В обоих процессах состав электродов сильно различается. Обычно конкретный состав электродов выбирается исходя из совместимости с химическим составом соединяемых основных металлов.
- В обоих процессах используется непрерывный электрод-наполнитель. Электрод очень большой длины наматывается на цилиндр, чтобы получилась катушка. Во время сварки один конец электрода непрерывно и автоматически подается с этой катушки. Благодаря очень большой длине конкретный электрод можно подавать непрерывно в течение более длительного времени без прерывания процесса.
- В обоих процессах длина дуги регулируется автоматически без вмешательства человека.