Аппараты для сварки полиэтиленовых труб встык — Волжанин
Полиэтиленовые трубы в России появились совсем недавно. Однако за это время им удалось набрать большую популярность среди потребителей и составить серьезную конкуренцию традиционным металлическим и чугунным трубам. Их востребованность обусловлена такими качествами, как морозоустойчивость, коррозийная стойкость и долговечность. В среднем, срок службы полимерного трубопровода составляет около 50 лет.
На сегодняшний день соединение труб из полиэтилена может осуществляться несколькими способами. Наиболее часто используются торцевая сварка труб (сварка встык) и электромуфтовая сварка. Соответственно и оборудование для сварки труб из полиэтилена бывает двух видов: стыковые и электромуфтовые сварочные аппараты.
Общее описание аппарата
Аппараты для стыковой сварки полиэтиленовых труб имеют несколько составных частей. Как правило, базовая модель для сварки полиэтиленовых трубвключает в себя:
Центратор – базовый элемент машины, который представляет из себя станину с четырьмя металлическими зажимами для фиксации труб и соединительных деталей. В свою очередь, завод «Волжанин» разработал собственную модель данного элемента оборудования. Центраторы марки VOLZNANIN исполнены в формате «неваляшек», что позволяет без их дополнительной переналадки вести работы сразу под тремя углами наклона оборудования к горизонту. Верхние хомуты центраторов оснащены шарнирами для откидывания и работают в различных компоновках. Разработку защищает Патент Российской Федерации № 143115.
В свою очередь, завод «Волжанин» разработал собственную модель данного элемента оборудования. Центраторы марки VOLZNANIN исполнены в формате «неваляшек», что позволяет без их дополнительной переналадки вести работы сразу под тремя углами наклона оборудования к горизонту. Верхние хомуты центраторов оснащены шарнирами для откидывания и работают в различных компоновках. Разработку защищает Патент Российской Федерации № 143115.
Торцеватель – дисковое устройство, снабженное электродвигателем для механической обработки концов свариваемых труб и соединительных деталей. Торцеватель имеет крепление к направляющим сварочного аппарата для удержания при обработке. Ножи торцевателя, как правило, заточены с обеих сторон.
Нагревательный элемент (сварочное зеркало) – служит для нагрева и оплавления свариваемых поверхностей труб и соединительных деталей. Его стороны, контактирующие со свариваемыми поверхностями, покрыты тефлоном для предотвращения прилипания полиэтилена. Нагревательный элемент снабжен встроенным термометром. Специалисты конструкторского бюро завода «Волжанин» нашли новое технологическое решение и для сварочного зеркала и разработали нагревательный элемент на основе резистивного плоского тела. С помощью этой разработки однородность теплового поля на теле диаметром до 315 мм составляет +/– 2 °C, а на больших диаметрах (до 1200 мм) не более +/–5 °C. Сборная конструкция аппарата позволяет разместить греющий элемент строго по центру тела нагревателя, за счет чего разница между температурой правой и левой поверхностей сокращается до 4 °С. Более того, такая конструкция обеспечивает оперативную замену плоского элемента, а также обновление поврежденного антипригарного покрытия. Это значительно повышает ремонтопригодность оборудования и увеличивает срок службы дорогостоящих частей нагревателя намного больше по сравнению с традиционными аналогами. Уникальность разработки подтверждена Патентом Российской Федерации № 149276.
Нагревательный элемент снабжен встроенным термометром. Специалисты конструкторского бюро завода «Волжанин» нашли новое технологическое решение и для сварочного зеркала и разработали нагревательный элемент на основе резистивного плоского тела. С помощью этой разработки однородность теплового поля на теле диаметром до 315 мм составляет +/– 2 °C, а на больших диаметрах (до 1200 мм) не более +/–5 °C. Сборная конструкция аппарата позволяет разместить греющий элемент строго по центру тела нагревателя, за счет чего разница между температурой правой и левой поверхностей сокращается до 4 °С. Более того, такая конструкция обеспечивает оперативную замену плоского элемента, а также обновление поврежденного антипригарного покрытия. Это значительно повышает ремонтопригодность оборудования и увеличивает срок службы дорогостоящих частей нагревателя намного больше по сравнению с традиционными аналогами. Уникальность разработки подтверждена Патентом Российской Федерации № 149276.
Гидравлический привод обеспечивает постоянный уровень давления, необходимого для работы сварочной машины с возможностью ее точной регулировки на всех стадиях процесса сварки.
Рекомендации по применению
Сварочные аппараты для пластиковых труб очень просты в применении, но все они имеют различные характеристики и особенности, которые необходимо учитывать при приобретении. Например, в диапазоне от 40мм до 315 мм аппараты бывают с механическим или с гидравлическим приводом. Аппарат с механическим приводом является бюджетным вариантом, для выполнения небольших объемов работы, ремонтных работ и неответственных трубопроводов. Однако, если диаметр трубы больше, то нужен сварочный аппарат с гидравлическим приводом, который так же может быть автоматическим, либо полуавтоматическим, а так же с ручным управлением. Гидравлический сварочный аппарат имеет высокую силу сжатия и активно используется для сварки водопроводных труб диаметром до 1600 мм. Автоматические и полуавтоматические аппараты как правила используют при прокладке ответственных трубопроводов и газопроводов.
При выборе оборудования для сварки ПНД главное помнить, что любой аппарат необходимо проверить перед использованием, иначе могут возникнуть проблемы с нарушением мер безопасности.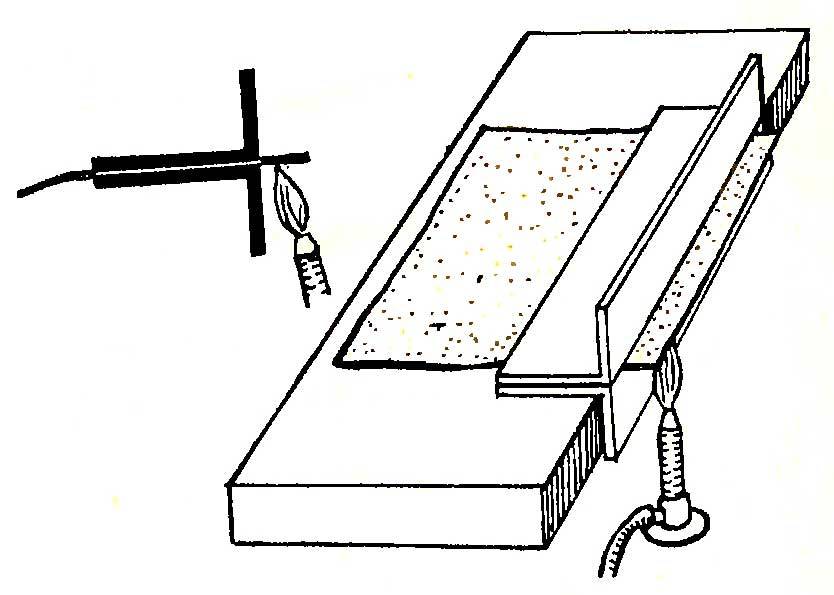 Как отмечают, специалисты завода «Волжанин», во многих случаях неполадки возникают из-за невнимательности самих потребителей. Именно поэтому «Волжанин» предоставляет своим клиентам профессиональные консультации (и бесплатное обучение сварщиков при покупке аппарата), которые в дальнейшем позволят избежать возникающие проблемы при эксплуатации оборудования марки VOLZHANIN.
Как отмечают, специалисты завода «Волжанин», во многих случаях неполадки возникают из-за невнимательности самих потребителей. Именно поэтому «Волжанин» предоставляет своим клиентам профессиональные консультации (и бесплатное обучение сварщиков при покупке аппарата), которые в дальнейшем позволят избежать возникающие проблемы при эксплуатации оборудования марки VOLZHANIN.
Монтаж ПНД труб своими руками: сварка полиэтиленового водопровода, видео
Полиэтилен низкого давления как материал для изготовления труб сегодня составляет конкуренцию привычным материалам, в том числе металлу. В числе преимуществ такого трубопровода — малый вес и высокая прочность. Кроме того, монтаж ПНД труб своими руками незатруднителен.
Основные характеристики и виды
ПНД-трубы часто используются при создании водопроводных и канализационных систем, для газоснабжения и даже для прокладки электрокабеля.
Важно: В таких изделиях могут транспортироваться среды температурой до 40°С, если создается напор до 10 атм и до +65°С, если речь идет о безнапорных сетях.
Чтобы выбрать полиэтиленовые трубы для водопровода и монтаж своими руками провести правильно, нужно ориентироваться в существующих классификациях изделий. Так, по назначению разделяют технические и пищевые трубы, которые могут применяться для канализации и водопровода соответственно, а по уровню допустимого давления — напорные и безнапорные.
Также классифицируют и напорные трубы по уровню предельного давления:
- легкие — до 2,5 атм;
- средне-легкие — до 4 атм;
- средние — 6 атм;
- тяжелые — 10 атм.
Что касается габаритов, то трубы ПНД выпускаются диаметром 16-1600 мм и с толщиной стенок 2-72 мм. Выбирать геометрические параметры следует исходя из назначения трубы и области ее использования. Для водопровода частного дома будет достаточно изделий 20-30 мм, а для канализационных сетей — 90-160 мм.
Монтаж трубы ПНД для водопровода и других сетей предусматривает создание надежных стыковых соединений, устойчивых даже в районах с сейсмической активностью.
Технологии проведения монтажа
Монтаж ПНД труб своими руками может быть выполнен 2 способами:
Компрессионные фитинги для монтажа труб ПНД для водоснабжения- Создание разъемного соединения — раструбного с использованием эластичных уплотнителей или же фланцевого. Лучше всего подходит для создания безнапорных сетей. Тип стыка подбирается в зависимости от прочности, сложности конструкции и так далее.
- Выполнение неразъемного стыка путем использования сварки. Этот способ подходит для трубопроводов, работающих с транспортируемой под высоким давлением средой. Сварка требует специфического оборудования и соединительных муфт, может выполняться встык, в раструб или электромуфтовым способом. Сварные соединения прочны, устойчивы к внешним воздействиям и герметичны.
Особенности создания разъемных соединений
Для монтажа полиэтиленовых труб своими руками для водопроводных и канализационных систем в квартирах диаметром до 110 мм, можно использовать соединения с помощью фитингов. Это могут быть как компрессионные фитинги из латуни или пластика, так и раструбные заглушки с гибким уплотнителем.
Это могут быть как компрессионные фитинги из латуни или пластика, так и раструбные заглушки с гибким уплотнителем.
Сборка трубопровода производится по следующему алгоритму:
- Трубы обрезаются до нужной длины и так, чтобы торцы выполнялись перпендикулярно корпусу.
- Накидная гайка фитинга проворачивается на несколько оборотов и в него до конца вставляется труба — так, чтобы ощущалось усилие при входе в резиновый уплотнитель.
- Надевается цанга и эластичное кольцо, после чего гайка затягивается.
Совет: Небольшие соединительные элементы прикручиваются вручную, но лучше все-таки воспользоваться гаечным ключом. И не забудьте проверить герметичность соединений после выполнения работ.
Сварка ПНД-труб
Сварка труб ПНД своими руками — это один из наиболее распространенных способов соединения. Таким образом можно соединять отрезки труб с фасонными элементами или просто 2 части водопровода.
Сварочные соединения позволяют получить прочный стык — почти такой же, как и цельная труба. Кроме того, они очень быстро выполняются и не влияют на общую гибкость трубопровода.
Кроме того, они очень быстро выполняются и не влияют на общую гибкость трубопровода.
Различают три сварочные технологии для труб ПНД:
Станок для сварки ПНД труб- Стыковая сварка труб ПНД. На свариваемых деталях оплавляются торцы с помощью электрического тока, после чего они соединяются между собой. Использование этого метода оправдано в случае, если толщина стенок трубы превышает 5 мм. Для проведения работ по пайке полиэтиленовых труб подготовленные части трубопровода закрепляются в центраторе сварочной машины, концы деталей торцуют. Между подготовленными торцами помещают нагреватель, а далее расплавленные торцы соединяют. Их важно выдерживать под давлением до тех пор, пока материал не остынет.
- Сварка в раструб используется при монтаже трубопроводов диаметром до 63 мм. Для этого одна деталь помещается в расширение, выполненное на торце другой. Для работ потребуется аппарат для сварки труб ПНД, укомплектованный насадками с тефлоновым покрытием.
 Детали, подготовленные к соединению, надевают на насадки одновременно и выдерживают определенное время, необходимое для разогрева. После этого части трубопровода снимают и соединяют, следя, чтобы сдвигов/перекосов не происходило. Соединение следует удерживать до 30 сек, пока не произойдет остывание материала.
Детали, подготовленные к соединению, надевают на насадки одновременно и выдерживают определенное время, необходимое для разогрева. После этого части трубопровода снимают и соединяют, следя, чтобы сдвигов/перекосов не происходило. Соединение следует удерживать до 30 сек, пока не произойдет остывание материала. - Электромуфтовая сварка труб ПНД. Для этого метода соединения используют специальные фитинги для труб — такие соединительные полиэтиленовые элементы, в которых присутствуют участки с нагревательной спиралью. Это могут быть разноразмерные крестовины, тройники, отводы. При подключении электричества спирали в фитингах разогреваются и расплавляют полиэтилен — благодаря этому фасонная детали приваривается к трубной стенке.Электромуфтовая сваркаСама последовательность монтажа трубы ПНД для водоснабжения здесь очень простая. Вначале следует механически зачистить поверхности, чтобы на них не оставалось загрязнений и оксидных пленок. Также следует выровнять и зафиксировать 2 отрезка, для чего пригодится позиционер.
 Детали, подготовленные к соединению, надевают на насадки одновременно и выдерживают определенное время, необходимое для разогрева. После этого части трубопровода снимают и соединяют, следя, чтобы сдвигов/перекосов не происходило. Соединение следует удерживать до 30 сек, пока не произойдет остывание материала.
Детали, подготовленные к соединению, надевают на насадки одновременно и выдерживают определенное время, необходимое для разогрева. После этого части трубопровода снимают и соединяют, следя, чтобы сдвигов/перекосов не происходило. Соединение следует удерживать до 30 сек, пока не произойдет остывание материала.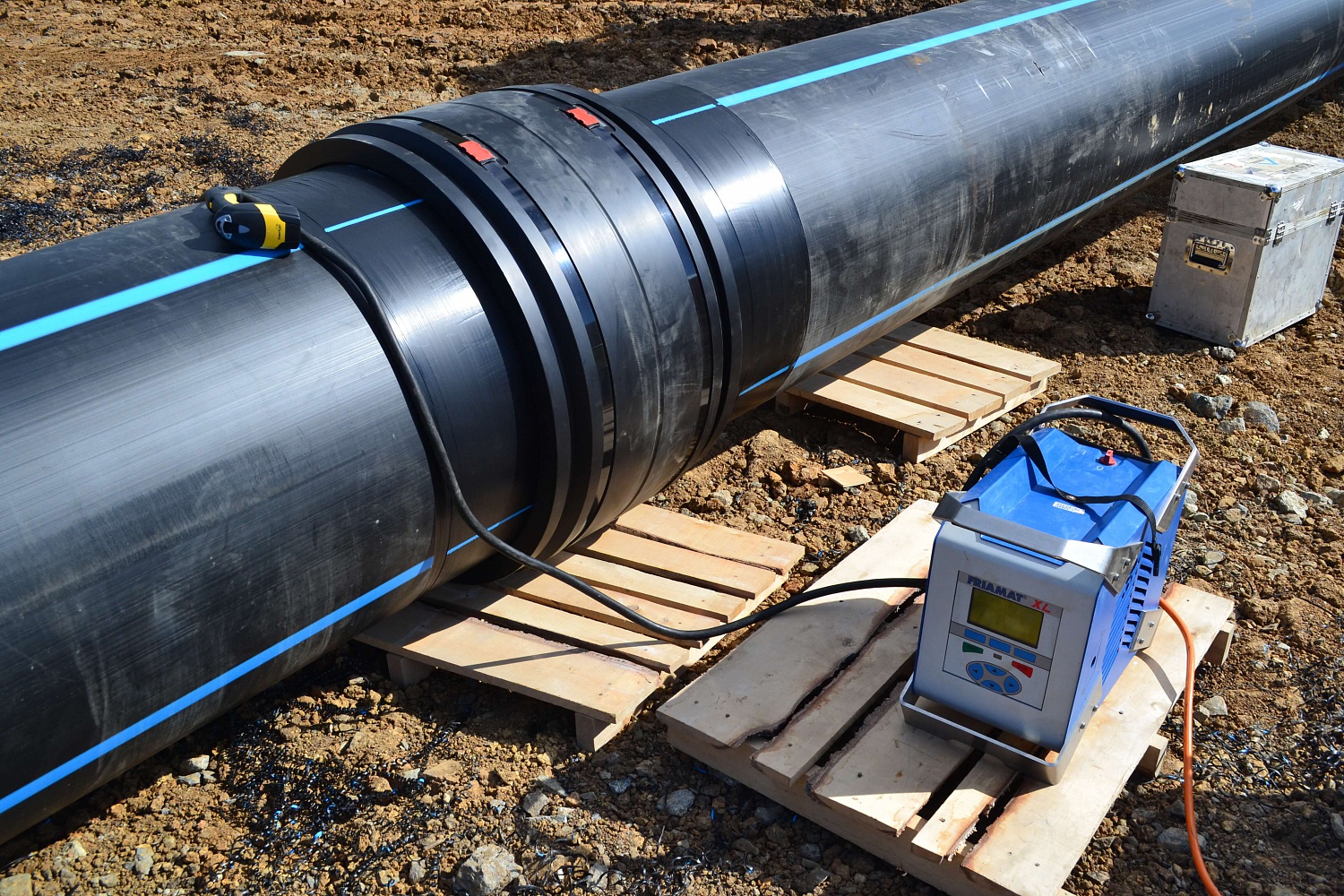
На заметку: Пайка труб ПНД своими руками не допускает сваривание 2 изделий от разных производителей — в этом случае может оказаться, что характеристики трубопроводов существенно разнятся, и полученный шов не будет герметичным и не выдержит давления.
Когда нужны держатели
Созданный трубопровод из изделий ПНД крепится к стене с помощью хомутов. Их желательно устанавливать под каждым стыком — так обеспечивается максимальная надежность. На участках, где нет стыков, расстояние между хомутами должно быть равно 10 диаметрам трубы, а отступ от стен составит 2-4 мм.
Наиболее востребованы жесткие хомуты с резиновым уплотнением — они обеспечивают наибольший коэффициент шумопоглощения. Однако некоторые специалисты рекомендуют не использовать прокладку, а оставлять трубопровод лежать в крепеже свободно. Благодаря этому он сохранит подвижность и долговечность.
Читайте нашу отдельную статью о соединении труб ПНД фитингами. Данный вид монтажа имеет широкое распространение при использовании труб небеольшого диаметра.
А здесь есть информация про использование полиэтиленовых труб в качестве обсадных для скважин.
Про организацию отмостки вокруг дома мы рассказали тут. Зачем она нужна и каких видов бывает.
Монтаж полиэтиленовых труб своими руками видео
На видео представлена подробная пошаговая инструкция по монтажу полиэтиленовых труб для водоснабжения электромуфтовым методом.
Как сварить ПНД трубы большого диаметра – оборудование для сварки и видео
Стыковое соединение труб
Замена, ремонт или прокладывание систем коммуникации — дело весьма серьезное, хотя и несложное. Если подойти с особой долей внимательности и кое-какими знаниями, можно отлично выполнить работу по сварке труб своими руками.
Если подойти с особой долей внимательности и кое-какими знаниями, можно отлично выполнить работу по сварке труб своими руками.
Для того чтобы получить качественное соединение, необходимо некоторое оборудование. Существует много интересных видео уроков, в которых можно узнать не только, как сваривать элементы, но и различные рекомендации по выбору инструментов и материалов для более качественного выполнения работ.
Также стоит отметить, что существует два способа сварки полиэтилена, без учета специального оборудования для ПНД труб большого диаметра. Каждый из них может применяться вне зависимости от типа системы. Но между ними есть кое-какие различия.
Типы сварки
Стыковая
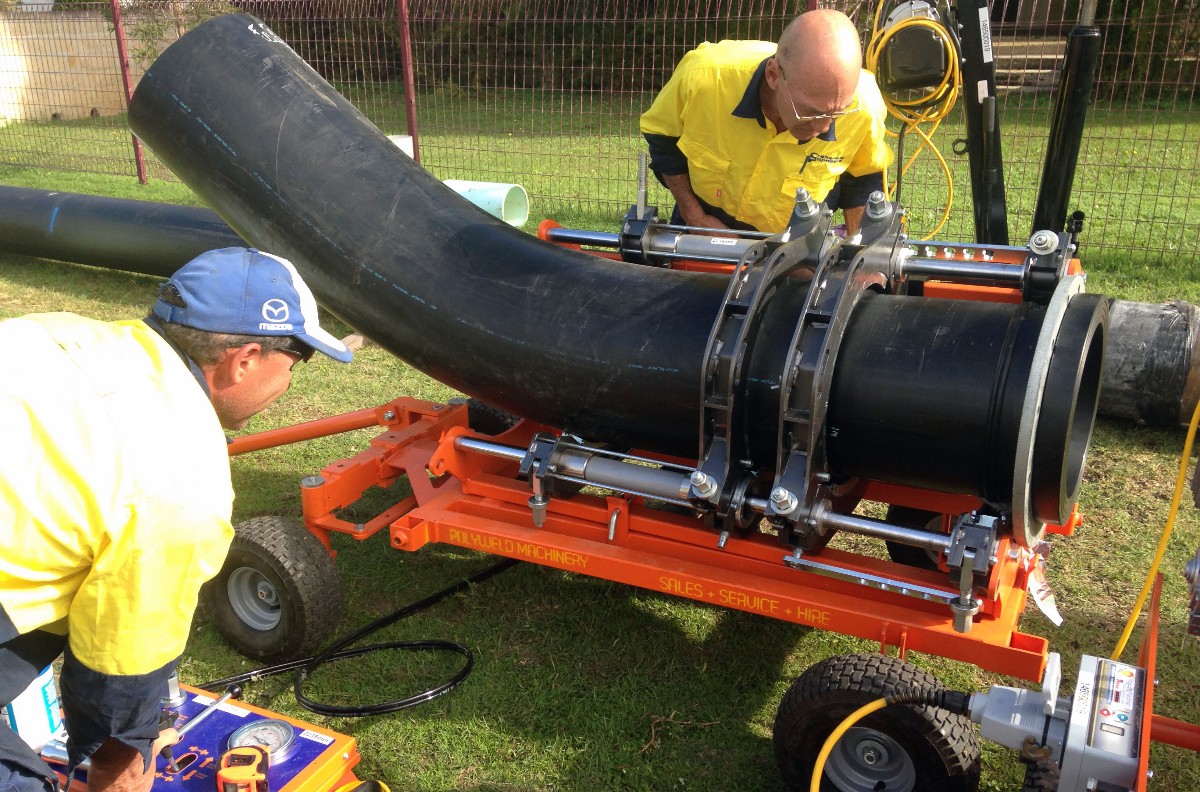
Этот вид сварки имеет главную особенность – он соединяет материалы с диаметром свыше 50 мм, а толщиной свыше 5-ти. В этом случае, конечно, лучше воспользоваться услугами специалистов. Дело в том, что обязательным условием является наличие специального оборудования – монтажно-сварочной установки. Попробуем описать основные моменты, необходимые для такой сварки, однако даже подробное видео или фото не даст гарантии качественного выполнения.
Попробуем описать основные моменты, необходимые для такой сварки, однако даже подробное видео или фото не даст гарантии качественного выполнения.
- Перед началом работы необходимо подготовить сам материал. Для этого края изделия очищаются от неровностей и заусениц. После этого они выравниваются под угол 90 градусов.
- После чего в аппарате края нагреваются до температуры плавления (в среднем для ПНД – 130 градусов Цельсия). После этого изделие нужно быстро достать, и соединить края.
- Образовавшийся шов должен остыть, после этого его можно аккуратно зачистить.
Но все-таки этот тип сварки достаточно трудный и требует «набитой» руки, ведь счет идет на секунды, а шов должен быть герметичным, качественным и долговечным. Даже несмотря на то, что данный вид больше используется для соединения ПНД в бытовых условиях.
Электромуфтовая
Процесс сварки после удаления нагревательного элемента
Второй вариант будет предпочтительней для сварки своими руками.
В данном случае ПНД трубы соединяются с помощью специальных дополнительных полиэтиленовых фасонных деталей. В них вмонтированы специальные электроспирали. Когда спираль накаляется до температуры плавления полиэтилена, трубу можно приварить к ней. Единственный нюанс, как и в стыковой сварке, необходимо специальное оборудование. Хотя и работать с ним может непрофессионал, однако нужна небольшая подготовкас, а главное, соблюдение правил безопасности.
Итак, пошагово сварить ПНД трубы можно так:
- Как и в первом случае, зачистить концы материала.
- Далее понадобится позиционер – устройство, которое позволит удерживать изделие неподвижно при сваривании.
- Потом необходимо вставить края материала в фасонную деталь, зафиксировав ее в позиционере.
- Далее контакты детали соединяются со сварочным аппаратом, на котором выставляются параметры.
- Чтобы знать все параметры, нужно посмотреть на штрих-код детали, в которой это указывается.
- Когда процесс сваривания закончен, нужно дать детали полностью остыть и только после этого доставать из позиционера.
В быту своими руками данными способами, несмотря на хлопотность, все можно сделать.
А вот если дело касается большого диаметра, здесь ситуация немного другая, и своими руками работу выполнить будет невозможно.
Специфика сварки больших труб
Стыковая сварка полиэтиленовых труб в картинках
Сварить изделия ПНД достаточно просто, однако, когда речь заходит о больших объемах и размерах, про бытовое оборудование не может идти и речи. Большим диаметром является размер сечения ПНД от 40 см и выше. Помимо существенных трудностей в исполнении работы для непрофессионала, сварить большое изделие будет гораздо накладнее по стоимости, и это надо учитывать, в случаях с проводкой коммуникаций в жилой частный дом.
Особенности:
- Оборудование. Для соединения материала диаметром более 40 см необходим специальный аппарат, размеры которого выходят за границы подъема одним человеком. Как правило, для погрузки-разгрузки требуется специальная техника.

- Дополнительная техника. Обязательно на участке присутствие подъемной техники, ведь трубы очень большие, их нужно укладывать, стыковать, подтягивать к зажимам сварочного аппарата и т.д.
- Мощность. Для аппарата важно наличие мощности не менее 10 кВт. Если она не предусмотрена на участке, необходимо ставить автономную электрификацию.
- Количество людей. Сварку изделий диаметра, например, 16 см, может производить и один человек, в тот момент, как большие диаметры требуют больших человеческих ресурсов (2–5 человек).
Заключение
Самым главным преимуществом при сваривании труб пониженного давления является податливость материала. Полиэтилен, который используется в изготовлении такой продукции, имеет невысокие показатели температуры плавления. В итоге образовывается герметичный шов, который прослужит так же долго, как и само изделие, без дополнительных профилактических манипуляций.
Часто задаваемые вопросы — Домкраты для сварки пластмасс
Что безопаснее: однотрубная конструкция с перегородками или двухтрубная конструкция с трубами, расположенными рядом?
Я думаю, что конструкция с одной трубкой дает преимущество в плане безопасности. Вот почему. Когда у нас есть что-то действительно неприятное в реке в классе 4 или 5, это может сделать дыру в обеих трубах на конструкции с двумя трубами. Я даже знаю один случай, когда все четыре трубки были потеряны одновременно. Конструкция с одной трубкой потеряет только одну половину. На самом деле, при правильном надувании конусообразная перегородка в кошачьих трубах частично перемещается в сдутую секцию, и это равносильно потере трети трубы, хотя остальная часть ванны довольно мокрая, в ней можно безопасно грести. на берег.
Вот почему. Когда у нас есть что-то действительно неприятное в реке в классе 4 или 5, это может сделать дыру в обеих трубах на конструкции с двумя трубами. Я даже знаю один случай, когда все четыре трубки были потеряны одновременно. Конструкция с одной трубкой потеряет только одну половину. На самом деле, при правильном надувании конусообразная перегородка в кошачьих трубах частично перемещается в сдутую секцию, и это равносильно потере трети трубы, хотя остальная часть ванны довольно мокрая, в ней можно безопасно грести. на берег.
Есть история о двух покупателях, которые плыли по реке Кристал в Колорадо. У обоих были коты-папы. Первый специально катался в развороте и развлекался. Должно быть, это была хорошая дыра, потому что его приятель не увидел его там и свалился прямо на него. Крепление двигателя сзади сделало отверстие хорошего размера в верхней части первого Cat. Он сдулся очень быстро, и ему пришлось выбраться на берег в бурной воде класса 4. Он сообщил мне, что у него не было проблем с этим, но я уверен, что в этот момент его навыки подверглись сомнению.
Площадь поверхности воды также влияет на способность Кота преодолевать развороты. Даже ребята из AIRE согласятся и поместят это в свою брошюру. AIRE называет это потрясающей силой пробивки отверстий конструкции с одной трубкой. Просто площадь поверхности, на которую воздействует вода, меньше, поэтому лодке легче пробиваться.
Надувные лодки из ПВХ теперь доступны с баллонами или без них. Не могли бы вы объяснить разницу. Какие преимущества и недостатки?
Многие производители используют ткани без подложки в качестве пузырей внутри ткани с покрытием.В этом есть некоторые преимущества и некоторые недостатки.
Преимущества включают в себя: Есть еще один слой материала, который можно разорвать, и это может немного повысить безопасность владельца. Внешняя оболочка не обязательно должна удерживать воздух и может иметь более тяжелую, более легкую или более дешевую подложку. Требуются деньги, чтобы заставить ткань удерживать воздух. В некоторых случаях можно добавить новую камеру и зашить разрыв для ремонта, если владелец или лодочник не знает, как ремонтировать с помощью клея или сварки горячим воздухом.
Недостатки: Использование молнии для установки баллона. Молнии со временем выходят из строя. Скопление грязи и влаги между раковиной и мочевым пузырем. Это приводит к тому, что лодка становится тяжелее, даже после того, как она стала тяжелее с самого начала. Если разрыв действительно приводит к выходу из строя мочевого пузыря, необходимо отремонтировать мочевой пузырь и оболочку. В результате объем ремонтных работ увеличивается в два раза. При использовании более тяжелых базовых тканей наблюдается некоторая потеря адгезии покрытия. Это означает, что швы могут быть склонны к разрыву, даже если прочность на разрыв основной ткани высока.
Ткани, которые мы используем в Jacks Plastic Welding, имеют два веса. Наша ткань плотностью 35 унций на квадратный ярд имеет плотное переплетение, хорошую адгезию покрытия, удержание воздуха и превосходную прочность на растяжение. мы используем этот материал во всех наших надувных лодках. Мы также используем ткани плотностью 42 унции, которые используются в качестве двойного дна на наших экспедиционных кошачьих камерах. Таким образом, мы строим лодку намного лучше, используя все лучшие свойства этих материалов с максимальной выгодой.
Таким образом, мы строим лодку намного лучше, используя все лучшие свойства этих материалов с максимальной выгодой.
Каковы преимущества и недостатки конструкций катарафтов с высокой качающейся и прямой трубой?
Стабильность, маневренность и грузоподъемность — вот основные требования, предъявляемые к кошкам.наша самая маневренная кошка — летучая кошка из-за качающейся формы трубок. Форма этой лодки отлично подходит для серфинга и игр на реке. На самом деле в некоторых частях страны очень популярны еще более короткие микро-кошки. Наш Головорез становится популярным катамараном в стиле игры, и по той же причине мы строим микрокотов с большим количеством качелей для Big Wave Dave’s в Спокан-Ва.
Если вы поместите на кошку только один набор снаряжения, то он может быть разработан для достижения максимальной производительности.Я предвзято отношусь к этому, потому что это снижает полезность ремесла. Это одна из причин, по которой мы не встроили в наши более крупные модели трубы с полным рокером. Стили, которые у нас есть, хорошо работают во всех отношениях. Если вы делаете серьезные пороги класса 4 плюс или 5, то вы будете благодарить себя за эту стабильность. Возможность дунуть в дыру, которая остановит и перевернет другие лодки вбок или перевернет их, будет цениться больше, чем способность крутиться на копейке. Этот атрибут также увеличивает грузоподъемность лодки.Если лодка нагружена слишком легко, то у нее не будет инерции, чтобы продуть дыры. Если трубы слишком большие, площадь поверхности труб усугубит проблему. Если нагрузка слишком тяжелая, лодка будет очень глубоко погружаться в воду и будет мешать повороту.
Стили, которые у нас есть, хорошо работают во всех отношениях. Если вы делаете серьезные пороги класса 4 плюс или 5, то вы будете благодарить себя за эту стабильность. Возможность дунуть в дыру, которая остановит и перевернет другие лодки вбок или перевернет их, будет цениться больше, чем способность крутиться на копейке. Этот атрибут также увеличивает грузоподъемность лодки.Если лодка нагружена слишком легко, то у нее не будет инерции, чтобы продуть дыры. Если трубы слишком большие, площадь поверхности труб усугубит проблему. Если нагрузка слишком тяжелая, лодка будет очень глубоко погружаться в воду и будет мешать повороту.
Добавление небольшого коромысла к лодке помогает ей вращаться. Всегда будет что-то давать и брать. Для груза размером с экспедицию рокер будет работать против вас. Ваша лодка погрузится глубже в воду и из-за этого больше не сможет вращаться.Рокер подходит для однодневных поездок, но я предпочитаю работать немного усерднее, когда это легкая нагрузка, и работать намного меньше, когда это тяжело.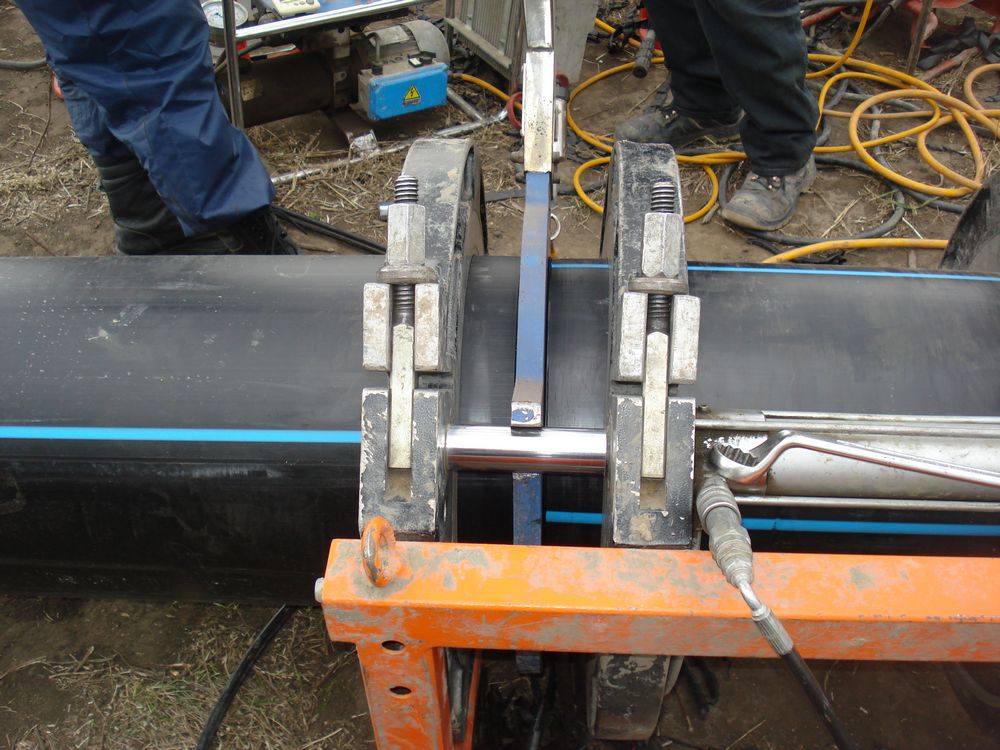 Есть проблема на дне Катаракты и Сан-Хуана, где русло реки заилено. Если лодка утонет слишком глубоко в воде, то во время маловодья она будет волочиться по дну, и всем придется спасаться. выйти и толкнуть.
Есть проблема на дне Катаракты и Сан-Хуана, где русло реки заилено. Если лодка утонет слишком глубоко в воде, то во время маловодья она будет волочиться по дну, и всем придется спасаться. выйти и толкнуть.
Новые лодки 2001 года — это дизайн Royal Flush. Они имеют измененную форму коромысла. Это означает, что спереди и сзади есть рокер, а посередине — прямая секция.Мы считаем, что это хороший компромисс для многих клиентов. Особенно тем, кто хочет иметь хорошую лодку со средней нагрузкой. По оценкам, Royal Flush может нести примерно на 100 фунтов меньше, чем аналог Daddy 25 или Daddy 28 при осадке 6 дюймов.
Вот еще идея. Если важны вращение и груз, подумайте о папочке диаметром 28 дюймов. 28 сидит выше в воде, и поэтому крутится намного легче. Грузоподъемность по осадке намного выше, но недостаток — цена и сопротивление ветру тоже больше.
Производительность — это вопрос компромиссов. Я уверен, что лодки наших конкурентов способны построить правильный шпангоут. Однако некоторые из них будут работать лучше в некоторых случаях, чем другие, и наоборот, в зависимости от условий. По этим причинам я склоняюсь к тому, чтобы пожертвовать возможностью вращения ради возможности делать больше с лодкой. Мне кажется очевидным, какой вопрос важнее.
Однако некоторые из них будут работать лучше в некоторых случаях, чем другие, и наоборот, в зависимости от условий. По этим причинам я склоняюсь к тому, чтобы пожертвовать возможностью вращения ради возможности делать больше с лодкой. Мне кажется очевидным, какой вопрос важнее.
Опять же, это личное предубеждение, и оно не имеет ничего общего с тем, как другие яхтсмены получают удовольствие от своего спорта.Имейте в виду, что я был гидом по Гранд-Каньону и Катаракте, что я управлял моторными буровыми установками и 22-футовыми кошками с трубами диаметром 36 дюймов (так называемые морды, используемые по крайней мере с 1969 года в Гранд-Каньоне). В этом моя предвзятость; чтобы вернуться в Гранд-Каньон, с достаточным количеством еды и пива, чтобы совершить еще одно 21-дневное путешествие и все еще иметь лед в июле, и все еще иметь возможность совершить путешествие по малой воде вниз по Верхнему Анимасу. Если вы согласны с этой философией, то наши лодки — это то, что вам нужно. если вы не согласны, напишите нам, чтобы мы могли предоставить лодки, соответствующие вашим потребностям.
Как долго клей держится на моем плоту, прежде чем мне нужно будет повторно приклеить D-образные кольца?
У большинства наших старых лодок не было проблем с клеем. Клей смягчается пластификаторами винила, возрастом и нагреванием. Влажность также может повлиять на то, как скоро клей испортится. Некоторые наши лодки находятся в тропиках в условиях повышенной влажности уже 7 лет, без признаков неисправности.
Если вашей лодке больше 5 лет, мы рекомендуем взять с собой немного дополнительного клея и постоянно проверять эти D-образные кольца, особенно в жаркие дни.Не бойтесь спрашивать нас о гарантии, которая может возникнуть в результате использования нами неправильных пропорций клеевой смеси. Напишите нам, если у вас есть проблема.
Обратите внимание: на всех лодках, построенных в 1999 году и позже, все D-образные кольца RF приварены на место. Поэтому новые лодки от JPW не подвержены этой проблеме. Мы никогда не строили лодку, в которой за целостность воздушной камеры отвечал бы какой-либо клей. Если вы управляете более старой лодкой, возьмите дополнительные ремни на случай, если вам нужно будет привязать их непосредственно к трубам для дополнительной прочности.Этот метод может устранить необходимость в D-кольцах.
Если вы управляете более старой лодкой, возьмите дополнительные ремни на случай, если вам нужно будет привязать их непосредственно к трубам для дополнительной прочности.Этот метод может устранить необходимость в D-кольцах.
Мне нужна легкая лодка Cat для класса 4 плюс бурная вода, которую трудно проколоть. Что вы порекомендуете?
Вес является важным фактором в более высоком классе белой воды. Предположу, что будет небольшая загрузка снаряжения и очень ограниченное количество пассажиров. Если это так, то наши стандартные кошки обычно подходят большинству клиентов. Однако коммерческие операции требуют высокого соотношения пассажиров и гидов, и они имеют тенденцию нагружать свои лодки пассажирами намного больше, чем частные лица.По этим причинам, а также из-за того, что они не могут позволить себе простои, мы рекомендуем устанавливать двойное дно на коммерческих плотах. Тем не менее, есть несколько компаний, управляющих Upper Animas, которые не используют двойное дно на своих лодках Cat, и некоторые из этих камер служат 8 лет. Имейте в виду, что в Верхнем Анимасе есть железная дорога и свежие каменные оползни. Рекомендую брать в партию дополнительную трубу, даже несмотря на то, что на вашей лодке двойное дно.
Имейте в виду, что в Верхнем Анимасе есть железная дорога и свежие каменные оползни. Рекомендую брать в партию дополнительную трубу, даже несмотря на то, что на вашей лодке двойное дно.
Двойное дно, которое мы делаем, очень прочное.Они рассчитаны на экстремальные точечные нагрузки (подробнее об этом позже) и сконструированы таким образом, чтобы фактически ограничить разрыв ткани. Таким образом, когда есть пробоина, лодка медленнее выпускает воздух, и ее можно маневрировать к берегу. Я также хотел бы отметить, что нет ничего, что могло бы выдержать истирание коралловых рифов. Если вы собираетесь водить или плыть на своей надувной лодке по коралловым рифам, установите двойное дно. Пусть нижняя принимает оскорбления. Его всегда можно повторно покрыть уретаном позже.
Уретановые покрытия
Flexane и Flex Tough — это два уретановых покрытия, которые можно использовать как для герметизации, так и для придания материала и прочности нижней части труб Cat. Этот материал на основе уретана очень устойчив к истиранию, и во многих случаях он может быть достаточно толстым, чтобы компенсировать последствия точечной нагрузки, которая может привести к образованию дыры в лодке. К тому времени, как лодка пересекла острие, уретановое покрытие еще не было прорезано. Имейте в виду, что применение уретанов на основе растворителей НЕ УДОБНО ДЛЯ ПОЛЬЗОВАТЕЛЯ.Знайте, с чем вы имеете дело, и опасности, связанные с использованием этих химических веществ
К тому времени, как лодка пересекла острие, уретановое покрытие еще не было прорезано. Имейте в виду, что применение уретанов на основе растворителей НЕ УДОБНО ДЛЯ ПОЛЬЗОВАТЕЛЯ.Знайте, с чем вы имеете дело, и опасности, связанные с использованием этих химических веществ
Точечная нагрузка
Этот термин мы используем для описания того, что происходит с кошачьими трубками из ПВХ, когда ткань разрывается. Теория точечной нагрузки важна, потому что это более серьезная проблема для кэт-тюбов, чем для обычных плотов, потому что кэт-тюбы опускаются ниже в воде. По сути, точечная нагрузка — это когда судно движется боком по острой точке, и половина всего веса лодки Cat приходится на эту точку.Если это достаточно острая точка, и на трубах имеется достаточный вес, то в результате этого инцидента в лодке будет дыра. Точечная нагрузка увеличивается по мере того, как трубка поднимается все выше и выше из воды, пока половина веса трубки не будет приходиться на эту точку. Вот почему большинство отверстий находятся в пределах 6 дюймов от дна лодки.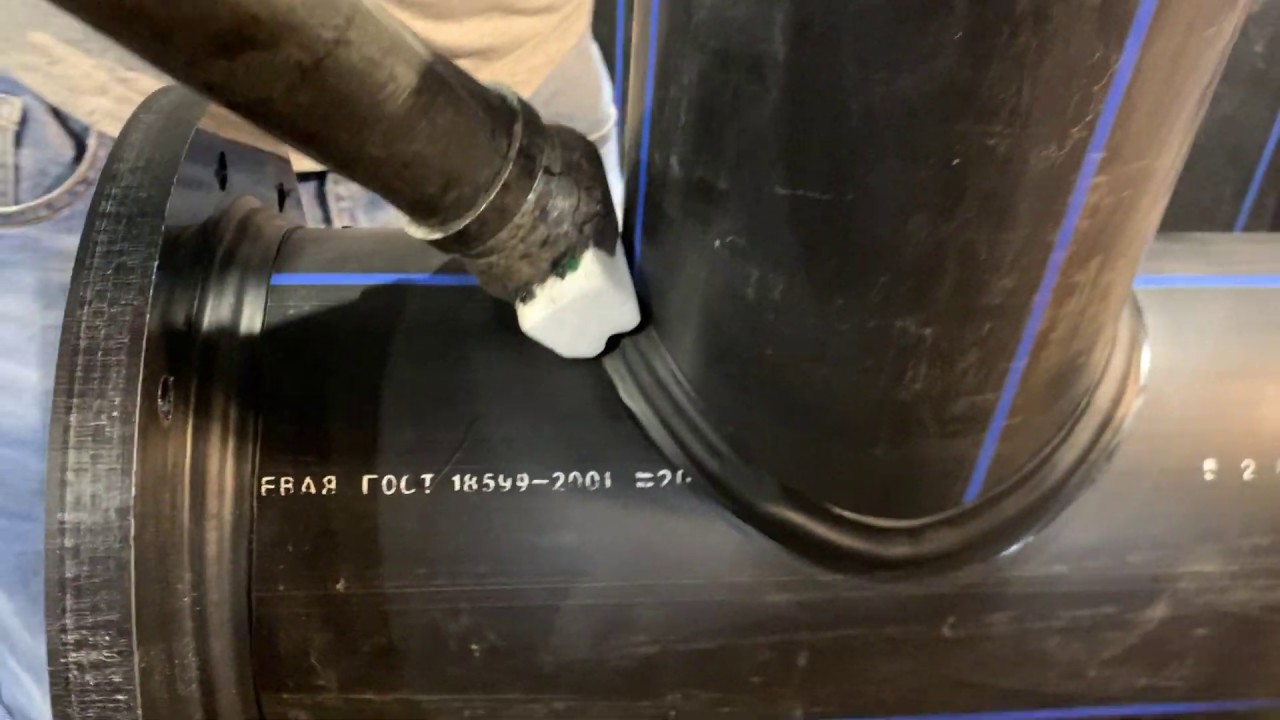 Конечно, скорость течения реки и острота скал во многом связаны с этим. Например. Поездка при очень низком уровне воды может привести к тому, что лодка остановится и не переплывет точку.Недостаточно импульса, чтобы протолкнуть трубы через точку. По-видимому, в верхних течениях реки Анима больше разрывов в трубах при среднем течении, чем при высоком или низком, потому что у лодки все еще есть импульс, а скалы обнажаются. Имейте в виду, что инерция — это вес и скорость, поэтому, если вы совершаете поездку на малой воде с большим количеством снаряжения, ваши шансы заехать на вершину острого камня значительно увеличиваются из-за нагрузки на снаряжение. Также важно помнить, с какими камнями вы столкнетесь.Например, в Гранд-Каньоне есть пороги, образованные осадочными породами, которые сдвинулись вниз по боковым каньонам, чтобы перекрыть основной канал. Эти скалы становятся гладкими к тому времени, когда они достигают реки. Кварцит внутри Гранита, который находится недалеко от берега, представляет собой гораздо более непосредственную опасность, и стоянка лодки — единственное место, где я когда-либо проделывал дыру в лодке за 45 больших поездок.
Конечно, скорость течения реки и острота скал во многом связаны с этим. Например. Поездка при очень низком уровне воды может привести к тому, что лодка остановится и не переплывет точку.Недостаточно импульса, чтобы протолкнуть трубы через точку. По-видимому, в верхних течениях реки Анима больше разрывов в трубах при среднем течении, чем при высоком или низком, потому что у лодки все еще есть импульс, а скалы обнажаются. Имейте в виду, что инерция — это вес и скорость, поэтому, если вы совершаете поездку на малой воде с большим количеством снаряжения, ваши шансы заехать на вершину острого камня значительно увеличиваются из-за нагрузки на снаряжение. Также важно помнить, с какими камнями вы столкнетесь.Например, в Гранд-Каньоне есть пороги, образованные осадочными породами, которые сдвинулись вниз по боковым каньонам, чтобы перекрыть основной канал. Эти скалы становятся гладкими к тому времени, когда они достигают реки. Кварцит внутри Гранита, который находится недалеко от берега, представляет собой гораздо более непосредственную опасность, и стоянка лодки — единственное место, где я когда-либо проделывал дыру в лодке за 45 больших поездок. Это произошло три раза. Один из хайпалона, один из неопрена и один из ПВХ. И наоборот, камни в реке Пьедра недостаточно долго находились в потоке, чтобы стать гладкими, и следует позаботиться о том, чтобы груз был как можно легче.Это хороший повод немного узнать о геологии региона перед попыткой спуска.
Это произошло три раза. Один из хайпалона, один из неопрена и один из ПВХ. И наоборот, камни в реке Пьедра недостаточно долго находились в потоке, чтобы стать гладкими, и следует позаботиться о том, чтобы груз был как можно легче.Это хороший повод немного узнать о геологии региона перед попыткой спуска.
Подавляющее большинство труб Cat, которые мы производим, изготавливаются без двойного дна. Мы видим, что очень немногие из них возвращаются на ремонт. Ткань с двойным дном — это ткань плотностью 42 унции с очень тяжелым денье. Они добавляют около 60% веса набору трубок, и они склеены по косой. Эта косая склейка выравнивает ткани так, что прочность на разрыв увеличивается на 50 %. Разрыв трудно продолжить через уклон в ткани.Этот вариант является довольно дорогим, и следует уделять особое внимание весу и стоимости. Помните, что транспортабельность также ухудшается при использовании двойного дна.
Ремонт пластиковых баков своими руками 101
Кажется, что хороших врачей и сантехников всегда невозможно найти, когда они нужны больше всего. Со стороны кажется, что они могут работать, когда захотят, и загребают много наших с трудом заработанных денег. Уверен, что и врачам, и сантехникам виднее.Тем не менее, само собой разумеется, что ремонт ваших пластиковых баков может быть намного дешевле и намного эффективнее, если вы сможете сделать этот ремонт самостоятельно.
Со стороны кажется, что они могут работать, когда захотят, и загребают много наших с трудом заработанных денег. Уверен, что и врачам, и сантехникам виднее.Тем не менее, само собой разумеется, что ремонт ваших пластиковых баков может быть намного дешевле и намного эффективнее, если вы сможете сделать этот ремонт самостоятельно.
С помощью следующих рекомендаций вы сможете оценить возможность ремонта вашего пластикового бака. Возможно, вы сможете сделать вывод о своих способностях, чтобы сделать необходимый ремонт. У вас также будет краткий список оборудования и предметов, необходимых для ремонта вашего треснувшего бака, а также пошаговый набор подробных инструкций, которые позволят вам выполнить пластиковую сварку поверх трещины в вашем пластиковом баке.
Какие типы танков вы можете отремонтировать самостоятельно?
Преимущество пластиковых баков в том, что они служат дольше многих других типов баков, а также их намного легче ремонтировать. В зависимости от их функции и того, что они держат, вам, возможно, придется вызвать сантехника или другого специалиста. Пластиковые баки могут играть важную роль в повседневной жизни вашего дома или бизнеса, и очень важно, чтобы вы знали свои возможности и ограничения, прежде чем пытаться ремонтировать их самостоятельно. Если вы сомневаетесь, обратитесь за помощью к профессиональному сантехнику или специалисту по пластиковым резервуарам.
Пластиковые баки могут играть важную роль в повседневной жизни вашего дома или бизнеса, и очень важно, чтобы вы знали свои возможности и ограничения, прежде чем пытаться ремонтировать их самостоятельно. Если вы сомневаетесь, обратитесь за помощью к профессиональному сантехнику или специалисту по пластиковым резервуарам.
Во-первых, многие люди ошибочно полагают, что пластиковый бак можно починить, просто снова заварив швы трещины. Заваривание любой трещины практически на любом материале создает слабое место, которое будет нести на себе основную тяжесть любого напряжения, получаемого баком. В лучшем случае это временное решение, которое в следующий раз может причинить больший вред.
Во-вторых, вам нужно полностью опорожнить пластиковый бак, прежде чем вы сможете безопасно его починить.Если вы имеете дело с небольшим резервуаром для сбора воды, это не проблема. Однако большие топливные баки и септиктенки могут потребовать профессиональной помощи. В некоторых регионах вам может быть запрещено чинить пластиковый бак самостоятельно, особенно если он большой, наполненный опасными материалами. Обязательно ознакомьтесь с вашими местными правилами, прежде чем копаться в проекте и ввязываться в юридические беспорядки, а также в сантехнические.
Обязательно ознакомьтесь с вашими местными правилами, прежде чем копаться в проекте и ввязываться в юридические беспорядки, а также в сантехнические.
Однако это не повод сидеть сложа руки и ничего не делать с трещиной или протечкой в пластиковом баке.Как только трещина образуется, она быстро разрастается до такой степени, что уже не подлежит ремонту. Раннее вмешательство имеет ключевое значение, независимо от того, делаете ли вы ремонт самостоятельно или вызываете профессионального сантехника или специалиста по пластиковым бакам. Также важно отметить расположение трещины. Если трещина находится рядом с одной из труб и уплотнений бака, возможно, вам придется приобрести новые приспособления, и вам придется заново герметизировать эти трубы.
Признаки повреждения пластикового бака
Нет «обычных» типов трещин, но с трещинами сверху или по бокам можно справиться, если вовремя их обнаружить.Для резервуаров с водой контрольными признаками будут потеря давления воды, потеря уровня воды в самом резервуаре без использования или, если он находится в помещении, вы сможете увидеть скопление воды вокруг и снаружи резервуара.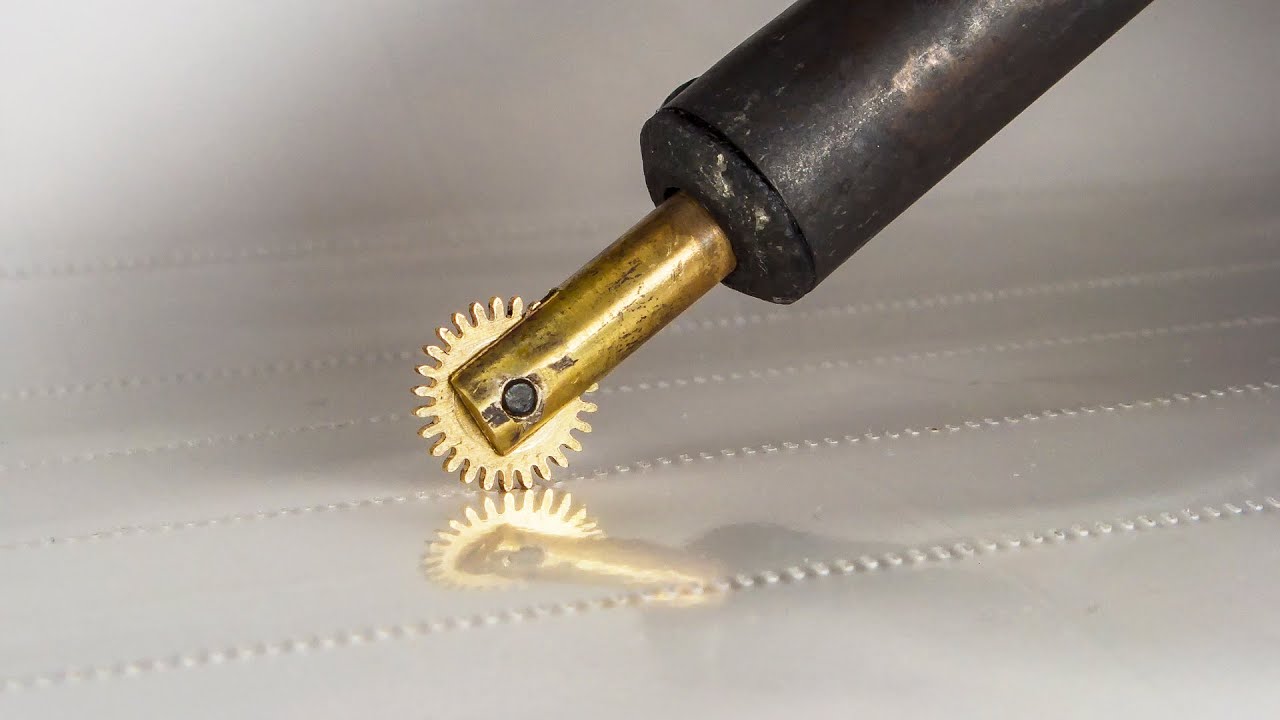 танк. Трещины и утечки септических и топливных баков часто сопровождаются запахом, а иногда и кашеобразной землей снаружи бака, если он закопан. Каждый раз, когда вы замечаете необычный (и, как правило, неприятный) запах из топливного бака или септика, вы должны немедленно исследовать его.
танк. Трещины и утечки септических и топливных баков часто сопровождаются запахом, а иногда и кашеобразной землей снаружи бака, если он закопан. Каждый раз, когда вы замечаете необычный (и, как правило, неприятный) запах из топливного бака или септика, вы должны немедленно исследовать его.
Если на дне бака образовалась трещина, это связано с неспособностью выдерживать давление. К сожалению, исправить такой разрыв невозможно, и ваш бак необходимо будет слить и заменить. В этих наихудших сценариях полезно знать, что некоторые поставщики пластиковых резервуаров предлагают возможность аренды резервуаров, пока вы занимаетесь заменой или ремонтом своих.
Пластиковые емкости для питьевой воды
Последнее замечание перед тем, как вы начнете ремонт пластикового резервуара своими руками: будьте осторожны, пытаясь починить резервуары для питьевой воды самостоятельно.Пластиковые резервуары для питьевой воды должны быть изготовлены из специального пластика, который устойчив к ультрафиолету и ультрафиолету и не имеет такого же вида гниения, как другие виды пластика. Многие типы пластиковых выщелачивающих химикатов со временем попадают в их содержимое (именно поэтому на пластиковых бутылках с водой указан срок годности). Если пластиковая заплата и эпоксидная смола для ремонта пластикового резервуара, которые вы используете для резервуара с питьевой водой, не обладают одинаковыми свойствами, они могут в конечном итоге выщелачивать химические вещества, даже если большая часть резервуара этого не делает. Эти химические вещества токсичны и в конечном итоге сделают токсичной и вашу питьевую воду.Это также относится к резервуарам, используемым для внутренних садов.
Многие типы пластиковых выщелачивающих химикатов со временем попадают в их содержимое (именно поэтому на пластиковых бутылках с водой указан срок годности). Если пластиковая заплата и эпоксидная смола для ремонта пластикового резервуара, которые вы используете для резервуара с питьевой водой, не обладают одинаковыми свойствами, они могут в конечном итоге выщелачивать химические вещества, даже если большая часть резервуара этого не делает. Эти химические вещества токсичны и в конечном итоге сделают токсичной и вашу питьевую воду.Это также относится к резервуарам, используемым для внутренних садов.
Комплекты для ремонта пластиковых баков
После того, как вы решили, что можете сделать ремонт самостоятельно, пришло время собрать комплект для ремонта пластикового бака. В этом наборе вам понадобится:
- Сварочный пистолет для пластика
- Сварочный стержень из полиэтилена (эпоксидная смола для ремонта пластиковых резервуаров)
- Универсальный нож
- Тряпка
- Сверло
- Сверло 1/8 дюйма
- Вращающийся инструмент
- Наконечник вращающегося абразивного инструмента
Ремонт с помощью комплекта для ремонта пластикового бака
Перед тем, как приступить к ремонту, вы должны быть уверены, что внутри и снаружи бак чистый. Это означает, что любые опасные материалы (в частности, септик или топливо) должны быть удалены профессионально. Как только внутренняя часть пуста, вам нужно очистить внешнюю область, насколько это возможно, с помощью тряпки или другого чистящего средства. Убедитесь, что область вокруг трещины свободна от грязи или посторонних материалов.
Это означает, что любые опасные материалы (в частности, септик или топливо) должны быть удалены профессионально. Как только внутренняя часть пуста, вам нужно очистить внешнюю область, насколько это возможно, с помощью тряпки или другого чистящего средства. Убедитесь, что область вокруг трещины свободна от грязи или посторонних материалов.
Далее вам нужно просверлить два небольших отверстия, одно вверху и одно внизу трещины. Эти отверстия снимут часть структурного давления и предотвратят дальнейший рост трещины.Затем возьмите вращающийся инструмент из комплекта для ремонта пластикового резервуара и отшлифуйте канавку абразивным наконечником вращающегося инструмента на расстоянии ½ дюйма параллельно трещине, над ней и рядом с ней. Канавка позволит вашему полиэтиленовому сварочному стержню поместиться и запечатать трещину.
При нанесении эпоксидной смолы для ремонта пластиковых резервуаров обязательно следуйте инструкциям, прилагаемым к ней. Многие из них предназначены только для покрытия небольших трещин. У них также обычно есть предписанная температура для резервуара, при которой они применяются.Если вы пытаетесь отремонтировать пластиковый топливный бак или пластиковый септик, убедитесь, что ваша эпоксидная смола подходит для хранения такого содержимого.
У них также обычно есть предписанная температура для резервуара, при которой они применяются.Если вы пытаетесь отремонтировать пластиковый топливный бак или пластиковый септик, убедитесь, что ваша эпоксидная смола подходит для хранения такого содержимого.
Когда вы выполнили все предписанные требования к эпоксидной смоле для ремонта пластиковых резервуаров, возьмите полиэтиленовый сварочный стержень и обрежьте его канцелярским ножом до кончика, как карандаш. Вставьте сварочный стержень в пластиковый сварочный пистолет. Коснитесь эпоксидной смолой для ремонта пластикового резервуара верхней части трещины. Приложите давление в соответствии с инструкциями, прилагаемыми к вашему пластиковому сварочному пистолету, и потяните пистолет вниз или поперек к другому концу трещины в пластиковом баке.Прежде чем двигаться дальше, убедитесь, что эпоксидная смола для ремонта пластикового резервуара высохла не менее 1 часа.
Последние штрихи
Эпоксидная смола для ремонта пластиковых резервуаров обычно после высыхания приобретает почти белый цвет. Как только он полностью высохнет, вы можете аккуратно отшлифовать его, чтобы удалить шероховатые внешние края, и покрасить его соответствующей пластиковой краской, которая соответствует цвету остальной части резервуара. Это может по существу сделать поврежденную область резервуара невидимой и снова полностью функциональной. Будьте внимательны и помните, что даже если он выглядит как новый, ваш бак уже не такой структурно, каким он был при первой покупке, и это может быть только временным решением.
Как только он полностью высохнет, вы можете аккуратно отшлифовать его, чтобы удалить шероховатые внешние края, и покрасить его соответствующей пластиковой краской, которая соответствует цвету остальной части резервуара. Это может по существу сделать поврежденную область резервуара невидимой и снова полностью функциональной. Будьте внимательны и помните, что даже если он выглядит как новый, ваш бак уже не такой структурно, каким он был при первой покупке, и это может быть только временным решением.
Если трещина, которую вы пытаетесь отремонтировать, имеет длину более 12 дюймов, вы должны запланировать замену резервуара в ближайшее время. Если трещина возникла из-за проблем с давлением или перегревом (например, если трещина образовалась на дне бака), следует спланировать замену устройства. Любая пластиковая сварка, которую вы делаете, будет в лучшем случае временным решением, но мы надеемся, что это даст вам время накопить достаточно денег, чтобы спроектировать, создать и установить новый резервуар на вашем участке. Не забывайте, что вы можете получить арендованный резервуар во время ремонта или ожидания замены резервуара.
Не забывайте, что вы можете получить арендованный резервуар во время ремонта или ожидания замены резервуара.
С помощью этих рекомендаций вы сможете точно оценить возможность ремонта вашего пластикового бака. Приведенная выше информация дает вам достаточно информации, чтобы сделать вывод о ваших собственных способностях сделать необходимый ремонт. Кроме того, теперь у вас есть краткий список оборудования и предметов, необходимых для ремонта вашего треснувшего танка. Следуя пошаговому набору подробных инструкций, вы сможете выполнить необходимую сварку пластика поверх трещины в пластиковом баке.
Как сделать пластиковую сварку каяка своими руками
Каякинг может быть утомительным.Если у вас есть утечка или что-то еще, что нужно отремонтировать, я хотел бы воспользоваться моментом, чтобы показать вам, как починить и отремонтировать ваш каяк.
В этом сезоне можно сделать перерыв и просто починить каяк, если это необходимо. Вы можете поставить якоря, починить корпус или что-то в этом роде. Это лучшее время, чтобы сделать это, если вы находитесь зимой. Это старый каяк — OB Outback ограниченной серии 2016 года, то, что мы делаем, это большая рана прямо здесь, на этом OB, и это то, что Weird-Fish собирается отремонтировать.
Вы можете поставить якоря, починить корпус или что-то в этом роде. Это лучшее время, чтобы сделать это, если вы находитесь зимой. Это старый каяк — OB Outback ограниченной серии 2016 года, то, что мы делаем, это большая рана прямо здесь, на этом OB, и это то, что Weird-Fish собирается отремонтировать.
Что вам нужно
- Протирочный спирт
- JB Weld Plastic — в любом хозяйственном магазине, магазине автозапчастей
- Flex Tape — Walmart
- Тепловая пушка
- Ложка
Протрите пораженный участок небольшим количеством спирта. Хорошо, в основном, что он собирается сделать, так это нагреть пластик с помощью тепловой пушки, чтобы посмотреть, сможет ли он расплавить этот пластик обратно на место. Пока все идет довольно хорошо. Может остаться красивый шрам. Теперь он использует электрическую шлифовальную машину, чтобы сгладить пластик.Просто намного проще его немного отшлифовать, а потом он нанесет эпоксидную смолу. Но прежде чем мы собираемся еще раз подправить его с помощью теплового пистолета. После того, как он был отшлифован, очистите его немного водой. Теперь он находится на последнем этапе подготовки, теперь, когда он отшлифовал его, очистил, и теперь он собирается нанести на него эпоксидную смолу, а позже он собирается использовать гибкую ленту внутри в качестве дополнительной защиты от протечек внутри каяка. Но если посмотреть на байдарку как есть, то даже не видно, что в ней была какая-то дырка, есть только небольшой шрам, больше похожий на боевое ранение.Используя гибкое уплотнение, он поместит его внутрь каяка, чтобы усилить уплотнение. Теперь, когда поверхность чистая, вы можете применить JB Weld Plastic. Вы можете нанести его с помощью куска картона, как кисть. Обязательно сделайте его гладким, гладким, как попка младенца.
После того, как он был отшлифован, очистите его немного водой. Теперь он находится на последнем этапе подготовки, теперь, когда он отшлифовал его, очистил, и теперь он собирается нанести на него эпоксидную смолу, а позже он собирается использовать гибкую ленту внутри в качестве дополнительной защиты от протечек внутри каяка. Но если посмотреть на байдарку как есть, то даже не видно, что в ней была какая-то дырка, есть только небольшой шрам, больше похожий на боевое ранение.Используя гибкое уплотнение, он поместит его внутрь каяка, чтобы усилить уплотнение. Теперь, когда поверхность чистая, вы можете применить JB Weld Plastic. Вы можете нанести его с помощью куска картона, как кисть. Обязательно сделайте его гладким, гладким, как попка младенца.
Я надеюсь, что это видео поможет тем, кто хочет сделать все своими руками, используя JB Plastic Weld и Flex Tape. это несложная работа, которая заняла не более 20 минут. Теперь нам просто нужно дождаться, пока он снова высохнет, и мы будем готовы ударить по воде.
Если вы собираетесь что-то купить на этой неделе, сделайте это набор для сварки пластика
Цена предложения и доступность могут быть изменены после публикации.
TL;DR: Комплект Pocket BONDIC Pocket 3D для сварки жидкого пластика продается по цене 14,99 долларов США, что означает экономию 40%.
Это наконец-то случилось — зарядка для телефона села до последнего, печально перетертый провод, и вы будете вынуждены в кратчайшие сроки потратить деньги на новую. Вы уже пробовали использовать скотч, чтобы скрепить его, но знаете, что это лишь временное решение.Вам нужно что-то сильнее.
Пока не отказывайтесь от своего изношенного зарядного устройства — вы можете вдохнуть новую жизнь в свою изношенную и сломанную электронику с помощью этого набора для сварки жидкого пластика. Карманный сварочный аппарат BONDIC позволяет вам использовать жидкий пластик для очистки, заполнения, отверждения или придания формы всему, что вам нужно, и он затвердевает только тогда, когда вы отвердеваете с включенным ультрафиолетовым светом, что дает вам полный контроль над процессом ремонта. К счастью для вас, он продается в преддверии Черной пятницы менее чем за 13 долларов.
К счастью для вас, он продается в преддверии Черной пятницы менее чем за 13 долларов.
В отличие от клея, этот превосходный клей не просто склеивает две плоские поверхности.Вместо этого BONDIC позволяет вам фактически перестраивать формы и размеры, сваривать вокруг объектов или даже полностью перестраивать их. Вы также можете решить, когда пора затвердевать пластику — после того, как вы создали свою форму или заполнили все, что нужно заполнить, вы можете установить и затвердеть пластик всего за четыре секунды с помощью ультрафиолетового света. После того, как он затвердеет, вы можете напильниковать, шлифовать, сверлить, красить или формовать его по своему усмотрению, выводя ваши ремонтные проекты на новый уровень индивидуальной настройки.
Если вы действительно хотите побаловать себя чем-то полезным в эту Черную пятницу, откажитесь от клея и приобретите комплект для сварки жидкого пластика BONDIC Pocket 3D всего за 12 долларов.74 с кодом BFSAVE15. Вы также можете приобрести профессиональный комплект, который поставляется с дополнительной трубкой жидкого пластика, за 19,12 долларов США с той же скидкой.
PS. Не ждите Черной пятницы — вы можете уже приобрести эти хиты продаж с большими скидками.
1 кредит
Пластмассовые сварочные аппараты и ремонтные комплекты
Признано лучшим новым изобретением десятилетия 2 ВЕДУЩИМИ СЕВЕРОАМЕРИКАНСКИМИ ЖУРНАЛАМИ) ПОСМОТРЕТЬ НОВУЮ НАСТРОЙКУ POCKET V-GRIND Надежно приварить в карман, не раздвигая V-образную шлифовку из-за чрезмерного нагрева.(Все продукты доступны для оптовых или розничных продаж: все агенты по продажам, дилеры, дистрибьюторы, частные торговые марки, комиссионные и т. д. Звоните по телефону Robert Decloedt Cell 1 877 697 8324Сварка пластика — это сплавление двух кусков пластика с использованием сварочного аппарата и гибкой проволоки/жесткого стержня для сварки пластика.
Пластмассы все чаще используются для изготовления топливных/химических баков, поплавков и других изделий, и когда они трескаются или ломаются, их часто можно отремонтировать за небольшую часть стоимости новой детали.
Наши сварочные аппараты для пластика просты в использовании и экономичны. Полные комплекты поставляются с пластиковой сварочной проволокой 8 x 10 футов. Эти комплекты могут отремонтировать до 80 футов треснувшего или сломанного пластика.
Электрика одобрена UL, cUL.Самодельный ремонтный комплект для пластиковых баков LD35W — всего 20 штук осталось навсегда. Стоимость розничного дилера (12 x 30,00 долл. США за шт.) Цена пользователя — 69,99 долл. Специальное предложение — 59,99 долл. США (долл. США) V-Tip Reg $8,99 АГЕНТЫ ПО ПРОДАЖАМ Позвоните Роберту, чтобы узнать оптовую цену
Наш популярный набор «сделай сам» подходит для ремонта всех пластиковых баков, таких как баки для воды, баки для опрыскивателя, топливные баки, капоты квадроциклов и снегоходов и т. д.*.По сути, подходит для любого ремонта полиэтилена. В комплект входит пластиковый сварочный аппарат мощностью 35 или 40 Вт, проволочная щетка и держатель сварочного аппарата. Также в комплект входит сварочная проволока FUSION GRADE PE длиной 30 футов (более прочная, чем оригинальная деталь). Идеально подходит для D-I-Y. (*Обратите внимание, что полиэтилен можно сваривать только для структурной целостности. Он не может быть склеен должным образом . Все клеи, клеи, эпоксидные смолы и т. д. в конечном итоге выходят из строя или разрушаются при ремонте полиэтилена.)
Идеально подходит для D-I-Y. (*Обратите внимание, что полиэтилен можно сваривать только для структурной целостности. Он не может быть склеен должным образом . Все клеи, клеи, эпоксидные смолы и т. д. в конечном итоге выходят из строя или разрушаются при ремонте полиэтилена.)
MD40/45K Новая модель комплекта для сварки пластика Handyman MD45W/MD45cti 124 долл. США.99 (долларов США) с контроллером MD45cti $189,99 SMA в качестве контроллера HD80cti За подробностями обращайтесь к Роберту
Универсальный набор для ремонта пластика, сварочный аппарат для пластика MD45K ватт с подставкой и проволочной щеткой. Кроме того, 10 футов сварочной проволоки из ПЭ, ПВХ, АБС, ТПУ и ПП-Т1. В комплект также входят простые в использовании инструкции и иллюстрации.
Комплект профессионального сварочного аппарата HD80cti для пластика — 329,99 долл. США HD80cti Конфигурация сварочного аппарата для пластика в Великобритании и Европе 399,99 долл. США (USD). За подробностями обращайтесь к Роберту
Этот комплект был создан для профессиональных сварщиков, а также для тех, кому требуется сварка плавлением наилучшего качества.
В комплект входит гораздо больше предметов, не перечисленных здесь, блок мощностью 80 Вт, сварочный аппарат с регулируемой температурой, сварочная стойка и проволочная щетка. Он также содержит 8 сварочных проводов по 10 футов из ПК, ПЭ, ТПО, ПВХ, АБС, ТПУ, ПП-Т1, ПП-Т2.
Чтобы сделать хороший сварной шов, вам нужно V-образно расправить трещину в пластике. Для облегчения этой операции мы включили прямошлифовальную машину 1/4 дюйма с насадкой. (Вы можете заказать регулируемую электрическую прямошлифовальную машину/роторный инструмент и насадку по цене 15 долларов США)
В комплект также входит наш набор для ремонта пластикового клея.В этот комплект входит бутылка на 1 унцию нашего суперцианоакрилатного пластикового клея с праймером/ускорителем. Химически сваривает большинство пластиков за считанные секунды. (Будьте осторожны, чтобы этот клей не попал на пальцы. Склеивает кожу так же, как и пластик. Мгновенно!)
MD900VC Комплект сварочного аппарата с регулируемой температурой — 229,99 долл.
 США (USD) Только для сварщика 129,99 долл. США с 30-футовой проволокой Fusion Grade Wire N/C Угловой предварительный нагрев V-образного наконечника, 8,99 долл. США Позвоните Роберту для получения подробной информации
США (USD) Только для сварщика 129,99 долл. США с 30-футовой проволокой Fusion Grade Wire N/C Угловой предварительный нагрев V-образного наконечника, 8,99 долл. США Позвоните Роберту для получения подробной информацииИдеально подходит для кузовных мастерских, автоцистерн, автофургонов, квадроциклов, мотоциклов, снегоходов, каноэ и т. д.Сварочный аппарат для пластика MD900vtc — это автономный сварочный аппарат для пластика с регулируемой температурой.
В комплект входят V-образный наконечник, шлифовальная машина, защитная подставка, щетка для наконечников, 10 футов. каждый из 7 типов сварочной проволоки класса плавления и сам сварочный аппарат (с контролем температуры до 900F). В комплект также входят защитные очки, 10 пылезащитных масок, а также полный ускоритель на 1 унцию СА/2 унции и набор мгновенного цианоакрилатного клея.
*Сварочный аппарат HD1000cti поставляется с 3 наконечниками (V-образный, овальный и круглый), которые можно приобрести отдельно от комплекта — 299 долларов США. Также доступны индивидуальные наконечники за 99 долларов США)
Также доступны индивидуальные наконечники за 99 долларов США)
HD1000CTI Набор для сварки пластика в легкой промышленности Позвоните Роберту — НОВОЕ СПЕЦИАЛЬНОЕ ПРЕДЛОЖЕНИЕ Reg User $599,99 (USD) Все возможное для полного ремонта (волокно RAPID PATCH, гибкий, жесткий композитный эпоксидный клей) Специальные цены для использования в военных целях: (включая услуги ветеринара, требуется сервисный номер) ).*
Комплект HD1000CTI идеально подходит для более сложных условий эксплуатации (с легкостью сваривает инженерные пластмассы) и поставляется в комплекте с овальным сварочным наконечником для наплавки, а также угловым сварочным наконечником с V-образным вырезом (никелированный медный сплав, мини-пневматическая и регулируемая электрическая прямошлифовальная машина). , а также биты с V-образным шлифованием, защитная подставка, щетка для наконечников, 136 очиститель труб предварительного нагрева, 15 футов 8 типов сварочной проволоки класса плавления (также включает 15 футов конструкционной сварочной проволоки PP-T3 и поликарбоната Lexan). Этот комплект теперь поставляется с комплектом эпоксидной смолы RAPID PATCH ($56.00) бесплатно! Сам сварочный аппарат, который регулирует температуру от 75 до 840+ градусов по Фаренгейту, действует как радиатор). Идеально подходит для тонких и толстых подложек. Также в комплект входят защитные очки, 10 пылезащитных масок, 1 унция моментального цианоакрилатного клея, 2 унции активатора и многое другое. Другие прорезиненные композитные эпоксидные клеи RAPID PATCH, в наличии
Этот комплект теперь поставляется с комплектом эпоксидной смолы RAPID PATCH ($56.00) бесплатно! Сам сварочный аппарат, который регулирует температуру от 75 до 840+ градусов по Фаренгейту, действует как радиатор). Идеально подходит для тонких и толстых подложек. Также в комплект входят защитные очки, 10 пылезащитных масок, 1 унция моментального цианоакрилатного клея, 2 унции активатора и многое другое. Другие прорезиненные композитные эпоксидные клеи RAPID PATCH, в наличии
*ПОЗВОНИТЕ РОБЕРТУ И ОБСУДИТЕ, ЧТО ВЫ ПЛАНИРУЕТЕ ПОСТРОИТЬ, Я МОГУ ПРЕДОСТАВИТЬ ВАМ СВАРЯЕМЫЕ ЛИСТЫ ИЗ ПЭ, ПП и т.д.Некоторые крепежные детали и фитинги также доступны> * ,STRONG>*Я ТАКЖЕ МОГУ ПРОДАТЬ ВАМ резервуары для воды и химикатов по отличной цене. NWP производит/продает продукции на $$$MILLION$$$ по всему миру! Примечание. Если выбранный вами сварочный аппарат не имеет термоконтроля, вы должны позаботиться о том, чтобы не сжечь ремонт.
используйте только этот адрес www.northwestpolymers.ca Как отремонтировать пластик с помощью сварочного аппарата для пластика


Примечание: не все пластмассы легко грунтуются или окрашиваются. В этих условиях требуется специальная подготовка. Соблюдайте надлежащие процедуры производителей красок для пластмасс.
В этих условиях требуется специальная подготовка. Соблюдайте надлежащие процедуры производителей красок для пластмасс.
Домашним мастерам это нравится! Почините вещи с помощью этого набора для сварки жидкого пластика
TLDR: Он работает как клей, но жидкий пластик Bondic — это гораздо больше, чем простой клей, и теперь он почти вдвое дешевле.
Использование клея для починки сломанной вещи часто является предложением «сделай или умри». Вы выстраиваете открытые фигуры; и за считанные секунды постарайтесь быстро нанести нужное количество клея, сожмите все вместе и… молитесь, чтобы это сработало, когда вы закончите.
Учитывая количество возможных ошибок при склеивании, это в лучшем случае неточная наука. Вот почему создатели Bondic придумали поистине новаторский способ замены клея настоящим жидким пластиком, который затвердевает только тогда, когда вы решите, что готовы.
Прямо сейчас вы можете попробовать этот ультра-крутой комплект для сварки жидкого пластика Bondic Pocket 3D почти вдвое дешевле розничной цены всего за 14,99 долларов США от TNW Deals.
В отличие от использования клея для простого соединения двух объектов вместе, жидкий пластик Bondic представляет собой вещество типа меда, которое можно формовать, чтобы заполнить и даже заменить треснувшие или сломанные участки вашего объекта. После того, как вы установили пластик на место, взорвав его с помощью прилагаемой УФ-светодиодной лампы, вы затвердеваете на месте, как по волшебству, всего за четыре секунды.
После того, как вы установили пластик на место, взорвав его с помощью прилагаемой УФ-светодиодной лампы, вы затвердеваете на месте, как по волшебству, всего за четыре секунды.
Если клей подобен шашкам, то Bondic подобен тем трехмерным шахматам, в которые Спок играл в «Звездном пути». Действительно, будущее.
Благодаря этому ограниченному по времени предложению вы можете приобрести полный комплект Bondic Pocket 3D для сварки жидкого пластика со скидкой 40% всего за 14,99 долларов США. Или перейдите на Pro Kit, включая второй тюбик жидкого клея, всего за 22,49 доллара США.
Цены могут быть изменены.
Не ждите Черной пятницы — сегодня вы можете приобрести эти бестселлеры с большими скидками!
Как сварить пластик (простой способ)
Сварка пластика? Большинство людей даже не знали, что это возможно.
Когда пластик трескается или ломается, иногда самым дешевым методом является сварка частей вместе. Это простой процесс, и каждый сварщик должен освоить его.
Это простой процесс, и каждый сварщик должен освоить его.
Мы покажем вам, как легко сваривать пластик.
Сварка пластика для начинающих
- Подготовьте материал, убедившись в отсутствии дефектов, пятен краски или жира.
- Загрязняющие вещества снижают целостность сварного шва.
- Убедитесь, что у вас есть правильное защитное снаряжение.
- Сварочный шлем не обязателен, но вам понадобятся защитная маска, перчатки, длинные рукава и плотные хлопчатобумажные штаны.
- Убедитесь, что пластик свободен от мусора и надежно закреплен, чтобы избежать его последующей регулировки.
Какие виды пластика можно сваривать?
Вы должны определить, с каким пластиком вы работаете. К счастью, на большинстве пластиков есть идентификационная этикетка, чтобы вы знали. Особенно это актуально в автомобильной промышленности.
Вы можете сваривать термопласты с помощью азотного сварочного аппарата. Наиболее распространенные виды пластика, такие как полиэтилен, АБС, нейлон и поликарбонат, можно сплавлять. Эти пластмассы обычно используются в таких приложениях, как переливы, бутыли для омывателей и другие практические применения.
Эти пластмассы обычно используются в таких приложениях, как переливы, бутыли для омывателей и другие практические применения.
Если вы не знаете, какой тип пластика у вас есть, вы можете купить наборы для проверки сварки, которые содержат несколько пластиковых стержней. Все, что вам нужно сделать, это найти чистую поверхность на свариваемом пластике и выбрать стержень с аналогичными свойствами.Расплавьте стержень до образования шарика, а затем дайте ему остыть. Если вы не можете снять его с помощью плоскогубцев, это подходящая смесь для работы.
10 способов сварки пластика
Существует несколько способов сварки пластика. Некоторые лучше, чем другие, в зависимости от пластика, который вы сплавляете. Вот 10 самых распространенных методов.
Экструдированное уплотнение
Помещения нагретого валика из того же материала, который вы свариваете, между стыками часто бывает достаточно, чтобы закрыть зазор.Сожмите две части вместе сразу после того, как вы положили бусину, и тепло должно привести к тому, что она плотно уплотнится.
Сварка трением
Сварка трением обычно используется для термопластов. Сварщик применяет быстрые угловатые движения для отвода тепла. Это разновидность процесса сварки вращением, когда две детали несимметричны.
Обратите внимание
Убедитесь, что сварочное оборудование запрограммировано на остановку, когда вы размещаете две детали для сварки.
Высокочастотная сварка
Этот метод заключается в контакте пластика с электродом, питаемым высокочастотным сварочным аппаратом. Это нагревает поверхность, готовую к соединению.
Сварка горячим газом
Этот метод больше похож на сварку металла. Сварочные пистолеты содержат камеру с газовым или электрическим обогревом, в которую к линии сварки подается азот или сухой воздух. Нагретый газ расплавляет соединение, а стержень из того же термопластичного материала прикладывается к соединению для его герметизации.
Сварка горячей пластиной
Прижмите две пластиковые поверхности к горячей металлической пластине, покрытой политетрафторэтиленом (ПТФЭ), чтобы предотвратить ее прилипание. Как только пластик начнет плавиться, держите их вместе с сильным, но легким давлением, пока он не остынет и соединение не затвердеет.
Как только пластик начнет плавиться, держите их вместе с сильным, но легким давлением, пока он не остынет и соединение не затвердеет.
Индукционная сварка
Токопроводящая металлическая вставка расплавляет две части пластика. Вставка нагревается благодаря высокочастотному сварочному аппарату, и пластик начинает плавиться. В этот момент части соединяются вместе до тех пор, пока не образуется уплотнение и оно не сплавится.По мере остывания соединения пластик затвердевает.
Лазерная сварка
Лазер проходит вдоль линии сварки, когда две пластмассовые детали соединяются вместе. Тепло от лазера сплавляет пластик, выделяя достаточно тепла, чтобы сделать сварку возможной.
Сварка растворителем
Растворитель применяется для смягчения поверхности пластика, когда они соединяются. Адгезия возникает, когда растворитель испаряется и впитывается в пластиковый материал, или возникает эффект полимеризации.
Сварка вращением
Сварка вращением включает в себя круглые поперечные сечения материала, вращающегося со скоростью, вызывающей трение, которое расплавляет поверхность раздела пластика. Когда вращение останавливается, возникающего трения достаточно, чтобы соединить части вместе с сильным давлением.
Когда вращение останавливается, возникающего трения достаточно, чтобы соединить части вместе с сильным давлением.
Ультразвуковая сварка
Нагрев и герметизация термопластов осуществляется за счет механического вибрационного давления ультразвуковых частот от 20 до 40 кГц (килоциклов в секунду). Электрическая энергия преобразуется в ультразвуковые колебания преобразователем, направленным на область свариваемого пластика.Вибрация создает локальное трение, которое затем создает тепло, и пластик плавится.
Как сварить пластик
Мы покажем вам пошаговое руководство по сварке пластика, включая советы и рекомендации.
1. Определите пластик
Знание того, какой пластик вы свариваете, имеет решающее значение для получения наилучших результатов. Как правило, вы должны найти идентификационную этикетку, которая говорит вам, особенно если вы работаете с бамперами и отделкой автомобиля.
2. Очистите и подготовьте
Очистите пластик теплой водой с мылом, чтобы удалить все загрязнения. Если вам нужно что-то более мощное, попробуйте моющее средство для удаления стойких пятен. Жир и пятна, накопившиеся за годы на поверхности пластика, ослабляют сварной шов и вызывают загрязнение.
Если вам нужно что-то более мощное, попробуйте моющее средство для удаления стойких пятен. Жир и пятна, накопившиеся за годы на поверхности пластика, ослабляют сварной шов и вызывают загрязнение.
Теперь протрите пластик безворсовой тканью. Если на поверхности пластика есть краска, удалите и ее с помощью наждачной бумаги с зернистостью 80.
Top Tip
Попробуйте использовать метилэтилкетон (МЭК) для удаления очень стойких пятен. Вы можете купить это в Интернете. Наносить чистой тряпкой.Избегайте промышленных моющих средств, оставляющих после себя мыльную пленку. Это ослабляет сварной шов.
3. Подготовьте рабочее пространство
Убедитесь, что у вас есть достаточная вентиляция или что вы носите подходящую маску для лица N95. Пары пластика могут быть вредны при вдыхании. Откройте близлежащие окна и двери, чтобы создать максимальный приток воздуха, и не допускайте других людей в это место.
Также убедитесь, что у вас есть прочный сварочный стол, установленный на плоской и ровной поверхности.
4. Наденьте средства индивидуальной защиты
Безопасность превыше всего.Полная остановка! Всегда используйте защитный козырек (сварочный шлем не требуется, поскольку именно дуга наносит вред вашим глазам) и пару кожаных сварочных перчаток для защиты рук. Носите одежду с длинными рукавами или сварочную куртку, чтобы защитить руки, хлопчатобумажные брюки и рабочие ботинки.
5. Выберите сварочную проволоку
.Используйте буквенное обозначение на пластике для соответствия сварочному электроду. Ищите буквы PE (полиэтилен), PP (полипропилен) и PVC (поливинилхлорид). Подберите стержень, соответствующий, таким образом, полиэтиленовому стержню для сварки полиэтилена.
Вы можете использовать набор для тестирования стержней, который содержит различные стержни. Просто расплавьте стержень, который больше всего напоминает пластик, поместив шарик на чистую часть поверхности в качестве теста. Когда он остынет, посмотрите, сможете ли вы оторвать валик от пластика с помощью плоскогубцев. Если он прилипает, у вас есть правильный стержень.
Если он прилипает, у вас есть правильный стержень.
6. Зажмите заготовку
Положите оба куска пластика на плоскую поверхность стола, соединив оба конца вместе, чтобы сделать максимально аккуратное соединение. Закрепите их на месте с помощью зажимов «C».Оберните детали лентой из фольги, но оставьте место для сварки свободным.
Быстрая заметка
Убедитесь, что соединения находятся именно там, где вы хотите, чтобы избежать их последующей регулировки.
7. Включение питания
Подключите сварочный аппарат и включите его. Дайте сварочному пистолету прогреться в течение 2 минут. Каждый пластик имеет разную температуру плавления, поэтому настройка сварочного пистолета имеет решающее значение. Скорее всего, вам понадобится температура от 200 до 300 градусов по Цельсию (от 392 до 572 градусов по Фаренгейту).
Если будет горячее, пластик перегреется и расплавится или сгорит.
8. Прихватка пластика
Закрепите пластик на месте, поместив насадку для прихватки, прикрепленную к концу сварочного пистолета, на концы соединения. Приложите небольшое количество тепла и подождите, пока пластик расплавится. Теперь соедините кусочки.
Приложите небольшое количество тепла и подождите, пока пластик расплавится. Теперь соедините кусочки.
Верхний наконечник
Добавьте точки прихватки через каждый фут или около того, чтобы пластик оставался на месте, и вам нужно только немного расплавить пластик, чтобы обеспечить прихватку.
9. Обрежьте сварочный стержень
С помощью угловых плоскогубцев обрежьте конец сварочного стержня по диагонали, чтобы заострить точку.Теперь у вас должна быть плоская поверхность на нижней стороне. Это дает вам больше шансов на гладкий сварной шов, избегая больших пузырей расплавленного пластика.
Перед тем, как вставить стержень, вам нужно подождать, пока сварочная горелка остынет. Точно так же после установки вам нужно будет снова нагреть пистолет.
Quick Note
Если у вас нет плоскогубцев с угловыми режущими кромками, попробуйте острый нож.
10. Вставьте сварочный стержень
Сопла Speed имеют отверстия, которые удерживают стержень на месте, когда вы работаете вдоль линии сварки. Если в комплекте с вашим сварочным пистолетом его не было, вы можете купить его отдельно. Установите насадку на горелку, а затем вставьте отрезанный конец электрода во второе отверстие, убедившись, что обрезанный конец соприкасается с поверхностью пластика.
Если в комплекте с вашим сварочным пистолетом его не было, вы можете купить его отдельно. Установите насадку на горелку, а затем вставьте отрезанный конец электрода во второе отверстие, убедившись, что обрезанный конец соприкасается с поверхностью пластика.
11. Начало сварки
Переместите стержень из вершины трещины на себя. Начинайте этот процесс только после того, как пистолет нагреется, и вы увидите, как стержень плавится, когда он касается пластиковой поверхности. Держите пистолет под углом 45 градусов, подавая сварочный стержень свободной рукой во время движения.
Лозунгом успешного результата является постоянство. Не торопитесь и держите постоянный темп.
Обратите внимание
Если пластик начинает перегреваться и гореть, двигайте пистолет быстрее, чтобы распределить тепло более равномерно.
12. Попробуйте разные техники
Держите сопла на дюйм выше стыка, с пистолетом под углом 45 градусов. Держите стержень под тем же углом с противоположной стороны и перемещайте сопло вперед-назад по мере его плавления. Продолжайте делать это 3 или 4 раза, перемещая пластик по мере его плавления, чтобы выполнить задание.
Продолжайте делать это 3 или 4 раза, перемещая пластик по мере его плавления, чтобы выполнить задание.
Это более сложный метод, чем использование скоростной насадки, потому что вам нужно освоить управление пистолетом и удочкой по отдельности. Секрет в том, чтобы двигать стержень качательными движениями, осторожно касаясь поверхности пластика, когда он нагревается и плавится.
13. Завершение сварки
Подождите 5 минут, пока шов остынет. Дайте ему нагреться до комнатной температуры, прежде чем вы начнете зачищать косяк. Не забудьте положить сварочный пистолет в безопасное место, пока он остывает, чтобы избежать травм или возгорания.
Если вы видите, как расплавленный пластик затвердевает, а от линии сварки не исходит тепло, значит, можно безопасно работать.
14. Отшлифуйте сварной шов
Используйте наждачную бумагу с зернистостью 120, чтобы отшлифовать выступающие выступающие края. Оказывайте только легкое давление, работая последовательными широкими движениями. Когда вы убедитесь, что линия сварки ровная и аккуратная, сотрите пыль тряпкой.
Когда вы убедитесь, что линия сварки ровная и аккуратная, сотрите пыль тряпкой.
Быстрый совет
Вы можете ускорить этот процесс, используя шлифовальную машину или вращающийся инструмент. Имейте в виду, что пластик легко царапается, поэтому будьте осторожны.
15. Завершить
Для получения более мелких деталей используйте наждачную бумагу с зернистостью 180 или 320.Бумага более высокого качества обеспечивает лучшую отделку и менее абразивна. Тем не менее, не переусердствуйте с пластиком, так как это может поцарапать его.
Фантастический пластик
Сварка пластика — занятие приятное и относительно легкое в освоении. Это может сэкономить вам кучу денег и выполнить работу без лишних хлопот. Как и во всех сварочных работах, все сводится к подготовке, небольшим знаниям и постоянному подходу.
Если вы будете следовать этим шагам, вы должны добиться удовлетворительного результата в следующий раз, когда будете сваривать пластик.