Услуги. Сварка полиэтиленовых трубопроводов.
вернуться к спискуКомпания «ООО НИС» уже многие годы, является поставщиком полиэтиленовых труб различного диаметра для систем водоснабжения, канализации, комплектует их всей необходимой соединительной арматурой и конструкционными материалами. Зарекомендовав себя, на рынке полиэтиленовых конструкций, как активный, честный и пунктуальный поставщик, мы готовы предложить дополнительные услуги по проектированию и подбору, оптимального технологического режима монтажа полиэтиленовых труб и узлов к ним.
Наша компания производит сварку и монтаж исключительно полиэтиленовых материалов, которые воплощают аккуратность и качество исполнения, заранее проработанный план поможет получить высокие результаты. Процесс сварки полиэтиленовых труб осуществляется на качественном импортном оборудовании квалифицированными специалистами.
Для компании важен каждый клиент, поэтому мы стараемся найти индивидуальный подход для каждого, свидетельством чего являются деловые партнеры компании.
С ценами на услуги по проведению монтажных сварных работ полиэтиленовых труб можно ознакомиться в прайсе, представленном в конце страницы.
Так же хотим предложить Вашему вниманию технологии сварки полиэтиленового трубопровода, встык и с помощью электросварных фитингов, да бы Вы смогли сами решить, какой способ сварки трубопровода приемлем для Вас, при возникновении уточняющих вопросов, мы всегда готовы оказать профессиональную помощь, и ответить на них.
1. ТЕХНОЛОГИЯ СОЕДИНЕНИЯ ПОЛИЭТИЛЕНОВЫХ ТРУБ ЭЛЕКТРОСВАРНЫМИ ФИТИНГАМИ
Процесс сварки труб с помощью закладных электросварных фитингов производится в следующей последовательности выполнения технологических процессов.
Перед началом сварочных работ концы соединяемых полиэтиленовых труб должны быть зачищены и обезжирены. Электросварной фитинг надевается, наконец, одной из зачищенных труб, до совмещения торца фитинга и полиэтиленовой трубы. Другая полиэтиленовая труба совмещается с первой «торец в торец», после чего электросварной фитинг надвигается в обратную сторону на 1/2 длины фитинга.
Процесс сварки полиэтиленовой трубы будет завершен, после того когда расплавленный полиэтилен выступил из контрольных отверстий фитинга. Охлаждение свариваемого участка происходит естественным образом до полной неподвижности.
ПРЕИМУЩЕСТВА СВАРКИ ПОЛИЭТИЛЕНОВЫХ ТРУБ И ЭЛЕКТРОСВАРНЫХ ФИТИНГОВ
Главным преимуществом электросварного муфтового соединения полиэтиленовых труб является высокая скорость проведения монтажных работ, а так же достаточно небольшое пространство для выполнения работ по сравнению с монтажными работами аналогичных металлических конструкций.
Преимущества сварки полиэтиленовых труб и электросварных фитингов.
Главным преимуществом электросварного муфтового соединения полиэтиленовых труб является высокая скорость проведения монтажных работ, а так же достаточно небольшое пространство для выполнения работ по сравнению с монтажными работами аналогичных металлических конструкций.
2. ТЕХНОЛОГИЯ СОЕДИНЕНИЯ ПОЛИЭТИЛЕНОВЫХ ТРУБ МЕТОДОМ СТЫКОВОЙ СВАРКИ
Предполагаемый участок сварки размещается и устанавливается в сварочное оборудование. Сварка полиэтиленовых труб встык заключается в нагреве торцов свариваемых труб до вязко-текучего состояния полиэтилена в результате соприкосновения с нагревателем и последующим соединением торцов под давлением после удаления нагревателя. При плавлении происходит образование первичного грата. В течении свариваемого процесса образуется окончательный грат и молекулярные связи которые обеспечивают однородное соединение. Заключительным этапом является процесс охлаждения, где происходит процесс охлаждения, где происходит осадка стыка и стык приобретает максимальную прочность.
ПРЕИМУЩЕСТВА СОЕДИНЕНИЯ ПОЛИЭТИЛЕНОВЫХ ТРУБ МЕТОДОМ СТЫКОВОЙ СВАРКИ
Основным преимуществом сварки полиэтиленовых труб встык является исключение человеческого фактора и тем самым обеспечение стабильно высокого качества сварки. Так же не маловажный факт подтверждения преимущества стыковой сварки стоит отметить автоматический контроль (время работы, свариваемые трубы и т.д.) всего процесса сварки и предоставления письменного отчета на каждый сваренный стык.
Так же не маловажный факт подтверждения преимущества стыковой сварки стоит отметить автоматический контроль (время работы, свариваемые трубы и т.д.) всего процесса сварки и предоставления письменного отчета на каждый сваренный стык.
Из вышеперечисленных фактов можно сделать заключение о том, что при современных темпах строительства жилых площадей важную роль играет качества и быстрота монтажных работ по прокладки водопроводных и канализационных сетей.
Прайс-лист на сварку полиэтиленовых трубопроводов
Cварка ПНД труб, стыковая и электромуфтовая сварка полиэтиленовых труб
Компания Turan Makina предлагает вам полный спектр услуг по сварочным работам и монтажу полиэтиленовых труб различного диаметра с осуществлением выезда бригады высококвалифицированных сварщиков на объект. Сварочные работы производится на качественных стыковых (сварка встык) и электромуфтовых (сварка электромуфтами) аппаратах Turan makina, что гарантирует быструю и качественную работу.
Cварка ПНД труб, стыковая и электромуфтовая сварка полиэтиленовых труб
- Выезд бригады сварщиков на объект в короткий срок
- Применение качественного оборудования для сварки Turan makina
- Высококвалифицированная бригада специалистов
- Электромуфтовая и стыковая сварка
- Гибкая система скидок для постоянных клиентов
- Также осуществляем ремонт трубопровода и водосточной системы
- Полностью укомплектуем вашу строительную площадку необходимым материалом, оборудованием и инструментом
- Сдаём в аренду генераторы для каждого типа сварки.
Наша компания выполняет сварочные работы по таким типам труб как: пластиковые, полиэтиленовые (ПЭ), полипропилен, техническая труба ПНД, ПВХ и ПВД, которые применяются для прокладки газовых и водяных магистралей, для канализации, а также для прокладки кабеля.
Цены на услуги по сварке ПНД труб
Стыковая сварка | Электромуфтовая сварка | ||||||
Диаметр трубы | Цена за стык | Цена за смену | Стыков за смену | Диаметр трубы | Цена за стык | Цена за смену | Стыков за смену |
|
|
|
| 25 | 200 | до 20 | |
|
|
|
| 32 | |||
40 | 200
| 12000 | до 40 | 40 | |||
50 | 50 | ||||||
63 | 63 | ||||||
75 | 75 | 300 | |||||
90 | 300 | 90 | |||||
110 | 400 | 110 | 400 | ||||
125 | 600 | 15000 | до 25 | 125 | 500 | ||
140 | 700 | 140 | 600 | ||||
160 | 800 | 160 | 800 | ||||
180 | 1100 | 10-15 | 180 |
1000 | до 10 | ||
200 | 1200 | 200 | |||||
1300 | 225 | ||||||
250 | 1600 | 250 | 1500 | ||||
280 | 2000 | 280 | |||||
315 | 2200 | 315 | 2000 | 15000 | |||
355 | 2900 | 18000 | 8-12 | 355 | 2700 | до 7 | |
400 | 3000 | 400 | 3000 | ||||
450 | 3900 | 450 | 4000 | ||||
500 | 4500 | 500 | 5000 | ||||
560 | 5000 | 6-10 | 560 | 5500 | 18000 | 3-5 | |
630 | 5500 | 630 | 6000 | ||||
710 | 7000 | 25000 | 4-8 | 710 | 7000 | ||
800 | 7600 | 800 | 8000 | ||||
900 | договорная | 3-5 | 900 | договорная | 1-2 | ||
1000 | 1000 | ||||||
1200 | 1200 | ||||||
1400 | 1400 | ||||||
1600 | 2-4 | 1600 | |||||
В стоимость входит выезд бригады с необходимым оборудованием, сварка стыков согласно таблице. Для постоянных клиентов и при заказе большого объёма сварочных работ наша компания даёт дополнительные скидки. | |||||||
 В зависимости от местонахождения объекта цена может изменяться.
В зависимости от местонахождения объекта цена может изменяться.Узнать более подробную информацию по сварке ПНД труб и цены на сварку пластиковых труб вы можете позвонив нашим менеджерам или прислав заявку на почту.
Если вам не требуется помощь наших сварщиков, вы можете взять сварочное оборудование в аренду.
Аппараты для полиэтиленовых труб: сварка, ремонт
Второй способ сварки основан на использовании электрического тока при помощи специальных муфт, внутри которых, находится проволока, выполняющая роль нагревательной спирали. На спираль подается ток определенной силы, после чего происходит нагрев свариваемых поверхностей до температуры плавления и последующее соединение свариваемых частей. Такой способ сварки называется электродиффузионным и для него используется специальный электромуфтовый сварочный аппарат.
Электромуфтовая сварка отличается от стыковой способом нагревания материалов, при этой сварке трубы разогревается снаружи, а не с торца, что считается более надежным соединением. Не даром, газовые трубы рекомендуется сваривать только электромуфтовым способом соединения.
Достоинством электромуфтовой сварки является быстрота и простота соединения. Данные аппараты не так громоздки, как стыковые, они мобильны и с ними можно работать в стесненных условиях, в колодцах, в траншеях. Еще один плюс в том, что каждый аппарат универсален и может сваривать как фитинги и трубы диаметром 20 мм, так и 1200 мм. Все зависит от диаметра труб и фасонных частей.
Электромуфтовые сварочные аппараты различаются на ручные, когда параметры сварки вносятся в аппарат вручную и автоматические. У автоматических сварочников имеется специальны сканер, которым нужно провести по штрих-коду на поверхности фитинга, для считывания параметров сварки. После считывания параметров, аппарат самостоятельно настраивает необходимую силу тока, время сварки и время остывания. Плюс у автоматических аппаратов имеется блок памяти, куда заносятся все параметры сварки.
Плюс у автоматических аппаратов имеется блок памяти, куда заносятся все параметры сварки.
Эти параметры формируются в памяти, а затем могут быть распечатаны в виде специального документа (протокола). Причем, существуют мобильные принтеры, дающие возможность распечатать протокол прямо на строительной площадке и приложить его к документации, например, во время ремонта трубопровода. Также накопленные протоколы можно выгрузить из памяти сварочного аппарата на любой USB накопитель.
Особенности стыковой сварки полиэтиленовых труб
Среди преимуществ труб из полиэтилена стоит отметить их устойчивость перед воздействием коррозии и химических веществ, экологичность, продолжительный срок эксплуатации и способность сохранять первоначальный вид внутренней поверхности в течение длительного промежутка времени. Однако вследствие низкой термоустойчивости полиэтилена трубы из него нельзя использовать для транспортировки веществ, чья температура превышает 40-50 градусов. Подобные изделия применяют в основном при обустройстве систем холодного водоснабжения, вентиляционных систем, газопроводов и пр. Важно отметить, что способность полиэтиленовых труб противостоять воздействию низких температур заметно расширяет сферу их применения вплоть до строительства наружных трубопроводов.
Подобные изделия применяют в основном при обустройстве систем холодного водоснабжения, вентиляционных систем, газопроводов и пр. Важно отметить, что способность полиэтиленовых труб противостоять воздействию низких температур заметно расширяет сферу их применения вплоть до строительства наружных трубопроводов.
Сварка труб из полиэтилена
В виду определенных физических свойств полиэтилен является хорошо свариваемым материалом. Соединять его можно несколькими способами, однако чаще всего используется сварка полиэтиленовых труб встык. С помощью этой технологии обычно выполняют неразъемный монтаж труб диаметром от 50 мм и более. Такое требование обусловлено тем, что в 50-тимиллиметровых трубах толщина стенок составляет 5 мм, а этого вполне достаточно для надежного соединения. Трубы меньшего диаметра сваривать таким способом не рекомендуется еще и по причине образования большого внутреннего грата, который сужает и без того маленький проход.
Сваркой встык соединяют трубы с одинаковой толщиной стенок, но в некоторых случаях из этого правила есть исключения.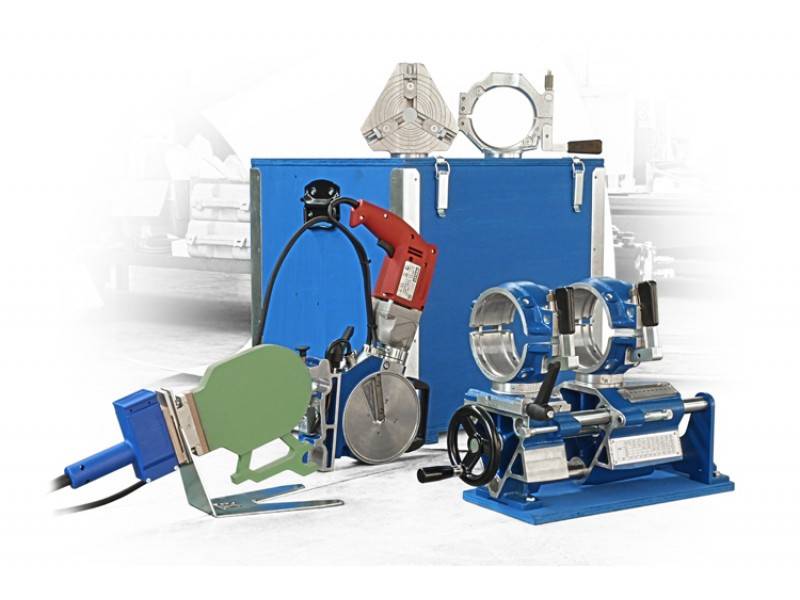 Они возможны при условии снятия с более толстой трубы фаски для того, чтобы контактные поверхности получились одинаковой площади.
Они возможны при условии снятия с более толстой трубы фаски для того, чтобы контактные поверхности получились одинаковой площади.
Технология стыковой сварки сводится к тому, что торцы изделия оплавляются до состояния вялотекучести, затем соединяются между собой под воздействием определенного давления и фиксируются в таком положении до полного остывания.
Главное достоинство стыкового соединения – его высокая прочность, заметно превышающая прочность самой трубы. Роль оборудования при сварке встык исполняют сварочные аппараты, состоящие из определенного количества узлов, у каждого из которых – свои задачи. Так, центратор с хомутами зажимает, отцентровывает и сводит трубы, рубанок или торцеватель обрабатывает торцы, посредством сварочного зеркала происходит нагрев труб, а специальное устройство создает усилие и прижимает трубы друг к дружке. Блоки питания и управления подают напряжение и обеспечивают поддержание параметров на требуемом уровне.
Способы сварки Poly для Blackpoly
Стыковая сварка , Тепловая сварка (иногда называемая Тепловая сварка или Fusion ) — это процесс сварки, используемый для соединения двух разных частей термопласта. Этот процесс включает одновременное нагревание обеих частей и их прижатие. Затем две части остывают вместе и образуют прочную связь. Когда все сделано правильно, две части становятся неотличимы друг от друга. Разные пластмассы могут привести к неправильному склеиванию.Этот процесс обычно используется в системах пластиковых напорных трубопроводов для соединения трубы и фитинга или для соединения одного отрезка трубы непосредственно с другим отрезком трубы. Обычно для этих целей используются полиолефины (такие как полипропилен, полиэтилен и полибутилен). Стыковая сварка обычно выполняется одним из нескольких способов. Первый и наиболее распространенный — это стыковая сварка или стыковая сварка, то есть сварка горячей пластиной. Этот метод заключается в нагреве двух строганных поверхностей из термопластического материала (обычно полиэтилена) относительно нагретой поверхности.По прошествии определенного времени нагревательную пластину удаляют, две части прижимают друг к другу и дают остыть под давлением, образуя желаемое соединение.
Этот процесс включает одновременное нагревание обеих частей и их прижатие. Затем две части остывают вместе и образуют прочную связь. Когда все сделано правильно, две части становятся неотличимы друг от друга. Разные пластмассы могут привести к неправильному склеиванию.Этот процесс обычно используется в системах пластиковых напорных трубопроводов для соединения трубы и фитинга или для соединения одного отрезка трубы непосредственно с другим отрезком трубы. Обычно для этих целей используются полиолефины (такие как полипропилен, полиэтилен и полибутилен). Стыковая сварка обычно выполняется одним из нескольких способов. Первый и наиболее распространенный — это стыковая сварка или стыковая сварка, то есть сварка горячей пластиной. Этот метод заключается в нагреве двух строганных поверхностей из термопластического материала (обычно полиэтилена) относительно нагретой поверхности.По прошествии определенного времени нагревательную пластину удаляют, две части прижимают друг к другу и дают остыть под давлением, образуя желаемое соединение. Стыковая сварка за пределами производства обычно выполняется для соединения труб. Другой основной метод — это соединение муфт. Он отличается от стыковой сварки использованием нагревательных пластин нестандартной формы и размера, а не простой плоской поверхности. Эти головки обеспечивают больший контакт с поверхностью, сокращая время, необходимое для нагрева и плавления трубы. Соединение с раструбом соединяет трубу и фитинги вместе, а не просто соединяет трубу с трубой.Он требует меньшего давления, чем стыковая сварка, и чаще используется для труб меньшего диаметра (100 мм или меньше). Сварка втулкой имеет дополнительные преимущества, заключающиеся в том, что для нее требуется меньше оборудования и она более портативна, чем более тяжелое оборудование, необходимое для стыковой сварки. Третий метод сварки термопластов называется сваркой боковых стенок или седловидной сваркой. Сварка боковых стенок, как и стыковая сварка и сварка муфт, представляет собой другой процесс, основанный на сварке горячей пластиной.
Стыковая сварка за пределами производства обычно выполняется для соединения труб. Другой основной метод — это соединение муфт. Он отличается от стыковой сварки использованием нагревательных пластин нестандартной формы и размера, а не простой плоской поверхности. Эти головки обеспечивают больший контакт с поверхностью, сокращая время, необходимое для нагрева и плавления трубы. Соединение с раструбом соединяет трубу и фитинги вместе, а не просто соединяет трубу с трубой.Он требует меньшего давления, чем стыковая сварка, и чаще используется для труб меньшего диаметра (100 мм или меньше). Сварка втулкой имеет дополнительные преимущества, заключающиеся в том, что для нее требуется меньше оборудования и она более портативна, чем более тяжелое оборудование, необходимое для стыковой сварки. Третий метод сварки термопластов называется сваркой боковых стенок или седловидной сваркой. Сварка боковых стенок, как и стыковая сварка и сварка муфт, представляет собой другой процесс, основанный на сварке горячей пластиной. Сварка боковых стенок отличается от методов стыковой или раструбной сварки тем, что сварка выполняется на стороне стенки трубы в поперечной ориентации к основной трубе, а не на одной линии с трубой.Сварка боковых стенок обычно используется в сочетании с методами стыковой или раструбной сварки в качестве дополнительного процесса, и многие сварочные машины, разработанные для стыковой сварки, также оборудованы для сварки боковых стенок. Пластины-переходники, соответствующие внешнему диаметру основной трубы, прикрепляются к нагревательной пластине для выполнения этого типа сварки.
Сварка боковых стенок отличается от методов стыковой или раструбной сварки тем, что сварка выполняется на стороне стенки трубы в поперечной ориентации к основной трубе, а не на одной линии с трубой.Сварка боковых стенок обычно используется в сочетании с методами стыковой или раструбной сварки в качестве дополнительного процесса, и многие сварочные машины, разработанные для стыковой сварки, также оборудованы для сварки боковых стенок. Пластины-переходники, соответствующие внешнему диаметру основной трубы, прикрепляются к нагревательной пластине для выполнения этого типа сварки.
Сварщик труб PE PPR PB PVDF HDPE Стыковая сварочная машина 2,48 «-6,30» (63-160 мм) —
| Цена: | 369 долларов. 00 00 |
Купон | Купон на дополнительную скидку 7% применяется при оформлении заказа. ПодробностиИзвини. Вы не имеете права на этот купон. |
- Убедитесь, что это подходит
введя номер вашей модели.

- Аппарат для стыковой сварки ПНД с ручным управлением подходит для труб и фитингов из ПЭ и ПП.
- Высококачественный дизайн и конструкция обеспечивают отличную машину для сварки как на рабочем месте, так и на заводе.
- Использование высококачественного алюминиевого литья позволяет снизить вес без ущерба для прочности и производительности.

(PDF) Стыковая сварка полиэтиленовых труб при низких температурах
Стыковая сварка полиэтиленовых труб при низких температурах
Н. П. Старостин, М.А.Васильева, Е.В. Данзанова, О.А. Аммосова
П. Старостин, М.А.Васильева, Е.В. Данзанова, О.А. Аммосова
Институт проблем нефти и газа СО РАН, Москва, Россия
Для снижения напряжений при стыковой сварке полиэтиленовых труб для газопроводов при температуре окружающего воздуха ниже нормы
Температура, предлагается предварительно нагреть концы свариваемых труб с помощью приспособления для предварительного нагрева. Результаты расчетов
нестационарного температурного поля в стенке трубы используются для рекомендации методики для
определения наиболее равномерного распределения температуры в допустимом для сварки диапазоне.
Ключевые слова: сварка; полиэтиленовая трубка; температура; время нагрева
Согласно нормативным документам, действующая технология сварки горячим инструментом полиэтиленовых (ПЭ)
труб
позволяет проводить сварочные работы при
температуре окружающей среды от 215 до 458С.
При сварке полиэтиленовых труб при температурах ниже рекомендованных
необходимо проводить сварочные работы
в обогреваемых легких конструкциях. Однако для
Однако для
этот вид сварки связан со значительной энергоемкостью
и непроизводительными потерями и длительной подготовкой, что для
неприемлемо в аварийных ситуациях. Следовательно, важно разработать методы и средства для эффективной сварки
лишь нескольких труб в зимних условиях в регионах
с холодным климатом, в котором температура окружающей среды
часто составляет 2158 ° C.
Возможности имеющейся в настоящее время технологии
инструментальной сварки полиэтиленовых труб с подогревом используются недостаточно
.При сварке при низких температурах тепло, остающееся
под действием нагревательного инструмента, используется неэффективно.
Институт проблем нефти и газа Сибири
Отделения Российской академии наук провел
исследования по изучению возможностей стыковой сварки
полиэтиленовых труб при температурах ниже стандартных
с использованием доступные в настоящее время технологии. Сварку
Сварку
предлагается проводить при низких температурах
как без подогрева, так и с подогревом
1
[1,2].Стыковая сварка
без предварительного нагрева подробно описана в
Старостин [1,2]. Основная идея такого подхода
— увеличение продолжительности воздействия нагревательного инструмента до
получения необходимого объема расплава и применение
теплоизолирующей камеры при охлаждении. Время нагрева
определяется расчетом нестационарного температурного поля
в свариваемых трубах из условий соответствия границы проплавления
значению
, рекомендованному для сварки труб при допустимой температуре
окружающая среда.Размер теплоизолирующей камеры
определяется расчетами, чтобы обеспечить
, что скорость охлаждения аналогична скорости охлаждения при допустимых температурах окружающего воздуха
. Результаты большого количества механических испытаний
показывают, что кратковременная прочность этих соединений
не уступает прочности соединений
, полученных при нормальных температурах.
При ускоренных испытаниях в поверхностно-активной среде образцов
, полученных сваркой при температурах ниже
стандартных температур без предварительного нагрева и охлаждения
в теплоизоляционной камере, было обнаружено, что преждевременный выход
происходит из строя. место в стыках в зоне плавления
.Предполагается, что этот отказ вызван более высокими термическими напряжениями
в результате неравномерного нагрева.
— два возможных последствия высоких нагрузок. Во-первых, хорошо известно
, что прочное сварное соединение получается, если зона сплавления
сварного соединения содержит сферолитовые (не
ленточные) структуры. В оптимальных технологических условиях сварки полосчатые образования, образовавшиеся в ходе
вытеснения расплава из зоны плавления в
вспышку, трансформировались в сферолитовые структуры в результате релаксации расплава
.Формирование полосовой структуры
в зоне плавления определяется увеличением температуры затвердевания деформированного полимерного расплава
[3]. При определенных напряжениях и температурах полосчатая структура
При определенных напряжениях и температурах полосчатая структура
может оставаться неизменной в результате раннего затвердевания расплава
даже при скорости охлаждения
, соответствующей сварке при приемлемых температурах окружающей среды
.
Во-вторых, согласно расчетам, выполненным
в Нестеренко [4], напряжения, определенные сваркой
, увеличиваются с понижением температуры окружающей среды
.Максимальные напряжения образуются в зоне плавления
. При сварке без предварительного нагрева при низких температурах
увеличение продолжительности воздействия нагревательного инструмента
и формирование необходимого объема расплава приводит к
предварительному нагреву свариваемых труб на небольшое расстояние от
сустав. Неравномерное распределение температуры вдоль
длины трубы приводит к образованию высоких
напряжений в зоне плавления, которые могут не релаксировать и привести
к зарождению и распространению трещин в этой зоне.
Следовательно, можно предположить, что для получения прочного сварного соединения
при температурах ниже стандартных температур
трубу следует предварительно нагреть до допустимой температуры
на определенном расстоянии от конца
, т.е. распределение
должно быть обеспечено для уменьшения напряжений, а концы должны быть нагреты
в рекомендуемых условиях. При охлаждении следует использовать теплоизоляционную камеру
.Целью данного исследования
было изучение термического процесса при предварительном нагреве
полиэтиленовых труб при температурах ниже стандартных
q2013 Taylor & Francis
Welding International, 2013
Vol. 27, № 4, 318–320, http://dx.doi.org/10.1080/09507116.2012.715915
Выбрано из Сварочного производства
Загружено [Мария Васильева] в 18:24 11 апреля 2013 г.
HDPE Butt Оборудование для сварки плавлением
Acu-Tech продает оборудование для стыковой сварки полиэтилена высокой плотности.

В процессе сварки полимером, известном как стыковая сварка плавлением, аппараты для стыковой сварки используются для зачистки, нагрева и сварки труб из полиэтилена высокой плотности.
Аппараты для стыковой сваркимогут иметь ручную или электрическую гидравлику. Всем сварщикам встык (кроме автономных сварщиков) требуется источник питания для нагревательной пластины и фрезы / скребка. Электрогидравлические сварочные аппараты для стыковой сварки также используют источник электроэнергии для гидравлической системы, которая используется для удержания трубы во время зачистки, нагрева и охлаждения.
Будете ли вы выполнять сварку поли на месте без надежного источника питания? Acu-Tech также продает / арендует портативные генераторы, предназначенные для использования с оборудованием для сварки поли. См. Эту ссылку для получения дополнительной информации.
Ниже приведен список сварочных аппаратов для стыковой сварки, которые может поставить Acu-Tech Piping Systems:
| Машина для стыковой сварки Ufuse 160 мм (электрическая гидравлическая) Купите этот сварочный аппарат для стыковой сварки 160 мм для сварки труб из полиэтилена высокой плотности диаметром от 63 до 160 мм в электрогидравлическом режиме. Машина для стыковой сварки 160 мм поставляется в комплекте со съемной нагревательной пластиной, съемной фрезой, электрогидравлическим редуктором, нагревательной пластиной и опорой для фрезы, набором инструментов и устройством для заглушки (крестовина). ** набор пластин OD 63, 75, 90, 110, 125, 140 мм, основной зажим OD 160 мм. Требования к мощности: 2,45 кВт — Минимальные требования к генератору 3,5 кВА, 240 В, однофазный. | |
| Машина для стыковой сварки Ufuse 250 мм (электрическая гидравлическая) Купите этот аппарат для стыковой сварки 250 мм для сварки труб из полиэтилена высокой плотности диаметром от 90 до 250 мм в электрогидравлическом режиме.Для питания сварочного оборудования на объекте вам может потребоваться переносной генератор мощностью 5,9 кВА. Прокат машины для сварки плавлением 250 мм поставляется в комплекте со съемной нагревательной пластиной, съемным фрезером, электрогидравлическим редуктором, нагревательной пластиной и опорой для резака, набором инструментов и заглушкой (крестовиной). ** набор пластин OD 90, 110, 125, 140, 160, 180, 200, 225 мм, основной зажим OD 250 мм. Требования к мощности: 3,85 кВт — Требуется минимум 5.Генератор 9 кВА, 240 В, однофазный. | |
| Станок Ritmo для стыковой сварки 250 мм (электрогидравлический) Эта машина для стыковой сварки Ritmo идеально подходит для сварки труб из полиэтилена высокой плотности диаметром от 75 до 250 мм в электрогидравлическом режиме. Для использования в полевых условиях вам может потребоваться переносной генератор мощностью 5,9 кВА. Аппарат для стыковой сварки Ritmo 250 мм поставляется в комплекте с съемной нагревательной пластиной и фрезой, электрогидравлическим редуктором, нагревательной пластиной и опорой для фрезы, набором инструментов и устройством для заглушки (крестовина). ** набор пластин OD 75, 90, 110, 125, 140, 160, 180, 200, 225 мм, основной зажим OD 250 мм. Требования к мощности: 3,45 кВт — Минимально необходимая мощность генератора 5,9 кВА, 240 В, однофазный. | |
| Аппарат для стыковой сварки 355 мм Ufuse (электрогидравлический) Приобретите этот аппарат для стыковой сварки 355 мм для сварки полиэтиленовых труб из полиэтилена высокой плотности диаметром от 90 до 355 мм в электрогидравлическом режиме. Купите этот сварочный аппарат вместе с аппаратом 6.Переносной генератор на 8 кВА — идеально подходит для сварочного оборудования, используемого на объекте. Аппарат для стыковой сварки Ufuse поставляется в комплекте со съемной нагревательной пластиной, съемной фрезой, электрогидравлическим редуктором, нагревательной пластиной и опорой для фрезы, набором инструментов и устройством для заглушки (крестовина). ** набор пластин OD 90, 110, 125, 140, 160, 180, 200, 225, 250, 280, 315 мм, основной зажим OD 355 мм. Требования к мощности: 4,85 кВт — Требуется минимум 6.Генератор 5 кВА, 240 В, однофазный. | |
| Аппарат для стыковой сварки 355 мм Ritmo (электрогидравлический) Аппарат для стыковой сварки 355 мм Ritmo выполняет стыковку труб из полиэтилена высокой плотности с внешним диаметром от 125 до 355 мм в электрогидравлическом режиме. Станок для стыковой сварки укомплектован съемной нагревательной пластиной, съемной фрезой, электрогидравлическим редуктором, нагревательной пластиной и опорой для фрезы, набором инструментов и заглушкой (крестовина). ** набор пластин OD 125, 140, 160, 180, 200, 225, 250, 280, 315 мм, основной зажим OD 355 мм. Требования к мощности: 5,75 кВт — Минимальная необходимая мощность генератора 8 кВА, 240 В, однофазный. |
 Для использования в полевых условиях вам может потребоваться переносной генератор мощностью 5,9 кВА.
Для использования в полевых условиях вам может потребоваться переносной генератор мощностью 5,9 кВА.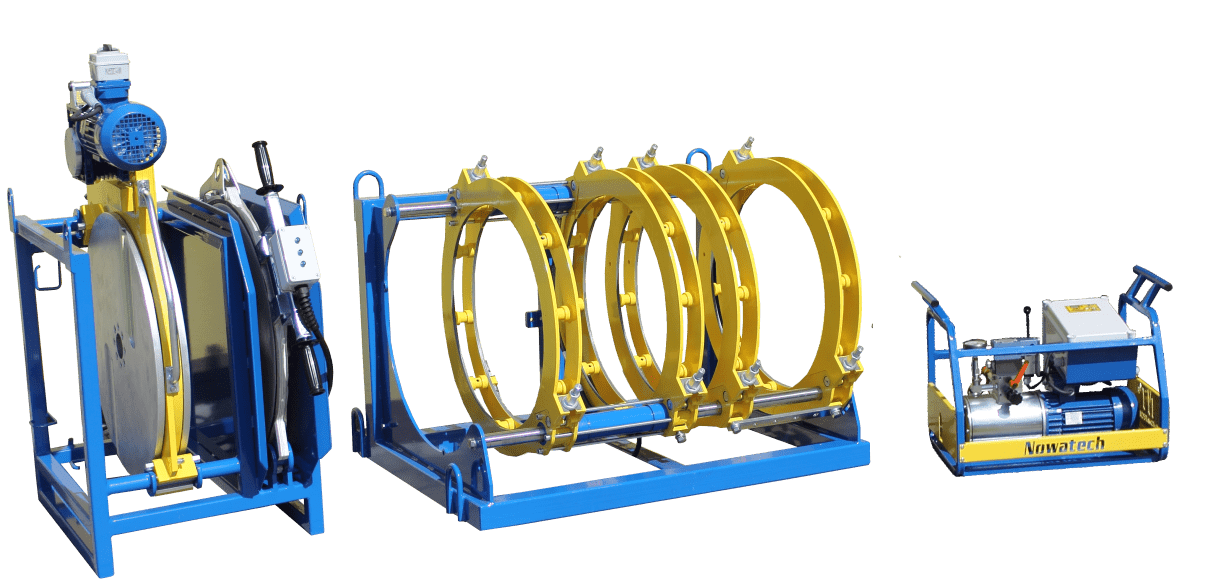

 Свяжитесь с нашей командой, чтобы арендовать или купить генератор для вашего сварочного аппарата HDPE.
Свяжитесь с нашей командой, чтобы арендовать или купить генератор для вашего сварочного аппарата HDPE.| Аппарат для стыковой сварки Ufuse 450 мм (электрогидравлический) Купить Аппарат для стыковой сварки полиэтиленовых труб Ufuse 450 наружным диаметром от 200 мм до 450 мм в электрогидравлическом режиме.Свяжитесь с нашей командой, чтобы нанять подходящий генератор для стыковой сварки в полевых условиях. Машина для стыковой сварки включает в себя стреловой кран для помощи с фрезой и нагревательной пластиной, которые довольно тяжелые из-за большой мощности машины для стыковой сварки. Этот сварочный аппарат поставляется в комплекте со съемной нагревательной пластиной, съемной фрезой, электрогидравлическим редуктором, нагревательной пластиной и опорой для фрезы, набором инструментов и заглушкой (крестовиной). ** набор пластин OD 200, 225, 250, 280, 315, 355, 400 мм, основной зажим OD 450 мм Требования к питанию: 8.38 кВт — Генератор, рекомендуемый для эксплуатации в полевых условиях — 11 кВА 415 В, трехфазный | |
| Аппарат для стыковой сварки Ufuse 630 мм (электрогидравлический) Аппарат для стыковой сварки Ufuse 630 идеально подходит для стыковой сварки труб из полиэтилена высокой плотности с внешним диаметром от 315 мм до 630 мм в электрогидравлическом режиме. Свяжитесь с нашей командой, чтобы арендовать или купить подходящий генератор для стыковой сварки на месте. Машина для стыковой сварки включает в себя стреловой кран для помощи при работе с фрезой и нагревательной пластиной, которые довольно тяжелые из-за большой мощности устройства для стыковой сварки. Когда вы покупаете это сварочное оборудование для полимеров, оно включает в себя съемную нагревательную пластину, съемный фрезерный станок, электрогидравлический редуктор, нагревательную пластину и опору для фрезы, набор инструментов и заглушку (крестовину). ** набор пластин OD 315, 355, 400, 450, 500, 560 мм, основной зажим OD 630 мм Требования к мощности: 12,35 кВт — Генератор, рекомендуемый для работы в полевых условиях — 16 кВА 415 В, трехфазный | |
| 630 Ritmo All Terrain Машина для стыковой сварки труб (автономная гидравлическая) Внедорожный аппарат для стыковой сварки Delta 630 оснащен дизельным двигателем с низким уровнем вибрации и подходит для сварки труб из термопласта для транспортировки воды, газа и других жидкостей под давлением.Аппарат для стыковой сварки Ritmo может сваривать полиэтиленовые трубы диаметром от 225 до 630 мм. Аппарат для стыковой сварки плавит трубы в соответствии со стандартом высокого давления ISO 21307 (диапазон давлений в 3,5 раза выше, чем у стандартов низкого давления ISO). Приобретаемый аппарат для стыковой сварки включает в себя заглушку (крестовину) и ключ для предотвращения несанкционированного использования.Дизельный двигатель Delta 630 объемом 2200 куб. См позволяет сварщику стыковой сварки работать на месте без необходимости аренды генератора. Стандартный аппарат для стыковой сварки Ritmo: • Рабочий диапазон: ПЭ труба диаметром 225 — 630 мм • Привод на 4 колеса, съемная панель управления • Автономный с бортовым генератором — Дизельный двигатель 2200 куб. См, 22,7 кВт • Вставки SmartLock и раздвижной 3-й зажим для приваривания фитингов из ПНД • Регистрация данных с помощью GPS; память 4000 отчет • Гидравлические подъемники, зажимы и фрезы с гидравлическим управлением • Может быть укомплектован рядом сварочных вставок, доступных по запросу. • Автоматическая сварочная система «Easy Life», которая поддерживает Wi-Fi и работает с приложением «Set & Go — Pro», что упрощает использование сварочного оборудования для полимеров. Требования к питанию: встроенное устройство выработки электроэнергии. Генератор НЕ требуется | |
| Аппарат для стыковой сварки Ufuse 1000 мм (электрогидравлический) Аппарат для стыковой сварки Ufuse 630 идеально подходит для стыковой сварки полиэтиленовых труб с внешним диаметром от 630 мм до 1000 мм в электрогидравлическом режиме.Для стыковой сварки на месте свяжитесь с нашей командой, чтобы нанять подходящий генератор. Машина для стыковой сварки включает в себя стреловой кран для помощи с фрезой и нагревательной пластиной, которые довольно тяжелые из-за большой мощности устройства для стыковой сварки. В комплекте с корпусом машины для стыковой сварки, стреловым краном, съемной нагревательной пластиной, съемной фрезой, электрогидравлическим редуктором, нагревательной пластиной и опорой фрезы, набором инструментов, заглушкой (крестовина). ** набор пластин OD 630, 710, 800, 900 мм, основной зажим OD 1000 мм Требования к мощности: 24 кВт — Генератор, рекомендуемый для работы в полевых условиях — 30 кВА 415 В, трехфазный |


 Это значительно увеличивает производительность, позволяя сэкономить 60% времени. Внедорожный сварочный аппарат может преодолевать пересеченную местность с уклоном до 30% благодаря 4-х колесному приводу и съемной панели управления, что обеспечивает дополнительную безопасность оператора на пересеченной местности.
Это значительно увеличивает производительность, позволяя сэкономить 60% времени. Внедорожный сварочный аппарат может преодолевать пересеченную местность с уклоном до 30% благодаря 4-х колесному приводу и съемной панели управления, что обеспечивает дополнительную безопасность оператора на пересеченной местности.

Отдел обслуживания сварочного оборудования Acu-Tech специализируется на калибровке оборудования для сварки полимеров, а также может поставлять запасные части для большинства марок аппаратов для стыковой сварки, в том числе нагревательные плиты, ножи или скребки, гидравлические детали, вставки сварочных зажимов регистраторы, детали двигателя и др.Свяжитесь с нами сегодня и расскажите о своих требованиях к сварочному оборудованию для полимеров.
Сварные соединения полиэтиленовых трубопроводов для водо- и газоснабжения. Оценочные испытания
Полиэтиленовые (PE) трубопроводные системы и фитинги имеют то преимущество, что их можно сваривать встык или соединять с помощью электромуфтовых фитингов, образующих соединения, которые являются полностью герметичными и устойчивыми к пределу прочности.
Часть 5: «Соответствие требованиям системы» стандартов UNE EN-1555 и UNE-EN 12201 объединяет испытания, которые должны проводиться на сварных соединениях трубопроводных систем из полиэтилена для подачи газового топлива, воды и канализации под давлением соответственно. .
ЛабораторияCEIS недавно получила аккредитацию ENAC для проведения двух испытаний сварных соединений, упомянутых в указанных стандартах: определение сопротивления растяжению и типа разрушения в испытательных образцах, сваренных встык, в соответствии с UNE-ISO 13953 и разрушение электролитического соединения полиэтилена. швов в соответствии с ISO 13955, и в ближайшее время планирует аккредитовать устранение отслаивания электролитических соединений PE с внешним номинальным диаметром, равным или более 90 мм в соответствии с ISO 13954.
CEIS в настоящее время занимается оценкой стыковых сварных соединений полиэтиленовых труб толщиной до 75-80 мм и электромуфтовых фитингов до DN250 SDR11, и следующие клиенты являются постоянными клиентами для этого типа испытаний: производители регулируемых фитингов из полиэтилена (LlaberíaPlàstics, SL), газ распределительные компании (Gas Natural-Fenosa), строительные компании (GrupoTragsa) и сертификационные организации (AENOR).
Введение
Более 100 технических кодексов, разработанных рабочей группой W4 «Сварка пластмасс» Немецкого общества сварщиков — DVS, предлагают широчайшие ссылки на методы сварки пластических материалов, методы контроля и испытаний и рекомендуемые критерии оценки.
На национальном уровне «Технические спецификации SEDIGAS для обработки и сварки полиэтиленовых трубопроводов для газораспределения» являются справочным документом для газового сектора и включают как в Часть 2 по стыковой сварке, так и в Часть 3 по электросварке, пункт о Контроль сварки и, точнее, стандартные разрушающие испытания, которые должны проводиться на обоих типах соединений: испытание на прочность на разрыв испытательных образцов, полученных сваркой в соответствии со стандартом ISO 13953, и испытания на отслаивание в соответствии со стандартом ISO 13954, испытания на раздавливание в соответствии с ISO 13955 и испытания на разрыв в соответствии с ISO 13956, последний применим к электросварным фитингам фиксирующего типа (T для тройника), которые не будут рассматриваться в этой статье.
Это испытания, указанные в таблице 5 «Пригодность для системы» стандартов на продукцию UNE-EN 1555-5 для систем трубопроводов и фитингов из полиэтилена для подачи газообразного топлива и UNE-EN 12201-5 для систем трубопроводов из полиэтилена. и арматура для водоснабжения и канализации под давлением, содержание которой частично воспроизведено в таблице 1.
Испытание на сопротивление разрыву стыковых соединений
Стандарт UNE ISO 13953 описывает метод оценки сопротивления растяжению и характера разрушения стыковых сварных соединений полиэтиленовых труб и / или фитингов с номинальным диаметром 90 мм или более.
Ряд механизированных испытательных образцов с n полосами, равномерно расположенными по окружности стыкового сварного шва, подвергают испытанию на разрыв при постоянной скорости s = 5 мм / мин. Цель испытания, проводимого при 23ºC, — сконцентрировать усилие на зоне сварки и вызвать трещину вокруг стыкового соединения.
Рисунок 1. Испытательный образец типа A
Рис. 2. Испытательный образец типа B
На протяжении всего испытания регистрируется сила, прилагаемая при растяжении до полного разрушения образца; В конце испытания рассчитывают сопротивление разрыву и максимальную прилагаемую прочность (в Nw), деленную на поперечное сечение (в мм 2 ) шейки гантели, измеренные в начале испытания.Поверхность излома исследуется, определяя тип излома: пластичный или хрупкий.
Рис. 3. Вязкое разрушение образца для испытаний типа A
Рис. 4. Вязкое разрушение испытательного образца типа B
Испытание на отслаивание в соответствии с ISO 13954
Стандарт ISO 13954 описывает метод оценки сопротивления расплавленным соединениям фитингов из ПЭ с номинальным диаметром, равным или превышающим 90 мм.
Серия из 4 механизированных испытательных образцов с полосой каждая, которые равномерно расположены по окружности электроплавленого соединения, подвергаются испытанию на прочность на разрыв с постоянной скоростью s = 25 мм / мин. Цель теста, проводимого при 23ºC, — сконцентрировать усилие на участке электросварки и вызвать разделение на уровне суставов.
Цель теста, проводимого при 23ºC, — сконцентрировать усилие на участке электросварки и вызвать разделение на уровне суставов.
Рис. 5. Испытательный образец согласно ISO 13954
Форма и размеры указанных испытательных образцов установлены в ISO 13954; Геометрия фитинга на заднем конце выпускного отверстия имеет решающее влияние на расположение сквозного отверстия, так как требуется Ø 3 мм для удержания соединительной скобы со специальным устройством прочности на разрыв, адаптированным к мосту тензиометра.
Испытание проводится до тех пор, пока части полностью не разделятся, регистрируя место разрушения (в трубе, выпускном отверстии, волокнах или на уровне стыка) и тип наблюдаемого разрушения, пластичный или хрупкий. В случае, если хрупкое расслоение происходит на уровне соединения, оно должно быть выражено в процентах от длины, существующей между первой и последней нитью испытываемого соединения (L), максимальное значение декогезии хрупкого типа, допустимое как в UNE EN 1555-5 и UNE EN 12201-5 — L / 3.
Рис. 6. Выполняется тест на отслаивание. Рис. 7. Декогезия хрупкого типа
Декогезия пластичного типа
Испытание на дробление декогезии в соответствии с ISO 13955
СтандартISO 13955 описывает метод оценки устойчивости электромуфтовых соединений полиэтиленовых фитингов с трубами, имеющими номинальный диаметр от 16 до 225 мм.
секторов 90º (90? DN? 225 мм) или 180? Секторов (16? DN? 90 мм), непосредственно извлеченных из испытываемого соединения, подвергаются испытанию на сжатие при постоянной скорости s = 100 мм / мин между пластинами шириной 200 мм до внутренние стороны образца соприкасаются друг с другом.
Рисунок 8.
После проведения испытания исследуются обе стороны образца для испытаний и регистрируется место разрушения (в трубе, выпускном отверстии, между нитями или на уровне соединения) и определяется тип разрушения. пластичный или хрупкий.В случае, если хрупкое расслоение происходит на уровне соединения, оно должно быть выражено в процентах от длины, существующей между первой и последней нитью испытываемого соединения (L), максимальное значение декогезии хрупкого типа, допустимое как в UNE EN 1555-5 и UNE EN 12201-5 — L / 3.
Рис. 9. Сектор образца 90º
Рис. 9. Сектор образца 90º
Выводы
Фитинги для использования соединений в системе водоснабжения и газоснабжения, состоящие из полиэтиленовых труб и фитингов, приваренных друг к другу, оцениваются посредством испытаний, установленных в Части 5 стандартов UNE EN 1555 (для поставки газообразного топлива) и UNE EN 12201 (для подачи воды под давлением).
Оценка соответствия результатов указанных испытаний, основанная на типе наблюдаемого разрушения — пластичный или хрупкий — или на определении процента хрупкого разрушения при декогезии, требует квалифицированного персонала, знакомого с методами стыковой сварки и электросварки, как и у сотрудников CEIS. Лаборатория, которая позволяет предоставлять услуги аккредитованных испытаний сертификационным организациям, водопроводным и газораспределительным компаниям, инжиниринговым компаниям, строительным компаниям и другим фирмам профессионалов в области сварки пластмасс.
Ссылки
[1] Технические правила DVS по технологиям соединения пластмасс, английское издание, том 3.DVS Media GmbH, Дюссельдорф. 2 nd Издание, 2011 г.
[2] Техническая спецификация SEDIGAS для управления и сбыта клубней PE для газового распределения. (Технические характеристики компании SEDIGAS по транспортировке и сварке полиэтиленовых трубопроводов для газораспределения). Редакция 13. Декабрь 2010г.
[3] UNE EN 1555-5: 2011 Системы пластиковых трубопроводов для подачи газообразного топлива — Полиэтилен (PE) — Часть 5: Соответствие назначению системы.
[4] UNE EN 12201-5: 2012 Пластиковые трубопроводные системы для водоснабжения, дренажа и канализации под давлением — Полиэтилен (PE) — Часть 5: Соответствие назначению системы.
[5] UNE ISO 13953: 2011 Полиэтиленовые (ПЭ) трубы и фитинги. Определение предела прочности и разрушения образцов из стыкового соединения
[6] ISO 13954: 1997 Пластмассовые трубы и фитинги. Испытание на отслаивание для электросварных сборок из полиэтилена (ПЭ) с номинальным наружным диаметром больше или равным 90 мм.
Испытание на отслаивание для электросварных сборок из полиэтилена (ПЭ) с номинальным наружным диаметром больше или равным 90 мм.
[7] ISO 13955: 1997 Пластмассовые трубы и фитинги. Испытание на декогезию при раздавливании для электромуфтовых сборок из полиэтилена (PE).
[8] ISO 13956: 2010 Пластмассовые трубы и фитинги. Испытание на декогезию седельных сварных соединений полиэтилена (PE). Оценка пластичности стыка сварных соединений посредством испытания на разрыв.Определение пластичности границы раздела сварных швов при испытании на разрыв.
Socket Fusion — Pipefusion Services Inc
Что действительно отличает HDPE от других материалов труб, так это то, что когда он сплавляется вместе (с использованием большого количества стандартных и нестандартных компонентов, фитингов и систем соединения), он создает одну однородную систему, которая соответствует тем же техническим и экологическим характеристикам, что и труба HDPE. Такая конструкция единой системы максимизирует преимущества, обеспечиваемые трубой из полиэтилена высокой плотности, и снижает риск утечек, увеличивает поток жидкости внутри трубы и снижает общую стоимость внедрения системы.
Такая конструкция единой системы максимизирует преимущества, обеспечиваемые трубой из полиэтилена высокой плотности, и снижает риск утечек, увеличивает поток жидкости внутри трубы и снижает общую стоимость внедрения системы.
Pipefusion является надежным консультантом в области HDPE, и в нем работают эксперты в данной области, которые преуспевают в проектировании систем, обеспечивая поиск любых без исключения компонентов, которые позволяют инженерам и подрядчикам гибко проектировать трубопроводные системы, отвечающие требованиям приложений их клиентов. У нас есть большой выбор стандартных фитингов и компонентов, которые можно соединить с помощью различных методов сварки или соединить механически.
Мы закупаем фитинги у обширной сети производителей и поставщиков в Канаде и Соединенных Штатах.Мы предлагаем быстрое, профессиональное и надежное обслуживание по очень конкурентоспособным ценам. Если мы не сможем найти для вас фитинг, мы изготовим его в соответствии с вашими проектными требованиями в нашем производственном цехе. Информацию о нестандартных фитингах можно найти в разделе «Сборные фитинги».
Информацию о нестандартных фитингах можно найти в разделе «Сборные фитинги».
Выберите стиль ниже для получения дополнительной информации
Разъем Fusion
Сварку внахлест отличается от стыковой сварки за счет использования нагревательных пластин нестандартной формы и размера, а не простой плоской поверхности.Эти головки обеспечивают больший контакт с поверхностью, сокращая время, необходимое для нагрева и плавления трубы. Соединение с раструбом соединяет трубу и фитинги вместе, а не просто соединяет трубу с трубой. Он требует меньшего давления, чем стыковая сварка, и чаще используется для труб меньших размеров (4 дюйма или меньше). Сварка втулкой имеет дополнительные преимущества, заключающиеся в том, что для нее требуется меньше оборудования и она более портативна, чем более тяжелое оборудование, необходимое для стыковой сварки.
Pipefusion может поставлять фитинги для сварки муфтами самых разных размеров и типов, в том числе:
- 45 Колено
- 90 Колено
- Переходники из латуни
- Колпачки
- Муфты
- Женский адаптер
- Фланцевые переходники
- Редукторы
- Тройники переходные
- Седла
- Тройники
- UBend
- Уайес
Свяжитесь с нами сегодня, чтобы узнать цену.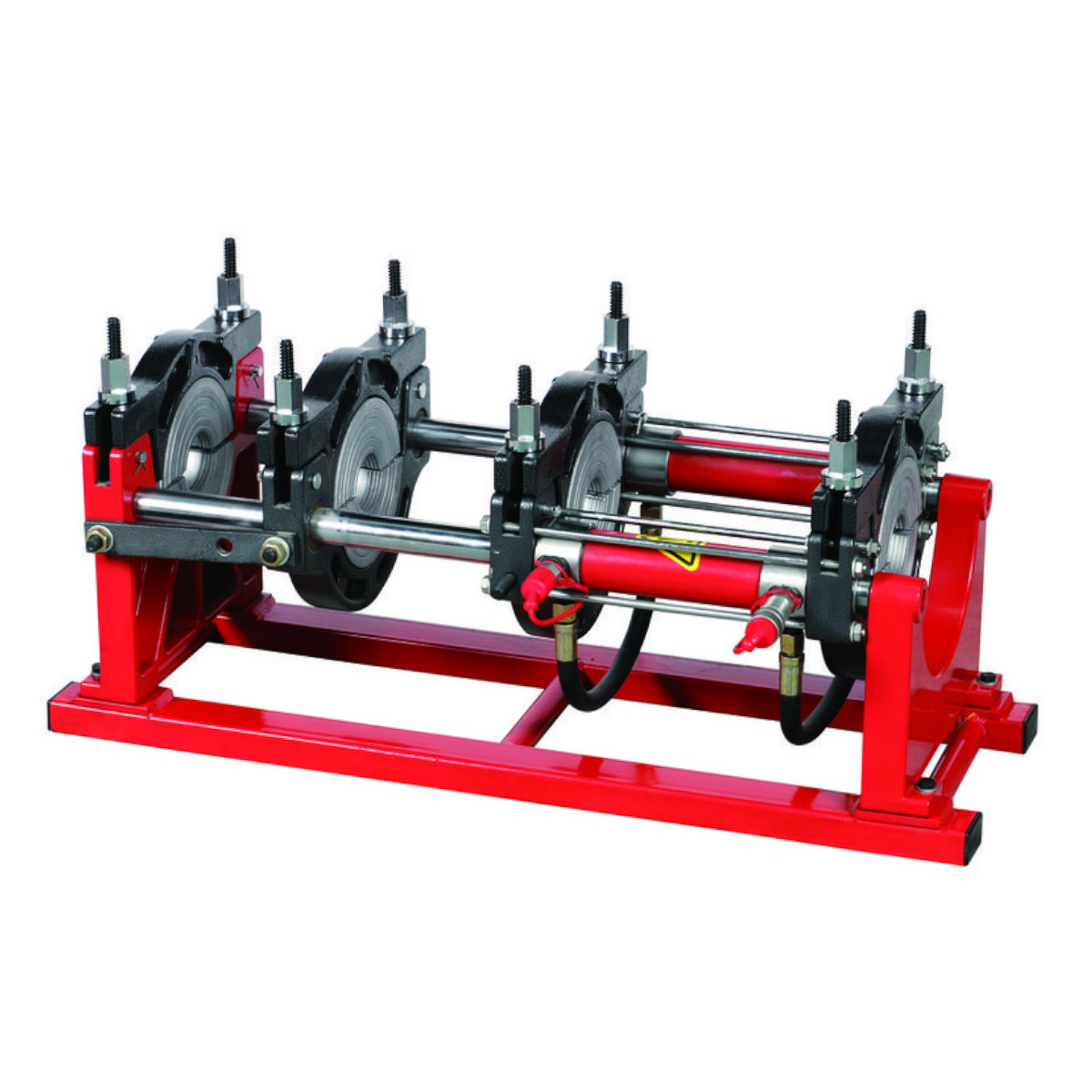
Связанное содержимое
Изготовление на заказ
Pipefusion — это производитель пластмасс на заказ, который использует трубы и пластины из полиэтилена высокой плотности, сваренные стыковой сваркой и нагреванием…
ПРОЧИТАЙТЕ БОЛЬШЕFusion на месте
Pipefusion — компания, специализирующаяся на поставках и сварке труб из полиэтилена высокой плотности.Наши клиенты выбирают нас…
ПРОЧИТАЙТЕ БОЛЬШЕИзготовление понтонов
Pipefusion производит прочные и долговечные понтоны, поэтому вы можете заменить протекающие цилиндры, гниющие поплавки или ржавую и протекающую сталь…
ПРОЧИТАЙТЕ БОЛЬШЕРемонт полиэтиленовых труб
На этой свиноферме есть накопительный пруд, в котором хранится свиная моча и фекалии. После того, как отходы обработаны и ферментированы, они прокачиваются через черную полиэтиленовую трубу и разбрызгиваются на землю для удобрения. Эту трубу переехал трактор и повредил.
После того, как отходы обработаны и ферментированы, они прокачиваются через черную полиэтиленовую трубу и разбрызгиваются на землю для удобрения. Эту трубу переехал трактор и повредил.
Шаг 1
Отрежьте поврежденный участок.
Шаг 2
Срежьте концы трубы с помощью вращающегося инструмента и насадки в форме капли. Этот «канал» будет заполнен сварочным прутком из полиэтилена.
Шаг 3
Чтобы трубы оставались стабильными, используйте хомуты для глушителя и прижмите трубу к куску фанеры.
Шаг 4
Используйте несколько разных профилей сварочного стержня из черного полиэтилена.Начните со стержня 1/8 дюйма (3 мм) и, когда пластик начнет накапливаться, переключитесь на более широкую полиэтиленовую ленту. Сделайте несколько проходов, пока сварной шов не станет той же толщины, что и окружающая труба.
Шаг 5
Смягчите пластик с помощью аппарата для сварки горячим воздухом и разгладьте его с помощью безвоздушного сварочного аппарата.
Шаг 6
Подождите, пока сварной шов остынет и затвердеет, а затем ослабьте зажимы настолько, чтобы повернуть трубу, чтобы у вас был доступ к несваренной части.Вам нужно будет поднять трубу над землей, чтобы получить лучший доступ.
Шаг 7
Заполните несваренный участок полиэтиленовым стержнем до тех пор, пока его толщина не будет соответствовать толщине пластиковой трубы.Когда вы закончите, дайте сварному шву достаточно времени, чтобы он остыл и затвердел, прежде чем снимать зажимы.