особенности, достоинства и недостатки, оборудование, технология процесса
Главная » Технология
Электродуговая сварка в аргоновой среде (АДС) производится для защиты места соединения от влияния воздуха. АДС полуавтоматом освобождает сварщика от подачи электрода и имеет другие технические особенные свойства, которые и делают ее востребованной.
Содержание
- 1 Что собой представляет дуговая полуавтоматическая сварка в среде аргона
- 2 Принцип работы полуавтомата
- 3 Особенности сварки
- 4 Достоинства и недостатки
- 5 Технология
- 6 Процесс сварки
Что собой представляет дуговая полуавтоматическая сварка в среде аргона
Сварка MIG – полуавтоматическая сварка в среде инертных газов. В данном случае берется аргон – самый доступный и распространенный газ.
Принцип работы полуавтомата
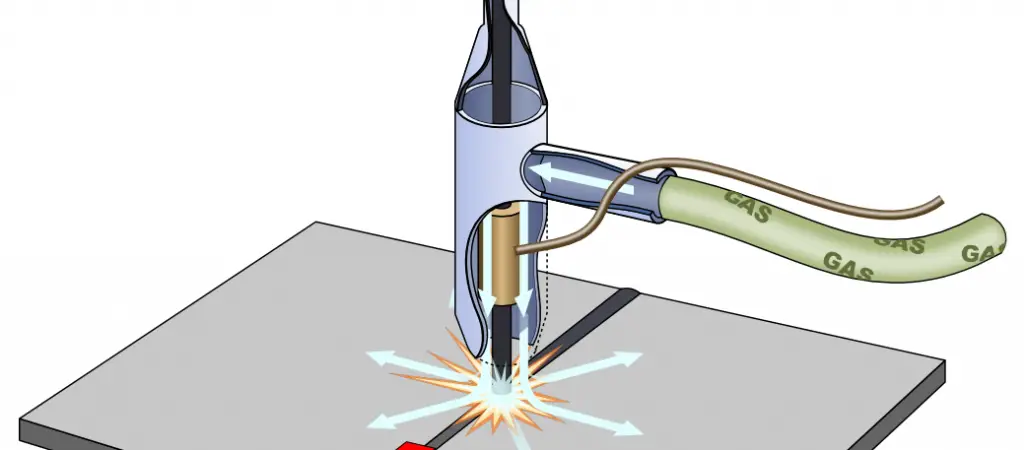
Полуавтоматическая АДС – это механизированный процесс дуговой сварки, при котором электродная проволока подается с постоянной или переменной скоростью в зону сварки. Одновременно туда поступает газ аргон из баллона.
Одновременно туда поступает газ аргон из баллона.
Сварка полуавтоматом решает проблему с неравномерным нагревом металла и защитой сварочного шва.
Инертный газ подается непосредственно в зону сварки. Идет регулировка подачи присадочной проволоки в соответствии с автоматической подстройкой сварочной силы тока.
Протяжный механизм подает сварочную проволоку. Правильное соотношение скорости подачи и температуры плавления дает равномерное заполнение шва.
Схема полуавтоматической сварки в среде аргонаОсобенности сварки
Особенности сварки в среде аргона заключаются в следующем:
- Защищает сварной шов от окисления.
- Аргон – инертный газ. Он не вступает в реакцию металлом.
- Также инертный газ защищает сварной шов от окисления при воздействии воздуха, потому что аргон его вытесняет из места сварки, что очень важно при работе с цветными металлами.
- Благодаря среде аргона, такой метод дает более прочный сварной шов.


Достоинства и недостатки
Плюсы полуавтоматической АДС:
- При полуавтоматической аргонодуговой сварке обеспечивается высокое качество шва.
- Значительно облегчается поджиг дуги.
- Возрастает производительность работы.
- Просто. Главное, разобраться в технологии и прочитать инструкцию на сварочный аппарат. Подходит даже начинающим.
- Понятная настройка параметров на сварочных аппаратах.
- Наглядность. Видно формирование сварного шва.
- Свобода в пространстве.
- Соединение деталей малой толщины.
- Экономия времени. Не требуется зачистка швов от шлака и смена электродов.
Минусы данной сварки:
- Дорогое оборудование.
- Немобильность.
Технология
Необходимое оборудование:
- Сварочный полуавтомат для работы в среде защитного газа. Это могут быть инверторные или трансформаторные преобразователи тока с механизмом подачи проволоки. Трансформаторные сварочные устройства надежны, устойчивы к нагрузкам, у них невысокий КПД, дают помехи в сеть. Сварочные инверторы значительно легче трансформаторных, не дают помех, есть возможность точной настройки, стабилизируют сварочный ток, чувствительны к конденсату внутри устройства. Для простоты работы и точности настроек больше подходит инверторный преобразователь.
 Это могут быть инверторные или трансформаторные преобразователи тока с механизмом подачи проволоки. Трансформаторные сварочные устройства надежны, устойчивы к нагрузкам, у них невысокий КПД, дают помехи в сеть. Сварочные инверторы значительно легче трансформаторных, не дают помех, есть возможность точной настройки, стабилизируют сварочный ток, чувствительны к конденсату внутри устройства. Для простоты работы и точности настроек больше подходит инверторный преобразователь.
Это могут быть инверторные или трансформаторные преобразователи тока с механизмом подачи проволоки. Трансформаторные сварочные устройства надежны, устойчивы к нагрузкам, у них невысокий КПД, дают помехи в сеть. Сварочные инверторы значительно легче трансформаторных, не дают помех, есть возможность точной настройки, стабилизируют сварочный ток, чувствительны к конденсату внутри устройства. Для простоты работы и точности настроек больше подходит инверторный преобразователь.- Присадочная проволока. Она подбирается по трем показателям: марка, вес бухты и диаметр. Выбор диаметра и размера намотки определяется по показателям инвертора и размеру горелки. При выборе марки проволоки нужно ориентироваться на справочные таблицы. Материал присадки должен соответствовать материалу соединяемых деталей и иметь более высокие характеристики по прочности. Диаметр подбирается, учитывая размер толщины свариваемых деталей. Например, диаметр проволоки в 1 мм подходит для однопроходной сварки металла толщиной 7-8 мм при сварочном токе в 200А. Для более качественного соединения деталей лучше выбирать проволоку с меньшим числом примесей.
 Например, диаметр проволоки в 1 мм подходит для однопроходной сварки металла толщиной 7-8 мм при сварочном токе в 200А. Для более качественного соединения деталей лучше выбирать проволоку с меньшим числом примесей.
Например, диаметр проволоки в 1 мм подходит для однопроходной сварки металла толщиной 7-8 мм при сварочном токе в 200А. Для более качественного соединения деталей лучше выбирать проволоку с меньшим числом примесей.- Аргон в баллоне с редуктором.
Процесс сварки
Необходимо соблюдать следующие шаги:
- Устанавливается горелка и кабель массы.
- На баллон с аргоном устанавливается редуктор. Нужно проверить давление газа, оно должно быть выше остаточного.
- На выходной штуцер баллона устанавливается шланг и зажимается хомутом
- По инструкции к сварочнику установить на расходном редукторе значение, рекомендованное производителем. Для этого нужно открыть регулировочный вентиль.
- Прочистить канал провода горелки, если там осталась проволока от предыдущей работы.
- Установить катушку на размоточный шток. Проверить совпадение позиций штифтов и посадочных отверстий.
- Проволока пропускается через прокатывающий ролик.
- Установить прижимной ролик на место.
- С помощью регулировочного винта установить усилие прижима, чтобы проволока не проскальзывала в канавке.
- Протяжка проволоки в канал шнура горелки производится при снятом токопроводящем наконечнике .
- Накрутить наконечник подходящего диаметра на горелку и установить сопло на место.
- Подключить аппарат к сети.
- Подготовить свариваемые детали. Зачищается вся ширина кромки до металлического блеска.
- Разделка кромок и подготовка фасок не требуется для металлических поверхностей толщиной до 2,5 мм. Алюминий дополнительно очищается ацетоном.
- После подготовки деталей и проверки оборудования подключить клеммы электропитания. При постоянном токе применяется обратная полярность. К горелке с проволокой подключается «+» , а на изделие «-».
- Включить переключатель, который подает проволоку, в рабочее положение.
- Зажигается электродуга. Достаточно прикоснуться к металлу при наличии плавящейся проволоки.
- На нерабочем металле (образце) рекомендуется проверить точность настроек
- Производится сварка. Движение сопла горелки должно быть только в одном направлении, без поперечных движений. На вертикальной детали движение сопла сверху вниз.
- При большой толщине металла требуется подогрев до температуры 150-3000С.
- Детали свариваются на высокой скорости однослойным швом.
- Заканчивать сварку нужно, постепенно снижая температуру дуги (уменьшая силу тока). Перед этим убрать (прекратить подачу) присадочную проволоку.

 Алюминий дополнительно очищается ацетоном.
Алюминий дополнительно очищается ацетоном. Перед этим убрать (прекратить подачу) присадочную проволоку.
Перед этим убрать (прекратить подачу) присадочную проволоку.( Пока оценок нет )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
Сварка металлов п/автоматом в аргоне — Полуавтоматическая сварка — MIG/MAG
#1 AkaShira
Отправлено 12 January 2010 19:03
Возник спор: сварка метала п/а в среде аргона. Возможно такое или нет?
Возможно такое или нет?
- Наверх
- Вставить ник
#2 pro100chaynick
Отправлено 12 January 2010 20:10
вполне возможно в т.ч. и аллюминия
- Наверх
- Вставить ник
#3 AkaShira
Отправлено 12 January 2010 20:18
Про алюминий я знаю, но как ведёт себя метал в среде аргона?
- Наверх
- Вставить ник
#4 tig
Отправлено 12 January 2010 23:11
Какой конкретно металл ты имееш в виду? Если черный то примерно так-в нижнем положении, с «какойто матерью» и неважным внешним видом варить можно, о вертикальных швах и тем более потолочных и мечтать не приходится. В теорию вдаватся не буду, я ее и сам не совсем хорошо понимаю в данном случае. Просто недавно на похожем форуме этот вопрос обсасывали»крутые теоретики» и кидались всякими умными словами. Мне этот флуд надоел и на прошлой недели просто попробовал.
В теорию вдаватся не буду, я ее и сам не совсем хорошо понимаю в данном случае. Просто недавно на похожем форуме этот вопрос обсасывали»крутые теоретики» и кидались всякими умными словами. Мне этот флуд надоел и на прошлой недели просто попробовал.
Уточняю:пробовал варить ЧИСТЫМ аргоном, а вообщето на фабрике варят чернуху газовой смесью 75% аргона и 15% углекислоты
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
#5 AkaShira
Отправлено 13 January 2010 00:15
Я догадываюсь на каком сайте шла дискуссия. Читал, но местные кулибины бьются головой и доказывают обратное, может просто основываясь на своём «качестве работы» .
А металл — да возмём обычный Ст3, состояние кп, сп, пс мне кажется тут роли не играет. Из хим. св-в в аргоне такие розкислители, как кремний и марганец просто насыщают ванную, т.к. не вступают с кислородом в реакцию из-за отсутствия такового….ИМХО моё мнение. Может из-за этого дефект шва и образуется….
Из хим. св-в в аргоне такие розкислители, как кремний и марганец просто насыщают ванную, т.к. не вступают с кислородом в реакцию из-за отсутствия такового….ИМХО моё мнение. Может из-за этого дефект шва и образуется….
- Наверх
- Вставить ник
#6 tig
Отправлено 13 January 2010 00:40
На счет химии спорить не буду-все равно слова словами останутся. Просто при сварке вертикального шва было плохое сплавление металла, расплавленый метал проволоки скатывался не сплавляясь с основным.Или другими словами проволока, не смотря на регулировку подачи, не успевала донести шарик расплава до нужного места.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#7 sania
Отправлено 15 January 2010 09:52
Ребята! Я не проф.
Четыре года назад варил свой старенький жигуль полуавтоматом, газ был аргон. Поверьте при сварке нет треска дуга горит мягенько и шов ложиться отлично.
Это то, что я пробовал.
- Наверх
- Вставить ник
#8 AkaShira
Отправлено 31 January 2010 23:50
Что касается нержавейки и титана, то это понятно. Скажу большее, когда варишь титан, то тебе надо защищать ко всему прочему ещё и шов.
Что же касается чернухи, то надо будет всё таки самому попробывать.
- Наверх
- Вставить ник
#9 DDMASTER
Отправлено 19 November 2010 14:47
всем хай! несколько лет подряд работаю «КОРУНД»-ми ПДГ-160-200 миг-маг. Вобщем загорелся идеей сваривать П-м цветнину,арг-я горелка приспособлена под разьем газ-проволока(в д.с только газ) Вопрос-не врубаюсь как переключать полярность? В наших магазинах про такие переключатели не знают!С уважением
Вобщем загорелся идеей сваривать П-м цветнину,арг-я горелка приспособлена под разьем газ-проволока(в д.с только газ) Вопрос-не врубаюсь как переключать полярность? В наших магазинах про такие переключатели не знают!С уважением
- Наверх
- Вставить ник
#10 tig
Отправлено
http://www.lincolnel…ngle-hull/1666/
В них не предусмотрено переключение полярности. Сварка ведется только на «.. постоянным током обратной полярности.»
Самому переключить конечно можно-поменяй местами провода которые идут на «массу» и разьем горелки. Только потом для нормальной работы опять перекидывать придется. А для этого крышку слева нужно снимать, а потом ставить. Одним словом гиморой. Всякие переключатели проблему не решат-контакты нужны очень мощные, а это размеры большие.
В прочем можно и по другому-силовой контакт аргонной горелки подключаеш к зажиму массы, а рукав П/А(с зафиксированной кнопкой в нажатом положении) использовать как массу. Для «попробовать» можно, но постоянно работать…
Я так понял что хочеш попробовать варить аргонной горелкой с вольфрамовым электродом.
Если варить проволокой(П/А) то только поменяй провода на массе и разьеме.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#11 hau
Отправлено 19 November 2010 15:38
Про алюминий я знаю, но как ведёт себя метал в среде аргона?
Металл ведет себя изумительно, только вот сварка п/а — говно — подрезы основного металла, повышенное разбрызгивание.
- Наверх
- Вставить ник
#12 Evgen
Отправлено 19 November 2010 18:17
в принципе я тоже интересовался этим вопросом. Формирование черного шва П/А в аргоне действительно несколько другое. Основная проблема была у меня-подрезы. которые невозможно было убрать никакими настройками и несколько меньшее проплавление. В остальном практически все то же самое как и в миксе. В какой-то умной книжке читал. что вот эти самые подрезы в данном случае связаны с повышенной ионизацией.
- Наверх
- Вставить ник
#13 DDMASTER
Отправлено 19 November 2010 19:38
http://www.
В них не предусмотрено переключение полярности. Сварка ведется только на «.. постоянным током обратной полярности.»
Самому переключить конечно можно-поменяй местами провода которые идут на «массу» и разьем горелки. Только потом для нормальной работы опять перекидывать придется. А для этого крышку слева нужно снимать, а потом ставить. Одним словом гиморой. Всякие переключатели проблему не решат-контакты нужны очень мощные, а это размеры большие.
В прочем можно и по другому-силовой контакт аргонной горелки подключаеш к зажиму массы, а рукав П/А(с зафиксированной кнопкой в нажатом положении) использовать как массу. Для «попробовать» можно, но постоянно работать…
Я так понял что хочеш попробовать варить аргонной горелкой с вольфрамовым электродом.
Если варить проволокой(П/А) то только поменяй провода на массе и разьеме.
 lincolnelectric.info/ru/catalogue/another/single-hull/1666/
lincolnelectric.info/ru/catalogue/another/single-hull/1666/способ»попробовать»испытал удачно но геморойно , нужен переключатель полярности !схема-то простая. ..горелка с в-м эл-м без водяного охлаждения
..горелка с в-м эл-м без водяного охлаждения
- Наверх
- Вставить ник
#14 tig
Отправлено 19 November 2010 20:23
В принципе можно(если нужно) сделать «ход конем» -смонтируй еще одно гнездо (как для «массы») и соедини его с разьемом шланга. Тогда для ТИГ- старое гнездо массы это для подключения горелки, а новое гнездо «масса». И нужно добавить тумблер(две группы контактов) паралельно контактам горелки внутри аппарата для включения трансформатора сварки(группа на замыкание) и другая группа контактов на размыкание в цепь питания двигателя подачи проволоки.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#15 hau
Отправлено 19 November 2010 20:49
Какой конкретно металл ты имееш в виду? Если черный то примерно так-в нижнем положении, с «какойто матерью» и неважным внешним видом варить можно, о вертикальных швах и тем более потолочных и мечтать не приходится.
Уточняю:пробовал варить ЧИСТЫМ аргоном, а вообщето на фабрике варят чернуху газовой смесью 75% аргона и 15% углекислоты
 В теорию вдаватся не буду, я ее и сам не совсем хорошо понимаю в данном случае. Просто недавно на похожем форуме этот вопрос обсасывали»крутые теоретики» и кидались всякими умными словами. Мне этот флуд надоел и на прошлой недели просто попробовал.
В теорию вдаватся не буду, я ее и сам не совсем хорошо понимаю в данном случае. Просто недавно на похожем форуме этот вопрос обсасывали»крутые теоретики» и кидались всякими умными словами. Мне этот флуд надоел и на прошлой недели просто попробовал.Так называемая, смесь 1. Только вот, если смесь — в баллоне, баллон катать нужно, и долго. Иначе аргон, как долее тяжелый газ, ляжет на дно, углекислота, естественно, всплывет — в результате, если баллон полный — в начале будет отличная сварка, а потом придется «болгаркой» дефектный шов вырезать и по-новой заваривать. За свой счет, в свободное от работы время. Если работодатель добрый.
- Наверх
- Вставить ник
#16 DDMASTER
Отправлено 19 November 2010 20:51
В принципе можно(если нужно) сделать «ход конем» -смонтируй еще одно гнездо (как для «массы») и соедини его с разьемом шланга.
хотел обойтись без лишних «дырок», сначала так и думал но решил !сдаваться не собираюсь, по результату отпишусь.Успеха в труде
- Наверх
- Вставить ник
#17 vnuk
Отправлено 20 November 2010 01:05
Ребята, расскажу Вам то, что сам вообщем то изобрел.
Варить чистым аргоном можно полу автоматом нержавейку.
Все дело в сопле. Его следует заказать токарю на выходе что бы размер был его 22 мм, у стандартных 14 идет. Тем самым защита лучше и еще, не забываем открывать подачу аргона побольше,для этого подойдет наш кислородный редуктор, еще советского образца, импортные не подойдут для этого, так как имеют выходную подачу база максимальную ниже, чем наш. Поверьте, не один километр заварил. Емкости, просто листы толщина 6-12мм, как в потолочном угловой и нахлесточный, так и вертикал, можно и поднимать и отпускать, только когда сверху вниз сложность заключается в том,что бы подобрать ток, скорость сварки и подачу проволоки.
Спорил со мной один технолог с не без известного завода Комсомолец, пока сам своими глазами не увидел швы, просто Он не хотел мне делать сопло,
Говоря,это тебе ни че не даст, заказал сам, и показал вещи!
Тот говорит,всю жизнь живу Но такое первый раз вижу. Век живи век учись, сам себе Он добавил.
Скажу честно, не у каждого это получается, металл очень капризный и с ним приходится туго, Но и его можно понять в среде аргона и привыкнуть, правда коптит конечно, Но варить друзья, МОЖНО!
Не хвалюсь, когда ушел с одного завода, где львиную долю стыков вываривал подобным способом и те кого научил, тоже ушли, теперь там используют смесь аргон кислота, долго пытались другие сварщики повторить наши результаты. Все это осталось в прошлом. Жадность фраера… По старой пословице. Завод на грани развала.
- Наверх
- Вставить ник
#18 vnuk
Отправлено 20 November 2010 01:16
Есть даже фото стыков, правда не много, не думал,шо так важно и не фоткал, будет интернет в черной стране, закину в эту тему то о чем писал, правда только угловой, думаю этого будет достаточно для тех,кто мне не поверит.
За базар отвечаю:-)
Шутка, Но и во всякой шутке есть доля правды.
- Наверх
- Вставить ник
#19 Alexander
Отправлено 23 November 2010 13:02
Для сварки углеродистых сталей сварка в аргоне вполне возможна, правда есть несколько особенностей:
1. Если говорить о прочности, то в углекислоте шов получается прочнее, подтверждено испытаниями на циклику при сварке дисков колес.
2. Глубина проплавления снижается за счет отсутствия кислорода.
3. Велика возможность подреза из-за высокой энергии дуги в аргоне.
Самый лучший вариант смесь К-18 (82%Ar и 18CO2), но если есть только аргон то вполне.
Если нужна более полная информация пишите.
- Наверх
- Вставить ник
#20 Лепило
Отправлено 22 July 2011 20:25
Так называемая, смесь 1. Только вот, если смесь — в баллоне, баллон катать нужно, и долго. Иначе аргон, как долее тяжелый газ, ляжет на дно, углекислота, естественно, всплывет — в результате, если баллон полный — в начале будет отличная сварка, а потом придется «болгаркой» дефектный шов вырезать и по-новой заваривать.
Приветствую. И как часто енто дело катать? Долго это сколько?
К-18 К-20 пойдёт для металла 1,4-1,8 мм?
- Наверх
- Вставить ник
Полуавтоматическая сварка аргоном: преимущества технологии
Вопросы, рассмотренные в материале:
- Принцип полуавтоматической сварки аргоном
- Преимущества и недостатки полуавтоматической сварки аргоном
- Важные нюансы полуавтоматической сварки аргоном
- Об использовании полуавтомата при работе с нержавеющей сталью
- О полуавтоматической сварке аргоном чугуна
- Пошаговый процесс сварки полуавтоматом в среде аргона
- О выборе оборудования для полуавтоматической сварки аргоном
Полуавтоматическая сварка аргоном является предпочтительным методом металлообработки, если необходимо получить сварной шов высокого качества. Сваривание деталей в среде инертного газа гарантирует отсутствие коррозии, а также позволяет ускорить рабочий процесс без потери качества.
В нашем материале описаны основные принципы работы с полуавтоматом в среде защитного газа, даны рекомендации по выбору оборудования, а также описан сам процесс. Изучив статью, у вас сложится четкое представление об этом виде сварки.
Принцип полуавтоматической сварки аргоном
VT-metall предлагает услуги:
Полуавтоматическая аргонодуговая сварка представляет собой механизированный процесс. В данном случае электродная проволока подается в рабочую зону с постоянной или переменной скоростью, параллельно с этим осуществляется подача аргона из баллона.
За рубежом для обозначения полуавтоматической сварки в среде аргона часто используется аббревиатура MIG. Точнее говоря, таким образом обозначают любые работы в среде неактивных газов.
Если сравнивать сварку аргоном с работой в среде других газов, то первый вариант отличается лучшим соотношением цены и качества.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Нужно понимать, что за счет полуавтоматической сварки удается справиться с проблемой неравномерного нагрева заготовки и защиты сварного соединения. Такой эффект достигается за счет того, что зона сварки защищается инертным газом, а подача присадочной проволоки регулируется в соответствии с автоматической подстройкой силы тока. За подачу проволоки отвечает протяжный механизм, а при помощи грамотно выбранного соотношения скорости подачи и температуры плавления достигается равномерное заполнение шва.
Полуавтоматическая сварка аргоном имеет такие особенности:
- Обеспечивает защиту шва от окисления.
- Аргон является инертным газом, поэтому не способен вступать в реакцию металлом заготовки.
- Газ вытесняет из зоны сварки воздух, оберегая таким образом сварной шов от окисления. Данная функция наиболее важна для качественной обработки цветных металлов.
- Обеспечивает повышенную прочность соединения.
 Данная функция наиболее важна для качественной обработки цветных металлов.
Данная функция наиболее важна для качественной обработки цветных металлов.Преимущества и недостатки полуавтоматической сварки аргоном
За счет сварочных полуавтоматов удается избежать корродирования шва. Оптимальным считается сочетание: 98 % аргона и 2 % углекислого газа. Но в некоторых случаях вполне может применяться пропорция 70/30, ведь такая смесь обходится дешевле. Немаловажно, что в процессе полуавтоматической сварки аргоном проволока подается без участия человека, что экономит время, силы специалиста, а значит, благотворно сказывается на производительности труда.
Еще одна особенность современных полуавтоматов состоит в том, что они обеспечивают охлаждение горелки. Подобные устройства подходят даже для сварки в труднодоступных местах и позволяют без труда разжечь дугу.
Полуавтоматическая техника не сложнее в работе, чем традиционные ручные устройства, поэтому даже неопытные сварщики без труда могут с ней справиться. Немаловажно, что она обеспечивает удобную настройку параметров работы.
Немаловажно, что она обеспечивает удобную настройку параметров работы.
Среди достоинств данного типа АДС необходимо назвать:
- простой поджиг дуги;
- увеличение производительности труда;
- простоту и понятность настройки параметров работы;
- возможность сварки заготовок малой толщины;
- меньшие временные затраты, так как исключаются этапы зачистки швов от шлака и замены электродов.
Аппараты для полуавтоматической сварки в среде аргона обеспечивают:
- наглядность процесса;
- возможность следить за процессом формирования соединения;
- освобождение пространства;
- возможность накладывать шов даже на тонкие детали;
- отсутствие необходимости часто менять электроды, дополнительно обрабатывать швы.
Если говорить о минусах данной технологии, то основными являются высокая цена оборудования и его малая мобильность. Нередко можно услышать, что при сварке в среде аргона получается пористый шов – чаще всего дефект вызван ошибками и недостатком знаний у самих специалистов. Они забывают про соблюдение пропорций при смешивании газа. Еще одна причина может крыться в неполадках оборудования. В целом, исправные полуавтоматы таких проблем не доставляют.
Нередко можно услышать, что при сварке в среде аргона получается пористый шов – чаще всего дефект вызван ошибками и недостатком знаний у самих специалистов. Они забывают про соблюдение пропорций при смешивании газа. Еще одна причина может крыться в неполадках оборудования. В целом, исправные полуавтоматы таких проблем не доставляют.
Важные нюансы полуавтоматической сварки аргоном
Для сварки может использоваться чистый аргон или в сочетании с другими защитными газами. Его основная особенность состоит в инертности, из-за чего не происходит реакции с металлом изделия. При этом аргон не позволяет протекать окислительным процессам на сварном шве, что наиболее важно в случае работы с цветными металлами. Дело в том, что последние очень быстро окисляются, контактируя с воздухом, а именно с содержащимися в нем кислородом и азотом. Аргон вытесняет из сварочной зоны все остальные газы, за счет чего получается более прочный шов, удается избежать высокой пористости свариваемого металла.
Полуавтоматическая сварка в среде аргона имеет ряд особенностей, отличающих данную технологию от остальных. Нужно понимать, что этот газ может применяться в сочетании с плавящимися (проволокой) и с неплавящимися электродами. В процессе работы сварщику необязательно обрабатывать поверхность заготовки от окислов, особенно если речь идет о соединении алюминиевых деталей. Сварка последних осуществляется при помощи алюминиевой проволоки диаметром в пределах 1-2 мм. При этом скорость подачи проволоки составляет 150–650 м/ч, а сила тока не может превышать 300 А.
Сварка предполагает достаточно большой расход аргона. В полный баллон входит примерно 6 000 л, а расход газа при сварке полуавтоматом составляет от 300 л/ч. Сварщик подбирает оптимальный режим работы оборудования на основании инструкции к полуавтомату. Сила тока и скорость подачи проволоки устанавливаются в соответствии с толщиной металлического изделия.
Использование полуавтомата при работе с нержавеющей сталью
При помощи различных способов сварки нержавеющей стали получаются швы, отличающиеся по качеству. Если речь идет об обработке в безгазовой среде, используется порошковая проволока. В результате формируется ровный, красивый шов. Правда, нужно быть готовым к тому, что со временем на нем могут появиться очаги коррозии.
Если речь идет об обработке в безгазовой среде, используется порошковая проволока. В результате формируется ровный, красивый шов. Правда, нужно быть готовым к тому, что со временем на нем могут появиться очаги коррозии.
Чтобы избежать этого, сварщики используют полуавтомат со стальной проволокой и углекислотой. Газ должен включать 2 % углекислоты и 98 % аргона. Либо для удешевления работ допускается использовать пропорцию 30 % на 70 %, где большая часть также приходится на аргон.
В процессе полуавтоматической сварки аргоном присадочная проволока подается механически. Немаловажно, что при использовании такой техники происходит охлаждение горелки, за счет чего повышается качество соединения. Кроме того, удается изменять скорость подачи проволоки и накладывать швы даже в труднодоступных местах.
До начала сварки необходимо подготовить соединяемые детали:
- Зачистить поверхность металлической щеткой, обезжирить уайт-спиритом, ацетоном либо авиационным бензином.
- Прогреть детали до +100 °C – таким образом сварочная зона просушивается от влаги.

Благодаря полуавтоматической сварке аргоном свойства стали остаются неизменными, что является большим плюсом технологии. Стоит отметить, в процессе работы проволока из никелевого сплава сгорает интенсивнее, а это положительно отражается на качестве шва.
Полуавтоматическая сварка аргоном чугуна
Бытует мнение, что аргон подходит исключительно для работы с цветными металлами, но это не так, ведь достаточно часто он используется и для сварки чугуна, стали.
Чугун является сплавом на основе железа и углерода. Данный металл сложно сваривать, так как на швах часто появляются трещины и поры. Кроме того, чугун стремительно окисляется. По этой причине его сварку обычно осуществляют при помощи порошковой проволоки или аргона, ведь последний позволяет формировать швы без шлака. Это важно, ведь сварка чугуна до сих пор актуальна при ремонте автомобилей старого производства.
Для соединения деталей из чугуна выбирают проволоку на основе вольфрама. В большинстве случаев применяют общий или местный подогрев металла, хотя может использоваться и холодный способ. Также мастер может выбирать между постоянным и переменным током, сила которого зависит от толщины металла изделия и диаметра проволоки. Нужно понимать, что в норме на 1 мм проволоки должно приходиться 50–90 А тока. Для таких работ подходит графитная, чугунная проволока, а также выполненная на основе меди и железа, никеля.
Пошаговый процесс сварки полуавтоматом в среде аргона
В первую очередь важно убедиться в готовности аппаратуры, а именно настроить режим работы полуавтомата, установить силу тока, напряжение, скорость подачи проволоки. Если при полуавтоматической сварке аргоном используется алюминиевая проволока, лучше выбрать подающий механизм тянущего типа. Тогда как толкающий больше подходит для стальной проволоки. При толщине материала изделия до 3 мм сила тока устанавливается в пределах 120–145 А, а скорость движения проволоки – 900 м/ч.
Еще один важный нюанс – полярность. Чаще всего для такой работы используется постоянный ток с обратной полярностью. То есть на изделие подается «-», а на горелку с проволокой – «+».
В процессе подготовки необходимо очистить поверхности изделий. Кромки алюминиевых заготовок протирают ацетоном, после чего обрабатывают металлической щеткой. Это необходимо, чтобы избавиться от поверхностной пленки, осложняющей сварочные работы.
Когда все предварительные этапы выполнены, переключатель подачи проволоки приводится в рабочее положение, зажигается электрическая дуга. Если используется плавящаяся проволока, для этого достаточно прикоснуться к металлу. Лучше убедиться, что режим сварки выбран верно, не на изделии, а не любой другой заготовке. Только после этого можно переходить к сварке.
Сопло горелки должно двигаться в одном направлении, при этом стоит избегать поперечных движений. При обработке вертикальных изделий сопло перемещается сверху вниз. Наиболее рациональным считается сварка на высокой скорости с однослойным швом. Если ведется работа с металлом большой толщины, его подогревают до 150–300 °C.
Если ведется работа с металлом большой толщины, его подогревают до 150–300 °C.
Выбор оборудования для полуавтоматической сварки аргоном
Полуавтоматическая сварка в среде аргона осуществляется оборудованием трех видов:
- Специализированным, предназначенным для обработки заготовок одного типа.
- Специальным – устанавливается на промышленных производствах и используется для заготовок с одинаковым типоразмером.
- Универсальным, которое может применяться для всех видов работ с аргоном, в том числе для обработки нержавеющей стали.
Аргонодуговая сварка полуавтоматом может осуществляться и инверторными, и трансформаторными устройствами. Первые более надежны, так как более устойчивы к нагрузкам. Правда, такие аппараты отличаются относительно низким КПД. Но из-за них возникает не так много помех в работе другой электротехники.
Еще одно достоинство сварочного инвертора по сравнению с трансформаторным устройством кроется в малом весе. Его можно точно и адекватно настроить, он помогает стабилизировать сварочный ток. Но нужно быть готовым к тому, что подобные приборы очень чувствительны к конденсату – избежать лишних проблем поможет бережное обращение с техникой.
Его можно точно и адекватно настроить, он помогает стабилизировать сварочный ток. Но нужно быть готовым к тому, что подобные приборы очень чувствительны к конденсату – избежать лишних проблем поможет бережное обращение с техникой.
Устройства для полуавтоматической сварки аргоном делят на типы по следующему принципу:
- бытовые аппараты, предполагающие использование тока до 200 А, ведь для ремонта в домашних условиях большие показатели не требуются;
- полупрофессиональный класс с силой тока 200–300 А, который справляется с систематическими простыми ремонтными работами;
- техника для специалистов с силой тока от 300 А – применяется для многочасовой повседневной работы, подходит даже для очень сложных условий.
Также для полуавтоматической сварки аргоном необходимы:
- Специальная горелка с вольфрамовым расходником.
- Осциллятор, который отдельно подключается к источнику питания. Он позволяет разжигать дугу при работе с неплавящимся вольфрамовым расходником за счет подачи высокочастотных импульсов, в результате чего происходит ионизация дугового промежутка. Для обычной сети характерны частота 55 Гц, напряжение 220 В – за счет использования осциллятора данные показатели возрастают до 500 кГц и 6 000 В.
- Контактор, необходимый для подачи напряжения на горелку.
- Реле – элемент, ответственный за включение и отключение контактора и осциллятора.
- Электроды из вольфрамовой основы с проволокой с соответствующим диаметром.
- Аргоновый баллон с редуктором.
- Выпрямитель – обеспечивает постоянный ток с напряжением 24 В.
- Амперметр – для замеров силы тока.
- Таймер – позволяет контролировать время обдува аргоном.
- Электрогазовый клапан для подачи постоянного тока на 24 В или переменного тока на 220 В.
- Фильтр для контроля высоковольтных импульсов из осциллятора.
- Аккумулятор для последовательного подключения в электрическую цепь для стабилизации переменного тока.
 Для обычной сети характерны частота 55 Гц, напряжение 220 В – за счет использования осциллятора данные показатели возрастают до 500 кГц и 6 000 В.
Для обычной сети характерны частота 55 Гц, напряжение 220 В – за счет использования осциллятора данные показатели возрастают до 500 кГц и 6 000 В.В случаях, когда производится полуавтоматическая сварка аргоном металлов с более толстыми краями либо необходимо увеличить показатели производительности, могут применяться:
- Специальная горелка для параллельного использования нескольких вольфрамовых электродов. Данная технология позволяет повысить качество и прочность шва, положенного на высокой скорости.
- Приспособление для нагревания присадочной проволоки.
- Пульсирующий ток на время пауз его поступления, из-за которых происходит кристаллизация металла. Если движение дуги синхронизировано с импульсами тока, плавка будет эффективна вне зависимости от положения в пространстве.
 Данная технология позволяет повысить качество и прочность шва, положенного на высокой скорости.
Данная технология позволяет повысить качество и прочность шва, положенного на высокой скорости.Также при полуавтоматической сварке аргоном нельзя забывать о безопасности: сварщик должен работать в спецодежде, использовать средства индивидуальной и коллективной защиты. К последним относятся вентиляция, система заземления, ограждения, маска/щиток, рукавицы, обувь. Запрещается сваривать изделия, если на их поверхности есть горюче-смазочные вещества. При соблюдении всех правил за счет использования полуавтомата в среде аргона удается выполнять сварочные работы на действительно высоком уровне.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Полуавтоматическая сварка в среде аргона
Электродуговая сварка в аргоновой среде (АДС) производится для защиты места соединения от влияния воздуха. АДС полуавтоматом освобождает сварщика от подачи электрода и имеет другие технические особенные свойства, которые и делают ее востребованной.
Что собой представляет дуговая полуавтоматическая сварка в среде аргона
Сварка MIG – полуавтоматическая сварка в среде инертных газов. В данном случае берется аргон – самый доступный и распространенный газ.
Принцип работы полуавтомата
Полуавтоматическая АДС – это механизированный процесс дуговой сварки, при котором электродная проволока подается с постоянной или переменной скоростью в зону сварки. Одновременно туда поступает газ аргон из баллона.
Одновременно туда поступает газ аргон из баллона.
Сварка полуавтоматом решает проблему с неравномерным нагревом металла и защитой сварочного шва.
Инертный газ подается непосредственно в зону сварки. Идет регулировка подачи присадочной проволоки в соответствии с автоматической подстройкой сварочной силы тока.
Протяжный механизм подает сварочную проволоку. Правильное соотношение скорости подачи и температуры плавления дает равномерное заполнение шва.
Схема полуавтоматической сварки в среде аргона
Особенности сварки
Особенности сварки в среде аргона заключаются в следующем:
- Защищает сварной шов от окисления.
- Аргон – инертный газ. Он не вступает в реакцию металлом.
- Также инертный газ защищает сварной шов от окисления при воздействии воздуха, потому что аргон его вытесняет из места сварки, что очень важно при работе с цветными металлами.
- Благодаря среде аргона, такой метод дает более прочный сварной шов.

Достоинства и недостатки
Плюсы полуавтоматической АДС:
- При полуавтоматической аргонодуговой сварке обеспечивается высокое качество шва.
- Значительно облегчается поджиг дуги.
- Возрастает производительность работы.
- Просто. Главное, разобраться в технологии и прочитать инструкцию на сварочный аппарат. Подходит даже начинающим.
- Понятная настройка параметров на сварочных аппаратах.
- Наглядность. Видно формирование сварного шва.
- Свобода в пространстве.
- Соединение деталей малой толщины.
- Экономия времени. Не требуется зачистка швов от шлака и смена электродов.
Минусы данной сварки:
- Дорогое оборудование.
- Немобильность.
Технология
- Сварочный полуавтомат для работы в среде защитного газа. Это могут быть инверторные или трансформаторные преобразователи тока с механизмом подачи проволоки. Трансформаторные сварочные устройства надежны, устойчивы к нагрузкам, у них невысокий КПД, дают помехи в сеть. Сварочные инверторы значительно легче трансформаторных, не дают помех, есть возможность точной настройки, стабилизируют сварочный ток, чувствительны к конденсату внутри устройства. Для простоты работы и точности настроек больше подходит инверторный преобразователь.
 Это могут быть инверторные или трансформаторные преобразователи тока с механизмом подачи проволоки. Трансформаторные сварочные устройства надежны, устойчивы к нагрузкам, у них невысокий КПД, дают помехи в сеть. Сварочные инверторы значительно легче трансформаторных, не дают помех, есть возможность точной настройки, стабилизируют сварочный ток, чувствительны к конденсату внутри устройства. Для простоты работы и точности настроек больше подходит инверторный преобразователь.
Это могут быть инверторные или трансформаторные преобразователи тока с механизмом подачи проволоки. Трансформаторные сварочные устройства надежны, устойчивы к нагрузкам, у них невысокий КПД, дают помехи в сеть. Сварочные инверторы значительно легче трансформаторных, не дают помех, есть возможность точной настройки, стабилизируют сварочный ток, чувствительны к конденсату внутри устройства. Для простоты работы и точности настроек больше подходит инверторный преобразователь.Примерная стоимость сварочных полуавтоматов с механизмом подачи проволоки
- Присадочная проволока. Она подбирается по трем показателям: марка, вес бухты и диаметр. Выбор диаметра и размера намотки определяется по показателям инвертора и размеру горелки. При выборе марки проволоки нужно ориентироваться на справочные таблицы. Материал присадки должен соответствовать материалу соединяемых деталей и иметь более высокие характеристики по прочности. Диаметр подбирается, учитывая размер толщины свариваемых деталей. Например, диаметр проволоки в 1 мм подходит для однопроходной сварки металла толщиной 7-8 мм при сварочном токе в 200А. Для более качественного соединения деталей лучше выбирать проволоку с меньшим числом примесей.
 Например, диаметр проволоки в 1 мм подходит для однопроходной сварки металла толщиной 7-8 мм при сварочном токе в 200А. Для более качественного соединения деталей лучше выбирать проволоку с меньшим числом примесей.
Например, диаметр проволоки в 1 мм подходит для однопроходной сварки металла толщиной 7-8 мм при сварочном токе в 200А. Для более качественного соединения деталей лучше выбирать проволоку с меньшим числом примесей.Примерная стоимость сварочной проволоки на Яндекс.маркет
- Аргон в баллоне с редуктором.
Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Процесс сварки
Необходимо соблюдать следующие шаги:
- Устанавливается горелка и кабель массы.
- На баллон с аргоном устанавливается редуктор. Нужно проверить давление газа, оно должно быть выше остаточного.
- На выходной штуцер баллона устанавливается шланг и зажимается хомутом. Второй конец его подключается к сварочному аппарату.
- По инструкции к сварочнику установить на расходном редукторе значение, рекомендованное производителем. Для этого нужно открыть регулировочный вентиль.
- Прочистить канал провода горелки, если там осталась проволока от предыдущей работы.
- Установить катушку на размоточный шток. Проверить совпадение позиций штифтов и посадочных отверстий.
- Проволока пропускается через прокатывающий ролик.
- Установить прижимной ролик на место.
- С помощью регулировочного винта установить усилие прижима, чтобы проволока не проскальзывала в канавке.
- Протяжка проволоки в канал шнура горелки производится при снятом токопроводящем наконечнике.
- Накрутить наконечник подходящего диаметра на горелку и установить сопло на место.
- Подключить аппарат к сети.
- Подготовить свариваемые детали. Зачищается вся ширина кромки до металлического блеска.
- Разделка кромок и подготовка фасок не требуется для металлических поверхностей толщиной до 2,5 мм. Алюминий дополнительно очищается ацетоном.
- После подготовки деталей и проверки оборудования подключить клеммы электропитания. При постоянном токе применяется обратная полярность. К горелке с проволокой подключается «+» , а на изделие «-».
- Включить переключатель, который подает проволоку, в рабочее положение.
- Зажигается электродуга. Достаточно прикоснуться к металлу при наличии плавящейся проволоки.
- На нерабочем металле (образце) рекомендуется проверить точность настроек. И если требуется – подрегулировать.
- Производится сварка. Движение сопла горелки должно быть только в одном направлении, без поперечных движений. На вертикальной детали движение сопла сверху вниз.
- При большой толщине металла требуется подогрев до температуры 150-300 0 С.
- Детали свариваются на высокой скорости однослойным швом.
- Заканчивать сварку нужно, постепенно снижая температуру дуги (уменьшая силу тока). Перед этим убрать (прекратить подачу) присадочную проволоку.

 Алюминий дополнительно очищается ацетоном.
Алюминий дополнительно очищается ацетоном. Перед этим убрать (прекратить подачу) присадочную проволоку.
Перед этим убрать (прекратить подачу) присадочную проволоку.Полуавтоматическая сварка в среде защитных газов (она же MIG/MAG сварка) — один из самых распространенных методов соединения металлов. С применением полуавтомата и защитного газа можно сварить детали из любых металлов, при этом работать можно и на улице, и в цеху.
В этой статье мы подробно расскажем, какова технология полуавтоматической сварки, какое оборудование и комплектующие используются. Эта статья — своеобразная инструкция для начинающих. После прочтения вы будете знать все основы и сможете приступить к сварке.
Технология полуавтоматической сварки крайне проста. В работе зачастую используется плавящаяся проволока и защитный газ. В качестве газа используют аргон, углекислоту или гелий, а иногда и смеси этих газов. Сварка выполняется с применением полуавтомата, на нем устанавливается постоянный или импульсный ток. Во время сварки плавится и проволока, и сам металл. Они смешиваются и образовывают единый шов. Газ выполняет защитную функцию. Он подается в сварочную зону с помощью горелки и защищает шов от окисления и образования дефектов.
Во время сварки плавится и проволока, и сам металл. Они смешиваются и образовывают единый шов. Газ выполняет защитную функцию. Он подается в сварочную зону с помощью горелки и защищает шов от окисления и образования дефектов.
Также существует сварка неплавящимся электродом в среде инертного газа, но она применяется редко, поэтому не будем заострять на ней внимание. А вот о чем стоит рассказать подробнее, так это о сфере применения такой сварочной технологии. MIG/MAG сварка может применяться не только на суше, но и под водой, что существенно увеличивает возможности сварщика.
Применяемое оборудование
Полуавтоматическая сварка в среде защитных газов предполагает использование не только полуавтомата, но и источника тока. В качестве источника можно использовать обычную бытовую розетку, если напряжения достаточно, и оно бесперебойное. Также для полноценной работы вам нужно работать с механизмом, который будет подавать проволоку, а также выбрать сменные детали. Далее мы подробно все расскажем.
Сварочный полуавтомат
Сварка в защитных газах выполняется с помощью полуавтомата. Полуавтоматом называют как отдельный сварочный аппарат, так и комплекс всего оборудования, в том числе баллона с газом. Работа может выполняться на специальном сварочном посте, станке или без поста. Ниже изображен стандартный комплект сварочного оборудования для MIG/MAG сварки.
Стандартный сварочный полуавтомат для работы с плавящимся электродом в защитных газах состоит из источника тока, механизма подачи проволоки, горелки, кабелей, встроенного управления, системы подачи газа, системы охлаждения.
Сварочный аппарат полуавтомат может иметь различное назначение. Наверняка вы заметили, что в ходе статьи мы упоминали термины MIG и MAG. Данными терминами обозначается тип сварки. MAG — сварка в среде активных газов. MIG — сварка в среде инертных газов. Соответственно, аппаратом MIG вы не сможете выполнить MAG сварку, и наоборот.
Для большей универсальности можно приобрести полуавтомат, способный работать и в MIG, и в MAG режиме. Так ваши возможности будут намного шире. Есть еще FCAW сварка с применением порошковой проволоки. Порошковая проволока — это полая трубочка, внутри которой содержатся флюсы. Такую проволоку используют без защитного газа, так что не будем на этом останавливаться.
Так ваши возможности будут намного шире. Есть еще FCAW сварка с применением порошковой проволоки. Порошковая проволока — это полая трубочка, внутри которой содержатся флюсы. Такую проволоку используют без защитного газа, так что не будем на этом останавливаться.
Системы подачи проволоки
Выше мы упоминали, что при сварке полуавтоматом проволока подается с помощью специального механизма. Он может работать по трем принципам: толкающем, тянуще-толкающем и тянущем. Самая популярная система подачи проволоки — толкающая, она самая недорогая и встречается в большинстве бюджетных полуавтоматов.
Главный недостаток — ограниченное количество метров газового шланга, который можно использовать. А именно, 5 метров в длину. Если в полуавтомате используется другая система подачи проволоки, то можно использовать шланг длиной от 10 метров и больше. Также можно использовать более толстую проволоку, но нужно учитывать, что такой механизм будет весить намного больше.
Также обратите внимание на регулировку скорости подачи проволоки в выбранной вами модели. Новичкам рекомендуем выбирать механизмы с автоматической регулировкой скорости подачи, так вы избавитесь от лишней головной боли. Ну а профессионалы зачастую выбирают механизмы с ручной регулировкой, поскольку их опыт позволяет устанавливать индивидуальные настройки для каждого типа работ. Сами механизмы подачи могут быть встроенными в полуавтомат, а могут быть переносными. У переносных гораздо больше возможностей, но они громоздкие и не позволяют варить в труднодоступных местах.
Сменные детали
У полуавтомата есть дополнительные сменные детали, за которыми нужно периодически следить. К таким деталям относится токосъемный наконечник и сопло. Следите, чтобы эти детали были в исправном состоянии, поскольку от них во многом зависит стабильность горения дуги. Рекомендуем сразу приобрести качественные сменные детали, чтобы они не подвели вас в самый неподходящий момент.
Применяемые комплектующие
Сварка полуавтоматом с газом предполагает использование проволоки и, конечно, защитного газа. Ниже вы можете видеть таблицу с используемыми типами газов.
Если вы внимательно изучите таблицу, то обнаружите, что применяются самые разнообразные газы: и активные, и инертные, и смеси газов, в том числе активных с инертными. Газ, который не рекомендуется применять при полуавтоматической сварке — водород. При его использовании металл сильно разбрызгивается и шов получается некачественным.
Теперь о проволоках. Есть отдельный ГОСТ №2246-70, согласно которому допускается использование 75 марок сварочной проволоки. Вы сами понимаете, что при таком разнообразии трудно давать какие-то общие рекомендации по правильному выбору проволоки. Скажем лишь одно: ориентируйтесь на марку детали, которую собираетесь варить. И исходя из этого подбирайте марку проволоки.
Особенности сварки в среде углекислого газа
Поскольку в рамках одной статьи мы не сможем рассказать об особенностях полуавтоматической сварки в среде всех защитных газов, мы решили рассказать только про сварку в углекислоте. Это популярная и эффективная технология сварки, так что запомните (а лучше запишите) все, что прочтете ниже.
Выбор сварочной проволоки
Выбор сварочной проволоки при сварке в углекислоте — дело непростое. Дело в том, что при сварке в углекислоте стальные детали с низким содержанием углерода сильно окисляются. Чтобы этого избежать нужно использовать проволоку, в составе которой присутствует марганец и кремний. А если нужно сварить легированные стали, то используйте специальные проволоки. Ниже вы можете видеть рекомендуемые марки проволоки для сварки низкоуглеродистых и легированных сталей.
Подготовка металла
Чтобы шов получился качественным нужно тщательно подготовить металл перед сваркой. Для этого очистите кромки от коррозии, грязи, краски или следов масла. Если загрязнения несущественные, то для их устранения можно использовать ветошь. Если загрязнения въевшиеся, то используйте металлическую щетку. Не забывайте обезжиривать металл. В некоторых случаях можно прибегнуть к травлению.
Выбор режима сварки
От правильного выбора режима сварки во многом зависит качество готового сварного соединения. Поэтому к выбору режима нужно подойти со всей ответственностью. Режимом сварки называют комплекс различных настроек, которые вы можете установить на своем полуавтомате.
При сварке полуавтоматом в среде углекислого газа этот комплекс настроек состоит из рода тока, его полярности, диаметра проволоки, силы сварочного тока, напряжения дуги, скорости подачи проволоки, вылета проволоки. Давайте подробнее остановимся на каждом параметре.
Начнем с рода тока и его полярности. Обычно используют постоянный ток обратной полярности. Если установить прямую полярность дуга будет гореть нестабильно. Если вы хотите использовать не постоянный, а переменный ток, то нужно дополнительно добавить в цепь осциллятор.
Диаметр проволоки выбирается исходя из толщины свариваемого металла. Тут все просто. Чем тоньше металл, тем тоньше проволока. А вот силу сварочного тока нужно устанавливать исходя из диаметра проволоки. Главное понять основной принцип: чем больше сила сварочного тока, тем больше глубина провара и выше скорость сварки. Ниже вы можете видеть таблицу с основными режимами сварки. Используйте эту шпаргалку первое время, а затем учитесь сами подбирать оптимальный режим.
Что касается напряжения дуги, то этот параметр зависит от длины этой самой дуги. Напряжение устанавливают исходя из силы сварочного тока. Здесь тоже достаточно понять основной принцип, чтобы научиться настраивать напряжение. Самое главное правило: чем больше напряжение, тем меньше глубина провара и больше ширина шва. Этой информации уже достаточно для того, чтобы опытным путем выяснить оптимальное напряжение дуги.
Скорость подачи проволоки подбирается опытным путем. Важно, чтоб дуга горела стабильно и при этом проволока равномерно плавилась. Новичкам рекомендуем использовать механизмы с автоматической регулировкой скорости подачи проволоки.
И последний параметр режима сварки — вылет проволоки. Он тоже определяется опытным путем и приходит с опытом. Здесь важно, чтобы вылет не был слишком большим или слишком маленьким. Если вылет будет слишком большой, дуга будет гореть нестабильно и качество шва ухудшится. А если вылет будет слишком маленьким, то вы просто не сможете наблюдать за процессом сварки.
Расход газа
Во время сварки важно следить за расходом углекислого газа. Если вы варите у себя в гараже, то это делать не обязательно. А вот если вы сварщик на производстве, то просто обязаны следить за расходом. Чтобы определить расход нужно учесть силу тока, тип сварного шва и вылет сварочной проволоки. Теме расхода углекислоты мы посвятили отдельную статью, обязательно прочтите ее.
Вместо заключения
Полуавтоматическая сварка в среде защитных газов — это несложная, но в то же время эффективная технология. Да, вам придется использовать в работе баллон с газом, а это не всегда удобно. Но если нужно постоянно перемещаться, можно использовать специальную тележку. Она существенно упрощает работу. К тому же, газ стоит дешево (особенно аргон), а качество шва получается отличным.
Сварка MIG / MAG была изобретена в 1950‑х годах и основные принципы используются, в современных сварочных аппаратах по сей день. Она является самой универсальной и часто применяемой в кузовном ремонте. Когда речь идёт о полуавтоматической сварке, то, имеют ввиду, именно эту сварку. В отличие от других видов ручной сварки она отличается лёгкостью применения, при этом даёт качественный результат.
p, blockquote 1,0,0,0,0 –>
Более правильное и полное название этого вида сварки GMAW (Gas metal arc welding – электродуговая сварка металла в среде защитного газа), но чаще используют именно аббревиатуру MIG / MAG (Metal Inert Gas/ Metal Active Gas).
p, blockquote 2,0,0,0,0 –>
MIG /MAG-сварка – это электро-дуговая сварка, использующая постоянный ток ( DC ). В качестве электрода в этом виде сварке используется проволока, которая поступает в место сварки с определённой заданной скоростью. Обычно такая сварка используется вместе с защитным газом. MIG – полуавтоматическая сварка, где в качестве защитного газа используется инертный газ (аргон, гелий..), а MAG – полуавтоматическая сварка, где в качестве защитного газа используется активный газ ( CO2 и смеси).
p, blockquote 3,0,0,0,0 –>
Первоначально использовался только аргон для сварки всех металлов, что было дорого и недоступно. В дальнейшем стали применять двуокись углевода ( CO2 ) и смеси и этот вид сварки стал более доступным и получил широкое распространение.
p, blockquote 4,0,0,0,0 –>
MIG /MAG-сваркой можно сваривать различные виды металла: алюминий и его сплавы, углеродистую и низкоуглеродистую сталь и сплавы, никель, медь и магний.
p, blockquote 5,0,0,0,0 –>
Учитывая высокое качество сварки и лёгкость применения, она, в дополнение к этому, распространяет сравнительно небольшой нагрев зоны, вокруг места сварки.
p, blockquote 6,0,0,0,0 –>
Принцип действия
p, blockquote 7,0,0,0,0 –>
Сварка MIG / MAG (Metal Inert Gas/ Metal Active Gas) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
p, blockquote 8,0,0,0,0 –>
При MIG /MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
p, blockquote 9,0,0,0,0 –>
Конец проволоки должен выступать на определённое расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
p, blockquote 10,0,0,0,0 –>
Оборудование для сварки MIG / MAG
Сварочный аппарат MIG / MAG содержит генератор электрической дуги (трансформатор или инвертер), механизм подачи проволоки, кабель «массы» с зажимом, баллон для защитного газа.
p, blockquote 11,0,0,0,0 –>
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
p, blockquote 12,0,0,0,0 –>
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
p, blockquote 13,0,0,0,0 –>
Инертные газы и их смеси в качестве защитного газа ( MIG ) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
p, blockquote 14,0,0,0,0 –>
Активные газы и смеси ( MAG ) применяется для сварки сталей. Чаще всего это чистая двуокись углерода ( CO2 ), а также в смеси с аргоном.
p, blockquote 15,0,1,0,0 –>
Рассмотрим виды и смеси защитных газов подробнее:
p, blockquote 16,0,0,0,0 –>
- Чистая двуокись углерода ( CO2 ) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода ( CO2 ) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25 ). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Подготовка металла к сварке
Металл должен быть зачищен от краски и ржавчины. Даже остатки краски при сварке будут ухудшать качество и прочность сварочного соединения. Место под зажим для массы также должно быть зачищено.
p, blockquote 17,0,0,0,0 –>
Как держать сварочную горелку
p, blockquote 18,0,0,0,0 –>
Сварочной горелкой полуавтомата MIG / MAG можно управлять одной рукой, но использование двух рук облегчит контроль и увеличит аккуратность и качество сварочного шва. Смысл в том, чтобы одной рукой держать горелку и опираться ей на другую руку. Так можно легче контролировать расстояние от свариваемой поверхности и угол, а также делать горелкой нужные движения при формировании шва.
p, blockquote 19,0,0,0,0 –>
Чтобы работать двумя руками, необходимо использовать полноразмерную сварочную маску (лучше с автозатемнением), которая удерживается на голове и руки остаются свободными.
p, blockquote 20,0,0,0,0 –>
Движение сварочной горелкой во время сварки
p, blockquote 21,0,0,0,0 –>
- Прямой шов, без каких-либо движений в сторону можно применять на металлах, имеющих практически любую толщину, но здесь нужен определённый опыт, чтобы удостовериться, что сварочная дуга равномерно действует на оба свариваемых металла.
- При сварке металлических деталей, имеющих толщину меньше 1мм, лучше использовать электродную проволоку меньшего диаметра, уменьшить параметры силы тока, а также скорость подачи проволоки. Нужно варить короткими импульсами, делая перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим и получался монолитный герметичный шов.
- При сварке длинного сегмента, во избежание перегрева металла и тепловой деформации, можно сваривать небольшими сегментами или точками с интервалами, поочерёдно, то с одного, то с другого конца свариваемого отрезка. Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.
Скорость сварки
p, blockquote 22,0,0,0,0 –>
Скорость сварки – это скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком.
p, blockquote 23,0,0,0,0 –>
Скорость движения сварочной горелки должна контролироваться сварщиком и соответствовать скорости подачи проволоки и напряжению электрической арки, выбранных, в соответствии с толщиной свариваемого металла и формы шва.
p, blockquote 24,0,0,0,0 –>
Важно добиться правильной скорости сварки. Слишком высокая скорость может вызвать слишком много брызг расплавленного металла. Защитный газ может остаться в быстро застывающем расплавленном металле, образуя поры. Слишком медленная скорость сварки может стать причиной излишнего проникновения сварочной дуги в свариваемый металл.
p, blockquote 25,0,0,0,0 –>
Скорость движения сварочной горелки влияет на форму и качество сварочного шва. Многие опытные сварщики определяют с какой скоростью нужно двигать сварочную горелку, глядя на толщину и ширину шва в процессе сварки.
p, blockquote 26,0,0,0,0 –>
Скорость потока защитного газа
Может значительно влиять на качество сварки. Скорость потока защитного газа должна строго соответствовать скорости подачи проволоки. Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
p, blockquote 27,0,0,0,0 –>
Угол сварочной горелки во время сварки
Сварка MIG / MAG может сваривать разные детали под разными углами, поэтому не существует универсального угла, который нужно соблюдать при сварке. При сварке деталей, лежащих в одной плоскости идеальным будет угол в 15–20 градусов (от вертикального положения). При сварке двух деталей под углом удобнее держать горелку под углом 45 градусов. Практикуясь, можно для себя определить наиболее удобный угол в конкретной ситуации.
p, blockquote 28,0,0,0,0 –>
Сварочное напряжение (длина электрической дуги)
Длина дуги одна из самых важных переменных в сварке MIG / MAG , которую нужно контролировать. Нормальное напряжение сварочной дуги в двуокиси углерода ( CO2 ) и гелии (He) намного выше, чем в Ароне (Ar). Напряжение дуги влияет на проникновение, прочность и ширину шва.
p, blockquote 29,0,0,0,0 –>
С увеличением напряжения электрической дуги, шов становится более плоским и широким и до определённых пределов увеличивается проникновение. Низкое напряжение даёт более узкий и выпуклый шов и уменьшается проникновение.
p, blockquote 30,1,0,0,0 –>
Слишком большое и слишком маленькое напряжение вызывает нестабильность дуги. Избыточное напряжение является причиной образования брызг и пористости шва.
p, blockquote 31,0,0,0,0 –>
Сварочная проволока
Сварочная проволока служит присадочным материалом. При сварке проволока поступает к месту шва и расплавляется вместе с кромками металлов, заполняя шов. У неё должен быть химический состав, схожий с составом свариваемых материалов. К примеру, содержание углерода, от которого зависит пластичность шва.
p, blockquote 32,0,0,0,0 –>
Температура плавления электродной проволоки должна быть чуть ниже или такой же, как металлов, которые свариваются. Если проволока будет плавиться позже, чем свариваемый металл, то увеличивается вероятность прожжения металла насквозь.
p, blockquote 33,0,0,0,0 –>
Для сварки алюминия и его сплавов применяется проволока из чистого алюминия или с примесью магния и кремния.
p, blockquote 34,0,0,0,0 –>
Диаметр сварочной проволоки
p, blockquote 35,0,0,0,0 –>
Диаметр сварочной проволоки влияет на размер шва, глубину проникновения сварочной дуги, прочность шва и на скорость сварки.
p, blockquote 36,0,0,0,0 –>
Больший диаметр электрода (проволоки) создаёт шов с меньшим проникновением, но более широкий. Выбор диаметра проволоки зависит от толщины свариваемого металла и положения свариваемых деталей.
p, blockquote 37,0,0,0,0 –>
В большинстве случаев маленький диаметр проволоки подходит для тонкого металла и для сварки в вертикальном положении.
p, blockquote 38,0,0,0,0 –>
Проволока большего диаметра желательна для более толстого металла. Ей нужно работать с уменьшенной скоростью подачи проволоки, из-за более низкого проникновения.
p, blockquote 39,0,0,0,0 –>
Длина выхода сварочной проволоки
p, blockquote 40,0,0,0,0 –>
До касания свариваемого металла проволока должна выступать из наконечника на определённую длину.
p, blockquote 41,0,0,0,0 –>
Этот сегмент проволоки проводит сварочный ток. Таким образом, увеличение длины этого сегмента увеличивает электрическое сопротивление и температуру этого отрезка проволоки. Чем больше выступает проволока, тем меньше будет электрическая дуга. При длинном выходе проволоки из наконечника получается узкий шов, низкое проникновение и повышенная толщина шва.
p, blockquote 42,0,0,0,0 –>
При уменьшении длины выхода отрезка сварочной проволоки даёт противоположный эффект. Увеличивается проникновение сварочной дуги, получается более широкий и тонкий шов.
p, blockquote 43,0,0,0,0 –>
Типичная длина выхода сварочной проволоки варьируется от 6 до 13 мм.
p, blockquote 44,0,0,0,0 –>
При использовании порошковой проволоки без газа длина выхода сварочной проволоки должна быть больше, чем с газом (30 – 45 мм).
p, blockquote 45,0,0,1,0 –>
Cварка самозащитной проволокой без газа
Порошковая самозащитная проволока, которую также называют флюсовой имеет сердечник, содержащий в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
p, blockquote 46,0,0,0,0 –>
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.
p, blockquote 47,0,0,0,0 –>
p, blockquote 48,0,0,0,0 –>
Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто. Преимуществом является лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
p, blockquote 49,0,0,0,0 –>
При сварке самозащитной проволокой образуется много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.
p, blockquote 50,0,0,0,0 –>
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
p, blockquote 51,0,0,0,0 –>
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
p, blockquote 52,0,0,0,0 –>
Полярность при сварке без газа
Полярность – это направление потока электричества в цепи сварочного аппарата.
p, blockquote 53,0,0,0,0 –>
При прямой полярности электрод (проволока) – это минус, а свариваемый металл (заземление) – это плюс. При обратной полярности электрод – плюс, а свариваемый металл – минус.
p, blockquote 54,0,0,0,0 –>
Для сварки при помощи порошковой проволоки используется прямая полярность (проволока – минус, заземление — плюс).
p, blockquote 55,0,0,0,0 –>
При сварке с газом – электрод (+), масса (-).
p, blockquote 56,0,0,0,0 –>
Полярность, с которой будет нормально работать порошковая проволока, зависит от её состава. Бывают и такие, которые будут нормально сваривать с любой полярностью.
p, blockquote 57,0,0,0,0 –>
В большинстве случаев, при сварке без газа сварочный аппарат должен быть настроен с позитивным заземлением и негативным электродом. Это даст больше мощности для плавления порошковой проволоки.
p, blockquote 58,0,0,0,0 –>
Звук правильной сварки полуавтоматом
При обучении сварки MIG / MAG , важно слушать звуки, издаваемые при сварке и, конечно же, контролировать процесс сварки визуально (через затемнённую маску). При правильной сварке полуавтоматом издаётся звук, напоминающий жарку мяса на сковороде. Этот «шипяще-жужжащий» звук говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения. Застывшие брызги на насадке или наконечнике сварочной горелки ухудшают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, всё это может ухудшать формирование сварочной дуги, и будет отражаться на звуке сварки. Также можете прочитать статью “как настроить сварочный полуавтомат” для большего понимания правильной настройки аппарата перед сваркой.
Полуавтоматическая сварка аргоном: преимущества технологии
26.11.2020
Вопросы, рассмотренные в материале:
- Принцип полуавтоматической сварки аргоном
- Преимущества и недостатки полуавтоматической сварки аргоном
- Важные нюансы полуавтоматической сварки аргоном
- Об использовании полуавтомата при работе с нержавеющей сталью
- О полуавтоматической сварке аргоном чугуна
- Пошаговый процесс сварки полуавтоматом в среде аргона
- О выборе оборудования для полуавтоматической сварки аргоном
Полуавтоматическая сварка аргоном является предпочтительным методом металлообработки, если необходимо получить сварной шов высокого качества. Сваривание деталей в среде инертного газа гарантирует отсутствие коррозии, а также позволяет ускорить рабочий процесс без потери качества.
В нашем материале описаны основные принципы работы с полуавтоматом в среде защитного газа, даны рекомендации по выбору оборудования, а также описан сам процесс. Изучив статью, у вас сложится четкое представление об этом виде сварки.
Принцип полуавтоматической сварки аргоном
Полуавтоматическая аргонодуговая сварка представляет собой механизированный процесс. В данном случае электродная проволока подается в рабочую зону с постоянной или переменной скоростью, параллельно с этим осуществляется подача аргона из баллона.
За рубежом для обозначения полуавтоматической сварки в среде аргона часто используется аббревиатура MIG. Точнее говоря, таким образом обозначают любые работы в среде неактивных газов.
Если сравнивать сварку аргоном с работой в среде других газов, то первый вариант отличается лучшим соотношением цены и качества.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Нужно понимать, что за счет полуавтоматической сварки удается справиться с проблемой неравномерного нагрева заготовки и защиты сварного соединения. Такой эффект достигается за счет того, что зона сварки защищается инертным газом, а подача присадочной проволоки регулируется в соответствии с автоматической подстройкой силы тока. За подачу проволоки отвечает протяжный механизм, а при помощи грамотно выбранного соотношения скорости подачи и температуры плавления достигается равномерное заполнение шва.
Полуавтоматическая сварка аргоном имеет такие особенности:
- Обеспечивает защиту шва от окисления.
- Аргон является инертным газом, поэтому не способен вступать в реакцию металлом заготовки.
- Газ вытесняет из зоны сварки воздух, оберегая таким образом сварной шов от окисления. Данная функция наиболее важна для качественной обработки цветных металлов.
- Обеспечивает повышенную прочность соединения.
Использование аргона
Наиболее часто алюминиевые поверхности сваривают между собой при помощи полуавтомата в аргоновой среде, которая выступает в качестве защитного слоя от атмосферного воздуха, препятствуя тем самым образованию в сварочной ванне различных окислов.
Данный метод не отличается своей высокой производительностью, однако качество получаемого в итоге шва не вызывает никаких сомнений.
В полуавтоматах для варки с использованием аргона в большинстве случаев используется переменный ток, который и образует дугу.
Это позволяет при необходимости осуществлять плавную регулировку, как чистоты и ампеража, так и температуры.
Следует отметить и то, что такие полуавтоматы импульсной сварки должны обязательно поддерживать импульсный режим.
На видео ниже показан процесс сварки алюминия полуавтоматом с использованием аргона.
Видео:
Сварка алюминия является достаточно сложным процессом в технологическом отношении.
Такая обработка, как правило, производится с использованием полуавтоматов, как в защитной газовой среде, так и без нее.
При выполнении сварки алюминия не стоит забывать и о мерах безопасности.
Кроме этого, чтобы получить качественный и прочный шов на поверхности металла, необходимо в точности соблюдать технологию выполнения работ и использовать только качественные составляющие.
Преимущества и недостатки полуавтоматической сварки аргоном
За счет сварочных полуавтоматов удается избежать корродирования шва. Оптимальным считается сочетание: 98 % аргона и 2 % углекислого газа. Но в некоторых случаях вполне может применяться пропорция 70/30, ведь такая смесь обходится дешевле. Немаловажно, что в процессе полуавтоматической сварки аргоном проволока подается без участия человека, что экономит время, силы специалиста, а значит, благотворно сказывается на производительности труда.
Еще одна особенность современных полуавтоматов состоит в том, что они обеспечивают охлаждение горелки. Подобные устройства подходят даже для сварки в труднодоступных местах и позволяют без труда разжечь дугу.
Полуавтоматическая техника не сложнее в работе, чем традиционные ручные устройства, поэтому даже неопытные сварщики без труда могут с ней справиться. Немаловажно, что она обеспечивает удобную настройку параметров работы.
Среди достоинств данного типа АДС необходимо назвать:
- простой поджиг дуги;
- увеличение производительности труда;
- простоту и понятность настройки параметров работы;
- возможность сварки заготовок малой толщины;
- меньшие временные затраты, так как исключаются этапы зачистки швов от шлака и замены электродов.
Аппараты для полуавтоматической сварки в среде аргона обеспечивают:
- наглядность процесса;
- возможность следить за процессом формирования соединения;
- освобождение пространства;
- возможность накладывать шов даже на тонкие детали;
- отсутствие необходимости часто менять электроды, дополнительно обрабатывать швы.
Если говорить о минусах данной технологии, то основными являются высокая цена оборудования и его малая мобильность. Нередко можно услышать, что при сварке в среде аргона получается пористый шов – чаще всего дефект вызван ошибками и недостатком знаний у самих специалистов. Они забывают про соблюдение пропорций при смешивании газа. Еще одна причина может крыться в неполадках оборудования. В целом, исправные полуавтоматы таких проблем не доставляют.
Важные нюансы полуавтоматической сварки аргоном
Для сварки может использоваться чистый аргон или в сочетании с другими защитными газами. Его основная особенность состоит в инертности, из-за чего не происходит реакции с металлом изделия. При этом аргон не позволяет протекать окислительным процессам на сварном шве, что наиболее важно в случае работы с цветными металлами. Дело в том, что последние очень быстро окисляются, контактируя с воздухом, а именно с содержащимися в нем кислородом и азотом. Аргон вытесняет из сварочной зоны все остальные газы, за счет чего получается более прочный шов, удается избежать высокой пористости свариваемого металла.
Полуавтоматическая сварка в среде аргона имеет ряд особенностей, отличающих данную технологию от остальных. Нужно понимать, что этот газ может применяться в сочетании с плавящимися (проволокой) и с неплавящимися электродами. В процессе работы сварщику необязательно обрабатывать поверхность заготовки от окислов, особенно если речь идет о соединении алюминиевых деталей. Сварка последних осуществляется при помощи алюминиевой проволоки диаметром в пределах 1-2 мм. При этом скорость подачи проволоки составляет 150–650 м/ч, а сила тока не может превышать 300 А.
Сварка предполагает достаточно большой расход аргона. В полный баллон входит примерно 6 000 л, а расход газа при сварке полуавтоматом составляет от 300 л/ч. Сварщик подбирает оптимальный режим работы оборудования на основании инструкции к полуавтомату. Сила тока и скорость подачи проволоки устанавливаются в соответствии с толщиной металлического изделия.
Характерные сложности выполнения работ
Алюминий широко востребован в самых разных сферах промышленности, в том числе и в таких, как кораблестроение, самолетостроение, а также автомобилестроение.
Он поддается самым разным видам обработки, при этом существуют определенные тонкости и нюансы, на которые следует обязательно обращать внимание.
Видео:
Для сварки этого универсального металла используется исключительно сварочный полуавтомат.
Основной сложностью проведения данного вида работ является образование на поверхности металла оксидной пленки.
Это происходит из-за взаимодействия алюминия с атмосферным воздухом и может негативно сказаться на качестве соединения.
Удаление продуктов окисления производится путем последующего использования некоторых химических составов.
Кроме этого, непосредственно перед началом сварки полуавтоматом поверхность алюминия следует в обязательном порядке обработать различными типами флюсов, а также хорошо зачистить, для чего используется жесткая щетка с металлической щетиной.
ВАЖНО ЗНАТЬ: Использование буры для пайки латунью
Следует учесть и то, что технология варки данного вида металла в некоторых случаях подразумевает использование газа, а это значит, что помимо полуавтомата потребуется дополнительное оборудование.
Выполняя сварное соединение на поверхности алюминия, следует помнить, что образуемая полуавтоматом дуга не должна перегревать металл, а электрод прилипать.
В противном случае могут образоваться дефекты, которые будет очень сложно счистить.
Перед началом самостоятельной сварки алюминиевой поверхности, рекомендуется для начала потренироваться и получить минимальные навыки выполнения соответствующей работы.
Для получения сварного соединения на поверхности алюминия при помощи газа необходимо иметь под рукой сварочный полуавтомат, оборудование для газовой сварки, нагревательный прибор.
Видео:
Кроме этого, потребуется алюминиевая проволока в бухтах, которая будет выступать в качестве электрода.
Если работа выполняется без использования защитного газа, то в этом случае используется специальная проволока, а также принудительная подача к сварному соединению флюса, который и выступает в качестве защиты от образования оксидной пленки.
И в том, и в другом случае используется особая технология сварки, которая позволяет получить качественное и прочное соединение двух отдельных алюминиевых поверхностей.
Использование полуавтомата при работе с нержавеющей сталью
При помощи различных способов сварки нержавеющей стали получаются швы, отличающиеся по качеству. Если речь идет об обработке в безгазовой среде, используется порошковая проволока. В результате формируется ровный, красивый шов. Правда, нужно быть готовым к тому, что со временем на нем могут появиться очаги коррозии.
Чтобы избежать этого, сварщики используют полуавтомат со стальной проволокой и углекислотой. Газ должен включать 2 % углекислоты и 98 % аргона. Либо для удешевления работ допускается использовать пропорцию 30 % на 70 %, где большая часть также приходится на аргон.
В процессе полуавтоматической сварки аргоном присадочная проволока подается механически. Немаловажно, что при использовании такой техники происходит охлаждение горелки, за счет чего повышается качество соединения. Кроме того, удается изменять скорость подачи проволоки и накладывать швы даже в труднодоступных местах.
До начала сварки необходимо подготовить соединяемые детали:
- Зачистить поверхность металлической щеткой, обезжирить уайт-спиритом, ацетоном либо авиационным бензином.
- Прогреть детали до +100 °C – таким образом сварочная зона просушивается от влаги.
Благодаря полуавтоматической сварке аргоном свойства стали остаются неизменными, что является большим плюсом технологии. Стоит отметить, в процессе работы проволока из никелевого сплава сгорает интенсивнее, а это положительно отражается на качестве шва.
Полуавтоматическая сварка аргоном чугуна
Бытует мнение, что аргон подходит исключительно для работы с цветными металлами, но это не так, ведь достаточно часто он используется и для сварки чугуна, стали.
Чугун является сплавом на основе железа и углерода. Данный металл сложно сваривать, так как на швах часто появляются трещины и поры. Кроме того, чугун стремительно окисляется. По этой причине его сварку обычно осуществляют при помощи порошковой проволоки или аргона, ведь последний позволяет формировать швы без шлака. Это важно, ведь сварка чугуна до сих пор актуальна при ремонте автомобилей старого производства.
Для соединения деталей из чугуна выбирают проволоку на основе вольфрама. В большинстве случаев применяют общий или местный подогрев металла, хотя может использоваться и холодный способ. Также мастер может выбирать между постоянным и переменным током, сила которого зависит от толщины металла изделия и диаметра проволоки. Нужно понимать, что в норме на 1 мм проволоки должно приходиться 50–90 А тока. Для таких работ подходит графитная, чугунная проволока, а также выполненная на основе меди и железа, никеля.
Подготовка к сварке
Любая работа начинается с подготовки, пренебрегать этим моментом не стоит. Если предполагается вести работу с толстыми деталями, то сначала требуется зашкурить свариваемые поверхности. При сварке небольших элементов, их можно зачистить металлической щеткой (иногда поставляется в комплекте) или наждачной бумагой с фракцией Р25-40 (для тканевых основ), Р120-240 (для бумажной основы). Обозначение зависит от завода изготовителя, в примере приведены обозначения отечественного производителя.
После шлифовки необходимо ликвидировать налет, убрать оксидную пленку и обезжирить материал с помощью ацетона или другого похожего по составу вещества. Кроме этого, может потребоваться расшивка кромок, если толщина заготовки более 5 мм. Это необходимо для того, чтобы обеспечить максимальную глубину проварки, так как некоторые свойства материала ухудшают этот показатель.
Чтобы улучшить и усилить соединение конструкции, края деталей желательно зашлифовать или обрезать под углом в 30-45 градусов (зависит от толщины). Далее полученные после обработки края можно обработать флюсом, чтобы обеспечить дополнительную защиту, а также избежать образования оксидной плёнки.
После того, как проведены подготовительные работы, можно приступать к сварке, для работы понадобится:
- Полуавтомат;
- Баллон с защитным газом;
- Газовый редуктор;
- Подающее устройство с проволокой;
- Специальная горелка, по которой подается проволока, газ и электрический сигнал;
- Зажим массы;
- Шланги.
Пошаговый процесс сварки полуавтоматом в среде аргона
В первую очередь важно убедиться в готовности аппаратуры, а именно настроить режим работы полуавтомата, установить силу тока, напряжение, скорость подачи проволоки. Если при полуавтоматической сварке аргоном используется алюминиевая проволока, лучше выбрать подающий механизм тянущего типа. Тогда как толкающий больше подходит для стальной проволоки. При толщине материала изделия до 3 мм сила тока устанавливается в пределах 120–145 А, а скорость движения проволоки – 900 м/ч.
Еще один важный нюанс – полярность. Чаще всего для такой работы используется постоянный ток с обратной полярностью. То есть на изделие подается «-», а на горелку с проволокой – «+».
В процессе подготовки необходимо очистить поверхности изделий. Кромки алюминиевых заготовок протирают ацетоном, после чего обрабатывают металлической щеткой. Это необходимо, чтобы избавиться от поверхностной пленки, осложняющей сварочные работы.
Технология сварки алюминия полуавтоматом
Качество полученного шва зависит от многих факторов — применяемого аппарата, присадочного материала, качества аргона (при аргоно-дуговой сварке), навыков сварщика. Как сваривать алюминий полуавтоматом? Зависит от модели аппарата, но какой бы она не была необходимо выполнять следующие действия:
- подготовку поверхностей заготовок. Удаляют загрязнения разного рода с помощью ветоши. Далее необходимо убрать окислы. Их удаляют с помощью металлической щетки, угловой шлифовальной машинки и травлением специальными растворителями и реактивами. При этом придерживаются таких правил. Щеткой нельзя сильно надавливать на изделие и очистку проводят только в одном направлении. Остатки травящих жидкостей обязательно снимают, используя ацетон растворители или промыванием. У изделий, имеющие толщину более 3 мм разделывают кромки. Угол разделки 60 0;
- подогрев. Осуществляют в печах или с помощью горелки. Особенно это касается заготовок, у которых разная толщина. Температура прогрева не должна превышать 110 0С;
- настройка аппарата. Независимо от типа применяемого устройства подбирается диаметр проволоки, диаметр наконечника, сила тока и напряжение. Чаще всего используют специальные таблицы, которые имеются в инструкции к изделию. Наиболее выгодными являются устройства импульсного типа, снабженный специальной программой. Сварщик только выставляет значение тока, а микроконтроллер осуществляет подбор остальных параметров в автоматическом режиме;
- определиться с положением горелки и скоростью ведения сварочного процесса. Она должна располагаться под углом не более 20 0 к вертикали, сварку ведут на большой скорости только справа налево. Особое внимание необходимо уделить окончанию шва. Его заваривают, возвращаясь назад на мм 20, без выключения сварочной дуги.
На результат сварки влияние оказывает квалификация сварщика и его навыки. Он обязательно должен пользоваться средствами защиты — маской, респиратором, спецодеждой, обувью и рукавицами. На сварщике не должно быть открытых участков тела, т. к. возможно получение ожога от ультрафиолета.
Несколько слов о причинах возникновения брака. Чаще всего после сварки обнаруживаются прожоги, трещины, не правильно заваренный кратер. Трещины возникают из-за нарушения ведения технологического процесса.
При превышении температуры нагрева происходит расширение сплава, а если не обеспечивается медленное остывание, то происходит быстрое сжатие, что и приводит к возникновению трещин и разрывов. Применение теплоотводящих подкладок обеспечит качество сварки. Также негативно сказывается на качестве и недобросовестная подготовка изделия к процессу сваривания.
Сварочный полуавтомат для сварки алюминия — аппарат, который позволяет повысить производительность труда. Его использование будет эффективным, если будут учитываться все требования производителя устройства, которые указаны в паспорте. Поэтому необходимо тщательно проработать инструкцию и следовать ее указаниям.
Выбор оборудования для полуавтоматической сварки аргоном
Полуавтоматическая сварка в среде аргона осуществляется оборудованием трех видов:
- Специализированным, предназначенным для обработки заготовок одного типа.
- Специальным – устанавливается на промышленных производствах и используется для заготовок с одинаковым типоразмером.
- Универсальным, которое может применяться для всех видов работ с аргоном, в том числе для обработки нержавеющей стали.
Аргонодуговая сварка полуавтоматом может осуществляться и инверторными, и трансформаторными устройствами. Первые более надежны, так как более устойчивы к нагрузкам. Правда, такие аппараты отличаются относительно низким КПД. Но из-за них возникает не так много помех в работе другой электротехники.
Еще одно достоинство сварочного инвертора по сравнению с трансформаторным устройством кроется в малом весе. Его можно точно и адекватно настроить, он помогает стабилизировать сварочный ток. Но нужно быть готовым к тому, что подобные приборы очень чувствительны к конденсату – избежать лишних проблем поможет бережное обращение с техникой.
Устройства для полуавтоматической сварки аргоном делят на типы по следующему принципу:
- бытовые аппараты, предполагающие использование тока до 200 А, ведь для ремонта в домашних условиях большие показатели не требуются;
- полупрофессиональный класс с силой тока 200–300 А, который справляется с систематическими простыми ремонтными работами;
- техника для специалистов с силой тока от 300 А – применяется для многочасовой повседневной работы, подходит даже для очень сложных условий.
Также для полуавтоматической сварки аргоном необходимы:
- Специальная горелка с вольфрамовым расходником.
- Осциллятор, который отдельно подключается к источнику питания. Он позволяет разжигать дугу при работе с неплавящимся вольфрамовым расходником за счет подачи высокочастотных импульсов, в результате чего происходит ионизация дугового промежутка. Для обычной сети характерны частота 55 Гц, напряжение 220 В – за счет использования осциллятора данные показатели возрастают до 500 кГц и 6 000 В.
- Контактор, необходимый для подачи напряжения на горелку.
- Реле – элемент, ответственный за включение и отключение контактора и осциллятора.
- Электроды из вольфрамовой основы с проволокой с соответствующим диаметром.
- Аргоновый баллон с редуктором.
- Выпрямитель – обеспечивает постоянный ток с напряжением 24 В.
- Амперметр – для замеров силы тока.
- Таймер – позволяет контролировать время обдува аргоном.
- Электрогазовый клапан для подачи постоянного тока на 24 В или переменного тока на 220 В.
- Фильтр для контроля высоковольтных импульсов из осциллятора.
- Аккумулятор для последовательного подключения в электрическую цепь для стабилизации переменного тока.
В случаях, когда производится полуавтоматическая сварка аргоном металлов с более толстыми краями либо необходимо увеличить показатели производительности, могут применяться:
- Специальная горелка для параллельного использования нескольких вольфрамовых электродов. Данная технология позволяет повысить качество и прочность шва, положенного на высокой скорости.
- Приспособление для нагревания присадочной проволоки.
- Пульсирующий ток на время пауз его поступления, из-за которых происходит кристаллизация металла. Если движение дуги синхронизировано с импульсами тока, плавка будет эффективна вне зависимости от положения в пространстве.
Также при полуавтоматической сварке аргоном нельзя забывать о безопасности: сварщик должен работать в спецодежде, использовать средства индивидуальной и коллективной защиты. К последним относятся вентиляция, система заземления, ограждения, маска/щиток, рукавицы, обувь. Запрещается сваривать изделия, если на их поверхности есть горюче-смазочные вещества. При соблюдении всех правил за счет использования полуавтомата в среде аргона удается выполнять сварочные работы на действительно высоком уровне.
Сварка с использованием биметаллических переходных вставок
Технология применяется в судостроительной области, теплоэнергетике. Использование специальных расходных материалов – это самый распространенный способ соединения различных углеродистых и цветных сплавов. Биметаллические листы, диски производят промышленным способом различными методами:
- горячей прокаткой;
- наплавлением;
- нагревом под давлением;
- сваркой взрывом или трением.
В домашних условиях получить биметалл невозможно. Процесс аргонной сварки алюминия и нержавейки с применением вставок значительно упрощается. В этом случае сваривать необходимо алюминий с алюминием, нержавейку с нержавейкой. Главное – не перегреть биметалл, чтобы не начались структурные изменения в области контакта разнородных металлов. Необходимо предусмотреть отвод избыточного тепла, работу начинают с соединения алюминиевых частей, затем переходят к нержавеющим. Соединение получается качественное.
Биметаллические переходные вставки для сваривания разнородных металлов
особенности, достоинства и недостатки, оборудование, технология процесса
Технология
В корпус горелки вставляется прочное керамическое сопло. В него — зажимная цанга, для фиксации неплавящегося вольфрамового электрода (диаметр от 0,5 до 8,0 мм). Контактный конец затачивается, чтобы удобнее работать. Выступающая с другой стороны часть электрода закрыта тыльным колпачком.
Электрическая схема простая. При сварке постоянным током обычно применяется прямая полярность. (Переменный используют для алюминия). Минус подключают к электроду, плюс – к листу металла. Это связано с тем, что необходимо меньше нагревать вольфрамовый стержень, и как можно больше – соединяемый материал, поскольку тепло распределяется приблизительно в пропорции 3 : 7. Диапазон напряжений – от 10 до 30В, тока – от 5 до 600А.
Поскольку электрод и свариваемый материал находятся под напряжением, то между ними образуется электрическая дуга, достаточная для оплавления кромок металла и присадочной проволоки и образования сварочной ванны. Суть процесса именно в этом – после остывания, кромки с присадкой образуют сплошной шов, прочно соединяя части материала.
При ручной технологии, сварщик одной рукой держит горелку, наклоняя ее назад на 10-15 град к вертикали, а другой подает в рабочую зону проволоку. Конец электрода должен быть близко к металлу (1,5-3,0 мм), но не касаться его. Для начала работы, следует нажать кнопку на горелке – включится электричество и пойдет газ.
Во время работы, в сварочную ванну подается инертный газ, обычно это аргон (расход от 5 до 20 л/мин). Поскольку он тяжелее воздуха, то сразу вытесняет из рабочей зоны кислород, в результате чего соединяемый металл не горит, а только плавится. К тому же, исключается образование окислов, снижающих качество шва.
Поскольку аргон обладает высоким ионизационным потенциалом, дуга зажигается плохо. Плюс ко всему, в момент прикосновения к листу, заточенный конец электрода оплавляется и загрязняется. Для упрощения зажигания, в схему параллельно включают осциллятор. Он подает на электрод поток ВЧ импульсов. Благодаря им, в зоне контакта значительно повышается степень ионизации, дуга зажигается намного легче.
Чтобы повысить качество шва, сделать его более монолитным и менее пористым, в аргон добавляют 3-5% кислорода. Больше нельзя, иначе металл начнет гореть. А в этом случае, всего лишь выгорают попавшие в сварочную ванну вредные примеси.
Технические особенности сварки в полуавтоматическом и ручном режимах
Переменный ток при сварке неплавящимся электродом обеспечивает процессу цикличность. При положительном периоде цикла начинает интенсивно разрушаться оксидная плёнка. При отрицательном периоде происходит прогрев и плавление металла. Цикл может повторяться до 100 раз в секунду. Постоянный ток при пайке автоматически подаваемым алюминиевым электродом должен поступать на дугу в виде высокочастотных импульсов, что обеспечивает равномерное перетекание присадочного материала (анода) в область формирующегося шва. Некоторые сварочные аппараты рассчитаны на оба вида сварки и обладают преимуществом универсальности.
Недостатки
- Для получения качественных результатов, требуется опытный специалист, с необходимыми навыками и знанием технологии.
- Производительность невысокая, в пределах от 4 до 40 см в минуту.
- Металл надо подготовить – зачистить, обезжирить. Иначе шов получится пористый.
- При сильном ветре необходимо ставить щиты, чтобы газ не выдувался из зоны контакта.
TIG сварка может быть автоматической, когда управление горелкой и подачу присадочной проволоки выполняет специальное устройство.
Сварочные аппараты для аргонодуговой сварки
Аппараты для аргонодуговой сварки на постоянном (DC) и переменном (AC/DC) токе от компании Miller Electric — это самое современное сварочное оборудование для промышленной эксплуатации. Оборудование предназначено для самых тяжелых условий работы в трехсменном режиме, в условиях с повышенной запыленностью, с плохими электрическими сетями, с универсальным подключением от 1 или 3 фаз. Эргономичное и интуитивно понятное управление аппаратами для аргонодуговой сварки делают их очень простыми и удобными в работе, все самые современные сварочные функции уже заложены в систему управления. Отсутствие необходимости в периодичном обслуживании оборудования также являете большим плюсом и может значительно повысить время его полезного использования и сократить эксплуатационные затраты до минимума — приобретения расходных сварочных материалов. Оборудование собрано на территории США, нет никаких дочерних предприятий в странах Азии, качество сборки напрямую влияет на надежность и безотказность оборудования, срок его службы и качество сварки. Именно поэтому модели MAXSTAR (DC) и DYNASTY (AC/DC) пользуются заслуженной популярностью у судостроителей, монтажных организаций, строителей, в нефтегазовом секторе и тяжелом машиностроении. Модельный ряд сварочных аппаратов начинается от 210 А, далее идут модели на 280 А и на 400 А и заканчивается модельный ряд мощными источниками на токи до 800 А. Все cварочные аппараты можно использовать как для ручной дуговой сварки, так и составе автоматизированных комплексов для аргонодуговой сварки. Универсальный для всех источников компании Miller Electric 14-ти пиновый разъем управления позволяет дистанционно производить включение и выключение сварочных аппаратов, регулировать сварочный ток. При установке специальной платы управления оператор может полностью управлять сварочным источником внешними пультами, в том числе и контроллерами, что делает дает возможность применения источников для роботизированной сварки или в составе специальных установок с ЧПУ. Доступный интерфейс управления делает процесс обучения сварщиков очень быстрым, сокращает время внедрения нового оборудования на производстве, обеспечивает простоту и удобство во время эксплуатации.
- Модели, имеющие маркировку MAXSTAR — это аппараты аргонодуговой сварки на постоянном токе (DC) ответственных соединений, в том числе и трубопроводов, изделий из нержавеющей стали, изделий из титана и его сплавов.
- Модели, имеющие маркировку DYNASTY — это сварочные аппараты для сварки на постоянном и на переменном токе (AC/DC) ответственных соединений, в том числе и трубопроводов, изделий из нержавеющей стали, изделий из титана и его сплавов, алюминиевых конструкций.
- Модели, имеющие маркировку SYNCROWAVE — это сварочные аппараты для сварки на постоянном и на переменном токе (AC/DC) ответственных соединений, в том числе и трубопроводов, изделий из нержавеющей стали, изделий из титана и его сплавов, алюминиевых конструкций.
Все модели имеют функцию ручной дуговой сварки, а также строжки. При изменении полярности не требуется переподключение сварочных кабелей. Модели MAXSTAR/DYNASTY 210, 280, 400 и 800 в комплектации TigRunner поставляются на удобных транспортных тележках и с блоком водяного охлаждения. При необходимости доступен заказ источника, тележки, блока охлаждения по отдельности. Модели SYNCROWAVE в базовой комплектации имеют транспортную тележку.
В компании ИТС-Инжиниринг, вы всегда можете купить аппарат для аргонодуговой сварки, подобрать комплектующие для сварочных аппаратов и получить подробную консультацию от экспертов нашей компании. Специалисты нашей компании авторизованы производителем на проведения как гарантийного, так и пост гарантийного сервисного обслуживания всех существующих и даже снятых с производства моделей оборудования Miller Electric. Мы гарантируем оперативную техническую поддержку оборудования и постоянное наличие на складе как самих источников тока, сварочных горелок, так и наиболее востребованных комплектующих, аксессуаров и расходных материалов.
Горелка для аргоно дуговой сварки с плавящимся электродом
В случае комплектации горелки плавящимся электродом дуга подается между концом сварочной проволоки и самим изделием.
Достоинства данного вида:
- узкая зона термического воздействия;
- возможность влияния на качественные характеристики шва при помощи регулирования состава газа и проволоки;
- широкие возможности автоматизации процесса, что существенно повышает производительность сварочных работ.
Применяется при сваривании нержавеющих сталей и алюминия.
Аргонная сварка своими силами
Если вы приобрели сварочный инверторный или трансформаторный аппарат для аргонной сварки, то вам для полного комплекта необходимо также иметь: горелку, баллон с аргоном, редуктор и клапан газа, сварочную маску. Основные правила, которые нужно соблюдать в процессе работы используя инертный газ – аргон.
- Если вы применяете неплавящийся электрод, то его необходимо держать как можно ближе к поверхности свариваемой конструкции, что позволяет создать минимальную дугу. Увеличение дуги приводит к уменьшению глубины проплава и повышению ширины шва, что значительно снижает качество сварных соединений.
- При аргонной сварке необходимо совершать единственное движение вдоль оси шва, не делая перпендикулярных шву перемещений. Это создает эстетичное прочное соединение, что качественно отличает эту технологию от сварки покрытыми электродами.
- Необходимо постоянно следить, чтобы электрод и присадочная проволока не выходили из защитной газовой зоны.
- Проволоку нужно подавать плавно для избежания разбрызгивания металла.
- При применении вольфрамового электрода проволоку необходимо подавать впереди горелки без поперечных колебаний. Таким образом можно обеспечить образование узкого эстетичного шва.
- Заварка кратера по окончании работ производится с понижением силы тока реостатом. Не допускается прекращать сварочный процесс обрывом дуги при отведении горелки. Это резко снижает защиту шва. Подачу газа прекращают только через 10 секунд после окончания сварочных работ. Начинают подавать газ перед сваркой за 20 секунд до начала работ.
- Перед началом работы, поверхности свариваемых элементов необходимо очистить от жира и грязи механическими и химическими методами, провести обезжиривание.
Сварка конструкций в защитной среде аргона – процесс кропотливый, не терпящий суеты и халатного отношения. Цены на работы сварщиков – аргонщиков, которые являются профессионалами в своем деле, довольно высокие. Поэтому при наличии специального оборудования и необходимости частого проведения сварочных работ вполне возможно освоить все тонкости этого процесса самостоятельно.
Зачем нужна аргонно-дуговая сварка
Для сварочного соединения деталей из стали можно использовать любой из доступных аппаратов трансформаторного или инверторного типа. Но для варки цветных металлов и нержавейки применяется другая технология.
Алюминий, медь, бронза или нержавеющая сталь при сварке их плавящимся электродом не образуют качественное соединение вследствие контакта с атмосферным кислородом. Швы окисляются и быстро приходят в негодность.
Для этого используют защитный газ аргон (гелий и пр.), который не допускает попадание кислорода в сварочную ванну. А для этого нужно использовать другое оборудование, например, инвертор аргонно-дуговой сварки.
Процесс сварки
Необходимо соблюдать следующие шаги:
- Устанавливается горелка и кабель массы.
- На баллон с аргоном устанавливается редуктор. Нужно проверить давление газа, оно должно быть выше остаточного.
- На выходной штуцер баллона устанавливается шланг и зажимается хомутом. Второй конец его подключается к сварочному аппарату.
- По инструкции к сварочнику установить на расходном редукторе значение, рекомендованное производителем. Для этого нужно открыть регулировочный вентиль.
- Прочистить канал провода горелки, если там осталась проволока от предыдущей работы.
- Установить катушку на размоточный шток. Проверить совпадение позиций штифтов и посадочных отверстий.
- Проволока пропускается через прокатывающий ролик.
- Установить прижимной ролик на место.
- С помощью регулировочного винта установить усилие прижима, чтобы проволока не проскальзывала в канавке.
- Протяжка проволоки в канал шнура горелки производится при снятом токопроводящем наконечнике.
- Накрутить наконечник подходящего диаметра на горелку и установить сопло на место.
- Подключить аппарат к сети.
- Подготовить свариваемые детали. Зачищается вся ширина кромки до металлического блеска.
- Разделка кромок и подготовка фасок не требуется для металлических поверхностей толщиной до 2,5 мм. Алюминий дополнительно очищается ацетоном.
- После подготовки деталей и проверки оборудования подключить клеммы электропитания. При постоянном токе применяется обратная полярность. К горелке с проволокой подключается «+» , а на изделие «-».
- Включить переключатель, который подает проволоку, в рабочее положение.
- Зажигается электродуга. Достаточно прикоснуться к металлу при наличии плавящейся проволоки.
- На нерабочем металле (образце) рекомендуется проверить точность настроек. И если требуется – подрегулировать.
- Производится сварка. Движение сопла горелки должно быть только в одном направлении, без поперечных движений. На вертикальной детали движение сопла сверху вниз.
- При большой толщине металла требуется подогрев до температуры 150-3000С.
- Детали свариваются на высокой скорости однослойным швом.
- Заканчивать сварку нужно, постепенно снижая температуру дуги (уменьшая силу тока). Перед этим убрать (прекратить подачу) присадочную проволоку.
Сварка металлов┃Точечная сварка┃Полуавтоматическая сварка┃Аргонная сварка┃KSL
Наша компания предлагает услуги по сварке металлов на современном оборудовании, по выгодным ценам и в оговоренные сроки!
Запрос расчета
Чтобы получить расчет вашей задачи или заказать услугу, свяжитесь с нами по телефону или электронной почте.
Или просто заполните форму и наши менеджеры свяжутся с вами в ближайшее время.
- +38 (050) 011 83 29
Полуавтоматическая сварка
Аргонная сварка
Точечная сварка
Конденсаторная сварка
Какие металлы мы можем сваривать?
Углеродистая сталь
Нержавеющая сталь
Другие металлы
Производство
2500 м2
Дизайн
офис
Новое оборудование
Быстрое производство
раза
Полный цикл
производство
Передовые технологии
Основные преимущества сварки металлов KSL
- Высокая точность и прочность швов, производимых нашим сварочным цехом
- Быстрая выдача образцов, заготовок
- Эффективность и гибкость производственного процесса в отличие от конкурентов
- Возможность работы с разными толщинами и типами металлов
- Качественная зачистка швов на специализированном оборудовании
- Возможность производить детали серийными партиями в непрерывном потоке
- Гарантия качества на указанные услуги
Почему услуги по сварке металла стоит заказать у нас?
Производство полного цикла
Ваш продукт производится одним подрядчиком на одном заводе
Мы соблюдаем сроки
Изготовление средней партии от 3-х рабочих дней
Рыночные цены на услуги
Мы постоянно мониторим рынок металлообработки и контролируем нашу систему ценообразования
Рисуем макеты продуктов
Бесплатно разрабатываем модель детали с нуля по вашему ТЗ
Продукция высокого качества
Качество продукции KSL соответствует всем международным стандартам
.
Быстрая доставка заказовОрганизуем доставку продукции до вашего склада, вам не нужно ни о чем беспокоиться
Примеры изделий, изготовленных методом сварки металлов
Полезная информация по сварке металлов
Технологии сварки, используемые KSL
Сварка полуавтоматическая
Сварка полуавтоматическая — специализированный технологический процесс сварки, осуществляемый с помощью электромеханического устройства, при котором процесс сварки происходит за счет плавящегося электрода в виде проволоки, которая механическим способом подается в зону сварки сайт. Он идеально подходит для листового металла. Технология используется для сварки различных металлических коробов, при ремонте кузовов автомобилей, в процессе создания различных каркасов, стоек и других металлических изделий. Полуавтоматическая сварка, показывает высокую производительность при сварке.
К основным преимуществам полуавтоматической сварки, используемой KSL, относятся:
• Использование автоматической подачи сварочной проволоки – что увеличивает скорость и качество сварки;
• Можем сваривать тонкие листы металла – толщина заготовок от 0,5 мм;
• Высокая универсальность – полуавтомат варит сталь, нержавеющую сталь, чугун и цветные металлы;
• На готовом сварочном соединении отсутствует шлак, что сокращает время доведения детали до готового состояния;
• При полуавтоматической сварке практически отсутствует дым, что положительно сказывается на здоровье работающих.
Аргонная сварка
Аргонная сварка — популярный технологический процесс сварки металлов, который происходит путем нагревания электрической дуги с использованием газа аргона. Аргон — инертный газ, основное назначение которого — защита металлов от воздействия кислорода. Обычное название этого процесса — аргонно-дуговая сварка. Метод применим к материалам, которые не соединяются по обычным технологиям, именно с помощью аргонной сварки возможно создание изделий или заготовок с использованием титана, алюминия, меди и других цветных металлов.
К основным преимуществам аргонодуговой сварки, применяемой компанией КСЛ, относятся:
• При аргонодуговой сварке получаются качественные швы, они ровные и прочные, без шлаковых образований;
• Возможно соединение различных видов металлов в единую конструкцию или изделие без изъянов и дефектов;
• Высокая тепловая мощность дуги, благодаря которой данный технологический процесс может быть произведен быстро
Сварка конденсаторная
Сварка конденсаторная – технологический процесс сварки металлов, который происходит за счет сварки давлением. При конденсаторной сварке энергия запасается в конденсаторах при их заряде от источника напряжения, затем в процессе разрядки эта энергия преобразуется в тепло, что и составляет сам процесс сварки. Соединение деталей происходит за счет высокой концентрации тепла в местах соприкосновения, между соединяемыми деталями.
К основным преимуществам конденсаторной сварки, применяемой KSL, относятся:
• Высокая скорость производственного процесса, до 600 точек в минуту;
• Точность соединения деталей и повторяемость процессов на линии сварки;
• Низкое тепловыделение, нет необходимости в охлаждающей жидкости;
• без расходных материалов, таких как электроды или сварочная проволока
Точечная сварка металла
Точечная сварка металла — технологический процесс сварки металлов, который происходит путем нагревания металла до температуры его плавления, создаваемого большой величиной электрического тока. Одновременно с прохождением тока и некоторое время после него происходит сжатие деталей, в результате чего происходит взаимное проплавление и сплавление нагретых участков металла. Довольно широко используется в промышленном производстве многих изделий, благодаря своей экономичности и высокой надежности. Практически любая машина, чайник, сетка, созданная методом точечной сварки. Поскольку тонкие металлы используются все чаще, эта техника становится все более актуальной. Самое главное в контактной сварке – точная установка параметров, так как чрезмерный нагрев приведет к порче изделия, а недостаточного тока просто не хватит для сварки двух деталей.
Часто задаваемые вопросы клиентов KSL
Сколько стоит сварка металла и какие сроки изготовления?
Для того, чтобы мы могли произвести точный расчет стоимости сварки металла, нам необходимо получить от Вас полную информацию о товаре, подробную спецификацию или чертеж в одном из следующих форматов: PDF, 3D модель в Solidworks. Цены на услуги сварки KSL определяются такими основными критериями, как:
- Объем заказа;
- Толщина и вид листа свариваемой детали, а также качество швов;
- Условия выполнения заказа;
- Сложность работы в зависимости от того, швы с зачисткой или без;
- Давальческое или собственное сырье;
Чтобы узнать сколько стоит сварка металла и заказать ее, вы можете выслать все имеющиеся чертежи и чертежи изделий на нашу электронную почту zakaz@ksl. ua, прикрепить файл в форме заказа вверху страницы , или позвоните нам.
Вы создаете чертежи продукта для нового клиента, если мы заказываем у вас?
Конструкторский отдел КСЛ в зависимости от сложности изделия может абсолютно бесплатно разработать для Вас чертеж интересующего Вас изделия, если потенциальный планируемый объем закупки оценивается руководителем направления как перспективный, в соответствии с требованиями компаний. Для создания профессионального чертежа нашим дизайнерским отделом вам необходимо предоставить следующую информацию:
- Чертеж в формате PDF или пример чертежа/фото/чертежа с указанием точных внешних и внутренних размеров интересующего Вас изделия;
- Какой формы, диаметра и толщины трубы вы будете использовать для получения готовой детали.
- Покраска будет или нет. Если да, то нужно указать цвет RAL и текстуру краски;
- Желаемый срок получения образца и заказа готовой партии;
- Будет давальческое или собственное сырье компании;
От какой суммы вы принимаете заказы на работу?
В связи с тем, что производственный процесс KSL заточен под средне- и крупносерийное производство, а индивидуальные заказы мы делаем достаточно редко, готовы рассмотреть варианты заказов от 1000 EUR. Но в любом случае обращайтесь к нашим менеджерам, они проконсультируют вас в кратчайшие сроки.
Где находится ваше производство?
Производственный комплекс компании КСЛ находится в г. Киеве по ул. Семьи Сосниных 9. Лазерная резка металла Киев очень популярна, ее производят многие киевские металлообрабатывающие цеха, но просим Вас обратить внимание на сроки заказы и качество товаров по доступной цене, предлагаемой KSL.
Выполняете ли вы заказы по всей Украине?
Компания КСЛ реализует заказы по всей Украине и за рубежом. К нам постоянно обращаются компании со всех регионов Украины: Харьковской, Днепровской, Одесской, Винницкой, Львовской, Полтавской, Запорожской, Луцкой и многих других регионов Украины.
Как найти в Интернете вашу компанию по сварке металлов?
точечная сварка
сварка алюминия
мелкий
гмав
сварка плавлением
сварка нержавеющей стали
TIG сварка алюминия
проволочная сетка для сварки
сварка алюминия рядом со мной
mig сварка алюминия
сварка металла киев
сварка металла украина
сварка металла ксл
Запрос расчета
Чтобы получить расчет вашей задачи или заказать услугу, свяжитесь с нами по телефону или электронной почте.
Или просто заполните форму и наши менеджеры свяжутся с вами в ближайшее время.
- +38 (050) 011 83 29
Другие виды услуг и продуктов KSL
Сварка MIG и TIG — полное сравнение
Изображение предоставлено Данилом Евским/Shutterstock.com Сварка MIG (металл в инертном газе) и TIG (вольфрам в инертном газе) — это методы соединения металлов, в которых используется защитный газ для защиты формирующихся и затвердевающих соединений от атмосферы. Эти два процесса в этом отличаются от сварки электродом, где горящий флюс, окружающий электрод, создает защитное облако над зоной сварки. Эти три метода вместе известны как дуговая сварка и используют тепло, выделяемое электрической дугой, для плавления металла. Сварка стержнем более формально называется дуговой сваркой в защитном металле или SMAW, в то время как MIG известна как дуговая сварка металлическим газом или GMAW, а TIG известна как дуговая сварка вольфрамовым электродом или GTAW. В этой статье кратко описываются различия между двумя методами сварки в среде инертного газа, MIG и TIG. Существует некоторая историческая дискуссия о том, означает ли буква «М» в MIG металл, как это принято считать, или механизированный, что на самом деле и есть. В этом механизированном процессе электрод автоматически подается в сварочную ванну, когда сварщик нажимает на курок. Конечно, здесь требуется сложная настройка. Сварочная проволока продается в катушках и изготавливается не только разных диаметров, но и из разных материалов, как и электроды для сварки в стержнях. Ролики, подающие сварочную проволоку от катушки к горелке, должны иметь размер в соответствии с диаметром проволоки, как и наконечник горелки, из которого выходит проволока. Более мягкие металлы, такие как алюминий, плохо подаются от станка к пистолету, поэтому требуется отдельное приспособление, которое размещает устройство подачи катушки ближе к самому пистолету. Сварщику необходимо выбрать соответствующую силу тока (как при сварке электродом), а также скорость подачи в зависимости от размера сварного шва и толщины материала. Выбор защитного газа и расхода также важны. Для разных металлов используются разные газовые смеси. Скорость потока регулируется в зависимости от скорости перемещения, среди прочих факторов, и некоторое количество газа должно продолжать поступать на соединение после прекращения сварки, чтобы обеспечить покрытие по мере затвердевания металла. Основным преимуществом сварки MIG по сравнению со сваркой электродами является эффективность использования материала. Теоретически сварочный аппарат MIG может вести непрерывную сварку до тех пор, пока не закончится катушка; сварщик электродов должен брать новый электрод через каждые несколько дюймов и очищать шлак при перезапуске. Эти маленькие заглушки, которые сварщик должен выбрасывать каждый раз на дюйм или два, могут привести к значительным потерям материала в ходе многих сварных швов. Некоторые утверждают, что MIG-сварка — это самый простой из трех процессов для изучения: если вы умеете герметизировать, вы можете MIG, говорят они. используется для сварки стали, нержавеющей стали и алюминия. Для нержавеющей стали обычно требуется смесь 90%/7,5%/2,5% гелия/аргона/диоксида углерода, в то время как для сварки алюминия используется чистый аргон или смеси аргона/гелия. Высокая температура плавления вольфрама позволяет ему производить дугу, достаточно горячую, чтобы плавить сталь, не сжигая себя. Отдельный присадочный стержень используется для добавления материала в сварной шов. Таким образом, сварка TIG выполняется двумя руками и не механизирована, хотя также можно использовать механизм подачи проволоки. Это ножной переключатель, который дает сварщику полный контроль над тем, что происходит в сварочной ванне или ванне. Количество тепла, идущего в металл, можно изменять, просто нажимая или выпуская «газ», контролируя силу тока дуги. Этот контроль позволяет соединять очень тонкие металлы — например, банку пива — без прожога. Аналогичным образом, при ручном манипулировании присадочной проволокой сварщик имеет очень много переменных, находящихся под непосредственным контролем. Как и в случае MIG, защитный газ выходит через сопло горелки TIG. Сама горелка требует некоторого охлаждения. Легко понять, почему TIG является самым сложным из трех процессов для изучения. Вольфрамовые электроды необходимо правильно заземлять и обслуживать. Для получения поразительно красивых сварных швов можно использовать специальные приемы, такие как «прохождение чашки». Как и в случае со сваркой MIG, эстетика поверхностна. Сварка ВИГ используется для получения чрезвычайно чистых сварных швов, что может быть уместно для трубопроводной системы, в которой используются высокоочищенные химические вещества. может использоваться для сварки стали, нержавеющей стали, алюминия, никелевых сплавов, магния, меди, латуни и бронзы. Используются газовые смеси, подобные тем, которые используются для сварки MIG. В этой статье представлено краткое описание сварки MIG и TIG. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах. Дуговая сварка порошковой проволокой или сварка трубчатым электродом представляет собой разновидность сварки GMAW. В этом процессе электрод имеет трубчатую конструкцию. Электрод покрыт флюсом, отсюда и название «флюсовый». FCAW, в некотором смысле, является комбинацией SMAW и GMAW. Экранирование обеспечивается флюсом, содержащимся внутри электродной проволоки, а иногда и газом, подаваемым извне. Как и в GMAW, проволока подается непрерывно, а дуга между этой проволокой и заготовкой служит средой для переноса металла. Принципы дуговой сварки порошковой проволокой Защитный газ для дуговой сварки порошковой проволокой Как работает защитный газ? Какие газы можно использовать для защиты в процессе FCAW? Углекислый газ Как можно использовать CO2 в качестве защитного газа, если это активный газ? Смеси аргона и диоксида углерода Аргонно-кислородные смеси Электрод FCAW представляет собой полую трубку. На проволоке FCAW виден тонкий шов. Этот шов не виден на обычной проволоке, используемой для других процессов сварки, таких как процессы SAW или GMAW. Экранирующее действие в процессе FCAW может быть достигнуто только за счет флюса, содержащегося в сердечнике проволоки. Или он может быть дополнен защитным газом, подаваемым извне, аналогично процессу GMAW. Газ, который обычно используется, представляет собой углекислый газ. Добавление газа CO2 улучшает защитное действие вокруг дуги. В результате получается более красивый сварной шов, а также лучшие свойства. FCAW можно использовать в полуавтоматической установке или в установке для машинной сварки, в установке для автоматической сварки. Однако, как и GMAW, полуавтоматический FCAW является наиболее распространенным вариантом в отрасли. При полуавтоматической сварке FCAW проволока подается автоматическим механизмом подачи проволоки, а сварщик регулирует сварочную горелку и манипулирует ею по мере необходимости. Такие параметры, как сила тока, должны быть установлены сварщиком вручную. FCAW также можно использовать в сварочном аппарате. В дополнение к подаче проволоки станок также контролирует перемещение вдоль заготовки. Оператор просто наблюдает за сваркой и вмешивается в случае возникновения каких-либо проблем. В то время как полуавтоматическая сварка является наиболее распространенной версией FCAW в промышленности, также встречается автоматическая версия. Особенно в приложениях, где требуется высокая производительность. В Дуговая сварка порошковой проволокой, в дополнение к защитному действию, обеспечиваемому флюсом, также обычно используется защитный газ. Использование защитного газа дает преимущества: сварной шов имеет лучший внешний вид, меньше дефектов, связанных с защитой, а также лучшие механические свойства. Детали оборудования FCAW, связанные с газом, включают в себя шланг подачи, газовый регулятор, установленный на цилиндре, и шланг для подачи газа к сварочному пистолету. Защитный газ для сварки FCAW поставляется в жидком виде в больших резервуарах для хранения, снабженных испарителями. При подаче в баллоне высокого давления газ может подаваться и в газовой форме. Посмотрим, как работает защитный газ при дуговой сварке порошковой проволокой. В первую очередь защитный газ защищает сварочную дугу от атмосферных газов, таких как азот и кислород. Защитный газ вытесняет атмосферные газы из непосредственной близости от сварочной дуги. Таким образом, он защищает расплавленный металл, действуя как защитный слой над дугой. Эта газовая защита является дополнением к экранирующему действию, обеспечиваемому флюсом в сердцевине электрода. Флюс действует почти так же, как покрывающий флюс при сварке SMAW. Если это экранирование не предусмотрено, наплавленный металл будет испорчен пористостью и будет иметь плохой внешний вид. Можно использовать как инертные, так и активные газы. В то время как углекислый газ является наиболее часто используемым газом, также наблюдается комбинация аргона и кислорода, аргона и углекислого газа. Выбор защитного газа, в конечном счете, определяется наличием газа, его стоимостью, требуемым проникновением в сварной шов (CO2 обеспечивает глубокое проникновение) и свариваемым основным металлом. Различные используемые защитные газы обсуждаются ниже: Двуокись углерода образуется как побочный продукт сжигания углеводородов, таких как природный газ, кокс или мазут. Он также производится как побочный продукт брожения спирта и путем прокаливания известняка в печах для обжига извести. Газ CO2 обычно поставляется в виде газовых баллонов. Эти баллоны хранят его под высоким давлением, и он существует в виде смеси газа и жидкости. Газовые баллоны являются более распространенным способом снабжения. Газовый баллон содержит CO2 частично в виде жидкости и частично в виде газа. Две трети пространства внизу занято жидкостью, а одна треть пространства над ним занята СО2 в парообразном состоянии. По весу жидкая часть составляет 90% от общего количества. Во время сварочных работ по мере того, как газ выходит из баллона, давление в баллоне начинает постепенно падать. Это заставляет жидкий CO2 постепенно превращаться в газ. Когда давление внутри баллона (фактическое значение можно увидеть на регуляторе давления, установленном на верхней части баллона) падает до 200 psi, баллон необходимо заменить на новый. Давление в баллоне не должно быть ниже атмосферного, иначе влага, атмосферные газы могут загрязнить баллон. Обычно баллон может подавать газ со скоростью от 10 до 50 куб. Почему? Потому что при падении давления внутри баллона жидкий СО2 превращается в газообразный СО2. Этот процесс является эндотермическим – он поглощает тепло из окружающей среды. Если скорость этого процесса слишком высока, большое поглощение тепла может привести к замерзанию регулятора давления. Это препятствует плавному течению газа. Кроме того, чрезмерная скорость потока также может привести к вытеканию жидкости из цилиндра. Реже между источником газа и регулятором размещают нагреватель, чтобы не возникала описанная выше проблема замерзания. Если для работы требуется расход газа выше 25 куб. футов/час, рекомендуется использовать два баллона вместо одного. CO2 является наиболее часто используемым газом для защиты в процессе FCAW, несмотря на то, что это не инертный, а активный газ. Такое широкое распространение связано с его низкой стоимостью и возможностью глубокого проникновения при сварке. Газ CO2 инициирует глобулярный режим переноса расплавленного металла. Как правило, инертные газы, такие как аргон, наиболее предпочтительны для защиты при сварке FCAW и GMAW. Инертные газы химически инертны. Эй, не реагируй ни на что. Следовательно, они идеально подходят для экранирования. Активные газы, напротив, химически активны. Они образуют оксиды, вредные для сварного шва. Однако у CO2 есть некоторые преимущества, которые позволяют использовать его в качестве защитного газа в процессе FCAW. CO2 имеет низкую стоимость и способствует глубокому проплавлению сварных швов. При сварке распадается на окись углерода и кислород. Для противодействия окислительному воздействию во флюс, помещенный в сердечник проволоки FCAW, вводятся раскисляющие элементы. Эти раскисляющие элементы сочетаются с кислородом. Продукты реакции превращаются в шлак. Часть CO2 распадается на углерод и кислород. Часть этого углерода может попасть и в металл сварного шва. Следовательно, CO2 не является подходящим выбором для защиты нержавеющей стали, где усердно стремятся сохранить меньше углерода. В некоторых низколегированных сталях дополнительный углерод также может повредить пластичности и ударной вязкости. Иногда в качестве защитного газа используется смесь двуокиси углерода и аргона. Обычно 75% смеси составляет аргон, а остальные 25% составляют углекислый газ. Высокое содержание аргона обеспечивает лучшую эффективность наплавки, а также улучшает внешний вид сварного шва. Смесь производит глобулярный режим переноса расплавленного металла. Риск внедрения углерода в металл шва минимален. Кроме того, образование оксидов сведено к минимуму. Полученный металл шва также имеет лучшие механические свойства. Для сталей SS и LAS, где чистый CO2 не лучший выбор, используется смесь Ar-CO2. При выборе защитного газа необходимо следовать рекомендациям производителя электродов. Если электрод предназначен для использования с CO2, то его использование с Ar-CO2 будет проблематичным. Произойдет избыточное накопление раскисляющих элементов, таких как марганец, кремний, так как эти элементы не находят достаточного количества O2 для соединения. Избыток этих элементов также может испортить механические свойства. Смеси аргона с кислородом, содержащие от 1 до 2% О2, также используются в качестве защитного газа при дуговой сварке порошковой проволокой. Эта смесь обеспечивает перенос металла распылением. Таким образом, брызги значительно уменьшаются. Эта смесь особенно подходит для сварки нержавеющих сталей, где использование CO2 нежелательно. Итак, это было введение в дуговую сварку с флюсовой проволокой. Существуют различные преимущества использования дуговой сварки с флюсовой сердцевиной по сравнению с другими процессами, которые делают ее предпочтительным выбором процесса сварки в определенных ситуациях. Оборудование для дуговой сварки с флюсовой проволокой в основном похоже на GMAW с тем основным отличием, что потребность в защитном газе исключена или сведена к минимуму. Пожалуйста, оставьте свое мнение в разделе комментариев ниже. Для применения этого метода необходимы государственные стандарты, регламентирующие и облегчающие построение правильного технологического процесса, направленного на создание качественного сварочного соединения: монтаж трубопровода или его ремонт, изготовление и монтаж резервуаров и емкостного оборудования, изготовление промышленных конструкций, а также дизайн интерьеров или мелкосерийное сварочное производство. Область применения этого метода сварки также велика: Согласно последнему отчету о рынке оборудования для дуговой сварки, мировые продажи оборудования для дуговой сварки достигли ~1 600 000 единиц в 2018 году. Согласно всестороннему исследованию и глубокому изучению, ожидается, что увеличение числа жилищных и инфраструктурных проектов и улучшение объектов общественного транспорта, в том числе железных и автомобильных дорог, приведет к значительному росту рынка дуговой сварки во всем мире. Различные технологии дуговой сварки, такие как дуговая сварка металлическим газом (GMAW) и дуговая сварка газовым вольфрамом (GTAW), широко используются в автомобильной промышленности. Ожидается, что дальнейший рост рынка будет обусловлен развитием автомобильных конструкций, нуждающихся в конкурентоспособных процедурах дуговой сварки, в сочетании с растущим спросом на автомобили. Кроме того, ожидается, что несколько крупномасштабных инфраструктурных проектов, запущенных в рамках государственных программ развития, станут основными движущими силами роста рынка оборудования для дуговой сварки на международном уровне. По оценкам, в 2019 году мировой рынок оборудования для дуговой сварки достигнет выручки в размере ~ 5 млрд долларов США, и ожидается, что к концу 2029 года он будет демонстрировать впечатляющий рост.0376 Ожидается, что увеличение капитальных затрат на строительство в сочетании с крупными инфраструктурными проектами, запланированными в развивающихся регионах в ближайшем будущем, повысит продажи оборудования для дуговой сварки в течение расчетного периода. Ожидается, что безудержные инвестиции в основные отрасли промышленности будут стимулировать спрос на оборудование для дуговой сварки и газы в течение прогнозируемого периода. Хотя дуговая сварка металлическим электродом в среде защитного газа (SMAW) или более широко известная как технология электродуговой сварки является старейшим методом дуговой сварки на современном рынке, она неожиданно удерживает наибольшую долю рынка, несмотря на другие технологии дуговой сварки, разработанные для различных областей применения. Сварщики считают полуавтоматическое оборудование для дуговой сварки более экономичным и эффективным по сравнению с оборудованием для ручной и автоматической дуговой сварки. Таким образом, растущий спрос на полуавтоматическую дуговую сварку, по оценкам, будет стимулировать рост мирового рынка оборудования для дуговой сварки. Полуавтоматическое оборудование для дуговой сварки, такое как TIG (вольфрамовый инертный газ), MIG (металлический инертный газ) и оборудование для дуговой сварки с флюсовой проволокой, завоевывают популярность на рынке Ближнего Востока и Африки благодаря росту отраслей конечного использования, таких как как строительство, энергетика, автомобилестроение, нефть и газ. Тенденции развивающихся рынков, продиктованные технологиями и использованием газа Использование гелия для защиты при дуговой сварке могло бы быть плодотворным, но его высокая цена и дефицит привели к его неравномерному использованию в различных странах мира. Использование гелия особенно распространено в странах с избытком природного газа, что приводит к резкому снижению отпускных цен. США, Катар и Алжир являются одними из крупнейших стран, производящих около 75% всего мирового производства гелия. Гелий в таких странах продается по цене около 30 000 долларов США за тонну, в то время как цена продажи в других странах может достигать 75 000 долларов США за тонну. Недавняя инфляция цен на гелий также была тревожным фактором, поскольку цены на сырой гелий выросли на 135% в годовом исчислении на недавно завершившемся аукционе правительства США. Когда дело доходит до выбора защитного газа для сварки металлов дуговой технологией, инертные газы занимают первое место в списке по сравнению с другими газами. Рынок оборудования для дуговой сварки: информация о поставщиках В анализе исследования также представлены ценные сведения о конкурентной структуре рынка оборудования для дуговой сварки и типичных подходах ведущих игроков рынка. По оценкам, мировой рынок оборудования для дуговой сварки достаточно фрагментирован: на ведущих игроков приходится менее 43% всего рынка. Некоторыми из ключевых игроков, выявленных на глобальном конкурентном рынке, являются Daihen Corporation, The Lincoln Electric Company, Colfax Corporation, Obara Group, Inc., Illinois Tool Works Inc, Hyundai Welding Co. Это исследование освещает ключевые возможности рынка оборудования для дуговой сварки и показывает, что в течение прогнозируемого периода рынок будет демонстрировать среднегодовой рост примерно на 6%. Эти выводы основаны на отчете о рынке оборудования для дуговой сварки , подготовленном Persistence Market Research. Оборудование для ручной сварки TIG (аргонодуговая) . Эти три метода развиваются в направлении все большего и большего контроля и все большей точности с соответствующим увеличением стоимости оборудования. Сварка стержнем, пожалуй, самая грубая из трех, но она имеет огромное применение в металлоконструкциях, производстве тяжелого машиностроения, прокладке трубопроводов, ремонте строительного оборудования, восстановлении поверхности копательных/режущих инструментов и так далее. Основным преимуществом дуговой сварки, помимо ее простоты, является ее полезность на открытом воздухе, когда ветру не мешает экранирование горящего флюса. Сварка МИГ
Сварщику нужно только перемещать горелку MIG вдоль стыка, и аппарат MIG подает сварочную проволоку, подавая на нее атмосферу инертного газа. Отпустите курок, и процесс остановится. Нет дыма от горящего флюса, нет шлака, покрывающего соединение после его затвердевания, и сварщику не нужно вручную подавать электрод в ванну по мере его израсходования — три характеристики, связанные со сваркой электродом. Большая часть этой информации систематизирована, чтобы обеспечить отправную точку. Хотя это может быть правдой с точки зрения одного фактора, с которым нужно иметь дело, а именно ручной подачи присадочного металла в соединение, существует довольно много техники и знаний, необходимых для выполнения надежной сварки MIG, такой же красивой, как и сам сварной шов. может быть. На самом деле существует четыре типа процессов MIG: перенос с коротким замыканием, перенос распылением, импульсный перенос распылением и шаровидный перенос. Сварка ВИГ
Ножной переключатель доступен, чтобы еще больше усложнить ситуацию. Резюме
Источники
Другие товары для сварки:
Еще от Изготовление и изготовление на заказ
Дуговая сварка порошковой проволокой (FCAW)
Он имеет некоторые преимущества по сравнению со сваркой MIG, такие как улучшенное действие дуги, улучшенные свойства металла шва и в целом лучший внешний вид сварного шва. Принципы дуговой сварки порошковой проволокой
Внутренняя часть этой трубки заполнена флюсовым материалом. Этот флюс похож на покрывающий флюс на стержневом электроде. Он состоит из раскислителей, металлического порошка (порошков) и других легирующих элементов. Дуговая сварка порошковой проволокой Защитный газ
Как действует защитный газ?
Кроме того, металл шва не будет иметь желаемых свойств. Какие газы можно использовать для защиты в процессе FCAW?
Когда он поставляется в большом количестве в больших резервуарах для хранения, он также поставляется в виде жидкости. футов в час (от 4,7 до 24 литров в минуту). Однако, если вы используете один баллон, рекомендуется не превышать 25 куб. футов в час (12 литров в минуту). Шлак, скопившийся поверх затвердевшего металла сварного шва, можно безвредно удалить. Для сварки в нерабочем положении смесь Ar-CO2 предпочтительнее CO2 из-за лучших характеристик дуги. Артикул — VRS Group GmbH
Основной перечень стандартов распространяется на аргонную сварку: 3242 Соединения сварные, 23870 Свариваемость сталей, 14782 Неразрушающий контроль, 16037 Соединения сварные стальных труб, 14771 Дуговая сварка в защитных газах, 23518-79 Дуговая сварка в защитных газах. Суть этого вида сварки заключается в подаче электрической дуги от вольфрамового электрода к изделию, находящемуся в атмосфере защитного газа — аргона, гелия или смеси газов. Электрическая дуга служит источником нагрева, плавящего и сваривающего металл. Для этого применяют инертные газы, они негорючи и выполняют функцию защиты горящей дуги и сварочной ванны, т. е. свариваемого изделия, от окружающего воздуха. При недостаточной защите сварочного лотка происходит раскисление расплавленного металла шва, что резко снижает качество сварного соединения и, соответственно, изделия. Количество защитного газа определяется внешней средой (наличие ветра, сквозняка) и течением. При слаботочных нагрузках до 60-80 А расход защитного газа устанавливается на уровне 4-5 литров в минуту. Этого количества достаточно для защиты сварного шва от вредного воздействия кислорода, содержащегося в воздухе. При более высоких токовых нагрузках и условиях внешних факторов количество инертного газа может достигать 15-18 л/м.
Большинство металлов можно сваривать аргонно-дуговой или аргонной сваркой:
Дизайн интерьера, мебель из нержавеющей стали, ограждения из нержавеющей стали, аксессуары для бассейнов и саун, элементы декора ванных комнат, мебель из нержавеющей стали, дизайн кафе и ресторанов, дизайн интерьера, дизайн развлекательных центров и сварка нержавеющих элементов, интерьер-мебель, дополнительные элементы интерьера, эксклюзивная мебель, лестницы, производство плитки из нержавеющей стали, перила и дизайн интерьера, декор, строительство, дом и интерьер, кухни из нержавеющей стали, декоративные элементы интерьера, системы ограждений, изготовление интерьерных конструкций, композиционные решения для домашнего интерьера, дизайн интерьера и экстерьера, стиль хай-тек.
Производство емкостей из нержавеющей стали и титана, ремонт и монтаж технологических трубопроводов на объектах пищевой и химической промышленности, восстановление и ремонт изношенных или морально устаревших деталей, механизмов, изделий- ремонт автомобильных радиаторов охлаждения и кондиционеров, алюминия агрегаты и блоки автомобилей, катеров, яхт, бытовой техники и многое другое.
Данный вид сварки применяется в пищевой, химической, фармацевтической, нефтеперерабатывающей, газовой, автомобильной, судостроительной, агропромышленном комплексе, космической отрасли.
На сегодняшний день в работе с цветными металлами наиболее широко применяется аргонно-дуговая сварка. При массе достоинств, таких как: высокая однородность металла сварного шва, возможность работы с малыми толщинами стенок изделия, простота технологического принципа, широкая область применения, есть и «минусы» его Применение: плохо подходит для изделий с большой толщиной стенки, протяженностью швов и относительно медленным процессом сварки, а также возникновением сварочных деформаций. В этом случае целесообразно использовать другие виды сварки, такие как MIG/MAG, что дает более высокую скорость сварки и большее количество наплавленного металла. В современной промышленности для более высокой рентабельности процесса сварки часто знакопеременные виды сварки: аргонно-дуговая стандарт 23518-79WIG/TIG – ручная дуговая MMA 11534-75, а также аргонодуговая WIG/TIG – полуавтоматическая MIG/MAG 11513-75. Технология сварки значительно шагнула вперед в своем развитии за последние несколько лет. Имеются сварочные аппараты известных фирм: Migatronic, Kemmpi, EWM, Fronius, ESAB и др., обладающие широким набором сварочных функций, позволяющих сварщику добиться высокого качества своей деятельности.
Авторы статьи надеются, что эта информация стала полезной и расширила ваше представление об аргонно-дуговой сварке. Исследование: сварщики предпочитают полуавтоматическое оборудование для дуговой сварки
Согласно анализу исследования, прогнозируется, что мировой рынок оборудования для дуговой сварки будет демонстрировать среднегодовой темп роста примерно 6% в течение прогнозируемого периода 2019 и 2029 годов. Растущий спрос на продукцию для дуговой сварки со стороны нескольких отраслей конечного использования, таких как автомобилестроение и Строительство, по оценкам, будет стимулировать рост рынка оборудования для дуговой сварки в прогнозируемый период. Другие технологии сварки, следующие за пятками, — это дуговая сварка с флюсовой проволокой (FCAW), плазменная дуговая сварка (PAW) и дуговая сварка металлическим газом (GMAW). Индивидуальные и специфические сварочные операции требуют дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), для которой требуется профессиональный опытный персонал по дуговой сварке, поскольку ее нельзя легко автоматизировать. Гелий и аргон являются двумя наиболее распространенными инертными газами, используемыми в технологии дуговой сварки, но высокая цена гелия вынуждает операторов сварки выбирать аргон для защиты. Его низкая цена в сочетании с выгодными защитными свойствами, вероятно, повлияет на доминирование аргона на рынке оборудования для дуговой сварки и газа в текущем сценарии, а также в будущем. Ltd, Fronius International GmbH, Panasonic Corporation и Kemppi Oy. . Ручное сварочное оборудование TIG (Argon Arc) Производители, поставщики и экспортеры в Индии Лучшие поставщики и производители в Индии