Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
 При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки. Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке.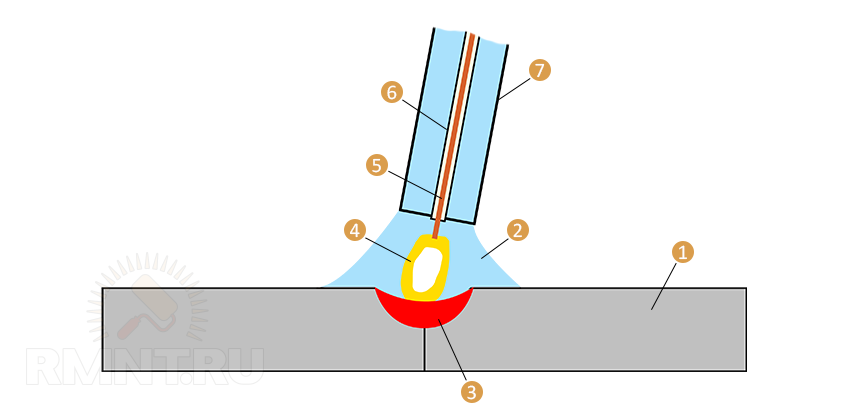 Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Техника полуавтоматической сварки в среде углекислого газа
Для ремонта кузовных деталей автомобиля, работ с тонколистовой сталью применяется полуавтоматическая сварка в среде углекислого газа. Благодаря автоматизации процесса, ровный шов может получиться даже у начинающего сварщика.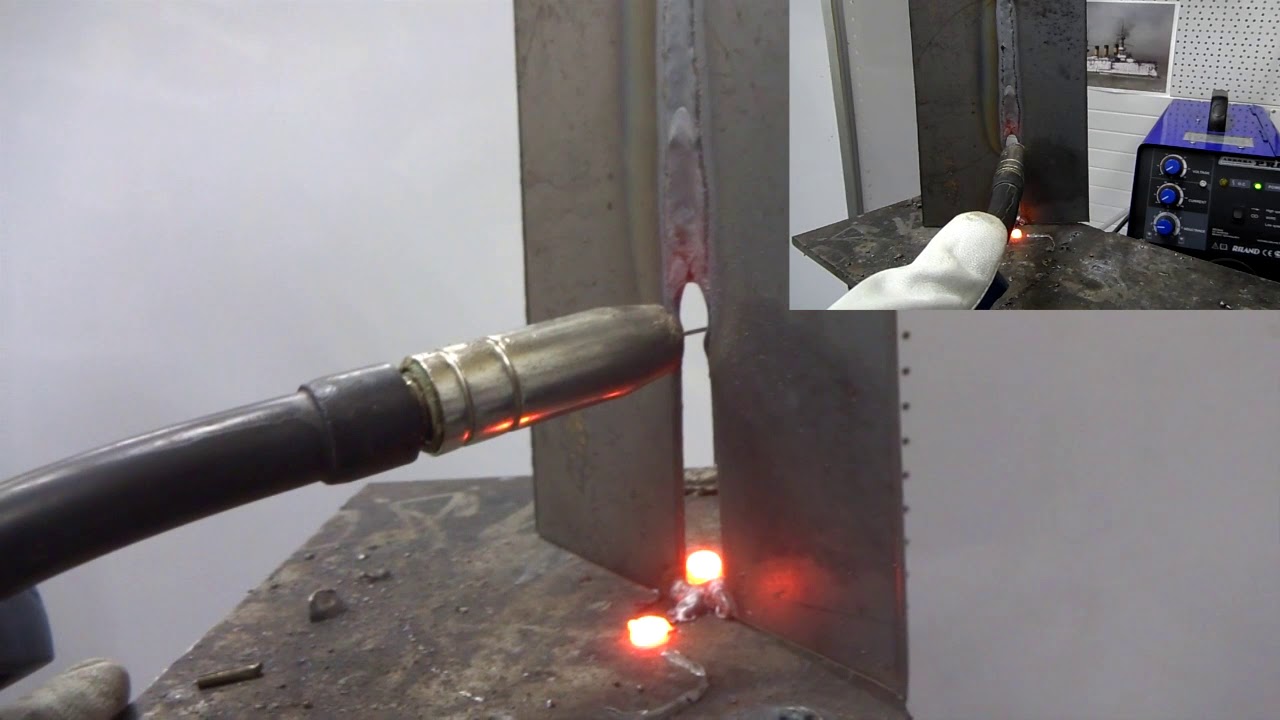
При выполнении работ, обрабатываемая поверхность нагревается меньше, в результате наблюдается только незначительная деформация или коробление детали.
Где используется сварка углекислотой
Заверение о том, что сварочные полуавтоматы для сварки в среде углекислого газа применяются исключительно для ремонта кузовов автомобилей неверное. Сварка с использованием углекислоты, также применяется в следующих отраслях:
- Изготовление стальных конструкций с большим количеством сварных швов на 1 п.м.
- Машиностроение.
- Изготовление приборов.
- Ремонт и производство кованых конструкций: решеток, перил, ворот, ограждений и т.д.
Возможно применение сварки с использованием СО² и в других сферах производства, где особенное внимание уделяется слабому нагреву поверхности и деформации детали при ее обработке.
Техника сварки в углекислом газе
Выполнение сварочных работ и технология полуавтоматической сварки в среде углекислого газа достаточно простая, по сути, от мастера требуется выдержать необходимый вылет проволоки и перемещать горелку автомата с одинаковой скоростью.
В результате получается равномерный шов без наплывов, обеспечивается достаточный провар стали и механическая прочность получаемого соединения.
Во время выполнения работ от мастера требуется соблюдение следующих рекомендаций:
- Перед началом сварки следует убедиться в том, что защитный газ выходит из горелки. Рабочее давление углекислоты при сварке полуавтоматом 0, 02 кПа. Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.
- Угол горелки должен находиться в пределах 65-75°. Шов необходимо вести справа налево, так лучше просматриваются свариваемые кромки.
- Сила тока. Режимы сварки в углекислом газе регулируются методом изменения скорости подачи проволоки и напряжения дуги.
Какое давление углекислоты при сварке
ГОСТ на полуавтоматическую сварку в углекислом газе регулируется руководящим документом 26-17-051-85..jpg) Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.
Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.
Подача углекислоты может быть изменена в большую сторону при наличии сквозняков, ветра и других негативных факторов. Решающее значение при выборе подходящего рабочего режима играет качество получаемого шва.
Сущность сварки в среде углекислого газа сводится к тому, что СО² обеспечивает защиту обрабатываемой поверхности от перегрева. Как правило, качество шва напрямую зависит от расхода углекислоты при сварке полуавтоматом. При этом от мастера требуется обеспечить оптимальные затраты между использованием газа и расходом сварочной проволоки.
Для определения оптимальной нормы расхода углекислоты при сварке полуавтоматом, опытные сварщики используют следующий метод. Выставляют давление приблизительно, так, чтобы получался идеальный шов, после этого снижают подачу газа и напряжение, пока сварочное соединение не станет пузыриться и шипеть. Возвращаются к успешной последней настройке.
Возвращаются к успешной последней настройке.
Расход углекислоты для сварочного полуавтомата
Хотя нормы расхода углекислоты зависят от многих факторов, в среднем для полуавтомата предусмотрены следующие затраты расходных материалов:
- Скорость подачи проволоки – зависит от ширины расходного материала, составляет, от 35-250 мм/сек.
- Расход газа – определяется качеством флюса и погодными условиями. Может варьироваться от 3 до 60 л/мин.
Расчет расхода углекислого газа при полуавтоматической сварке можно выполнить самостоятельно, зная следующие параметры:
- Затраты на подготовительные работы составляют около 10% от общего расхода СО².
- Удельный расход газа, необходимый для прохождения шва.
Также при расчетах принимают во внимание толщину проволоки и обрабатываемого металла.
В баллон заливается около 25 кг углекислоты. В результате химической реакции из каждого килограмма получается около 509 л газа. Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.
Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.
Существует возможность обойтись без использования защитного газа. Вместо СО² применяют порошковую проволоку. При нагревании проволока, покрытая порошком, выделяет газ, который и защищает обрабатываемую поверхность от перегрева.
В комплект оборудования для полуавтоматической сварки в углекислом газе входит:
- Выпрямитель – может быть трансформаторного или инверторного типа. Первый оптимально подходит для толстой проволоки, второй обеспечивает равномерную подачу напряжения и стабильную дугу сварки.
- Подающий механизм – имеет ограничения по толщине проволоки. При выборе следует учитывать, что не каждый флюс можно будет использовать при выполнении сварочных работ.
- Держатель со шлангами.
Все оборудование в совокупности обеспечивает оптимальный рабочий режим и создается условия для формирования качественного сварного шва.
Сварка полуавтоматом в среде углекислого газа для начинающих. Особенности сварки газом с помощью полуавтомата для начинающих, видео
ГлавнаяПолСварка полуавтоматом в среде углекислого газа для начинающихПолуавтоматическая сварка в среде защитных газов: инструкция
Полуавтоматическая сварка в среде защитных газов (она же MIG/MAG сварка) — один из самых распространенных методов соединения металлов. С применением полуавтомата и защитного газа можно сварить детали из любых металлов, при этом работать можно и на улице, и в цеху.
В этой статье мы подробно расскажем, какова технология полуавтоматической сварки, какое оборудование и комплектующие используются. Эта статья — своеобразная инструкция для начинающих. После прочтения вы будете знать все основы и сможете приступить к сварке.
Содержание статьи
Общая информация
Технология полуавтоматической сварки крайне проста. В работе зачастую используется плавящаяся проволока и защитный газ. В качестве газа используют аргон, углекислоту или гелий, а иногда и смеси этих газов. Сварка выполняется с применением полуавтомата, на нем устанавливается постоянный или импульсный ток. Во время сварки плавится и проволока, и сам металл. Они смешиваются и образовывают единый шов. Газ выполняет защитную функцию. Он подается в сварочную зону с помощью горелки и защищает шов от окисления и образования дефектов.
Также существует сварка неплавящимся электродом в среде инертного газа, но она применяется редко, поэтому не будем заострять на ней внимание. А вот о чем стоит рассказать подробнее, так это о сфере применения такой сварочной технологии. MIG/MAG сварка может применяться не только на суше, но и под водой, что существенно увеличивает возможности сварщика.
Читайте также: Подводная сварка
Применяемое оборудование
Полуавтоматическая сварка в среде защитных газов предполагает использование не только полуавтомата, но и источника тока. В качестве источника можно использовать обычную бытовую розетку, если напряжения достаточно, и оно бесперебойное. Также для полноценной работы вам нужно работать с механизмом, который будет подавать проволоку, а также выбрать сменные детали. Далее мы подробно все расскажем.
В качестве источника можно использовать обычную бытовую розетку, если напряжения достаточно, и оно бесперебойное. Также для полноценной работы вам нужно работать с механизмом, который будет подавать проволоку, а также выбрать сменные детали. Далее мы подробно все расскажем.
Сварочный полуавтомат
Сварка в защитных газах выполняется с помощью полуавтомата. Полуавтоматом называют как отдельный сварочный аппарат, так и комплекс всего оборудования, в том числе баллона с газом. Работа может выполняться на специальном сварочном посте, станке или без поста. Ниже изображен стандартный комплект сварочного оборудования для MIG/MAG сварки.
Стандартный сварочный полуавтомат для работы с плавящимся электродом в защитных газах состоит из источника тока, механизма подачи проволоки, горелки, кабелей, встроенного управления, системы подачи газа, системы охлаждения.
Сварочный аппарат полуавтомат может иметь различное назначение. Наверняка вы заметили, что в ходе статьи мы упоминали термины MIG и MAG. Данными терминами обозначается тип сварки. MAG — сварка в среде активных газов. MIG — сварка в среде инертных газов. Соответственно, аппаратом MIG вы не сможете выполнить MAG сварку, и наоборот.
Данными терминами обозначается тип сварки. MAG — сварка в среде активных газов. MIG — сварка в среде инертных газов. Соответственно, аппаратом MIG вы не сможете выполнить MAG сварку, и наоборот.
Для большей универсальности можно приобрести полуавтомат, способный работать и в MIG, и в MAG режиме. Так ваши возможности будут намного шире. Есть еще FCAW сварка с применением порошковой проволоки. Порошковая проволока — это полая трубочка, внутри которой содержатся флюсы. Такую проволоку используют без защитного газа, так что не будем на этом останавливаться.
Системы подачи проволоки
Выше мы упоминали, что при сварке полуавтоматом проволока подается с помощью специального механизма. Он может работать по трем принципам: толкающем, тянуще-толкающем и тянущем. Самая популярная система подачи проволоки — толкающая, она самая недорогая и встречается в большинстве бюджетных полуавтоматов.
Главный недостаток — ограниченное количество метров газового шланга, который можно использовать. А именно, 5 метров в длину. Если в полуавтомате используется другая система подачи проволоки, то можно использовать шланг длиной от 10 метров и больше. Также можно использовать более толстую проволоку, но нужно учитывать, что такой механизм будет весить намного больше.
А именно, 5 метров в длину. Если в полуавтомате используется другая система подачи проволоки, то можно использовать шланг длиной от 10 метров и больше. Также можно использовать более толстую проволоку, но нужно учитывать, что такой механизм будет весить намного больше.
Также обратите внимание на регулировку скорости подачи проволоки в выбранной вами модели. Новичкам рекомендуем выбирать механизмы с автоматической регулировкой скорости подачи, так вы избавитесь от лишней головной боли. Ну а профессионалы зачастую выбирают механизмы с ручной регулировкой, поскольку их опыт позволяет устанавливать индивидуальные настройки для каждого типа работ. Сами механизмы подачи могут быть встроенными в полуавтомат, а могут быть переносными. У переносных гораздо больше возможностей, но они громоздкие и не позволяют варить в труднодоступных местах.
Сменные детали
У полуавтомата есть дополнительные сменные детали, за которыми нужно периодически следить. К таким деталям относится токосъемный наконечник и сопло. Следите, чтобы эти детали были в исправном состоянии, поскольку от них во многом зависит стабильность горения дуги. Рекомендуем сразу приобрести качественные сменные детали, чтобы они не подвели вас в самый неподходящий момент.
Следите, чтобы эти детали были в исправном состоянии, поскольку от них во многом зависит стабильность горения дуги. Рекомендуем сразу приобрести качественные сменные детали, чтобы они не подвели вас в самый неподходящий момент.
Применяемые комплектующие
Сварка полуавтоматом с газом предполагает использование проволоки и, конечно, защитного газа. Ниже вы можете видеть таблицу с используемыми типами газов.
Если вы внимательно изучите таблицу, то обнаружите, что применяются самые разнообразные газы: и активные, и инертные, и смеси газов, в том числе активных с инертными. Газ, который не рекомендуется применять при полуавтоматической сварке — водород. При его использовании металл сильно разбрызгивается и шов получается некачественным.
Теперь о проволоках. Есть отдельный ГОСТ №2246-70, согласно которому допускается использование 75 марок сварочной проволоки. Вы сами понимаете, что при таком разнообразии трудно давать какие-то общие рекомендации по правильному выбору проволоки. Скажем лишь одно: ориентируйтесь на марку детали, которую собираетесь варить. И исходя из этого подбирайте марку проволоки.
Скажем лишь одно: ориентируйтесь на марку детали, которую собираетесь варить. И исходя из этого подбирайте марку проволоки.
Особенности сварки в среде углекислого газа
Поскольку в рамках одной статьи мы не сможем рассказать об особенностях полуавтоматической сварки в среде всех защитных газов, мы решили рассказать только про сварку в углекислоте. Это популярная и эффективная технология сварки, так что запомните (а лучше запишите) все, что прочтете ниже.
Выбор сварочной проволоки
Выбор сварочной проволоки при сварке в углекислоте — дело непростое. Дело в том, что при сварке в углекислоте стальные детали с низким содержанием углерода сильно окисляются. Чтобы этого избежать нужно использовать проволоку, в составе которой присутствует марганец и кремний. А если нужно сварить легированные стали, то используйте специальные проволоки. Ниже вы можете видеть рекомендуемые марки проволоки для сварки низкоуглеродистых и легированных сталей.
Подготовка металла
Чтобы шов получился качественным нужно тщательно подготовить металл перед сваркой. Для этого очистите кромки от коррозии, грязи, краски или следов масла. Если загрязнения несущественные, то для их устранения можно использовать ветошь. Если загрязнения въевшиеся, то используйте металлическую щетку. Не забывайте обезжиривать металл. В некоторых случаях можно прибегнуть к травлению.
Для этого очистите кромки от коррозии, грязи, краски или следов масла. Если загрязнения несущественные, то для их устранения можно использовать ветошь. Если загрязнения въевшиеся, то используйте металлическую щетку. Не забывайте обезжиривать металл. В некоторых случаях можно прибегнуть к травлению.
Выбор режима сварки
От правильного выбора режима сварки во многом зависит качество готового сварного соединения. Поэтому к выбору режима нужно подойти со всей ответственностью. Режимом сварки называют комплекс различных настроек, которые вы можете установить на своем полуавтомате.
При сварке полуавтоматом в среде углекислого газа этот комплекс настроек состоит из рода тока, его полярности, диаметра проволоки, силы сварочного тока, напряжения дуги, скорости подачи проволоки, вылета проволоки. Давайте подробнее остановимся на каждом параметре.
Читайте также: Как варить полуавтоматом в среде углекислого газа
Начнем с рода тока и его полярности. Обычно используют постоянный ток обратной полярности. Если установить прямую полярность дуга будет гореть нестабильно. Если вы хотите использовать не постоянный, а переменный ток, то нужно дополнительно добавить в цепь осциллятор.
Если установить прямую полярность дуга будет гореть нестабильно. Если вы хотите использовать не постоянный, а переменный ток, то нужно дополнительно добавить в цепь осциллятор.
Диаметр проволоки выбирается исходя из толщины свариваемого металла. Тут все просто. Чем тоньше металл, тем тоньше проволока. А вот силу сварочного тока нужно устанавливать исходя из диаметра проволоки. Главное понять основной принцип: чем больше сила сварочного тока, тем больше глубина провара и выше скорость сварки. Ниже вы можете видеть таблицу с основными режимами сварки. Используйте эту шпаргалку первое время, а затем учитесь сами подбирать оптимальный режим.
Что касается напряжения дуги, то этот параметр зависит от длины этой самой дуги. Напряжение устанавливают исходя из силы сварочного тока. Здесь тоже достаточно понять основной принцип, чтобы научиться настраивать напряжение. Самое главное правило: чем больше напряжение, тем меньше глубина провара и больше ширина шва. Этой информации уже достаточно для того, чтобы опытным путем выяснить оптимальное напряжение дуги.
Скорость подачи проволоки подбирается опытным путем. Важно, чтоб дуга горела стабильно и при этом проволока равномерно плавилась. Новичкам рекомендуем использовать механизмы с автоматической регулировкой скорости подачи проволоки.
И последний параметр режима сварки — вылет проволоки. Он тоже определяется опытным путем и приходит с опытом. Здесь важно, чтобы вылет не был слишком большим или слишком маленьким. Если вылет будет слишком большой, дуга будет гореть нестабильно и качество шва ухудшится. А если вылет будет слишком маленьким, то вы просто не сможете наблюдать за процессом сварки.
Расход газа
Во время сварки важно следить за расходом углекислого газа. Если вы варите у себя в гараже, то это делать не обязательно. А вот если вы сварщик на производстве, то просто обязаны следить за расходом. Чтобы определить расход нужно учесть силу тока, тип сварного шва и вылет сварочной проволоки. Теме расхода углекислоты мы посвятили отдельную статью, обязательно прочтите ее.
Вместо заключения
Полуавтоматическая сварка в среде защитных газов — это несложная, но в то же время эффективная технология. Да, вам придется использовать в работе баллон с газом, а это не всегда удобно. Но если нужно постоянно перемещаться, можно использовать специальную тележку. Она существенно упрощает работу. К тому же, газ стоит дешево (особенно аргон), а качество шва получается отличным.Так при минимальных затратах на газ, проволоку и полуавтомат вы получаете широкие возможности. Можно варить любой металл любой толщины, проводить работы и на улице, и в помещении. Вам также необязательно быть профессионалом, ведь проволока может подаваться автоматически, а современные полуавтоматы оснащены дополнительными функциями, упрощающими сварку. Словом, купить бюджетный полуавтомат и попробуйте выполнить шов с применением защитного газа. Мы уверены, что в дальнейшем этот опыт обязательно вам пригодится.
svarkaed.ru
Полуавтоматическая сварка в среде углекислого газа: преимущества и недостатки
Полуавтоматическая сварка в среде углекислого газа дает возможность соединить металлические детали. Сварочный шов при использовании такой сварки отличается высокой прочностью. Поэтому сваривание металлов с использованием углекислого газа широко востребовано как у новичков, так и у профессионалов.
Что такое сварка полуавтоматом в среде СО2?
Принцип действия полуавтоматического спаивания с использованием углекислого газа достаточно прост. Одновременно с электродом в сварочную ванну подается СО2. Газ заполняет ванну, тем самым защищая металл от негативного влияния воздуха.
Режимы и особенности сварки в углекислоте
Основной особенностью сварки в среде СО2 является вытеснение воздуха при сваривании частей. Это позволяет добиться высокого качества шва. Необходимо учитывать, что железо и углерод, находящиеся в составе заготовок, вступая в химическую реакцию с СО2, окисляются. Для предотвращения окисления следует использовать специализированную проволоку, имеющую в своем составе большое количество кремния и марганца.
Для предотвращения окисления следует использовать специализированную проволоку, имеющую в своем составе большое количество кремния и марганца.
Технология накладывания сварного шва в углекислоте
Еще одной особенностью полуавтоматической сварки в газовой среде является возможность применения как прямой, так и обратной полярности. Использование обратной полярности прямого тока отлично подходит для начинающих сварщиков. Такой метод дает возможность легко удерживать дугу. Прямая полярность применяется при необходимости наплавления металла.
Сварка полуавтоматом возможна в различных режимах. Настройку аппарата необходимо производить исходя из толщины металла свариваемых деталей и диаметра проволоки. При повышении сварочного тока увеличивается глубина провара. Так, чем больше толщина металлических частей, тем большую силу тока необходимо установить в настройках.
Характеристики сварки в углекислом газе
Газ, применяемый для сваривания полуавтоматом, имеет более высокую плотность, чем воздух.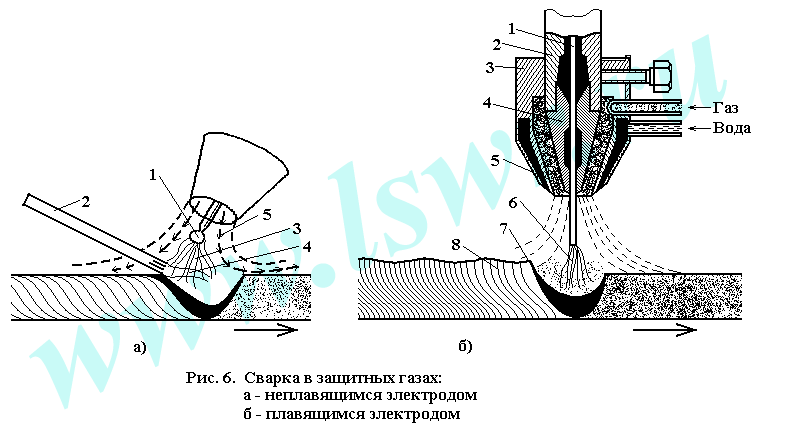 Благодаря этому он вытесняет воздушную массу из сварочной ванны. Он бесцветен и не имеет запаха. К аппарату СО2 подается из баллона, в котором он находится в жидком состоянии под давлением. Подключение баллона осуществляется через специализированный редуктор. Он поддерживает требуемое давление в системе.
Благодаря этому он вытесняет воздушную массу из сварочной ванны. Он бесцветен и не имеет запаха. К аппарату СО2 подается из баллона, в котором он находится в жидком состоянии под давлением. Подключение баллона осуществляется через специализированный редуктор. Он поддерживает требуемое давление в системе.
Спаивание в среде СО2 можно выполнять на двух видах оборудования:
- Выпрямитель. Полуавтоматический аппарат, применяется для дугового сваривания различных заготовок, в том числе и из нержавеющей стали.
- Инвертор. Является преобразователем переменного тока в постоянный. Преобразованный ток используется для создания дуги.
Электродом при выполнении полуавтоматической сварки в среде углекислого газа является специализированная проволока. В зависимости от толщины деталей, диаметр и состав проволоки может отличаться.
Подготовительные работы
Для того чтобы получить качественный шов, необходимо подготовить заготовки и настроить оборудование. Спаиваемые части следует предварительно очистить от ржавчины, окислений, лакокрасочных покрытий и т. д.
Спаиваемые части следует предварительно очистить от ржавчины, окислений, лакокрасочных покрытий и т. д.
Настройка оборудования перед работой
Окислы и посторонние примеси могут привести к разбрызгиванию электрода и нарушению качества сварного шва. Для очистки используется наждачная бумага, абразивный камень или пескоструйная обработка. При сваривании тонких листов следует предварительно отбортовать кромки заготовок.
Помимо подготовки деталей перед началом сварки полуавтоматом в среде СО2, необходимо настроить оборудование. Все составляющие подключаются в строгом соответствии с определенной схемой. Для нормальной работы устройства нужно исключить утечку вещества из системы.
После включения полуавтомата в электрическую сеть осуществляется его настройка. В зависимости от толщины металла устанавливается сила тока. При выборе скорости подачи электрода нужно опираться на скорость горения сварочной дуги.
Перед началом работы нужно изучить правила техники безопасности во время выполнения сварочных работ полуавтоматическим сварочным аппаратом в среде углекислого газа. Во время работы используются специализированные средства индивидуальной защиты.
ВНИМАНИЕ: Пренебрежение правилами безопасности может привести к различного рода травмам, ожогам или поражению электричеством!
Технология и методы выполнения работ
После подготовки деталей и правильной настройки оборудования можно приступать к выполнению сварочных работ. При спаивании в среде углекислого газа начальный шов лучше осуществлять при небольшой силе тока. Таким образом удастся избежать деформации спаиваемых заготовок и вероятности возникновения трещин. Подача электрода, независимо от полярности, осуществляется двумя способами:
- Углом вперед. С использованием такого метода глубина провара будет небольшой, а шов — широким;
- Углом назад. Применяя такой метод, сварщику удается добиться большой глубины провара при малой ширине шва.
 С использованием такого метода глубина провара будет небольшой, а шов — широким;
С использованием такого метода глубина провара будет небольшой, а шов — широким;Как правильно варить полуавтоматом в углекислоте
По окончании работ сварочная ванна заполняется металлом из проволоки. После того как шов положен, подача проволоки прекращается. Электричество, подаваемое на электрод, следует отключить. Углекислоту, в отличие от напряжения, нужно подавать до полного затвердевания шва. Это дает возможность защитить металл, находящийся под воздействием высокой температуры, от негативного влияния воздушных масс.
После полного затвердевания шва металл кристаллизуется и происходит образование шлака. Для контроля над качеством спаивания необходимо удалить шлак. После остывания он становится хрупким и легко очищается.
Контроль качества спаивания металла
Расход СО2
Расход газа при спаивании в среде газа СО2 прямо зависит от толщины металлических заготовок, диаметра проволоки и силы тока. На расход влияют и другие факторы. Если работы выполняются на открытом воздухе, то расход газа будет гораздо больше, чем при сваривании в закрытом помещении. Это связано с тем, что ветер сдувает часть газа, подаваемого в сварочную ванну.
На расход влияют и другие факторы. Если работы выполняются на открытом воздухе, то расход газа будет гораздо больше, чем при сваривании в закрытом помещении. Это связано с тем, что ветер сдувает часть газа, подаваемого в сварочную ванну.
Увеличение производительности при работе в среде СО2
Выполняя сварочные работы полуавтоматическим аппаратом в среде углекислого газа, можно повысить производительность несколькими способами:
Увеличить силу тока
При нижнем положении сварки можно увеличить сварочный ток, тем самым повысив КПД. При вертикальном или потолочном положении шва силу тока можно увеличивать только при ускоренной кристаллизации металла.
Увеличение вылета электрода
При применении тонкой проволоки можно повысить производительность, увеличив ее вылет. Такой метод дает возможность повысить скорость плавления электрода. Это увеличивает количество металла, попадающего в сварочную ванну за определенный промежуток времени.
При увеличенном вылете электрода может возникнуть самопроизвольная подача проволоки. Во избежание этого нужно использовать специализированные наконечники. Они изготавливаются из фарфора или керамики.
Во избежание этого нужно использовать специализированные наконечники. Они изготавливаются из фарфора или керамики.
Преимущества и недостатки
Сварка в углекислом газе СО2 имеет ряд преимуществ. К ним относятся:
- Возможность спаивать тонкие листы металла;
- Хорошая дуга при выполнении работ. Это особенно удобно для начинающих сварщиков;
- Возможна сварка деталей с различными характеристиками;
- Металл, находящийся под действием высокой температуры, защищен от влияния воздуха. Это делает шов прочным и не допускает окислений;
- Высокое качество места соединения заготовок;
- Безопасность в использовании;
- Доступность. Приобрести оборудование может любой желающий.
К недостаткам полуавтоматической сварки в среде углекислого газа можно отнести то, что применяемое оборудование более сложное, чем в случае с другими газами.
Из вышеперечисленного следует, что сварка в среде СО2 является доступным способом соединения металлических деталей. Такой способ спаивания отличается высоким качеством и простотой в применении.
Такой способ спаивания отличается высоким качеством и простотой в применении.
Видео: Как настроить давление защитного газа и его расход
promzn.ru
Как варить полуавтоматом в среде углекислого газа – пояснения для новичков
Чтобы процесс соединения деталей в единое целое не составлял труда и все получалось с первого раза, перед практическими работами нужно разобраться в теории, как производится сварка полуавтоматом в среде углекислого газа для начинающих. Рассмотрим основные аспекты и сущность данного метода.
Содержание статьи
- Понятие сварки полуавтоматом в среде СО2
- Особенности и режимы данного вида соединений
- Характеристика углекислотной сварки
- Технология сварки СО2
- Преимущества и недостатки сварки в среде СО2
Понятие сварки полуавтоматом в среде СО2
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.
Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
2СО2=2О2+2СО
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа. При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту. Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее.
Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа. Электрод может быть вольфрамовым или графитовым.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в среде углекислого газа отлично подходит для новичков. Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.
Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.
Работая на обратной полярности, можно избежать разбрызгивания электрода. Если же нужно наплавить металл, тогда лучше применить прямую, так и КПД будет в 1,5-почти 2 раза выше.
Режимы сварки, которые выставляются в настройках аппарата, зависят от многих факторов. Рассмотрим таблицу, где подробно расписаны возможные варианты настроек, отталкиваясь от толщины металла, из которого сделаны заготовки для сваривания.
Изучая данные из таблицы, можно заметить, что напряжение дуги напрямую зависит от диаметра проволоки и от толщины металла. При усилении сварочного тока будет усиливаться глубина провара, что необходимо при работе с толстыми металлами. Отталкиваясь от горения дуги, нужно настраивать скорость подачи электродной проволоки, чтобы не терять качество шва.
Характеристика углекислотной сварки
Углекислый газ не имеет никакого вкуса и запаха, также он является бесцветным. В умеренных количествах он не составляет опасности для здоровья и жизни человека, не взрывоопасен. Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
В продажу он поступает в железных баллонах по 10, 20 или 40 литров в жидком состоянии и под давлением. Перед сварочным процессом необходимо установить баллон на некоторое время вертикальное положение, чтобы вся влага, которая там есть стекла. После этого газ подается в сварочную зону. Установленный редуктор с регулятором контролирует давление и подачу газа.
Важно: перед приобретением баллона важно уточнить возможность дозаправки.
Сварка в углекислом газе может производиться несколькими видами оборудования для сварки:
- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.
2. Инвертор – это источник питания для сварочной дуги. Это аппарат, который может преобразовывать электроэнергию из сети 220В в постоянный ток для создания и удержания дуги. Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Технология сварки СО2
Когда все готово и настроено для полуавтоматической сварки в газовой среде, можно приступать. Для начала необходимо подготовить металлические детали, которые подлежат спаиванию. Залог качественного шва – это предварительная подготовка. Чтобы материал идеально сплавился, нужно заготовки очистить от масла, грязи и остатков лакокрасочных изделий. Это можно сделать металлической щеткой или наждачной бумагой. После этого детали устанавливаются в то положение, при котором будет происходить их соединение. Первый шов лучше всего производить на малой силе токе, чтобы посмотреть, как будет себя вести заготовка. Если сразу дать большой ток, то есть риск трещин и деформации деталей.
Если сразу дать большой ток, то есть риск трещин и деформации деталей.
Полуавтоматическую сварку в газовой среде можно выполнять следующими методиками:
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.
Когда шов полностью готов, нельзя сразу отключать подачу газа, так как это чревато окислением. Сначала останавливается подача проводной проволоки, потом подача тока, а затем уже подача газа. Как раз за это время шов успевает кристаллизоваться. По завершению работы нужно сбить шлак со шва.
Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
- экономичность и доступность. Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
 Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.
home.nov.ru
Особенности сварки газом с помощью полуавтомата для начинающих, видео |
Сварочный полуавтомат является доступным современным оборудованием, используемым в бытовых работах внутри дома и на подворье. Приобретая аппарат, начинающий сварщик получает возможность без усилий научиться выполнять сварку черных и цветных металлов. С применением полуавтоматической сварки в среде углекислого газа появляется возможность быстро соединять поверхности металлических деталей без дополнительного усиления. Применяются другие элементы, способствующие сварке металлов повышенного качества.
Применяются другие элементы, способствующие сварке металлов повышенного качества.
Для работы сварочного полуавтомата разработан механический способ подачи в рабочую зону проволоки, применяемой в качестве электрода. Проволоку изготавливают из специально разработанного сплава. Оборудование является простым в эксплуатации и его может с успехом освоить каждый новичок.
Особенности работы
Для тех, кто не имеет большого опыта, лучшим способом освоить соединение металлов является сварка полуавтоматом для начинающих. Видео сварочного процесса с подробными комментариями можно посмотреть в интернете. Полуавтомат относится к типу приборов, эффективность работы которого наполовину зависит от умения оператора. Конструкция сварочного полуавтомата состоит из определенного числа узлов:
- прибор преобразования напряжения в сети до нужных параметров;
- горелка сварочная для среды углекислого газа;
- механизм для постоянного передвижения проволоки;
- автоматическая система поступления газа.

Принцип действия
Очень важным рабочим приспособлением является горелка, которая образовывает определенную среду проведения сварки и защитную атмосферу из газов, используемых для работы сварочного полуавтомата. Без применения инертных газов увеличивается разбрызгивание капель горячего металла и уменьшается яркость горения электрической дуги. Учитывая показатели работы сварочного полуавтомата, можно говорить о незаменимости приборов для определенных технологических циклов в производственном процессе при работе с металлами любого качества.
Среда с инертными показателями создается применением определенных газов. К ним относят аргон, гелий, углекислый газ или их смешанные составы. Чаще всего применяется аргон и углекислый газ для придания сварочному процессу инверторного способа, если такой необходим в процессе. Рабочим источником питания является постоянный ток обратного направления, при этом на деталь подается отрицательный импульс. Применение газа усложняет сам процесс работы, но качество получаемого шва перекрывает небольшое неудобство.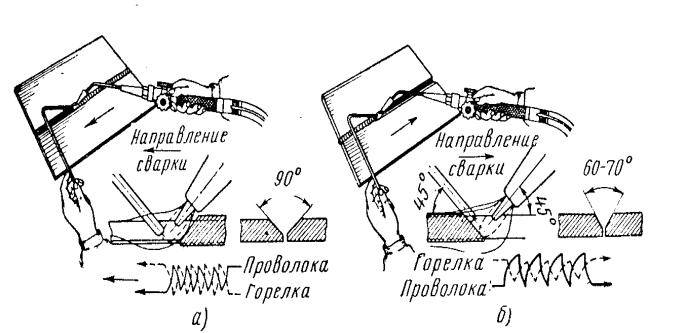 Смесь газа применяется в заданных пропорциях, которые определяются для каждого инертного носителя отдельно.
Смесь газа применяется в заданных пропорциях, которые определяются для каждого инертного носителя отдельно.
Разновидности работы сварочных полуавтоматов
Существует несколько видов по способу подачи проволоки, отличающихся друг от друга. В некоторых агрегатах предусмотрен тянущий принцип действия, другие сварочные полуавтоматы проталкивают проволоку в рабочую область. Эффективными в работе оказываются те автоматы, которые предусматривают два принципа работы – проталкивающий и тянущий.
Для сварки различных металлов иногда применяется стальная проволока, соединение других деталей требует применения проволоки из алюминия. Некоторые ответственные производственные этапы требуют использования проволоки универсального состава, определенного в производственных документах. Защита шва во время его создания выполняется тремя основными способами:
- выбирается способ использования флюсовой реакции;
- сварочный полуавтомат работает в среде углекислого газа;
- сварка производится с помощью порошкового электрода в виде проволоки.
Классификация выбранного оборудования выделяет три типа, отличающего агрегаты друг от друга:
- в зависимости от разновидности применяемой проволоки;
- от варианта защиты полученного сварного шва;
- по виду перемещения проволоки и горелки.
Характеристика работы позволяет разделить сварочное оборудование для сварки на три вида:
- стационарные агрегаты, установленные для продолжительного использования;
- передвижное оборудование на небольшие расстояния;
- переносные компактные приборы для бытового использования.
Соединение металлов при помощи полуавтомата
Начало работы
Для качественного проведения процесса сварки определяются с наименованием инструментов, необходимых для работы. Сварщик подготавливает угловую шлифовальную машину (болгарку) с установленным кругом по металлу для зачистки поверхности. Потребуется дырокол и два — три зажима и сам аппарат для сварки металла в среде с применением углекислого газа. Ручная непромышленная сварка переносного типа позволяет соединять металлические поверхности толщиной до 6 мм.
Ручная непромышленная сварка переносного типа позволяет соединять металлические поверхности толщиной до 6 мм.
Перед сваркой очищают место прокладки шва, кромки зачищаются болгаркой. Сначала устанавливают бухту с проволокой и проверяют возможность беспрепятственного нормированного попадания флюса. Состыковывают две поверхности в намеченных местах и прижимают их зажимами. После этого нужно пустить электрический отрицательный заряд на одну из приготовленных поверхностей.
Процесс сварки
Ставим переключатель полуавтомата в положение «три» и выбираем оптимальную подачу. Полуавтоматическая сварка производится встык, вначале делают небольшие участки прихваток через промежутки, после этого проваривают стыкующиеся плоскости деталей сплошным швом. При выполнении шва наконечник прибора располагают наклонно к поверхности под углом около 20º. Подобным образом сваривают поверхности внахлест или под заданным углом.
Имеет значение модель аппарата и вид проволоки, применяемой в качество электродов, которые подбирают под вид металла. Оптимальными и самыми распространенными типами электродов считаются МП-3 и ОЗС-12. Они могут варить металл разной толщины, но имеют недостаток в виде большой массы шлака.
Оптимальными и самыми распространенными типами электродов считаются МП-3 и ОЗС-12. Они могут варить металл разной толщины, но имеют недостаток в виде большой массы шлака.
Чтобы не допустить затекания шлака в ванну от сгоревшего сварочного флюса, как в стандартной классической сварке с применением обычного типа электродов, рекомендуется после выполнения шва его очистить и наложить еще один сверху. Это поможет получить качественное герметичное соединение.
Порошковая проволока имеет большую хрупкость и малую толщину стенки, следовательно, малую жесткость конструкции. При выполнении работы применяют подающий механизм с небольшим сжатием, а поворот шланга выполняют медленно, без резких поворотов. Обязательно сохранять правильность подачи фаз на детали и держателе. От этого зависит горение электрической дуги и выделение защитного газового слоя.
Выбор режима полуавтоматической сварки
При работе на сварочном полуавтомате определяют рабочий режим, но для этого нужно изучить все возможные варианты доступного выбора. Показатель режима определяется, главным образом исходя из толщины свариваемого металла и его типа. Для выполнения сварки металла до 5 мм используется одинарный шов, а соединение поверхностей с толщиной от 5 и 6 мм потребуют прокладки второго шва, который идет точно по проекции очищенного первого шва. Такая сварка производится в два этапа.
Показатель режима определяется, главным образом исходя из толщины свариваемого металла и его типа. Для выполнения сварки металла до 5 мм используется одинарный шов, а соединение поверхностей с толщиной от 5 и 6 мм потребуют прокладки второго шва, который идет точно по проекции очищенного первого шва. Такая сварка производится в два этапа.
Для выполнения соединения металла с помощью сварки нужно следить за расходом и поступлением газа. Напор газа не делается большим. Он только обдувает место сварки с негромким шипением, но не вылетает из горелки под давлением. Для качественной сварки принят расход газа, который определяется семью литрами за минуту. Такое потребление позволяет эффективно выполнить полуавтоматическую сварку без искривления или деформации металла. Правильный расход уменьшает зону теплового действия на рабочую поверхность, и шов получается идеальным в соответствии с требованиями. Опытный мастер самостоятельно определяет скорость работы и выбирает требуемую высоту сварного шва.
Сварка своими руками
В начале работы следует определить и подобрать силу тока, зависящую от толщины соединяемого металла. Эту работу делают с помощью таблицы, напечатанной в инструкции к агрегату. Снижение силы тока приводит к уменьшению производительности сварочного полуавтомата.
Настраивают необходимую скорость подачи проволоки к автомату, это делают подбором разного типа шестеренок, продаваемых вместе с агрегатом. Выбирают необходимую величину напряжения тока.
Для определения правильности подбора вышеуказанных параметров делают пробную сварку на участке металла с подобными характеристиками. Правильные настройки позволят автомату дать устойчивую дугу и выделить достаточное количество флюса.
Выбирают положение «вперед» на переключателе подачи проволоки и наполняют флюсом приемную воронку. Устанавливают держатель, подводя мундштук в рабочую сварочную зону. Открыть заслонку для флюса, нажать «пуск» и выполнять касательные движения к месту предполагаемого шва для зажигания дуги.
Особенности сварки алюминия
На алюминиевой поверхности при сварке в условиях поступления кислорода обычно образовывается пленка из оксида алюминия, туго плавящаяся и имеющая плотность выше, чем само металлическое основание. Для успешной сварки алюминия кромки и место наложения шва обрабатываются химическими растворителями для удаления пленки или зачищаются абразивным механическим способом.
Следить за качеством шва при сварке алюминия очень сложно, сильное подогревание приводит к хрупкости кромок, которые разрушаются. Проследить степень нагревания металла очень трудно, так как он не меняет цвет при подогреве. Текучесть алюминия приводит к просачиванию металла через шов, и контролировать размеры ванны затруднительно. Чтобы избежать прожогов металла, используют прокладки из керамики или другого металла для коррекции размера шва.
Алюминий и его сплавы отличаются большим коэффициентом расширения, но при этом имеют низкую упругость. Чтобы избежать деформации, детали предварительно подогревают или производят сварку с оптимальными параметрами.
В процессе остывания металла шва происходит растрескивание, вызванное деформации при остывании материала ванны. Чтобы избежать разрушительного явления, в материал шва добавляют пластификаторы, а соединения алюминия не располагают близко друг к другу.
Для алюминиевой сварки лучше использовать механизм подачи проволоки тянущего типа. Провариваемая глубина напрямую зависит от силы сварочного тока. Ширина шва не зависит от величины электрического тока. На увеличение провариваемой глубины влияет уменьшение диаметра электрода, что особенно проявляется при невысоко силе тока. При повышении величины тока зависимость от диаметра электрода проявляется не так явно. При увеличении диаметра электрода становится шире сварной шов.
Применение в быту полуавтомата для сварки очень эффективно, так как он не требует большого потребления тока, может варить все металлы без исключения и пользоваться таким агрегатом может каждый желающий научиться сварке.
 youtube.com/embed/FGWa8QOLnRg»/>
youtube.com/embed/FGWa8QOLnRg»/>
Источник
stroymaster-base.ru
Полуавтоматическая сварка в среде углекислого газа (защитного)
Теория и химические закономерности
Технология сварки в углекислом газе была создана в СССР еще в середине двадцатого века. Впоследствии она получила широкое распространение в промышленности, в строительстве, а также в быту, благодаря низкой себестоимости углекислого газа, универсальности, и высокой производительности.
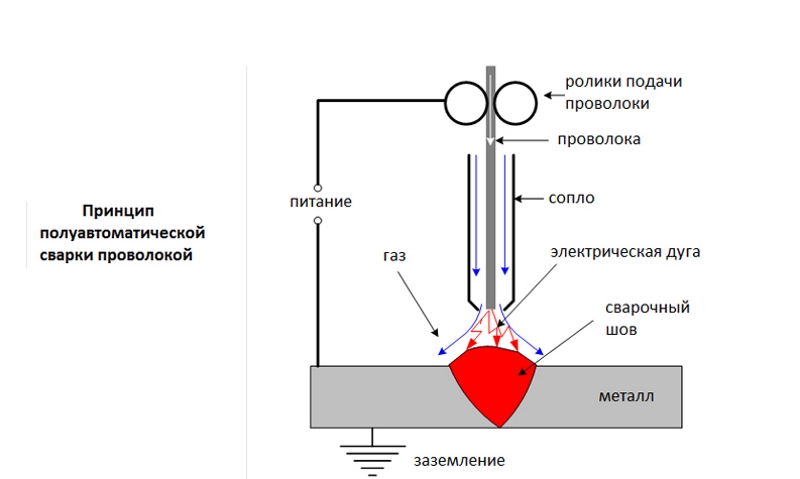
Полуавтомат для работы с углекислотойПринцип действия этого метода таков: в сварочную зону поступает углекислый газ, распадаясь под воздействием высоких температур на составляющие — кислород (О2) и угарный газ (СО).
Формула процесса выглядит так: 2СО2=2СО+О2.
Таким образом, в сварочной зоне присутствуют сразу три газа: углекислый, угарный и кислород. Данная комбинация защищает металл от нежелательного воздействия со стороны находящегося в атмосфере воздуха, но и вступает в активное взаимодействие с углеродом и железом, содержащимися в стали.
С целью нейтрализации углекислого газа применяется особая сварочная проволока, содержащая марганец и кремний. Они активнее железа, и вступают в реакцию окисления первыми, не допуская окисления углерода и железа.
Марганец и кремний вносятся в соотношении 1.5 к 2, образуя в процессе сварки легкоплавкое соединение и выводясь в виде шлака на поверхность.
Особенности полуавтоматической сварки в среде углекислого газа
Работа сварочного аппарат с углекислотойВ углекислой среде сваривание металлических деталей производится постоянным током, имеющим обратную полярность. Почему так? Потому что если выполнять сварку постоянным током с прямой полярностью, то ухудшается стабильность электрической дуги, и вследствие этого деформируется шов, а металл электродов тратится на разбрызгивание и угар.
А вот если выполняется наплавка, тогда использование тока с прямой полярностью имеет приоритетное значение, потому что он обладает значительно большим коэффициентом наплавки (в 1.6-1.8 раз), чем ток с обратной полярностью.
Допускается также сварка с использованием переменного тока. При этом желательно использовать осциллятор. Постоянный ток генерируется с помощью преобразователей тока с жесткой характеристикой.
Подготовка металла к сварке в среде углекислого газа
Зачистка металла перед сваркой
Листы из углеродистой или низколегированной стали хорошо свариваются в углекисло-газовой среде. При толщине листов от 0.6 до 1.0 мм рекомендуется проводить отбортовку кромок. Если отбортовка не выполняется, тогда зазор между подлежащими сварке кромками не должен быть более 0.3-0.5 мм.
При толщине листов от 1 до 8 мм кромки можно не разделывать. Максимальный зазор, который можно при этом допускать — не более 1.0 мм. Для листов толщиной от 8 до 12 мм принято делать V-образную разделку, а при толщине более 12 мм — Х-образную разделку.
До начала сварочного процесса необходимо зачистить на кромке краску, окалину, масло, грязь, или другие загрязнения. Это можно сделать вручную, либо с использованием пескоструйной обработки.
О сварочной проволоке
Для полуавтоматической сварки используется проволока, обладающая повышенным содержанием таких добавок как марганец и кремний. Проволока должна быть чистой, иначе падает устойчивость режимов и стабильность электрической дуги. Марка используемой проволоки зависит от металла, который требуется сварить.
Режимы полуавтоматической сварки в среде защитных газов
На выбор режима напрямую влияет толщина свариваемого металла. Чем она больше, тем ниже получается скорость сварочного процесса, и тем больше нужна сила тока. Сварочная дуга должна быть как можно более короткой (от 1.5 до 4 мм), иначе она становится неустойчивой, повышается разбрызгивание металла, повышается вероятность насыщения азотом и окисления жидкой ванны.
Сварка в среде защитных газовСкорость подачи проволоки зависит от напряжения и силы сварочного тока. На величину ее вылета влияет и диаметр — при значении 0.5-1.2 мм вылет равняется 8-15 мм, а при 1.2-3 мм вылет увеличивается до 15-35 мм.
Что касается расстояния от мундштука горелки до металла, то оно равняется 7-15 мм при силе тока до 150А, а при значениях до 500А — 15-25 мм.
Техника полуавтоматической сварки в углекислой среде
Чтобы предотвратить во время сварки риск возникновения горячих трещин, корневой шов лучше всего сваривать при небольшой величине тока.
Сварка в углекислой средеМожно выполнять сварку полуавтоматом справа налево («углом вперед»), либо слева направо («углом назад»). В первом случае получается широкий сварной шов и уменьшенная глубина проплавления. Такая техника хорошо подходит для тонкостенных изделий, а также для сварки сталей, при которых могут образовываться закалочные структуры.
При сварочной технике «углом назад» возрастает глубина проплавления, а ширина шва — уменьшается. Угол, под которым нужно держать горелку к свариваемой детали — 15°.
Рекомендуется завершать сварной шов заполнением кратера металлом, после чего остановить подачу проволоки и завершить подачу тока. А вот спешить завершать подачу углекислого газа не стоит до того момента, пока расплавленный металл не затвердеет окончательно.
Приемы для увеличения производительности
Для повышения производительности полуавтоматической сварки увеличивать величину сварочного тока допускается лишь при создании швов в нижнем положении. Использовать этот прием для потолочных и вертикальных швов можно лишь при увеличении скорости кристаллизации сварочной ванны (например, периодически отключая подачу проволоки или колебательными движениями вдоль и поперек шва).
Профессиональный полуавтомат для сварки углекислотойЕще один способ увеличения производительности полуавтоматической сварки, производимой в среде углекислого газа, — повышение вылета сварочной проволоки.
Лучше всего эта техника работает при использовании тонкой проволоки. В таком случае она подается в сварочную зону уже разогретой до высоких температур, а значит увеличивается ее скорость плавления и объем расплавленного металла.
Избавиться от самопроизвольных движений конца проволоки при большом вылете можно с помощью специальных фарфоровых или керамических наконечников.
Повышение длины вылета проволоки на 40-50 мм может поднять производительность до 30-40%, однако при этом снижается глубина проплавления металла.
Особенности импульсно-дуговой сварки в среде углекислого газа
При создании различных металлоконструкций объем работ с угловыми швами может достигать 80%. Не менее половины из них свариваются при наклонном или вертикальном положении. Подобные швы делаются «на подъем», чтобы обеспечивался тщательный провар корня шва. Благодаря этому достигается усиление шва (до 25% от общего сечения шва).
Баллоны для сварочной углекислотыОднако такое усиление не повышает прочность шва и не увеличивает работоспособность конструкции, поэтому рекомендуется делать его минимальным.
Импульсно-дуговая сварка в углекислой среде позволяет снизить усиление шва или избавиться от него вовсе.
Благодаря особенностям горения дуги и переносу электродного металла можно выполнять автоматическую и полуавтоматическую сварку наклонных и вертикальных угловых швов, а также тавровых соединений с толщиной металла до 12 мм «сверху-вниз» на спуск. Это позволяет обеспечивать равномерный провар по всей длине соединения. Такой прием дает возможность обеспечить слегка вогнутую или нормальную форму шва, и уменьшить его сечение на 25-30%. При этом значительно снижается расход электроэнергии и до трех раз увеличивается скорость сварки.
Реклама партнеров
Видео: Подготовка к работе сварочного полуавтомата
Похожие статьи
promtu.ru
Как производится сварка полуавтоматом для начинающих
Горелка — специальное рабочее приспособление, применяемое вы процессе сварки. При проведении сварки горелка формирует нужную среду и для газа создает защитную атмосферу. если не применять инертные газы, то капли разгоряченного металла будут сильнее разбрызгиваться, а горение электрической дуги будет менее ярким.
Работая с металлами разного плана, в производственном процессе нужно учитывать показатели приборов, помогающих определить технологические циклы.
Сварка полуавтоматом для начинающих предполагает применение определенных газов, которые создают инертные показатели в среде. К таким газам, формирующим среду, относятся гелий, углекислый газ, аргон, а также их смеси. Иногда в процессе необходим инверторный способ, тогда применяется углекислый газ и аргон.
TIG сварка — качественный и надежный метод сваривания материалов
Аргонодуговая сварка обозначается аббревиатурой TIG. Такой способ сваривания материалов осуществляется с помощью вольфрамового неплавкого электрода, который в процессе плавления помещен в инертный газ, сохраняющего свариваемые поверхности. В некоторых странах tig сварка имеет иное обозначение. Так, например, в Германии используется аббревиатура – WIG, в Австрии – GTA. Но в основном, это только разные обозначения, все они имеют одинаковые технические характеристики и являются аналогами TIG. Рабочие показатели сваривания во всех одни и те же.
Во время выполнения работы, сварщик использует присадочную проволоку. Она может подаваться как вручную, так и в автоматическом способе. Метод сваривания TIG, является аргонодуговой. При этом способе сварки, можно использовать не только инертный газ, но и гелий или азот. Словосочетание TIG аббревиатура в разговоре, используется в основном уже по привычке.
Сварка инвертором для начинающих: исключительно положительное расширение сварочного дела
Сварка инвертором для начинающих практически перевернула понятие сварочного дела, особенно для тех, кто раньше в этом ничего не смыслил. Цель такой сварки – упростить работу оператора с любым опытом. Реализация новой технической задумки позволила не только снизить вес оборудования, но и всего его оснащения. Исходя из этого, можно утверждать, даже рекомендовать инверторный сварочный аппарат нового поколения всем новичкам сварочного дела. Удобный и экономичный – далеко не полный перечень преимуществ.
Вес инверторного аппарата может отличаться. Чем больше мощность, тем больше вес. Минимальный – 3 кг. Самый большой – 7 килограмм. Небольшой вентилируемый корпус надежно защищает все, что находится внутри от любых повреждений. Возможность транспортировки реализована путем включения в конструкцию ручки или ремня.
(Visited 39 times, 1 visits today)
Понравилась статья? Поделитесь!
one-stroy.ru
Сварка в среде углекислого газа
Сварка металла в защитной среде углекислого газа считается профессионалами одной из самых эффективных. Особенно когда дело касается соединения тонких по толщине заготовок или деталей. Именно поэтому сварка в углекислом газе используется для ремонта кузовов автомобилей, минимальная толщина которых составляет 0,5 мм. К основным достоинствам данного вида сваривания металлов можно отнести:
- достаточно высокую производительность;
- незначительный нагрев свариваемых заготовок, что приводит к минимальному их короблению;
- варить швы можно в любом положении, и это не составляет большого труда, и не влияет на качество конечного результата;
- благоприятные условия проведения сварочного процесса;
- минимальные затраты, так как сам углекислый газ стоит очень дешево.
Проводить дуговую сварку в среде углекислого газа можно ручным способом, при помощи полуавтоматов и автоматов. В небольших цехах по ремонту автомобилей используется именно сварка в среде углекислого газа полуавтоматами. Это удобно, это позволяет регулировать подачу присадочной проволоки в зону сваривания, скорость которой варьируется в пределах 148-600 м/ч.
Режим и техника сварки
На что необходимо обратить внимание, проводя полуавтоматическую сварку в среде углекислого газа.
- Сварка металлов проводится на постоянном токе при обратной полярности. Это когда минус подключается к заготовке, а плюс к электроду. В данном случае с полуавтоматами к присадочной проволоке.
- Силу тока регулируют в зависимости от толщины свариваемых металлов, от скорости подачи присадочной проволоки в зону сваривания и от напряжения электрической дуги.
- Напряжение дуги является очень важной составляющей сварочного процесса. От его значения зависят размеры сварного шва. К примеру, если напряжение большое, то ширина шва в процессе сварки также становится большой.
- Вылет проволоки тоже играет немаловажную роль. Если вылет небольшой, то сварщик плохо видит и сам процесс соединения, и зону сварки. При большом вылете проволоки сварочная дуга дестабилизируется.
Поэтому качество сварки зависит от вылета проволоки из горелки, а также от скорости перемещения последней. Если скорость будет большая, то сварка произойдет прерывистыми участками. Если малая, то расплавленный металл заполнит не только зазор между заготовками, но и вытечет за его пределы, что приведет к последующей доработке стыка. К тому же при небольшой скорости появляется вероятность получения прожогов.
Что касается техники при сварке полуавтоматом, то она достаточно проста и не требует каких-то особых манипуляций с горелкой. В первую очередь перед началом сварочных работ необходимо убедиться, что углекислый газ подается из баллона на горелку. Для этого нужно всего лишь открыть вентиль на редукторе баллона и подставить ладонь под горелку. Небольшой ветерок говорит о том, что система подачи работает нормально.
Кстати, давление углекислоты в баллоне должно составлять 60-70 кгс/см², что контролируется манометром на редукторе, а вот давление самого газа в горелке показывает второй манометр на редукторе баллона. Его значение должно быть 2,0 кгс/см². Этот показатель не является абсолютным, потому что сам сварочный процесс может проходить при разных условиях. К примеру, сквозняки в цеху, на открытой площадке. При таких условиях давление на горелке необходимо поднять, что увеличит расход углекислоты.
Все готово, можно приступать к сварке. Для этого проволоку необходимо выпустить из горелки немного больше, чтобы легко ею можно было бы дотронуться до свариваемого металла для возбуждения дуги. Конец проволоки устанавливается на поверхность металлической заготовки, после чего сварщик нажимает на кнопку пуск на рукоятке горелки. Происходит поджиг дуги, после чего проволока убирается до необходимого размера. Открывается вентиль на редукторе баллона с углекислым газом, производится подача углекислоты в зону сварки.
В процессе углекислотной сварки горелку можно перемещать в любом направлении. Здесь важно, чтобы для сварщика данное направление было удобным. То есть, он смог бы отслеживать и контролировать сварочную операцию. При этом горелка должна располагаться под углом 60-70° по отношению к свариваемой поверхности заготовок.
Специалисты же отмечают различия направления сварки и угла наклона проволоки. К примеру, если варить слева направо, то горелку лучше держать углом назад. Если справа налево, то углом вперед. В первом случае глубина сваривания резко увеличивается, а вот ширина сварного шва заметно уменьшается. Во втором случае, наоборот, глубина проварки уменьшается, а ширина шва увеличивается. Последний вариант лучше всего подходит к сварке тонкостенных металлических деталей.
Внимание! Завершать сварочный процесс необходимо полным заполнением кратера расплавленным металлом. Подачу проволоки после этого нужно прекращать, а вот с отключением газа лучше повременить. Здесь важно, чтобы расплавленный металл в сварочной ванне остывал постепенно. Поэтому стоит немного поддержать температурный режим до того, пока металл не застынет.
Особенности процесса сваривания
Сварка в углекислом газе полуавтоматом – это практически тот же процесс, что и сварка под флюсом. Все дело в том, что не все металлы могут свариваться без защитного слоя. Но сваривание углекислотой – это в первую очередь дешево, потому другие виды сварки полуавтоматами также имеют высокое качество конечного результата.
В чем суть применения углекислого газа. Он защищает зону сварки от окружающего воздуха, в котором присутствует влажность и кислород. Но под действием высоких температур углекислота распадается на тот же кислород и угарный газ. Так вот этот кислород начинает взаимодействовать с металлом, окисляя его. Что, конечно, не очень хорошо. Вот почему так важно нейтрализовать окисляющий химический элемент.
Это можно сделать одним единственным способом – подавать в зону сварки металл, в состав которого входят раскислители. А это кремний или марганец. Так как эти два металла более активны, чем железо, то они первыми и вступают в реакцию с кислородом. Поэтому для сварки в углекислоте используется стальная проволока, в состав которой входят два эти элемента. Это очень важный момент. При этом считается, что оптимальное соотношение марганца к кремнию в составе присадочной проволоки должно быть 1,5-2,0. То есть, марганца должно быть почти в два раза больше.
Самое главное, что при взаимодействии кислорода с марганцем и кремнием образуются оксиды этих металлов. Они не растворяются в жидком расплавленном металле, образованном в сварочной ванне. Но хорошо взаимодействуют друг с другом, превращаясь в шлак, который легко выводится из зоны сваривания. Вот несколько особенностей сварки в углекислом газе.
Комплектность оборудования
Сварочный пост комплектуется нижеследующим оборудованием и принадлежностями.
- Источник постоянного тока. Это может быть сварочный трансформатор или инвертор. Второй источник поддерживает стабильную дугу.
- Газовый баллон вместимостью 40 литров, куда может поместиться углекислый газ весом 25 кг. Его спокойно хватит на непрерывную работу в течение 15 часов.
- Подающий механизм. Сегодня производители предлагают огромнейший ассортимент этого устройства, так что выбрать есть из чего. К примеру, очень популярная модель А-547-У. Механизм подачи располагается в небольшом металлическом чемоданчике, который легко переносится. Некоторые модели снабжаются ремнем для переноски на плече. В чемоданчик помещается и катушка с проволокой. Сюда же установлен газовый клапан, как вторичный защитный элемент. Первый, понятно, редуктор на баллоне.
- Промежуточным элементом от баллона до горелки – осушитель (подогреватель электрический) газа.
- Горелка с комплектом шлангов и кабелей.
Итак, сварка металлических заготовок в среде защитного углекислого газа – эффективный способ сваривания. Он зависит от выбранного режима работы и техники проведения процесса. А в качестве конечного результата получается хорошо сформированный шов с отличным проваром по всей глубине зазора, плюс великолепные технические свойства наплавленного металла.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Как варить полуавтоматом: правильное обучение приемам сварки в среде углекислого газа для начинающих, особенности технологии, инструкция для чайников
С помощью аналогичного оборудования разные заготовки соединяются надежно и плотно, при этом не имеет особого значения химический состав металла, но влияет толщина. По сравнению с ручной сваркой КПД намного выше, а материальные затраты незначительные. Сварка полуавтоматом для начинающих начинается с изучения теории, затем переходят к практическому применению полученных знаний.
Что такое полуавтомат и его виды
Это электромеханическое устройство, подающее проволоку для припоя в зону горения дуги, у исполнителя одна рука занята плавящимся электродом, а другой он регулирует подачу газа. Начинающих сварщиков интересует вопрос, как варить полуавтоматом и какие специфические знания и навыки для этого требуются?
Все зависит от того, с каким материалом приходится работать, важно знать, каким металлом можно пользоваться, и какое оборудование при этом используется, немаловажное значение имеет и технология: дуговая, контактная, лазерная или плазменная. Чтобы точно знать, как нужно самостоятельно правильно варить промышленным полуавтоматом, достаточно изучить виды аналогичного оборудования и правильно их применять.
В быту и на производстве используются такие полуавтоматы:
- Бытового назначения. В основном это инверторы различной модификации, при их использовании от исполнителя не требуется большого опыта и высокой квалификации.
- Полупрофессиональные аппараты.
- Промышленное профессионально оборудование.
Только третий вариант подразумевает сварку под насыпной защитой, когда вместо газа используется флюс.
Каждый из перечисленных вариантов имеет личные преимущества и особенности, например, профессиональные оснащаются дополнительными функциями, увеличивающими эффективность их применения на производстве, они выпускаются в стационарном или мобильном виде.
Описание процесса
Сварочное полуавтоматическое оборудование разработано для соединения металлоконструкция при промышленном производстве. Основная задача — обеспечивать непрерывную подачу проволоки в активную зону горения сварочной дуги, а исполнитель производит движение горелки вдоль соединения заготовок. Скорость подачи плавящейся проволоки регулируется вручную.
По степени защиты зоны сварки от воздействия среды устройства разделяются на полуавтоматы для сварки с флюсом, в газовой среде и при использовании специальной порошковой проволокой. В первом случае флюс входит в состав проволоки, она в самодельных аппаратах применяется редко из-за своей дороговизны. Наиболее распространена сварка в газовой среде, а использование порошковой проволоки обычно совмещено с применением защиты газом.
Такое оборудование используется в промышленности для сварки тонкостенных конструкций, например, кузова легковых автомобилей, при этом сварочный шов, выполненный полуавтоматом, получается аккуратным и малозаметным.
Какие материалы следует использовать в работе
В качестве плавящегося электрода применяется проволока, диаметр которой варьируется в пределах 0,5—3,0 мм, что напрямую зависит от толщины соединяемых конструкций. Чем меньше диаметр, тем глубже провариваются заготовки, при его увеличении существенно возрастает сила тока, примерно 100 ампер на каждый дополнительный миллиметр.
Защитные газы, находящиеся в баллонах, используются в чистом или смешанном виде — это зависит от режима сварных работ и видов соединяемых металлов. Наибольшее применение в промышленности в чистом виде имеет аргон, так как по себестоимости он занимает лидирующее место.
Сила тока и напряжение
От силы подаваемого тока зависит производительность, установка тока производится на основании размеров диаметра используемой электродной проволоки и толщины заготовок. Чем больше ампер, тем глубже проплавливается шов. Большое влияние на весь процесс сварки оказывает скорость подачи проволоки.
Напряжение напрямую зависит от силы тока, а регулировка производится путем изменения холостого хода источника питания. При повышении напряжения ухудшается газовая защита, снижается целостность и однородность шва, так как возрастает разбрызгивание металла. Глубина проварки также снижается, практика показывает, что при полуавтоматическом процессе соединения деталей применяют высокую силу тока и небольшую величину напряжения.
Расход газа
Этот параметр сильно зависит от диаметра используемой проволоки и силы тока. При проведении сварочных работ на открытом пространстве и при наличии сквозняков, надо существенно увеличивать подачу газа, а это приводит к лишнему перерасходу. Для более эффективной защиты зоны горения сварочной дуги снижают скорость или сопло горелки располагают ближе к поверхности металлоконструкций. Эффективна защита места работы сварщика от влияния сквозняка специальными переносными экранами.
Техника сварки
Вопрос — как же правильно надо сваривать полуавтоматом, чтобы образовался красивый качественный шов, волнует многих начинающих сварщиков. Для этого нужно знать и выполнять порядок необходимых действий, как говорится, инструкция для чайников:
- Выбрать ток (переменный или постоянный), полярность, прямую или обратную.
- Подобрать актуальный диаметр проволоки, наиболее часто используемым считается 0,8 мм, но его применение оправдано для сварки конструкций не толще 5 мм.
- Выбрать нужную величину тока, всё полуавтоматическое оборудование выпускается с фиксированным положением переключателей, которые имеют дополнительные регулировки, а таблицы соответствия силы тока с толщиной заготовок приведены на лицевой стороне аппаратуры.
- Установить нужную скорость подачи проволоки для сварки.
- Расход защитного газа корректировать в зависимости от скорости сварочного процесса.
- Постоянно следить за наклоном и выносом сопла горелки.
В качестве защиты применяется смесь из аргона, углекислого газа и кислорода — при этом процесс происходит мягко, сварочная дуга горит стабильно, нет затухания, в результате шов получается плотный и без видимых изъянов.
В среде защитного газа
Такой вид соединения металлов выполняется при помощи специального оборудования, например, сварка полуавтоматом для начинающих в среде углекислого газа выполняется на специально оборудованном посту, где имеется все необходимые инструменты и баллон с углекислым газом, в том числе.
Если сравнивать с другими видами сварочных работ, то сварка с применением углекислого газа довольно проста и имеет такие особенности:
- проводится на обратной полярности, чтобы исключить деформацию конструкции и добиться стабильных параметров дуги,
- при наплавке металла используется прямая полярность, КПД во время проведения этой операции возрастает в 1,8 раза, по сравнению с первым вариантом,
Сварку лучше проводить с подключением к сети переменного тока, для этого используется осциллятор.
Технология для алюминия
Полуавтоматические аппараты используют для сварки изделий из алюминия, в качестве защиты применяется аргон, но при этом нужно учитывать, что цветной металл обладает высокой текучестью при расплавлении. Особенностью этого метода является обратная полярность, когда к горелке подключается минус, а на свариваемые заготовки — плюс.
Поверхностная амальгама алюминия успешно разрушается, деталь начинает плавиться без помех. При значительном слое окиси нужно провести предварительную механическую обработку для удаления окисной пленки с поверхности конструкции.
С проволокой
В качестве плавящегося электрода используется специальная проволока в мотках, которая заправляется в автомат ее подачи в зону горения дуги. Из газов не рекомендуется пользоваться водородом, так как при этом происходит сильное разбрызгивание и шов получается плохого качества. Специальный ГОСТ нормирует применение сварочной проволоки 75-ти марок, поэтому сварщику надо сопоставлять ее с маркой свариваемых деталей, давать какие-то рекомендации здесь трудно.
Стандартный комплект сварочного оборудования для MIG/MAG сварки.
Основные правила при проведении работ
Исполнитель должен помнить и строго выполнять следующие важные моменты:
- Перед началом основной сварки сделать пробный шов на постороннем куске металла — так проводится регулировка подачи проволоки и силы тока, чтобы шов был высокого качества.
- Сварку изделий производить строго по инструкции, которая имеется у любого аппарата.
- При проведении работ сварщик должен быть экипирован в защитную одежду. Если работы проводятся в помещении, то надо обеспечить надежную вентиляцию.
- Для каждого вида проволоки существует канавка определенной формы. У припоя без присадок углубление имеет V-образную форму, при наличии в составе проволоки флюса — аналогичная, но с боковыми насечками.
- Нельзя проводить сварку, когда на поверхности металлов имеются горючие материалы — они должны удаляться, а свариваемые поверхности перед соединением хорошо зачистить.
Важно! Сварщику запрещается работать постоянно – надо делать технические перерывы.
Первый опыт
Чтобы научиться использовать сложное оборудование, нужно внимательно ознакомиться с инструкцией, обратить особое внимание на раздел: как правильно пользоваться полуавтоматом. Затем настроить его, потому что верная регулировка силы тока позволит выполнить сварочный шов без изъянов и досадных пропусков.
В. В. Тунгусков, Образование: АНО Учебный центр ИТЦ Эксперт (г. Москва), сварщик 4 разряда, опыт работы с 2009 года:«Для полуавтоматов лучше использовать импортную проволоку, т. к. она намного качественнее отечественных аналогов, но стоимость изделий при этом повышается».
Баллон с редуктором
Для сварки используются только проверенные баллоны, на поверхности которых указана дата заполнения. Наиболее бюджетный вариант — использование углекислого газа в качестве зашиты места сварки от окисления, для этого приобретается баллон с редуктором. Устанавливается манометр, чтобы надежно контролировать давление газа в системе — оптимальная величина около 0,2 атмосфер.
Основные компоненты регулирования подачи газа от баллона к горелке.
Защитная маска
Для защиты лица и глаз используются специальные сварочные маски с затемненным окошком, которые надеваются на голову и высвобождают руки для работы. Производители современных аналогов разработали уникальную систему наподобие очков Хамелеон — стекло маски мгновенно становится непроницаемым при активации сварочной дуги.
Во время прекращения сварки окно становится прозрачным, так что маску можно не снимать, что намного упрощает действия сварщика, особенно когда он не обладает большим опытом проведения подобных работ.
Технология
После тщательной подготовки оборудования исполнитель делает легкое касание проволоки о поверхность свариваемых деталей для активации дуги. После её появления проволока ведется вдоль стыка на постоянном расстоянии, при этом одна рука занята горелкой, а второй — сварщик придерживает конструкцию. Зазор при толщине заготовок до 10 мм — 1 мм, далее он составляет не более 10% от толщины детали.
Проволока подается автоматически с выставленной заранее скоростью, а исполнитель формирует шов при плавлении металлов. Полуавтоматические аппараты выпускаются с газовой защитой или с применением флюса, каждый вариант имеет характерные особенности, но оба эффективны и позволяют получить качественное соединение конструкции.
Виды швов: коренные, заполняющие и косметические
При толщине металла 1,5 мм или менее, сплошной шов не применяется, так как возникает коробление от высокой температуры, при этом делается сварка с использованием точек диаметром 3—4 мм и шагом 10—25 мм. Заготовки с толщиной до 4 мм соединяют поэтапно, сначала с лицевой стороны, а потом с изнанки.
Для сварки конструкций, имеющих толщину 6 мм и более, требуется подготовка: кромки подтачивают до плотного соединения, с лицевой стороны снимается фаска под углом в 300. Перед сваркой детали закрепляют в струбцинах с зазором не менее 0,5 и не более 2 мм. Вначале выполняют коренной шов при циклическом замыкании и заполняют дно стыка до начала скоса фасок.
Затем аппаратура переводится в режим сварки методом распыления, производят полное заполнение шва на всю глубину за несколько заходов. После окончания работ поверхность зачищается металлической щеткой или кругом с абразивом. Теперь покрывается заполненный зазор косметическим швом, при этом скорость подачи проволоки снижают, а сварку ведут широким фронтом по ширине 8—15 мм, что напрямую зависит от толщины заготовки.
Проволокой делаются поперечные движения по переднему краю сварочной ванны при интенсивной скорости, чтобы края шва не остывали, а наплывы были минимальными. Горелка двигает по направлению к себе, а края косметического шва проплавливаются качественно, но высота валика не должна превышать 2 мм.
Дефекты швов, причины их возникновения
Классификация возможных дефектов приведена в ГОСТ 30242-97, они подразделены на такие группы:
- Растрескивание поверхности шва.
- Кратеры, полости, свищи и раковины от усадки металла.
- Вкрапления твердых частиц.
- Не проварка или не сплавление участков шва.
- Нарушена форма сварного шва.
- Другие дефекты.
Причинами появления таких негативных факторов может быть нарушение приемов при подготовке, сборке, термообработке соединений, а также низкая квалификация исполнителя или небрежности в работе.
Возможные дефекты, возникающие на сварном соединении металлов.
Сваривание толстых деталей
При соединении толстых конструкций дугу ведут не только вдоль соединяемых кромок, но и производят колебательные движения горелкой. Видов такой технологий много, но чаще всего используют возвратно-поступательные колебания и зигзаг. При этом ширина захода шва на поверхность конструкции пропорциональна ее толщине.
Свариваемым заготовкам задают зазор, так как при его отсутствии соединение будет непрочным из-за большой толщины конструкций. При соединении тавровых деталей из толстого металла готовый шов проваривается по нижней и верхней кромке с заходом на поверхность детали. Этим достигается упрочнение сварочного шва.
Выводы
Работа на полуавтоматическом стенде или при использовании аналогичного аппарата требует от исполнителя точности движений и строгого выполнения технологии. Вначале закрепляют полученные теоретические знания на практике, а потом уже получают допуск на эксплуатацию промышленного оборудования.
Загрузка…Применение углекислого газа для сварки полуавтоматом
Использование углекислоты для сварки полуавтоматом получило широкое распространение как среди начинающих сварщиков, так и среди профессионалов. Такой газ для сварки (имеет маркировку co2) защищает сварочный шов от негативного воздействия атмосферы, улучшает качество работ и увеличивает производительность труда. В этой статье мы расскажем все о сварке в среде углекислого газа.
Содержание статьи
- Суть сварки в углекислоте
- Преимущества дуговой сварки в углекислом газе
- Применяемые материалы при сварке в углекислоте
- Сварочная проволока
- Углекислый газ
- Вместо заключения
Суть сварки в углекислоте
Углекислотный газ частично распадается на углерод и кислород, находясь под воздействием большой температуры. Впоследствии формируется смесь из нескольких газов одновременно: кислорода, углерода и углекислого газа. В совокупности эти газы защищают сварочную зону от негативного влияния окружающей среды, ведь в сварочном цеху или в гараже практически невозможно установить идеальные условия для сварки. Кроме того, смесь трах газов взаимодействует c железом, что также улучшает качество готового шва.
Углекислый газ обладает свойством сильного окисления металла, что может привести к потере качества работы. Чтобы устранить окислительные процессы в сварочную проволоку в избыточном количестве вводят кремний и марганец, их оксиды высвобождаются во время сварки и благодаря своим свойствам подавляют окислительные процессы. Они вступают в реакцию друг с другом, а не растворяются в сварочной ванне, тем самым формируется надежное соединение, не подверженное окислению.
Для сварки в углекислоте используется сварочный полуавтомат. Режим работы полуавтомата выбирается исходя из толщины металла. Ниже вы можете видеть таблицу с рекомендуемыми параметрами для сварки тонких металлов.
Преимущества дуговой сварки в углекислом газе
Мы будем сравнивать дуговую сварку в углекислоте со сваркой под флюсом, поскольку два этих метода часто обсуждают в попытке выяснить, что лучше. Перечислим основные преимущества сварки в углекислом газе:
- Мастер может беспрепятственно наблюдать за процессом сварки и следить за дугой, поскольку нет флюса, закрывающего обзор.
- Нет необходимости использовать дополнительное оборудование для подачи и удаления флюса с поверхности металла, что выгодно экономически.
- Не нужно очищать металл от шлака и остатков флюса. Это преимущество особенно важно, если планируется многослойная сварка деталей.
- Производительность труда повышается в несколько раз за счет равномерной подачи тепла от сварочной дуги. Скорость работы до 3 раз быстрее, чем ручная сварка электродами или сварка под флюсом.
- Качество швов значительно выше, даже если вы начинающий сварщик.
- Можно проводить работы в любом положении. Сварщику доступна возможность выполнить и горизонтальный, и вертикальный шов, а также соединения под углом или на весу, не используя при этом стальную подкладку.
- Углекислый газ стоит дешево и его перерасход незначительно скажется на стоимости работ.
- Можно сваривать тонкий металл без страха ухудшить качество сварного шва.
- Наплавка при сварке полуавтоматом в углекислом газе лучше, чем при сварке под флюсом.
Но и это еще не все. Одним из главных преимуществ такого метода сварки является его экономичность. Она достигается как за счет низкой цены на газ, так и за счет увеличения скорости работы. Если измерять стоимость работ, руководствуясь количеством металла, необходимого для наплавки, то при сварке в углекислом газу килограмм металла обходится в два раза дешевле, чем при сварке под флюсом или при ручной сварке.
Сварочный процесс с углекислотой широко используется не только гаражными умельцами, но и в промышленных целях. Этот метод сварки незаменим в машино- и судостроении, при сварке магистральных отопительных и водопроводных систем, при выполнении сложного монтажа металлических конструкций в труднодоступном месте, при производстве изделий из легированной стали, и металлов, устойчивых к теплу, при оперативном ремонте и наплавке.
Как видите, этот метод сварки не зря настолько распространен. Он обладает множеством преимуществ и позволяет существенно улучшить качество сварочных работ. Теперь подробнее разберем материалы, необходимые для углекислой сварки.
Применяемые материалы при сварке в углекислоте
Сварочная проволока
В этом методе сварки в качестве электрода используют специальную сварочную проволоку, которая подбирается в соответствии с металлом, который необходимо сварить. Диаметр варьируется от о.5 до 3 мм, тем толще металл, тем соответственно больше диаметр проволоки. Также учитывайте мощность и количество дополнительных настроек у вашего полуавтомата. Мы рекомендуем использовать медную проволоку, поскольку она всегда дает отличный результат.
Соблюдайте правила хранения проволоки. После вскрытия упаковки она не должна иметь пятен или иных загрязнений, исключено наличие ржавчины или любой другой коррозии. Если ваша проволока не соответствует этим требованиям, то ее нельзя использовать в работе, поскольку увеличивается вероятность разбрызгивания металла при сварке и в целом ухудшается качество получаемого шва.
Опытные сварщики вымачивают проволоку в серной кислоте, а затем несколько часов прокаливают в печи. Эта процедура улучшает качество получаемого впоследствии сварного шва.
Углекислый газ
Самый главный компонент. Газ для сварки не имеет цвета и не наносит вреда здоровью. Углекислоту для сварки хранят и перемещают в специальных баллонах с заданным давлением. В большинстве случаев баллоны можно отличить по характерному черному цвету и подписи «Углекислота», но бывают и исключения. Качественный газ с углекислотой, применяемый для сварки полуавтоматом, должен на 98% состоять из диоксида углерода. Этого достаточно для выполнения большинства работ. Но если необходимо сварить особо важные металлические конструкции, то лучше приобретать баллон с содержанием 99%. Также важно, чтобы в баллоне не было излишней влаги. Если углекислота для сварки содержит влагу, то наплавка теряет пластичность, а шов приобретает пористую текстуру и его характеристики ухудшаются.
Если газ не сухой, то мы рекомендуем поставить баллон вертикально на 20-30 минут, чего будет достаточно для того, чтобы лишняя влага осела на дно. В баллоне могут также содержаться примеси азота, которые негативно влияют на качество работ. Выпустите немного газа из баллона, прежде чем приступать к работе, так лишние примеси уйдут в атмосферу и не будут препятствовать хорошему результату.
Вместо заключения
Сварка с использованием углекислого газа — это крайне полезный навык, расширяющий ваши профессиональные умения. С помощью такого вида сварки можно улучшить качество своей работы и повысить производительность труда. При этом себестоимость таких работ будет достаточно экономной за счет низкой цены на газ. Конечно, у начинающих сварщиком может быть перерасход газа, пока они не «набьют руку», но с опытом придет полное понимание сути сварки в углекислоте, а значит и осознание, как можно сократить расход комплектующих.
Для полноценной работы вам понадобится лишь полуавтомат, сварочная проволока и баллон углекислого газа, а также терпение и минимальные навыки сварки. Не полагайтесь в своей работе только на учебные таблицы, экспериментируйте и получайте свой опыт. Благодаря этому вы сможете интуитивно подбирать правильный режим работы аппарата в зависимости от ситуации, а этот навык очень важен, если вы хотите стать профессионалом. Обязательно испробуйте этот метод, соблюдая технику безопасности. Опытные мастера могут поделиться своим опытом в комментариях, чтобы помочь новичкам. Желаем удачи!
Какое давление углекислоты при сварке полуавтоматом?
Как настроить сварочный полуавтомат?
Приветствую Вас на блоге kuzov.info!
В этой статье рассмотрим как настроить сварочный полуавтомат. Разберёмся в его регулировках, настройке потока защитного газа, а также посмотрим какие сварочные швы формируются при разных настройках напряжения. Итак, начнём с краткого определения полуавтоматической сварки.
Полуавтоматическая сварка – это электродуговая сварка, в которой электродом является сварочная проволока, подаваемая к месту сварки автоматически через горелку. Газ защищает сварочную зону от кислорода и азота воздуха, которые делают шов пористым и хрупким. Он также подаётся через горелку одновременно с проволокой после нажатия триггера на горелке. Этот вид сварки часто называют сварка MIG / MAG (Metal Inert Gas/Metal Active Gas – сварка в среде инертного газа/ сварка в среде активного газа). Более правильное, техническое название этого вида сварки – GMAW (Gas Metal Arc Welding – электродуговая сварка в среде защитного газа), а сленговое – «сварка проволокой», «сварка полуавтоматом».
Сварка полуавтоматом, при всей своей простоте, требует много практики и изучения основ. Важно правильно настроить сварочный аппарат и правильно подготовить металл для сварки.
Здесь мы рассмотрим настройку наиболее доступного и распространённого сварочного полуавтомата трансформаторного типа.
Содержание:
Какие регулировки имеет сварочный полуавтомат?
На полуавтомате три настройки:
- Напряжение (несколько режимов)
- Скорость подачи проволоки
- Скорость потока газа (количество расходуемого газа)
Настройка потока защитного газа
- Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату.
- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
- Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
Настройка напряжения сварочного полуавтомата
- Правильное напряжение важно для формирования прочного сварочного шва. Используя слишком низкое напряжение для конкретного металла с определённой толщиной, качество сварочного шва будет низким, так как проникновение сварки будет плохим. Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.
Настройка скорости подачи проволоки
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
- Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.
- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
- Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Положение наконечника горелки относительно сопла
Начало работы сварочным полуавтоматом
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG / MAG ”.
Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварочного шва.
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
На фото слева показаны швы на листовом металле, сделанные с увеличением напряжения. Слева на право от меньшего напряжения к большему. На втором фото обратная сторона листа показывает проникновение (провар).
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
Сварочные швы в разрезе
Эти швы в разрезе показывают эффект возрастания напряжения более ясно. На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
Оптимальный расход углекислоты при сварке полуавтоматом
Сейчас и на маленьких, и на крупных производствах можно все чаще встретить баллоны с защитным газом . Использование защитного газа при сварке улучшает качество сварного соединения, ускоряет работу и не позволяет кислороду проникать в сварочную зону. Кроме того, баллон с газом стоит недорого и специально для домашней сварки производители выпускают компактные баллоны, которые легко помещаются в багажник машины.
Если вы домашний сварщик, то просто приобретаете компактный баллон в магазине и пользуетесь, не беспокоясь о расходе. Если газ закончится, то можно быстро докупить еще один баллон. А что делать, если вы сварщик на производстве и к вам предъявляют довольно жесткие требования по расходу газа? Как подобрать объем так, чтобы газа точно хватило на весь сварочный процесс? В этой статье мы постарались кратко рассказать вам, как вычислить оптимальный расход углекислоты при сварке полуавтоматом.
От чего зависит расход
Далее мы дадим несколько рекомендаций, какой должен быть расход газа при полуавтоматической сварке , учитывая диаметр присадочной проволоки и силу сварочного тока. Учтите, что это довольно усредненные значения, от них можно отступать.
Итак, если вы используете проволоку диаметром от 0,8 до 1 миллиметра и установили силу тока от 60 до 160 Ампер, то средний расход должен быть около 8 литров в минуту.
Если вы используете проволоку диаметром 1,2 миллиметра и установили силу тока от 100 до 250 Ампер, то средний расход должен быть около 9-12 литров в минуту.
Если вы используете проволоку диаметром 1,4 миллиметра и установили силу тока от 120 до 320 Ампер, то средний расход должен быть около 12-15 литров в минуту. Если вы используете проволоку диаметром 1,6 миллиметра и установили силу тока от 240 до 380 Ампер, то средний расход должен быть около 15-18 литров в минуту. Если вы используете проволоку диаметром 2 миллиметра и установили силу тока от 280 до 450 Ампер, то средний расход должен быть около 18-20 литров в минуту.
Это средний расход газа при сварке полуавтоматом. Ведь помимо прямых факторов увеличения расхода (таких как диаметр проволоки и толщина металла), есть еще и косвенные. К примеру, если вы варите на улице или просто не в закрытом боксе, то расход может существенно увеличиться, ведь газ будет быстро улетучиваться. Особенно расход неприятно удивит вас, если на улице дует ветер.
Также важно качество самого газа и то, насколько хорошо он взаимодействует с металлом. Ведь если на производство поставляют некачественный разбавленный газ, вы просто не сможете сохранить показатели расхода в норме. Перерасход будет в любом случае.
Расход защитного газа
Теперь давайте более подробно разберемся с темой расхода газа на конкретном примере. В качестве примера возьмем стандартный газовый баллон 40 л, который есть на большинстве предприятий. Один такой баллон содержит около 24 килограмм чистой углекислоты, при испарении она образует до 12 тысяч кубических дециметров газовой фазы. Этой информации нам уже достаточно, чтобы примерно понимать расход.
Допустим, вы используете присадочную проволоку диаметром 1 миллиметр и установили почти минимальную силу тока. Скажем, 100 Ампер. Судя по справочной литературе, при таком режиме сварки нам хватит одного 40 литрового баллона ровно на сутки, то есть 24 часа. Но вы, естественно, не сидите на работе днями, поэтому поделим это на 6 часов работы. Получим 10 литров газа.
Также можно рассчитать расход исходя из того, сколько килограмм металла мы наплавили. Мы знаем, что на 1 килограмм наплавки мы должны тратить около 1,1 килограмм углекислоты и 1,30 килограмм присадочной проволоки. Зная эти данные несложно рассчитать, сколько газа и проволоки вы потратите. Подскажем: если вы потратили около 1,2 килограмм присадочной проволоки, значит расход газа составил около 1 килограмма.
Теперь, когда мы знаем эти значения, можно посчитать, сколько вообще металла удастся наплавить при использовании 40 литрового баллона с газом. Ответ: 29 килограмм металла. Конечно, это всегда приблизительные цифры, но наша практика доказала, что обычно расход как раз и варьируется в этих пределах. Новичкам рекомендуем использовать таблицу, приведенную ниже.
Экономия газа
Выше мы говорили, что расход газа также влияет от косвенных факторов, на которые сварщик практически не может повлиять. Но он все же может при возможности минимизировать действие этих факторов, тем самым сэкономив газ.
Самое простое, что можно сделать — производить сварку в закрытом цеху с хорошей вентиляцией. Не должно быть сквозняков и ветра. Также лучше к работе привлекать квалифицированных опытных сварщиков, которые выполняют работу быстро и четко. Ведь у новичков в любом случае расход газа будет гораздо выше.
Многие начинающие сварщики интересуются, можно ли еще какими-то методами сократить расход со2 при полуавтоматической сварке? Например, просто подавать меньше газа в сварочную зону. Наш ответ: нет. Умышленно уменьшив количество используемого газа вы ухудшите качество шва, поскольку в сварочную зону будет попадать кислород.
Но у этой проблемы все же есть решение. Опытные мастера советуют применять в своей работе многокомпонентные газовые смеси, благодаря им расход уменьшается, при этом качество сварки остается на достойном уровне. Но будьте готовы к тому, что стоимость многокомпонентных смесей куда выше, чем у стандартного газа. Так что убедитесь, что использование таких смесей экономически выгодно.
Вместо заключения
Опытные мастера зачастую даже измеряют расход во время работ, поскольку точно знают, сколько расходуют углекислоты. Чтобы новичку получить подобные навыки нужно посвятить сварке полуавтоматом огромное количество времени. Но не стоит об этом беспокоиться, ведь даже если вы редко сталкиваетесь со сваркой в среде защитного газа всегда можно посмотреть нормативные документы. Выпишите себе основные тезисы из этой статьи (а лучше запомните), чтобы потом применить их на практике.
Желаем удачи в работе!
Как видите, этот метод сварки не зря настолько распространен. Он обладает множеством преимуществ и позволяет существенно улучшить качество сварочных работ. Теперь подробнее разберем материалы, необходимые для углекислой сварки.
Применяемые материалы при сварке в углекислоте
Сварочная проволока
В этом методе сварки в качестве электрода используют специальную сварочную проволоку, которая подбирается в соответствии с металлом, который необходимо сварить. Диаметр варьируется от о.5 до 3 мм, тем толще металл, тем соответственно больше диаметр проволоки. Также учитывайте мощность и количество дополнительных настроек у вашего полуавтомата. Мы рекомендуем использовать медную проволоку, поскольку она всегда дает отличный результат.
Соблюдайте правила хранения проволоки. После вскрытия упаковки она не должна иметь пятен или иных загрязнений, исключено наличие ржавчины или любой другой коррозии. Если ваша проволока не соответствует этим требованиям, то ее нельзя использовать в работе, поскольку увеличивается вероятность разбрызгивания металла при сварке и в целом ухудшается качество получаемого шва.
Опытные сварщики вымачивают проволоку в серной кислоте, а затем несколько часов прокаливают в печи. Эта процедура улучшает качество получаемого впоследствии сварного шва.
Углекислый газ
Самый главный компонент. Газ для сварки не имеет цвета и не наносит вреда здоровью. Углекислоту для сварки хранят и перемещают в специальных баллонах с заданным давлением. В большинстве случаев баллоны можно отличить по характерному черному цвету и подписи «Углекислота», но бывают и исключения. Качественный газ с углекислотой, применяемый для сварки полуавтоматом, должен на 98% состоять из диоксида углерода. Этого достаточно для выполнения большинства работ. Но если необходимо сварить особо важные металлические конструкции, то лучше приобретать баллон с содержанием 99%. Также важно, чтобы в баллоне не было излишней влаги. Если углекислота для сварки содержит влагу, то наплавка теряет пластичность, а шов приобретает пористую текстуру и его характеристики ухудшаются.
Если газ не сухой, то мы рекомендуем поставить баллон вертикально на 20-30 минут, чего будет достаточно для того, чтобы лишняя влага осела на дно. В баллоне могут также содержаться примеси азота, которые негативно влияют на качество работ. Выпустите немного газа из баллона, прежде чем приступать к работе, так лишние примеси уйдут в атмосферу и не будут препятствовать хорошему результату.
Вместо заключения
Сварка с использованием углекислого газа — это крайне полезный навык, расширяющий ваши профессиональные умения. С помощью такого вида сварки можно улучшить качество своей работы и повысить производительность труда. При этом себестоимость таких работ будет достаточно экономной за счет низкой цены на газ. Конечно, у начинающих сварщиком может быть перерасход газа, пока они не «набьют руку», но с опытом придет полное понимание сути сварки в углекислоте, а значит и осознание, как можно сократить расход комплектующих.
Для полноценной работы вам понадобится лишь полуавтомат, сварочная проволока и баллон углекислого газа, а также терпение и минимальные навыки сварки. Не полагайтесь в своей работе только на учебные таблицы, экспериментируйте и получайте свой опыт. Благодаря этому вы сможете интуитивно подбирать правильный режим работы аппарата в зависимости от ситуации, а этот навык очень важен, если вы хотите стать профессионалом. Обязательно испробуйте этот метод, соблюдая технику безопасности. Опытные мастера могут поделиться своим опытом в комментариях, чтобы помочь новичкам. Желаем удачи!
Какое давление углекислоты при сварке полуавтоматом?
Как настроить сварочный полуавтомат?
Приветствую Вас на блоге kuzov.info!
В этой статье рассмотрим как настроить сварочный полуавтомат. Разберёмся в его регулировках, настройке потока защитного газа, а также посмотрим какие сварочные швы формируются при разных настройках напряжения. Итак, начнём с краткого определения полуавтоматической сварки.
Полуавтоматическая сварка – это электродуговая сварка, в которой электродом является сварочная проволока, подаваемая к месту сварки автоматически через горелку. Газ защищает сварочную зону от кислорода и азота воздуха, которые делают шов пористым и хрупким. Он также подаётся через горелку одновременно с проволокой после нажатия триггера на горелке. Этот вид сварки часто называют сварка MIG / MAG (Metal Inert Gas/Metal Active Gas – сварка в среде инертного газа/ сварка в среде активного газа). Более правильное, техническое название этого вида сварки – GMAW (Gas Metal Arc Welding – электродуговая сварка в среде защитного газа), а сленговое – «сварка проволокой», «сварка полуавтоматом».
Сварка полуавтоматом, при всей своей простоте, требует много практики и изучения основ. Важно правильно настроить сварочный аппарат и правильно подготовить металл для сварки.
Здесь мы рассмотрим настройку наиболее доступного и распространённого сварочного полуавтомата трансформаторного типа.
Содержание:
Какие регулировки имеет сварочный полуавтомат?
На полуавтомате три настройки:
- Напряжение (несколько режимов)
- Скорость подачи проволоки
- Скорость потока газа (количество расходуемого газа)
Настройка потока защитного газа
- Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату.
- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
- Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
Настройка напряжения сварочного полуавтомата
- Правильное напряжение важно для формирования прочного сварочного шва. Используя слишком низкое напряжение для конкретного металла с определённой толщиной, качество сварочного шва будет низким, так как проникновение сварки будет плохим. Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.
Настройка скорости подачи проволоки
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
- Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.
- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
- Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Положение наконечника горелки относительно сопла
Начало работы сварочным полуавтоматом
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG / MAG ”.
Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварочного шва.
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
На фото слева показаны швы на листовом металле, сделанные с увеличением напряжения. Слева на право от меньшего напряжения к большему. На втором фото обратная сторона листа показывает проникновение (провар).
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
Сварочные швы в разрезе
Эти швы в разрезе показывают эффект возрастания напряжения более ясно. На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
Оптимальный расход углекислоты при сварке полуавтоматом
Сейчас и на маленьких, и на крупных производствах можно все чаще встретить баллоны с защитным газом . Использование защитного газа при сварке улучшает качество сварного соединения, ускоряет работу и не позволяет кислороду проникать в сварочную зону. Кроме того, баллон с газом стоит недорого и специально для домашней сварки производители выпускают компактные баллоны, которые легко помещаются в багажник машины.
Если вы домашний сварщик, то просто приобретаете компактный баллон в магазине и пользуетесь, не беспокоясь о расходе. Если газ закончится, то можно быстро докупить еще один баллон. А что делать, если вы сварщик на производстве и к вам предъявляют довольно жесткие требования по расходу газа? Как подобрать объем так, чтобы газа точно хватило на весь сварочный процесс? В этой статье мы постарались кратко рассказать вам, как вычислить оптимальный расход углекислоты при сварке полуавтоматом.
От чего зависит расход
Далее мы дадим несколько рекомендаций, какой должен быть расход газа при полуавтоматической сварке , учитывая диаметр присадочной проволоки и силу сварочного тока. Учтите, что это довольно усредненные значения, от них можно отступать.
Итак, если вы используете проволоку диаметром от 0,8 до 1 миллиметра и установили силу тока от 60 до 160 Ампер, то средний расход должен быть около 8 литров в минуту.
Если вы используете проволоку диаметром 1,2 миллиметра и установили силу тока от 100 до 250 Ампер, то средний расход должен быть около 9-12 литров в минуту.
Если вы используете проволоку диаметром 1,4 миллиметра и установили силу тока от 120 до 320 Ампер, то средний расход должен быть около 12-15 литров в минуту. Если вы используете проволоку диаметром 1,6 миллиметра и установили силу тока от 240 до 380 Ампер, то средний расход должен быть около 15-18 литров в минуту. Если вы используете проволоку диаметром 2 миллиметра и установили силу тока от 280 до 450 Ампер, то средний расход должен быть около 18-20 литров в минуту.
Это средний расход газа при сварке полуавтоматом. Ведь помимо прямых факторов увеличения расхода (таких как диаметр проволоки и толщина металла), есть еще и косвенные. К примеру, если вы варите на улице или просто не в закрытом боксе, то расход может существенно увеличиться, ведь газ будет быстро улетучиваться. Особенно расход неприятно удивит вас, если на улице дует ветер.
Также важно качество самого газа и то, насколько хорошо он взаимодействует с металлом. Ведь если на производство поставляют некачественный разбавленный газ, вы просто не сможете сохранить показатели расхода в норме. Перерасход будет в любом случае.
Расход защитного газа
Теперь давайте более подробно разберемся с темой расхода газа на конкретном примере. В качестве примера возьмем стандартный газовый баллон 40 л, который есть на большинстве предприятий. Один такой баллон содержит около 24 килограмм чистой углекислоты, при испарении она образует до 12 тысяч кубических дециметров газовой фазы. Этой информации нам уже достаточно, чтобы примерно понимать расход.
Допустим, вы используете присадочную проволоку диаметром 1 миллиметр и установили почти минимальную силу тока. Скажем, 100 Ампер. Судя по справочной литературе, при таком режиме сварки нам хватит одного 40 литрового баллона ровно на сутки, то есть 24 часа. Но вы, естественно, не сидите на работе днями, поэтому поделим это на 6 часов работы. Получим 10 литров газа.
Также можно рассчитать расход исходя из того, сколько килограмм металла мы наплавили. Мы знаем, что на 1 килограмм наплавки мы должны тратить около 1,1 килограмм углекислоты и 1,30 килограмм присадочной проволоки. Зная эти данные несложно рассчитать, сколько газа и проволоки вы потратите. Подскажем: если вы потратили около 1,2 килограмм присадочной проволоки, значит расход газа составил около 1 килограмма.
Теперь, когда мы знаем эти значения, можно посчитать, сколько вообще металла удастся наплавить при использовании 40 литрового баллона с газом. Ответ: 29 килограмм металла. Конечно, это всегда приблизительные цифры, но наша практика доказала, что обычно расход как раз и варьируется в этих пределах. Новичкам рекомендуем использовать таблицу, приведенную ниже.
Экономия газа
Выше мы говорили, что расход газа также влияет от косвенных факторов, на которые сварщик практически не может повлиять. Но он все же может при возможности минимизировать действие этих факторов, тем самым сэкономив газ.
Самое простое, что можно сделать — производить сварку в закрытом цеху с хорошей вентиляцией. Не должно быть сквозняков и ветра. Также лучше к работе привлекать квалифицированных опытных сварщиков, которые выполняют работу быстро и четко. Ведь у новичков в любом случае расход газа будет гораздо выше.
Многие начинающие сварщики интересуются, можно ли еще какими-то методами сократить расход со2 при полуавтоматической сварке? Например, просто подавать меньше газа в сварочную зону. Наш ответ: нет. Умышленно уменьшив количество используемого газа вы ухудшите качество шва, поскольку в сварочную зону будет попадать кислород.
Но у этой проблемы все же есть решение. Опытные мастера советуют применять в своей работе многокомпонентные газовые смеси, благодаря им расход уменьшается, при этом качество сварки остается на достойном уровне. Но будьте готовы к тому, что стоимость многокомпонентных смесей куда выше, чем у стандартного газа. Так что убедитесь, что использование таких смесей экономически выгодно.
Вместо заключения
Опытные мастера зачастую даже измеряют расход во время работ, поскольку точно знают, сколько расходуют углекислоты. Чтобы новичку получить подобные навыки нужно посвятить сварке полуавтоматом огромное количество времени. Но не стоит об этом беспокоиться, ведь даже если вы редко сталкиваетесь со сваркой в среде защитного газа всегда можно посмотреть нормативные документы. Выпишите себе основные тезисы из этой статьи (а лучше запомните), чтобы потом применить их на практике.
Желаем удачи в работе!
Как варить полуавтоматом в среде углекислого газа – пояснения для новичков
Чтобы процесс соединения деталей в единое целое не составлял труда и все получалось с первого раза, перед практическими работами нужно разобраться в теории, как производится сварка полуавтоматом в среде углекислого газа для начинающих. Рассмотрим основные аспекты и сущность данного метода.
Понятие сварки полуавтоматом в среде СО2
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.
Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа. При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту. Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее.
Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа. Электрод может быть вольфрамовым или графитовым.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в среде углекислого газа отлично подходит для новичков. Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.
Работая на обратной полярности, можно избежать разбрызгивания электрода. Если же нужно наплавить металл, тогда лучше применить прямую, так и КПД будет в 1,5-почти 2 раза выше.
Режимы сварки, которые выставляются в настройках аппарата, зависят от многих факторов. Рассмотрим таблицу, где подробно расписаны возможные варианты настроек, отталкиваясь от толщины металла, из которого сделаны заготовки для сваривания.
Изучая данные из таблицы, можно заметить, что напряжение дуги напрямую зависит от диаметра проволоки и от толщины металла. При усилении сварочного тока будет усиливаться глубина провара, что необходимо при работе с толстыми металлами. Отталкиваясь от горения дуги, нужно настраивать скорость подачи электродной проволоки, чтобы не терять качество шва.
Характеристика углекислотной сварки
Углекислый газ не имеет никакого вкуса и запаха, также он является бесцветным. В умеренных количествах он не составляет опасности для здоровья и жизни человека, не взрывоопасен. Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
В продажу он поступает в железных баллонах по 10, 20 или 40 литров в жидком состоянии и под давлением. Перед сварочным процессом необходимо установить баллон на некоторое время вертикальное положение, чтобы вся влага, которая там есть стекла. После этого газ подается в сварочную зону. Установленный редуктор с регулятором контролирует давление и подачу газа.
Важно: перед приобретением баллона важно уточнить возможность дозаправки.
Сварка в углекислом газе может производиться несколькими видами оборудования для сварки:
- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.
2. Инвертор – это источник питания для сварочной дуги. Это аппарат, который может преобразовывать электроэнергию из сети 220В в постоянный ток для создания и удержания дуги. Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Технология сварки СО2
Когда все готово и настроено для полуавтоматической сварки в газовой среде, можно приступать. Для начала необходимо подготовить металлические детали, которые подлежат спаиванию. Залог качественного шва – это предварительная подготовка. Чтобы материал идеально сплавился, нужно заготовки очистить от масла, грязи и остатков лакокрасочных изделий. Это можно сделать металлической щеткой или наждачной бумагой. После этого детали устанавливаются в то положение, при котором будет происходить их соединение. Первый шов лучше всего производить на малой силе токе, чтобы посмотреть, как будет себя вести заготовка. Если сразу дать большой ток, то есть риск трещин и деформации деталей.
Полуавтоматическую сварку в газовой среде можно выполнять следующими методиками:
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.
Когда шов полностью готов, нельзя сразу отключать подачу газа, так как это чревато окислением. Сначала останавливается подача проводной проволоки, потом подача тока, а затем уже подача газа. Как раз за это время шов успевает кристаллизоваться. По завершению работы нужно сбить шлак со шва.
Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
- экономичность и доступность. Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.
Техника полуавтоматической сварки в среде углекислого газа
- Содержимое:
- Где используется сварка углекислотой
- Техника сварки в углекислом газе
- Какое давление углекислоты при сварке
- Расход углекислоты для полуавтомата
Для ремонта кузовных деталей автомобиля, работ с тонколистовой сталью применяется полуавтоматическая сварка в среде углекислого газа. Благодаря автоматизации процесса, ровный шов может получиться даже у начинающего сварщика.
При выполнении работ, обрабатываемая поверхность нагревается меньше, в результате наблюдается только незначительная деформация или коробление детали.
Где используется сварка углекислотой
Возможно применение сварки с использованием СО² и в других сферах производства, где особенное внимание уделяется слабому нагреву поверхности и деформации детали при ее обработке.
Техника сварки в углекислом газе
Выполнение сварочных работ и технология полуавтоматической сварки в среде углекислого газа достаточно простая, по сути, от мастера требуется выдержать необходимый вылет проволоки и перемещать горелку автомата с одинаковой скоростью.
В результате получается равномерный шов без наплывов, обеспечивается достаточный провар стали и механическая прочность получаемого соединения.
Во время выполнения работ от мастера требуется соблюдение следующих рекомендаций:
- Перед началом сварки следует убедиться в том, что защитный газ выходит из горелки. Рабочее давление углекислоты при сварке полуавтоматом 0, 02 кПа. Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.
- Угол горелки должен находиться в пределах 65-75°. Шов необходимо вести справа налево, так лучше просматриваются свариваемые кромки.
- Сила тока. Режимы сварки в углекислом газе регулируются методом изменения скорости подачи проволоки и напряжения дуги.
Какое давление углекислоты при сварке
ГОСТ на полуавтоматическую сварку в углекислом газе регулируется руководящим документом 26-17-051-85. Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.
Подача углекислоты может быть изменена в большую сторону при наличии сквозняков, ветра и других негативных факторов. Решающее значение при выборе подходящего рабочего режима играет качество получаемого шва.
Сущность сварки в среде углекислого газа сводится к тому, что СО² обеспечивает защиту обрабатываемой поверхности от перегрева. Как правило, качество шва напрямую зависит от расхода углекислоты при сварке полуавтоматом. При этом от мастера требуется обеспечить оптимальные затраты между использованием газа и расходом сварочной проволоки.
Расход углекислоты для сварочного полуавтомата
Хотя нормы расхода углекислоты зависят от многих факторов, в среднем для полуавтомата предусмотрены следующие затраты расходных материалов:
- Скорость подачи проволоки — зависит от ширины расходного материала, составляет, от 35-250 мм/сек.
- Расход газа — определяется качеством флюса и погодными условиями. Может варьироваться от 3 до 60 л/мин.
Расчет расхода углекислого газа при полуавтоматической сварке можно выполнить самостоятельно, зная следующие параметры:
- Затраты на подготовительные работы составляют около 10% от общего расхода СО².
- Удельный расход газа, необходимый для прохождения шва.
Также при расчетах принимают во внимание толщину проволоки и обрабатываемого металла.
В баллон заливается около 25 кг углекислоты. В результате химической реакции из каждого килограмма получается около 509 л газа. Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.
Существует возможность обойтись без использования защитного газа. Вместо СО² применяют порошковую проволоку. При нагревании проволока, покрытая порошком, выделяет газ, который и защищает обрабатываемую поверхность от перегрева.
В комплект оборудования для полуавтоматической сварки в углекислом газе входит:
- Выпрямитель — может быть трансформаторного или инверторного типа. Первый оптимально подходит для толстой проволоки, второй обеспечивает равномерную подачу напряжения и стабильную дугу сварки.
- Подающий механизм — имеет ограничения по толщине проволоки. При выборе следует учитывать, что не каждый флюс можно будет использовать при выполнении сварочных работ.
- Держатель со шлангами.
Все оборудование в совокупности обеспечивает оптимальный рабочий режим и создается условия для формирования качественного сварного шва.
Подскажите как варить полуавтоматом
Прикупил себе аппарат вот такой(картинка внизу). Приобрел баллон 12л..
Теперь вопросы
какое давление должно быть в полном баллоне? (на кртинке полный баллон)
какое давление должно быть на выходе при сварке?
какая длина проволоки должна торчать из горелки?
А то у мене то искры летят в разные стороны, если ближе подвести вроде чуть получше, но получается совсем почти наконечником касаюсь. Если дальше отвести то рывками проволока идет(в смысле отгорает потом опять искра и опять отгорает) пробовал скорость подачи увеличивать эфект тот же только с большей амплитудой.
Вобщем сильно не ругайте, я только учусь.
С флюсом получилось почти сразу, а с газом чё то никак. Клеммы местами перекинул.
У нас вот таже трабла вот и решил блок управления переделать, у тебя напрежение не заниженно?
alan62 написал :
какое давление должно быть в полном баллоне? (на кртинке полный баллон)
зависит от температуры.
alan62 написал :
какое давление должно быть на выходе при сварке?
зависит от диаметра дроссельной шайбы на выходе редуктора.
alan62 написал :
какая длина проволоки должна торчать из горелки?
Zifrius написал :
У нас вот таже трабла вот и решил блок управления переделать, у тебя напрежение не заниженно?
Янн: -Сталкивался с аналогичной проблемой ,низкое напряжение в сети . Сделал повышающий трансформатор . Прибавка в 20 вольт, решила проблему.
Напряжение нормальное.
Про температуру интересный ответ. А если так, на картинке с баллоном на манометре показывает давление при только что заправленном баллоне. Температура -5. Просто хотелось бы узнать как хотя бы ориентироваться при заправке. Ато если много газа то сверкает и плескается все вокруг, если мало то проваришь 3см, а такое ощущение , что пол мотка проволоки сожрало. Как ориентироваться?
Какой расход примерно должен быть(ну понятно, зависит от сварщика) но все же.
И если так все зависит от температуры,то если вруг она поднимется в плюс, то что к баллону не подходить? убьет? Я фото специально выложил с полным баллоном и открытым вентилем.
И что такое дроссельная шайба, мне хотя бы понять, как сильно должно дуть на дугу?, если так вот по русски.
alan62 написал :
Просто хотелось бы узнать как хотя бы ориентироваться при заправке.
ориентироваться надо по весу. в 12-ти литровый (если у вас действительно 12-ти литровый) баллон можно залить примерно 7 кг жидкой углекислоты.
alan62 написал :
к баллону не подходить? убьет?
на печку ставить точно не советую.
дроссельная шайба находится между корпусом редуктора и выходным штуцером.
расход газа — 8-12 литров в минуту.
Может вам опыьного сварщика пригласить для консультации. Эти дела не столько знать, как чувствовать нужно. Мне прищлось цех сварочный по производству рулей жигулей обслуживать. Варить ручной сваркой могу, и автоматы мне легко дались. Но затем видел, как новички тыкались. Но быстро осваивались, так как профи рядом были. Мне было проще, на списанном мог отрабатывать навыки и проблемы рещать технические. Прошло уже немало лет, но марки помню. ТДМ 400 и 303. Неплохие машины, но не все были качественные. Даже в сварке различались мною. Профи сразу замесали и выбирали машины. Молодым понятно похуже
ориентироваться надо по весу. в 12-ти литровый (если у вас действительно 12-ти литровый) баллон можно залить примерно 7 кг жидкой углекислоты.
Вообще конечно интересТно получается, вроде все пользуются редукторами, на них установлены манометры, но все смотрят на них прищурив глаз, типа примерно, мож там 3 очка, а мож триста.
Мож вообще мнометры молоточком покоцать? чтоб не смущали, а ориентироваться по звуку, сильней шипит знач еще мнооого. Страноо как то. Да и еще весы с собой возить.
Да нафига вообще придумали тОки какието, напряжения, давления . муть какая то. Прищурил глаз, навострил уши, да еще носом мождно понюхать и вари себе потихоньку, Забрызгало немного,. снасался генератор купил, чё там про напругу думать. Взвесил баллон, и вот тебе скорость движения газа помноженная на метры проволоки за минусом ее веса и толщины детали, деленное на кривые руки. А лучше подождать пока солнце выглянет, может железки сами прилипнут.
нафига понавешали всяких стекляшек на редектора? не пойму, мешают только, да и разбить можно.
расход газа — 8-12 литров в минуту.
действительно, че я голову забиваю, имеешь 12литровый баллон, значит минуту поварил и заправляй
alan62 написал :
Ато если много газа то сверкает и плескается все вокруг
газа , как и денег, много не бывает главное чтобы дугу не сдувало , а так 10 л/мин минимум.
А считать как? на калькуляторе? Вот если пользоваться краскопультом, то давление на выходе около 2 атм. а не чтоб краску не сдувало. Неужели нет никаких значений, все на глазок?
ОФФ Я когда то работал регулировщиком радиоаппаратуры, так вот у нас один дядя работал, мы его звали «пол шкалы».
На вопрос про напряжение на вольтметре он отвечал. «примерно пол шкалы».
alan62 написал :
А считать как? на калькуляторе?
если по хорошему то — ротаметром , а так обычно ставится калиброванная шайба с дыркой на выходе из редуктора и можно примерно по значению манометра низкого давления прикинуть расход.
alan62 написал :
А считать как? на калькуляторе?
если по хорошему то — ротаметром , а так обычно ставится шайба с калиброванной дыркой на выходе из редуктора и можно примерно по значению манометра низкого давления прикинуть расход.
2 alan62
Добрый день! Сварка — дело хорошее и во многих случаях даже нужное. Особенно, когда без фанатизма. Этот технологический процесс по своей природе достаточно многогранен и, если относиться к нему профессионально, требует учета:
- Материала основного металла
- Толщины основного металла
- Типа и пространственного расположения шва (задается конструктором изделия)
- Диаметра сварочной проволоки
- Материала сварочной проволки
- И т.д. и т.п.
Исходя из вышеуказанного выбирают (в Вашем случае):
- Материал и диаметр сварочной проволоки
- Скорость подачи проволки
- Сварочный ток
- Расход газа
Причем «приборчики» здесь очень даже пригождаются.
Научить выбирать режим в конференции вряд ли возможно, как собственно и варить. Если Вы будете применять сварку в разных условиях, то рекомендую раздобыть таблицы выбора режимов сварки. Они обычно идут в качестве приложений к учебным пособиям для профессиональных училищ или приводятся в специализированных справочниках.
Если Вы будете применять сварку для узкого круга задач и материалов, то самый быстрый способ научиться — найти опытного сварщика, чтобы «живьем» показал Вам необходимый в Вашем случае опорный режим и основные приемы работы, а дальше Вы сможете самостоятельно совершенствовать свой навык.
ПС - Сварка «в защитной среде углекислого газа» самая «искристая» из всех мне известных.
- Емкость баллона с защитным газом — его конструктивный параметр. В баллон заправляют сжиженный (!) газ, т.е. собственно жидкость, а расход газа при сварке считают для «нормального газа» т.е. вещества в состоянии «газ». Так что баллона в 12 л с 7 кг углекислоты при расходе в 12 л/мин хватит весьма на долго.
- Сам подход к выбору режимов можно посмотреть, например в » > .
Но там я, к сожалению, не нашел нужной в Вашем случае полуавтоматической сварки в СО2.
основы сварки металла полуавтоматом в среде углекислого газа для новичков, все азы. Как правильно варить своими руками?
Ремонтные и обслуживающие работы в частном доме нужны довольно часто. Да и в квартире такой запрос – не редкость. Владельцы автомобилей тоже знают, что ремонт своими руками обходится гораздо дешевле, чем регулярное привлечение помощи специалистов. И сварка является тем ремонтным процессом, овладение которым выручает в самых разных ситуациях. И учиться сварке, конечно, никогда не поздно. В данной статье рассмотрим основы сварки для начинающих.
Основные правила
Лучший способ освоить сварку для начинающих – записаться на профессиональные курсы либо просто пойти в подмастерья: попросить мастера взять себя в помощники. Активное наблюдение за процессом с комментариями специалиста быстрее поможет научиться основам сварки. Но если обе вышеописанные возможности не являются доступными, есть другой вариант – даже теоретические азы полезны для новичков. Сначала теория, общее понимание процесса, а потом можно и практиковаться.
Электросварка – метод, при котором для нагрева и дальнейшего расплавления металлов применяют электродугу.
Термические показатели электродуги способны достичь 7000 градусов, что превысит температуру плавления большей части металлов. Процесс сварки происходит следующим образом:
- чтобы электродуга поддерживалась и работала, ток подают от агрегата к электроду;
- электродный стержень, касающийся основания варки, вызывает прохождение сварочного тока;
- под действием такого тока и формируемой дуги электрод и в дополнении к нему металлокромки элементов действия будут плавиться;
- из данного расплава выходит сварочная ванна, в ней расплавленный электрод смешивается с базовым металлом;
- на ванне появляется плавленый шлак, образующий пленку защиты;
- когда дуга отключается, металл постепенно остывает, так получается шов с окалиной, когда материал остынет полностью, окалину счищают.
Для этого процесса используют плавящиеся и неплавящиеся электроды. Если это плавящийся электрод, то сварочный шов образуется за счет введения в расплав присадочной проволоки. Если электрод неплавящийся, ничего такого не потребуется. Чтобы образовать и поддержать в рабочем состоянии электродугу, пользуются спецоборудованием. Это сварочный агрегат.
Выбираем сварочный аппарат
На сегодняшний день выбор такого оборудования велик, есть несколько его основных разновидностей.
- Сварочный генератор. Он может продуцировать электрическую энергию, которая будет использоваться на создание дуги. Он полезен в тех местах, где еще не удалось провести электричество. Но он слишком большой по весу, такие габариты не дают право сказать, что аппарат действительно удобен в использовании.
- Сварочный трансформатор. Данный агрегат может преобразовывать переменное напряжение, которое подается от сети, в переменное напряжение той частоты, что и требуется для сварки. Такое оборудование легче в использовании, но также не самое компактное. Еще один потенциальный «минус» – скачки напряжения в сети.
- Сварочный выпрямитель. Данная техника трансформирует напряжение, подаваемое от сети, в постоянный ток, без которого не образуется дуга. И уже выпрямители считаются компактной техникой с высоким КПД.
Для домашних нужд эксперты советуют приобретать выпрямители инверторного типа. Их чаще зовут просто инверторами. Это компактное оборудование, которое в ходе манипуляций вешается на плечо.
А принцип его устройств прост и понятен даже новичку. Инверторы хороши и тем, что экономичны. Работать могут от бытовой сети. Главное, что они обеспечивают стабильную дугу.
Правда, у такого оборудования есть и недостаток – стоимость. На него придется раскошелиться. А еще удобный и маловесный инвертор чувствителен к увлажнению, запылению, к перепадам напряжения. Когда приходится выбирать такое оборудование, непременно нужно смотреть на возможные значения сварочного тока. Минимум – 160–200 А.
Если в таком сложном виде деятельности человек еще совсем неопытен, а консультант в магазине техники начинает сыпать словами «автомат и полуавтомат», «электрод двойка», «переноска», следует попросить его вначале просто показать инверторы. И именно те, которые будут полезны для опыта в сварке и безопасны, а уже потом – все остальное.
Подбор экипировки
К остальному относится и экипировка. Это защитный костюм сварщика. Он защитит человека от металлических брызг, вспышек ультрафиолета и его потоков. Обычный комплект, как правило, включает маску, подшлемник, рабочий костюм/робу и плотные спецперчатки. Эксперты советуют приобретать маску «хамелеон», оснащенную автоматическим затемнением. Если такого костюма нет, теоретически можно использовать и другую одежду, скроенную из очень плотной ткани.
В домашних условиях этого может быть достаточно. Но маска и перчатки все равно обязательны.
В этом пункте стоит сказать о правилах безопасности.
- Категорически запрещено проводить сварочные работы в помещении, где нет огнетушителя. Его наличие обязательно.
- Всю экипировку надевать нужно строго до начала работ. Если дугу зажечь без защитной маски, получится ожог сетчатки глаз. И, что особенно тревожно, симптомы этого недуга проявляются не сразу, то есть человек продолжает работать со сваркой, ухудшая положение.
- Капли для глаз – такая же необходимая вещь, как и огнетушитель. Они могут не пригодиться, но быть рядом должны. Даже опытные сварщики страдают от ожогов сетчатки (они это называют – «нахвататься зайчиков»), вот только в их случаи зрение страдает из-за высокого объема работ. Новички же рискуют в силу своей неопытности.
- При сварке металла человек находится в окружении деталей, которые нагреты до высоких термических показателей. И к ним нельзя прикасаться до полного остывания, иначе ожоги неизбежны.
Если с правилами знакомы, экипировка в полном порядке, работать будет безопасно. Осталось только теоретически разобраться, что же представляет собой технология сварки.
Технология
Сначала следует найти верстак либо иное подходящее основание. Оно должно быть сделано из негорючего материала. То есть деревянный стол как основание под сварку никак не подойдет. Рядом со сварочным оборудованием не должно находиться ничего, что может легко воспламениться.
Подготовка
Рядом с собой сварщик должен поставить ведро с водой – на случай спасения от угрозы возгорания. Надо найти безопасную зону, где будут складироваться остатки уже использованных электродов. Все же даже маленький электрод способен стать причиной пожара.
Необходимо настроить сварочный ток и взять электрод. Электроды берутся 2–5 мм. Ток выставляется зависимо от того, какой толщины будут детали, и как именно будет свариваться материал. На корпусе агрегата обычно указана сила тока.
Если электроды только приобретены в магазине, их качество обычно не вызывает сомнений. Но если электроды не новые, и хранились они в помещении без отопления, достаточно влажном, их обязательно нужно высушить.
И не просто высушить, а сделать это при температурном показателе +200 градусов. Старый духовой шкаф (электрический) подойдет для этого.
При выборе электродов необходимо придерживаться следующих советов:
- тройкой обычно варят металл толщиной до 5 мм;
- для металла толщиной 1,5–3 мм берут электрод диаметром 2–2,5 мм;
- электроды в 4 мм в домашних условиях практически не используют, домовая сеть с ними не справится.
Об ориентировании деталей: для новичка проще работать на горизонтали. Контроль сварочной ванны выполнять в таком виде проще. Сила тяжести будет давить на расплав в направлении сверху вниз, не сдвигая его. Присадочный металл электрода перенесется в образуемый шов. Поэтому начинающие сваркой занимаются на столе, а сбор укрупненных деталей ведут «по месту». Но и вертикальной сварке несложно научиться, вопрос времени.
А вот потолочной методикой занимаются исключительно профессионалы, новичкам лучше на нее не замахиваться.
И еще о выставлении тока: сварочный ток коррелирует с толщиной электрода. Техника ограничивает лишь нижние границы тока. Для электрода-двойки переключатель ставится на 70–80 А, для тройки – 100–140 А. Сначала нужно выставлять ток немного выше минимума, а потом поднимать его показатель.
Важно! Силовой режим выбран грамотно, если звук сварки похож на растрескивание, неправильно – если та гудит либо булькает.
Сварочные работы
Следует рассказать о вариантах сварки, прежде чем перейти к пошаговой инструкции. Сварка бывает стыковой, внахлест, угловой и тавровой. В первом виде работает практически прямой электрод, в других случаях электрод придется наклонять. Провариваться будут две детали, которые расположены в перпендикулярных областях.
Чтобы научиться правильно варить, нужно придерживаться нескольких шагов.
- Поджиг. Чтобы зажечь дугу, нужно осуществить чирканье электродом по детали, как сделали бы это спичкой. Чиркать надо по траектории шва, иначе есть риск испортить базу. Электрод немного наклоняется к вертикали, выдерживая угол примерно в 30 градусов.
- Контроль электродуги и образование сварочной ванны. Когда дуга разогрелась, ее надо подвести к началу шва и ждать, пока металл расплавится. Так, под электродом через пару секунд образуется красный фрагмент, так горит флюс. Потом пятно появится оранжевое, с рябью – это плавится металл.
- Как держать электрод. Практически вертикально, с уходом в сторону шва не далее чем на 40 градусов. Между элементом и электродом выдерживается дистанция в 3 мм.
- Образование шва. Появляется сварочная ванна, когда возникает оранжевое пятно, и поверхность этого пятна рябит, подрагивает. С начала поджига электродуги металлический расплав (то есть ванна) появится через 2 или 3 секунды, и электрод надо перенаправить на 1–2 мм к шву. Потом снова нужно дождаться оранжевого пятна, только уйдет на это меньше секунды. И вот так, поступательно, по миллиметру выполняется сварка.
- О положении и типе движения. Обязательно следует выдерживать корректный наклон, не играть с отрывом от рекомендованного угла. Если электрод наклонить сильнее, дуга потолком просто оттолкнет назад сварочную ванну. И шов выйдет высоким, отчего прогрев металла усложнится. Получается, что электродный наклон руководит высотой будущего шва. Правильным можно назвать шов, по параметрам высоты выходящий «заподлицо» к свариваемым основаниям. Важно держать дуговой интервал. Если слишком откровенно касаться электродом элемента, возникнет замыкание. На агрегате система защиты даст об этом знать. Поэтому ориентироваться надо на высоту, при которой при наклоне электрода деталей выйдет касаться лишь его обмазкой.
- Контролировать качество сварочной ванны надо зрительно. Оценивать важно и ее саму, и задний шов. На саму дугу смотреть не надо. Шов должен быть равномерным. Поначалу не все будет идеально, и не нужно стремиться сварить шов только одной электродугой. Надо замедлиться, разглядеть шовное сечение. Если на шве кратеры и прожиг до получения тонкого металла и явных «дырок», значит, сила чрезмерна. Если на ножке шва шарик – значит, силы тока недостаточно. А вот если на шве чешуйка/бугорок – это правильно.
- Завершение сварки. В завершении работы не нужно убирать электрод одномоментно. Имеет смысл в зоне действия сделать маленький круг, с внесением металла. В противном случае в месте отрыва дуги появится совсем нежелательный кратер. Отрывать электрод стоит легким чирканьем. Остывший и почерневший в результате шлак удается со шва молотком и жесткой щеткой. Если процесс выполнен корректно, он отскочит большими хлопьями, в металлическом шве включений шлака не будет.
Такие уроки – только теоретическая подготовка, без претензии на детальное руководство. Но сварка и не требует быстрого научения, придется вспомнить и курс школьной физики с его переменным и постоянным током, процессами в среде углекислого газа. А главное – требуется вспомнить все правила безопасности. Не стоит жалеть время на подготовку: информирован – значит, вооружен и риски неудачной работы низки.
Об основах сварки для начинающих смотрите далее.
MIG Сварка Основные сведения о защитном газе
Защитный газ может играть важную роль в улучшении или ухудшении характеристик сварки. СваркаMIG (GMAW) с использованием защитного газа и сплошного проволочного электрода обеспечивает чистый шов без шлака. Это происходит без необходимости останавливать сварку для замены электрода, как при сварке палкой. Повышенная производительность и меньшая очистка — это лишь два преимущества этого процесса.
Чтобы достичь этих результатов в вашем конкретном приложении, он помогает понять роль защитного газа, различные доступные защитные газы и их уникальные свойства.
Основная цель защитного газа — предотвратить воздействие на расплавленную сварочную ванну кислорода, азота и водорода, содержащихся в воздушной атмосфере. Реакция этих элементов на сварочную ванну может создать множество проблем, включая пористость (отверстия в сварном шве) и чрезмерное разбрызгивание.
Различные защитные газы также играют важную роль в определении профилей проплавления сварных швов, стабильности дуги, механических свойств готового сварного шва, используемого вами процесса переноса и т. Д.
Выбор расходных материалов для горелок MIG, обеспечивающих стабильную и плавную подачу защитного газа, также важен для выполнения успешных сварочных швов MIG.
Выбор подходящего защитного газа
Во многих случаях сварки MIG можно использовать широкий выбор защитного газа. Вам необходимо оценить свои цели в области сварки и области применения, чтобы выбрать наиболее подходящий вариант для конкретной области применения. При выборе учитывайте следующее:
- Стоимость газа
- Свойства готового сварного шва
- Подготовка и очистка после сварки
- Основной материал
- Процесс переноса сварного шва
- Ваши цели производительности.
Четыре наиболее распространенных защитных газа, используемых при сварке MIG, — это аргон, гелий, углекислый газ и кислород. Каждый из них имеет уникальные преимущества и недостатки в любом конкретном приложении.
Пористость, которую можно увидеть на лицевой и внутренней поверхностисварного шва, может быть вызвана недостаточным защитным газом и может значительно ослабить
сварной шов.
Двуокись углерода (CO2)
Наиболее распространенным из реактивных газов, используемых при сварке MIG, является двуокись углерода (CO2). Это единственный, который можно использовать в чистом виде без добавления инертного газа.CO2 также является наименее дорогим из обычных защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом. Чистый CO2 обеспечивает очень глубокое проплавление шва, что полезно при сварке толстых материалов. Однако он также дает менее стабильную дугу и большее количество брызг, чем при смешивании с другими газами. Это также ограничивается только процессом короткого замыкания.
Аргон
Для компаний, которые уделяют особое внимание качеству сварного шва, внешнему виду и сокращению очистки после сварки, лучшим вариантом может быть смесь 75–95 процентов аргона и 5–25 процентов CO2.Он обеспечит более желательное сочетание стабильности дуги, контроля образования луж и меньшего разбрызгивания, чем чистый CO2. Эта смесь также позволяет использовать процесс переноса распылением, который может обеспечить более высокую производительность и более привлекательные сварные швы. Аргон также обеспечивает более узкий профиль проплавления, что полезно для угловых и стыковых швов. Если вы свариваете цветной металл — алюминий, магний или титан — вам потребуется 100-процентный аргон.
Кислород
Кислород, также являющийся химически активным газом, обычно используется в соотношении девять процентов или меньше для улучшения текучести сварочной ванны, проплавления и стабильности дуги в низкоуглеродистой, низколегированной и нержавеющей стали.Однако он вызывает окисление металла сварного шва, поэтому его не рекомендуется использовать с алюминием, магнием, медью или другими экзотическими металлами.
Гелий
Гелий, как и чистый аргон, обычно используется с цветными металлами, но также и с нержавеющими сталями. Поскольку он обеспечивает широкий и глубокий профиль проникновения, гелий хорошо работает с толстыми материалами и обычно используется в соотношении от 25 до 75 процентов гелия к 75-25 процентам аргона. Регулировка этих соотношений изменит глубину проникновения, профиль валика и скорость движения.Гелий создает более «горячую» дугу, что позволяет увеличить скорость движения и повысить производительность. Однако он более дорогой и требует более высокой скорости потока, чем аргон. Вам нужно будет рассчитать ценность увеличения производительности по сравнению с увеличением стоимости газа. В случае нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
На этом графике показано различие, которое расходные детали могут составлятьв покрытии защитным газом. Фотография слева показывает хорошее покрытие, в то время как покрытие на фотографии справа позволяет
воздушной среде загрязнять защитный газ.
Подача защитного газа в сварочную ванну
Все ваши усилия по выбору правильного защитного газа будут потрачены впустую, если ваше оборудование не подает газ на сварочный шов. Расходные детали горелки MIG (диффузор, контактный наконечник и сопло) играют решающую роль в обеспечении надлежащей защиты сварочной ванны.
На этом разрезе показана система расходных материалов, в которой контактный наконечникустановлен в диффузоре и удерживается на месте
защитой от брызг внутри сопла.
Если вы выберете слишком узкое сопло или если диффузор забивается, например, брызгами, в сварочную ванну может попасть слишком мало защитного газа.Точно так же плохо спроектированный диффузор может не направлять защитный газ должным образом, что приведет к турбулентному несбалансированному потоку газа. Оба сценария могут допускать попадание воздушных карманов в защитный газ и приводить к чрезмерному разбрызгиванию, пористости и загрязнению сварных швов.
При выборе расходных материалов для пистолета MIG выбирайте те, которые устойчивы к разбрызгиванию и обеспечивают достаточно широкое отверстие сопла для адекватного покрытия защитным газом. Некоторые компании предлагают форсунки со встроенной защитой от брызг, которая также добавляет вторую фазу диффузии защитного газа.Это приводит к еще более плавному и стабильному потоку защитного газа.
Выбор подходящего защитного газа для вашего конкретного применения потребует тщательного анализа типа выполняемой вами сварки, а также ваших производственных приоритетов. Использование приведенных выше рекомендаций должно стать хорошим началом процесса обучения. Обязательно проконсультируйтесь со своим местным дистрибьютором сварочных материалов, прежде чем принимать окончательное решение.
Сварка МИГ | Металлургия для чайников
Сварка МИГ — ОбзорСварка MIG — это сокращение от Metal Inert Gas Welding.Этот процесс был разработан в 1940-х годах и считается полуавтоматическим. Это означает, что сварщику по-прежнему требуются навыки, но сварочный аппарат MIG будет постоянно заполнять свариваемое соединение. Сварка MIG может использоваться для сталей любой толщины, для алюминия, никеля и даже для нержавеющей стали и т. Д. Однако чаще всего она используется на производстве и в промышленных условиях.
Сварка MIG — это сокращение от Metal Inert Gas Welding
Сварка металла в среде инертного газа (MIG), также иногда называемая дуговой сваркой металла в газе (GMAW), — это процесс, который был разработан в 1940-х годах для сварки алюминия и других цветных металлов.Сварка MIG — это автоматический или полуавтоматический процесс, в котором проволока, подключенная к источнику постоянного тока, действует как электрод для соединения двух металлических частей, когда она непрерывно проходит через сварочную горелку. Поток инертного газа, первоначально аргона, также пропускается через сварочную горелку одновременно с проволочным электродом. Этот инертный газ действует как экран, удерживая переносимые по воздуху загрязнители вдали от зоны сварного шва.
Основным преимуществом сварки MIG является то, что она позволяет сваривать металл намного быстрее, чем традиционные методы сварки штучной сваркой.Это делает его идеальным для сварки более мягких металлов, таких как алюминий. Когда этот метод был впервые разработан, стоимость инертного газа делала процесс сварки стали слишком дорогим. Однако с годами процесс эволюционировал, и теперь для обеспечения функции защиты можно использовать полуинертные газы, такие как двуокись углерода, что делает сварку MIG рентабельной сваркой стали.
ОборудованиеMIG состоит из сварочной горелки, источника питания, источника защитного газа и системы подачи проволоки, которая вытягивает проволочный электрод из катушки и проталкивает ее через сварочную горелку.Для сварочного пистолета с водяным охлаждением может потребоваться источник охлаждающей воды. Существуют также стержневые печи Mig для правильного хранения электродов.
Для большинства сварочных операций MIG требуется постоянный ток с обратной полярностью. Этот тип электрического соединения обеспечивает стабильную дугу, помогает сгладить перенос металла, имеет относительно низкие потери от разбрызгивания и дает хорошие характеристики сварного шва. Прямая полярность постоянного тока (отрицательный электрод) используется редко, поскольку дуга может стать нестабильной и неустойчивой, даже если скорость плавления электрода выше.
Основные принципы сварки MIG
Переменный ток не нашел коммерческого применения при сварке MIG, потому что дуга гаснет в течение каждого полупериода, поскольку ток уменьшается до нуля, и она может не загореться повторно, если катод достаточно охладится. Пистолеты MIG доступны для ручного управления, полуавтоматической сварки, а также для машинной или автоматической сварки. Поскольку электрод подается непрерывно, сварочная горелка должна иметь скользящий электрический контакт для передачи сварочного тока на электрод.Пистолет также должен иметь газовый канал и сопло, чтобы направлять защитный газ вокруг дуги и расплавленной сварочной ванны.
Электрический выключатель используется для включения и выключения сварочного тока, подачи электрода и подачи защитного газа. Выбор горелок с воздушным или водяным охлаждением зависит от типа защитного газа, диапазона сварочного тока, материалов, конструкции сварного шва, а также существующих производственных практик и условий. Пистолеты с воздушным охлаждением обычно ограничиваются использованием 200 ампер или меньше. Пистолеты с водяным охлаждением обычно используются для применений, требующих от 200 до 750 ампер.Гидравлические линии в пистолете с водяным охлаждением добавляют вес и снижают маневренность пистолета для сварки. Когда он был впервые разработан, он назывался (GMA) Gas Metal Arc.
Сварка МИГ , в отличие от большинства других сварочных процессов, имеет один стандартный тип напряжения и тип полярности. Постоянный ток течет в одном направлении, от отрицательного (-) к положительному (+). Источник питания, используемый для сварки MIG, называется «источником постоянного напряжения». При сварке MIG контролируется и регулируется напряжение.При сравнении сварки MIG с дуговой сваркой или сваркой TIG сварочные аппараты MIG используют настройки напряжения для настройки аппарата. Сварочные аппараты TIG и дуговой сварки используют силу тока для настройки аппарата или «источника постоянного тока».
Сварочные аппаратыMIG состоят из рукоятки с спусковым крючком, контролирующим подачу проволоки, подающую проволоку от катушки к сварному шву. Проволока похожа на бесконечный велосипедный тормозной трос. Проволока проходит через лайнер, который также имеет газ, подводимый по тому же кабелю к месту возникновения дуги, что защищает сварной шов от воздействия воздуха.
Преимущества сварки MIG:
- Высококачественные сварные швы можно производить намного быстрее
- Поскольку флюс не используется, нет возможности улавливания шлака в металле шва, что приведет к получению высококачественных сварных швов.
- Газовый экран защищает дугу, поэтому потери легирующих элементов очень малы. При сварке образуется лишь незначительное количество брызг
- Сварка MIG универсальна и может использоваться с широким спектром металлов и сплавов.
- Процесс MIG может осуществляться несколькими способами, включая полуавтоматический и полностью автоматический
- Он производит длинные непрерывные сварные швы намного быстрее, чем традиционные методы сварки.
- Поскольку защитный газ защищает сварочную дугу, этот вид сварки дает чистый сварной шов с очень небольшим количеством брызг.
- Может использоваться с широким спектром металлов и сплавов.
Недостатки:
- Сварку MIG нельзя использовать в вертикальном или потолочном положении из-за большого количества тепла и текучести сварочной ванны.
- Оборудование сложное.
- Оборудование довольно сложное, так как для сварки MIG требуется источник постоянного тока, постоянный источник и поток газа, а также постоянно движущийся проволочный электрод.Кроме того, электроды доступны в широком диапазоне размеров и изготавливаются из различных типов металлов в зависимости от области применения при сварке.
- Фактически используемая технология отличается от традиционной сварки, поэтому сварка MIG требует обучения даже для опытных сварщиков. Например, сварщикам MIG необходимо отодвинуть сварочную ванну от себя и вдоль шва.
- Необходимость в защите от инертного газа означает, что сварку MIG нельзя использовать на открытой местности, где ветер сдует газовую защиту.
Газ для сварки MIG — это то, что делает сварку MIG возможной. Название сообщает нам об этом; «Сварка металлов в инертном газе». Используемые газы — это то, что защищает сварной шов от кислорода в воздухе. Когда в смесь добавляется углекислый газ или кислород, сварка MIG технически больше не является сваркой MIG. Это связано с тем, что и углекислый газ, и кислород не являются инертными газами. Затем процесс становится GMAW или газовой дуговой сваркой.
Также определяет вид используемого газа:
- Насколько глубоко сварной шов проникает в свариваемый металл
- Характеристики сварочной дуги
- Механические свойства сварного шва.
При выборе типа используемого газа лучше всего запросить информацию в магазине сварочных материалов. Магазин порекомендует газ, соответствующий используемой сварочной проволоке. Или можно воспользоваться рекомендациями производителя сварочной проволоки. Как правило, производитель предлагает несколько вариантов: от наилучшего до того, что обеспечит минимально приемлемые результаты. Окончательный выбор типа газа основывается на стоимости.
Четыре наиболее часто используемых газа:
- Аргон
- CO2 / двуокись углерода
- O2 / кислород
- Гелий (наименее распространенный)
В большинстве случаев эти газы используются в виде смеси, обычно состоящей из диоксида углерода и аргона или кислорода.Кислород является причиной большинства дефектов сварного шва, однако, в небольшом количестве, смешанный с другими газами, он улучшает характеристики дуги. Аргон и углекислый газ можно использовать сами по себе. В некоторых случаях используется трехкомпонентный защитный газ, содержащий аргон, диоксид углерода и гелий.
Наиболее распространенные смеси и газы:
- C2 или 2% двуокиси углерода и 98% аргона
- C25 или 25% двуокиси углерода и 95% аргона
- 100% двуокись углерода
- 100% аргон
Сварку углеродистой стали можно производить только с использованием только диоксида углерода, и это дает самое глубокое проплавление, максимальное количество дыма и самый грубый сварной шов.Можно использовать смесь газов от 2% до 25% углекислого газа и остального аргона. Однако более высокий процент аргона приведет к более гладкому и красивому сварному шву и улучшит характеристики дуги.
Сварка нержавеющей стали обычно выполняется с использованием C2 или 2% двуокиси углерода и 98% аргона. В некоторых случаях используется трехкомпонентный защитный газ, содержащий 90% гелия, 7,5% аргона и 2,5% двуокиси углерода. Сварка алюминия обычно выполняется одним аргоном, за одним исключением. Если свариваемый алюминий толще, чем ½ дюйма, в смесь может быть добавлен гелий.
Сварка МИГ — это сварочный процесс, с помощью которого можно сваривать практически любой металл. Возможно, это не всегда лучший выбор для обеспечения качества сварки, но сварка MIG является быстрой, экономичной и дает результаты, более чем приемлемые для большинства производственных и производственных нужд! Не все строят космическую станцию.
Три наиболее распространенных металла, свариваемых сварочным аппаратом MIG:
- Углеродистая сталь.
- Нержавеющая сталь.
- Алюминий, со специальным механизмом подачи, потому что алюминиевая проволока очень мягкая.
Сварные швы из углеродистой стали почти безупречно выполняются сварочным аппаратом MIG. Есть очень мало проблем, кроме недостатков конструкции сварочного аппарата MIG. Жесткость проволоки достаточна для того, чтобы проходить через футеровку из машины с минимальным трением, вызывающим проблемы, и имеет достаточную жесткость для подачи без наматывания. В зависимости от того, какое напряжение работает на сварочном аппарате MIG, сварку можно настроить на один из трех типов переноса: короткое замыкание, шаровидное соединение или распыление.
MIG-сварка нержавеющей стали не требует специального оборудования. В случае сварки нержавеющей стали самая большая проблема возникает из-за шнура или гильзы сварщика. Уловка при сварке нержавеющей стали заключается в том, чтобы шнур оставался как можно более прямым. В противном случае механизм подачи проволоки, который питает сварное соединение, будет иметь слишком большое трение из-за того, что нержавеющая сталь более жесткая, чем углеродистая. Представьте себе попытку протолкнуть проволочную вешалку через изогнутый садовый шланг. Скорее всего, если шланг прямой, его можно будет легко пропустить.Если шланг погнут, у вас возникнут трудности.
Сварка алюминия MIG обычно требует двойной подачи, называемой, (метод выталкивания и вытягивания). То есть катушка с проволокой проталкивается через ручку MIG, а сама ручка имеет шкив, который тянет проволоку. Сварка алюминия не очень распространена для сварки MIG. Обычно это делается, когда требуется высокая производительность. Первое изображение ниже представляет собой двухвальцовую толкающую подачу на машине Millermatic 350P MIG. Второе и третье изображения ниже — это вид снизу и вид сверху пистолета с питанием с питанием Python.
Возможно вам понравится
Случайные стойки
- Отказ вала направляющего ролика
Часть вышедшего из строя вала «направляющего ролика» была отправлена на анализ неисправности (рис. 1). Этот вал предназначен для … - Алюминиевый сплав
Алюминий — очень универсальный металл, его можно отливать в любой известной форме. Его можно катать, штамповать, вытягивать, формовать … - Сварка
Сварка — это процесс изготовления или скульптуры, в ходе которого материалы, обычно металлы или термопласты, соединяются путем образования коагулянтов… - Подводная сварка
Подводная сварка — это процесс сварки при повышенном давлении, обычно под водой. Подводная или гипербарическая сварка … - Как склепать алюминий?
Заклепка — это неразъемная механическая застежка. Перед установкой заклепка состоит из гладкого цилиндрического вала с …
MAG сварка | Дуговая сварка | Основы автоматизированной сварки
На этой странице представлена информация о сварке MAG, в которой рассматриваются области, в которых используется сварка MAG, типы используемых защитных газов и сварочной проволоки, а также характеристики сварочных аппаратов MAG.Также объясняются различные подкатегории сварки MAG в защитном газе.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания по сварке, такие как типы и механизмы сварки, а также подробные знания, касающиеся автоматизации сварки и устранения неисправностей. Скачать СваркаMAG (Metal Active Gas) — это тип дуговой сварки, в которой используется активный газ (углекислый газ [CO 2 ] или газовая смесь аргона и CO 2 ).Этот процесс также называется дуговой сваркой CO 2 или сваркой CO 2 . Этот процесс обычно используется для автоматической или полуавтоматической сварки черных металлов. Он не подходит для цветных металлов, таких как алюминий, из-за химической реакции CO 2 .
При автоматической или полуавтоматической сварке MAG в качестве электрода используется сварочная проволока, свернутая в бухты, вместо сварочного стержня, используемого при дуговой сварке защищенным металлом (ручная дуговая сварка).
Спиральная проволока прикрепляется к устройству подачи проволоки и автоматически направляется к наконечнику горелки подающим роликом, который приводится в действие электродвигателем.На провод подается напряжение, когда он проходит через контактный наконечник, удерживающий провод.
Между проволокой и основным материалом зажигается дуга, которая одновременно плавит проволоку и основной материал для их сварки. Во время процесса защитный газ подается через сопло в зону сварного шва и в окрестности, чтобы защитить дугу и сварочную ванну от атмосферы. В качестве защитного газа используется газ CO 2 , газовая смесь аргона и CO 2 или газовая смесь аргона с несколькими процентами кислорода.
По сравнению с дуговой сваркой в среде защитного металла скорость наплавки, при которой электрод становится металлом шва, выше, что дает преимущество высокой эффективности работы за счет глубокого проплавления основного материала. Есть и другие важные преимущества, например, высокое качество металла шва и то, что установка сварочной горелки на роботе позволяет выполнять автоматическую сварку.
- Ar + CO 2 газовая смесь
или CO 2 газ - Электрод сплошной проволоки
Полуавтоматический сварочный аппарат MAG в основном состоит из следующих компонентов:
- Источник сварочного тока
- Устройство подачи проволоки
- Горелка сварочная
- Баллон газовый
Проволока должна подаваться от устройства подачи с постоянной скоростью.Следовательно, для источника питания сварки обычно используется источник питания с характеристикой постоянного напряжения. Устройство подачи проволоки представляет собой механизм подачи с постоянной скоростью.
- Баллон газовый
- Регулятор расхода газа
- Источник сварочного тока
- Устройство подачи проволоки
- Блок дистанционного управления
- Горелка сварочная
MAG можно классифицировать по защитному газу или типу сварочной проволоки.
Что касается сварочной проволоки, то сплошная проволока имеет поперечное сечение, полностью состоящее из того же материала.Поверхности проволоки для углеродистой стали покрыты медью для повышения устойчивости к ржавчине и повышения электропроводности. Сплошная проволока без покрытия без медного покрытия дает такие преимущества, как стабильная дуга и простота обслуживания внутренней части сварочной горелки.
Порошковая проволока содержит сердечник из флюса внутри проволоки. Они обеспечивают такие преимущества, как стабильная дуга, меньшее разбрызгивание и хороший внешний вид сварного шва.
В дополнение к вышеперечисленному, существуют порошковые и металлопорошковые проволоки.Первый характеризуется высокой скоростью осаждения, а второй — меньшим образованием шлака.
Дом
На главную> Металл Советы и факты по изготовлению> MIG Welding Advantage Fabricated Metals выполняет несколько сварок процессы . Два наиболее распространенных сварочных процесса, которые мы используем, включают: TIG, аббревиатура от Tungsten Inert Gas сварка и MIG, аббревиатура от Metal Inert Gas Welding.TIG также упоминается как GTAW (газовая дуговая сварка вольфрамовым электродом) и Heliarc®. МИГ также упоминается как GMAW (газовая дуговая сварка металла). Мы также предлагаем оксиацетилен. сварка. «Металл» в газовой дуговой сварке металла относится к проволоке, используется для зажигания дуги. Он защищен инертным газом и Подающая проволока также действует как присадочный стержень. MIG довольно прост в освоении и использовании, поскольку это полуавтоматический процесс сварки. Характеристики процесса сварки MIGМИГ:
На следующем рисунке показан типичный процесс сварки MIG, показывающий дугу, которая образуется между проволочным электродом и заготовкой. В процессе сварки MIG электрод плавится в дуге и осаждается как присадочный материал. Используемый защитный газ предотвращает атмосферное загрязнение от атмосферного загрязнения и защищает сварной шов во время затвердевания. Защитный газ также способствует стабилизации дуги, что обеспечивает плавный перенос металла от сварочной проволоки в расплавленную сварочную ванну. Универсальность — главное преимущество процесса сварки MIG. Он способен соединения большинства типов металлов и может выполняться в большинстве положений, даже несмотря на то, что ровная горизонталь наиболее оптимальна. Наиболее распространенные сварные швы показаны ниже. В их число входят:
MIG используется для сварки многих материалов, а различные газы используются для образования дуга в зависимости от свариваемых материалов.Смесь аргона CO 2 обычно используется для сварки низкоуглеродистой стали, алюминия, титана и легированных металлов. Гелий используется для высокоскоростной сварки низкоуглеродистой стали и титана, а также меди и нержавеющей стали. Углекислый газ чаще всего используется для сварки углеродистых и низколегированных сталей. Магний и чугун — это другие металлы, обычно свариваемые с использованием процесса MIG. Ознакомьтесь с обзором наших сварочных услуг и любых процессов обработки металлов давлением, предлагаемых Воспользуйтесь преимуществами готовых металлов, щелкнув по ссылкам выше. Для получения дополнительной информации о Advantage Fabricated Metals и металлообработке, металл услуги по изготовлению и сварке, которые мы предоставляем, заполните контактную информацию форму или позвоните нам по телефону 1-815-323-1310 . Сопутствующие услуги по изготовлению металлов, советы и факты: О компании Advantage Fabricated Metals
| Услуги по обработке металлов давлением Advantage Fabricated Metals Авторские права © Advantage Fabricated Metals, Inc., 2003-2009. |
Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 ГРУППА ЭСАБ, ИНК.УРОК II проволока, сварочная ванна и площадь в зоне дуги защищены от атмосферы газообразным щит. Для защиты используются инертные газы, химически активные газы и газовые смеси. Металл Режим передачи зависит от выбора защитного газа и уровня сварочного тока.Рисунок 9 — это набросок процесса, показывающий основные особенности. ФИГУРА 9 СВАРОЧНЫЙ ПРОВОД СВАРОЧНЫЙ КАБЕЛЬ ЗАЩИТНЫЙ ГАЗ КОНТАКТ ГАЗОВОГО ФОРСУНКА НАКОНЕЧНИК РАБОЧЕЙ ЧАСТИ СВАРКА РАСПЛАВЛЕННЫМ БАССЕЙНОМ МЕТАЛЛИЧЕСКАЯ ДУГА ГАЗОВЫЙ ЭКРАН ТВЕРДЫЙ ПРОВОДНОЙ ЭЛЕКТРОД НАПРАВЛЕНИЕ ПУТЕШЕСТВИЯ ГАЗОВАЯ ДУГОВАЯ СВАРКА МЕТАЛЛА 2.4.0.1 Газ металлическая дуговая сварка — это универсальный процесс, который можно использовать для сварки широкого множество металлов, включая углерод стали, низколегированные стали, нержавеющие стали, алюминиевые сплавы, магний, медь и медные сплавы, и никелевые сплавы.Его можно использовать для сварки листового металла или относительно тяжелые секции. Сварные швы может быть выполнен во всех положениях, и процесс может быть использован для полуавтомата или автомата сварка. При полуавтоматической сварке скорость подачи проволоки напряжение, сила тока и расход газа предварительно устанавливаются на контрольном оборудовании. В оператор нуждается просто направить сварочный пистолет вдоль стыка с постоянной скоростью и удерживать относительно постоянный длина дуги. При автоматической сварке пистолет устанавливается на ходовой тележке. что движется шарнир или пистолет могут быть неподвижны, а деталь движется или вращается под Это.2.4.0.2 Практически все GMAW выполняются с использованием DCEP (электрод положительный). Эта полярность обеспечивает глубокое проплавление, стабильная дуга и низкий уровень разбрызгивания. Небольшое количество Сварка GMAW — это сделано с DCEN, и хотя скорость плавления электрода высока, дуга неустойчивый. Чередование ток не используется при дуговой сварке металлическим газом. 2.4.1 Текущий Плотность — Чтобы понять, почему газовая дуговая сварка металла может наплавить шов металл в быстром темпе, необходимо что следует понимать термин «плотность тока».Рисунок 10. показан электрод с покрытием 1/4 дюйма и Проволока диаметром 1/16 дюйма, нарисованная в масштабе. несущий 400 ампер. Уведомление что площадь провода 1/16 дюйма составляет всего 1/16 площади сердечника провода покрытого электрода. Мы можем говорят, что плотность тока у провода 1/16 дюйма в 16 раз большеЧто такое сварка MIG? Общие сведения о газовой дуговой сварке металла
0Последнее обновление: 20 мая 2021 г.
Сварка — это процедура соединения двух металлов путем нагрева металлических поверхностей до их точек оттаивания.Однако сварка не так проста, как может показаться. Это сугубо техническая процедура, поскольку она включает множество видов и методов, которые могут понять и применить на практике только квалифицированный персонал.
Существует множество видов сварки. К ним относятся лазерная сварка, сварка трением, дуговая, электронно-лучевая и контактная сварка. Самый распространенный тип — это MIG (Metal Inert Gas), разновидность дуговой сварки.
Как уже говорилось ранее, сварка — это непросто, как вы могли подумать. Поэтому с первого раза может не получиться. Если вы хотите выполнить сварочный проект, вам нужно вооружиться огромным объемом информации.
Если вы новичок и хотите узнать все, что вам нужно, о сварке MIG, это подробное руководство станет вашим дверью ко всей необходимой информации.
Что такое сварка MIG?
СваркаMIG (металл в инертном газе) — это процедура дуговой сварки, в которой используется непрерывный твердый кабельный электрод, нагретый сварочной горелкой и поданный в сварочную ванну. Два основных материала размораживают вместе для образования стыка. Сварочная горелка подает защитный газ к электроду, чтобы защитить сварочную ванну от загрязнителей воздуха.
Изображение предоставлено: Вадим Куликов, Shutterstock
Как это работает?Сварка металла в инертном газе — это универсальный метод, который подходит как для тонких листов, так и для деталей с широким сечением. Между концом проволочного электрода и заготовкой зажигается дуга, которая оттаивает оба из них, создавая сварочную ванну.
Кабель действует как источник тепла и как присадочный металл для сварочного шарнира. Затем он подается через медный контактный наконечник, который передает сварочный ток в кабель.Защитный газ, подаваемый через сопло, окружающее кабель, защищает сварочную ванну от окружающей атмосферы.
Выбор защитного газа зависит от свариваемого материала и области применения. Моторный привод используется для подачи кабеля с катушки, и сварщик будет перемещать сварочную горелку вдоль соединительной линии.
Кабели могут быть порошковыми (композиты, созданные из металлической оболочки с использованием металлического наполнителя или порошкового флюса) или сплошными. По сравнению с расходными материалами для других процедур, как правило, предлагаются конкурентоспособные цены.Процесс обеспечивает высокую производительность, поскольку кабель постоянно подается.
Ручная сварка MIG часто называют полуавтоматической процедурой. Это потому, что источник питания регулирует скорость подачи кабеля и длину дуги. Однако скорость движения и положение каната регулируются вручную.
Если параметры процесса напрямую сварщик не регулирует, то процесс можно механизировать. Однако при сварке может потребоваться ручная регулировка.Процесс можно назвать автоматическим, если при сварке не требуется ручного вмешательства.
Обычно процедура работает с положительно заряженным кабелем, подключенным к выходу питания, обеспечивающему постоянное напряжение. Выбор диаметра кабеля (обычно от 0,6 до 1,6 мм) и скорости подачи проволоки определяет сварочный ток, поскольку скорость выгорания проволоки создает баланс со скоростью подачи.
Какие существуют типы сварки MIG?
Типы сварки MIG можно различать по используемому режиму переноса.При сварке MIG существует четыре основных типа переноса:
Сварочный кабель касается металла при коротком замыкании. Ток протекает через пистолет и вызывает короткое замыкание. После того, как сварочная проволока расплавлена, она медленно просачивается на металлическую поверхность, образуя лужу, которая создает соединение между деталями.
В этом типе транспортировки MIG защитный газ двуокиси углерода используется с комбинацией низкого напряжения. В этой процедуре вам потребуется меньше защитного газа, и, следовательно, это дешевый процесс.
Режим короткого замыкания относительно хорошо справляется с плохой сборкой и подходит для трубопроводов. Это режим с пониженным тепловложением, который снижает деформацию сварного шва.
Это происходит с комбинацией защитного газа аргона и высокого напряжения. В этом типе сварочного аппарата MIG кабель оттаивает, затем собирается на кончике горелки и постепенно попадает в соединение пару раз в секунду. Главный недостаток этого типа — разбрызгивание.
Несколько преимуществ этого режима включают использование доступного углекислого газа в качестве защитного газа, дешевых твердых электродов или электродов с металлическим сердечником и оборудования.
Проволока тает на очень мелкие капли, и вместо этого она распыляется на стыки, как туман. В отличие от хлопков и потрескивания шарового и короткого замыкания соответственно, распыление издает шипящий звук.
Это полезно, когда нужно создать чистую дугу между свариваемыми материалами и пистолетом. Это достигается с помощью комбинации защитного газа аргона или комбинации газов с 15% диоксида углерода и высокого напряжения. Защитный газ стоит дорого, поскольку содержит большое количество аргона.
Для этой процедуры необходим высококлассный сварочный аппарат MIG. Вместо того, чтобы подавать постоянный поток напряжения, сварочный аппарат подает импульсное напряжение. Следствием этого является тип переноса, который меняется между типами Globular и Spray.
Для сварки изделий не требуется высокое напряжение. Он обеспечивает более эффективные сварные швы и обеспечивает большую гибкость с позициями. Сварщик MIG стоит дорого, чтобы обеспечить такую производительность.
Где используется сварка MIG?
Сварка MIG (металл в инертном газе) — это тип сварки, который в основном используется в промышленности и производителях.Тем не менее, некоторые отрасли промышленности с большей вероятностью будут использовать эти формы сварки (или предоставить больше возможностей для трудоустройства в этой области), чем другие.
Ниже приводится сводка отраслей, в которых MIG-сварка наиболее распространена и, следовательно, в ней, скорее всего, будут работать сварщики с экспертной квалификацией в данной области:
СваркаMIG часто используется для ремонта мотоциклов, автомобилей, внедорожников и фургонов. Тот факт, что он может обеспечить мощный сварной шов даже с тонкими металлами, делает сварку MIG идеальной техникой для фиксации и сборки кузова или любого интерьера автомобиля.
Кроме того, сварка металлов методом MIG универсальна. Это необходимое условие для автомобилей, которым требуется много лет эксплуатации. Большинство автомобилей изготавливаются из алюминия, металла, который обычно сваривают с помощью сварочного аппарата MIG.
Имея это в виду, есть вероятность, что сварка MIG может быть использована для производства автомобилей в будущем.
В строительстве чаще всего используется сталь. Более половины стали в мире используется для строительства домов, башен ветряных турбин, офисных зданий, мостов и других сооружений.Хотя MIG-сварка была разработана для алюминия и других цветных металлов, в настоящее время она также все чаще применяется для стали.
Поскольку сварка MIG является предпочтительным вариантом для сварки стальных конструкций, неудивительно, что в строительной отрасли требуются сварщики MIG.
- Массовое производство
Включает массовое производство штучных изделий. Например, этот тип производства используется для производства автомобильных компонентов, деталей компьютеров, кораблей и многих других изделий.Тот факт, что сварка MIG является недорогой и быстрой, делает ее пригодной для использования в высокопроизводительном производстве.
Другая причина, по которой MIG-сварка обычно используется в этом секторе, заключается в том, что она используется для многих типов металлов. Они состоят из углеродистой стали, магния, стали, никеля и различных сплавов.
Преимущества сварки MIG
- Может соединять различные типы материалов разной толщины.
- Компоненты, используемые для сварки MIG, легко доступны, поэтому вы можете найти их в магазинах по невысокой цене.
- Он имеет более высокий КПД электрода (от 92 до 98%) по сравнению с другими типами сварки.
- Вы можете легко адаптировать его для полуавтоматических приложений, высокоскоростной робототехники и жесткой автоматизации.
- Предлагает возможность сварки во всех положениях.
- Превосходный внешний вид сварного шва, полученного при сварке MIG.
- По сравнению с другими типами сварки, требуется меньшая тепловая мощность.
- Сварочные брызги и шлак остаются минимальными, поэтому очистка сварного шва выполняется быстро и легко.
- Создает меньше сварочного дыма, что делает его безопасным для сварщиков.
- Стоимость сварочного металла ниже, что делает сварку MIG доступной по цене.
- Подходит для новичков с низким уровнем квалификации.
- Отлично подходит для точечной и прихваточной сварки.
Недостатки сварки MIG
- Первоначальная стоимость установки высока.
- Атмосфера вокруг сварочного процесса должна быть стабильной (благодаря защитным газам), поэтому процедура ограничивается условиями без сквозняков.
- Стоимость обслуживания высока из-за дополнительных электронных компонентов.
- Обладает более тяжелыми радиационными эффектами.
- Когда дело доходит до настройки параметров предприятия, необходим высокий уровень навыков.
- Это не эффективно, если требуются высокие требования к рабочему циклу.
- Может создавать сильный дым и дым.
- Метод может привести к образованию отложений ржавчины.
- Он не такой мощный, как сварка TIG.
Часто задаваемые вопросы
В чем разница между сваркой TIG и MIG?
Основное различие между ними — метод использования дуги. При сварке металла в инертном газе (MIG) используется подающая проволока, которая непрерывно движется через пистолет для образования искры. Затем он оттаивает, чтобы создать сварной шов.
Когда дело доходит до сварки вольфрамом в среде инертного газа (TIG), два металла плавятся напрямую с помощью длинных стержней.
Что приводит к чрезмерному разбрызгиванию при сварке MIG?
Избыточное разбрызгивание вызвано несколькими факторами.Основным фактором является прерывание расплавленной сварочной ванны во время передачи проволоки в сварной шов. В такой ситуации дуга слишком холодная, чтобы плавить бассейн и проволоку, и это приводит к эффекту заглушки на кабеле. Это может происходить как при низком, так и при высоком токе.
Какой газ используется при сварке MIG?
Четыре защитных газа, которые наиболее часто используются при сварке металлов в инертном газе, — это гелий, кислород, углекислый газ и аргон. Каждый предлагает несравненные преимущества и недостатки в каждом приложении.
Какое давление газа наиболее подходит для сварки MIG?
Расход защитного газа MIG определяется и измеряется как CFH (кубические футы газа в час). В отличие от резки и кислородной сварки, расход газа MIG невелик. Давление газа в трубе, который поступает в устройство подачи кабеля / сварочное устройство при сварке, обычно варьируется от 3 до 8.
Какое защитное оборудование необходимо для сварки MIG?
Вам потребуются как минимум кожаные перчатки и цветной сварочный шлем.Также желательно надеть кожаную обувь и кожаную сварочную куртку. Во время сварки повсюду будут разлетаться знойные искры и металл.
Помимо того, что не кожаные туфли и футболки не обеспечивают защиты, в них быстро образуются дыры, вызванные прожиганием искр. Даже если вы ведете сварку в помещении с хорошей вентиляцией, пары, выделяемые многими металлами, вредны для вас, особенно оцинкованной стали. Также убедитесь, что у вас есть огнетушитель, так как он пригодится.
Краткое руководство
Когда использовать сварку MIG
- Если у вас металлы большей толщины, требующие более длительных и постоянных пробегов
- Если у вас есть проекты, требующие более высокой производительности, используйте этот метод, так как он быстрее и проще в управлении, чем сварка TIG.
- Если вы новичок
- Если вы не хотите часто начинать и останавливаться, используйте этот метод, так как он снижает вероятность возникновения неисправности из-за ее постоянного характера.
Когда использовать сварку TIG
- Если вы используете тонкий металл
- Если вы хотите обеспечить высокий уровень детализации, используйте сварку TIG, поскольку она медленнее
- Если вы профессионал и знаете, как балансировать материалы двумя руками
- Если у вас автомобильный проект или вам нужна чистая художественная отделка
- Если у вас много металлов, таких как медь и алюминий.Однако этим методом нельзя использовать чугун.
Заключение
Среди основных причин, по которым сварка MIG является обычным явлением, является то, что с ее помощью можно сваривать практически любой металл по сравнению со сваркой TIG. Хотя качество сварки при сварке MIG не превосходит другие типы сварки, сварка MIG является одной из самых быстрых и доступных сварочных процедур.
Кроме того, сварочные швы MIG превосходны, если не безупречны. Наиболее часто используемые металлы при сварке MIG включают углеродистую сталь, алюминий и нержавеющую сталь.Самый простой металл для сварки MIG — углеродистая сталь.
Изображение предоставлено: Данил Евский, Shutterstock
4 Популярные типы процедур сварки
Статья обновлена 3 июня 2021 г. и предлагает гораздо более подробную информацию о типах металлов, их использовании, методах сварки и расположении, а также о том, как учитываются состав и точки плавления различных металлов. К процедурам диаграмм добавлена подробная инфографика.
Работа с металлом увлекательна и вдохновляет.По мере того как разлетаются искры и повышается тепло, сварщики могут преобразовывать одни из самых прочных материалов в мире в формы и изделия, которые они себе представляют. Этот навык требует работы и практики, и его лучше всего усвоить с помощью и руководством профессионалов отрасли.
Изучение основ новой профессии может занять много времени. Вам необходимо ознакомиться со всем рабочим процессом от начала до конца и освоить каждый уровень, прежде чем двигаться дальше. Внимание к деталям — вот что делает хорошего сварщика более разносторонним потенциальным сотрудником.Есть четыре основных типа сварочных процедур, которые студенты Lincoln Tech должны изучить, чтобы стать успешными сварщиками, работающими в этой области. Студенты Lincoln имеют уникальную возможность пройти комплексную практическую подготовку у опытных инструкторов. Под руководством одних из лучших в отрасли студенты освоят четыре самых популярных типа сварочных процедур.
4 типа сварочных процессов
Газовая дуговая сварка металла (GMAW / MIG)
Этот вид сварки также называется сваркой в среде инертного газа (MIG).Он использует защитный газ вдоль проволочного электрода, который нагревает два соединяемых металла. Этот метод требует постоянного напряжения и источника питания постоянного тока и является наиболее распространенным промышленным процессом сварки, который включает в себя пластины и трубы с большим внутренним диаметром.
В процессе сварки GMAW / MIG используются четыре основных метода переноса металла:
- Шаровидный перенос обеспечивает более грубый сварной шов из-за размера капель металла и склонности к разбрызгиванию.Этот метод удобен для сварки толстых металлических листов в горизонтальном положении.
- Короткое замыкание работает, как следует из названия — сварочная проволока контактирует с основным металлом, быстро повторяясь, много раз в секунду. Поскольку в процессе сварки образуется небольшое количество брызг, этот метод можно использовать в любом положении сварки.
- Распылительный перенос передает крошечные капельки расплавленного металла с такой устойчивостью, что обеспечивает устойчивый контакт дугового шва во время процесса.Несмотря на то, что этот метод приводит к небольшому разбрызгиванию, его лучше всего использовать на толстых и плоских горизонтальных предметах.
- Импульсное распыление очень похоже на распыление, но использует импульс сильного и слабого тока для обеспечения периодов микроохлаждения. Благодаря такому типу поставки этот процесс можно использовать для обработки металлических листов различной толщины и практически во всех положениях сварки. Обратите внимание, что когда мы используем термин «охлаждение» при описании импульсного распыления, моменты более низкого напряжения, которые обеспечивают более холодный сварной шов, по-прежнему составляют несколько тысяч градусов по Фаренгейту.Он считается более холодным по сравнению с высоковольтной частью цикла. При любой сварке используются экстремальные температуры.
Газовая дуговая сварка вольфрамом (GTAW / TIG)
Сварка вместе толстых секций нержавеющей стали или цветных металлов является наиболее распространенным применением этого метода. Это процесс дуговой сварки, в котором для создания сварного шва используется фиксированный плавящийся вольфрамовый электрод. Этот процесс занимает гораздо больше времени, чем сварка MIG, дуговой сваркой стержнем или порошковой проволокой.
Температура плавления цветных металлов значительно различается, поэтому необходимо соблюдать осторожность при определении состава основного металла.И нержавеющая сталь, и сталь содержат железо, однако, чтобы считаться нержавеющей сталью, металл должен содержать не менее 11% хрома. Углеродистая сталь плавится при температуре от 2600 до 2800 градусов F.
Присутствие 11% хрома в нержавеющей стали сужает этот температурный диапазон до отметки 2750 +/- градусов F. Но ничто не свидетельствует о сварочных навыках лучше, чем умение сваривать алюминий TIG. Этот навык требует твердой руки, натренированного глаза и художественного чутья, чтобы создать гладкий, потрясающий сварной шов.
Дуговая сварка экранированного металла (SMAW)
В этом конкретном типе сварки сварщик следует ручному процессу сварки штангой. Палка использует электрический ток для образования дуги между палкой и соединяемыми металлами.
Часто используется при строительстве стальных конструкций и в промышленном производстве для сварки чугуна, стали и использования открытой V-образной канавки при сварке труб из низкоуглеродистой стали.
Жизненно важно, чтобы сварщик уметь сваривать до уровня, при котором его работа может пройти испытание на изгиб разрушающего типа.Хотя дуговая сварка защищенным металлом используется для соединения углеродистой стали, легированных сталей, нержавеющей стали, чугуна и высокопрочного чугуна, ее также можно использовать для обработки некоторых цветных металлов, таких как никель и медь. Редко используется на алюминии.
Дуговая сварка порошковой проволокой (FCAW)
Этот метод был разработан как альтернатива сварке под защитным экраном. Полуавтоматическая дуговая сварка часто используется в строительных проектах благодаря высокой скорости сварки и портативности.Этот метод имеет множество переменных, что делает его применимым в различных сварочных проектах. Переменные часто зависят от модели используемого сварочного аппарата и от того, какой тип проволоки был выбран для применения.
Гибкость увеличивается за счет множества рабочих углов, уровней напряжения, используемой полярности, а также скорости подачи проволоки. Из-за возможности более высоких скоростей сварки вновь соединенный металл остывает быстрее. Если сварщик использует порошковую проволоку, он или она должны следить за пористостью сварного соединения.
Дуговую сварку порошковой проволокой лучше всего использовать на открытом воздухе или под промышленными вытяжными шкафами из-за большого количества дыма и дыма, образующихся в процессе сварки.
Обучение и трудоустройство в отрасли
Вышеупомянутые четыре типа сварки обычно используются в большинстве промышленных и строительных приложений и обеспечивают множество полезных и востребованных навыков. Каждый требует значительной практики и знаний. Программа Lincoln Tech Welding Technology обучает выпускников необходимым навыкам и знаниям, чтобы начать карьеру в этой области.
Узнайте, как сваривать в девяти центрах Lincoln Tech
Если вы готовы узнать больше о сварочной отрасли и подумываете о том, чтобы стать сварщиком, посетите одну из девяти школ сварки Lincoln Tech, расположенных в Восточном Виндзоре, Коннектикут; Денвер, Колорадо; Гранд-Прери, Техас; Индианаполис, Индиана; Колумбия, Мэриленд; Саут-Плейнфилд, штат Нью-Джерси; Мелроуз, Иллинойс; Нэшвилл, Теннесси; и Махва, штат Нью-Джерси.