Обратная и прямая полярность при сварке инвертором | Строительный журнал САМаСТРОЙКА
Содержание статьи:
- 1. Обратная и прямая полярность при сварке инвертором
- 1.1. Сварка постоянным током (общие положения)
Сварка постоянным током, инвертором, имеет ряд неоспоримых преимуществ. Здесь и более стабильная дуга, и аккуратный сварочный шов, и возможность варить в двух режимах, обратной и прямой полярности.
Что даёт обратная и прямая полярность при сварке инвертором? Какой режим сварки стоит выбрать, в том или ином случае? Именно об этом и будет рассказано ниже, в данной статье строительного журнала samastroyka.ru.
Обратная и прямая полярность при сварке инвертором
В отличие от сварочного аппарата переменного тока, инвертор умеет работать только на «постоянке». Следовательно, у сварочного инвертора есть «минус» и «плюс» для подключения держателя электрода и кабеля с массой. Меняя подключения держателя и массы, можно добиться различных режимов сварки.
Рассмотрим, что даёт прямая и обратная полярность при сварке инвертором:
Прямая полярность — чтобы перевести инвертор в работу на прямой полярности, нужно держатель с электродом подключить к минусовому разъёму, а кабель массы к плюсовому. В данном случае большая температура будет приходиться не на кончик электрода, а на свариваемую заготовку. Режим сварки на прямой полярности даёт возможность качественно варить толстый металл и хорошо проваривать корень сварного шва.
Обратная полярность — при сварке в обратной полярности инвертор подключается следующим образом: к плюсу подсоединяется держатель с электродом, а к минусу — кабель массы. Таким образом, самая большая температура будет приходиться на электрод, а не на свариваемую заготовку. Это позволит варить тонкие металлы без прожога, ведь температура на кончике электрода, почти что на 1000 градусов меньше, чем при сварке в прямой полярности.
Сварка постоянным током (общие положения)
Сварка на постоянном токе имеет свои отличия. Поэтому купив сварочный инвертор, приготовьтесь привыкать, ведь это не старый трансформаторный аппарат.
Чтобы качественно варить инвертором, следует учесть некоторые особенности:
- Используйте прижимные струбцины — из-за особенностей сварки постоянным током (а именно, из-за возникновения в месте подсоединения кабеля с положительным или отрицательным зарядом, микроразряда), струбцина позволит плотно прилегать заготовкам и не повредить их в момент сварки.
- В отличие от сварки на переменном токе, сварка на постоянном, даёт возможность получения более качественного сварочного шва. Здесь нет, как на переменке, таких сильных брызг металла, а сварочный шов получается более ровным и аккуратным.
- Следует учитывать, что анод и катод нагреваются неравномерно, поэтому режим подключения инвертора, влияет на расход электродов. При подключении сварочного инвертора в обратной полярности, расход электродов будет гораздо выше, чем при подключении в прямой.


Прямая полярность при сварке инвертором даёт возможность хорошо прогреть основной металл, чтобы достичь образования нужной сварочной ванны. При обратной полярности, эффект совершенно другой, поэтому данный режим инвертора, предпочтителен для сварки тонких металлов.
Читайте также:Влияние рода полярности тока на плавление электродного и основного металла при сварке под флюсом
Подробности- Подробности
- Опубликовано 22.11.2013 06:51
- Просмотров: 15885
В большинстве случаев сварку под флюсом выполняли с применением источников питания, рассчитанных только на постоянный (ОС) или переменный (АС) ток.
При дуговой сварке под флюсом постоянным током основным преимуществом является стабильность процесса, недостатком — усложнение оборудования для сварки и необходимость применения сварочных выпрямителей.
При сварке переменным током отрицательным фактором всегда является время, затрачиваемое на переход с прямой полярности на обратную. В определенных случаях при переходе через ноль возникают проблемы с обеспечением стабильности горения дуги, проплавлением и наплавкой валика.
В определенных случаях при переходе через ноль возникают проблемы с обеспечением стабильности горения дуги, проплавлением и наплавкой валика.
Кроме того, авторы работ отмечают изменение коэффициента наплавки и глубины проплавления при изменении полярности, подчеркивая, что род и полярность тока влияют на форму и размеры шва. При сварке постоянным током обратной полярности глубина провара примерно на 40—50 % больше, чем при сварке постоянным током прямой полярности. При сварке переменным током глубина провара на 15—20 % меньше, чем при сварке постоянным током обратной полярности. Такое влияние рода и полярности тока объясняется выделением различного количества теплоты на аноде и катоде.
Однако известно, что в анодной области дуги энергии выделяется значительно больше, чем в катодной. На катоде не вся выделяемая энергия переходит в теплоту, часть ее уносится электронами в плазму. На аноде, наоборот, потенциальная энергия и термическая энергия электронов прибавляются к энергии, определяемой анодным падением, и, следовательно, при прямой полярности глубина проплавления должна быть больше.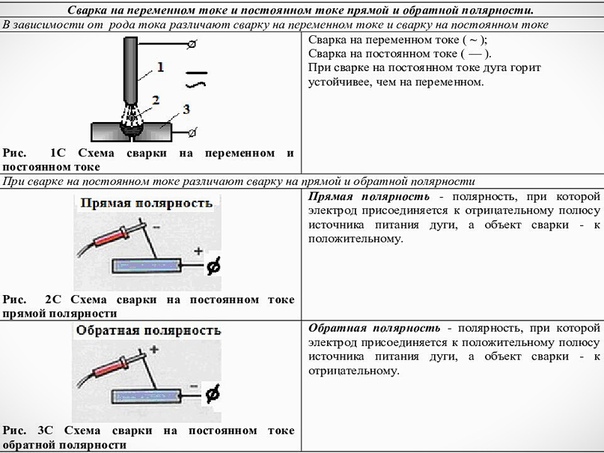
Появление нового поколения сварочных источников питания позволяет выполнять сварку как переменным, так и постоянным током, при этом появляется возможность регулировать баланс тока, сдвиг фаз и частоту. Функция баланса позволяет изменять время, в течение которого дуга горит на обратной/прямой полярности. Величина баланса определяется как доля положительного полупериода (обратная полярность) по отношению к длительности периода волны. Изменяя соотношение положительного и отрицательного полупериодов волны, возможно изменять соотношение между фазами наплавки и проплавления. Таким образом, с помощью данной функции можно исключать прожоги и изменять коэффициент наплавки.
До настоящего времени влияние баланса тока на формирование сварного шва при сварке плавящимся электродом является малоизученным, поэтому исследование возможностей управления формой шва и проплавления за счет изменения формы эпюры переменного тока при сварке под флюсом, является актуальным.
Методика проведения исследований.
Влияние величины и полярности тока на скорость плавления проволоки. График зависимости скорости подачи проволоки от величины и баланса сварочного тока приведен на рис. 3. Видно, что с ростом сварочного тока скорость подачи проволоки во всех случаях увеличивается, что связанно с увеличением скорости плавления электрода, но при прямой полярности скорость подачи (плавления) превышает скорость подачи, полученную при всех исследуемых вариантах параметров режима и во всем диапазоне значений тока.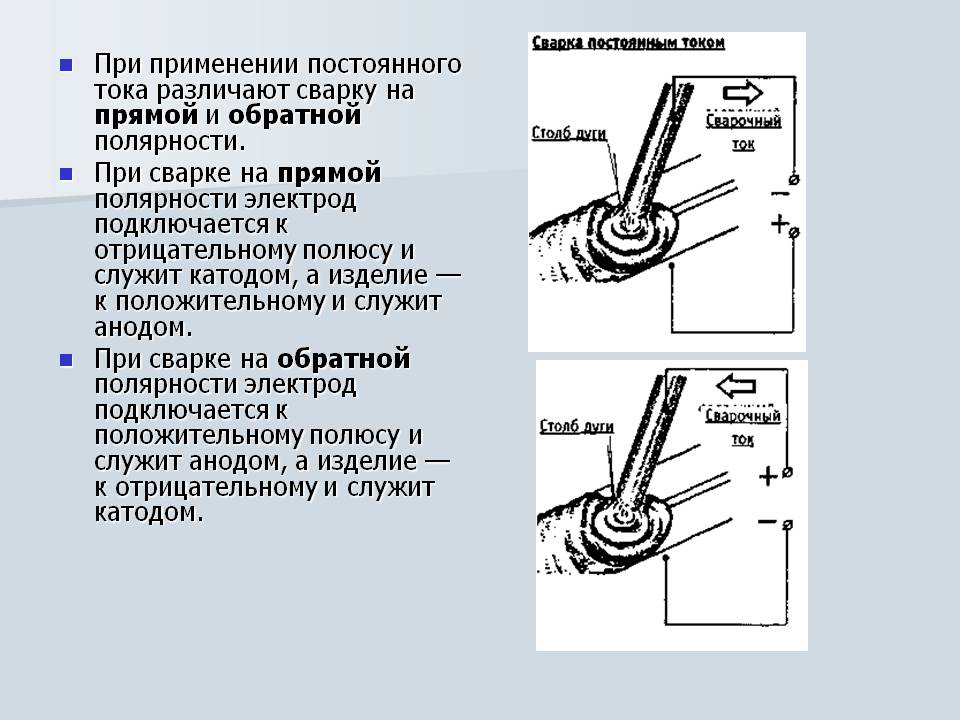
Сварку выполняли при падающей вольт-амперной характеристике и прямоугольной форме эпюры переменного тока с частотой 60 Гц. При такой характеристике устанавливали предварительные значения тока и напряжения, а в процессе сварки цифровая система синергетического управления регулировала скорость подачи проволоки таким образом, чтобы обеспечить установленное значение сварочного напряжения. Эго позволило при регистрации скорости подачи проволоки судить об изменении скорости плавления электрода в зависимости от режимов сварки.
Исследования проводили при наплавке валиков на составной образец, представлявший собой две пластины размером 250 х 170 х 12 мм из стали Ст3, которые собирали встык с помощью прихваток. На один образец при различном балансе тока наплавляли несколько валиков поперек стыка пластин (рис. 1). Перед наплавкой каждого последующего валика для соблюдения постоянства условий эксперимента проводили контроль температуры образца. Валики наплавляли постоянным током прямой (р) и обратной (100 %) полярности и переменным током с изменением баланса от 25 до 75 % (рис. 2) низкоуглеродистой проволокой (0,05—0,15 % С; 0,80—1,25%Мп; 0,10—0,35 % $1) диаметром 4 мм под флюсом 761 на следующих режимах: сварочный ток 400—650 А; напряжение дуги 29 В; скорость сварки 30 м/ч. На каждом режиме выполняли наплавку трех валиков. После выполнения наплавки составной образец разрушали вдоль линии стыка двух пластин для проведения измерений геометрических размеров проплавления и наплавленного валика.
На один образец при различном балансе тока наплавляли несколько валиков поперек стыка пластин (рис. 1). Перед наплавкой каждого последующего валика для соблюдения постоянства условий эксперимента проводили контроль температуры образца. Валики наплавляли постоянным током прямой (р) и обратной (100 %) полярности и переменным током с изменением баланса от 25 до 75 % (рис. 2) низкоуглеродистой проволокой (0,05—0,15 % С; 0,80—1,25%Мп; 0,10—0,35 % $1) диаметром 4 мм под флюсом 761 на следующих режимах: сварочный ток 400—650 А; напряжение дуги 29 В; скорость сварки 30 м/ч. На каждом режиме выполняли наплавку трех валиков. После выполнения наплавки составной образец разрушали вдоль линии стыка двух пластин для проведения измерений геометрических размеров проплавления и наплавленного валика.
Результаты проведенных исследований. Установлено, что при сварочном токе 400 А процесс сварки электродом диаметром 4 мм нестабильный, что связано с недостатком энергии на прямую при токе 650А она увеличивается на 0,023 м/мин (от 0,034 до 0,057 м/мин), т. е. в 2 раза больше.
е. в 2 раза больше.
Баланс фаз
Ток сварки 1А
Геометрические параметры наплавленных валиков
Ширина валика, мм
Выпуклость, мм
Глубина проплавления мм
0С+ (100%) 400 14,70 4,40 3,50 —
500 13,55 3,40 4,20 0,025
550 16,90 2,45 5,85 0,028
600 17,00 2,70 6,70 0,031
650 15,53 3,50 8,80 0,034
АС (75 %) 400 14,40 2,10 3,30 —
500 15,25 4,75 2,50 0,026
550 16,70 3,10 5,50 0,031
600 15,10 3,70 6,40 0,036
650 15,80 3,90 7,20 0,041
АС (50 %) 400 13,20 2,40 3,20 —
500 14,90 3,15 3,40 0,029
550 16,90 4,10 5,50 0,035
600 15,60 4,50 6,10 0,041
650 15,10 4,40 7,00 0,047
АС (25%) 400 13,80 2,50 2,90 —
500 14,70 4,25 3,15 0,033
550 16,70 3,20 4,70 0,039
600 15,30 4,40 5,00 0,044
650 15,60 4,60 6,50 0,050
ОС- (0) 400 14,28 1,90 3,00 —
500 15,05 4,65 2,50 0,043
550 14,58 4,80 4,30 0,048
600 15,30 5,20 5,50 0,052
650 14,88 5,30 5,80 0,057
Для определения причин изменения скорости плавления электрода необходимо рассмотреть процессы плавления и переноса электродного металла.
В работах с помощью скоростной рентгено-киносъемки показано влияние величины и полярности тока при сварке у> м/мин под флюсом АН-20 на кинетику плавления электрода и перенос металла. Установлено, что с увеличением силы тока при любой полярности число переходящих капель электродного металла N растет, а время между их переходами снижается, но масса капель т зависит от полярности сварочного тока.
При сварке током прямой полярности капли на конце электрода значительно деформируются и иногда вытесняются на его боковую поверхность. Плотность тока в активном пятне на электроде повышается, и в значительно большей степени проявляется действие реактивного давления паров, способствующего удерживанию капли на конце электрода. Перенос металла происходит крупными каплями и их существенного измельчения с ростом тока не происходит. Поэтому можно предположить, что теплота, полученная каплей из дугового промежутка, в значительной степени расходуется на плавление электрода и скорость его подачи, а количество расплавленного металла увеличивается.
При сварке током обратной полярности капли металла на торце электрода хорошо контактируют со шлаком и, достигая определенных размеров, стекают с электрода в сварочную ванну, причем с увеличением силы тока масса капель уменьшается. Наблюдается мелкокапельный перенос металла с заострением конца электрода. Перетекание капель часто происходит в потоке шлака без непосредственного контакта со столбом дуги. Иногда капли переходят в ванну, не контактируя со шлаком, или жидкий электродный металл перетекает в ванну без образования отдельных капель.
Кроме того, согласно исследованиям переноса металла в защитных газах, теплосодержание металла капель при дуговой сварке плавящимся электродом током обратной полярности выше, чем прямой. Из этого можно сделать предположение, что количество теплоты, переданное капле из дугового промежутка на торце электрода, в меньшей степени участвует в расплавлении электродного металла, а в основном уносится с расплавленным электродным металлом в сварочную ванну.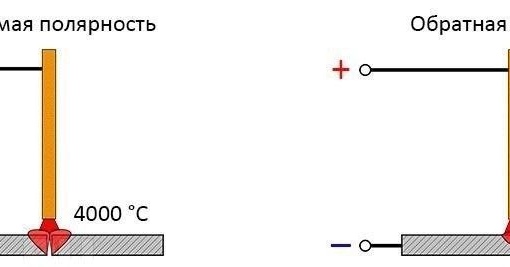
На скорость плавления электрода также существенно влияет изменение баланса тока. С увеличением доли времени существования положительной полуволны на электроде (обратная полярность) скорость плавления электродной проволоки снижается, а значит, уменьшается количество наплавленного металла. Таким образом, без изменения погонной энергии можно плавно регулировать количество наплавляемого металла, изменяя только баланс тока.
Влияние величины и полярности тока на глубину проплавления. На рис. 5 приведен график зависимости глубины проплавления от величины сварочного тока и его баланса. Видно, что наибольшая глубина проплавления во всем диапазоне исследованных режимов наблюдается при сварке на обратной полярности и с ростом сварочного тока глубина проплавления .увеличивается от4,2 (при 500 А) до 8,8 мм (при 650 А), что связано с увеличением погонной энергии и давления дуги.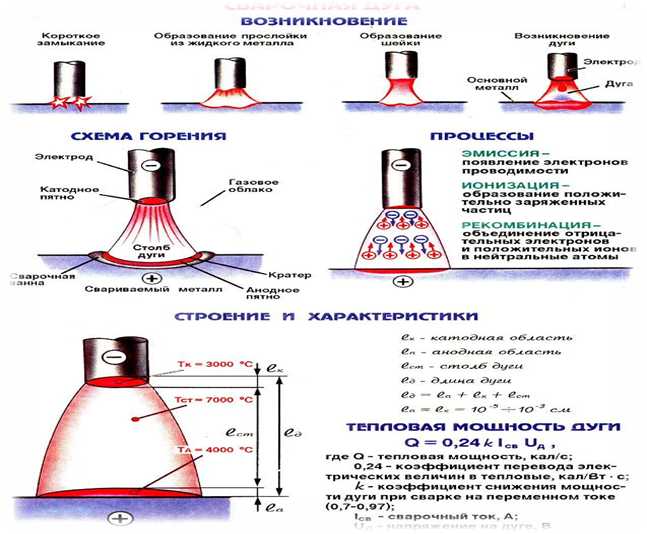 Однако прямая, величины тока, на глубину проплавления значительно влияет и баланс сварочного тока. С ростом величины баланса глубина проплавления увеличивается, а смена полярности с прямой на обратную при сварочном токе 650А ведет увеличению глубины проплавления от 5,8 до 8,8 мм.
Однако прямая, величины тока, на глубину проплавления значительно влияет и баланс сварочного тока. С ростом величины баланса глубина проплавления увеличивается, а смена полярности с прямой на обратную при сварочном токе 650А ведет увеличению глубины проплавления от 5,8 до 8,8 мм.
Такое изменение глубины проплавления, по мнению авторов, связано с уменьшением количества наплавленного металла ври смене полярности тока с прямой на обратную. Известно, что на форму шва и, в особенности, на глубину проплавления существенно влияет глубина жидкой прослойки под дугой. Теплота, выделяемая в активных пятнах на изделии, вишь частично используется для проплавления основного металла, что объясняется демпфирующим действием на тепловой поток жидкой прослойки расплавленного металла, находящейся под дугой. Очевидно, что уменьшение количества наплавленного металла при смене полярности без изменения величины сварочного тока ведет к уменьшению глубины жидкой прослойки, а следовательно, к увеличению глубины проплавления.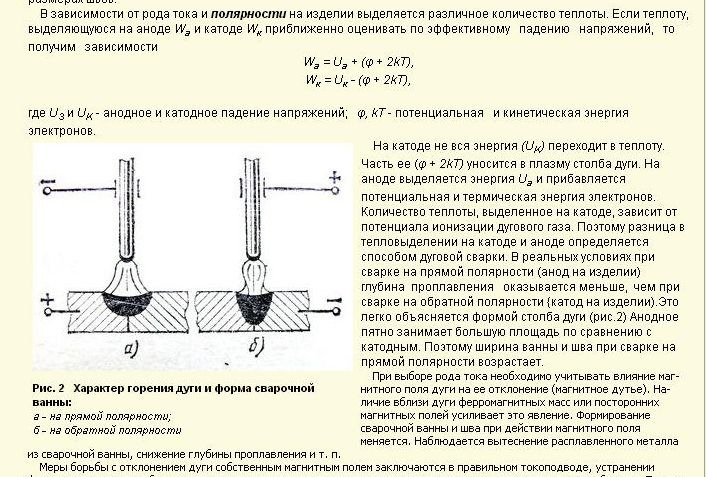 Уменьшение толщины данной прослойки положительно влияет на процесс использования теплоты, выделяющейся неактивных пятнах на поверхности сварочной ванны, и, кроме того, на увеличение глубины проплавления может влиять дополнительное количество теплоты, поступающей в сварочную ванну с каплями электродного металла, имеющими при обратной полярности более высокую температуру.
Уменьшение толщины данной прослойки положительно влияет на процесс использования теплоты, выделяющейся неактивных пятнах на поверхности сварочной ванны, и, кроме того, на увеличение глубины проплавления может влиять дополнительное количество теплоты, поступающей в сварочную ванну с каплями электродного металла, имеющими при обратной полярности более высокую температуру.
Вывод
При сварке под флюсом на формирование шва значительно влияет не только величина сварочного тока, но его род и полярность. Смена полярности с прямой на обратную ведет к увеличению глубины проплавления на 50 % (при сварочном токе 650 А). Баланс тока также существенно влияет на скорость плавления электрода, а соответственно, на количество наплавленного металла и глубину проплавления.
Таблица 1
|
Компонент покрытия электродов |
Содержание компонентов, %, в покрытии электродов |
|||
|
|
ЦУ-А1 |
ЦУ-А2 |
ЦУ-АЗ |
ЦУ-А4 |
|
Мрамор |
52,0 |
52,0 |
52,0 |
52,0 |
|
Плавиковый шпат |
25,5 |
25,0 |
24,5 |
24,0
|
|
Алюминиевый порошок |
0,5 |
1,0 |
1,5 |
2,0 |
|
Ферросилиций |
4,0 |
4,0 |
4,0 |
4,0 |
|
Ферромарганец |
4,0 |
4,0 |
4,0 |
4,0 |
|
Ферротитан |
13,0 |
13,0 |
13,0 |
13,0 |
|
КМЦ |
1,0 |
1,0 |
1,0 |
1,0 |
Таблица 2
|
Электрод |
Свойства и количество жидкого стекла, вводимого в покрытие |
Плотность, г/см3 |
Вязкость, Па/с
|
Количество, % масс
|
|
ЦУ-5(1) |
1,30 |
0,005 |
19 |
|
|
ЦУ-5(2) |
1,40 |
0,100 |
25 |
|
|
ЦУ-5(3) |
1,46 |
1,200 |
31 |
|
|
ЦУ-А4(1) |
1,30 |
0,005 |
19 |
|
|
ЦУ-А4(2) |
1,40 |
0,100 |
25 |
|
|
ЦУ-А4(3) |
1,46 |
1,200 |
31 |
|
На основании результатов газового анализа металла, наплавленного электродами ЦУ-А1—ЦУ-А4, сделано предположение о том, что содержание кислорода увеличивается за счет взаимодействия алюминия с жидким стеклом покрытия.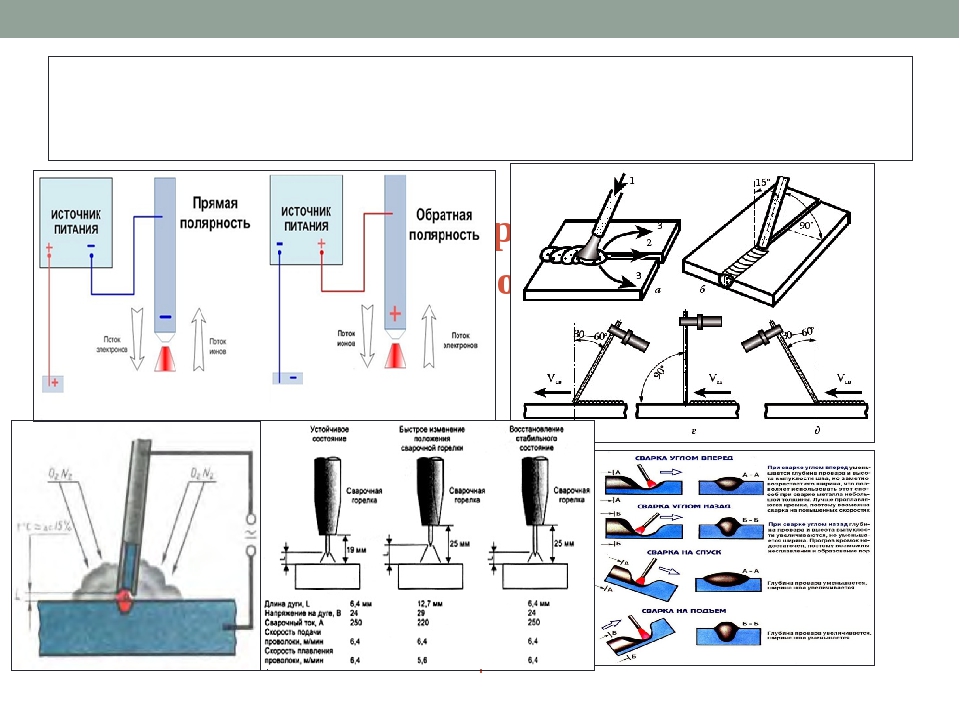 Для его проверки изготовили две серии электродов ЦУ-5 и ЦУ-А4 с различным содержанием жидкого стекла в покрытии. Количество жидкого стекла, вводимого в шихту, регулировали изменением его плотности. Для этого натриево-калиевое жидкое стекло плотностью 1,46 г/см3 разбавляли дистиллированной водой и получали стекло плотностью 1,4 и 1,3 г/см3. В табл. 2 приведены параметры и количество жидкого стекла, вводимого в покрытие электродов ЦУ-5 и ЦУ-А4.
Для его проверки изготовили две серии электродов ЦУ-5 и ЦУ-А4 с различным содержанием жидкого стекла в покрытии. Количество жидкого стекла, вводимого в шихту, регулировали изменением его плотности. Для этого натриево-калиевое жидкое стекло плотностью 1,46 г/см3 разбавляли дистиллированной водой и получали стекло плотностью 1,4 и 1,3 г/см3. В табл. 2 приведены параметры и количество жидкого стекла, вводимого в покрытие электродов ЦУ-5 и ЦУ-А4.
На рисунке приведены результаты газового анализа металла, наплавленного экспериментальными электродами. Видно, что с уменьшением количества жидкого стекла, вводимого в покрытие, содержание кислорода и диффузионного водорода в наплавленном металле снижается, а азота — растет. Последнее свидетельствует о том, что увеличение содержания кислорода и снижение количества азота в наплавленном металле при введении алюминия в покрытие, по сравнению с наплавкой электродами ЦУ-5, обусловлено его взаимодействием с жидким стеклом. Механизм этого явления заключается, вероятно, в следующем: во время сварки при плавлении покрытия алюминий, имеющий температуру плавления 923К и большое сродство к кислороду, вступает во взаимодействие с жидким стеклом.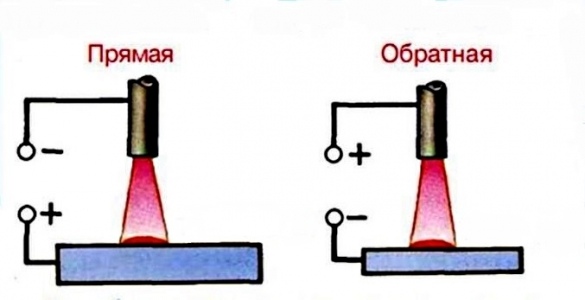 Это подтверждается повышенным содержанием кремния в наплавленном металле. Поскольку жидкое стекло имеет в своем составе воду, то при прокалке до 673К часть воды теряется, остальная — прочно удерживается, и ее полное удаление происходит только при нагреве до температуры свыше 973К.
Это подтверждается повышенным содержанием кремния в наплавленном металле. Поскольку жидкое стекло имеет в своем составе воду, то при прокалке до 673К часть воды теряется, остальная — прочно удерживается, и ее полное удаление происходит только при нагреве до температуры свыше 973К.
В результате взаимодействия алюминия с жидким стеклом, вероятно, происходит образование радикала ОН-, превосходящего по окислительной способности свободный кислород. Его наличие на периферии растущей капли приводит к насыщению капли кислородом. В дальнейшем при переходе насыщенной кислородом капли через дуговой промежуток наличие в ней кислорода замедляет процесс поглощения азота.
При сварке электродами металлургическое взаимодействие характеризуется реакциями, протекающими на стадии капли и на стадии ванны. Физико-химические условия при этом различаются величиной поверхности контакта, температурой, продолжительностью взаимодействия и равновесной концентрацией реагентов. Данные условия изменяются в широких пределах, однако некоторые из них, характерные для стадии капли и стадии ванны, можно выделить. Развитая поверхность контакта на стадии капли по сравнению со сварочной ванной и более высокая температура создают более благоприятные условия для протекания реакций. Основным различием указанных стадий процесса является значительное расхождение в содержании.
Развитая поверхность контакта на стадии капли по сравнению со сварочной ванной и более высокая температура создают более благоприятные условия для протекания реакций. Основным различием указанных стадий процесса является значительное расхождение в содержании.
При введении алюминия в покрытие электродов ЦУ-5 насыщение металла кислородом происходит на стадии капли и дуговой промежуток капля проходит под защитой кислорода. Это, по-видимому, и определяет пониженное содержание азота в наплавленном металле при сварке электродами ЦУ-5 с алюминием в покрытии.
Кроме кислорода и азота, на процесс порообразования при сварке фтористо-кальциевыми электродами, как уже отмечалось, влияет водород. Основным источником водорода является сухой остаток жидкого стекла. Поэтому для снижения содержания водорода в металле швов при дуговой сварке с использованием фтористо-кальциевых покрытий применяют прокалку электродов при 623—673 К. Дальнейшее повышение температуры прокалки нецелесообразно, так как оно приводит к снижению прочности покрытия.
Таким образом, введение в состав покрытия электродов фтористо-кальциевого вида алюминиевого порошка в количестве до 1 % способствует, с одной стороны, увеличению содержания кислорода в металле шва, с другой — снижению содержания азота, преимущественно ответственного за образование пор в зоне неустановившегося режима. При этом кислород находится в металле, главным образом, в виде эндогенных неметаллических включений и, следовательно, не влияет на процесс порообразования в наплавленном металле.
Выводы
1. Эффективным средством снижения количества «стартовых пор» в металле, наплавленном электродами с фтористо-кальциевым покрытием, является сокращение времени не установившегося дугового разряда.
2. Введение в состав покрытия электродов фтористо-кальциевого вида алюминиевого порошка в количестве до 1 % снижает содержание азота в наплавленном металле и повышав его стойкость против образования «стартовых пор».
Читайте также
Добавить комментарий
Сварка автоматическая на прямой полярности
Производительность процесса сварки (коэффициенты расплавления и наплавки) в случае применения обратной полярности выше производительности автоматической сварки под флюсом (при равных режимах). В случае применения прямой полярности производительность возрастает в 1,6—1,8 раза так, иапример, при сварке током 400 а на обратной полярности коэффициент наплавки а = 16 -17 а-ч на прямой полярности —
[c.161]
В случае применения прямой полярности производительность возрастает в 1,6—1,8 раза так, иапример, при сварке током 400 а на обратной полярности коэффициент наплавки а = 16 -17 а-ч на прямой полярности —
[c.161] Листы небольшой толщины (до 4 мм) сваривают вольфрамовым электродом вручную (табл. 8.36) или на установках для автоматической сварки неплавящимся электродом (табл. 8.37) при постоянном токе прямой полярности. [c.275]
Ориентировочные режимы автоматической сварки на постоянном токе прямой полярности приведены в табл. 12,17. Присадочный пруток подают при толщинах листов больше 1,5 мм. [c.473]
Аппарат И-167 предназначен для сварки черных и цветных металлов (кроме алюминия, магния и их сплавов) толщиной 0,5…3 мм в непрерывном и импульсном режимах тока прямой полярности. Принцип работы аппарата основан на формировании крутопадающей (близкой к «штыковой») внешней вольт-ампер-ной характеристики сварочного трансформатора в результате подмагничивания постоянным током магнитного шунта, расположенного между первичными и вторичными обмотками трехфазного сварочного трансформатора. Аппарат характеризуется пониженными пульсациями сварочного тока и высокими нагрузочными параметрами (ПН-100%), что позволяет его применять в составе автоматических линий и механизированных участков при высоких скоростях сварки. В аппарате обеспечивается снятие напряжения с плазмотрона при преднамеренном или случайном обрыве дежурной дуги, а также плавное гашение дуги (заварка «кратера») в конце процесса сварки.
[c.376]
Аппарат характеризуется пониженными пульсациями сварочного тока и высокими нагрузочными параметрами (ПН-100%), что позволяет его применять в составе автоматических линий и механизированных участков при высоких скоростях сварки. В аппарате обеспечивается снятие напряжения с плазмотрона при преднамеренном или случайном обрыве дежурной дуги, а также плавное гашение дуги (заварка «кратера») в конце процесса сварки.
[c.376]
В настоящее время получили развитие ручная и автоматическая дуговая сварка меди угольным и металлическим электродами. При ручной сварке угольным электродом применяются присадочные прутки из оловянистой или кремнистой бронзы и флюсы, основной частью которых является бура. Сварка ведется длинной дугой на постоянном токе прямой полярности. Металлические электроды состоят из медного стержня, покрытого специальной обмазкой. Сварка металлическими электродами ведется короткой дугой на постоянном токе обратной полярности. Сварочный ток выбирают из расчета 50—60 А на 1 мм
[c.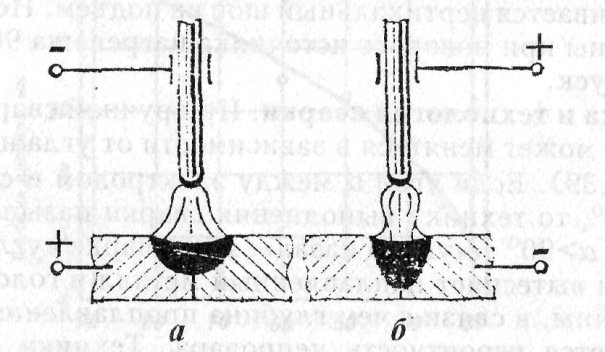 431]
431]
Автоматическая сварка алюминиевых сплавов вольфрамовым электродом. В Московском авиационном технологическом институте (МАТИ) разработан метод автоматической сварки алюминиевых сплавов АМц и АМг-5 малых толщин (от 1 до 3 мм) вольфрамовым электродом закрытой дугой под флюсом. Флюсы плавленные, содержащие недорогие технические соли, применяемые в металлургии алюминия. Для сварки сплава АМц рекомендуется флюс МАТИ-1, для сварки сплава АМг-5— флюс МАТИ-5. Сварка выполняется на постоянном токе прямой полярности, Режимы сварки приведены в табл. 21. [c.576]
Дуговую сварку в углекислом газе угольным или графитовым электродом производят вручную или автоматически на постоянном токе прямой полярности. В зависимости от толщины свариваемого изделия и конструкции соединения образование шва может происходить как за [c.324]
Влияние рода тока и марки флюса на форму шва. При сварке постоянным током существенное влияние на глубину провара, высоту усиления шва и коэффициент плавления электрода оказывает полярность тока. При автоматической и полуавтоматической дуговой сварке под флюсом постоянным током прямой полярности (катод на электроде, анод на изделии) при неизменных величинах сварочного тока, напряжения дуги и скорости сварки скорость плавления проволоки (и, следовательно, коэффициент наплавки) больше, а расплавление основного, металла меньше, чем при обратной полярности. Это обусловлено тем, что при сварке под флюсом на катоде, как правило, выделяется больше тепла, чем на аноде (см. 2). Однако при сварке под флюсом постоянным током сталей (в частности, высоколегированных) и ряда других металлов чаще применяют обратную полярность, при которой больше расплавляется основной металл.
[c.132]
При автоматической и полуавтоматической дуговой сварке под флюсом постоянным током прямой полярности (катод на электроде, анод на изделии) при неизменных величинах сварочного тока, напряжения дуги и скорости сварки скорость плавления проволоки (и, следовательно, коэффициент наплавки) больше, а расплавление основного, металла меньше, чем при обратной полярности. Это обусловлено тем, что при сварке под флюсом на катоде, как правило, выделяется больше тепла, чем на аноде (см. 2). Однако при сварке под флюсом постоянным током сталей (в частности, высоколегированных) и ряда других металлов чаще применяют обратную полярность, при которой больше расплавляется основной металл.
[c.132]
Электродуговую сварку алюминия можно также выполнять угольным или графитовым электродом по флюсу с автоматической подачей проволоки в сварочную ванну либо без нее. Сварка выполняется постоянным током прямой полярности (минус на электроде) на стальной или медной подкладке с канавкой для формирования обратного валика шва. Составы флюсов для сварки алюминия угольным электродом приведены в табл. 53.
[c.192]
Составы флюсов для сварки алюминия угольным электродом приведены в табл. 53.
[c.192]
При сварке плавящимся электродом щов образуется за счет расплавления основного металла и металла плавящегося электрода. Дуга питается от источника переменного тока обычной, повышенной и высокой частоты или источника постоянного тока. Сварку на постоянном токе можно выполнять при прямой и обратной полярности. При прямой полярности электрод соединяют с отрицательным полюсом источника постоянного тока, а основной металл — с положительным при обратной полярности— наоборот. Дуговая сварка плавящимся электродом может быть ручной, полуавтоматической и автоматической. [c.599]
Аустенитные сталп сваривают неплавящимся (вольфрамовым) электродом на переменном токе или на постоянном токе при прямой полярности. Вследствие магнитного дутья и блуждания дуги вблизи острых углов сварка на постоянном токе угловых, тавровых и нахлесточных швов несколько затруднена. При автоматической сварке на постоянном токе применяют только тарированные вольфрамовые электроды марки ВТ-15. [c.109]
[c.109]
Пленка окислов разрушается флюсом при газовой сварке и электродуговой сварке угольным электродом (косвенной дугой или при прямой полярности). Электрическое разрушение пленки и защита расплавленного металла инертными газами свойственны электродуговой сварке вольфрамовым (неплавящимся) электродом, а также алюминиевым (плавящимся) электродом в среде аргона или гелия. При автоматической электродуговой сварке по слою флюса, ручной сварке обмазанными электродами и сварке угольным электродом на обратной полярности разрушение пленки и защита ванны являются комбинированными, т. е. при помощи флюса и действия дуги. [c.85]
Сварку бронз выполняют угольным электродом на постоянном токе прямой полярности, под флюсами на основе буры для оловянистых бронз и на основе хлористых и фтористых солей для алюминиевых бронз. Перед сваркой изделие подогревают до температуры 250—350° С. Сварку бронз металлическим электродом производят с использованием для этой цели стержней из бронзы одинакового состава со свариваемым металлом. Автоматическую сварку бронз ведут под флюсом АН-20 полуоткрытой дугой по слою флюса.
[c.203]
Автоматическую сварку бронз ведут под флюсом АН-20 полуоткрытой дугой по слою флюса.
[c.203]
Автоматическая сварка в струе аргона может производиться неплавящимся вольфрамовым электродом. Диаметр вольфрамового электрода 1—8 мм. Сварка может производиться на постоянном токе при прямой и обратной полярности. При прямой полярности расход вольфрамового электрода уменьшается. Это-обстоятельство позволяет увеличить плотность тока в электроде [c.111]
Сварку ведут на переменном токе прямой или обратной полярности. Сварочная проволока, а вместе с ней и дуга перемещаются в направлении сварки с помощью специального механизма (автоматическая сварка) или врз -ную (механизированная сварка). Флюс засыпают на кромки стыка из бункера впереди дуги слоем толщиной 40…80 и шириной 40… 100 мм. Чем больше толщина свариваемого металла и ширина шва, тем больше толщина и ширина слоя флюса. Масса расплавленного [c.114]
Автоматическая сварка латунных изделий производится электродной проволокой марки М1 под флюсом АН-348-А или ОСЦ-45 с добавкой 10 мае. ч. борной кислоты и 20 мае. ч. кальцинированной соды на 100 мае. ч. флюса. Сварка ведется постоянным током прямой полярности. Напряжение тока 38..42 В. Сварочный ток при диаметре проволоки 2 мм составляет 300…480 А.
[c.131]
ч. борной кислоты и 20 мае. ч. кальцинированной соды на 100 мае. ч. флюса. Сварка ведется постоянным током прямой полярности. Напряжение тока 38..42 В. Сварочный ток при диаметре проволоки 2 мм составляет 300…480 А.
[c.131]
На фиг. 3 схематически изображены различные способы электродуговой сварки. На фиг. 3, а показана сварка плавящимся электродом открытой дугой (способ Н. Г. Славянова). Питание дуги может осуществляться как постоянным током прямой (минус на электроде) или обратной (плюс на электроде) полярности, так и переменным током. Наиболее широко используется ручная сварка плавящимся электродом открытой дугой, но этим способом может производиться и автоматическая сварка. [c.7]
Н. Н. Бенардоса) изображен на фиг. 3, б (дуга прямого действия) и 5, е (дуга косвенного действия). В первом случае питание дуги осуществляется постоянным током прямой полярности, во втором — переменным током. Обе разновидности способа могут использоваться как при ручной, так и при автоматической сварке. [c.7]
[c.7]
Аргоно-дуговая и автоматическая сварка под флюсом титана производится на постоянном токе прямой полярности с использованием сварочной аппаратуры и источников питания дуги, применяющейся при газоэлектрической и автоматической сварке под флюсом сталей. Для уменьшения склонности к росту зерна в зоне термического влияния сварку титана следует производить с малой погонной энергией. [c.87]
Ручную и полуавтоматическую сварку нержавеющих сталей неплавящимся электродом можно производить на переменном и постоянном токе прямой полярности, автоматическую сварку — на переменном токе. [c.309]
Для сварки следует применять постоянный ток прямой полярности (минус на электроде). Режимы автоматической аргонно-дуговой сварки плавящимся электродом представлены в табл. 59. [c.109]
Собрать схему автоматической установки для сварки на постоянном токе прямой полярности. [c.60]
Листы небольшой толщины (до 4 мм) сваривают вольфрамовым электродом ручными горелками или на обычных установках для автоматической аргонодуговой сварки неплавящимся электродом (табл. 16.8). Присадочный пруток подают только при толщине металла более 1,5 мм. Сварку выполняют на постоянном токе прямой полярности. Без подачи присадочного прутка прочность соединения равна прочности основного металла. При подаче прутка его нагретая поверхность адсорбирует некоторое количество газов атмосферы, что приводит к снижению пластичности металла шва.
[c.335]
16.8). Присадочный пруток подают только при толщине металла более 1,5 мм. Сварку выполняют на постоянном токе прямой полярности. Без подачи присадочного прутка прочность соединения равна прочности основного металла. При подаче прутка его нагретая поверхность адсорбирует некоторое количество газов атмосферы, что приводит к снижению пластичности металла шва.
[c.335]
При автоматической сварке неплавящимся электродом на постоянном токе прямой полярности применяют торированные вольфрамовые электроды марки ВТ-5 ВТ-10 ВТ-15 по ТУ НИО-021-612. [c.25]
Аустенитные стали сваривают неплавящимся (вольфрамовым) электродом на переменном токе или на постоянном токе прямой полярности. Вследствие магнитного дутья и блуждания дуги вблизи острых углов сварка на постоянном токе угловых, тавровых и нахлесточных швов несколько затруднена. При автоматической сварке на [c.115]
Аргоно-дуговая сварка неплавящимся электродом применяется в основном для деталей толщиной до 3 мм. Сварку ведут на постоянном токе прямой полярности и на переменном токе. Автоматическую сварку неплавящимся электродом осуществляют без присадочной проволоки по отбортованным кромкам или по наложенной на шов присадочной проволоке. При ручной сварке присадочная проволока подается в дугу вручную, при механизированной — автоматически, а дуга горит между вольфрамовым электродом и основным металлом.
[c.103]
Сварку ведут на постоянном токе прямой полярности и на переменном токе. Автоматическую сварку неплавящимся электродом осуществляют без присадочной проволоки по отбортованным кромкам или по наложенной на шов присадочной проволоке. При ручной сварке присадочная проволока подается в дугу вручную, при механизированной — автоматически, а дуга горит между вольфрамовым электродом и основным металлом.
[c.103]
Плавящимся электродом сварку магниевых сплавов ведут только на постоянном токе обратной полярности, так как при прямой полярности происходят разбрызгивание сварочной ванны, прожоги, место шва покрывается густым белым налетом. Автоматическую сварку неплавящимся электродом можно выполнять постоянным током прямой полярности. [c.127]
При автоматической сварке на постоянном токе прямой полярности обеспечивается более высокая скорость процесса и чистота поверхности шва. Ориентировочные режимы сварки магниевых сплавов неплавящимся электродом даны в табл. 39.
[c.128]
39.
[c.128]
Используя расщепленный электрод, можне значительно уменьшить делю основного металла в металле шва. Так, например, при автоматической сварке расщепленным электродом постоянным током на прямой полярности доля основного металла в шве может быть уменьшена до 20—25%. Этот способ находит наибольшее при- [c.134]
Аргонодуговая сварка вольфрамовым электродом — дуговая сварка, осуществляемая с использованием вольфрамового электрода и внешней защиты аргоном, вдуваемым в зону сварки. Аргонодуговая сварка вольфрамовым электродом может быть ручной и автоматической. Сварка возможна без подачи и с лодачей присадочной проволоки. Этот процесс предназначен главным образом для металлов толщиной менее 3—4 мм. Большинство металлов сваривают на постоянном токе прямой полярности. Сварку алюминия, магния и бериллия ведут на переменном токе. [c.80]
Флюсы и сварочные проволоки. При автоматической сварке бейнит-но-мартенситных сталей применяют низкокремнистые окислительные флюсы. Сварку выполняют проволоками Св-08ХН2ГМЮ или Св-08ХН2Г2СМЮ на постоянном токе обратной или прямой полярности. Это позволяет получать наплавленный металл с достаточно низким содержанием диффузионного водорода, неметаллических включений, серы и фосфора.
[c.295]
Сварку выполняют проволоками Св-08ХН2ГМЮ или Св-08ХН2Г2СМЮ на постоянном токе обратной или прямой полярности. Это позволяет получать наплавленный металл с достаточно низким содержанием диффузионного водорода, неметаллических включений, серы и фосфора.
[c.295]
Сварка корневого слоя стыков трубопроводов без подкладного кольца производится аргоно-дуговым способом, ручным или автоматическим. Процесс образования корневого слоя в обоих случаях ведется путем одновременного переплавления уступов фасок и последующей кристаллизации расплавленного металла (рис. 3-37). При сварке стали 15Х1М1Ф требуется предварительный подогрев. Ванночка жидкого металла защищается только с внешней стороны трубы, т. е. со стороны мундштука го релки. Дуга горит между неплавящимся вольфрамовым электродом диаметром 2,5—3 мм и свариваемым изделием при этом длина дуги составляет 1—2 мм, вылет электрода из мундштука — 6—8 мм, расход аргона — 6—8 л1мин сварка ведется на постоянном токе 100—120 а прямой полярности, напряжение на дуге 10— 15 в, скорость сварки 2— 3,5 ж/ч. При механизированном способе применяются автоматы различной конструкции, обеспечивающие сварку корневого слоя неповоротных стыков труб неплавящимся вольфрамовым электродом как без присадочной проволоки, так и с ее применением (подробно СМ. гл. 7).
[c.124]
При механизированном способе применяются автоматы различной конструкции, обеспечивающие сварку корневого слоя неповоротных стыков труб неплавящимся вольфрамовым электродом как без присадочной проволоки, так и с ее применением (подробно СМ. гл. 7).
[c.124]
Ручную и автоматическую сварку неплавящимся электродом производят на постоянном (прямой полярности) или иерел1енном токе. Вольфрамовый электрод располагают к изделию под углом 60—80° при ручной сварке и 80—90° при автоматической. Угол между вольфрамовым электродом и присадочной проволокой (прутком) в процессе сварки рекомендуется сохранять 90°. Длина выступающего из сопла конца вольфрамового электрода должна составлять 5—-12 мм. Конец вольфрамового электрода ири сварке постоянным током затачивают на конус с углом 30—50°. Заточку производят по мере оплавления. При необходимости сварки на весу рекомендуется применять аргоно-дуговую сварку переменным током промышленной илп повышенной частоты. Сварка неплавящимся электродом производится без скоса кромок в один проход на переменном токе промышленной частоты для толщин 2,5—4 мм, а на токе повышенной частоты — 1—2,5 мм. [c.73]
[c.73]
Автоматическая дуговая сварка латуни металлическим плавящимся электродом производится на обычных сварочных автоматах. Сварка ведется на постоянном токе прямой полярности. Электродная проволока может применяться латунная (ЛК 62—0,5) или медная (М1, М2 и М3) диаметром 2 м.н. Для сварки применяются флюсы ОСЦ-45 или АН-348А. Режимы автоматической сваркн латуни приведены в табл. 30), [c.524]
При правильном выборе сварочного тока (табл. 6) конец вольфрамового электрода в процессе сварки имеет вид, показанный на рис. 6. Для автоматической сварки на постоянном токе прямой полярности целесообразно применять торированные электроды марок ВТ-5, ВТ-10 и ВТ-15 (содержащие 1,5—2% окиси тория) или циркони.-.ированные [c.318]
Источники питания для сварки неплавящимся электродом подбирают с крутопадающей характеристикой, которая обеспечивает наибольшую стабильность процесса сварки. Кроме того, у источника должно быть достаточно высокое напряжение холостого хода, превышающее напряжение дуги в 4—6 раз. В посту для сварки переменным током применяют в качестве источника питания сварочные трансформаторы. Для получения более высокого напряжения холостого хода иногда соединяют последовательно два трансформатора их вторичными обмотками, однако при этом должны быть приняты дополнительные меры электробезопасности (установка ограничителя напряжения холостого хода и др.). Ранее выпускались специализированные установки, укомплектованные оборудованием общего типа УДАР-300 и УДАР-500 на токи 300 и 500 А. Они комплектовались серийно выпускаемыми трансформаторами, дросселями, шкафами управления, горелками с водяным охлаждением и газовыми баллонами с редукторами. Трансформатор имел две ступени регулирования сварочного тока плавное регулирование в пределах каждой ступени достигалось реостатом. Дуга возбуждалась с помощью осциллятора включение и выключение газа осуществлялось автоматически с помощью газового клапана. Осциллятор включался за 2—3 с до возбуждения дуги и выключался через 6—10 с после ее зажигания, которое производилось без касания электродом изделия.
В посту для сварки переменным током применяют в качестве источника питания сварочные трансформаторы. Для получения более высокого напряжения холостого хода иногда соединяют последовательно два трансформатора их вторичными обмотками, однако при этом должны быть приняты дополнительные меры электробезопасности (установка ограничителя напряжения холостого хода и др.). Ранее выпускались специализированные установки, укомплектованные оборудованием общего типа УДАР-300 и УДАР-500 на токи 300 и 500 А. Они комплектовались серийно выпускаемыми трансформаторами, дросселями, шкафами управления, горелками с водяным охлаждением и газовыми баллонами с редукторами. Трансформатор имел две ступени регулирования сварочного тока плавное регулирование в пределах каждой ступени достигалось реостатом. Дуга возбуждалась с помощью осциллятора включение и выключение газа осуществлялось автоматически с помощью газового клапана. Осциллятор включался за 2—3 с до возбуждения дуги и выключался через 6—10 с после ее зажигания, которое производилось без касания электродом изделия. Для подавления постоянной составляющей тока в этих установках были применены батареи конденсаторов. Постоянная составляющая возникает в связи с больши.м различием величины напряжения и времени горения дуги на прямой и обратной полярности переменного тока. Когда катодом является электрод, вслед-
[c.102]
Для подавления постоянной составляющей тока в этих установках были применены батареи конденсаторов. Постоянная составляющая возникает в связи с больши.м различием величины напряжения и времени горения дуги на прямой и обратной полярности переменного тока. Когда катодом является электрод, вслед-
[c.102]
Готовые блоки с насаженными бандажами монтируют аа опорах корпуса печн, собирают стыки между блоками и, после тщательной выверки корпуса проваривают вручную подварочным швом. Затем устанавливают на бандаж на катках и расчалках сварочную кабину 3, откуда ведут автоматическую сварку кольцевых швов с внешней стороны, переставляя кабину краном. Используют также лестницу 4 с кабиной. Сварку выполняют с применением ППМ трактором ТС-Зо, постоянным током прямой полярности от ПСМ.-Ш0С1-4. [c.490]
Автоматическую дуговую сварку латуни металлическим плавящимся электродом выполняют на обычных сварочных автоматах. Сварку ведут на постоянном токе прямой полярности. Электродную проволоку можно применять из латуни марок ЛК 62-0,5, ЛК 80-3, из бронзы марок Бр. ОЦ 4-3, Бр. КМц 3-1 или из меди марок М1, М2, М3 диаметром 1,5—3 мм. Для сварки применяют флюсы ОСЦ-45 или АН-348А. Режимы автоматической сварки латуни приведены в табл. 234.
[c.414]
Электродную проволоку можно применять из латуни марок ЛК 62-0,5, ЛК 80-3, из бронзы марок Бр. ОЦ 4-3, Бр. КМц 3-1 или из меди марок М1, М2, М3 диаметром 1,5—3 мм. Для сварки применяют флюсы ОСЦ-45 или АН-348А. Режимы автоматической сварки латуни приведены в табл. 234.
[c.414]
Для автоматической сварки на постоянном токе прямой полярности целесообразно применять цирконизированные или лантанирован-ные электроды. [c.382]
Ручная сварка производится на переменном нли постоянном токе прямой полярности, автоматическая — на переменном токе. Сварку сталей с повышенным содержанием алюминия рекомендуется производить с использованием переменного тока. Выбор диаметра вольфрамового электрода и диаметра выходного сопла отверстия горелки производится по табл. 6 главы XI и табл. 15. Для сварки используют цнрконнзировапные или лантанированные вольфрамовые стержни. Величина допустимого сварочного тока зависит от диаметра электрода (см. главу XI).
[c. 16]
16]
При автоматической сварке под флюсом латуней резко снижается вредность производства. Сварка латуней марок Л62 и Л062-1 толщиной 3—10 мм производится медной проволокой марок М1 или М2 диаметром 1,6—2 мм с использованием флюсов МАТИ-53 (переплавленная шихта, состоящая из 77% флюса ОСЦ-45, 7,6% борной кислоты и 15,4% кальцинированной соды) или А15. Устойчивость дуги повышается при ведении сварки на токе прямой полярности. [c.65]
Сварка неплавящимся электродом находит применение в основном для соединения металла толщиной до 3 мм. Этим способом успешно сваривается большинство металлов и сплавов. Сварка производится вручную, полуавтоматически и автоматически, на постоянном токе прямой полярности и на переменном токе. Ручная аргоно-дуговая сварка выполняется с помощью специальной горелки, которую сварщик держит в руке и перемещает вдоль шва. Сварка может производиться с подачей присадки или без нее. При сварке с присадочной проволокой сварщик вручную подает ее в зону дуги. [c.302]
[c.302]
Автоматическую аргоно-дуговую сварку. меди и ее сплавов неплавящимся электродом без присадки применяют для сварки материалов толщиной до 6 мм. Сварку выполняют на постоянном токе прямой полярности с использованием чистого аргона марки А по ГОСТ 10157-62. Рекомендуехмые режимы сварки приведены в табл. 38. Расход аргона в пределах 500— 650 л/ч. [c.156]
сварке цветных металлов вляет на качество сварного шва
Полярность при сварке цветных металлов влияет на несколько немаловажных параметров. К ним относятся:
— контролируемость сварочной дуги, ее концентрированность;
— глубина проплавления;
— качество сварного шва.
Все указанные параметры могут стать лучше при правильном подборе типа электрода, его покрытия и, собственно, правильности подключения. Сварка цветных металлов чаще всего проводиться вольфрамовыми электродами при прямой полярности.
Не забывайте, чтобы на электроде был минус. Благодаря такой комбинации удается обеспечить необходимую температуру для более глубокого проплавления. Сэкономить деньги в процессе работы можно правильно подобрав толщину электрода, так как более широкие образцы не только увеличивают прямые затраты, но и требует большего расхода защитного газа.
Благодаря такой комбинации удается обеспечить необходимую температуру для более глубокого проплавления. Сэкономить деньги в процессе работы можно правильно подобрав толщину электрода, так как более широкие образцы не только увеличивают прямые затраты, но и требует большего расхода защитного газа.
При обратной полярности с плюсом на держателе, вольфрам не обеспечивает столь глубокий провар.
В случае с тонколистовым цветным металлом такое подключения оберегает металл от прожогов. Стоит учесть, что для алюминия требуется более высокая температура, способная преодолеть оксидную пленку. Однако такое подключение будет иметь блуждающую дугу и не вполне эстетичный шов в последствии магнитного дутья.
Для полноценной работы с цветметаллом нужно обеспечить однонаправленный электронный поток. Несомненно, в таком случае речь идет о постоянном токе. Благодаря этому сварной шов будет красивым и соответствовать всем критериям качества.
В отличии от РДС, применение сварочного инвертора не требует подбирать полярность, так как она меняется прямо на сварочном аппарате. При обычной сварке для прямой полярности нужно к свариваемой детали присоединить плюс. Для обратной полярности требуется чтобы ток двигался от отрицательной к положительной клемме. Поэтому клемма заземления должна иметь минус, соответственно на электроде будет плюс.
При прямой полярности ток будет двигаться от электрода к металлу, нагревая его. Для этого по определению на заземляющую клемму ставят плюс, а на электрод – минус.
Сварка инвертором: обратная и прямая полярность
Сварочные полуавтоматы работают на постоянном токе с использованием сварочной проволоки или электродов.
Используя полуавтомат, весьма важно соблюдать полярность при подключении.
В инверторных сварочных аппаратах для обозначения полярности используются надписи:
AC — переменный ток;
DC — постоянный ток.
Такие надписи также делаются на большинстве производимых электродов. От того как правильно подобрана полярность будет сильно зависеть глубина плавления, эстетичность, и прочность сварного шва.
Предварительно перед началом сварки проверяйте работу вашего оборудования на тестовом образце или на краю свариваемого изделия. Как говорится 7 раз отмерь и один раз отрежь.
В электрическом контуре сварочного аппарата постоянный ток все время движется в одном направлении. Переменный ток характеризируется тем что движение заряженных частиц сначала идет в одном направлении, а потом в противоположном. Соотношение 50/50. К примеру, если частота 90Гц, то полярность сварочного тока меняется 180 раз/сек. Помните, неправильно подобранная полярность провоцирует перегрев, разбрызгивание расплавленного метала, нестабильность дуги. Ко всем «прелестям» в таком случае также можно добавить скорое прогорание электрода и производительность наплавки.
На большинстве сварочных аппаратов контакты помечены.
Для того чтобы изменить полярность нужно просто нажать переключатель или поменять разъемы кабеля. Если есть сложности с определением полярности на аппарате можно попробовать поварить угольным электродом постоянного тока на тестовом образце. Сначала нужно заточить под коническую форму электрод (примерно 5 -7 см) с двух сторон. Потом, после предварительной подготовки, очистки металла выбираем полярность и варим при 135–150А. Если сварочная дуга плохоуправляема, нестабильна и не имеет конической формы – это явный показатель обратной полярности. Кроме того, на металле остаются следы от углерода, а электрод неравномерно сгорает и стает плоским. Чтобы лучше увидеть дугу можно увеличить ее длину. Таким образом угольный электрод будет адекватно работать лишь при прямой полярности.
Сначала нужно заточить под коническую форму электрод (примерно 5 -7 см) с двух сторон. Потом, после предварительной подготовки, очистки металла выбираем полярность и варим при 135–150А. Если сварочная дуга плохоуправляема, нестабильна и не имеет конической формы – это явный показатель обратной полярности. Кроме того, на металле остаются следы от углерода, а электрод неравномерно сгорает и стает плоским. Чтобы лучше увидеть дугу можно увеличить ее длину. Таким образом угольный электрод будет адекватно работать лишь при прямой полярности.
Для 100% уверенности можно поменять полярность и вторым электродом зажечь дугу. Проведя аналогичные действия можно будет убедиться в виде выбранной полярности.
Полярность при сварке цветных металлов
Медь
TIG сварка меди проводится на постоянном токе с прямой полярностью — так и на переменном. В зависимости от толщины металла подбирается диаметр сечения электрода и присадки.
При сварочных работах в азотного-гелевой среде или в чистом азоте силу тока снижают на 10%, а напряжение увеличивают до 15, максимум 20%. Для работы с плавящимся электродами используется постоянный ток обратной полярности.
Для работы с плавящимся электродами используется постоянный ток обратной полярности.
Расщепленные электроды применяются для меди толщиной до 3 см с обратной полярностью и без предварительного нагрева.
Сварка меди под флюсом посредством механизированных устройств выполняется постоянным током обратной полярности. В качестве электродов используют графитовые или угольные стержни, так как они не расплавляются, имеют незначительный расход. Плавящиеся электроды возможны. Эффективная толщина для этого способа — 5-10мм. Параметры сварки: напряжение 18-20 В, сила тока 1000А.
Сварка титана
Давайте рассмотрим зависимость между этими параметрами При ручной сварке данного металла используется постоянный ток и прямая полярность. При автоматической аргонодуговой сварке металл до 4 мм варят вольфрамовым электродом. Обратите внимание, присадка применяется только случае если толщина титана более 1.5 мм.
Когда толщина металла превышает 6 — 8мм часто применяется сварка под флюсом. В таком случае для традиционных сварочных аппаратов выставляется прямая полярность. Для толстых металлов (3 -12 см) может применяться электрошлаковая сварка. Она также требует поддува аргоном для дополнительной защиты сварочной ванны.
При двухсторонней сварке плавящимся электродом используется постоянный ток обратной полярности. В среде аргона швы будут уже, чем в среде гелия. Такая разница возникает из-за того, что для гелия напряжение дуги должно быть выше в силу его физических свойств.
Какой полюс сварочного источника постоянного тока должен. Полярность сварочных электродов. Общий порядок использования инвертора.
Графики, поясняющие процесс сварки постоянным током (б) и переменным (а)
Сварка с использованием сварочных аппаратов, которые работают на постоянном токе, сегодня нашла гораздо большее применение, нежели сварка аппаратами, которые работают на переменном токе. В первую очередь это связано с тем, что особенности сварки постоянным током позволяют существенно уменьшить количество присадочного металла электродов в сварочном шве.
 Во-вторых, при использовании сварки постоянным током удается добиться существенно уменьшения уровня окалины в сварном шве. Это значит, что соединение, которое получается в результате, обладает повышенной прочностью.
Во-вторых, при использовании сварки постоянным током удается добиться существенно уменьшения уровня окалины в сварном шве. Это значит, что соединение, которое получается в результате, обладает повышенной прочностью. Электроды – одна из основных статей расходов при любых сварочных работах. Сварка постоянным током позволяет достичь существенного уменьшения показателей разбрызгивания электродов, а это значит – сокращение издержки материалов. В целом сварка переменным током позволяет повысить доходность процесса, при этом снизить затраты на изготовление деталей.
Немаловажное преимущество сварки постоянным током – это повышение производительности труда. Работа с постоянным током делает работу сварщика значительно проще, а значит – эффективнее и производительнее.
Сварка постоянным током может быть прямой и обратной полярности. Прямая полярность – это когда ток идет от минуса к плюсу и тепло концентрируется на изделии. Этот тип зачастую используют в механизированной сварке. Сварка постоянным током обратной полярности предполагает концентрацию тепла на торце электрода (то есть, минус – на изделии, а плюс – на электроде).
Стоит заметить, что потребности сварочного шва предполагают использование сварочного выпрямителя. Он может быть разного типа конструкции. Большинство этих выпрямителей используются в промышленности, поэтому они чаще всего работают на трехфазном токе частотой 50-60 Гц.
Сварка постоянным током обратной полярности позволяет увеличить глубину провара на 50%, по сравнению со сваркой постоянным током прямой полярности. Это объясняется тем, что на аноде и катоде выделяется различное количество теплоты. А вот во время сварки переменным током, глубина провара по сравнению с постоянным током обратной полярности ниже на 20%.
Диаметр электрода при сварке постоянным током зависит от положения сварки, толщины металла, вида соединения и формы кромок под сварку. Если речь идет о сварке встык, то диаметр электрода должен быть равным толщине свариваемого листа. При сварке листов большей толщины используют электроды диаметром от 4 до 6 мм.
Напряжение – величина, которая главным образом определяет ширину шва.
 А на такой параметр как глубина провара, напряжение не оказывает значительного влияния. Но и это не обязательно. Например, если при увеличении напряжения постепенно увеличивать скорость сварки, то ширина шва будет уменьшаться. В основном сила тока зависит от диаметра электрода, от его рабочей длины, покрытия и положения сварки. Чем выше ток, тем больше производительность, поскольку увеличивается количество наплавляемого металла.
А на такой параметр как глубина провара, напряжение не оказывает значительного влияния. Но и это не обязательно. Например, если при увеличении напряжения постепенно увеличивать скорость сварки, то ширина шва будет уменьшаться. В основном сила тока зависит от диаметра электрода, от его рабочей длины, покрытия и положения сварки. Чем выше ток, тем больше производительность, поскольку увеличивается количество наплавляемого металла.В отличие от традиционной газовой сварки электродуговой способ отличается рядом особенностей. Одной изсамых значимых из них считается температура дуги, способная достигать 5000 ºС, что намного превышает температуру плавления любого из существующих металлов. Этим отчасти объясняется широкое разнообразие методов и технологий данного способа сварки, позволяющих решение с ее помощью самых разных задач и целей применения.
Из-за нестабильной дуги инвертор обычно работает с постоянным током обратной полярности. Покрытие эффективно очищает базовый материал, чтобы обеспечить качественное сварное соединение с высокой механической прочностью. Эти электроды также выдерживают высокие температуры сушки, поэтому ванна не загрязнена водородом. Дуга очень нестабильна из-за потока лонжерона: ванна менее жидкая, наблюдаются частые шорты для падения из-за переноса материала с крупным каплей; Дуга должна быть очень коротка из-за низкой волатильности конверта.
Эти электроды также выдерживают высокие температуры сушки, поэтому ванна не загрязнена водородом. Дуга очень нестабильна из-за потока лонжерона: ванна менее жидкая, наблюдаются частые шорты для падения из-за переноса материала с крупным каплей; Дуга должна быть очень коротка из-за низкой волатильности конверта.
Это характеристики, которые требуют много опыта сварки. Твердый и трудно растворяющийся шлак должен быть полностью удален в случае последующей обработки. Эти электроды подходят для сварки в вынужденном положении, в положениях падения, накладных и т.д. предпочтительно используются обратные поляризованные генераторы постоянного тока. Основные электроды отличаются очень большим входным материалом и поэтому особенно подходят для сварки широких швов. Из-за их гигроскопического эффекта рекомендуется хранить эти электроды в сухом помещении и в хорошо закрытых контейнерах.
В электродуговой сварке возможно использование нескольких типов дуги, электродов с различными свойствами и разных степеней механизации. При этом процесс может вестись электродугой, питаемой токами разного рода (постоянным либо переменным), на прямой и обратной полярности в сварке швов различных пространственных положений. Помимо указанных факторов, для режима сварки имеют большое значение скорость ее проведения, диаметр, тип с маркой электрода и напряжение дуги с силой сварочного электротока. Каждый из этих параметров способен существенно влиять на ход процесса и требует тщательного учета в режиме сварки.
При этом процесс может вестись электродугой, питаемой токами разного рода (постоянным либо переменным), на прямой и обратной полярности в сварке швов различных пространственных положений. Помимо указанных факторов, для режима сварки имеют большое значение скорость ее проведения, диаметр, тип с маркой электрода и напряжение дуги с силой сварочного электротока. Каждый из этих параметров способен существенно влиять на ход процесса и требует тщательного учета в режиме сварки.
Если это невозможно, электрод следует высушить перед использованием. Пример проектирования приведен ниже. Отдельные элементы имеют следующее значение. Если состав стали легко узнаваем, рутиловые электроды могут использоваться из-за их дружественности к зажиганию, хороших рабочих характеристик при сварке и оптически привлекательного сварочного шва. На практике микроструктурные дефекты могут возникать при сварке марок стали со средним и высоким содержанием углерода. Электродный метод особенно рекомендуется для сварки в очень широких сварных соединениях с электродами с основным покрытием: в этих случаях получается хорошее качество сварки в сочетании с более высокой трещиностойкостью.
В подборе диаметра электрода, кроме толщин обрабатываемых металлов, имеет значение расположение шва в пространстве, а также число слоев сварки. Из различных вариантов пространственных положений предпочтительнее нижнее как самое удобное. Исходя из выбранного диаметра электрода, учитывая расположение шва, устанавливают силу сварочного электротока. В определении его рода с полярностью, помимо толщины обрабатываемого металла, оказывает влияние его вид с физико-химическими свойствами.
Стальные трубы свариваются электродами с целлюлозным покрытием, поскольку требуется более глубокий обжиг и хорошая обрабатываемость электрода. В любом случае целесообразно использовать предыдущую фаску под углом, достаточным для почти полной установки электрода в зазор сварки. Специальные типы электродов используются для сварки специальных материалов, таких как нержавеющая сталь, алюминий и ее сплавы, а также чугун.
Алюминий и его сплавы свариваются с постоянным током обратной полярности. Для зажигания электрода машина должна быть оснащена относительно высокой динамикой зажигания. Чугун сваривается с обратной полярностью постоянного тока. Поскольку большинство чугунных конструкций и механических элементов получают методом литья, сварочные работы ограничиваются коррекцией дефектов литья и ремонта. Используются специальные электроды, основной материал должен быть предварительно нагрет перед сваркой.
В ходе сварки постоянным током обратной полярности образуется большой объем тепла на электроде. Поэтому она используется для тонких металлов, помогая избежать их прожогов. Также необходима обратная полярность при сварке инвертором для обработки высоколегированных сталей, чтобы не перегревать их. Во всех остальных случаях обычно применяется переменный ток как более дешевый в сравнении с постоянным.
Чтобы лучше понять применение электрической дуги к сварке, необходимо знать некоторые основополагающие принципы, связанные с электричеством. Как можно видеть на фиг. 7, из точки ток течет к держателю электрода и через него к электроду; К концу электрода электричество прыгает на кусок, образующий электрическую дугу; Электричество продолжает вытекать из основного металла в провод заземления и обратно к машине. Схема устанавливается только тогда, когда дуга включена.
Это «давление», которое индуцирует электрический ток, называется разностью потенциалов, напряжения или напряжения. Напряжение выражается в вольтах и измеряется вольтметром; Некоторые сварочные аппараты имеют вольтметр и регулятор напряжения. Количество воды, которая проходит через трубу, измеряется величиной за единицу времени. Точно так же количество электроэнергии в секунду используется для выражения величины электрического тока. Используемая единица — это «Колумбийская секунда», которая выражается в амперах и измеряется прибором, называемым амперметром.
Сварка током прямой и обратной полярности
Сварка с прямой полярностью означает, что в ее процессе ток подается от сварочного выпрямителя на обрабатываемую заготовку положительным зарядом. При этом клемма «плюс» аппарата соединяется при помощи кабеля с изделием. На электрод, подключенный к клемме «минус», соответственно, подается посредством электрододержателя отрицательный заряд. Анод, являющийся положительным полюсом, обладает температурой выше, чем служащий отрицательным полюсом катод. Поэтому применение электротоков прямой полярности целесообразно в сварке заготовок с толстыми стенками. Также оно оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, чем и характеризуется данный тип подключения.
Анод, являющийся положительным полюсом, обладает температурой выше, чем служащий отрицательным полюсом катод. Поэтому применение электротоков прямой полярности целесообразно в сварке заготовок с толстыми стенками. Также оно оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, чем и характеризуется данный тип подключения.
Все сварочные аппараты имеют регуляторы, которые позволяют изменять ток или ток электрического тока, необходимого для сварки. Время между положительным или отрицательным изменением направления называется названием цикла или периода. В Перу мы обычно используем переменный ток 220 вольт и 60 циклов. Этот ток транспортируется однофазными электрическими сетями, использующими 2 провода, или управляется трехфазными электрическими сетями, которые используют 3 провода транспорта. Сварочные аппараты могут использовать как однофазный, так и трехфазный ток.
При производстве сварки током обратной полярности необходим противоположный порядок подключения. Отрицательный заряд от минусовой клеммы подается на свариваемую конструкцию, а положительный заряд от плюсовой клеммы направляется на электрод. При данной полярности сварочного электротока, в сравнении с прямым подключением, больший объем теплоты образуется на электродном конце при относительно меньшем нагревании заготовки, что способствует проведению «деликатной» сварки.
На некоторых машинах нет необходимости менять кабели в терминалах, поскольку они имеют ручку или ключ переключения, что позволяет легко менять полярность. В машине переменного тока невозможно провести различие между проводами по их основным и электронным несущим соединениям, поскольку электричество течет через них, чередуя их направление или направление.
Сварщик должен быть знаком с воздействием полярности в процессе сварки. Как правило, электрод, подключенный к положительному полюсу, обеспечивает большее проникновение, а электрод, подключенный к отрицательному, дает более высокую скорость плавления. Однако химические компоненты электродного покрытия могут варьировать эффекты полярности, и поэтому рекомендуется следовать инструкциям производителя, чтобы правильно подключить электрод, либо к положительному, либо отрицательному полюсу.
Ею пользуются при наличии вероятности прожога заготовок. Поэтому сварка электродами обратной полярностью тока целесообразна для работ с нержавеющими и легированными сталями, прочими сплавами, реагирующими на перегревание, а также для соединения тонколистовых металлических конструкций. Не менее эффективно подключение обратной полярности в сварочном процессе с помощью электродуги, газовой защиты и при флюсовой сварке.
При сварке с электродом необходимо всегда использовать правильную полярность для достижения ожидаемых результатов: хорошее проникновение, равномерный внешний вид шнура, отличная стойкость сварного соединения. Когда электрод почищен деталью, напряжение равно нулю и увеличивается по мере увеличения длины дуги, пока — поскольку электрод не заходит слишком далеко — дуга прерывается, и машина возвращается к своему «пустому напряжению»,, Который всегда выше рабочего напряжения.
Ток или сила тока, необходимые для расплавления электрода, и, следовательно, часть, подлежащая сварке, должна возрастать при увеличении диаметра используемого электрода. Регулирование или увеличение силы тока осуществляется сварщиком. Дуговая сварка с электродами с покрытием — это ручной процесс, в котором тепловой источник состоит из электрической дуги, которая срабатывает между электродом с покрытием и свариваемой деталью, вырабатывает тепло, которое вызывает быстрое слияние как основного материала, так и электрода.
Регулирование или увеличение силы тока осуществляется сварщиком. Дуговая сварка с электродами с покрытием — это ручной процесс, в котором тепловой источник состоит из электрической дуги, которая срабатывает между электродом с покрытием и свариваемой деталью, вырабатывает тепло, которое вызывает быстрое слияние как основного материала, так и электрода.
Независимо от используемой полярности питающего электротока существует ряд общих факторов, на которые следует обращать внимание. Если применяется постоянный ток, то получаемый шов будет более аккуратным, без большого количества металлических брызг. Это объясняется отсутствием при ведении работ с постоянным электротоком частого изменения полярности, что выгодно отличает его от переменного.
Сварочный контур состоит в основном из следующих элементов. Клещи и провода заземления. У генератора тока есть задача подавать электрическую дугу, существующую между основным материалом и электродом, через выход количества тока, достаточного для его поддержания.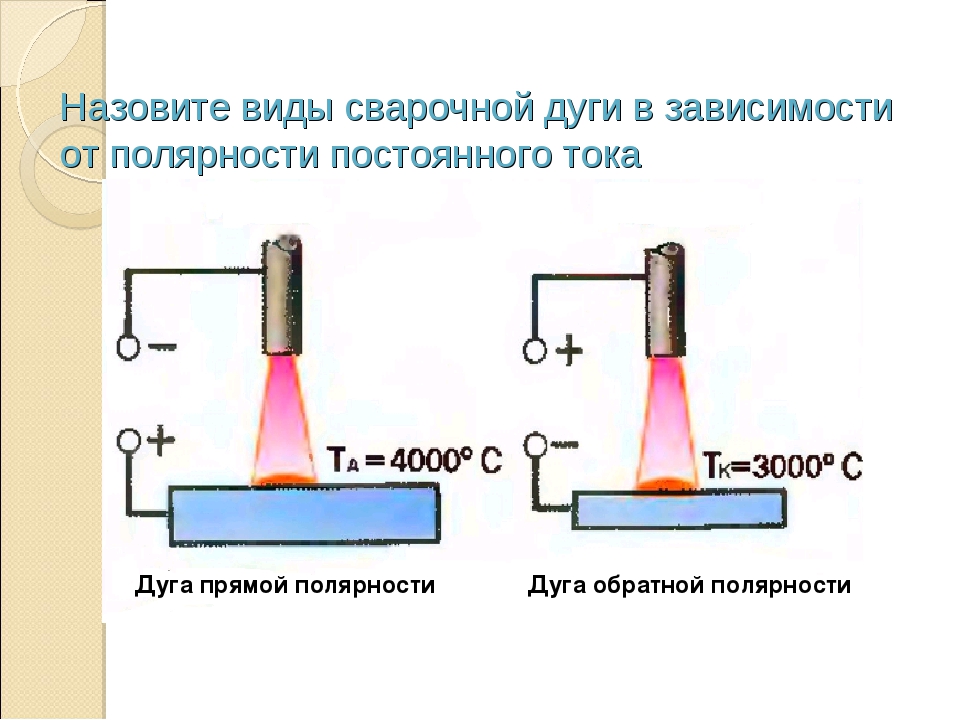 Электродная сварка основана на принципе постоянного тока, то есть ток, распределенный генератором, не должен меняться, когда оператор перемещает электрод в детали. Следовательно, производственная характеристика источника необходима для того, чтобы сохранить ток неизменным при наличии изменений длины дуги из-за приближения или удаления электрода: чем более постоянным является ток, тем более устойчивой дугой, Что облегчает работу оператора.
Электродная сварка основана на принципе постоянного тока, то есть ток, распределенный генератором, не должен меняться, когда оператор перемещает электрод в детали. Следовательно, производственная характеристика источника необходима для того, чтобы сохранить ток неизменным при наличии изменений длины дуги из-за приближения или удаления электрода: чем более постоянным является ток, тем более устойчивой дугой, Что облегчает работу оператора.
Если для сварки применяются плавящиеся электроды, то из-за различно нагревающихся анода с катодом метод подключения электротока может отразиться на объеме переносимого на изделие расплавленного электродного металла. Для предупреждения возможных прожогов свариваемых заготовок в участке присоединения питающего кабеля, неважно с каким зарядом (положительным или отрицательным), необходимо воспользоваться прижимной струбциной.
Обычно имеется устройство регулирования сварочного тока, механическое или электронное. Это различие позволяет классифицировать электродные сварщики на три семейства, в зависимости от их технологии изготовления: электромеханические сварочные аппараты, электронные сварочные аппараты, инверторные сварочные аппараты. Полярность выходного тока генератора определяет две другие категории членства.
Полярность выходного тока генератора определяет две другие категории членства.
Это достигается с помощью трансформатора, который позволяет преобразовать сетевой ток в подходящий сварочный ток. Это типично для электромеханических сварочных аппаратов. Электрическая дуга концентрирует тепло, выделяемое в части, благоприятствующей плавлению. Таким образом, сердцевина плавильного электрода осаждается и проникает в сварочное соединение.
Чем обусловлен выбор полярности?
На выбор полярности электрического тока налагает ограничения используемый для сварки материал покрытия электродов. Примером этого может служить сварочный процесс с применением угольных электродов, сильнее разогревающихся при сварке обратной полярностью и быстрее разрушающихся. А проволока без покрытия, к примеру, лучше горит при прямой полярности, чем при обратной, и совсем не горит при питании переменным электротоком.
Тепло электрической дуги сосредоточено прежде всего на конце электрода. Неправильное использование связано с проблемами устойчивости дуги и, следовательно, качеством сварного шва. Держатель электрода имеет основную функцию поддержки электрода, обеспечивающего хороший электрический контакт для прохождения тока; Он также должен обеспечивать достаточную электрическую изоляцию для сварщика.
Держатель электрода имеет основную функцию поддержки электрода, обеспечивающего хороший электрический контакт для прохождения тока; Он также должен обеспечивать достаточную электрическую изоляцию для сварщика.
Электрод представляет собой композицию энергии, которая конкурирует с дополнительной диверсификацией. Она в основном функционирует как канал тока для подачи дуги материала используемого материала. Терминал заземления представляет собой устройство, которое обеспечивает с помощью заземляющего кабеля повторное включение электрического соединения между источником сварки и свариваемой деталью. Зажимной кабель обеспечивает электрическое соединение между держателем электрода и генератором.
От показателей режима сварки во многом зависят глубина провара с шириной образующегося шва. Так, с увеличением силы сварочного электротока даже при постоянстве скорости сварки происходит усиление провара, то есть увеличение глубины проплавления металла. Это объясняется ростом погонной энергии дуги, зависящей от количества теплоты, проходящей через единицу длины свариваемого шва. С возрастанием сварочных токов увеличивается и давление, оказываемое дугой на поверхность расплава ванной. Под его воздействием расплавленный металл может быть вытеснен из-под дуги, это чревато сквозным проплавлением детали.
Устройство дуговой силы облегчает перенос капель расплавленного материала из электрода в свариваемый материал, предотвращая отключение дуги при контакте через сами капли между электродом и ванной расплава. Устройство горячего пуска облегчает грунтование электрической дугой, обеспечивая максимальный ток при каждом разложении сварного шва. Антипригарное устройство автоматически отключает сварочный генератор, если электрод прилипает к сварочному материалу, что позволяет ручное удаление без повреждения держателя электрода.
Ядро образовано проводящим металлическим стержнем, единственной функцией которого является вклад материала в деталь. Материал, из которого он образован, зависит от материала, подлежащего сварке: для углеродистых сталей, для которых более широко применяется сварка электродов, полотно изготовлено из мягкой стали. Во время сварки сердечник слегка плавится перед покрытием. Покрытие является наиболее важной частью электрода и имеет многочисленные функции. Во-первых, он служит для защиты сварки загрязнением воздуха, и он так сильно улетучивается и, следовательно, изменяет атмосферу вокруг ванны, как слияние с задержкой и, следовательно, защищает душу кратером, который естественным образом образует, Как сжижение и плыть над ванной.
На форму с размерами образуемого шва также способны влиять род электротока с его полярностью. Так, постоянный ток обратной полярности может обеспечить намного большую глубину проплавления, нежели постоянный ток с прямой полярностью, это обусловлено неодинаковыми объемами тепла, образующимися на аноде с катодом. От увеличения скорости сварочного процесса ширина шва с глубиной провара уменьшаются.
Он также содержит материалы, способные очищать базовый материал и элементы, которые могут способствовать созданию сплавов при плавке. Кроме того, покрытие может также содержать порошкообразный металлический материал для увеличения количества осажденного материала и, следовательно, скорости сварки. Это высокоэффективный электрод. Учитывая тип покрытия, основными типами электродов являются. Они имеют очень жидкую ванну, которая не допускает сварки в определенных положениях; Также не имеют большой мощности очистки в базовом материале, и это может вызвать трещины.
Это высокоэффективный электрод. Учитывая тип покрытия, основными типами электродов являются. Они имеют очень жидкую ванну, которая не допускает сварки в определенных положениях; Также не имеют большой мощности очистки в базовом материале, и это может вызвать трещины.
Прямая полярность при сварке инвертором: что такое постоянным током, масса на аппарате это плюс или минус, монополярный и биполярный электроды
Что такое сварка током прямой полярности — это подключение плюсового провода от оборудования к соединяемым деталям, а к минусу идёт провод от держателя, на котором закреплён электрод. При зеркальном отображении получаем на выходе полярность обратного типа. Различные подключения способствуют изменению температуры сварочного кратера.
Прямая полярность
У каждого сварочного аппарата имеются гнёзда, куда подключаются провода от держателя с электродом или зажима для заготовок, называемого на практике массой. К какому полюсу подключается масса на сварочном аппарате к плюсу или минусу — такая полярность получится на выходе.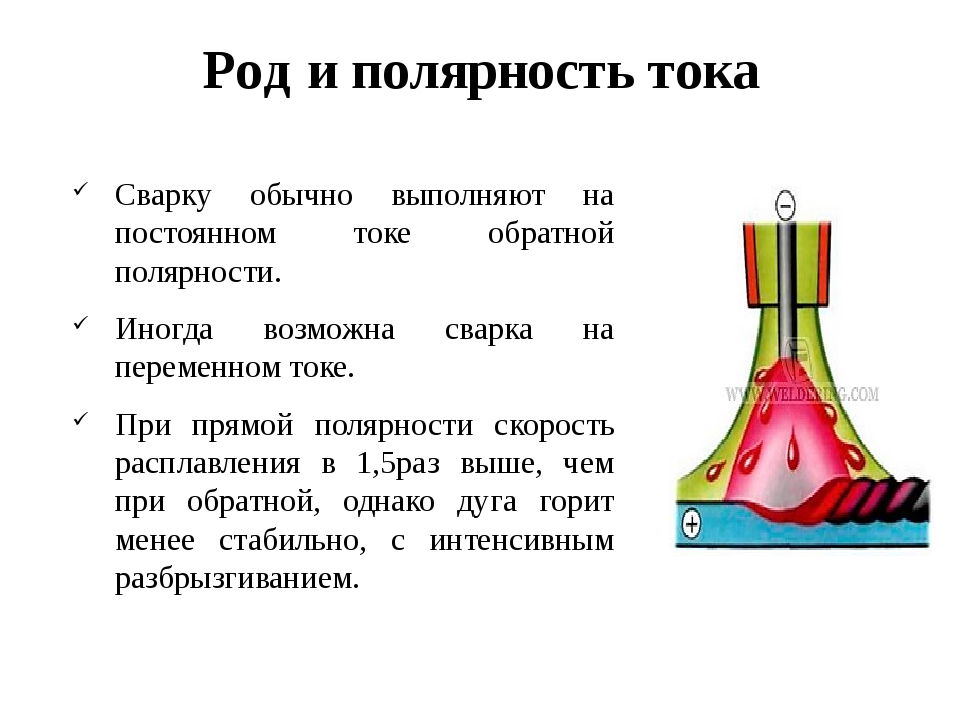 Для получения прямого подключения провод, идущий от массы, подсоединяется к положительной клемме, а провод от электрода — к минусовой.
Для получения прямого подключения провод, идущий от массы, подсоединяется к положительной клемме, а провод от электрода — к минусовой.
При сварке род и полярность тока зависят от катодного или анодного пятна, в случае прямого подсоединения именно на деталях будет концентрироваться высокая температура.
Сварка постоянным током при аналогичном подключении отличается характерными нюансами:
- большой глубиной и малой шириной шва,
- такое подключение применяется для металлов с толщиной не менее 3 мм,
- вольфрамовые электроды применяются для соединения изделий из цветного металла,
- высокая стабильность горения дуги обеспечивает качественный шов,
- токопроводящие стержни быстро плавятся,
- большой расход электродов из-за разбрызгивания.
Такая методика исключает использование электродов, предназначенных для сварки переменным током.
Обратного типа
Аналогичную полярность при сварке применяют в том случае, когда надо свести риск появления брака на деталях к минимуму, а также во время выполнения ответственных заданий, чтобы сварка проводилась с высокой точностью. При такой методике высокая температура концентрируется на проводящем ток стержне, а на соединяемой конструкции уровень тепла намного ниже.
Поэтому обратный тип полярности применяют для качественной сварки тонкого металла, чтобы исключить возможность коробления от излишнего нагревания, а также при соединении стальных деталей различной степени легирования, потому что такие заготовки особо чувствительны к возможному перегреву. Аналогичное подключение применяют для соединения металлов под защитой флюса или инертных газов, например, аргона.
Чтобы избежать ошибок при сварке, надо знать следующие отличия:
- выбор обратной полярности при сварке постоянным током делает шовное соединение небольшим по глубине, но объёмным по ширине,
- во время соединения толстых металлов снижается качество шва,
- нельзя работать электродами, чувствительными к перегреванию,
- при снижении силы тока образуются скачки дуги, что негативно отражается на прочности и качестве шва,
- соединяя высоколегированные стали, надо строго выдерживать цикл работы и время остывания соединённых заготовок.

В случае подключения от сети переменного тока, сварка металлов с низким содержанием углерода проводится рутиловыми токопроводящими стержнями, у которых отсутствует зависимость от полярности, поэтому применяется любая методика — наиболее удобная для исполнителя.
Критерий выбора
Опытные сварщики самостоятельно решают, куда подсоединять провода к плюсу или минусу во время подключения массы на сварочный аппарат, чтобы концентрировать большую температуру на конструкции или плавящемся прутке с обмазкой. Выбирать полярность иногда приходится несколько раз — это напрямую зависит от сложности конструкции или толщины соединяемого металла, например, при средней или большой толщине выбирают вариант прямой полярности.
Сильный прогрев заготовки позволяет выполнить более глубокий шов, что намного повышает прочность и качество соединения, аналогичная полярность выбирается, когда надо отрезать какой-нибудь элемент от общей конструкции. Обратная полярность выбирается при работе с тонкостенными деталями, при этом детали не перегреваются, но электрод плавится быстрее.
Толщина металла
Специфика сварки толстого металла довольно простая: подключаем массу к плюсу на агрегате, а электрод — к минусу. Наличие высокой температуры на заготовке способствует большему прогреву металла, что усилит глубину проварки, а в результате шов получается более качественный и прочный.
При обработке сваркой тонкостенного металла применяется обратная полярность, т. к. анодное пятно перемещается на электрод и угроза пережога конструкции полностью ликвидируется.
Вид
Полярность во многом зависит и от типа металла, из которого состоит соединяемая конструкция или отдельные детали, приготовленные для сварки. Например, для прочного соединения изделий из нержавеющей стали или чугуна применяют обратную полярность, чтобы избежать перегревания заготовок и избавиться от появления тугоплавкого сварного соединения, которое требует особой обработки.
При сварке алюминия используется прямая методика подключения — прочная плёнка, покрывающая цветной металл, при сильном нагревании расплавляется и не препятствует образованию шовного соединения.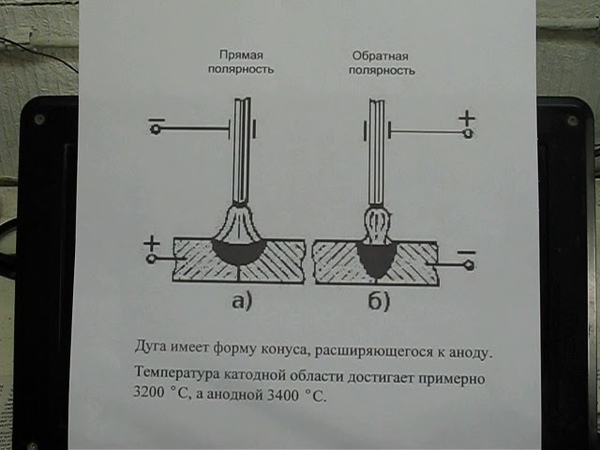 Опытные сварщики знают, как и какими методами надо варить различные по химическому составу металлы, а начинающие исполнители — сверяются по справочнику или изучают сопроводительную документацию, где подробно описана методика сварки, а также какую полярность надо применить.
Опытные сварщики знают, как и какими методами надо варить различные по химическому составу металлы, а начинающие исполнители — сверяются по справочнику или изучают сопроводительную документацию, где подробно описана методика сварки, а также какую полярность надо применить.
Р. И. Смоляков, образование: лицей, специальность: газоэлектросварщик пятого разряда, опыт работы: с 2004 года: «Молодые сварщики обязаны постоянно совершенствовать свои теоретические знания и наращивать практические навыки, чтобы повышать разряд и уметь соединять любые металлы, используемые на производстве».
Влияние толщины соединяемых деталей на выбор подключения.
Коротко об электродах
Если используют для сварки инвертор, то при подключении прямого или обратного варианта обязательно учитывается тип используемого электрода, т. к. эти изделия имеют индивидуальные параметры, которые зависимы от изменения температуры.
Химический состав обмазки или напыления оказывает особое влияние на качество сварочного процесса, например, при использовании обратной полярности нельзя применять угольный электрод, потому что из-за влияния высокой температуры флюс перегревается и теряет необходимые свойства — изделие будет непригодно для дальнейшего использования.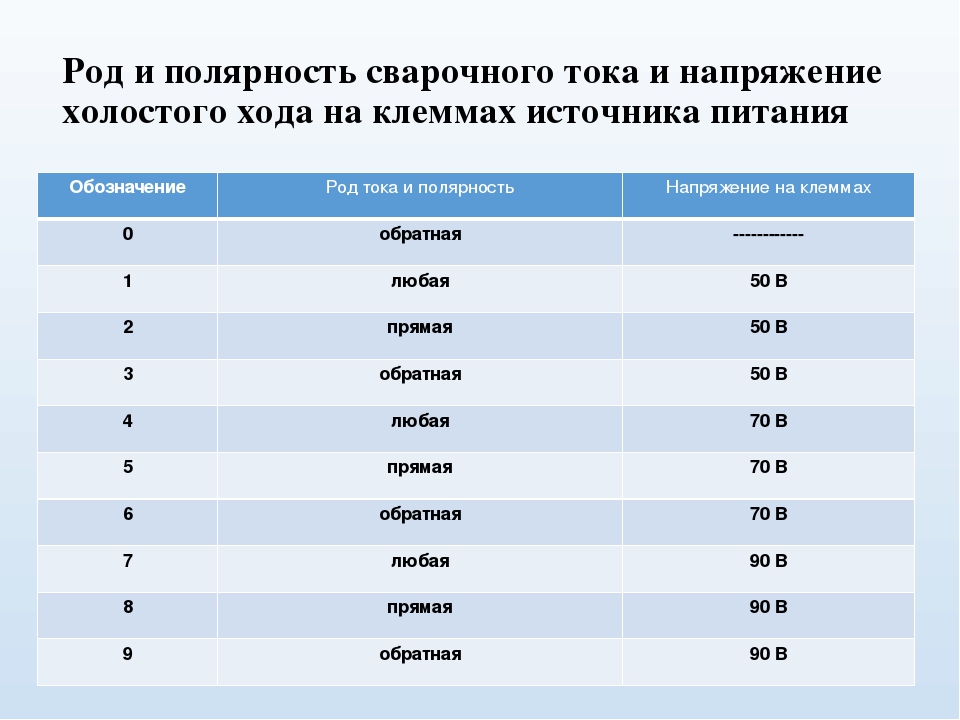
Надо применять прямой вариант подключения, да и на каждом типе электродов нанесена маркировка, где указан режим использования, а на упаковке имеются аналогичные рекомендации производителя, т. ч. перепутать крайне трудно.
Работа на полуавтомате
Такой вид сварки характерен для производственных процессов, при этом надо правильно установить полярность данного полуавтомата, например, для соединения деталей из нержавеющего металла применяют защитный газ и выбирают обратное подключение, а когда используется порошковая присадочная проволока при сварке изделий из алюминия — прямое.
Как управлять процессом?
Главное для исполнителя — прогреть свариваемые детали до полного расплавления кромок, чтобы сформировался сварочный кратер. Перечислим негативные процессы, которые при этом могут появиться:
- если установлен ток небольшой силы, то металл заготовок не успевает полностью прогреться, поэтому сварочная ванна двигается за электродом,
- при излишней величине тока происходит сильное разогревание, дуга начинает проникать внутрь металла и оттеснять расплавленную субстанцию назад.

При нормальном использовании силы тока жидкий металл в кратере сильно не растекается, а внешние края — тонкие и сварщик полностью контролирует процесс.
При сварке деталей с большой толщиной металла надо повышать силу тока, чтобы полностью прогреть деталь, а тонкостенные конструкции нагреваются быстро, поэтому работать надо на малой силе тока. Во время сварочного процесса с использованием электродов с обмазкой или напылением надо учитывать и скорость проводки.
При быстрой проводке электрода металл не успевает прогреваться, поэтому шов располагается поверху без нужного проплавления, а если скорость медленная, то заготовки перегреваются, а жидкая субстанция в сварочной ванне становится неуправляемой.
Внешнее состояние шовного соединения.
Превосходство и недостатки методик
Изменение подключения по-разному отражается на работе токопроводящего стержня, например, при обратной методике, наблюдаются такие процессы:
- на конструкцию поступает больше тепловой энергии, чем на стержень с обмазкой,
- хороший разогрев обеспечивает качественную и глубокую проплавку,
- электрод плавится медленно, поэтому частая замена не нужна,
- металл при сварке практически не разбрызгивается.

Прямая полярность при сварке характерна следующими нюансами:
- нагревание заготовок минимальное,
- плавление электрода происходит намного быстрее, поэтому требуется частая смена стержней,
- жидкий металл сильно разбрызгивается.
Вывод прост — очевидных преимуществ больше у обратной методики, но не только плюсы определяют выбор, т. к. у большинства электродов рекомендации по выбору подключения прописаны производителем на этикетке.
Выводы
Инверторное или полуавтоматическое сварочное оборудование отличается несложной эксплуатацией, поэтому часто применяются в домашней обстановке, например, на даче или при ремонте в частном домостроении, да и неопытным исполнителям легче соединять металлические конструкции, используя обычное подключение стандартной сети. Для получения соединений высокого качества, надо точно знать, как и когда применять обратную или прямую методику подключения.
Загрузка… 10200 р. | 8900 р. | ||
Предназначен для ручной дуговой сварки штучными электродами диаметром 2…4 мм (ММА) постоянным током прямой или обратной полярности. При подключении внешнего устройства подачи проволоки становится источником питания для полуавтоматической сварки.
10500 р. | Инверторный сварочный аппарат с корректором коэффициента мощности. 18100 р. | ||
| Сварочный инвертор Grovers ARC 160 G Инверторный сварочный аппарат. 16350 р. | Предназначен для ручной дуговой сварки штучными электродами диаметром 1,6…4 мм (ММА) постоянным током прямой или обратной полярности. 8800 р. | ||
Предназначен для ручной дуговой сварки штучными электродами диаметром 1,6…4 мм (ММА) постоянным током прямой или обратной полярности. 9100 р. | Предназначен для ручной дуговой сварки штучными электродами диаметром 1,6…4 мм (ММА) постоянным током прямой или обратной полярности. 9700 р. | ||
Предназначен для ручной дуговой сварки штучными электродами диаметром 1,6…4 мм (ММА) постоянным током прямой или обратной полярности. 11900 р. | Предназначен для ручной дуговой сварки штучными электродами диаметром 1,6…3 мм (ММА) постоянным током прямой или обратной полярности.
15400 р. |

 Работа с просаженной до 110 В сетью.
Работа с просаженной до 110 В сетью.
 Производство «Riland»
Производство «Riland»SMAW — что вы знаете?
Примечание редактора: в этой статье рассматриваются основные вопросы и ответы по SMAW. Разделу SMAW предшествует мнение автора о важности сохранения федерального финансирования профессиональных программ. Если вы хотите высказать свое мнение по этой теме, пожалуйста, сделайте это.
Что они думают?
Пока я пишу эту статью, слухи летят из одного конца страны в другой.Я слышал, что президент Буш рассматривал сокращение федерального финансирования программ профессионального обучения (Закон Перкинса). Многие школы полагаются на гранты для субсидирования своих сварочных программ. Я также слышал, что президент Буш отрицал, что хочет сократить эти программы. Я надеюсь, что это правда.
Некоторые в политическом мире считают, что наши студенты должны работать в компьютерных классах, а не в профессиональных мастерских. Я также считаю, что студенты должны стать компьютерными грамотными, но не за счет профессионального образования.Многие школьные округа закрыли программы профессионального обучения, чтобы превратить их в компьютерные классы. Некоторые из моих сверстников в этих районах сказали мне, что это было достойным сожалением поступком.
потому что процент отсева увеличился почти сразу.
Я также считаю, что студенты должны стать компьютерными грамотными, но не за счет профессионального образования.Многие школьные округа закрыли программы профессионального обучения, чтобы превратить их в компьютерные классы. Некоторые из моих сверстников в этих районах сказали мне, что это было достойным сожалением поступком.
потому что процент отсева увеличился почти сразу.
По моему профессиональному мнению, сокращение программ профессионального обучения — это чушь, как мы говорим в Техасе. Закройте профессиональное образование и наблюдайте, как растет процент отсева и нехватка квалифицированной рабочей силы! Недавно верфи пришлось отправиться в Ирландию и Индию в поисках сварщиков.Прогнозируется уменьшение количества мастеров и женщин на по всем строительным специальностям. Кто, черт возьми, построит здания, самолеты, поезда и автомобили?
Сварка — это часть нашей жизни с момента подъема до ночи. Сварные трубы приносят нам воду для чистки зубов и удаления сточных вод. Наши дома и квартиры оснащены сварной техникой. Наши автомобили, грузовики и другие транспортные средства — сварные. Наши дороги проходят по сварным мостам, а светофоры изготовлены и сварены.Здания, в которых мы работаем, защита
оборудование, автомобили, и этот список можно продолжать и продолжать.
Вот отличная идея, которую придумал какой-то гений: больше не тренировать сварщиков. Эта идея придает слову хромой мозг новое значение.
В наших профессиональных классах изучают больше, чем просто ремесло. Развивается трудовая этика и приобретаются социальные навыки. Я обучал нескольких студенток за последние несколько лет, и было здорово видеть, как они вошли в профессию, в которой преобладают мужчины, и обнаружили, что они действительно могут преуспеть.(Я уже писал о женщинах, которые построили самолеты, танки и корабли, которые поддерживали нашу страну во время
Вторая мировая война.) Это было фантастикой, как мужчины приняли женщин и относились к ним с уважением.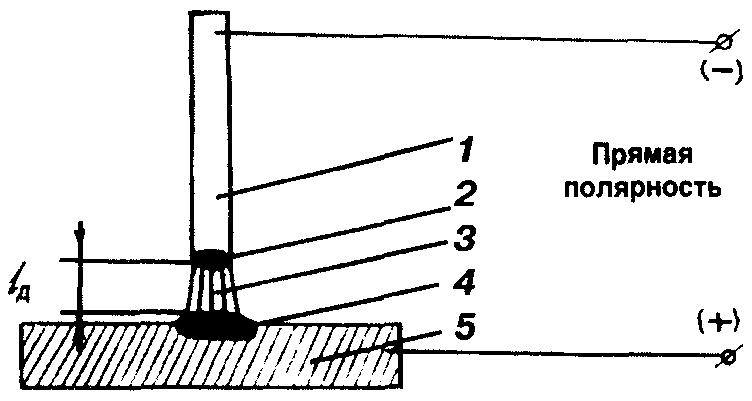 Студенты учатся работать вместе и заводят дружеские отношения, получая при этом общее представление о некоторых доступных рабочих местах.
Студенты учатся работать вместе и заводят дружеские отношения, получая при этом общее представление о некоторых доступных рабочих местах.
Кто-то может обвинить меня в предвзятости (и я так) из-за того, что, если программы профессионального обучения сокращаются, то же самое и моя работа.Да, эта идея меня не особо волнует, но я, черт возьми, тоже не волнуюсь по этому поводу. Раньше я был в ужасном положении, но если воля Бога и ручей не поднимется, я немедленно буду работать где-нибудь в поле.
Наши профессиональные классы, то, что от них осталось, готовят студентов к продуктивной жизни, даже если они никогда не занимаются этим специальным ремеслом. Я знаю это, потому что видел это, и если мы их отключим, мы облажаемся!
Основы SMAW — Вопросы
Теперь, когда у меня это сработало, я подумал, что отвечу на несколько основных вопросов о дуговой сварке защищенным металлом (SMAW или сварка палкой).
Дайте лучший короткий ответ на следующий вопрос:
- В каком направлении течет ток в электричестве постоянного тока?
- В каком направлении течет ток в электричестве переменного тока?
- Что означают DCEP и DCEN?
- Каковы три основных дефекта сварки при SMAW?
- Почему нельзя сваривать оголенные участки кожи?
- Как узнать, правильно ли настроен незнакомый аппарат при сварке?
- В чем разница между заземляющим зажимом и рабочим зажимом ?
- При сварке всегда нужно расслаблять руку и чем заняться?
- Что такое брызги?
- Назовите три причины, по которым вы никогда не должны резать или приваривать использованный контейнер.

Основы SMAW — ответы
1. В постоянном токе электричество всегда перетекает с отрицательного на положительный. Точно так же, как когда вы включаете садовый шланг, и вода начинает течь, при сварке постоянным током ток течет из отрицательного полюса и возвращается обратно в положительный. Это обеспечивает плавный сварочный ток.
2. В переменном токе электричество течет назад и вперед от отрицательного к положительному и от положительного к отрицательному по синусоиде.Это создает беспорядочный поток для SMAW, вызывая больше брызг и более нестабильный ток. Пару лет я использовал переменный ток для сварки 6011. Сварные швы были в порядке, но в любое время дайте мне постоянный ток.
3. Положительный электрод постоянного тока (DCEP) — это то, что мы привыкли называть обратной полярностью . Отрицательный электрод постоянного тока (DCEN) — это то, что мы называли прямой полярностью . Я подозреваю, что тот же человек, который изменил слово библиотека на центр учебных ресурсов , овладел этими терминами.
Я подозреваю, что тот же человек, который изменил слово библиотека на центр учебных ресурсов , овладел этими терминами.
В DCEP электричество проходит через наконечник сварочного стержня и концентрирует около двух третей тепла, что обеспечивает хорошее проникновение. DCEP обычно используется для более толстых сталей.
В DCEN электричество выходит из стержня, концентрируя около одной трети тепла на стержне. Меньшее проникновение делает его очень хорошим выбором для более тонких сталей.
Прямо сейчас некоторые из вас тянутся к своей электронной почте, чтобы сказать мне, что я ошибаюсь насчет проникновения. Некоторые журналы говорят, что DCEN обеспечивает лучшее проникновение.Мне пришлось просмотреть три разных журнала, прежде чем я нашел тот, который со мной согласился. Все согласны с тем, что DCEP обладает лучшими сварочными характеристиками. Он также имеет очищающее действие, которого нет у DCEN.
Это называется сварка теория , и моя теория состоит в том, что я использовал DCEP на всех опасностях, начиная с высотных зданий, объектов ядерного оружия, плотин и плотинных электростанций! Я ни разу не использовал DCEN.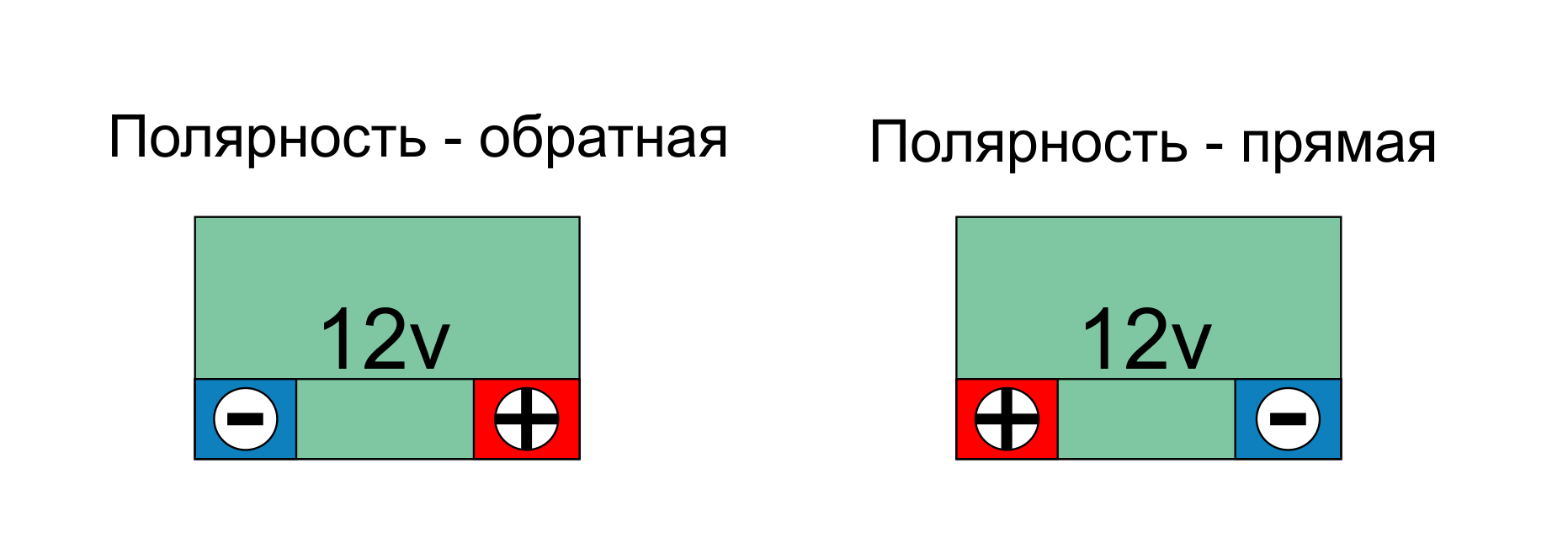 Как и в журнале, который поддерживает мою теорию, я говорю, что лучшие характеристики сварного шва и тепло на две трети на конце стержня создают силу, и «возникает действие струи и / или расширение
газы в дуге на конце электрода.Это расширение заставляет расплавленный металл перемещаться по дуге с большой скоростью. Расплавленный металл ударяет по основному металлу с большей силой. Такое сильное воздействие на основной металл помогает производить глубокие сварные швы с проникающим действием. «Modern Welding 1997 Althouse, Turnquist, Bowditch, and Bowditch». Вот именно так я бы сказал … ну, еще или
меньше.
Как и в журнале, который поддерживает мою теорию, я говорю, что лучшие характеристики сварного шва и тепло на две трети на конце стержня создают силу, и «возникает действие струи и / или расширение
газы в дуге на конце электрода.Это расширение заставляет расплавленный металл перемещаться по дуге с большой скоростью. Расплавленный металл ударяет по основному металлу с большей силой. Такое сильное воздействие на основной металл помогает производить глубокие сварные швы с проникающим действием. «Modern Welding 1997 Althouse, Turnquist, Bowditch, and Bowditch». Вот именно так я бы сказал … ну, еще или
меньше.
Руководство по сварке Школы сварки Хобарта также поддерживает мою теорию: «Отрицательный электрод (прямая полярность) часто используется, когда требуется более мелкое проплавление.Положительный электрод (обратная полярность) обычно используется, когда требуется глубокое проникновение ».
Мы также провели эксперимент, перетащив 1/8-дюйм. шток на регулировочной шайбе 11-го калибра. DCEP прожигал через полтора дюйма. DCEN не прожигал до трех с половиной дюймов. Теперь, когда я подтвердил свою теорию этим в высшей степени научным экспериментом, я еще больше убежден!
DCEP прожигал через полтора дюйма. DCEN не прожигал до трех с половиной дюймов. Теперь, когда я подтвердил свою теорию этим в высшей степени научным экспериментом, я еще больше убежден!
Я легко могу согласиться с тем, что DCEN лучше проникает в газовую вольфрамовую дугу (GTAW).Это совсем другая игра с мячом из-за вольфрамового электрода. Вы не можете нагреть вольфрамовые стержни меньшего диаметра с помощью DCEP, потому что он расплавляет вольфрам. Вы можете выводить больше тепла с помощью DCEN, обеспечивая большее проникновение.
На некоторых машинах доступен переключатель для переключения с AC на DCEP или DCEN; на других отведениях нужно менять.
4. Пористость, включения шлака и поднутрения, главный грех сварки, являются дефектами, поскольку они ослабляют сварное соединение и могут вызвать его разрушение.
Пористость — это червоточины в сварном шве. Это может быть вызвано влажностью флюса, которая превращается в крошечные паровые взрывы, или даже незначительными следами газа, оставшимися в стали при ее образовании.
Включение шлака происходит, когда шлак не измельчается и не очищается должным образом, а затем заваривается. Хороший сварщик прожигает любой оголенный шлак, но иногда шлак можно пропустить, оставив его застрявшим под валиком.
Подрез — это главный грех, потому что он возникает, когда в основной металл проникают или врезаются, не оставляя присадочного металла.Обычно это происходит, когда сварщики используют неправильный угол стержня, работают слишком быстро или используют слишком горячий ток.
5. Сварка излучает ультрафиолетовое излучение. Это похоже на маленькое солнышко на конце вашей удочки. Эти лучи могут вызвать ожог кожи и глаз, а также появление волдырей на роговице. Постоянная сварка обнаженной кожи может привести к раку кожи, одному из самых быстрорастущих видов рака в нашей стране. Когда кожа повреждается снова и снова, возможно одно из исцеляющие клетки быть плохими.Когда он начинает размножаться, может появиться рак.
Часто сварщики не хотят носить толстую горячую кожу или длинные рукава в жаркие дни.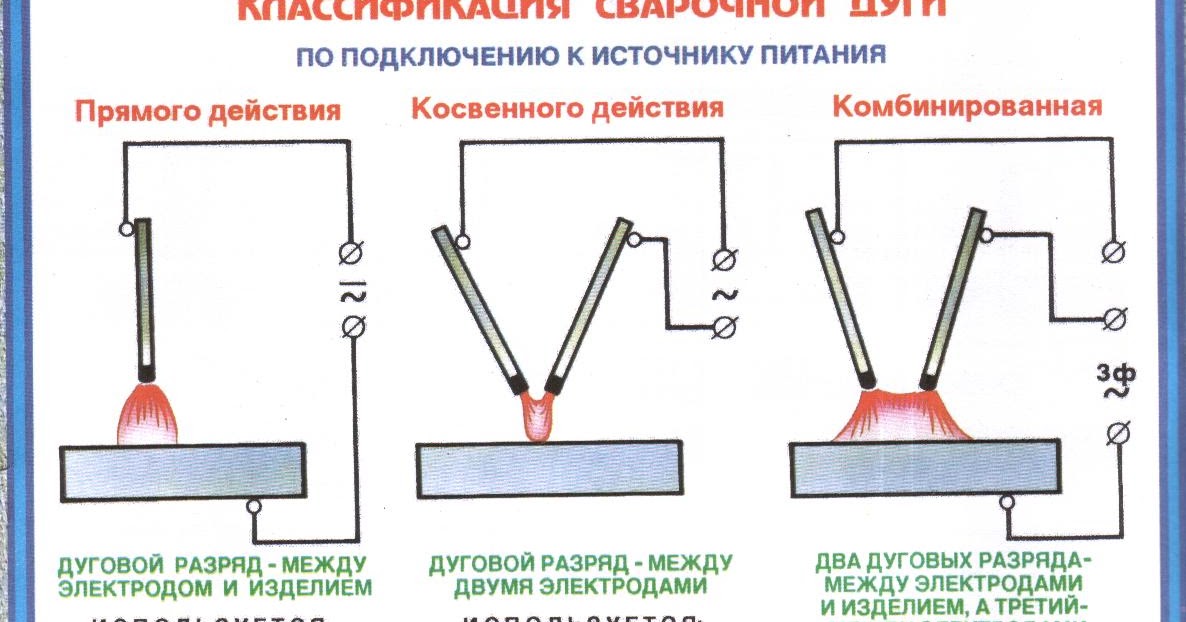 Сделай это все равно! Меланома может быть смертельной, и даже если это не так, вам все равно придется вырезать поражения на коже.
Сделай это все равно! Меланома может быть смертельной, и даже если это не так, вам все равно придется вырезать поражения на коже.
6. Обычно я не обращаю внимания на цифры на автомате. У меня в магазине восемь машин одной марки, и все восемь работают по-разному. Я обычно устанавливаю циферблат примерно на полпути, а затем работаю оттуда.Дайте машине поработать, пока не получите жидкую устойчивую лужу, а затем настройте управление.
7. В полевых условиях мы всегда называем рабочий зажим заземлением, но на самом деле заземление — это то, что дает электричеству выход к земле от машины, если что-то выходит из строя. Рабочий зажим — это часть цепи, которая зажимает свариваемую деталь для замыкания цепи.
8. Как я уже говорил и повторю миллион раз, расслабьте руку и смотрите на лужу.Я все еще слышу крик Фила Ньюэлла мне в ухо, когда он стоял позади меня, держась за руки, и учил меня сварке. Я, черт возьми, не мог расслабиться тогда, но он, черт возьми, точно понял свою точку зрения! Вы должны расслабить руку, чтобы хорошо управлять сварочной лужей.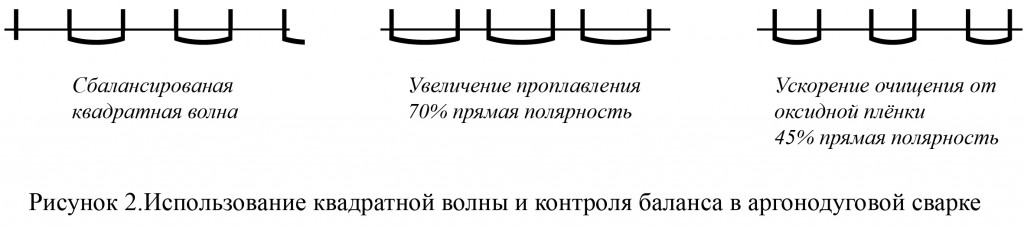 Даже малейший
движение повлияет на это. Если вы напряжены, ваши движения будут прерывистыми, а сварочная ванна будет неустойчивой.
Даже малейший
движение повлияет на это. Если вы напряжены, ваши движения будут прерывистыми, а сварочная ванна будет неустойчивой.
Вы всегда должны смотреть на лужу, чтобы убедиться, что вы врезаетесь в сталь равномерно и равномерно.Вы должны увидеть, как лужа смывается со сталью, что предотвратит подрезку. Через некоторое время вы даже сможете почувствовать очень тонкую податливость стали, когда стержень плавится с основным металлом.
Можно оторвать взгляд от лужи, чтобы увидеть, где вы находитесь, если вы быстро вернетесь к наблюдению за ней. Иногда вы даже можете слегка приподнять удочку и осветлить область вокруг лужи, чтобы увидеть, куда вы собираетесь.
Расслабляя руку и наблюдая за лужей, следите за углом наклона удочки, скоростью движения и температурой.
9. Что такое брызги? Брызги — это маленькие капельки расплава, которые прилипают к стали вокруг сварного шва. С 7018 вы не получите столько же брызг, сколько с 6010 или 6011.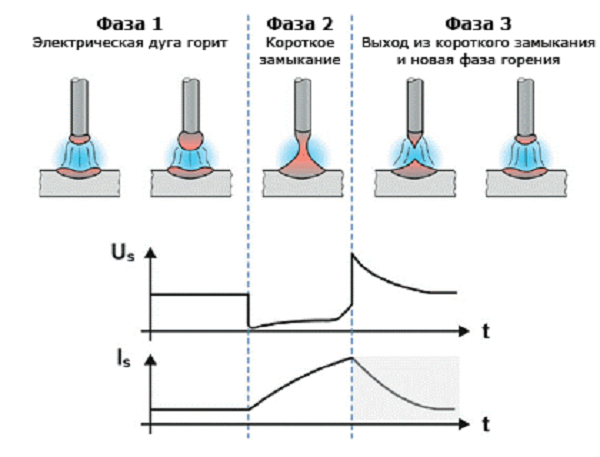 Если брызги легко удаляются, все в порядке. Если он не откололся, сварка слишком горячая.
Если брызги легко удаляются, все в порядке. Если он не откололся, сварка слишком горячая.
10. Почему я бросаю это? Потому что каждый год я слышу о сварщике, который получил травму или погиб в результате сварки использованной емкости. Я никогда не свариваю использованные контейнеры и никогда не буду. Вы можете получить ожог (легковоспламеняющийся), взорваться (взрывчатое вещество) или задохнуться (токсичность) сваркой не того контейнера.Сварка использованных контейнеров становится причиной множества несчастных случаев. Возьмите за правило держаться подальше от их. Использование новой стали не так уж дорого.
Как вы забиваете?
- Все правильно — вы в зоне! Попросите прибавку.
- 7 — 9 правильно — неплохо, вы в значительной степени знаете свое дело.
- 4 — 6 правильно — учись!
- Менее 4 правильных — стань плотником. (Шучу, продолжай пытаться!)
| Введение Сплавы нержавеющей стали обычно содержат не менее 10% хрома. Ниже приведены основные пошаговые инструкции, которым необходимо следовать при сварке нержавеющей стали. Безопасность прежде всего
Начните с определения наилучшего способа соединения основных металлов. Пять основных типов соединений: стык, угол, кромка, внахлест и тройник. Эти пять соединений могут быть расположены во многих комбинациях для создания большого количества сварных швов. Приспособления и приспособления помогают закрепить детали на месте во время процедуры соединения. Листовой металл и большинство угловых и нахлесточных соединений следует плотно зажимать по всей длине работы. Выберите процесс сваркиТри наиболее распространенных процесса сварки нержавеющей стали:
SMAW — не требуется GTAW — Аргон рекомендуется для толщины примерно до 1/2 дюйма.Для более толстых сечений можно использовать смеси аргона с гелием или чистый гелий. Для более глубокого проникновения можно также использовать чистый гелий. Чаще всего используется вольфрам с 2% -ным торированием. FCAW — 100% CO 2 или аргон / CO 2 . Напряжение может быть несколько ниже, если выбран аргон с 20-25% CO 2 смесей. GMAW — Для распыления r используйте аргон и 1-2% кислорода. Преимущественно используется 99% аргона / 1% кислорода. 98% аргона / 2% кислорода при сварке более тонких материалов. Для короткозамкнутого переноса используйте 90% гелий / 7,5% аргон / 2,5% CO 2 . Дополнительные сведения см. В руководстве по защитному газу Выберите подходящий присадочный металл В случаях, когда обе детали изготовлены из одного и того же сплава, выберите присадочный металл, состав которого аналогичен составу основных металлов.Это обеспечит аналогичные свойства сварного шва. Для разнородных основных металлов требуется выбор на основе механических свойств, отсутствия трещин и совместимости. Установите параметры SMAW — использует постоянный ток (DC) или переменный ток (AC). DC использует либо прямую полярность, то есть отрицательную полярность электрода, либо обратную полярность, которая является положительным электродом.Постоянный ток непрерывно течет в одном направлении через сварочную цепь. У DC есть несколько преимуществ. Он хорошо работает при малых токах и малых диаметрах. Кроме того, зажигание дуги и поддержание короткой дуги проще. Электроды из нержавеющей стали с обозначением D15 (например, 308-15) используют постоянный ток, обратную полярность. Их ключевая характеристика — быстро замерзающий шлак, что делает их пригодными для сварки вне положения. Внешний вид бусинки выпуклый. AC использует комбинацию прямой и обратной полярностей, которые чередуются с регулярными циклами. К преимуществам этого тока относятся: меньшая вероятность возникновения дуги, которая представляет собой дисбаланс магнитного поля вокруг дуги, вызывающий изгиб дуги. Он также хорошо работает с толстым металлом с электродом большого диаметра. Электроды из нержавеющей стали с обозначением D16 (например, 308-16) используют переменный или постоянный ток. Они образуют гладкий сварной шов от плоского до слегка выпуклого. Current Amperage Наиболее распространенные настройки:
GTAW — Для дуговой сварки газом вольфрамовым электродом используйте постоянный ток прямой полярности (электрод отрицательный). FCAW — Порошковая сварочная проволока для нержавеющей стали обычно использует постоянный ток с обратной полярностью (электрод положительный). Этот тип тока обеспечивает лучшее проникновение в основной металл. Для сварки порошковой проволокой требуется более длинное удлинение или «вылет» проволоки. Вылет — это расстояние между концом провода и концом контактного наконечника. Вылет порошковой проволоки для нержавеющей стали обычно составляет от 5/8 дюйма до 3/4 дюйма. GMAW — Ниже приведены рекомендуемые настройки для сварки GMAW: Короткое замыкание передачи:
 Очистите основной металл Очистку следует проводить непосредственно перед сваркой, чтобы предотвратить образование оксидов. На основной металлической поверхности не должно быть жира, масла, краски, грязи и т. Д. Чистая поверхность обеспечит более гладкое и прочное соединение.Очистите поверхность и края пластины металлической щеткой из нержавеющей стали, чтобы удалить заусенцы и оксиды. Надевайте перчатки, чтобы масло для рук или грязь не попали на соединяемую поверхность. Предварительный нагрев, если возможно Предварительный нагрев не требуется для большинства нержавеющих сталей аустенитного класса 300. Хорошая техника сварки развивается по мере приобретения сварщиком опыта.Ниже приведены основные советы по сварке:
Последующий нагрев может потребоваться для снятия внутренних напряжений, вызванных концентрацией тепла в зоне сварного шва.Последующий нагрев помогает замедлить процесс охлаждения, чтобы минимизировать растрескивание. |
 Недрагоценные металлы из нержавеющей стали в основном подразделяются на три класса в зависимости от их кристаллической структуры; аустенитный (такой как 302, 304, 308, 316 и т. Д.), мартенситный (такой как 410 и 416) и ферритный (такой как 409 и 430). Также доступны аустенитные сорта с пониженным содержанием углерода (обозначены буквой «L», например, 304L или 316L).
Недрагоценные металлы из нержавеющей стали в основном подразделяются на три класса в зависимости от их кристаллической структуры; аустенитный (такой как 302, 304, 308, 316 и т. Д.), мартенситный (такой как 410 и 416) и ферритный (такой как 409 и 430). Также доступны аустенитные сорта с пониженным содержанием углерода (обозначены буквой «L», например, 304L или 316L).
 Правильная конструкция и подгонка соединения — важные шаги для обеспечения прочного соединения после завершения сварки. Обязательно учитывайте необходимую прочность, положение сварки, толщину металла и доступность соединения.
Правильная конструкция и подгонка соединения — важные шаги для обеспечения прочного соединения после завершения сварки. Обязательно учитывайте необходимую прочность, положение сварки, толщину металла и доступность соединения. Обеспечивает защиту, раскисление и стабилизацию дуги. Может быть добавлено дополнительное экранирование. Сопло для всасывания дыма вокруг пистолета или вытяжного шкафа помогает уменьшить количество дыма и дыма. Порошковая проволока Aufhauser для нержавеющей стали разработана для обеспечения сварки во всех положениях и плавного, стабильного действия дуги.
Обеспечивает защиту, раскисление и стабилизацию дуги. Может быть добавлено дополнительное экранирование. Сопло для всасывания дыма вокруг пистолета или вытяжного шкафа помогает уменьшить количество дыма и дыма. Порошковая проволока Aufhauser для нержавеющей стали разработана для обеспечения сварки во всех положениях и плавного, стабильного действия дуги. Он используется на меньших и более тонких калибрах и обеспечивает неглубокий сварной шов.
Он используется на меньших и более тонких калибрах и обеспечивает неглубокий сварной шов.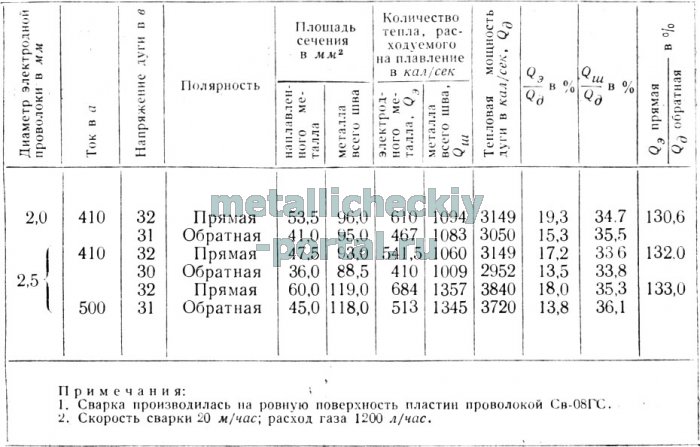 Обычно рекомендуется расход газа 40 кубических футов в час. В зависимости от специфики приложения могут быть внесены изменения.
Обычно рекомендуется расход газа 40 кубических футов в час. В зависимости от специфики приложения могут быть внесены изменения.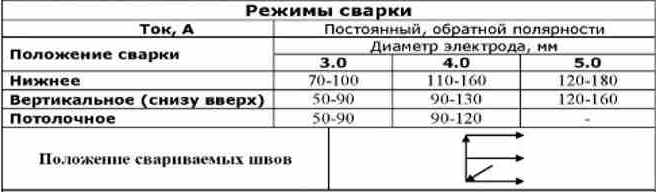
 Параметры сварки TIG зависят от толщины листа и положения сварки.
Параметры сварки TIG зависят от толщины листа и положения сварки. 030
030 035
035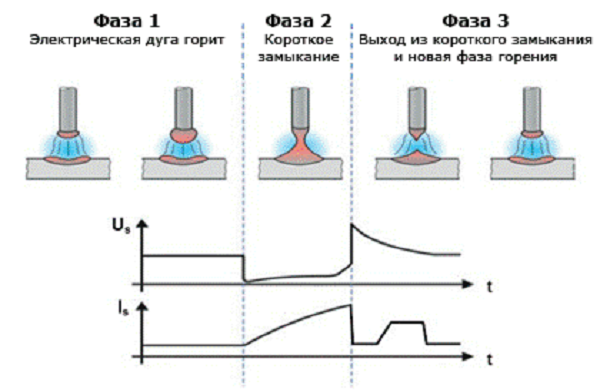 Основной металл следует довести до комнатной температуры, от 60 до 75 ° F. Предварительный нагрев необходим при сварке ферритных или мартенситных марок. Он также необходим при соединении толстых металлов или металлов с высоким содержанием углерода.
Основной металл следует довести до комнатной температуры, от 60 до 75 ° F. Предварительный нагрев необходим при сварке ферритных или мартенситных марок. Он также необходим при соединении толстых металлов или металлов с высоким содержанием углерода.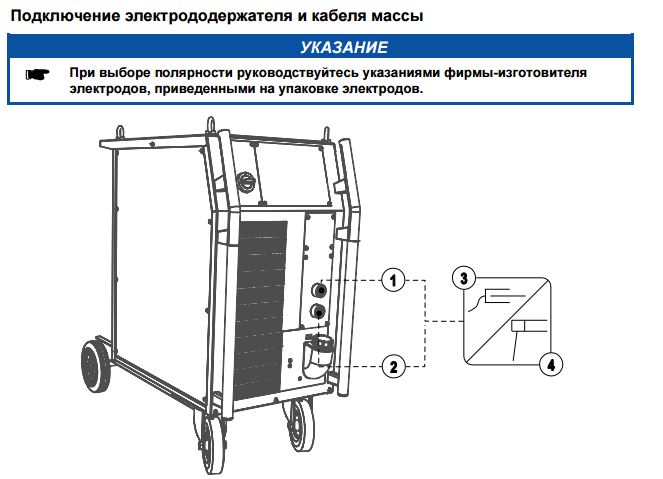
 Это хорошая процедура для соединения толстых металлов. SMAW и FCAW оставляют на сварном шве остатки шлака. Удалите шлак отбойным молотком или шлифованием.
Это хорошая процедура для соединения толстых металлов. SMAW и FCAW оставляют на сварном шве остатки шлака. Удалите шлак отбойным молотком или шлифованием.DCEP против DCEN: все, что вам нужно знать
Источник: PinterestDCEP расширяется как положительный электрод постоянного тока, тогда как электроды связаны с положительным выводом, относящимся к постоянному току.Только постоянный ток выбрал этот формат сварки.
DCEN расширяется как отрицательный электрод постоянного тока, тогда как электроды связаны с отрицательной клеммой относительно постоянного тока. В этой последовательности сварки также используется только постоянный ток, и не рекомендуется использовать переменный ток.
Как DCEP применяется в сварке MIG? Для сварки металлов в среде инертного газа (MIG) обычно предпочтительнее DCEP.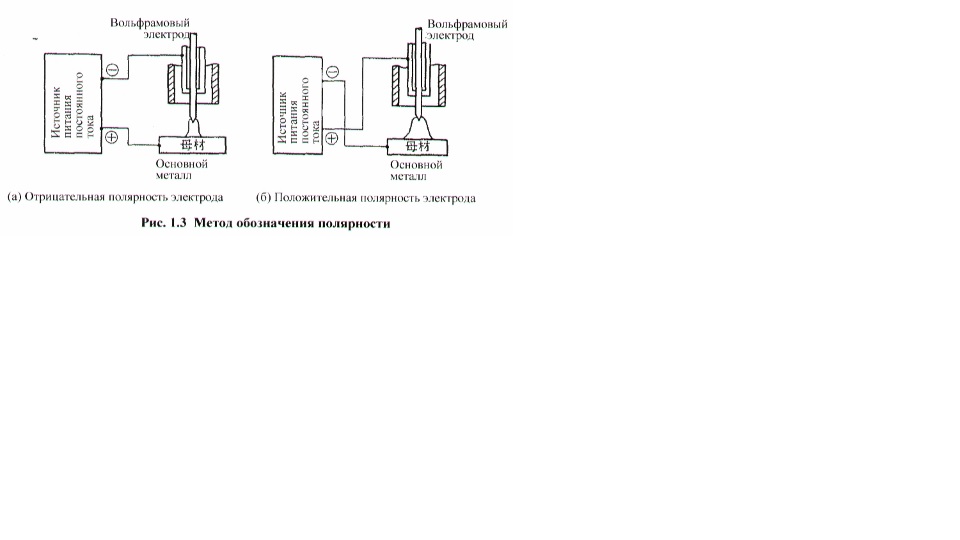 Потому что отрицательные электроды обеспечивают повышенное плавление при заданном уровне и величине тока.Таким образом, очевидно, что при выполнении сварочных работ в системах MIG предпочтение отдается вариантам обратной полярности. В случае использования отрицательного электрода постоянного тока это приведет к нестабильным сварным швам с различными колебаниями в результирующем выходе. Сварку MIG можно эффективно выполнять с помощью DCEP, в котором используются природные газы без добавления флюса.
Потому что отрицательные электроды обеспечивают повышенное плавление при заданном уровне и величине тока.Таким образом, очевидно, что при выполнении сварочных работ в системах MIG предпочтение отдается вариантам обратной полярности. В случае использования отрицательного электрода постоянного тока это приведет к нестабильным сварным швам с различными колебаниями в результирующем выходе. Сварку MIG можно эффективно выполнять с помощью DCEP, в котором используются природные газы без добавления флюса.
Сравнение DCEP и DCEN обычно определяется следующим образом.DCEN является предпочтительным при сварке TIG, когда в этой форме не требуется процесс очистки, как в случае процесса с положительным электродом. Для этого процесса вам потребуется дополнительное пространство для использования вольфрамовых электродов и охлаждения. Для легких сварных швов предпочтительна естественная или прямая полярность, а выделяемое тепло преобразуется в положительную дугу, которая предотвращает перегрев вольфрамовой нити и обеспечивает надлежащую стабилизацию системы. Сварка TIG может выполняться как на постоянном, так и на переменном токе.Сталь будет свариваться постоянным током, а алюминий будет предпочтительнее соединяться с переменным током.
Сварка TIG может выполняться как на постоянном, так и на переменном токе.Сталь будет свариваться постоянным током, а алюминий будет предпочтительнее соединяться с переменным током.
Прежде всего следует отметить, что не все имеющиеся электроды можно отлить с любой полярностью для сварочных целей. Электроды должны быть адаптированы в соответствии со спецификациями, изложенными в кодовой книге стандартов ISO. Оптимальный выбор поляризации также зависит от характера материала, положения сварки и соответствующих конструктивных сочетаний материалов.Имея в виду все это, мы можем достичь необходимой полярности в зависимости от конкретного запуска. Положительная часть сварочной дорожки (захват электронов в дугу) называется анодом. Другая часть сварочной дорожки, которая производит отрицательные электроны в дуге, называется катодом. Положительный анод и отрицательный катод используются в процессе сварки.
Влияние полярности сварки на DCEP и DCEN при дуговой сварке: Основные классификации и характеристики DCEP vs. DCEN описаны ниже.
DCEN описаны ниже.
| Электрод постоянного тока Положительный | Электрод постоянного тока Отрицательный |
| Сварка выполняется аккуратно и аккуратно благодаря положительным электродам. | Плавление крайне недостаточное, поскольку электроды подключены к отрицательной клемме. |
| Поскольку электроды имеют высокую положительную конструкцию, в процессе сварки возможно глубокое проплавление. | Из-за наличия отрицательных электродов проницаемость умеренная. |
| Количество отложений в наполнителе очень мало. | Количество отложений в присадочном материале больше. |
| Производительность положительных электродов низкая. | Производительность выше для отрицательных электродов. |
| Процесс очистки утомительный, а результат очень плохой. | Процесс очистки здесь настолько прост и дает хорошие результаты. |
| Зоны теплового воздействия выше. | Зоны, подверженные тепловому воздействию, ниже ожидаемого. |
| Возникают большие искажения. | Искажения меньше по сравнению с DCEP. |
Когда электроды подключены к отрицательной клемме, а остальные источники питания подключены к положительной клемме, происходит падение электронов. Источник тепла высвобождается, и он начинает течь к прикрепленным пластинам основания.При имеющейся разности потенциалов электроны ускоряются между отрицательными электродами и прикрепленными к ним пластинами основания. По мере усиления удара кинетическая энергия развивается и далее преобразуется в тепловую энергию с выделением огромного количества тепла, необходимого для продолжения всего процесса.
Эффекты обратной полярности в положительном электроде постоянного тока: В этом случае базовые пластины подключаются к отрицательной клемме силового конца, а электроды направляются к положительной клемме для выделения тепла. В результате электроны освобождаются от базовых пластин и начинают двигаться в направлении электродов. Тепло, выделяемое электродами, немного выше, чем тепло, выделяемое в опорных пластинах. Процесс очистки положительных электродов очень прост, а отложения наполнителя крайне низки. Под действием выделяемого тепла загрязнения и частицы пыли, присутствующие в опорных плитах, очищаются, и этот процесс называется очисткой. Таким образом, за счет этого очищающего действия загрязненные частицы, присутствующие на поверхности металла, полностью удаляются.
В результате электроны освобождаются от базовых пластин и начинают двигаться в направлении электродов. Тепло, выделяемое электродами, немного выше, чем тепло, выделяемое в опорных пластинах. Процесс очистки положительных электродов очень прост, а отложения наполнителя крайне низки. Под действием выделяемого тепла загрязнения и частицы пыли, присутствующие в опорных плитах, очищаются, и этот процесс называется очисткой. Таким образом, за счет этого очищающего действия загрязненные частицы, присутствующие на поверхности металла, полностью удаляются.
- Полярность DCEP и DCEN может считаться применимой для сварки двух или более металлических компонентов вместе с существенно разными формами положительных результатов.
- Первичный и важный источник тепла генерируется при обеих полярностях, а дуговая сварка становится легкой и простой. Обработка свариваемых материалов гладкая и достаточно хорошая.
- Если для источника питания используется переменный ток, последующие циклы обеих полярностей выполняются с соответствующими интервалами, и цикл продолжается.
- Тонкие металлы также можно сваривать, используя полярность DCEP и DCEN, так как температура плавления достаточна для работы в этих условиях.
- По мере развертывания положительных электродов в процессе очистки присадочные материалы осаждаются на металлических опорных пластинах с меньшей скоростью, чем ожидалось.

В большинстве приложений газовой дуговой сварки (GMAW) предпочтительно используется полярность DCEP.В этих условиях достигается стабильная форма дуги с плавным переносом металлов при сравнительно небольшом разбрызгивании. Глубокое проплавление унаследовано, чтобы обеспечить надлежащую отделку сварных швов с широким диапазоном подачи электрического тока. Когда DCEN используется для постоянного тока, результирующий выходной сигнал будет очень маленького размера, напоминая каплю, и результирующая поверхность будет неровной.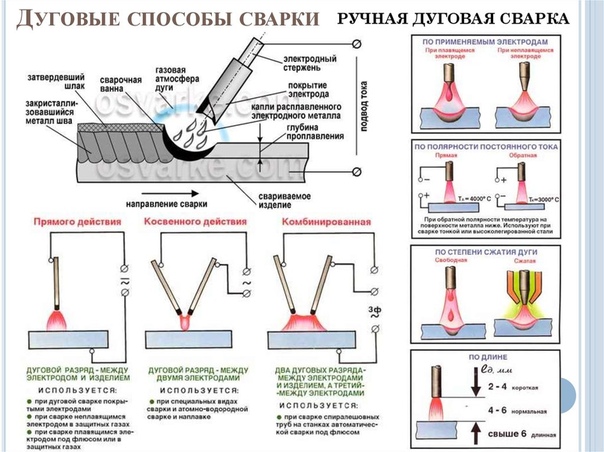 При наличии надлежащей электропроводки с соответствующими соединениями процесс сварки стал бы настолько простым, а использование переменного тока сделает систему стабильной даже в изменяющихся условиях.Для источников питания GMAW предпочтительны как постоянный, так и переменный ток с различными источниками питания.
При наличии надлежащей электропроводки с соответствующими соединениями процесс сварки стал бы настолько простым, а использование переменного тока сделает систему стабильной даже в изменяющихся условиях.Для источников питания GMAW предпочтительны как постоянный, так и переменный ток с различными источниками питания.
- Дуговая сварка экранированного металла (SMAW) — это обычно предпочтительный метод сварки, который представляет собой ручной процесс, в котором для стратегии обработки используется плавящийся электрод.
- При температуре насыщенного плавления электрод начинает плавиться, и зона сварки защищена от внешних газов, присутствующих в естественной атмосфере.
- Это один из самых простых и доступных видов сварки, который может выбрать любой человек.
- Этот вид сварки предотвращает разложение электродов, и создается защитный экран, предохраняющий дугу от возникающей химической реакции.
- Черные металлы и другие родственные конструкции могут быть легко соединены с помощью SMAW.
- Качество SMAW проверяется методами неразрушающего контроля и обеспечивает высокую прочность.
- Материалы из нержавеющей стали, чугуна и других цветных сплавов также можно обрабатывать без дефектов.

Распыление — это процесс, при котором микроскопические частицы, присутствующие в твердом веществе, выбрасываются с нижней поверхности после того, как внутри материала произошла бомбардировка присутствием природного газа или дыма. Процесс обычно происходит на открытом воздухе и свежем воздухе, свободном от загрязнений. Когда постоянный электрический ток изменяется с фактически небольшим сопротивлением, материал становится очень проводящим. Возьмем, к примеру, золото, поскольку это один из широко используемых проводящих материалов на Земле.Он широко используется повсюду, и его нельзя использовать в качестве сварочного инструмента, так как он может потерять свой класс и, конечно, стоит дорого.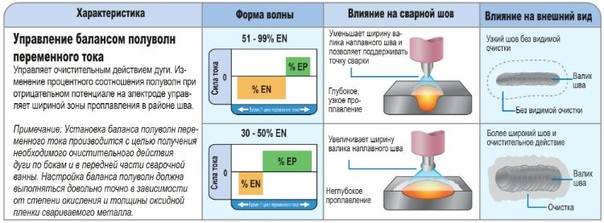
В целом, в сварочном процессе широко используются медь, алюминий и другие родственные металлы, поскольку они обладают хорошим балансом между ценой и проводимостью. Среди всех металлов медь по-прежнему лучше всех выполняет свою функцию, постоянно проводя хорошее электричество. Точнее, существует статическая величина сопротивления, унаследованная от свойств всего материала, и этого недостаточно, чтобы влиять на металлические свойства внутри материала.Сопротивление цепи имеет несколько проблем, таких как преждевременный отказ оборудования, меньшая производительность и, наконец, дефекты сварки.
Смотреть видео: Узнайте больше о распылении Определение полярности по наличию металлических электродов:- Основной металл, присутствующий в материале, должен быть расположен в ровном положении, а поверхность должна быть чистой, свободной от примесей.
- Значение силы тока должно быть установлено в диапазоне от 130 до 145 градусов для соответствующих электродов.
- диапазоны полярности должны быть установлены с поправкой на наличие достаточного опорного значения. Изучите образовавшуюся дугу и измерьте ее длину.
- Звук возникающей дуги тщательно изучается для проверки полярности. Необходимо выяснить неправильный диапазон полярности.
- Металлические электроды исследуют характеристики тушения нормальной дуги и валика.
- Процесс повторяется несколько раз, чтобы распознать и проверить неравномерность полярности.

Сварка выполняется электродами с положительным током (обратная полярность) приводит к более глубокому проплавлению, тогда как электроды с отрицательной (прямой полярностью) приводят к преимуществу более раннего плавления и более быстрой скорости наплавки при повышенной скорости. В процессе сварки используются различные защитные газы для получения более гладкой и ровной поверхности. Однако, если силовая пружина распределяет переменный ток (AC), то оба обстоятельства возникают одно за другим. Изменения происходят каждую секунду, и это зависит от появляющейся частоты подачи тока. Возьмем пример, в котором для источника питания переменного тока 60 Гц обе полярности будут возникать как минимум 60 раз в секунду.
В процессе сварки используются различные защитные газы для получения более гладкой и ровной поверхности. Однако, если силовая пружина распределяет переменный ток (AC), то оба обстоятельства возникают одно за другим. Изменения происходят каждую секунду, и это зависит от появляющейся частоты подачи тока. Возьмем пример, в котором для источника питания переменного тока 60 Гц обе полярности будут возникать как минимум 60 раз в секунду.
Как правило, обратная полярность приводит к скачкам скорости осаждения наполнителя, когда электрод изготовлен из расходуемых материалов.Полярность оказывает значительное влияние на срок службы неплавящихся электродов, как в случае сварки TIG. Из-за обратной полярности на кончике электрода быстрее выделяется слишком много тепла. Когда процесс сварки ведется непрерывно с использованием имеющихся неплавких электродов, он начинает механически плавиться, и большие пузырьки расплавленного металла форматируют кончик электродов. В некоторых случаях образующиеся в результате отложения капель на поверхности сварного шва приводят к появлению дефектов.Иногда он остается на кончике электрода, который смывается в процессе шлифования перед началом новой и следующей операции сварки. Оба случая приводят к потере материалов электродов и сокращению срока службы неплавящихся электродов в связи с обратной полярностью.
В некоторых случаях образующиеся в результате отложения капель на поверхности сварного шва приводят к появлению дефектов.Иногда он остается на кончике электрода, который смывается в процессе шлифования перед началом новой и следующей операции сварки. Оба случая приводят к потере материалов электродов и сокращению срока службы неплавящихся электродов в связи с обратной полярностью.
Для сварки штангой предпочтительным является постоянный ток, и это наиболее часто используемый вариант. Поскольку в сплавах нержавеющей стали уровень хрома составляет менее 10% от исходного содержания.Доступны базовые классы нержавеющей стали, которые сгруппированы по определенным категориям. Как правило, группируются три различных класса нержавеющих сталей, и это следующие.
- Аустенитная нержавеющая сталь — Это немагнитные нержавеющие стали с повышенным содержанием хрома и никеля и сравнительно низким потреблением углерода. Эта форма нержавеющей стали обладает высокой устойчивостью к коррозии, и ее марки выше. Этот тип стали является широко распространенной формой нержавеющей стали и доступен по цене.
- Мартенситная нержавеющая сталь — Эти типы сталей также содержат те же компоненты, что и обычные аустенитные стали. Благодаря высокой стойкости к окислению он обладает повышенной прочностью даже при очень низких температурах. Такие материалы обладают высоким сопротивлением ползучести при умеренных и высоких температурах.
- Нержавеющая сталь с железом — Как видно из названия, сталь является магнитной с более чем 15% хрома и низким уровнем углерода.Материал достаточно прочен, чтобы выдерживать сильную ржавчину. Хотя коррозионная стойкость низка по сравнению с другими видами стали, качество намного лучше, чем у других последующих форм.
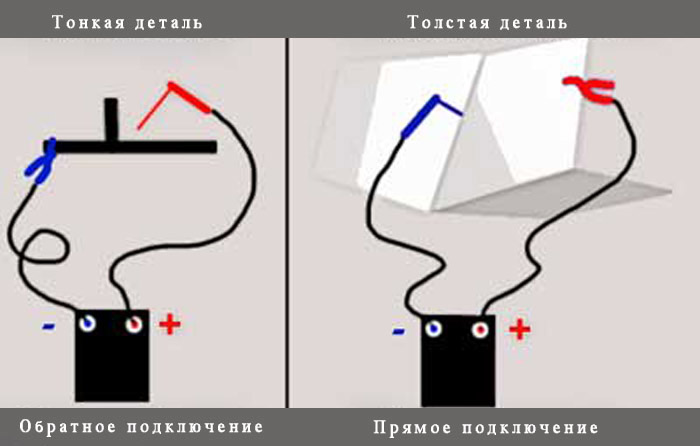 Эта форма нержавеющей стали обладает высокой устойчивостью к коррозии, и ее марки выше. Этот тип стали является широко распространенной формой нержавеющей стали и доступен по цене.
Эта форма нержавеющей стали обладает высокой устойчивостью к коррозии, и ее марки выше. Этот тип стали является широко распространенной формой нержавеющей стали и доступен по цене. Шон Коби — высококлассный сварщик, пользующийся большим уважением в сварочном сообществе Вудбриджа, штат Вирджиния. Он гордится тем, что уже более восьми лет является производителем и механиком в автомобильной / дизельной промышленности. Как главный редактор своего сайта https://weldinginfocenter.com, он делится своим опытом, чтобы быть в безопасности во время сварки и предпринимать активные действия, чтобы стать таким успешным сварщиком, как он.
Он гордится тем, что уже более восьми лет является производителем и механиком в автомобильной / дизельной промышленности. Как главный редактор своего сайта https://weldinginfocenter.com, он делится своим опытом, чтобы быть в безопасности во время сварки и предпринимать активные действия, чтобы стать таким успешным сварщиком, как он.
Основы технологии сварки, 4-е издание стр. 52
Температура дуги при сварке SMAW может превышать
9000 ° F (5000 ° C). При правильном диаметре электрода
тепла, создаваемого дугой, достаточно для расплавления любого свариваемого металла
. Низкоуглеродистая сталь плавится при температуре чуть выше 2800 ° F (1540 ° C).
Дуговая сварка защищенным металлом используется для строительства
зданий, судов, шасси грузовых автомобилей, трубопроводов и других сварных конструкций
.Оборудование SMAW стоит довольно недорого. Его
широко используют в фермерских хозяйствах и в небольших ремонтных мастерских.
SMAW Ток и полярность
При SMAW электрический ток протекает через воздушный зазор
между покрытым электродом и основным металлом. Электрическая дуга
Электрическая дуга
образуется, когда ток течет через воздушный зазор
. Дуга создает тепло, необходимое для сварки.
Электрический ток для сварки подается от аппарата для дуговой сварки
.Сварочные аппараты, также называемые источниками питания
, вырабатывают два типа тока: постоянный ток
(dc) и переменный ток (ac).
Электрический ток — это фактически поток электронов в цепи. Направление потока электронов
называется полярностью. Электроны текут от отрицательно заряженного (поляризованного) тела
к положительно заряженному телу
. Постоянный ток может течь от электрода
к основному металлу.Когда ток
течет в этом направлении, электрод имеет отрицательную полярность
, а основной металл имеет положительную полярность. Он называется отрицательным электродом постоянного тока
(DCEN). Отрицательный электрод постоянного тока
также известен как постоянный ток
прямой полярности (DCSP). См. Рисунок 5-2. Направление тока
может быть изменено на противоположное, чтобы течь от основного металла
к электроду. Когда ток течет в этом направлении
Когда ток течет в этом направлении
, основной металл имеет отрицательную полярность, а электрод
имеет положительную полярность.Он называется положительным электродом постоянного тока
(DCEP). Положительный электрод
постоянного тока также известен как электрод постоянного тока
обратной полярности (DCRP). См. Рисунок 5-3.
Выбранное направление определяется толщиной металла
, положением соединения и типом используемого электрода
. Выбор полярности рассматривается далее в
этой главе.
Основы технологии сварки 52
Электрод
проволока
Направление движения
Защитный
газ
Пламя дуги
Шлак
Основной металл
Глубина проникновения
Покрытие флюса
Сварочная дуга
Сварочная ванна
Рисунок 5-1.При дуговой сварке защитным металлом шлак покрывает валик сварного шва
, пока он остывает. Защитный газ образуется при сгорании флюса, покрывающего
.
Держатель электрода
Электрод
(-)
Дуга
зазор
Заготовка
(+)
Рисунок 5-2. Схема цепи дуговой сварки отрицательным электродом постоянного тока
Схема цепи дуговой сварки отрицательным электродом постоянного тока
(DCEN). Обратите внимание, что ток проходит
от отрицательного электрода к положительному основному металлу.
Держатель электрода
Электрод
(+)
Дуга
зазор
Заготовка
(-)
Рисунок 5-3. Схема цепи дуговой сварки положительным электродом постоянного тока
(DCEP). В DCEP ток проходит
от отрицательного основного металла к положительному электроду.
www.ExamHill.com
1. Соединение, выполненное дуговой сваркой, показано на рисунке выше. Деталь, обозначенная на рисунке буквой «B», известна как
.(а) подготовка шва
(б) проникновение
(в) арматура
(г) шлак
2.В постоянном токе сварка, прямая полярность (электрод отрицательный) приводит к
(а) нижнее проникновение
(б) более низкая скорость наплавки
(c) меньше нагрева заготовки
(d) меньшая сварочная кабина
Ответ
Вариант (б) правильныйПри прямой полярности электрод отрицательный, а заготовка — + ve, следовательно, на заготовке выделяется больше тепла, что приводит к большему проплавлению, но из-за меньшего тепловыделения на конце электрода скорость плавления электрода снижается, вызывая низкую скорость осаждения
3. Удар дуги чаще встречается в
Удар дуги чаще встречается в
(а) перем. сварка
(б) постоянный ток сварка с прямой полярностью
(c) d.c. сварка неизолированными электродами
(d) перем. сварка неизолированными электродами
4. Пинч-эффект при сварке является результатом
(а) Расширение газов в дуге
(б) электромагнитные силы
(в) электрическая сила
(г) поверхностное натяжение жидкого металла
Ответ
Вариант (б) правильныйПри прохождении тока через дуговой разрядник создается электромагнитное поле.Взаимодействие этого электромагнитного поля с полем носителей заряда создает силу, которая имеет тенденцию вызывать эффект, известный как пинч-эффект.
5. При ручной дуговой сварке оборудование должно иметь характеристики провисания, чтобы поддерживать
(а) постоянное напряжение при изменении длины дуги
(б) постоянный ток при изменении длины дуги
(c) температура в помещении постоянна
(г) сварочная ванна раскаленная
6.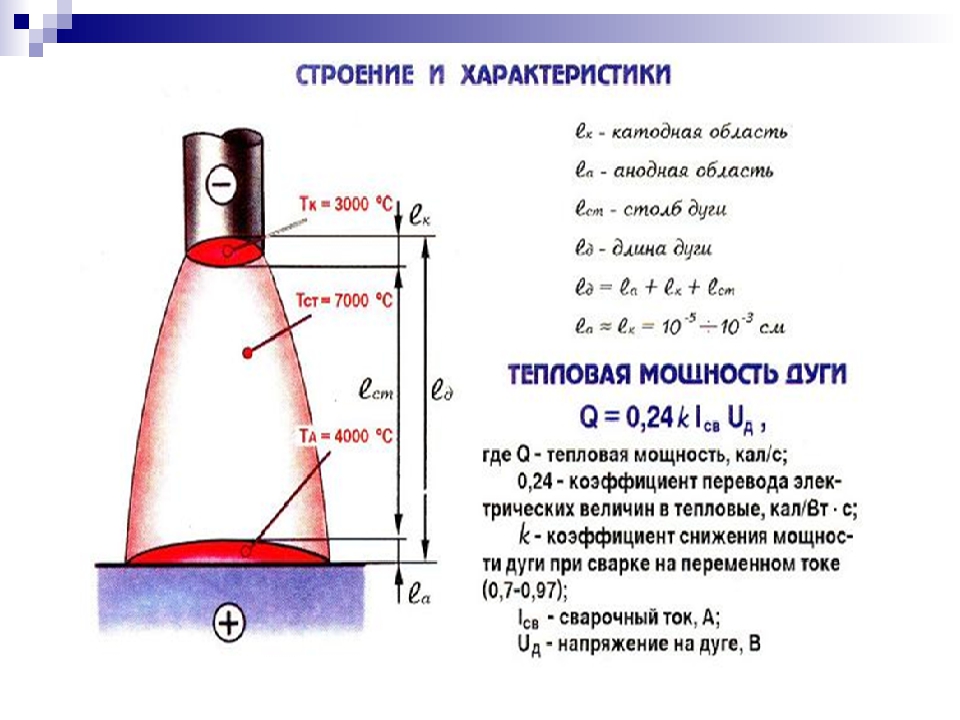 При дуговой сварке постоянным током обратная полярность используется для большего преимущества в
При дуговой сварке постоянным током обратная полярность используется для большего преимущества в
(а) Сварка над головой
(б) сварка плоских стыков внахлест
(в) кромочная сварка
(г) сварка стыковых стыков плоских
7. В каком из следующих процессов дуговой сварки не используются плавящиеся электроды?
(a) Сварка металлов в среде защитного газа (МИГ)
(б) Дуговая сварка вольфрамовым электродом (TIG)
(c) Дуговая сварка под флюсом
(d) ни один из этих
8.Какое из следующих утверждений верно?
(a) При газовой сварке низкоуглеродистой стали флюс не используется.
(b) Бура — обычно используемое флюсовое покрытие для сварочных электродов.
(c) При лазерной сварке используется вакуумная камера, что исключает использование метода защиты.
(d) AC можно использовать для процесса GTAW
Ответ
Вариант (а, б) правильный Хотя классическим флюсом для стали была бура, а присадочный пруток погружают в банку с бурой, пока пруток еще очень горячий. Защитный газ подается от самой горелки, поскольку работа выполняется внутри области, покрытой пламенем.
Защитный газ подается от самой горелки, поскольку работа выполняется внутри области, покрытой пламенем.
Таким образом, флюс устраняет незначительное загрязнение оксидами, а пламя горелки предохраняет сварочную лужу от проникновения атмосферного кислорода.
Обычно DCSP используется в GTAW, за исключением переменного тока, используемого в алюминии и магнии
9. Брызги при сварке возникают по любой из следующих причин, кроме
(а) большой сварочный ток
(б) слишком маленький электрод
(в) дуга
(г) неправильная полярность
10.Что из следующего содержит материал покрытия электрода для дуговой сварки?
1. Раскислитель
2. Стабилизатор дуги
3. Шлакообразующий агент
Выберите правильный ответ, используя приведенный ниже код:
(а) 1, 2 и 3
(б) только 1 и 2
(c) только 2 и 3
(d) только 1 и 3
11. Рассмотрим следующие утверждения:
Рассмотрим следующие утверждения:
1.При дуговой сварке на аноде выделяется от 65% до 75% тепла.
2. Рабочий цикл при дуговой сварке — это цикл полной сварки детали с самого начала.
3. Дуговая дуга чаще встречается при сварке постоянным током. Какие из приведенных выше утверждений верны?
(а) 1, 2 и 3
(б) 1 и 2
(с) 2 и 3
(г) 1 и 3
12. Электроды, используемые при дуговой сварке, с покрытием. Это покрытие не ожидается
(а) обеспечивает защитную атмосферу для сварки
(б) стабилизировать положение
(в) добавить легирующие элементы
(г) предотвращает загрязнение электрода,
13.Две пластины из одного и того же металла одинаковой толщины сваривают встык электрической дугой. При изменении толщины листа сварка осуществляется
(а) регулировка тока
(б) регулировка продолжительности тока
(в) изменение размера электрода
(г) изменение покрытия электрода
Обсудите ниже, чтобы поделиться своими знаниями
Метод газо-вольфрамовой дуговой сварки (GTAW) | Отрасли
В этой статье мы обсудим: — 1. Значение газо-вольфрамовой дуговой сварки (GTAW) 2. Преимущества процесса GTAW 3. Полярность 4. Вольфрамовые электроды GTAW 5. Защитные газы.
Воздух во время сварки (кислород, водород, азот и водяной пар) снижает качество сварки. Инертные газы используются для предотвращения контакта загрязняющих веществ с металлом, а также для удаления загрязняющих веществ с металлических поверхностей, поскольку такие загрязнения, как воздух, пыль и оксиды металлов, также значительно снижают качество сварки.Сварка в инертном газе происходит быстрее, обеспечивает более чистый сварной шов и позволяет сваривать металлы, которые считаются трудными или невозможными для сварки.
Ранее GTAW назывался:
Сварка TIG (сварка вольфрамовым электродом в среде инертного газа):
В нем используется неплавящийся электрод и отдельный присадочный металл с инертным защитным газом.
В аппарате для технологической сварки GTAW используются подходящие источники питания, баллон с органическим газом, сварочная горелка, имеющая соединения кабеля для подачи тока, трубки для подачи защитного газа и трубки для воды для охлаждения горелки. Форма горелки характерна: на задней стороне имеется колпачок для защиты довольно длинного вольфрамового электрода от случайной поломки.
Форма горелки характерна: на задней стороне имеется колпачок для защиты довольно длинного вольфрамового электрода от случайной поломки.
В процессе дуговой сварки необходимо контролировать три элемента (ток, напряжение и скорость перемещения), чтобы добиться удовлетворительного результата сварки. При автоматической сварке все эти параметры присутствуют и контролируются сварочным оборудованием.
Здесь представлены важные положения о принципах дуговой сварки, которые требуют должного внимания при изучении сварочных аппаратов:
(i) Сварочная дуга имеет два электрода, один из которых является сварочным стержнем, а другой — свариваемой деталью.Если для дуговой сварки используется постоянный ток, есть две возможности (или полярности, как их называют). Одним из них является постоянный ток прямой полярности (DCSP), при котором заготовка подключается к положительной клемме сварочного аппарата. Другой — DCRP (обратная полярность), при котором заготовка становится отрицательной.
(ii) Напряжение дуги — это падение напряжения на дуге между двумя электродами. Он увеличивается с увеличением длины дуги. Если электрод закорочен на заготовку, падение напряжения на дуге равно нулю.
(iii) Проникновение является самым глубоким для DCSP (потому что поток электронов течет к работе, таким образом концентрируя тепло на работе), меньше для переменного тока и меньше всего для DCRP. В случае DCRP достигается хорошее очищающее действие. Из-за меньшего проникновения в случае процесса DCRP он лучше всего подходит для тонких сечений алюминия, магния и других трудно свариваемых материалов с использованием вольфрамовых электродов.
(iv) При дуговой сварке постоянным током около двух третей полезного тепла дуги отводится на аноде и около одной трети — на катоде.При сварке на переменном токе сварочное тепло равномерно распределяется между сварочным стержнем и заготовкой.
(v) Скорость осаждения присадочного металла увеличивается с увеличением тока.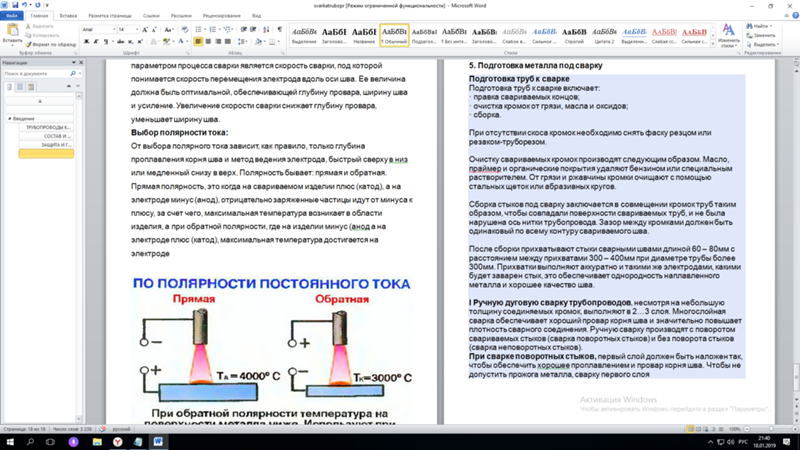
используется неплавящийся вольфрамовый электрод, который устанавливается в специальный электрододержатель. Этот держатель также предназначен для создания потока инертного газа вокруг электрода и вокруг дуги. Сварка выполняется путем зажигания дуги между заготовкой и вольфрамовым электродом в атмосфере инертного газа, такого как гелий, аргон, диоксид углерода.
При сваркегазовой вольфрамовой дугой (GTAW) или TIG (вольфрамовым инертным газом) для нагрева и плавления заготовки использовался неплавящийся вольфрамовый электрод. Можно подавать присадочный металл. Расплавленная лужа защищена от атмосферы за счет подачи инертного газа из чашки горелки.
Преимущества процесса GTAW:(a) Он сваривает больше различных типов металлов и сплавов (углеродистая сталь, нержавеющая сталь, никелевая сталь, алюминий, магний, латунь, медь, бронза, титан.
(b) В отличие от металлов можно сваривать друг с другом, как низкоуглеродистую нержавеющую сталь, латунь с медью.
(c) Зона теплового воздействия (слабая зона для разрушения звукового шва) очень мала.
(d) Присадочный металл не должен проходить через перегретую электрическую дугу.
(e) Не требует очистки из-за отсутствия шлака или брызг.
Оборудование GTAW показано на рис. 9.41. Обычно водяной шланг, шланг для инертного газа и сварочные провода находятся в одной рубашке и образуют одну головку.Обычной практикой является пропускание воды на выходе вдоль провода электрода. Такое водяное охлаждение позволяет использовать кабель меньшего диаметра, что обеспечивает меньший вес горелки и большую гибкость.
Аппарат для дуговой сварки может быть как мотор-генератором, так и выпрямителем. В большинстве сварочных аппаратов в цепях используется высокочастотный наложенный ток, который способствует зажиганию дуги. Использование GTAW ограничивается в основном сваркой относительно тонких материалов толщиной до 7 мм.Он особенно подходит для сварки алюминия и сплавов на основе магния, нержавеющей стали, титана и т.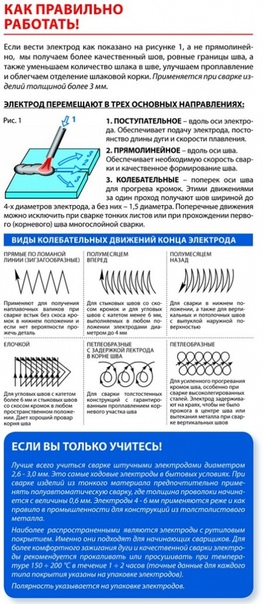 Д.
Д.
GTAW использует все три полярности:
и. DCSP:
(постоянный ток прямой полярности), т.е. вольфрамовый электрод — ve и work + ve, используется для применений, требующих глубокого проплавления (потому что на работу приходится 2/3 тепла) и узкого валика, как в мягкой стали, нержавеющей стали, меди и титан.
ii. DCRP:
(постоянный ток обратной полярности), т.е. вольфрамовый электрод + ve и рабочий, ограничивается приготовлением вольфрама. Используется закругленный или скругленный наконечник, что придает ему большую теплопроводность). Применяется для сварки алюминия и отливок из сильно окисленного алюминия.
iii. ACHF:
(переменный ток высокой частоты) используется для сварки алюминия и магния, которые имеют оксидные покрытия, загрязняющие расплавленный Al и Mg во время сварки, а ACHF помогает удалить эти оксиды.Следует отметить, что переменный ток 50 Гц. не используется отдельно, но накладывается высокая частота (сигнал 15 000–22 000 Гц). Таким образом, когда 50 Гц переменного тока проходит через нулевую точку, HF проходит много циклов и предотвращает гашение дуги. ВЧ-импульсы также способствуют очистке от оксидов.
не используется отдельно, но накладывается высокая частота (сигнал 15 000–22 000 Гц). Таким образом, когда 50 Гц переменного тока проходит через нулевую точку, HF проходит много циклов и предотвращает гашение дуги. ВЧ-импульсы также способствуют очистке от оксидов.
Ниже приведены пять типов электродов, а также в скобках указан цвет корпуса:
(i) Чистый вольфрам (W) (зеленый)
(ii) 1% торированный W (желтый)
(iii) 2% торированный W (красный)
(iv) Полосатый W (синий)
(v) Цирконий W (коричневый).
Электрод из чистого вольфрама используется только в ACHF и предназначен для сварки алюминия и магния Только :
Электрод из торированного вольфрама 1% применяется для меди и медных сплавов.
Электрод из торированного вольфрама с 2% можно использовать практически для любого металла.
Полосатый вольфрамовый электрод состоит из чистого вольфрама и полоски 2% торированного вольфрама. Thoriat помогает поддерживать стабильную дугу и повышать температуру плавления.
Thoriat помогает поддерживать стабильную дугу и повышать температуру плавления.
Цирконий-вольфрам снижает эффект загрязнения при погружении вольфрама в расплавленную ванну при сварке Al и Mg.
Форма вольфрамовых электродов должна быть такой, как показано на рис. 9.42, для получения наилучших результатов. Для запуска агрегата необходимо убедиться, что протекает достаточное количество воды (так как повышение температуры составляет около 5 ° C) и инертного газа (поток газа также может регулироваться реле и соленоидными клапанами автоматически).
Вылет электрода из чашки должен быть примерно равен внутреннему диаметру чашки или немного больше в случае угловых швов, в противном случае эффект экранирования будет снижен.
Предотвращение загрязнения вольфрамом:Для предотвращения загрязнения вольфрамом он должен быть защищен от атмосферы и не должен касаться сварочной ванны.
Для этого:
и. Подача инертного газа должна быть достаточной.
ii. Должен быть достигнут ламинарный поток защитного газа.
iii. Последующая продувка должна быть достаточно продолжительной, чтобы вольфрам остыл до нереактивного состояния.
Для зажигания дуги горелку держат горизонтально над металлическим стартовым блоком или заготовкой (лучше всего на использованном вольфрамовом электроде) и очень быстро наклоняют и поворачивают в вертикальное положение, при этом электрод достигает точки примерно на 3 мм над металлом; дуга перепрыгнет через этот промежуток.
С переменным током блоку требуется наложенная высокая частота. Затем горелку с вольфрамовым электродом следует нагреть, потренировавшись на куске металла, перед началом сварки, чтобы добиться хороших результатов при запуске. Правильное положение вольфрамового электрода и присадочной проволоки при ручной газовой вольфрамовой дуговой сварке показано на рис. 9.44.
После зажигания дуги и начала процесса сварки используйте минимально возможное круговое движение и сделайте небольшую лужу в том месте, где должен начинаться сварочный шов.Электрододержатель удерживается под углом от 60 до 80 градусов по отношению к изделию, чтобы защитить сварочную ванну инертным газом.
Дугу можно остановить, быстро подняв держатель электрической дуги или уменьшив ток с помощью педали. Подавать газ следует до тех пор, пока вольфрам не остынет, в противном случае вольфрам подвергнется коррозии и будет потребляться слишком быстро.
Защитные газы для GTAW:Используются различные газы и газовые смеси:
и.Аргон:
Он тяжелее воздуха и дает превосходный щит. Его низкое сопротивление электричеству (ионизация при 17 В) обеспечивает чрезвычайно плавную и тихую дугу.
ii. Гелий:
Это чрезвычайно легкий газ, обеспечивающий хорошую защиту от расплавленного металла. Из-за более высоких напряжений ионизации (24,2 В) он производит большее количество тепла в потоке дуги и, следовательно, создает широкую и глубокую лужу проплавления.
iii. Аргон-Гелий:
Он сочетает в себе характеристики превосходной защиты от аргона и более широкой струи и более широкой / глубокой лужи гелия.
iv. Аргон — H 2 :
Добавление H 2 увеличивает смачивающее действие (текучесть) и ускоряет и упрощает сварку металлов с низкой теплопроводностью.
против аргона — CO 2 :
Применяется только для углеродистых сталей.
Обычно в качестве защитного газа используется аргон. Иногда гелий используется для сварки более толстых секций, поскольку с этим газом возможны световые напряжения. Гелий, конечно, дорогостоящий газ.
GTAW может использоваться для сварки в плоском, горизонтальном, вертикальном и потолочном положениях. При сварке в вертикальном положении движение обычно идет вниз. В некоторых случаях применения GTAW требуется более высокая квалификация оператора.
Важными моментами, требующими должного внимания для достижения наилучших результатов в GTAW, являются:
Вольфрамовые электроды должны быть чистыми и прямыми, а их концы — в надлежащем состоянии. Следует использовать электроды правильного размера.Если он слишком мал, то конец вольфрама превратится в расплавленный шар, размер которого больше диаметра электрода, и этот шар может упасть в сварной шов. Если он слишком большой, дуга будет блуждать от одной стороны электрода к другой.
Обесцвеченный вольфрамовый электрод обычно означает, что он подвергся воздействию воздуха, пока он еще очень горячий. Газовые соединения должны быть плотными, иначе могут возникнуть утечки. Электрод не должен выходить за чашку меньше, чем на минимальный размер, даже если он может в некоторой степени мешать обзору сварочной ванны.Стальные сварочные стержни не должны быть покрыты медью, так как медное покрытие вызовет разбрызгивание и может загрязнить вольфрамовый электрод.
В чем разница между сваркой на переменном и постоянном токе?
Во время сварки требуется подача электроэнергии, чтобы аппарат работал и выполнял свою работу.
Как правило, требуется значительное напряжение, поскольку сварочные работы требуют больших затрат энергии. Электроэнергия может питаться от двух типов электрического тока: переменного и постоянного.
Что такое переменный и постоянный ток?Полярность электрического тока, создаваемого сварочным аппаратом, который проходит через электрод, называется переменным или постоянным током. Существует два типа полярности, и качество и эффективность сварки существенно зависят от типа используемого тока.
DC означает постоянный ток. Когда электричество течет в постоянном направлении или если оно поддерживает постоянную положительную или отрицательную полярность, мы называем это постоянным током.Обычно батареи небольших устройств, таких как телефоны, фонарики или пульты дистанционного управления, используют постоянный ток.
Для сварки постоянным током с отрицательным электродом ускоряет плавление электрода. Это помогает увеличить доходность депозита, делая работу более эффективной. Постоянный ток с положительным электродом дает возможность для более глубокого проникновения.
AC, с другой стороны, означает переменный ток. Это дает тип электричества, который заставляет ток постоянно менять направление, а вместе с ним и напряжение.Полярность переменного тока меняется 120 раз в секунду. Каким бы тревожным ни казался этот процесс, обратная полярность обеспечивает более глубокое проникновение.
Обычно переменный ток используется для высоковольтных устройств. Электрические розетки, как правило, выдают переменный ток и используются для многих крупных и мощных инструментов в домашнем хозяйстве или на работе.
В чем разница?Теперь, когда мы знаем, как работает каждый тип тока и для чего он конкретно используется, мы можем погрузиться в преимущества и недостатки работы с ними.Сварку можно выполнять на разных материалах разными способами, а эффективность и результаты в значительной степени зависят от типа используемого тока.
Чтобы определить, какой тип источника питания использовать, вы должны знать, с каким материалом вы будете работать, какая сварка потребуется, и, прежде всего, плюсы и минусы каждого тока. Итак, давайте рассмотрим множество различий между сваркой на переменном и постоянном токе.
Сварка переменным токомПлюсы
- AC поддерживает несколько типов сварки, например, сварку толстого листа вниз, быструю заливку и сварку алюминия TIG с высокой частотой.
- Одним из преимуществ сварки на переменном токе является то, что ее можно использовать для сварки намагниченных металлов, что не является функцией постоянного тока. Поскольку ток в переменном токе регулярно меняет направление, намагниченный металл не влияет на направление электрической дуги.
- Этот тип тока позволяет сваривать при более высоких температурах.
- Поскольку переменный ток может обеспечивать более высокий уровень тока, он обеспечивает более глубокое проникновение в металлические пластины. Поэтому его часто используют для шовной сварки, которая требуется при строительстве судов. Сварка на переменном токе
- отлично подходит для ремонтных работ на оборудовании, поскольку большинство из них состоит из намагниченных полей и ржавых участков.
Минусы
- Нестабильность направления переменного тока также является недостатком при сварке. Основная проблема заключается в том, что выход продукта меньше, чем при использовании постоянного тока.
Плюсы
- Как и переменный ток, постоянный ток используется для нескольких определенных типов сварки, а именно для вертикальной сварки, одноуглеродистой пайки, сварки TIG нержавеющей стали и т. Д.
- Отлично подходит для пользователей, которым требуется лучшее накопление массивных депозитов.
- В отличие от переменного тока, этот тип тока вызывает меньшее количество брызг, что приводит к гладкой сварке и более высокому выходу продукции.
- Надежность этого типа тока выше, чем у переменного тока, что значительно упрощает работу с ним. Это связано с постоянством и стабильностью электрической дуги.
- Более тонкие металлы легче сваривать с использованием постоянного тока, что желательно для сварщиков.
- Лучше всего то, что машины, для работы которых требуется постоянный ток, намного дешевле, поэтому они значительно помогают в процессе сокращения затрат.
Минусы
- Несмотря на то, что оборудование дешевле, весь процесс использования постоянного тока немного дороже. Это связано с тем, что для переключения переменного тока в постоянный требуется специальное оборудование, такое как внутренние трансформаторы, поскольку последний не обеспечивается какой-либо электрической сетью.
- Хотя он идеально подходит для сварки многих различных материалов, он не рекомендуется для алюминия, который требует выделения тепла высокой интенсивности, не обеспечиваемого постоянным током.
- Существует большой риск возникновения дуги из-за нарастания магнитного поля.
Ответ на этот вопрос по-прежнему остается за пользователем. Конечно, обеспечение хорошего сварного шва зависит не только от типа используемого электрического тока. Поскольку все оборудование полностью зависит от электричества, все же лучше решить, какой вид тока будет идеальным для вашей работы.
Учитывая преимущества и недостатки, указанные в этой статье, лучше всего помнить, что все факторы должны быть учтены, прежде чем выбирать для вашего использования переменный или постоянный ток.
Это означает, что с учетом материала, с которым вы будете работать, типа сварного шва, который вы хотите, величины текучести, на которую вы можете рассчитывать, и многого другого.
Кроме того, вы должны убедиться, что оборудование, которое вы используете, является надежным и пригодным для использования любого источника энергии, который вы используете.
Разумеется, вам потребуется минимальное количество брызг и минимальный риск возникновения дуги, поэтому убедитесь, что все ваше оборудование и электроды находятся в безупречном состоянии.