Как правильно варить потолочный угловой шов
Как правильно варить потолочный шов электросваркой? Разные рабочие методики!
Вопрос о том, как варить потолочный шов, интересует даже многих профессионалов в области сварки, что уж говорить о новичках.
Основная проблема кроется в самом пространственном положении. Сварщику приходится работать в неудобной позиции, подняв руки вверх, а это провоцирует быструю утомляемость. Существует риск стекания расплава, что чревато не только получением ожога из-за разбрызгивания, но и формированием некачественного шва.
Чтобы получить хороший результат, необходимо подойти к выполнению данной работы с соответствующими знаниями и навыками.
Используемое оборудование
Работа может вестись как инвертором, так и обычным трансформатором. Вне зависимости от выбранного устройства, следует несколько уменьшить силу тока, ее значение должно быть примерно на четверть ниже, в сравнении с аналогичными работами, выполняемыми на полу.
К примеру, надежное соединение 5-миллиметровых пластин можно получить, установив силу тока на 100 Ампер.
Оптимальный диаметр электродов – 3-4 миллиметра, не больше.
Перед началом работ они тщательно просушиваются. Это минимизирует разбрызгивание, а также исключает выделение газа. Края свариваемых деталей зачищаются.
Техника безопасности
Сварка в потолочном положении – тяжелая работа, при выполнении которой обязательно нужно соблюдать меры безопасности. Выглядят они следующим образом:
- Одежда – плотная спецовка, перчатки с длинными манжетами, которые не “пропустят” окалины под рукава. Голову следует прикрыть плотной шапкой. Длина брюк должна быть с определенным запасом, так как капли расплавленного металла, ударяясь об пол, разбрызгиваются и могут попасть на ноги.
- Все легковоспламеняющиеся предметы и жидкости следует удалить из рабочей зоны.
- При отбивании шлака нужно надеть очки, чтобы мелкие частицы металла не попали в глаз.

- Все провода изолируются, если работа останавливается, сварочный аппарат обесточивается.

В процессе работы следует устраивать перерывы, снимая нагрузку с мышц шеи и рук.
Важно! Необходимо отметить, что если предполагается сварка в помещении с повышенным уровнем влажности, новичкам за нее лучше не браться. Это опасно и тяжело даже для профессионалов с большим опытом.
Секреты работы
Сварка потолочного шва электродами ведется с применением некоторых “приемов”, упрощающих процесс, повышающих качество готового результата:
- работать лучше короткой дугой, это повышает точность;
- держать электроды лучше с небольшим отведением вбок, это снижает вероятность растекания наплавленного металла;
- ширина шва не должна быть больше диаметра используемого электрода;
- шов ведется “на себя”. Такой подход дает возможность контролировать его качество и состояние, а также подобрать наиболее комфортный рабочий темп.
Рабочие методики
Работа дуговой сваркой может выполняться в следующих техниках:
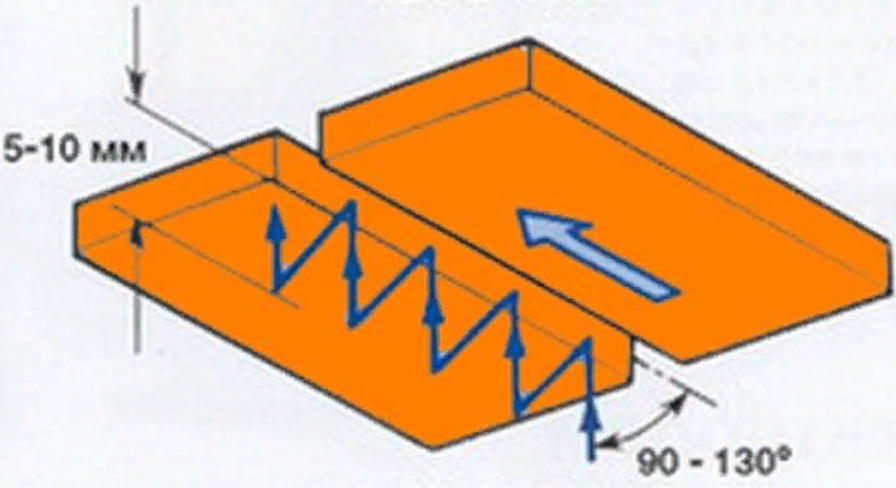
1. Полумесяц. Изначальное положение электрода относительно плоскости потолка находится в пределах от 90 до 130 градусов. При движении мастер как бы описывает элементами полумесяцы.
Практика показывает, что такой метод оптимально подходит для начинающих сварщиков.
Да, временные затраты тут довольно высоки, что объясняется необходимостью формирования шва в несколько проходов, зато точность максимально высока и нет каких-либо сложностей. Специалисту достаточно следить за тем, чтобы:
- скорость сварки не была слишком высокой;
- не формировать валики большой толщины, провоцирующие растекание наплавляемого металла.
2. Обратно-поступательная техника. Здесь также предстоит приготовиться к тому, что работа окажется монотонной и не быстрой, придется пройтись по шву несколько раз.
Сначала формируется основной, корневой шов, для которого используется электрод толщиной 3 миллиметра.
3. Лесенка. Как и в первом случае, изначальное положение электрода по отношению к основанию лежит в пределах от 90 до 130 градусов.
В процессе работы элемент отводится в сторону, что позволяет исключить вероятность растекания наплава. Сварщик ждет, пока металл остынет, после чего продолжает процесс. Если нужно получить длинный сварной шов, то такой способ – лучший вариант.
Правила и требования
Понять, как правильно варить потолочный шов электросваркой, помогут и следующие правила, рекомендации и нормы:
- Перед началом работы нужно как можно плотнее свести свариваемые детали. Чем меньше зазор, тем проще получить качественный и прочный шов. Практика показывает, что новичку справиться с большим зазором почти нереально, тут нужен опыт.
- Кромки нужно разделать. В том случае, если толщина свариваемой металлической детали больше 5 миллиметров, нужно сформировать V-образный скос.
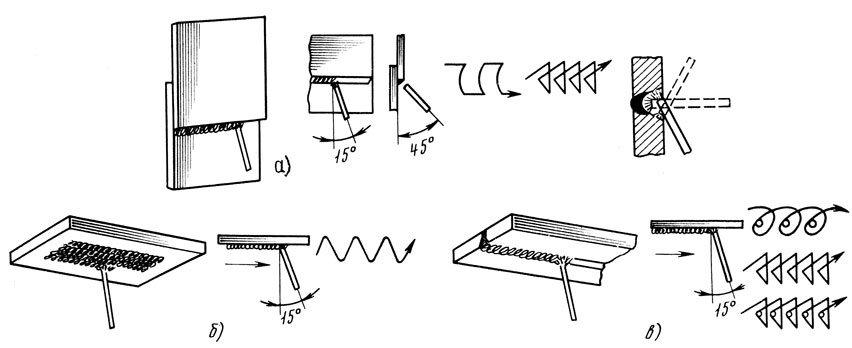
- При подносе электрода к рабочей плоскости нужно выдерживать угол в 45 градусов. Новичкам можно посоветовать использовать короткие половинчатые электроды, чтобы повысить точность манипуляций.
- Если плоскости изначально плотно подогнаны друг к другу, зазор минимален, то первый шов формируется почти без колебательных движений электродом. Такой подход позволяет полноценно заполнить зазор наплавом. Следующий шов делается с увеличенной шириной, что повышает общую конструктивную прочность.
- Лучше работать короткими прерывистыми дугами. Это позволяет каплям наплавленного металла быстро остывать и прочно сцепляться с основанием. Такой подход, во-первых, обеспечивает большую эстетичность и прочность шва, а, во-вторых, сводит к минимуму опасное разбрызгивание.

Полезное видео
Смотрите видео, где показана для начинающих сварщиков сварка потолочного шва без отрыва электродами УОНИ:
На этом видео демонстрируется техника выполнения сварки потолочного шва:
Заключение
Итак, потолочная сварка – процесс довольно сложный, требующий определенной сноровки и опыта. Тем не менее, справиться с ним может и новичок, если речь идет о не слишком трудоемкой операции.
Тем не менее, справиться с ним может и новичок, если речь идет о не слишком трудоемкой операции.
Начинать лучше с малого, соединения простых металлических пластин и деталей. Если же речь идет о сварке труб, находящихся под давлением, то данную работу лучше доверить специалистам. Без соответствующего опыта сложно добиться необходимого результата, да и риск получения травмы значительно возрастает.
Как сварить потолочный шов – особенности, техника, безопасность
Потолочный шов считается одним из самых трудновыполнимых сварочных соединений. Причина в том, что при сваривании этого соединения сварная ванна расположена вверх дном. Для такой обработки деталей нужна сноровка и точное следование технологии.
Последовательность действий и правила создания потолочного шва не должны быть нарушены во время работы. Потому что это не только ухудшит качество соединения, но также создаст угрозу травм от раскаленных капель металла.
Создавая потолочное соединение нужно придерживаться правил техники безопасности, а также использовать защитное снаряжение, особенно в районе рук и лица.
Особенности технологии
Подготовка перед формированием потолочного шва несколько отличается от подготовки перед обычной сваркой. В процессе сварки есть определенные сложности и опасности, к примеру, попадание расплавленного металла на кожу. Металл может стекать, капать.
Нужно знать, как это предотвратить. Сварщики, работающие с потолочными соединениями, знают несколько приемов, которые помогают избежать сложностей и травм.
До того, как приступить к работе, нужно изучить все технические требования к процессу. Есть ряд условий, выполнение которых обязательно. Знание этих условий особенно важно для новичков.
Итак. Как при любом другом сваривании кромки деталей должны быть очищены перед обработкой. Зачистка от пятен, заусенцев и обезжиривание никогда не должны игнорироваться.
Формирование потолочного шва должно проходить при помощи полуавтоматического оборудования либо аппарата РДС. Тип электродов – покрытый.
Это благоприятно повлияет на качество полотна.
Также необходимо следить за сухостью электрода. Их покрытие при повышенной влажности может лопаться, ухудшая проводимость и, как следствие, качество соединения.
Длина дуги – короткая. Это важно при сварке потолочных швов, поэтому стоит постараться не переходить на среднее значение.
Если сваривание происходит в режиме РДС, то предупредить растекание металла можно, если отводить электрод немного в сторону.
Формирование потолочного соединения происходит по технологии «на себя». Это помогает создать необходимый темп работы, следя при этом за качеством создания соединения.
В случае, если нужно варить детали, толщина которых превышает один сантиметр, сварка происходит поэтапно. Сначала применяется электрод значение диаметра которого не выше трех миллиметров. В дальнейшем берется четырех миллиметровая модель.
Потолочный шов – это работа не только в горизонтальной плоскости.
 Под определение этого термина попадают также швы под уклоном 10-80 градусов.
Под определение этого термина попадают также швы под уклоном 10-80 градусов.В таких случаях тоже возможно применение ручной или полуавтоматической аппаратуры, а также сварка покрытыми электродами.
Советы новичкам
Основной особенностью этого типа соединений является перевернутая сварочная ванна. Расплавленный металл удерживается силой натяжения, поэтому соблюдение требуемых размеров ванны очень важно.
При сварке стоит время от времени отводить край электрода немного в сторону. Это позволит металлу немного остыть, закрепиться.
Такая методика убережет от потеков и защитит полотно от трещин.
Методы сварки
Существует три основных способа сварки потолочного шва: полумесяц, лесенка и «обратно-поступательный».
Формируя шов первым методом, электрод располагается под углом к поверхности детали. Угол колеблется от 90 до 140 градусов по дуге. Благодаря таким движениям рабочий элемент переходит от одной кромки стыка к другой.
При втором способе размещение электрода схоже с полумесяцем. Однако движение происходит иначе: расходный элемент отводится от расплавленного металла в сторону, возвращается, снова отводится.
Сварка третьим способом происходит, когда на протяжении всего процесса работы электрод возвращается на некоторое расстояние обратно, к застывшему металлу.
Если сварку проводит новичок, то лучше применить способ полумесяца. Он более прост. Лесенка и обратно-поступательный метод требуют больше сноровки и времени.
Да, они создают более качественное соединение, однако не каждый справится со сваркой такими методиками.
Процесс работы
Вначале всегда идет подготовка. Рабочая зона зачищается при помощи металлической щетки или шлифмашинки, поверхность металла обезжиривается.
Электродом модели в три миллиметра формируется корень шва. Он выглядит как созданный из расплавленного металла валик. При необходимости создания валика с другой стороны детали, в стыке оставляется зазор.
Точечными бросками электрод помещается внутрь этого зазора. Здесь важно проследить, чтобы дуга горела стабильно. После формирования, корень нужно зачистить от шлаков и отрегулировать его выпуклость.
Дальше процесс создания соединения происходит электродами с диаметром около четырех миллиметров.
Советы по соблюдению техники безопасности
Техника безопасности – главный часть выполнения любой работы. Сварка потолочного шва требует ее соблюдения в полной мере, ведь это достаточно опасное занятие. Приступая к свариванию такого соединения, нужно помнить о нескольких правилах.
Сварщик должен быть в специальном рабочем костюме. Его лицо должно быть закрыто маской, глаза защищены очками, а кисти рук – перчатками. Недопустимо наличие обнаженных участков кожи.
Сварка проводится только в сухом пространстве с оптимальной температурой. Нельзя проводить работы при непогоде, повышенной влажности воздуха, порывах ветра или сквозняках.
В экстремальных условиях могут работать только достаточно квалифицированные мастера.
В случае приостановки процесса сваривания, нужно выключить аппаратуру и изолировать провода от случайных воздействий.
Заключение
Формирование потолочного шва требует вложения сил, времени и энергии. Новичку выполнить его сразу фактически невозможно.
Чтобы получить доступ к таким работам требуется повышенный уровень знаний, владения оборудованием и изучение всех деталей создания потолочного соединения.
Нужна подготовка и тренировки. Браться за такое дело без достаточного багажа знаний и умений лучше не стоит. Но каждому сварщику, выполняющему такой шов, нужно в любом случае соблюдать правила и технику безопасности.
Это нужно для сохранения собственного здоровья.
Потолочный шов
Одним из самых неудобных и трудных положения для сварки является потолочное. Но овладеть этим видом соединения стоит ввиду автоматического повышения класса сварщика, который научился накладывать качественные швы в таком пространственном положении. Это востребовано на предприятиях, деятельность которых связана с прокладкой трубопроводов, и на строительных площадках. Пригодится данное умение и в быту, при сварке отопления или беседки. Некоторые элементы металлического гаража не собрать без сварочных соединений вверху. Как варить потолочный шов электросваркой? В чем заключаются главные меры предосторожности и оптимальные настройки аппарата?
Пригодится данное умение и в быту, при сварке отопления или беседки. Некоторые элементы металлического гаража не собрать без сварочных соединений вверху. Как варить потолочный шов электросваркой? В чем заключаются главные меры предосторожности и оптимальные настройки аппарата?
Распространенные сложности
Потолочные швы многие сварщики не любят из-за сложностей в их исполнении. Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором значительно отличается от работы на аналогичном изделии в нижнем положении. Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Шлак, будучи в жидком состоянии, тоже постоянно капает, чем мешает вести шов. Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Сварка потолочных швов выполняется на уменьшенном токе, что влечет частое прилипание электрода и непровары. Еще одним дефектом являются наплывы. Положение тела с запрокинутой головой и поднятой вверх рукой быстро утомляет сварщика. Поэтому частые перерывы просто необходимы для качественного выполнения работы. Понимание этих сложностей поможет настроиться на трудности и принять меры по облегчению реализации процесса.
Технология потолочной сварки
Чтобы разобраться как правильно выполнять этот вид соединений, необходимо знать основные правила, которыми пользуются опытные сварщики. Дополнительно, можно ознакомиться как варить потолочный шов электросваркой на видео. Вот главные моменты:
Вот главные моменты:
- Свариваемые стороны следует максимально свести вместе. Сварка с зазорами на потолке доступна только опытным специалистам, поэтому чем плотнее сопряжены детали, тем проще будет наложить шов.
- Разделка кромок выполняется как и в нижнем положении. При толщине сторон более 5 мм делается V -образный скос.
- Электрод подносится к потолку под углом 45 градусов относительно верхней плоскости. Начинающим сварщикам можно попробовать варить половинкой электрода, т. к. это позволит лучше контролировать его кончик и управлять формированием шва.
- Сварочный процесс и сам шов в этом пространственном положении возможны благодаря поверхностному натяжению металла. Чтобы капли расплавленного железа не отлетали, не успев зацепиться за кромку, следует уменьшить силу тока.
- Если стороны близко сведены вместе, то первый шов на ровных пластинах можно провести без колебательных движений. Это позволит хорошо заполнить стык. Второй проход делается пошире, чтобы укрепить связку.
- Сварка электродом может быть выполнена несколькими способами ведения: полумесяцем, горизонтальной восьмеркой, или по спирали. Когда имеется небольшой зазор, то применяется прерывистая дуга, позволяющая остыть отложенной капле металла. Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.
- Не следует пугаться вида соединения после окончания работ. Шлак может стекать вниз в несколько ярусов. Но после его отбития должен остаться высокий шов. Наплывы и крупные валики не критичны.

Аппараты и электроды
Потолочные швы можно выполнять инвертором или обычным трансформатором. Важно правильно установить силу тока, которая ниже на 25%, чем при сварке на полу. Например, для пластин толщиной 5 мм достаточно 100А. Работать будет легче, если кабель будет не тяжелым. Это облегчит управление концом электрода и рука меньше устанет. Еще кабель можно намотать петлей на руку, чтобы уменьшить нагрузку на запястье.
Еще кабель можно намотать петлей на руку, чтобы уменьшить нагрузку на запястье.
Электроды для потолочной сварки подойдут диаметром 3 и 4 мм. Важно их хорошо просушить, чтобы уменьшить количество брызг. Если новички будут пользоваться короткими электродами, это позволит увереннее манипулировать дугой.
Меры предосторожности
При потолочных швах стоит одеться в плотную куртку и брюки. Перчатки должны закрывать манжеты, иначе окалины докатятся до локтей и обожгут кожу. На голове обязательно необходима шапка или кепка без козырька. Брюки важно подобрать такой длины, чтобы они закрывали ворот обуви для предотвращения попадания расплавленных частиц внутрь.
Поскольку брызги, ударяясь о землю, разлетаются дальше, рядом не должно находиться легковоспламеняющихся предметов. Шлак отбивать нужно в защитных очках, ведь он будет падать вниз на сварщика. Частый отдых позволит снять нагрузку с мышц шеи и руки и качественно выполнить работу.
Сварка в потолочном положении осваивается не сразу. Требуется практика и терпение. Хорошо выделять несколько минут в день и приварив два кусочка трубы или уголка к столу, пытаться их заварить снизу. Освоив этот метод можно смело варить трубы и металлоконструкции любой сложности.
Требуется практика и терпение. Хорошо выделять несколько минут в день и приварив два кусочка трубы или уголка к столу, пытаться их заварить снизу. Освоив этот метод можно смело варить трубы и металлоконструкции любой сложности.
Как сварить потолочный шов
Потолочный сварочный шов считается одним из наиболее сложных типов сварки, поскольку сварочная ванна располагается вверх дном. Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла.
Выполняя потолочный шов нужно соблюдать технику безопасности и защитить свое лицо и руки от возможного попадания горячих капель металла.
Особенности техники потолочного шва
Обратите внимание! Подготовительные работы перед сваркой потолочных швов сопровождаются рядом сложностей. Это обусловлено тем, что в процессе сварки расплавленный металл может стекать вниз и случайно попасть на участок кожи человеку, который выполняет сварочный шов.
 Именно поэтому опытные специалисты, зная как варить подобный шов, применяют специальные приемы сварки, которые обеспечивают строгое соблюдение правил безопасности.
Именно поэтому опытные специалисты, зная как варить подобный шов, применяют специальные приемы сварки, которые обеспечивают строгое соблюдение правил безопасности.Прежде чем соединять потолочные швы, надо четко понимать все требования и не пренебрегать выполнением обязательных условий. Особенно эта информация важна для начинающих сварщиков.
- Для соединения потолочных швов должна использоваться сварка полуавтоматом или ручным способом.
- Чтобы получилось прочное и качественное соединение используются покрытые электроды.
- Сварка потолочного соединения производится в режиме короткой дуги, электроды, которые вы используете должны быть не более 4 мм.
- Дуговая сварка предполагает проведение подготовительных работ: чтобы используемый металл не растекся, электрод нужно держать немного отводя в бок.
- Ширина шва должна быть меньше, чем толщина электрода.
- В процессе сварки могут образовываться газы, которые оказывает негативное воздействие на качество шва. Для того, чтобы этого не произошло, электроды должны быть полностью сухими.
- Сваривание потолочного шва должно выполняться по направлению «на себя». Так вы сможете подобрать подходящий темп продвижения и следить за качеством шва.
- Чтобы в итоге получить максимально прочное и надежное соединение, края заготовок перед сваркой должны быть хорошо зачищены.
 Для того, чтобы этого не произошло, электроды должны быть полностью сухими.
Для того, чтобы этого не произошло, электроды должны быть полностью сухими.Если ваши заготовки имеют толщину более одного сантиметра и вы не знаете как варить потолочный шов, то знайте, что в такой ситуации сварка должна производиться поэтапно. В самом начале работы надо использовать электрод, диаметр которого не превышает показатель в 3 мм, на всех остальных этапах берется электрод с диаметром 4 мм.
Обратите внимание! Сваривание потолочного шва подразумевает создание не только горизонтальных швов, но и соединений по определенным уклоном (от 10 до 80°С). В данном случае может использоваться как ручная сварка, так и сварка полуавтоматом. Можно воспользоваться и дуговой сваркой с применением покрытых электродов
Как сварить потолочный шов правильно.
 Рекомендации для начинающих
Рекомендации для начинающихКак уже отмечалось, главная отличительная особенность такой сварки основана на перевернутой сварочной ванне и удерживании силой натяжения раскаленного металла. Очень важно соблюдать минимальный размер ванны и иногда отводить электрод в сторону, чтобы у металла было время для того чтобы остыть и схватиться. К тому же, такой способ сварки обезопасит ваше соединение от появления трещин.
Способы сварки
- Полумесяцем, такой метод предполагает расположение электрода под углом 90-140° к поверхности. При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке.
- Лесенкой, здесь электрод размещается точно так же. Его отводят в сторону от раскаленного металла и возвращают обратно.
- Обратно-поступательный способ. В данном случае электрод необходимо постоянно возвращать на застывший шов.
Самым простым считается первый способ и хорошо подходит для малоопытных сварщиков. Варианты, предполагающие сварку лесенкой и обратно-поступательным способом являются более сложными и затратными по времени. Но подобное соединение будет более качественным.
Но подобное соединение будет более качественным.
Этапы выполнения работ
Изначально места, которые будут подвергаться сварке надо хорошо обработать, зачистив края при помощи болгарки или металлической щетки. Затем проваривается корень шва электродом (3 мм). Посредством его формируется валик из расплавленного металла. Если нужно, чтобы валик был и с обратной стороны, то электрод маленькими короткими бросками направляется внутрь зазора. Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).
Рекомендации по технике безопасности
Для того, чтобы получить надежный и прочный шов, следует выполнять все правила по технике безопасности. От соблюдения правил зависит не только качество шва, но и ваша личная безопасность.
- Обязательно изолируйте все провода, а когда приостанавливаете работу и вовсе отключайте сварочный аппарат. Так вы обезопасите себя от поражения током во время сварочного процесса.
- Рекомендуется осуществлять сварку потолочных швов в теплом сухом помещении.
- Ни в коем случае нельзя работать в дождливую и снежную погоду. Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.
- Надевайте специальную защитную одежду , маску и очки. Все тело должно быть плотно закрыто одеждой.
 Так вы обезопасите себя от поражения током во время сварочного процесса.
Так вы обезопасите себя от поражения током во время сварочного процесса.В заключении стоит еще раз отметить, что сваривание потолочных швов – процесс достаточно трудоемкий и энергозатратный. Начинающему сварщику достаточно сложно выполнять такой вид соединений. Чтобы качественно выполнить работу и создать хороший прочный шов, нужно получить специальные знания, овладеть техникой работы со сварочным аппаратом и ознакомиться со всеми нюансами данного вида работ. Предварительно лучше потренироваться на сварке каких-нибудь деталей. Если у вас недостаточно знаний и опыта, то лучше доверить этот процесс специально обученным людям. В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
Как варить потолочный шов электросваркой
Потолочную сварку считают самым сложным типом сварочных работ. Это объяснимо тем, что во время процесса сварочная ванна расположена вверх дном. Чтобы сделать работу правильно, нужно соблюдать правила безопасности и основные тонкости технологического процесса. Стоит ознакомиться подробнее с тем, как варить потолочный шов, чтобы он был максимально качественным и прочным.
Особенности потолочной сварки
Потолочную сварку считают довольно трудоемким и сложным процессом, поэтому новичкам не рекомендуют выполнять эту операцию самостоятельно. Перед ней в обязательном порядке нужно провести подготовительные работы, подобрать качественный инструмент, обзавестись средствами индивидуальной защиты.
Потолочное сцепление характеризуют рядом сложностей. В процессе выполнения работы расплавленный металл может стекать вниз, что несет определенную опасность для сварщика. Только опытные профессионалы, хорошо разбирающиеся в технологии сварки, могут избежать подобных сложностей, тщательно соблюдая технику безопасности.
В процессе выполнения работы расплавленный металл может стекать вниз, что несет определенную опасность для сварщика. Только опытные профессионалы, хорошо разбирающиеся в технологии сварки, могут избежать подобных сложностей, тщательно соблюдая технику безопасности.
Прежде чем приступить к спаиванию потолочных швов, необходимо знать некоторые особенности процесса:
- для объединения потолочных валиков нужно применять исключительно сварку полуавтоматом или ручным методом;
- для увеличения прочностных и эксплуатационных показателей потолочных сцеплений используют покрытые электроды;
- длина электродов не должна превышать 4 мм, так как сварку полотна осуществляют в формате дуги с минимальным радиусом;
- ширина образованного потолочного шва должна быть несколько меньше, чем толщина электрода;
- осуществлять сварку необходимо в сухом помещении с низким уровнем влажности. На электроде, сварочном аппарате и металлических профилях также должна отсутствовать вода. Это требование объясняют тем, что в процессе сварки вода преобразовывается в пар, который, соединяясь с химическими компонентами, формирует газ, оказывающий негативное воздействие на качество валика;
- чтобы отслеживать качество получаемого шва необходимо работать по направлению «на себя». Это позволит видеть процесс и контролировать его;
- для предотвращения растекания металла электрод следует поместить под небольшим углом, немного отводя его в бок.
 Это требование объясняют тем, что в процессе сварки вода преобразовывается в пар, который, соединяясь с химическими компонентами, формирует газ, оказывающий негативное воздействие на качество валика;
Это требование объясняют тем, что в процессе сварки вода преобразовывается в пар, который, соединяясь с химическими компонентами, формирует газ, оказывающий негативное воздействие на качество валика;Виды потолочных швов
Формирование потолочных швов признают одним из самых проблемных процессов, для исполнения которого необходим большой опыт работы в этом направлении, обладание глубокими познаниями технологий и способов сварки.
В зависимости от способа образования, различают три основных типа швов: стыковой, внахлест и тавровый.
Встык (стыковой шов)
Одно из самых прочных креплений, для которого характерно неоднократное прохождение электрода. Изначально нужно сформировать корневой шов, для которого потребуется электрод с диаметром 3 мм. Чтобы стык был максимально прочным, рекомендуют при формировании корневого валика пользоваться методом сварки «лесенка». После того, как шов сформирован, ему необходимо дать время на остывание.
Чтобы стык был максимально прочным, рекомендуют при формировании корневого валика пользоваться методом сварки «лесенка». После того, как шов сформирован, ему необходимо дать время на остывание.
Второй и третий проход нужно делать электродами с диаметром 3 и 4 мм. При этом сила тока инвертора должна быть средней. Все последующие слои потолочного шва формируют в виде наплавки. Если все сделано правильно, лицевая сторона должна иметь ширину незаполненной разделки в пределах 0,5-2 мм.
Внахлест
Этот вид используют для сварки листового металла с небольшой толщиной (до 8 мм). Чтобы соединение было максимально прочным, крайне важно подобрать правильный угол расположения электрода к поверхности. Он должен составлять 15-45 градусов. Если не соблюдать это требование, расплавленный металл будет находиться не на стыке, а в стороне, что заметно снизит качество шва и прочность крепления.
Тавровый потолочный шов
Эта разновидность представляет собой форму буквы «Т». Его делают с одним или двумя швами. Что касается разделки кромок, то эта операция остается на усмотрение сварщика. Во многом все зависит от толщины деталей, подлежащих сварке и количества швов:
Его делают с одним или двумя швами. Что касается разделки кромок, то эта операция остается на усмотрение сварщика. Во многом все зависит от толщины деталей, подлежащих сварке и количества швов:
- одинарный шов, толщина металлических листов до 4 мм – обработка кромки не требуется;
- двойной шов, толщина металла 4-8 мм – обработка кромки не обязательна;
- одинарный шов, толщина металлических профилей 4-12 мм – необходима разделка кромки с одной стороны;
- двойной шов, толщина металла до 12 мм – требуется разделка кромки с обеих сторон, причем швов должно быть также два.
Одним из разновидностей таврового потолочного шва считают угловое соединение. Визуально оно напоминает букву «У». Требования к нему предъявляют аналогичные, как к классическому тавровому шву, однако существует несколько особенностей. Уровень наклона электрода к металлической поверхности должен колебаться в пределах 60 градусов. Если он будет меньше, качество сварки ухудшится. Особенно это заметно, если необходимо соединить между собой два металлических профиля разной толщины. При несоблюдении требования большая часть прогрева придется на более толстый профиль, что приведет к тому, что тонкий металл не будет прогорать.
Особенно это заметно, если необходимо соединить между собой два металлических профиля разной толщины. При несоблюдении требования большая часть прогрева придется на более толстый профиль, что приведет к тому, что тонкий металл не будет прогорать.
Способы сварки потолочного шва
Эксперты выделяют несколько методик сварки потолочных валиков:
- Полумесяц (дуговой). Этот метод предусматривает угловой наклон электрода (90-140 градусов) к поверхности. Далее необходимо делать зигзагообразные колебательные движения, напоминающие дугу. Сварной элемент будет передвигаться по направлению от кромки к кромке, обеспечивая прочную сварку.
- Лесенка. Обладает схожими особенностями со сваркой полумесяцем. Используя обозначенную методику, электрод следует разместить под углом 90-130 градусов к металлической поверхности. Ввиду опасности стекания раскаленного металла, при исполнении операции сварной элемент нужно отвести в сторону. Как только он остынет, электрод возвращают на место работы, после чего операцию возобновляют. Лесенка имеет визуальное отличие от полумесяца в итоговом исполнении. Различие между ними заключается в том, что шовное соединение приобретает удлиненную форму.
- Обратно-поступательный способ. Особенность этого метода заключается в том, что сварной элемент несколько раз проходит по поверхности шва. Изначально нужно сформировать корневой валик, обладающий сечением в пределах 3 мм. Потом его нужно оставить на некоторое время остыть. После полного охлаждения металла, электрод возвращают на поверхность.
 Лесенка имеет визуальное отличие от полумесяца в итоговом исполнении. Различие между ними заключается в том, что шовное соединение приобретает удлиненную форму.
Лесенка имеет визуальное отличие от полумесяца в итоговом исполнении. Различие между ними заключается в том, что шовное соединение приобретает удлиненную форму. Безопасность при сварке потолочного шва
При исполнении сварочных операций необходимо в обязательном порядке акцентировать внимание на технику безопасности, предусмотренную для мероприятий данного формата. От исполнения простых рекомендаций будет зависеть итоговые качественные параметры шва, личная безопасность наемных сотрудников.
Планируя сварочные работы, необходимо уделить внимание следующим рекомендациям:
- Все провода, присоединенные к сварочному оборудованию, должны иметь хорошую изоляцию. Не допускается наличие оголенных участков кабелей, так как это может привести к проблемам со сварочным аппаратом, повышает риск для здоровья и жизни пользователя.
- Инвертор необходимо отсоединять от сети, если он не используется. Не исключены ситуации, когда оборудование может включиться из-за неосторожности. Также соблюдение этого правила поможет защитить аппарат от возможных перепадов напряжения в электросети.
- Категорически не допускают исполнение сварочных работ без средств индивидуальной защиты. В обязательном порядке сварщику следует надеть защитную маску, спецодежду, обувь и перчатки. Работы должны производиться на специальном коврике.
- Скрепление потолочных швов должно осуществляться в сухом и теплом помещении. Не рекомендуют выполнять задачу в дождливую или снежную погоду, если в помещении наблюдается достаточно высокий уровень влажности. В противном случае это может негативно сказаться на качестве исполнения потолочного шва. Справиться с задачей в любых условиях могут только опытные мастера, обладающие необходимыми знаниями.
- В обязательном порядке нужно соблюдать правила пожарной безопасности. Это значит, что поблизости от места сварки не должно находиться посторонних предметов и горючих материалов.
 Не допускается наличие оголенных участков кабелей, так как это может привести к проблемам со сварочным аппаратом, повышает риск для здоровья и жизни пользователя.
Не допускается наличие оголенных участков кабелей, так как это может привести к проблемам со сварочным аппаратом, повышает риск для здоровья и жизни пользователя.
Как правильно варить потолочный шов инвертором
Сварка потолочного шва представляет собой технологически сложную операцию, отличающуюся особой трудоемкостью. Вместе с тем, этот вид сварки считают самым надежным, так как позволяет получить максимально прочное и качественное соединение.
Чтобы выполнить работу максимально качественно с использованием инвертора, нужно придерживаться таких правил:
- В начале операции свариваемые стороны сводят максимально плотно друг к другу. Это позволит избежать образования зазоров, из-за которых шов может потерять прочность.
- В обязательном порядке нужно произвести разделку кромок, также, как и в положении снизу. При этом, если толщина металлического профиля более 0,5 см, нужно сделать скос в форме латинской буквы «V».
- Для упрощения формирования сварного соединения можно варить половинкой электрода. При этом, он должен располагаться по отношению к металлическому элементу под углом не менее 45 градусов.
- Так как работа осуществляется наверху, высока вероятность падение капель раскаленного металла. Чтобы предотвратить это, повысить уровень безопасности, следует установить силу тока в инверторе на средний уровень.
- Если между соединяемыми профилями образовался зазор, избавиться от него можно при помощи прерывистой дуги. Капли раскаленного металла накладывают друг на друга без временных промежутков.
- Если поверхность профилей идеально ровная, между ними отсутствуют зазоры или дефекты, первый валик накладывают без колебательных движений электрода. Благодаря этому металл максимально заполняет стык. Однако следующий проход электродом нужно делать уже более широкий.

Как варить потолочный шов электросваркой
Если нет достаточного опыта в проведении сварочных работ в потолочной части помещения, стоит ознакомиться с этапами работы.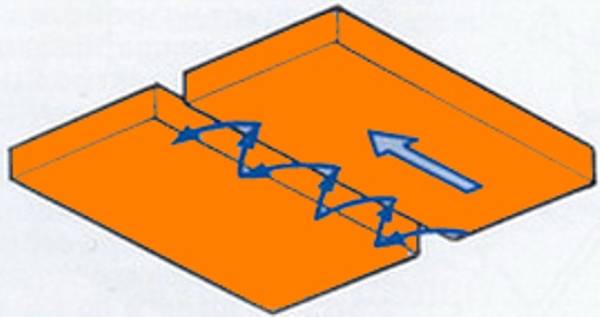 Наиболее наглядно весь процесс показан в видео:
Наиболее наглядно весь процесс показан в видео:
Заключение
Варить потолочный шов непросто, это трудоемкая и энергозатратная задача. Справиться с ней могут только пользователи, обладающие определенными навыками сварки, разбирающиеся в особенностях исполнения подобных соединений. Если у потребителя нет достаточного опыта в сварке потолочных швов, лучше доверить эту задачу опытному профессионалу.
Сварка электродом | welder
Ручная дуговая сварка применяется на многих предприятиях и производствах. Она отличается простотой технологического процесса, экономностью расходных материалов, и компактностью некоторых видов оборудования, что удобно для маневренности. Вести работу аппаратами для ручной дуговой сварки покрытыми электродами можно в полноценном режиме по десять часов в день. Поскольку многие учебные заведения преподают данный метод и технологию сваривания металлических частей, найти хороших специалистов для работы не сложно. Начинающим сварщикам важно хорошо знать что такое ручная дуговая сварка, каковы ее технологии, режимы и возможности.
Сварка MMA — что это такое?
MMA сварка — это способ соединения двух металлических частей при помощи электрической дуги и плавящегося покрытого электрода. Перевод аббревиатуры подразумевает ручное управление этим процессом. Суть метода заключается в замыкании электрической цепи, в результате которой образуется сварочная дуга. Высокая температура производит расплавление кромок металла и стержня электрода. Образуется сварочная ванна.
В качестве источника тока используются различные трансформаторы, генераторы, и преобразователи, выдающие переменное и постоянное напряжение. Для работы используется два кабеля (+ и -), один из которых крепится на изделие, а второй снабжается держателем электрода и находится в руках сварщика. В зависимости от того, какой вид кабеля крепится к массе, определяется полярность сварки. Этого требует режим сваривания различных металлов.
Ручная электродуговая сварка предусматривает защиту сварочной ванны от воздействия газов атмосферы. За этот процесс отвечает покрытие электродов. Его действие можно увидеть на многочисленных видео. Снабженное специальным составом, плавясь от температуры дуги, покрытие выделяет собственные газы, защищающие сварочную ванну и предотвращающие попадание кислорода в зону горения дуги. Без специальной обмазки ручная дуговая сварка была бы невозможна. Расплавленный металл электродов вступал бы во взаимодействие с окружающей средой, и жидкие частицы разлетались бы по всей поверхности свариваемого изделия. Водород, из-за легкого веса, вырывался бы наружу и образовывал поры в кристаллизующемся шве.
За этот процесс отвечает покрытие электродов. Его действие можно увидеть на многочисленных видео. Снабженное специальным составом, плавясь от температуры дуги, покрытие выделяет собственные газы, защищающие сварочную ванну и предотвращающие попадание кислорода в зону горения дуги. Без специальной обмазки ручная дуговая сварка была бы невозможна. Расплавленный металл электродов вступал бы во взаимодействие с окружающей средой, и жидкие частицы разлетались бы по всей поверхности свариваемого изделия. Водород, из-за легкого веса, вырывался бы наружу и образовывал поры в кристаллизующемся шве.
Как показывают многие видео, в процессе ведения дуги, сварочная ванна разделяется на несколько цветовых и весовых зон:
самым белым выглядит расплавленный металл кромок и присадочного электрода;
ярко-красным обозначает себя жидкий шлак;
железо, под действие веса, стремится ко дну ванны;
шлак, обладающий меньшим весом, плавает на поверхности.

Понимая эти различия, можно умело манипулировать концом электрода для создания ровного и прочного шва. После выполнения работы требуется отбивать застывший шлак, чтобы убедиться в качестве сваренного соединения и придать более привлекательный вид всей конструкции.
Применение MMA сварки
Технология ручной дуговой сварки нашла широкое отображение в различных производственных сферах. Это:
машиностроение
прокладка различных трасс для теплоснабжения, перекачки газа и подачи воды;
кораблестроение;
ремонтные работы на СТО;
коммунальные службы.
Данный метод позволяет сваривать обычную углеродистую сталь во всех пространственных положениях. При использовании электродов со специальным омеднением покрытия возможна сварка чугуна. Если применять нержавеющие покрытые электроды, то свариванию поддаются легированные виды стали. Полученные швы отличаются высокой устойчивостью к сопротивлению на разрыв и излом. Об этом свидетельствуют многочисленные испытания и подтверждающие видео. Метод сварки используется не только для сваривания частей, но и для наплавки поверхностей истертых деталей и последующей механической обработки.
Об этом свидетельствуют многочисленные испытания и подтверждающие видео. Метод сварки используется не только для сваривания частей, но и для наплавки поверхностей истертых деталей и последующей механической обработки.
Преимущества электросварки
Ручная сварка покрытыми электродами включает ряд выгодных преимуществ:
ценовая доступность аппаратов и расходных материалов;
эксплуатация оборудования в течении всего рабочего дня;
простота выполнения работ и высокая скорость при умелом обращении;
легкая обучаемость, включая различные пособия и видео;
прочность швов;
возможность сваривания элементов в любом пространственном положении;
легкость оборудования и возможность быстрого перемещения по рабочему объекту.
Безопасность при MMA сварке
Технология дуговой сварки требует соблюдения правил безопасности. Без этого можно значительно навредить своему здоровью или окружающим. Во-первых, при расплавлении обмазки электрода, выделяется много тяжелых газов, вредных для дыхания. Поэтому сварочные работы ведутся на открытом воздухе, или в хорошо проветриваемом помещении. В закрытых пространствах (комнаты, емкости) необходимо предусмотреть искусственную вентиляцию.
Во-первых, при расплавлении обмазки электрода, выделяется много тяжелых газов, вредных для дыхания. Поэтому сварочные работы ведутся на открытом воздухе, или в хорошо проветриваемом помещении. В закрытых пространствах (комнаты, емкости) необходимо предусмотреть искусственную вентиляцию.
Во-вторых, технология ручной дуговой сварки подразумевает работу с большими показателями силы тока (А) и малым напряжением (V). Это требует бережного обращения с аппаратом, не допускающего его падения или перегрева, что может привести к нарушению изоляции и проведению тока на корпус устройства. Хотя используемое напряжение безопасно для жизни (обычно до 48 V), держатель должен быть хорошо заизолирован, а при работе в металлических емкостях под ноги сварщика необходимо подкладывать резиновый коврик.
При горении дуги происходит выделение высокой температуры и ультрафиолетового излучения, поэтому руки сварщика должны быть защищены рукавицами из прочного материала. Не должно быть открытых участков кожи, так как это может привести к световым ожогам. Еще часты брызги расплавленного шлака, которые летят довольно высоко, поэтому головной убор для сварщика обязателен.
Для защиты зрения рабочего используются специальные маски со светофильтрами, защищающие от вредного излучения. Эти элементы имеют разнообразные номера маркировки для работы в условиях разной освещенности.
Технология выполнения и параметры
Техника ручной дуговой сварки доступна на многих обучающих видео. Все начинается с правильной разделки кромок под 45 градусов. Для пластин толще 6 мм предусматривается выставление зазора в 2-3 мм. Это содействует хорошему проплавлению. Розжиг дуги производится постукиванием электрода по массе. Лучше это сделать на отдельной пластине и уже разогретый электрод поднести к стыку. Ставится несколько прихваток длинной в 5 мм для фиксации свариваемых частей.
Электрод держится под углом в 45 градусов относительно плоскости. Первый шов является корневым, поэтому накладывается ровным ведением из одной стороны в другую. Последующие слои выполняются поперечно-колебательными движениями, которые расширяют шов и заполняют всю зону стыка. Эти движения могут иметь спиралевидный характер. При ведении сварки следует сохранять дистанцию в 5 мм между концом электрода и металлом. Желательно обеспечить небольшой наклон поверхности для стекания шлака. Если нет такой возможности, то сварщик должен концом электрода периодически отгонять красный расплавленный шлак в сторону. Все его застывшие части легко удаляются. Заканчивать шов необходимо внахлест на уже застывшую поверхность. Это поможет избежать образования воронки в конце.
Электросварка позволяет соединять части деталей и в вертикальном положении. Здесь применяется технология прерывистой дуги. Поскольку жидкий металл тяжелый, беспрерывное горение приведет к падению расплавленного металла вниз. Поэтому шов накладывается в виде «полочек» друг на друга слоями. Это требует больше времени, но не влияет на качество соединения. Потолочный стык выполняется по похожей технологии. Для комфортной работы и качественного результата требуется подбор правильных режимов сварки:
Качественные электроды напрямую влияют на процесс работы и результат. Особое внимание уделяется обмазке. Если она быстро выгорает, то это будет оголять металлический стержень и разбрызгивать капли по сторонам. Если покрытие тугоплавкое, то дуга будет прерываться из-за разрыва контакта с поверхностью. Шлак должен удаляться с поверхности легким постукиванием. Отсыревшие электроды можно прокалить при температуре 170 градусов, чтобы вернуть обмазке первоначальные свойства.
Особое внимание уделяется обмазке. Если она быстро выгорает, то это будет оголять металлический стержень и разбрызгивать капли по сторонам. Если покрытие тугоплавкое, то дуга будет прерываться из-за разрыва контакта с поверхностью. Шлак должен удаляться с поверхности легким постукиванием. Отсыревшие электроды можно прокалить при температуре 170 градусов, чтобы вернуть обмазке первоначальные свойства.
Ручная электросварка, если ее хорошо освоить, может стать хорошим способом соединения металлических частей. Это будет означать экономию для личного предприятия и востребованность на рынке труда.
В современной промышленности сварка имеет большое значение, она имеет очень широкую область применения во всех отраслях промышленности. Для осуществления сварочного процесса необходима сварочная дуга.
Содержание
1 Что такое сварочная дуга, ее определение
2 Природа и строение
3 Разновидности
4 Условия горения
5 Возникновение
6 Особенности
Что такое сварочная дуга, ее определение
Сварочной дугой считается очень большой по величине мощности и длительности электрический разряд, который существует между электродами, на которые подано напряжение, в смеси газов. Ее свойства отличаются высокой температурой и плотностью тока, благодаря которым она способна расплавлять металлы, имеющие температуру плавления выше 3000 градусов. Вообще можно сказать, что электрическая дуга – это проводник из газа, который преобразует электрическую энергию в тепловую. Электрическим зарядом называется прохождение электрического тока через газовую среду.
Ее свойства отличаются высокой температурой и плотностью тока, благодаря которым она способна расплавлять металлы, имеющие температуру плавления выше 3000 градусов. Вообще можно сказать, что электрическая дуга – это проводник из газа, который преобразует электрическую энергию в тепловую. Электрическим зарядом называется прохождение электрического тока через газовую среду.
Существует несколько видов электрического разряда:
Тлеющий разряд. Возникает в низком давлении, применяется в люминесцентных лампах и плазменных экранах;
Искровой разряд. Возникает, когда давление равно атмосферному, отличается прерывистой формой. Искровому разряду соответствует молния, также применяется для зажигания двигателей внутреннего сгорания;
Дуговой разряд. Применяет при сварке и для освещения. Отличается непрерывистой формой, возникает при атмосферном давлении;
Коронный. Возникает, когда тело электрода шероховато и неоднородно, второй электрод может отсутствовать, то есть возникает струя.
Применяется для очистки газов от пыли;
 Применяется для очистки газов от пыли;
Применяется для очистки газов от пыли;Природа и строение
Природа сварочной дуги не так уж и сложна, как может показаться на первый взгляд. Электрический ток, проходя через катод, затем проникает в ионизированный газ, происходит разряд с ярким свечением и очень высокой температурой, поэтому температура электрической дуги может достигать 7000 – 10000 градусов. После этого ток перетекает на обрабатываемый свариваемый материал. Так как температура настолько высока дуга выделяет вредное для человеческого организма ультрафиолетовое и инфракрасное излучения, оно может навредить глазам или оставить световые ожоги на коже, поэтому при проведении сварочного процесса необходима надлежащая защита.
Строение сварочной дуги представляет собой три главные области: анодная, катодная и столб дуги. Во время горения дуги на катоде и аноде образуются активные пятна – области, в которых температура достигает самых высоких значений, именно через данные области проходит весь электрический ток, анодные и катодные области представляют собой более большие падения напряжения. А сам столб располагается между этими областями падение напряжения в столбе очень незначительно. Таким образом, длина сварочной дуги представляет собой сумму вышеперечисленных областей, обычно длина равна нескольким миллиметрам, когда анодные и катодные области, соответственно, равны 10-4 и 10-5 см. Самая благоприятная длина примерно равна 4-6мм, при такой длине обеспечивается постоянная и благоприятная температура.
А сам столб располагается между этими областями падение напряжения в столбе очень незначительно. Таким образом, длина сварочной дуги представляет собой сумму вышеперечисленных областей, обычно длина равна нескольким миллиметрам, когда анодные и катодные области, соответственно, равны 10-4 и 10-5 см. Самая благоприятная длина примерно равна 4-6мм, при такой длине обеспечивается постоянная и благоприятная температура.
Разновидности
Виды сварочной дуги отличаются схемой подвода сварочного тока и средой, в которой они возникают, наиболее распространенными вариантами являются:
Прямое действие. При таком способе сварочный располагается параллельно свариваемой металлической конструкции и дуга возникает под углом девяносто градусов по отношению к электроду и металлу;
Сварочная дуга косвенного действия. Возникает, когда используется два электрода, которые располагаются под углом 40-60 градусов к поверхности свариваемой детали, дуга возникает между электродами и сваривает металл;
Также существует классификация в зависимости от атмосферы, в которой они возникают:
Открытый тип.
Дуга данного типа горит на воздухе и вокруг нее образовывается газовая фаза, содержащая пары свариваемого материала, электродов и их покрытий;Закрытый тип. Горение такой дуги происходит под слоем флюса, в газовую фазу, образовавшуюся вокруг дуги входят пары металла, электрода и флюса;
Дуга с подачей газов. В горящую дугу подаются сжатые газы – гелий, аргон, углекислый газ, водород и другие различные смеси газов, подаются они для того, чтобы не окислялся свариваемый металл, их подача способствует восстановительной или нейтральной среде. В газовую фазу вокруг дуги входят – подающийся газ, пары металла и электрода;
 Дуга данного типа горит на воздухе и вокруг нее образовывается газовая фаза, содержащая пары свариваемого материала, электродов и их покрытий;
Дуга данного типа горит на воздухе и вокруг нее образовывается газовая фаза, содержащая пары свариваемого материала, электродов и их покрытий;Также различают по длительности действия – стационарная (для долгого применения) и импульсная (для однократного), по материалу используемого электрода – угольные, вольфрамовые – неплавящиеся электроды и металлические – плавящиеся. Самый распространенный плавящийся электрод – стальной. На сегодняшний день наиболее часто применяется сварка с неплавящимся электродом. Таким образом, виды сварочных дуг разнообразны.
Таким образом, виды сварочных дуг разнообразны.
Условия горения
При стандартных условиях, то есть температуре в 25 градусов и давлении в 1 атмосферу газы не способны проводить электрический ток. Для того, чтобы образовалась дуга необходимо, чтобы газы между электродами были ионизированы, то есть имели в своем составе различные заряженные частицы – электроны или ионы (катионы или анионы). Процесс образования ионизированного газа будет называться ионизацией, а работа, которую необходимо затратить на отрыв электрона у атомной частицы для образования электрона и иона – работой ионизации, которая измеряется в электрон-вольтах и называется потенциалом ионизации. Какую именно энергию необходимо затратить для отрыва электрона от атома зависит от природы газовой фазы, значения могут быть от 3,5 до 25 эВ. Самый маленький потенциал ионизации имеют металлы щелочной и щелочно-земельной группы – калий, кальций и, соответственно, их химический соединения. Такими соединениями покрывают электроды, для того, чтобы они способствовали устойчивому существованию и горению сварочной дуги.
Также для возникновения и горения дуги необходима постоянная температура на катод, которая зависит от природы катода, его диаметра, размера и температуры окружающей среды. Температура электрической дуги поэтому должна быть постоянной и не колебаться, благодаря огромным значениям силы тока температура может достигать 7 тысяч градусов, таким образом, сваркой можно присоединять абсолютно все материалы. Постоянная температура обеспечивается с помощью исправного источника питания, поэтому его выбор при конструировании сварочного аппарата очень важен, он оказывает влияние на свойства дуги.
Возникновение
Она возникает при быстром замыкании, то есть когда электрод соприкасается с поверхность свариваемого материала, из-за колоссальной температуры поверхность материала расплавляется, а между электродом и поверхность образуется небольшая полоса из расплавившегося материала. К моменту расхождения электрода и свариваемого материала образуется шейка из материала, которая моментально разрывается и испаряется из-за высокого значений плотности тока. Газ ионизируется и возникает электрическая дуга. Возбудить ее можно с помощью касания или чирканья.
Газ ионизируется и возникает электрическая дуга. Возбудить ее можно с помощью касания или чирканья.
Особенности
Она имеет следующие особенности по сравнению с другими электрическими зарядами:
Высокая плотность тока, которая достигает нескольких тысяч ампер на квадратный сантиметр, благодаря чему достигается очень высокая температура;
Неравномерность распределения электрического поля в пространстве между электродами. Вблизи электродов падение напряжения очень велико, когда в столбе – наоборот;
Огромная температура, которая достигает самых больших значений в столбе из-за высокой плотности тока. При увеличении длины столба температура уменьшается, а при сужении – наоборот увеличивается;
С помощью сварочных дуг можно получать самые различные вольт-амперные характеристики – зависимости падения напряжения от плотности тока при постоянной длине, то есть установившемся горении. На данный момент существует три вольтамперные характеристики.

Первая – падающая, когда при увеличении силы и ,соответственно, плотности тока, напряжение падает. Вторая- жесткая, когда изменение силы тока никак не влияет на значение величины напряжения и третья – возрастающая, когда при увеличении силы тока напряжение также увеличивается.
Таким образом, сварочную дугу можно назвать самым лучшим и надежным способом скрепления металлических конструкций. Сварочный процесс оказывает большое влияние на сегодняшнюю промышленность, потому что только высокая температура сварочной дуги способна скреплять большинство металлов. Для получения качественных и надежных швов необходимо правильно и верно учитывать все характеристики дуги, следить за всеми значениями, благодаря этому процедура пройдет быстро и наиболее эффективно. Также необходимо учитывать свойства дуги: плотность тока, температуру и напряжение.
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
Содержание
1 Зачем все это нужно
2 Некоторые особенности сваривания при прямой полярности
3 Особенности сварки током обратной полярности
Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку.
То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
 То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
При таком режиме электрическая дуга нестабильна.
С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
Правильный нагрев металла.
Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.

Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки — 180°.


Специалисты же рекомендуют, перед тем как начать сварку тонких заготовок обратной полярностью, лучше немного потренироваться на дефектном листе металла. Лучше потратите время на тренировку, чем латать дыры от прожога.
Не все начинающие сварщики знают, что электроды для сварки – это более 200 видов, из которых около ста видов используются в ручной сварке. Знать им все нет необходимости, но о некоторых самых популярных и часто используемых получить информацию надо. Поэтому перейдем к выбору электродов для ручной дуговой сварки.
Содержание
1 Составляющие электрода
2 Виды обмазки
3 Другие параметры выбора
3.
1 Толщина сварочного изделия3.2 Типы свариваемых металлов
3.3 Заключение по теме
 1 Толщина сварочного изделия
1 Толщина сварочного изделияСоставляющие электрода
Электрод – это проволока, которая сверху обмазана специальным составом, называющимся обмазкой. В процессе сварки проволока (сердечник) плавится под действием электрического тока высокой мощности, заполняя собой пространство между сварными металлическими изделиями. Плавится также и обмазка, которая в процессе горения выделяет газ. Последний обволакивает зону сварки, не давая кислороду проникнуть внутрь.
Второе предназначение обмазки – это защита самого сварного слоя. В процессе плавления часть обмазочного материала становится жидкой и покрывает собой сварочный шов. Эта тонкая пленка защищает его от негативного воздействия кислорода. Почему необходима данная защита.
В процессе плавки металла кислород будет забирать часть энергии на себя, поэтому электрического тока может не хватить на саму сварку.
При соприкосновении с кислородом при небольшой влажности на металлах появляется окисел, снижающий его качественные характеристики.

Виды обмазки
В настоящее время применяются четыре вида обмазки.
Основное с маркировкой «Б».
Кислое – «А».
Целлюлозное – «Ц».
Рутиловое – «Р».
Есть смешанные виды, к примеру, АР – кисло-рутиловое, РБ – рутилово-основное, РЖ – рутиловое смешанное с железным порошком и РЦ – рутилово-целлюлозное.
Чаще всего для ручной сварки инвертором используют сварочные электроды с основным или рутиловым покрытием. К первой категории относятся электроды марки УОНИ. Их обычно используют в тех случаях, когда нужно получить сварочный шов высокого качества. То есть, шов должен отвечать высокой прочности, ударной вязкости и высокому показателю пластичности. При этом швы из сварного электрода УОНИ гарантируют, что внутри сварного материала не будут образовываться трещины кристаллического типа, плюс электроды данного типа не подвержены старению. Поэтому специалисты рекомендуют их применять для сварки ответственных конструкций, которые будут эксплуатироваться в жестких условиях.
Поэтому специалисты рекомендуют их применять для сварки ответственных конструкций, которые будут эксплуатироваться в жестких условиях.
Есть у УОНИ и свои отрицательные стороны. Влага на электродах, ржавчина на торце проволоки, масляные или жирные пятна на обмазке, ржавчина на соединяемых металлических изделиях – все это гарантия появления внутри сварочного шва раковин, которые снижают его качество. К тому же работать с этими электродами можно только на постоянном токе с обратной полярностью.
Сварочные материалы с рутиловым покрытием используются в основном для соединения деталей из низкоуглеродистой стали. Их ярким представителем является марка МР. Вот положительные характеристики данной категории.
Могут работать как на постоянном, так и на переменном токе.
Разбрызгивание металла минимальное.
С помощью электродов данного типа могут получаться высококачественные сварочные швы, сделанные в любом положении заготовок.
Шлак после сварки легко отходит.
С помощью МР можно варить и ржавые изделия, и даже сильно загрязненные.
Легкий розжиг даже при низком показателе вольт-амперной характеристики инвертора.
Когда перед новичком стоит вопрос, как правильно выбрать электрод для сварки, то оптимальный для него вариант – это марка МР.
Внимание! Специалисты не рекомендуют использовать МР для сварки вертикальных швов направлением сверху вниз.
К рутиловым покрытиям относятся марки АНО. Их используют для соединения изделий из углеродистой стали, к примеру, для сварки трубопроводов. Все остальные характеристики точно такие же, как и у МР.
Почему опытные сварщики не любят пользоваться электродами с рутиловой обмазкой? Во-первых, они их называют бенгальскими огнями. Во-вторых, это мягкая и быстрая сварка, а для хорошего прогрева металла нужна медленная сварка. Поэтому профессионалы отрицательно относятся к ним, а для новичков – это в самый раз.
Другие параметры выбора
Еще несколько параметров, определяющих выбор электродов для сварки. Один из важнейших показателей – это полярность подключения, а соответственно и род тока.
Один из важнейших показателей – это полярность подключения, а соответственно и род тока.
Если для сварки используется инвертор, то необходимо понимать, что он выдает ток постоянного типа. Поэтому подключение электрода для сварки может производиться по двум схемам.
Полярность прямая. Схема такова: минус подключается к сварочному электроду, плюс к массе.
Полярность обратная. Здесь наоборот: минус к массе, плюс к держаку.
В чем особенность каждой схемы подключения. Все зависит от силы проварки металлов. При прямой полярности металлические свариваемые изделия подвергаются высокому нагреву. При обратной полярности температура нагрева не столь высокая. Поэтому, когда нужно сварить два металлических листа небольшой толщины, то лучше использовать обратную полярность, что обеспечит защиту от прожога. К тому же обратную полярность используют, когда сваривают изделия из высоколегированных сталей. Они чувствительны к высоким температурам.
Есть еще три показателя, на которые необходимо обращать внимание.
Толщина сварочного изделия
Диаметр электрода необходимо связать толщиною свариваемых деталей. То есть, эти два параметра взаимосвязаны между собой. Вот некоторые соотношения.
Выбирать электрод по диаметру важно. Все дело в том, что чем больше данный показатель, тем хуже плотность шва, при учете соотношений в таблице. К тому же неправильный подбор приводит к неустойчивости сварочной дуги, ухудшению провара, увеличению ширины самого шва.
Еще одна зависимость диаметра сварочного электрода. В данном случае от силы тока.
Диаметр сварочного материала, мм Сила сварочного тока, А
2 55-65
2,5 65-80
3 70-130
4 130-160
5 180-210
6 210-240
Получается так, что три параметра: сила тока, толщина свариваемых металлов и диаметры электродов взаимосвязаны. Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь. Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А. Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь. Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А. Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Типы свариваемых металлов
Подбирать сварочные материалы под необходимые металлы не всегда просто, потому что на глаз можно определить лишь сталь, нержавейку, чугун или цветной металл. Понятно, что кроме стальных конструкций, где используются вышеописанные электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали, для алюминия и так далее.
Что касается стальных изделий, тот тут есть определенные трудности, зависящие от определения типа стали. Но если с этим разобраться, то на вопрос, как правильно выбрать электроды, станет проще отвечать.
Для сварки сталей кипящего типа можно использовать любые марки с любой обмазкой. К таким сталям относятся: низкоуглеродистая и слабораскисленная.
Для сварки полуспокойных сталей лучше использовать электроды с рутиловой или основной обмазкой.
Для сварки конструкций из спокойной стали, которые подвергаются высоким динамическим нагрузкам, и которые эксплуатируются при достаточно низких минусовых температурах, лучше использовать марки с основной обмазкой.
На качество шва будет влиять и стабильность горения дуги. Поэтому выбранный вами электрод должен соответствовать типу используемого тока. Для сварочных материалов с основной обмазкой требуется только постоянный ток, для остальных типов можно использовать и постоянный, и переменный. У электродов с рутиловой, целлюлозной и кислой обмазкой, которые работают от сварочных трансформаторов, то есть на переменном токе, дуга горит стабильно. А значит, и шов получается качественный.
Что касается направления сварки, то в нижнем положении и вертикальном хорошо варят электроды с целлюлозным покрытием. Потому что у этих электродов получается достаточно вязким шлак и плюс металл проволоки переносится на шов мелкими каплями, что позволяет равномерно заполнить стык между металлическими деталями. В этом плане хуже всех формируется сварочный шов у электродов с основным покрытием.
Когда стоит вопрос сварки толстостенных изделий, то технология определяет многослойность наносимого шва. Поэтому такой параметр, как хорошая отделяемость шлака, становится основной при выборе электродов. В этом плане электроды с основной обмазкой опять проигрывают. Сюда же добавим, что сварочные изделия данного типа требуют определенной чистоты свариваемых металлов.
Заключение по теме
Подобрать сварочный материал по всем параметрам непросто. Придется учитывать много нюансов, поэтому рекомендуется взять на вооружения таблицы, расположенные выше, а также информацию, которая обозначает назначение самих электродов.
Кроме инвертора, электродов и маски, сварщику всегда приходится носить с собой один инструмент — специальный молоток для отделения шлака. Обычный молоток не справляется также эффективно с этой задачей, и весит он больше, поэтому сильно перегружает руку рабочего, ведь за день приходится отбивать шлак с сотен стыков. Поэтому были разработаны специальные шлакоотделители, с различной формой и функционалом. Молоток сварщика шлакоотбойный можно изготовить и своими руками. Из чего лучше его сделать, и какой формы, описано далее.
Содержание
1 Широкий арсенал действий
2 Особенности конструкции
3 Сделать молоток самому просто
Широкий арсенал действий
Молоток сварщика рассчитан в первую очередь на быстрое отделение шлака, который образовывается при ручной сварке покрытыми электродами, или остается после сварочного трактора с применением флюса. Отбивать шлак очень важно для проверки качества соединения, а также при многослойных швах, где второй проход всегда осуществляется на чистый металл, без мусора и легко плавящихся примесей.
Шлакоотделителем можно выполнять и другие операции во время работы сварщика. Среди самых распространенных:
Сбивать капли прилипшего металла. При горении дуги происходит частичное разбрызгивание присадочного и основного материала. Раскаленные капли прилипают к поверхности в околошовной зоне, но не привариваются к ней. Чтобы придать эстетичный вид изделию, необходимо острой стороной отбить застывшие брызги.
Если был допущен непровар, то чтобы качественно переделать этот участок, нужно полностью удалить шлак из точки или расщелины в шве. Если это не выполнить, жидкий металл будет обтекать данное место и заварить его не получиться. Сделать это можно острым узким краем молотка.
Сварочный инструмент с более массивной конструкцией подойдет для проковки шва на легированных сталях.
Простукивание «тупым» краем по стыку упрочит структуру металла в этом месте.Это же изделие можно использовать для подгонки сторон до нужного уровня или зазора между ними.
Загнуть нагретую деталь и пристучать ее к поверхности для более удобного выполнения шва получится «тяжелой» версией инструмента.
В процессе сварочных работ бывает необходимо отрубить новый кабель от катушки, чтобы удлинить массу или провод держателя. Это можно сделать молотком с широким носиком как у кирки.
Особенности конструкции
В связи с разнообразием выполняемых работ отличаются и модели сварочных молотков. Существуют шлакоотделители с плоским краем с одной стороны и острым конусом с другой. Этим инструментом удобно отбивать шлак и выковыривать точки с непроваренными местами для повторного прохода. Второй край может быть «тупой» и тяжелый, что удобно для пристукивания деталей и проковки шва.
Если плоская сторона имеет широкое лезвие, а противоположная — ровный срез, то это подойдет для отделения шлака и рубящих манипуляций. Рукоятки у молотков могут быть металлическими, что практично при работе с раскаленным металлом, или резиновыми. Они лучше держатся в руке. Модели из магазина с деревянной рукояткой удобны, но быстро разбалтываются и ломаются. Вес и размер тоже разнятся. Как правило, у сварщика имеется несколько подобных инструментов разной формы под конкретные виды работ.
Сделать молоток самому просто
Молоток сварщика своими руками изготовить несложно. Понадобится несколько предметов и манипуляций. Свой проект можно начать с создания ударного элемента. Основная задача, которая стоит перед мастером — это подобрать материал, позволяющий долго сохранять острую форму конусу или плоскому срезу. Частое подтачивание на точиле отвлекает от работы, а тупым молотком неудобно отбивать шлак. Поэтому нужно правильно подобрать материал.
Отличной основой может послужить старое зубило или долото. Делают шлакоотделители из строительных кирок небольшого размера или напильников. Правда, последний имеет свойство откалываться при значительных нагрузках, поэтому его стоит применять только для отбития шлака! Для ударной части необходима выше описанная деталь длиной 120-150 мм. Хорошим материалом послужит пика от перфоратора с победитовым наконечником. Заточив подобный инструмент один раз можно работать всю неделю по восемь часов.
Но если высокоуглеродистого железа нет под рукой, то специально покупать новое долото не нужно. Из куска арматуры можно сделать самому хороший ударный материал. Необходимо отрезать кусок длинной 150 мм и, нагрев его в печи или на огне, расплескать край. После остывания нужно заточить его до готового вида. Затем, резаком нагревается острая сторона до белого цвета металла и опускается в машинное масло. В этот момент происходит закалка материала и его упрочнение. Процедуру достаточно повторить один раз.
Рукоятку можно изготовить из прутка 6-8 мм в диаметре. Длина должна быть 200 мм. Практично будет загнуть нижний край в два слоя, чтобы сделать ручку более толстой и удобной для захвата. На нее можно надеть шланг или рукоятку от старого велосипеда, чтобы инструмент не выскальзывал во время работы. Некоторые сварщики делают себе металлическое кольцо на поясе, чтобы вставлять молоток в него. Так, он всегда будет под рукой в нужный момент.
Молоток сварщика — очень нужная вещь, которая помогает подгонять стороны изделия под сварку и проверять качество шва под слоем шлака. Хороший молоток можно сделать своими руками, вместо покупки магазинной версии, которая недолговечна.
В процессе сварки металлов нередко сталкиваешься с ситуациями, когда необходимо соединить две заготовки, расположенные в разных плоскостях. Это усложняет сам процесс, потому что стык двух деталей располагается или под углом, или вертикально, или в потолочной плоскости. Сварка вертикальных швов (потолочных и наклонных) – дело непростое. Оно связано с тем, что даже расплавленный металл, расположенный между двумя металлическими заготовками, подвержен закону всемирного тяготения, то есть, его тянет все время вниз. Отсюда и трудности сварки.
Поэтому существует два важных принципа сварки вертикальных швов:
Расплавленный металл в зоне сварки должен кристаллизоваться быстрее, чем при обычной нижней позиции.
А это будет возможно, если капли расплавленного металла будут небольших размеров. Этого добиться можно лишь уменьшением длины дуги, причем, выполняя сварку инвертором или полуавтоматом, необходимо электрод перемещать вглубь и наружу короткими и быстрыми движениями. Движение держака будет похоже на постукивание электродом по свариваемой поверхности.Сварка вертикального шва переменным током производится снизу вверх. Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше.
Правда, не всегда технология снизу вверх применима для сварки вертикального шва. Встречается немало ситуаций, когда приходится варить шов и сверху вниз. Чтобы капли расплавленного металла не стекли, необходимо придерживаться некоторых условий сварки.
Дуга должна быть короткой.
Электрод в начале пождига должен располагаться перпендикулярно плоскости соединения двух заготовок.
При варке он наклоняется вниз со стороны держака, то есть, сам электрод должен располагаться под острым углом по отношению к сварочному шву. При этом дугой он должен поддерживать металлические капли, чтобы они не стекали вниз.
Если стекание остановить не удается, то необходимо увеличить силу тока и увеличить перемещение электрода вниз. Рекомендуется также увеличить ширину сварочного шва, за счет перемещения расходника из стороны в сторону.
Эта технология соединения свариваемых заготовок вертикальным швом намного легче, чем снизу вверх. Но качество шва намного хуже.
Как правильно варить вертикальный шов
Перед тем как варить вертикальный шов электросваркой полуавтоматом или инвертором, необходимо выбрать технологию сварки. Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
Технология сварки треугольником. Ее обычно используют, если соединяются детали толщиною не более 2 мм.
При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.Елочка. Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в 2-3 мм.
Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.Лестница. Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок (или полном отсутствии притупления). Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх.
При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
Все технологии могут производиться инвертором или полуавтоматом. Сваривать можно детали толщиною до 4 мм.
Зажигание дуги
Для качества сварки вертикальных швов очень важно правильно зажигать дугу. И неважно, варите вы инвертором, трансформатором или полуавтоматом. Если электрод закончился, то его нужно быстро поменять, потому что задержка – это снижение температуры в ванне.
Но даже в этом случае начинать поджиг надо с самой верхней точки кратера. Кстати, это может быть центр кратера или сбоку, все зависит от того, где сварка была до этого закончена. Первый проход в глубину надо делать быстро. Именно таким образом можно избежать зашлакованности зазора. Потому что дуга еще нестабильна, а температура ванны не на необходимом уровне. После поднятия электрода, нужно задержаться на проплавке точки начала сварки, где дуга стабилизируется, а ванна наберет необходимую температуру. После этого можно спускаться вглубь зазора.
Варить вертикальный шов достаточно сложно. Не зря столько вариантов предлагается. Начинающим сварщикам придется потратить немало времени, чтобы научиться этому. Поэтому предлагаем посмотреть видео – как правильно варить электросваркой вертикальный шов.
Одним из самых неудобных и трудных положения для сварки является потолочное. Но овладеть этим видом соединения стоит ввиду автоматического повышения класса сварщика, который научился накладывать качественные швы в таком пространственном положении. Это востребовано на предприятиях, деятельность которых связана с прокладкой трубопроводов, и на строительных площадках. Пригодится данное умение и в быту, при сварке отопления или беседки. Некоторые элементы металлического гаража не собрать без сварочных соединений вверху. Как варить потолочный шов электросваркой? В чем заключаются главные меры предосторожности и оптимальные настройки аппарата.
Содержание
1 Распространенные сложности
2 Технология потолочной сварки
3 Аппараты и электроды
4 Меры предосторожности
Распространенные сложности
Потолочные швы многие сварщики не любят из-за сложностей в их исполнении. Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором значительно отличается от работы на аналогичном изделии в нижнем положении. Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Шлак, будучи в жидком состоянии, тоже постоянно капает, чем мешает вести шов. Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Сварка потолочных швов выполняется на уменьшенном токе, что влечет частое прилипание электрода и непровары. Еще одним дефектом являются наплывы. Положение тела с запрокинутой головой и поднятой вверх рукой быстро утомляет сварщика. Поэтому частые перерывы просто необходимы для качественного выполнения работы. Понимание этих сложностей поможет настроиться на трудности и принять меры по облегчению реализации процесса.
Технология потолочной сварки
Чтобы разобраться как правильно выполнять этот вид соединений, необходимо знать основные правила, которыми пользуются опытные сварщики. Дополнительно, можно ознакомиться как варить потолочный шов электросваркой на видео. Вот главные моменты:
Свариваемые стороны следует максимально свести вместе. Сварка с зазорами на потолке доступна только опытным специалистам, поэтому чем плотнее сопряжены детали, тем проще будет наложить шов.
Разделка кромок выполняется как и в нижнем положении. При толщине сторон более 5 мм делается V-образный скос.
Электрод подносится к потолку под углом 45 градусов относительно верхней плоскости. Начинающим сварщикам можно попробовать варить половинкой электрода, т. к. это позволит лучше контролировать его кончик и управлять формированием шва.
Сварочный процесс и сам шов в этом пространственном положении возможны благодаря поверхностному натяжению металла. Чтобы капли расплавленного железа не отлетали, не успев зацепиться за кромку, следует уменьшить силу тока.
Если стороны близко сведены вместе, то первый шов на ровных пластинах можно провести без колебательных движений. Это позволит хорошо заполнить стык. Второй проход делается пошире, чтобы укрепить связку. Но на трубах лучше сразу варить широким швом.
Сварка электродом может быть выполнена несколькими способами ведения: полумесяцем, горизонтальной восьмеркой, или по спирали. Когда имеется небольшой зазор, то применяется прерывистая дуга, позволяющая остыть отложенной капле металла.
Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.Не следует пугаться вида соединения после окончания работ. Шлак может стекать вниз в несколько ярусов. Но после его отбития должен остаться высокий шов. Наплывы и крупные валики не критичны.
Аппараты и электроды
Потолочные швы можно выполнять инвертором или обычным трансформатором. Важно правильно установить силу тока, которая ниже на 25%, чем при сварке на полу. Например, для пластин толщиной 5 мм достаточно 100А. Работать будет легче, если кабель будет не тяжелым. Это облегчит управление концом электрода и рука меньше устанет. Еще кабель можно намотать петлей на руку, чтобы уменьшить нагрузку на запястье.
Электроды для потолочной сварки подойдут диаметром 3 и 4 мм. Важно их хорошо просушить, чтобы уменьшить количество брызг. Если новички будут пользоваться короткими электродами, это позволит увереннее манипулировать дугой.
Меры предосторожности
При потолочных швах стоит одеться в плотную куртку и брюки. Перчатки должны закрывать манжеты, иначе окалины докатятся до локтей и обожгут кожу. На голове обязательно необходима шапка или кепка без козырька. Брюки важно подобрать такой длины, чтобы они закрывали ворот обуви для предотвращения попадания расплавленных частиц внутрь.
Поскольку брызги, ударяясь о землю, разлетаются дальше, рядом не должно находиться легковоспламеняющихся предметов. Шлак отбивать нужно в защитных очках, ведь он будет падать вниз на сварщика. Частый отдых позволит снять нагрузку с мышц шеи и руки и качественно выполнить работу.
Сварка в потолочном положении осваивается не сразу. Требуется практика и терпение. Хорошо выделять несколько минут в день и приварив два кусочка трубы или уголка к столу, пытаться их заварить снизу. Освоив этот метод можно смело варить трубы и металлоконструкции любой сложности.
Основное требование техники безопасности – это оберегать человека от получения травм на производстве. А так как сварочные работы связаны с использованием различных видов энергии, то соответственно техника безопасности при сварке должна быть направлена именно на сохранение здоровья сварщика, который имеет дело с той или другой энергией. А энергий при сварке используются две: электроэнергия и газ. Поэтому стоит рассмотреть технику безопасности при сварочных работах по отдельности на каждый вид используемого топлива.
Техника безопасности при газовой сварке
Какие негативные факторы могут повлиять на здоровье сварщика, работающего газосваркой.
Это сам газ, который является взрывоопасной средой.
Отработанные после сварки или резки газы, в состав которых входят токсины, угарные составляющие и неядовитая пыль.
При плазменных процессах выделяется не только высокочастотные звуковые волны, но и ультразвуковые колебания. В этих же процессах выделяется озон и окислы азота.
Пламя резака – это источник видимых и невидимых инфракрасных лучей, которые негативно сказываются на роговице и хрусталике глаза. Сюда же можно добавить искры расплавленного металла, которые разлетаются во все стороны.
Итак, что требует техника безопасности при проведении сварочных работ газом. Если прямо по пунктам, то в первую очередь необходимо следить за исправностью оборудования. Оно должно быть герметичным и не пропускать газ. А значит, необходимо следить за целостностью шлангов, баллонов и узлов горелки. Все стыки между элементами должны быть надежно закреплены и проверятся пред каждым началом сварочных работ на предмет пропускания газа.
По второму пункту техника безопасности требует наличия хорошо работающей вентиляции. Ее параметры необходимо подсчитать по нормативам, в основе которого лежит воздухообмен сварочного цеха. Этот показатель равен 40 м³/ч из расчета на один кубический метр пространства помещения. Вытяжки вентиляционной системы устанавливаются таким образом, чтобы вывод газовых отходов газосварки происходил прямо с места проведения работ (над столом) и равномерно со всего пространства рабочего помещения (обычно устанавливаются под потолком по всему периметру цеха).
По третьей позиции. Здесь все просто, надо надеть наушники. По четвертой позиции – надевается маска сварщика или защитные очки. Конечно, правила безопасности оговаривают защиту всего тела человека, поэтому специальная рабочая одежда, обувь и защитные перчатки являются неотъемлемой частью экипировки газосварщика.
Это основные требования техники безопасности при проведении сварочных работ газом. Но представьте, что сами работы могут проводиться в разных условиях, где некоторые вышеизложенные позиции соблюсти сложно или невозможно. Поэтому в технике безопасности есть правила, которые учитывают нюансы проводимых сварочных работ.
Если газосварка проводится внутри резервуара, а там вентиляция отсутствует полностью, то работы проводятся с короткими промежутками времени с длительными перерывами. При этом сварщика должен подстраховывать помощник, который располагается снаружи емкости. Внутри резервуара темно, освещение обеспечивается сетью с напряжением 12 вольт. Если работа требует быстрого ее выполнения, то в резервуар устанавливаются металлические или гибкие воздуховоды с отсасывающими вентиляторами на конце.
Эти устройства и будут выполнять функции вентиляции.
Внимание! Если внутри резервуара кислорода меньше 19%, то работать внутри него запрещается.
Нельзя проводить работы около материалов, которые быстро воспламеняются. К примеру, бензин, солярка, древесная стружка и так далее.
Если в цеху размещено более 10 сварочных постов, то до каждого рабочего места газ доводится через металлический трубопровод. Он поступает от единого большого газового баллона, который обычно устанавливается за пределами цеха.
Пожарная безопасность при проведении сварочных работ требует соблюдения определенного расстояния от места сварки до места расположения всего оборудования (баллоны, ацетиленовый генератор). Оно не должно быть меньше 10 м. Кстати, генератор нельзя использовать при температуре ниже +5С, потому что внутри него заливается вода, которая при минусовой температуре просто замерзнет. А значит, аппарат работать не будет.
Очень важно не допустить попадания масла на кислородный баллон и редуктор.
Масло и кислород – смесь взрывоопасная.Горелкой надо работать так, чтобы ее пламя было всегда направлено в обратную сторону от места установки сварочного оборудования.
Правила техники безопасности при плазменно- и воздушно-дуговой резке точно такие же.
Техника безопасности при электродуговой сварке
Основным источником опасности при производстве сварочных работ трансформаторами или инверторами является электрический ток. К примеру, человек без вреда своему здоровью может выдержать напряжение в 12 вольт. Любой вид электросварочного оборудования при холостом ходе имеет напряжения 45-80 вольт. Напряжение постоянного тока: 55-75 вольт, переменного 180 В и больше. То есть, соприкосновение со сварочным оборудованием обязательно повлечет неприятные последствия, как минимум удар тока оставит ожог на коже.
Поэтому техника безопасности при дуговой сварке – это комплекс правил, которые максимально ограничивают контакт электрогазосварщика с токонесущими частями сварочного оборудования (клеммами, оголенными проводами, металлическими вставками). Какие меры безопасности при проведении сварочных работ необходимо неукоснительно придерживаться.
Первое касается обустройства самого оборудования. В питающую электрическую сеть, к которой подключается сварочный аппарат, обязательно устанавливается автоматический выключатель. Он за 0,5 секунд среагирует на появление в сети тока высокого значения, образующийся при коротком замыкании. То есть, автомат отключит сварочный агрегат до того, как ток ударит работающего электросварщика. Это самая действенная защита.
Провода, соединяющие все части оборудования, являются местом опасности, поэтому они выпускаются с надежной изоляцией. Но со временем все истирается и лопается, поэтому перед началом работ нужно убедиться в целостности изоляции.
Как и любой вид технологического оборудования, сварочные аппараты со временем выходят из строя. В основном нарушается изоляция в витках трансформаторов, что приводит к пробивке, то есть, проходящий по трансформатору ток может попадать на металлические части корпуса сварочного аппарата.
Чтобы электрогазосварщика при соприкосновении с корпусом не ударило током, оборудование заземляют.К электробезопасности сварщика необходимо отнести ряд мероприятий, с помощью которых ограничивается его соприкосновение с металлическими поверхностями оборудования и инструментами. Держак должен быть надежно заизолирован. Под ноги укладывается резиновый коврик или на ноги надевается спецобувь с резиновой подошвой. Каждый сварочный пост ограничивается негорючими материалами (листовым железом, асбестовыми панелями и так далее).
Если сварщик работает в стационарном сварочном посту, то помещение обязательно окрашивают светлыми тонами, чтобы ослабить контрастность яркости электрической дуги. При этом краска используется только матовая, именно она не отбрасывает бликов от зоны сварки, что не мешает работе электрогазосварщика.
Ультрафиолетовое и инфракрасное излучение, исходящее от зоны сварки, это негативное воздействие на глаза. Поэтому работать сварщик должен только в защитной маске.
Электробезопасность при сварочных работах – это не только защита человека, это защитные мероприятия, которые связаны с противопожарными мерами. Здесь, как и в случае с газосваркой, варить металлы рядом с легковоспламеняющимися материалами строго запрещено. Безопасное расстояние – не меньше 10 м.
Выполняя условия техники безопасности при ручной дуговой сварке, необходимо понимать, что в основе всего лежит качественное техническое состояние оборудования. Поэтому следить за ним нужно обязательно. Нельзя допускать, чтобы токопроводящие элементы были оголены.
Деятельность сварщика ограничивается условиями, в которых производится сварка. Повышенная влажность, близость взрывоопасных материалов, ограниченность пространства и так далее должны стать причинами, при которых сварочный процесс не должен производиться. Вот почему техника безопасности при работе со сварочным аппаратом – это жесткие требования, которые сохранят здоровье, а в некоторых случаях, и жизнь сварщика.
источник информации https://svarkalegko.com/
Как правильно варить потолочный шов электросваркой (электродом, инвертором)
Одним из самых неудобных и трудных положения для сварки является потолочное. Но овладеть этим видом соединения стоит ввиду автоматического повышения класса сварщика, который научился накладывать качественные швы в таком пространственном положении. Это востребовано на предприятиях, деятельность которых связана с прокладкой трубопроводов, и на строительных площадках. Пригодится данное умение и в быту, при сварке отопления или беседки. Некоторые элементы металлического гаража не собрать без сварочных соединений вверху. Как варить потолочный шов электросваркой? В чем заключаются главные меры предосторожности и оптимальные настройки аппарата?
Распространенные сложности
Потолочные швы многие сварщики не любят из-за сложностей в их исполнении. Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором значительно отличается от работы на аналогичном изделии в нижнем положении. Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Шлак, будучи в жидком состоянии, тоже постоянно капает, чем мешает вести шов. Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Сварка потолочных швов выполняется на уменьшенном токе, что влечет частое прилипание электрода и непровары. Еще одним дефектом являются наплывы. Положение тела с запрокинутой головой и поднятой вверх рукой быстро утомляет сварщика. Поэтому частые перерывы просто необходимы для качественного выполнения работы. Понимание этих сложностей поможет настроиться на трудности и принять меры по облегчению реализации процесса.
Техники сваривания потолочных швов
Полумесяцем
При использовании данной технологии электрод относительно потолка удерживается сварщиком под углом более 90 градусов, при этом максимальный угол не должен превышать 130 градусов. Профессиональные сварщики в данном случае выполняют зигзагообразные движения электродом, которые напоминают полумесяц. Сварка инвертором по данной технологии предполагает выполнение работ в несколько подходов, но она считается довольно простой. Данную методику может использовать даже молодой, неопытный сварщик.
Главное, чтобы не испортить шовное соединение, необходимо постоянно отслеживать скорость сварки и не допускать вываривания широких валиков, чтобы не было подтеканий расплавленного металла.
Обратно-поступательная
Данная техника сварки швов на потолке также предполагает несколько проходов электродом. Предварительно выполняется корневой шов электродом, диаметр сечения которого составляет 3 мм, при этом подача тока не должна превышать среднее значение.
Лесенка
Расположение электрода к потолочному основанию более 90 градусов, при этом не более 130 градусов. Основное отличие технологии – отведение электрода в процессе сварных работ в сторону, чтобы не допускать растекания металла. После его остывания электрод возвращается обратно на шов и сварочные работы возобновляются. При использовании данной методики шовные соединения получаются длиннее.
Сварка потолочного шва считается достаточно сложной и трудоемкой, но результат того стоит – по надежности и прочности такие швы имеют наиболее высокие показатели.
Технология потолочной сварки
Чтобы разобраться как правильно выполнять этот вид соединений, необходимо знать основные правила, которыми пользуются опытные сварщики. Дополнительно, можно ознакомиться как варить потолочный шов электросваркой на видео. Вот главные моменты:
- Свариваемые стороны следует максимально свести вместе. Сварка с зазорами на потолке доступна только опытным специалистам, поэтому чем плотнее сопряжены детали, тем проще будет наложить шов.
- Разделка кромок выполняется как и в нижнем положении. При толщине сторон более 5 мм делается V-образный скос.
- Электрод подносится к потолку под углом 45 градусов относительно верхней плоскости. Начинающим сварщикам можно попробовать варить половинкой электрода, т. к. это позволит лучше контролировать его кончик и управлять формированием шва.
- Сварочный процесс и сам шов в этом пространственном положении возможны благодаря поверхностному натяжению металла. Чтобы капли расплавленного железа не отлетали, не успев зацепиться за кромку, следует уменьшить силу тока.
- Если стороны близко сведены вместе, то первый шов на ровных пластинах можно провести без колебательных движений. Это позволит хорошо заполнить стык. Второй проход делается пошире, чтобы укрепить связку. Но на трубах лучше сразу варить широким швом.
- Сварка электродом может быть выполнена несколькими способами ведения: полумесяцем, горизонтальной восьмеркой, или по спирали. Когда имеется небольшой зазор, то применяется прерывистая дуга, позволяющая остыть отложенной капле металла. Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.
- Не следует пугаться вида соединения после окончания работ. Шлак может стекать вниз в несколько ярусов. Но после его отбития должен остаться высокий шов. Наплывы и крупные валики не критичны.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Аппараты и электроды
Потолочные швы можно выполнять инвертором или обычным трансформатором. Важно правильно установить силу тока, которая ниже на 25%, чем при сварке на полу. Например, для пластин толщиной 5 мм достаточно 100А. Работать будет легче, если кабель будет не тяжелым. Это облегчит управление концом электрода и рука меньше устанет. Еще кабель можно намотать петлей на руку, чтобы уменьшить нагрузку на запястье.
Электроды для потолочной сварки подойдут диаметром 3 и 4 мм. Важно их хорошо просушить, чтобы уменьшить количество брызг. Если новички будут пользоваться короткими электродами, это позволит увереннее манипулировать дугой.
Подготовка соединения встык
Сварка встык
Перед тем как заделать потолочные швы с помощью электросварки необходимо иметь хоть какое-то представление о видах сварных соединений, различающихся по способу их образования. Поскольку объем статьи не позволяет исследовать каждый из этих видов, то мы ограничимся рассмотрением самого простого из них, а именно – так называемого соединения «встык».
Указанное соединение сваривается, как правило, за несколько проходов, реализуемых в такой последовательности:
- Сначала формируется так называемый корневой валик или корень шва. При потолочной сварке он выполняется с помощью электрода Ø 3 мм, который ведется вдоль шва известным способом, называемым «лестница». Величина выставляемого на сварочном аппарате тока выбирается при этом в диапазоне между минимальным и средним значениями (речь идет о величинах, заложенных в технических характеристиках самого агрегата).
- Второй и третий проходы выполняются электродами Ø 3‒4 мм. Сила тока при этом выбирается средней или ближе к максимальной. С целью недопущения образования «горбатостей» сварка ведется с задержкой на краях валика с проходом по кромке заготовки и дальнейшим переходом к следующей кромке по методу «лестница».
- Все последующие слои валика формируются в виде наплавки (без каких-либо отклонений от линии сварки).
- Лицевой слой образуемого потолочного соединения должен выглядеть таким образом, чтобы ширина незаполненной разделки не превышала значения 0,5‒2 мм. При необходимости этот слой также может быть выполнен в несколько проходов.
В случае выполнения всех указанных выше предписаний вы сможете получить качественное и надежное соединение. Более подробно порядок его формирования можно будет изучить на видео, прикладываемом к материалам этой статьи.
Меры предосторожности
При потолочных швах стоит одеться в плотную куртку и брюки. Перчатки должны закрывать манжеты, иначе окалины докатятся до локтей и обожгут кожу. На голове обязательно необходима шапка или кепка без козырька. Брюки важно подобрать такой длины, чтобы они закрывали ворот обуви для предотвращения попадания расплавленных частиц внутрь.
Поскольку брызги, ударяясь о землю, разлетаются дальше, рядом не должно находиться легковоспламеняющихся предметов. Шлак отбивать нужно в защитных очках, ведь он будет падать вниз на сварщика. Частый отдых позволит снять нагрузку с мышц шеи и руки и качественно выполнить работу.
Сварка в потолочном положении осваивается не сразу. Требуется практика и терпение. Хорошо выделять несколько минут в день и приварив два кусочка трубы или уголка к столу, пытаться их заварить снизу. Освоив этот метод можно смело варить трубы и металлоконструкции любой сложности.
Безопасность сварочных работ
Одежда для сварки
Требования к безопасности сварочных работ при оформлении потолочного шва выглядят следующим образом:
- Все работы должны производиться в хорошо просушенном помещении, влажность воздуха в котором не должна превышать указанной в нормативах величины.
- На открытых пространствах не допускается проведение сварочных работ во время снегопада или грозы.
- Сварочные работы должны производиться только в предназначенной для этих целей одежде со специальным защитным покрытием и в маске.
- В ходе работ неиспользуемое оборудование обязательно должно отключаться от электросети.
- Для сварки должны использоваться только хорошо изолированные провода.
Рекомендации по технике безопасности
Для того, чтобы получить надежный и прочный шов, следует выполнять все правила по технике безопасности. От соблюдения правил зависит не только качество шва, но и ваша личная безопасность.
- Обязательно изолируйте все провода, а когда приостанавливаете работу и вовсе отключайте сварочный аппарат. Так вы обезопасите себя от поражения током во время сварочного процесса.
- Рекомендуется осуществлять сварку потолочных швов в теплом сухом помещении.
- Ни в коем случае нельзя работать в дождливую и снежную погоду. Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.
- Надевайте специальную защитную одежду , маску и очки. Все тело должно быть плотно закрыто одеждой.
В заключении стоит еще раз отметить, что сваривание потолочных швов – процесс достаточно трудоемкий и энергозатратный. Начинающему сварщику достаточно сложно выполнять такой вид соединений. Чтобы качественно выполнить работу и создать хороший прочный шов, нужно получить специальные знания, овладеть техникой работы со сварочным аппаратом и ознакомиться со всеми нюансами данного вида работ. Предварительно лучше потренироваться на сварке каких-нибудь деталей. Если у вас недостаточно знаний и опыта, то лучше доверить этот процесс специально обученным людям. В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
Как правильно варить вертикальный шов инвертором?
Автор:
Игорь
Дата:
27.01.2018
- Статья
- Фото
- Видео
В рабочем процессе сварки нередко возникает ситуация, когда требуется приварить две детали, расположенные в разных плоскостях. Попробуем детально разобраться, как варить вертикальный шов инвертором, так плоскости, как правило, располагаются в таких плоскостях, где нет возможности использовать обычные методы сварочных технологий. Как правило, одна плоскость располагается в вертикальном положении, а вторая часть в потолочной плоскости. В целом, как правильно варить вертикальный шов полуавтоматом задача непростая, требует сноровки, терпения и большого опыта мастеров – сварщиков. Достаточно упомянуть одну простую истину, даже расплавленный металл, который расположен между двумя плоскостями, подвержен силе закона всемирного тяготения вниз, что приводит в свою очередь к деформации и нарушению конструкционной части деталей.
Начало сварки вертикального шва
Используемое оборудование
Работа может вестись как инвертором, так и обычным трансформатором. Вне зависимости от выбранного устройства, следует несколько уменьшить силу тока, ее значение должно быть примерно на четверть ниже, в сравнении с аналогичными работами, выполняемыми на полу.
К примеру, надежное соединение 5-миллиметровых пластин можно получить, установив силу тока на 100 Ампер.
Оптимальный диаметр электродов – 3-4 миллиметра, не больше.
Перед началом работ они тщательно просушиваются. Это минимизирует разбрызгивание, а также исключает выделение газа. Края свариваемых деталей зачищаются.
Преимущества и недостатки ручной дуговой сварки
Преимущества
- Универсальная и сравнительно недорогая схема оборудования для сварки.
- Мобильность оборудования.
- Сварка ручным дуговым методом выполняется во всех пространственных положениях и в местах с ограниченным доступом.
- Благодаря большому количеству различных марок электродов можно сваривать разные стали и металлы, а переход между свариваемыми материалами происходит очень быстро.
Недостатки
- Производительность труда и КПД по сравнению с другими видами сварки очень низкие.
- Качество сварных соединений зависит от квалификации сварщика.
- Дуговая сварка покрытыми электродами оказывает вредное воздействие на организм человека.
Обучающий видео фильм по ручной дуговой сварке.
Технология варки горизонтального шва
Специфика сварки горизонтального шва практически та же, что и для вертикального. Технические нюансы – опять же манипулирование углами установки электрода.
Направление движения в процессе сваривания деталей на стыке может выбираться от его крайней левой точки до крайней правой точки или наоборот. Конкретный выбор направления определяется сварщиком, исходя из степени личного удобства.
Но как правильно варить горизонтальный шов электросваркой, чтобы исключить вытекание расплава из колеи по причине действующей силы тяжести?
Здесь сварщику нужно подобрать такое положение электрода, при котором сила горения электрической дуги была бы равноценна силе тяжести капель металла. Возможно, потребуется настроить силу тока и опытным путём подобрать оптимальную скорость перемещения электрода.
Обычно сварку горизонтального шва ведут непрерывно до полного завершения. Однако если не удаётся держать под контролем расплав (сварочную ванну), можно попытаться изменить технику – перейти на ход с периодическим гашением дуги.
Все эти тонкости нарабатываются с приходом опыта выполнения сварочных работ. Поэтому не стоит отчаиваться, если с первых попыток ничего не получается.
Формирование горизонтального шва нужной ширины и глубины провара, как правило, достигается за счёт аккуратного поперечного перемещения горящего конца электрода от края одной стыкуемой детали до края другой.
На сварке металлов толщиной до 4 мм применяют разные варианты «рисунка» поперечного хода электрода. Каких-то конкретных рекомендаций на этот счёт нет. Главное – получить требуемую ширину шва и глубину провара.
Как правильно варить шов электросваркой начинающим: технология и правила
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
- Ржавчины;
- Масла;
- Окалины.
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Подготовка
Значительным по своей важности моментом, как сделать красивый шов при сварке, является правильное проведение подготовительных работ. Поскольку процесс сопровождается появление огня, необходимо вдумчиво подготовить рабочее место сварщика, выполняющего работу. Обеспечить его защитной одеждой и маской. Около места проведения работ не должны находиться легковоспламеняющиеся предметы и материалы.
Свариваемое изделие необходимо очистить от загрязнений, пыли, остатков на его поверхности пятен краски, жира и масла. Кроме механического воздействия допустимо применение растворителей или спирта.
Если используется сварочное оборудование, то следует предварительно проверить его работоспособность. Затем выбрать режим и выставить необходимые параметры. При неисправности прибора его эксплуатация строго запрещена.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Выбор маски
Каким бы способом не производилась сварка, это является небезопасным процессом, который может нанести существенный ущерб здоровью, в частности зрению сварщика. Необходимой принадлежностью является маска, которая защитит от возможного попадания искр на лицо, шею и глаза и появления ожогов.
Маска защищает от ультрафиолетового и инфракрасного излучений. Она также защитит от возможности попадания на кожный покров и в глаза раскаленных частичек металла и от вредных испарений газа. Маска является неотъемлемой составляющей экипировки сварщика независимо от того, имеется ли у него многолетний опыт или он взялся за такую работу в первый раз.
В продаже имеется большой выбор масок. Однако помимо типа этого вида защиты, необходимо правильно выбрать размер. Маска должна сидеть на голове плотно и не сваливаться в самый неподходящий серьезный момент. Иначе вместо защиты она станет вещью, которая представляет дополнительную опасность.
Не подойдет и маска, которая для конкретного человека является маленькой. Маска в идеальном варианте должна сидеть на голове плотно и не сваливаться. Поэтому имеет смысл приобретать ее не по интернету, а при личном визите в магазин.
В сварочной маске находится прозрачное смотровое окно, через которое имеется возможность наблюдать за процессом сварки. Это окно имеет покрытие из пластика или тонированного стекла. К самым элементарным видам маске относятся сварочные очки.
Открытый вид похож на обычные очки, имеющие особые стекла. Закрытий тип имеет возможность фиксации с помощью резинки. Для покрытия окна используются минеральное стекло или поликарбонат. В большинстве моделей имеется защита стекол от запотевания. Недостатком являются открытые участки лица и шеи. Для того, чтобы научиться сварке, рекомендуется приобретать другие виды защиты лица. Хорошим вариантом защиты являются защитные маски.
Преимущество сварочной маски — полная защита лица, глаз и шеи. Предпочтение следует отдавать тем видам, которые имеют крепление на голове, а не тем, которые приходятся держать в руке.
Необходимо учитывать, что во время сварки время от времени приходится осматривать промежуточные результаты работы или заменить сгоревший электрод. Для этого приходится освобождать лицо от маски, что является крайне неудобным. Эту проблему решает такой вид защитной маски, как «Хамелеон».
Это можно считать прорывом в области экипировки сварщика, и дарит ему массу удобств, являясь наиболее удобным вариантом, при котором используется автоматическая регулировка затемнения стекол. Светофильтр на основе кристаллов пропускает только видимые лучи, а ультрафиолетовые и инфракрасные задерживает. Имеется основательная защита шеи. Маска сидит на голове плотно, но без лишнего напряжения, благодаря регулятору расположения. Наличие вентиляции предохраняет стекла от запотевания.
Основную важную функцию выполняет регулятор автозатемнения. Благодаря его наличию сварщик может не снимать маску с головы или приподнимать ее. Маска сама отслеживает уровень освещенности благодаря наличию поляризационных фильтров. Когда происходит сваривание, стекла приобретают максимальное затемнение, а при прекращении воздействия яркого света они становятся более прозрачными. Светофильтр также отреагирует на изменение яркости горения дуги.
Маски подобного класса имеют небольшой вес. К преимуществам относится возможность широкого обзора. Сварочные работы для начинающих рекомендуется производить в таких универсальных масках, что будет обеспечивать максимальную безопасность.
Нельзя ничего оставлять незащищенным, поэтому кроме маски следует позаботиться о плотной одежде, брезентовых рукавицах, крепкой обуви и прочном головном уборе. Идеальным вариантом будет приобретение специального костюма, изготовленного для защиты во время сварки.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Важно! Чтобы получить качественный шов, необходимо все время поддерживать одинаковую длину дуги. Если изменить эту величину, дуга может прерваться, шов будет иметь много дефектов.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Курсы для сварщиков
Сварочное дело можно освоить на специальных курсах. Обучение сварке на них разделяется на теорию и практические занятия. Обучаться можно очно или дистанционно. На курсах преподается технология сварочных работ для начинающих и другие важные премудрости. Важным является возможность научиться варить сваркой на практических занятиях под присмотром преподавателя. Ученикам дается представление об имеющемся оборудовании для сварки, выборе электродов, правилах безопасности.
Обучаться можно по индивидуальной программе или вместе с группой. Каждый вариант имеет свои преимущества. При занятиях индивидуально можно овладеть только теми знаниями, которые могут пригодиться в дальнейшем. Зато при занятиях группой имеется возможность услышать разбор ошибок своих сокурсников и таким образом приобрести дополнительные знания.
После окончания курсов и сдаче экзаменов, подтверждающих усвоенные знания и практические умения, выдается удостоверение утвержденного образца.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Движения держателем
Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Что необходимо узнать и где
Для того, чтобы научиться сварке самостоятельно, необходимо узнать, как работать сваркой, как работать со сварочными аппаратами для начинающих, как научиться сваривать металл и другие секреты сварки.
Полезно посмотреть видео, где проводится мастер класс по сварке металла. Там можно наглядно посмотреть, как работать со сваркой для начинающих. Такие уроки сварки для начинающих помогут быстрее разобраться в том, как научиться варить сваркой. Наглядные уроки сварки окажут неоценимую услугу в том, как научиться самостоятельно сварке.
Пособие по сварке для начинающих поможет разобраться в том, как правильно научиться варить сваркой, а именно, как научиться варить сваркой с нуля.
Еще один способ, как научиться сварке — поработать вместе с опытным сварщиком, который укажет на возможные ошибки и даст советы по их исправлению.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
- Толщину заготовки;
- Марку стали.
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
- Горизонтальная;
- Тавровая.
Сварка вертикального типа может быть:
- Снизу вверх;
- Потолочная;
- Тавровая,
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Дуговая сварка в замкнутом пространстве: чем может помочь удаленный видеомониторинг
Часто начинающим сварщикам требуется очень мало времени, чтобы ощутить пагубное воздействие сварки на здоровье. Глаза, обожженные вспышкой, — знакомое ощущение для многих сварщиков, несмотря на меры предосторожности, и большинство сварщиков знают, каково это работать в лихорадке металлического дыма, чтобы завершить смену. Хотя работодатели, группы безопасности рабочих и сами сварщики прилагают усилия для предотвращения обоих этих состояний, они все еще распространены, особенно для сварщиков, работающих в ограниченном пространстве.
В некоторых случаях свет от дуги отражается от поверхностей позади сварщика, а затем от внутренней линзы маски, обжигая глаза. В замкнутом пространстве иногда невозможно удалить дым, образующийся в процессе сварки, независимо от того, сколько вентиляторов установлено. Если используются процессы GMAW и GTAW, не всегда возможно вообще установить вентиляторы, поскольку чрезмерный поток воздуха сдует защитный газ и загрязнит сварной шов. Одним из решений этих проблем является использование автоматизированного сварочного аппарата с удаленным видеонаблюдением для завершения сварки, в то время как оператор наблюдает за процессом из другого места. В этой статье мы поговорим о том, почему дистанционный мониторинг сварных швов стоит вложений, а также приведем правила и рекомендации по дуговой сварке в закрытых помещениях.
Сварка в нормальных условиях представляет собой опасную операцию; ожоги, поражение электрическим током и вдыхание потенциально вредных газов являются обычными рисками. Дуговая сварка в небольших и закрытых помещениях усугубляет эти риски, но в некоторых отраслях она неизбежна. Сварка труб большого диаметра для водопроводных, канализационных и нефтепроводов иногда требует сварки внутренней части трубы. Любая сварка, проводимая под палубой на борту корабля, может считаться сваркой в закрытом помещении. Даже на нефтяных буровых платформах и нефтеперерабатывающих заводах, где задействованные конструкции в значительной степени открыты для атмосферы, сварка должна выполняться в ограниченном пространстве. Каждая из этих отраслей имеет свои индивидуальные, часто очень специфические правила техники безопасности, но суть этих требований в целом одинакова для разных отраслей.
При дуговой сварке в закрытых помещениях следует соблюдать следующие правила:
- В помещении не должно быть атмосферных опасностей. Закрытые помещения, в которых задерживаются легковоспламеняющиеся газы, могут быть очень опасными, если дуга зажжется в присутствии этих газов. Накопление инертных газов, с другой стороны, может вызвать удушье. Перед началом сварщик должен убедиться, что пространство свободно от обоих. Для обеспечения отсутствия газа в помещении могут потребоваться приборы для обнаружения газа.
- Закрытое помещение должно проветриваться. Управление по охране труда и гигиене труда США (OSHA) считает необходимость механической вентиляции, если на одного сварщика приходится менее 10 000 кубических футов, высота потолка менее 16 футов или поперечная вентиляция значительно затруднена.
- Механическая вентиляция или вентиляционные каналы при их использовании не должны блокировать доступ или выход из закрытого помещения. OSHA также разъясняет, что вентиляция или механические воздушные насосы, используемые для вентиляции помещения, не должны мешать сварщику входить в помещение или выходить из него. Например, если доступ осуществляется через лестницу, пандус или лифт, метод вентиляции не может препятствовать его использованию.
- Газовые баллоны и сварочное оборудование должны оставаться вне помещения. Выхлопные газы могут быстро скапливаться в замкнутом пространстве, поэтому сварочные источники питания, в которых для подачи тока используются газогенераторы, должны находиться в вентилируемом помещении. Газовые баллоны должны находиться на достаточном расстоянии от рабочей зоны, чтобы избежать искр или перегрева сосудов.
- В случае чрезвычайной ситуации может потребоваться дежурный, знакомый с процедурами спасения. Опасности дуговой сварки в замкнутых пространствах настолько опасны, что Международная ассоциация буровых подрядчиков (IADC) указывает, что обслуживающий персонал должен быть готов вытащить сварщика из помещения в случае, если он получит травму или будет поражен дымом.
- Сварщик должен быть обеспечен надлежащими средствами индивидуальной защиты (СИЗ). Наряду с обычным защитным снаряжением IADC также предлагает оснастить сварщика страховочным поясом и страховочным тросом, чтобы у помощника была возможность вытащить его или ее в случае необходимости.
- Должна быть назначена пожарная вахта для наблюдения за соседними помещениями. OSHA содержит дополнительные рекомендации по предотвращению пожара, когда существует вероятность того, что соседние помещения могут подвергнуться воздействию искр или тепла от сварки. OSHA рекомендует, чтобы в этом районе наблюдал кто-то с соответствующим противопожарным оборудованием, чтобы тушить пожары до того, как они вспыхнут. Приведенный пример относится к судоремонту, но эта практика может быть легко применена и к другим промышленным объектам, где закрытые помещения соседствуют с чувствительными зонами.
В данном руководстве дается исчерпывающий обзор опасностей, связанных с дуговой сваркой в замкнутом пространстве, и объем усилий, необходимых для обеспечения безопасности сварщика и окружающей среды. Рекомендация иметь помощника по технике безопасности, чтобы помочь сварщику, если он не может выбраться самостоятельно, подчеркивает, насколько действительно опасными могут быть эти ситуации. Идеальным решением является полное удаление сварщиков из закрытых помещений, что возможно благодаря усовершенствованиям в области автоматизации и оптики.
Любой сварщик знаком с проблемой фотографирования или видеосъемки сварного шва в процессе. В результате всегда получается яркий световой шар, и даже с фильтром над объективом все равно трудно увидеть что-либо, кроме дуги и, возможно, свечения расплавленной лужи. Активная фильтрация меняет это. Оптика, фильтрующая определенные световые частоты из видеопотока, позволяет не только наблюдать за сварным швом на расстоянии, но и видеть его с уровнем четкости, превосходящим то, что можно увидеть через сварочную маску.
В сочетании с автоматизированными системами сварки, такими как орбитальная сварка, системы дистанционного наблюдения обеспечивают уровень точности контроля сварного шва, который не может быть обеспечен при ручной сварке. Преимущество возможности удаленного контроля и мониторинга процесса сварки заключается в том, что сварщики защищены от опасностей, присущих сварке в замкнутых, плохо проветриваемых помещениях. В сочетании с механизированными процессами сварки системы дистанционного контроля сварки обеспечивают решение для дуговой сварки в замкнутом пространстве или даже в недоступном или опасном месте.
Компания Arc Machines, Inc. специализируется на автоматизированных системах орбитальной сварки и системах дистанционного наблюдения, необходимых для обеспечения безопасности сварщиков при сварке в закрытых помещениях. По вопросам продукции обращайтесь по телефону [email protected] . По вопросам обслуживания обращайтесь по телефону [email protected] . Arc Machines приветствует возможность обсудить ваши конкретные потребности. Свяжитесь с нами по телефону , чтобы договориться о встрече.
Приклеивание непосредственно к потолку с использованием метода тепловой сварки
Регистрация
Регистрация на MyAltro позволяет вам сохранять все ваши любимые технические документы, блоги и видео в одном месте. Получите доступ к эксклюзивному контенту, дополнительной технической поддержке и многому другому.
Select a countryAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Sint Eustatius and SabaBosnia-HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo (Dem. Republic)Cook IslandsCosta RicaCroatiaCubaCuracaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (Malvinas)Faroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГвинеяГвинея-БиссауГайанаГаитиОстрова Херд и МакдональдГондурасГонконгХунга ryIcelandIndiaIndonesiaIranIraqIrelandIsland of ManIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea (Democratic Republic of)Korea (Republic of)KosovoKuwaitKyrgyz RepublicLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldaviaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinian TerritoryPanamaPapua-New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRe unionRomaniaRussian FederationRwandaSaint BarthelemySaint HelenaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan МариноСан-Томе и ПринсипиСаудовская АравияСенегалСербияСейшелыСьерра-ЛеонеСингапурСинт Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and South Sandwich IslandsSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzaniaThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited States Minor Outlying IslandsUruguayUSAUzbekistanVanuatuVatican (Holy See)VenezuelaVietnamVirgin Islands (British)Virgin Islands (U. S.)Wallis and Futuna ОстроваЗападная СахараЙеменЗамбияЗимбабве
Вы:
Спецификатор (архитектор, дизайнер)
Подрядчик (монтажник, генеральный подрядчик)
Конечный пользователь (больница, школа и т. д.)
Транспорт (OEM, оператор и т. д.)
Жилой клиент
Дистрибьютор (дилер)
Дополнительно
Заполняя эту форму, вы соглашаетесь с условиями, изложенными в нашей политике конфиденциальности.
Логин
Введите свои данные ниже, чтобы войти
Запомните меня?
Забыли пароль?
Регистр
Строительство
Транспорт
Азия
- Китай
- Япония
- Ближний Восток
Европа
- Дания
- Франция
- Германия
- Ирландия
- Испания
- Швеция
- Соединенное Королевство
Северная Америка
- США
- Канада
Австралазия
- Австралия
- Новая Зеландия
RS Видеотека | Johns Manville
Получите доступ к нашей видеотеке по коммерческим кровлям, чтобы узнать, как устанавливать коммерческие кровельные системы Johns Manville, получить советы и рекомендации по более тонким деталям установки и узнать больше о преимуществах нашей коммерческой кровельной продукции.
Следите за нашим каналом на YouTube
Однослойный
Битумный
Наносимая жидкость
Общий
Проект «В центре внимания»
Однослойные ролики
Методы укладки однослойных материалов
Установка
Подробно: детали холодильного склада
Наш выездной технический представитель Анна Свионтониовски подробно рассказывает об установке деталей холодильного склада и о том, как мы привязываем крышу к стене.
Учить больше
Установка
Монтаж всесезонного распыляемого связующего клея
Узнайте, как правильно установить мембранную систему из ТПО или EPDM с помощью нашего всесезонного распыляемого связующего клея.
Учить больше
Установка
Всесезонный распыляемый клей в сборе
Узнайте, как правильно выполнить сборку, чтобы начать работу с нашим всесезонным распыляемым связующим клеем.
Учить больше
Установка
Подробно: всесезонный распыляемый клей для ПВХ
Узнайте все тонкости нашего всесезонного распыляемого клея для ПВХ, чтобы узнать все, что вам нужно знать, чтобы склеить следующую работу с ПВХ.
Учить больше
Установка
На крыше: всесезонный распыляемый клей для ПВХ
Узнайте, как правильно установить мембранную систему с помощью нашего всесезонного распыляемого клея для ПВХ.
Учить больше
Установка
JM EPDM FIT Tape-to-Standard Installation
Посмотрите лучший способ установки JM EPDM FIT Tape-to-Standard EPDM мембраны. Мы покажем вам важность использования JM EPDM Primer.
Учить больше
Установка
JM EPDM Tape-to-Tape
Изучите правильную установку системных рулонов JM EPDM FIT без необходимости использования грунтовки.
Учить больше
Установка
JM Приспособление для основания гнезда для проникновения TPO
Узнайте, как правильно установить приспособление для основания гнезда для проникновения TPO.
Смотри
Установка
JM Внутренняя угловая планка TPO
Узнайте, как использовать метод «свиного уха» для установки внутренней угловой планки TPO.
Смотри
За кулисами однослойной продукции JM
Характеристика продукта
ДжМ ТПО
Узнайте больше о том, что это значит для JM, о том, что нужно для создания исключительного продукта TPO.
Учить больше
Характеристика продукта
Лучшие подрядчики предпочитают качество JM TPO
Мы встретились с несколькими нашими ведущими подрядчиками и узнали, насколько качество JM TPO имеет значение для правильного выполнения работы.
Учить больше
Характеристика продукта
JM All Season Sprayable Bonding Adhesive
Этот всесезонный распыляемый клей позволяет вашей бригаде работать быстрее в любое время года благодаря уникальной способности выгорать при температурах до 20° F!
Учить больше
Характеристика продукта
Самоклеящаяся мембрана JM TPO
Узнайте о преимуществах использования самоклеящейся мембраны JM TPO в вашем следующем проекте.
Учить больше
Характеристика продукта
Сравнение самоклеящихся систем JM TPO и клеевых систем
Посмотрите нашу временную диаграмму, поскольку подрядчики устанавливают как нашу самоклеящуюся мембрану JM TPO, так и традиционную клеевую систему TPO.
Смотри
Характеристика продукта
Johns Manville TPO SA в сравнении с традиционной облицовкой стен
Johns Manville TPO Self Adhered обеспечивает исключительную прочность в сыром состоянии, что позволяет наносить его на вертикальные стены. Экономьте время и деньги с TPO SA.
Учить больше
Характеристика продукта
JM TPO Rhinobond в действии
Узнайте, как Great Lakes Roofing использует системы JM TPO Rhinobond толщиной 60 мил с 20-летним NDL.
Учить больше
Характеристика продукта
JM EPDM — толще. Плавнее. Очиститель.
Наша приверженность EPDM и вам остается неизменной.
Учить больше
Характеристика продукта
JM EPDM R FIT (MF)
EPDM R FIT с механическим креплением позволяет сократить время установки за счет удаления клея и повысить удобство использования системы.
Учить больше
Характеристика продукта
JM EPDM R FIT по сравнению со стандартным Side-by-Side
EPDM R FIT с механическим креплением может помочь вам выполнить работу быстрее. JM всегда ищет способы сэкономить время вашей команды, чтобы вы могли быстрее приступить к следующей работе.
Смотри
Характеристика продукта
Мембраны JM EPDM бок о бок
Посмотрите, как подрядчики демонстрируют наш JM EPDM FIT «лента к ленте», традиционный шов, применяемый в полевых условиях, и стандартный EPDM с предварительно проклеенным швом.
Смотри
Битумные видео
Методы установки
Установка
DynaSet 1K Adhesive Installation
Узнайте, как устанавливать SBS-мембраны с помощью однокомпонентного клея DynaSet для холодного нанесения.
с помощью тележки гравитационного разбрасывателя.Учить больше
Установка
Стандартный ремонт SBS
Получите советы о том, как устранить распространенные простые дефекты на вашей крыше SBS.
Учить больше
Установка
Комплектация гранулированных торцевых заглушек
Узнайте, как правильно установить торцевые заглушки на битумную крышу.
Учить больше
Установка
Методы тепловой сварки для SBS
Посмотрите эту краткую демонстрацию того, как правильно использовать методы тепловой сварки на битумных мембранах.
Смотри
Установка
Наружные углы для облицовочных листов из гранулята
Изучите правильную технику установки внешнего угла на облицовочные листы из гранулята.
Учить больше
Установка
Бок о бок с DynaFast® и традиционной системой
Посмотрите эту демонстрацию, чтобы увидеть, как быстро вы можете работать всухую.
Смотри
Установка
Преимущество шовного крепления JM с DynaFast®
Посмотрите эту демонстрацию, чтобы увидеть, как крепление DynaFast сравнивается с креплением на стержнях.
Смотри
Установка
Завершение монтажных швов с помощью тепловой сварки
Узнайте, как использовать методы тепловой сварки для завершения монтажных швов для большинства кровельных систем SBS.
Смотри
Установка
Установка защитного листа SBS CR G по сравнению со стандартным
Установка защитного листа SBS Cool Roof с гранулированным покрытием так же проста, как установка стандартного защитного листа из гранулированного материала. Посмотреть на себя.
Учить больше
За кулисами с JM Bituminous Products
Характеристика продукта
Мембрана JM APPEX® 4,5M
Johns Manville С листами APPeX легко работать, вы не столкнетесь с зацеплением, что означает более прямые линии.
Выберите один из вариантов цвета, чтобы у вас была долговечная красивая крыша.Учить больше
Характеристика продукта
JM DynaWeld™ Cap FR CR G
Dynaweld Cap FR CR G — это качественная кровельная мембрана для проектов с прохладной крышей. Эта мембрана, основанная на многолетнем опыте производства SBS, разработана таким образом, чтобы с ней было легко работать, она была долговечной и в то же время способна удовлетворить ваши потребности в кровельном покрытии с отражательной способностью солнечного света.
Учить больше
Характеристика продукта
JM DynaFast® Быстро. Умная. Последовательный.
Ускорьте сушку с JM DynaFast. Брайс Уилсон рассказывает нам о преимуществах этой качественной битумной мембраны.
Учить больше
Характеристика продукта
JM BUR Outlasts
Коммерческие кровельные системы JM BUR рассчитаны на длительный срок службы.
Эти системы имеют многолетний опыт и систему избыточных слоев, обеспечивающую дополнительную защиту вашей крыши.Учить больше
Характеристика продукта
JM BUR для средней школы Томаса Джефферсона
Посмотрите нашу покадровую съемку, пока компания D&D Roofing устанавливает новую крышу из ENRGY 3® polyiso, FESCO®, GlasPly® Premier и гравия, чтобы создать единую прочную систему.
Учить больше
Применение жидкой кровли
Методы установки
Установка
Однослойная жидкая гидроизоляция JM
Посмотрите от начала до конца правильную технику укладки жидкостной гидроизоляции JM SP
Смотри
Установка
Углубленное обучение: все тонкости JM SP Liquid Flashing
Получите более подробную информацию во время нашей сессии часто задаваемых вопросов о JM SP Liquid Flashing
Смотри
Установка
JM PMMA Стыки досок
Узнайте, как правильно укладывать JM PMMA вдоль стыков досок.
Смотри
Установка
JM PMMA Flashings
Изучите правильную установку JM PMMA на стенных панелях.
Смотри
Установка
Прокладка JM PMMA для проходки
Узнайте, как правильно устанавливать JM PMMA на проходки.
Смотри
Установка
JM PMMA Полевые работы
Изучите правильную установку JM PMMA в полевых условиях.
Смотри
За кулисами с коммерческими кровельными системами JM
2021 Велосипед MS
Riding Strong in Bike MS Colorado 150
Мы участвуем в Bike MS в Колорадо последние 24 года! Так весело собираться вместе с нашими соседями, чтобы собрать деньги на благое дело. Смотрите основные моменты здесь.
Учить больше
Расширение завода
Объявление о нашем новом заводе, построенном в Хиллсборо, Техас
Наш новый полиизо-завод в Хиллсборо, штат Техас, только что получил полную установку крыши с системой JM TPO Rhinoplate, 2 слоями ENRGY 3® и ProtectoR® HD.
Учить больше
История Джона Мэнвилла
Познакомьтесь с JM Commercial Roofing
Узнайте немного о нашей истории и о том, что значит быть частью семьи JM Commercial Roofing.
Учить больше
Кровельный институт JM
Программа обучения подрядчиков Peak Advantage
Познакомьтесь поближе с нашей программой практического обучения, которую мы предлагаем нашим подрядчикам Peak Advantage, утвержденным JM.
Учить больше
2018 Велосипед MS
JM участвует в мероприятии «Еще один год для Bike MS»
Благодаря постоянному стремлению участвовать в жизни сообщества Bike MS в Колорадо является одним из наших крупнейших волонтерских мероприятий.
Учить больше
Специальные решения
JM предлагает индивидуальные кровельные решения
Ознакомьтесь со специальной кровельной продукцией, которую производит наш завод в Льюистоне, штат Мэн.
Учить больше
Характеристика компании
JM Office Spaces Episode
Джонс Мэнвилл был показан в эпизоде Office Spaces как лидер коммерческой кровельной отрасли в производстве.
Смотри
Роли в JM
Узнайте о наших специалистах по работе с клиентами
Узнайте о том, что требуется от наших специалистов по работе с клиентами для обслуживания наших клиентов. Мы встречаемся с несколькими нашими специалистами, чтобы также узнать, что значит быть частью семьи JM.
Учить больше
Безопасность предприятия
Безопасность на нашем заводе в Фернли, штат Невада
В Фернли безопасность обеспечивается с нуля, что позволяет расширить возможности сотрудников. Это история о MVP Fernley Plant Safety, выступающем за развитие успешной культуры безопасности в Johns Manville.
Учить больше
Характеристика компании
World’s Greatest — TV Episode
Посмотрите эпизод World’s Greatest National Television Series, где они знакомятся с коммерческими кровельными системами Johns Manville.
Смотреть сейчас
Проект «В центре внимания»
Большой магазин площадью 23 акра
Barber and Associates
Johns Manville и Barber and Associates работали вместе, чтобы решить проблемы с цепочкой поставок и вовремя завершить эту большую работу во Флориде.
Смотреть сейчас
Проект GSA Bannister
Delta Innovative Services Inc
Это был один из крупнейших коммерческих кровельных проектов в Канзас-Сити площадью около 13 акров. Предыдущая система представляла собой крышу из холодного битума, которая не была конической и требовала серьезного внимания при проектировании, чтобы заменить ее новой системой крыши JM SBS.
Смотри
Средняя школа Маркуса
Martin Tomlinson Roofing
Проект по перекрытию средней школы Маркуса возник из-за того, что предыдущая система была повреждена градом. Подрядчиком для такого крупного проекта была компания Martin Tomlinson Roofing, и они установили двухслойную битумную систему производства Johns Manville.
Смотри
Пайкс Пик
Superior Roofing
Уникальное расположение этой работы на вершине Пайкс-Пик свидетельствует о способности системы JM BUR выдерживать самые суровые климатические условия. Откройте для себя используемые продукты и превосходное мастерство Superior Roofing.
Смотри
Средняя школа Датч-Форк
Aqua Seal Manufacturing & Roofing, Inc.
Эта работа должна была соответствовать требованиям ENERGY STAR® и иметь сертификат LEED. Для новых накладок использовался ПММА JM, а также была установлена новая гранулированная система JM SBS в соответствии с 20-летней гарантией NDL.
Смотри
Сварка | СейфВорк СА
Сварка является потенциально опасным видом деятельности, и необходимо соблюдать меры предосторожности, чтобы избежать:
- поражения электрическим током
- пожара и взрыва
- ожогов
- поражения электрическим током
- повреждения зрения
- вдыхания ядовитых газов и паров 8.5 сильного ультрафиолетового излучения1.
В качестве PCBU вы должны управлять рисками, связанными с:
- использованием, обработкой, производством или хранением опасных химических веществ, включая обеспечение правильной маркировки опасных химических веществ и предоставления работникам доступа к текущим Паспортам безопасности. Также следует следить за здоровьем рабочих.
- электрооборудование, в том числе обеспечение отключения любого небезопасного электрооборудования от источника электропитания
- источники возгорания в опасных атмосферах – легковоспламеняющиеся или горючие вещества должны содержаться в наименьшем практически возможном количестве
- скелетно-мышечные заболевания, связанные с выполнением опасных ручных работ
- работа в замкнутом пространстве, в том числе вход, работа в замкнутом пространстве или вблизи него (включая риск непреднамеренного проникновения человека в замкнутое пространство).
Следует предусмотреть и внедрить такие меры контроля, как:
- установка негорючих экранов и перегородок
- использование знаков, предупреждающих о проведении сварочных работ — если проводятся сварочные работы, вход в рабочую зону запрещен, за исключением используются средства защиты
- , обеспечивающие средства индивидуальной защиты (СИЗ), включая фильтрующие шторы для очков, лицевые щитки для защиты глаз от радиации, а также перчатки и другую защитную одежду для защиты открытых участков кожи
- снижает воздействие паров и газов.
Вы должны убедиться, что:
- вы предоставляете любую информацию, обучение, инструкции и надзор, необходимые для защиты всех лиц от рисков (насколько это практически возможно)
- информация, обучение и инструкции являются подходящими и адекватными с учетом с характером работы и рисками, связанными с работой
- меры по контролю рисков, а также проводимое обучение и инструктаж легко понять
- никто не подвергается воздействию вещества или смеси в концентрации в воздухе, превышающей стандарт воздействия для вещества или смеси
- проводится мониторинг воздуха для определения концентрации в воздухе вещества или смеси, к которым применяется стандарт воздействия
- работы в условиях экстремальной жары или холода могут выполняться без риска для здоровья и безопасности
- уровни шума не превышают нормы воздействия
- СИЗ предоставляются и выбираются путем обеспечения того, чтобы оборудование:
- подходит для характера работы и любой опасности, связанной с работой
- подходящего размера
- подходит и удобен
- обслуживается, ремонтируется или заменяется при необходимости и используется или носится работником.
PCBU, проводящие сварочные работы, вы должны обратиться к Сварочные процессы — Кодекс практики.
Лазерная сварка
Радиационная опасность, испускаемая электрической дугой и лазерной сваркой, может вызвать заболевания глаз и ожоги кожи, такие как «дуговой глаз» или «вспышка сварщика».
Излучение от лазерной сварки менее заметно, чем от электрической дуговой сварки, но и то, и другое представляет серьезную опасность. Рабочие, непосредственно вовлеченные в процессы сварки, подвергаются наибольшему риску, но другие работники также могут подвергаться вредному излучению.
Газы и пары
Баллоны со сжатыми и сжиженными газами содержат большие объемы под высоким давлением. Необходимо соблюдать меры предосторожности при хранении, обращении и использовании баллонов.
Опасности, связанные со сжатыми и сжиженными газами, включают пожар, взрыв, токсичность, удушье, окисление и неконтролируемый сброс давления. Утечку газа обычно распознают по запаху. Однако кислород не имеет запаха и потенциально более опасен.
Обработка лидов
Если вы являетесь PCBU, который осуществляет процессы лидов, вы должны предоставить информацию о процессе лидов лицу, которое, вероятно, будет осуществлять процесс лидов, до того, как они будут наняты, и до того, как они начнут выполнять ведущий процесс.
Обзор процессов
Рабочие места и рабочая среда могут меняться по мере появления новых опасностей или устранения существующих опасностей.
Поэтому вам следует регулярно пересматривать свои сварочные процессы, консультируясь с вашими работниками и Кодексом, чтобы убедиться, что они остаются адекватными и эффективными для управления сопутствующими рисками.
Дополнительная информация
Свободное дыхание при сварке — Дышите свободно, Австралия
Управление рисками, связанными с опасными химическими веществами на рабочем месте — Свод практических правил
Борьба с шумом и предотвращение потери слуха на рабочем месте — Свод практических правил
Ограниченные пространства — Свод практических правил
Подъемные устройства, подъемные устройства, электрические тали, подъемные столы
Эргономичные подъемные механизмы
Роботы и автоматизация
Ergonomic Partners является производителем и поставщиком готовых решений для погрузочно-разгрузочных работ.
Мы производим и специализируемся на изготовлении нестандартных подъемных механизмов, подъемных устройств и мостовых кранов. Мы работаем с производителями в качестве главного дистрибьютора: цепных талей, манипуляторов, регулируемых по высоте рабочих столов, подъемных столов и других эргономичных продуктов.
Ergonomic Partners — компания, занимающаяся эргономичными решениями для обработки материалов, специализирующаяся на повышении производительности труда при одновременном снижении риска и связанных с этим затрат на получение травм. Имея более чем 50-летний опыт работы с материалами, мы сочетаем лучшее стандартное эргономичное оборудование для обработки материалов и рабочие места. Наши специально разработанные и спроектированные подъемные устройства и решения для специального оборудования помогают создать оптимальные и экономически эффективные усовершенствования для ваших самых требовательных проектов. Ergonomic Partners обслуживает клиентов из США, Канады, Мексики и особенно сосредоточена в штатах Миссури, Иллинойс, Индиана, Айова, Канзас, Небраска, Арканзас, Миссисипи, Теннесси, Кентукки, Южная Каролина, Флорида и Оклахома.
Ergonomic Partners специализируется и производит следующее:
Вакуумные захваты
Подъемные устройства
Каталог продукции
Индивидуальные подъемные устройства
- Gorbel G-Force (IAD) — интеллектуальная лебедка; подъемные устройства невесомости; интеллектуальное подъемное устройство.
- Gorbel Easy Arm — интеллектуальная подъемная стрела с возможностью плавающего режима невесомости. Портативные эргономичные подъемники
- — Мобильные эргономичные подъемники идеально подходят для подъема фармацевтических бочек, перемещения рулонов и многих других эргономичных подъемных операций.
- Балансировщики инструментов — балансировщики инструментов, балансировщики нагрузки и эндопружинные балансировщики от Conductix-Wampfler
- Стреловые краны для балансировки инструментов — Стрелы для балансировки инструментов, балансиры для инструментов и комплекты стрел для пневматических и пружинных балансиров.
Стрелы манипулятора
- Стрелы манипулятора — Промышленные манипуляторы, моментные рычаги, шарнирные рычаги и специальные подъемные рычаги для любого применения.
- Brick or Block Builder (BOBB) — Портативный и настраиваемый подъемный механизм для возведения стен из кирпича или бетонных блоков.
- Специализированные концевые эффекторы — Индивидуальные вспомогательные и подъемные устройства для манипуляторов, шарнирных манипуляторов и лебедок.
Роботы и автоматизация
- Роботизированные сварочные модули — Ergonomic Partners специализируется на установке роботизированных сварочных модулей и автоматических сварочных систем для точечной сварки, сварки MIG и дуговой сварки.
- Портативный сварочный кобот — компания Ergonomic Partners разработала портативный сварочный кобот с модульным креплением, позволяющим любому сваривать серийные детали.
Краны и крановые изделия
- Кран Gorbel и краны для рабочих станций — Автономные и потолочные системы мостовых кранов для рабочих станций Gorbel.
- Консольные краны Gorbel — консольные краны для напольного монтажа, настенные консольные краны, консольные краны для монтажа на потолке или переносные консольные краны.
- Приводы с регулируемой скоростью (VFD) — Приводы с переменной частотой, приводы с регулируемой скоростью, приводы с регулируемой скоростью, управление двигателем, от 1/4 до 1500 л.с.
- Подвесные кнопочные станции — SBP2 и SBN Подвесные кнопочные станции от Magnetek Electromotive в конфигурациях с 2, 4, 6, 8, 10 и 12 кнопками.
- Подвесные кнопочные подвески Conductix — Conductix-Wampfler производит эргономичные высококачественные подвесные кнопочные подвески с начала 1990-х годов.
- Пульты радиоуправления для ручных кранов — Пульты дистанционного управления от Telemotive. TelePendant и telePilot помогут вам более свободно передвигаться в любой рабочей зоне.
Цепные тали и ручные цепные тали
- Пневматические цепные тали — J. D. Neuhaus, CM Airstar, CM Shopair полная линейка тяжелых и легких пневматических талей.
- Ручная цепная таль — Ручные цепные тали.
- Подъемные/рычажные тали – Подъемные/рычажные тали и рычажные тали с храповым механизмом.
- Канатная таль — Электрические канатные тали.
- Зажимы для тележек и балок — Тележки и зажимы для балок CM предназначены для работы с вашей электрической цепной талью, рычажной талью или цепной талью.
Подъемные столы и механизмы
- Подъемные столы и ножничные подъемники — Пневматические подъемные столы, гидравлические подъемные столы, электрические подъемные столы, рабочие позиционеры и опрокидыватели. Мобильные ножничные подъемники
- от Bishamon и Southworth — эти мобильные подъемники сводят к минимуму нежелательный подъем, дотягивание и растяжение.
- Выравниватель груза для поддонов Southworth Pal — Пружина Southworth Pallet Pal Spring автоматически поднимает и опускает грузы с помощью ряда пружин.
- Системы регулируемых по высоте рабочих столов — комплекты модернизации Dyna Lift, позволяющие сделать любой стол регулируемым.
- Ручные тележки с питанием от аккумуляторной батареи — возможности подъема с вертикальным приводом в сочетании с удобством, универсальностью и простотой двухколесной ручной тележки.
- Подъемники и подъемники для поддонов с питанием от аккумуляторной батареи — Подъемники с ручным приводом и от батареи, подъемники с бортовым поворотом и тележки для перевозки поддонов.
Пол и потолок навыков. Термин, я думаю, что почти каждый должен… | от кионай
В аркадных играх низкий уровень навыков.Термин, с которым, я думаю, должен ознакомиться каждый, метаанализ диапазонов навыков для конкретной видеоигры.
Я кратко упоминал об этом ранее, но я хотел дать краткий обзор того, что такое потолок навыков и минимум навыков.
Этажи навыков, для начала, представляют собой минимальное количество навыков в этой игре (или подкатегории в игре, см. классовые шутеры аля TF2) для эффективного участия в игре. Это статус-кво, вокруг которого разработчики смоделировали игру, и если вы недостаточно хороши, чтобы соответствовать этому уровню, вам придется нелегко. Разработчики говорят: «Вы должны быть такого высокого роста, чтобы кататься на этом аттракционе».
Этаж навыков — это ворота в игру, барьер для входа. Дело не в том, что вы не можете играть в игру с таким уровнем навыков, но вы, вероятно, будете необычайно разочарованы, поскольку разработчики хотели, чтобы вы могли без особых усилий участвовать таким образом, который явно не так уж и прост для вас.
Потолок навыков — это предел (или его отсутствие) того, насколько хорошо вы можете добиться успеха в игре при достаточной практике. Со всем временем в мире, сколько нужно учиться и осваивать? Насколько полезно это время и усилия на практике?
Вы видели, как профессиональные игроки на новых аккаунтах просто уничтожают вражескую команду новых игроков? Это, хотя и крутой ход, демонстрирует потолок мастерства игры. Вы когда-нибудь наблюдали, как количество действий в минуту (APM) профессионального игрока Starcraft достигает сотен? Вы когда-нибудь тратили достаточно свободного времени на игру, в которой игрок из другой команды настаивал на том, что вы жульничаете? Все это признаки игры с высоким потолком мастерства.
Низкий уровень мастерства означает, что в эту игру легко освоиться. Высокий уровень мастерства означает, что вам, вероятно, следует ожидать трудностей, когда вы учитесь играть. Возможно, сначала попробуйте поиграть в другие более простые игры, чтобы понять механику игр этого жанра.
Низкий потолок навыков означает, что, несмотря на то, что вы проводите много времени в игре, вы лишь незначительно лучше, чем обычные игроки. Нет большого стимула переходить от хорошего к отличному . Высокий потолок мастерства означает, что существует четкая разница между рядовым игроком и теми, кто посвящает большую часть своей жизни этому конкретному разделу среды видеоигр.
Высокий уровень навыков и низкий уровень навыков — наихудший из возможных наборов этих атрибутов. В эту игру сложно играть или учиться, а дополнительные затраты времени почти не приносят дополнительных результатов. Есть несколько причин, по которым хардкорный геймер, одержимый соревнованием (которых довольно много, и их деньги не хуже, чем у всех остальных), начнет или продолжит играть.
Высокий уровень мастерства и высокий уровень мастерства не так плохи, как в предыдущем примере, но, вероятно, вам будет труднее зарабатывать деньги. Есть множество причин, по которым разработчик может выбрать этот набор специально. Возможно, они хотят, чтобы игра была хорошо известна тем, что в ней участвуют только самые преданные из опытных игроков. Возможно, они хотят активно отталкивать тех, кто наказывает их товарищей по команде, из-за сильной зависимости от правильной командной работы и индивидуальной работы. Я не могу говорить о плюсах и минусах этого, за исключением того, что мне кажется очевидным, что продажа меньшему количеству людей принесет меньше денег. Сложная игра — не всегда веселая игра, несмотря на то, что вы думаете, что игра должна быть именно веселой, она продается лучше всего.
Низкий уровень мастерства и низкий потолок мастерства — вот где лежат казуальные игры и аркадные игры. Аркадные игры — лучший пример, они сделаны так, чтобы в них было достаточно весело и достаточно легко, чтобы ими мог наслаждаться даже ребенок. С низким потолком навыков у хардкорных преданных игроков нет особых причин оставаться здесь. Если, конечно, они не находят это достаточно забавным, несмотря на то, что не намного лучше, чем , чем неопытные игроки.
По-настоящему хардкорные игроки заранее узнают о низком потолке навыков и никогда не купят игру с самого начала. Тем не менее, эти игры, безусловно, по-прежнему будут приносить деньги, и именно поэтому мы видим больше таких игр, чем предыдущих. Более низкий уровень квалификации означает более широкую аудиторию, что означает больше проданных копий и больше денег для студии и издателя.
Игра, которую все стремятся сделать, но которая требует наибольших усилий со стороны студии разработки, — это низкий уровень навыков и высокий потолок навыков.
Низкий барьер для входа, каждый может играть в эту игру и получать от нее удовольствие. Он продается большим количеством копий, которые финансируют разработку и поощряют студии и издателей в том, что такие игры стоят того.
Между тем, с высоким потолком навыков те игроки, которые решат вложить в это свою жизнь, могут продемонстрировать миру свое решение. Они могут растоптать тех, кто воспользуется преимуществом низкого уровня навыков (не то чтобы эти люди будут возражать, наказание в таких играх за то, что их растоптали, не будет очень неприятным, так как это часть уровня навыков).
Overwatch — отличный тому пример. Теоретически ребенок может войти в пользовательскую игру, в которой люди просто дурачятся и веселятся. Если приходит профессионал и зачищает место, то особого штрафа нет, вы возрождаетесь примерно через 6 секунд?
Нет безвозвратной потери чего-то полученного. Смерть не наказывает вас внутриигровой валютой. Ящик с добычей не забирают, потому что этот профессиональный игрок решил сыграть в Роковую вдову и выстрелил в вас с одного выстрела со всей карты. В худшем случае вы можете просто найти новую игру и снова играть и получать удовольствие через несколько минут. Каждый тип игроков получает от игры ровно столько, сколько вкладывает, что продается максимально возможной аудитории и вызывает самые восторженные отзывы.
Пул (или бильярд) — еще один пример, и даже не видеоигра. Любой может повеселиться, играя в бильярдный мяч. Начинающие игроки оценят немного больше, чем шанс, в то время как профессионалы будут регулярно забивать именно те шары, которые им нужны. Пока вы не платите за деньги, у начинающего игрока нет причин расстраиваться. Если вы только начали играть, вы знаете, что у вас ничего не получится. Тем не менее, полезно посмотреть профессиональную игру и понять, насколько хорошо вы можете достичь со временем и практикой.