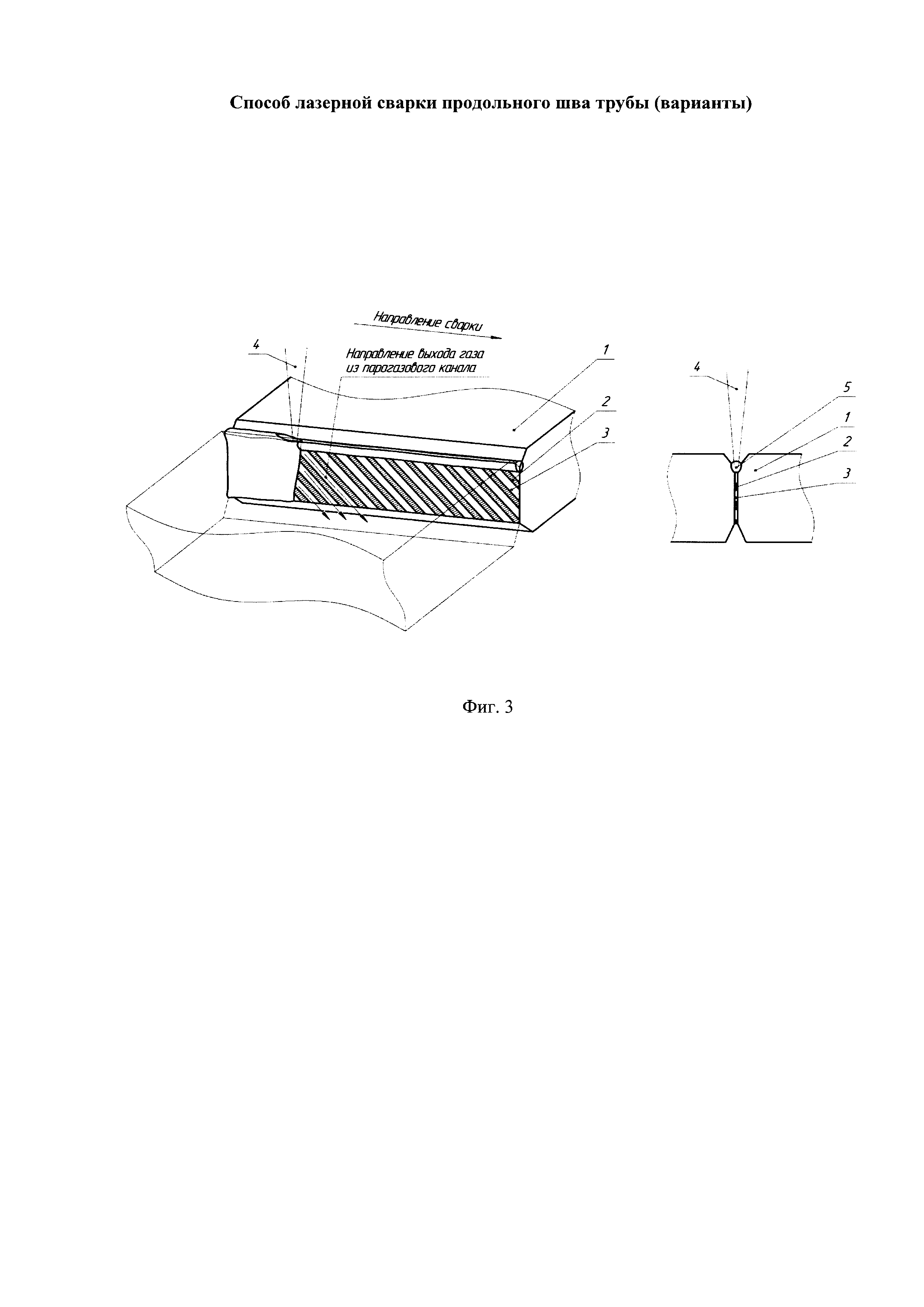
ELENA ONE — Машины для сварки продольных швов
-АфганистанАландские островаАлбанияАлжирАмериканское СамоаАндорраАнгильяАнголаАнтарктидаАнтигуа и БарбудаАргентинаАрменияАрубаАвстралияАвстрияАзербайджанБагамыБангладешБарбадосБахрейнБельгияБелизБелорусияБенинБермудыБолгарияБоливияБосния и ГерцеговинаБотсванаБразилияБраззавиль (Республика Конго)Британские территории Индийского океанаБрунейБуркина-ФасоБурундиБутанБуве, островЦентрально-Африканская РеспубликаЧадЧерногорияЧехияЧилиДанияДоминикаДоминиканская РеспубликаДжерси, островДжибутиЕгипетЭфиопияЭквадорЭкваториальная ГвинеяЭритреяЭстонияФарерские островаФиджиФилиппиныФинляндияФолклендские островаФранцияФранцузская ГвианаФранцузская ПолинезияГабонГаитиГайанаГамбияГанаГерманияГернси, островГибралтарГондурасГонконгГрецияГренадаГренландияГрузияГуам, островГваделупаГватемалаГвинеяГвинея-БиссауИндияИндонезияИорданияИракИранИрландияИсландияИспанияИталияИзраильЯмайкаЯпонияЙеменЮАРЮжная Георгия и Южные Сандвичевы островаЮжная КореяЮжные Французские ТерриторииЮжный СуданКаймановы островаКамерунКампучияКанадаКапе ВердеКарибские НидерландыКатарКазахстанКенияКиншаса, провинция (Республика Конго)КипрКиргизияКирибатиКитайКюрасаоКокосовые островаКолумбияКоморские островаКоста-РикаКот-д’ивуарКубаКука, островаКувейтЛаосЛатвияЛебанонЛесотоЛиберияЛитваЛивияЛихтенштейнЛюксембургМадагаскарМайотта, островМакаоМакедонияМалайзияМалавиМальдивыМалиМальтаМароккоМаршалловы островаМартиникаМаврикий, островМавританияМэн, островМексикаМикронезияМьянмаМолдавияМонакоМонголияМонтсерратМозамбикНамибияНауруНепалНидерландыНигерНигерияНикарагуаНиуэ, островНорфолка, островНорвегияНовая КаледонияНовая ЗеландияОбъединённые Арабские ЭмиратыОманПакистанПалауПалестина, ГосударствоПанамаПапуа-Новая ГвинеяПарагвайПеруПиткэрн, островаПольшаПортугалияПуэрто-РикоРеюньон, островРоссияРождества, островРуандаРумынияСШАСальвадорСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСейшелыСен-БартелемиСен-Мартен, островСен-Пьер и МикелонСенегалСент-Китс и Невис (Федерация)Сент-Люсия, островСент-Винсент и ГренадиныСербияСьерра-ЛеонеСеверная КореяСеверные Марианские островаШри-ЛанкаШвецияШвейцарияСингапурСинт-Мартен (Нидерландская часть)СирияСловакияСловенияСоломоновы островаСомалиСуданСуринамСвалбард (Шпицберген) и Ян Мейен, островаСвазиландСвятой Елены, островТаджикистанТаиландТайваньТанзанияТёркс и КайкосТогоТокелау, островаТонгаТринидад и ТобагоТунисТурцияТуркменистанТувалуУгандаУкраинаУоллис и Футуна, островаУругвайУзбекистанВануатуВатиканВеликобританияВенесуэлаВенгрияВьетнамВиргинские Острова (Великобритания)Виргинские острова (США)Внешние малые острова (США)Восточный ТиморХерд и Макдональд, островаХорватияЗамбияЗападная СахараЗимбабве
Loading. ..
..
Установка АС336 для МИГ/МАГ-сварки продольных швов дымогарных труб
Платформа;
Колонна с механизмом наклона;
Механизм продольного перемещения горелки;
Механизм подъема горелки с ручным корректором ее положения;
Механизм поворота приспособления;
Приспособление сборки-сварки с быстродействующими прижимами;
Блок управления установкой;
Комплект сварочного оборудования;
Пульт оператора;
Пневмоаппаратура. Технические характеристики установки
| Напряжение на дуге, В | 15.5 … 32.5 |
| Пределы регулирования сварочного тока, А | 30…370 |
| Пределы регулирования скорости сварки, мм/с | 3 … 30 |
| Защитный газ | CO2 (Ar + CO2) |
| Диаметр сварочной проволоки, мм | 1.0, 1.2 |
| Предельные отклонения траектории перемещения горелки, мм, не более | ±0.2 |
| Привод механизмов поворота приспособления, подъема горелки и перемещения защитного экрана | пневматич. |
| Давление сжатого воздуха, МПа, не менее | 0,4 |
| Охлаждение горелки | жидкостное |
| Габариты помещения под установку, мм | 3000 х 2500 х 2500 |
- Программное управление и диагностика состояния элементов установки осуществляется с помощью контроллера.
Базовая программа обеспечивает: закрывание защитного экрана, опускание горелки в начало шва, зажигание дуги при неподвижной горелке, перемещение горелки со сварочной скоростью, заварку кратера, подъем горелки и ее возврат на маршевой скорости в исходную точку, поворот приспособление, повторный цикл сварки второго шва и открывание экрана. - В процессе работы установки контролируются: положение горелки, приспособления, экрана, давление воздуха в пневмосети.

- Сварка изделия выполняется «на спуск» за счет установки механизма прямолинейного перемещения и связанного с ним сборочно-сварочного приспособления под наклоном.
- Плавное регулирование параметров режима сварки.
В октябре 2007 г. 1 установка на заводе МАЯК, г.Змиев, Харьковская обл., Украина.
В январе 2011 г. 1 установка на предприятии «Машзавод», г.Новогродовка, Донецкая обл., Украина.
Установки для сварки продольных швов
Назначение
Предназначены для автоматической дуговой сварки труб (круглых и эллипсных), листов. Широко применяется для сварки дымоходов и воздуховодов.
Устройство и описание работы:Установка для сварки продольных швов стыковых соединений листовых деталей различного размера и толщины. Сварочная горелка крепится на подвижной каретке, которая в процессе сварки перемещается по линейным направляющим. Система имеет блок управления скорости для контроля скорости сварки во время работы. Подвижная горелка во время сварки движется вдоль линии сварочного стыка с высокой точностью.
Конструкция сварочной установки с медными прижимами и медной подложкой обеспечивает идеальные условия для сварки металлов, создавая необходимый теплоотвод, что приводит к минимизации коробления заготовки во время и после сварки, улучшении структуры сварного шва и околошовной зоны, а двусторонняя защита шва препятствует появлению цветов побежалости при сварке нержавеющих сталей.
Установка для сварки продольных швов, как правило, работает в следующем цикле:
• заготовка вручную устанавливается в установку;
• путем нажатия педали, оператор опускает медные прижимы и прижимает край обечайки к подложке;
• затем нажимается кнопка старта сварки и идет сварка заготовки;
• после окончания, сварочная горелка автоматически возвращается в исходную позицию;
• медные прижимы поднимаются;
• снимается замок дорна;
• оператор достает обечайку.

Свариваемые материалы:
• нержавеющая сталь
Процессы сварки:
• аргонодуговая полуавтоматическая сварка TIG
• сварка на постоянном токе
Технические характеристики
|
Тип |
Ед. изм. |
500 |
1000 |
1500 |
|
Длина заготовки максимально до* |
мм |
500 |
1000 |
1500 |
|
Диаметр свариваемого изделия* |
мм |
80-800 |
100-800 |
150-800 |
|
Толщина заготовки* |
мм |
0,5-1,5 |
||
|
Скорость сварки |
м.мин |
от 0,1 до 1,8 |
||
|
Защитный газ |
- |
Аргон |
||
|
Расход газа |
л/мин |
5-20 |
||
|
Давление газа |
атм |
2,5 |
||
|
Сварочный ток |
А |
до 200 (в зависимости от источника) |
||
|
Подключение установки |
|
220 В, 50 Гц; 380 В, 50 Гц (в зависимости от источника) |
||
|
Потребляемая мощность |
кВт |
зависит от сварочного источника |
||
|
Вес (справочно) |
кг |
200 |
300 |
400 |
ВНИМАНИЕ!!! Есть возможность изменения длины заготовки, в пределах до 1500 мм, и изготовления специального исполнения сварочной установки по индивидуальным требованиям заказчика.
Сварщики швов | MITUSA, Inc.
Аппараты для сварки швов ERGO обеспечивают высокую точность с использованием линейной рельсовой техники. В то время как традиционные сварщики швов используют меньше точные настройки направляющих зубчатой рейки и шестерни с использованием кулачковых толкателей. ERGO автоматический В конструкции аппарата для сварки продольных швов используются прецизионные линейные рельсы, которые используется для плавного перемещения ходовой каретки по зажатому стыковому сварному шву обеспечивает 100% проплавление швов.Технология линейного рельса обеспечивает Сварочные аппараты для продольной сварки продольных швов высочайшего качества, долговечные, прецизионные.
MITUSA инженерные закаточные машины для стыковой сварки наружных, внутренних, комбинация машины для сварки наружных швов. Сварка швов для сильфоны, конусы, цилиндры, плоский листовой металл. Дуговая сварка углем сталь, нержавеющая сталь, медь, алюминий, Inco и большинство сплавов можно сваривать швом на сварочном аппарате MITUSA.
Команда инженеров и производителей MITUSA — это определение автоматического строители систем шовной сварки. Сварочные аппараты для стыковой сварки металлических швов фальцевание цилиндрических трубчатые детали, такие как конусы, резервуары, трубы и боксы, аппараты для дуговой сварки стыковых сварных швов металлов вместе для полной части.
Linear track обеспечивает более надежную фиксацию и плавность хода путешествовать с тележкой Ergo TC-3.Гусеница обработана до Допуск прямолинейности 0,005 дюйма, чтобы шов был как можно ближе к как можно прямее. Обеспечение качественной сварки продольных швов.
- Удобные, легко читаемые органы управления воздушным модулем на передней панели с оператором кнопки и фонари.
- Сварочное оборудование Compete MIG или TIG
- Двигатели низкого напряжения для безопасности.
- Одно подключение к основному источнику питания.
- Простой инструмент для выравнивания гусениц..
- Опорный стержень оправки с водяным охлаждением.
- Медные зажимные пальцы и опорный стержень.
- МАГА-1 Единый блок электрического управления оператора технологического процесса не требует для поиска, какую коробку и кнопку нажать или повернуть.
- Педаль активация зажимных пальцев.
- Программируемое исходное положение, ход и длину сварного шва.
- Низкопрофильный, легко перемещаемый блок при смене сварочной ячейки.
- Easy Move буксирный двигатель Портативная конструкция для шовной сварки.

Наши принципы эргономичного дизайна облегчают работу оператора с этим компактный сварочный аппарат продольного шва. Автоматическая линейная шовная сварка ERGO Станки имеют уникальную конструкцию с механизмом прижимного пальца. Этот обеспечивает равномерное и последовательное выравнивание прижима.
Вставка оправки с водяным охлаждением и захватом из алюминия, нержавеющей стали или Медный зажимной палец. Это удерживает пластину закаточной машины в верхнем положении. инструменты и кончики пальцев при оптимальной температуре охлаждения во время шва сварочный процесс.Зажим инструмента для сварных швов исключает сварку тепловая деформация.
Устройства для выравнивания выдвижных кромок станины шва помогают оператору в совместив часть над центральной линией резервного копирования паз шины. Линейный рельсы крепятся к верху и низу готового рельса, что позволяет каретка боковой балки должна плавно перемещаться через четыре опорных блока. В ходовая тележка имеет ряд предварительно просверленных отверстий 3/8 дюйма — 6 x 2 1/2, с резьбой, чтобы упростить установку инструмента для выравнивания.
Простая замена подушки безопасности ERGO занимает считанные минуты. Во время MIG (GMAW)
во время сварки некоторые брызги сварочного шва в зоне станины закаточного станка найдут
открытия с течением времени. Ультрафиолетовое излучение и сварочные брызги от процесса дуговой сварки
со временем требуется замена подушек безопасности. Подушки безопасности могут занять несколько часов.
заменить на другие марки. Замена камеры закаточной машины ERGO занимает несколько минут.
повреждены подушки безопасности и снова начать производство швов.
Подушки безопасности могут занять несколько часов.
заменить на другие марки. Замена камеры закаточной машины ERGO занимает несколько минут.
повреждены подушки безопасности и снова начать производство швов.
Комплектные системы для шовной сварки ERGO со всем необходимым оборудованием интегрированы для облегчения изготовления сварных швов.ERGO Sub Arc / Plasma / TIG / Сварочные аппараты MIG с предустановленными интегрированными сварочными системами.
Машины для сварки швов модели ERGO LSW выпускаются размером от 1 фута до 4 футов. шовные сварочные аппараты и системы.
- LSW-12 1-футовая машина для шовной сварки модели ERGO 12 «
- LSW-18 18-дюймовый аппарат для шовной сварки модели ERGO 1,5 ‘
- LSW-24 2-футовая машина для шовной сварки модели ERGO 24 «
- LSW-36 3-х футовый аппарат для шовной сварки, модель ERGO, 36 дюймов
- LSW-48 4-футовая машина для шовной сварки, модель ERGO, 48 дюймов
- Доступны индивидуальные сварочные аппараты ERGO
Системы шовной сварки ERGO производятся в Хантингтон-парке, Калифорния.Мы проектировать и производить сварочные аппараты Ergo со встроенной дугой Сварочное оборудование. Возможна специальная высота подступенка. Типичное время выполнения заказа Доставка 2-8 недель в зависимости от модели.
Вызов 323.312.2002 или по электронной почте для получения информации о ценах, деталях доставки и любой технической информации, которая может вам понадобиться.
Аппараты для сварки швов ERGO легко устанавливаются на основании вилочного погрузчика. От грузовика до работающей системы сварочной станции всего за часы, а не дней.
Спецификация ERGO
Машина для сварки продольных швов, Машина для сварки труб, Производство аппаратов для продольной сварки труб, Роботизированная машина для продольной сварки
Аппарат для сварки швов
Аппараты для шовной сварки предназначены для сварки гибочных материалов и деталей конической, цилиндрической, круглой и прямоугольной формы. Стандартно он может сваривать детали диаметром от 100 до 3000 мм. Однако мы можем производить машины, которые могут сваривать более крупные детали в соответствии с требованиями наших клиентов.
Стандартно он может сваривать детали диаметром от 100 до 3000 мм. Однако мы можем производить машины, которые могут сваривать более крупные детали в соответствии с требованиями наших клиентов.
Наши аппараты для сварки длины труб, которые могут выполнять внутреннюю и внешнюю сварку, в стандартной комплектации могут сваривать детали от 1 до 5 метров. Мы можем производить машины, которые могут сваривать более длинные детали в соответствии с требованиями наших клиентов. Наши трубосварочные аппараты Welkon Welding могут сваривать детали толщиной от 0,60 мм.Он также может сваривать от 20 до 30 мм для дуговой сварки под флюсом. Вы можете получить подробную информацию, позвонив нам, чтобы узнать цены и технические детали.
Машины для сварки отрезков труб, которые можно использовать во многих областях, особенно в производстве термосифонов, котлов, солнечных энергетических котлов, дымоходов для природного газа, трубок для сжиженного нефтяного газа, охлаждающих резервуаров и обеспечивают высокую эффективность. Машины для сварки длины труб могут работать одновременно с системами mig / mag, tig и дуговой сварки под флюсом, а также упрощают создание отчетов и контроль с помощью экрана с ПЛК.Вы можете позвонить нам прямо сейчас, чтобы получить подробную информацию о машинах для сварки труб Welkon Welding.
| Технические детали | WWBKM-1000 | WWBKM-1500 | WWBKM-2000 | WWBKM-3000 | ||
| Диаметр детали (мин. Макс. / Мм) | 100-650 | 100-650 | 100-650 | 100-650 | ||
| Детали Длина (мм) | 1000 | 1500 | 2000 | 3000 | ||
| Metarial Tichkness (MM) | 0,6-3 | 0,6-3 | 0,6-3 | 1–4 | ||
| Усилие прессования (БАР) | 16 | 16 | 16 | 16 | ||
| Входная мощность | 230 В, 50 Гц | 230 В, 50 Гц | 230 В, 50 Гц | 230 В, 50 Гц | ||
| Скорость сварки (мм / дак) | 0–2000 | 0–2000 | 0–2000 | 0–2000 | ||
| Свободная скорость (мм / дак) | 3000 | 3000 | 3000 | 3000 | ||
| Размер (мм) | 1900x2000x1200 | 2400x2000x1200 | 2900x2000x1200 | 4100x2000x1200 | ||
| Цвет | красный-серый | красный-серый | красный-серый | красный-серый | ||
| Метод сварки | Тиг / Мигмаг / Пила | Тиг / Мигмаг / Пила | Тиг / Мигмаг / Пила | Тиг / Мигмаг / Пила | ||
Трубы, полученные прямошовной сваркой под флюсом (LSAW)
Трубы, сваренные дуговой сваркой под флюсом с продольным швом (LSAW) были изготовлены из стальных листов, вырезанных из выровненных горячекатаных рулонов как JCOE, так и UOE (процесс формовки, при котором на пластине появляются буквы «J», «C», « O »или« U »форма, затем расширение) процессы формирования. Кроме того, были протестированы механические свойства основного металла трубы и металла сварного шва, и результаты были в соответствии с соответствующей спецификацией трубы API SPEC 5L или DNV-OS-F101, которая показала, что отечественные трубы LSAW могут использоваться для нефти и газа. трубопроводы.
Кроме того, были протестированы механические свойства основного металла трубы и металла сварного шва, и результаты были в соответствии с соответствующей спецификацией трубы API SPEC 5L или DNV-OS-F101, которая показала, что отечественные трубы LSAW могут использоваться для нефти и газа. трубопроводы.
Трубы, полученные дуговой сваркой под флюсом с продольным швом и технологией JCOE
Трубы, полученные дуговой сваркой под флюсом с продольным швом и технологией UOE
1.Производство : Для труб большого диаметра (25 сантиметров (10 дюймов) или более) обычно используются ERW (электросварка сопротивлением), EFW (электросварка плавлением) или дуговая сварка под флюсом (SAW), но существуют технологии буксировки, с которыми мы может производить трубы большего диаметра, чем бесшовные и сварные методом ERW! Это трубы с продольной сваркой под флюсом (LSAW) и спиральной сваркой под флюсом (SSAW). Процесс производства труб с продольной сваркой под флюсом (LSAW) представляет собой гибку и приварку широких стальных листов к трубам. Наиболее часто используется в нефтегазовой промышленности при низком давлении.Инспекция: анализ химических компонентов, механические свойства (предел прочности на разрыв, предел текучести, удлинение), технические свойства (испытание на сплющивание, испытание на изгиб, испытание на удар, испытание на удар), проверка внешнего размера, гидростатическое испытание, рентгеновское испытание. Применение стальных труб LSAW Трубы в основном используются для нефти, природного газа, газа, центрального отопления, водоснабжения, очистки сточных вод, подачи жидкости под низким давлением и так далее.
Трубы, сваренные прямошовной сваркой под флюсом (LSAW)
Материал стальных труб LSAW представляет собой лист средней или большой толщины, свернутый в бухту в формовочной или формовочной машине, сваренный двойной дуговой сваркой под флюсом и увеличенный в диаметре. Диапазон спецификации широк и имеет хорошую вязкость, пластичность, однородность, компактность. Преимущество стальной трубы LSAW в отличие от стальной трубы SSAW: большой диаметр, большая толщина стенки, защита от высокого давления, низкая температура и коррозия.
Диапазон спецификации широк и имеет хорошую вязкость, пластичность, однородность, компактность. Преимущество стальной трубы LSAW в отличие от стальной трубы SSAW: большой диаметр, большая толщина стенки, защита от высокого давления, низкая температура и коррозия.
Труба для продольной сварки под флюсом | Труба LSAW
Труба для продольной сварки под флюсом может быть представлена как стальная труба LSAW. Стальная труба LSAW, разновидность прямошовной стальной трубы. Изготовлен методом двусторонней дуговой сварки под флюсом.Стальные трубы LSAW сварные трубчатые изделия. Он сделан из плоских пластин, которые формованы, согнуты и подготовлены к сварке. LSAW сварен прямым швом, проходящим по длине трубы.
Сварной шов стальной трубы LSAW прямойПроцесс производства трубы
LSAWТехнологическая схема производства стальных труб LSAW:
Пластина UT — Вакуумный подъем — Ультразвуковой контроль — Фрезерование кромок — Предварительная гибка — Формовка типа J — Формовка типа C — Формовка типа O — Прихваточная сварка дуговой сваркой в среде защитного газа CO2 — Сварка выступов — Сварка изнутри — Сварка снаружи — Удаление плиты с выступом — Очистка — Скругление — X-тест — Ультразвуковой контроль — Промывка перед расширением — Механическое расширение — Промывка после расширения — Прямолинейность — Гидростатический тест — Ультразвуковой контроль — Шлифование сварных швов концов труб — Механическая облицовка — Рентгеновское испытание корпуса и обоих концов — Ультразвуковое Испытания концов труб — Контроль магнитных частиц на обоих концах — Взвешивание и измерение длины — Осмотр продукта — Наружное покрытие — Внутреннее покрытие — Маркировка — Упаковка и складирование.
Шов трубы LSAWОбъем производства прямошовных труб под флюсом
- Наружный диаметр: от 16 дюймов (406,4 мм) до 60 дюймов (1524,0 мм).
- Толщина стенки от 6,0 мм до 40,0 мм.
- Длина: 3–15 м
Труба LSAW марки стали
- Общий класс: API 5L Gr. B PSL1, PSL2, Кислая рабочая труба
- Уровень Средний: X42, X46, X52
- Средний и высокий: X56
- Уровень Высокий: API 5L X60 PSL1, PSL2 Стальная труба LSAW
- Высокий уровень: API 5L X65 PSL1, PSL2 Линейная труба LSAW / SSAW
- Grade Premium High: API 5L X70
- Premium High: API 5L X80
 B PSL1, PSL2, Кислая рабочая труба
B PSL1, PSL2, Кислая рабочая трубаИспользование трубы LSAW
Стальная труба LSAW , используемая в наземных и морских нефте- и газопроводах.Все это требовало критического обслуживания. Применяется в нефте- и газопроводах высокого давления. Из-за более коротких сварных швов и облегчения обслуживания. Эти трубы необходимы для участков трубопровода. Он распространяется на районы с высокой плотностью застройки. Или задействовать подводные приложения.
Применение труб прямошовных под флюсомЧисленное моделирование деформации изгиба при многошовной сварке стальной трубной конструкции
B.С. Конг и Д. К. Парк, Оптимизация конструкции поперечной балки капота — поперечной балки капота, удовлетворяющей 5 характеристикам, International Journal of Automotive Technology , 19 (2) (2018) 387–391.
Артикул Google Scholar
Куреши М.Э. Анализ остаточных напряжений и деформаций в сварных по окружности тонкостенных цилиндрах, к.т.н. Диссертация , Национальный университет науки и технологий (2008 г.).
Google Scholar
Д. Денг и Х. Муракава, Прогнозирование сварочной деформации и остаточного напряжения в стыковом сварном стыке тонкой пластины, Comput. Матер. Sci. , 43 (2) (2008) 353–365.
Артикул Google Scholar
Д. Дэн, Л. Вэй и Х. Муракава, Определение сварочной деформации в угловом сварном шве посредством численного моделирования и сравнения с экспериментальными измерениями, J. из Mater Proc. Tech. , 183 (2007) 219–225.
из Mater Proc. Tech. , 183 (2007) 219–225.
Артикул Google Scholar
М. Абид, М. Сиддик и Р. А. Муфти, Прогнозирование сварочных деформаций и остаточных напряжений в стыке трубы и фланца с использованием метода конечных элементов, Моделирование Simul. Матер. Sci. Англ. , 13 (2005) 455–470.
Артикул Google Scholar
Н. У. Дар, Э.М. Куреши и М. М. И. Хаммуда, Анализ остаточных напряжений и деформаций, вызванных сваркой в тонкостенных цилиндрах, J. of Mech. Sci. Tech. , 23 (2009) 1118–1131.
Артикул Google Scholar
H.-J. Йи, Ж.-Й. Kim, J.-H. Юн и С.-С. Канг, Исследования остаточного напряжения и деформации при сварке в сборке цилиндра с помощью метода трехмерных конечных элементов и экспериментов, J. of Mech. Sci. Tech., 25 (12) (2011) 3185–3193.
Артикул Google Scholar
Ю. Дж. Гуань, Г. П. Юань и С. Сан, Моделирование процессов и оптимизация гибки лазерных трубок, Int. J. Adv. Manuf. Technol. , 65 (2013) 333–342.
Артикул Google Scholar
Р. В. Сельван, П. Сатья и Г. Равичандран, Определение характеристик переходной деформации вне плоскости при сварке ниппеля с компонентом коллектора, J.от Manuf. Процесс. , 19 (2015) 67–72.
Артикул Google Scholar
С. К. Велага, Г. Раджпут, С. Муруган, А. Рависанкар и С. Венугопал, Сравнение характеристик сварного шва между продольным швом и кольцевым стыковым сварным швом цилиндрических компонентов, J. of Manuf. Процесс. , 18 (2015) 1–11.
Артикул Google Scholar
Р.Ветрисельван, К. Девакумаран, П. Сатья и Г. Равичандран, Переходное искажение вне плоскости многопроходной угловой сварной трубы к тройнику, Defense Technology , 13 (2017) 77–85.
Девакумаран, П. Сатья и Г. Равичандран, Переходное искажение вне плоскости многопроходной угловой сварной трубы к тройнику, Defense Technology , 13 (2017) 77–85.
Артикул Google Scholar
К. Ву и Дж. Ким, Анализ поведения образования остаточных напряжений при сварке во время кольцевой сварки TIG трубы, Тонкостенная конструкция. , 132 (2018) 421–430.
Артикул Google Scholar
MSC Software, Marc and Mentat 2016 Руководство по установке и эксплуатации , MSC Software Corporation (2016).
Google Scholar
Дж. Голдак, А. Чакраварти и М. Бибби, Новая модель конечных элементов для сварки источников тепла, Metallurgical Transactions B , 15 (2) (1984) 299–305.
Артикул Google Scholar
К. Ван, Ю. Р. Ким и Дж. В. Ким, Численный анализ термической деформации при нагреве стальной пластины лазерным лучом, J. of Mech.Sci. Tech. , 31 (5) (2017) 2535–2541.
Артикул Google Scholar
Д. Денг, Расчет методом конечных элементов остаточного напряжения и деформации при сварке углеродистой стали с учетом эффекта фазового превращения, Материалы и конструкция , 30 (2) (2009) 359–366.
Артикул Google Scholar
Д. Денг, Экспериментальные и численные исследования сварочной деформации, вызванной газо-дуговой сваркой CO 2 газо-дуговая сварка в стыках наплавленных тонких листов, Материалы и конструкция , 52 (2013) 720–729.
Артикул Google Scholar
А. Рависанкар, С. К. Велага, Г. Раджпут и С. Венугопал, Влияние скорости и мощности сварки на остаточное напряжение при газовой вольфрамовой дуговой сварке (GTAW) тонких профилей с постоянным тепловложением: исследование с использованием численное моделирование и экспериментальная проверка, J. Manuf. Процесс. , 16 (2014) 200–211.
Manuf. Процесс. , 16 (2014) 200–211.
Артикул Google Scholar
Разница между трубой, сваренной прямым швом, и трубой общего назначения, а также характеристики и применение спиральной трубы East Steel Pipe
Разница между трубой, сваренной прямым швом, и трубой, сваренной обычным сварным швом
Труба прямошовная
Труба, сваренная прямым швом, изготавливается из стального листа или стальной полосы после формования гибкой, а затем путем сварки.Разделяется на сварную шовную и спирально-сварную трубы методом сварной формовки. В соответствии с заявкой, прямошовная сварная труба может быть разделена на сварную трубу общего назначения, оцинкованную сварную трубу, метрическую сварную трубу с кислородным дутьем, сварную трубу, проволочную оболочку, роликовую трубу, трубу для глубинного насоса, автомобильную трубу, трансформатор, тонкую электросварку. стеновая труба, сварная труба и спиральношовная труба.
Труба общесварная
Труба сварная общего назначения используется для перекачки жидкости под низким давлением.Он изготовлен из стали Q195A, Q215A, Q235A, а также может быть изготовлен из другой мягкой стали. Стальная труба должна иметь текст о давлении, изгибе, сплющивании и т. Д., И у нее есть определенные требования к качеству поверхности. Обычно длина доставки составляет от 4 до 10 м, часто требуется масштабная (или футовая) доставка товара. В технических характеристиках сварной трубы всегда указан номинальный диаметр (мм или дюймы), а номинальный диаметр отличается от фактического. В соответствии со стенкой стандартной толщины сварная труба бывает двух видов, включая обычную стальную трубу и утолщенную стальную трубу, и различается по конечной точке, стальная труба может быть разделена на трубу с резьбой и трубу без резьбы.
Нет необходимости в сварочном аппарате и проволоке, сопротивление высокочастотной сварке прямым швом, также не нужно делать по земле, не нужно красить кистью, что исключает традиционную сварку плавлением и другие сложные процессы строительства. Простое соединение трубы и трубки, прямое соединение трубы с резьбой по теории веса круглой стальной трубы и распределительная коробка, позиционирование соединения трубы после затягивания (отжима) винта с помощью специальных инструментов, а также соединительная коробка для высокочастотной контактной сварки швом с фиксатором, который может быть установлен.Изгибы трубопровода могут быть выполнены с помощью трубогиба в зависимости от конкретной ситуации.
Простое соединение трубы и трубки, прямое соединение трубы с резьбой по теории веса круглой стальной трубы и распределительная коробка, позиционирование соединения трубы после затягивания (отжима) винта с помощью специальных инструментов, а также соединительная коробка для высокочастотной контактной сварки швом с фиксатором, который может быть установлен.Изгибы трубопровода могут быть выполнены с помощью трубогиба в зависимости от конкретной ситуации.
Характеристики и применение спиральной трубы
Спиральная трубаиспользуется в промышленности, также известная как спиральная стальная труба или спирально-сварная труба, и предназначена для прокатки низкоуглеродистой конструкционной стали и полосы низколегированной стали в трубу в соответствии с определенным углом спирали, а затем сварных соединений труб. Позвольте мне познакомить вас с характеристиками и использованием спиральной трубы.
Характеристики спиральной трубки следующие:
Технология производства труб, сваренных швом, проста, отличается высокой производительностью, низкой стоимостью и быстрым развитием.Прочность спирально-сварной трубы, как правило, выше, чем у трубы, сваренной прямым швом, и для производства сварных труб большего диаметра можно использовать узкую заготовку, а также можно использовать заготовку той же ширины для производства сварных труб разного диаметра. Но по сравнению с такой же длиной трубы с прямым швом, длина сварного шва увеличилась на 30-100%, а скорость производства низкая. В результате, сварные трубы малого диаметра в основном сварены прямым швом, а сварные трубы большого диаметра по большей части имеют спиральную сварку.
Основное применение спиральной трубы:
Спиральная труба в основном используется в водном хозяйстве, нефтехимии, химической промышленности, энергетике, орошении сельскохозяйственных угодий, городском строительстве и является одним из 20 ключевых продуктов развития нашей страны.
Для транспортировки жидкостей: водоснабжение, водоотведение, оборудование для очистки сточных вод, транспортировка грязи, морской воды.
Для газа, газа, пара, сжиженного углеводородного газа.
Для конструкции: свайная труба, мост; док, дорога, труба строительной конструкции, морская свайная труба и т. Д.
Спиральная труба более подвержена коррозии, поэтому для обеспечения нормального использования спиральной трубы необходимо регулярно проводить очистку от ржавчины.
В чем разница между спирально-сварной трубой и прямошовной трубой?
Отличия трубы стальной спиральной сварной и прямошовных труб можно найти, если вы хотите использовать один из них для вашего проекта. Их используют по разным поводам и ситуации. Также доступны многие виды изделий из стальных труб. что вы должны знать, как выбирать и как поддерживать.С развитие наших технологий и общества, трубы уже наиболее подходящий материал для водопровода или канализации. Они прочные для использования и стабильно, даже если есть горячая вода или что-то текущее через.
Спиральные трубы проходят специальную обработку. У них разные преимущества и сильные стороны. Он имеет металлургический процесс для производства высококачественной продукции. пропускная способность трубопровода. Например, когда мощность портала оснащен системой водяного охлаждения для ускорения охлаждения, что позволяет использование низколегированных компонентов для достижения определенного уровня прочности и низкотемпературной ударной вязкости, тем самым улучшая свариваемость стали.В общепринятом смысле содержание сплава в рулонах часто ниже, чем сталь аналогичного качества, что также улучшает свариваемость спирали трубка.
Обычно эти два типа труб различаются по свойствам.
Процесс сварки спиральной трубы, сварки стальных труб с прямым швом
методы отличаются от предыдущего процесса. Так что вероятность
также значительно улучшилось наличие сварочных дефектов. Прямой шов
труба неизбежно будет иметь много тройниковых швов.