Как сварить профильную трубу, какими электродами
Профильная труба востребована для создания легких и прочных конструкций из металла. Это могут быть разнообразные каркасы, обрешетки и целый ряд других несущих оснований. Особенность проката заключается в его сечении: оно не круглое, как у большинства труб, а прямоугольное или квадратное. В силу этих обстоятельств сварка профильной трубы имеет свои особенности. Их обязательно нужно учитывать, чтобы получить качественный шов.
СОДЕРЖАНИЕ
- Особенности работы с профильной трубой
- Сварка профильной трубы инвертором
- Какими электродами варить профильную трубу
- Сварка труб электродуговой сваркой
- Сварка труб газосваркой
Особенности работы с профильной трубой
Профтруба производится из углеродистой или нержавеющей стали путем литья с последующей формовкой. По сути, она является особым видом металлопроката, сечение которого варьируется в широком диапазоне значений: от 10 до 500 мм. Это дает возможность выбрать оптимальную по размерам трубу для конкретной работы с учетом предполагаемой нагрузки.
Это дает возможность выбрать оптимальную по размерам трубу для конкретной работы с учетом предполагаемой нагрузки.
Трубный прокат представляет собой особую категорию металлопродукции, которая востребована в создании легких и прочных металлоконструкций по чертежу или без. Основным преимуществом материала является:
- небольшой вес, что позволяет минимизировать издержки на создание, транспортировку и монтаж конструкции;
- большой выбор размеров и сечений;
- стандартные размеры типовых изделий. Их торцевание и стыковка не вызывает особых сложностей;
- унифицированная толщина стенок;
- ровная и гладкая поверхность снаружи и внутри.
Сваривание профтрубы стало основой изготовления поликарбонатных теплиц, декоративных опор для заборов, гаражей, ворот, навесов; а также разного рода коммуникационных магистралей.
Приступая к свариванию профильных труб следует ознакомиться с особенностями работы с таким материалом.
Сварка профильной трубы инвертором
Перед началом работы необходимо принять во внимание общие сведения:
- при температурном воздействии профильные трубы деформируются намного больше, нежели круглые;
- расплавленный металл может попадать во внутренние полости заготовок. Если важно сохранить конструкцию пустотелой, то необходимо контролировать данный процесс. В противном случае расплав может просто перекрыть канал;
- выполняя работы по торцевому соединению заготовок нужно учесть, что в силу неравномерного нагрева или же по причине неправильной формовки валиков на углах конструкции может образоваться высокое напряжение.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Стенки металлопроката делаются разной толщины. И если толстые стенки не вызывают никаких проблем, то сваривание тонкостенных труб требует специальных навыков. Работая инвертором, следует учесть такие моменты:
И если толстые стенки не вызывают никаких проблем, то сваривание тонкостенных труб требует специальных навыков. Работая инвертором, следует учесть такие моменты:
- металлопрокат следует сваривать при силе тока от 10 до 60 Ампер;
- для работы с тонкостенным прокатом подбираются электроды диаметром 0,5-2 мм. Расходники большего размера не подходят;
- шов делается за один проход;
- скорость сваривания во многом влияет на качество сварного соединения;
- сварка профиля должна быть завершена еще до того момента, когда успеют остыть кромки профиля.
Электроды для сварки профильной трубы
Для получения хорошего результата при работе с профильной трубой необходимо правильно выбрать толщину расходного материала. Очень тонкий электрод – это потенциально нестабильное горение электрической дуги. Толстый же расходник легко может прожечь стенку трубы.
Подбор диаметра присадочной проволоки основывается на толщине стенок заготовок.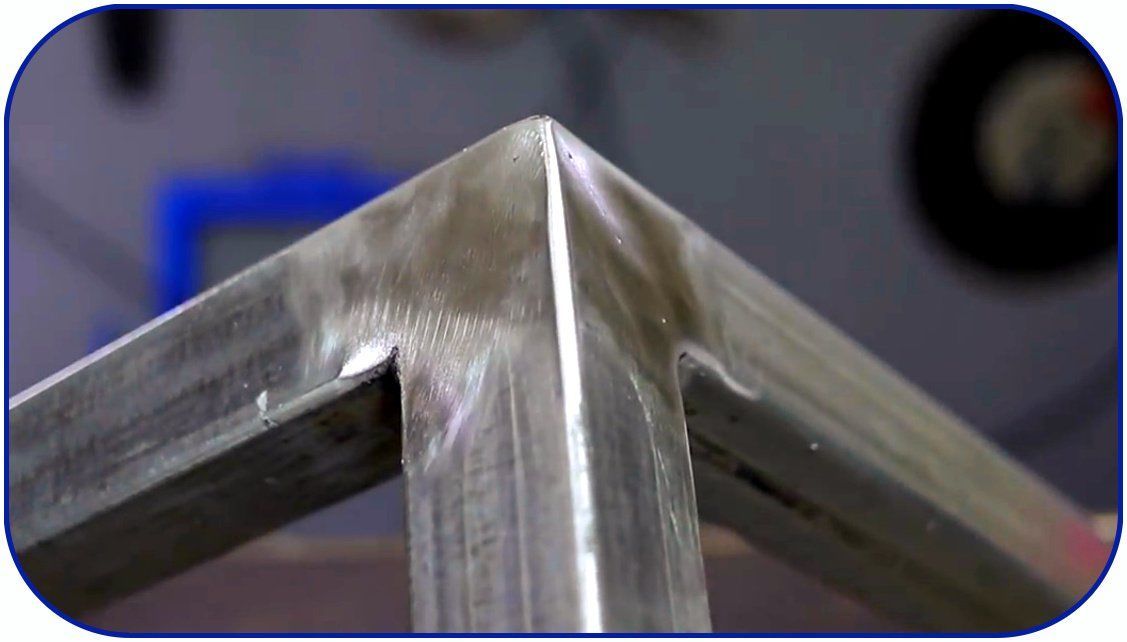 Практика показывает, что:
Практика показывает, что:
- если толщина стенок трубы до 2 мм, то оптимальными будут электроды диаметром 1,5 миллиметра;
- толщина стенок 2- мм – электрод «двоечка»;
- «четверкой» стоит запасаться для работы с профильными трубами, стенки которых имеют толщину 4-6 миллиметров.
Важно учесть, что электроду существуют двух типов: неплавящиеся и плавящиеся. Первые применяются только в сочетании со специальными присадками, выполненными из сплава латуни, олова или иных мягких металлов с фосфатами.
Читайте также: Какие бывают электроды для сварки
Сварка труб электродуговой сваркой
Для сваривания профильных труб электродуговой сваркой необходим минимальный опыт исполнения подобного рода работ. Оборудование дает возможность положить шов даже в самых труднодоступных местах, без проблем соединяет стенки любой толщины и профиль любого сечения. Нужно обратить внимание на то, что при толщине стенок свыше 4 мм требуется предварительная подготовка кромок. Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
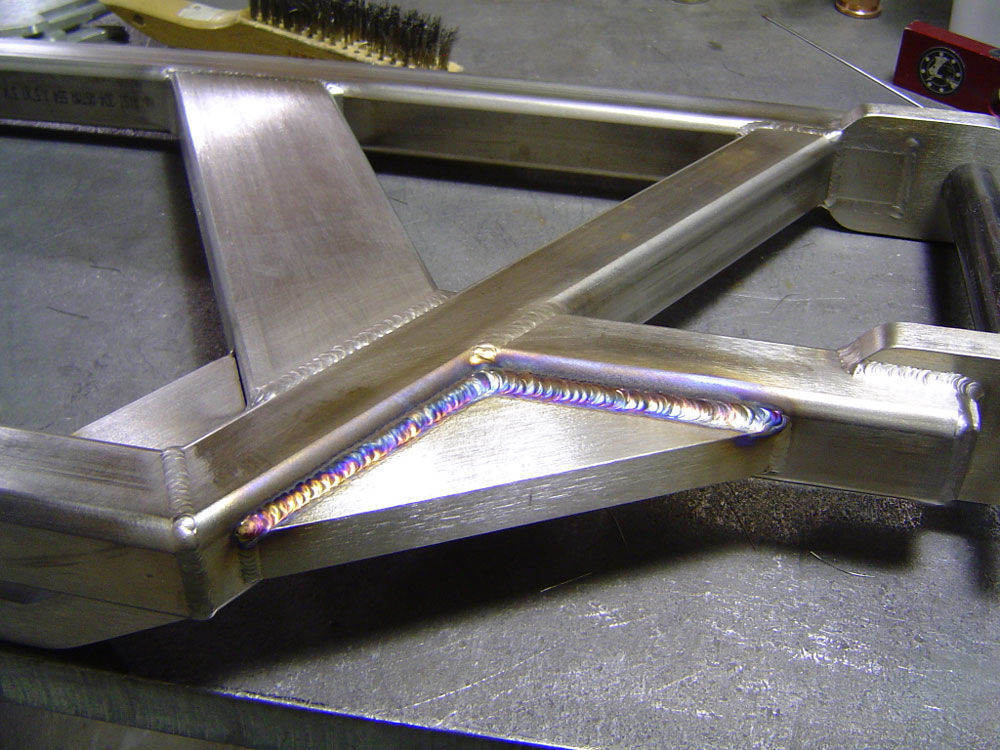
При изготовлении ферм специалисты советуют швы размещать в нижней позиции, если этому не препятствуют условия выполнения работ. Желательно готовить конструкции из металлической профтрубы в специальных просторных помещениях. Помимо большого объема такие помещения должны иметь и достаточной большой проем (ворота), через который можно вывозить готовые изделия.
Торцы соединяемых труб нужно предварительно зачистить и обезжирить. Тогда обеспечивается максимальное сцепление металла и расплава. Для подготовки кромок толщиной 4 и более миллиметра используется фаскосниматель. В таком случае можно формировать швы в несколько слоев, что дополнительно придаст ему прочности, надежности и долговечности. Более тонкий металлопрокат проваривается за один проход. Важно при этом обеспечить полную неподвижность заготовок.
В случаях, когда металл имеет толщину более 10 мм, специалисты рекомендуют выполнять работы в несколько этапов. Изначально делаются прихватки деталей в разных местах. После этого выполняются сварочные работы в полном объеме. Скорость проводки электрода напрямую зависит от того, насколько быстро плавится металл. Нельзя допускать протекания расплава внутрь металлопрофиля. Если вести электрод быстро, то стенки не успеют нормально прогреться и это ослабит соединение. Если же делать это медленно, то возможно прогорание металла.
Изначально делаются прихватки деталей в разных местах. После этого выполняются сварочные работы в полном объеме. Скорость проводки электрода напрямую зависит от того, насколько быстро плавится металл. Нельзя допускать протекания расплава внутрь металлопрофиля. Если вести электрод быстро, то стенки не успеют нормально прогреться и это ослабит соединение. Если же делать это медленно, то возможно прогорание металла.
При выборе режима дуговой сварки учитывается полярность, сила тока и напряжение, диаметр расходного материала. Сила тока выставляется в диапазоне значений 20-90А в зависимости от сечения электрода. К примеру, если предвидится использование электродов малого диаметра, то потребуется в настройках выбрать обратную полярность и постоянный ток.
На поверхности сварного соединения образуется шлак. Его нужно периодически удалять специальным молоточком. Очищенный шов сохранит свою надежность и прочность намного дольше, если очищенную от шлака поверхность обработать специальными антикоррозийными составами. Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.
Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.
Сварка труб газосваркой
Специалисты реже соединяют трубы газовой сваркой, предпочитая использовать электродуговую. Причина заключается в том, что использование газосварочного аппарата влечет удорожание работ, более опасен из-за ацетилена и требуется основательная подготовка специалиста. Тем не менее, газовые установки тоже используются в таких работах. И связано это, прежде всего, с невозможностью подключения к сети энергоснабжения.
На практике есть две методики использования газосварочного оборудования:
- Сварщик перемещает присадочный материал вслед за горелкой по направлению слева-направо. Такую технологию принято называть «правой». Достоинства метода заключаются в отличном прогревании соединяемых материалов и отличной видимости рабочей зоны.
 В результате снижается расход газа и повышается производительность мастера. Однако такой способ работы приемлем для труб с толщиной стенок от 5 и выше миллиметров.
В результате снижается расход газа и повышается производительность мастера. Однако такой способ работы приемлем для труб с толщиной стенок от 5 и выше миллиметров. - «Левый» способ характеризуется тем, что присадочный материал перемещается впереди горелки по направлению справа-налево. Он востребован при работе с тонкостенными трубами.
 В результате снижается расход газа и повышается производительность мастера. Однако такой способ работы приемлем для труб с толщиной стенок от 5 и выше миллиметров.
В результате снижается расход газа и повышается производительность мастера. Однако такой способ работы приемлем для труб с толщиной стенок от 5 и выше миллиметров.Принято различать несколько этапов сварки профильных труб с помощью газовой горелки. Изначально потребуется приобрести материалы:
- баллоны с кислородом и ацетиленом;
- присадочный материал;
- редуктор;
- горелку газовую с наконечниками;
- флюс;
- шланги подачи газа.
Нужно обратить внимание на то, что газовая установка непригодна для использования, когда требуется варить тонкостенную профильную трубу. Металл будет слишком быстро плавиться и герметичность стыка будет сомнительной.
На первом этапе нужно подготовить поверхность: обезжирить и очистить от посторонних включений.
Пламя образуется в результате горения смеси кислорода и ацетилена. На стык подается присадочный материал и перемещается впереди пламени горелки. Температуры горелки достаточно для того, чтобы расплавить и присадку, и металл заготовок. В результате расплавы соединяются, образуя сварной шов. Перемещать горелку следует справа-налево. Обратное направление применяется в том случае, когда стенки трубопроводов толстые. Проволока в этом случае подается вслед за горелкой, а не впереди ее. Очень важно для качественной сварки выбрать оптимальный по диаметру электрод.
В процессе работы необходимо контролировать геометрию конструкции. Из-за высокой температуры горелки легко допустить ошибку и нагреть одну сторону сильнее, чем другую.
Сварка профильной трубы инвертором
Оцените, пожалуйста, статью
12345
Всего оценок: 15, Средняя: 2
Как сварить профильную трубу, какими электродами
Профильная труба востребована для создания легких и прочных конструкций из металла. Это могут быть разнообразные каркасы, обрешетки и целый ряд других несущих оснований. Особенность проката заключается в его сечении: оно не круглое, как у большинства труб, а прямоугольное или квадратное. В силу этих обстоятельств сварка профильной трубы имеет свои особенности. Их обязательно нужно учитывать, чтобы получить качественный шов.
СОДЕРЖАНИЕ
- Особенности работы с профильной трубой
- Сварка профильной трубы инвертором
- Какими электродами варить профильную трубу
- Сварка труб электродуговой сваркой
- Сварка труб газосваркой
Особенности работы с профильной трубой
Профтруба производится из углеродистой или нержавеющей стали путем литья с последующей формовкой. По сути, она является особым видом металлопроката, сечение которого варьируется в широком диапазоне значений: от 10 до 500 мм. Это дает возможность выбрать оптимальную по размерам трубу для конкретной работы с учетом предполагаемой нагрузки.
Трубный прокат представляет собой особую категорию металлопродукции, которая востребована в создании легких и прочных металлоконструкций по чертежу или без. Основным преимуществом материала является:
- небольшой вес, что позволяет минимизировать издержки на создание, транспортировку и монтаж конструкции;
- большой выбор размеров и сечений;
- стандартные размеры типовых изделий. Их торцевание и стыковка не вызывает особых сложностей;
- унифицированная толщина стенок;
- ровная и гладкая поверхность снаружи и внутри.
 Их торцевание и стыковка не вызывает особых сложностей;
Их торцевание и стыковка не вызывает особых сложностей;Сваривание профтрубы стало основой изготовления поликарбонатных теплиц, декоративных опор для заборов, гаражей, ворот, навесов; а также разного рода коммуникационных магистралей.
Приступая к свариванию профильных труб следует ознакомиться с особенностями работы с таким материалом. В противном случае не стоит рассчитывать на отменный результат. А исправлять ошибки придется методом проб, что забирает время и требует дополнительных вложений.
Сварка профильной трубы инвертором
Перед началом работы необходимо принять во внимание общие сведения:
- при температурном воздействии профильные трубы деформируются намного больше, нежели круглые;
- расплавленный металл может попадать во внутренние полости заготовок. Если важно сохранить конструкцию пустотелой, то необходимо контролировать данный процесс. В противном случае расплав может просто перекрыть канал;
- выполняя работы по торцевому соединению заготовок нужно учесть, что в силу неравномерного нагрева или же по причине неправильной формовки валиков на углах конструкции может образоваться высокое напряжение.
 В противном случае расплав может просто перекрыть канал;
В противном случае расплав может просто перекрыть канал;Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Стенки металлопроката делаются разной толщины. И если толстые стенки не вызывают никаких проблем, то сваривание тонкостенных труб требует специальных навыков. Работая инвертором, следует учесть такие моменты:
- металлопрокат следует сваривать при силе тока от 10 до 60 Ампер;
- для работы с тонкостенным прокатом подбираются электроды диаметром 0,5-2 мм. Расходники большего размера не подходят;
- шов делается за один проход;
- скорость сваривания во многом влияет на качество сварного соединения;
- сварка профиля должна быть завершена еще до того момента, когда успеют остыть кромки профиля.

Электроды для сварки профильной трубы
Для получения хорошего результата при работе с профильной трубой необходимо правильно выбрать толщину расходного материала. Очень тонкий электрод – это потенциально нестабильное горение электрической дуги. Толстый же расходник легко может прожечь стенку трубы.
Подбор диаметра присадочной проволоки основывается на толщине стенок заготовок. Практика показывает, что:
- если толщина стенок трубы до 2 мм, то оптимальными будут электроды диаметром 1,5 миллиметра;
- толщина стенок 2- мм – электрод «двоечка»;
- «четверкой» стоит запасаться для работы с профильными трубами, стенки которых имеют толщину 4-6 миллиметров.
Важно учесть, что электроду существуют двух типов: неплавящиеся и плавящиеся. Первые применяются только в сочетании со специальными присадками, выполненными из сплава латуни, олова или иных мягких металлов с фосфатами.
Читайте также: Какие бывают электроды для сварки
Сварка труб электродуговой сваркой
Для сваривания профильных труб электродуговой сваркой необходим минимальный опыт исполнения подобного рода работ. Оборудование дает возможность положить шов даже в самых труднодоступных местах, без проблем соединяет стенки любой толщины и профиль любого сечения. Нужно обратить внимание на то, что при толщине стенок свыше 4 мм требуется предварительная подготовка кромок. Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
Оборудование дает возможность положить шов даже в самых труднодоступных местах, без проблем соединяет стенки любой толщины и профиль любого сечения. Нужно обратить внимание на то, что при толщине стенок свыше 4 мм требуется предварительная подготовка кромок. Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
При изготовлении ферм специалисты советуют швы размещать в нижней позиции, если этому не препятствуют условия выполнения работ. Желательно готовить конструкции из металлической профтрубы в специальных просторных помещениях. Помимо большого объема такие помещения должны иметь и достаточной большой проем (ворота), через который можно вывозить готовые изделия.
Торцы соединяемых труб нужно предварительно зачистить и обезжирить. Тогда обеспечивается максимальное сцепление металла и расплава. Для подготовки кромок толщиной 4 и более миллиметра используется фаскосниматель. В таком случае можно формировать швы в несколько слоев, что дополнительно придаст ему прочности, надежности и долговечности. Более тонкий металлопрокат проваривается за один проход. Важно при этом обеспечить полную неподвижность заготовок.
Более тонкий металлопрокат проваривается за один проход. Важно при этом обеспечить полную неподвижность заготовок.
В случаях, когда металл имеет толщину более 10 мм, специалисты рекомендуют выполнять работы в несколько этапов. Изначально делаются прихватки деталей в разных местах. После этого выполняются сварочные работы в полном объеме. Скорость проводки электрода напрямую зависит от того, насколько быстро плавится металл. Нельзя допускать протекания расплава внутрь металлопрофиля. Если вести электрод быстро, то стенки не успеют нормально прогреться и это ослабит соединение. Если же делать это медленно, то возможно прогорание металла.
При выборе режима дуговой сварки учитывается полярность, сила тока и напряжение, диаметр расходного материала. Сила тока выставляется в диапазоне значений 20-90А в зависимости от сечения электрода. К примеру, если предвидится использование электродов малого диаметра, то потребуется в настройках выбрать обратную полярность и постоянный ток.
На поверхности сварного соединения образуется шлак. Его нужно периодически удалять специальным молоточком. Очищенный шов сохранит свою надежность и прочность намного дольше, если очищенную от шлака поверхность обработать специальными антикоррозийными составами. Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.
Его нужно периодически удалять специальным молоточком. Очищенный шов сохранит свою надежность и прочность намного дольше, если очищенную от шлака поверхность обработать специальными антикоррозийными составами. Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.
Сварка труб газосваркой
Специалисты реже соединяют трубы газовой сваркой, предпочитая использовать электродуговую. Причина заключается в том, что использование газосварочного аппарата влечет удорожание работ, более опасен из-за ацетилена и требуется основательная подготовка специалиста. Тем не менее, газовые установки тоже используются в таких работах. И связано это, прежде всего, с невозможностью подключения к сети энергоснабжения.
На практике есть две методики использования газосварочного оборудования:
- Сварщик перемещает присадочный материал вслед за горелкой по направлению слева-направо. Такую технологию принято называть «правой». Достоинства метода заключаются в отличном прогревании соединяемых материалов и отличной видимости рабочей зоны. В результате снижается расход газа и повышается производительность мастера. Однако такой способ работы приемлем для труб с толщиной стенок от 5 и выше миллиметров.
- «Левый» способ характеризуется тем, что присадочный материал перемещается впереди горелки по направлению справа-налево. Он востребован при работе с тонкостенными трубами.
 Такую технологию принято называть «правой». Достоинства метода заключаются в отличном прогревании соединяемых материалов и отличной видимости рабочей зоны. В результате снижается расход газа и повышается производительность мастера. Однако такой способ работы приемлем для труб с толщиной стенок от 5 и выше миллиметров.
Такую технологию принято называть «правой». Достоинства метода заключаются в отличном прогревании соединяемых материалов и отличной видимости рабочей зоны. В результате снижается расход газа и повышается производительность мастера. Однако такой способ работы приемлем для труб с толщиной стенок от 5 и выше миллиметров.Принято различать несколько этапов сварки профильных труб с помощью газовой горелки. Изначально потребуется приобрести материалы:
- баллоны с кислородом и ацетиленом;
- присадочный материал;
- редуктор;
- горелку газовую с наконечниками;
- флюс;
- шланги подачи газа.
Нужно обратить внимание на то, что газовая установка непригодна для использования, когда требуется варить тонкостенную профильную трубу. Металл будет слишком быстро плавиться и герметичность стыка будет сомнительной.
Металл будет слишком быстро плавиться и герметичность стыка будет сомнительной.
На первом этапе нужно подготовить поверхность: обезжирить и очистить от посторонних включений. Заготовки прочно фиксируются на рабочем столе. Края обрабатываются пастообразным флюсом, который предотвращает окисление металла в процессе сварки. Опытные сварщики рекомендуют делать скосы на кромках труб под углом 30 градусов. Это позволит сделать несколько сварных швов высокого качества.
Пламя образуется в результате горения смеси кислорода и ацетилена. На стык подается присадочный материал и перемещается впереди пламени горелки. Температуры горелки достаточно для того, чтобы расплавить и присадку, и металл заготовок. В результате расплавы соединяются, образуя сварной шов. Перемещать горелку следует справа-налево. Обратное направление применяется в том случае, когда стенки трубопроводов толстые. Проволока в этом случае подается вслед за горелкой, а не впереди ее. Очень важно для качественной сварки выбрать оптимальный по диаметру электрод.
В процессе работы необходимо контролировать геометрию конструкции. Из-за высокой температуры горелки легко допустить ошибку и нагреть одну сторону сильнее, чем другую. Это может нарушить симметричность расположения заготовок. Поэтому нужно внимательно следить за этим и при необходимости исправлять ситуацию.
Сварка профильной трубы инвертором
Оцените, пожалуйста, статью
12345
Всего оценок: 15, Средняя: 2
Сварка профильных труб со стенкой 2 мм — Ручная дуговая сварка — ММA
#1 Простор77
Отправлено 11 October 2015 11:44
Друзья, всем привет! Только учусь варить, возник вопрос, нужно ли оставлять зазор при сварке труб профильных (2 мм)?? Буду варить под углом 90 град и встык. Посмотрел ГОСТы, там вроде в таблицах написано 1-1,5 мм зазор. Планирую варить инвертером или проволокой на полуавтомате.
Посмотрел ГОСТы, там вроде в таблицах написано 1-1,5 мм зазор. Планирую варить инвертером или проволокой на полуавтомате.
- Наверх
- Вставить ник
#2 Сусанин
Отправлено 11 October 2015 12:28
Настоятельно советую прочитать темы : «записки начинающего сварщика часть первая» , во второй межно задать вопросы, если они еще остануться.
Горе от ума. Меньше знаешь — легче работается.
- Наверх
- Вставить ник
#3 Алексей Трунов
Отправлено 11 October 2015 13:50
Доброго здоровья! Сварка 2х мм профиля это не толстостенная труба с корневым швом на «просвет» , где нужен зазор для полноценного провара и формирования обратного валика.
Когда ты варишь тонкий металл практически всегда находишься на грани «прожига», все зависит от скорости движения электрода, его угла наклона и самое главное диаметра электрода и установленного сварочного тока.
Т.к. у меня пока нет ПА, весь профиль варю электродами 1,6- 2 мм, в основном «Plazmatec». 3х мм электродами даже не заморачивайся, времени больше потратишь.
Конечно, если есть ПА тогда все проще )
- Наверх
- Вставить ник
#4 Сусанин
Отправлено 11 October 2015 19:39
Доброго здоровья! Сварка 2х мм профиля это не толстостенная труба
3х мм электродами даже не заморачивайся, времени больше потратишь.
Конечно, если есть ПА тогда все проще )
ну на счет 3мм это зря, у них наплавляемого металла больше
Горе от ума. Меньше знаешь — легче работается.
Меньше знаешь — легче работается.
- Наверх
- Вставить ник
#5 Простор77
Отправлено 11 October 2015 23:21
Спасибо, «Записки» почитал, да, много хорошей информации. Я думаю все равно такая темка будет многим интересна, так как проф трубу я думаю многие хотят научится варить. Ну и за подробный ответ Алексею спасибо.
- Наверх
- Вставить ник
#6 Простор77
Отправлено 11 October 2015 23:23
Еще вопросик знатокам: хочу научиться делать красивые лицевые швы на проф трубе. Если будет полуавтомат они будут идеальные только с газом или с порошковой проволокой также красиво получается?
- Наверх
- Вставить ник
#7 АВН
Отправлено 11 October 2015 23:35
Смотря с какой порошковой. Вообще-то зависит не от способа сварки, а от умения и уже потом от св. материалов.
Вообще-то зависит не от способа сварки, а от умения и уже потом от св. материалов.
- Наверх
- Вставить ник
#8 Алексей Трунов
Отправлено 12 October 2015 11:56
ну на счет 3мм это зря, у них наплавляемого металла больше
Это верно. Но мы учитываем, что совет спрашивает начинающий сварщик. И еще момент — если изделие, скажем так, должно быть «образцовым», то сварные швы необходимо обработать «болгарином». А от «троечки» и шов будет толще .
- Наверх
- Вставить ник
#9 Алексей Трунов
Отправлено 12 October 2015 12:24
Еще вопросик знатокам: хочу научиться делать красивые лицевые швы на проф трубе.
 Если будет полуавтомат они будут идеальные только с газом или с порошковой проволокой также красиво получается?
Если будет полуавтомат они будут идеальные только с газом или с порошковой проволокой также красиво получается?Конечно, наиболее идеальные сварные швы на профильной трубе, не берем во внимание АДС, получаться на П/А.
Порошковой проволокой сам не варил, но известно, что сварка полуавтоматом с обычной проволокой в смеси «Ar+Co2» дает внешне очень красивые швы.
Для исключения «лишнего» металла на стенках профтрубы нужна, конечно, сварочная маска типа «хамелеон», чтобы точно видеть начальное положение горелки и места сварки.
Ну конечно, важно чтобы не тряслась рука )) во время сварки,что о-о-очень повлияет на внешний вид шва. А для этого необходимо применять различные способы фиксации руки, которая держит горелку : кистевая — придерживаешь рабочую руку другой рукой, локтевая — локоть рабочей руки опираешь на стол или колено, если варишь в полуприседе, и плечевая фиксация — когда плечом рабочей руки упираешься в какую-либо поверхность рядом с местом сварки, если конечно она есть рядом )
Дерзай! Все получиться! И помни, что все мы проходили и через «сопли», и корявые швы. Любые неудачи только двигают к успеху, главное не сдаваться!
- Наверх
- Вставить ник
#10 Симфер
Отправлено 12 October 2015 16:55
И еще момент — если изделие, скажем так, должно быть «образцовым», то сварные швы необходимо обработать «болгарином». А от «троечки» и шов будет толще
для того чтобы изделие было «образцовым» вполне достаточно положить естетичный шов и не надо будет никакого болгарина, 3-ка электрод нормально справляется с задачей
- Наверх
- Вставить ник
#11 marat
Отправлено 12 October 2015 18:23
Доброго здоровья! Сварка 2х мм профиля это не толстостенная труба с корневым швом на «просвет» , где нужен зазор для полноценного провара и формирования обратного валика.
то сварные швы необходимо обработать «болгарином»
без зазора да болгарином обработать, остается только «канкретна на проволку привизать»
- Наверх
- Вставить ник
#12 Алексей Трунов
Отправлено 13 October 2015 13:42
для того чтобы изделие было «образцовым» вполне достаточно положить естетичный шов и не надо будет никакого болгарина, 3-ка электрод нормально справляется с задачей
Конечно достаточно))) тонкий профиль + электрод 3мм + начинающий сварщик = «эстетика» ?!!!?
Каждый свое за «эстетику» принимает. ..
Сообщение отредактировал Алексей Трунов: 13 October 2015 13:42
- Наверх
- Вставить ник
#13 Алексей Трунов
Отправлено 13 October 2015 13:44
без зазора да болгарином обработать, остается только «канкретна на проволку привизать»
Это точно ! ))) Чем собственно, говоря, периодически уже 15 лет и занимаюсь ))
- Наверх
- Вставить ник
#14 Алексей Трунов
Отправлено 13 October 2015 13:55
Да, конечно, правильней уточнить какое сечение профиля сваривается.
От 40х20мм и выше, соответственно, можно и даже лучше варить 3мм эл-ми, для той же производительности.
Если же брать сечение меньше, 15, 20, 25 мм, я лично предпочитаю варить 2 мм эл-ми.
- Наверх
- Вставить ник
#15 Симфер
Отправлено 13 October 2015 17:17
начинающий сварщик = «эстетика» ?!!!?
оффтоп, я пожалуй перепишу формулу, тонкий профиль+электрод+сварщик+болгарин=вау, получилось. целая тема тут лепне посвящена, быстро найти (тему) не смог, может форумчане подсобят ссылкой
Сообщение отредактировал Симфер: 13 October 2015 17:19
- Наверх
- Вставить ник
#16 Сусанин
Отправлено 13 October 2015 17:54
целая тема тут лепне посвящена,
Недавно у нас на работе бригада умельцев строила навес! 6 недель! поставили столбы из профтрубы 100х100, одну сторону докрепляли к стене арматурным прутом, а другая через деревянную обвязку крыши, на земле, закладные и бетон. .. вобщем ладно, справились, и две недели…две недели карл!.. они делали навесик — козырек для места для курения и ворота.
.. вобщем ладно, справились, и две недели…две недели карл!.. они делали навесик — козырек для места для курения и ворота.
Сварщик у них где то есть мифический, он приезжал в выходные варил створки для ворот, другие два умельца, с навыками сварки варили профтрубу 4кой, срали -чистили срали-чистили….. что то получалось — красили,
аппарат фоксвелд 152 мастер, провод питания как погрызли крысы, перемотан весь, чуть не пластырем) держак и прищепка массы разъ….долбаны, провода нарощены метров по 20, но они их не раскидывали, так клубком и варили, удлиннитель бытовой, пвс 2х1.5 метров 15, места сварки не зачищали перед первой сваркой, потом они счищают краску и серашки, вобщем ржака ржачная, даже наш грузчик сказал что они просто ….евертят и он может лучше
Горе от ума. Меньше знаешь — легче работается.
- Наверх
- Вставить ник
#17 Рудольф Шнапс
Отправлено 13 October 2015 21:33
Как раз этим недавно занимался. Электрод 2,5 мм ОК-46 или ОЗС-12 и варите с отрывом дуги, не давая электроду прилипать, и не перегревайте основной металл. В нижнем положении проблем возникнуть не должно, а если варить вертикальный шов, то я делаю двумя способами.
Электрод 2,5 мм ОК-46 или ОЗС-12 и варите с отрывом дуги, не давая электроду прилипать, и не перегревайте основной металл. В нижнем положении проблем возникнуть не должно, а если варить вертикальный шов, то я делаю двумя способами.
1. Зажигаю дугу на левой половинке и полумесяцем веду. На правой стороне прерываю. Следующий поджиг в таком месте, чтоб чешуйки перекрывались.
2. Варю коечками. Поджиг на стыкекромок. Колечко сделал и прервал дугу. Второе начинаешь чуть выше.
Прикрепленные изображения
- Наверх
- Вставить ник
#18 svarnoi69
Отправлено 13 October 2015 22:18
целая тема тут лепне посвящена,
Дилетанты среди нас и внутри нас
- Наверх
- Вставить ник
#19 prometey
Отправлено 13 October 2015 23:24
Думал умею варить пока не пришлось варить профильную трубу тройкой. Пережег ее прилично.Потом купил двойку и на малых токах пробую с отрывом.Ток 60-70 ампер в нижнем положении.
Пережег ее прилично.Потом купил двойку и на малых токах пробую с отрывом.Ток 60-70 ампер в нижнем положении.
Есть вопрос к спецам по светофильтрам.Купил с-3 с-4.А стоит у меня вроде как с-5.Так вот сварочную ванну вижу отчетливо в с-5 на токах 90-120 ампер.Когда варю двойкой не вижу ванну никак- только факел электрода.Поставить с-4?
- Наверх
- Вставить ник
#20 Klez
Отправлено 14 October 2015 00:41
Поставить с-4?
С-3.
На С-4 при 30-45А,вы ничего толком не увидите.
- Наверх
- Вставить ник
Архивы инверторных сварочных аппаратов | Страница 3 из 3
Перейти к содержимому
Фильтровать по технологической зоне:
Показать всеБизнес-услуги— Финансирование оборудования, лизинг и аренда— Страхование— Юридические— Разные консультации, научные и технические— Интернет-рынкиОхрана окружающей среды и безопасность— Регулируемые защитные ограждения— Сигнализация — Защита тела — Системы фильтрации пыли — Защита глаз и лица — Фиксированные ограждения — Защита ступней и ног — Защита рук и рук — Защита головы — Защита органов слуха — Защитные ограждения с блокировкой — Средства управления машиной — Защита машины — Коврики, датчики и другая автоматика — Передвижные барьеры и ворота — Датчики присутствия — Откатные устройства/ограничители — Соответствие нормативным требованиям — Защитные коврики — Средства безопасности при отключении — Саморегулирующиеся ограждения — Двуручное управление Обработка — Автоматизация/робототехника — Программное обеспечение CAD/CAM — Криогенная обработка — Сверлильные станки — Зуборезные станки — Шлифование Станки— Хонинговальные станки— Горизонтальные обрабатывающие центры— Гибридные станки— Лазерная резка— Токарные станки— Управление станком— Маркировочные станки— Системы микрочистовой обработки — Фрезерные станки — Многозадачные станки — Электроэрозионные станки — Поворотные столы — Программное обеспечение — Токарные центры — Вертикальные обрабатывающие центры — Станки для электроэрозионной обработки Техническое обслуживание — Подшипники — Здания и сооружения — Сжатый воздух — Компьютеризированные системы управления техническим обслуживанием — Аккумуляторные аккумуляторные системы — Фильтры — Ручные Инструменты— Качество воздуха в помещении— Промышленная уборка/удаление отходов— Смазочные материалы, охлаждающие жидкости, жидкости для металлообработки— Средства управления оборудованием— Ремонт и восстановление станков— Крышные системы— Программное обеспечение— Ремонт шпинделя и восстановлениеОбработка материалов— Оборудование под крюком— Конвейеры— Краны— Напольные тележки и тележки — Вилочные погрузчики — Подъемники общего назначения — Ручные погрузчики — Подъемники — Другое погрузочно-разгрузочное оборудование — Стеллажи и складское оборудование — Робототехника / Автоматизация — Вакуумные подъемники Измерительные машины— Циферблатные индикаторы— Кодировщики— Годные/непроходные датчики— Поточный мониторинг процесса— Лазерные сканеры— Анализ металлов rs— Неразрушающий контроль— Оптическое измерительное оборудование— Другие датчики и контрольно-измерительное оборудование— Программное обеспечение— Шероховатость/обработка поверхности— Устройства предварительной настройки инструментов— Сенсорные датчикиФормование и изготовление металлов— Системы аддитивного производства— Угловые линии— Угловые ролики— Автоматизация/робототехника— CAD/CAM Программное обеспечение — Оборудование для обработки рулонов — Станки для холодной штамповки — Линии поперечной резки — Машины для удаления заусенцев — Экструзии — Системы отделки — Ковка — Термическая обработка — Дыроколы — Гидроформовка — Станки для резки металла — Системы лазерной резки — Управление станком — Очистка металлических деталей — Кислородная резка Системы — Оборудование для маркировки деталей — Системы плазменной резки — Полировальные станки — Листогибочные прессы, Панелегибочные станки — Штамповочные прессы — Профилегибочные станки — Распиловочные системы — Ножницы — Программное обеспечение — Штамповочные прессы — Изготовление труб и труб — Револьверные прессы — Гидроабразивные инструменты и приспособления — Абразивы, ремни , Щетки, Шлифовальные круги— Клеи— Угловые головки— Патроны— Зажимы— Цанги— Режущие инструменты— Сверлильные инструменты— Инструмент на конце манипулятора— Крепежные системы— Формы— Позиционеры— Пуансон Формы и штампы— Поворотные столы— Пильные полотна— Программное обеспечение— Системы шпинделей— Люнеты— Инструменты для нарезания резьбы— Держатели инструментов и адаптеры— Тиски и губки тисковСварка— Автоматизация/робототехника— Пайка— Наплавка— Электронно-лучевые сварочные аппараты— Сварочные аппараты с приводом от двигателя— Присадочные металлы/электроды — Системы сварки трением— Системы отвода дыма— Газы и газовые принадлежности— Сварочные инверторы— Лазерные сварочные аппараты— Сварочные аппараты MIG— Плазменные резаки— Источники питания— Сварочные аппараты сопротивлением— Сварочные аппараты— Дуговая сварка под флюсом— Сварочные аппараты TIG— Сварочные перчатки— Сварочные пистолеты/горелки— Сварочные маски — Механизмы подачи проволоки
Все инверторные сварочные аппараты (стр. 3)
3)
Сварка
Компания CRC-Evans представила новую сварочную систему M-400, которая снижает общий вес на 25 процентов.
Сварка
Усовершенствованный модуль Power Wave® от Lincoln Electric выполняет дуговую сварку в среде защитного газа, сварку MIG, импульсную сварку MIG, TIG и поверхностное натяжение Transfer®, что позволяет заваривать открытые корневые зазоры с помощью высокочастотной инверторной технологии.
Сварка
Новый сварочный аппарат ESAB использует инверторную технологию, которая обеспечивает значительно более высокую энергоэффективность и превосходную функциональность в корпусе, который легче и меньше, чем старые машины с технологией SCR, и имеет конкурентоспособную цену по сравнению с другими инверторами переменного/постоянного тока.
Сварка
Miller Electric демонстрирует свою систему PipeWorx FieldPro™ для сварки труб электродной дугой, TIG, MIG и сварки труб с порошковой проволокой на месте в нефтеперерабатывающей, нефтехимической, энергетической и HVAC отраслях, а также новый вариант каски для респиратора Miller Powered Air Purifying Respiratory (PAPR) сочетается со сварочными масками Titanium Series™ с автоматическим затемнением.
Сварка
Посмотрите, как этот производитель из Висконсина использует портативный универсальный многофункциональный источник питания Multimatic 200 от Miller Electric, чтобы добиться универсальности и повысить производительность сварки на 25–30 % при выполнении ремонтных и производственных работ на месте.
Источник питания на основе инвертора электронно увеличивает и регулирует частоту первичного источника питания перед тем, как он поступит в трансформатор, используя электронные переключатели для чрезвычайно быстрого включения и выключения питания и преобразования источника питания в более низкую полезную…
Сварка
На выставке Big Show были представлены последние достижения в области дуговой, газовой, контактной и лазерной сварки для соединения различных материалов, включая листовой металл, трубы, ювелирные изделия, пластмассы и другие экзотические материалы. Теперь наш Show-in-Site предлагает вам еще несколько таких сварочных систем и сопутствующего оборудования!
Сварка
FABTECH 2011 продемонстрировал последние достижения в области дуговой, газовой, контактной и лазерной сварки для соединения различных материалов, включая листовой металл, трубы, ювелирные изделия, пластмассы и другие экзотические материалы. Теперь наш Show-in-Site предлагает вам некоторые из этих сварочных систем и сопутствующее оборудование!
Теперь наш Show-in-Site предлагает вам некоторые из этих сварочных систем и сопутствующее оборудование!
Calendar & Events
AMCON
5 — 6 — 6, 2022
Солт -Лейк -Сити, Юта
SEMA
1 — 4, 2022
Las Vegas, Nevada
Fabtech
2022
Атланта, Джорджия
Изменение границ – производительность сварки
GMAW претерпела множество изменений с тех пор, как около 30 лет назад были представлены первые инверторы. Сегодняшние инновационные инверторы меньше, модульны и более интуитивно понятны, чем когда-либо.
Эта передовая технология все чаще включается в ассортимент оборудования как в цехах, так и на производственных предприятиях, и пример можно найти в Fronius TPS/i. Новейший инвертор Fronius использует высокоскоростную связь для создания интеллектуальной дуги, которая быстрее реагирует на переменные в приложении.
Как ручная, так и роботизированная сварочные системы просты в использовании, что является преимуществом для работодателей, у которых есть сварщики с разным уровнем квалификации. Начиная с модели 320i и заканчивая 600i, эти инверторы способны улучшить работу сварщика.
Инверторы Fronius TPS/i создают интеллектуальную дугу, которая быстро реагирует на переменные. Интуитивная дугаTPS/i позволяет всем сварщикам добиться высокого качества сварки. Опытные сварщики оценят высокую производительность дуги. С помощью одной кнопки сварщики могут изменять параметры и использовать свои индивидуальные настройки дуги для каждого соединения.
Начинающие сварщики найдут сходство с приложением для смартфона простым в освоении и понимании. Хотя такие вопросы, как положение резака и расстояние от контактного наконечника до изделия, по-прежнему важны, они менее важны, поскольку TPS/i использует информацию о дуге и электрической обратной связи в реальном времени для компенсации любых отклонений. Это означает, что как опытные, так и начинающие сварщики могут добиться наилучшего сварного шва без особых усилий.
Это означает, что как опытные, так и начинающие сварщики могут добиться наилучшего сварного шва без особых усилий.
В дополнение к удобному интерфейсу, TPS/i демонстрирует множество преимуществ в роботизированных приложениях. В отличие от опытного сварщика, робот не может отрегулировать промежуточный шов, чтобы исправить проблему, что делает интуитивно понятную дугу еще более полезной. Более высокие скорости перемещения достигаются легче без потери качества сварки.
Хотя доступ к деталям и их установка являются типичными проблемами при роботизированной сварке, расширенная обратная связь и адаптация дуги TPS/i уменьшают влияние этих проблем. TPS/i может взаимодействовать со всеми основными производителями роботов и использовать большинство протоколов, сводя к минимуму потребность в специализированных интеграциях.
Интерфейс сенсорного экрана читается под любым углом и может использоваться в перчатках. Будь то ручная или роботизированная система сварки, интуитивно понятная, стабильная дуга и общая производительность сварки являются самыми большими преимуществами TPS/i. Среди всех компонентов, которые делают возможной эту технологию сварки, высокоскоростная связь обеспечивает качество сварных швов. Точно так же, как самый современный компьютер в мире страдает от медленной скорости Интернета, сварочный инвертор требует своевременной обратной связи для адаптации дуги.
Среди всех компонентов, которые делают возможной эту технологию сварки, высокоскоростная связь обеспечивает качество сварных швов. Точно так же, как самый современный компьютер в мире страдает от медленной скорости Интернета, сварочный инвертор требует своевременной обратной связи для адаптации дуги.
Этот постоянный поток информации позволяет выполнять адаптацию дуги в фоновом режиме без участия пользователя. TPS/i интуитивно реагирует на изменение дуги при таких проблемах, как плохая подгонка деталей, угол наклона резака и даже неустойчивая рука. Используя информацию в режиме реального времени для прогнозирования цикла сварки и регулировки параметров сварки для создания наилучшей возможной дуги, корректировки происходят постоянно в процессе сварки. При этом сварщики могут выполнять сварные швы стабильного качества с меньшим количеством переделок, что повышает их общую производительность.
Расширенные режимы Улучшения качества сварки и применения становятся еще более заметными, когда в сценарий вводятся расширенные режимы процесса. В TPS/i двумя такими расширенными режимами являются LSC (управление низким разбрызгиванием) и PMC (импульсное мультиуправление).
В TPS/i двумя такими расширенными режимами являются LSC (управление низким разбрызгиванием) и PMC (импульсное мультиуправление).
В LSC компания Fronius взяла обычную форму волны короткого замыкания и модифицировала ее. Этот процесс изменяет электрический ток в несколько ключевых моментов внутри сварного шва для достижения низкого тепловложения и уменьшения разбрызгивания. Ток снижается до минимума, когда проволока соприкасается со сварочной ванной, чтобы исключить резкий отрыв, вызывающий разбрызгивание. Затем ток увеличивается, чтобы зажать каплю проволоки.
После этого происходит второе снижение тока для переноса капли в сварочную ванну. Такое снижение тока обеспечивает низкую теплопередачу к основному металлу, что хорошо для более тонких металлов, склонных к деформации из-за теплопередачи. В роботизированной сварке этот процесс отлично подходит для таких применений, как сварка каркасов автомобильных сидений. В этих рамах используются более тонкие высокопрочные стали, которые легко деформируются при избыточном нагреве.
Другим элементом процесса LSC является то, что компания Fronius назвала LSC Root, разработанная специально для корневого шва. Ключевые элементы LSC все еще применяются, но высокий пик тока увеличивается, чтобы протолкнуть сварочную ванну в соединение, обеспечивая превосходное проплавление корня. Это можно дополнительно настроить с помощью настроек динамической коррекции Fronius, которые позволяют пользователю определять давление дуги при высоком пиковом токе. Эти настройки позволяют LSC Root работать с большим диапазоном расстояний зазоров и металлических профилей.
Благодаря импульсной технологии PMC сварщики могут достигать более высоких скоростей перемещения и превосходной стабильности по сравнению со стандартной импульсной сваркой. Через систему связи Fronius SpeedNet дуга отслеживается достаточно быстро, чтобы TPS/i мог вносить коррективы, что приводит к меньшему количеству дефектов сварки даже при высоких скоростях перемещения.
Еще одной особенностью процесса PMC является стабилизатор пенетрации. Эта новая технология стабилизирует глубину проплавления сварного шва, сохраняя одинаковую силу тока при изменении вылета. Надлежащее проникновение обеспечивается даже при несоответствии деталей или более длинных выступах. Расширенные процессы, такие как LSC и PMC, можно добавить в базовую систему TPS/i при покупке или посредством простого обновления программного обеспечения.
Мы думаем о пользователяхПри разработке TPS/i компания Fronius уделяла особое внимание удобству работы пользователей. Наиболее заметным примером этого является интерфейс с сенсорным экраном. Компания Fronius позаботилась не только о пользователях, но и о типах условий, в которых происходит сварка.
Прочный дисплей, легко читаемый под любым углом, его можно использовать, не снимая сварочных перчаток. Настройка интуитивно понятна, что снижает нагрузку на сварщика. Это также упрощает обучение новых сотрудников.
Поскольку весь текст прописан, необходимость запоминать аббревиатуры отпадает. Кроме того, большинство основных языков поддерживаются как часть базовой системы. Даже при использовании расширенных режимов процесса элементы управления не требуют пояснений и просты в использовании.
Еще одним преимуществом, встроенным в TPS/i, является возможность настраивать и сохранять параметры задания. Эта функция позволяет нескольким пользователям сохранять свои настройки сварки и получать к ним доступ всего несколькими нажатиями на экран или поворотом встроенной поворотной ручки. Это приносит пользу и ускоряет смену смен, позволяя сварщикам быстрее возобновить сварку.
Элементы управления горелки с ручным управлением расположены непосредственно на горелке, что дает пользователю возможность изменять режимы и настройки для более быстрой и естественной сварки. Дополнительный свет позволяет пользователю контролировать свою работу, не опуская горелку.
В целом, систему можно расширять и модернизировать без использования специальных инструментов или технического обслуживания. Тем не менее, Fronius гарантирует поддержку клиентов командой инженеров по сварке и специалистов по обслуживанию. Вопросы о процессах сварки, техническом обслуживании и ремонте можно задать по телефону или по электронной почте. Если необходима поддержка на месте, это также можно организовать через отдел поддержки. Перед покупкой клиенты также могут запросить испытание сварки, чтобы увидеть, как новая система потенциально может улучшить их сварочное приложение.
Тем не менее, Fronius гарантирует поддержку клиентов командой инженеров по сварке и специалистов по обслуживанию. Вопросы о процессах сварки, техническом обслуживании и ремонте можно задать по телефону или по электронной почте. Если необходима поддержка на месте, это также можно организовать через отдел поддержки. Перед покупкой клиенты также могут запросить испытание сварки, чтобы увидеть, как новая система потенциально может улучшить их сварочное приложение.
С лозунгом «Сдвиг границ» компания Fronius не собирается почивать на лаврах. Технологии постоянно развиваются, и компания планирует оставаться в авангарде роботизированной и ручной сварки с помощью TPS/i и будущих обновлений системы.
Fronius USA LLC
Аппараты для сварки труб I Решение для сварки нержавеющей стали
- Домашний
- Товары
- Велдак
Компания EFD Induction предлагает наиболее полный спектр решений для трубной промышленности. Weldac — это проверенное решение для сварки нержавеющей стали, алюминия, низкоуглеродистой и высокопрочной стали и, возможно, лучший в мире аппарат для индукционной сварки.
Weldac — это проверенное решение для сварки нержавеющей стали, алюминия, низкоуглеродистой и высокопрочной стали и, возможно, лучший в мире аппарат для индукционной сварки.
Высокопроизводительные полупроводниковые индукционные сварочные аппараты
- Повышенная производительность: Непрерывное электронное согласование нагрузки обеспечивает полную выходную мощность при широком диапазоне размеров труб.
- Больше времени безотказной работы: Защита от короткого замыкания, безопасная и надежная работа.
- Непревзойденная эффективность: Диодный выпрямитель с постоянным коэффициентом мощности 0,95 на всех уровнях мощности и коэффициентом полезного действия 85-87%.
- Экологичный и энергоэффективный : Высокая эффективность позволяет экономить энергию и снижает потребление охлаждающей воды.
- Простота в эксплуатации: Простая в использовании панель управления с минимумом ручных настроек делает Weldac чрезвычайно простым в эксплуатации.

- Широкий диапазон мощностей: От 50 кВт до 2200 кВт. Диапазон частот 60-500 кГц.
- Современная модульная конструкция: Небольшая и компактная занимаемая площадь экономит ценную площадь и упрощает интеграцию в линию. До 1100 кВт доступно в решении с одним шкафом.
- Полная система: Состоит из диодного выпрямителя, инверторных модулей, выходной секции, сборной шины и системы управления оператором.
- Непревзойденная гарантия: Пятилетняя гарантия на инверторные модули Weldac и карты драйверов.
- Полный ассортимент расходных материалов: Катушки, ферриты, импедеры и оборудование для зачистки труб.
Узнайте больше об индукционной сварке
Маленькая революция. Представляем новый компакт Weldac
Представляем новый компакт Weldac
Новый Compact Weldac от EFD Induction — это не только самый компактный полупроводниковый сварочный аппарат на рынке, но и самый интеллектуальный, эффективный и экологичный.
Скачать
Weldac — Высокопроизводительные аппараты для сварки полупроводниковых материалов
Weldac — это семейство высокопроизводительных полупроводниковых аппаратов для сварки труб и труб EFD Induction. Семейство Weldac охватывает широкий диапазон мощностей; от 50 кВт до 2200 кВт. и диапазон частот 60-500 кГц.
Скачать брошюры
Индукционная сварка Видео
 youtube.com/embed/sm7qUSAZ-4M?enablejsapi=1&rel=0″ allow=»encrypted-media»>
youtube.com/embed/sm7qUSAZ-4M?enablejsapi=1&rel=0″ allow=»encrypted-media»> Маленькая революция. Представляем новый Compact Weldac
Иногда большие вещи поставляются в маленьких упаковках или, как в случае с новым Compact Weldac, в маленьком шкафчике. Этот высокопроизводительный полупроводниковый сварочный аппарат высотой менее 1300 миллиметров занимает минимум места при высокой мощности.
Индукционная сварка
Индукционная сварка применяется в трубной промышленности для продольной сварки нержавеющих сталей (магнитных и немагнитных), алюминия, низкоуглеродистых и высокопрочных низколегированных (HSLA) сталей и многие другие проводящие материалы.
Галерея индукционной сварки
Этот новый Compact Weldac имеет размеры менее 1300 мм в высоту, 1500 мм в длину и 500 мм в ширину.
Самый компактный в мире одношкафный сварочный аппарат мощностью 300 кВт
Имея вдвое меньший размер, чем его предшественник, новый Compact Weldac занимает минимум места, но не утратил ни одной из хорошо известных мощности и высокой эффективности Weldac.
ДВУХОБОРОТНЫЕ КАТУШКИ: Практически вся шина Compact Weldac покрыта, чтобы свести к минимуму риск попадания и накопления загрязняющих веществ внутри.
Замена катушки занимает всего несколько секунд, при этом сварочный аппарат автоматически подстраивается под каждый размер трубы.
ПАНЕЛЬ УПРАВЛЕНИЯ: Работа с Compact Weldac осуществляется с помощью простой в использовании панели управления с рецептами, которые помогут оператору выполнить правильные настройки.
Первый в мире сварочный аппарат мощностью 1000 кВт в одном корпусе. Компания EFD Induction всегда была в авангарде разработки оборудования с наилучшим соотношением мощности и объема.
Сварщик двухкамерный. Семейство Weldac охватывает широкий диапазон мощностей — от 50 кВт до 2200 кВт.
Замена катушки занимает всего несколько секунд, при этом частота автоматически подстраивается под каждый размер трубы.
Автоматическое согласование нагрузки Weldac обеспечивает полную выходную мощность в широком диапазоне размеров труб. Не существует «небезопасных» рабочих зон. При установке катушки другого размера Weldac автоматически подбирает оптимальную настройку.
Автоматизированная индукционная продольная сварка — надежный и высокопроизводительный процесс.
КПД Weldac от входа на выпрямитель до выхода на катушку составляет 85-87%.
Weldac может быть оснащен различными индукционными катушками или быстросъемными контактными головками.
Низкое энергопотребление и высокая эффективность систем индукционной сварки EFD снижают затраты.
Высокая производительность и надежность индукционной сварки делают ее идеальной для трубной промышленности.
Феррит для высокочастотной сварки труб
Мы предлагаем полный спектр расходных материалов, включая катушки, ферриты, импедеры и оборудование для зачистки труб.
Изделия по индукционной сварке
Сборник статей
Сборник из четырех статей, опубликованных в журнале Tube & Pipe Technology.
ПОДРОБНЕЕЭКСКЛЮЗИВНЫЙ ОТЧЕТ — EFD Induction Weldac
EFD Induction Weldac: что это такое, как оно работает и почему вас это должно волновать.
ПОДРОБНЕЕМаксимальная производительность при высокочастотной сварке труб и труб
Авторы оценивают параметры, влияющие на производительность сварщика и образование брака при переходе на другой способ высокочастотной сварки труб и труб.
Увеличение времени безотказной работы при высокочастотной сварке труб и трубопроводов
В этой статье объясняются некоторые основные принципы конструкции твердотельных сварочных аппаратов, которые имеют решающее значение для поддержания работы в различных условиях.
Скачать статьюСтабильное качество при высокочастотной сварке труб и труб
Авторы оценивают параметры, влияющие на качество сварного шва и образование брака при высокочастотной сварке труб и труб. Статья посвящена сварщику. Исследуются две стадии производственного процесса – стационарная работа и неидеальные условия. Задействованными параметрами являются пульсации выходной мощности и короткие замыкания в нагрузке.
Задействованными параметрами являются пульсации выходной мощности и короткие замыкания в нагрузке.
Настройка сварки, переменная частота и зоны термического влияния
В статье исследуется влияние геометрических изменений в зоне сварки на частоту сварки и зону термического влияния (ЗТВ).
Скачать статьюНовости индукционной сварки
Непревзойденная энергоэффективность окупается
По словам руководителя отдела Мортена Лавергрена, аппараты для сварки труб Weldac компании EFD Induction продолжают продаваться как горячие пирожки, и на то есть веские причины.
Выбор Weldac за его скорость и эффективность
Компания Birlik Makina, лидер трубной отрасли на Ближнем Востоке и в Восточной Европе, недавно заказала новую машину Compact Weldac. Эта сделка была такой же быстрой и эффективной, как и сама машина.
Боретесь с высокими счетами за электроэнергию?
«Мы можем помочь!», — говорит Гжегож Коржушек. Управляющий директор EFD Induction Poland хочет, чтобы производители труб, оказавшиеся в условиях энергетического кризиса, увидели, как высококачественные импедеры могут снизить энергопотребление.
Новый Compact Weldac покоряет промышленность
С момента своего появления в мае прошлого года новый аппарат для высокочастотной индукционной сварки Compact Weldac от EFD Induction оказал огромное влияние на трубную промышленность. Но чему именно этот сварочный аппарат обязан своим успехом?
Удаленный ввод в эксплуатацию
Внедрение новой цифровой системы управления EFD Induction в начале прошлого года оказалось своевременным. Поскольку Covid-19 продолжает усложнять планы поездок, возможность удаленного ввода в эксплуатацию имеет неоценимое значение.
Устойчивый выбор
Высокоэффективный Compact Weldac настраивает вас на экологичное и прибыльное будущее.
Высокая производительность с Weldac на заводе SRM
Компания Borusan Mannesmann сообщает о высокой производительности своего нового трубоделательного стана с трубосварочным аппаратом EFD Induction мощностью 750 кВт.
Compact Weldac для индукционной сварки
Новый аппарат Compact Weldac от EFD Induction — это не только самый компактный аппарат для сварки труб на рынке, но и самый интеллектуальный, эффективный и экологичный — при этом с низкими затратами.
Сварка труб: простая арифметика
Если вы ищете новый аппарат для сварки полупроводниковых труб, расчеты на новом Compact Weldac окупятся.
Маленькая революция в индукционной сварке
Иногда большие вещи приходят в маленьких упаковках или, как в случае с новым Compact Weldac, в маленьком шкафчике. Этот высокопроизводительный полупроводниковый сварочный аппарат высотой менее 1300 миллиметров занимает минимальное пространство и обладает высокой мощностью.
Больше производительности на меньшем пространстве — индукционная сварка труб
Инвестировав в сварочный аппарат EFD Induction Weldac, компания Sperrin Trading Services Ltd (STS) в Северной Ирландии смогла увеличить производительность и высвободить ценное пространство.
Меньшие потери с SiC-транзисторами
В то время как некоторые карбидокремниевые транзисторы менее устойчивы к короткому замыканию, EFD Induction использует такой же прочный тип транзисторов, как и IGBT, но обеспечивающий более высокий КПД и меньшее энергопотребление.
Компания EFD Induction Weldac выбрана для 16-дюймовой мельницы
Для компании SSAB Europe ключевыми факторами при выборе аппарата для индукционной сварки труб EFD были меньшие габариты, новая передовая технология с пятилетней гарантией на инверторные модули и высокий коэффициент мощности при любом уровне мощности сварочного аппарата.
Компания Marcegaglia установила новую установку EFD Induction WELDAC.
В августе 2017 года компания Marcegaglia UK установила новую систему высокочастотной сварки труб EFD Induction WELDAC мощностью 400 кВт на крупнейшем трубном заводе на своем заводе в Дадли в Великобритании.
Tata Steel инвестирует в EFD Induction Weldacs на европейских заводах
Превосходная надежность, эффективность и надежность аппаратов EFD Induction Weldacs делают эти аппараты для сварки труб в твердом состоянии действительно надежной инвестицией.
Представляем SiC-транзисторы
«После всесторонних испытаний ряда различных типов транзисторов компания EFD Induction теперь готова использовать транзисторы из карбида кремния в некоторых из наших высокочастотных полупроводниковых сварочных аппаратов, — говорит Питер Рунеборг, директор по глобальным продажам Tube and Pipe.
Модернизация сварочного аппарата улучшает общее гармоническое искажение
Компания EFD Induction объявила о том, что ее маломощные сварочные аппараты Weldac будут оснащены 12-импульсным диодным выпрямителем в качестве опции.
Крупный европейский производитель труб заказывает Weldac мощностью 750 кВт
Один из крупнейших производителей труб и труб в Европе выбрал EFD Induction для проектирования, изготовления и установки одношкафного сварочного аппарата Weldac мощностью 750 кВт / 200 кГц.
Weldac впечатляет на мероприятии в Китае
Десятки высокопоставленных представителей трубной промышленности Китая недавно посетили специальный технический семинар, организованный EFD Induction в Шанхае.
Декларация независимости
Independence Tube Corporation (ITC) является одним из ведущих производителей труб квадратного и прямоугольного сечения из конструкционной стали в Северной Америке.