Проволока сварочная с флюсом
Главная » Статьи » Проволока сварочная с флюсом
Сварочная проволока с флюсом
Использование в процессе сварки металлических деталей проволоки с флюсом позволяет устранить проблему разбрызгивания металла, получить более плотное и однородное соединение и одновременно защитить металл и дугу от воздействия атмосферного воздуха. В большинстве случаев данная технология используется для работы с медными, титановыми, алюминиевыми материалами.
Различают автоматическую и полуавтоматическую сварку (при использовании оборудования первого типа производительность работ будет существенно выше). Сварочная проволока с флюсом в своей основе содержит солевые, оксидные или смешанные солеоксидные химические материалы, которые обеспечивают постоянную подачу тока к рабочей зоне горения электрической дуги.
Технология выполнения работ практически не отличается от традиционной сварки, но в этом случае подача флюса выполняется из специального бункера автоматически по мере его сгорания при помощи специального механизма.
Проволока с флюсом: преимущества использования
Обеспечивается эффективная защита рабочей зоны от атмосферного воздействия благодаря применению флюса.
Использование проволоки сварочной с флюсом позволяет повысить производительность выполнения работ минимизировав при этом потери:
- С её применением обеспечивается высокая стабильность и мягкость сварочной дуги, равномерность её горения.
- Образуется плотный и ровный сварочный шов.
- Шлаковая корка легко удаляется с поверхности шва.
- Эта технология считается наиболее экономически выгодной.
В результате сварка с применением проволоки с флюсом позволяет получить высококлассный результат и профессионалу, и любителю.
Выбор проволоки
В зависимости от того, какой именно материал планируется сваривать (цветной металл, легированные или высоколегированные стали) выбирают и различные составы флюсов. Оптимальным вариантом для сварки углеродистых или низколегированных сталей станет использование оксидных материалов, для цветных металлов выбирают солевые флюсы, смешанные составы необходимы для обработки легированных сталей.
По своей толщине проволока с флюсом может быть выбрана в пределах 0,6-8 мм. В зависимости от размера сечения выбранного материала будет изменяться скорость расплавления и подачи проволоки из бункера. Цена мотка сварочной проволоки с флюсом зависит от веса материала.
В зависимости от используемых при производстве флюсов материалов их делят на керамические, плавленые и механические. Первый вид отличается наличием в составе доли ферросплавов, которые необходимы для того, чтобы получать легированные элементы в свариваемых материалах. Плавленые получили своё название из-за использования процедуры сплавления нескольких компонентов в специальной печи. Стоит отметить, что этот флюс не содержит в своём составе легированных элементов, в связи с чем в ходе выполнения сварочных работ он попадает в шов из электродной проволоки.
При выборе проволоки сварочной с флюсом также имеет значение процентное содержание в их составе марганца и кремния. Различают высоко- и низкокремнистые (менее 35%), марганцевые (с 1% вещества) и безмарганцевые (содержащие менее 1% Mn). Отдельной группой материалов считаются бескислородные, стекловидные и пемзовидные флюсы, которые отличаются строением своих частиц.
Отдельной группой материалов считаются бескислородные, стекловидные и пемзовидные флюсы, которые отличаются строением своих частиц.
Для того чтобы гарантировать высокое качество сварочного соединения, необходимыми условиями становятся правильно подобранные сила тока и сварочная проволока с флюсом (её вид и диаметр).
В результате будет получен устойчивый процесс сварки, шов без пор и трещин, устранена проблема отделения от шва шлака, а сам шов будет иметь нужный химический состав и содержать минимальное количество веществ, которые способны выделять токсичные газы. Именно поэтому сварка проволокой с флюсом считается одной из самых рациональных технологий из всех используемых.
steelguide.ru
Флюсовые проволочные изделия для сварки
Чтобы сварка металла на полуавтоматическом или автоматическом оборудовании была качественной, чаще всего применяется проволока. Она позволяет сэкономить на использовании газа, необходимого для предотвращения окисления, и не только. Шов при её использовании получается прочный и ровный. Чаще всего компонент с флюсом применяется для соединения таких металлов, как алюминий, медь и титан. В нём содержится гранулированный флюс. Но в его основе может быть, и оксид, и солевые составляющие, встречаются и смешанные типы – солеоксидные. Давайте более подробно рассмотрим, что она из себя представляет, и какими полезными качествами обладает.
Шов при её использовании получается прочный и ровный. Чаще всего компонент с флюсом применяется для соединения таких металлов, как алюминий, медь и титан. В нём содержится гранулированный флюс. Но в его основе может быть, и оксид, и солевые составляющие, встречаются и смешанные типы – солеоксидные. Давайте более подробно рассмотрим, что она из себя представляет, и какими полезными качествами обладает.
Основные преимущества
Подобная проволока имеет высокую степень плавления, что очень полезно при работе с тугоплавкими составами. В результате повышается скорость сварки, что тоже немаловажно при проведении объёмных работ, и сварочная дуга получается стабильной и мягкой. Горение дуги происходит равномерно, что приводит к созданию красивого и ровного шва. Еще одно преимущество в том, что в конце работ остающуюся на шве шлаковую корку очень легко удалить.
Есть и другие преимущества, среди них:
защита сварочной зоны;
экономичность;
скорость работ;
отсутствие разбрызгивания;
плавление на большую глубину;
нет вредного влияния от дыма;
нет необходимости в использовании флюса;
управление содержанием кислорода в шве;
оптимизация структуры шва.

Защита сварочной зоны возможна благодаря флюсу, содержащемуся в проводе. Таким образом на рабочую поверхность не попадают атмосферные газы. Именно благодаря таким показателям этот материал с флюсом чаще применяется не только любителями, но и профессионалами. Стоит отметить и низкую цену, и легкодоступность материала — такие компоненты можно приобрести в любом строительном магазине. К тому же они абсолютно безвредны для здоровья человека, а это очень ценно при работе со сварочным приспособлением.
Цели применения
Сварочная система, в которую устанавливается проволочный материал, применяется для соединения:
От того, над каким материалом производится сварка, зависит выбор соответствующего состава флюса. Так, например, если нудно соединять низколегированный материал, применяется оксидный флюс. Для сварки цветмета используется солевой флюс, а солеоксидный — для легированной стали. В зависимости от металла подбирается соответствующий диаметр проволоки. Толщина может быть от 0,6 мм и до 8 мм. Естественно, чем толще проволока, тем дольше она будет плавиться. От этого зависит и скорость её подачи. Поэтому, если металл не слишком прочный, нет смысла использовать толстый компонент с флюсом.
Толщина может быть от 0,6 мм и до 8 мм. Естественно, чем толще проволока, тем дольше она будет плавиться. От этого зависит и скорость её подачи. Поэтому, если металл не слишком прочный, нет смысла использовать толстый компонент с флюсом.
Порошковый электрод
Эта разновидность материала с флюсом применяется для полуавтоматической сварки. В её составе — порошок железа. Он позволяет нормализовать процесс плавления металла. Такая проволока может быть без содержания углекислоты, но во время плавления она выделяет углекислый газ. Поэтому не требуется внешняя подача защитного газа в сварочную ванную, что значительно облегчает и ускоряет всю работу. Помимо этого, в шахте электрода содержатся активные компоненты, снижающие разбрызгивание металла при его плавлении.
Основное преимущество такого электрода в том, что его можно использовать даже при сильном ветре на открытых площадках, при этом за сохранность шва можно не переживать — он всё равно будет качественным.
Работать с такой проволокой достаточно легко, и методика её использования мало чем отличается от сварки с обычной сплошной проволокой. Но при этом достигается наиболее высокое качество шва. В зависимости от толщины свариваемого металла и силы тока подбирается диаметр электрода с флюсом, который начинается с толщины в 0,6 мм, что позволяет работать даже с тонкими листами металла.
Но при этом достигается наиболее высокое качество шва. В зависимости от толщины свариваемого металла и силы тока подбирается диаметр электрода с флюсом, который начинается с толщины в 0,6 мм, что позволяет работать даже с тонкими листами металла.
Какой диаметр выбрать?
Как уже говорилось выше, диаметр зависит от типа выполняемых работ и от используемых металлических изделий. Толщина может быть от 0,6 мм и до 8 мм. От толщины провода зависит и скорость её подачи, и то, как быстро он будет плавиться. Всё это обязательно должно учитываться при выборе.
Чтобы соединение получилось ровным, рекомендуется использовать максимально длинный электрод. Чем толще планируется сделать соединение, например, в тугоплавких материалах, тем толще нужен электрод. Но если необходима сварка мягких металлов, то большого диаметра электрода не требуется.
Сварка, произведенная при помощи электрода с флюсом, отличается высоким качеством. Шов получается устойчивым к атмосферным явлениям. Но главное то, что конструкция, соединённая таким образом, обладает высокой прочностью. А значит, её можно будет эксплуатировать даже в экстремальных условиях, например, в вакууме или в зоне повышенного давления.
Шов получается устойчивым к атмосферным явлениям. Но главное то, что конструкция, соединённая таким образом, обладает высокой прочностью. А значит, её можно будет эксплуатировать даже в экстремальных условиях, например, в вакууме или в зоне повышенного давления.
Похожие статьи
goodsvarka.ru
Проволока сварочная флюсовая
Правильный процесс сварки включает в себя не только правильный подбор материалов, в том числе сварочной проволоки, но и определение режима работы, защитных средств и т. д. Самым популярным защитным материалом является флюс, который улучшает сцепление металлов. Его следует применять при любом сварочном процессе, поэтому для упрощения работы была создана флюсовая сварочная проволока.
Вместе с материалом проволоки флюс обеспечивает качественную свариваемость и защитные функции. Такое соотношение можно встретить практически у всех производителей. Свои лучшие качества флюсовая проволока проявляет при автоматической сварке, однако другие режимы тоже подходят.
Существенное положительное свойство – не нужно совершать подготовительные работы, а именно вычислять количество флюса, а сразу приступать к работе. Этому свойству рады не только профессионалы, но и новички сварочного дела. Однако данная марка имеет высокую стоимость по сравнению с другими видами.
Данным присадочный материал представляет собой стержень заметной толщиной, которая указывает на присутствие дополнительного материала – флюса. С ним можно выполнять любые процедуры: сгибать, резать, при этом защитное вещество всегда будет присутствовать в необходимом процентном содержании.
Флюсовая проволока применяется в промышленных целях для соединения металлических элементов и конструкций. Многие специалисты отмечают высокое качество готовой работы, поэтому стараются использовать именно эту марку. Ее выпуск регламентирован нормативной документацией.
Достоинства проволоки
Среди преимуществ выделяют следующие:
- не нужно высчитывать количество флюса, так как он есть уже в составе;
- обеспечивает высокое качество сварки;
- эффективная и простая эксплуатация;
- благодаря правильно подобранному процентному содержанию флюса, негативные нюансы отходят на второй план;
- соединение металлических конструкций происходит быстрее, за счет ускоренного контакта с расходным материалом;
- лучшее решение для автоматической сварки;
- снижается риск попадание других веществ в шов.

Отрицательные свойства
Кроме преимуществ, специалисты выделяют такие недостатки:
- высокая стоимость варочной проволоки с флюсом, сумма которой при огромных работах становится существенной;
- тяжело найти данную марку, по сравнению с другими видами;
- иногда свариваемость металлов низкого качества, поэтому следует применять другие вещества;
- большая толщина проволоки затрудняет процесс выбора подходящего режима работы.
Основные физико-химические свойства
Сварочная проволока обладает высокой пластичностью, что помогает взаимодействовать с различными видами сварки. Кроме того, данная марка устойчива к различным механическим воздействиям, что облегчает процесс хранения и перевозки. При использовании автоматической сварки следует учитывать, что температура плавления проволоки ниже, чем у исходного элемента. Благодаря этому стало возможным использования любого вида металла.
Стабильное горение дуги обеспечивается благодаря правильному процентному соотношению основных и дополнительных веществ. В проволоке практически отсутствует водород, который приводит к возникновению дефектов шва (трещины, поры и т.д.). Образовавшийся шлаковый налет легко снять.
В проволоке практически отсутствует водород, который приводит к возникновению дефектов шва (трещины, поры и т.д.). Образовавшийся шлаковый налет легко снять.
Виды проволоки
Существует множество видов флюсовой сварочной проволоки, которая отличается по толщине и исходному материалу. Именно от этих факторов зависит, какой флюс будет применяться. Рассмотрим все возможные варианты:
- сталь – металл может иметь различные уровни легирования, так как каждому виду присущи определенные свойства;
- медь – для сварки используется проволока толщиной 8 мм. Она позволяет обеспечить качественное соединение при определенном температурном режиме;
- алюминий – для сварки таких конструкций необходимо обязательное присутствие флюса, так как воздействие высокой температуры приводит к появлению брака.
Как осуществляется процедура выбора?
Для тонких металлических изделий часто используют проволоку толщиной 8 мм. В остальных случаях подойдет и 2 мм присадочный материал. При сваривании более толстых конструкций рекомендуют применять 6 мм проволоку.
При сваривании более толстых конструкций рекомендуют применять 6 мм проволоку.
При ее выборе стоит обращать внимание не только на толщину, но и на компонентное содержание. По своему составу она должна быть похожа с основным металлом, при этом флюс уже включен, и поэтому его подбор не нужен. Для мелких работ, присадочный материал поставляется в кассетах, для более крупных – в бухтах.
Обратите внимание! Существует флюсовая проволока, не требующая использование защитного газа, так как в ее состав входит много других компонентов. В остальных случаях лучше воспользоваться специальным газом.
Нюансы в сварке
Флюсовая сварочная проволока позволяет ускорить процесс соединения элементов, за счет отсутствия подготовительного процесса. Перед началом работ лишь подготовить поверхность, очищая от ржавчины и мусора, обезжиривая и затачивая края конструкции. Далее, выставляется необходимый режим работы, где определяется скорость подачи газа. Проволока без особых проблем начинает плавиться и покрывает металлическую поверхность, образуя качественное и прочное соединение.
Популярные производители
Ведущими производителями флюсовой сварочной проволоки является компания Форте и ER70S-6. Многие специалисты отмечают высокое качество материала.
svarkagid.com
Электроды с флюсом и сварочная проволока с флюсом — преимущества использования
Сварочное производство, в том числе и автоматизированное, напрямую зависит от сварочной проволоки. При сварке изделий из нержавеющей стали не обойтись без сварочной нержавеющей проволоки, обеспечивающей ровный шов и беспрерывность сварочного процесса.
Из всех газов, применяемых в процессе газовой сварки, ацетилен используется наиболее часто. К работе с ацетиленом надо относится очень внимательно – новички или неспециалисты к таким операциям вообще не должны допускаться. Дело в том, что одной из важных особенностей ацетилена является его взрывоопасность, и только знание и соблюдение определенных правил может сделать работу с этим газом безопасной.
В процессе резки металла разными способами применяются специальные газы. Каждый из них имеет свое назначение: одни позволяют зажечь дугу, другие, сгорая, нагревают деталь, третьи служат для выдува расплавленного металла из зоны реза. Какие газы используются для разных способов резки, мы и посмотрим в этот раз.
Каждый из них имеет свое назначение: одни позволяют зажечь дугу, другие, сгорая, нагревают деталь, третьи служат для выдува расплавленного металла из зоны реза. Какие газы используются для разных способов резки, мы и посмотрим в этот раз.
stalevarim.ru
Виды, особенности, применение сварочного флюса
Чтобы улучшить качество шва, повысить КПД оборудования, снизить затраты при производстве, используют сварочный флюс.
 Что это такое, в какой форме бывает сварочный флюс, как его классифицируют и применяют – рассмотрим это в статье.
Что это такое, в какой форме бывает сварочный флюс, как его классифицируют и применяют – рассмотрим это в статье.
- Что такое флюс?
- Преимущества и недостатки флюса
- Классификация флюсов для сварки
Что такое флюс?
Сварочный флюс – вещество, подаваемое заранее в зону сварки или непосредственно при наложении шва. Это может быть порошок с гранулами от 0,25 до 4 мм или паста. Некоторые флюсы изначально поставляются в виде сыпучих средств, но перед использованием смешиваются с этанолом для образования кремообразной консистенции. Бывает сварочная проволока для полуавтоматов с полой структурой в виде трубки, внутри которой содержится флюс. Называется такая проволока порошковой. Существует самозащитная (газ не нужен) и для сварки с газом.
Под действием температуры сварочной дуги флюс плавится, выделяя плотный газ. Он защищает расплавленный металл от воздействия внешней среды.
Применение флюса при разных видах сварки
При ручной дуговой сварке покрытыми электродами флюс почти не применяется – здесь достаточно обмазки, выделяющей защитный газ. Самое широкое распространение флюс получил при полуавтоматической и автоматической сварке с применением проволоки.
Полуавтоматическая
Используется защитный инертный газ (аргон или гелий), и применяется порошковая проволока. Газ защищает сварочную ванну все время, а порошок плавится по мере горения электрода, образуя дополнительную изоляцию. При этом снижается энергопотребление, шов получается очень ровный, практически без чешуи. После окончания сварки на поверхности шва присутствует тонкая шлаковая корка, которая легко удаляется молотком.
Для полуавтоматической сварки под флюсом задействуется обычный аппарат MIG/MAG с постоянным током. Меняется только сварочная проволока и ролики. Важно правильно настроить прижим в подающем механизме, чтобы ролик не придавил полую проволоку.
Автоматическая
Автоматическая сварка под флюсом не требует защитного газа. В работе задействуются сварочные тракторы с бункером. В последний засыпаются гранулы, перемещающиеся к соплу через канал, выходящий перед горелкой. Автоматически подается присадочная проволока и сам трактор передвигается на собственных шасси. Через блок управления настраивается скорость движения каретки, скорость подачи проволоки, сварочный ток. Подача флюса выставляется на бункере вручную путем настройки пропускной способности канала, или через управление автоматическим клапаном.
После нажатия кнопки «Пуск», трактор начинает сыпать флюс на место соединения и подавать проволоку. Толщина слоя присыпки варьирует от 2 до 6 см, в зависимости от силы тока и сечения свариваемых деталей. Возбуждается электрическая дуга, горящая под слоем флюса. Яркого света почти нет, поэтому трактор не нужно закрывать ширмой, отпадает необходимость в защитной сварочной маске. Сварочные тракторы для сварки под флюсом могут двигаться по прямой или кольцу, что определяет их возможности использования в конкретных процессах.
АргоноваяПри работе с ответственными изделиями из легированной стали дополнительно применяется флюс в виде пасты, который повышает защиту шва. Вещество инертно к вольфраму и газу и никак не мешает процессу.
Газовая
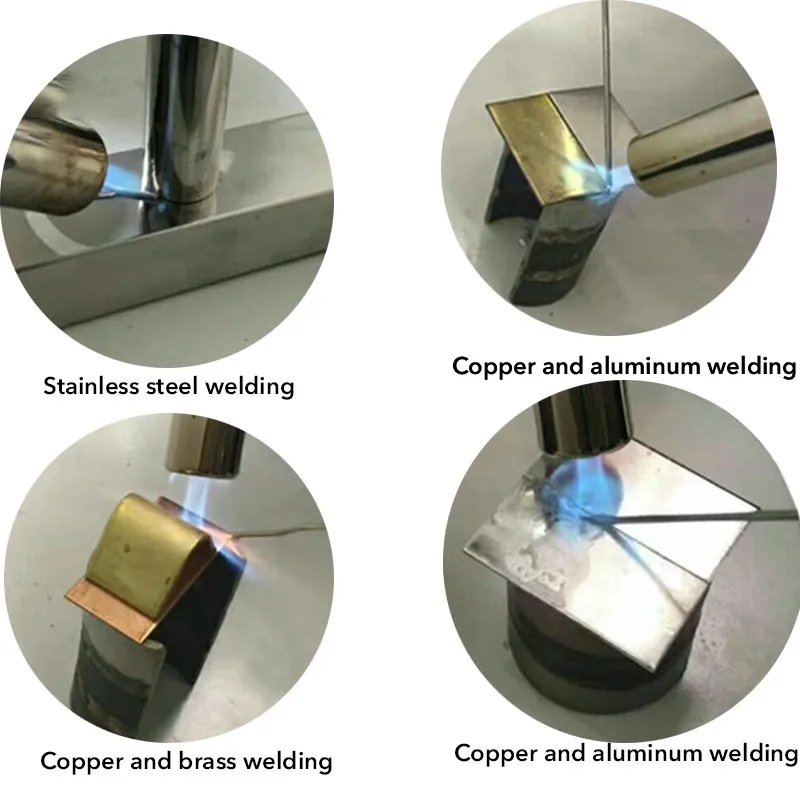
В газовой сварке флюсы задействуются для соединения цветных металлов между собой. По большей степени – это пайка, а не сварка. Таким образом можно соединять медь, латунь, бронзу, железо, никель. Флюсы могут быть в виде порошка или пасты. Везде предусматривается предварительное нанесение на кромки, а вещество плавится от температуры пламени.
Флюсы могут быть в виде порошка или пасты. Везде предусматривается предварительное нанесение на кромки, а вещество плавится от температуры пламени.
Электрошлаковая сварка
Процесс схож с применением сварочного трактора, только место соединения ограждается двумя медными ползунами. Пространство между ними засыпается флюсом и подается электрод. Медные ползуны не дают вытекать расплавленному шлаку и металлу, что позволяет наплавлять присадочный металл в больших объемах за один проход или соединять стороны с большим зазором между собой.
Преимущества и недостатки флюса
Защитная функция флюса обеспечивает отсутствие пор и трещин в сварном шве, но это не единственное преимущество вещества. Среди других:
Преимущества
- Предотвращение разбрызгивания металла. У расплавленного флюса высокое поверхностное натяжение, поэтому он не только не пропускает внешнюю среду, но и блокирует вылет капель расплавленного металла. Снижаются потери и поддерживается чистота околошовной зоны (не придется отбивать окалины с лицевой стороны изделия).
- Сохранение тепла в рабочей зоне. Гранулированный слой выступает «одеялом» для шва, что препятствует образованию трещин при резком остывании. Создаются благоприятные условия для формирования новой кристаллической решетки.
- Равномерное распределение жидкого металла. Флюс создает дополнительное давление на сварочную ванну, поэтому жидкий металл растекается по всему соединению, без пропусков. Поверхность шва ровная.
- Повышение скорости сварки. Зона стыковки надежно защищена, поэтому шов прокладывается быстрее, без потери качества.
- Компенсация выгоревших элементов. Во флюсе могут быть дополнительные присадки, легирующие основной материал. Благодаря этому не меняется его первоначальный состав, несмотря на действие высоких температур и испарительных процессов с поверхности сварочной ванны. При сварке легированных сталей флюс повышает защиту шва от коррозии.
- Снижение количества присадочного металла. При использовании флюса 70% металла в соединении – это основной материал (расплавленные кромки), и только 30% – присадочный, что сокращает затраты на сварку.
- Стабильное горение дуги. Дуга горит стабильно даже при швах сложной формы. Экономится время на повторные поджиги.
 Снижаются потери и поддерживается чистота околошовной зоны (не придется отбивать окалины с лицевой стороны изделия).
Снижаются потери и поддерживается чистота околошовной зоны (не придется отбивать окалины с лицевой стороны изделия). При сварке легированных сталей флюс повышает защиту шва от коррозии.
При сварке легированных сталей флюс повышает защиту шва от коррозии.В случае применения сварочных тракторов отпадает необходимость в газовом баллоне. Это снижает затраты и упрощает транспортировку оборудования при выездной работе. При насыпном способе подачи, электрическая дуга горит внутри слоя флюса и ветер не сдувает защитный газ, как это бывает при полуавтоматической или аргонодуговой сварке. Не нужно устанавливать ширмы и сварочные палатки при работе на открытом воздухе.
Недостатки
-
Но у применения флюса есть и недостатки, которые нужно учесть. Например, при подаче гранул из бункера, оператор не видит, что происходит в сварочной ванне.
Поэтому, не может контролировать качество шва. Сложно сразу начать сварку на чистовом изделии – требуется несколько предварительных прогонов на черновых заготовках, чтобы настроить оптимальную скорость подачи проволоки, порошка и силу тока, ведь оценить шов можно только после окончания сварки и очистки места от флюса.
-
В случае использования порошковой проволоки у сварщика могут возникнуть трудности с визуальным распознаванием шлака и расплавленного металла. Если расположить свариваемые детали под неправильным углом, расплавленный шлак будет набегать на сварочную ванну, закрывая обзор. Возможны непровары или неравномерный шов по высоте, поэтому варить следует только в нижнем пространственном положении.
-
В автоматической сварке под слоем флюса труднее контролировать ширину шва. Она зависит от выставленной силы тока. Но, если под колеса трактора попадет мусор, техника начнет пробуксовывать, задерживаясь дольше на одном месте, из-за чего шов будет неравномерный.
Поэтому нужно следить за чистотой не только линии стыка, но и направляющих. -
После применения порошковой проволоки потребуется отбивание шлака, что занимает время. Если использовался гранулированный флюс, то большая его часть пригодна для повторной загрузки в бункер и дальнейшего применения, но расчистка шва тоже требует дополнительного времени.
-
Применять автоматическую сварку под флюсом можно только в нижнем пространственном положении. В противном случае гранулы будут скатываться, оголяя место соединения.
 Поэтому, не может контролировать качество шва. Сложно сразу начать сварку на чистовом изделии – требуется несколько предварительных прогонов на черновых заготовках, чтобы настроить оптимальную скорость подачи проволоки, порошка и силу тока, ведь оценить шов можно только после окончания сварки и очистки места от флюса.
Поэтому, не может контролировать качество шва. Сложно сразу начать сварку на чистовом изделии – требуется несколько предварительных прогонов на черновых заготовках, чтобы настроить оптимальную скорость подачи проволоки, порошка и силу тока, ведь оценить шов можно только после окончания сварки и очистки места от флюса.

Классификация флюсов для сварки
Флюсы различаются не только по внешнему виду и размеру гранул, но и по составу, способу получения, назначению. Это определяет их применение и эффективность в конкретном случае. Рассмотрим классификацию флюсов по этим параметрам.
По составу
Большинство флюсов содержат основной компонент – диоксид кремния, который может достигать 80% в составе. Это кислотный оксид, препятствующий образованию углерода. А где нет углерода, там меньше пор и трещин.
Это кислотный оксид, препятствующий образованию углерода. А где нет углерода, там меньше пор и трещин.
Немаловажным компонентом выступает марганец. Он взаимодействует с кислородом, находящемся в оксидах железа. Марганец забирает его на себя, предотвращая следующие окислительные процессы. После такого химического соединения образуется оксид марганца, который мы видим как шлаковую корку. Она легко удаляется с поверхности.
Порой в состав добавляют алюминий, стекло, известь, флюорит и хлоридные соли. Легирующие добавки (титан, молибден, ванадий, хром, вольфрам и пр.) восстанавливают первоначальный состав металла. Они заменяют выгоревшие вещества, повышают прочность и коррозионную стойкость места соединения.
Сами группы флюсов бывают:
- Оксидные. Свое название получили из-за наличия в составе металлических оксидов. В качестве дополнения выступает фтор. Могут быть совсем без кремния, с низким или высоким содержанием кремния. Подходит для малолегированных сталей и фтористых сплавов.
- Солеоксидные. Содержат щелочные соли и оксиды. Используются для сварки легированных сплавов.
- Солевые. В основе флюса хлориды и фториды. Применяются для сварки активных металлов.
 Подходит для малолегированных сталей и фтористых сплавов.
Подходит для малолегированных сталей и фтористых сплавов.По способу получения
Одни флюсы получаются путем плавления веществ. Предварительно компоненты перемешиваются и измельчаются. Нагрев происходит в пламенных или электрических печах. Вещество спекается в гранулы, после чего резко пропускается через холодную воду. Это обеспечивает затвердевание. Во время сварки такой флюс снова плавится, чем обеспечивает защиту шва, и образует на поверхности шлаковую корку.
Неплавленные флюсы получают путем измельчения материалов, не подвергая их термической обработке. Возможно перемешивание со стеклом и другими материалами и последующее непродолжительное спекание. Такой флюс не плавится весь во время сварки – около 80% можно использовать повторно, собрав гранулы и вернув их в бункер трактора. Недорогой, но качественный пример такого флюса для сварки — АН348АМ. Стекловидное вещество с размером гранул 0,25-1,6 мм легко проходит через подающую трубку сварочного трактора, создает надежную защитную среду, шлаковая корка легко удаляется.
Недорогой, но качественный пример такого флюса для сварки — АН348АМ. Стекловидное вещество с размером гранул 0,25-1,6 мм легко проходит через подающую трубку сварочного трактора, создает надежную защитную среду, шлаковая корка легко удаляется.
По назначению
По назначению флюсы бывают для углеродистых сталей (подходят для низколегированных), для высоколегированных и цветных металлов. При этом важно выбирать соответствующую сварочную проволоку. Предлагаем ориентировочную таблицу применения сварочных флюсов по маркам.
Плавленые флюсы
| Марка флюса | Назначение |
|---|---|
| ФЦ-9, АН-348-А, АН-348-В, ОСЦ-45, АН-348-АМ, АН-348-ВМ, ОСЦ-45М, АН-60 | Для ручной сварки и наплавки низколегированных и углеродистых сталей |
| АН-20С, АН-15М, АН-18, АН-20СМ, АН-20П | Для автоматической сварки высоколегированных сталей |
| АН-8 | Для электрошлаковой сварки низколегированных сталей |
| АН-26П, АН-26С, АН-26СП | Для полуавтоматической и автоматической сварки жаропрочных и коррозионностойких сталей |
| АН-43, АН-17М, АН-47 | Для дуговой сварки углеродистых сталей повышенной прочности |
Неплавленые флюсы
Сфера применения неплавенных флюсов следующая:
| Марка флюса | Назначение |
|---|---|
| АНК-46 | Для низколегированных и низкоуглеродистых сталей |
| АНК-35 | Для низкоуглеродистых и низколегированных сталей с применением проволоки Св-08, Св-08А |
| АНК-30, АНК-47 | Сварка швов повышенной хладостойкости |
| АНК-40, АНК-18, АНК-19 | Наплавка низкоуглеродистых сталей |
| АНК-45 | Сварка высоколегированных сталей |
| АНК-3 |
Применяется как добавка к другим видам флюса для повышения устойчивости к образованию пор.
|
В нашем интернет-магазине есть сварочные флюсы всех видов. Поможем подобрать флюс для конкретных работ и металлов, чтобы соединение было максимально качественным.
Ответы на вопросы: виды, особенности, применение сварочного флюса
Нужно ли изменять скорость подачи проволоки при переходе на порошковую?
СкрытьПодробнее
Да, нужно увеличить скорость подачи, ведь полая трубчатая проволока будет плавиться быстрее, чем полнотелая.
Как отличить шлак от жидкого металла в сварочной ванне при использовании порошковой проволоки?
СкрытьПодробнее
Шлак красного цвета, а расплавленный металл – ярко-белого. Можно совершать небольшие продольные колебания горелкой полуавтомата, чтобы давлением дуги отогнать немного наплывающий шлак. Допустим небольшой уклон, чтобы шлак стекал самопроизвольно.
Допустим небольшой уклон, чтобы шлак стекал самопроизвольно.
Можно ли использовать флюс повторно?
СкрытьПодробнее
Флюсы на основе кремния можно применять повторно. Соберите гранулы при помощи совка и щетки и засыпьте их обратно в бункер сварочного трактора.
На что влияет размер гранул флюса?
СкрытьПодробнее
Калибр гранул зависит от толщины проволоки и силы сварочного тока. Чем больше сечение электрода, тем крупнее должен быть диаметр гранул флюса, иначе порошок будет плавиться слишком быстро.
Какова температура плавления флюса?
СкрытьПодробнее
Это зависит от размера гранул и состава. Нижняя температурная граница у большинства флюсов – 300-500 ⁰С, а верхняя – 700-800 ⁰С.
Вернуться к списку
Товары
Быстрый просмотрФлюс ESAB OK Flux 10.92 (мешок 25 кг) 464.19 руб / кг
Купить
Быстрый просмотрЭл/печь для прокалки флюса ЭПСФ 120/400.01М, НОВЭЛ 57 500 руб
Купить
Быстрый просмотрПроволока порошковая ESAB OK E71T-1 ⌀ 1,2 мм (кассета 5 кг)
519. 44 руб / кг
44 руб / кг
Купить
Быстрый просмотрКонтейнер для прокалки и хранения флюса ESAB SDF-250 (220 В, на 250 кг, 400 °C) 215 054.77 руб
Купить
Быстрый просмотрПроволока порошковая K-71TLF ⌀ 1,0 мм (кассета 15 кг) KISWEL 476.25 руб / кг
Купить
Быстрый просмотрФлюс ESAB OK Flux 10. 62 (25 кг(55lb)).
389.73 руб / кг
Купить
Быстрый просмотрМолоток сварщика ESAB Sh4 771.05 руб
Купить
Быстрый просмотрФлюс AG Flux 6000 FP (0,2 кг), Castolin 2 100 руб
Купить
Быстрый просмотрФлюс UF — N (зерно 0,3 -2,0 мм, кальциево-силикатного типа, мешок 25 кг) 226 руб / кг
Купить
Быстрый просмотрФлюс UF — 01 (зерно 0,2-1,6 мм, фторидно-основный тип, мешок 25 кг) 286 руб / кг
Купить
Быстрый просмотрПроволока порошковая ESAB Filarc PZ 6138 ⌀ 1,2 мм (кассета 16 кг)
889. 95 руб / кг
Купить
Быстрый просмотрФлюс UF — 02 (зерно 0,2-1,6 мм, алюминатно – основного типа, мешок 25 кг) 207 руб / кг
Купить
Быстрый просмотрФлюс AG Flux 6000 FX (0,125 кг), Castolin 2 100 руб
Купить
Быстрый просмотрСварочный автомат Сварог MZ 1000 (M308) 562 080 руб
Купить
Быстрый просмотрФлюс алюм. Alutin 51L (уп. 0,05 кг, жидкость), Castolin
990 руб
Купить
Быстрый просмотрФлюс ESAB STAINFLUX (упак. 0,5 кг) 3 812.62 руб
Купить
Быстрый просмотрФлюс ESAB OK Flux 10.71 (25 кг) 252 руб / кг
Купить
Быстрый просмотрФлюс Lincoln Electric Weld 888 (упаковка Sahara ReadyBag™ — 25 кг)
232. 40 руб / кг
Купить
Быстрый просмотрФлюс алюминиевый Castolin 190 (уп. 0,25 кг), Castolin 13 420 руб / кг
Купить
Быстрый просмотрПроволока порошковая самозащитная БАРСВЕЛД E71T-11 ⌀ 1,2 мм (кассета 5 кг) 405 руб / кг
Купить
Автоматическая сварка под слоем флюса: что это такое, таблица режимов для стали — дуговой полуавтомат без газа флюсовой проволокой, преимущества и недостатки
06Дек
Содержание статьи
- Для чего нужна флюсовая проволока, что это такое за компонент
- Достоинства (основные преимущества) и недостатки сварки под флюсом
- Роль флюса при сварке
- Виды флюсов для сварки стали и что это такое в металлообработке
- Параметры режимов автоматической сварки под флюсом, таблица
- Особенности разных типов
- Оборудование для сварки под флюсом
- Используемые материалы
- Типы сварных швов при использовании флюса для газовой сварки
- Технология
- Сваривание различных типов сталей
Кислород может негативно воздействовать на нагретый металл, вызывая окисление. Чтобы это предотвратить, можно воспользоваться одним из многочисленных способов. В статье мы расскажем о том, что это такое – ручная, автоматическая и полуавтоматическая дуговая сварка под слоем флюса, про преимущества и недостатки схемы, технологии и особенности.
Для чего нужна флюсовая проволока, что это такое за компонент
При выполнении сварочных работ необходимо заранее позаботиться о качестве получаемого шва. Из-за воздействия воздуха может начаться процесс окисления, что приедет к микротрещинам и низкой эстетичности. Поэтому и был придуман этот расходник. Он если нужно получить соединение без воздействия воздуха, но нет возможности использовать газовый баллон. Представляет собой металлическую трубку, заполненную флюсовой смесью. Работать с ней можно в ограниченном пространстве, но стоит помнить про недостатки. К ним относят:
- хрупкость, требующая осторожности при заправке расходного компонента;
- возможность работы только на ровной плоскости, так как сварочная ванна получается большой и флюс может стекать.
В ней применяется порошок цвета, в который часто добавляют металл. Его активно используют при процедуре напайки, потому что он, вступая в реакцию, позволяет получить слой со свойствами, аналогичными основной поверхности.
Достоинства (основные преимущества) и недостатки сварки под флюсом
Плюсы:
- Глубокий провар без прожогов – добиться его можно при увеличении силы тока.
- Возможность сварив
- ать металл с большой толщиной без предварительной разделки кромок.
- Однородный состав шва, его высокая эстетичность и прочность.
- Отсутствие дефектов в виде неравномерных проходов, полостей.
- Нет разбрызгивания расплавленного материала, потому что процесс нагрева происходит под сыпучим веществом.
- Сварщики отмечают экономию на электричестве и расходные детали – до 40%.
- Мало вредных газов, в результате – упрощенная техника безопасности при сварке под флюсом.
- Минимальное выделение токсичных веществ – можно работать без средств индивидуальной защиты для дыхательных путей.
Минусы:
- Текучесть ограничивает возможности соединения, поскольку процедуру необходимо проводить только в нижнем горизонтальном положении, иначе можно добиться подтеков и плохой глубины проваривания. И сложно себе представить нанесение порошка на металлические конструкции на потолке.
- Практически не годится для стыковки труб, которые в сечении не превышают 15 см.
- Специальная подготовка и навыки как на подготовительном этапе, так и при сваривании.
Роль флюса при сварке
Изначально применялся только при креплении элементов из низкоуглеродистых сплавов, но сейчас признали эффективность способа фактически для любых металлов, в том числе тугоплавких. Основное назначение – предотвращение окислительных процессов, которые влияют на целостность и качество шва. Помимо защиты от кислорода, вещество влияет следующим образом:
- более устойчиво горит электродуга;
- расплавленный компонент не разбрызгивается в стороны;
- можно изменить химический тип участка.

Виды флюсов для сварки стали и что это такое в металлообработке
Первое и главное различие – по применению. В зависимости от того, с каким материалом вы планируете работать, следует подобрать уникальный состав. Он может быть предназначен для составов с разным количеством углерода или с легирующими добавками, а также для разного типа цветного металла.
Также можно классифицировать:
- По компонентам – плавленный или керамический. Первый используется чаще, он отличается доступной стоимостью, универсальностью и хорошей защитой от кислорода. В то время как второй, более узконаправленный, а также профессиональный, позволяет добиться максимального качества, прочности и красоты шва.
- По уровню химической активности – активные и пассивные. Одни имеют в составе кислоты, и они могут негативно воздействовать на материал, если после сваривания их не счистить. А другие – недостаточно хороши для автоматической механизированной сварки под флюсом, но применяются при ручной дуговой. Они выглядят как паста или канифоль.
- По производителю. Одни сварщики предпочитают дешевое отечественное вещество, утверждая, что по уровню оно не уступает импортным. А вторые выбирают только заграничную продукцию. Отметим, что оба компонента могут показать свои защитные свойства исключительно при выполнении технологии.
- По консистенции: порошки, пасты, гранулы.
- По химическим добавкам: солевые (с фторидами и хлоридами, подходят для активных металлических сплавов), смешанные (для легированных сталей), оксидные (с окислами металлов и фтористыми составами).
 А другие – недостаточно хороши для автоматической механизированной сварки под флюсом, но применяются при ручной дуговой. Они выглядят как паста или канифоль.
А другие – недостаточно хороши для автоматической механизированной сварки под флюсом, но применяются при ручной дуговой. Они выглядят как паста или канифоль.| марка флюса | сталь | марка проволоки | где применяется |
| ан-348а | ст1, ст2, ст3 | св-08, св-08а | автоматическая и полуавтоматическая сварка для всех соединений |
| ан-10 | для конструкционных стальных сплавов | ||
| ан-8 | х18н9т | св-0х18н9, св-0х18н9с2 и др | электрошлаковый способ |
| ан-60 | ст1, ст3, 15м | св-08, св-08а | двухдуговая, на большой скорости, для труб |
| ан-42, ан-43, ан-47 | углеродистые низко- и среднелегированные высокой и повышенной прочности | дуговая | |
| ан-22 | высоколегированные аустенитного класса | соответствующая | |
| осц-45 | ст1, ст2, ст3, ст4 | св-08, св-08а, св-15 | автоматическая для всех соединений. исключаются кольцевые швы малого диаметра исключаются кольцевые швы малого диаметра |
| фц-9 | св-08, св-08а | шлаковая полуавтоматическая | |
| фц-19 | высокохромистые | соответствующая | дуговая |
| фц-7 | низкоуглеродистые | св-08, св-08а | аналогично, но на большом токе |
| 48-оф-6, 48-оф-10 | высоколегированные аустенитные | соответствующая | дуговая и электрошлаковая |
Параметры режимов автоматической сварки под флюсом, таблица
| стали | толщина | диаметр проволоки, мм | минимальное число проходов шва | сила тока, а | напряжение дуги, в | скорость выхода проволоки м/ч | скорость сварки | величина вылета проволоки, мм |
| углеродистые и низколегированные | 30 | 4 | 4 | 650-750 | 28-32 | 87-95 | 18-22 | 35-40 |
| 50 | 4-5 | 8 | 800-850 | 30-32 | 87-95 | 18-22 | 35-40 | |
| >60 | 5 | 10-15 | 900-950 | 38-40 | 100-110 | 18-22 | 35-40 | |
| коррозионостойкие | 30 | 4 | 6 | 400-450 | 28-32 | 87-95 | 18-30 | 35-40 |
| 50 | 4 | 10 | 525-600 | 30-32 | 87-95 | 18-30 | 35-40 | |
| >60 | 5 | 12-18 | 700-750 | 38-40 | 100-110 | 18-30 | 35-40 |
Особенности разных типов
При выборе основных категорий, если вы работаете с полуавтоматом, автоматом или электродуговой ручной аппаратурой, необходимо учитывать:
- Силу тока и полярность. Чем они выше, тем больше глубина проплавления и высота усиления шва.
- Напряжение дуги. Повышение может способствовать увеличению ширины сварного соединения.
- Сечение электрода или присадочного материала. Диаметр может повлиять на оба вышеприведенных показателя.
- Скорость передвижения проводника и его положение (угол наклона). Чем быстрее двигается сопло, тем уже будет шов.
 Чем они выше, тем больше глубина проплавления и высота усиления шва.
Чем они выше, тем больше глубина проплавления и высота усиления шва.Посмотрим рекомендуемые показатели при сварке флюсовой проволокой без газа:
| глубина, мм | торец, мм | сила тока, а |
| 3 | от 2 до 5 | от 200 до 450 |
| 4 | от 2 до 5 | от 300 до 500 |
| 5 | от 2 до 5 | от 350 до 550 |
| 6 | от 2 до 5 | от 400 до 600 |
| 8 | от 2 до 5 | от 500 до 725 |
Есть три подвида, рассмотрим их.
Ручная электродуговая
Электрическая дуга загорается между кончиком электрода и металлическим изделием, которое находится под слоем вещества. Находясь в сварной ванне, флюсовая смесь расплавляется и начинает выделять активные защитные включения. Если нужно работать с большой силой тока, проплавление происходит глубокое, и можно не беспокоиться за то, что головка перегреется. При этом образованная на поверхности корочка из шлака позволяет улучшить химический состав соединения. Затем ее очищают.
Находясь в сварной ванне, флюсовая смесь расплавляется и начинает выделять активные защитные включения. Если нужно работать с большой силой тока, проплавление происходит глубокое, и можно не беспокоиться за то, что головка перегреется. При этом образованная на поверхности корочка из шлака позволяет улучшить химический состав соединения. Затем ее очищают.
Сварка полуавтоматом без газа проволокой с флюсом
Аппарат оснащен функцией равномерной подачи проводника – при этом необходимо только нажимать на курок сварочного пистолета. Процесс может происходить в среде инертных паров (обычно СО2) или без них. Во втором случае оказывается достаточно того воздействия, которое оказывает порошок. Электроды, соответственно, не нужны, а диаметр обычно небольшой – 0,8-1 мм. При этом перемещение аппарата (скорость, угол наклона) остается задачей сварщика. Сейчас метод применяется для сваривания любыхматериалов – с большим или низким количеством легирующих добавок, а также титана.
 youtube.com/embed/vXYtmYTDKMA» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/vXYtmYTDKMA» frameborder=»0″ allowfullscreen=»»> Сущность автоматической сварки под флюсом
Если полуавтомат самостоятельно подает проволоку, то автомат еще и с помощью панели управления выбирает режим и перемещает дугу по линии соединения. Применение такого оборудования ускоряет процесс работы, упрощает его, сводит к минимуму ошибки и полученные дефекты. Также использование метода дает возможность обрабатывать медь, алюминий и нержавейку, что трудно сделать вручную. Сама технология ничем не отличается, основное отличие – степень задействования мастера.
Роботизированная аппаратура
Максимально усовершенствует процедуру и позволяет эффективно выполнять серийные заказы, а также создавать особенно сложные конструкции, к которым сложно подобраться. Суть в том, что «робот» сам выбирает все параметры перед началом.
Оборудование для сварки под флюсом
Особенных приборов для использования порошка нет. Сварщик пользуется привычным аппаратом (ручным, полуавтоматом или автоматическим), а также расходниками – электродами, проволочными проводниками, с газом при необходимости. Также нужен стенд, к которому прикрепляется заготовка.
Также нужен стенд, к которому прикрепляется заготовка.
Используемые материалы
Все нормы прописаны в ГОСТ 2246-70. В документе отражены правила к выбору электродной проволоки, а именно:
- Сплав, из которого ее изготавливают, может быть легированным или нет, с разным количеством углерода.
- Диаметр в зависимости от изделия – от 0,3 до 12 мм.
Перед применением новой катушки рекомендуем очистить ржавчину, если она образовалась.
Типы сварных швов при использовании флюса для газовой сварки
По сути, соединения и их классификация остаются одинаковыми, как и без порошка. Рассмотрим подробнее.
Стыковые
Два элемента прикладываются рядом, а пространство между ними (минимальное) заполняется расплавленным металлов. Если изделие в толщину не превышает 30 мм, то достаточно одностороннего прохода, а если оно шире, понадобится пройтись с обеих сторон для прочности.
Тавровые, угловые, нахлесточные
Делать их сложнее по причине неравномерного нанесения вещества, поэтому при наличии угла рекомендовано использовать пасты и внимательно следить за растеканием материала. Чем быстрее скорость, тем меньше вероятность оставить неаккуратные и неэффективные подтеки.
Чем быстрее скорость, тем меньше вероятность оставить неаккуратные и неэффективные подтеки.
Технология
Рассмотрим поэтапно:
- Подготовка поверхности – зачистка от ржавчины, срезание кромок, если необходимо.
- Нанесение флюса при сварке, назначение которого – защищать зону сварной ванны.
- Подбор условий.
- Розжиг дуги.
- Непосредственно скрепление.
- Очистка от шлаков.
Сваривание различных типов сталей
От свариваемого изделия зависит очень многое – от вида порошка до режима.
Конструкционные углеродистые
Берут вещество марок АН 348 А, ОСЦ 45 и другие аналогичные по качеству. Проволока применяется СВ О8А или СВ О8ГА. Большое содержание углерода препятствует соединению, поэтому такой метод металлообработки используется редко, в основном – только для ремонтных работ.
Низколегированные
Количество легирующих элементов – менее 5% от всего состава. Необходимо опасаться зернистости и неоднородности шва. Подойдут любые компоненты с марганцем.
Необходимо опасаться зернистости и неоднородности шва. Подойдут любые компоненты с марганцем.
Среднелегированные
В них уже до 10% хрома или иных добавок. Отметим, что с повышением этого процента все труднее производить сваривание. Первейшая опасность – образование горячих трещин, поэтому важно выбирать режимы с быстрым охлаждением рабочей зоны.
Высоколегированные
Такие стали отличаются устойчивостью к коррозии и жаропрочностью. Второе свойство – скорее минус для сварщика, потому что нужна высокая сила тока для достаточно глубокой проплавки. Рекомендуем применять материал в диаметре не менее 2-3 мм. В статье мы рассказали про сварку флюсовой проволокой без газа, как варить, в чем особенности способа, сферы применения. Будьте внимательны при работе и выборе оборудования. Если требуется профессиональная консультация по подбору устройств от профессионалов – обращайтесь в компанию «Рокта», мы реализуем ленточнопильные станки и готовы оказать помощь, свяжитесь с нами по контакному телефону.
Флюс и сварочная проволока
Флюс и сварочная проволока
Екатерина0 comment
Время чтения: 2 минуты Для профессиональных сварщиков не секрет, что в сварочной зоне под воздействием высоких температур может изменяться химическая активность. Порой это не приносит никаких неудобств. Но в большинстве случаев результатом повышенной химической активности становится окисление металла и образование дефектов у сварного соединения. Но это не единственная проблема. Чем дольше длится сварочный процесс, тем больше образуется шлаков. После сварки приходится удалять их и в некоторых случаях эта процедура требует кропотливого труда. Чтобы избежать этих проблем можно использовать флюс. Герой этой статьи — флюс АН-47. Вы узнаете, с какими металлами…
Читать далее
Флюс и сварочная проволока
Екатерина0 comment
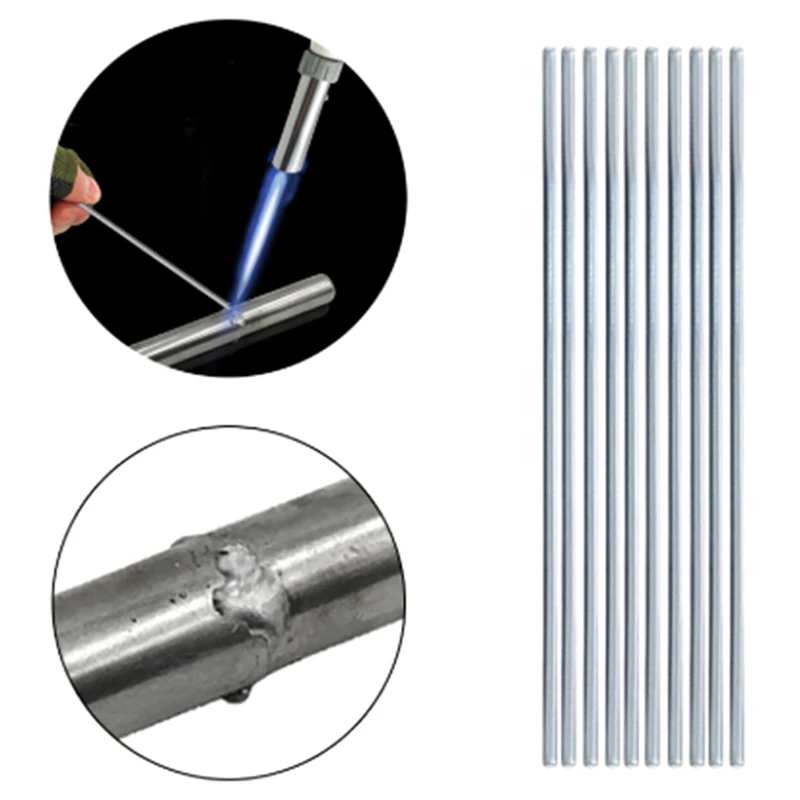
Время чтения: 4 минуты В отличие от классической РДС-сварки, аргонодуговая сварка предполагает использование дополнительных комплектующих. Вам понадобится баллон с газом, ваши навыки и, конечно, сварочные прутки. Сварочные прутки также называют присадочной проволокой или просто проволокой для сварки. Этот материал используется для равномерного заполнения стыка между двумя деталями. Под действием высоких температур пруток плавится и смешивается с основным металлом или вовсе является основой для формирования шва. В этой статье мы расскажем все про применение сварочных прутков. Общая информация Пруток сварочный — это проволока из металла или искусственного полимера, применяемая для присадки в место сварки…
Читать далее
Флюс и сварочная проволока
Екатерина0 comment
Время чтения: 6 минут Припой и флюс для пайки — незаменимые помощники для многих домашних и профессиональных мастеров. С их помощью можно добиться качественных ровных швов. Производители предлагают множество разновидностей флюсов и припоев. На рынке существует даже припой, внутри которого есть флюс! И во всем этом разнообразии трудно разобраться, если вы никогда не использовали припои и флюсы. Мы решили облегчить вам задачу и рассказать про виды припоев и флюсов, и их применение. Вы узнаете, чем легкоплавкие припои отличаются от тугоплавких, что такое активные и пассивные флюсы, и как использовать эти материалы в своей работе. Разновидности припоев Припой — это…
С их помощью можно добиться качественных ровных швов. Производители предлагают множество разновидностей флюсов и припоев. На рынке существует даже припой, внутри которого есть флюс! И во всем этом разнообразии трудно разобраться, если вы никогда не использовали припои и флюсы. Мы решили облегчить вам задачу и рассказать про виды припоев и флюсов, и их применение. Вы узнаете, чем легкоплавкие припои отличаются от тугоплавких, что такое активные и пассивные флюсы, и как использовать эти материалы в своей работе. Разновидности припоев Припой — это…
Читать далее
Флюс и сварочная проволока
Екатерина0 comment
Время чтения: 4 минуты При сварке полуавтоматом с применением защитного газа вам необходимо использовать присадочную проволоку. Она необходима для заполнения металлом заранее разделанных стыков. И если вы никогда не использовали проволоку, то наверняка столкнетесь с проблемой ее выбора. В отличие от электродов, марок проволоки намного больше и они не так просто расшифровываются. В этой статье мы расскажем про одну из самых популярных марок проволоки. Это сварочная проволока св08г2с технические характеристики которой позволяют использовать ее во многих сварочных работах. Вы узнаете, каков химический состав сварочной проволоки типа св08г2с и как расшифровывается данная марка. Общая информация Проволока сварочная СВ08Г2С …
И если вы никогда не использовали проволоку, то наверняка столкнетесь с проблемой ее выбора. В отличие от электродов, марок проволоки намного больше и они не так просто расшифровываются. В этой статье мы расскажем про одну из самых популярных марок проволоки. Это сварочная проволока св08г2с технические характеристики которой позволяют использовать ее во многих сварочных работах. Вы узнаете, каков химический состав сварочной проволоки типа св08г2с и как расшифровывается данная марка. Общая информация Проволока сварочная СВ08Г2С …
Читать далее
Флюс и сварочная проволока
Екатерина0 comment
Время чтения: 4 минуты Алюминий — один из самых часто используемых, но вместе с тем сложных для сварки металлов. Профессиональные сварщики без проблем справляются со всеми трудностями в силу своего опыта и навыков. А вот новички часто отказываются от работы с алюминием, поскольку уверены, что качество швов будет неудовлетворительным. Сварка алюминия действительно связана с несколькими трудностями. Но чтобы облегчить задачу можно использовать различные приспособления, например, флюс для пайки алюминия своими руками. В этой статье мы кратко расскажем, с чем сталкивается любой сварщик при сварке алюминия и как избежать этих проблем с помощью флюса. Вы…
Сварка алюминия действительно связана с несколькими трудностями. Но чтобы облегчить задачу можно использовать различные приспособления, например, флюс для пайки алюминия своими руками. В этой статье мы кратко расскажем, с чем сталкивается любой сварщик при сварке алюминия и как избежать этих проблем с помощью флюса. Вы…
Читать далее
Флюс и сварочная проволока
Екатерина0 comment
Время чтения: ≈7 минут В некоторых технологиях сварки в качестве присадочного материала часто применяется проволока для сварки вместо привычных электродов. Она используется в паре с защитным газом или без него в автоматической или полуавтоматической сварке. Сварочная проволока продается в бобинах и может отличаться по диаметру и свойствам. Но это только основы. В этой статье мы подробно расскажем всё, что вам необходимо знать в сварочной проволоке. Вы узнаете, какие существуют виды сварочной проволоки и что такое маркировка. Общая информация Итак, что из себя представляет сварочная проволока? Зачастую это металлический пруток, смотанный в бобину. Бобина вставляется…
Общая информация Итак, что из себя представляет сварочная проволока? Зачастую это металлический пруток, смотанный в бобину. Бобина вставляется…
Читать далее
Флюс и сварочная проволока
Екатерина0 comment
Металлургия — одно из важнейших ремесел для современного человека. Зная основы и особенности этой области производства можно получить необходимые металлы или изменить их свойства, сварить детали любого размера или получить металлические сплавы. Чтобы выполнить качественное изготовление, например, чугуна, помимо оборудования нам понадобятся исходные материалы и, конечно, металлургический флюс. В этой статье мы расскажем все о промышленном флюсе, поведаем о нюансах его использования и поймем, какова его роль на современном металлургическом заводе. Общая информация Доменное производство — это совокупность промышленных процессов, в результате которых изготавливается чугун. Для этих целей используют метод…
Для этих целей используют метод…
Читать далее
Флюс и сварочная проволока
Екатерина1 Comment
Начинающие сварщики часто задаются вопросом: «Зачем вообще нужны другие комплектующие, если есть полуавтомат, выполняющий быструю и качественную сварку с помощью обычной проволоки и газа?». Да, для любительской и профессиональной сварки часто используют полуавтоматическое сварочное оборудование. В таких аппаратах проволока подается непрерывно, поэтому швы получаются прочными и долговечными. Нет необходимости постоянно менять электрод, если нужно сварить длинный шов или наплавить много металла. При этом качество сварочных работ на голову выше, чем работа с электродами. Однако, есть одно «но». Сварка с помощью полуавтомата требует наличия газового баллона, вес которого достигает 80 килограмм.…
Читать далее
Флюс и сварочная проволока
Екатерина0 comment
Бура — это высокотемпературный флюс, выпускаемый в виде порошка и используемый при соединении металлических деталей методом пайки. Бура флюс для пайки плавится при температуре от 700 градусов по Цельсию, поэтому и называется высокотемпературным флюсом. У буры есть свой ГОСТ, регулирующий ее состав и производство. Согласно этому ГОСТу бура должна растворяться в воде и при застывании превращаться в прозрачную массу. В этой статье мы расскажем вам все о порошке буры. Что такое бура Бура флюс для пайки представляет собой порошкообразное вещество, похожее на соль, имеет химическое название тетраборат натрия. Состоит из…
Читать далее
Флюс и сварочная проволока
Екатерина0 comment
Флюс обеспечивает стабильное горение дуги, способствует формированию надежного сварного соединения, выводит из сварочной зоны ненужные примеси и в целом улучшает качество работы. Флюс можно купить в магазине, современный производители предлагают большой ассортимент. Но мы предлагаем вам сделать флюс самому. Это не займет много времени, зато сэкономит ваши деньги. В основном, паяльный флюс используется для сварки проводов и мелких деталей. Существует также специальный флюс для пайки bga. В этой статье мы поделимся «рецептом» изготовления различных видов флюса или, проще говоря, припоя, который можно использовать в большинстве мелких паяльных работ. Разновидности Прежде чем приступить к…
Флюс можно купить в магазине, современный производители предлагают большой ассортимент. Но мы предлагаем вам сделать флюс самому. Это не займет много времени, зато сэкономит ваши деньги. В основном, паяльный флюс используется для сварки проводов и мелких деталей. Существует также специальный флюс для пайки bga. В этой статье мы поделимся «рецептом» изготовления различных видов флюса или, проще говоря, припоя, который можно использовать в большинстве мелких паяльных работ. Разновидности Прежде чем приступить к…
Читать далее
Проволока сварочная флюсовая для полуавтомата
индустрия »
Электротехника »
Сварочные аппараты »
Сварочный инвертор
Для проведения сварочных работ полуавтоматом без использования защитного газа применяется проволока сварочная флюсовая для полуавтомата. Применения такой проволоки
 Баллон нужно систематически отвозить на заправку, тратить время и деньги, к тому же он достаточно много весит, что дополнительно создает массу неудобств.
Баллон нужно систематически отвозить на заправку, тратить время и деньги, к тому же он достаточно много весит, что дополнительно создает массу неудобств.Когда же используется проволока сварочная флюсовая для полуавтомата, то использование полуавтомата для дома заметно упрощается. К тому же, сама стоимость сварки выходит гораздо ниже, чем с применением защитного газа.
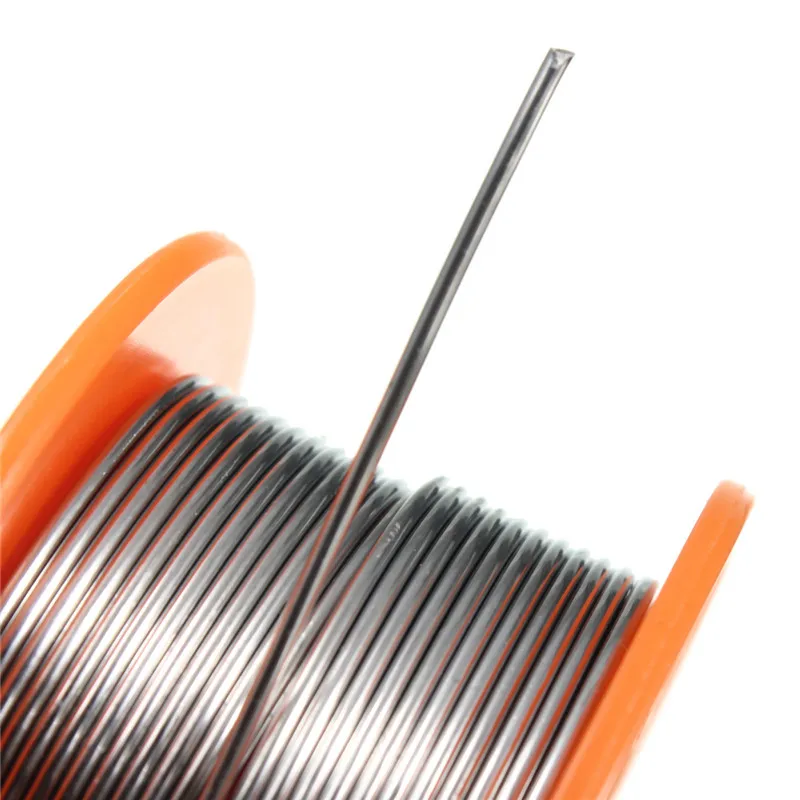
Специальная флюсовая проволока, либо порошковая сварочная проволока служит заменителем защитного газа. Если посмотреть на такую проволоку в разрезе, то можно увидеть тонкостенную стальную трубку, которая заполнена флюсом. По своему составу флюс очень похож на обмазку обычных электродов для сварки. Флюс в процессе сварки сгорая создает небольшое облачко защитного газа, по сути выделяя тот-же углекислый газ, именно в точке свариваемых элементов.
Проволока может иметь в своем составе сразу компоненты флюса, которые включены в металл из которого она изготовлена.
Каковы преимущества имеет сварочный полуавтомат без газа на флюсовой проволоке и надежный ли это заменитель полуавтомату с использованием защитного газа?
В процессе разряда электрической дуги проволока начинает плавиться из-за действия высокой температуры. В ванне сварки при этом обязательно появляется облачко, в состав которого входят именно те вещества, которые находятся в составе проволоки. Именно это облачко и заменяет защитный газ, применяемый в обычных условиях, полностью изолируя зону сварки от атмосферного воздуха.
В ванне сварки при этом обязательно появляется облачко, в состав которого входят именно те вещества, которые находятся в составе проволоки. Именно это облачко и заменяет защитный газ, применяемый в обычных условиях, полностью изолируя зону сварки от атмосферного воздуха.
Аппарат для сварки флюсовой проволоке гораздо компактнее, чем модели для работы с газом, так как проволока занимает гораздо меньший объем, чем баллон с углекислым газом или аргоном.
Рабочие параметры сварочных полуавтоматов для работы на флюсовой проволоке:
- Проволока 0.5 — 3 мм;
- Сварочный ток от 35 до 100 Ампер и выше;
- Мощность от 1.5 кВт и выше.
Регулировка силы сварочного тока выполняется с помощью реостата в управляющем блоке.
При этом методе сварки без защитного газа, плюсовой вывод питания подается на свариваемое изделие.Нужно учитывать, что сварочная проволока для полуавтомата без газа достаточно хрупкая по структуре, с достаточно тонкими стенками и при работе не допускаются резкие изгибы или повороты шланга, по которому она подается к месту сварки.
Нельзя заменять порошковую проволоку обычной при работе без газа, так как сварочный шов будет неровным и иметь внутренние пустоты, а значит и минимальную надежность.
Выполняя, например, вертикальный шов необходимо учесть, что тепло идет всегда снизу вверх. Исходя из этого, нужно всегда вести шов в сверху вниз. Особенно это важно учитывать при работе с тонким листовым металлом. При этом горелку нужно держать с некоторым наклоном вверх, чтобы лучше можно было удерживать саму сварочную ванну, как раз ту зону сварки, где образуется защитное облачко газа от сгораемого флюса.
Вдоль шва горелку нужно передвигать достаточно быстро, опережая появления сверху капли расплавленного металла. При этом сварочная проволока для полуавтомата без газа должна всегда быть на переднем крае сварочной ванны.
Опытный сварщик может вести сварной шов со скоростью до 2 см в секунду, благодаря подаче проволоки (0. 5- 3мм) в автоматическом режиме.
5- 3мм) в автоматическом режиме.
Недостатком работы с флюсовой сварочной проволокой является невозможность выполнения потолочного шва. Это связано с тем, что образовавшаяся углекислота в облачке благодаря силе тяжести просто выпадает из сварочной ванны.
Используя для работы сварочный полуавтомат без газа на флюсовой проволоке нужно представлять, что сварка без газа похожа на сварку обычным электродом, когда шлак может попадать в ванну сварки. В связи с этим приходится ложить дополнительный сварной шов поверх получившегося шва, предварительно очистив предыдущий от шлака.
Как в случае с применением углекислого газа, либо его смеси с аргоном, газ препятствует горению, а значит метал будет меньше нагреваться и выгорать. Флюс выполняет ту же функцию, защищая металл от нагрева и выгорания.
Читайте также
- Схема сварочного полуавтомата своими руками
Как легко и просто сделать сварочный полуавтомат самостоятельно, не прибегая к дорогостоящим покупкам.
… - Полумостовой инвертор сварочный
Что такое полумостовой инвертор, а так-же как он используется в сварочном деле, вы узнаете из этой статьи. …
- Сварочный мостовой инвертор
Какие схемы управления используются для контроля за работой сварочных инверторов, вы узнаете из этой статьи. …
 …
…можно ли варить порошковой флюсовой проволокой – Виды сварочных аппаратов на Svarka.guru
Сварочные аппараты — очень распространенная техника, используемая как в промышленности, так и в быту. Если иметь хороший сварочный аппарат и уметь им пользоваться, можно решить многие задачи, например, что-то починить, залатать, даже сконструировать. В идеале это делается с использованием газа и присадочной проволоки, но иногда работать нужно срочно, а запасного баллона с газом может не оказаться под рукой, а основной не заправлен, да и вообще баллоны очень громоздкие, что делает их маломобильными. В таких ситуациях появляется вопрос о том, возможна ли сварка без газа? О том, сработает ли это, пойдет речь далее.
В таких ситуациях появляется вопрос о том, возможна ли сварка без газа? О том, сработает ли это, пойдет речь далее.
Особенности метода
Флюс, необходимый для создания защитной газовой среды, включен в состав сварочной проволоки. Сгорая в пламени электродуги, порошковый наполнитель выделяет необходимые газы, защищая сварочную ванну от контакта с кислородом, азотом и водяными парами.
Проволока подается роликовым механизмом с бобины с постоянной скоростью через отверстие в горелке. По том же шлангу проходит и электрический провод. Второй провод закрепляется на зачищенном месте заготовки.
Флюсосодержащая сварочная проволока для сварки без газа — основная особенность метода. Ее изготовление — сложный технологический процесс, и обходится она в несколько раз дороже обычной. Обращаться с ней также следует с осторожностью- оболочка, заключающая в себя флюсовый порошок, хрупка и при неосторожном резком движении повреждается.
Сварка на полуавтомате без газа применяется в тех случаях, когда работа с газом по тем или иным причинам неудобна: на деталях сложной пространственной конфигурации с большим количеством сквозных отверстий, в стесненных условиях и т. п.
п.
Процесс сварки алюминия полуавтоматом
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Постоянный ток для сварки алюминия – это источник питания. К алюминиевому образцу подсоединяется минусовая клемма. Основным рабочим элементом является сварочная горелка, которая имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
Основной принцип работы
Основной принцип работы базируется на сварочном материале: флюсосодержащей проволоке.
При изготовлении такого материала внутрь упругой металлической оболочки запрессовывают флюсосодержащий порошок, по составу напоминающий обмазку стержневых электродов.
Оболочка служит в качестве присадочного материала.
Часто встречаются следующие конструкции порошковой проволоки, служащей для сварки без газа:
- цилиндрическая оболочка;
- двухполостная с загибом,
- двухполостная с двумя загибами,
- коаксиальная двухслойная
В состав флюса входит рутил, восстановители и вещества для образования шлака. Кроме того, в порошок добавляют легирующие присадки, необходимые для придания материалу шва требуемых физико-химических свойств: Ni, Mb Mn, Fe и другие.
Виды профилей поперечного сечения порошковой проволоки.
В этом случае именно оболочка используется в качестве присадочного материала. При сгорании флюсового порошка в пламени электродуги выделяется углекислый газ СО2. Это облако вытесняет воздух в области сварочной ванны и надежно защищает расплав от контакта с кислородом и азотов воздуха, а также от содержащихся в нем водяных паров.
При сгорании флюсового порошка в пламени электродуги выделяется углекислый газ СО2. Это облако вытесняет воздух в области сварочной ванны и надежно защищает расплав от контакта с кислородом и азотов воздуха, а также от содержащихся в нем водяных паров.
При продвижении горелки вдоль по шву облако перемещается вслед за дугой, защищая ванну до момента остывания и кристаллизации материала шва.
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом. Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.
Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.
Сварочный полуавтомат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтомат. сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Плюсы и минусы
Основные достоинства использования безгазового сварочного метода следующие:
- повышается мобильность, поскольку нет нужды перетаскивать тяжелые баллоны, арматуру и громоздкие шланги;
- широкий выбор составов сварочных материалов для каждого сочетания свариваемых сплавов, их толщины и пространственной конфигурации;
- возможность сваривать более длинные непрерывные швы по сравнению с традиционным ММА-процессом ручной сварки с дискретными электродами;
- лучшие условия визуального контроля дуги и шва по сравнению с процессами с подачей газа, рабочая зона не закрывается газовой форсункой.
Присущи данному методу и недостатки:
- высокая разница в цене порошковой проволоки повышает себестоимость погонного метра шва;
- необходимость точной настройки режимов;
- потребность в полуавтоматическом инверторе с опцией работы прямой и обратной полярностью.
- толстый слой образующегося шлака повышает трудоемкость зачистки шва после сварки.
- сложности при работе с тонколистовым металлом (тоньше 1,5 мм).

Опытные мастера, знающие, можно ли варить полуавтоматом без углекислоты, говорят, что необходима также повышенная осторожность при манипуляциях с порошковой проволокой: в отличие от обычной, она очень хрупкая и склонна к заломам.
Выбор проволоки
Для сварки без газа необходима порошковая проволока. Она представляет собой полую металлическую трубку, заполненную специальным флюсом и стальной крошкой. Устанавливают ее в специальный механизм для равномерной подачи. Сварочная проволока подбирается в соответствии с материалом, который необходимо соединить.
Достоинства и недостатки порошковой проволоки
Преимущества:
- сварка порошковой проволокой не нуждается в дополнительной газовой среде;
- возможность перемещения оборудования в любое место;
- выполнение работ в труднодоступных местах;
- высокая скорость метода соединения металлических частей.
Недостатки:
- высокая стоимость расходных материалов;
- качество шва хуже относительно метода с газом.

Заправка и расход
Для сварки проволокой необходимо выполнить следующее:
- на аппарат устанавливаются ролики определенного диаметра;
- прижимной механизм не рекомендуется затягивать с усилием;
- на сварочной головке снимается наконечник;
- при появлении конца материала на головке наконечник снова одевают;
- для защиты от брызг расплавленного металла необходимо провести обработку.
Материал с флюсом подбирается в зависимости от свариваемого металла. При этом расход регулируется на полуавтоматическом аппарате и зависит от величины электрического тока.
Применяемое оборудование
Для сварки без газа подходит любой полуавтомат MIG/MAG с возможностью переключения с прямой на обратную полярность. Обычный режим при работе с подачей газа — это обратная полярность. На заготовку подключается плюс, а на горелку — минус. Для работы с флюсовой проволокой правильным режимом является прямая полярность, как при сварке электродами. При этом повышается энергия дуги и развиваемая ею температура.
При этом повышается энергия дуги и развиваемая ею температура.
Подающий механизм проволочного сварочного аппарата, работающего без газа, должен быть идеально отрегулирован во избежание перекосов и заломов. То, что подходит для обычной проволоки, выведет флюсовую из строя.
Характеристики аппарата
Для того, чтобы правильно выбрать сварочный полуавтомат для работы без углекислоты, следует учитывать следующие нюансы:
- аппарат должен быть легким и малогабаритным, чтобы в полной мере проявилось отсутствие необходимости в газовом баллоне;
- устройство должно быть доступным по цене;
- инверторный аппарат должен иметь широкие возможности по настройке параметров электродуги;
- агрегат должен допускать применение разных видов сварочных материалов.
При выборе технологии для сварки необходимо также учитывать то, что углекислый газ тяжелее воздуха и опускается вниз. Поэтому метод малопригоден для работы в верхнем положении и при больших уклонах наклонных швов: сварочная ванна не будет достаточно защищена. Только самые квалифицированные и опытные сварщики смогут заварить потолочные швы с использованием флюсовой проволоки, для начинающих это слишком непросто.
Только самые квалифицированные и опытные сварщики смогут заварить потолочные швы с использованием флюсовой проволоки, для начинающих это слишком непросто.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
В сварочном полуавтомате, в котором не используется газ, применяется специальная проволока, покрытая флюсом.
 В процессе сварки, происходит сгорание флюса с выделением все того же углекислого газа, что также не позволяет металлу прогорать.
В процессе сварки, происходит сгорание флюса с выделением все того же углекислого газа, что также не позволяет металлу прогорать.Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.
При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
Однако, не мало людей пользуются и вторым вариантом сварки, по большей мере это связано с тем, что при использовании сварочного аппарата без газа, шов выходит более аккуратным. Осторожно!
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн. Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Настройка
От корректной настройки параметров аппарата напрямую зависит качество шва. До начала сварки требуется:
- определить силу сварочного тока, исходя из материала заготовки, толщины проволоки, толщины деталей;
- настроить скорость подающего механизма, поставив один из наборов шестерней;
- проверить работу дуги на пробном участке;
- если дуга стабильная, а качество шва хорошее, можно варить основной шов.
Если же сила тока слишком большая или слишком маленькая, следует настроить параметры, прежде чем начинать рабочую сварку.
Техника сваривания
Техника имеет много общего как с работой методом ММА с дискретными электродами, так и с работой газовым полуавтоматом MIG/MAG.
Перед началом сварки следует провести зачистку зоны шва с помощью угловой шлифмашины, чтобы очистить заготовку от механических загрязнений, следов ржавчины, остатков старых лакокрасочных покрытий. Далее необходимо тщательно обезжирить зону шва и околошовную область не уже 10 см, чтобы смыть все масложировые загрязнения.
Разделка кромок шва проводится без каких-либо особенностей.
Горелку нужно вести вдоль шва плавно, без рывков. Отрывать электрод и гасить дугу в конце шва следует плавно, чтобы не разогнать защитное облако углекислого газа на остывающей сварочной ванной.
Сварщики, знающие, как варить детали флюсовой проволокой без газа обращают внимание на следующий нюанс. Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну. При этом может пострадать как прочность, так и долговечность шва на данном участке.
При этом может пострадать как прочность, так и долговечность шва на данном участке.
В этом случает следует прервать работу, очистить участок шва от шлака и проварить его повторно.
Работа с инвертором
Для работы с порошковой проволокой потребуется сварочный инвертор-полуавтомат с возможностью переключения режимов прямой и обратной полярности — ответ на вопрос: «как называется вид аппаратов для подобных работ?». Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.
При сварке без газа применяется прямая полярность
Если доступен подающий механизм с мягкими роликами ил сниженным усилием прижима- лучше использовать его. Он существенно снижает риск повреждения и залома проволоки во время подачи.
Важно! В ходе сварки нужно также избегать резких поворотов руки с горелкой, изгибов, а тем более заломов сварочного шланга — это также может повредить хрупкую проволоку.
Можно ли варить без газа на полуавтомате? Сварка полуавтоматом без газа широко применяется там, где необходимо повысить мобильность сварщика и неудобно таскать громоздкий аппарат с газовыми баллонами. Широкий ассортимент сварочной флюсосодержащей проволоки, которая образует в пламени электродуги защитное облако углекислого газа, позволяет успешно варить детали разных конфигураций из различных сплавов.
Широкий ассортимент сварочной флюсосодержащей проволоки, которая образует в пламени электродуги защитное облако углекислого газа, позволяет успешно варить детали разных конфигураций из различных сплавов.
MIG — газ или флюс?
Итак, вы подумываете о покупке своего первого сварочного аппарата для проволоки и хотите узнать о нем немного больше. Яркие маленькие коробочки не так уж и сложны, но есть несколько вопросов, на которые вам нужно ответить, прежде чем выкладывать деньги.
Нет ничего хуже, чем маленькая дорогая машинка, которая пылится в углу вашего гаража, потому что изначально это было не то, что вам нужно.
Мы познакомим вас с несколькими вариантами, чтобы помочь вам определить, какой станок и тип проволоки, скорее всего, являются лучшим выбором для вас сегодня и в ближайшем будущем.
Разница между GMAW и FCAW
Школа все еще не для меня, когда дело доходит до акронимов, применяемых к различным методам сварки, определенным Американским обществом сварщиков. Я не совсем уверен, что они полезны, и некоторые могут сначала сбить их с толку.
Я не совсем уверен, что они полезны, и некоторые могут сначала сбить их с толку.
Но они неизбежны в мире сварки. В этой статье мы будем иметь дело только с двумя, связанными со сваркой проволокой.
Что такое сварка GMAW?
GMAW , что является сокращением от «Дуговая сварка металлическим газом», более известная как сварка MIG или металлическая сварка в среде инертного газа. Для дальнейшего разрушения используется сварка сплошной проволокой с использованием инертного газа для защиты сварного шва от атмосферных загрязнений.
GMAW не подходит для сварки на открытом воздухе или в условиях сквозняка. Это связано с тем, что защитный газ имеет тенденцию сдуваться, прежде чем он сможет выполнить свою работу. По сравнению с FCAW сварные швы будут более привлекательными и не будут иметь шлака, который можно было бы сколоть. GMAW также сваривает тонкие металлы с меньшим прожогом по сравнению с FCAW.
Что такое сварка FCAW?
FCAW , что является сокращением от Flux Core Arc Welding, выполняется с помощью той же проволочной машины, что и GMAW, но не использует газ для защиты сварного шва. Проволока полая и вместо газа содержит флюс для защиты сварного шва от атмосферных загрязнений.
Проволока полая и вместо газа содержит флюс для защиты сварного шва от атмосферных загрязнений.
FCAW не так хорош, как GMAW при сварке очень тонких материалов, так как имеет тенденцию легче прогорать. Он также оставляет слой шлака на готовом сварном шве, который необходимо сколоть. Тем не менее, сварка снаружи не является проблемой для FCAW, и скорость проплавления обычно выше.
Он может справиться с небольшим количеством мусора на свариваемых поверхностях, в то время как GMAW требует, чтобы сварочные поверхности были очень чистыми.
Должен ли я использовать газовый или флюсовый сердечник при сварке?
Вы должны спросить себя, какой диапазон толщины металлов вы будете сваривать? Это поможет определить, подойдет ли 115 В для строительства ваших проектов и ремонта.
В каждом доме будет несколько розеток на 115 В, к которым можно подключить машину. Таким образом, портативная машина на 115 В выглядит привлекательно и действительно заслуживает внимания.
Ожидается, что все ваши сварочные работы будут выполняться в помещении на чистых металлах толщиной от 24 до 12 калибров. Калибр 12 имеет толщину чуть меньше 1/8″. 24 калибра имеет толщину менее 1/16″.
Если все ваши запланированные проекты и ремонты подпадают под параметры этого сценария, я предлагаю сварочный аппарат MIG 115 В, такой как Hobart 50059.с использованием газа с проволокой диаметром 0,025. Проволока меньшего размера облегчит сварку материала калибра 24. Проволока .030 будет иметь более высокую скорость наплавки и также может быть использована. 115v будет лучшим для вас в этом сценарии экономически.
Второй сценарий:Ожидается, что все ваши сварочные работы будут выполняться в помещении на чистых металлах толщиной от 1/8″ до 1/4″.
Для сварки MIG с газом и проволокой 0,035 на металлах в пределах этого диапазона толщины я предлагаю вам перейти на более мощный аппарат на 230 В.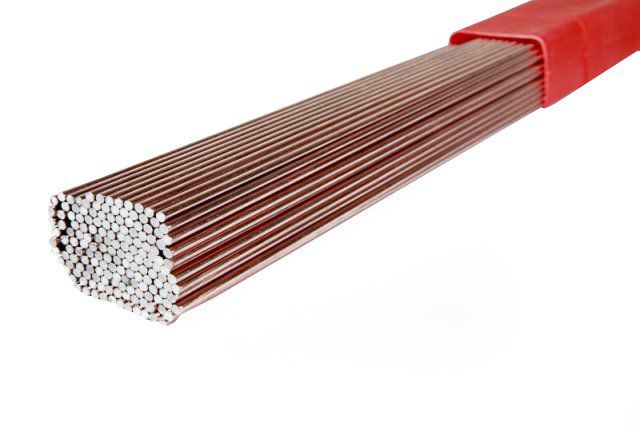 Эта модернизация силы тока и диаметра проволоки позволит вам делать меньше проходов. Таким образом, вы экономите много времени сварки в процессе.
Эта модернизация силы тока и диаметра проволоки позволит вам делать меньше проходов. Таким образом, вы экономите много времени сварки в процессе.
ПРИМЕЧАНИЕ : Для сварки MIG металлов толщиной более 1/4 дюйма потребуется действительно промышленный аппарат большей мощности.Сценарий 3: в помещении и на открытом воздухе на металлах калибра 20 толщиной до 1/4″.
Нам нужно отойти от MIG и перейти на .035 Flux-Core. Для этого потребуется не газовый баллон, а положительный и отрицательный провода. нужно будет включить машину. Что замечательно, так это то, что для этой работы достаточно машины на 115 В.
ПРИМЕЧАНИЕ. более чем в два раза превышает толщину, которую можно сварить методом GMAW с помощью машины на 115 В.Сценарий четвертый:
Ожидается, что все ваши сварочные работы будут выполняться как в помещении, так и на открытом воздухе на металлах толщиной от 1/4″ до 1/2″.
Нам нужно остаться с проволокой Flux-Core и перейти на диаметр 0,045. Для этого потребуется машина на 230 В. Эта модернизация силы тока и диаметра проволоки позволит вам делать меньше проходов. Это в конечном итоге сэкономит вам много времени сварки в процессе.
ПРИМЕЧАНИЕ : это более чем в два раза превышает толщину, которую можно сварить FCAW на машине 115 В.
Резюме
Основные вопросы, которые определяют наилучший аппарат, метод сварки и размер проволоки:
- Каков диапазон толщины металлов, которые вы собираетесь сваривать?
- Где вы будете заниматься сваркой, в помещении или на улице?
- Насколько чистыми будут металлические поверхности?
Я надеюсь, что мы хотя бы дали ответы на эти три основных вопроса в доступной для понимания форме.
Для более глубокого понимания различий между флюсом и защитным газом, пожалуйста, прочитайте мой пост под названием «Каково назначение флюса и защитного газа в процессе сварки» .
Вам также может быть полезен «Что мне нужно, чтобы начать сварку для новичка?» .
Женись сегодня на металле.
Читать дальше
- Лучший сварочный аппарат для начинающих
- Какая обувь лучше всего подходит для сварки?
- Лучшие сварочные маски для начинающих
- 8 Советы новичкам по сварке MIG
- Вы толкаете или тянете проволоку с флюсовым сердечником?
- Сложно ли пользоваться сварочными аппаратами?
- Сварка MIG и TIG
- Какой газ использовать для сварки MIG?
- В чем разница между точечной сваркой и сваркой MIG
- Различия между 030 и .035 Порошковая проволока
- Магнитные сварочные зажимы плюсы и минусы
10 лучших аппаратов для сварки флюсом в 2022 г. Обзоры и руководство по покупке 9001 900 находитесь на рынке, чтобы купить новый сварочный аппарат для своего гаража, мастерской или любого другого промышленного использования, то вы столкнетесь с широким спектром вариантов, где разные сварочные аппараты предлагают разные функции.
 Из всех этих различных вариантов лучшие сварочные аппараты с флюсовой проволокой, упомянутые в этой статье, могут быть отличным вариантом для тяжелых условий эксплуатации, когда вам, возможно, придется выполнять много сварных швов благодаря следующим характеристикам:
Из всех этих различных вариантов лучшие сварочные аппараты с флюсовой проволокой, упомянутые в этой статье, могут быть отличным вариантом для тяжелых условий эксплуатации, когда вам, возможно, придется выполнять много сварных швов благодаря следующим характеристикам:- Выходной ток: Независимо от того, покупаете ли вы сварочный аппарат с флюсовой проволокой или любой другой тип сварочного аппарата, очень важно проверить его выходной ток, так как более высокий выходной ток 160 А или 200 А будет намного лучше. производительность, чем выходной ток 100 ампер или 120 ампер в большинстве случаев.
- Толщина материала: Даже если вы покупаете сварочный аппарат с флюсовой сердцевиной, обеспечивающий высокий выходной ток, он не будет вам полезен, если он не может сваривать толстые листы металла. К счастью, большинство сварщиков с флюсовой проволокой указывают толщину материала как ⅛ дюйма или ¼ дюйма, где более высокая последняя оценка намного лучше для тяжелых условий эксплуатации.
- Элементы управления: Перед тем, как начать использовать высокопроизводительный сварочный аппарат для сварки флюсовой проволокой в своих мастерских, очень важно проверить предлагаемые им органы управления. Без надлежащего контроля выходного тока и скорости подачи флюсовой сердцевины вы не сможете выполнять точные и аккуратные сварные швы с помощью сварочной машины с флюсовой сердцевиной.

Помимо этих характеристик и факторов, перед покупкой сварочных аппаратов с флюсовой проволокой необходимо учитывать еще многое другое. Следовательно, чтобы помочь вам выбрать правильный аппарат, все перечисленные здесь аппараты для сварки с флюсовой проволокой также имеют свои важные характеристики и опции, а также подробное описание 9.0017 «Руководство по покупке» , чтобы к моменту, когда вы дойдете до конца этой статьи, вы могли легко купить лучший сварочный аппарат с флюсовой проволокой для вас.
наброски
10 лучших сварщиков ядра Flux в 2022 году| Лучшие сварщики ядра | Современный выход | Толщина материала | Утрай. | |
|---|---|---|---|---|
| Forney Easy Weld 261 Аппарат для сварки флюсом | До 140 А | 1/4 дюйма | 1 год | Проверить на Amazon |
| Hobart 500559 Сварочный аппарат с флюсовой проволокой | До 140 А | 1/4 дюйма | 1 год | Проверить на Amazon |
| Дисплей 4top Flux Core Welder | До 120 А | 5/32 дюйма | — | Проверить на Amazon |
| Аппарат TOOLIOM 200A для сварки флюсом | До 200 ампер | 5/32 дюйма | 1 год | Проверить на Amazon |
| ETOSHA MIG 160 Flux Core Welder | До 160 А | 15/32 дюйма | 1 год | Check On1 Amazon 9019 |
| Lincoln Electric Flux Core Welder | До 88 А | 1/8 дюйма | 1 год | Проверить на Amazon |
| Портативный сварочный аппарат VIVOHOME MIG 130 с флюсовой проволокой | До 120 А | 1/4 дюйма | 1 год | Проверить на Amazon |
| Goplus MIG 130 Flux Core Welder | До 120 А | 1/4 дюйма | 1 год | Проверить на Amazon |
| YESWELDER FLUX-135 Аппарат для сварки флюсом | До 135 А | 1/8 дюйма | 1 год | Проверить на Amazon |
| Сварочный аппарат ZENY MIG130 | До 120 А | 1/8 дюйма | — | Проверить на Amazon |

Аппарат для сварки с флюсовой проволокой Forney Easy Weld 261 занимает первое место в этом списке, так как это один из самых компактных аппаратов для сварки с флюсовой проволокой. Даже при данном размере и компактном форм-факторе вы получаете довольно приличный выходной ток 14 ампер от этого сварочного аппарата с флюсовой проволокой. Это в сочетании с проволокой с флюсовым сердечником 0,30 позволяет получить точные сварные швы. Вы также получаете довольно хороший рабочий цикл 30% при 90 ампер с этим сварочным аппаратом.
Говоря о совместимости этого сварочного аппарата с флюсовой проволокой с точки зрения толщины металла, с которым вы можете работать, он идеально подходит для металлических листов толщиной до ¼ дюйма, что весьма неплохо. Отличительной особенностью этого сварочного аппарата с флюсовой проволокой является то, что он имеет встроенную горелку и ручку, которые могут быть очень удобны во многих случаях. Так как Forney достаточно популярный бренд, вполне ожидаемо предоставленная ему гарантия 1 год.
Лучшие характеристики:
- Обеспечивает максимальный выходной ток до 140 А
- Подходит для сварки толщиной до ¼ дюйма
- Номинальный рабочий цикл 30 % при 90 А
- Поставляется с годовой гарантией
Достоинства:
- Маленький и компактный сварочный аппарат
- Достаточно мощный для данного размера
- Включает удобную ручку для переноски и фонарик
Минусы:
- Ограниченное количество аксессуаров в комплекте
Купить сейчас на Amazon
2. Hobart 500559 Сварочный аппарат с флюсовой проволокойХотя это немного дороже, Hobart и сварочные аппараты, такие как указанный здесь сварочный аппарат с флюсовой проволокой, могут быть отличным вариантом для всех тех, кто из вас, кто хочет что-то очень универсальное.
Сварочный аппарат с флюсовой проволокой Hobart 500559 Handler занимает 2-е место в этом списке, поскольку этот сварочный аппарат поставляется с широким набором аксессуаров в коробке, что делает его универсальным для многих пользователей. Говоря о его производительности, вы получаете максимальный выходной ток 140 ампер. Хотя его рабочий цикл 20% при 90 ампер немного меньше по сравнению с большинством других вариантов.
Говоря о его производительности, вы получаете максимальный выходной ток 140 ампер. Хотя его рабочий цикл 20% при 90 ампер немного меньше по сравнению с большинством других вариантов.
К счастью, этот высокотехнологичный сварочный аппарат с флюсовой проволокой по-прежнему является отличным выбором для тяжелых условий эксплуатации, поскольку он может легко сваривать материалы толщиной до ¼ дюйма. Что касается ключевой особенности этого сварочного аппарата с флюсовой проволокой, вы будете рады узнать, что он включает в себя все виды вещей, таких как горелка MIG, кабели, зажимы, шнуры питания, регулятор с двумя калибрами, контактные наконечники, приводной ролик и толщиномер материала в коробка. Как и следовало ожидать от сварочного аппарата премиум-класса, на него распространяется годовая гарантия.
Лучшие характеристики:
- Максимальный выходной ток до 140 А
- Подходит для сварки толщиной до ¼ дюйма
- Номинальный рабочий цикл 20 % при 90 А
- Поставляется с годовой гарантией
Плюсы:
- Широкий выбор аксессуаров
- Точные и точные средства управления сваркой
- Довольно мощный сварочный аппарат с флюсовой проволокой
Минусы:
- Очень дорого для данного рабочего цикла
Купить сейчас на Amazon
3. Display 4top Flux Core Welder
Display 4top Flux Core Welder Display4top — это одна из новейших и самых маленьких торговых марок сварочных аппаратов по сравнению с другими предложениями, представленными здесь, поэтому она предлагает различные доступные сварочные аппараты. .
Этот портативный безгазовый сварочный аппарат Display4top занимает 3-е место в этой статье, потому что это один из самых дешевых доступных вариантов. Несмотря на такую низкую цену, вы получаете приличный и стандартный выходной ток 120 ампер. И его номинальный рабочий цикл 35% значительно выше, чем даже у некоторых из самых дорогих вариантов.
Взглянув на поддержку толщины материала этого сварочного аппарата, вы можете использовать его для работы с материалами толщиной до 5/32 дюйма, что является довольно приличным для данной цены. Вы также получаете такие вещи, как сварочный пистолет, заземляющий зажим, защитную маску, щетку и многое другое в коробке, что обеспечивает высокое соотношение цены и качества. Однако, поскольку это довольно новая марка сварочных аппаратов, вы не получаете на нее никакой гарантии.
Однако, поскольку это довольно новая марка сварочных аппаратов, вы не получаете на нее никакой гарантии.
Лучшие характеристики:
- Максимальный выходной ток до 120 А
- Работает с толщиной сварного шва до 5/32 дюйма
- Номинальный рабочий цикл 35 %
Плюсы:
- Недорогой сварочный аппарат с флюсовой проволокой
- Поставляется с приличным количеством аксессуаров
- Довольно высокий рабочий цикл
Минусы:
- Гарантия не предоставляется
Купить на Amazon
4. Аппарат для сварки флюсом TOOLIOM 200A Tooliom и его варианты сварочных аппаратов известны тем, что предлагают довольно высокие показатели производительности, что также верно для его сварочного аппарата с флюсовой проволокой, указанного здесь, который может быть отличным вариантом для тяжелых условий эксплуатации.
Аппарат для сварки флюсовой проволокой Tooliom 200A MIG является наиболее мощным вариантом, указанным здесь в этом списке, по крайней мере, с точки зрения его выходного тока. Чтобы быть точным, этот сверхмощный сварочный аппарат с флюсовой проволокой от Tooliom может обеспечить максимальный выходной ток до 200 ампер. Мало того, вы также получаете превосходный рабочий цикл 60% при 200 А, что намного выше, чем у большинства других сварочных аппаратов.
Однако для достижения таких высоких показателей производительности он немного ограничен в плане поддерживаемой максимальной толщины, которая составляет всего 5/32 дюйма, что немного меньше, чем у большинства других вариантов. Поскольку этот сварочный аппарат с флюсовой проволокой предназначен для тяжелых условий эксплуатации, вы также получаете в коробке несколько удобных аксессуаров, таких как проволока, питание, кабели, электроды и другие. Как и на большинство других сварочных аппаратов с флюсовой проволокой, на этот также предоставляется 1-летняя гарантия.
Лучшие характеристики:
- Обеспечивает максимальный выходной ток до 200 А
- Работает с толщиной сварного шва до 5/32 дюйма
- Номинальный рабочий цикл 60 % при 200 А
- Поставляется с годовой гарантией
Плюсы:
- Превосходный выходной ток
- Превосходный рабочий цикл для длительного использования
- Включает в себя несколько удобных аксессуаров
Минусы:
- Поддержка толщины материала могла бы быть больше
Купить прямо сейчас на Amazon
5. Аппарат для сварки с флюсовой проволокой ETOSHA MIG 160Вы также можете рассмотреть Etosha и ее предложения для сварки с флюсовой проволокой, если вы ищете что-то, что обеспечивает высокую производительность и большую вариант для интенсивного использования.
Сварочный аппарат Etosha MIG 160 с флюсовой проволокой может стать отличным вариантом для всех тех из вас, кто хочет работать с крупными сварочными проекторами. Во-первых, вы получаете довольно высокий выходной ток до 160 ампер от этого сварочного аппарата с флюсовой проволокой. Однако из-за высокого выходного тока и ограниченной эффективности охлаждения рабочий цикл 15 % довольно низок.
Во-первых, вы получаете довольно высокий выходной ток до 160 ампер от этого сварочного аппарата с флюсовой проволокой. Однако из-за высокого выходного тока и ограниченной эффективности охлаждения рабочий цикл 15 % довольно низок.
Тем не менее, этот сварочный аппарат с флюсовой проволокой не будет ограничен в том, что вы можете сваривать с его помощью, поскольку он поддерживает материалы толщиной до 15/32 дюйма, что является самым высоким показателем в этой статье. Уникальной особенностью этого аппарата для сварки с флюсовой проволокой является то, что он имеет степень водонепроницаемости IP21, что делает его идеальным для многих пользователей. Вы также получаете 1 год гарантии на этот сварочный аппарат с флюсовой проволокой для вашего спокойствия.
Лучшие характеристики:
- Максимальный выходной ток до 160 А
- Работает с толщиной сварного шва до 15/32 дюйма
- Номинальный рабочий цикл 15 %
- Поставляется с годовой гарантией
Плюсы:
- Отлично подходит для тяжелых условий эксплуатации
- Опора из довольно толстого материала
- В целях безопасности используется водонепроницаемая конструкция
Минусы:
- Плохой рейтинг рабочего цикла
Купить сейчас на Amazon
6. Lincoln Electric K2278-1 Сварочный аппарат с флюсовой проволокой
Lincoln Electric K2278-1 Сварочный аппарат с флюсовой проволокой Lincoln Electric — один из старейших вариантов, если вы ищете электроинструменты для своих проектов в области электроники.
Этот портативный сварочный аппарат Lincoln Electric K2278-1 с флюсовой проволокой является одним из самых компактных доступных вариантов, что делает его пригодным для использования в дороге. Хотя для достижения такой компактной конструкции его производительность немного ограничена при заданном токе на выходе до 88 ампер. Точно так же рабочий цикл этого сварочного аппарата с флюсовой проволокой также немного ограничен на 20% при 70 ампер.
К счастью, работа с этим сварочным аппаратом не сильно повлияет на реальные приложения, поскольку он по-прежнему поддерживает материалы толщиной до 1/8 дюйма. Как и многие другие сварочные аппараты с флюсовой проволокой, этот также включает в себя несколько вещей, таких как зажимы, провода и кабели в коробке. Поскольку Lincoln Electric является очень уважаемой и старой маркой сварочных аппаратов, следует ожидать, что на нее включена годовая гарантия.
Лучшие характеристики:
- Максимальный выходной ток до 88 А
- Подходит для сварки толщиной до ⅛ дюйма
- Номинальный рабочий цикл 20 % при 70 А
- Поставляется с годовой гарантией
Плюсы:
- Идеально подходит для портативного использования
- Подставка для приличной толщины материала
- Включает удобную ручку на верхней части
Минусы:
- Не самый эффективный аппарат для сварки с флюсовой проволокой
Купить сейчас на Amazon
7. VIVOHOME Portabl MIG 130 Flux Core WelderVivohome — довольно популярный бренд всевозможных электроинструментов, которые могут быть отличным вариантом для использования прямо у вас дома благодаря их довольно низкой цене и производительности. числа.
Портативный аппарат для сварки флюсовой проволокой Vivohome может стать еще одним подходящим вариантом, если вы ищете что-то компактное и надежное для использования в дороге. Но даже при заданных размерах и ценнике приведенный ток на выходе до 120 ампер вполне приличный. В сочетании с его рабочим циклом 15% при 105 амперах вы можете ожидать от него достойных результатов.
Но даже при заданных размерах и ценнике приведенный ток на выходе до 120 ампер вполне приличный. В сочетании с его рабочим циклом 15% при 105 амперах вы можете ожидать от него достойных результатов.
Подобно гораздо более дорогим аппаратам для сварки с флюсовой проволокой, этот также имеет поддержку максимальной толщины до ¼ дюйма для простоты использования. Поскольку вам также потребуются аксессуары для использования этого сварочного аппарата с флюсовой проволокой, Vivohome включает в себя такие вещи, как сварочная маска, проволочная щетка, разъемы и другие вещи в коробке. Еще одна вещь, которую он включает в себя, — это его 1-летняя гарантия, которая всегда важна для надежности.
Лучшие характеристики:
- Максимальный выходной ток до 120 А
- Подходит для сварки толщиной до ¼ дюйма
- Номинальный рабочий цикл 15 % при 90 А
- Поставляется с годовой гарантией
Плюсы:
- Идеальный портативный сварочный аппарат с флюсовой проволокой
- Легко работает с довольно толстыми материалами
- Достойное соотношение цены и качества
Минусы:
- Рабочий цикл не идеален для интенсивного использования
Купить сейчас на Amazon
8. Сварочный аппарат Goplus MIG 130 Flux Core Welder
Сварочный аппарат Goplus MIG 130 Flux Core Welder Goplus и его предложения сварочных аппаратов также являются новинкой на рынке, особенно по сравнению с другими вариантами, из-за которых они предлагают довольно доступные варианты с хорошим соотношением цены и качества.
Этот сварочный аппарат Goplus MIG 130 с флюсовой проволокой — отличный выбор для всех тех из вас, кто хочет получить что-то, что предлагает пользователю высокое соотношение цены и качества. Начиная с выходного тока этого сварочного аппарата с флюсовой проволокой, он рассчитан на 120 ампер, что соответствует большинству других вариантов, которые даже дороже, чем этот. И для данной цены его 40% рабочий цикл тоже вполне приличный.
Благодаря этим показателям производительности вы можете легко использовать этот сварочный аппарат с флюсовой проволокой для металлических листов толщиной до ¼ дюйма. Если производительности этого сварочного аппарата недостаточно, то вы, безусловно, оцените широкий спектр прилагаемых аксессуаров. Goplus также предоставляет на этот сварочный аппарат годовую гарантию, такую же, как и на большинство других.
Goplus также предоставляет на этот сварочный аппарат годовую гарантию, такую же, как и на большинство других.
Лучшие характеристики:
- Максимальный выходной ток до 120 А
- Подходит для сварки толщиной до ¼ дюйма
- Номинальный рабочий цикл 40 %
- Поставляется с годовой гарантией
Достоинства:
- Сварочный аппарат с флюсовой проволокой с хорошим соотношением цены и качества
- Достаточно высокий рабочий цикл
- Различные варианты удобного управления
Минусы:
- Охлаждающие вентиляторы немного шумят
Купить сейчас на Amazon.com0002 Как вы, скорее всего, догадались по названию, Yeswelder — это, прежде всего, торговая марка сварочных аппаратов, а также сопутствующих принадлежностей, из-за которых мы упомянули в этом списке его сварочный аппарат с флюсовой проволокой.
Аппарат для сварки флюсовой проволокой Yeswelder Flux 135 отличается довольно приличной производительностью и широким набором удобных функций, что делает его отличным вариантом для многих. Несмотря на то, что с ним вы получаете достаточно высокий выходной ток 135 ампер, он весит всего 11 фунтов, что позволяет вам брать его с собой. Что касается его рабочего цикла, то он довольно средний при рабочем цикле 30%, чего и следовало ожидать от такого портативного варианта.
Несмотря на то, что с ним вы получаете достаточно высокий выходной ток 135 ампер, он весит всего 11 фунтов, что позволяет вам брать его с собой. Что касается его рабочего цикла, то он довольно средний при рабочем цикле 30%, чего и следовало ожидать от такого портативного варианта.
Однако, несмотря на указанный номинальный ток, толщина материала немного ограничена ⅛ дюйма и может быть низкой для некоторых пользователей. Для использования этого сварочного аппарата вам придется использовать флюсовую проволоку 0,30 или 0,35, что делает его довольно универсальным. Как и большинство других брендов, Yeswelder также предлагает 1-летнюю гарантию на свой сварочный аппарат с флюсовой проволокой.
Лучшие характеристики:
- Максимальный выходной ток до 135 А
- Подходит для сварки толщиной до ⅛ дюйма
- Номинальный рабочий цикл 30 %
- Поставляется с годовой гарантией
Плюсы:
- Легкий и портативный сварочный аппарат
- Достаточно мощный
- Поддерживает популярные размеры флюсовой проволоки
Минусы:
- Поддержка толщины материала могла быть больше
Купить на Amazon. 0002
0002
ZENY — один из надежных брендов, предлагающий широкий ассортимент товаров от мебели для дома, электронных устройств до товаров для животных. Среди их широкого ассортимента сварочный аппарат с автоматической подачей является идеальным выбором для людей, которые ищут надежный продукт по доступной цене.
Изделие изготовлено из высококачественных материалов прочной стали и покрыто краской для защиты от ржавчины и коррозии. Из-за долговечности они могут выдерживать жесткие условия и служить в течение длительного времени.
Подходит для сварки нержавеющей стали и стальных материалов. Он имеет 4 уровня настроек потока, которые можно регулировать с помощью кнопок. Он также поставляется с поворотной ручкой регулировки скорости подачи проволоки и 10 уровнями скорости подачи проволоки для удовлетворения различных потребностей.
Лучшие характеристики:
- Идеально подходит для сварки стали
- Автоматическая защита от перегрева
- 4 регулируемые скорости нагрева
- Регулировка скорости подачи
Плюсы:
- Широкий спектр применения
- Горелка с защитным включением/выключением
- Прочная конструкция
Минусы:
- Создавать шум
Купить сейчас на Amazon
Руководство по покупке для лучших сварочных аппаратов с флюсовым сердечником По сравнению с большинством других типов сварочных аппаратов, сварочный аппарат с флюсовым сердечником позволяет сваривать большое количество деталей за короткий промежуток времени. . Благодаря непрерывной дуговой сварке под флюсом, это один из лучших вариантов для тяжелых условий эксплуатации.
. Благодаря непрерывной дуговой сварке под флюсом, это один из лучших вариантов для тяжелых условий эксплуатации.
Таким образом, мы уже предоставили несколько лучших сварочных аппаратов с флюсовой проволокой выше. Несмотря на то, что все эти различные сварочные аппараты с флюсовой проволокой были объяснены вместе с их функциями и опциями, вам может быть интересно узнать больше. Если это относится и к вам, обязательно ознакомьтесь с подробным руководством по покупке лучших сварочных аппаратов с флюсовой проволокой:
Выходной токПри покупке сварочного аппарата для гаража или мастерской очень важно убедитесь, что он мощный, чтобы его можно было использовать для всех видов проектов. К счастью, довольно легко получить представление о производительности вашего аппарата для сварки с флюсовой проволокой, просто проверив его выходной ток.
Говоря о лучших сварочных аппаратах с флюсовой проволокой, упомянутых выше, большинство из них имеют номинальный выходной ток около 120 ампер, что должно быть достаточным для среднего пользователя. Однако, если вам нужен сварочный аппарат с флюсовой проволокой, предназначенный для тяжелых условий эксплуатации, вам следует использовать модели с более высоким выходным током 160 или 200 ампер. Это связано с тем, что более высокая выходная мощность позволяет быстро сваривать даже более толстые листы металла.
Однако, если вам нужен сварочный аппарат с флюсовой проволокой, предназначенный для тяжелых условий эксплуатации, вам следует использовать модели с более высоким выходным током 160 или 200 ампер. Это связано с тем, что более высокая выходная мощность позволяет быстро сваривать даже более толстые листы металла.
Говоря о толщине металлических листов, на которых вы используете данный сварочный аппарат, мощный сварочный аппарат с флюсовой проволокой с высоким выходным током будет полезен только тогда, когда его можно эффективно использовать на толстых листы металла. К счастью, почти все сварочные аппараты с флюсовой проволокой имеют рейтинг толщины опорного материала, который говорит вам о толщине металла, с которым вы можете эффективно сваривать.
Как правило, этот рейтинг колеблется от ⅛ дюйма до ¼ дюйма, из которых последний лучше. Если ваш сварочный аппарат с флюсовой проволокой поддерживает большую толщину материала, то его можно легко использовать как в простых, так и в тяжелых проектах, где вам, возможно, придется работать с более толстыми кусками металла.
Независимо от того, есть ли у вас мощный аппарат для сварки с флюсовой проволокой или аппарат начального уровня, предназначенный для базового использования, вы не сможете использовать его должным образом, если он не предлагает вам всех необходимых элементов управления, необходимых для работы с аппаратом для сварки с флюсовой проволокой. Что касается упомянутых выше сварочных аппаратов с флюсовой проволокой, почти все они предлагают универсальные варианты управления, так что вы можете точно и аккуратно сваривать все, что вам нужно для работы в вашей мастерской.
Это в первую очередь включает в себя опции управления для изменения выходного тока и скорости подачи флюсового сердечника. Регулируя оба эти параметра, вы можете эффективно регулировать скорость сварки, что очень важно, если вы хотите убедиться, что все ваши сварные швы и соединения выполнены правильно и должным образом. Помимо циферблатов для настройки таких и других параметров, вы также можете найти дисплеи на многих сварочных аппаратах с флюсовой сердцевиной, которые могут отображать ток на выходе в точных значениях, чтобы убедиться, что вы выбрали правильный.
Если вы когда-либо пользовались сварочным аппаратом в прошлом, то вы должны знать, что вам потребуется множество принадлежностей вместе со сварочным аппаратом с флюсовой проволокой, прежде чем вы сможете начать его использовать. И хотя такие принадлежности можно приобрести отдельно, многие сварочные аппараты с флюсовой проволокой включают их в комплект поставки.
Сюда могут входить аксессуары, такие как сварочные кабели, силовые кабели, сварочный шланг, сварочный флюс, сумка для переноски, инструменты и многое другое. Если ваш сварочный аппарат с флюсовой проволокой также поставляется со всем этим, вы можете сразу же начать использовать свой сварочный аппарат. Кроме того, такие сварочные аппараты с флюсовой проволокой также предлагают пользователю лучшее соотношение цены и качества, поскольку впоследствии вам не нужно будет покупать эти аксессуары.
Рабочий цикл Если вы хотите использовать сварочный аппарат с флюсовой проволокой в тяжелых условиях, весьма вероятно, что вы будете использовать его в течение длительного времени за один раз. Тем не менее, вы не можете использовать любой сварочный аппарат, включая сварочный аппарат с флюсовой проволокой, постоянно, так как он может нагреваться.
Тем не менее, вы не можете использовать любой сварочный аппарат, включая сварочный аппарат с флюсовой проволокой, постоянно, так как он может нагреваться.
Для предотвращения таких проблем с нагревом все сварочные аппараты с флюсовой сердцевиной имеют рейтинг рабочего цикла, который может быть указан как 25%, 40%, 50% и другие. Например, если ваш сварочный аппарат с флюсовой проволокой имеет рабочий цикл 30%, это более или менее означает, что вы можете использовать свой сварочный аппарат только в течение 3 минут в течение 10 минут. Это означает, что кроме этих 3 минут ваш сварочный аппарат не будет работать в течение следующих 7 минут. Однако, если вы хотите использовать свой сварочный аппарат с флюсовой проволокой в течение длительного периода времени непрерывно, вам будет приятно узнать, что рабочий цикл меняется при различных значениях выходного тока. Хотя он может составлять всего 30 % при 140 ампер, он может увеличиться до 50 % или 60 %, когда вы уменьшите выходной ток до 60 ампер или 70 ампер в зависимости от модели вашего сварочного аппарата с флюсовой сердцевиной.
Те из вас, кто покупает новый сварочный аппарат с флюсовой проволокой для своего гаража или мастерской, хотели бы, чтобы он прослужил как можно дольше. Это происходит по той простой причине, что большинство сварочных аппаратов недешевы. В результате всегда полезно проверить гарантию, прилагаемую к вашему сварочному аппарату с флюсовой проволокой, чтобы получить представление о его надежности. К счастью, почти на все сварочные аппараты с флюсовой проволокой распространяется годовая гарантия. Благодаря этому вы можете без каких-либо проблем полагаться на свой сварочный аппарат с флюсовой проволокой в тяжелых условиях эксплуатации в течение довольно долгого времени.
Заключение Как видно из названия, в сварочном аппарате с флюсовой проволокой используется флюсовая проволока с непрерывной подачей, которая используется для сварки, что приводит к почти автоматическому процессу сварки. Из-за этого это может быть отличным вариантом для крупномасштабных проектов, где вам, возможно, придется сделать много сварных швов.
Таким образом, некоторые из лучших сварочных аппаратов с флюсовой проволокой были указаны выше вместе с их деталями, такими как характеристики и характеристики. Это сочетается с подробным руководством по покупке сварочных аппаратов с флюсовой проволокой. И, основываясь на всей этой подробной информации, вот некоторые из наших любимых рекомендаций для лучших сварочных аппаратов с флюсовой проволокой:
- Из всех представленных выше аппаратов для сварки с флюсовой проволокой аппарат для сварки с флюсовой проволокой Tooliom 200A является одним из самых мощных вариантов благодаря отличному выходному току 200 ампер. Одной из самых уникальных особенностей этого сварочного аппарата с флюсовой проволокой является то, что он работает с двумя напряжениями и может работать при токах 110 и 220 вольт.
- Сварочный аппарат Etosha с флюсовой проволокой может стать еще одним приемлемым вариантом для многих покупателей благодаря своим высокопроизводительным характеристикам. Во-первых, вы получаете довольно высокий выходной ток до 160 ампер, что позволяет сваривать куски металла толщиной до 15/32, что делает его отличным выбором для тяжелых условий эксплуатации, особенно в сочетании с широким спектром прилагаемые аксессуары.
- Если у вас ограниченный бюджет и вы хотите что-то доступное, то сварочный аппарат Suncoo 130
 Во-первых, вы получаете довольно высокий выходной ток до 160 ампер, что позволяет сваривать куски металла толщиной до 15/32, что делает его отличным выбором для тяжелых условий эксплуатации, особенно в сочетании с широким спектром прилагаемые аксессуары.
Во-первых, вы получаете довольно высокий выходной ток до 160 ампер, что позволяет сваривать куски металла толщиной до 15/32, что делает его отличным выбором для тяжелых условий эксплуатации, особенно в сочетании с широким спектром прилагаемые аксессуары.MIG, TIG, дуговая сварка, сварка с флюсовой проволокой
перейти к содержанию Сварка — это широкая область с десятками сварочных процессов, каждый из которых используется тогда, когда он лучше всего подходит. Вы можете увидеть все, от лазера и сопротивления до холодной сварки в профессиональных приложениях.
Но четырьмя наиболее известными и наиболее широко используемыми сварочными процессами являются MIG, TIG, порошковая проволока и дуговая сварка. Это ручные, но они также могут быть автоматизированы.
В этой статье эти четыре процесса обсуждаются с точки зрения любителя и начинающего сварщика. Вы узнаете, что они из себя представляют, как они работают, их преимущества и недостатки, а также когда использовать каждый из них.
Некоторые основные сведения о сварке
Прежде чем мы начнем, давайте вкратце рассмотрим некоторые основы. Для соединения металлов используются различные виды сварки. Все четыре процесса сварки, которые мы объясним в этой статье, являются процессами дуговой сварки. Они используют электрическую дугу и электрическое сопротивление для расплавления основного и присадочного металлов и создания сварочного соединения.
Любой процесс дуговой сварки требует защиты сварочной ванны от таких элементов атмосферы, как азот и водород. Эти атмосферные элементы вызывают пористость и растрескивание, если они попадают в сварочную ванну. Кроме того, защитный газ изменяет поведение дуги и перенос присадочного металла в соединение.
Эти атмосферные элементы вызывают пористость и растрескивание, если они попадают в сварочную ванну. Кроме того, защитный газ изменяет поведение дуги и перенос присадочного металла в соединение.
MIG и TIG используют защитный газ, в то время как процессы дуговой сварки электродом и порошковой проволокой выполняются без газа. В сварке с флюсовой проволокой используется флюс, который при горении выделяет защитный газ, создавая изолированную атмосферу вокруг сварочной ванны. MIG и TIG не образуют шлака, в то время как дуговая сварка электродом и порошковой проволокой оставляет шлак в виде остатка сгоревшего флюса.
Для запуска любого из этих процессов необходима замкнутая электрическая цепь. Заземляющий зажим должен быть прикреплен к свариваемой металлической детали, в то время как держатель горелки/электрода замыкает электрическую цепь при контакте с металлической деталью.
При сварке электричество течет одним из двух способов:
- DCEN (Отрицательный электрод постоянного тока) — Провод электрода присоединяется к отрицательной клемме сварочного аппарата. Провод зажима заземления подключается к положительной клемме. Электричество движется от отрицательного к положительному. Электричество начинает свой путь в сварочном аппарате, сначала проходит через электрод, его притягивает положительный заземляющий зажим, прикрепленный к металлической части, и, наконец, дуга совершает скачок от отрицательного электрода к положительной металлической части.
- DCEP (Положительный электрод постоянного тока) — Электрод подключается к положительной клемме сварочного аппарата. Провод заземления подключается к минусу. Электричество перемещается от отрицательного к положительному по закону физики, поэтому здесь нет никаких изменений. Ток начинается в сварочном аппарате, сначала проходит через заземляющий зажим, входит в металлическую деталь, и когда положительный электрод касается металла, ток переходит от металла к электроду, вызывая образование дуги.
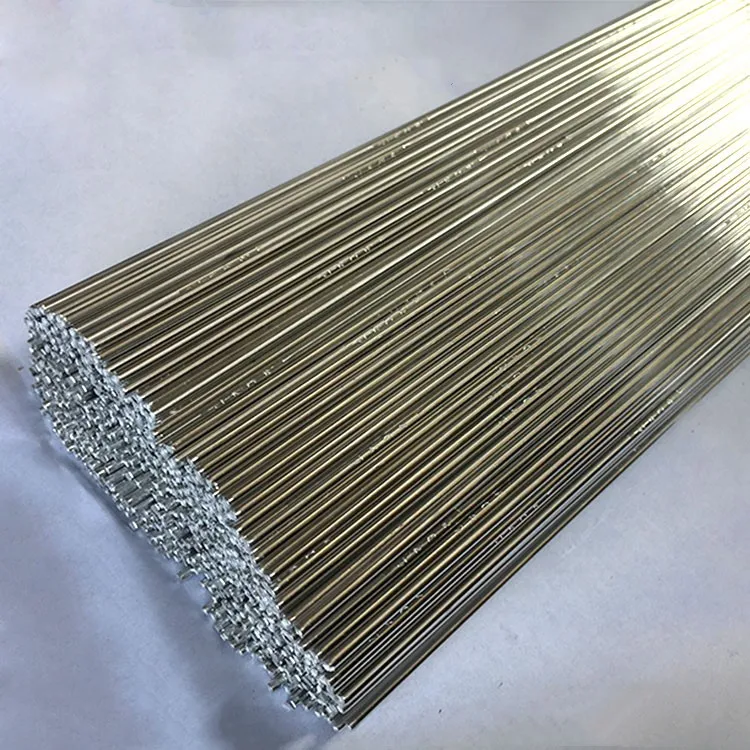 Провод зажима заземления подключается к положительной клемме. Электричество движется от отрицательного к положительному. Электричество начинает свой путь в сварочном аппарате, сначала проходит через электрод, его притягивает положительный заземляющий зажим, прикрепленный к металлической части, и, наконец, дуга совершает скачок от отрицательного электрода к положительной металлической части.
Провод зажима заземления подключается к положительной клемме. Электричество движется от отрицательного к положительному. Электричество начинает свой путь в сварочном аппарате, сначала проходит через электрод, его притягивает положительный заземляющий зажим, прикрепленный к металлической части, и, наконец, дуга совершает скачок от отрицательного электрода к положительной металлической части. Сопротивление потоку электрического тока вызывает плавление металла, но есть существенная разница, если мы используем DCEP, DCEN или AC (переключение между DCEN и DCEP много раз в секунду).
Если эти основы не имеют для вас особого смысла сейчас, не беспокойтесь, потому что, как только мы применим их к конкретным процессам сварки, все встанет на свои места.
MIG или процесс сварки металлов в среде инертного газа
источник: книга Ларри Джеффуса «Принципы и способы сварки»
MIG или GMAW (дуговая сварка металлическим газом) — самый простой для изучения процесс сварки. Его используют как любители, так и профессионалы.
Вкратце: в процессе сварки MIG используется система подачи проволоки, а подаваемая проволока действует как присадочный металл и электрод. Этот процесс требует защитного газа, поддерживает несколько режимов переноса металла, может сваривать толстые или тонкие материалы и обеспечивает хорошее наплавление металла и скорость сварки.
MIG является одним из наиболее широко используемых процессов в сварочной промышленности. Он не оставляет шлака, но требует защитного газа. Газ обычно представляет собой смесь аргона и СО2, но это может быть и чистый аргон для лучшего качества дуги, или чистый СО2 при сварке с ограниченным бюджетом.
Как это работает
источник изображения: https://www.weldingsuppliesfromioc.com/blog/stick-vs-mig-vs-tig-what-process-is-right-for-you/ Сварочный аппарат имеет внутри себя систему подачи проволоки, которая подает проволоку с катушки через специальные приводы и через кабель в горелку МИГ. Проволока электрически горячая и действует как электрод и присадочный металл. Для дуговой сварки металлическим газом требуется DCEP, и если вы случайно используете DCEN, дуга будет нестабильной, что приведет к образованию выпуклых швов.
Помимо проволоки горелка MIG также подает защитный газ для защиты сварочной ванны. Газовый баллон соединяется со сварочным аппаратом через газовый шланг. Газ высвобождается, как только вы нажимаете курок на горелке MIG, так что кончик горелки MIG подает проволоку и защитный газ в соединение.
Сварка МИГ в основном используется для сварки стали, но вы также можете сваривать алюминий с помощью шпульного пистолета или специального вкладыша для обычного пистолета МИГ. Для сварки алюминия требуется защитный газ 100% чистого аргона.
Для сварки алюминия требуется защитный газ 100% чистого аргона.
Недостатки
Одним из недостатков сварки MIG является то, что ее нельзя использовать в ветреную погоду. Ветер может легко сдуть защитный газ и подвергнуть сварочную ванну воздействию атмосферы, вызывая в процессе сварки дефекты. В таких условиях предпочтительнее дуговая сварка под флюсом и электродуговая сварка.
Проволока, используемая при сварке MIG, не содержит достаточного количества добавок для эффективной борьбы с грязью, маслом, ржавчиной и другими загрязнениями. Вот почему этот процесс сварки требует предварительной очистки металла до блеска, если это возможно. Проволока ER70S-6 содержит дополнительные раскислители и может помочь при сварке более грязного или ржавого металла. Тем не менее, сварка MIG не предназначена для сварки грязного металла.
Лучшее в сварке MIG
Процесс сварки MIG можно освоить за две недели, а затем усовершенствовать. Сварные швы просты в укладке, а методы проталкивания/вытягивания определяют результаты. Проталкивание пистолета перед лужей обеспечивает меньшее проникновение, в то время как вытягивание/перетаскивание пистолета от наплавленного металла приводит к более глубокому проникновению.
Проталкивание пистолета перед лужей обеспечивает меньшее проникновение, в то время как вытягивание/перетаскивание пистолета от наплавленного металла приводит к более глубокому проникновению.
Несмотря на то, что при сварке MIG образуются брызги, их гораздо меньше, чем при сварке флюсом и дуговой сваркой. Сварные швы, полученные с помощью MIG, отличаются высокой прочностью и великолепным внешним видом, практически не требуя очистки после сварки. Благодаря непрерывной подаче проволоки и защитному газу сварка MIG позволяет производить длинные сварные швы с минимальным временем простоя, в отличие от сварки TIG и дуговой сварки, которые требуют постоянных перерывов.
Процесс сварки порошковой проволокой или FCAW (дуговая сварка порошковой проволокой)
Процесс сварки порошковой проволокой аналогичен MIG, но с некоторыми важными отличиями. Этот процесс отлично подходит для любителей и профессионалов, как и сварка MIG, но есть много причин, по которым вы хотели бы использовать один вместо другого.
Вкратце: В процессе сварки порошковой проволокой используется система подачи проволоки, как и в MIG. Проволока действует как электрод, присадочный металл и содержит флюс в своей сердцевине. Флюс в полости в центре порошковой проволоки вступает в реакцию со сварочной дугой, образуя защитный газ. Поэтому проволока называется самозащитной порошковой проволокой. FCAW оставляет после себя шлак, производит больше тепла, чем MIG, и не подходит для самых тонких материалов.
Как это работает
Почти любой сварочный аппарат MIG может использовать процесс FCAW, но не каждый аппарат FCAW может выполнять сварку MIG. Вот почему специализированные сварочные аппараты, предназначенные только для FCAW, иногда называют «податчиками проволоки».
Проволока подается изнутри аппарата через накатные приводы в горелку MIG. Проволока электрически горячая, и при контакте с металлической деталью она запускает дугу, которая плавит металл и проволоку, сжигая при этом флюс. В отличие от MIG, FCAW должен использовать полярность DCEN.
В отличие от MIG, FCAW должен использовать полярность DCEN.
Сгоревший флюс выделяет газы и защитные соединения в сварочную ванну, защищая ее от атмосферы и загрязнений, таких как ржавчина, масло и жир. Порошковая проволока образует шлак, который остается поверх готовых сварных швов, и его необходимо удалить отбойным молотком. Порошковая проволока может иметь различные системы шлака, такие как рутиловая и основная, каждая из которых имеет свои плюсы и минусы.
FCAW в основном используется для сварки стали и нержавеющей стали, а также для сварки чугуна и твердых сплавов. С ним нельзя сваривать алюминий и другие цветные металлы.
Недостатки
Этот процесс дает значительно больше дыма, чем MIG или сварка электродом, что затрудняет просмотр сварочной ванны. Кроме того, это требует усиленной вентиляции при сварке в помещении.
Из-за более высокой тепловложения, чем MIG, FCAW не рекомендуется для сварки тоньше 20 калибра. Его легко прожечь, тем более что сварочную ванну трудно увидеть.
Сварные швы, выполненные методом FCAW, выглядят не так хорошо, как при сварке MIG, и часто требуют зачистки после сварки. Кроме того, удаление шлака между проходами еще больше увеличивает время, необходимое для завершения соединения.
Преимущества сварки FCAW
Отсутствие необходимости в баллоне с защитным газом делает FCAW дешевле, чем MIG, и делает его более портативным. Он позволяет проводить сварку на открытом воздухе при сильном ветре благодаря защите от шлака, которую нельзя сдуть, как защитный газ.
Этот процесс обеспечивает более высокую скорость наплавки проволоки, большее проникновение и соединение более толстых материалов. Добавление соединений во флюс для проволоки позволяет FCAW сваривать более грязный металл, чем MIG. В то время как чистый металл всегда предпочтительнее при сварке, FCAW лучше справляется с загрязнениями благодаря раскисляющим и очищающим элементам, добавленным в порошковую проволоку.
Порошковую проволоку можно легко отломить рукой на конце сварочной горелки, в отличие от сплошной проволоки MIG, для которой требуются кусачки. Для сварочной горелки MIG не требуется сопло, поскольку нет необходимости направлять защитный газ в сварочную ванну. Снятие насадки облегчает сварку труднодоступных мест и улучшает обзор сварочного шва.
Для сварочной горелки MIG не требуется сопло, поскольку нет необходимости направлять защитный газ в сварочную ванну. Снятие насадки облегчает сварку труднодоступных мест и улучшает обзор сварочного шва.
Сварка TIG или вольфрамовым электродом в среде инертного газа
источник: книга Ларри Джеффуса «Принципы и способы сварки»
В отличие от MIG или Flux core, в процессе сварки TIG оператор вручную подает присадочную проволоку в сварочную ванну. Этот процесс является защитным газом, как и MIG, и обеспечивает самое высокое качество сварки среди всех процессов ручной сварки.
TIG или GTAW (дуговая сварка вольфрамовым электродом в среде защитного газа), которую старожилы также называют heliarc, является самым сложным процессом для изучения. Сварщикам, выполняющим сварку TIG, обычно платят больше, и этот процесс используется, когда качество сварки и эстетика имеют первостепенное значение.
Кратко: процесс сварки TIG выполняется в среде защитного газа, проволока подается вручную. Он использует нерасходуемый вольфрамовый электрод и работает с выходом постоянного и переменного тока. Сварка TIG медленнее, чем другие процессы, и требует больших навыков. Он производит самые чистые и красивые сварные швы и соединяет самый широкий спектр металлов.
Он использует нерасходуемый вольфрамовый электрод и работает с выходом постоянного и переменного тока. Сварка TIG медленнее, чем другие процессы, и требует больших навыков. Он производит самые чистые и красивые сварные швы и соединяет самый широкий спектр металлов.
Как это работает
0003
Горелка TIG состоит из нескольких элементов, наиболее важными из которых являются вольфрамовый электрод и чаша. Вольфрамовый электрод немного выступает из чашки и запускает дугу одним из трех способов: запуск с нуля, запуск подъемом и запуск высокочастотной (ВЧ) дуги. HF является самым чистым методом, поскольку дуга переходит от вольфрама к металлической детали без какого-либо физического контакта, что позволяет избежать загрязнения сварочной ванны.
Вольфрамовые электроды различаются по химическому составу, а именно по процентному содержанию основного оксида. Каждый тип вольфрама предназначен для конкретных случаев использования. Форма наконечника вольфрамового электрода напрямую влияет на форму дуги и получаемый сварной шов. Таким образом, есть много переменных, когда речь идет только о вольфрамовом электроде.
Таким образом, есть много переменных, когда речь идет только о вольфрамовом электроде.
Процесс сварки TIG выполняется с использованием DCEN, DCEP или AC, в зависимости от желаемых результатов, используемого вольфрама и свариваемого металла. Переменный ток используется для сварки алюминия, потому что части DCEN и DCEP волны переменного тока переключаются много раз в секунду и обеспечивают очищающее действие (DCEP) и проникновение (DCEN).
Итак, часть ДКЭП волны переменного тока очищает оксид алюминия, а ДКЭН обеспечивает необходимое проникновение. Это связано с тем, что DCEN концентрирует тепло на свариваемом металле, а DCEP фокусирует его на вольфрамовом электроде. Однако при TIG на постоянном токе большая часть сварки выполняется на DCEN, а не на DCEP, потому что это приведет к слипанию вольфрама.
Чаша на сварочной горелке концентрирует защитный газ над сварочной ванной и зоной термического влияния (ЗТВ). Газ подается либо через сварочный аппарат TIG, либо непосредственно в горелку TIG, а наиболее распространенным защитным газом для TIG является чистый аргон.
Концентрированное тепло расплавит основной металл, когда вы зажжете дугу, а защитный газ защитит его от атмосферы. Если требуется присадочный материал, вы будете подавать присадочный стержень другой рукой, опуская его в сварочную ванну и избегая контакта между проволокой и электродом.
Недостатки
Требующий использования другой руки и часто одновременного нажатия ногой на педаль для управления выходной силой тока, процесс сварки TIG сложен в освоении. Кроме того, узкая булавочная дуга, обеспечиваемая вольфрамовым электродом, выделяет много энергии на небольшой площади, что затрудняет контроль перегрева и коробления металла.
Благодаря деликатному характеру сварки TIG свариваемая поверхность должна быть на 100 % чистой. Не может быть ржавчины, масла, краски или жира. Это увеличивает время завершения соединения за счет добавления дополнительных работ на этапе предварительной сварки.
Процесс сварки TIG значительно медленнее, чем процесс сварки MIG и порошковой проволокой, поскольку присадочный стержень подается вручную, а скорость осаждения присадочного металла ниже.
Лучшие качества сварки TIG
Концентрированная дуга позволяет выполнять более точные сварные швы. Это также приводит к узкой ЗТВ, что облегчает сварку более тонких металлов, но это все еще требует большого мастерства для управления подводом тепла.
Фото с сайта whatispiping.com
Не нужно беспокоиться о шлаке, так как TIG — это процесс, защищенный газом. Кроме того, нет дыма, искр или расплавленного металла, летающих вокруг, как при сварке с флюсовым сердечником и сварке MIG. Это позволяет вам иметь максимальную видимость дуги и сварочной ванны, что еще больше повышает качество критических сварных швов.
Дуговая сварка вольфрамовым электродом идеально подходит для сварки экзотических и разнородных металлов. Вот почему TIG сваривает больше металлов, чем любой другой метод сварки, что делает его наиболее универсальным процессом сварки. Сварные швы, полученные методом TIG, чище, прочнее и качественнее, чем сварка MIG, флюсовая проволока или дуговая сварка.
Процесс сварки электродом или SMAW (дуговая сварка защищенным металлом)
Источник: Книга Ларри Джеффуса «Принципы и способы сварки»
Для дуговой сварки используется тот же источник питания, что и для сварки TIG, поэтому большинство сварщиков TIG также могут выполнять дуговую сварку. Однако этот процесс не имеет ничего общего с TIG. Это грязнее, но быстрее и намного дешевле в эксплуатации, что делает его одним из самых популярных методов сварки как среди любителей, так и среди профессионалов.
Сварка электродами проще, чем TIG, но сложнее, чем MIG и сварка с флюсовой сердцевиной. Настройка сварочного аппарата проста, но к сварке нужно привыкнуть, потому что вам нужно поддерживать дугу, пока горит стержень.
Вкратце: Стержневой сварочный электрод плавится во время сварки и действует как присадочный металл и источник шлакового/защитного действия, не требуя защитного газа. Это очень прочный метод сварки, способный сваривать более грязный металл, и он отлично работает на открытом воздухе. Он в основном используется для сварки мягкой стали и не подходит для более тонких металлов.
Он в основном используется для сварки мягкой стали и не подходит для более тонких металлов.
Как это работает
Процесс SMAW расплавляет электрод с покрытием и соединяет металлы, нагревая их дугой, образующейся между кончиком электрода и свариваемым изделием. Существует множество различных сварочных электродов, и они различаются по типу покрытия (флюса) и металлического сердечника наполнителя. Все электроды имеют разные варианты использования, но, как правило, E6010, E6011, E6012, E6013 и E7018 используются для сварки большинством любителей.
Сварка электродом осуществляется с помощью DCEN, DCEP или переменного тока. В настоящее время, большую часть времени, DC является предпочтительным методом. Полярность будет зависеть от сварочного стержня и требуемого провара. DCEP обычно обеспечивает более стабильную дугу при сварке электродом, но DCEN отлично подходит для сварки более тонких материалов или если вы не хотите вводить максимальное количество тепла в металл.
Недостатки
SMAW не дает очень хороших сварных швов, и на свариваемую деталь попадает много брызг и капель расплава. Таким образом, требуется дополнительная работа по шлифовке/шлифовке всего и улучшению внешнего вида соединения после сварки.
Удаление шлака зачисткой и проволочной щеткой также замедляет процесс, особенно когда требуется многопроходная сварка. Некоторые электроды имеют легко отделяемый шлак, как электрод E6012, но другие требуют больше усилий.
Этот метод сварки медленный и требует от вас остановок, так как сварочный пруток будет часто расходоваться. Это усложняет сварку, потому что вам нужно связать сварные швы и продолжить с того места, на котором вы остановились.
Лучшее в сварке SMAW
Аппараты для сварки SMAW более доступны по цене, чем аппараты для сварки MIG и TIG. Кроме того, отсутствие необходимости покупать или арендовать баллон с защитным газом и сам защитный газ делает электродуговую сварку очень экономичным методом.
Использование шлаковой системы для защиты от атмосферы делает этот процесс отличным для работы на открытом воздухе. Кроме того, он гораздо более устойчив к ржавчине и другим загрязнениям, но всегда лучше очистить металл перед сваркой.
Заключение
Об этих четырех процессах дуговой сварки можно сказать гораздо больше. Так много переменных, таких как тип металла, выбор электрода и проволоки, настройки сварочного аппарата и другие, играют жизненно важную роль в достижении надлежащего проплавления и получении красивых сварных швов.
Эта статья представляет собой общий обзор самых популярных методов ручной дуговой сварки, чтобы помочь вам понять их различия, плюсы и минусы. Для полного новичка, вероятно, лучше всего начать с MIG, а затем попробовать сварку под флюсом, электродом и, наконец, сварку TIG. Однако не все одинаковы, и многие начинают с TIG в качестве первого процесса сварки.
К счастью, сегодня существует множество доступных многофункциональных сварочных аппаратов, которые новичок может использовать для изучения всех четырех процессов. YesWelder MIG 205DS — наша самая популярная модель, которая выполняет все описанные здесь процессы и предлагает функции, подходящие для начинающих, но с достаточной мощностью, чтобы удовлетворить большинство сварочных задач.
YesWelder MIG 205DS — наша самая популярная модель, которая выполняет все описанные здесь процессы и предлагает функции, подходящие для начинающих, но с достаточной мощностью, чтобы удовлетворить большинство сварочных задач.
7 комментариев
Назад к YesWelder
Сварка MIG и MAG – есть ли разница?
Как сварить нержавеющую сталь TIG
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
 «,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено,
«,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердить аккаунт»,»spending_card»:»Карта правил расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Выполненное правило»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно вознаграждения»,»birthday_field»:»Поле дня рождения»,»shop_it»:»КУПИТЬ»,»назад»: «Назад»,»click_for_sound_on»:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Посмотреть в Instagram»,»view_on_tiktok»:»Посмотреть в Tiktok»,»instagram_gallery»: «Галерея Инстаграм»}
Сварка с флюсовым сердечником для начинающих: 7 советов и рекомендаций для начала работы
Последнее обновление
Итак, вы решили заняться сваркой с флюсовым сердечником. Это не плохой выбор, особенно для тех, кто только начинает. Оборудование довольно удобное в использовании, и вы можете зажечь дугу одним нажатием курка. Например, это намного проще, чем начать учиться играть на палочке.
Это не плохой выбор, особенно для тех, кто только начинает. Оборудование довольно удобное в использовании, и вы можете зажечь дугу одним нажатием курка. Например, это намного проще, чем начать учиться играть на палочке.
Хотя флюсовая проволока является более нетрадиционным способом обучения сварке (сначала обычно изучают электродуговую сварку), вы можете многое узнать о принципах сварки. Тем не менее, будет еще немного кривой обучения. Вот несколько советов, которые помогут вам начать работу.
Наши 7 советов и рекомендаций для начинающих сварщиков с флюсовой проволокой
1. Убедитесь в правильности полярности
При сварке флюсовой проволокой с двойным экраном (порошковая проволока с защитным газом) большинство проводов имеют постоянный ток постоянного тока. электрод положительный. Это означает, что 2/3 тепла дуги будет направлено на проволоку.
Однако некоторые провода, особенно самоэкранированные, предназначены для использования с постоянным током, что означает отрицательный электрод постоянного тока. Если вы сварите их с DC+, вы получите значительное количество брызг, поскольку проволока не может выдержать такое количество тепла. Вы также не получите такого большого проникновения в сустав.
Если вы сварите их с DC+, вы получите значительное количество брызг, поскольку проволока не может выдержать такое количество тепла. Вы также не получите такого большого проникновения в сустав.
Изображение предоставлено: YAKISTUDIO, Shutterstock
2. Научитесь перетаскивать сварочную горелку
Предпочтительный угол перемещения для FCAW — небольшое сопротивление. Поскольку в результате образуется флюс и шлак, вы должны тянуть, чтобы шлак не попал под сварной шов. Но вы также не хотите тянуть слишком много.
Любой угол между 15°–30° является подходящим углом для перетаскивания ружья. Если больше, то горловина сварного шва (расстояние от стыка до поверхности сварного шва) станет слишком выпуклой. Если не указано иное, вам нужен в целом плоский внешний вид сварного шва. Возникает соблазн подтолкнуть, потому что это создает более плоский внешний вид сварного шва. Но это не только создает возможности для улавливания шлака, но и сварной шов может быть слишком вогнутым; вот почему предпочтительнее небольшое сопротивление.
3. Следите за скоростью движения
Если вы пытаетесь получить сварной шов меньшего размера, не просто перемещайте горелку быстрее. Есть и другие переменные, которые необходимо учитывать. Попробуйте сначала уменьшить скорость проводки. Затем вы можете двигаться более или менее в том же темпе. Если вы будете двигаться слишком быстро, вы можете не дать сварному шву заполниться достаточно.
Слишком быстрое движение может привести к подрезу и несплавлению. С другой стороны, если вы двигаетесь слишком медленно, вы также можете вызвать подрез. Другая проблема со слишком медленным перемещением заключается в том, что вы тратите больше времени, чем необходимо, на горячую дугу на материале, подвергая его ненужному нагреву и вызывая искажения. Попробуйте настроить параметры так, чтобы вы могли двигаться в разумном темпе.
4. Очистите материал
Флюсовая сердцевина может справиться с окалиной и пылью в соединении. Но в целом, вы должны в какой-то степени подготовить свой материал. Если материал ржавый, вы должны сточить ржавую часть. Если он влажный, высушите его горелкой или быстро протрите. Но не просто очистите его в начале; удалить весь шлак между проходами.
Если материал ржавый, вы должны сточить ржавую часть. Если он влажный, высушите его горелкой или быстро протрите. Но не просто очистите его в начале; удалить весь шлак между проходами.
Благодаря двойному экрану шлак легко отделяется. Если вы свариваете самозащитный флюсовый сердечник, может возникнуть соблазн оставить небольшой кусочек шлака, который просто не оторвется. Но это окажется тем самым шлаковым включением, которое обнаруживается на УЗИ. Тогда вам действительно нужно выкопать его! Постарайтесь завести привычку счищать весь шлак с поверхности.
Изображение предоставлено: High Simple, Shutterstock
5. Обрывайте провод
Вот кое-что, что кажется таким незначительным, но в конечном итоге сэкономит вам много времени. При сварке MIG с жесткой проволокой вам нужно отрезать кончик проволоки сварочными клещами или быстро зажечь дугу на другом куске металла, чтобы очистить проволоку.
С флюсовым сердечником, так как это не жесткая проволока, все, что вам нужно сделать, это протянуть проволоку на пару дюймов, взять проволоку между пальцами, согнуть ее и пару раз пошевелить вперед-назад, чтобы отломить ее. . Сварочные клещи не всегда будут под рукой, а это сэкономит время на их поиск.
. Сварочные клещи не всегда будут под рукой, а это сэкономит время на их поиск.
6. Совместите количество стартов и остановок
Как это часто бывает, вы не сможете выполнить полный пас, не меняя положения тела. Допустим, вы можете комфортно сварить только 36 дюймов, но у вас есть еще 36 дюймов. Не держите проволоку в луже, когда закончите свой первый сегмент, чтобы получилась красивая отделка.
Вместо этого можно оставить небольшой кратер, который будет выглядеть как подрез. Затем, когда вы начнете следующий сегмент, зажгите дугу и быстро вернитесь в кратер, который вы оставили, задержав его на секунду, а затем продолжите сварку. Результатом будет более последовательный переход, дающий вид одного сварного шва. Это также избавит вас от необходимости шлифовать старты и остановки.
7. Успокойтесь
Нет ничего хуже, чем посреди прохода, когда вы понимаете, что ваша рука вот-вот во что-нибудь врежется, или что вы можете упасть из-за потери равновесия, или ваша рука горит, потому что вы держите его слишком близко к сварному шву. Такие вещи случаются, но большинства из них можно избежать. Самое главное правило при любой сварке, особенно при сварке с флюсом, — устроиться поудобнее.
Такие вещи случаются, но большинства из них можно избежать. Самое главное правило при любой сварке, особенно при сварке с флюсом, — устроиться поудобнее.
Благодаря механизму подачи проволоки у вас есть возможность сваривать длинные проходы. Однако, если вам все время неудобно и ногу начинает сводить судорога, этот длинный проход может быть очень болезненным и, скорее всего, не окажется хорошим сварным швом. Сделайте подлокотники, сядьте и наденьте подкладку для тыльной стороны, чтобы отражать часть тепла. Делайте все возможное, чтобы чувствовать себя максимально комфортно.
Изображение предоставлено Kimtaro, Shutterstock. Когда вы разовьете способность замечать лужу и улучшите мышечную память, все станет более естественным. Затем вы можете бросить вызов себе с более сложными позициями и отточить свои основы.
Вас также может заинтересовать: Сварка MIG для начинающих: 7 советов и рекомендаций для начала работы
Авторы и права: Carr Ward Photography, Shutterstock
- Наши 7 советов и рекомендаций для начинающих сварщиков с флюсовой проволокой
- 1. Убедитесь, что полярность верна
- 2. Научитесь перетаскивать сварочный пистолет
- 3. Смотреть Ваша скорость движения
- 4. Очистите материал
- 5. Отрежьте трос
- 6. Привяжите старты и остановки
- 7. Будьте в комфорте
- 1.
- Заключение
 Убедитесь, что полярность верна
Убедитесь, что полярность верна— Сварочный аппарат с сердечником
Предложения
Ваш браузер не поддерживает видео тег.
- Описание
- Гарантия
- Ресурсы
- Видео
- Калифорния Опора 65
Forney Easy Weld 140 FC-i — это мощный сварочный аппарат с флюсовой проволокой. Этот станок идеально подходит для мастеров-любителей, техобслуживания, ремонта, металлообработки и любителей. Как и другие аппараты Forney Easy Weld, этот сварочный аппарат портативный и весит всего 19 фунтов. Этот аппарат прост в использовании и имеет бесступенчатую регулировку напряжения и скорости подачи проволоки. Forney Easy Weld 140 FC-I невероятно удобен, так как он не требует газа и может работать от стандартной бытовой электросети, если у вас есть выключатель на 20 ампер.
Этот станок идеально подходит для мастеров-любителей, техобслуживания, ремонта, металлообработки и любителей. Как и другие аппараты Forney Easy Weld, этот сварочный аппарат портативный и весит всего 19 фунтов. Этот аппарат прост в использовании и имеет бесступенчатую регулировку напряжения и скорости подачи проволоки. Forney Easy Weld 140 FC-I невероятно удобен, так как он не требует газа и может работать от стандартной бытовой электросети, если у вас есть выключатель на 20 ампер.
Технические характеристики изделия:
- Размеры блока: 16,75″ (425,45 мм) x 8,125″ (206,38 мм) x 12″ (304,8 мм)
- Вес устройства: 19 фунтов. (8,61 кг)
- Только сварка без газа/флюсовая проволока
- Портативный
- Обертка для фонарика
- Бесступенчатое регулирование напряжения и скорости подачи проволоки
- Вход 120 В, выход 140 А
- Сварные швы калибра 24 до 1/4 дюйма (6,35 мм)
- Ручки для проволоки 0,030” и 0,035”. Мы рекомендуем 0,030 дюйма, поскольку размер 0,035 дюйма может сократить рабочий цикл станка .
- Включает: 8-футовую горелку MIG, 8-футовый зажим заземления и адаптер 20–15 А
- Рабочий цикл 30 % при 90 А
 Мы рекомендуем 0,030 дюйма, поскольку размер 0,035 дюйма может сократить рабочий цикл станка
Мы рекомендуем 0,030 дюйма, поскольку размер 0,035 дюйма может сократить рабочий цикл станкаРекомендуемые аксессуары и расходные материалы:
- Контактные наконечники: Forney ITEM# 60170, 60171 и 60172
- Сварочные сопла: Forney ПУНКТ № 85336 и 85337
- Рассеиватель: Forney ПУНКТ № 85342
- Проволока Flux-Core MIG: Forney ПУНКТ № 42300 и 42301
- Спрей для защиты от брызг: Forney ПУНКТ № 37030
- Гель для насадки: Forney ПУНКТ № 37031
Характеристики продукта:
ПРОСТОЙ В ИСПОЛЬЗОВАНИИ
- Это идеальный сварочный аппарат начального уровня. В этом аппарате используется проволока с флюсовой сердцевиной диаметром 0,030 дюйма, а также бесступенчатая регулировка напряжения и скорости подачи проволоки, поэтому вы можете каждый раз настраивать идеальный сварной шов.

МОЩНЫЙ
- Этот сварочный аппарат имеет выходную мощность 140 А, что позволяет сваривать до 1/4 дюйма низкоуглеродистой стали. Сварочный аппарат защищен цельнометаллическим корпусом и достаточно велик, чтобы работать с 2 и 10 фунтами. мотков проволоки
ПОРТАТИВНЫЙ
- При весе всего 19 фунтов эту машину можно легко взять с собой на любой проект «сделай сам», техническое обслуживание и ремонт, гараж и многое другое!
Нажмите здесь, чтобы просмотреть отзывы об этом продукте:
Amazon Reviews
Home Depot Reviews
Зеленый цвет Forney Industries является зарегистрированным на федеральном уровне товарным знаком и не может быть воспроизведен без разрешения Forney Industries.
30 дней
- Продукт: Без дефектов материала и изготовления, которые могут возникнуть при нормальном использовании и уходе.
1 год
- Машины Forney и Forney Easy Weld™ Select: все внутренние электрические компоненты, к которым нельзя получить доступ без снятия крышки.

Для получения дополнительной информации о гарантии посетите: https://www.forneyind.com/support/warranty-information
- Краткое руководство пользователя (EN, FR, SP)
- Спецификация
- Руководство по эксплуатации
Видеогалерея
Сварочные маски с автоматическим затемнением Forney Industries
Распаковка сварочного аппарата 140FC-i с механизмом подачи проволоки
Что такое торчать
 P65Warnings.ca.gov
P65Warnings.ca.govИзвестно, что этот продукт содержит следующие химические вещества: может подвергнуть вас воздействию химических веществ, которые, как известно в штате Калифорния, вызывают рак и/или врожденные дефекты или другие нарушения репродуктивной функции. Щелкните здесь для получения дополнительной информации: https://www.forneyind.com/california-proposition-65
Категория продукта: Сварка > MIG
Связанные предметы
Связанные предметы
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие на складе.
* Ваш почтовый индекс
типов проволоки с флюсовым сердечником. [Ваша сводка ABC]
Когда вам интересно, и вы слышали были разные типы порошковой проволоки.
Если вы хотите быть осторожным, чтобы
подберите подходящий тип проволоки с флюсовым сердечником для вашего сварочного аппарата.
Потому что вам нужен лучший ремонт, который вы можете получить.
Потому что вы строите или создаете новый проект с нуля. И вы хотите удовлетворения и гордости за хорошо выполненную работу.
Вот краткое изложение ABC различных типов сварочной проволоки с флюсовым сердечником.
Вы найдете два типа проволоки с флюсовым сердечником.
Самозащитный безгазовый. И вам не понадобится баллон с защитным газом для сварки с ним.
Газозащита. Потому что вам понадобится баллон со сжатым газом.
Для обоих типов проводов вы можете приобрести сварка на плоскости или вне положения.
Сварка под флюсом в среде защитного газа быстрая и чистый. Но стоит дороже в использовании.
Порошковая проволока — это тип …
Сварочная проволока, которую вы используете в своем аппарате для дуговой сварки.
Порошковая проволока называется порошковой, потому что сварочная проволока выполнена в виде металлической трубки.
Полый центр заполнен флюсом.
Что это за штука называется потоком?
Flux Core WireФлюс представляет собой химическое соединение, которое плавится в жару сварочной дуги.
Соединения превращаются в газ в вашей дуге нагревать. И дает вашему горячему металлу необходимую ему защиту от воздуха вокруг вашего сварной шов.
Флюс имеет соединения, которые вводят – осаждает ваш присадочный металл с высокой скоростью.
Проволока с флюсовым сердечником, высокая скорость наплавки варьируется от типа к типу провода.
Металл снаружи вашего флюсового сердечника сварочная проволока капает в сварной шов и помогает заполнить шов.
Сварка мягкой стали с флюсовым сердечникомКогда вы закончите сварку флюса сердечник проволоки оставляет покрытие над сварным швом, называемое шлаком. Шлак также защищает ваш горячий металл из воздуха, когда он остывает.
И когда ваш сварочный шлак остынет, вы отколоть его. Оставляя ваш блестящий чистый сварной шов позади.
Все типы порошковой проволоки поставляются
катушка. Вы устанавливаете катушку с сварочной проволокой с флюсовым сердечником только в свой флюсовый сердечник.
сварщик. Или в вашем сварочном аппарате MIG, который сваривает проволокой с флюсовым сердечником.
Первый тип сварочной проволоки с флюсовым сердечником, который можно купить
Безгазовая сварочная проволока с флюсовым сердечником Тип сварочной проволоки с флюсовым сердечником.
Называется безгазовым, потому что вам не понадобится отдельный баллон со сжатым газом для сварки с ним.
Безгазовое название не означает, что газ не используется для защиты сварного шва. Сварка всегда нуждается в защите от воздуха. В противном случае ваши металлы не сплавятся вместе, и вы получите плохой сварной шов.
Почему вам понравится безгазовая проволока с флюсовым сердечником
Если вам нужно простое использование сварочный аппарат с флюсовой проволокой и немного проволоки.
Когда трудно купить или взять танк защитного газа с собой.
Или у вас не тот тип газового баллона
вам нужно для металла, который вы свариваете.
Вы также оцените использование безгазового флюса сердечник, когда вы новичок в сварке. Поскольку этот тип проволоки с флюсовым сердечником легче для новичка в использовании.
И если вы не получите настройки сварки Совершенно верно. В любом случае, вы, скорее всего, получите сварной шов, который все равно будет держаться.
Сварка самозащитной порошковой проволокой может быть рентабельным.
Почему?
Сварщики начального уровня часто используют флюсовый сердечник. только сварщики, так что сам ваш сварщик дешевле.
Баллон с бензином не оплачивается, регулятор или шланг купить.
Второй тип порошковой проволоки
Второй тип называется газозащитным флюсовая проволока. Вы также обнаружите, что он называется двойным экранированием или двойным экранированием. флюсовая проволока.
Он называется газозащищенным, потому что когда вы
используйте эту проволоку с флюсовым сердечником, вам понадобится баллон со сжатым газом. газ вы
можно использовать 100% углекислый газ, а также аргонно-кислородные смеси. В зависимости от
флюсовая проволока, которую вы выбираете.
Вам понадобится регулятор для регулировки скорость, с которой подается ваш газ. Шланг, по которому ваш газ может пройти к вашему сварочному аппарату. И достаточно большой дуговой сварочный аппарат.
Что это значит?
Вы найдете газовый флюсовый сердечник в большие размеры шпули. И ваш сварочный аппарат должен быть достаточно большим, чтобы удерживать катушку с флюсовая проволока.
Проволока также бывает большего диаметра размеры. Можно найти порошковую проволоку диаметром 0,035 дюйма в среде защитного газа. Но обычно вы найдете его размером от 0,045 дюйма в диаметре и больше.
При сварке деталей большого диаметра флюсовая проволока. Вам нужен сварщик, который может предоставить вам достаточное количество электроэнергии. выход. Мощность дуги достаточна, чтобы расплавить эту проволоку. И основные металлы, которые вы сварка.
Часто это означает, что сварочный аппарат работает на
230+ вольт.
Все это означает, что флюсовая сердцевина в газовой защите является более дорогой вид дуговой сварки.
Есть все это оборудование?
Затем…
Почему вам понравится флюсовый сердечник с газовой защитой Wire
Вам понравится использование флюсовой сердцевины в газовой защите провод, когда вам нужно много сваривать. И нужно сделать это быстро.
Сварка под флюсом в среде защитных газов имеет самая высокая скорость осаждения вашего присадочного металла в сварной шов из всех сварочных типы проводов.
И это главная причина, по которой вы его найдете в больших размерах катушки.
А там где сваришь толстый металл — 1/4 дюйма, 1/2 дюйма и выше.
И почему при коммерческой сварке на больших проекты. Вы найдете сварку под флюсом в среде защитного газа.
Вы также получите фантастическую сварку полученные результаты.
Почему?
Благодаря двойной защите сварного шва
бассейн с воздуха. Он защищен
флюс внутри проволоки с флюсовым сердечником. И по защитному газу, который вы используете.
Различные типы флюса в вашей флюсовой проволоке
В вашей флюсовой проволоке есть флюс, который не больше, чем просто защита сварного шва от воздуха.
Проволока с флюсовым сердечником из мягкой стали имеет тип флюс для сварки низкоуглеродистой стали.
И вы найдете различные флюсовые составы внутренняя порошковая проволока для нержавеющей стали.
Кроме того, во флюсе вы получаете соединения, называемые поглотители или раскислители в проволоке с флюсовым сердечником. Они работают, чтобы помочь удалить примеси из вашего бассейна горячего металла.
Почему это полезно?
Они удаляют те загрязнения, которые в противном случае это может привести к плохому сварному шву. До верхней части сварочной ванны, где они застряли в сварочном шлаке.
Когда ваш сварочный шлак остынет, вы сможете чип если выключен. Забудьте о великолепно выглядящем сварном шве.
Типы порошковой проволоки для сварки в нерабочем положении
Некоторые порошковые проволоки содержат химические вещества, которые
помочь сформировать сварочную ванну. Сварка в нерабочем положении означает, что вам нужен более толстый
сварочная ванна.
Сварочная ванна, которая не просто капает металл на пол.
Вместо этого порошковая проволока плавится твой металл. И присадочная проволока с флюсовым сердечником. Тем не менее, держите его как можно больше где вы хотите. В вашем сварном шве.
Выберите тип проволоки с флюсовым сердечником для вашего металла
Вы выбираете свою сварочную проволоку с флюсовым сердечником для соответствовать металлу, который вы свариваете.
Порошковая проволока для низкоуглеродистой стали, тип E71T-GS
Порошковая проволока для низкоуглеродистой стали изготовлена из мягкой стали. Или низкоуглеродистая мягкая сталь снаружи флюсового сердечника.
Вы найдете буквы и цифры
E71TGS в составе своего названия или на катушке. Это означает, что он сделан для мягкой стали.
и имеет прочность до 70 тыс. фунтов на квадратный дюйм (фунтов на квадратный дюйм). это все
Позиционная проволока с флюсовой проволокой предназначена для однопроходной сварки.
Ищите коды E71T-11, когда хотите проволока из мягкой стали во всех положениях, которую можно использовать для нескольких проходов.
Хотите ознакомиться с лучшими образцами порошковой проволоки из мягкой стали без газа? Взгляните на этот документ здесь.
Проволока с флюсовым сердечником из нержавеющей стали бывает разных типов.
И вы выбираете проволоку с флюсовым сердечником в соответствии с типом нержавеющей стали, которую вы свариваете.
Если вы хотите сварить нержавеющую сталь без использования газа.
Здесь вы найдете отличные.
И когда вы хотите использовать газовую защиту флюсовый сердечник из нержавеющей стали.
Выберите проволоку с сердечником из нержавеющей стали для соответствует нержавеющей стали, которую вы планируете сваривать.
Здесь вы можете увидеть несколько замечательных.
Посмотрите ближе — разные положения сварки Имеют собственные типы
Типы порошковой проволоки для различных
способы сварки.
Что это значит?
Когда вы сможете принять участие, которое планируете отремонтируйте в своей мастерской и положите на сварочный стол. Затем вы покупаете тип проволоки с флюсовым сердечником для сварки на плоской и горизонтальной поверхности.
Но когда твоя часть — часть трактора. Или же вы свариваете ворота или забор. Что-то, что вы не можете взять с собой в мастерскую или двигаться от того места, где он есть. Тогда вы могли бы сваривать металл сверху вниз. пока вы стоите или стоите на коленях у него.
А как насчет сварки над головой. Или же пока ты лежишь на спине?
Тогда вам понадобится проволока с флюсовым сердечником, будет работать для вас независимо от положения, в котором находится ваш сварной шов.
Это называется сваркой вне положения … сварка флюсовой проволокой вне обычного плоского положения.
Вы можете купить как без газа, так и с двойной защитой
сварочная проволока с флюсовым сердечником для сварки в нерабочем положении. Это называется всепозиционной порошковой проволокой.
Вид проволоки с флюсовым сердечником для одиночного или многопроходного
Посмотрите внимательнее, и вы найдете свое магнитное ядро проволока изготавливается для однопроходной или многопроходной.
Что это?
При покупке проволоки с флюсовым сердечником для проходная сварка. Это означает, что ваш металл достаточно тонкий. И ваше потоковое ядро Сварщик достаточно сильный, чтобы позволить вам сваривать металл, проходя по стыку однажды.
Это один сварочный проход.
Но когда вы свариваете более толстый металл, чем Ваш сварщик готов к сварке за один проход. Вы скосите сустав. И сделать столько проходит, так как вам нужно заполнить более толстый металлический стык присадочным металлом.
Это многопроходная сварка.
Порошковая проволока для многократного прохода
сделано для того, чтобы вывести все примеси в сварном шве на поверхность при каждом сварном шве
проходить. А для сварочного шлака на
верхнюю часть сварного шва, чтобы легко отколоть.