Исследование влияние полярности дуги на плавление электродов. Разница между прямой и обратной полярностью
Подробности Категория: Сварка
В книге рассмотрены технологические свойства электро сварочных дуг при сварке низкоуглеродистыми электрода ми с различными покрытиями. Показано влияние энергетически: процессов у катода, анода и в столбе дуги па производительность расплавления и проплавляющее действие электродов, а также на перенос металла в дуге и устойчивость ее горения. Установлен характер изменения энергетического состояния отдельных зон дуги при внесении в нее различных веществ.
На основе теории распространения тепла при сварке разработаны способы расчета некоторых технологических характеристик электродов.
Книга рассчитана на инженеров, научных работников и аспирантов, интересующихся вопросами применения дугового разряда и его энергетическими особенностями.
Свойства электрической дуги должны оказывать решающее влияние на особенности процесса сварки электродами.
Энергетические характеристики сварочных дуг зависят от типа покрытия электрода. Эта зависимость может быть установлена при одинаковом токе I по разнице в напряжении горения дуги Да, так как мощность дуги составляет /Да* Целесообразно сравнивать между собой величины так называемого номинального напряжения горения дуги (напряжение дуги, характерное для данного электрода при оптимальном режиме сварки).
Ниже приведены значения номинального напряжения горения дуги, полученные А. А. Ерохиным для низкоуглеродистой проволоки с различными тонкими покрытиями на постоянном токе прямой полярности (в в):
Без покрытия……………………………………………………18
Тонкий слой жидкого стекла………………………………..17
Мел и жидкое стекло……………………………………….. 15
Кварцевый песок и жидкое стекло………………………..24
Каолин и жидкое стекло…………………………………….28
Очевидно, что сварочные дуги с более высоким номинальным напряжением при прочих равных условиях будут более мощными. Причина изменения мощности сварочной дуги при нанесении тех или иных покрытий кроется в изменении физических условий существования дугового разряда, вызываемом покрытиями.
В настоящее время характеристики конкретных электрических дуг при сварке различными электродами изучены чрезвычайно слабо. В определенной степени известны лишь явления в столбе дуги. В то же время почти не исследованы процессы в приэлектродных областях, имеющие большое значение для понимания технологической роли электрической дуги в сварочном процессе. Результаты исследовании несварочных электрических дуг дают некоторое представление о явлениях в приэлектродных областях сварочных дуг. Так, в связи с разнообразием типов электрических дуг физиками делались попытки приблизительно классифицировать их по явлениям па катоде.
В то же время почти не исследованы процессы в приэлектродных областях, имеющие большое значение для понимания технологической роли электрической дуги в сварочном процессе. Результаты исследовании несварочных электрических дуг дают некоторое представление о явлениях в приэлектродных областях сварочных дуг. Так, в связи с разнообразием типов электрических дуг физиками делались попытки приблизительно классифицировать их по явлениям па катоде.
А. Энгель считает, что самоподдерживающие электрические дуги целесообразно разделить на две группы: дуги, у которых катоды заметно испаряются при температурах, когда термоэлектронная эмиссия еще отсутствует (дуги с «холодным» катодом), и дуги, в которых катоды имеют температуру, достаточную для значительной термоэлектронной эмиссии (дуги с термокатодом).
Основу низкоуглеродистых сварочных электродов составляет железо, температура кипения которого равна примерно 2740° С. Имеющиеся в стали примеси могут приводить к снижению температуры кипения электрода или к избирательному кипению при температуре ниже температуры кипения железа. Например, марганец испаряется уже при 1900° С, потери его при сварке за счет испарения могут быть значительными. Поверхность капель на конце электрода почти всегда покрыта шлаками и окислами, температура кипения которых также может быть ниже температуры кипения железа (А!203-2250е С, Si02- 2230° С и т. д.). Температура железных катодов, покрытых шлаками и окислами в связи с их испарением в дуге и значительными затратами энергии на такое испарение, может не достигать температуры кипения железа
Например, марганец испаряется уже при 1900° С, потери его при сварке за счет испарения могут быть значительными. Поверхность капель на конце электрода почти всегда покрыта шлаками и окислами, температура кипения которых также может быть ниже температуры кипения железа (А!203-2250е С, Si02- 2230° С и т. д.). Температура железных катодов, покрытых шлаками и окислами в связи с их испарением в дуге и значительными затратами энергии на такое испарение, может не достигать температуры кипения железа
При сравнительно низкой температуре кипения железа и возможных примесей и шлаков заметная термоэлектронная эмиссия с поверхности капель при атмосферном давлении теоретически невозможна и поэтому сварочные дуги с плавящимися электродами должны быть отнесены по классификации Энгеля к дугам с «холодным» катодом. Следует отметить, что разделение дуг, предложенное Энгелем, не является строгим. Исследования показали, что благодаря локальным повышениям давления и температуры в катодной области в дугах с «холодным» катодом, также возможна термоэлектронная эмиссия.
В последнее время появились более тонкие феноменологические градации дуг. Так, В. Финкельнбург и Г. Меккер считают, что существуют дуги без катодного пятна, дуги с весьма сжатым и неподвижным катодным пятном и нестационарные туги с катодным пятном, находящимся в быстром и хаотическом движении. В нестационарных дугах очень мало время существования катодного пятна, которое при своем исчезновении сменяется вновь образующимся подобным пятном (или несколькими пятнами). Эти дуги по своим параметрам (ток, давление, состояние поверхности катода) наиболее близко пот ходят к сварочным дугам с плавящимся электродом.
В работе указывается, что на интенсивность движения шипа существенно влияет материал катода. Найдена связь между интенсивностью испарения катода и перемещением пятна. При плохо испаряющихся катодах пятно перемещается интенсивнее.
Дуга с катодным пятном при некоторых условиях может переходить в дугу без пятна. По мнению В. Вейцеля, в дуге без катодного пятна существенную роль играет термическая эмиссия электронов с катода.
Дуга без пятна на переменном токе должна гореть без пиков напряжения в каждый полупериод из-за большой тепловой инерции электродов. В дуге с катодным пятном всегда наблюдается пик напряжения в начале каждого из полупериодов. Энергия, затрачиваемая на этот пик, расходуется на пере ориентацию облака положительных ионов и создание необходимых эмиссионных условий у катода.
Изучение явлений в катодной области, несомненно, имело бы важное значение и для сварочных дуг, однако для дуг с плавящимся электродом это затруднено, так как малая длина душ наличие втулочки из покрытия и перенос капель металла метают прямым наблюдениям в катодной области.
Несмотря на это, могут быть получены некоторые данные, убеждающие в существенном отличии процессов па катоде у сварочных дуг различных электродов. Например, анализируя сварку на переменном токе по осциллограммам напряжения, можно установить, что дуги различных электродов по характеру возбуждения в каждый полупериод и, следовательно, по характеристикам катодов отличаются друг от друга.
Отличия имеются и в интенсивности блуждания пятна. Например, как показывает скоростная киносъемка, на электродах с меловым покрытием катодное пятно перемещается медленно, в то время как на электродах с покрытием из плавикового шпата оно быстро передвигается по поверхности капли.
Перемещение пятна непостоянно. Некоторое время оно может находиться в относительном покое и затем внезапно начать двигаться. Пятно может совершать быстрые вращательные движения вокруг капли. По кинокадрам, снятым со скоростью 5000 кадров в 1 сек, трудно судить, является ли перемещение пятен непрерывным или скачкообразным. В случае очень быстрого движения пятна создается впечатление, что оно гаснет и мгновенно вновь возникает в новом более благоприятном месте, которое может находиться даже с другой стороны капли Анодное пятно, подобно катодному, также может интенсивно блуждать.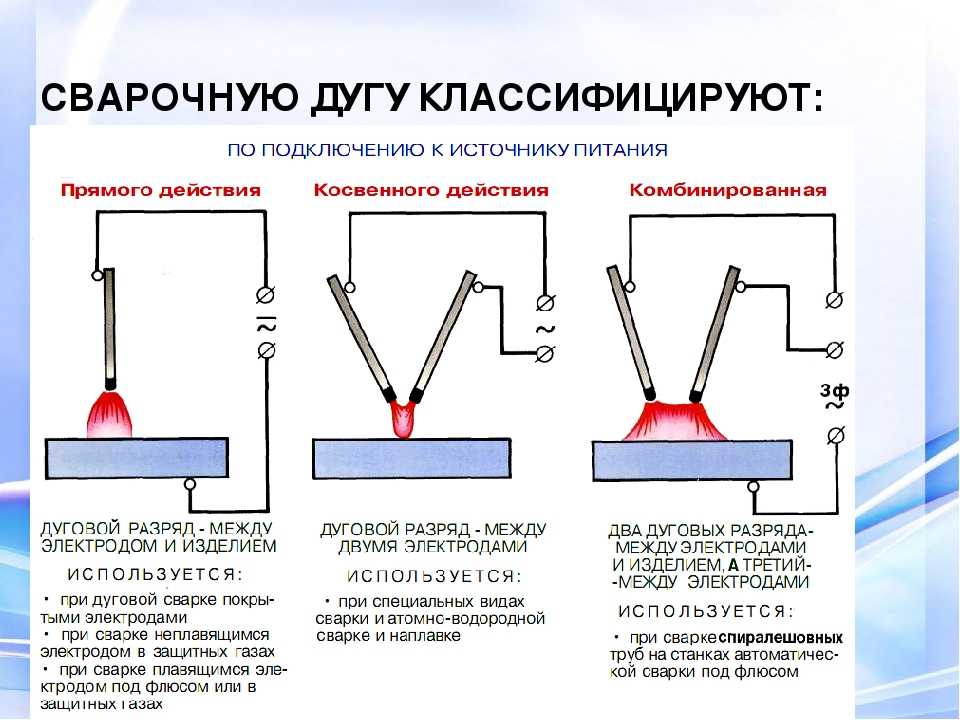 Таким образом, поведение активных пятен сварочной дуги соответствует по классификации В. Финкельнбурга и Г. Меккера третьему типу дуг с нестационарным катодным пятном.
Таким образом, поведение активных пятен сварочной дуги соответствует по классификации В. Финкельнбурга и Г. Меккера третьему типу дуг с нестационарным катодным пятном.
Весьма вероятно, что природа перемещения пятна на жидком катоде при сварке близка к природе блуждания пятна на ртутном катоде, который также относится к катодам «холодного» типа. Катодное пятно на ртути состоит из отдельных ячеек. Перестройка этих ячеек (появление новых и исчезновение старых) приводит к быстрому хаотическому перемещению всего пятна. Размеры ячеек весьма малы. Плотность тока в одной ячейке составляет около 106 а/см2. Дуги с ртутных катодов благодаря ячеистому строению катода могут гореть одновременно с нескольких катодных пятен. Аналогичное явление в ряде случаев наблюдается при скоростной киносъемке сварки низкоуглеродистой проволокой при плотности тока более 18 а/мм2 па прямой полярности.
Таким образом, даже чисто феноменологическое рассмотрение показывает, что электрические дуги при сварке различными электродами имеют существенные отличия в протекающих в них физических процессах. Эти отличия и являются причинами изменения как мощности дуги, так и ее устойчивости при нанесении различных покрытий.
Эти отличия и являются причинами изменения как мощности дуги, так и ее устойчивости при нанесении различных покрытий.
Отличия в физических и энергетических характеристиках луг неизбежно должны приводить к разным технологическим характеристикам электродов. Наблюдения показывают, что сварочные дуги, потребляющие большую мощность, характеризуйются более интенсивным блужданием активных пятен. Впервые па связь между номинальным напряжением дуги и ее устойчивостью обратил внимание Г. М. Тиходеев. Номинальное напряжение связано также со скоростью плавления электрода. Это было установлено И. Д. Давыденко и А. А. Ерохиным.
Несмотря на практическую важность этих фактов, взаимосвязи технологических характеристик электродов с особенностями электрических сварочных дуг посвящено сравнительно мало работ. Можно указать лишь на несколько работ в этом направлении.
Так, К- К- Хренов показал, что вещества с низким потенциалом ионизации, вводимые в дугу даже в небольших количествах, способствуют повышению ее устойчивости и позволяют производить сварку на переменном токе. В этой работе повышение устойчивости дуги связывалось с увеличением степени ионизации плазмы.
В этой работе повышение устойчивости дуги связывалось с увеличением степени ионизации плазмы.
А. А. Ерохин установил, что коэффициент расплавления при прямой полярности увеличивается с ростом номинального напряжения дуги. При обратной полярности коэффициент расплавления в меньшей степени зависит от номинального напряжения. Этот результат исследовании А. Л. Ерохина, как будет показано ниже, имеет принципиальное значение.
В ряде работ было показано, что свойства сварочных дуг с плавящимся электродом и технологические характеристики процесса зависят от полярности при сварке, материала электродов, состояния их поверхности и атмосферы дуги. Однако в этих работах в большинстве случаев не делается попыток связать энергию дуги и технологические характеристики электродов.
Исследования в основном посвящены рассмотрению явлений с столбе дуги. Можно указать, например, на характерные в этом отношении монографии К. К. Хренова, A. Я. Броуна и Г. И. Погодина-Алексеева, Г. М. Тиходеева. Однако столб сварочной дуги обычно потребляет незначитечьную долю энергии и не может оказать существенного влияния на взаимен действие дуги и электродов. Значительно большее влияние на это взаимодействие должны оказать малоизученные приэлектродные области дуги.
Однако столб сварочной дуги обычно потребляет незначитечьную долю энергии и не может оказать существенного влияния на взаимен действие дуги и электродов. Значительно большее влияние на это взаимодействие должны оказать малоизученные приэлектродные области дуги.
На большое значение энергии, выделяемой в приэлектродных областях, при оценке теплового действия дуги па электрод обратил внимание Б. Е. Патон, который пишет: Лаши исследования и исследование, проведенное в последнее время в Институте электросварки Д. М. Бабкиным, показали, что основная тепловая энергия, идущая на нагрев и плавление электрода, выделяется в приэлектродной области».
Из работ, посвященных сварочной дуге, можно назвать лишь несколько, в которых плавление электрода исследуется в связи с характеристиками приэлектродных областей. Д. М. Бабкин рассмотрел действие приэлектродных областей мощной сварочной дуги под флюсом па плавление электродной проволоки. Хотя некоторые положения работы Д. М. Бабкина (равное значение электронного и ионного тока на катоде) встречают возражения, им впервые высказана важная идея о необходимости раздельного рассмотрения действия приэлектродных областей на плавление электрода и выполнены соответствующие расчеты.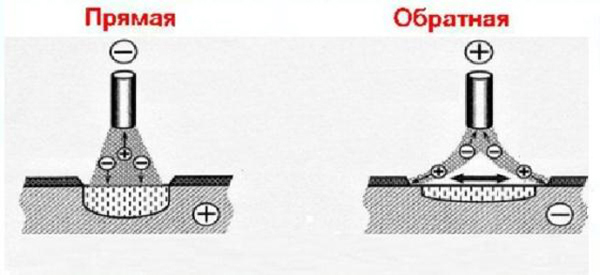 Японский исследователь С. Одзава сделал аналогичную попытку рассмотреть плавление различных электродов в связи с энергией в приэлектродных областях дуги.
Японский исследователь С. Одзава сделал аналогичную попытку рассмотреть плавление различных электродов в связи с энергией в приэлектродных областях дуги.
Определенное отрицательное влияние на развитие исследований приэлектродных зон сварочной дуги оказало неверное положение К. Комптона о том, что для дуг высокого давления катодное падение напряжения численно равно потенциалу ионизации дугового газа. Это создавало иллюзию возможности расчета падения напряжения в катодной области сварочной дуги по величине потенциала ионизации паров металла электрода без проведения специальных измерений. На основе такой точки зрения, например, была сделана попытка создать модель сварочной дуги, в которой катодное падение напряжения различных дуг с плавящимся электродом из низкоуглеродпстой стали во всех случаях равнялось 8 в, что примерно соответствовало потенциалу ионизации паров железа В действительности катодное падение напряжения сварочном дуги может сильно отличаться в зависимости и от состояния поверхности электрода, типа покрытия или флюса, режима сварки, и такая модель не является обоснованном.
Очевидная связь между явлениями в дуге и технологическими характеристиками сварочных электродов создает определенные возможности по регулированию технологических свойств сварочных щектродов, которое можно осуществлять несколькими путями. Можно в определенных пределах стабилизировать процессы в дуге (улучшить устойчивость горения и уменьшить разбрызгивание) за счет соответствующего выбора электрических параметров источников тока и сварочной цепи. Принцип такого регулирования заключается в подборе правильных обратных связен в системе дуга — сварочная цепь — источник тока, что связано главным образом с установлением определенной формы вольт-амперной характеристики источника тока и его шнамических свойств.
Эти явления подробно исследованы Б. Е. Патоном. В. П. Никитиным, И. Я- Рабиновичем, В. К. Лебедевым и М. Н. Сидоренко, Д Б. Кейта и др. Этот способ можно назвать внешним способом регулирования синологических свойств.
Другой, значительно менее изученный способ регулирования технологических свойств электродов заключается в активном воздействии на энергетические процессы в самой дуге за счет введения в дугу различных веществ, иногда в весьма малых количествах.
Результатам исследования возможности такого регулирования технологических свойств электродов посвящена данная книга.
Характер плавления и переноса электродного металла оказывает большое влияние на производительность сварки, взаимодействие металла со шлаком и газами; от него зависят устойчивость горения дуги, потери металла, формирование шва и другие технологические факторы.
Плавление электрода. Плавление электрода происходит главным образом за счет тепловой энергии дуги. Основной характеристикой плавления электрода являются линейная или массовая скорости плавления, измеряемые длиной или массой расплавленного электрода (проволоки) в единицу времени. Скорость плавления зависит от состава сварочной проволоки, покрытия, флюса, защитного газа, режима сварки, плотности и полярности тока, вылета электрода и ряда других факторов. Но и для одних и тех же условий сварки скорость плавления электрода не остается постоянной, а может постепенно изменяться. Поэтому на практике используют в качестве характеристики среднюю скорость плавления электрода, которая обычно определяется за некоторый произвольный, но значительно превосходящий длительность периода капельного перехода промежуток времени. бм й9-
бм й9-
плавки выражением
где gp и gn — соответственно массы расплавленного и наплавленного металла.
Выражение (2-14) справедливо лишь для электродов, не содержащих металлических присадок (железного порошка или ферросплавов) в покрытии.
При наличии металлических присадок в покрытии коэффициент «ф может получать отрицательные значения. В таких случаях он представляет собой разность между количеством потерянного металла и количеством металла, перешедшего из покрытия. Для электродов подобного типа суммарный коэффициент потерь можно определить из выражения
присадок металла из покрытия.
С помощью рассмотренных показателей можно определить такие характеристики, как выход наплавленного металла kc и выход годного металла k3.
Для электродов с металлическими присадками в покрытии этот показатель может быть значительно больше единицы (или больше 100%).
Выход годного металла k3 представляет собой отношение массы наплавленного металла к массе расплавленной части электрода:
части электрода; kn — коэффициент массы покрытия, представляющий собой отношение массы покрытия к массе покрытой части электродного стержня.
Скорость плавления электрода при всех способах дуговой сварки плавящиеся электродом возрастает с увеличением силы тока (рис. 2-23). В широком диапазоне режимов наблюдается пропорциональность между скоростью плавления электрода и силой сварочного тока. Однако в области малых и больших токов пропорциональность нарушается, что связано с изменением энергетических характеристик дуги, размера активных пятен и плотностей тока в них, нагревом электрода током. Увеличение скорости плавления электрода при больших плотностях тока вызвано также подогревом стержня электрода проходящим током. Нагрев электрода на вылете пропорционален квадрату силы тока, сопротивлению проволоки и длине вылета.
Скорость плавления электрода в основном определяется условиями выделения и передачи теплоты в анодной и катодной областях и зависит от полярности тока. При сварке на обратной полярности коэффициент расплавления практически не зависит от состава проволоки, покрытия, флюса или защитного газа. При сварке же на прямой полярности коэффициент расплавления изменяется в широких пределах в зависимости от состава и состояния поверхности проволоки, составов покрытия, флюса или защитного газа (рис.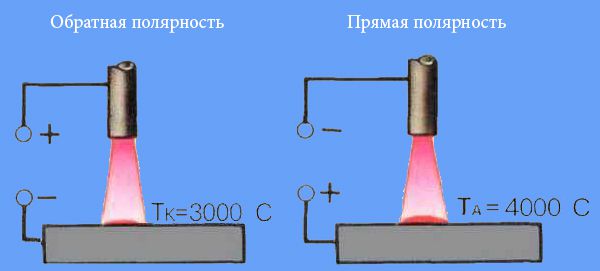 2-24). Соответственно изменяется и напряжение дуги. В практике обычно пользуются значением номинального напряжения дуги UH — напряжения, характерного для данной марки электрода, проволоки, флюса или защитного газа при рабочей длине дуги.
2-24). Соответственно изменяется и напряжение дуги. В практике обычно пользуются значением номинального напряжения дуги UH — напряжения, характерного для данной марки электрода, проволоки, флюса или защитного газа при рабочей длине дуги.
Скорость плавления электрода можно регулировать, изменяя силу тока или величину катодного падения напряжения. Возможность увеличения скорости плавления покрытых электродов за
счет увеличения силы тока ограничена в связи с перегревом стержня электрода. При автоматических и полуавтоматических способах сварки это
ограничение менее существенно из-за малых вылетов проволоки.
Введение в проволоку, покрытие или флюс веществ, повышающих катодное падение напряжения (а следовательно, и номинальное напряжение дуги), способствует повышению скорости плавления проволоки на прямой полярности. Изменение состава защитного газа оказывает сравнительно небольшое влияние на скорость плавления проволоки. Нанесение на сварочную проволоку небольших количеств солей щелочных или щелочноземельных металлов резко понижает скорость плавления катода. Это явление иногда используется для так называемого активирования проволоки с целью замедления скорости плавления и получения мелкокапельного переноса металла на прямой полярности.
Это явление иногда используется для так называемого активирования проволоки с целью замедления скорости плавления и получения мелкокапельного переноса металла на прямой полярности.
При сварке покрытыми электродами скорость плавления электрода зависит и от толщины покрытия. Утолщение покрытия приводит к дополнительным затратам теплоты на его плавление, а также к увеличению мощности, выделяемой в столбе дуги. У электродов без металлических добавок в покрытии увеличение толщины покрытия ведет к бесполезным затратам на его плавление. Вводя в покрытие металлические добавки или железный порошок, можно существенно увеличить скорость наплавки. Увеличение толщины покрытия и повышение содержания в нем железного порошка позволяют значительно повысить плотность тока без опасения перегрева стержня электрода. Все эти факторы способствуют увеличению производительности сварки.
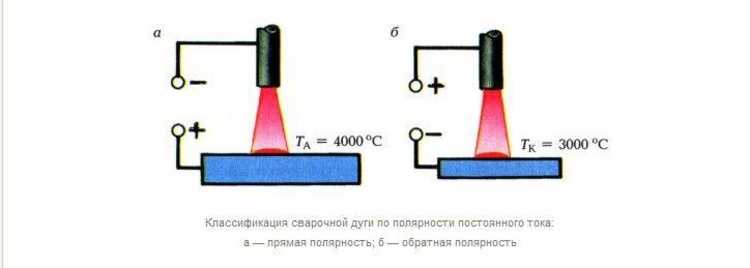
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.


Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
 И это тоже минус.
И это тоже минус.При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
 Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки — 180°.
Производительность процесса. Изучением производительности некоторых методов сварки плавящимся электродом на прямой полярности занимались многие исследователи. И. И. Заруба показал, что при сварке на прямой полярности под флюсами ОСЦ-45, АН-348, АН-3 коэффициенты наплавки выше, чем при сварке на обратной полярности. Повышение коэффициентов наплавки на прямой полярности было установлено также при сварке плавящимся электродом в инертных газах и некоторых активных газах (водород, аргоно-азотная смесь, московский отопительный газ).
Детальное изучение влияния полярности на коэффициенты наплавки при сварке в углекислом газе на токах 200-500 а (рисунок справа) показало, что коэффициенты наплавки на прямой полярности в 1,6-1,8 раза больше, чем при сварке на обратной полярности.
Значительное повышение коэффициента наплавки, а следовательно, и скорости плавления электродной проволоки при сварке на прямой полярности указывает на то, что на электроде выделяется значительно больше теплоты, чем при сварке на обратной полярности, когда электрод является анодом. Расчет показывает, что при сварке на прямой полярности количество теплоты, затраченной на плавление электродного металла, почти на 1/3 больше, чем при сварке на. обратной полярности (табл. ниже).
Количество тепла, расходуемого на плавление электродного металла при сварке в углекислом газе на прямой и обратной полярности:
Геометрия шва. При сварке на прямой полярности доля наплавленного металла в шве намного больше, чем при сварке на обратной полярности (рисунок ниже слева). Глубина проплавления, наоборот, при сварке на прямой полярности резко уменьшается (рисунок ниже справа).
Химический состав металла шва. Химический состав металла, наплавленного в углекислом газе на прямой и обратной полярности, приведен в таблице ниже.
Обращают на себя внимание высокие коэффициенты усвоения углерода металлом шва. Это может быть связано с крайне незначительным выгоранием углерода из сварочной ванны при сварке в углекислом газе, а также из электродной проволоки, когда содержание углерода в ней невелико. Последнее подтверждает данные об отсутствии выгорания углерода при его концентрации менее 0,1 %.
Стабильность горения дуги. Наиболее простым способом оценки стабильности горения дуги является, как известно, ее разрывная длина. Приведенные в табл. 37 результаты измерений разрывной длины дуги при сварке в углекислом газе на прямой обратной полярности и для сравнения при сварке под флюсом ОСЦ-45 (обратная полярность) показывают, что разрывная длина дуги на прямой полярности значительно меньше, чем на обратной.
Интересно отметить то обстоятельство, что разрывная длина дуги, горящей в атмосфере углекислого газа на прямой полярности, не меньше разрывной длины дуги при сварке на обратной полярности под флюсом ОСЦ-45.
Опыты показали, что сварка проволокой диаметром 2 мм на прямой полярности на относительно небольших токах (200-300 а) характеризуется пониженной стабильностью горения дуги, большим разбрызгиванием (15-18%) и худшим формированием шва по сравнению со сваркой на обратной полярности. В связи с этим нецелесообразно на этих токах производить сварку на прямой полярности. На более высоких токах (свыше 400 а) дуга горит значительно устойчивее, разбрызгивание заметно уменьшается, формирование шва улучшается. Например, при сварке на прямой полярности током 400 а потери металла на разбрызгивание, угар и испарение снижаются до 8%, а при токе 500 а — до 3-5%.
Причиной образования флокенов является, как известно, водород, растворившийся в металле шва. Водород также может снижать пластические свойства металла. Было установлено, что из швов, сваренных на прямой полярности, выделяется в 3-5 раз больше водорода, чем из швов, сваренных в одинаковых условиях на обратной полярности (таблица ниже).
Количество выделившегося водорода из металла, наплавленного под защитой углекислого газа:
При сварке на обратной полярности избыток электронов, который можно ожидать вблизи поверхности сварочной ванны, сдвигает равновесие реакции влево и препятствует растворению водорода. При сварке на прямой полярности условия поглощения водорода металлом ваяны шва более благоприятны.
Возможен и другой механизм увеличения содержания водорода в шве при сварке на прямой полярности. Количество капель, переносимых через дугу в единицу времени при сварке на прямой полярности значительно больше (рисунок слева), чем при сварке на обратной полярности. В связи с этим увеличивается поверхность их контакта с газами, а следовательно, может увеличиться и содержание водорода в жидком металле.
Увеличение степени осушки углекислого газа (таблица выше) снижает содержание водорода в шве.
5.1 Цель работы
Изучение влияния параметров режима сварки на процесс плавления электродов, ознакомление с методикой экспериментального определения характеристик расплавления электродов.
Теоретическое введение
Тепло, вводимое сварочной дугой в электрод, затрачивается на нагрев и расплавление электродного стержня и электродного покрытия. Процесс плавления электродного стержня и переход расплавленного металла в сварочную ванну зависит от ряда факторов: величины, рода и полярности тока, состава электродного покрытия и стержня, положения сварного шва в пространстве и т. п. Свойства электрода, характеризующие производительность его расплавления, оценивают коэффициентом расплавления α р, определяемым по формуле
где g p – масса расплавленного металла, г;
I – ток сварки, А;
t – время плавления электрода.
При сварке наблюдаются потери жидкого металла вследствие его окисления воздухом и через шлак, а также в результате испарения и разбрызгивания за пределы сварочной ванны. Потери на угар и разбрызгивание оцениваются коэффициентом потерь
Потери на угар и разбрызгивание колеблются в довольно широких пределах в зависимости от различных факторов. Для ручной дуговой сварки коэффициент расплавления в зависимости от конкретной марки электрода составляет 8-15 г/А·ч, коэффициент потерь – 5-30 %; для автоматической сварки под слоем флюса – α р = 13-23 г/А·ч, ψ = 2-4 % .
Увеличение сварочного тока приводит к повышению температуры столба дуги и интенсивности расплавления электрода и, как следствие, к увеличению α р. При больших плотностях тока переход капель металла с электрода в шов может носить струйный характер, что уменьшает потери на разбрызгивание.
При сварке на обратной полярности производительность расплавления существенно выше, чем при сварке на переменном токе и при прямой полярности. Это объясняется тем, что на аноде выделяется в 2-3 раза больше теплоты, чем на катоде, за счет бомбардировки анода быстрыми электронами, в то время, как на катоде затрачивается энергия на их эмиссию.
На величины α р и ψ оказывают влияние тип электрода и состав стержня, что определяет состав атмосферы столба дуги и, как следствие, эффективный потенциал ионизации. В свою очередь, изменение эффективного потенциала ионизации ведет к изменению температуры столба дуги в соответствии с эмпирической формулой, применимой для ручной дуговой сварки
T = 800U эф (5.3)
Увеличение температуры столба дуги ведет к увеличению количества образующихся газов, повышает их давление в капле электродного металла и, в конечном итоге, может привести к усилению разбрызгивания.
Коэффициент α р существенно зависит от температуры нагрева электродного стержня. Нагрев электродного стержня джоулевым теплом ускоряет его плавление в дуговом разряде и α р увеличивается, при этом величина ψ практически не меняется. При автоматической и полуавтоматической сварке для увеличения α р широко применяется сварка с увеличенным вылетом проволоки (расстоянием между токоподводящим мундштуком н изделием). Увеличение вылета ведет к увеличению сопротивления проволоки и, как следствие, повышению температуры ее нагрева. При ручной дуговой сварке непостоянство α р в процессе горения электродного стержня может привести к нарушению режима формирования шва, поэтому максимальная сила тока для каждого диаметра электрода конкретной марки строго ограничена. Равномерности плавления электрода способствует увеличение толщины электродного покрытия, т.к. оно не проводит тока, не нагревается джоулевым теплом и охлаждает стержень электрода.
Оборудование и материалы
1. Посты ручной дуговой сварки на постоянном и переменном токах, укомплектованные приборами для измерения тока сварки.
2. Технические весы с разновесом.
3. Секундомер.
4. Штангенциркуль и линейка.
5. Сварочные электроды МР-3 Æ4 мм.
6. Пластины из малоуглеродистой стали.
Порядок проведения работы
1. Очистить, замаркировать и взвесить пластины, предназначенные для наплавки.
2. Подготовить электроды, замаркировать, определить диаметр и начальную длину электродного стержня.
3. Для каждой марки электрода определить массу l погонного сантиметра электродного стержня, которая равна массе очищенного от обмазки электродного стержня, деленной на его длину.
4. Произвести наплавку валика на пластину электродом постоянным током обратной полярности. В процессе наплавки фиксировать время горения дуги и силу тока (рекомендуемая сила тока для всех вариантов опытов – 120-200 А) с последующим занесением в таблицу 5.1.
5. После наплавки охладить, высушить, зачистить от шлака и взвесить пластину. Определить массу наплавленного металла и результат занести в таблицу 5. 1.
6. Замерить длину оставшейся после наплавки части электрода и рассчитать массу расплавленного металла с последующим занесением в таблицу 5.1.
7. Вычислить характеристики расплавления электрода с последующим занесением в таблицу 5.1.
8. Опыт по п.4 повторить при измененных значениях силы тока 2 раза.
9. Опыт по п.4 повторить для прямой полярности и переменного тока.
Разница между прямой и обратной полярностью. Обратная и прямая полярность сварки — сварка металлов постоянным током
Прямая или обратная полярность аккумулятора, что это? В данной статье подробно опишем данный вопрос. Перепутав расположение клемм аккумуляторной батареи в вашем автомобиле, можно запросто навлечь на себя лишние денежные траты. Последствиями таких необдуманных действий может стать перегорание дорогостоящей электроники автомобиля (бортового компьютера, проекционного дисплея и т. д.), возникновение короткого замыкания и даже пожара.
Особенно часто такая неприятность происходит с неопытными автовладельцами и новичками на дороге. Стоит отметить, что и умудренные опытом автолюбители иногда попадают в неприятные ситуации. Перепутал полярность аккумулятора – жди неприятностей!
Автомобили отечественного производства, как правило, оснащаются аккумуляторными батареями с прямой полярностью, а иномарки зачастую – обратной.
Понятие полярности
И так, что такое полярность акб – это порядок расположения элементов для вывода тока на лицевой стороне или сверху, на крышке батареи. Существуют 2 основные схемы: прямая и обратная полярность аккумулятора, однако бывают и другие менее распространенные разновидности.
Виды полярного расположения токовыводов
Прямая полярность акб является отечественной разработкой и маркируется обычно в виде «1». Определить расположение токовыводов не составит труда. Как понять, где полярность аккумулятора прямая или обратная?
Для этого необходимо взять аккумулятор в руки и повернуть к себе лицевой стороной так, чтобы токовыводящие элементы находились снизу прибора. В данном случае минусовая клемма находится справа, а плюсовая – слева. Все достаточно просто. Может ли это означать, что ошибок не будет? Практика показывает, что нет.
В качестве примера можно привести знаменитое детище АвтоВаза – Ладу Приору, в которой устанавливается именно такая аккумуляторная батарея с прямым расположением токовыводов.
Аккумулятор с обратной полярностью является полностью европейской разработкой и маркируется цифрой «0». Она служит полной противоположностью прямому расположению токовыводов. На таких батареях плюсовая клемма расположена справа, а минусовая – слева.
Очень часто встречается на автомобилях, которые производят в Европе, поэтому ее часто называют европейская полярность.
Разница между ними очевидна. Какая полярность лучше? Ответ – ни какая. Это всего лишь конструктивная особенность страны – производителя.
Дополнительные разновидности полярностей акб
На отдельных иностранных автомобилях применяют тип расположения токовыводов под названием «американские клеммы». Выводы тока на таких аккумуляторных батареях располагаются на фронтальной стороне батареи.
Что значит обозначение «3», «4», «2»? У аккумуляторных батарей, предназначенных для грузовых машин, существует своя система маркировки. Отличие заключается в следующем:
- Аккумуляторы с маркировкой «3» — это обратная полярность аккумулятора или евро полярность. Клеммы на таких батареях расположены вдоль самой наименьшей стороны.
- Аккумуляторы с маркировкой «4» — это прямая полярность аккумулятора. Является полно противоположностью вышеописанной.
- Самыми редкими являются аккумуляторные батареи с маркировкой «2», этот вид встречается в Европе. Токовыводы у них располагаются диагонально по всей поверхности корпуса батареи.
Выбор подходящего аккумулятора и его зарядка
Подбор аккумулятора для вашего автомобиля состоит из изучения нескольких характеристик:
- Выбор подходящей электрической емкости (Ампер в час, заключается в количестве электрической энергии, которую батарея способна отдавать).
- Выбор пусковой мощности (величина полной мощности на выходе, которую аккумулятор способен отдавать на протяжении 30 секунд непрерывно).
- Типоразмер самой батареи (ширина, высота, объем).
- Определение, какая полярность автомобильного аккумулятора требуется.
Как правильно зарядить аккумулятор в домашних условиях? При зарядке аккумулятора необходимо придерживаться некоторых правил. Всегда следует использовать респиратор и специальные защитные очки.
Руки необходимо защитить при помощи перчаток от попадания на кожные покровы электролита.
Сколько времени потребуется для полной зарядки? На этот вопрос даст ответ прибор – ареометр. Постоянно будет происходить изменение температуры всей батареи, она не должна быть выше 25 градусов.
Значимый момент при проведении данной процедуры – контроль уровня электролита (он должен покрывать свинцовые пластины полностью).
Подведем итог данной статьи
Мы подробно описали, что такое полярность аккумуляторной батареи, и какие разновидности бывают. Как опытному автолюбителю, так и новичку следует внимательно относиться к процессу установки, замены или зарядке аккумуляторной батареи своего автомобиля. Выбрав агрегат с противоположным расположением токовыводов, можно с легкостью навлечь на себя беду и значительные материальные затраты на будущий ремонт авто.
Хотя существует множество моделей аккумуляторов, отличий между ними довольно мало. Все они работают по одному принципу, отличается лишь тип электролита, а также размер конструкции. Подключение также проводится одинаково, если не учитывать один момент — полярность устройства.
Полярность устройства определяет расположение токопроводящих элементов на крышке устройства. Через один из них электричество поступает на заряд, а через второй питает всю электронику автомобиля. Но не везде полярность идентична, многие производители делают модели с разными расположениями этих элементов. Касательно отличий и особенностей этих различий пойдет речь дальше.
Полярность аккумулятора
Полярность определяет расположение токопроводящих штырей на крышке устройства
. Зачастую они установлены на одних и тех же местах, различаются лишь типы штырей. И это важный фактор при подключении устройства к автомобилю.
Существует два вида полярности:
- прямая;
- обратная.
По всему СНГ принята прямая полярность. В ней положительный штырь (+) расположен слева, а отрицательный (-) — справа. Внешние отличия минимальны, однако их расположение важно при подключении.
Прямую полярность узнать легко. Зачастую она маркируется единицей, слева расположен символ плюса, а слева — минуса. Как ранее уточнялось, именно по этим меткам стоит определять показатель. Такие батареи стоят на всех отечественных автомобилях, лишь немногие варианты для импорта и современные модели используют обратную полярность.
Что касается обратной полярности, она маркируется нулем и принята в Европе.
Основное отличие — расположение токопроводящих штырей и соединение банок батареи. Такие аккумуляторы активно используются на европейских автомобилях, что стоит учитывать при их ремонте.
Совет! Для лучшего запоминания полярностей стоит приподнять аккумулятор перед собой, смотря на этикетки. Правая рука на плюсе, левая на минусе — это обратная полярность.
Но также имеются и другие типы полярностей, чаще использующихся на грузовых автомобилях. Всего отмечают еще три вида:
Первый тип, как ясно из названия, отличается расположением клемм по диагонали. Положительный вывод расположен справа внизу, а отрицательный — слева вверху. Такой тип полярности маркируется двойкой.
Следующий тип ориентирован на европейские модели грузовых автомобилей. Он маркируется тройкой и является обратной боковой полярностью. В нем минус находится внизу, а плюс — вверху над ним же.
Важно! Российская полярность для грузовых автомобилей аналогична европейской, но имеет прямую полярность и маркируется четверкой.
Отличить их достаточно просто, если знать расположение клемм, а также номерную маркировку. Стоит лишь запомнить, что нумерация в этой системе начинается с нуля, начиная с обратной. Далее идет прямая, диагональная, обратная и снова прямая.
Как определить полярность
Полярность определяется посредством номерной маркировки и символов возле токопроводящих выходов. Узнать название полярности можно посредством инструкции, которая была приведена чуть ранее. Стоит лишь помнить, что все представленные изображения нужно определять со стороны этикеток, которыми отмечается фронтальная сторона аккумулятора.
Если же нет каких-либо отметок о полярности, а символы были стерты, то возможно определить их посредством теста. Для этого нужно взять вольтметр или мультиметр, после чего подключить щупы к клеммам. Полярность щупов отмечена цветом, поэтому ошибиться не выйдет. Если устройство выдаст напряжение, то щупы были подключены верно (красный к +, синий к -). Если же выдаст ошибку или отрицательное напряжение, то подключение было проведено в обратном порядке.
Также возможны еще два варианта:
Цветовая маркировка имеется на большинстве современных аккумуляторов. На ней красным цветом отмечен лишь один контакт — положительный. Поэтому сразу становится ясна полярность устройства и расположение выходов.
Второй вариант — размер штыря. Плюсовой выход всегда имеет больший диаметр, нежели минусовой. Это характерное отличие имеется на всех АКБ и не изнашивается со временем, поэтому даже через несколько лет выявить полярность будет легко.
Используя эти методы, выявить полярность устройства достаточно просто. Мультиметр пригодится лишь в крайнем случае, ведь методы цветной маркировки и размера штыря куда эффективнее и проще.
Важно! Последний метод не работает на американских аккумуляторах, где штыри отсутствуют. Вместо них там используются специальные выемки, куда вкручивается токопроводящий контакт.
Последствия неправильного подключения АКБ
Многие пренебрежительно относятся к полярности и соединению клемм. Зачастую такое отношение сохраняется до первого неправильного подключения. В такой ситуации последствия могут быть как легкими, так и самыми плачевными.
Среди наиболее распространенных последствий неправильного подключения стоит отметить следующие:
- замыкание;
- воспламенение;
- разрушение АКБ;
- повреждение бортового компьютера;
- разрушение предохранителей;
- поломка генератора;
- повреждение проводов;
- поломка сигнализации.
Первый случай самый безобидный — замыкание системы. Зачастую при нем лишь сгорает несколько предохранителей, последствия недорогие и простые в решении. Но при своевременном отключении и такого не произойдет. Стоит лишь обратить внимание на сноп искр в процессе подключения.
Воспламенение возможно при длительном использовании неправильно подключенного аккумулятора . Происходит воспламенение мелких проводов, иногда огонь распространяется очень быстро.
Также возможна банальная поломка аккумулятора. Пластины под воздействием обратного заряда начнут разрушаться, что невозможно восстановить. Но это куда лучше, чем поломка бортового компьютера. Ведь стоимость новой платы крайне высока.
Предохранители — одна из наименьших зол в этом случае. Если выгорит несколько защитных элементов, то заменить их можно за пару минут. А если же сгорит генератор, то такая покупка будет существенным ударом по карману. Но зачастую на нем установлены специальные предохранители, которые предотвращают такую поломку. Если на автомобиле она стоит, то ошибка будет стоить лишь нового диодного моста.
Важно! При обратном подключении заряд на аккумулятор не идет. Возможна его полная разрядка и постепенное разрушение элементов, что также влияет на его возможности.
Сигнализация и провода — также небольшие затраты при подобной ошибке. Они могут быть повреждены и выйдут из строя через пару минут после подключения.
Однако не стоит волноваться, большинство современных автомобилей защищено от неправильного подключения . Если присутствует защита, то последствием будет лишь замена нескольких предохранителей.
Если же перепутать клеммы при зарядке посредством специального устройства, то последствия также будут минимальны. Аккумулятор здесь и вовсе не будет поврежден, ведь первым делом сгорит предохранитель на зарядке. Это прекратит подачу тока и защитит оба элемента от разрушения.
Отличия между полярностями
Если не учитывать полюса зарядки, то отличий между подобными моделями нет вовсе. У них идентичный корпус, расположение банок и панелей. Также не меняется сила тока, напряжение и другие существенные факторы.
По этой причине возможно питать автомобиль с прямым подключением от аккумулятора с обратной полярностью. Разницы в работе нет никакой, питание будет проводиться так же, как и ранее. Однако при установке возникнет проблема — зачастую плюсовой провод на прямой системе слишком короткий для подключения обратного аккумулятора.
Решение есть — можно удлинить провод. Однако это небезопасно для дальнейшей эксплуатации, ведь смотки в цепи могут искрить.
Поэтому при ошибке в выборе аккумулятора лучше попросту продать его и купить новый. Не стоит пытаться подключить его самостоятельно, что может привести к разрыву провода и потере тока в критические моменты.
Благодаря этому теперь ясны особенности аккумуляторов в плане расположения токопроводящих контактов. Последствия от неправильного подключения клемм весьма плачевны, поэтому не стоит пренебрегать этим фактором. А для тех, кто не до конца понял расположение клемм и их отличие в зависимости от полярности, размещено это видео. Здесь наглядно показано отличие отрицательного и положительного выхода на аккумуляторе:
При покупке автомобильного аккумулятора следует обратить внимание на полярность. Если АКБ будет неправильно подключена, то электрика машины может полностью выйти из строя.
Содрежание
Что такое полярность аккумулятора
Источник постоянного тока имеет, как положительный, так и отрицательный контакт. К ним подключаются потребители электричества. Узнать полярность батареи не составит большого труда. На корпусе имеются значки плюса и минуса, часто бывают цветовые обозначения.
Кроме того положительный контакт имеет больший размер. У большинства автомобилей положительная клемма 19,5 мм, а отрицательная 17,9 мм. У азиатских машин (Asia) плюсовая клемма 12,7 мм, а минусовая 11,1 мм.
Такие особенности почти полностью исключают вероятность неправильного подключения АКБ. Расположение батареи в автомобиле бывает разным. Под капотом справа или слева. В салоне или багажнике. Поэтому, следует выбрать устройство, которое будет иметь правильное расположение клемм.
Обратная полярность аккумулятора
Владельцам легковых автомобилей иностранного производства следует знать о том, что практически на всех машинах используются аккумуляторы с обратной полярностью, обозначается цифрой «0».
Визуально определить можно следующим образом. Если расположить батарею таким образом, чтобы клеммы и этикетка были обращены к человеку, то справа будет находиться плюсовая, а слева – минусовая.
У грузовых автомобилей обратная полярность называется — левой и обозначается цифрой «3». Дело в том, что из-за больших габаритов корпуса клеммы устанавливаются на узкой стороне. Для того, чтобы определить полярность надо встать с того края батареи, где расположены клеммы. Слева будет плюс, а справа минус.
Прямая полярность аккумулятора
Прямая полярность используется на автомобилях отечественного производства. В этом случае положительная клемма расположена слева, а отрицательная — с правой стороны. Для легковых машин она обозначается цифрой «1»
У грузовых автомобилей прямая полярность называется правой и обозначается цифрой «4». Если встать с того края, где находятся контакты, то с правой стороны будет плюс, а с левой минус.
Прочие виды полярности
Бывают и более редкие расположения клемм, что может существенно усложнить процедуру опознания. Например, существуют модели, имеющие полярность “6”, которая визуально определяется по наличию плюсовой клеммы справа, но сам корпус устройства имеет практически квадратный вид.
Полярность “9”, она же “5” также встречается не очень часто. Узнать о том, что аккумулятор относится к этой категории можно по расположению клемм ровно посередине АКБ.
Еще бывает полярность “2”, она также встречается на грузовых автомобилях и спецтехники. В этом случае клеммы расположены по диагонали.
Полярность 2 и 9
Как определить прямая или обратная полярность
Определяют принадлежность аккумулятора к той или иной категории, по расположению клемм на корпусе. Если полярность прямая, то плюс расположен слева, при обратной — плюсовая клемма находится справа. Если аккумулятор старый и надписи стёрты или закрыты под большим количеством отложений, то воспользовавшись стрелочным вольтметром можно точно определить, где находится положительный вывод аккумуляторной батареи.
Что будет если перепутать полярность при подключении
Если при подключении перепутать клеммы, то возможны следующие последствия:
- Перегорание предохранителей.
- Пожар.
- Выход из строя ЭБУ.
- Перегорание диодного моста генератора.
- Оплавление проводки.
- Выход из строя сигнализации.
Самым опасным явлением при переполюсовке является возгорание, поэтому если при подключении клемм возникают искры, то следует прекратить процедуру. Так же может сильно повредиться электропроводка.
Можно ли поменять полярность у аккумулятора
Поменять расположение электрических выводов на корпусе аккумулятора нельзя, но на некоторых автомобилях возможна установка АКБ другого типа. В этом случае достаточно повернуть батарею на 180 градусов, чтобы соответствующие выводы совпали с клеммами.
Этот способ подключения аккумулятора с неподходящим расположением электрических выводов может не подойти только при очень коротких проводах, которые идут от «массы» автомобиля и генератора двигателя. Если на автомобиле провода, подключаемые к аккумуляторной батареи слишком коротки для установки неподходящей по расположению выводов детали, то достаточно заменить их на более длинный проводник. При этом диаметр провода не должен быть меньше демонтированного элемента проводки.
В большинстве случаев она работает не более пяти лет. Поэтому время от времени её все же приходится менять. При покупке нового аккумулятора необходимо обращать внимание на некоторые его параметры – номинальную емкость, тип и размер коробки, стартерный ток и полярность.
Одним из наиболее важных параметров аккумулятора является его полярность. Владельцам автомобилей отечественного производства выбирать аккумуляторы гораздо проще, — им достаточно просто выбрать необходимую емкость и марку, полярность выбирать не придется – на всех отечественных авто стоят аккумуляторы с прямой полярностью.
А вот людям, эксплуатирующим зарубежные автомобили, придется сложнее, перед покупкой им важно уточнить полярность аккумулятора и обратить внимание на его размеры и место расположения выводов.
Интересно! Но самым основным критерием выбора аккумулятора является полярность — один из основных параметров АКБ и если выбрать её не верно, то батарею будет невозможно подсоединить, а иногда и просто опасно подсоединять.
Рассмотрим подробнее понятие о полярности аккумулятора.
Внутри корпуса аккумулятора находится электролит, в котором расположены металлические пластины. Одни из пластин заряжены положительно, а другие – отрицательно. Каждая из пластин сохраняет свой заряд и при подключении аккумулятора начинает вырабатываться электрический ток из-за того, что между электролитом и покрытием пластин происходит химическое взаимодействие.
Со временем интенсивность реакции уменьшается, и аккумулятор требует подзарядки, в процессе которой все внутренние элементы возвращаются в исходное состояние. При очень длительной эксплуатации внутренние элементы из металла подвергаются коррозии, а электролит истощается.
В таком случае аккумулятор подлежит замене. АКБ важная часть автомобиля, отвечающая за запуск двигателя, работу сигнализации и некоторые другие функции.
Что такое полярность аккумулятора?
Полярность аккумулятора характеризуется расположением внешних выводов на корпусе. Основные схема расположения клемм – это прямая и обратная схемы.
Отличаются они только расположением выводов – в одном случае положительная слева, в другом справа.
И в целом на грузовые и легковые автомобили ставятся различные аккумуляторы.
Устройство аккумуляторов для грузовых автомобилей более сложное. Но мы рассмотрим аккумуляторы для легковых машин, поскольку с покупкой и заменой таких АКБ сталкивается каждый автовладелец.
Почему при покупке нового аккумулятора так важно учитывать полярность? Конструкция автомобиля такова, что в нишу под аккумулятор его можно установить только одним единственным способом и если полярность будет выбрана при покупке и установке неверно, то длины проводов не хватит, чтобы подключить батарею.
Или же при подключении не будет соблюден порядок подключения (неверное соединены знаки), что может привести к замыканию, пожару, порче самого аккумулятора, перегоранию электронного блока управления и предохранителей, или произойдут другие неприятные вещи.
Поэтому важно внимательно подбирать аккумулятор в соответствии с необходимой полярностью.
Определение полярности аккумулятора
Автомобильные аккумуляторы, как уже было сказано, бывают двух видов полярности – прямой и обратной и разница заключается только в расположении выводов тока. Как же самостоятельно определить полярность аккумулятора?
Начать необходимо с извлечения АКБ из гнезда. Затем аккумулятор поворачивают к себе стороной, на которой наклеена этикетка (это будет лицевая сторона аккумулятора). При этом обе клеммы чаще всего будут располагаться сверху коробки.
Далее необходимо определить, где какая клемма находится. Чаще всего производители маркируют клеммы знаками плюс и минус или цветами – положительные красным, а отрицательные синим или черным цветом. Так что шансов неверно определить знаки выводов, почти нет. Но если вам попался аккумулятор без маркировки, то можно воспользоваться вольтметром, чтобы проверить знаки выводов. Или же стоит обратить внимание на диаметр клемм.
У клемм, одеваемых на положительный вывод, диаметр чуть больше, а у одеваемых на отрицательный – чуть меньше. Для АКБ легковых автомобилей есть два варианта полярности:
- Если положительный вывод находится справа, а отрицательный соответственно слева, то полярность такого аккумулятора обратная. Такая полярность чаще встречается у аккумуляторов для иномарок и может обозначаться цифрой ноль.
- Если же положительный вывод находится слева, а отрицательный справа, то полярность аккумулятора прямая. Такие аккумуляторы ставятся на автомобили отечественного производства. Обозначается прямая полярность цифрой один.
Важно! Необходимо помнить про то, что других разновидностей полярности у легковых автомобилей нет, существует только прямая и обратная.
Но при этом существуют АКБ различных типов и размеров – аккумуляторы могут различаться по ширине и высоте в зависимости от страны производства, клеммы могут не подходить к креплениям по той же причине (например, они могут быть рассчитаны на крепление с помощью болтов). Поэтому перед покупкой аккумулятора важно определить не только его полярность – прямая или обратная, но и страну производства, чтобы избежать проблем с подключением.
Кроме того, у аккумуляторов американского производства выводы тока могут располагаться как на боковой поверхности, так и на верхней. Важно заранее определиться с типом необходимого аккумулятора.
Определить полярность аккумулятора самостоятельно не так уж и сложно. Но если этого сделать не получилось всегда можно обратиться за консультацией к продавцам в магазине, они подберут подходящий аккумулятор в кратчайшие сроки.
Но если вы приобрели аккумулятор не той полярности, не пытайтесь его подключить, нарастив или перекрестив провода, — это может привести к повреждению батареи и более серьезным поломкам в автомобиле.
Автомобильный аккумулятор — одна из важнейших составляющих транспортного средства. Он не только запускает двигатель и разгружает работу генератора, но и питает всю бортовую электронику. Средний этого устройства составляет от трёх до шести лет (в зависимости от модели). Главная задача любого водителя — правильно выбрать аккумулятор. Полярность детали может быть прямой и обратной, что, в свою очередь, влияет на процесс её эксплуатации.
Виды приборов
Существует три вида аккумуляторов — обслуживаемые, малообслуживаемые и необслуживаемые.
Обслуживаемый аккумулятор подлежит ремонту: при замыкании пластин их меняют на новые. Также в подобных моделях можно контролировать уровень электролита — его при необходимости доливают. Подобных приборов осталось совсем немного на рынке.
В малообслуживаемых аккумуляторных батареях можно только следить за электролитом. Доступа к пластинам в нём нет. Такую батарею можно приобрести как залитую, так и сухозаряженную — «на вырост».
Необслуживаемые модели представляют собой плотно запаянную коробку, в которую нельзя долить электролит и нет доступа к пластинам. Батареи этого типа имеют больший срок эксплуатации за счёт использования гелия, который практически не испаряется. Цена необслуживаемых батарей высока.
На что обращать внимание при покупке?
В первую очередь следует ориентироваться на модель. Меньше всего проблем доставляет необслуживаемый аккумулятор. Хотя его стоимость выше, чем остальных, но и срок службы больше.
Батарею нужно покупать в специализированном магазине. Следует обязательно спрашивать о наличии сертификата соответствия, чтобы избежать приобретения подделок.
Необходимо помнить, что все аккумуляторы имеют свой срок годности. Поэтому важно надо обращать внимание на дату выпуска.
Что нужно учитывать, выбирая новый аккумулятор?
1. Полярность.
2. Ёмкость. Оптимальная вместительность АКБ указана в техпаспорте автомобиля.
3. Габариты. Лучше всего покупать новую батарею, принимая во внимание мерки, снятые со старой.
4. (чем выше ток, тем лучше).
Эти четыре пункта — основные моменты, которые нужно запомнить и применить на практике, приобретая аккумулятор.
Полярность
Выбирая новую батарею, очень важно обратить внимание на эту характеристику. Существует прямая полярность аккумулятора и обратная.
Под полярностью батареи имеется в виду расположение на ней клемм. Если полярность прямая, то плюсовая клемма находится слева, если обратная — справа. Смотреть нужно с лицевой стороны.
Если полярность аккумулятора выбрана неправильно, устройство просто не удастся подключить, так как не хватит проводов. Даже если удлинить их, у водителя всегда будут возникать проблемы при подсоединении клемм.
Очень просто установить полярность аккумулятора по марке автомобиля. Необходимо запомнить, что в машинах американского производства она прямая, а в японских — обратная.
Конечно, полярность аккумулятора не влияет на его качество. Однако если водитель привык к прямому типу, то, подключая клеммы, он постоянно будет путать их местами. В результате не избежать коротких замыканий и перегорания проводки.
Проще всего запомнить расположение клемм, изучив старый аккумулятор. Полярность — это основной критерий при выборе. Данную характеристику должен учитывать каждый водитель.
Правильный уход
Чтобы аккумулятор автомобиля прослужил как можно дольше, следует правильно, а главное, вовремя за ним ухаживать:
1. Устройство необходимо корректно заряжать. Никогда нельзя допускать даже одного полного разряда батареи. Может случиться так, что она станет непригодна.
2. Если батарея обслуживаемого или малообслуживаемого типа, следует периодически доливать электролит. Плотность жидкости можно измерить аэрометром.
3. Поверхность батареи всегда должна быть чистой. Грязь и накипь разряжают устройство, а накопления мусора в газоотводных отверстиях вообще могут стать причиной взрыва.
4. Во избежание коротких замыканий нужно правильно отсоединять аккумулятор. Полярность устройства (плюсовая и минусовая клеммы) в этом поможет. Начинать демонтаж надо с минусовой клеммы, а монтировать — с плюсовой.
5. Если в зимнее время автомобиль не используется, батарею лучше снимать и хранить дома или в любом другом тёплом и сухом месте.
Заключение
Аккумулятор — важнейший компонент любого автомобиля. Не столь важно, какой он модели (обслуживаемый, малообслуживаемый или необслуживаемый). Правильный уход обеспечит длительную работу устройства.
Если аккумуляторная батарея вышла из строя, покупать новую необходимо только в специализированном магазине. Зная, как определить полярность аккумулятора, на какие ещё параметры обращать внимание, вы обязательно приобретете качественное, надежное и подходящее вашему авто изделие.
Сварка током разной полярности имеет особенности.
Экопарк ZПривожу полезную информацию со страницы https://zen.yandex.ru/media/svarkapajka/kak-ispolzovat-svarku-na-priamoi-i-obratnoi-poliarnosti-5f4a583e7ec3964756bf300e :
Как использовать сварку на прямой и обратной полярностиСварка инвертором предполагает постоянный ток в режиме двух видов: обратной и прямой полярности. Заключается он в переключении инвертора.
Если к электроду подключён минус, то это прямая полярность, если же плюс, то обратная. Что даёт сварка инвертором на прямой и обратной полярности? В чем разница, и есть ли она вообще?
Именно об этом Вы и сможете узнать в этой статье.
Всё дело в температуре сварки, поскольку при обратной и прямой полярности она совершенно разная. Так, например, при сварке на обратной полярности температура на кончике электрода ниже почти, что на 1000 градусов. В связи с этим обратная полярность используется преимущественно для сварки тонкого металла, там, где важно его не прожечь.
Что же касается прямой полярности, то здесь всё прямо противоположно. При подключении к электроду минуса от инвертора, температура анодного пятна, которое образуется на конце электрода гораздо выше. В свою очередь это даёт хорошую возможность качественно проварить толстый металл, углубить корень шва и добиться максимально возможной прочности сварочного соединения.
Поэтому основное отличие сварки на прямой и обратной полярности заключается в температурных режимах. Обратная полярность используется при сварке металлов, которые наиболее всего чувствительны к перегреву. Начинающие сварщики могут и не заметить разницы полярности инвертора, но она, безусловно, есть.
Особенности сварки на прямой и обратной полярностиСледует знать, что сварка инвертором на прямой и обратной полярности имеет некоторые особенности, а именно:
- Расход электродов на обратной полярности ниже, чем на прямой полярности. Как не трудно догадаться связанно это с тем, что кончик электрода при обратной полярности нагревается меньше, поэтому плавление электрода происходит намного медленней.
- Разбрызгивание металла при сварке на обратной полярности заметно меньше, чем на прямой. Металл в данном случае перегревается больше, поэтому сварка на обратной полярности получается более аккуратной.
- При сварке на обратной полярности можно не прожечь тонкий металл, в то время как при сварке на прямой полярности, можно хорошо проварить корень сварочного шва.
В данном случае к изделию подводится плюс от сварочного инвертора, а к электроду минус.
При этом температура на конце электрода будет выше, а металл прогреется больше. Поэтому на прямой полярности лучше варить толстый металл.
Сварка током обратной полярностиЗдесь всё да наоборот. К электроду подводится плюс от сварочного инвертора, а минус подсоединяется к массе. Температура на конце электрода при этом уменьшается, а металл прогревается меньше. В связи с этим и его разбрызгивание меньше, и прожог также, в большинстве случаев, исключён.
Итак, подводя итоги, можно сказать следующее. Сварка на прямой и обратной полярности выбирается в зависимости от толщины свариваемого металла и его состава. Например, нержавейка очень не любит высокие температуры, поэтому варить её следует только на обратной полярности.
Сварочные электроды УОНИ(И) 13/55 2 мм (1 кг), МЭЗ 223 ₽
Электроды сварочные Monolith УОНИ 13/55 д=3 мм (уп. 2.5кг) 340 ₽
Сварочные электроды УОНИ-13/55 Ø 3 мм Оливер 130 ₽
Электроды для ручной дуговой сварки ESAB УОНИИ 13/55 4мм 6кг 758 ₽
Сварочные электроды УОНИ-13/55 Стасва D-4 мм, (вес упаковки 5 кг) 107 ₽
Сварочные электроды Уони(и) 13/55 2мм (1кг), мэз, 187243, 261 ₽
Виктор Котиков
При обратной полярности сварочная дуга идет на электрод, и поэтому и не прожигает тонкий метал. При прямой же полярности все наоборот. Вот и весь секрет, а то раздул тут 1000 градусов .
Константин Шариков
Виктор, дуга прожигает в любой полярности — это факт, даже без полярности на переменном токе, на то есть два фактора: сила тока и время его протекания, и если за секунду, а это и есть точка, металл прогорел, надо убавить ток, если и это не помогает, то надо дугу зажигать в воздухе на присадочной проволоке, тогда падающая капля будет диффузией затекать в шов детали — я так варю гнилые ведра тройка электрод, а для начала потренируйся на олове, паяй медный шов, здесь возникнут все эффекты, которые происходят при сварке чёрных сплавов.
Виктор Котиков
Константин, Вы когда предлагаете потренироваться, то хотя бы узнайте, сколько лет у меня лет стажа за плечами.)))
икс немо
Виктор, Совершенно верно. Автор что-то попутал.
Сварка и Пайка
икс, я уже признал свою ошибку, она есть
Николай Иванов
Виктор, В двух словах всё ясно и понятно.
Алексей Пинягин
Найди два отличия на третьей картинке, варю аргоном на прямой и обратной полярности, там всё понятно, а тут прочитал чуть с ума не сошёл.
Все рассуждения автора публикации следует воспринимать весьма скептически, ибо в них много путаницы и пустопорожнего мусора, что и даёт пищу для размышлений.
Приглашаю всех высказываться в Комментариях. Критику и обмен опытом одобряю и приветствую. В особо хороших комментариях сохраняю ссылку на сайт автора!
И не забывайте, пожалуйста, нажимать на кнопки социальных сетей, которые расположены под текстом каждой страницы сайта.
Продолжение тут…
Расчет температур при сварке в зависимости от полярности дуги
Библиографическое описание: Сидоров, В. П. Расчет температур при сварке в зависимости от полярности дуги / В. П. Сидоров, Д. Е. Корсун, М. А. Абрамова. — Текст : непосредственный // Молодой ученый. — 2015. — № 21.2 (101.2). — С. 51-54. — URL: https://moluch.ru/archive/101/23677/ (дата обращения: 04.10.2022).
)
Сварка в СО2 плавящимся электродом преимущественно ведется дугой обратной полярности. Проплавляющая способность такой дуги значительно выше, чем при сварке неплавящимся вольфрамовым электродом в среде аргона. В последнем случае согласно ГОСТ -14771 сварка с двух сторон предусмотрена для толщин до 6 мм. При сварке плавящимся электродом такая толщина ограничена 12 мм (рис 1).
|
|
|
Рис. 1. Диаграммы допустимых толщин, свариваемых без разделки кромок |
Более высокую проплавляющую способность дуги при сварке плавящимся электродом отчастиможно объяснить более высоким эффективным КПД дуги, обусловленной передачей мощности, переносимой жидком электродным металлом, изделию. С этой точки зрения проплавляющая способность сварочной дуги с плавящимся электродом не должна зависеть от полярности дуги, так как сумма мощностей, выделяемых на электроде и изделии из близких металлов, не зависит от полярности. Однако на практике при сварке плавящимся электродом провар существенно выше на изделии-катоде. Для оценки соотношения проваров используют эмпирические коэффициенты, зависящие от диаметра электрода [1].
В работе [2] различие проваров при разных полярностях объяснили влиянием толщины прослойки жидкого металла в сварочной ванне. По мнению авторов, при сварке на обратной полярности меньше производительность расплавления электрода, меньше толщина жидкой прослойки в сварочной ванне и, вследствие этого, выше провар. При прямой полярности тока дуги имеет место обратная картина.
На это можно возразить то, что на обратной полярности больше провар изделия от действия катодной области дуги и жидкая прослойка по этой причине также увеличивается. В любом случае ее величина не должна зависеть от полярности дуги.
В работе [3] был выполнен анализ данных работы [2] с использованием имеющихся в литературе сведений по мощностям, выделяемым в приэлектродных областях дуги. В результате было показано, что мощность, передаваемая изделию электродным металлом, оказывает на проплавление изделия в несколько раз меньшее влияние, чем мощность, выделяемая в приэлектродной области дуги на изделии. В работе [4] также на основе анализа работы [2] показано, что площадь поперечного сечения шва при переходе с обратной полярности на прямую изменяется незначительно. Это косвенно подтверждает то, что причина различия проваров — не различие толщин жидкой прослойки. В работе [5] оценено среднее соотношение проваров обратной и прямой полярности β = 1,3.
Явление различия провара в зависимости от полярности дуги можно объяснить различной концентрацией мощности, выделяемой в изделии приэлектродной областью дуги и жидким металлом с электрода. Поэтому учесть разность проваров можно, используя при расчете различную сосредоточенность теплового потока источника тепла.
Для оценки перспективности такой методики были выполнены расчеты для двусторонней сварки плавящимся электродом в СО2 пластин толщиной 6,0 мм. Режимы сварки дугой обратной полярности взяты из работы [6]. Диаметр электродной проволоки 1,6 мм, ток 280 -300 А, напряжение дуги 28-30 В, скорость сварки 30-35 м/час. Полная мощность дуги Рд≈ 8410 Вт.
Провар при таком способе обычно составляет 60% толщины. Таким образом, для данной толщины ориентировочный провар 3,6 мм. Тогда сварке на прямой полярности должен соответствовать приβ= 1,3 провар Н=2,8 мм.
При расчете эффективной мощности принимали эффективный КПД дуги ηи=0,8. Тогда эффективная мощность дуги.
.
Также эффективную мощность при сварке плавящимся электродом более точно можно определить через сумму приэлектродных падений напряжения и мощность, поглощаемую вылетом электрода. При этом мощность, поглощаемая вылетом, будет незначительно отличаться для обратной и прямой полярностей дуги.
При расчетах использовали схему движущегося нормально-кругового источника тепла на поверхности плоского слоя [7]. Погружение активного пятна дуги в металл не учитывалось, так как использовался минимальный ток дуги со сравнительно низким давлением. Исследовали влияние осевого теплового потока на провар при постоянной эффективной мощности. Коэффициент сосредоточенности и диаметр пятна нагрева определялись по известным формулам [7].
Теплофизические свойства принимались для низкоуглеродистой стали: коэффициент температуропроводности а =0,08 см2/с, объемная теплоемкость, Сv – 5,0 Дж/(см3 ºС). Расчетные данные приведены на рис.2, 3.
Для обратной полярности тока выбранному провару соответствует осевой тепловой поток 6,6 кВт/см2, для прямой 4,8 кВт/см2.
|
|
|
Рис. |
|
|
|
Рис.3. Зависимость диаметра пятна нагрева от осевого теплового потока |
Следует отметить, что для дуги прямой полярности с неплавящимся электродом в аргоне получены близкие значения осевого теплового потока Qo = 4,2 кВт/см2 [7].
Сварка на прямой полярности в защитных газах в настоящее время практически не ведется, что связано с пониженной пространственной устойчивостью дуги. Однако с появлением сварочных инверторных источников питания, формирующих переменный ток с регулированием доли любой полярности, эта проблема в значительной степени решается. Примером тому является использование источников питания с разнополярными импульсами тока для сварки под флюсом [2]. Режимы с преобладанием прямой полярности обеспечат повышение производительности сварки при заполнении разделки свариваемых кромок.
Вывод:
При расчете температур при сварке плавящимся электродом в зависимости от полярности дуги следует использовать источники тепла с различной величиной осевого теплового потока.
Литература:
- Акулов, А.И., Технология и оборудование сварки плавлением / А.И. Акулов, Г.А. Бельчук, В.П. Демянцевич. – М.: Машиностроение, 1977. – 432 с.
- Коберник, Н.В. Влияние рода и полярности тока на плавление электродного и основного металла при сварке под флюсом / Н.В. Коберник, Г.Г. Чернышов, П.П. Гвоздев и др. // Сварка и диагностика. 2011, № 5, С. 24-27.
- Сидоров, В.П. Влияние рода и полярности тока на плавление электродного и основного металла при сварке под флюсом / В.П. Сидоров // Сварка и диагностика. 2013, № 3, С. 20-23.
-
Сидоров, В.П. Вклад в проплавление изделия мощности электродного металла при сварке под флюсом. / В.П. Сидоров, Н.А. Борисов // Пайка -2013: сборник материалов международной научно-технической конференции (Тольятти, 10-12 сентября 2013 года) / редкол.: А.Ю. Краснопевцев (отв. ред.) [и др.]- Тольятти : Изд-во ТГУ, 2013 359 с. С. 232-239.
- Сидоров, В.П. Методика расчета составляющих эффективной мощности дуги под флюсом с учетом полярности тока / В.П. Сидоров, М.А. Абрамова, Д.Е. Корсун // Инновационные технологии и экономика в машиностроении: сб. трудов VI Международной научно- практической конференции / Юргинский технологический институт. – Томск: Изд-во Томского политехнического университета, 2015. – С. 52-54.
- Оборудование для дуговой сварки: Справочное пособие / Под ред. В.В. Смирнова. Л.: Энергоатомиздат // Ленинградское отделение. – 1986.-656 с.
-
Сидоров, В.П. Двухдуговая двусторонняя сварка неплавящимися электродами в аргоне / В.П. Сидоров, С.А. Хурин // Тольятти, изд-во ТГУ, 2015. – 191 с.
Основные термины (генерируются автоматически): плавящийся электрод, осевой тепловой поток, прямая полярность, обратная полярность, полярность дуги, сварка, дуга, жидкая прослойка, область дуги, эффективная мощность.
Ручная
дуговая сварка металлов малых толщин | Молодой ученыйплавящийся электрод, ручная дуговая сварка, тепловой источник, длина дуги, ванна расплава, эффективная мощность, компенсационное управление, дуговая сварка, высокая стоимость, лазерное излучение.
Разработка технологии наплавки направляющих роликов…
Весьма заметный рост коэффициентов расплавления, как на прямой, так и на обратной полярности, наблюдается с уменьшением диаметра используемой электродной проволоки. Такой результат объясняется возрастанием плотности тока, увеличением подогрева электрода…
Технологическая оснастка при
сварке корпуса реакторной…Мощность тепловая, МВт.
Дуга закрыта слоем флюса. Сварочная проволока перемещается в направлении сварки с помощью специального механизма (автоматическая сварка). Под влиянием тепла дуги основной металл и флюс плавятся, причем расплавляясь, флюс…
Технологии, стандарты, преимущества и особенности применения…
Кроме того, дуговая сварка в среде защитных газов считается более производительной и эффективной, по сравнению с обычной дуговой.
– увеличенная производительность и скорость сварки (фактор времени дуги достигает 60–80 %)
Плазменная наплавка, упрочнение и выбор способа.
..Столб электрический дуги сжимается газом, что способствует подъему его температуры до 16000–17000 0С и более.
Толщина наносимого покрытия 0,1–2,0 мм, сила тока 300–400 А, напряжение 85–90 В. Наплавку ведут на прямой полярности.
Теория и технология диффузионной
сварки через промежуточный…В качестве материалов для плавления промежуточных слоев наиболее часто используются припои различных сортов и оксидов
Жидкая фаза облегчает отделение, диспергирование и растворение оксидных слоев, как это происходит при обычных типах и видах сварки.
Покрытия сложного комбинированного состава для
электродов…Ключевые слова: вакуумно-дуговой разряд, плазменный поток, покрытие, карбидные фазы
При этом, наиболее эффективным, следует считать интерметаллическое покрытие Pt3Zr с
Это все обусловливается хаотическим тепловым движением атомов, и наличием градиента. ..
Диагностирование и выбор оптимального способа восстановления…
Столб электрический дуги сжимается газом, что способствует подъему его температуры до 16000-17000 0С и более.
Толщина наносимого покрытия 0,1-2,0 мм, сила тока 300-400 А, напряжение 85-90 В. Наплавку ведут на прямой полярности.
Аккумулятор прямая и обратная полярность разница. Обратная и прямая полярность при сварке инвертором
Многие автолюбители, приобретая новую аккумуляторную батарею, обращают внимание только на ее рабочие параметры – напряжение, емкость, и размеры, забывая при этом о полярности. Сразу отметим, что этот термин у АКБ не относится к физике, а является исключительно конструктивным понятием. В результате, игнорирование полярности приводит к тому, что батарею просто не удается подключить к сети потому, что провода с клеммами не достают к выводам аккумулятора.
Что значит прямая или обратная полярность аккумулятора
Понятие «полярность» определяет положение клеммных выводов аккумуляторной батареи. Самыми распространенными являются два ее вида – прямая и обратная. Далее разберемся, что такое прямая и обратная полярность аккумулятора, как ее определить, и также некоторые полезные советы.
- Аккумуляторы с прямой полярностью – еще разработка советских инженеров, отсюда и второе ее название. Применяется она на батареях, производимых на постсоветском пространстве. Ее особенность заключается в том, что «плюсовой» вывод установлен слева, а «минусовой» — справа на верхней крышке корпуса АКБ.
- Обратная полярность – противоположность прямой. Ее используют в европейских странах, поэтому на иномарках применяется именно она. У такой полярности «плюс» расположен справа, а «минусовой» вывод – слева.
Сразу отметим, что и не на всех европейских машинах устанавливаются АКБ с обратной полярностью. Некоторые модели, которые собираются в СНГ, могут комплектоваться аккумуляторами с прямой полярность. А вот на отечественных машинах, даже на самых последних моделях, используются батареи с прямой полярностью.
Теперь о том, почему так важно знать, какая полярность АКБ нужна. Здесь все просто – провода для подключения к батарее имеют ограниченную длину, поэтому установка аккумулятора с неподходящей полярностью приведет к тому, что его просто невозможно будет подключить к бортовой сети, поскольку клеммы не будут доставать до выводов.
Как определить прямая или обратная?
Распознать, какая полярность у аккумулятора совсем несложно. Достаточно повернуть его «лицом» к себе, то есть, чтобы боковая наклейка была обращена в вашу сторону, а сами выводы располагались с ближней стороны. После этого просто смотрим, как расположены выводы: если «плюс» — слева, то прямая полярность, правое же его положение указывает на обратную.
Но перед приобретением новой батареи важно учитывать не только полярность, но и само ее расположение в посадочном месте на авто. Ведь достаточно повернуть батарею на 180 град, чтобы поменять полярность аккумулятора, вот только выводы в таком случае будут с дальней стороны. А это уже может создать проблемы с подключением АКБ к бортовой сети, из-за того, что проводов будет нахватать или же что-то помешает накинуть и закрепить клеммы.
Видео о прямой и обратной полярности аккумулятора
Что делать если перепутал полярность?
Бывает так, что батарея уже приобретена, но полярность ее не подходит, а возможности заменить на аккумулятор с нужным положением выводов нет. И все же ее можно подключить к сети авто.
Но для этого АКБ следует разместить так, чтобы «плюсовой» вывод располагался как можно ближе соответствующей клемме проводки (развернуть аккумулятор, немного сместить его в сторону). Важно сделать так, чтобы получилось подключить клемму к выводу батареи и закрепить ее.
Естественно, «минусовой» провод при этом доставать до вывода не будет, да это и не нужно. Далее берем длинный отрезок провода с хорошим сечением (можно использовать часть провода для «прикуривания»). Откручиваем «родной» массовый провод от кузова авто и заменяем его подготовленным отрезком. Закрепляем на конце клемму для подключения к АКБ и накидываем ее на вывод. Таким способом можно подключить к бортовой сети батарею с любой полярностью.
В зависимости от ряда факторов, сварочная дуга, подаваемая при сварке постоянным током, может иметь прямую или обратную полярность. В первом случае к обрабатываемым элементам подводится заряд «плюс», а к электроду — «минус». Обратная полярность при сварке отличается подачей к электроду «плюса» и «минуса» к детали. Подробнее о специфике методов — далее.
Габариты и форма получаемого шва также зависят от расположения полюсов. Например, более глубокая проплавка возможна при постоянном токе обратной направленности, что обусловлено увеличенным теплообразованием на аноде и катоде.
Немаловажно помнить — чем быстрее осуществляется сварочный процесс, тем ширина шва и глубина провара становятся меньше.
Какое оборудование использовать
Обратное направление востребовано в работе особыми установками. Специфика в том, что машина подает проволоку с некоторой скоростью на заготовку, поэтому возможен выбор нескольких типов сварки.
Например, в среде защитных газов (когда используется аргон или углекислый газ), либо с использованием проволоки, обработанной порошком. Обратная направленность тока применима при работе с газами, прямая — когда процесс выполняется порошковой проволокой (также известной как флюсовой).
Полуавтоматическая сварка предполагает ряд изменений процесса. Во-первых, подключение «держака» и «массы» меняется — на первом «плюс», на второй «минус» (обратная). Делается это для того, чтобы флюс выгорел полностью, а сварочный процесс произошел внутри образовавшегося газообразного облака. Металл будет меньше прогреваться, а разбрызгивание капель сведется к минимуму.
Прямая используется для сварки цветных металлов, когда рабочим расходным элементом выступает вольфрамовый электрод. Таким образом достигается увеличение температуры в зоне нагрева, что может быть критично для, например, алюминия.
В работе с переменным током задача пользователя — своевременно менять расходные элементы. Профессионалы же или продвинутые любители предпочитают постоянный ток как надежный залог качественной сварки. Работа с инвертором позволяет выбирать один из двух известных вариантов действий. Прямая и обратная полярность при сварке выступают способами, каждый из которых имеет свои преимущества и недостатки. Выбор направления диктуется рядом факторов, главные из которых — материал расходников и используемое оборудование.
Если вы знаете другие специфические особенности выбора параметров сварки, поделитесь информацией в комментариях к статье.
При покупке автомобильного аккумулятора следует обратить внимание на полярность. Если АКБ будет неправильно подключена, то электрика машины может полностью выйти из строя.
Содрежание
Что такое полярность аккумулятора
Источник постоянного тока имеет, как положительный, так и отрицательный контакт. К ним подключаются потребители электричества. Узнать полярность батареи не составит большого труда. На корпусе имеются значки плюса и минуса, часто бывают цветовые обозначения.
Кроме того положительный контакт имеет больший размер. У большинства автомобилей положительная клемма 19,5 мм, а отрицательная 17,9 мм. У азиатских машин (Asia) плюсовая клемма 12,7 мм, а минусовая 11,1 мм.
Такие особенности почти полностью исключают вероятность неправильного подключения АКБ. Расположение батареи в автомобиле бывает разным. Под капотом справа или слева. В салоне или багажнике. Поэтому, следует выбрать устройство, которое будет иметь правильное расположение клемм.
Обратная полярность аккумулятора
Владельцам легковых автомобилей иностранного производства следует знать о том, что практически на всех машинах используются аккумуляторы с обратной полярностью, обозначается цифрой «0».
Визуально определить можно следующим образом. Если расположить батарею таким образом, чтобы клеммы и этикетка были обращены к человеку, то справа будет находиться плюсовая, а слева – минусовая.
У грузовых автомобилей обратная полярность называется — левой и обозначается цифрой «3». Дело в том, что из-за больших габаритов корпуса клеммы устанавливаются на узкой стороне. Для того, чтобы определить полярность надо встать с того края батареи, где расположены клеммы. Слева будет плюс, а справа минус.
Прямая полярность аккумулятора
Прямая полярность используется на автомобилях отечественного производства. В этом случае положительная клемма расположена слева, а отрицательная — с правой стороны. Для легковых машин она обозначается цифрой «1»
У грузовых автомобилей прямая полярность называется правой и обозначается цифрой «4». Если встать с того края, где находятся контакты, то с правой стороны будет плюс, а с левой минус.
Прочие виды полярности
Бывают и более редкие расположения клемм, что может существенно усложнить процедуру опознания. Например, существуют модели, имеющие полярность “6”, которая визуально определяется по наличию плюсовой клеммы справа, но сам корпус устройства имеет практически квадратный вид.
Полярность “9”, она же “5” также встречается не очень часто. Узнать о том, что аккумулятор относится к этой категории можно по расположению клемм ровно посередине АКБ.
Еще бывает полярность “2”, она также встречается на грузовых автомобилях и спецтехники. В этом случае клеммы расположены по диагонали.
Полярность 2 и 9
Как определить прямая или обратная полярность
Определяют принадлежность аккумулятора к той или иной категории, по расположению клемм на корпусе. Если полярность прямая, то плюс расположен слева, при обратной — плюсовая клемма находится справа. Если аккумулятор старый и надписи стёрты или закрыты под большим количеством отложений, то воспользовавшись стрелочным вольтметром можно точно определить, где находится положительный вывод аккумуляторной батареи.
Что будет если перепутать полярность при подключении
Если при подключении перепутать клеммы, то возможны следующие последствия:
- Перегорание предохранителей.
- Пожар.
- Выход из строя ЭБУ.
- Перегорание диодного моста генератора.
- Оплавление проводки.
- Выход из строя сигнализации.
Самым опасным явлением при переполюсовке является возгорание, поэтому если при подключении клемм возникают искры, то следует прекратить процедуру. Так же может сильно повредиться электропроводка.
Можно ли поменять полярность у аккумулятора
Поменять расположение электрических выводов на корпусе аккумулятора нельзя, но на некоторых автомобилях возможна установка АКБ другого типа. В этом случае достаточно повернуть батарею на 180 градусов, чтобы соответствующие выводы совпали с клеммами.
Этот способ подключения аккумулятора с неподходящим расположением электрических выводов может не подойти только при очень коротких проводах, которые идут от «массы» автомобиля и генератора двигателя. Если на автомобиле провода, подключаемые к аккумуляторной батареи слишком коротки для установки неподходящей по расположению выводов детали, то достаточно заменить их на более длинный проводник. При этом диаметр провода не должен быть меньше демонтированного элемента проводки.
Аккумулятор (АКБ) — основной источник электрического тока в автомобиле, основными характеристиками которого являются номинальная емкость и ток холодного запуска, подаваемый на стартер. Однако есть еще одна характеристика, которая очень важна при выборе модели аккумуляторной батареи — его полярность , т.е. расположение внешних токовыводов (токовыводящих элементов «+» и «-») на лицевых панелях аккумулятора.
Дело в том, что современный модельный ряд аккумуляторов представлен моделями отечественного и европейского производства и двумя основными вариантами полярности — прямой и обратной (прочие варианты встречаются крайне редко и в РФ не используются). В чем различие между ними, и почему важно выбирать АКБ с правильной полярностью, соответствующей техническим требованиям автомобиля?
Следует понимать, что разная полярность аккумуляторов никак не отражается на их производительности — батареи с прямой и обратной полярностью работают совершенно идентично. Разница только в геометрии токовыводов (лево-право) и ограничениях по применению — аккумуляторы с прямой полярностью используются в автомобилях отечественного производства, а обратная полярность характерна для батарей европейских и американских авто. Эти различия следует обязательно учитывать при подключении АКБ к клеммам стартера на автомобиле.
Прямая полярность
Российская (прямая) полярность аккумулятора маркируется цифрой «1» и подходит для большинства автомобилей отечественного автопрома (кроме некоторых моделей последнего поколения и экспортных комплектаций). В таких аккумуляторах на лицевой панели плюсовая клемма находится слева, а минусовая — справа. Чтобы исключить ошибки при подключении, на корпусе аккумулятора обычно токовыводы помечены значками «+» и «-».
Обратная полярность
Европейская (обратная) полярность — это практически полный модельный ряд европейских, японских, корейских и американских автомобилей. АКБ с обратной полярностью маркируются значком «0» . В них плюсовая клемма будет на лицевой панели справа, а минусовая — слева.
Существуют еще аккумуляторы с диагональным расположением токовыводов (маркируются значком «2» ), а также европейские АКБ для грузовиков с обратной боковой полярностью («3» ), и отечественные АКБ для грузовиков («4» ) с прямой боковой полярностью. Чтобы не ошибиться при их подключении, следует внимательно следить за цифровой маркировкой моделей батарей.
Почему это важно?
Купить по ошибке аккумулятор с неподходящей для автомобиля полярностью или неправильно подключить к АКБ клеммы может иногда даже опытный водитель: внешне и по техническим характеристикам батареи с прямой и обратной полярностью могут ничем не отличаться.
В тоже время, неправильное подключение полярностей опасно для автомобиля множеством неприятных последствий: быстрой разрядкой аккумулятора, коротким замыканием (горят предохранители), воспламенением электропроводки, разрушением самого аккумулятора, выходом из строя ЭБУ (бортового компьютера) или генератора, перегоранием предохранителей АКБ, системы освещения авто, сигнализации и печки. При неправильном подключении аккумулятора к зарядному устройству, сгорит зарядное устройство, а при подзарядке одного АКБ от другого («прикуривание») — могут сгореть обе батареи и даже оба автомобиля.
Самостоятельное определение полярности
Если номерная маркировка аккумуляторов и символы токовыводов («+» и «-») отсутствуют на корпусе батареи, воспользуйтесь тестером (мультиметр или вольтметр), который точно определит полярность токовыводов аккумулятора. Прибор, подключенный к токовыводам щупами, покажет наличие положительного напряжения при правильном подключении, и отрицательное — при неправильном.
Кроме того, на большинстве моделей АКБ положительный контакт чаще всего помечен красным цветом (обычно такая маркировка практически не стирается), а его размер обычно больше, чем у отрицательного токовывода. Следует помнить, что для некоторых моделей аккумуляторов американского производства эти методы определения полярности не действуют: сама батарея просто не имеет штырей токовыводов (вместо них выемки под контакты).
Использование аккумуляторов с неподходящей полярностью
Если вы по ошибке купили аккумулятор с полярностью, которая не соответствует техническим требованиям вашего автомобиля, то теоретически такой АКБ можно использовать (хотя и нежелательно), развернув его другой стороной в гнезде под капотом. Но вы рискуете столкнуться с тем, что вам не хватает длины одного из клеммных кабелей, который придется наращивать пусковыми проводами.
Специалисты не рекомендуют делать этого, так как можно ошибиться в расчете сечения кабеля и сжечь всю электрику на автомобиле. Проще поменять АКБ у продавца, а еще лучше — заранее разобраться с полярностью авто и при покупке сразу заказывать ту батарею, которая рекомендована производителем авто.
Любой водитель должен знать о своем автомобиле все. Это необходимо для того, чтобы поддерживать работоспособность своего железного коня. Однако далеко не все знают, что такое полярность аккумулятора, из-за чего могут подключить его неправильно и создать тем самым для себя кучу проблем.
Полярность — это расположение внешних токовыводов, которые находятся на верхней или лицевой крышке аккумулятора. Есть 2 самых популярных схемы их расположения:
Есть и другие варианты расположения, но они в большей степени применяются в азиатских странах. Другими словами, это расположение клемм и исходя из того, с какой стороны расположена плюсовая клемма и характеризует АКБ.
Что значит прямая и обратная?
Рассмотрим более подробно каждый вид аккумуляторов:
- С прямой полярностью. Такая разработка актуальна в основном для отечественных инженеров. Ее особенность заключается в том, то вывод на плюс «+» располагается с левой стороны, а на минус «-» — с правой стороны верхней крышки корпуса.
- С обратной полярностью. Такие батареи в основном применяются в странах Европы. Полярность располагается следующим образом: минус «-» находится слева, а плюс «+» — справа.
Справедливости ради, стоит отметить, что далеко не все автомобили из Европы имеют батареи с обратной полярностью, зачастую те модели, которые собираются в странах СНГ, комплектуются с прямой полярностью.
Как определить
Определение полярности не составляет никаких сложностей. Необходимо поставить перед собой АКБ таким образом, чтобы наклейка была повернута к вам. Теперь необходимо просто посмотреть, с какой стороны находится плюс «+». Если плюс расположен справа – полярность обратная, если слева – прямая.
Отличия
Основное отличие заключается именно в расположении полярности, что касается внешнего вида или даже технических характеристик, они могут быть абсолютно одинаковыми.
Но как бы там ни было, специалисты не советуют ставить аккумулятор, полярность которых не рассчитана под соответствующую модель. В случае нарушения полярности, электроника не только может отказаться работать, но и вовсе сломаться.
При выборе аккумулятора, важно ориентироваться не только на страну производителя, узнаваемость бренда и стоимость.
Что общего между этими аккумуляторами? — да практически всё!
Они оба функционируют согласно одним и тем же принципам. Среди отличий можно отметить следующие. Аккумуляторы прямой полярности в основном устанавливаются на азиатские и российские автомобили. Плюсовая клемма располагается слева. Аккумуляторы обратной полярности имеет плюсовую клемму справа и оснащается такими АКБ, чаще всего европейские и американские автомобили.
Какие будут последствия, если перепутал клеммы?
Последствия могут быть разными, исходя из того, в какой именно ситуации были перепутаны клеммы.
При установке на автомобиль
В том случае, если плюс «+» с минусом «-» на аккумуляторе были перепутаны в то время, когда АКБ устанавливался на автомобиль с работающим двигателем, тогда владелец транспортного средства получит достаточно большое количество неприятностей, начиная от того, что выйти из строя может диодный мост генератора, а также остальные электронные устройства в авто.
Чаще всего, такая ситуация случается со старыми транспортными средствами, где не было еще защиты от неправильного подключения АКБ.
Важно! Аккумулятор, который был подключен неправильно и надолго оставлен в транспортном средстве, может спровоцировать короткое замыкание и пожар.
В том случае, если клеммы будут перепутаны, а автомобиль в этот момент не будет заведен, тогда владельца ждут гораздо меньшие проблемы.
При такой ситуации, выйти из строя могут только приборы, которые были включены ранее, например магнитола, часы и т.д. Иногда, ситуацию спасают перегоревшие предохранители, которые монтируются в цепи питания, естественно, если они отвечают требованиям максимального тока в цепи.
Полезное видео
Вот пример последствий, которые произойдут в автомобиле, если перепутать полярность АКБ:
При зарядке аккумулятора
Во время зарядки аккумулятора, намного чаще путают клеммы местами, чем при его установке на автомобиль. Проблема заключается в том, что клеммы зарядных блоков «крокодилы» порой имеют одинаковый размер и внешний вид.
В том случае, если во время зарядки, было обнаружено, что полярность была перепутана, тогда просто необходимо изменить полярность и продолжить заряжать аккумулятор, предварительно проверив его на работоспособность.
В том случае, если ошибка была обнаружена уже после того, как аккумулятор был заряжен, тогда эта ситуация окажется немного сложней в разрешении. Это обусловлено тем, что внутри аккумулятора уже началась «переплюсовка». Говоря другими словами, теперь минус «-» стал плюсом «+» и наоборот.
Чтобы исправить эту ситуацию, для начала необходимо полностью разрядить свой аккумулятор. Делается это посредством включенных стоп-сигнала и габаритов. Также можно подключить автомобильную лампочку. Как только аккумулятор будет полностью разряжен, необходимо снова подключить его к зарядке, но в этот раз очень важно не перепутать клеммы и подключить его правильно. Как только зарядка будет окончена, снова можно пользоваться аккумулятором.
В том случае, если перепутать полярность аккумулятора во время домашней зарядки, то практически в 95% случаев, зарядное устройство выйдет из строя.
Практически все зарядки имеют специальный предохранитель, который в таких случаях сгорает, но сохраняет тем самым работоспособность аккумулятора. При такой ситуации, необходимо будет приобрести новый предохранитель и заменить его, а в следующий раз, внимательно следить за полярностью подключения клемм.
Заключение
Несмотря на то, что каких-то очень серьезных проблем неправильное подключение аккумулятора не принесет, иногда можно дорого поплатиться за сгоревшую электронику в автомобиле. В любом случае, очень важно внимательно смотреть на полярность и не торопиться при установке или зарядке аккумулятора.
Перепроверив лишний раз правильность подключения, можно обезопасить себя от лишних финансовых потерь, траты сил и времени. Если это случилось, не стоит впадать в панику, необходимо действовать согласно приведенной выше инструкции, тогда все будет хорошо.
Прямая и обратная полярность при сварке: выбор режима, подключение
Критерий выбора
Опытные сварщики самостоятельно решают, куда подсоединять провода к плюсу или минусу во время подключения массы на сварочный аппарат, чтобы концентрировать большую температуру на конструкции или плавящемся прутке с обмазкой. Выбирать полярность иногда приходится несколько раз — это напрямую зависит от сложности конструкции или толщины соединяемого металла, например, при средней или большой толщине выбирают вариант прямой полярности.
Сильный прогрев заготовки позволяет выполнить более глубокий шов, что намного повышает прочность и качество соединения, аналогичная полярность выбирается, когда надо отрезать какой-нибудь элемент от общей конструкции. Обратная полярность выбирается при работе с тонкостенными деталями, при этом детали не перегреваются, но электрод плавится быстрее.
Толщина металла
Специфика сварки толстого металла довольно простая: подключаем массу к плюсу на агрегате, а электрод — к минусу. Наличие высокой температуры на заготовке способствует большему прогреву металла, что усилит глубину проварки, а в результате шов получается более качественный и прочный.
При обработке сваркой тонкостенного металла применяется обратная полярность, т. к. анодное пятно перемещается на электрод и угроза пережога конструкции полностью ликвидируется.
Вид
Полярность во многом зависит и от типа металла, из которого состоит соединяемая конструкция или отдельные детали, приготовленные для сварки. Например, для прочного соединения изделий из нержавеющей стали или чугуна применяют обратную полярность, чтобы избежать перегревания заготовок и избавиться от появления тугоплавкого сварного соединения, которое требует особой обработки.
При сварке алюминия используется прямая методика подключения — прочная плёнка, покрывающая цветной металл, при сильном нагревании расплавляется и не препятствует образованию шовного соединения. Опытные сварщики знают, как и какими методами надо варить различные по химическому составу металлы, а начинающие исполнители — сверяются по справочнику или изучают сопроводительную документацию, где подробно описана методика сварки, а также какую полярность надо применить.
Р. И. Смоляков, образование: лицей, специальность: газоэлектросварщик пятого разряда, опыт работы: с 2004 года: Молодые сварщики обязаны постоянно совершенствовать свои теоретические знания и наращивать практические навыки, чтобы повышать разряд и уметь соединять любые металлы, используемые на производстве».
Влияние толщины соединяемых деталей на выбор подключения.
Коротко об электродах
Если используют для сварки инвертор, то при подключении прямого или обратного варианта обязательно учитывается тип используемого электрода, т. к. эти изделия имеют индивидуальные параметры, которые зависимы от изменения температуры.
Химический состав обмазки или напыления оказывает особое влияние на качество сварочного процесса, например, при использовании обратной полярности нельзя применять угольный электрод, потому что из-за влияния высокой температуры флюс перегревается и теряет необходимые свойства — изделие будет непригодно для дальнейшего использования.
Надо применять прямой вариант подключения, да и на каждом типе электродов нанесена маркировка, где указан режим использования, а на упаковке имеются аналогичные рекомендации производителя, т. ч. перепутать крайне трудно.
Работа на полуавтомате
Такой вид сварки характерен для производственных процессов, при этом надо правильно установить полярность данного полуавтомата, например, для соединения деталей из нержавеющего металла применяют защитный газ и выбирают обратное подключение, а когда используется порошковая присадочная проволока при сварке изделий из алюминия — прямое.
Чем обусловлен выбор полярности
Изменяя тип подключения, можно сконцентрировать нагрев или на свариваемой детали или на электроде (перемещая анодное пятно). За нагрев отвечает плюсовое гнездо, поэтому при прямом подключении, когда плюс присоединен к металлу наблюдается больший нагрев сварного соединения, а при обратной полярности больше греется электрод.
Рекомендуем! Как правильно варить полуавтоматом с углекислотой
Благодаря этой особенности мы можем выбирать схему подключения исходя из:
- Толщины металла. Если мы свариваем толстые детали или средней толщины, то подойдет прямое подключение, при котором тепло, сконцентрированное на изделии поможет получить более глубокий шов и качественный провар. Также этот вид подключения подходит для отрезания металлов различной толщины. Тонкие металлы лучше всего сваривать при обратной полярности, концентрируя большую часть тепла на электроде. Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей.
- Типа металла. Возможность изменять локализацию теплового пятна помогает подобрать наиболее эффективные схемы работы для различных металлов. К примеру, если мы варим нержавеющие стали или чугун, то необходимо обратное подключение, помогающее избежать перегрева сплава и формирования тугоплавких соединений. Для алюминия необходимо прямое подключение иначе пробиться через окислы будет очень сложно. Перед началом работ внимательно изучите рекомендации по настройки аппарата к конкретному сплаву.
- Типа электрода или проволоки. Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.
Теперь вы знаете, что может повлиять на настройки подключения. Бывают случаи, когда металл требует одних, а электрод совсем других настроек. В таких случаях следует искать компромиссы, подстраивая силу тока и рабочие циклы.
Что означает полярность при сварочных работах
В инверторных сварочных аппаратах для обозначения полярности используются надписи Рассматривая вопрос полярности, понятно, что сварка в этом случае осуществляется током постоянного напряжения. Клеммы сварочного инвертора, куда подсоединяются силовые кабели держателя электрода и массы, обозначены значками «+» и «-». Обычно, подключая такой прибор и начиная его эксплуатировать, многие, руководствуясь инструкцией или рекомендациями знакомого специалиста, не задумываются, почему на конкретную клемму вешают именно этот, а не другой провод.
А разница все-таки есть, и здесь сокрыт недвусмысленный физический закон движения заряженных частиц – электронов. Электроны, обладая отрицательным зарядом, всегда движутся от минуса к плюсу в любой схеме, включая инвертор. При сварке можно подключить электрод как к плюсовой клемме, так и к минусовой – все будет работать. Но электроны в том и другом случае будут двигаться в разных направлениях по цепи, это отразится на процессе и конечном результате.
Подключение по схеме прямой полярности
Если схему собрать так, что плюс от инвертора идет на стальную заготовку (свариваемая деталь), потом через дуговой промежуток, сварочный электрод к минусу инвертора, то такое соединение получило название прямой полярности при сварке. В этом случае анодом выступает деталь, а катодом — электрод. Место соединения на детали будет греться сильнее, чем кончик электрода, приблизительно на 700 градусов по Цельсию.
Подключение по схеме обратной полярности
Схема подключения кабелей аппарата для сварки, когда плюс от инвертора приходит на сварной электрод, потом через дуговой промежуток попадает на рабочую деталь и минус инвертора, получила название обратной полярности при сварке. Здесь уже электрод будет греться сильнее, так как анодное пятно будет на нем, катодное – в области соединения стальных заготовок.
Как выбрать правильную полярность
Понятно, что при сварке инвертором допускаются прямая и обратная полярность. По умолчанию эти аппараты обычно настроены на прямое подключение.
Но если вы работаете с разными металлами и металлическими заготовками разной толщины, вам придется самостоятельно настраивать параметры сварочного тока и, в частности, полярность. Это нетрудно, поехали.
Все дело в перемещении теплого анодного пятна, то есть концентрации нагрева. При прямой полярности плюс идет на металлическую заготовку, как раз она и разогревается. Именно от данного фактора зависит выбор варианта подключения при работе с разными заготовками из разных металлов. Все логично и просто, вот критерии решений по поводу подключения постоянного сварочного тока:
Толщина края металлической заготовки
Постоянный и переменный ток сварки.
Толстые края поверхностей? Конечно же сварка током прямой полярности! Дополнительная концентрация тепла в местах плавки в толстых деталях будет способствовать глубокой проверке и, следовательно, получению качественного прочного шва. Если же края свариваемых поверхностей тонкие, то рассуждать, а затем действовать нужно совсем наоборот.
Тонкие края важно не перегреть, чтобы не допустить прожога. Так что отправляем теплое анодное пятно от греха подальше на другую сторону – к электроду
Так что тонкие детали варим при обратном подключении.
Вид металла
Здесь нам поможет перемещение теплового анодного пятна: каким металлам оно не повредит, а, наоборот, поможет? Правильнее всего будет внимательно читать инструкции по электрической настройке сварочного аппарат, которые сопровождают любой современный сплав.
Но уже сейчас можно запомнить факт, что алюминий вместе со сплавами тепло только приветствуют, оно помогает снизить количество образующихся окислов во время процесса. Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
А вот сталь, чугун с различными стальными сплавами требуют обратного подключения постоянного сварочного тока: никакого дополнительного тепла им не нужно из-за риска образования тугоплавких соединений.
Цветные металлы, как алюминий, варятся неплавящимися вольфрамовыми электродами только при прямом подключении без каких-либо исключений.
Вид электрода
Вы ведь знаете, что современные электроды подразделяются по огромному количеству критериев, они производятся в невероятном разнообразии. Электрические параметры также входит в описание каждого вида электрода. Читать инструкции самым внимательным образом еще никому не помешало.
Но здесь мы вполне можем рассуждать логически, чтобы выбирать правильную полярность для каждого вида электрода. Выбор зависит от того же – теплого анодного пятна, то есть температурного режима. А такие режимы у электродов зависят от типа флюса и многих других факторов.
Невозможно дать короткие рекомендации по полярности тока для разных сварочных расходников – слишком их много. Единственный дельный совет в данном случае – читать инструкции и не пренебрегать ими.
Силу тока, рабочие циклы, подключение к полюсам – все придется настраивать вручную. Но ведь голова нам дана, чтобы думать, верно?
Сварка прямой полярностью
Каждый из способов сваривания металла обладает индивидуальными характеристиками. При работе инвертором с подключением методом прямой полярности отмечаются такие особенности:
- Расходные материалы и присадки расплавляются, образуя в ванночке крупные металлические капельки. Эта особенность приводит к возрастанию степени проплавления заготовки и увеличению количества брызг.
- При прямом подключении наблюдается снижение стабильности сварочной дуги.
- При прогреве не нарушается структура материала. Металлическая решетка остается неизменной.
- В связи с тем, что температура расходного материала остается сравнительно невысокой, можно увеличить силу тока.
- Некоторые сварочные материалы характеризуются высоким коэффициентом наплавки. Он тем более растет, если применять плавящиеся электроды в инертной среде. Точно такого же эффекта можно достичь в результате химической реакции присадок и некоторых видов флюса.
- При прямой полярности структура материала в сварочной ванне характеризуется повышенным содержанием кремния и марганца при полном отсутствии углерода.
Что это такое?
Во время работ постоянным электротоком процесс электросварки можно осуществить, используя электрический ток с прямой либо обратной полярностью. При выполнении электросварки термин «прямая полярность» значит то, что электрический ток проходит от выпрямителя сварочного устройства на поверхность заготовки с положительным зарядом. Плюсовая клемма устройства для сварки посредством специального электрокабеля соединяется с заготовкой, а на электрод, который подключен к минусовой клемме, через электродержатель проходит отрицательный электрический заряд.
Особенности процесса электросварки в этом варианте состоят в том, что положительный полюс анода имеет температуру, значительно превышающую показатели катода, который служит отрицательным полюсом. По этой причине использование электрического тока с прямой полярностью широко распространено при выполнении сварочных работ с деталями, имеющими толстые стенки. Кроме того, этот метод применяется и для проведения разрезания металла, а также в случаях, когда для выполнения того или иного процесса необходимо образование большого объема тепловой энергии. Что касается выполнения сварочного процесса с применением электротока обратной полярности, то для осуществления сварочных работ потребуется изменить порядок подключения в противоположном направлении. В этом случае отрицательный заряд клеммы со знаком «-» будет подаваться на рабочую поверхность заготовки, а положительный заряд от клеммы со знаком «+» будет направлен к сварочному электроду.
Особенностью обратной полярности сварочного электротока является то, что весь потенциал тепловой энергии приходится на электродный конец стержня, при этом сама заготовка нагревается гораздо меньше. Такой вариант электросварки позволяет аккуратно совмещать края заготовок, сведя риск их сквозного прожига к минимуму. Электросварка обратной полярности используется для работы с легированными или нержавеющими марками металла, с тонкостенными деталями, а кроме того, подходит и для тех металлов, перегрев которых во время проведения сварочных работ крайне нежелателен. Выполнение сварочного шва электротоком обратной полярности эффективно и для сварки с применением флюса либо среды защитных газов.
Основное отличие в подключении
В случае прямой полярности подключается к положительной клемме аппарата, так что носители электрических зарядов поступают к нему через обрабатываемое изделие. Отрицательный же полюс притока зарядов образуется в районе основного инструмента сварщика – держателя с электродом.
Описанное различие прямой и обратной полярности подключения к инверторам оказывает существенное влияние на температурный режим в зоне сварки.
Так, прямое подсоединение увеличивает температуру на анодном полюсе дугового разряда (знак «+») в сравнении с катодным контактом (знак «-»). Этим эффектом и обуславливается возможная сфера применения прямой полярности при проведении сварочных работ.
Прямая направленность тока обеспечивает выделение значительных количеств тепловой энергии со стороны заготовки. Вследствие этого прямую полярность можно применяться для резки крупногабаритных металлических конструкций и массивных стальных изделий с толстыми стенками.
При обратном включении картина распределения выделяемой тепловой энергии совершенно другая. В этом случае избыток тепла наблюдается на электроде сварочного инвертора, а со стороны обрабатываемой заготовки его уровень заметно понижается.
Вот почему обратная полярность используется в тех случаях, когда нужно свести к минимуму риски выбраковки заготовок, а также при проведении ювелирно выверенных, точных работ.
Обратную полярность применяют также при сварке тонколистовых материалов и сталей различной степени легирования, чувствительных к перегреву. Наибольшее распространение получило использование тока обратного включения при работе под флюсом, а также в среде инертных газов.
Полярность аккумулятора
Полярностью называют схему расположения токовыводящих элементов на верхней крышке или лицевой стороне аккумулятора. Другими словами, это положение плюса и минуса. Токовыводы также выполнены из свинца, как и пластины внутри.
Прямая и обратная полярности
Существуют две распространенные схемы расположения:
- прямая полярность;
- обратная полярность.
Прямая
В советский период все аккумуляторы отечественного производства были с прямой полярностью. Полюсные выводы располагаются по схеме – плюс (+) слева и минус (-) справа. Аккумуляторы с такой же схемой выпускаются и сейчас в России и на постсоветском пространстве. АКБ иностранного производства, которые сделаны в России, также имеют данную схему расположения выводов.
Обратная
На таких аккумуляторах слева расположен минус, а справа плюс. Данное расположение характерно для АКБ европейского производства и поэтому такую полярность часто называют «европолярностью».
Аккумуляторная батарея
Каких-то особых преимуществ разная схема положения не дает. Она не влияет на конструкцию и эксплуатационные особенности. Проблемы могут возникнуть при установке нового аккумулятора. Другая полярность заставит поменять положение батареи и длины провода может не хватить. Также водитель может просто перепутать контакты, что приведет к замыканию
Поэтому важно уже при покупке определиться с типом АКБ для своего автомобиля
Виды сварки
Сварочные аппараты имеют блок выпрямительных диодов. Что создает постоянный ток, это обязательное условие для сварочных полуавтоматических аппаратов, для которых материалом является проволока. Если для аппарата требуются электроды, то это обозначает возможность использования во время работы всех их моделей. А полярность во время сварки – это залог ее качества.
Используя полуавтомат, надо соблюдать полярность подсоединения. Сварка под газовой защитой омедненной проволокой происходит с помощью полярности прямого тока. Фактически это значит:
- на деталь идет плюс;
- на держак идет минус.
Сила тока подается на деталь от проволоки, и она нагревается, в отличие от сварочной проволоки, сильнее. В итоге повышается площадь свариваемого участка. Ему необходим значительный нагрев для образования варочной ванны. Проволока, имеющая меньшее сечение, быстрей плавится и попадает на необходимый участок уже жидкой каплей. Током, который проходит от разных полярностей, увлекается расплавленный материал, получается подходящая ванна для сварки.
Используя полуавтомат без защитной газовой среды, нужно использовать специальную порошковую или флюсовую проволоку. В этом случае изменяется полярность соединения держака и «массы». На «массе» находится минус, а на держаке находится плюс. Температура плавления флюсовой проволоки имеет примерно такое же значение, как и температура плавления металла. Чтобы достичь качественного шва, необходимо, чтобы сгорел флюс. Затем ожидают два таких процесса:
- Появление газообразного облака;
- В среде этого облака и происходит сварка.
Сила тока переходит от минуса к плюсу, и падение жидкой капли металла становится более низким. Именно это обуславливает меньший нагрев металла для сварки. Так как его охлаждение не происходит под защитной газа. Поэтому образование ванны для сварки практически не отличается от сварки в газовой среде. Работа переменным током имеет определенные преимущества. Она не расходится с дугой относительно изначальной оси. А на качество соединения воздействует именно отклонение дуги.
Делая сварку генератором с переменным током, легко заметить: его полярность изменяется циклически. Циклы имеют частоту 50 Герц. Она, повысившись до плюсового напряжения, может снизиться до нуля или упасть до отрицательного уровня. Напряжение меняется с плюса на минус и, наоборот.
Сварка нержавейки и цветных металлов
температуру в участке нагрева
Полярность при сварке напрямую способствует образованию:
- более качественного шва;
- более лучшего проплавления металла, в том числе и из нержавеющей стали;
- более концентрированной узкой электрической дуги.
У процесса также существует и немаловажная экономическая часть. Используя дорогой вольфрамовый электрод меньшего диаметра, попутно добиваются уменьшения газовых затрат. Если же подключить вольфрамовый электрод при сварке в другой полярности, а именно, на держателе – с плюсом, то шов будет не таким глубоким. У данного способа есть свои преимущества. Работая с тонкими пластинами, можно не переживать, что вы прожжете насквозь изделие из нержавейки и цветного металла.
Значительным недостатком является эффект электромагнитного дутья. Образующаяся дуга выходит блуждающей, а шов – не сильно привлекательным и герметичным. Используя переменный ток, необходимо использовать электроды для переменки. Опытные сварщики обычно выбирают постоянный ток. Благодаря ему сварка создает однонаправленный проход электронов. Полярность влияет на качество сварочных работ, в том числе материала из нержавеющей стали.
Сварка прямой полярности
Когда подсоединяют электрод
- на электроде – плюс;
- на «земле» – минус.
Ток переходит от отрицательного контакта к положительному. Именно поэтому электроны переходят на электрод от металла. В результате сильно нагревается окончание электрода. Для классической сварки эффективно используют плюс – на электроде, а минус – на клемме. При прямой полярности сварки предполагается минус – на электроде, плюс – на «земле». Ток перемещается от электрода к изделию. Электрод – холодный, а изделие – горячее. Эта особенность широко используется в особых электродах, которые предназначены для быстрой сварки листов нержавеющей стали.
Порядок использования инвертора
Узнав об основах использования данного аппарата, необходимо рассмотреть порядок работы с ним. Сюда включают следующие стадии:
Поверхность материала отделяют от загрязнений и ржавчины. Это понадобится для того, чтобы сформировать надежный шов; Выбираете режим сварочного тока и тип электрода
Здесь важно рассмотреть как материал, так и параметры сварного шва; Соединяете плюсовую клемму с металлической поверхностью для проведения необходимых операций; К держателю электрода подключаем минус; Формируем дугу, затем молотком снимаем окалину с получившегося шва. Это стандартная последовательность действий
Однако она не учитывает форму соединения и ориентацию электрода. Такие тонкости необходимы для формирования специальных видов швов для сварки. Последние используются для цилиндрических емкостей (сепараторы в нефтегазовой сфере, строительные резервуары)
Это стандартная последовательность действий. Однако она не учитывает форму соединения и ориентацию электрода. Такие тонкости необходимы для формирования специальных видов швов для сварки. Последние используются для цилиндрических емкостей (сепараторы в нефтегазовой сфере, строительные резервуары).
Правила выбора полярности
Главный критерий выбора прямой или обратной полярности при сварке — материал покрытия электродов. Например, угольные расходные элементы очень быстро разогреваются при подключении элементов обратным способом и, как следствие, разрушаются. Проволока же, не имеющая какого-либо покрытия, хорошо горит при прямой полярности, а при использовании переменного тока вовсе не горит.
Габариты и форма получаемого шва также зависят от расположения полюсов. Например, более глубокая проплавка возможна при постоянном токе обратной направленности, что обусловлено увеличенным теплообразованием на аноде и катоде.
Толщина металлического листа
Детали, толщина которых не превышает 3 мм, часто прожигают. Для сварки подобных заготовок используют обратно-полярную схему, обеспечивая анодное термопятно на краю электрода. Такой подход уместен при обработке цветных, легированных материалов.
Типы металлов
За окончательный нагрев изделий и держателя отвечает плюсовая клемма. На катоде выделяется меньше тепла, чем на аноде. При обработке тугоплавких сталей лучше использовать прямое подсоединение, когда температура достигает 4000 °C. Для металлов, меняющих характеристики при перегреве, подключают минусовую клемму. При прямо-полярной обработке шов углубляется, при «обратке» – сосредотачивается на поверхности.
Разновидности электродов
Выбирая марку электродов, учитывают род тока. Для переменного напряжения подходят любые разновидности, поскольку полярность в этом случае не играет никакой роли. Для разновидностей ОК, ОЗС, МР рекомендуют обратное подсоединение. УОНИИ и подобные модификации рассчитаны на прямую схему. Рекомендации производителей указаны на упаковках. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Присадки и прочие расходники
Тугоплавкие электроды, применяемые для создания дуги, чаще используют с прямой полярностью. Работа с наплавочной проволокой предусматривает применение только вольфрамовых элементов. Угольные аналоги неустойчивы к высокой температуре, становятся хрупкими и крошатся.
Вид металла
Здесь нам поможет перемещение теплового анодного пятна: каким металлам оно не повредит, а, наоборот, поможет? Правильнее всего будет внимательно читать инструкции по электрической настройке сварочного аппарат, которые сопровождают любой современный сплав.
Но уже сейчас можно запомнить факт, что алюминий вместе со сплавами тепло только приветствуют, оно помогает снизить количество образующихся окислов во время процесса. Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
А вот сталь, чугун с различными стальными сплавами требуют обратного подключения постоянного сварочного тока: никакого дополнительного тепла им не нужно из-за риска образования тугоплавких соединений.
Цветные металлы, как алюминий, варятся неплавящимися вольфрамовыми электродами только при прямом подключении без каких-либо исключений.
Вид электрода
Вы ведь знаете, что современные электроды подразделяются по огромному количеству критериев, они производятся в невероятном разнообразии. Электрические параметры также входит в описание каждого вида электрода. Читать инструкции самым внимательным образом еще никому не помешало.
Но здесь мы вполне можем рассуждать логически, чтобы выбирать правильную полярность для каждого вида электрода. Выбор зависит от того же – теплого анодного пятна, то есть температурного режима. А такие режимы у электродов зависят от типа флюса и многих других факторов.
Невозможно дать короткие рекомендации по полярности тока для разных сварочных расходников – слишком их много. Единственный дельный совет в данном случае – читать инструкции и не пренебрегать ими.
Силу тока, рабочие циклы, подключение к полюсам – все придется настраивать вручную. Но ведь голова нам дана, чтобы думать, верно?
Подключение сварочного инвертора — плюс и минус
Как было сказано выше, многие начинающие сварщики не уделяют должного внимания полярности при сварке инвертором. А если быть точнее, то некоторые и вовсе про неё ничего не слышали.
В результате этого возникает масса проблем — тонкий металл быстро прожигается, а толстый, наоборот, недостаточно проплавляется. Просто попробуйте поэкспериментировать при подключении инвертора.
Для начала подсоедините держак к плюсу аппарата, и начните варить, а затем подключите инвертор, наоборот, держателем к минусу. Вы обязательно почувствуете разницу.
Все дело в полярности, поскольку сварочный инвертор в отличие от трансформатора переменного тока, выдаёт постоянный ток. И если на трансформаторных аппаратах такой разницы в подключении кабелей нет, то вот при сварке на постоянном токе, она ещё как есть, и, причём существенная.
Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.. В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного
То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Управление процессом сварки
Сварка постоянным током (полярность) – это задача прогреть как можно лучше основной металл до расплавления, чтобы образовалась сварочная ванна. Если, к примеру, ток будет слишком мал, то сварочная поверхность металла не будет прогрета надлежащим образом. Если же ток будет слишком высок, то металл прогреется настолько хорошо, что дуга будет проникать внутрь, отталкивая металл назад.
Прямая полярность сварки помогает организовать такую среду, в которой сварочная ванна будет растекаться, движением электрода можно будет легко руководить всем сварочным процессом.
ВАЖНО: профессиональные сварщики сразу ставят чуть больше ток сразу, а скорость сварки просто регулируют электродом (скоростью его перемещения по поверхности свариваемого изделия). Во время окончания шва рекомендуется наплавлять немного больше металла, чтобы не образовывался кратер
Сварка с обратной полярностью | American Industrial Supplies
Введение
Сварка с обратной полярностью и когда ее использовать — это вопрос, который возникает регулярно. Это важная тема, так как она сильно повлияет на качество сварного шва. Чтобы понять, когда вам следует использовать сварку с обратной полярностью, вам нужно иметь представление о токе и полярности в целом. В этой статье мы объясним понятия тока и полярности при сварке, а затем подробно рассмотрим сварку с обратной полярностью и как решить, когда ее использовать.
Обзор обратной полярности
Ток течет от источника питания к изделию через электродную проволоку, а затем обратно к земле или земле через соединяемый металлический объект. Направление этого потока зависит от того, используем ли мы процессы сварки постоянным током, переменным током или импульсным постоянным током.
При сварке переменным током ток через равные промежутки времени меняет направление на противоположное. При сварке постоянным током нет реверса тока. Когда вы используете правильную полярность для вашего приложения, вы можете добиться отличных результатов. Однако ключевой вопрос заключается в том, когда использовать сварку с обратной полярностью.
Ток и полярность при сварке
Сварщики, несмотря на практические навыки, все же должны обладать хорошими техническими знаниями, чтобы быть хорошими сварщиками. Одна вещь, которую вы часто услышите в мастерской, это «сварочный ток». Причина этого в том, что сварочные аппараты и электроды имеют маркировку AC или DC, что указывает на полярность тока сварочного аппарата.
Что такое полярность при сварке?
Когда вы включаете сварочный аппарат, образуется электрическая цепь с отрицательным и положительным полюсом – эта особенность известна как полярность. Сварка в значительной степени зависит от полярности и, следовательно, очень важна при сварке, поскольку она влияет на качество и эффективность сварного шва. Использование неправильной полярности может привести к сильному разбрызгиванию, плохому проплавлению и потере контроля над сварочной дугой.
Слова «прямая» и «обратная» полярность относятся к «отрицательной» и «положительной» полярности электрода соответственно. Сварочные токи с положительной (обратной) полярностью электрода обеспечивают большее проплавление, тогда как сварочные токи с отрицательной (прямой) полярностью обеспечивают более быстрое плавление и скорость наплавки. Различные защитные газы также могут оказывать влияние на сварной шов.
Сварка переменным током и сварка постоянным током
Как упоминалось выше, на сварочном оборудовании электроды обычно имеют маркировку переменного или постоянного тока, что указывает на полярность тока аппарата. AC — это сокращение от переменного тока, а DC — это сокращение от постоянного тока.
Постоянный ток течет только в одном направлении, обеспечивая постоянную полярность. При токе частотой 60 Гц переменный ток, как следует из его названия, изменяет течение тока. Половину времени он будет течь в одном направлении, а другую половину времени — в другом. Все это происходит в мгновение ока, полярность меняется 120 раз в секунду (в зависимости от источника питания). Таким образом, если сварочное оборудование имеет обозначение постоянного тока, оно имеет постоянную полярность, а если оно обозначено переменным током, полярность будет колебаться.
Итак, чем отличается сварка переменным и постоянным током?
Для сварщика очень важно понимать определение полярности и то, как она влияет на процесс сварки. Сварка с положительным электродом (сварка с обратной полярностью) обычно приводит к более глубокому проплавлению. Сварка с отрицательным электродом (прямая полярность) приводит к более быстрому расплавлению электрода, что приводит к более высокой скорости наплавки. Объем присадочного металла, вплавленного в сварной шов, называется скоростью наплавки.
Сварка постоянным током имеет ряд преимуществ, что делает ее предпочтительной альтернативой электродуговой сварке (дуговая сварка в защитных газах или сокращенно SMAW). Такой подход позволяет легко попасть в дугу и создает плавную, устойчивую дугу. Это также снижает вероятность разбрызгивания и простоев, а также помогает избежать трудностей при сварке над головой или в вертикальном положении.
Сварка переменным током, с другой стороны, часто используется с более дешевым оборудованием начального уровня, что делает ее отличным выбором для обучения сварке. Многие сварщики используют его, когда условия заставляют дугу двигаться.
Три разных типа полярности
Полярность подразделяется на три типа: прямая полярность постоянного тока, обратная полярность постоянного тока и полярность переменного тока.
Прямая полярность постоянного тока
Когда пластины положительные, а электрод отрицательный, возникает прямой ток прямой полярности. В результате электроны переходят от кончика электрода к опорным пластинам.
Прямая полярность приводит к более быстрому расплавлению анода и, как следствие, к более высокой скорости осаждения. Состояние может меняться в результате действия различных веществ в покрытии.
Сварка с обратной полярностьюДавайте теперь более подробно рассмотрим обратную полярность, чтобы вы могли лучше понять ее.
Это происходит, когда электрод становится положительным, а пластины — отрицательными. Затем электроны движутся назад от базовых пластин к электроду.
Если источником питания является переменный ток (AC), то каждый цикл будет иметь как прямую, так и обратную полярность. Электрод будет отрицательным в течение половины цикла, поэтому базовые пластины будут положительными. Базовые пластины будут отрицательными на другой половине, а электрод будет положительным. Количество циклов, происходящих в секунду, определяется частотой источника питания.
Ток течет от источника питания к заготовке через электродную проволоку, а затем обратно к земле или земле через соединяемый металлический предмет. Направление этого потока зависит от того, используем ли мы процессы сварки постоянным током, переменным током или импульсным постоянным током.
При сварке переменным током ток через равные промежутки времени меняет направление на противоположное. При сварке постоянным током нет реверса тока. Когда вы используете правильную полярность для вашего приложения, вы можете добиться отличных результатов.
Электрод постоянного тока Положительная полярность (DCEP) при дуговой сварке
Если электрод подключен к положительной клемме, а опорные пластины к отрицательной клемме источника питания постоянного тока (DC), это называется прямой Токовый электрод с положительной или обратной полярностью.
Электроны высвобождаются из базовой пластины и перемещаются к электроду через внешнюю цепь. Дуга создается непрерывным потоком электронов в крошечном канале.
Из-за разности потенциалов электроны, выпущенные из базовых пластин, ускоряются и ударяются об электрод с высокой скоростью. Это преобразует кинетическую энергию электронов в тепловую энергию, что приводит к выделению тепла на кончике электрода.
Как правило, около двух третей общего тепла дуги создается на электроде, а остальная часть выделяется на опорной плите. В результате электрод быстро плавится, а скорость наплавки расходуемых электродов возрастает.
Базовая пластина, с другой стороны, неправильно сплавляется из-за недостаточного нагрева, что может привести к дефектам, таким как отсутствие проникновения или чрезмерное армирование.
С другой стороны, поток электронов, исходящих от базовой пластины, разделяет частицы масла и пыли, которые покрывают оксидные слои на поверхности свариваемых пластин. Это называется очищающим действием от оксидов.
Почему важна обратная полярность?
Если вы не знаете, что означает полярность, вот почему это важно, так как это поможет вам принять решение о том, использовать сварку с обратной полярностью или нет:
1) Если вы не выбрали правильную полярность, вы получите слабые соединения и низкую скорость проникновения.
2) Вы также можете столкнуться с чрезмерным накоплением тепла, что может привести к перегоранию.
3) Ваши дуги также будут отклоняться от курса.
4) И, наконец, если вы выберете неправильную полярность, вы получите много брызг.
5) Итак, как вы определяете, когда вам следует использовать сварку с обратной полярностью для вашего проекта? Давай выясним!
Когда следует использовать сварку с обратной полярностью
Использование правильной полярности может означать разницу между хорошим сварным швом и плохим, будучи пористым и, вероятно, слабым, или между сварным швом, который получает достаточное проплавление, и сваркой, которое не получает вообще. Помимо терминологии, может быть трудно определить, когда следует использовать сварку с обратной полярностью.
Сварка электродом и полярность
Для подавляющего большинства сварочных электродов требуется положительная полярность для сварки электродом (SMAW). В действительности почти все сварочные электроды имеют преимущественно положительную (обратную) поляризацию. За некоторыми исключениями, при работе с тонким листовым металлом всегда следует использовать обратную полярность. Поскольку фраза «Реверс» здесь может сбивать с толку, лучше всего просто представить себе «положительный факел», и все будет в порядке.
Сварка МИГ и полярность
Сварка МИГ всегда имеет положительную полярность. Некоторые люди путают сварку MIG со сваркой под флюсом. Они не одинаковы, даже если используемое оборудование похоже или идентично. В сердечнике Flux используется проволока с порошковым флюсом в середине проволоки. Это хорошее решение для сварки в ветреную погоду, которое обеспечивает производительность в любом месте. Хотя по своей сути он не лучше и не хуже, чем MIG, он использует прямую полярность, которая является полной противоположностью MIG. Однако некоторые производители проводов могут выступать за положительную полярность, поэтому внимательно читайте этикетку.
Однако важно помнить, что провода MIG и Flux Core не имеют «дополнительной» полярности. Он будет работать успешно только в том случае, если он положительный. Благодаря использованию флюсовой проволоки и защитного газа проволока с двойным экраном сочетает в себе преимущества MIG и Flux Core. Конечно, всегда следуйте полярности, рекомендованной производителем провода, но двойной провод или провод с внешним экраном часто имеет обратную полярность.
Сварка ВИГ и полярность
Сварка ВИГ является исключением, так как она всегда сваривает с пламенем на отрицательной клемме (даже при сварке в режиме переменного тока есть причины держать горелку подключенной к отрицательной стороне). Несколько лет назад для сварки алюминия использовался положительный постоянный ток, но проплавление было плохим, и для сварки при относительно низком токе требовался вольфрам большого диаметра из-за того, что тепло концентрировалось на вольфрамовом наконечнике, а не на основном металле. Поскольку сварка алюминия очень проста с помощью аппаратов TIG переменного тока с высокочастотным наплавлением или сварочных аппаратов инверторного типа, таких как серия Everlast PowerTIG, используется только отрицательная полярность горелки постоянного тока.
Независимо от полярности, вам может понадобиться помощь в запоминании, чтобы вспомнить слова полярности. Даже если вам придется пометить свой сварочный аппарат, чтобы не забыть, какую сторону «горелки» использовать, это поможет вам сделать это правильно с первого раза и сведет раздражение к минимуму.
Все еще не уверены, какую полярность использовать?
Существует несколько способов убедиться, что сварка с обратной полярностью подходит для данной работы. Вот они:
1) По инструкции производителя.
2) Просмотрев онлайн-ресурсы, такие как видео на YouTube.
3) Или спросив у того, кто разбирается в этих вещах.
4) Наконец, вы всегда должны сверяться с руководством перед тем, как приступить к следующему проекту.
Теперь давайте рассмотрим каждый метод более подробно.
Способ 1. Инструкции производителя
Производители обычно предоставляют информацию о требованиях к полярности своих продуктов. Они часто включают диаграммы, показывающие ориентацию электродов относительно заготовок. Эти иллюстрации помогут вам понять, как лучше всего настроить ваши машины, и должны объяснить обстоятельства, при которых можно использовать сварку с обратной полярностью.
Вы должны обратить пристальное внимание на схему, потому что она показывает, где должны быть подключены провода. Например, если вы работаете с алюминием, вы должны соединить их вместе следующим образом:
Метод 2 — Интернет-ресурсы
Еще один отличный ресурс для изучения полярности — YouTube. Доступно множество видеороликов, объясняющих все, что вы хотите знать о правильной настройке оборудования. В некоторых из этих видеороликов даже показаны пошаговые процедуры, как это сделать.
Вот несколько примеров того, где вам следует использовать сварку с обратной полярностью:
Способ 3. Спросите того, кто знает об этом
идти. Он/она может точно сказать вам, как он/она это сделал. Неважно, заплатили ему/ей за свои услуги или нет; все, о чем вы заботитесь, это получить хороший совет.
Итак, когда вы будете готовы начать новый проект, сначала обязательно воспользуйтесь одним из вышеперечисленных методов. Затем внимательно следуйте этим шагам, пока не добьетесь успеха.
Томми Райт
Я работаю в сварочной отрасли более двадцати лет. Я проходил обучение в различных инженерных мастерских, работая над различными проектами, от небольшого производства и ремонта до промышленных проектов. Я специализируюсь на сварке алюминия и пищевой нержавеющей стали, а сейчас руковожу инженерным цехом по производству оборудования для пищевой промышленности.
В чем разница между сваркой на переменном и постоянном токе? – . Блог о машинном оборудовании
Дуговые сварочные аппараты используют как переменный, так и постоянный ток. Чтобы сделать сварку наилучшей, сварщик должен понимать, что переменный ток (AC) и постоянный ток (DC) означают для сварщика, а также для электродов. Термины «переменный» и «постоянный» относятся к полярности электрического тока, создаваемого сварщиком и проходящего через электрод.
Прочность сварного шва зависит от выбора электрода с правильной полярностью, поскольку полярность электрода может существенно повлиять как на прочность, так и на качество сварного шва.
Что такое сварка?
Сварка – это процесс, используемый для соединения металлов путем расплавления деталей и использования наполнителя для образования соединения. Сварку можно выполнять с использованием различных источников энергии от газового пламени или электрической дуги до лазера или ультразвука.
Используемые в настоящее время сварочные процессы включают дуговую сварку с использованием электрического тока; газовая сварка, наиболее часто применяемая при ремонте труб и трубок; сварка сопротивлением, при которой используются дополнительные листы металла для покрытия заготовок, которые будут соединяться вместе; и сварка энергетическим лучом или сварка лазерным лучом, которая является быстрой и точной, но очень дорогой.
Сварка не всех типов металлов. Например, нержавеющая сталь склонна к растрескиванию и деформации при перегреве. Сплавы часто представляют собой проблему, поскольку трудно узнать точный химический состав металла.
Интересным фактом о сварке является то, что сварку можно проводить в необычных условиях, например, под водой или в открытом космосе.
Что такое полярность?
Каждая электрическая цепь имеет отрицательный и положительный полюс. Постоянный ток течет в одном направлении, что приводит к постоянной полярности. Переменный ток или переменный ток течет в одном направлении половину времени и в противоположном направлении другую половину. Переменный ток меняет свою полярность 120 раз в секунду при частоте тока 60 Гц.
Электрод с положительной или обратной полярностью (переменный ток) обеспечивает более глубокое проникновение, в то время как электрод с отрицательной (постоянным) или прямым током обеспечивает более высокую скорость осаждения, поскольку происходит более быстрое расплавление электрода. Существуют различные типы электродов и электродных экранов, которые могут изменить эти основные условия. Некоторые виды экранированных электродов работают с любой полярностью, в то время как другие работают только с одной полярностью.
Для достижения надлежащего провара, равномерного образования валиков и хороших результатов сварки при сварке любым металлическим электродом необходимо соблюдать правильную полярность. Использование неправильной полярности приводит к плохому проплавлению, неправильной форме валика, чрезмерному разбрызгиванию, перегреву, отсутствию контроля дуги и быстрому обгоранию электрода.
Большинство сварочных аппаратов для дуговой сварки имеют четко обозначенные клеммы или направления для установки сварочного аппарата на любую полярность. Некоторые сварочные аппараты используют переключатель для изменения полярности, а другие требуют внесения изменений в кабельные наконечники.
Сварка на переменном токе
Сварка на переменном токе идеально подходит для следующих типов сварных швов:
- Толстая пластина вниз
- Быстрое заполнение Переменный ток: гладкая дуга для сварки общего назначения и силовая дуга для угольной дуги, приставок ТГ и новых изделий.
Сварка с DC лучше всего используется для:
- .
При обратной полярности постоянного тока электрод положительный, и ток течет от заготовки к электроду. Сварка с обратной полярностью постоянного тока идеально подходит для:
- Потолочная сварка
- Вертикальная сварка
- Сварка чугуна
- Тяжелый алюминий
- Сварка заклепками
- Листовой металл
- Сварка с низким содержанием водорода
- Дуговой бронзовый стержень
определенные преимущества перед АС. Как правило, пуск легче, меньше обрывов и заеданий дуги, меньше разбрызгивания, сварка выглядит лучше, сварка в вертикальном или потолочном положении намного проще, а постоянный ток является лучшим способом для новичков научиться сваривать. Сварка на постоянном токе также обеспечивает более плавную дугу, а прямая полярность постоянного тока позволяет сваривать много более тонких металлов лучше, чем на переменном токе.
Преимущества сварки переменным током
Основное преимущество сварки на выходе переменного тока заключается в том, что она позволяет сваривать намагниченные материалы, так как полярность тока меняется. Выход постоянного тока не работает с намагниченными материалами из-за «дуги дуги», когда магнитное поле выдувает расплавленный присадочный металл из сварочной ванны.
Сварочные аппараты и техника безопасности
Во многих городах и штатах требуется обучение и сертификация сварщиков для работы со сварочными аппаратами. Также существуют требования к средствам индивидуальной защиты и противопожарным мерам, которым должны следовать сварщики.
Сварочный дым может вызвать проблемы с дыханием у сварщиков. Некоторые проблемы являются краткосрочными, а другие могут быть длительными заболеваниями, такими как астма. Сварочные дымы также классифицируются на международном уровне как возможные канцерогены. Существуют специальные методы снижения воздействия паров.
Свяжитесь с OSHA или Американским обществом сварщиков для получения дополнительной информации.Ожоги, вероятно, являются наиболее распространенной травмой, связанной со сваркой. Индивидуальная защитная одежда может значительно снизить риск ожогов. Средства индивидуальной защиты для сварщиков включают огнеупорную одежду, защитные очки, обувь, перчатки, капюшон, сварочный шлем и кожу. Ни в коем случае нельзя носить синтетическую одежду, потому что она плавится при воздействии очень высокой температуры. Шерсть — лучший выбор, потому что она прочная и устойчива к огню.
Брюки и рубашки нельзя закатывать, так как в складках могут скапливаться искры. Брюки также следует носить поверх обуви или рабочих ботинок, чтобы предотвратить попадание частиц внутрь обуви или ботинок. Под сварочной маской всегда следует надевать защитные очки. Если вместо защитных очков используются защитные очки, они также должны иметь боковые щитки.
Заключение
Сварка на переменном и постоянном токе необходима для выполнения определенных задач.
Сварка на постоянном токе, как правило, имеет больше преимуществ перед сваркой на переменном токе, но сварщику важнее всего понять, как работает полярность, чтобы сварщик мог выбрать правильный электрод с правильной полярностью для работы.Битва сварки на переменном и постоянном токе (2022): какой из них лучше?
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Что более СТАБИЛЬНО, сварка на переменном или постоянном токе?
Этот вопрос сводит вас с ума, верно?
Не могу тебя винить!
Сварка обширная область . И скорее всего вы новичок. Неудивительно, что термин AC/DC кажется вам ракетостроением.
Разве ты не ненавидишь, когда это сбивает с толку?
Что ж, позвольте мне помочь вам. AC — это основная сварка, используется пайка твердым припоем и дуговая сварка углеродом. Он модернизирован для работы от постоянного тока, что в первую очередь упрощает сварку.
Все еще не уверены?
Продолжайте читать, и вы узнаете основы дуговой сварки о промышленном оборудовании и разнице между сваркой на переменном и постоянном токе.
Связанный: Можете ли вы приварить магнит: Да, это возможно!
Разница между сварочным аппаратом переменного и постоянного тока: подробное сравнение
См.:
Сварка — это соединение двух или более металлических деталей, обычно путем их плавления. Как и любой электрический ток, сварочная дуга имеет полярность, состоящую из положительного и отрицательного полюсов.
Я знаю, тебе становится скучно и ты беспокоишься, почему я трогаю этот технический термин, как полярность, но эта полярность сварочной дуги тесно связана относится к сварке переменным и постоянным током.
Так что же такое полярность сварочной дуги?
Полярность оказывает существенное влияние и на прочность сварного шва. Между тем, положительный электрод, также известный как обратная полярность, вызывает проникновение, а затем отрицательную полярность электрода (резерв).
Так что обычно есть два типа полярности.- сварка, обратная полярность
- сварка, прямая полярность
Прямая и обратная полярность — это распространенный термин в дуге сварка.
Понял?
В большинстве случаев предпочтительна полярность сварки на постоянном токе. Теперь давайте посмотрим, в чем разница между сварочным аппаратом переменного и постоянного тока.
Торопитесь? Тогда ознакомьтесь с таблицей быстрого сравнения.
- .