Рама с чистого листа | OPPOZIT.RU | мотоциклы Урал, Днепр, BMW
Вот и заканчивается лето и пора приступать к новым проектам. Тут многие спрашивают, как сделать раму с чистого листа? Вот я и решил написать небольшую статейку по этому поводу. В принципе есть разные способы сделать это, я опишу способ, который применяю и пока, он меня не подводил.
Вот и заканчивается лето и пора приступать к новым проектам. Тут многие спрашивают, как сделать раму с чистого листа? Вот я и решил написать небольшую статейку по этому поводу. В принципе есть разные способы сделать это, я опишу способ, который применяю и пока, он меня не подводил.
Начинаю обычно с того, что подбираю агрегаты для будущего проекта. Под агрегатами я подразумеваю – (передняя вилка, колеса, бак, двигатель, коробка передач, амортизаторы) После этого я делаю обмеры всех этих дэвайсев и в масштабе прорисовываю на чертежной бумаге. Конечно, можно это делать и в разных программах, как допустим, Павел Обозов с http://www.brayvo.ru но у меня это пока плохо, получается, моделировать, так как он и я все делаю на миллиметровке. В принципе, начиная делать любой оппозит можно за основу макетов взять чертеж двигателя из любой книги об этих мотоциклах. Берется такая книга и копируется с нее чертеж (для того чтобы книгу не портить), после, чего наклеивается эта копия на ватман и вырезается по контуру, желательно с максимальной точностью. Теперь можно приступить к просчету масштаба. Так как в книгах чертеж двигателей дается без искажений (проверено), то смело можем обмерить пару деталей на двигателе и на чертеже, после этого для получения масштаба делим размеры, снятые с оригинала на размеры чертежа. Получаем число, которое является масштабным (1:5) погрешности, конечно, будут, но совсем незначительные, не больше 5-10 мм. В нашем случае это не такая погрешность, чтобы на нее обращать внимание. Также неплохо было бы, если вы делаете раму под себя, сделать макет самого себя, тоже в масштабе. Это очень помогает при компоновки рамы и для наилучшей посадки. Итак, теперь у нас есть, от чего отталкивается, то есть двигатель, есть масштаб и есть тот, кто будет на всем этом ездить (тоже в масштабе) Дальше промеряем, все добытые детали и просчитываем их размеры в масштабе. Вот теперь можно начинать чертить раму. Для начала ее надо сделать вид сбоку. Так будет намного проще работать, и вы сразу поймете, что куда ставить и как это будет выглядеть. После того как построен вид сбоку, можно прорисовать вид снизу, вид сверху, вид спереди и сзади. Я это не делаю, так как для меня в процессе черчения вида с боку формируются все остальные виды в набросках и мне этого достаточно, тем более по ходу сварочных работ, что нибуть обязательно придумается новенькое.
Теперь я хочу немного рассказать о материалах (трубах) из которых делать раму. Многие ищут трубы цельно тянутые, но как показывает практика это совсем не обязательно, так как производители иномарок делают их из шовных труб (проверено путем разрезания импортных рам). Я использую трубы марки DIN 2440, вот тут их можно найти в России — http://www.metaltorg.ru (это не является рекламой) Для рамы я использую трубы двух диаметров – 33.7 мм, стенка 3.2 мм и 26.9 мм, стенка 2.6 мм. Также можно использовать уголки той же марки, ими очень удобно делать острые повороты под 90 градусов, не ломая голову, как и где так красиво загнуть трубу. Более плавные загибы делаются при помощи простого трубогиба. Так же хочу отметить, что в несущих местах необходимо делать вставки в местах соединения труб и оставлять зазор между трубами 3-4 мм для сварочного шва. Гнуть трубы лучше по шаблонам сделанным в натуральную величину из картона или фанеры. Теперь, когда трубы куплены и загнуты, можно переходить к сборке рамы на стапеле. Конструкция стапеля выкладывалась на оппозите и если кому лень искать то вот она — http://www.oppozit.ru/modules.php?name=News&file=article&sid=1040
Конечно, перед сборкой необходимо запастись всеми деталями, которые вы хотите иметь на раме. А именно, рулевая колонка, всевозможные кронштейны и так далее. Варить раму конечно лучше полуавтоматом, но если у кого-то нет доступа к такому агрегату, то можно и электродуговой сваркой. Варить газом не очень удачный вариант, если конечно это не аргон.










Вот в принципе и все хитрости рамы с чистого листа, но каждый может добавить свое знание и получится очень хорошая рама, а главное сделанная лично вами и второй такой ни у кого не будет. Желаю успехов.
Когда нужна сварка для мотоцикла?
Когда поможет только сварка. Эх, дороги… Ничего странного, что статья о сварочных работах начинается с упоминания о дорогах. Ведь именно на наших отечественных дорогах успешно разваливаются любые транспортные средства, и мотоциклы в том числе. И как следствие, возникает необходимость «подвариться». О том, как это сделать, и пойдет речь.
Первый, наиболее распространенный вид сварки — газовая. Используются два баллона — один с ацетиленом, другой с кислородом. В руках сварщика горелка, которая соединена шлангами с баллонами. Принцип горелки такой же, как у смесителей, что стоят на кухне и в ванной комнате — смешивание в нужной пропорции ацетилена и кислорода в зависимости от выполняемых работ: резание, сварка, нагрев.
Электросварка более разнообразна. Прежде всего различают ее по виду тока: переменный или постоянный. Сварочный аппарат переменного тока достаточно прост в изготовлении и поэтому имеет наибольшее «хождение в народе». Аппарат для сварки постоянным током посложнее, так как в его схеме присутствует выпрямитель на мощных диодах. Еще встречается сварка постоянным током в среде инертного газа. Как правило, это аргон, благодаря которому шов получается без шлака.
Особой любовью и уважением среди людей, зарабатывающих себе на хлеб ремонтом автомобилей, пользуется сварочный полуавтомат, или «кэмпи». Такое название пошло от имени фирмы, первой наладившей серийный выпуск таких агрегатов. В этих установках в точку сварки автоматически подается проволочный электрод и аргон (на практике вместо дорогостоящего аргона при сварке «черных» металлов применяется более доступный углекислый газ), что позволяет избежать образования окалины и обеспечивает высокое качество шва.
Чем же сварка может помочь мотоциклисту и мотоциклу?
Чаще всего приходится подваривать раму. Практически все мотоциклы, колесящие по нашим дорогам, за исключением «ИЖ-ПС» и «43-472» (рамы которых подвергнуты термообработке), имеют «скелет» из «сырого» металла, поэтому варить их можно, попросту говоря, чем попало. Но при восстановлении ходовой части следует предпочтение всегда отдавать электросварке, так как при .этом конструкция нагревается значительно меньше, а значит, меньше вероятность, что ее «поведет».
Перед электросваркой от всех электронных (не электромеханических) приборов необходимо отсоединить проводку. Если на раме появилась небольшая трещина, ее можно либо просто заварить, либо поставить накладку. Перед этой работой нужно засверлить концы трещины, во избежание ее дальнейшего роста. Чтобы в месте, где приварена накладка, не возникло внутренних напряжений (где обычно и случаются обломы труб), швы выполняются вдоль трубы.
В случае разрушения крупного участка рамы придется вырезать поврежденную часть, а на ее место вварить или самодельную вставку, или такой же фрагмент от аналогичной рамы, выполнив стыки с использованием усилительных вставок и наложением муфт.
Еще одно место, поддающееся «лечению» сваркой,— бензобак. Чаще всего он течет по швам и там, где приварены кронштейны крепления. Обычно применяют газовую сварку, но только после того, как бак будет подготовлен: необходимо полностью слить бензин, промыть ак горячей водой и, надев горловиной на выхлопную трубу автомобиля с работающим двигателем, удалить с помощью выхлопных газов пары бензина.
Цилиндрам, головкам и картерам мотоциклов тоже достается от езды по нашему бездорожью.
Ремонт деталей из алюминиевокремниевого сплава (силумина) марки АЛ-4, АЛ-5, АЛ-10 и т. п. можно производить электросваркой постоянного тока обратной полярности. Для этого поврежденное место обрабатывают, придавая ему форму, удобную для наложения заплаты. Затем па кромках снимают фаски так, чтобы зазор в стыке заготовленной заплаты и краями пробоины был не более 2—3 мм (рис. 2).
Заплаты вырезают из листового алюминия толщиной 1,5—2,0 мм. Соединяемые части зачищаются металлической щеткой на ширину 10—15 мм от края. Заплата прихватывается в трех-четырех точках, затем обваривается по всему контуру. Применяется электрод типа ОЗА-2 или подобные.
При ремонте силуминовых деталей сваркой иеплавящимся вольфрамовым электродом в среде инертного газа используется присадка — алюминиевый пруток диаметром 4—5 мм. Подойдет и АЛ-4, АЛ-5 и т. гг.
Другой способ — ацетилено-кислородная сварка нейтральным пламенем под слоем флюса АФ-4А с присадочным материалом того же состава, что и основной металл (например, обломок от старого картера или ступицы). Независимо от способа, детали из силумина перед сваркой нагревают до 250 °С.
При обработке газовой сваркой деталей из серого чугуна необходим их предварительный нагрев до 500—600 «С в электрической печи. В качестве присадочного материала применяются чугунные прутки марки А диаметром 6—8 мм. Сварку электродуговым способом без предварительного нагрева целесообразно использовать в том случае, когда это позволяют местоположение и размер трещины. Варить можно электродами ОЗЧ-1, МНЧ-1, ЭНБ-1.
Конечно, некоторые из описанных здесь вариантов ремонта возможны лишь в стенах серьезных заводов. Но чтобы убедиться в безграничных возможностях фанатов в области переоборудования своих мотоциклов, не пожалейте времени и загляните в Москве на улицу Бабушкина, где возле магазина мотозапчастей собирается «тусовка» поклонников «оппозитов». Здесь вы увидите и двигатели с электростартерами, и полностью переваренные рамы, и более серьезные изменения типа установки на «уральский» картер цилиндров и головок от эскортного «Днепра». В этом может помочь только сварка!
Информация с сайта о байкерах и мотоциклах. Пользуйтесь себо во благо, ссылка обязательна.
УСТРОЙСТВО И ВИДЫ МОТОЦИКЛЕТНЫХ РАМ. — МотоКлуб ЛЕМУРЫ
Поговорим сегодня об устройстве и видах рам. Рама — это главная часть мотоцикла, без этого важного элемента, наши бы двухколесные друзья превратились бы в неуправляемые снаряды. Да и надо же как-то связать воедино все прочие элементы конструкции!
Функции рамы.
Рама предназначена для выполнения многих функций, которые можно условно разделить на «структурные» и «геометрические». Со структурной стороны, рама нужна для того, чтобы расположить и закрепить двигатель, трансмиссию, подвеску. Чтобы осуществить это, рама должна быть жесткой, прочной, и по возможности легкой. Геометрическая роль рамы заключается в обеспечении необходимых параметров геометрии подвески и рулевого, колесной базы и положения центра тяжести. Есть и неочевидный, но очень важный момент – именно рама обеспечивает расположение колес на одной линии. Также необходимо, чтобы рама была достаточно жесткой, чтобы обеспечить противодействие силам, возникающим в повороте, при ускорениях и торможениях – и все это без участия со стороны рулевого управления и подвески.
Длина колесной базы.
Длина колесной базы — это расстояние между осями колес байка. Здесь правило одно — чем длиннее колесная база, тем большая устойчивость мотоцикла на скорости, но меньшая маневренность на низких скоростях. Все зависит от назначения мотоцикла: скутеры, мопеды, кроссовые и городские мотоциклы делают с короткой базой. Здесь важно хорошая маневренность на низких скоростях. Драгстеры (мотоциклы для участие в драг-гонках — гонка по прямой) делаются с максимально длинной базой.
Центр тяжести.
Сначала о горизонтальном расположении центра тяжести. Он должен находиться посередине колесной базы, т.е. равноудален от колес, так как сцепление у обоих колес должно быть равно.
С высотой центра тяжести все сложнее. Чем выше центр тяжести, тем сцепление с дорогой выше (разгон-торможение проходят лучше и быстрее), но снижается максимальный уровень наклона мотоцикла. Соответственно, с низким центром тяжести мотоцикл управляется намного лучше. Здесь всегда выбирается компромисс.
Уровень наклона вилки.
Тут тоже просто: угол наклона больше — лучше устойчивость на больших скоростях, меньшая устойчивость на малых и увеличенный радиус поворота,и, соответственно, наоборот.
Однако спорт – это одно, а гражданская езда – совсем другое. В последнем случае стоимость и форма рамы обладают таким же значением, как и прочие характеристики. Нет никаких сомнений в том, что прекрасно построенная рама преобразит изначально не блистающую машину. Это заметно в мелкосерийном производстве, где есть возможность уделять внимание мельчайшим деталям и оттачивать технологии до блеска. Поэтому тюнинговые рамы всегда будут популярны в узком кругу райдеров-перфекционистов, желающих довести управляемость своего байка до предела. С появлением гоночного класса Moto2 производство отточенных и продуманных рам вышло на новый виток. Ведь теперь у производителей появилась возможность проверить свои разработки в самом суровом горниле соревнований высшего уровня. К ветеранам индустрии вроде Harris и Moriwaki присоединились новые имена – например, RSV, ранее занимавшиеся лишь проектированием элементов для авиационных конструкций. Знания, мастерство, интуиция, даже вдохновение – все это очень важно в таком непростом деле, как обеспечение баланса характеристик управляемости. И неважно, гранприйный это снаряд или дорожная «рабочая лошадка».
Гранприйный снаряд Moriwaki MD600 — рамный гений японцев во всей красе.
Первоначально, когда опыт постройки рам еще только начинал складываться в общую копилку, производители пробовали все подряд. Отрезки стальных труб скреплялись в различных точках при помощи кронштейнов, образующих рулевую колонку и точки крепления рычага подвески. До широкого распространения сварки трубы покрывали припоем, затем вставляли в приливы кронштейнов и нагревали. Разумеется, такие «туземные» методы не слишком хорошо сказывались на жесткости конструкции, поэтому с распространением сварки к процессу изготовления рамы стали подходить по-другому. Традиционный подход основан на применении треугольных конструкций, это прекрасно иллюстрирует простая велосипедная рама, да и «птичья клетка» тоже. Ромб, образованный трубами рамы, разделен на два треугольника трубой, проходящей между седлом и осью педалей. Это придает ромбовидной раме большую жесткость и прочность, а каждая труба остается эффективно зафиксированной от изгиба. Аналогичный подход с применением треугольников используется на множестве мотоциклов – от динозавров начала XX века до ультрасовременных гоночных машин.
Ромб велосипедной рамы состоит из двух треугольных конструкций.
В тех рамах, которые недостаточно усилены треугольными конструкциями, в качестве элемента жесткости используют двигатель. Его закрепляют в трех точках между открытыми частями рамы. Как правило, «жесткий» двигатель получается более тяжелым, нежели такой, который не участвует в образовании силовой конструкции, однако из-за меньшего веса рамы общего увеличения массы машины не происходит.
Типы рам.
Одинарные
Самые первые рамы для мотоцикла. Они самые простые и дешевые. Используются на мотоциклах Иж, Минск и т.д.. Обладают недостаточной жесткостью, поэтому сейчас их почти не производят. Есть закрытые и открытые рамы. У открытой рамы нижняя часть отсутствует. Роль силового элемента рамы здесь выполняет картер двигателя или сам двигатель. Это снижает общий вес мотоцикла.
Двойные (дуплексные)
Обладают хорошей жесткостью. Используются на наших тяжелых мотоциклах. По сравнению со следующими типами рам, вес слишком большой.
Хребтовые
Очень похожи на костный хребет. Жесткость рам достигаются за счет большой толщины хребта. Используется на многих мотоциклах, мопедах, скутерах. Внутрь хребта производители устанавливают проводку, топливный бак, воздушный фильтр. Двигатель подвешивается за сам хребет. Но есть и минус — при аварии раму очень сложно восстановить.
Решетчатые («Птичья клетка»)
Состоит из коротких кусков стальных труб, сваренных треугольниками. В основном используется на мотоциклах Ducati. Создателем «птичьей клетки» является итальянский дизайнер Массимо Тамбурини. Впервые такой тип рамы был установлен на Honda CB750 в 1969 году. Обладает низким весом и высокой жесткостью.
Мотоцикл Kawasaki h3R 2015г.
Диагональные (Deltabox)
Самый распространенный тип рам для спортбайков и мощных дорожных, туристических мотоциклов. Низкий вес, отличная жесткость. Основа рамы — две балки по всему периметру мотоцикла. У каждого производителя диагональные рамы достаточно сильно отличаются. Двигатель как силовой элемент рамы.
Штампованные рамы несущей конструкции (монокок)
Очень похожи на хребтовые рамы. Изготовлены путем сварки штампованных частей. В итоге получается достаточная жесткость при более низком весе. Первый раз рама использовалась в 1946 году на мотороллерах Vespa.
Штампованные рамы для скутеров
Рамы, отлитые целиком. Главная особенность таких рам — «табуреточный» вид.
Хардтейл или софттейл
По типу амортизации задней подвески, рамы делятся на хардтейл и софттейл.
Хардтейл — маятник жестко приделан к раме, т.е. он не амортизирует.
Софттейл — маятник соединен с рамой с использованием амортизатора.
Материалы, используемые для изготовления рам:
· Сталь. Самый дешевый материал для рам. Обладает отличной жесткостью, но и большим весом. Также сталь подвержена коррозии, т.е. ржавеет от воды.
Стальная рама Kawasaki Vulcan 900 2006 демонстрирует применение различных профилей для разных элементов конструкции.
· Алюминий. Цена алюминия выше, прочность в три раза меньше, но вес алюминия намного выше. Рама такой же жесткости, как рама из стали, будет весить намного легче. Коррозия алюминию не помеха, он ее не боится.
Алюминиевая рама Suzuki GSX-R1000 2007
· Титан. Стоит еще больше алюминия, жесткость выше, чем у стали, а вес меньше. Также не ржавеет.
Победоносная кроссовая машина Husqvarna Titanium 1971. Материал рамы заложен в названии байка.
· Композитные материалы (Магний, Карбон и т.д.). Цена их очень высока, вес обычно очень низкий. Жесткость тоже на уровне. Большинство композитных материалов капризны в использование и изготовлении. Низкая ремонтопригодность.
Специально для ELF R 1986 была разработана рама из магниевого сплава.
Рама Bimota DB7 Oronero включает в себя карбоновые структурные элементы.
К счастью, блага развития нашей цивилизации затронули и проектирование мотоциклетных рам. Теперь можно не изготавливать десятки различных вариантов конструкций, отбрасывая неудачные и совершенствуя те, что лучше других справляются с поставленными задачами. Использование братьев наших кремниевых позволяет смоделировать виртуальный прототип рамы, а затем подвергнуть его различным испытаниям: задать необходимые нагрузки, проверить реакцию конструкции на вибрации. Новые методики – новые задачи. В результате компьютерного моделирования выяснилось, что большинство труб рамы в различных плоскостях должны иметь различную прочность. Круглые трубы обладают одинаковой прочностью во всех направлениях, в то время как прочность труб квадратного или прямоугольного сечения в одном направлении больше, чем в другом. Поэтому там, где это необходимо, в целях экономии веса или для повышения жесткости можно использовать квадратные или прямоугольные трубы. Может даже оказаться, что стоит «напрячь» двигатель, взвалив на него часть нагрузок. Однако не стоит думать, что так стали делать лишь с появлением компьютерного моделирования рам: еще в пятидесятых годах Vincent успешно включила двигатель в силовую схему мотоцикла Black Shadow
– «папы» всех супербайков современности, настолько технологичным, продвинутым и стремительным он был для своего времени.
В общем, как ни крути, а рама – вещь необходимая, и пусть в последнее время конструкторы всячески пытаются опровергнуть это утверждение, до повсеместного отказа от рамы еще очень далеко.
Изготовление рамы для гоночного мотоцикла


В начале 1970-х годов мастер построил раму для своего гоночного мотоцикла под двигатель Aermacchi объемом 350 куб.
В 2006 году, после 30-летнего отсутствия на трассе, мастер снова начал участвовать в классических гонках в США. В 2008/2009 годах он создал точную копию своего мотоцикла 1970-х годов.
На приведенных выше фотографиях показан оригинальный мотоцикл 1970-х годов, и изготовленный в 2009 году.
Инструменты и материалы:
-Фрезерный станок с ЧПУ;
-Алюминиевая пластина;
-Токарный станок;
-Цилиндрическая металлическая заготовка;
-Металлическая труба;
-Сварочное оборудование;
-Сверлильный станок;
-Металлический уголок;
-Крепеж;
-УШМ;
-Струбцины;


Шаг первый: пластины
Конструкция этой рамы в основном состоит из стальных труб, сваренных вместе, но в отсеке двигателя имеются две пластины из алюминиевого сплава толщиной 12 мм, которые поддерживают поворотный рычаг и подножки. Мастер вырезает их на фрезерном ЧПУ-станке.

Шаг второй: рулевая колонка
Обычно рулевая колонка изготавливается из трубки, но мастер решил ее выточить из цельного прутка легированной стали. На концах колонка расточена под подшипники рулевого управления.
Шаг третий: концы трубок
Для плотного прилежания свариваемых трубок их концы необходимо отрезать полукругом. Мастер изготавливает специальный зажим.


Обрезает трубку.


Шаг четвертый: сборка, сварка
Дальше мастер приступает к сварочным работам. Толщина стенок трубок от 1 — 1,5 мм.

Сваривает рамку под двигатель. Прикручивает крепежные пластины.
Продолжает сварку.
Приваривает рулевую колонку.
Рама сварена, теперь нужно доработать некоторые детали.


Шаг пятый: гнездо подшипника
После сварки мастер обрабатывает на рулевой колонке места установок подшипников.



Шаг шестой: крепление передней вилки
Для крепления передней вилки мастер вырезает две пластины.
Шаг седьмой: задняя вилка
Сваривает заднюю вилку. Приваривает крепление.
Все узлы рамы готовы, и мастер приступает к сборке мотоцикла.

На этом мотоцикле мастер на гонках в 2009 году занял первое место.


Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Сварка алюминиевой рамы мотоцикла, BMW (Германия)
Сварочные соединения с хирургической точностью
Новый спортивный мотоцикл BMW K 1200 S привлекает к себе много внимания со стороны специалистов и прессы благодаря его революционным шасси и мощному двигателю на 167 л.с.
Мотоцикл впечатляет своей производительностью. В частности получили признание уникальное шасси и алюминиевая рама, сваренная роботами с высоким качеством менее чем за двенадцать минут.
Алюминиевая рама нового спортивного мотоцикла BMW сварена роботом за 12 минут
На заводе BMW в Берлине люди очень ответственно подходят и производству и требовательны к жесткому соблюдению технологического процесса и качеству выпускаемой продукции. Завод BMW придерживается уникальной стратегии управления качеством, охватывающей все виды работ и весь производственный цикл. От проектирования до изготовления, включая выбор материалов и конструирование. Этот подход оказался очень успешным, имея высокий спрос, на заводе в Берлине производится около 500 мотоциклов в день. Неудивительно, что новый мотоцикл K 1200 S был признан прессой «лучшим BMW всех времен и народов».
Супербайк с инновационной комбинацией двигателя и шасси в большей степени изготовлен из компонентов, произведенных в Берлине. Для этого BMW внедрил в свое производство современные сварочные роботы CLOOS с технологией для сварки алюминия. Сварочные роботы работают с феноменальной скоростью, производя легкую (около 12 кг) и очень надежную сварную раму для нового вида спортивного байка. Рама состоит из различных отдельных алюминиевых компонентов, в том числе литых, прессованных и деталей гидроформинга. Производительность — одна рама в каждые двенадцать минут.
Компактная камера с двумя сварочными роботами
Дизайн всей производственной ячейки является очень компактным, всего лишь около восьми метров в длину и шести метров в ширину. Фирма CLOOS реализовала полностью всю технологию сварки алюминиевой рамы — в ячейке находятся два сварочных робота, два источника сварочного тока и два контроллера ROTROL II, расположенные в задней части сварочной ячейки.
В передней части ячейки оператор имеет достаточно места, чтобы провести подготовительную работу, вставить свариваемые компоненты в кондуктор без каких либо трудностей. Единственное оборудование, которое находятся вне сварочной камеры, это два подвесных пульта управления, с которых оператор контролирует весь производственный процесс.
После консультаций с фирмой CLOOS, BMW выбрали 2-х этапный процесс изготовления рамы. На первом этапе, компоненты для переднего и заднего участков рамы вставляются в свободно программируемый двух станционный поворотный стол и свариваются двумя сварочными роботами в двух сборках. На втором этапе изготовления, они объединяются в одно целое.
Позиционирование алюминиевых компонентов происходит таким образом, что конечное изделие может быть сварено с точностью до десятых долей миллиметра
Сварочный кондуктор сконструирован таким образом, что алюминиевые компоненты вставляются, и позиционируется без предварительного прихватывания. Зажимные приспособления можно точно отрегулировать так, чтобы иметь возможность фиксации компонентов в жестком положении по отношению друг к другу. Чтобы предотвратить сварочные деформации, которые могут возникнуть в любых направлениях. Точки измерения критических позиций помогают оператору вставить компоненты с высокой степенью точности. Эти контролируемые позиции являются необходимым условием для оптимальной геометрии и наилучших результатов сварки. BMW рассматривает соединения высокого класса как первостепенную характеристику, особенно в случае «видимых» сварных швов рамы в местах под бензобаком и в области седла.
В передней части сварочной камеры, оператор может загружать и выгружать все компоненты рамы без каких либо помех
Двух станционный позиционер, состоящий из поворотного стола с двумя местами крепления заготовок, вращающимися / наклоненными под углом 10 градусов, в первую очередь для того, чтобы облегчить оператору загрузку компонентов. Во-вторых, чтобы обеспечить оптимальное расположение деталей в области сварочных роботов.
В результате, большая часть швов может быть сварена в нижнем положении, которое является предпочтительным для сварки алюминия. В каждом из двух позиционеров могут быть закреплены компоненты с общими габаритами до 1500 мм длиной и 1400 мм шириной.
«Как и подобает алюминиевым компонентам, они сильно искажаются в процессе сварки в результате тепловложения и последующего охлаждения. Нами была проведена серия экспериментов, чтобы адаптировать данные компоненты к сварке с определенной последовательностью. Чтобы готовое изделие выходило из производственного процесса с оптимальными геометрическими параметрами», объясняет Стефан Питтнер, руководитель этого проекта в CLOOS. Эта последовательность является абсолютно необходимой для того, чтобы двигатель K 1200 S, как важный компонент, подходил без помех в открытую раму позже на этапе сборки.
Сокращение времени производства, технологических и производственных затрат
Первоначальный план был комбинировать 2 сварочных процесса: производительную MIG сварку сварку алюминия на «невидимые» швы и TIG сварку с автоматической подачей присадочной проволоки для «видимых» швов, требующих отличные визуальные характеристики, например, под баком. «Нам удалось использовать MIG сварку для всех сварных соединений, и, тем не менее, добиться от них отличных визуальных характеристик, как у TIG швов», говорит довольный Олаф Ханерт из филиала CLOOS в Берлине. «Это колоссальное сокращение времени производства и огромного количества технологических и производственных затрат, связанное с исключением TIG сварки из производственного процесса рамы».
Сварочные швы имеют высокое качество, достигаемое как при TIG сварке, но с использованием более производительной MIG сварки
Два источника питания для импульсно-дуговой сварки фирмы CLOOS последнего поколения обеспечивают требуемые сварочные параметры. В проекте для BMW это многофункциональные сварочные источники питания с диапазоном мощности до 400 А. Управляемые микропроцессором и соединенные с роботами через интерфейс.
До 20 000 параметров могут быть сохранены в памяти и становятся доступными для сварочного процесса одним нажатием кнопки. Это является важнейшей предпосылкой для точной воспроизводимости результатов сварки.
Человек плюс робот — идеальная работа в команде
Старт внедрения современных технологий роботизированной сварки на заводе производства мотоциклов BMW в Берлине был начат еще в конце 1990-х годов. Четыре автоматизированные производственные ячейки для стальных каркасов и узлов плюс две для более дорогих алюминиевых компонентов уже внедрены. Совместно с фирмой CLOOS, рама и компоненты днища для мотоциклов, таких как R 1200 C (стальная рама), R 1100 S (алюминиевая рама) и новый R 1200 GS были оптимизированы с помощью сварочных роботов с целью достижения высокого качества и коротких сроков производства.
50 работников завода BMW постоянно проходят обучение в аспектах сварки в учебном центре CLOOS и непосредственно на заводе BMW. 19 сотрудников прошли специальное обучение в программировании сварочных роботов. Оптимизация, устранение неисправностей и корректировки программы на уровне оператора тем самым постоянно улучшают производственные процессы, что выражается в высоком качестве готовой продукции. В конечном счете, готовое изделие всегда должно соответствовать высоким стандартам качества BMW и высоким требованиям к их мотоциклам.
Основа основ. Устройство мотоциклетных рам, часть 1
Текст: Артем ‘S1LvER’ Терехов
Сегодняшняя статья из цикла об устройстве мотоцикла посвящена рамам. Без этого важного узла наши двухколесные друзья превратились бы в неуправляемые снаряды, которых колбасит из стороны в сторону при малейшей попытке райдера повлиять на траекторию движения. Да и надо же как-то связать воедино все прочие элементы конструкции!
В общем, как ни крути, а рама – вещь необходимая. И пусть в последнее время конструкторы всячески пытаются опровергнуть это утверждение, до повсеместного отказа от рамы еще очень далеко (если это вообще когда-нибудь случится). Давайте рассмотрим общие для всех вариантов конструкций моменты, после чего перейдем к конкретике.
Не дать развалиться
Рама предназначена для выполнения многих функций, которые можно условно разделить на «структурные» и «геометрические». Со структурной стороны, рама нужна для того, чтобы расположить и закрепить двигатель, трансмиссию, подвеску и так далее. Чтобы осуществить это, рама должна быть жесткой, прочной, и по возможности легкой. Геометрическая роль рамы заключается в обеспечении необходимых параметров геометрии подвески и рулевого управления (об этих характеристиках рассказывается во второй части материала об устройстве передней подвески), колесной базы и положения центра тяжести. Есть и неочевидный, но очень важный момент – именно рама обеспечивает расположение колес на одной линии.
Также необходимо, чтобы рама была достаточно жесткой, чтобы обеспечить противодействие силам, возникающим в повороте, при ускорениях и торможениях – и все это без участия со стороны рулевого управления и подвески. Все вышеперечисленное является определяющим со времен появления первых мотоциклетных рам. Если нет нужной жесткости, может происходить смещение переднего колеса относительно заднего – в пределах от небольшого до очень опасного.
Малая жесткость рамы приведет не только к плохим ощущениям для райдера во время езды, она сведет все преимущества отличного двигателя на нет. Ведь если байк постоянно колбасит – ехать агрессивно и напористо у пилота не получится, и его обойдут более технически продвинутые соперники. Известный факт, подтвержденный множеством примеров из спорта – многие победы достигнуты за счет преимуществ именно по части рамы, даже несмотря на применение не самого мощного мотора.
Однако спорт – это одно, а гражданская езда – совсем другое. В последнем случае стоимость и форма рамы обладают таким же значением, как и прочие характеристики. Нет никаких сомнений в том, что прекрасно построенная рама преобразит изначально не блистающую машину. Это заметно в мелкосерийном производстве, где есть возможность уделять внимание мельчайшим деталям и оттачивать технологии до блеска. Поэтому тюнинговые рамы всегда будут популярны в узком кругу райдеров-перфекционистов, желающих довести управляемость своего байка до предела.
С появлением гоночного класса Moto2 производство отточенных и продуманных рам вышло на новый виток. Ведь теперь у производителей появилась возможность проверить свои разработки в самом суровом горниле соревнований высшего уровня. К ветеранам индустрии вроде Harris и Moriwaki присоединились новые имена – например, RSV, ранее занимавшиеся лишь проектированием элементов для авиационных конструкций. Знания, мастерство, интуиция, даже вдохновение – все это очень важно в таком непростом деле, как обеспечение баланса характеристик управляемости. И неважно, гранприйный это снаряд или дорожная «рабочая лошадка».
Гранприйный снаряд Moriwaki MD600 — рамный гений японцев во всей красе
Полкило назад, три вперед
А начинается работа над будущим «коконом» для элементов машины с распределения веса и настройки положения центра тяжести. Конструкция мотоцикла не позволяет сильно разгуляться в вопросе размещения крупных узлов, таких как топливный бак, двигатель, задняя и передняя подвески. К счастью, такое расположение узлов достаточно удачно с точки зрения распределения веса.
Центр тяжести оказывает огромное влияние на два основных показателя: во-первых, ускорение и торможение, во-вторых, прохождение поворотов. При выборе конструкторами положения центра тяжести в первую очередь руководствуются вопросами разгона-торможения, а уже потом – прохождения поворотов. Если немного подумать, также появится еще один вывод – центр тяжести определяет степень перераспределения веса при ускорениях-торможениях, а значит, непосредственно влияет на коэффициент сцепления шин с полотном.
При идеальном положении центра тяжести пробуксовка заднего во время ускорения начиналась бы только при отрыве переднего колеса от земли. Аналогично, блокировка переднего колеса в процессе торможения начиналась бы только при отрыве заднего колеса от земли.
Можно лишь представить титанический труд конструкторов, работающих над гоночными мотоциклами – ведь эти байки много времени проводят на одном колесе! Достаточно посмотреть замедленные повторы, когда райдеры MotoGP в зоне торможений отрывают заднее колесо от земли, но передняя шина при этом продолжает сохранять контакт с асфальтом. На величину сцепления шин с дорогой также влияет длина колесной базы: если ее увеличивать при неизменном положении центра тяжести, то фактически будет снижаться сцепление из-за относительных углов между колесами.
Великий Доктор демонстрирует блестящую работу по части развесовки, проведенную гоночными инженерами Yamaha
Думаем дальше. При повороте желательно (нет, для душевного спокойствия райдера — даже необходимо!) обеспечить одинаковое сцепление передней и задней шин с асфальтом. Из этого следует, что центр тяжести должен быть равноудален от колес, то есть находиться посередине колесной базы. А вот высота центра тяжести – это всегда компромисс. Высокий центр тяжести обеспечивает лучшее сцепление шин, что позволяет более интенсивно ускоряться и тормозить в повороте, также уменьшается радиус поворота. Однако при низком центре тяжести уменьшается инерция относительно оси крена, иными словами – рулевое управление становится более чувствительным. Такой байк в движении кажется менее тяжелым, более ловким и простым в управлении на низких скоростях и в заносе.
Так или иначе, идеального решения, распространяющегося на все ситуации, в вопросе высоты центра тяжести не существует. Поэтому его подбирают, исходя из предназначения и «ареала обитания» мотоцикла.
Уяснив, что нам нужно от будущей рамы, давайте выберем для нее наиболее оптимальный материал и придадим элементам конструкции нужную форму.
Трудности выбора
Первоначально, когда опыт постройки рам еще только начинал складываться в общую копилку, производители пробовали все подряд. Отрезки стальных труб скреплялись в различных точках при помощи кронштейнов, образующих рулевую колонку и точки крепления рычага подвески. До широкого распространения сварки трубы покрывали припоем, затем вставляли в приливы кронштейнов и нагревали. Разумеется, такие «туземные» методы не слишком хорошо сказывались на жесткости конструкции, поэтому с распространением сварки к процессу изготовления рамы стали подходить по-другому.
Если для алюминия и стали сварка остается наиболее предпочтительным способом соединения, то к композитным материалам с ней уже не подойдешь. Да и вообще, с композитами все немного по-другому, но об этом чуть ниже. А пока поговорим о конфигурации элементов рамы.
Традиционный подход основан на применении треугольных конструкций, это прекрасно иллюстрирует простая велосипедная рама, да и «птичья клетка» тоже. Ромб, образованный трубами рамы, разделен на два треугольника трубой, проходящей между седлом и осью педалей. Это придает ромбовидной раме большую жесткость и прочность, а каждая труба остается эффективно зафиксированной от изгиба. Аналогичный подход с применением треугольников используется на множестве мотоциклов – от динозавров начала XX века до ультрасовременных гоночных машин.
Ромб велосипедной рамы состоит из двух треугольных конструкций
В тех рамах, которые недостаточно усилены треугольными конструкциями, в качестве элемента жесткости используют двигатель. Его закрепляют в трех точках между открытыми частями рамы. Как правило, «жесткий» двигатель получается более тяжелым, нежели такой, который не участвует в образовании силовой конструкции, однако из-за меньшего веса рамы общего увеличения массы машины не происходит.
Компьютерно-теоретические изыскания
К счастью, блага развития нашей цивилизации затронули и проектирование мотоциклетных рам. Теперь можно не изготавливать десятки различных вариантов конструкций, отбрасывая неудачные и совершенствуя те, что лучше других справляются с поставленными задачами. Использование братьев наших кремниевых позволяет смоделировать виртуальный прототип рамы, а затем подвергнуть его различным испытаниям: задать необходимые нагрузки, проверить реакцию конструкции на вибрации.
Новые методики – новые задачи. В результате компьютерного моделирования выяснилось, что большинство труб рамы в различных плоскостях должны иметь различную прочность. Круглые трубы обладают одинаковой прочностью во всех направлениях, в то время как прочность труб квадратного или прямоугольного сечения в одном направлении больше, чем в другом. Поэтому там, где это необходимо, в целях экономии веса или для повышения жесткости можно использовать квадратные или прямоугольные трубы.
Может даже оказаться, что стоит «напрячь» двигатель, взвалив на него часть нагрузок. Однако не стоит думать, что так стали делать лишь с появлением компьютерного моделирования рам: еще в пятидесятых годах Vincent успешно включила двигатель в силовую схему мотоцикла Black Shadow – «папы» всех супербайков современности, настолько т
Сваривать или закручивать? — Август 2011 года
- Онлайн
- Архив
- Форум
- Wiki
- Купи авто
- Реклама
- Издания
- Журнал “За рулем”
- Газета “За рулем – Регион”
- Журнал “Купи авто”
- Журнал “Мото”
- Журнал “Рейс”
- Книги, Каталоги
- Подписка
- Товары и услуги
- Интернет магазин
- Товары ЗР
- Реклама
- Турбюро
- Реклама
- Подписка
- Архив
- Форум
- Wiki
- Купи авто
- Войти
- Анонсы
- Издания
- За рулем
- Газета «За рулем — Регион»
- Купи авто
- Мото
- Рейс
- За рулем
- Газета «За рулем — Регион»
- Купи авто
- Мото
- Рейс
- Книги и каталоги
- Новинки
- Популярная литература
- Техническая литература
- Марки и модели
- Все марки
- Acura
- Alfa Romeo
- Alpina
- Aston Martin
- Audi
- BAW
- Bentley
- BMW
- Brilliance
- Bristol
- Bugatti
- Buick
- BYD
- Cadillac
- Caterham
- Changan
- Chery
- Chevrolet
- Chrysler
- Citroen
- Cord
- Dacia
- Daewoo
- Daihatsu
- Delahaye
- Derways
- DFM
- Dodge
- Eriba moving
- FAW
- FBS
- Ferrari
- FIAT
- Fisker
- Ford
- Freightliner
- Geely
- GMC
- Great Wall
- Grinnall
- Gumpert
- Hafei
- Haima
- Hino
- Honda
- Horch
- Hummer
- Hymer
- Hyundai
- Infiniti
- International
- Iran Khodro
- Isuzu
- Iveco
- JAC
- Jaguar
- Jeep
- Jinbei
- Kamaz
- KIA
- Lamborghini
- Lancia
- Land Rover
- LDV
- Lexus
- Lifan
- Ligier
- Lincoln
- Lotus
- Luxgen
- Mahindra
- Man
- Maserati
- Maybach
- Mazda
- Mercedes-Benz
- Mercury
- MG
- Mini
- Mitsubishi
- Morgan
- Nash Ambassador
- Nissan
- Noble
- Opel
- ORCA
- Pagani
- Pegaso
- Perodua
- Peugeot
- Piaggio
- Pininfarina
- Polaris
- Pontiac
- Porsche
- Proton
- Renault
- Rolls-Royce
- Rover
- SAAB
- Saleen
- Samsung
- Saturn
- Scania
- Scion
- SEAT
- Setra
- Shuanghuan
- Skoda
- Smart
- Spyker
- Ssang Yong
- Steyr
- Strathcarron
- Studebaker
- Subaru
- Suzuki
- TATA
- Tianma
- Tianye
- Toyota
- Tucker
- Venturi
- Volkswagen
- Volvo
- Vortex
- Westfield
- Willys
- Xin Kai
- YAMAHA
- Zxauto
- Богдан
- ВАЗ
- Валдай
- ВИС
- Волжанин
- ГАЗ
- ГолАЗ
- ё-мобиль
- ЗАЗ
- ЗИЛ
- ЗИС
- ЗМЗ
- ИЖ
- КАВЗ
- Комбат
- КРАЗ
- ЛиАЗ
- МАЗ
- Москвич
- ОКА
- ПАЗ
- РОАЗ
- Сталкер
- ТагАЗ
- Тигр
- УАЗ
- Урал
- Поиск
- Анонсы
- За рулем
- Газета «За рулем — Регион»
- Купи авто
- Мото
- Рейс
- Книги и каталоги
- Марки и модели
- Поиск
- Мото 2016
- Мото 2015
- Мото 2014
- Мото 2013
- Мото 2012
- Мото 2011
- Мото 2010
- Мото 2009
- №1
- №2
- №3
- №4
- №5
- №6
- 07
- 08
- 09
- №10
- 11
- 12
- К обзору номера
- 1 — ОБЛОЖКА НОМЕРА
- 4 — СОДЕРЖАНИЕ
- 6 — НОВОСТИ
- 12 — Полупроходимость
- 22 — Реальный the beast
- 26 — Миф
- 29 — ГАРАЖ
- 30 — Часы с заводом
- 35 — Harley-Davidson FLHTK Electra Glide Ultra Limited, круизер
- 36 — BMW G650GS, кроссовер
- 37 — BMW S1000RR, спортбайк
- 38 — Классический классик
- 41 — НОВОСТИ
- 42 — Кэжуал
- 44 — Да ну? Ну да!
- 46 — Глобальный рывок
- 50 — Популярная механика
- 54 — Машины города оружейников
- 60 — Кнопочки, клёпочки
- 64 — Сваривать или закручивать?
- 69 — Третья сила
- 70 — Сила натяжения
- 73 — Граффити
- 74 — Арт-реплика
- 76 — Какой тормоз нужнее?
- 78 — Ядрена вошь
- 82 — Без шума и смрада
- 86 — Blessing in disguise
- 88 — Превратности судьбы
- 90 — НОВОСТИ
- 91 — Решающие миллиметры
- 92 — Казань-ринг
- 94 — Перекресток трех миров
- 102 — Любителям ржавчины и хрома
- 104 — Без утюга и паяльника
- 106 — НОВОСТИ
- 110 — Возмездия для
- 122 — В СЛЕДУЮЩИХ НОМЕРАХ
Постройте раму мотоцикла! | HubPages
Типы рам:
Когда вы перейдете к обсуждению рам мотоциклов и того, что построить для вашего следующего проекта сборки мотоциклов, вам сначала нужно решить, какой мотоцикл вы хотите построить.
Независимо от того, хотите ли вы построить раму спортивного велосипеда или раму измельчителя, ни один из них не является легким для домашнего мастера или даже для небольшого магазина мотоциклов, но это полезный опыт. Сколько людей вы знаете, которые на самом деле построили раму измельчителя с нуля? Даже «знаменитые» производители велосипедов больше этим не занимаются.Они просто передают это на аутсорсинг …
Однако создание рамы измельчителя — более легкий путь, потому что существует множество чертежей и конструкций рамы, а дизайн легче выполнить для дома или небольшого мотоцикла. Причина в том, что рама спортивного велосипеда, как правило, легче, потому что она должна быть быстрой и маневренной. В результате вы будете работать с титаном или алюминием, или даже с углеродным волокном или магнием, и конструкции будет нелегко собрать и сварить.
Рамы измельчителя:
И наоборот, рама измельчителя или поплавка будет сделана из стали, потому что более тяжелая рама не только необходима для поддержки двигателя и нагрузок, но и измельчитель также является «круизером», которому не нужно будь легким и шустрым.
Итак, тип рамы, которую мы собираемся обсудить здесь для сборки или проектирования дома или небольшой мотоциклетной мастерской, будет в стиле чоппера или поплавка, потому что их легче построить. Но, на мой взгляд, больше удовольствия и вознаграждения.
Итак, теперь, когда мы сузили наш проект каркасного строительства до рам в стиле чоппера или поплавка, давайте обсудим типы рам.
В основном это два типа рам: жесткие и мягкие.
Жесткая рама — это именно то, что звучит; жесткий.Подвески нет. Это жесткая или жесткая поездка, за исключением наличия пружинного сиденья и пружинной, гидравлической или балочной вилки. Байкеры часто считают жесткую раму идеальной для «крутого» парня. Но позвольте мне сказать вам, что существует тонна рам в стиле softail, потому что у многих байкеров плохая спина, а длительная поездка на жестком покрытии может быть очень тяжелой для тела.
Рама мягкого хвоста — это рама, которая имеет систему подвески, состоящую из амортизаторов или пружин, чтобы сделать поездку более плавной. Основная идея softail состоит в том, чтобы не только придать байку более плавную и мягкую езду, но и сохранить его скрытым, чтобы он выглядел как байк жесткого стиля.
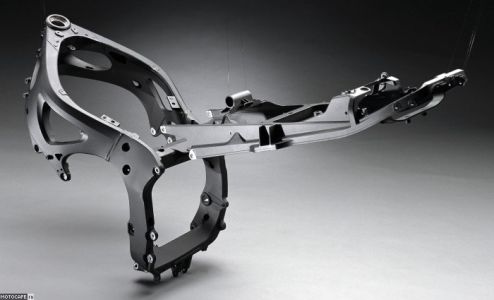
На картинке изображен мягкий хвост. Рама выше представляет собой жесткую конструкцию рамы измельчителя.
Теперь, когда мы рассмотрели основы жестких и мягких рам, пришло время решить, что вы хотите построить. Построить жесткий каркас немного проще только потому, что требуется меньше работы. Но не позволяйте этому останавливать вас, потому что вам следует подумать о хорошем softail.
Очень важным моментом при изготовлении шасси измельчителя являются грабли и растяжение. По сравнению с обычными круизерами или уличными мотоциклами, чоппер растягивается и загребается.Другими словами, они удлиняются, а вилки смещены вперед, придавая мотоциклу более «плохой вид».
Подробное описание рейка и растяжения читайте в этой статье:
Рейк и трейл.
И наоборот, поплавковый мотоцикл также считается чоппером, но вилки не сильно прогибаются, а рамы обычно не растягиваются. Это просто урезанные велосипеды, а крылья сняты и «накачаны».
Основные инструменты, которые вам понадобятся:
Для сборки рамы измельчителя требуются инструменты, немного навыков и много терпения.Но как только вы соберете правильную раму, собрать велосипед станет проще. Основные инструменты и биты, которые вам понадобятся:
Советы и рекомендации по построению каркаса:
Размер трубок может варьироваться от 1,25 до 1,5 дюймов в диаметре, при этом используются трубы DOM или ERW. Не используйте трубу.
Требуется зажимное приспособление для рамы, чтобы вы могли закрепить трубку на месте для макета и сварки. Построить каркас без приспособления очень сложно, но можно.
Приспособление может быть таким же средневековым, как и деревянное, или вы можете получить или построить красивую сверхмощную приманку, которую вы можете использовать снова и снова или продать, когда закончите с ней.Они очень ценны для многих производителей велосипедов, особенно если вы можете показать им потрясающую раму, которую вы сделали с их помощью.
Вы можете сварить раму, используя сварочный аппарат MIG, но, безусловно, сварочный аппарат TIG — лучший способ сварки для рамы измельчителя, потому что у вас больше контроля над сваркой. Использование сварочного аппарата MIG вполне управляемо, но это может быть сложнее, и сварные швы могут быть не такими чистыми и потенциально с меньшим проваром, что не очень хорошо.
Я рекомендую этот сварочный аппарат, потому что он дешев, универсален и прослужит очень долго.
Вам также понадобится набор планов. Вы можете нанять кого-нибудь, чтобы спроектировать для вас раму на основе вашего эскиза, что может быть интересно, или, конечно, спроектировать ее самостоятельно с помощью CAD или Solidworks. Или самый простой и дешевый способ — купить собственный набор планов.
Прямая рама:
Прямая рама мотоцикла имеет решающее значение для производительности и безопасности любого индивидуального чоппера или мотоцикла. Рама должна иметь идеально прямую линию, чтобы шины были выровнены при движении по дороге.
Чтобы построить прямую раму мотоцикла, вы должны начать с прямых труб рамы. Если трубка изогнута, вы не сможете согнуть ее до идеальной прямолинейности. Лучше начать с лучших материалов для достижения оптимального конечного результата.
Как проверить:
Чтобы проверить, прямая ли труба, положите кусок трубы на плоский кусок фанеры или бруса. Используя столярный карандаш, отметьте, где труба касается дерева в нижней части каждого конца. Снимите трубку и измерьте расстояние от края дерева до каждой отметки.
Расстояние должно быть абсолютно равным. Если это не то же самое, ваша трубка не прямая. Хотя трубы можно выпрямить, это не задача для домашнего строителя каркасов.
Вам понадобится сварочный кондуктор, чтобы удерживать части труб каркаса на месте во время сварки стыков. Это сварочное приспособление предотвращает перемещение деталей и помогает гарантировать, что каждый сварной шов будет направлен на создание прямой рамы.
Приспособление — это в основном любое устройство, используемое для удержания материала во время сварки.На изображении выше изображена профессиональная джиг-приманка. Однако приспособление может быть таким же простым, как С-образный зажим или приспособление, сделанное из дерева или металла. Для сварки прямой рамы может потребоваться более одного кондуктора, поскольку соединение шейки сильно отличается от соединения кусков металла под углом 90 градусов.
Сварка рамы:
При сварке труб рамы будьте осторожны, не прикладывайте слишком много тепла. Используйте только то тепло, которое необходимо для создания хорошей бусинки. Слишком много тепла может деформировать легкие трубы рамы и привести к тому, что рама будет не идеально прямой.
Во время сварки труб рамы часто останавливайтесь и проверяйте прямолинейность частично готовой рамы. Неоднократно используйте длинный Т-образный квадрат, чтобы протянуть от точки на раме к земле или приспособить и сделать отметку. Убедитесь, что каждая метка находится на одинаковом расстоянии от известной прямой фиксированной точки. Если вы обнаружите, что сварной шов выбивает раму из линии, перед продолжением обработайте стык, иначе вы в конечном итоге потратите много дополнительного времени на устранение проблемы.
Продолжайте проверять выравнивание, добавляя к своей конструкции части трубок рамы.Даже после завершения рамы еще раз внимательно проверьте, правильно ли выровнена рама.
Построить прямую раму мотоцикла несложно, если вы начнете с хорошего плана, используете соответствующие инструменты и постоянно проверяете точность и прямолинейность.
Непрямая рама будет дребезжать, трястись, неравномерно изнашивать шины и детали и вызывать только проблемы, поэтому начните свой проект кастомного мотоцикла с прямой рамы, чтобы убедиться, что в конечном итоге вы получите мотоцикл, который действительно наслаждайтесь и гордитесь.
.Советы по сварке MIG рамы мотоцикла
В: Я только что наткнулся на статью, которую вы написали о машинах для газовой дуговой сварки (GMAW) в номере журнала Practical Welding Today за июль / август 2004 г. Ваша статья была очень информативной. Я скоро куплю сварочный аппарат и хотел бы знать, может ли аппарат GMAW работать с рамой мотоцикла. Любой совет будет очень признателен.
Пит М.
A: GMAW великолепен, потому что его легко освоить, а оборудование относительно доступно.
Не забудьте проверить, потому что цены на машины различаются. У каждого сварщика есть предпочтения, но большинство известных аппаратов построены хорошо. В хорошем магазине сварочных материалов вы сможете их проверить.
Некоторые действительно хорошие машины на 110 В, представленные на рынке, являются настоящими рабочими лошадками, если у вас есть правильный предохранитель. И да, вы можете использовать его на раме мотоцикла, если она сделана из стали или стального сплава.Это отличный процесс для рамы велосипеда, потому что тепло концентрируется на небольшой площади.
Кстати, я недавно заварил трещину между кик-стартером и диском сцепления на мотоцикле для бездорожья. Я бы рекомендовал использовать смесь 75 процентов аргона и 25 процентов двуокиси углерода в качестве защитного газа. Получается неглубокая однородная лужа без лишних брызг.
Я использовал газовую сварку вольфрамовым электродом (GTAW) и дуговую сварку в среде защитного металла (SMAW) алюминия, но не GMAW. Я думаю, что GTAW будет лучшим выбором из-за ее контроля температуры, возможности хорошо ее видеть и ее гладкой кромки.
Убедитесь, что вы не копируете некоторые из вредных привычек безопасности, которые я видел в некоторых кабельных телешоу. Эти парни закрывают глаза, чтобы сделать прихваточные швы, вместо того, чтобы надевать сварочный капюшон; очевидно, они не осознают, что их маленькие веки из луковой кожи пропускают через них ультрафиолетовые лучи. Конечно, соблюдайте все меры безопасности, особенно осторожно, чтобы не приваривать контейнеры с неизвестным содержимым или на них. Почти каждый год я читаю о том, что кто-то ранен или погибает, когда контейнер взрывается, горит или вызывает токсическое отравление.
Удачи и удачи!
.Рамы для мотоциклов | Примеры использования роботизированной сварки MIG
РешениеMotoman привело к стабильным сварным швам, единообразию от рамы к раме, увеличению производственных мощностей и меньшей зависимости от квалифицированных сварщиков для крупносерийного производства.
Проблемы проекта
- Увеличить производственную мощность до 50-60 кадров в день.
- Снижение зависимости от небольшого числа квалифицированных сварщиков-ручных.
- Выполните 56 косметически безупречных сварных швов на каждый кадр на 3.Низкоуглеродистая сталь 175 мм (0,125 дюйма).
- Обеспечьте продолжительность цикла 15-20 минут на цикл сварки.
Решение Motoman Robotics
- Motoman Robotics предоставила два идентичных решения ArcWorld 6016HD. В каждую систему входит:
- Робот Motoman SK16 с контроллером MRC
- MRM-500 Позиционер передней / задней бабки для тяжелых условий эксплуатации (HS / TS) с 3 м (118 дюймов) между HS / TS и грузоподъемностью 113,4 кг (250 фунтов) на каждую сторону (226,8 кг / 500 фунтов)
- Источник питания Kobelco LS350 со сварочным интерфейсом
- Tregaskiss Torch, 400 А, с воздушным охлаждением, с датчиком удара
- Стандартный пусковой комплект с.035 «проволока
- Motoman 200-V High-Speed Touch Sensing
- Рабочее место оператора
- Motoman XTC Очиститель резака с защитой от брызг на подставке 1829 мм (72 дюйма)
- Кусачки для проволоки Motoman
- Платформа программирования 3,24 м Д x 0,62 м Ш x 0,61 м (127,6 дюйма x 24,4 дюйма x 24 дюйма) с двумя наборами ступеней
- Общая база для MRC и источника сварочного тока
- Motoman Toolsight® (программа регулировки резака)
- Встроенная защита рабочей камеры, включая защитное ограждение, маты и одну дверь с двойной блокировкой
Приспособления / Детали инструмента
Заказчик предоставил простые механические приспособления, которые были интегрированы в роботизированную систему Motoman.Рамы свариваются прихваточным швом перед тем, как оператор вручную загрузит их в приспособления позиционера. Функции безопасности, присущие системе ArcWorld 6016-HD, позволяют оператору выгружать / загружать одну сторону позиционера, в то время как робот SK16 сваривает другую. Сенсорное управление используется для компенсации незначительных отклонений при подгонке деталей. Заказчик вносит постоянные усовершенствования в процесс разработки, чтобы улучшить установку и уменьшить количество необходимых сенсорных датчиков.
Ссылка: ACS-028
.Рамы для мотоциклов | Примеры использования роботизированной сварки MIG
РешениеMotoman привело к стабильным сварным швам, единообразию от рамы к раме, увеличению производственных мощностей и меньшей зависимости от квалифицированных сварщиков для крупносерийного производства.
Проблемы проекта
- Увеличить производственную мощность до 50-60 кадров в день.
- Снижение зависимости от небольшого числа квалифицированных сварщиков-ручных.
- Выполните 56 косметически безупречных сварных швов на каждый кадр на 3.Низкоуглеродистая сталь 175 мм (0,125 дюйма).
- Обеспечьте продолжительность цикла 15-20 минут на цикл сварки.
Решение Motoman Robotics
- Motoman Robotics предоставила два идентичных решения ArcWorld 6016HD. В каждую систему входит:
- Робот Motoman SK16 с контроллером MRC
- MRM-500 Позиционер передней / задней бабки для тяжелых условий эксплуатации (HS / TS) с 3 м (118 дюймов) между HS / TS и грузоподъемностью 113,4 кг (250 фунтов) на каждую сторону (226,8 кг / 500 фунтов)
- Источник питания Kobelco LS350 со сварочным интерфейсом
- Tregaskiss Torch, 400 А, с воздушным охлаждением, с датчиком удара
- Стандартный пусковой комплект с.035 «проволока
- Motoman 200-V High-Speed Touch Sensing
- Рабочее место оператора
- Motoman XTC Очиститель резака с защитой от брызг на подставке 1829 мм (72 дюйма)
- Кусачки для проволоки Motoman
- Платформа программирования 3,24 м Д x 0,62 м Ш x 0,61 м (127,6 дюйма x 24,4 дюйма x 24 дюйма) с двумя наборами ступеней
- Общая база для MRC и источника сварочного тока
- Motoman Toolsight® (программа регулировки резака)
- Встроенная защита рабочей камеры, включая защитное ограждение, маты и одну дверь с двойной блокировкой
Приспособления / Детали инструмента
Заказчик предоставил простые механические приспособления, которые были интегрированы в роботизированную систему Motoman.Рамы свариваются прихваточным швом перед тем, как оператор вручную загрузит их в приспособления позиционера. Функции безопасности, присущие системе ArcWorld 6016-HD, позволяют оператору выгружать / загружать одну сторону позиционера, в то время как робот SK16 сваривает другую. Сенсорное управление используется для компенсации незначительных отклонений при подгонке деталей. Заказчик вносит постоянные усовершенствования в процесс разработки, чтобы улучшить установку и уменьшить количество необходимых сенсорных датчиков.
Ссылка: ACS-028
.