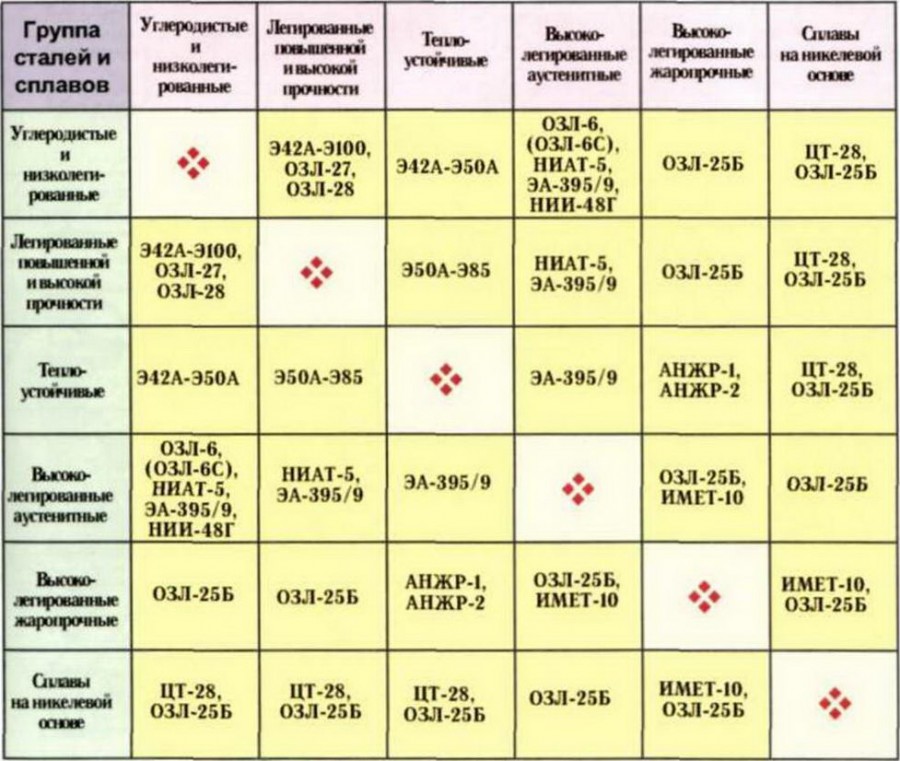
Особенности сварки разнородных сталей нержавеющей и черной
Если сваривать идентичные металлы, то не сложно подобрать режимы сварки и материалы. Другое дело если нужно сварить нержавеющую сталь с черным металлом, тут нужно тщательно подойти к выбору материала, и способа сварки.
Один из основных показателей, которые стоит учесть. Это свариваемость металла, или способность образовывать сварочное соединение схожее по характеристикам с самим металлом.
Особенности сварки нержавейки
— Первое
что стоит учесть при сварке нержавеющей стали, это ее более низкую
теплопроводность в сравнении с обычной.
Проводимость теплоты нержавейки примерно в два раза ниже черной стали. В
связи с этим в нержавейке при сварке, низкая теплопроводность дополнительно
помогает концентрации теплоты в месте проплавления металла. При сварке с черным
металлом это надо учитывать. Рекомендуется уменьшать силу тока для черного
металла, примерно на двадцать процентов.
— Второе качество нержавейки, влияющее на процесс сварки это более высокое сопротивление, чем у черного металла. В связи этим электроды из нержавеющей стали обычно производят короче. Чем из черной стали. В среднем их размер не превышает триста пятьдесят мм. Иначе при длинном электроде, в процессе сварки может произойти его перегрев.
— Третье качество, которое нужно учитывать при сварке нержавейки, это снижение коррозионной стойкости при превышении определенных температур. В металле при перегреве нарушаются межкристаллические связи, что приводит к межкристаллической коррозии. В некоторых случаях, чтобы избежать этих последствий, применяют дополнительное охлаждение металла при сварке. Обычно охлаждение делают простой водой.
— Четвертое
качество повышенная текучесть нержавейки в сравнении с черным металлом. Черный
метал менее текуч, и более вязок, это качество необходимо учитывать при сварке
разнородных металлов.
Способы сварки
Наиболее распространенные способы сварки нержавейки с черным металлом:
- электродуговая сварка покрытыми нержавеющими электродами в режиме ММА;
— сварка неплавящимся вольфрамовым электродом в среде аргона с нержавеющим присадочным материалом (чаще всего проволока).
В каких
случаях использовать тот или иной способ, нужно решать изучив конкретную
задачу. В среде аргона сварочный шов получится ровнее и монолитнее. Благодаря аргону не происходит окисления
металла. Например в случае когда нужен
не только крепкий, но и герметичный шов, предпочтительнее использовать
вольфрамовый электрод в среде аргона. Именно таким способом производятся
нагревающие бойлеры http://promboilers.ru/boylery-dlya-obschepita.php. У них нагревательный элемент изготовлен из
нержавеющей стали 08Х18Н10, а корпус из котельной стали Ст3сп. Соединение
должно быть надежным и герметичным, для этого используется аргонодуговая сварка
вольфрамовым электродом.
В менее ответственных соединениях, можно использовать специальные марки нержавеющих электродов. В некоторых труднодоступных местах нет возможности использовать аргонодуговое оборудование, в этих случаях тоже используются нержавеющие электроды переходных марок. В электродах переходных марок присутствует такие элементы как марганец и никель, что делает шов более прочным. Из отечественных марок подойдут такие электроды как: ЦТ-28; НИАТ-5; ОЗЛ-25Б. Эти марки электродов с повышенным содержанием никеля имеют значительную стоимость, по сравнению с обычными электродами, поэтому экономически выгоднее применять аргонодуговую сварку с присадочной переходной проволокой.
Электроды По нержавейке и Для нержавейки
Нержавеющие стали подразделяются на три больших категории:
- мартенситные нержавеющие стали;
- хромистые или ферритные стали;
- аустенитные стали.


Стали содержащие хром менее 12%, называются нержавеющими. Хром образует защитную пленку на поверхности металла состоящую из оксида хрома. Благодаря ней стали обладают нержавеющими и коррозиестойкими свойствами. Но при разрушении этой пленки при воздействии, каких либо химических или механических воздействий, сталь теряет свою коррозиестойкий. Но пленка оксида хрома имеет свойство восстанавливаться при взаимодействии с кислородом.
Нержавеющие стали, на сегодняшний день очень широко применяются в для изготовления посуды для пищевой промышленности, в химической и нефтехимической промышленности, а также при изготовление оборудования, которое в процессе эксплуатации подвергается воздействие высоких температур.
Сварка нержавеющих сталей производиться вольфрамовыми электродами, они имеют электрическое удельное сопротивление в шесть раз превышающие сопротивление обычных электродов. Для выполнения сварочных работ на трубах и тонких листах выбирают дуговую сварку с использованием плавящимися электродами.
Существуют универсальные виды электродов подходящие для всех видов сварочных работ по нержавейки. Такие электроды из-за высокого содержания в металле, из которого изготовлен электрод хрома и никеля очень высоко и благодаря этому фактору образуются весьма прочные соединения. Следует отметить, что такие же электроды используются для сварки углеродистых сталей с нержавеющими листами. В современной промышленности нержавеющие электроды практически не заменимы для выполнения работ по легированным сталям, а также к сталям, содержащим высокое количество легирующих примесей.
Получаемый в процессе сварочных работ шов обладает высокими высокой стойкостью к межкристаллитной коррозии. При выполнение сварных работ расход сварных электродов составляет, 1 килограмм на 1,5 килограмма стали.
Сварка нержавеющих сталей под слоем флюса
Сварка нержавеющих сталей под слоем флюса [c.74]
Автоматическая и полуавтоматическая сварка нержавеющих сталей под слоем флюса применяется на монтаже при изготовлении крупногабаритных сосудов, емкостей, всевозможных облицовок и других конструкций. Особенно эффективно применение сварки под флюсом при толщине металла свыше 5 мм и большой протяженности сварных швов. [c.74]
Техника автоматической и полуавтоматической сварки нержавеющих сталей под слоем флюса мало отличается от техники сварки обычных малоуглеродистых сталей. Нержавеющая проволока плавится быстрее углеродистой, поэтому скорости подачи проволоки и сварки соответственно больше. Вылет электродной проволоки следует устанавливать минимальный. Глубина проплавления увеличивается с увеличением силы тока и уменьшением диа-
[c. 75]
75]
В машиностроении распространены следующие методы сварки контактная — точечная и шовная дуговая — полуавтоматическая и автоматическая под слоем флюса, в среде защитных газов (аргон, гелий, углекислый газ) электрошлаковая ультразвуковая. Аргонодуговая сварка применяется для сварки алюминиевых и магниевых сплавов, для сварки нержавеющей стали. Электрошлаковая сварка (принципиально новый способ сварки металла неограниченных толщин) внедрена в тяжелом машиностроении для сварки крупных станин различных машин. [c.304]
Наиболее производительным способом электродуговой сварки является автоматическая сварка под слоем флюса, позволяющая соединять элементы конструкций толщиной от 2 до 50 мм. Особенно эффективен этот способ в серийном производстве и при изготовлении конструкций с длинными швами при помощи его можно сваривать детали не только из обычных конструкционных сталей, но и из высокопрочных, нержавеющих и жаропрочных сталей, а также из алюминиевых сплавов.
Для автоматической сварки двухслойной стали используют стационарные и самоходные сварочные головки и сварочные тракторы. Сочетание разнородных сталей различных структурных классов существенно осложняет сварку двухслойных сталей, что до последнего времени не позволяло полностью использовать наиболее прогрессивные методы автоматической сварки под слоем флюса. Для сварки нержавеющего слоя в основном использовали только ручную сварку. [c.283]
Автоматическая сварка под слоем флюса — наиболее производительный способ сварки, позволяющий сваривать детали не только из обычных конструкционных сталей, но и из высокопрочных, нержавеющих и жаропрочных сталей толщиной 2—50 мм. [c.13]
Автоматическую сварку под слоем флюса применяют при сварке труб или других деталей из малоуглеродистых и нержавеющих сталей толщиной 3 мм и более. Такая сварка дает чистые, гладкие, весьма плотные швы, не требующие, как правило, дополнительной очистки и механической обработки.
 После механической обработки такие швы
[c.54]
После механической обработки такие швы
[c.54]Так как капля расплавленного металла более длительное время находится в зоне высоких температур, в ней в большей мере выгорают различные примеси. Это учитывают при выборе электродной проволоки. Для сварки в среде аргона плавящимся электродом подготовка кромок такая же, как и при сварке под слоем флюса. Сварку нержавеющих сталей выполняют в чистом и техническом аргоне, а также в смесях аргона с 3% кислорода или 5% углекислого газа. Желательно, чтобы в аргоне не было азота, который увеличивает пористость металла шва. Добавки указанных количеств кислорода или углекислого газа к аргону понижают величину критического тока, улучшают перенос металла и формирование шва, незначительно увеличивают угар титана, кремния и других элементов.
В первые годы освоения сварки под флюсом ее применяли только при производстве конструкций и изделий из обычной низкоуглеродистой стали. Затем в 1941—1942 гг. освоили сварку броневых сталей. В настоящее время успешно сваривают под флюсом различные стали, сплавы, цветные металлы. Наряду с конструкциями из углеродистых сталей успешно свариваются под флюсом различные конструкции и аппараты из низколегированных сталей, нержавеющих, кислотостойких, жаропрочных сплавов на никелевой основе. В последние годы освоена сварка под флюсом нового конструкционного металла — титана, а также сплавов на его основе. Под флюсом сваривают медь и ее сплавы. Широко применяется в промышленности сварка по слою флюса алюминия и алюминиевых сплавов.
[c.113]
освоили сварку броневых сталей. В настоящее время успешно сваривают под флюсом различные стали, сплавы, цветные металлы. Наряду с конструкциями из углеродистых сталей успешно свариваются под флюсом различные конструкции и аппараты из низколегированных сталей, нержавеющих, кислотостойких, жаропрочных сплавов на никелевой основе. В последние годы освоена сварка под флюсом нового конструкционного металла — титана, а также сплавов на его основе. Под флюсом сваривают медь и ее сплавы. Широко применяется в промышленности сварка по слою флюса алюминия и алюминиевых сплавов.
[c.113]
Применяется также электрошлаковая сварка толстостенных сосудов из двухслойной стали с несквозным проплавлением кромок. При этом необходима более сложная разделка кромок и предварительная или последующая заварка под флюсом разделительного шва. Окончательной операцией и в этом случае является наплавка нержавеющего слоя вместо удаленной части облицовки (рис. 168). [c.290]
Затем на поверхность нержавеющего наплавленного металла наваривают разделительный слой ферритной стали с весьма низким содержанием углерода (железо армко). Поверх разделительного слоя под флюсом накладывают по обычной технологии сварки многопроходный шов из низкоуглеродистой стали.
[c.291]
Поверх разделительного слоя под флюсом накладывают по обычной технологии сварки многопроходный шов из низкоуглеродистой стали.
[c.291]
Для производства труб применяют разные способы сварки под слоем флюса (для труб большого диаметра), аргонодуговую (для труб из цветных металов и нержавеющих сталей), печную (для труб диаметром 6—114 мм), токами высокой частоты (ддя труб диаметром 8—529 мм) [c.20]
В середине 50-х годов Б. И. Медовар и С. М. Гуревич (ИЭС) разработали для сварки высоколегированных сталей и сплавов принципиально новые флюсы — бескислородные или галоидные, которые внесли коренные изменения в металлургию сварки аустенитных сталей [157]. Эти флюсы дали возможность применять титансодержаш ие электродные проволоки и значительно повысить стойкость сварных швов против образования горячих трещин. Создание галоидных флюсов позволило успешно решить задачу автоматизации сварки сплавов алюминия и титана, ряда новых марок жаропрочных и нержавеющих сталей и сплавов. Больше того, создание указанных флюсов сделало автоматическую сварку под флюсом вполне конкурентоспособной в отношении сварки новых материалов и сплавов — с аргонодуговой сваркой. Например, применение автоматической сварки полуоткрытой дугой по слою флюса алюминия и его сплавов оказалось более эффективным, чем аргоно-дуговая сварка.
[c.124]
Больше того, создание указанных флюсов сделало автоматическую сварку под флюсом вполне конкурентоспособной в отношении сварки новых материалов и сплавов — с аргонодуговой сваркой. Например, применение автоматической сварки полуоткрытой дугой по слою флюса алюминия и его сплавов оказалось более эффективным, чем аргоно-дуговая сварка.
[c.124]
Исследования И. Р. Пацкевича при ручной и И. И. Фрумина при автоматической сварке под слоем флюса показали, что при сварке толстопокрытыми электродами и под флюсом 60—80% капель имеют диаметры менее 2,5 мм, при сварке голыми электродами таких капель не более 30%, остальные капли более крупные. При этом капли обычно полые, заполненные газом. Поэтому удельный вес капель может быть принят 2,5 г/см . При сварке в среде защитных газов перенос металла в дуге имеет свою специфику. При сварке плавящимся электродом в среде углекислого газа происходит крупнокапельный перенос с частыми короткими замыканиями мелкокапельный перенос возникает лишь при высоких плотностях тока (150— 200 а мм ). При сварке проволокой из нержавеющей стали в среде аргона наиболее устойчивый процесс и лучшее формирование шва имеют место при так называемом струйном переносе, т. е. при переносе непрерывной тонкой струйкой металла, состоящей из мельчайших капель. Струйный перенос возникает при условии, что сварочный ток превышает критическое значение / р > (140ч-150)4л-
[c.42]
При сварке проволокой из нержавеющей стали в среде аргона наиболее устойчивый процесс и лучшее формирование шва имеют место при так называемом струйном переносе, т. е. при переносе непрерывной тонкой струйкой металла, состоящей из мельчайших капель. Струйный перенос возникает при условии, что сварочный ток превышает критическое значение / р > (140ч-150)4л-
[c.42]
При изготовлении химической аппаратуры из двухслойных сталей основным н наиболее сложный процессом является сварка, поскольку слои свариваются электродами различного состава. При сварке двухслойных сталей необходимо учитывать как химический состав, так и основные структурные особенности сталей, их физические свойства. В связи с тем что нержавеющая сталь в биметалле имеет сравнительно тонкий слой, при сварке важно соблюдать особую осторожность, чтобы не нарушить слой нержавеющей стали. Поэтому следует обращать особое внимание на форму подготовки кромок под сварку, состав применяемых электродов (ручная сварка), сварочную проволоку и флюс при автоматической сварке и ряд других условий.
 Те.хнология ручной сварки двухслойных сталей разработана в НИИ-химмаше и ГИПРОнефтемаше, а автоматической сварки — в Институте электросварки им. Е. О. Патона и ВНИИПТхимнефтеаппарату-ры (г. Волгоград). Большой опыт по сварке биметаллов накоплен на заводах Минхимнефтемаша (Уралхиммаше н др.).
[c.159]
Те.хнология ручной сварки двухслойных сталей разработана в НИИ-химмаше и ГИПРОнефтемаше, а автоматической сварки — в Институте электросварки им. Е. О. Патона и ВНИИПТхимнефтеаппарату-ры (г. Волгоград). Большой опыт по сварке биметаллов накоплен на заводах Минхимнефтемаша (Уралхиммаше н др.).
[c.159]Сварка разнородных металлов — Справочник химика 21
Диффузионная сварка. Способом диффузионной сварки в вакууме можно сваривать как однородные, так и разнородные металлы, сплавы и неметаллические материалы, которые трудно или совершенно невозможно сваривать другими способами. Большой экономический эффект достигается при сварке стали и алюминия, титана и стали, чугуна и стали, металлокерамики и стали. [c.350]Возможность сварки разнородных металлов или сплавов зависит от реакций между металлами в зоне плавления, теплопроводности и разницы в коэффициентах теплового расширения обоих материалов.
 Совместимы достаточно близкие по свойствам нержавеющие стали марок 304, 304/., 316 и 316 L. С помощью сварки У-электродом в защитной атмосфере они могут быть соединены с коваром, никелем и сплавами на основе никеля, такими как инвар и инконель. Из-за хрупкости сварных швов между нержавеющей сталью и монелем эти материалы лучше соединять пайкой твердыми припоями. Если коэффициенты термического расширения двух металлов отличаются значительно, то после охлаждения сваренные детали будут сильно напряжены. Это может привести к короблению или к разрушению шва. [c.252]
Совместимы достаточно близкие по свойствам нержавеющие стали марок 304, 304/., 316 и 316 L. С помощью сварки У-электродом в защитной атмосфере они могут быть соединены с коваром, никелем и сплавами на основе никеля, такими как инвар и инконель. Из-за хрупкости сварных швов между нержавеющей сталью и монелем эти материалы лучше соединять пайкой твердыми припоями. Если коэффициенты термического расширения двух металлов отличаются значительно, то после охлаждения сваренные детали будут сильно напряжены. Это может привести к короблению или к разрушению шва. [c.252]Ниобий и тантал применяют при сварке разнородных металлов, в вакуумной технике и радиоэлектронике. [c.99]
При сварке разнородных металлов во избежание возникновения обычно весьма хрупких интерметаллидов используют несколько промежуточных прослоек в стыке из разных материалов. [c.296]
Механические соединения металлов —сварные, паяные, заклепочные и болтовые — не всегда эффективны. Сварка разнородных металлов — сложный технологический процесс, причем в некоторых случаях, например при сварке магния с алюминием, образуются хрупкие соединения. Затруднительна сварка листов различной толщины. Кроме того, при контакте двух различных металлов возможно образование гальванической пары, способствующей протеканию коррозионных явлений. Сверление отверстий под заклепки и болты увеличивает затраты времени, удорожает производство, наличие отверстий снижает прочность металлических конструкций. Сварные, паяные, заклепочные и болтовые соединения металлов подвержены коррозии, в больщинстве случаев негерметичны и имеют негладкую поверхность. Кроме того, в заклепочных и болтовых соединениях возникает концентрация напряжений в местах расположения болтов и заклепок. [c.190]
Сварка разнородных металлов — сложный технологический процесс, причем в некоторых случаях, например при сварке магния с алюминием, образуются хрупкие соединения. Затруднительна сварка листов различной толщины. Кроме того, при контакте двух различных металлов возможно образование гальванической пары, способствующей протеканию коррозионных явлений. Сверление отверстий под заклепки и болты увеличивает затраты времени, удорожает производство, наличие отверстий снижает прочность металлических конструкций. Сварные, паяные, заклепочные и болтовые соединения металлов подвержены коррозии, в больщинстве случаев негерметичны и имеют негладкую поверхность. Кроме того, в заклепочных и болтовых соединениях возникает концентрация напряжений в местах расположения болтов и заклепок. [c.190]
Это правило однозначно подтверждается практикой сварки разнородных металлов методами плавления. [c.213]
При сварке разнородных металлов, например обычной малоуглеродистой стали с жаропрочной или нержавеющей, помимо условий свариваемости, необходимо учитывать различие физических свойств материалов — коэффициента линейного расширения, теплопроводности и др. [c.318]
[c.318]
При создании металлических конструкций возникает необходимость соединения различных металлов. Механические соединения — сварные, паяные, заклепочные и болтовые — не всегда эффективны. Известно, что сварка разнородных металлов — очень сложный технологический процесс, а в некоторых случаях, например при сварке магния с алюминием, образуются хрупкие соединения. Затруднительна сварка листов различной толщины. Кроме того, при контакте двух различных металлов возможно образование гальванической пары, способствующей возникновению коррозионных явлений. Пайка легких сплавов еще более сложный, а кроме того и менее надежный способ по сравнению с пайкой сталей. Невозможность полного удаления из некоторых паяных конструкций остаточных флюсов приводит к коррозии металла. Сверление отверстий под заклепки и болты увеличивает затраты времени и удорожает производство. Кроме того, наличие отверстий снижает прочность металлических конструкций. Сварные, паяные, заклепочные и болтовые соединения металлов подвержены коррозии, как правило, не герметичны и имеют негладкую поверхность. [c.304]
[c.304]
Определить оптимальное значение доли участия основного металла (уо) при сварке разнородных сталей [c.269]
Металл, используемый для сварки, должен быть высококачественным. По возможности следует применять один вид материала и исключать применение электрохимически разнородных металлов. [c.62]
При эксплуатации производственного оборудования с анодной защитой установлено, что наличие сварных швов, включая швы, соединяющие разнородные металлы, не вызывает ускоренной коррозии. Однако необходимо, чтобы в местах сварки не было трещин и щелей, которые могут явиться причиной развития интенсивной коррозии именно в случае анодной защиты. [c.73]
Контроль биметаллических материалов. Биметаллические материалы состоят из двух разнородных металлов. Их обычно получают прокаткой или сваркой взрывом. [c.607]
Ю. И. Буянов. САП— спеченные алюминиевые пудры. САС— спеченные алюминиевые сплавы. СВАРИВАЕМОСТЬ — свойство материалов, определяющее их пригодность к сварке. Оценивают сопоставлением св-в сварных соединений с одноименными св-вами свариваемого материала или их нормативными значениями, учитывая также экономичность принятого процесса сварки, конструкцию и условия эксплуатации сварного соединения. Понятие С. применяют в основном к металлам, но распространяют его и на стекло, керамику и др. материалы, а также на сварку разнородных материалов (металла со стеклом, металла с графитом и т. п.). С. оценивают применительно к конкретным условиям. Так, под хорошей С. низкоуглеродистой стали, применяемой для изготовления конструкций, эксплуатируемых при [c.331]
И. Буянов. САП— спеченные алюминиевые пудры. САС— спеченные алюминиевые сплавы. СВАРИВАЕМОСТЬ — свойство материалов, определяющее их пригодность к сварке. Оценивают сопоставлением св-в сварных соединений с одноименными св-вами свариваемого материала или их нормативными значениями, учитывая также экономичность принятого процесса сварки, конструкцию и условия эксплуатации сварного соединения. Понятие С. применяют в основном к металлам, но распространяют его и на стекло, керамику и др. материалы, а также на сварку разнородных материалов (металла со стеклом, металла с графитом и т. п.). С. оценивают применительно к конкретным условиям. Так, под хорошей С. низкоуглеродистой стали, применяемой для изготовления конструкций, эксплуатируемых при [c.331]
При описании технологии изготовления конструкции необходимо обратить большое внимание на методы соединения клепку, сварку, спайку. Рекомендуется приложить инструкции, на основании которых осуществлялись эти операции. Особое внимание следует обратить на контакт различных материалов в конструкции, т. е. на контакты разнородных металлов или металлов и неметаллов. [c.232]
е. на контакты разнородных металлов или металлов и неметаллов. [c.232]
К достоинствам клеевых соединений можно отнести возможность склеивания металлов при комнатной температуре достижение герметичности соединения без применения специальных прокладок, повышенная коррозионная стойкость соединения, так как склеивающее вещество препятствует возникновению электрохимической коррозии простота технологии соединения однородных и разнородных металлов, отсутствие местного ослабления металла, возникающего при сварке от воздействия высоких температур, а в клепаных и болтовых соединениях — за счет отверстий возможность соединения тонколистовых конструкций без их деформации уменьшение массы конструкции и отсутствие необходимости в сложном технологическом оборудовании и высокой квалификации обслуживающего персонала. [c.228]
Как самостоятельный раздел можно выделить локальный спектральный анализ, с помощью которого определяется не средний состав образца, а распределение в нем того или иного элемента. Например, при соединении разнородных металлов сваркой представляет интерес качество сварного шва, глубина и концентрация проникновения одного металла в другой в шве. При анализе горных пород и минералов бывает необходимо знать не только их общий состав, но и состав отдельных вкраплений. Часто возникает необходимость в анализе тонких металлических покрытий, причем в спектре не должны проявляться линии основного металла. Важно знать, как распределяются в сплаве легирующие элементы и т. д. Локальный анализ тоже требует особой техники атомизации, которая мало зависит от объекта анализа. [c.189]
Например, при соединении разнородных металлов сваркой представляет интерес качество сварного шва, глубина и концентрация проникновения одного металла в другой в шве. При анализе горных пород и минералов бывает необходимо знать не только их общий состав, но и состав отдельных вкраплений. Часто возникает необходимость в анализе тонких металлических покрытий, причем в спектре не должны проявляться линии основного металла. Важно знать, как распределяются в сплаве легирующие элементы и т. д. Локальный анализ тоже требует особой техники атомизации, которая мало зависит от объекта анализа. [c.189]
Сварка двухслойных сталей связана с большими трудностями, обусловленными применением различных технологических процессов для сварки основного и плакирующего слоев. В случае сварки двухслойной стали необходимо выполнение требований не только в отношении механической прочности, но и в отношении обеспечения коррозионной стойкости. Определенные трудности при сварке создает наличие в сварном соединении двух разнородных металлов, отличающихся не только по химическому составу, но и по физическим и механическим свойствам. [c.226]
[c.226]
Много ванадия как такового, а также в виде феррованадия используется для улучшения свойств специальных сталей, идущих на изготовление паровозных цилиндров, автомобильных и авиационных моторов, осей и рессор вагонов, пружин, инструментов и т. д. Малое количество ванадия подобно титану и марганцу способствует раскислению, а большое количество увеличивает твердость сплавов. Ниобий и тантал, как дорогие металлы, применяют для легирования сталей только в тех случаях, когда необходима устойчивость по отношению к высокой температуре и активным реагентам. Сплавы алюминия с присадкой ванадия используются как твердые, эластичные и устойчивые к действию морской воды материалы в конструкциях гидросамолетов, глиссеров, подводных лодок. Ниобий и ванадий — частые компоненты жаропрочных сплавов. Ниобий применяют при сварке разнородных металлов. VjOg служит хорошим катализатором для получения серной кислоты контактным методом. Свойства Та О., используются при приготовлении из него хороших электролитических танталовых конденсаторов и выпрямителей, лучших, чем алюминиевые (гл. XI, 3). [c.335]
XI, 3). [c.335]
Механические соединения —сварные, паяные, заклепочные и болтовые — не всегда наиболее эффективны. Известно, что сварка разнородных металлов является очень сложным технологическим процессом, и в некоторых случаях, например при сварке магния с алкуминием, образуются хрупкие соединения. [c.239]
ЦТ-28 Для сварки разнородных металлов (перлитная, хромистая сталь со сплавами на никелевой основе), а также сплавов на никелевой основе марок ХН75Т (ЭИ-435), ХН75ТЮ (ЭИ-437), ХН75М4В4ТЮ2 (ЭИ-765) и аналогичных во всех пространственных положениях постоянным током обратной полярности 80—140 [c.207]
Все однородные материалы обладают физической свариваемостью, т.е, образуют монолитное соединение с химической связью (сталь со сз алью, чугун с чугуном, медь с медью, пластмассы с пластмассами). Не свариваются электрической сваркой плавлением разнородные металлы, не обладающие взаимной растворимостью в идком состоянии свинец-медь, железо-свинец, железо-магний. [c.158]
[c.158]
Термоэлектрический. пирометр (рис. 4-13) состоит из термоэлемента 2 (термопары), соединительных проводов 5 и вторичного прибора гальванометра 8, указывающего температуру измеряемой среды. Термоэлемент состоит из двух проводников разнородных металлов, концы которых сварены. При нагревании места сварки в проводниках возникает электрический ток, сила которого возрастает с повышением температуры. Возникающий в термопаре ток поступает по соединительным проводам в электроизмерительный прибор — гальванометр, шкала 9 которого градиурована в градусах. Стрел- [c.103]
Для сварки разнородных сталей не допускается применение электродов на базе металлов Х25Н13 или Х25Н20 с дополнительным легированием активными карбидообразующими элементами титаном, ниобием, ванадием, вольфрамом (например Х25Н12Т). [c.67]
Изучение структуры и свойств сварных соединений после длительной выдержки (старения) при температурах 250-650°С позволило установить, что разрушение образцов во всех случаях происходит в з. т.в. Это связано с ростсяи зерна, которое увеличивается-до 3-4 балла по сравнению с 7-8 баллом в исходном состоянии. Вздержка при температуре 650°С приводит к собирательной рекристаллизации и направленной диффузии углерода из ферритной в аус-тенитную сталь при сварке разнородных материалов. На поверхности зачищенных сварных соединений и основного металла нет сколь-ко-нибудь значительной окалины. Появляются лишь цвета побежалости. [c.45]
т.в. Это связано с ростсяи зерна, которое увеличивается-до 3-4 балла по сравнению с 7-8 баллом в исходном состоянии. Вздержка при температуре 650°С приводит к собирательной рекристаллизации и направленной диффузии углерода из ферритной в аус-тенитную сталь при сварке разнородных материалов. На поверхности зачищенных сварных соединений и основного металла нет сколь-ко-нибудь значительной окалины. Появляются лишь цвета побежалости. [c.45]
При изготовлении химической аппаратуры из металлов и сплавов в настоящее время основным технологическим процессом является сварка и в ряде случаев пайка. Соединения листового металла склеиванием встык или внахлестку (типы/, 2, 5 и 4 на рис., 13.1) могут быть рекомендованы лишь для разнородных металлов и сплавов, сварка или пайка которых невозможны по технологи изготовления или нерациональны по условиям эксплуатации оборудования. Клеевые соединения листового материала встык (типы 5 и 6 на рис.413,1) широко применяютсж [c. 398]
398]
Для соединения металлов применяются также методы, исключающие (илп допускающие в очень ограниченном масштабе) расплавление основного металла. Супщость этих методов заключается в наплавлении присадочного металла (припоя) на нагретые поверхности, подлежащие соединению. В качестве припоя обычно служат сплавы меди и серебра, и процесс ведется с применением флюсов. При так называемой сварке бронзой (правильнее — сварке латунью) используют местный нагрев и наплавляют присадочный металл (обычно латунь) в зазор между кромками свариваемого изделия при этом может иметь место запотевание основного металла. При пайке твердым припоем расплавленный присадочный металл, не расплавляя основного металла, проникает в зазор между плотно пригнанными кромками за счет действия капиллярных сил. Пайку твердым припоем можно использовать для соединения чугуна, стали, меди и других металлов, а также разнородных металлов. Аналогичным процессом является пайка серебряным припоем, она проводится при температуре красного каления, в качестве припоя используют сплавы серебра с оловом пли серебра с медью. Пайка мягким припоем осуществляется при значительно более низких телшературах (темном калении), и для ее осуществления возможен пшрокий выбор способов нагрева. [c.577]
Пайка мягким припоем осуществляется при значительно более низких телшературах (темном калении), и для ее осуществления возможен пшрокий выбор способов нагрева. [c.577]
Наблюдает за правильным монтажом оборудования и коммуникаций, предупреждая ошибки, способствующие возникновению коррозии (замена металла одной марки металлом другой марки, недопустимое сочетание разнородных металлов, неправильная сварка и т. д.). Контролирует качество футеровочных, лакокра- [c.233]
В других случаях, например при сварке разнородных сплавов, картина неоднородности может быть более сложной. Таким образом, сварное соединение представляет собой сложную гетерогенную систему. В связи с этим для сварных соединений характерна повышенная термодинамическая неустойчивость и, следовательно, повышенная чувствительность металла к воздействию агрессивной среды. Наиболее ощутимо влияние термодинамической неустойчивости и неоднородности свойств, вызванной ТФХМВ сварки, проявляется при электрохимической коррозии как в напряженном, так и в ненапряженном состояниях, поэтому остановимся на некоторых характерных особенностях электрохимической коррозии сварных соединений. [c.14]
[c.14]
Использование ультразвука в качестве источника энергии при сварке металлов имеет следующие преимущества перед ранее существовавшими методами сварки отсутствие нагрева значительных объемов металла до температур плавления, в результате чего при ультразвуковой сварке происходит минимальное изменение физико-химических свойств материалов малая электрическая мощность, необходимая для образования сварного соединения, и возможность сварки трудносвариваемых металлов снижение требований к чистоте поверхностей, что дает возможность производить сварку поверхностей плакированных, оксидированных, с лаковым покрытием, воз-. можность сва рки очень малых сечений как двух листов, так и пакета разнородных металлов, а также приварки металлов малых толщин к большим. [c.167]
При сварке разнородных или разнотолщин-ных металлов режимы следует подбирать по более прочному металлу или более тонкому, располагая их в обоих случаях со стороны инструмента. [c.142]
[c.142]
Как сварить нержавеющую сталь с низкоуглеродистой сталью с использованием инертного газа
Подробности- Подробности
- Опубликовано 20.09.2021 13:29
- Просмотров: 237
Сварка MIG (сварка с использованием инертного газа) — отличный способ сваривать нержавеющую сталь с низкоуглеродистой сталью, даже если металлы тонкие. MIG — самый простой процесс для начинающих и домашних сварщиков, предлагающий хорошие результаты при небольшом опыте.
Но есть кое-что, что нужно учесть. Поскольку одна часть выполнена из нержавеющей стали, необходимо использовать нержавеющую проволоку и специальные защитные газы.
Кроме того, нержавеющая часть более чувствительна к нагреву при сварке, чем низкоуглеродистая сталь. Таким образом, если вы ее переварите, сталь может деформироваться, прорваться, потерять коррозионную стойкость и, что еще хуже, растрескаться.
Кроме того, нержавеющая сталь в четыре-пять раз дороже низкоуглеродистой стали. Если у вас уже есть опыт сварки MIG, это поможет избежать повреждения нержавеющих деталей.
Если у вас уже есть опыт сварки MIG, это поможет избежать повреждения нержавеющих деталей.
Теперь давайте посмотрим, как можно сварить нержавеющую сталь с помощью сварочного аппарата MIG, добившись хорошей коррозионной стойкости без деформации.
1. Определите стали, чтобы знать, с чем вы работаете.Как легко отличить нержавеющую сталь от низкоуглеродистой:
Сначала можно проверить внешний вид. Нержавеющая сталь не подвержена ржавчине, имеет серебристо-серый цвет и никогда не имеет прокатной окалины. Низкоуглеродистая сталь часто имеет ржавые детали и светло-серый цвет. Если она покрыт прокатной окалиной, она имеет черно-голубоватый цвет.
Испытание на искру является отличным способом, чтобы идентифицировать металлы. Но вы должны идентифицировать образцы металлов, чтобы сравнить их с вашими заготовками. Чтобы провести испытание на искру, вы измельчаете металлы и наблюдаете за их искрами.
Большинство марок нержавеющей стали генерируют длинные желтые искры без вилок. Низкоуглеродистая сталь генерирует длинные желто-красноватые искры вилками. Вилки — это узоры, напоминающие вилку, на которой заканчивается искра.
Низкоуглеродистая сталь генерирует длинные желто-красноватые искры вилками. Вилки — это узоры, напоминающие вилку, на которой заканчивается искра.
Определить тип и сорт сложнее.
Нержавеющая стальСуществует три основных типа нержавеющей стали:
- Наиболее распространенные марки нержавеющей стали, такие как 304 (или 18/8) и 316, относятся к аустенитному типу. Например, большая часть посуды и пищевых контейнеров изготовлена из стали 304. Аустенитная сталь — самый простой для сварки тип.
- Но у вас может быть ферритная нержавеющая сталь, поскольку она используется для изготовления декоративных или жаропрочных компонентов. Этот тип становится хрупким при сварке.
- Наконец, у вас может быть мартенситная нержавеющая сталь, используемая для небольших режущих инструментов и других компонентов оборудования. Этот тип является наиболее трудным для сварки и требует предварительного нагрева и последующей термообработки после сварки.

Следуя этому руководству, вы сможете сваривать ферритную и мартенситную нержавеющую сталь с мягкой сталью без предварительного нагрева.
Но только когда вы:
- Используйте соответствующий аустенитный провод, например ER309.
- Сваривайте некритические проекты, которые не выдержат высоких механических или термических нагрузок.
- Больше не нужно подвергать мартенситную сталь термообработке.
Определить между аустенитной и двумя другими типами легко, поскольку аустенитная не является магнитной, а два других типа — магнитные.
Магнит не прилипает к аустенитной стали или может слегка притягивать некоторые марки, прошедшие холодную закалку. Два других типа прилипают к магниту, как обычная сталь.
Если вам повезет, вы можете найти именно этот сорт нержавеющей стали, так как он отпечатан на многих компонентах из нержавеющей стали.
Если его нет, то для определения каждой марки, например, 304 из 316, вам потребуются химические тесты.
Но в этом нет необходимости, поскольку проволока ER309 сваривает большинство распространенных марок стали с низкоуглеродистой сталью с отличными результатами.
Углеродистая стальХотя низкоуглеродистая сталь на сегодняшний день является наиболее распространенной сталью, которую легче всего сваривать, вы можете наткнуться на два других типа углеродистой стали.
Средне и высокоуглеродистые стали. И то, и другое сложно сваривать, потому что после сварки они имеют тенденцию к растрескиванию.
Поскольку аустенитная нержавеющая сталь 304 является самой популярной, следующие шаги относятся к сварке этой марки с мягкой сталью. А теперь посмотрим, какое оборудование вам нужно.
2. Выберите провод ER309 для разнородных металлов.Правильный выбор проволоки — это самое важное, что нужно делать при сварке нержавеющей стали с низкоуглеродистой сталью.
Лучшая проволока для сварки MIG нержавеющей и низкоуглеродистой стали — ER309L. Эта проволока имеет высокое содержание хрома и никеля, но низкое содержание углерода. Она также имеет небольшое количество феррита, предотвращающего горячие трещины. Проволока ER309L оставляет великолепный борт с высокой прочностью, пластичностью, коррозионной и термостойкостью. После этого можно использовать провод ER312.
Эта проволока имеет высокое содержание хрома и никеля, но низкое содержание углерода. Она также имеет небольшое количество феррита, предотвращающего горячие трещины. Проволока ER309L оставляет великолепный борт с высокой прочностью, пластичностью, коррозионной и термостойкостью. После этого можно использовать провод ER312.
Посмотрим, что обозначает ER309L:
- ER означает, что это электрод в виде проволоки.
- 309 обозначает аустенитную нержавеющую сталь с 23% хрома и 13% никеля и ферритной добавкой для предотвращения горячего растрескивания. Горячее растрескивание возникает при неравномерном остывании валика с плохим химическим составом.
- L, что он имеет сверхнизкое содержание углерода. 0,03% вместо 0,08%, как у обычного ER309. Это помогает предотвратить загрязнение углеродом и избежать проблем с коррозией и растрескиванием. Если нержавеющая деталь также имеет сверхнизкое содержание углерода, необходима проволока ER309L.

Существует также вариант ER309L Si с более высоким содержанием кремния (Si). Кремний делает лужу более жидкой, в результате получается более плоский и красивый шарик. Это экономит усилия после сварки и затраты на шлифовку валика, если важен внешний вид. Это отличный выбор при сварке в режиме короткого замыкания.
Для большинства работ из нержавеющей и мягкой стали достаточно простой и доступной проволоки ER309L.
ER312 провод предназначен для неизвестных или труднодоступных сварных швов разнородных металлов, например, мартенситной нержавеющей с высокоуглеродистой сталью. Однако ER309 более чем достаточно для большинства распространенных сценариев, ее легче найти, и она дешевле.
Что нужно учитывать при использовании нержавеющей проволоки
Проволока из нержавеющей стали отличается от обычной проволоки:
При сварке нержавеющей проволокой образуются вредные для здоровья пары. В идеале вам нужна вентиляция для улавливания дыма и использование сварочного респиратора.
Для безупречной работы нержавеющая проволока не должна соприкасаться с мягкой сталью. Это включает в себя части, через которые проходит проволока, особенно лайнер. Лучше всего заменить лайнер или использовать пистолет для катушки, если он у вас есть, катушка с проволокой тоже подойдет.
Тепло расширяет нержавеющую сталь больше, чем низкоуглеродистую.
Проволока из нержавеющей стали плавится быстрее, даже если сила тока ниже, чем у обычной проволоки. Поэтому всегда используйте более высокую скорость сварки.
3. Выберите подходящий защитный газ для нужного режима передачи.Сварка MIG использует баллон с защитным газом для защиты дуги и ванны. Важно выбрать правильный газ, чтобы избежать множественных дефектов сварки и сохранить коррозионную стойкость нержавеющего валика.
При использовании режима передачи короткого замыкания для получения наилучших результатов для нержавеющей проволоки требуется смесь трех газов.
Передача короткого замыкания идеальна для деталей из нержавеющей стали, поскольку выделяет небольшое количество тепла. В этом режиме выполняется сварка во всех положениях. Маленькие и любительские сварочные аппараты на 220 В могут выполнять сварку только в этом режиме.
В этом режиме выполняется сварка во всех положениях. Маленькие и любительские сварочные аппараты на 220 В могут выполнять сварку только в этом режиме.
Трехкомпонентный газ состоит из:
- 90% гелия (He).
- 7,5% аргона (Ar) и
- 2,5% углекислого газа (CO2).
Если у вас есть сварочный аппарат на 220 В, режим короткого замыкания отлично подходит для сварки нержавеющей стали с низкоуглеродистой сталью толщиной от 1,2 мм до 4,8 мм. Или, если у вас есть сварочный аппарат на 380 В до 6,4 мм. После этой толщины вы можете использовать следующий режим.
Для толстых металлов используется подача спрея. Для использования режима распыления требуется мощный сварочный аппарат на 380 В и большой ток. Кроме того, вы не можете выполнять сварку в вертикальном положении или над головой.
Если вы хотите использовать распылитель, выбирайте защитный газ с:
- 1-2% кислорода (O2) и оставшийся аргон для наилучших результатов или
- 2% CO2 и 98% аргона, который легче найти.

Есть еще импульсная передача. Это похоже на перенос распылением, но в нем используются две разные силы тока. Один достаточно прочен, чтобы переносить металл шва. Другой только поддерживает горение дуги.
Импульсный режим позволяет сваривать все позиции и тонкие металлы. Но чтобы им пользоваться, нужен дорогой сварочный аппарат. В этом режиме вы используете те же газы, что и в режиме распыления.
Когда вы используете нержавеющую проволоку, не используйте защитный газ с более чем 2,5% CO2 для идеальной коррозионной стойкости.
Остальная часть статьи будет посвящена короткозамкнутому режиму передачи с трехкомпонентным газом, поскольку это наиболее распространенный сценарий.
4. Соберите необходимое оборудование.Вам необходимо собрать все необходимые сварочные средства индивидуальной защиты:
- Сварочный шлем является наиболее важным. Он позволяет вам видеть свою работу и защищает ваши глаза и лицо от излучения дуги (ультрафиолетового и инфракрасного света), искр, брызг и летающих объектов.
- Защитные очки защищают глаза от всех летающих объектов, а также от ультрафиолетовых лучей в случае случайного зажигания дуги.
- Защитная маска отлично подходит для очистки и подготовки металлов.
- Беруши или наушники, особенно если вы используете угловую шлифовальную машину.
- Толстые сварочные перчатки для защиты рук от УФ-излучения, искр, брызг и горячих металлов.
- Огнестойкая одежда, закрывающая все ваше тело. Никогда не носите синтетическую одежду.
- Кожаные сапоги. Искры от шлифования и сварочные брызги могут легко повредить синтетическую обувь и вызвать серьезные ожоги.
- Сварочный респиратор с фильтром P100 для газов из нержавеющей стали.

Еще одна проблема, о которой следует помнить, заключается в том, что все, что касается углеродистой стали, не должно касаться нержавеющей стали. Это потому, что нержавеющая часть будет загрязнена частицами железа. В этом случае нержавеющая деталь может начать ржаветь, в зависимости от окружающей среды.
Это потому, что нержавеющая часть будет загрязнена частицами железа. В этом случае нержавеющая деталь может начать ржаветь, в зависимости от окружающей среды.
Например, откидной диск, используемый для мягкой стали, загрязнен частицами железа. Поэтому, если вы используете его на нержавеющем элементе, он рано или поздно заржавеет, в зависимости от окружающей среды.
В результате вам понадобится отдельный набор инструментов, например, направляющая, проволочная щетка, шлифовальные и режущие инструменты и т. д.
Кроме того, убедитесь, что все шлифовальные круги, диски, проволочные щетки и т. д. подходят для нержавеющей стали.
Держите запасные расходные материалы поблизости на случай, если вам нужно будет быстро их заменить во время работы.
Полезным инструментом является сварочный аппарат, плоскогубцы, предназначенные для сварки MIG. Он универсален и может: обрезать проволоку до нужной длины вылета, очищать сварочные брызги внутри сопла и снимать контактный наконечник и сопло.
Сделайте быструю проверку безопасности, чтобы избежать сюрпризов, которые могут навредить вам или вашей работе. Например, оголенные электрические провода, газовые соединения, хорошо вентилируемое место, достаточное освещение и т. д.
5. Очистите оба металла, чтобы избежать дефектов.Сварка MIG — это процесс, при котором для получения хороших сварных швов требуется чистый металл.
Кроме того, вы получите нержавеющий валик с множеством дефектов, если он будет загрязнен примесями. Например, пористость, хрупкость, более низкая коррозионная стойкость и т. д. Чистый шов также генерирует меньше дыма.
Поэтому вам следует удалить все посторонние материалы, чтобы получить качественный валик, даже на детали из низкоуглеродистой стали.
Теперь давайте посмотрим, как очистить каждый из этих металлов.
Нержавеющая стальНа нержавеющей стали нет ржавчины или других пятен, но на ней может быть масло или жир. Вы можете удалить их тряпкой, смоченной ацетоном, или, что еще лучше, очистителем на спиртовой основе.
Кроме того, если вы разрежете детали плазменным резаком, на поверхности появятся оксиды, которые могут ограничить течение лужи. По бокам также образуются заусенцы, которые концентрируют грязь.
Для удаления остаточных оксидов или видимой грязи можно использовать:
- Щетка из нержавеющей проволоки может удалить грязь и сохранить металл прохладным.
- Угловая шлифовальная машина с подходящим поворотным кругом для нержавеющей стали. Но не держите его на одном месте, чтобы предотвратить обесцвечивание.
- Пескоструйная обработка чистым кварцевым песком для быстрого результата. Однако пескоструйная обработка может повредить полированную или тонкую нержавеющую сталь.
- Также существуют химические способы очистки нержавеющей детали. Всегда выбирайте мягкие химические чистящие средства, чтобы избежать вдыхания вредных паров.
Как уже упоминалось, нельзя использовать загрязненный инструмент для обработки нержавеющей детали. Если это произойдет, вы можете использовать мягкий химический очиститель, чтобы удалить остатки железа.
Если это произойдет, вы можете использовать мягкий химический очиститель, чтобы удалить остатки железа.
Наконец, если на стали есть влага, вы можете удалить ее с помощью факела или горячего воздуха. Влага выделяет водород и кислород, которые вызывают включения и пористость.
Мягкая стальС другой стороны, все, кроме нежелательных материалов, могут покрывать детали из мягкой стали, например:
- Прокатная окалина представляет собой поверхностную смесь оксидов железа, образовавшуюся при горячей прокатке стали. Свежую прокатную окалину удалить сложно.
- Ржавчина — это еще одна форма оксидов железа, образующаяся в присутствии влаги или воды.
- Низкоуглеродистую сталь часто окрашивают, чтобы защитить ее от ржавчины.
- Также есть корпус из оцинкованной стали. Оцинкованная поверхность содержит цинк, который имеет низкую температуру кипения и выделяет большое количество паров.
Пескоструйная очистка, угловая шлифовальная машина или проволочная щетка — обычные методы очистки низкоуглеродистой стали.
Вы также можете использовать химические способы. Поскольку низкоуглеродистая сталь часто покрывается трудноудаляемой грязью, многие люди используют хлорированные химикаты для быстрого результата.
Никогда не используйте хлорированные химические продукты, особенно в зоне сварки. Сварочная дуга и тепло превращают пары хлора в еще более вредные газы. Остаточные химические вещества на стали также могут выделять эти газы.
Для достижения наилучших результатов очистите область рядом с швом не менее чем на 2,5 см.
Если низкоуглеродистая сталь оцинкована, удалите покрытие минимум на 5 см. Все примеси могут вызвать образование горячих трещин и пористость металла сварного шва из нержавеющей стали, особенно цинка.
Кроме того, на чистой поверхности дуга будет плавнее. Кроме того, лужа будет течь и лучше заполнять, предотвращая дефект поднутрения.
Подготовьте деталь из мягкой стали отдельно от детали из нержавеющей стали, чтобы избежать попадания свободных частиц железа.
6. Подготовьте плотный симметричный шов.Вы хотите иметь симметричную форму. Неровные стыки легко продуваются в более широких или более тонких частях, особенно если одна часть выполнена из нержавеющей стали. Кроме того, по возможности старайтесь выполнять сварку в горизонтальном положении.
Подготовить стык между нержавеющей сталью и сталью несложно. Конструкция соединения аналогична сварке низкоуглеродистой стали. Но постарайтесь сделать стык, требующий наименьшего количества сварочного металла.
Некоторые примеры:
- При выполнении стыкового соединения лучше не оставлять открытой корни для тонкого листового металла толщиной до 2 мм.
- После этого корневой промежуток должен быть максимально узким. Для металлов размером 3,2 мм оставьте узкий зазор 0,8 мм.
- Если металлы имеют толщину 4,8 мм, скосите стык под углом 30 градусов и сделайте одно V-образное соединение. Оставьте узкий корневой зазор 1,6 мм.
 Оставьте узкий корневой зазор 1,6 мм.
Оставьте узкий корневой зазор 1,6 мм.Угловая шлифовальная машина со специальным шлифовальным кругом для каждого металла отлично подходит для снятия фаски.
Если вы хотите использовать режим распыления и сваривать толстые металлы, сделайте двойной V-образный шов, поскольку для этого требуется меньше металла сварного шва. Но двойной V требует сварки с обеих сторон.
В качестве альтернативы вы можете создать одинарные U-образные соединения, если это возможно.
На этом этапе это поможет снова очистить стык, если на стыке останутся примеси железа.
7. Используйте охлаждающие стержни и зажмите металлы.С помощью сварки MIG вы можете сваривать тонкую нержавеющую сталь с мягкой сталью толщиной 1,2 мм или даже меньше.
Но, как уже упоминалось, нержавеющая часть легко деформируется, продувается и теряет коррозионную стойкость при перегреве.
Резервный охлаждающий стержень под стыком рекомендуется при сварке тонкой нержавеющей стали и необходим, если он тоньше 2 мм. Охладитель из меди или алюминия быстро поглощает тепло и охлаждает нержавеющую деталь. Кроме того, охлаждающая планка не срастается с заготовками.
Охладитель из меди или алюминия быстро поглощает тепло и охлаждает нержавеющую деталь. Кроме того, охлаждающая планка не срастается с заготовками.
Медь эффективнее алюминия. Но если металлы тонкие или у вас открытый корень, медь может вступить в реакцию с горячей нержавеющей частью. Это может привести к коррозии.
Чтобы избежать этой проблемы, лучше всего:
- Вставьте тонкий никелевый лист между металлами и медной охлаждающей балкой.
- Используйте охлаждающую балку из меди с рифлением или
- Используйте алюминиевую охлаждающую балку.
Если вы свариваете толстые металлы без корневого стыка, вы можете разместить охлаждающие стержни на металлах в непосредственной близости от зоны термического влияния (ЗТВ) стыка. ЗТВ — это область рядом с стыком, на которую влияет тепло сварки.
Когда вы размещаете охлаждающую планку и металлы, зажмите их на сварочном столе, чтобы они оставались на месте.
8. Установите правильное напряжение и скорость подачи проволоки.
Компонент из нержавеющей стали требует наименьшего количества тепла, чтобы избежать многочисленных дефектов. Кроме того, деталь из низкоуглеродистой стали также требует небольшого нагрева, иначе она загрязнит металл сварного шва излишним углеродом.
Чтобы контролировать нагрев, вам нужно установить низкую силу тока, при которой нержавеющая проволока будет плавиться с обоими металлами.
При сварке MIG сила тока зависит от диаметра проволоки и ее скорости.
Когда вы выбираете правильную скорость подачи проволоки, вы выбираете правильное напряжение, чтобы проволока плавилась должным образом.
Однако нельзя устанавливать слишком низкую силу тока. Лужа должна легко контролироваться, заполнять края и иметь плоский валик.
Хотя в Интернете есть много таблиц для правильной скорости подачи проволоки и напряжения, каждый сварочный аппарат выполняет сварку по-своему. Каждый производитель оптимизирует настройки для каждой машины.
На многих сварочных аппаратах указано напряжение и скорость подачи проволоки для каждого диаметра проволоки и толщины металла. Вы также можете найти их в руководстве или на сайте производителя.
Вы также можете найти их в руководстве или на сайте производителя.
В качестве типичного примера для сварки металлов толщиной 2 мм газом Tri-Mix можно использовать:
- Провод 0,8 мм.
- Скорость подачи проволоки 190 об/мин.
- Напряжение 22В.
- И расход газа 20-25 куб.
Еще одним фактором, определяющим количество тепла, попадающего в металл, является скорость движения. Используя нержавеющую проволоку, вы всегда свариваете с большей скоростью.
9. Установите вылет и индуктивность.Вылет — это длина провода от контактного наконечника. Для нержавеющей проволоки требуется короткий вылет не более 10 мм при использовании режима короткого замыкания.
Индуктивность полезна в режиме короткого замыкания, потому что она контролирует, как долго дуга остается горящей. Высокая индуктивность увеличивает срок службы дуги, в результате чего дуга становится более горячей.
Индуктивность очень полезна при сварке нержавеющей проволокой для контроля вязкости металла шва. Всегда устанавливайте высокую индуктивность. В результате у вас будет более плоский борт с меньшим количеством брызг и улучшенное сращивание пальцев.
Всегда устанавливайте высокую индуктивность. В результате у вас будет более плоский борт с меньшим количеством брызг и улучшенное сращивание пальцев.
Проведение валика на стыке между нержавеющей и мягкой сталью похоже на обычную сварку нержавеющей стали с одним основным отличием. Вы наводите провод немного дальше на нержавеющую деталь. В результате последний борт будет симметричным с хорошим сплавлением пальцев ног, независимо от неравномерного рабочего угла.
Например, для углового шва попробуйте угол ближе к 60 градусам, указывая больше на нержавеющую сторону, а не на типичный угол в 45 градусов. Всегда сначала экспериментируйте с подобным металлоломом.
Угол движения остается небольшим и составляет 5-10 градусов.
11. Закрепите металлы, чтобы избежать деформации.Наконец, прежде чем приступить к сварке стыка, вы прихватите его, чтобы сохранить симметричность и предотвратить деформацию. Так как одна часть нержавеющая, вы чаще скрепляете ее.
Так как одна часть нержавеющая, вы чаще скрепляете ее.
Прикрепляйте тонкие металлы через каждые 5 см, чтобы избежать деформации. Если вы свариваете листовой металл, делайте прихваты каждые 2,5 см.
Длина прихватки зависит от толщины: чем толще металл, тем длиннее, но крупнее прихватки.
12. Советы по сварке MIG нержавеющей стали со сталью.Вот несколько моментов, которые следует учитывать при сварке MIG нержавеющей стали с низкоуглеродистой сталью:
- Помните, что при сварке аустенитной проволокой для большинства металлов предварительный нагрев не требуется. При сварке аустенитной стали металл не нагревается. Предварительный нагрев повреждает аустенитную сталь.
- Если вы хотите производить сварку на открытом воздухе, установите вокруг вашей работы ветрозащитные экраны, чтобы защитить защитный газ.
- Установите рабочий (или заземленный) зажим на нержавеющую деталь для повышения стабильности дуги. Это важно при сварке MIG.
- При работе с нержавеющей сталью лучше толкать горелку. Это обеспечивает улучшенное газовое покрытие, меньшее проникновение и лучшую видимость.
- Вам следует избегать зажигания дуги на металлах, а только на стыке или на предыдущих валиках. Не допускайте, чтобы дуга попала на нержавеющую деталь. Она повредит коррозионную стойкость и ухудшит внешний вид.
- Предпочитайте прямые бусины (или стрингеры), не размахивая горелкой, для более высокой скорости и меньшего тепловложения. Если необходимо помахивание, постарайтесь сделать его как можно более узким.
- Всегда заполняйте кратер на конце. Если есть зазор, силы усадки могут привести к растрескиванию валика.
- Если у вас возникли проблемы с искажением, поверхностного упрочнения шарик может помочь. Уплотнение — это нагревание бусинки закругленным молотком, когда она раскалена докрасна. Это помогает предотвратить чрезмерную усадку.
Лучше избегать многопроходных сварных швов при правильной подготовке шва и плотной подгонке. Если необходимы многопроходные сварные швы, подождите, пока остынет предыдущий валик.
Если необходимы многопроходные сварные швы, подождите, пока остынет предыдущий валик.
Если у вас большой стык, несколько перекрывающихся валиков с проволокой ER309 могут привести к растрескиванию, вызванному чрезмерным содержанием никеля. Но только в том случае, если сварка служит в тяжелых условиях, особенно при сильном нагреве.
Чтобы этого избежать, сваривайте поверхность детали из мягкой стали проволокой ER309. Это называется техникой намазывания маслом.
После этого для заполнения стыка используйте подходящую нержавеющую проволоку. Например, ER308L для сварки стали 40Х или ER316 для стали 316.
13. Очистите нержавеющую деталь и борт после сварки.Сварка MIG создает красивый валик с низким разбрызгиванием, но чаще всего вы хотите улучшить его.
Кроме того, очистка последнего валика из нержавеющей стали позволяет избежать коррозии, особенно в суровых условиях. Остаточные брызги, железо и т. д. Будут действовать как точки концентрации коррозии.
Чтобы удалить брызги и сделать валик более плоским, вы можете измельчить его с помощью специального лепесткового диска с зернистостью 40-60.
После этого вы можете использовать диск для скотча и создать более гладкую поверхность. Будьте осторожны, не прикасайтесь к деталям из мягкой стали, чтобы избежать попадания частиц железа.
При необходимости удалить изменения цвета можно разными способами:
- Механически с помощью тихоходных инструментов и мягких полировальных абразивов и пасты. Однако вы не можете добраться до труднодоступных мест.
- Химически с растворами слабой фосфорной кислоты или аналогичными промышленными очистителями для нержавеющей стали. Избегайте традиционных травильных химикатов или паст, поскольку они содержат вредные химические вещества.
- Электрохимически сочетает слабые кислоты с помощью электричества низкого напряжения. Это эффективный, безопасный, но дорогой метод. Это еще называют электро-полировкой.
 Это еще называют электро-полировкой.
Это еще называют электро-полировкой.Читайте также
Добавить комментарий
Сварка легированных сталей — Cварочные работы
Сварка легированных сталей
К низколегированной относится сталь, легированная одним или несколькими элементами, если содержание каждого из них не превышает 2%, а суммарное содержание легирующих добавок не более 5%. Низколегированные стали делятся на низкоуглеродистые конструкционные, теплоустойчивые и среднеуглеродистые стали.
Низколегированная низкоуглеродистая конструкционная сталь по реакции на термический цикл сварки мало отличается от обычной низкоуглеродистой стали. Различие в основном состоит в несколько большей склонности к образованию закалочных структур в металле шва и околошовной зоны при повышенных скоростях охлаждения. Дополнительное легирование стали марганцем, кремнием и другими элементами способствует образованию в сварных соединениях закалочных структур. Поэтому режим сварки большинства этих сталей ограничивается более узкими пределами погонной энергии, чем при сварке пизкоуглеродистой стали. Обеспечение равнопрочности металла шва с основным металлом достигается главным образом за счет легирования его элементами, переходящими из основного металла. Иногда для повышения стойкости против хрупкого разрушения металл шва дополнительно легируют через сварочную проволоку. Стойкость металла против кристаллизационных трещин несколько ниже, чем у низкоуглеродистых сталей. Повышения стойкости достигают путем снижения содержания в металле шва углерода, серы и некоторых других элементов за счет применения сварочной проволоки с пониженным содержанием указанных элементов, а также выбора соответствующей технологии и рациональной конструкции. Технология сварки низколегированных низкоуглеродистых конструкционных сталей покрытыми электродами мало отличается от технологии сварки низкоуглеродистых сталей. Сварку ведут в основном электродами с фтористо-кальциевым покрытием типа Э42А и Э50А, которые обеспечивают более высокую стойкость против образования кристаллизационных трещин и повышенные пластические свойства по сравнению с электродами других типов.
Поэтому режим сварки большинства этих сталей ограничивается более узкими пределами погонной энергии, чем при сварке пизкоуглеродистой стали. Обеспечение равнопрочности металла шва с основным металлом достигается главным образом за счет легирования его элементами, переходящими из основного металла. Иногда для повышения стойкости против хрупкого разрушения металл шва дополнительно легируют через сварочную проволоку. Стойкость металла против кристаллизационных трещин несколько ниже, чем у низкоуглеродистых сталей. Повышения стойкости достигают путем снижения содержания в металле шва углерода, серы и некоторых других элементов за счет применения сварочной проволоки с пониженным содержанием указанных элементов, а также выбора соответствующей технологии и рациональной конструкции. Технология сварки низколегированных низкоуглеродистых конструкционных сталей покрытыми электродами мало отличается от технологии сварки низкоуглеродистых сталей. Сварку ведут в основном электродами с фтористо-кальциевым покрытием типа Э42А и Э50А, которые обеспечивают более высокую стойкость против образования кристаллизационных трещин и повышенные пластические свойства по сравнению с электродами других типов. При газовой сварке низколегированной стали используют нормальное пламя, мощность которого выбирают из расчета 75—100 дм3/ч ацетилена при левом способе и 100—130 дм3/ч при правом способе на 1 мм толщины металла. Для повышения механических свойств металла шва его проковывают при 800—850 °С с последующей нормализацией.
При газовой сварке низколегированной стали используют нормальное пламя, мощность которого выбирают из расчета 75—100 дм3/ч ацетилена при левом способе и 100—130 дм3/ч при правом способе на 1 мм толщины металла. Для повышения механических свойств металла шва его проковывают при 800—850 °С с последующей нормализацией.
При изготовлении изделий из низколегированных теплоустойчивых сталей наибольшее распространение находит ручная сварка покрытыми электродами и полуавтоматическая сварка в защитных газах. Работа конструкций при высоких температурах способствует протеканию диффузионных процессов. Поэтому для снижения интенсивности протекания этих процессов в сварном соединении стремятся максимально приблизить составы металла шва и основного. Для сварки хромомолиб-деновых сталей применяют электроды типа ЭМХ. Стали с малым содержанием углерода рекомендуется сваривать с предварительным подогревом до 200 °С, при большем содержании подогрев производят при 250 —300 °С. Хромомолибденованадиевые стали сваривают электродами типа ЭХМФ с предварительным и сопутствующим подогревом до 300—350 °С и последующим высоким отпуском при 700—740 °С в течение 2 —3 ч. При сварке листовой молибденовой стали малых толщин предварительный подогрев не выполняют, а при толщинах более 6 мм требуется предварительный подогрев, температуру которого увеличивают с увеличением толщины металла. Многослойную сварку ведут способом «каскад». При сварке трубопроводов с толщиной стенки более 6 мм и содержанием углерода в металле более 0,18 % следует применять предварительный подогрев, обеспечивающий во время сварки температуру металла шва в околошовной зоне не ниже 200 °С. Стык должен завариваться без перегрева. В случае возникновения перегрева необходимо обеспечить медленное остывание и нагрев перед возобновлением сварки до 200 °С. Газовую сварку низколегированных теплоустойчивых сталей выполняют нормальным ацетилено-кислородным пламенем (расход ацетилена 100 дм3/ч на 1 мм толщины металла левым и правым способами). Металл сварочной ванны необходимо поддерживать в густом состоянии, чтобы предотвратить выгорание хрома и молибдена. Рекомендуется предварительный подогрев до 250—300 °С.
При сварке листовой молибденовой стали малых толщин предварительный подогрев не выполняют, а при толщинах более 6 мм требуется предварительный подогрев, температуру которого увеличивают с увеличением толщины металла. Многослойную сварку ведут способом «каскад». При сварке трубопроводов с толщиной стенки более 6 мм и содержанием углерода в металле более 0,18 % следует применять предварительный подогрев, обеспечивающий во время сварки температуру металла шва в околошовной зоне не ниже 200 °С. Стык должен завариваться без перегрева. В случае возникновения перегрева необходимо обеспечить медленное остывание и нагрев перед возобновлением сварки до 200 °С. Газовую сварку низколегированных теплоустойчивых сталей выполняют нормальным ацетилено-кислородным пламенем (расход ацетилена 100 дм3/ч на 1 мм толщины металла левым и правым способами). Металл сварочной ванны необходимо поддерживать в густом состоянии, чтобы предотвратить выгорание хрома и молибдена. Рекомендуется предварительный подогрев до 250—300 °С. Применяется одно- и многослойная сварка с наименьшим числом перерывов. После окончания сварки пламя горелки медленно отводят вверх, что способствует более полному выделению газов из расплавленного металла. Хромомо-либденовые и молибденовые стали подвергают термической обработке.
Применяется одно- и многослойная сварка с наименьшим числом перерывов. После окончания сварки пламя горелки медленно отводят вверх, что способствует более полному выделению газов из расплавленного металла. Хромомо-либденовые и молибденовые стали подвергают термической обработке.
К среднелегированным относятся стали, легированные одним или несколькими элементами при суммарном их содержании 2,5—10 %. Главной и общей характеристикой этих сталей являются механические свойства. Так, временное сопротивление их составляет 588—1960 МПа, что значительно превышает аналогичный показатель обычных углеродистых конструкционных сталей. При высоких прочностных свойствах среднелегирован-ные стали после соответствующей термообработки по пластичности и вязкости не только не уступают, но в ряде случаев и превосходят малоуглеродистую сталь. При этом среднелегированные стали обладают высокой стойкостью против перехода в хрупкое состояние. Поэтому их применяют для работы в условиях ударных и знакопеременных нагрузок, низких и высоких температур, в агрессивных средах. Получение сварных соединений необходимого качества, учитывая особые физико-химические свойства среднелегированных сталей, встречает ряд специфических трудностей. Прежде всего, главным образом при сварке сталей с повышенным содержанием углерода и легирующих элементов, является предупреждение появления холодных трещин в металле сварного соединения. Второй трудностью является предупреждение возникновения кристаллизационных трещин в металле шва. Борются с этим теми же методами, что и при сварке углеродистых сталей. Возникает также трудность в получении металла сварного соединения с равноценными или близкими механическими свойствами к основному металлу. В ряде случаев возникают серьезные затруднения в обеспечении необходимых прочностных и пластических свойств металла околошовной зоны и зоны сплавления. Для предупреждения образования холодных трещин в сварных соединениях из среднелегированных сталей следует применять стали, обладающие требуемыми механическими свойствами при возможно низком содержании углерода и легирующих элементов; регулировать сварочный термический цикл путем изменения режима сварки.
Получение сварных соединений необходимого качества, учитывая особые физико-химические свойства среднелегированных сталей, встречает ряд специфических трудностей. Прежде всего, главным образом при сварке сталей с повышенным содержанием углерода и легирующих элементов, является предупреждение появления холодных трещин в металле сварного соединения. Второй трудностью является предупреждение возникновения кристаллизационных трещин в металле шва. Борются с этим теми же методами, что и при сварке углеродистых сталей. Возникает также трудность в получении металла сварного соединения с равноценными или близкими механическими свойствами к основному металлу. В ряде случаев возникают серьезные затруднения в обеспечении необходимых прочностных и пластических свойств металла околошовной зоны и зоны сплавления. Для предупреждения образования холодных трещин в сварных соединениях из среднелегированных сталей следует применять стали, обладающие требуемыми механическими свойствами при возможно низком содержании углерода и легирующих элементов; регулировать сварочный термический цикл путем изменения режима сварки. Если стойкость сварного соединения против появления холодных трещин очень низкая и избежать их образования путем подбора режима сварки не удается, в отдельных случаях прибегают к регулированию термического цикла путем предварительного и сопутствующего подогрева свариваемых кромок. Стойкость сварных соединений из среднелегированных сталей против возникновения холодных трещин можно также изменять, регулируя нарастание временных сварочных напряжений при охлаждении применением сварочных проволок с возможно более низкой температурой плавления, уменьшением содержания водорода в основном металле и металле шва, термообработкой сварных соединений сразу же после окончания сварки, предварительной наплавкой кромок, а также проковкой сварных соединений и обработкой ультразвуком сразу после окончания сварки, понижением температуры сварных соединений ниже 0 °С сразу после их остывания до комнатной температуры, предупреждением увлажнения сварных соединений после окончания сварки.
Если стойкость сварного соединения против появления холодных трещин очень низкая и избежать их образования путем подбора режима сварки не удается, в отдельных случаях прибегают к регулированию термического цикла путем предварительного и сопутствующего подогрева свариваемых кромок. Стойкость сварных соединений из среднелегированных сталей против возникновения холодных трещин можно также изменять, регулируя нарастание временных сварочных напряжений при охлаждении применением сварочных проволок с возможно более низкой температурой плавления, уменьшением содержания водорода в основном металле и металле шва, термообработкой сварных соединений сразу же после окончания сварки, предварительной наплавкой кромок, а также проковкой сварных соединений и обработкой ультразвуком сразу после окончания сварки, понижением температуры сварных соединений ниже 0 °С сразу после их остывания до комнатной температуры, предупреждением увлажнения сварных соединений после окончания сварки.
Большинство конструкций из среднелегированных сталей сваривают вручную низководородистыми электродами с фтористо-кальциевым покрытием на постоянном токе обратной полярности. Швы большого сечения выполняют каскадным и блочным способами. При этом обеспечивается разогрев области шва, особенно при сварке сталей большой толщины, свыше 150 °С. Для создания такого разогрева используют каскадный способ сварки при небольшой (менее 200 мм) длине его ступени. Режимы сварки выбирают в зависимости от типа стержня — при ферритном стержне они не отличаются от режимов сварки низкоуглеродистых сталей, при аустенитном — от режимов сварки аустенитных сталей.
Швы большого сечения выполняют каскадным и блочным способами. При этом обеспечивается разогрев области шва, особенно при сварке сталей большой толщины, свыше 150 °С. Для создания такого разогрева используют каскадный способ сварки при небольшой (менее 200 мм) длине его ступени. Режимы сварки выбирают в зависимости от типа стержня — при ферритном стержне они не отличаются от режимов сварки низкоуглеродистых сталей, при аустенитном — от режимов сварки аустенитных сталей.
Высоколегированные стали и сплавы составляют значительную группу конструкционных материалов. К числу основных трудностей, которые возникают при сварке указанных материалов, относится обеспечение стойкости металла шва и околошовной зоны против образования трещин, коррозионной стойкости сварных соединений, получение и сохранение в процессе эксплуатации требуемых свойств сварного соединения, получение плотных швов. При сварке высоколегированных сталей могут возникать горячие и холодные трещины в шве и околошовной зоне. С кристаллизационными трещинами борются путем создания в металле шва двухфазной структуры, ограничения в нем содержания вредных примесей и легирования вольфрамом, молибденом и марганцем, применения фтористо-кальциевых электродных покрытий и фторидных сварочных флюсов, использования различных технологических приемов. Присутствие бора может привести к образованию холодных трещин в швах и околошовной зоне. Предотвращение их появления достигается предварительным и сопутствующим подогревом сварного соединения свыше 250 — 300 °С. С помощью технологических приемов можно также предотвратить кристаллизационные трещины. В ряде случаев это достигается увеличением коэффициента формы шва, увеличением зазора до 1,5 — 2 мм при сварке тавровых соединений. Предварительный и сопутствующий подогрев не оказывает заметного влияния на стойкость против образования кристаллизационных трещин. Большое влияние оказывает режим сварки. Применение электродной проволоки диаметром 1,2 — 2 мм на умеренных режимах при минимально возможных значениях погонной энергии создает условия для предотвращения появления трещин.
С кристаллизационными трещинами борются путем создания в металле шва двухфазной структуры, ограничения в нем содержания вредных примесей и легирования вольфрамом, молибденом и марганцем, применения фтористо-кальциевых электродных покрытий и фторидных сварочных флюсов, использования различных технологических приемов. Присутствие бора может привести к образованию холодных трещин в швах и околошовной зоне. Предотвращение их появления достигается предварительным и сопутствующим подогревом сварного соединения свыше 250 — 300 °С. С помощью технологических приемов можно также предотвратить кристаллизационные трещины. В ряде случаев это достигается увеличением коэффициента формы шва, увеличением зазора до 1,5 — 2 мм при сварке тавровых соединений. Предварительный и сопутствующий подогрев не оказывает заметного влияния на стойкость против образования кристаллизационных трещин. Большое влияние оказывает режим сварки. Применение электродной проволоки диаметром 1,2 — 2 мм на умеренных режимах при минимально возможных значениях погонной энергии создает условия для предотвращения появления трещин. Предпочтение следует отдавать сварочным материалам повышенной чистоты. При сварке аустенитных сталей проплавление основного металла должно быть минимальным. Горячие трещины образуются при сварке стали с повышенным содержанием серы, фосфора, кремния, марганца в сочетании с медью, ниобием и легкоплавкими примесями. С околошовными горячими трещинами борются созданием в околошовной зоне двухфазной структуры, уменьшением содержания в стали серы и фосфора, применением чистых сварочных материалов и мелкозернистых сталей и сплавов.
Предпочтение следует отдавать сварочным материалам повышенной чистоты. При сварке аустенитных сталей проплавление основного металла должно быть минимальным. Горячие трещины образуются при сварке стали с повышенным содержанием серы, фосфора, кремния, марганца в сочетании с медью, ниобием и легкоплавкими примесями. С околошовными горячими трещинами борются созданием в околошовной зоне двухфазной структуры, уменьшением содержания в стали серы и фосфора, применением чистых сварочных материалов и мелкозернистых сталей и сплавов.
Обладая высокой коррозионной стойкостью, аусте-нитная и хромистые стали подвержены опасному виду коррозионного разрушения — межкристаллитной коррозии. Для предотвращения межкристаллитной коррозии при сварке высоколегированных сталей рекомендуется снижать содержание углерода в основном металле и металле шва до 0,02—0,03 %; легировать основной металл и металл шва титаном, ниобием, танталом, ванадием, цирконием; применять стабилизирующий отжиг в течение 2—3 ч при 850 — 900 °С с охлаждением на воздухе; дополнительно легировать металл шва хромом, кремнием, молибденом, ванадием, вольфрамом, алюминием; закалять стали (стали типа 18-8 при 1050—1100 °С). При сварке жаростойких сталей нужно стремиться приблизить состав металла шва к составу основного металла. Азот хорошо растворяется в высоколегированных сталях, поэтому пор в сварных швах не вызывает. При сварке в аргоне некоторых аустенитных сталей наблюдается образование пор по границе сплавления. Добавка к аргону 2—5 % кислорода предупреждает появление пор. В остальном требованиям предотвращению пор такие же, как и при сварке обычных углеродистых сталей.
При сварке жаростойких сталей нужно стремиться приблизить состав металла шва к составу основного металла. Азот хорошо растворяется в высоколегированных сталях, поэтому пор в сварных швах не вызывает. При сварке в аргоне некоторых аустенитных сталей наблюдается образование пор по границе сплавления. Добавка к аргону 2—5 % кислорода предупреждает появление пор. В остальном требованиям предотвращению пор такие же, как и при сварке обычных углеродистых сталей.
Технология сварки высоколегированных сталей за некоторыми исключениями не отличается от технологии сварки углеродистых конструктивных сталей. Из-за пониженной теплопроводности и высокого коэффициента линейного расширения во избежание коробления необходимо выбирать режимы сварки, обеспечивающие минимальную концентрацию нагрева. Сварку аустенитных сталей выполняют укороченными электродами для снижения коэффициента наплавки. Для получения заданной глубины провара силу тока снижают на 10—15 % по сравнению со сваркой углеродистой стали. Для уменьшения угара легирующих элементов сварку ведут короткой дугой без колебаний конца электрода. При сварке коррозионностойких сталей не допускается возбуждение дуги на основном металле, попадание брызг металла на основной металл. Складки на поверхности шва, углубления между чешуйками, щели или непрова-ры в корне шва при воздействии агрессивной среды могут явиться очагами коррозии. Лучшей коррозионной стойкостью обладают гладкие швы с плавным переходом к основному металлу. Поэтому очистка швов пневматическим зубилом или другими способами, при которых образуются вмятины и забоины, не рекомендуется.
Для уменьшения угара легирующих элементов сварку ведут короткой дугой без колебаний конца электрода. При сварке коррозионностойких сталей не допускается возбуждение дуги на основном металле, попадание брызг металла на основной металл. Складки на поверхности шва, углубления между чешуйками, щели или непрова-ры в корне шва при воздействии агрессивной среды могут явиться очагами коррозии. Лучшей коррозионной стойкостью обладают гладкие швы с плавным переходом к основному металлу. Поэтому очистка швов пневматическим зубилом или другими способами, при которых образуются вмятины и забоины, не рекомендуется.
При изготовлении конструкций из высоколегированных сталей применяют все виды сварки плавлением. Ручную сварку покрытыми электродами выполняют за некоторым исключением, как сварку обычных конструкционных сталей. Сварку производят на постоянном токе обратной полярности в основном электродами с фтористо-кальциевым покрытием короткой дугой без поперечных колебаний конца электрода. Сварку выполняют электродами меньшей длины по сравнению с обычными и на небольших токах. Перед сваркой электроды прокаливают при 250—400 °С в течение 1 —1,5 ч. Силу тока для аустенитных электродов берут из расчета 25—30 А на 1 мм диаметра электрода. При сварке в вертикальном или потолочном положении силу тока уменьшают на 10—30 % по сравнению со сваркой в нижнем положении. Сварка в аргоне или гелии характеризуется стабильностью дуги, высоким качеством сварных швов, которое обеспечивается хорошей защитой зоны сварки от воздуха. Сварку вольфрамовым электродом ведут на постоянном токе прямой полярности. При сварке сталей с высоким содержанием алюминия рекомендуется переменный ток, способствующий разрушению оксидной пленки. Конец присадочной проволоки должен все время находиться в струе защитного газа. Как правило, аустенитные стали сваривают плазменной сваркой.
Перед сваркой электроды прокаливают при 250—400 °С в течение 1 —1,5 ч. Силу тока для аустенитных электродов берут из расчета 25—30 А на 1 мм диаметра электрода. При сварке в вертикальном или потолочном положении силу тока уменьшают на 10—30 % по сравнению со сваркой в нижнем положении. Сварка в аргоне или гелии характеризуется стабильностью дуги, высоким качеством сварных швов, которое обеспечивается хорошей защитой зоны сварки от воздуха. Сварку вольфрамовым электродом ведут на постоянном токе прямой полярности. При сварке сталей с высоким содержанием алюминия рекомендуется переменный ток, способствующий разрушению оксидной пленки. Конец присадочной проволоки должен все время находиться в струе защитного газа. Как правило, аустенитные стали сваривают плазменной сваркой.
При газовой сварке хромистых сталей применяют нормальное пламя. Сварку ведут пламенем пониженной мощности из расчета 70 дм3/ч ацетилена на 1 мм толщины свариваемого металла. Для предохранения выгорания хрома и для удаления из сварочной вапны его окислов применяют специальные флюсы. Стали толщиной до 3 мм сваривают левым способом, толщиной более 3 мм — правым способом. С целью уменьшения коробления выполняют предварительный подогрев до [50 — 250 °С. Сварку ведут в один слой с максимально допустимой скоростью, без перерывов и повторного нагрева одного и того же места. Хромоникелевые аусте-нитные стали толщиной до 3 мм сваривают газовой сваркой. Сварку осуществляют строго нормальным пламенем с максимальной скоростью. Сварку ведут левым и правым способами, длинные швы — обратноступенчатым способом. Для удаления окислов применяют флюс НЖ-8, а для улучшения механических свойств, предупреждения межкристаллитной коррозии и деформаций — термическую обработку с нагревом до 1050— 1100 °С с последующим охлаждением в воде.
Стали толщиной до 3 мм сваривают левым способом, толщиной более 3 мм — правым способом. С целью уменьшения коробления выполняют предварительный подогрев до [50 — 250 °С. Сварку ведут в один слой с максимально допустимой скоростью, без перерывов и повторного нагрева одного и того же места. Хромоникелевые аусте-нитные стали толщиной до 3 мм сваривают газовой сваркой. Сварку осуществляют строго нормальным пламенем с максимальной скоростью. Сварку ведут левым и правым способами, длинные швы — обратноступенчатым способом. Для удаления окислов применяют флюс НЖ-8, а для улучшения механических свойств, предупреждения межкристаллитной коррозии и деформаций — термическую обработку с нагревом до 1050— 1100 °С с последующим охлаждением в воде.
Одним из путей экономии дорогостоящих высоколегированных сталей является применение комбинированных конструкций, изготовленных из нескольких сталей. Сварка высоколегированных сталей со средне- или низколегированными и обычными углеродистыми сталями явилась настолько трудной задачей, что составила целую проблему, известную как проблема сварки разнородных сталей. При сварке разнородных сталей в шве часто появляются трещины, в зоне сплавления может происходить изменение структуры с образованием прослоек, существенно отличающихся от структуры свариваемых металлов. Сварка разнородных сталей затруднена еще тем, что в подавляющем большинстве случаев они отличаются друг от друга коэффициентом линейного расширения. Основным путем решения вопроса сварки разнородных сталей является использование сварочных материалов, способствующих получению аусте-нитного металла шва с высоким содержанием никеля, который обеспечивает стабильную зону сплавления. Содержание никеля в металле шва зависит от температуры его эксплуатации. Для экономии никеля сварные соединения разнородных сталей делят на четыре группы: I — работающие при температурах до 350°С, II — 350 —450 °С, III —450 — 550 °С и IV — выше 550 °С. Ручную сварку разнородных сталей первой группы можно производить существующими электродами. Не следует пользоваться электродами типа ЭА-1. Для соединений II—IV групп рекомендуются электроды АНЖР-1, АНЖР-2 и АНЖР-3.
При сварке разнородных сталей в шве часто появляются трещины, в зоне сплавления может происходить изменение структуры с образованием прослоек, существенно отличающихся от структуры свариваемых металлов. Сварка разнородных сталей затруднена еще тем, что в подавляющем большинстве случаев они отличаются друг от друга коэффициентом линейного расширения. Основным путем решения вопроса сварки разнородных сталей является использование сварочных материалов, способствующих получению аусте-нитного металла шва с высоким содержанием никеля, который обеспечивает стабильную зону сплавления. Содержание никеля в металле шва зависит от температуры его эксплуатации. Для экономии никеля сварные соединения разнородных сталей делят на четыре группы: I — работающие при температурах до 350°С, II — 350 —450 °С, III —450 — 550 °С и IV — выше 550 °С. Ручную сварку разнородных сталей первой группы можно производить существующими электродами. Не следует пользоваться электродами типа ЭА-1. Для соединений II—IV групп рекомендуются электроды АНЖР-1, АНЖР-2 и АНЖР-3. В остальном технология сварки разнородных сталей такая же, как и сварки других сталей.
В остальном технология сварки разнородных сталей такая же, как и сварки других сталей.
—
В зависимости от химического состава конструкционных легированных сталей процесс сварки происходит по-разному. Сварка этих сталей имеет ряд особенностей, так как происходит частичное выгорание легирующих компонентов, поэтому металл шва по своим свойствам отличается от основного металла. Легированные стали по сравнению с низкоуглеродистыми хуже проводят тепло, склонны к перегреву свариваемого металла и появлению больших деформаций.
Для предупреждения перегрева металла и появления больших деформаций легированные стали сваривают горелками меньшей мощности. Для уменьшения выгорания легирующих компонентов пламя горелки должно быть нормальным или с небольшим избытком ацетилена. Отдельные конструкционные легированные стали способны к закалке на воздухе. Для предотвращения этого необходимо перед сваркой подогреть подготовленное изделие. Некоторые легированные стали после сварки подвергают термической обработке.
Низколегированные хромокремненикелемедистые стали для строительных конструкций марок 15ХСНД и ЮХСНД хорошо свариваются газовой сваркой в связи с небольшим содержанием углерода и легирующих примесей. Мощность наконечника выбирают из расчета 90—120 л/ч ацетилена при левой и 120—150 л/ч ацетилена при правой сварке на 1 мм толщины свариваемого металла. Пламя должно быть нормальным. При сварке применяют сварочную проволоку Св08, СвОЗА или Св10Г2. Для получения более плотного сварного шва Делают проковку шва при светло-красном калении (800—850 °С). Для снятия напряжений, полученных в результате проковки сварного шва, его подвергают нормализации с нагревом в печи или горелками с последующим медленным охлаждением на воздухе.
Низколегированные молибденовые и хромомолибде-новые теплоустойчивые стали применяют для изготовления труб в котлах высокого давления. Пламя горелки должно быть нормальным, мощностью 100—130 л/ч ацетилена на 1 мм толщины свариваемого металла.
Для сварки применяют проволоку марок Св08ХНМ, СвЮНМ, Св18ХМА, СвЮХМ, СвЮМХ. Сварку производят небольшими участками длиной 15—20 мм. При сварке металла толщиной 16 мм изделие подогревают до температуры 250—360 °С, поддерживая ее до окончания сварки. Заданную температуру в процессе сварки поддерживают вспомогательными, многоплеменными горелками или специальными электроподогревателями. Стали 15М и 20М толщиной 10 мм при температуре минус 103 С можно сваривать без предварительного подогрева, стали большей толщины подогревают до 250— 300 °С. Хромомолибденовые стали 12ХМ, 15ХМ, 12Х1МФ при температуре минус 10 °С сваривают с подогревом до 250—300 °С независимо от толщины металла.
Сварку производят небольшими участками длиной 15—20 мм. При сварке металла толщиной 16 мм изделие подогревают до температуры 250—360 °С, поддерживая ее до окончания сварки. Заданную температуру в процессе сварки поддерживают вспомогательными, многоплеменными горелками или специальными электроподогревателями. Стали 15М и 20М толщиной 10 мм при температуре минус 103 С можно сваривать без предварительного подогрева, стали большей толщины подогревают до 250— 300 °С. Хромомолибденовые стали 12ХМ, 15ХМ, 12Х1МФ при температуре минус 10 °С сваривают с подогревом до 250—300 °С независимо от толщины металла.
Перед сваркой кромки зачищают до металлического блеска. Детали с толщиной стенки 5 мм сваривают за один проход, детали или узлы с толщиной стенки более 5 мм сваривают в несколько проходов.
Для получения качественного сварного соединения этих сталей первый шов образуется за счет взаимного оплавления кромок, т.е. без присадочного металла участками не более 15—25 мм во избежание появления микротрещин. Чтобы предотвратить выгорание хрома и молибдена, металл сварочной ванны поддерживают в более густом состоянии, не перегревая его.
Чтобы предотвратить выгорание хрома и молибдена, металл сварочной ванны поддерживают в более густом состоянии, не перегревая его.
Перед возобновлением сварки после перерыва подогревают место сварки, а при сварке кольцевых швов — весь шов, до температуры 250—300 °С. При завершении сварки следят за тем, чтобы переход от усиления шва к основному металлу был плавным по всей длине шва.
Детали и узел котлов с толщиной стенки свыше 10 мм подвергают термообработке при температуре 900—930 °С для молибденовой и 930—950 °С для хромо-молибденовой стали с выдержкой при этой температуре I —1,5 мин на 1 мм толщины свариваемого металла с последующим охлаждением на спокойном воздухе. После монтажа и сварки паропроводных труб их необходимо подвергнуть термической обработке газовыми го* релками или специальными электронагревателями.
Местную термообработку труб на монтаже из молибденовых и хромомолибденовых труб производят при температуре 680—700° С; хромомолибденованадиевые стали подвергают термообработке при температуре 720—740° С с выдержкой 4—5 мин на 1 мм толщины свариваемого металла. Сварной стык подвергают термической обработке на ширину 100 мм в обе стороны от шва. Хорошее качество сварного соединения из хро-момолибденовой стали получается при сварке присадочной проволокой СвГ8ХМА.
Сварной стык подвергают термической обработке на ширину 100 мм в обе стороны от шва. Хорошее качество сварного соединения из хро-момолибденовой стали получается при сварке присадочной проволокой СвГ8ХМА.
К низколегированным хромокремнемарганцовистым сталям (хромансиль) относятся следующие наиболее часто используемые марки: 20ХГС, 25ХГС, ЗОХГС, 30ХГСА, 35ХГС, с содержанием 0,17—0,4% углерода, 0,9—1,2% кремния, 0,8—1,1% марганца, 0,8—1,1% хрома. Эти стали сваривают нормальным пламенем. Мощность наконечника выбирают из расчета 75—100 л ацетилена в час на 1 мм толщины свариваемого металла. При сварке окислительным пламенем более интенсивно выгорают такие легирующие компоненты, как хром, кремний, марганец, с образованием в сварном шве окислов, шлаков и частично непровара.
В качестве присадочного материала используют сварочную низкоуглеродистую проволоку Св08 и Св08А, а в том случае, когда к сварному соединению предъявляют повышенные требования, применяют сварочную проволоку Св18ХГСА или Св18ХМА. Кромки свариваемых деталей должны быть хорошо подогнаны под сварку и очищены до металлического блеска от всевозможных загрязнений; зазор по всей длине (периметру) шва должен быть одинаковым.
Кромки свариваемых деталей должны быть хорошо подогнаны под сварку и очищены до металлического блеска от всевозможных загрязнений; зазор по всей длине (периметру) шва должен быть одинаковым.
Прихватку листов под сварку производят через 20— 30 мм при толщине металла до 1,5 мм, а при большей толщине — через 40—60 мм. Прихватки от края листа располагают на расстоянии 10—15 мм. Сварку производят в один слой от середины шва к его краям. С целью уменьшения выгорания легирующих компонентов сварку производят быстро без задержки пламени на одном месте и без перерывов. Хромокремнемарганцови-стые стали при резком охлаждении легко закаливаются с образованием трещин в шве и околошовной зоне.
Поэтому горелку отводят медленно вверх, одновременно прогревая факелом пламени металл конечного участка радиусом 20—40 мм.
В зависимости от назначения сварной детали или узла его подвергают термической обработке (закалке с последующим отпуском). Закалку производят при температуре 500—650 °С с выдержкой при этой температуре 5 мин, затем изделие нагревают до 880 °С с той же выдержкой с последующим охлаждением в массе. Отпуск производят путем нагрева до температуры 400— 600 °С с охлаждением в горячей воде.
Отпуск производят путем нагрева до температуры 400— 600 °С с охлаждением в горячей воде.
Хромистые стали. При монтаже специального оборудования применяют кислотостойкие и стойкие (при высоких температурах) хромистые стали с содержанием хрома до 30% и углерода — от 0,13 до 0,9%. Хромистые стали склонны к закалке на воздухе, в результате чего после сварки могут образовываться трещины. Чем больше в стали углерода, тем хуже она сваривается и тем чаще образуются трещины. Чтобы уменьшить опасность трещинообразования, сталь перед сваркой подогревают до температуры 150—200 °С. Обязателен подогрев хромистых сталей с содержанием хрома более 14%. Данные стали склонны к большому короблению в результате малой теплопроводности и большого коэффициента линейного расширения.
Сварку хромистых сталей ведут нормальным пламенем, наконечником мощностью 70 л ацетилена в час на 1 мм толщины свариваемого металла. Избыток кислорода приводит к окислению хрома, а избыток ацетилена— к образованию так называемых карбидов хрома.
При таком положении металл шва и околошовной зоны перестает быть стойким против кислот. При сварке применяют присадочную проволоку из хромоникеле-вой стали Св02Х19Н9 или Св06Х19Н9Т (с титаном), позволяющую получать лучшее качество сварного соединения. Титан и ниобий препятствуют образованию в сварном шве и околошовной зоне карбидов хрома (твердых химических соединений хрома с углеродом). Сварку производят быстро, избегая перерывов и повторных нагревов. Сварка должна быть с одной стороны и в один слой. Предупредить выгорание хрома можно путем нанесения флюса на проволоку и свариваемые кромки, при этом флюс должен покрывать как лицевую, так и обратную сторону шва.
После сварки детали подвергают термической обработке по режиму, соответствующему данной марке стали.
Кислотостойкие стали с высоким содержанием хрома при длительном нагреве склонны к росту зерна в зоне нагрева со снижением прочности сварного соединения. Поэтому эти стали газовой сваркой не сваривают.
Хромоникелевые аустенитные стали — стали, сохраняющие структуру аустенита при медленном понижении температуры от 1000° С и более до комнатной.
Основу аустенитной стали составляет железо (более 45%). Содержание легирующих элементов, важнейшими из которых являются хром и никель, не превышает 55%. Если сумма легирующих компонентов превышает 55%, вместо термина аустенитная сталь применяют термин аустенитный сплав.
Металлургическая промышленность выпускает десятки марок высоколегированных хромоникелевых сталей и никелехромовых сплавов. Наибольшее распространение при изготовлении сварных конструкций получили нержавеющие стали — стали с высоким содержанием хрома, устойчивые против коррозии в атмосфере и различных средах.
Стали и сплавы с высоким содержанием хрома (более 6—8%) делят на три основные группы:
1) коррозионностойкие (нержавеющие) стали;
2) жаростойкие стали и сплавы;
3) жаропрочные стали и сплавы.
К группе коррозионностойких относятся стали, обладающие стойкостью против электрохимической коррозии — атмосферной, почвенной, щелочной, кислотной, солевой, морской и др.
Наиболее распространенными аустенитными корро-зиониостойкими сталями являются 0Х10Н20Т2, Х14Г14НЗТ (ЭИ711), 1Х16Н15МЗБ (ЭИ847) и др. (ГОСТ 5632—61), к аустенитным жаростойким сталям и сплавам относятся: Х20Н14С2 (ЭИ211), 0Х23Н18 и др.
(ГОСТ 5632—61), к аустенитным жаростойким сталям и сплавам относятся: Х20Н14С2 (ЭИ211), 0Х23Н18 и др.
К группе жаростойких относятся стали и сплавы, обладающие стойкостью против химического разрушения поверхности в газовых средах при температуре выше 550 °С и работающие в ненагруженном или слабонагру-жениом состоянии. Эти стали обладают высокой прочностью н вязкостью, хорошо сопротивляются действию высоких температур, щелочей, кислот, хорошо поддаются штамповке и вытяжке.
Применительно к нержавеющим сталям ацетилено-кислородная сварка имеет следующие серьезные недостатки. При избытке ацетилена возможно науглероживание металла шва, а в ряде случаев и околошовной зоны. В результате этого снижается коррозионная стойкость сварного соединения и появляется опасность образования горячих трещин.
Если в пламени газовой горелки содержится избыток кислорода, то появляется возможность окисления таких элементов, как титан, алюминий, хром и др. Окисление ферритообразующих элементов может, кроме того, вызвать аустенизацию сварного шва и появление горячих трещин. Поэтому ни восстановительное, ни окислительное пламя нельзя использовать при газовой сварке нержавеющих сталей. Сварку следует производить строго нейтральным пламенем. Мощность пламени горелки берут из расчета 75 л ацетилена в час на 1 мм толщины свариваемого металла.
Поэтому ни восстановительное, ни окислительное пламя нельзя использовать при газовой сварке нержавеющих сталей. Сварку следует производить строго нейтральным пламенем. Мощность пламени горелки берут из расчета 75 л ацетилена в час на 1 мм толщины свариваемого металла.
Для сварки нержавеющих сталей применяют проволоку СвОХ18Н9, СвОХ!8Н9С2, Св1Х18Н9Т, Св1Х18НЭБ, Св1Х18Н11М и др. При сварке жаропрочной стали применяют проволоку, содержащую 21% никеля и 25% хрома. При сварке металла толщиной до 2 мм делают отбортовку, величина которой равна толщине листа. При толщине листа 3—4 мм сварку ведут без разделки, при большей толщине свариваемого металла делают разделку кромок под углом 70—80°.
Для удаления окислов хрома и улучшения внешнего вида сварного шва применяют флюс, состоящий из 80% плавикового шпата и 20% ферротитана.
Можно использовать флюс, состоящий из смеси 50% буры и 50% борной кислоты или 80% буры и 20% окиси кремния.
Флюс разводят в воде до смеганообразного состояния. Приготовленный флюс наносят на кромки за 15— 20 мин до сварки. Наносят его с лицевой и обратной стороны свариваемых кромок детали. Чтобы уменьшить коробление свариваемого изделия, применяют обратно-ступенчатый способ сварки с началом сварки на расстоянии 75—100 мм от кромки.
Сварку необходимо вести быстро, за один проход и без колебаний присадочной проволокой. Ванну расплавленного металла покрывают тонким слоем шлака, а конец присадочной проволоки погружают в ванну.
Сваривать можно и левым и правым способами. Наклон мундштука горелки и присадочной проволоки такой же, как и при сварке углеродистой стали.
Для получения заданных механических свойств и повышения коррозионной стойкости сварное соединение после сварки подвергают термической обработке (закалке) нагревом до температуры 1050—1100 °С с последующим быстрым охлаждением в воде. Закалку можно заменить отжигом при температуре 850° С с последующим охлаждением на воздухе. Сварное соединение из металла толщиной 1—2 мм можно охлаждать на воздухе. Сталь с добавлением титана подвергать термической обработке после сварки не обязательно.
Сталь с добавлением титана подвергать термической обработке после сварки не обязательно.
После сварки шлак и остатки флюса удаляют путем промывки сварного шва и околошовной зоны в горячей воде волосяной щеткой.
Схемы сборки и сварки пластин из нержавеющей стали марки Х18Н9Т толщиной 1,5 мм (без разделки кромок) и толщиной 5 мм с V-образной разделкой кромок представлены на рис. 37 и 38.
Присадочная проволока: Св06Х19Н9Т диаметром 1 и 4 мм с флюсом состоит из смеси прокаленной буры (50%) и борной кислоты (50%) в виде пасты, разведенной водой.
Перед сваркой за 15—20 мин флюс наносят при помощи кисточки на свариваемые кромки и на присадочную проволоку.
Рис. 38. Схема сварки и сборки пластин из нержавеющей стали толщиной 5 мм
Читать далее:
Сварочные флюсы
Сварочные электроды
Общие сведения о сварке арматуры
Противопожарные мероприятия при сварке
Безопасность труда при сварке технологических трубопроводов
Безопасность труда при сварке строительных металлических и железобетонных конструкций
Защита от поражения электрическим током при сварке
Техника безопасности и производственная санитария при сварке
Управление качеством сварки
Статистический метод контроля
Электроды для сварки нержавеющей стали
15. 04.2013
04.2013
Чтобы правильно подобрать электроды для сварки нержавеющей стали, необходимо учитывать химический состав свариваемой стали. Важнейшим элементом нержавеющей стали является хром, чье высокое содержание приводит к жаропрочности и коррозийной износостойкости.
Нержавеющей считается сталь, в которой часть хрома превышает 12%; в нержавеющих сталях различных типов его доля варьируется от 12 до 30 процентов.С целью улучшения механических свойств и повышения способности противостоять коррозии в формулу вводится молибден, никель, ниобий, титан. А если Вам будут нужны котлы отопления alphatherm, тогда купить их Вы сможете на сайте teplootoplenie.ru.
Допустимое соотношение этих компонентов не превосходит: 20% — никеля, 5% — молибдена, остальных — 1%. Выбор состава наплавленного металла электрода зависит от формулы стали, подлежащей свариванию.
По процентному содержанию хрома, молибдена, никеля и других ингредиентов сварной шов как минимум не ниже уровня основного материала, что и способствует образованию ровного, аккуратного, прочного, стойкого к воздействию негативных сред и разрыву сварного шва.
Электроды для сварки нержавеющей стали делятся на продукты нескольких групп.
Для сварки обычной, так называемой пищевой нержавейки, самыми распространенными марками электродов числятся ЦЛ-11 (ISO E19.9NbB20) и ОЗЛ-8 (ISO E19.9B20). Они рассчитаны на применение в сварочных работах с образцами хромоникелевых марок стали, где к сварному шву — относительно выносливости к межкристаллитной ржавчине — предъявляются жесткие требования.
Рабочая температура тут не выше 350 градусов по Цельсию. В целях сварки коррозионностойких нержавеющих сталей используются и электроды НЖ-13 (ISO E19.12.2NbB20), ЦТ-15 (ISO E19.9NbB20), ЭА-400/10У (ISO E19.12.3B20).
Сварочные электроды ОЗЛ-6 (ISO E23.12B20) предназначены для сварки конструкций, сработанных из жаростойкой стали и эксплуатируемых в ненагруженном и слабонагруженном состоянии в окислительной среде с высокотемпературным режимом до 1000° С. Такие электроды применяются и для сваривания аустенитной высоколегированной стали с низколегированной и углеродистой сталью. Электроды же ЭА-395/9 (ISO E16.25.6B20), АНЖР-1 (ISO E24.60.10Mn2B20), АНЖР-2 (ISO E24.40.8Mn2B20) употребляются в процессе сварки деталей, изготовленных из разнородных нержавеющих сталей, а также в случаях, когда химический состав свариваемых материалов неизвестен.
Электроды же ЭА-395/9 (ISO E16.25.6B20), АНЖР-1 (ISO E24.60.10Mn2B20), АНЖР-2 (ISO E24.40.8Mn2B20) употребляются в процессе сварки деталей, изготовленных из разнородных нержавеющих сталей, а также в случаях, когда химический состав свариваемых материалов неизвестен.
Доктор сварка фильм 1 — сварка нержавеющей стали (сварка нержавейки)
Часто задаваемые вопросы 9: Сварка разнородных металлов
Сварка обычных аустенитных нержавеющих сталей, таких как 304 и 316, друг с другом или друг с другом является обычной и самой простой сваркой плавлением.
Тем не менее, во многих ситуациях необходимо приварить нержавеющую сталь к углеродистой стали. Двумя распространенными примерами являются стойки балюстрады, прикрепленные к конструкционной стали, или двойные пластины, соединяющие опоры с сосудами из нержавеющей стали.
 Существуют различия в физических свойствах, таких как теплопроводность и расширение, магнитные свойства, металлургическая структура и коррозионная стойкость, которые требуют внимания.В этом FAQ описываются необходимые процедуры для удовлетворительной сварки, включая ссылки на стандарты, и объясняются необходимые меры предосторожности. Приложение H стандарта AS/NZS 1554.6 содержит более подробное техническое обсуждение, включая рекомендации по сварке углеродистой стали с ферритными, дуплексными и мартенситными нержавеющими сталями.
Существуют различия в физических свойствах, таких как теплопроводность и расширение, магнитные свойства, металлургическая структура и коррозионная стойкость, которые требуют внимания.В этом FAQ описываются необходимые процедуры для удовлетворительной сварки, включая ссылки на стандарты, и объясняются необходимые меры предосторожности. Приложение H стандарта AS/NZS 1554.6 содержит более подробное техническое обсуждение, включая рекомендации по сварке углеродистой стали с ферритными, дуплексными и мартенситными нержавеющими сталями.Загрузить Технический FAQ 9 ASDA (PDF)
ПРОЦЕСС СВАРКИ
Обычные процессы сварки TIG и MIG подходят для сварки аустенитных материалов с углеродистой сталью.Ориентировочно, сварку следует проводить при температуре окружающей среды без предварительного нагрева (за исключением, возможно, сушки), за исключением случаев, когда углеродистая сталь содержит более 0,2% углерода или имеет толщину более 30 мм и обеспечивает высокую прочность, при которой В этом случае обычно достаточно предварительного нагрева до 150 °C. Поскольку углеродистые стали подвержены водородному растрескиванию, расходные материалы и зона сварки должны быть сухими.
Поскольку углеродистые стали подвержены водородному растрескиванию, расходные материалы и зона сварки должны быть сухими.
ПОДГОТОВКА ЗОНЫ СВАРКИ
При сварке оцинкованной стали (или стали, покрытой цинковым покрытием) с нержавеющей сталью необходимо удалить цинк из зоны нагрева, поскольку возможно попадание цинка в сварной шов, что вызовет жидкостное охрупчивание и растрескивание вдоль сварного шва. линия проникновения цинка.Возможно, что дым от цинкового покрытия вызовет проблемы с охраной труда и промышленной безопасностью (OHS). Зоны сварки нержавеющей стали также должны быть чистыми и не содержать смазки или масла, так как загрязняющие вещества вызовут нагар и возможную сенсибилизацию, что приведет к межкристаллитной коррозии.
Кроме того, поскольку содержание никеля в аустенитных сплавах делает сварочную ванну более вязкой, подготовка сварного шва должна быть более открытой (см. , рис. 1 ), а корневой зазор должен быть больше, чтобы обеспечить смачивание. Расходные материалы с добавлением кремния (Si) также способствуют смачиванию кромок. Дополнительным эффектом содержания никеля является то, что проникновение в углеродистую сталь без никеля будет больше, чем в аустенитную нержавеющую сталь (см. , рисунок 2 ).
Расходные материалы с добавлением кремния (Si) также способствуют смачиванию кромок. Дополнительным эффектом содержания никеля является то, что проникновение в углеродистую сталь без никеля будет больше, чем в аустенитную нержавеющую сталь (см. , рисунок 2 ).
РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРКИ (ПРИЛАСОВОЙ МЕТАЛЛ И ГАЗЫ)
Углеродистая сталь не может быть сварена непосредственно с аустенитными нержавеющими сталями, так как затвердевший металл сварного шва образует мартенсит, который имеет низкую пластичность и который при сжатии может треснуть.Существует простой способ выбрать присадочный материал из более высокого сплава, который будет разбавляться, чтобы получить правильную аустенитную микроструктуру с достаточным количеством феррита, чтобы избежать усадочных трещин. См. Таблицу 4.6.1 в AS/NZS 1554.6. Другой способ — использовать диаграмму Шеффлера-ДеЛонга (см. , рис. 3 ) или диаграмму WRC 1992, как описано в Приложении h3 к AS/NZS 1554.6. Стандарт рекомендует использовать углеродистую сталь до 304(L) 309L, а углеродистую сталь до 316(L) использовать 309LMo.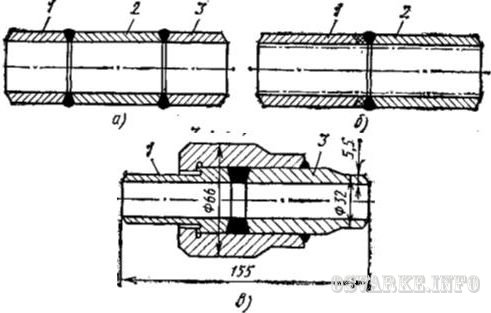
Если используются добавки азота, необходимо соблюдать осторожность, так как это снизит содержание феррита в металле сварного шва, что может вызвать горячее растрескивание.
Защитный газ не должен включать кислород, часто используемый в смесях углеродистой стали. Если требуется активный газ, можно использовать низкие уровни CO 2 .
ТЕПЛОВОЕ РАСШИРЕНИЕ
При сварке углеродистой стали с низким тепловым расширением и аустенитной нержавеющей стали с высоким тепловым расширением возникает некоторая деформация. Коэффициент расширения для низкоуглеродистой стали составляет приблизительно 12 по сравнению с 17 мкм/м/°C для нержавеющей стали в диапазоне температур от 0 до 300°C. Существует также разница между хорошей теплопроводностью углеродистой стали и плохой теплопроводностью нержавеющей стали (от 49 до 15 Вт/м°К при 200 °C соответственно), что означает, что нержавеющая сталь будет охлаждаться (и сжиматься) медленнее, чем углеродистая сталь, особенно если свариваемые участки имеют большую толщину.
Чтобы контролировать деформацию, необходимо свести к минимуму подвод тепла и выполнить прихватку перед выполнением полного сварного шва. Один трюк состоит в том, чтобы прикрепить концы, центр, 1/4 точки и, возможно, 1/8 точки в этом порядке. Рекомендации по подводимой теплоте и межпроходной температуре для сварки нержавеющей стали приведены в разделе 5.10 AS/NZS 1554.6.
ПОСЛЕСВАРОЧНАЯ ОЧИСТКА
После сварки очистите зону сварки от шлака и термической окраски, чтобы проверить целостность сварного шва, а также дать возможность покрасить металл.Если возможно, очистите зону сварки абразивом, не содержащим железа, но если это невозможно, отшлифуйте вдоль линии сварки, чтобы избежать попадания загрязнений из углеродистой стали на нержавеющую сталь. ASTM A380 содержит рекомендации по пассивации смешанных сварных швов из мягкой и нержавеющей стали. Составы включают надуксусную кислоту и ЭДТА (этилендиаминтетрауксусную кислоту), но наиболее распространенным методом является только механическая очистка.
ЗАЩИТА ОТ КОРРОЗИИ
Предполагается, что углеродистая сталь будет окрашена для защиты от коррозии.Если для окраски углеродистой стали используется барьерное или изоляционное покрытие, нанесите краску на нержавеющую сталь на расстояние до 50 мм (в зависимости от коррозионной активности окружающей среды), чтобы покрыть нержавеющую сталь, подвергшуюся термическому воздействию. На рис. 4 показан сварной шов углеродистой и нержавеющей стали с неподходящим покрытием. Обычно при сварке нержавеющей стали сварное изделие должно быть протравлено кислотой и пассивировано с использованием смеси плавиковой и азотной кислот, но это явно невозможно для изготовления соединения углеродистой стали с нержавеющей сталью из-за коррозионного воздействия на углеродистую сталь.Если зона сварки должна подвергаться воздействию коррозионных условий, и предполагается использовать богатое цинком окончательное покрытие на углеродистой стали, необходимо нанести полосовое покрытие подходящей барьерной краской вдоль края цинкового покрытия, чтобы избежать возможного гальванического растворения. цинкового покрытия, прилегающего к нержавеющей стали.
цинкового покрытия, прилегающего к нержавеющей стали.
ОЧИСТКА НЕРЖАВЕЮЩЕЙ СРЕДЫ
Независимо от любого сварного шва с углеродистой сталью, нержавеющая сталь вдали от зоны сварки должна быть защищена от загрязнения во время изготовления.Сюда входят брызги сварки, остатки шлифовальной стали из углеродистой стали и размазывание углеродистой стали по нержавеющей стали, вызванное скользящим контактом между углеродистой и нержавеющей сталью. Если загрязнение произошло, то его необходимо удалить либо механическим путем с последующим применением азотнокислотной пассивирующей пасты, либо с применением протравливающей и пассивирующей пасты. Пассивная паста не повлияет на чистоту поверхности нержавеющей стали, в то время как паста для травления и пассивации протравит нержавеющую сталь. Все кислоты должны быть нейтрализованы и утилизированы в соответствии с местным законодательством.Поверхности также должны быть тщательно промыты после кислотных процессов.
ДОПОЛНИТЕЛЬНОЕ ЧТЕНИЕ
- Публикация Института никеля № 14018, Руководство по сварке разнородных металлов.
- Публикация Института никеля № 11007, Руководство по сварке никельсодержащих нержавеющих сталей для коррозионно-стойких служб .
- Международная молибденовая ассоциация (IMOA)/Институт никеля, Практические рекомендации по изготовлению дуплексных нержавеющих сталей (3-е издание).
- Международный форум по нержавеющей стали (ISSF), Решение Ferritic Solution (стр. 36) в основном касается сварки ферритных нержавеющих сталей.
- AS/NZS 1554.6:2012 Сварка конструкционной стали. Часть 6. Сварка нержавеющих сталей для конструкционных целей.
- Хербст, Ноэль Ф., Сварка разнородных металлов © Peritech Pty Ltd 2002 (доступно для загрузки здесь).
ВАЖНАЯ ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ. Технические рекомендации, содержащиеся в этой статье, обязательно носят общий характер, и на них не следует полагаться для конкретных приложений без предварительного получения компетентного совета. Несмотря на то, что ASSDA предприняла все разумные шаги для обеспечения точности и актуальности информации, содержащейся в настоящем документе, ASSDA не гарантирует точность или полноту информации и не несет ответственности за ошибки или упущения.
Несмотря на то, что ASSDA предприняла все разумные шаги для обеспечения точности и актуальности информации, содержащейся в настоящем документе, ASSDA не гарантирует точность или полноту информации и не несет ответственности за ошибки или упущения.
Сварка разнородных металлов – обзор
Введение
В последние годы облегчение транспортных средств, таких как автомобили, поезда, самолеты, крайне желательно с точки зрения экономии энергии и предотвращения загрязнения окружающей среды.В то время как обычная углеродистая сталь, такая как S45C, широко используется для конструкционных компонентов в этих транспортных средствах, сочетание материалов между алюминиевыми сплавами, такими как ADC12, и обычными мягкими сталями может дать возможность для снижения веса. Однако обычная сварка плавлением не может применяться для сварки разнородных металлических материалов, поскольку при сварке плавлением на границе раздела легко образуется толстый слой хрупкого интерметаллического соединения. С другой стороны, сварка трением с перемешиванием (FSW) имеет более высокий потенциал при сварке разнородных металлов, поскольку это сварка не плавлением, что указывает на то, что образование IMC может быть значительно ограничено.
С другой стороны, сварка трением с перемешиванием (FSW) имеет более высокий потенциал при сварке разнородных металлов, поскольку это сварка не плавлением, что указывает на то, что образование IMC может быть значительно ограничено.
С 2001 года мы занимаемся исследованием сварки разнородных металлов методом СТП, в основном с точки зрения оптимизации величины смещения между вращающимся инструментом и границей раздела материалов. Подробные результаты, полученные в ходе нашего исследования, были описаны в наших предыдущих статьях 1-5) . Существенные моменты в этих выводах даны следующей концепцией сварки, а именно: 1) термомеханически твердый материал должен располагаться на наступающей стороне, а мягкий материал на отступающей стороне, 2) оптимальное значение смещения между вращающимся инструментом и интерфейс материалов может быть задан количественно как небольшое число, 3) только вращение инструмента по часовой стрелке может обеспечить здоровую сварку, в то время как сварка против часовой стрелки никогда не достигнет сварки при сварке разнородных металлических материалов.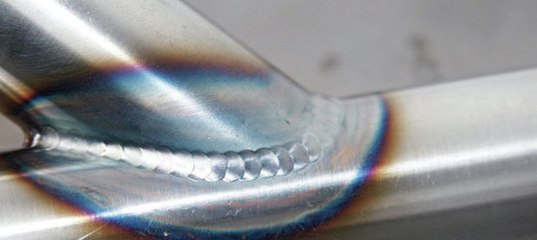 Основываясь на этих концепциях сварки, до сегодняшнего дня была реализована безопасная сварка между многими видами комбинаций разнородных металлов, таких как сплавы стали/алюминия, сплавы стали/меди и сплавы нержавеющей стали/алюминия. В частности, в некоторых комбинациях материалов была достигнута 100% эффективность соединения.
Основываясь на этих концепциях сварки, до сегодняшнего дня была реализована безопасная сварка между многими видами комбинаций разнородных металлов, таких как сплавы стали/алюминия, сплавы стали/меди и сплавы нержавеющей стали/алюминия. В частности, в некоторых комбинациях материалов была достигнута 100% эффективность соединения.
Однако общепринятая концепция может быть обычно применена к сварке с одномерной прямолинейной границей раздела. Поскольку нормальная форма фактических структурных компонентов не всегда представляет собой простую прямую линию, а представляет собой сложную круглую форму, нам необходимо исследовать оптимальные условия сварки в двумерной круглой межфазной линии сварки между разнородными материалами.Кроме того, нам необходимо знать фактическую ситуацию сварки, особенно в зоне перекрытия в кольцевой линии сварки, где инструмент проходит два раза как на начальной стадии, так и на конечной стадии.
Целью данного исследования является определение оптимальных условий сварки разнородных материалов с круговой границей раздела. В исследовании также было точно исследовано влияние как исходных материалов из алюминиевого сплава, так и конструкции инструмента на сварку.
В исследовании также было точно исследовано влияние как исходных материалов из алюминиевого сплава, так и конструкции инструмента на сварку.
IRJET-Запрошенная вами страница не найдена на нашем сайте , январь 2022 г. Выполняется публикация…
Browse Papers
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET приглашает к публикации том 9, выпуск 1 (январь 2022 г.) из различных инженерных и технологических дисциплин, а также научных дисциплин…
Browse Papers
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET приглашает к публикации том 9, выпуск 1 (январь 2022 г.) из различных инженерных и технологических дисциплин, а также научных дисциплин…
Browse Papers
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET приглашает к публикации том 9, выпуск 1 (январь 2022 г. ) из различных инженерных и технологических дисциплин, а также научных дисциплин…
) из различных инженерных и технологических дисциплин, а также научных дисциплин…
Browse Papers
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET приглашает к публикации том 9, выпуск 1 (январь 2022 г.) из различных инженерных и технологических дисциплин, а также научных дисциплин…
Browse Papers
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET приглашает к публикации том 9, выпуск 1 (январь 2022 г.) из различных инженерных и технологических дисциплин, а также научных дисциплин…
Browse Papers
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET приглашает к публикации том 9, выпуск 1 (январь 2022 г.) из различных инженерных и технологических дисциплин, а также научных дисциплин…
Browse Papers
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.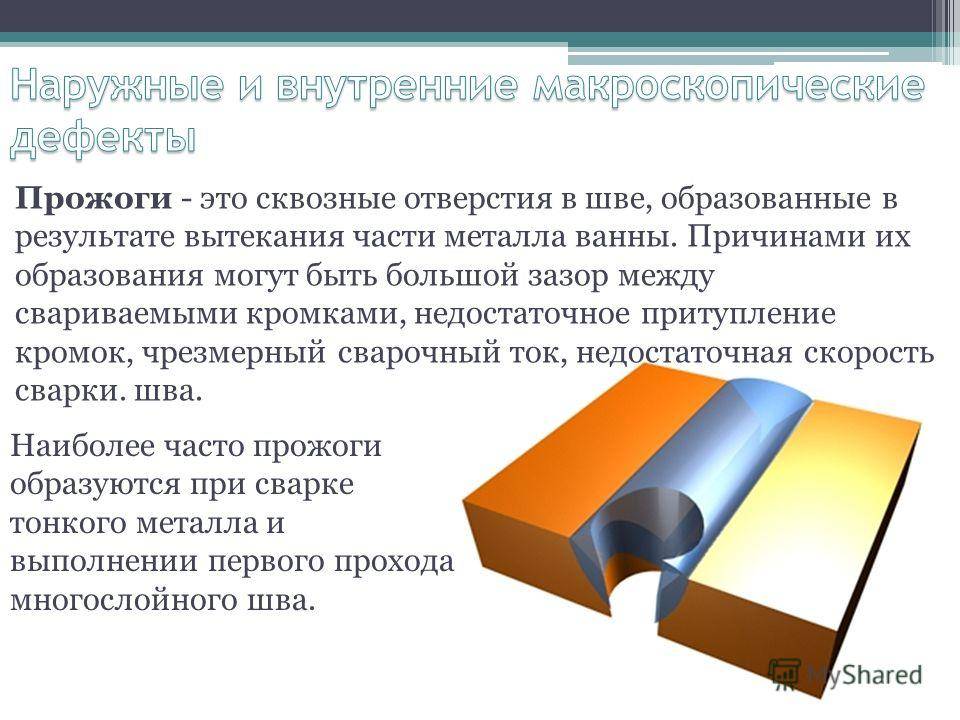
Подтвердить здесь
IRJET приглашает к публикации том 9, выпуск 1 (январь 2022 г.) из различных инженерных и технологических дисциплин, а также научных дисциплин…
Browse Papers
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
8 Проблемы при сварке разнородных материалов
Под разнородными металлами понимаются металлы с различными элементами (например, алюминий, медь и т. д.) или некоторые сплавы, образованные из одних и тех же основных металлов (например, углеродистая сталь, нержавеющая сталь и т. д.).) со значительными различиями в металлургических свойствах, таких как физические и химические свойства.
Их можно использовать в качестве основного металла, присадочного металла или металла сварного шва.
Сварка разнородных материалов относится к процессу сварки двух или более различных материалов (различный химический состав, металлографическая структура и характеристики) при определенных условиях процесса.
При сварке разнородных металлов наиболее распространенной является сварка разнородных сталей, за которой следуют сварка разнородных цветных металлов и сварка стали и цветных металлов.
Из формы соединения можно выделить три основных случая, а именно соединение двух разных основных металлов, соединение одного и того же основного металла, но разных присадочных металлов (например, соединение среднеуглеродистой закаленной и отпущенной стали, сваренное аустенитными сварочными материалами ), и соединение композитной металлической пластины.
Сварка разнородных материалов заключается в сварке двух разных металлов вместе, в результате чего из основного металла образуется переходный слой с разными свойствами и микроструктурой.
Из-за значительных различий в свойствах элементов, физических свойствах и химических свойствах разнородных металлов сварка разнородных металлов значительно сложнее, чем сварка одинаковых материалов по механизму сварки и технологии работы.
Основные проблемы при сварке разнородных материалов следующие:
1. Чем больше разница температур плавления разных материалов, тем сложнее их сваривать.
Это связано с тем, что когда материал с низкой температурой плавления достигает состояния плавления, материал с высокой температурой плавления все еще находится в твердом состоянии.
В это время расплавленный материал легко проникает в границу зерен зоны перегрева, что приведет к потере материалов с низкой температурой плавления, выгоранию или испарению легирующих элементов и затруднит сварку сварного соединения.
Например, при сварке железа и свинца (точка плавления сильно различается) не только два материала не могут растворяться друг в друге в твердом состоянии, но и не могут растворяться друг в друге в жидком состоянии.Жидкий металл распределяется слоями и кристаллизуется отдельно после охлаждения.
2. Чем больше разница коэффициентов линейного расширения между различными материалами, тем сложнее их сваривать.
Чем больше коэффициент линейного расширения, тем больше скорость теплового расширения, тем больше усадка при охлаждении, и при кристаллизации расплавленной ванны возникает большое напряжение сварки.
Этот вид сварочного напряжения нелегко устранить, что приводит к большой деформации при сварке.
Из-за различного напряженного состояния материалов с обеих сторон сварного шва легко вызвать трещины в сварном шве и зоне термического влияния и даже привести к отслаиванию металла шва и основного металла.
3. Чем больше разница между теплопроводностью и удельной теплоемкостью разных материалов, тем сложнее сварка.
Теплопроводность и удельная теплоемкость материала ухудшают состояние кристаллизации металла сварного шва, серьезно укрупняют зерно и влияют на смачиваемость тугоплавкого металла.
Поэтому для сварки следует выбирать сильный источник тепла, а положение источника тепла должно быть наклонено в сторону основного металла с хорошей теплопроводностью.
4. Чем больше разница в электромагнитных свойствах разных материалов, тем сложнее их сваривать.
Поскольку чем больше электромагнитная разница материалов, тем нестабильнее сварочная дуга, тем хуже сварной шов.
5.Чем больше интерметаллических соединений образуется между разнородными материалами, тем сложнее их сваривать.
Из-за хрупкости интерметаллических соединений в сварном шве легко могут появиться трещины или даже разрывы.
6. В процессе сварки разнородных материалов из-за изменения металлографической структуры или новообразования структуры в зоне сварки ухудшаются характеристики сварного соединения, что вносит большие трудности в сварку.
Механические свойства зоны сплавления и зоны термического влияния соединения плохие, особенно явно снижается пластическая вязкость.
Из-за снижения ударной вязкости соединения и наличия напряжения при сварке сварное соединение из разнородного материала склонно к растрескиванию, особенно в зоне термического влияния сварки.
7. Чем сильнее окисляемость разнородных материалов, тем сложнее их сваривать. Если медь и алюминий свариваются сваркой плавлением, в ванне расплава легко образуются оксиды меди и алюминия.
Во время кристаллизации при охлаждении оксид, присутствующий на границе зерен, может уменьшить силу межкристаллитного сцепления.
8. При сварке разнородных материалов трудно обеспечить соответствие сварного шва и двух основных металлов требованию одинаковой прочности.
Это связано с тем, что металлические элементы с низкой температурой плавления легко сгорают и испаряются во время сварки, вследствие чего изменяется химический состав сварного шва и снижаются механические свойства, особенно при сварке разнородных цветных металлов.
Сварка разнородных металлов
Сварка разнородных металлов с присадочными металлами на медной основе
Wisconsin Wire Works Wisconsin Wire Works Inc.
 является интегрированным американским производителем сварочной проволоки из меди и медных сплавов. Мы производим собственную проволоку, чтобы гарантировать, что она соответствует ожиданиям сварщиков от качества «сделано в США». Мы настаиваем на том, чтобы все наши продукты соответствовали применимым стандартам и спецификациям по составу, чистоте и свойствам.
является интегрированным американским производителем сварочной проволоки из меди и медных сплавов. Мы производим собственную проволоку, чтобы гарантировать, что она соответствует ожиданиям сварщиков от качества «сделано в США». Мы настаиваем на том, чтобы все наши продукты соответствовали применимым стандартам и спецификациям по составу, чистоте и свойствам.| Продукция Wisconsin Wire Works | |
| ПРОДУКТЫ ДЛЯ СВАРКИ РАЗНЫХ МЕТАЛЛОВ | ПРИМЕНИМАЯ СПЕЦИФИКАЦИЯ |
| WWW SIL-WELD | AWS A5.7/ER CuSi-A |
| WWW-A2 БРОНЗОВАЯ СВАРКА | AWS A5.7/ER CuAl-A2 |
| WWW COPP-WELD | AWS A5.7/ER Cu |
| WWW PHOS-C-WELD | UNS C52100 (CDA 521) |
| Другие продукты WWW | |
| WWW-A1 БРОНЗОВАЯ СВАРКА | AWS A5.7/ER CuAl-A1 |
| WWW-A3 БРОНЗОВАЯ СВАРКА | AWS A5. 7/ER CuAl-A3 7/ER CuAl-A3 |
| WWW NI-AL БРОНЗА | AWS A5.7/ER CUNIAL |
| WWW MN-NI-AL БРОНЗА | AWS A5.7/ER КУМНИАЛ |
| WWW НИЗКОДЫМЯЩАЯ БРОНЗА-C | AWS A5.27 и A5.8/RBCuZn-C |
Отказ от ответственности
Рекомендации, сделанные в этой публикации, основаны на опыте Wisconsin Wire Works Inc. В некоторых случаях эти рекомендации согласуются с рекомендуемыми практиками, опубликованными в технической литературе, а в других они выходят за рамки этих практик.Ни в коем случае рекомендации, сделанные в этой публикации, не должны толковаться как стандарты или спецификации, а также не должны использоваться вместо опубликованных стандартов, спецификаций и практик для использования в работе, выполняемой в соответствии с принятыми нормами, стандартами или спецификациями или другими требованиями, как указано. в инженерных чертежах. Вопросы применимости должны быть решены путем тщательного испытания перед вводом сварных изделий в эксплуатацию.
 Wisconsin Wire Works Inc. не несет ответственности за ущерб или травмы, возникшие в результате применения рекомендаций, приведенных в данной публикации.
Wisconsin Wire Works Inc. не несет ответственности за ущерб или травмы, возникшие в результате применения рекомендаций, приведенных в данной публикации.Дуговая сварка разнородных металлов с медными сплавами WWW
Сварка разнородных металлов может быть сложной, учитывая все связанные с этим переменные. В идеале сварка разнородных металлов должна выполняться только при тщательном планировании, возможно, даже при сварке пробных образцов. Конечно, всегда требуется особая осторожность, когда сварные компоненты будут подвергаться высоким нагрузкам или давлению в процессе эксплуатации, или когда необходимо учитывать нормы, спецификации, стандарты, технические чертежи и/или другие вопросы безопасности.В таких случаях перед выполнением работ следует проконсультироваться с квалифицированным инженером-сварщиком. С другой стороны, успешные и безопасные сварные соединения разнородных металлов часто могут быть выполнены, если до и во время сварки приняты разумные меры предосторожности. И одна вещь, которая может облегчить работу, — это использование высококачественных сварочных материалов от Wisconsin Wire Works Inc.
И одна вещь, которая может облегчить работу, — это использование высококачественных сварочных материалов от Wisconsin Wire Works Inc.
Два сплава, которые хорошо подходят для сварки разнородных металлов, — это WWW-A2 BRONZE WELD алюминиевая бронза (AWS A5.7/ER CuAl-A2) и кремниевой бронзы WWW SIL-WELD (AWS A5.7/ER CuSi-A). WWW PHOS-C-WELD и WWW COPP-WELD также можно использовать для определенных комбинаций разнородных металлов, но они не так универсальны, как сплавы кремниевой или алюминиевой бронзы.
WWW-A2 БРОНЗОВАЯ СВАРКА является более прочным из четырех сплавов. Он имеет немного более высокую теплопроводность и немного более низкий коэффициент теплового расширения, чем WWW SIL-WELD. Все медные сплавы обладают хорошей коррозионной стойкостью.
Возможны многочисленные комбинации
WWW SIL-WELD и WWW-A2 BRONZE WELD могут использоваться для сварки черных и цветных металлов и сплавов между собой и в различных сочетаниях. Ниже приведен неполный список, основанный на опыте Wisconsin Wire Works, пар разнородных металлов, которые можно успешно сваривать с использованием универсальных расходных материалов WWW SIL-WELD и WWW-A2 BRONZE WELD в качестве присадочного металла. Другие комбинации, не указанные здесь, также могут быть сварены.Для получения дополнительной информации обратитесь в техническую службу Wisconsin Wire Works.
Ниже приведен неполный список, основанный на опыте Wisconsin Wire Works, пар разнородных металлов, которые можно успешно сваривать с использованием универсальных расходных материалов WWW SIL-WELD и WWW-A2 BRONZE WELD в качестве присадочного металла. Другие комбинации, не указанные здесь, также могут быть сварены.Для получения дополнительной информации обратитесь в техническую службу Wisconsin Wire Works.| Мягкая сталь — оцинкованная сталь | из нержавеющей стали — меди | |
| мягкая сталь — нержавеющая сталь | из нержавеющей стали — медь-никель | |
| мягкая сталь — чугун | из нержавеющей стали — кремниевая бронза | |
| Мягкая сталь — медь | нержавеющая сталь — алюминиевый бронза | |
| Мягкая сталь — медь-никель | из нержавеющей стали — латунь | |
| мягкая сталь — кремния бронза | чугун — медь | |
| мягкая сталь — Алюминий бронза | чугун — медь-никель | |
| мягкая сталь — латунь | чугун — силиконовый бронза | |
| оцинкованная сталь — нержавеющая сталь | чугун — алюминиевый бронза | |
| оцинкованная сталь — медь | Чугун – латунь | |
| Оцинкованная сталь – чугун | Медь — Медно-никель | |
| оцинкованная сталь — медь-никель | медь — кремниевая бронза | |
| оцинкованная сталь — кремниевая бронза | медь — алюминиевая бронза | |
| оцинкованная сталь — латунь | медь — латунь | |
| оцинкованная сталь — алюминиевая бронза | медно-никель — кремниевый бронза | |
| кремниевая бронза — алюминиевый бронза | медно-никель — алюминиевый бронза | |
| Silicon Bronze — латунь | медь никель — латунь |
На что обратить внимание
Важно помнить, что здесь речь идет о сварке, а не о пайке. При пайке температура ниже, и основные металлы фактически не плавятся. При сварке разнородных металлов основные металлы плавятся и частично растворяются в присадочном металле и друг в друге, создавая металлургическую связь. Эта связь делает соединение более прочным (на самом деле соединение должно быть прочнее, чем основные металлы). Но смешивание разных металлов также может привести к проблемам.
При пайке температура ниже, и основные металлы фактически не плавятся. При сварке разнородных металлов основные металлы плавятся и частично растворяются в присадочном металле и друг в друге, создавая металлургическую связь. Эта связь делает соединение более прочным (на самом деле соединение должно быть прочнее, чем основные металлы). Но смешивание разных металлов также может привести к проблемам. Например, растрескивание может произойти, когда комбинация основного и присадочного металлов приводит к образованию слабого или хрупкого сплава в зоне сплавления.Иногда это происходит из-за того, что основные или присадочные металлы разбавляются или обогащаются определенным элементом; в других случаях это происходит потому, что реакции в расплаве приводят к образованию хрупких структур. Один из способов избежать подобных проблем — наносить относительно легкие проходы до тех пор, пока основной металл не будет полностью покрыт. Это уменьшает степень разбавления и смешивания компонентов сплава. Чтобы избежать любой возможности возникновения этих проблем, требуется тщательный металлургический анализ.Принимая во внимание большое разнообразие возможных комбинаций основного и присадочного металлов, мы не смогли адекватно осветить эту тему в этой брошюре.
Чтобы избежать любой возможности возникновения этих проблем, требуется тщательный металлургический анализ.Принимая во внимание большое разнообразие возможных комбинаций основного и присадочного металлов, мы не смогли адекватно осветить эту тему в этой брошюре.
С практической точки зрения растрескивание чаще всего происходит, когда основной и присадочный металлы (или оба основных металла) сильно различаются:
• Температуры плавления,
• Теплопроводность или
• Коэффициенты теплового расширения.
Вероятность возникновения проблем возрастает, если одновременно присутствует более одного из этих условий.
Таблица 1
Свойства www наполнителя металлов для сварки разнородных металлов
сплав 3| точка плавления | или диапазон3 Теплопроводность при | 68 ° F (293K) 68 ° F (293K)3 Коэффициент термического | расширение 68-572 ° F (20-572 ° F 300°C) ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ, AS | НАСАДКА (НОМИНАЛЬНАЯ) |
| WWW-A2 БРОНЗОВАЯ СВАРКА (AWS A5.  7 ER CuAl-A2) 7 ER CuAl-A2) | 1904-1913°F (1040-1045°C) | 37 БТЕ/фут 2 /ч/°F (64 Вт/м·°K) | 9 мин/дюйм/°F (13.6 мм/м/°C) | 60 тысяч фунтов на кв. дюйм (380 МПа) |
| WWW SIL-WELD (AWS A5.7 ER CuSi) | 1866°F (1019°C) | 20 БТЕ/фут 2 /ч/°F (35 Вт/м·°K) | 10 мин/дюйм/°F (18 мм/м/°C) | 50 тыс. фунтов на кв. дюйм (345 МПа) |
| WWW PHOS-C-WELD(a) | 1920°F (1049°C) | 20 БТЕ/фут 2 /ч/°F (35 Вт/м·°K) | 10 мин/дюйм/°F (18 мм/м/°C) | 38 тысяч фунтов на квадратный дюйм (134 МПа) |
| WWW COPP-WELD(a) | 1981°F (1019°C) | 196 БТЕ/фут 2 /ч/°F (339 Вт/м·°K) | 9.4 мин/дюйм/°F (17 мм/м/°C) | 25 тысяч фунтов на кв. дюйм (172 МПа) |
а) эти сплавы можно использовать для некоторых комбинаций разнородных металлов; однако они считаются менее универсальными в этом отношении, чем WWW-A2 BRONZE WELD или WWW SIL-WELD.

Таблица 2
Свойства сплавов. 300°C)
НАСАДКА
(НОМИНАЛЬНАЯ)
(1495-1525°C)
(12,6 Вт/м·°K)
(13,0 мм/м/°C)
(240 МПа)
Сталь
(1400-1450°C)
(9,4 Вт/м·°K)
(17,2 мм/м/°C)
(480 МПа)
(1295°C)
(46 Вт/м·°K)
(13 мм/м/°C)
(172 МПа)
(1019°C)
(339 Вт/м·°K)
(17 мм/м/°C)
 дюйм
дюйм (172 МПа)
(1145°C)
(45 Вт/м·°K)
(16,7 мм/м/°C)
(324 МПа)
(1019°C)
(35 Вт/м·°K)
(18 мм/м/°C)
(345 МПа)
(1040-1045°C)
(64 Вт/м·°K)
(13.6 мм/м/°C)
(380 МПа)
(904°C)
(71 Вт/м·°K)
(21 мм/м/°C)
(372 МПа)
Предлагаемые решения проблем
Хорошая новость заключается в том, что есть способы преодолеть все три потенциальных источника проблем. Полезно иметь некоторую информацию о свойствах присадочных металлов и металлов, которые часто встречаются в комбинациях разнородных металлов.Свойства присадочных металлов WWW, используемых при сварке разнородных металлов, перечислены в таблице 1. Свойства некоторых сплавов, которые обычно встречаются в комбинациях разнородных металлов, перечислены в таблице 2.
Полезно иметь некоторую информацию о свойствах присадочных металлов и металлов, которые часто встречаются в комбинациях разнородных металлов.Свойства присадочных металлов WWW, используемых при сварке разнородных металлов, перечислены в таблице 1. Свойства некоторых сплавов, которые обычно встречаются в комбинациях разнородных металлов, перечислены в таблице 2. Температура плавления. Легко понять, как могут возникнуть проблемы, когда два основных металла имеют очень разные температуры плавления. Под действием тепла сварочной дуги сначала плавится один металл, вызывая неравномерный поток тепла и неравномерное растворение в сварочной ванне. Когда сварной шов затвердевает, основной металл с более высокой температурой плавления уже является твердым в то время, когда металл с более низкой температурой плавления все еще, по крайней мере, частично жидкий или в кашицеобразном состоянии, или, по крайней мере, очень слабый.В результате легкоплавкий металл склонен к растрескиванию в зоне сварки или в близлежащей ЗТВ.
Для предотвращения этого типа растрескивания можно использовать присадочный металл с температурой плавления, лежащей между точками плавления основных металлов. В некоторых случаях может быть полезно нанести присадочный металл на основной металл с более низкой температурой плавления перед укладкой остальных проходов. Это позволяет смазанному маслом слою (может потребоваться один или несколько проходов) действовать как тепловая подушка для защиты основного металла с более низкой температурой плавления.Намазывание маслом также уменьшает разбавление.
Например, предположим, что двумя основными металлами являются нержавеющая сталь типа 304 и желтая латунь. Сталь плавится при температуре около 2550-2650°F (1400-1450°C), а латунь плавится при температуре от 1660 до 1710°F (904-932°C). Поскольку латунь имеет значительно более низкую температуру плавления, чем нержавеющая сталь, возможно растрескивание. Как WWW SIL-WELD (1866°F/(1019°C), так и WWW-A2 BRONZE WELD (1904-1913°F/1040-1045°C) имеют точки плавления или диапазоны, которые находятся примерно посередине между из нержавейки и латуни. Любой присадочный металл был бы хорошим выбором, чтобы избежать проблем из-за разницы в температурах плавления двух основных металлов. Алюминиевая бронза несколько прочнее кремниевой бронзы, но кремниевая бронза считается лучшим выбором, поскольку она лучше совместима с латунью.
Любой присадочный металл был бы хорошим выбором, чтобы избежать проблем из-за разницы в температурах плавления двух основных металлов. Алюминиевая бронза несколько прочнее кремниевой бронзы, но кремниевая бронза считается лучшим выбором, поскольку она лучше совместима с латунью.
Теплопроводность. Различия в теплопроводности между двумя основными металлами приводят к разным скоростям нагрева и охлаждения на двух сторонах сварного соединения во время и после цикла сварки.Металл с более высокой проводимостью будет стремиться отводить тепло от зоны сварки, и если разница в проводимостях двух основных металлов достаточно велика, неравномерный тепловой поток может помешать полному сплавлению металла с низкой проводимостью. Неравномерный поток тепла также может повлиять на затвердевание металла сварного шва и привести к деформации готовой сборки.
Один из способов справиться с этой ситуацией — предварительно нагреть основной металл с более высокой проводимостью. Предварительный нагрев приводит к тому, что во время сварки к металлу с более низкой проводимостью поступает больше тепла (из-за большей разницы температур), что приводит к более равномерному нагреву сварного узла. Нагрев основного металла с более высокой проводимостью также снижает скорость охлаждения после сварки, что помогает снизить термические напряжения после сварки. Степень предварительного нагрева может быть достигнута путем проб и ошибок, хотя температуры, указанные в таблицах ниже, являются хорошими отправными точками. Более толстые секции требуют большего предварительного нагрева, чем тонкие, потому что во время сварки они имеют большую площадь для отвода тепла от зоны сварки. Следует соблюдать осторожность, чтобы не перегреть металлы до такой степени, что они станут размягченными или металлургически измененными.
Часто простое направление дуги на основной металл с более высокой проводимостью может решить проблемы, вызванные различиями в проводимости основного металла. В случае сварки сталей со сплавами на основе меди обычно медный сплав должен получать большую часть тепла, поскольку проводимость медных сплавов может быть в несколько раз выше, чем у стали. С другой стороны, некоторые медные сплавы, такие как медно-никелевые сплавы, имеют такую же низкую теплопроводность, как и у высоколегированных или нержавеющих сталей. Предварительный нагрев может не понадобиться при соединении таких комбинаций металлов.
Предварительный нагрев может не понадобиться при соединении таких комбинаций металлов.
Коэффициент теплового расширения. При наличии больших различий в тепловом расширении между двумя основными металлами (а также между основным металлом и присадочным металлом) могут возникать высокие напряжения во время и после сварки, а также во время эксплуатации. Напряжения могут быть достаточно высокими, чтобы вызвать растрескивание.
При охлаждении в процессе сварки, при прочих равных условиях, металл с более высоким коэффициентом термического расширения даст большую усадку, чем металл с более низким коэффициентом.Поскольку металлы жестко связаны друг с другом, эта дифференциальная усадка вызывает растягивающие напряжения в одном металле с более высоким коэффициентом теплового расширения и сжимающие напряжения в другом. Опять же, растягивающие напряжения более разрушительны, чем сжимающие, потому что растягивающие напряжения приводят к растрескиванию. Величина термических напряжений определяется геометрией сборки и разницей коэффициентов теплового расширения разнородных металлов. Чем выше разница коэффициентов, тем выше напряжения.Эти термические напряжения легко могут превысить предел прочности на растяжение одного из задействованных металлов (включая присадочный металл) и вызвать растрескивание.
Чем выше разница коэффициентов, тем выше напряжения.Эти термические напряжения легко могут превысить предел прочности на растяжение одного из задействованных металлов (включая присадочный металл) и вызвать растрескивание.
Трещины иногда возникают во время или сразу после сварки. Это называется горячим растрескиванием или горячим разрывом и является результатом нормальной слабости металлов при высоких температурах. Растрескивание может также произойти при комнатной температуре, если напряжения не сняты. Растрескивание этого типа ускоряется, когда металлы во время эксплуатации циклически переходят от низких к высоким температурам.Существует два принятых метода предотвращения растрескивания, вызванного разницей в тепловом расширении. Первый метод заключается в выборе присадочного металла с коэффициентом теплового расширения, промежуточным между коэффициентами теплового расширения двух основных металлов.
Чтобы использовать наш предыдущий пример, коэффициент теплового расширения нержавеющей стали типа 304 составляет 9,6 мин/дюйм/°F (17,2 мм/м/°C), а коэффициент теплового расширения желтой латуни составляет 11,3 мин/дюйм/°F (20,4 мм/м/°С). Разница в этом случае невелика и риск растрескивания по этой причине низок.С другой стороны, если бы нам пришлось сваривать низколегированную сталь с коэффициентом теплового расширения всего 6,6 мин/дюйм/°F (12 мм/м/°C) с марганцевой бронзой с коэффициентом 11,9 мин/ дюйм/°F (21,4 мм/м/°C), можно ожидать появления трещин в бронзе.
Разница в этом случае невелика и риск растрескивания по этой причине низок.С другой стороны, если бы нам пришлось сваривать низколегированную сталь с коэффициентом теплового расширения всего 6,6 мин/дюйм/°F (12 мм/м/°C) с марганцевой бронзой с коэффициентом 11,9 мин/ дюйм/°F (21,4 мм/м/°C), можно ожидать появления трещин в бронзе.
Тенденция к образованию трещин в этом случае ниже, если вы используете WWW-A2 BRONZE WELD в качестве присадочного металла, поскольку его коэффициент теплового расширения (9 мин/дюйм/°F, 13,6 мм/м/°C) промежуточное между двумя основными металлами.
Второе «исправление» заключается в применении предварительного нагрева и, при необходимости, последующего нагрева для снижения уровня термических напряжений во время и после сварки. Такое использование тепла может обеспечить лишь частичное снятие остаточных напряжений, поскольку выбор температуры будет компромиссом между теми, которые необходимы для отжига обоих основных металлов. Важно не перегревать один основной металл, пытаясь полностью отжечь другой.
Методы сварки
GTAW дает очень хорошие результаты при сварке разнородных металлов в плоском положении.Используйте 100% гелий для толстых срезов; подготовьте соединение по мере необходимости для необходимой степени проникновения. Используйте 100% аргон для листов и тонких профилей. Сварка в нерабочем положении затруднена из-за высокой текучести присадочного металла; однако, при необходимости, специалисты по сварке Wisconsin Wire Works могут оказать вам помощь.Следующие таблицы содержат данные, частично взятые из Справочника AWS по сварке, том. 3 и ASM International Metals Handbook, Vol. 6, перечислите рекомендуемые температуры предварительного нагрева и промежуточного прохода для процессов GTAW и GMAW с использованием присадочных металлов на основе меди.В некоторых случаях рекомендации Wisconsin Wire Works в отношении присадочных металлов, основанные на нашем опыте, выходят за рамки рекомендаций, предложенных в других публикациях.
Рекомендуемая температура предварительного нагрева и межпроходная температура для сварки методом TIG сварки разнородных металлов
(Частично данные взяты из Справочника AWS по сварке, том 3, и Международного справочника по металлам ASM, том 6. )
)сталь
или WWW COPP-WELD
или WWW SIL-WELD
1000°F (540°C)
или WWW SIL-WELD
или WWW-A2 BRONZE WELD
400°F (205°C)
300°F (150°C)
или WWW SIL-WELD
150°F (65°C)макс.
или WWW SIL-WELD
150°F (65°C)макс.
углеродистая
сталь
или WWW COPP-WELD
или WWW SIL-WELD
1000°F (540°C)
или WWW SIL-WELD
или WWW-A2 BRONZE WELD
400°F (205°C)
300°F (150°C)
или WWW SIL-WELD
150°F (65°C)макс.

или WWW SIL-WELD
150°F (65°C)макс.
сталь
или WWW COPP-WELD
или WWW SIL-WELD
1000°F (540°C)
или WWW SIL-WELD
или WWW-A2 BRONZE WELD
400°F (205°C)
300°F (150°C)
или WWW SIL-WELD
150°F (65°C)макс.
или WWW SIL-WELD
150°F (65°C)макс.
или WWW COPP-WELD
или WWW SIL-WELD
1000°F (540°C)
или WWW SIL-WELD
или WWW-A2 BRONZE WELD
400°F (205°C)
300°F (150°C)
или WWW SIL-WELD
150°F (65°C)макс.
или WWW SIL-WELD
150°F (65°C)макс.

или WWW COPP-WELD
или WWW SIL-WELD
1000°F (540°C)
или WWW SIL-WELD
или WWW-A2 BRONZE WELD
400°F (205°C)
300°F (150°C)
или WWW SIL-WELD
150°F (65°C)макс.
или WWW SIL-WELD
150°F (65°C)макс.
(a) Показанный выбор присадочного металла основан на свариваемости, за исключением случаев, когда механические свойства обычно более важны.Предварительный нагрев обычно используется только в том случае, если хотя бы один элемент имеет толщину более 3,2 мм (1/8 дюйма) или обладает высокой проводимостью. Обратите внимание, что WWW PHOS-C-WELD прочнее, чем присадочный металл ERCuSn-A с более низким содержанием олова, который иногда рекомендуется в тех случаях, когда фосфорная бронза WWW указана выше.
Температуры предварительного нагрева и межпроходные температуры регулируются в зависимости от размера и формы сварного шва.
Изготовление соединений из разнородных металлов с помощью GMAW также не вызывает затруднений.Для толстых срезов может быть полезно выполнить корневой проход с помощью GTAW, а затем завершить соединение с помощью GMAW, используя 100%-ную защиту аргоном. Если требуется больше тепла, используйте смесь аргона и гелия 75/25.
Рекомендуемая температура предварительного нагрева и межпроходная температура для сварки GMA (MIG) комбинаций разнородных металлов
(Частично данные взяты из Справочника AWS по сварке, том 3, и Международного справочника по металлам ASM, том 6.)| ЭЛЕКТРОДЫ (И ТЕМПЕРАТУРЫ ПРЕДВАРИТЕЛЬНОГО НАГРЕВА И МЕЖПРОХОДА) ДЛЯ СВАРКИ МЕТАЛЛА В КОЛОННЕ 1 К: (B) | |||||||
| Металл , Сварные 6 COPPERS | COPPERS | Low-Zink Brunches | 6 Brunches Bronzes Phosphor | Aluminium Bronzes | Силиконовые бронзы | МЕДНО-НИКЕЛЬ | |
| Низкоуглеродистая сталь | WWW-A2 BRONZE WELD или WWW COPP-WELD или WWW SIL-WELD 1000°F (540°C) | WWW PHOS-C-WELD или WWW SIL-WELD 600°F (315°C) | WWW-A2 БРОНЗОВАЯ СВАРКА 500°F (260°C) | WWW PHOS-C-WELD или WWW SIL-WELD 400°F (400°C) | WWW-A2 БРОНЗОВАЯ СВАРКА 300°F (150°C) | WWW-A2 BRONZE WELD или WWW SIL-WELD 150°F (65°C)макс.  | WWW-A2 BRONZE WELD или WWW SIL-WELD 150°F (65°C)макс. |
| Средний- углеродистая сталь | WWW-A2 BRONZE WELD или WWW COPP-WELD или WWW SIL-WELD 1000°F (540°C) | WWW PHOS-C-WELD или WWW SIL-WELD 600°F (315°C) | WWW-A2 БРОНЗОВАЯ СВАРКА 500°F (260°C) | WWW PHOS-C-WELD или WWW SIL-WELD 400°F (400°C) | WWW-A2 БРОНЗОВАЯ СВАРКА 300°F (150°C) | WWW-A2 BRONZE WELD или WWW SIL-WELD 150°F (65°C)макс. | WWW-A2 BRONZE WELD или WWW SIL-WELD 150°F (65°C)макс. |
| Высокоуглеродистая сталь | WWW-A2 BRONZE WELD или WWW COPP-WELD или WWW SIL-WELD 1000°F (540°C) | WWW PHOS-C-WELD или WWW SIL-WELD 600°F (315°C) | WWW-A2 БРОНЗОВАЯ СВАРКА 500°F (260°C) | WWW PHOS-C-WELD или WWW SIL-WELD 400°F (400°C) | WWW-A2 БРОНЗОВАЯ СВАРКА 300°F (150°C) | WWW-A2 BRONZE WELD или WWW SIL-WELD 150°F (65°C)макс.  | WWW-A2 BRONZE WELD или WWW SIL-WELD 150°F (65°C)макс. |
| Низколегированная сталь | WWW-A2 BRONZE WELD или WWW COPP-WELD или WWW SIL-WELD 1000°F (540°C) | WWW PHOS-C-WELD или WWW SIL-WELD 600°F (315°C) | WWW-A2 БРОНЗОВАЯ СВАРКА 500°F (260°C) | WWW PHOS-C-WELD или WWW SIL-WELD 400°F (400°C) | WWW-A2 БРОНЗОВАЯ СВАРКА 300°F (150°C) | WWW-A2 BRONZE WELD или WWW SIL-WELD 150°F (65°C)макс. | WWW-A2 BRONZE WELD или WWW SIL-WELD 150°F (65°C)макс. |
| Нержавеющая сталь | WWW-A2 BRONZE WELD или WWW COPP-WELD или WWW SIL-WELD 1000°F (540°C) | WWW PHOS-C-WELD или WWW SIL-WELD 600°F (315°C) | WWW-A2 БРОНЗОВАЯ СВАРКА 500°F (260°C) | WWW PHOS-C-WELD или WWW SIL-WELD 400°F (400°C) | WWW-A2 БРОНЗОВАЯ СВАРКА 300°F (150°C) | WWW-A2 BRONZE WELD или WWW SIL-WELD 150°F (65°C)макс.  | ERCUAl-A2 или WWW SIL-WELD 150°F |
(b) Показанный выбор присадочного металла основан на свариваемости, за исключением случаев, когда механические свойства обычно более важны.Предварительный нагрев обычно используется только в том случае, если хотя бы один элемент имеет толщину более 3,2 мм (1/8 дюйма) или обладает высокой проводимостью. Обратите внимание, что WWW PHOS-C-WELD прочнее, чем присадочный металл ERCuSn-A с более низким содержанием олова, который иногда рекомендуется в тех случаях, когда фосфорная бронза WWW указана выше.
Wisconsin Wire Works имеет многолетний опыт сварки разнородных металлов, а наши высококачественные присадочные металлы, произведенные в США, могут сделать сварку разнородных металлов проще, чем вы думаете.Если у вас есть комбинация металлов, которые вы никогда раньше не сваривали, или если вам нужна помощь в решении каких-либо непохожих проблем со сваркой, позвоните по телефону 262-679-8218, факсу 266-679-8219 или напишите нам по адресу info@wisconsinwireworks.
 com. Мы рады помочь.
com. Мы рады помочь. Обзор сварки сталей трением с перемешиванием | Китайский журнал машиностроения
YS Sato, H Kokawa, HT Fujii, et al. Механические свойства и микроструктура разнородных сварных швов трением с перемешиванием 11Cr-ферритной/мартенситной стали с нержавеющей сталью 316. Metallurgical and Materials Transactions A: Metallurgy and Materials Science , 2015, 46(12): 5789–5800.
Google Scholar
M Hajian, A Abdollah-zadeh, S S Rezaei-Nejad, et al. Микроструктура и механические свойства нержавеющей стали AISI 316L, обработанной трением с перемешиванием. Материалы и конструкция , 2015, 67: 82–94.
Google Scholar
В. Мсоми, С. Мабува.Анализ положения материала по отношению к микроструктуре разнородного соединения AA1050/AA6082, обработанного трением с перемешиванием. Достижения в области промышленного и производственного машиностроения , 2020, 1: 100002.
X Xu, X Ren, H Hou, et al. Влияние криогенной и отжиговой обработки на микроструктуру и свойства соединений ТА15, сваренных трением с перемешиванием. Материаловедение и инженерия A , 2021, 804: 140750.
Y Hu, H Liu, D Li. Вклад ультразвука в микроструктуру и механические свойства наклонного зонда, проникающего в сварное соединение трением с перемешиванием. Journal of Materials Science and Technology , 2021, 85 : 205–217.
Google Scholar
В. Карами, Б. М. Дариани, Р. Хашеми. Исследование формообразующих кривых и механических свойств сварных заготовок из нержавеющей стали 316/стали Ст37, изготовленных методом сварки вольфрамовым электродом в среде инертных газов и трением с перемешиванием. CIRP Journal of Manufacturing Science and Technology , 2021, 32: 437–446.
Google Scholar
Р Падманабан, В Балусами, В Р айра Вигнеш. Влияние параметров процесса сварки трением с перемешиванием на предел прочности при растяжении соединений разнородных алюминиевых сплавов АА2024-Т3 и АА7075-Т6. Materialwissenschaft Und Werkstofftechnik , 2020, 51(1): 17–27.
Влияние параметров процесса сварки трением с перемешиванием на предел прочности при растяжении соединений разнородных алюминиевых сплавов АА2024-Т3 и АА7075-Т6. Materialwissenschaft Und Werkstofftechnik , 2020, 51(1): 17–27.
Д. Г. Мохан, С. Гопи. Влияние сварки трением с перемешиванием с индукционным нагревом на месте при растяжении, микротвердости, коррозионной стойкости и микроструктурных свойствах мартенситной стали. Engineering Research Express , 2021, 3(2): 025023.
О Абедини, Э. Ранджбарноде, П. Мараши.Влияние геометрии инструмента и параметров сварки на микроструктуру и статическую прочность листов двухфазной стали DP780, сваренных точечной сваркой трением с перемешиванием. Материалы в технологии , 2017, 51(4): 687–694.
Google Scholar
D Avula, V Devuri, M Cheepu, et al. Прочностные свойства сварных соединений трением с перемешиванием сплава АА 2024-Т6 при различных скоростях сварки. Серия конференций IOP: Материаловедение и инженерия , 2018 г., 330(1).
Серия конференций IOP: Материаловедение и инженерия , 2018 г., 330(1).
Д. Г. Мохан, С. Гопи, А. Сасикумар. Исследование механических и металлургических свойств однопроходных тройников, сваренных трением с перемешиванием из разнородных алюминиевых сплавов. SVOA Материаловедение и технологии , 2021, 3(1): 6–12.
Google Scholar
CR Renjith, Raghupathy R, DG Mohan. Оптимизация параметров процесса сварки трением с перемешиванием внахлестку алюминиевых сплавов АА6061-Т6 и АА7075-Т6 методом Тагучи. IJRTS , 2016, 3(4):2348–1439.
L Selvarajan, R Sasikumar, DG Mohan, et al. Исследования по электрохимической обработке (ЭХО) материала Al7075 с использованием медного электрода для улучшения геометрической устойчивости. Материалы сегодня: Труды , 2019, 27: 2708–2712.
Google Scholar
L Selvarajan, R Rajavel, B Prakash, et al. Исследование электроискровой обработки усовершенствованных проводящих керамических композитов на основе Si 3 N 4 . Материалы сегодня: Труды , 2019, 27: 2174–2178.
Исследование электроискровой обработки усовершенствованных проводящих керамических композитов на основе Si 3 N 4 . Материалы сегодня: Труды , 2019, 27: 2174–2178.
Google Scholar
Д. Г. Мохан, С. Гопи. Обзор тройников, сваренных трением с перемешиванием. IJSTE — Международный журнал науки, технологий и техники , 2016, 2(07): 40–45.
Google Scholar
Д. Г. Мохан, С. Гопи. Индукционная сварка трением с перемешиванием: обзор. Австралийский журнал машиностроения , 2020, 18(1): 119–123.
Google Scholar
Л Цуй, С Чжан, Ю Лю. Недавний прогресс в инструментах для сварки трением с перемешиванием, используемых для сталей. Дж. Железо Сталь Рез. Int ., 2018, 25: 477–486.
Google Scholar
Д. Г. Мохан, С. Гопи, В. Раджасекар. Влияние сварки трением с перемешиванием с индукционным нагревом на коррозионное поведение, механические свойства и микроструктуру нержавеющей стали AISI 410. Индийский журнал инженерии и материаловедения , 2018, 25(3): 203–208.
Г. Мохан, С. Гопи, В. Раджасекар. Влияние сварки трением с перемешиванием с индукционным нагревом на коррозионное поведение, механические свойства и микроструктуру нержавеющей стали AISI 410. Индийский журнал инженерии и материаловедения , 2018, 25(3): 203–208.
Google Scholar
H Fujii, L Cui, K Nakata. Механические свойства соединений углеродистой стали, сваренных трением с перемешиванием — Сварка трением с перемешиванием с преобразованием и без него. Weld World , 2008, 52: 75–81.
Google Scholar
E Reza, M Rabby, K Ross, et al.Твердофазное соединение разнородных материалов толстого сечения с использованием нового процесса соединения ласточкин хвост трением с перемешиванием (FSD). Минералы, металлы и материалы, серия , 2017, 9783319523828: 67–77.
Google Scholar
А. И. Альварес, М. Гарсия, Г. Пена и др. Оценка метода индукционной сварки трением с перемешиванием для супердуплексных нержавеющих сталей. Анализ поверхности и интерфейса , 2014, 46 (10–11): 892–896.
И. Альварес, М. Гарсия, Г. Пена и др. Оценка метода индукционной сварки трением с перемешиванием для супердуплексных нержавеющих сталей. Анализ поверхности и интерфейса , 2014, 46 (10–11): 892–896.
Google Scholar
А Сасикумар, С Гопи, Д Г Мохан. Влияние скорости сварки на механические свойства и показатели коррозионной стойкости сварных соединений AA6082 и AA5052, сваренных трением с перемешиванием. Матер. Рез. Express , 2021, 8(6): 066531.
А. Сасикумар, С. Гопи, Д. Г. Мохан. Влияние магниевых и хромовых наполнителей на микроструктуру и предел прочности при сварке трением с перемешиванием разнородных алюминиевых сплавов. Materials Research Express , 2019, 6(8).
Н. А. Мухаммад, К. Ву, Г. К. Падхи. Обзор: Прогресс и тенденции в ультразвуковой вибрационной сварке трением с перемешиванием. Журнал Харбинского технологического института (новая серия) , 2018, 25(3): 16–42.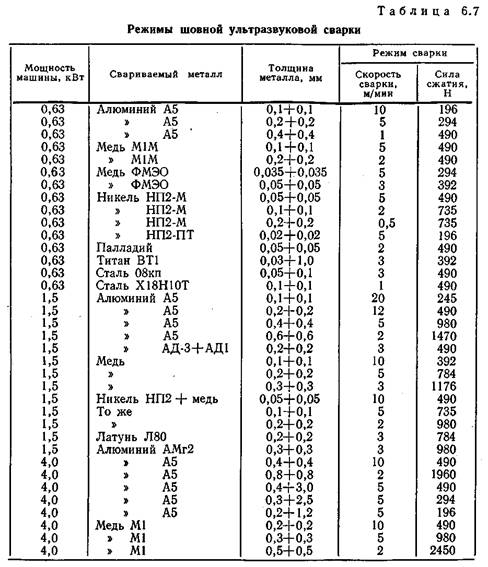
Google Scholar
P Xue, X Zhang, L Wu, et al. Прогресс исследований в области сварки трением с перемешиванием и обработки. Acta Metallurgica Sinica , 2016, 52(10): 1222–1238.
Google Scholar
Y Zhang, Y S Sato, H Kokawa, et al. Микроструктура зоны перемешивания из титана технической чистоты, сваренная трением с перемешиванием с использованием инструмента PCBN. Матер. науч. Eng . -Лозанна-A , 2008, 488(1–2): 25–30.
Google Scholar
Б Мортазави, Г Куниберти. Механические свойства поликристаллических нанолистов нитрида бора. RSC Advances , 2014, 4(37): 19137–19143.
Google Scholar
М. А. Сиддики, С. Джафри, П. Бхарти и др. Сварка трением с перемешиванием как процесс соединения на модифицированном обычном фрезерном станке: обзор. Международный журнал инновационных исследований и разработок , 2014, 3(7): 149–153.
Международный журнал инновационных исследований и разработок , 2014, 3(7): 149–153.
Google Scholar
GK Padhy, CS Wu, S Gao. Сварка трением с перемешиванием с вспомогательной энергией – обзор состояния. Наука и техника сварки и соединения , 2015, 20(8): 631–649.
Google Scholar
М Имам, Р Уэджи, Х Фуджи. Влияние оперативного быстрого охлаждения на микроструктуру и механические свойства среднеуглеродистой стали, сваренной трением с перемешиванием. Журнал технологии обработки материалов , 2016, 230: 62–71.
Google Scholar
YM Hwang, CH Lin.Сварка трением с перемешиванием листов разнородных металлов. Steel Research International , 2010, 81(9): 1076–1079.
Google Scholar
А Мишра. Обзор влияния криогенной обработки на механические свойства сварных соединений трением с перемешиванием. Журнал перспективных исследований в области машиностроения и технологий , 2019, 5 (3–4): 24–27.
Журнал перспективных исследований в области машиностроения и технологий , 2019, 5 (3–4): 24–27.
Google Scholar
K K Jangra, N Sharma, R Khanna, et al.Экспериментальное исследование и оптимизация процесса сварки трением с перемешиванием для AA6082 T6 (криогенно обработанного и необработанного) с использованием комплексного подхода Тагучи, реляционного анализа Грея и энтропийного метода. Труды Института инженеров-механиков, часть L: Журнал материалов: дизайн и применение , 2016, 230(2): 454–469.
Google Scholar
P Baillie, SW Campbell, AM Galloway, et al.Сварка трением с перемешиванием углеродистой стали толщиной 6 мм под водой и на воздухе. Наука и техника сварки и соединения , 2015, 20(7): 585–593.
Google Scholar
A Banik, JD Barma, R Singh, et al. Исследование влияния разного шага вращения на инструмент различной конструкции: сварка трением с перемешиванием AA 6061-T6. В: К. Шанкер, Р. Шанкар, Р. Синдхвани, ред. Достижения в области промышленного и производственного машиностроения. Конспект лекций по машиностроению , Спрингер, Сингапур, 2019 г.
В: К. Шанкер, Р. Шанкар, Р. Синдхвани, ред. Достижения в области промышленного и производственного машиностроения. Конспект лекций по машиностроению , Спрингер, Сингапур, 2019 г.
Л. Н. Брюэр, М. С. Беннетт, Б. В. Бейкер и др. Характеристика остаточного напряжения в зависимости от параметров сварки трением с перемешиванием в стали MA956, упрочненной оксидной дисперсией (ODS). Материаловедение и инженерия: A , 2015, 647: 313–321.
Google Scholar
Х. Доусон, М. Серрано, С. Кейтер и др. Распределение остаточного напряжения в стали ODS, сваренной трением с перемешиванием, измеренное методом нейтронной дифракции. Журнал технологии обработки материалов , 2017, 246: 305–312.
Google Scholar
H Dawson, M Serrano, R Hernandez, et al. Механические свойства и поведение при разрушении сварных швов трением с перемешиванием из стали ODS при переменных температурах. Материаловедение и инженерия: A , 2017, 693: 84–92
Материаловедение и инженерия: A , 2017, 693: 84–92
Google Scholar
А.К. Лакшминараянан, В. Баласубраманян.Характеристики соединений ферритной нержавеющей стали AISI 409M, сваренных лазерным лучом и трением с перемешиванием. Journal of Materials Engineering and Performance , 2012, 21(4): 530–539.
Google Scholar
T Wang, M Komarasamy, S Shukla, et al. Одновременное повышение прочности и пластичности эвтектического высокоэнтропийного сплава AlCoCrFeNi2.1 за счет обработки трением с перемешиванием. Journal of Alloys and Compounds , 2018, 766: 312–317.
Google Scholar
Племя A, Т. В. Нельсон. Исследование вязкости разрушения сварного шва трением с перемешиванием API X80. Инженерная механика разрушения , 2015, 150: 58–69.
Google Scholar
М. Эсмаилзаде, М. Шаманян, А. Керманпур и др. Микроструктура и механические свойства тощей дуплексной нержавеющей стали, сваренной трением с перемешиванием. Материаловедение и инженерия: A , 2013, 561: 486–491.
Эсмаилзаде, М. Шаманян, А. Керманпур и др. Микроструктура и механические свойства тощей дуплексной нержавеющей стали, сваренной трением с перемешиванием. Материаловедение и инженерия: A , 2013, 561: 486–491.
Google Scholar
J Jeon, S Mironov, YS Sato, et al. Анизотропия структурной реакции монокристаллической аустенитной нержавеющей стали на сварку трением с перемешиванием. Acta Materialia , 2013, 61(9): 3465–3472.
Google Scholar
Y C Chen, H Fujii, T Tsumura, et al. Полосатая структура и ее распределение при обработке трением с перемешиванием аустенитной нержавеющей стали 316L. Journal of Nuclear Materials , 2012, 420(1–3).
А.К. Лакшминараянан, В. Баласубраманян. Оценка стойкости к сенсибилизации соединений из ферритной нержавеющей стали марки AISI 409M с использованием модифицированного теста Штрауса. Материалы и дизайн , 2012, 39: 175–185.
Материалы и дизайн , 2012, 39: 175–185.
Google Scholar
Д.М. Секбан, С.М. Актарер, П. Сюэ и др. Ударная вязкость обработанной трением с перемешиванием низкоуглеродистой стали, применяемой в судостроении. Материаловедение и инженерия: A , 2016, 672: 40–48.
Google Scholar
Y Sun, H Fujii, H Imai, et al. Подавление водородных повреждений в соединениях, сваренных трением с перемешиванием из низкоуглеродистой стали. Corrosion Science , 2015, 94: 88–98.
Google Scholar
S A Khodir, Y Morisada, R Ueji, et al. Эволюция микроструктуры и механических свойств при сварке трением с перемешиванием сплава высокоуглеродистой стали СК4. Материаловедение и инженерия: A , 2012, 558: 572–578.
Google Scholar
DH Choi, CY Lee, BW Ahn, et al. Гибридная сварка трением с перемешиванием высокоуглеродистой стали. Журнал материаловедения и технологий , 2011, 27(2): 127–130.
Гибридная сварка трением с перемешиванием высокоуглеродистой стали. Журнал материаловедения и технологий , 2011, 27(2): 127–130.
Google Scholar
М. Аббаси, Т. В. Нельсон, С. Д. Соренсен и др. Подход к предварительной реконструкции аустенита. Характеристика материалов , 2012, 66: 1–8.
Google Scholar
Y Gao, K Nakata, K Nagatsuka, et al. Контроль микроструктуры поверхности раздела путем регулировки длины зонда при сварке трением с перемешиванием соединения титана и стали внахлестку. Материалы и дизайн , 2015, 65: 17–23.
Google Scholar
FC Liu, J Liao, Y Gao, et al. Влияние текстуры на локализацию деформации в зоне перемешивания титана, сваренного трением с перемешиванием. Journal of Alloys and Compounds , 2015, 626: 304–308.
Google Scholar
Y Morisada, H Fujii, Y Kawahito, et al. Трехмерная визуализация потока материала при сварке трением с перемешиванием с помощью двух пар систем передачи рентгеновских лучей. Scripta Materialia , 2011, 65(12): 1085–1088.
Трехмерная визуализация потока материала при сварке трением с перемешиванием с помощью двух пар систем передачи рентгеновских лучей. Scripta Materialia , 2011, 65(12): 1085–1088.
Google Scholar
FC Liu, P Xue, Z Y Ma.Эволюция микроструктуры в рекристаллизованных и нерекристаллизованных сплавах Al–Mg–Sc при сверхпластической деформации. Материаловедение и инженерия: A , 2012, 547: 55–63.
Google Scholar
FC Liu, Z Y Ma. Сверхпластичность определяется эффективным размером зерна и его распределением в мелкозернистых алюминиевых сплавах. Материаловедение и инженерия: A , 2011, 530: 548–558.
Google Scholar
Ф. К. Лю, Т. В. Нельсон.Схема течения материала на месте вокруг зонда во время сварки трением с перемешиванием аустенитной нержавеющей стали. Материалы и дизайн , 2016, 110: 354–364.
Google Scholar
Т. В. Нельсон, С. А. Роуз. Контроль образования твердой зоны в стали HSLA, обработанной трением с перемешиванием. Журнал технологии обработки материалов , 2016, 231: 66–74.
Google Scholar
R Rai, A De, HK D H Bhadeshia, et al.Обзор: Инструменты для сварки трением с перемешиванием. Наука и технология сварки и соединения , 2011, 16(4): 325–342.
Google Scholar
H H Cho, H N Han, ST Hong, et al. Микроструктурный анализ ферритной нержавеющей стали, сваренной трением с перемешиванием. Материаловедение и инженерия A , 2011, 528(6): 2889–2894.
Google Scholar
X Fei, J Li, W Yao, et al.Исследование влияния температуры на микроструктуру и механические свойства соединения Fe/Al при лазерной сварке трением с перемешиванием. AIP Advances , 2018, 8(7).
AIP Advances , 2018, 8(7).
D Du, R Fu, Y Li и др. Градиентные характеристики и согласование прочности сварных соединений трением с перемешиванием аустенитной нержавеющей стали Fe-18Cr-16Mn-2Mo-0,85N. Материаловедение и инженерия A , 2014, 616: 246–251.
O O Tinubu, S Das, A Dutt, et al. Обработка нержавеющей стали A-286 трением с перемешиванием: изменение микроструктуры в процессе износа. Wear , 2016, 356–357: 94–100.
Google Scholar
С. Миронов, Ю.С. Сато, Х. Кокава и др. Структурная реакция супераустенитной нержавеющей стали на сварку трением с перемешиванием. Acta Materialia , 2011, 59(14): 5472–5481.
Google Scholar
Чо Х.Х., Канг С.Х., Ким С.Х. и др. Эволюция микроструктуры при сварке трением с перемешиванием высокопрочной трубной стали. Материалы и дизайн , 2012, 34: 258–267.
Google Scholar
M Imam, V Racherla, K Biswas, et al. Взаимосвязь микроструктуры и свойств и эволюция при сварке трением с перемешиванием естественно состаренного алюминиевого сплава 6063. Международный журнал передовых производственных технологий , 2017, 91(5–8):1753–1769.
Google Scholar
JW Sowards, T Gnäupel Herold, J David McColskey, et al.Характеристика механических свойств, распространения усталостной трещины и остаточных напряжений в сварном шве трением с перемешиванием микролегированной трубопроводной стали. Материалы и дизайн , 2015, 88: 632–642.
Ю. Г. Ким, Дж. С. Ким, И. Дж. Ким. Влияние параметров процесса на оптимальный режим сварки стали ДП590 сваркой трением с перемешиванием. Журнал механических наук и технологий , 2014, 28 (12): 5143–5148.
Google Scholar
К Читека.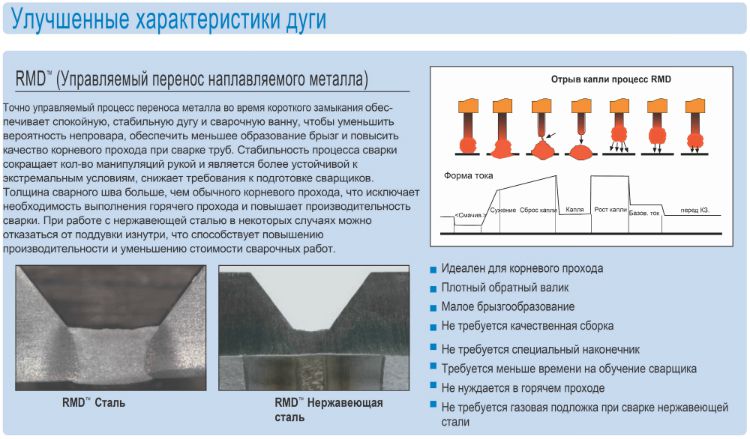 Сварка сталей трением с перемешиванием: обзорная статья. Журнал машиностроения и гражданского строительства IOSR , 2013, 9(3): 16–20.
Сварка сталей трением с перемешиванием: обзорная статья. Журнал машиностроения и гражданского строительства IOSR , 2013, 9(3): 16–20.
Google Scholar
С.А. Хусейн, А.С.М. Тахир, А.Б. Хэдзли. Характеристики соединения алюминия со сталью, выполненного сваркой трением с перемешиванием: обзор. Materials Today Communications , 2015, 5: 32–49.
Google Scholar
Z Ma, Q Shang, D Ni, et al.Сварка трением с перемешиванием магниевых сплавов: обзор. Acta Metallurgica Sinica , 2018, 54(11).
А. Баник, Б. С. Рой, Дж. Д. Барма и др. Экспериментальное исследование создания крутящего момента и силы для различных углов наклона инструмента и их влияния на микроструктуру и механические свойства: сварка трением с перемешиванием AA 6061-T6. J. Изготовитель. Процесс , 2018, 31: 395–404.
Google Scholar
X Fei, X Jin, Y Ye и др. Влияние смещения предварительного отверстия на свойства соединения при лазерной сварке трением с перемешиванием разнородных металлов, стали и алюминиевых сплавов. Материаловедение и инженерия A , 2016, 653: 43–52.
Влияние смещения предварительного отверстия на свойства соединения при лазерной сварке трением с перемешиванием разнородных металлов, стали и алюминиевых сплавов. Материаловедение и инженерия A , 2016, 653: 43–52.
Google Scholar
S L Campanelli, G Casalino, C Casavola, et al. Анализ и сравнение сварки трением с перемешиванием и лазерной сварки трением с перемешиванием алюминиевого сплава. Материалы , 2013, 6(12): 5923–5941.
Google Scholar
М. К. Кулекчи, У. Эсме, Б. Булдум. Критический анализ производственных процессов на основе фрикционного перемешивания. Международный журнал передовых производственных технологий , 2016, 85 (5–8): 1687–1712.
Google Scholar
W J Арбегаст. Использование технологических сил в качестве статистического инструмента управления процессом сварки трением с перемешиванием. Proceedings of the Friction Stir Welding and Processing III, TMS Annual Meeting , Сан-Франциско, Калифорния, США, 2005: 193–204.
Proceedings of the Friction Stir Welding and Processing III, TMS Annual Meeting , Сан-Франциско, Калифорния, США, 2005: 193–204.
X Fei, X Jin, N Peng и др. Влияние наполнителя и мощности лазера на образование интерметаллических соединений при лазерной стыковой сварке трением с перемешиванием сталей и алюминиевых сплавов. Прикладная физика A: Материаловедение и обработка , 2016, 122(11): 1–10.
Google Scholar
P Biswas, NR Mandal. Исследование лазерной сварки трением с перемешиванием пластин из стали C-Mn. Достижения в области морских сооружений — Материалы 3-й Международной конференции по морским сооружениям, MARSTRUCT 2011 , март 2011 г.: 539–548.
X Fei, Y Ye, L Jin, et al. Исследование специальных параметров сварки соединения Cu/Al при сварке трением с перемешиванием с лазерным нагревом. Журнал технологии обработки материалов , 2018, 256: 160–171.
Google Scholar
Y Hu, H Liu, H Fujii. Улучшение механических свойств соединений из алюминиевого сплава 2219-Т6 ультразвуковыми колебаниями при сварке трением с перемешиванием. Журнал технологии обработки материалов , 2019, 271: 75–84.
Google Scholar
Дж. Чжао, Ф. Цзян, Х. Цзянь и др. Сравнительное исследование характеристик сварки вольфрамовым электродом в среде инертного газа и трением с перемешиванием пластин из сплава Al–Mg–Sc. Материалы и дизайн , 2010, 31(1): 306–311.
Google Scholar
С. Дж. Виджай, Н. Муруган.Влияние профиля штифта инструмента на металлургические и механические свойства сваренного трением с перемешиванием композиционного материала с металлической матрицей Al-10 мас.% TiB2. Матер. Дес. , 2010, 31: 3585–3589.
Г. Казалино, С. Кампанелли, А. Д. Людовико и др. Исследование процесса сварки трением с перемешиванием с помощью волоконного лазера. Мощная лазерная обработка материалов: лазеры, доставка луча, диагностика и приложения , 2012, 8239: 823913.
Кампанелли, А. Д. Людовико и др. Исследование процесса сварки трением с перемешиванием с помощью волоконного лазера. Мощная лазерная обработка материалов: лазеры, доставка луча, диагностика и приложения , 2012, 8239: 823913.
H Potluri, JJ Jones, L Mears.Сравнение процессов сварки трением с перемешиванием с использованием электрического вспомогательного оборудования и традиционных процессов по силе подачи и крутящему моменту. ASME 2013 Международная конференция по науке и технике в области производства Совместно с 41-й Североамериканской конференцией по исследованиям в области производства, MSEC 2013 , 2013, 1: 1–10.
Y F Sun, Y Konishi, M Kamai, et al. Микроструктура и механические свойства стали S45C, полученной лазерной сваркой трением с перемешиванием. Материалы и дизайн , 2013, 47: 842–849.
Google Scholar
Д. Г. Мохан, С. Гопи, В. Раджасекар.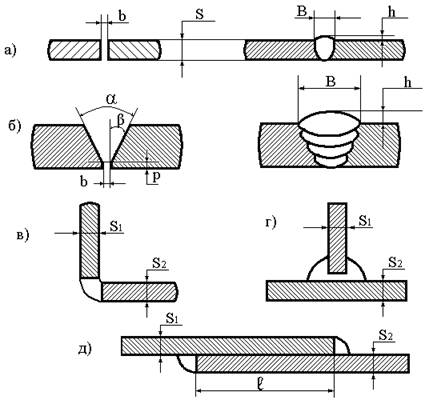 Механические и коррозионностойкие свойства гибридно-сварной нержавеющей стали. Materials Performance , 2018, 57(1): 53–56.
Механические и коррозионностойкие свойства гибридно-сварной нержавеющей стали. Materials Performance , 2018, 57(1): 53–56.
Google Scholar
Б. Ахмад, А. Галлоуэй, А. Тумпис. Численная оптимизация лазерной сварки трением с перемешиванием конструкционной стали. Наука и техника сварки и соединения , 2019, 24(6): 548–558.
Google Scholar
M Wiechec, B Baker, T McNelley, et al. Анализ эффектов нагрева мощным диодным лазером стали HY-80 для лазерной сварки трением с перемешиванием. World Journal of Engineering and Technology , 2017, 5(1): 97–112.
Google Scholar
Ходабахши Ф., Герлих А.П., Симчи А. и др. Криогенная обработка трением-перемешиванием ультрамелкозернистых нанокомпозитов Al–Mg–TiO2. Материаловедение и инженерия A , 2015, 620: 471–482.
Google Scholar
DG Hattingh, C Blignault, TI VanNiekerk, et al. Характеристика влияния геометрии инструмента FSW на усилия сварки и предел прочности при растяжении сварного шва с использованием инструментального инструмента. Дж. Матер. Технологии процесса. , 2008, 203: 46–57.
Характеристика влияния геометрии инструмента FSW на усилия сварки и предел прочности при растяжении сварного шва с использованием инструментального инструмента. Дж. Матер. Технологии процесса. , 2008, 203: 46–57.
Google Scholar
Г. Казалино, С. Л. Кампанелли, Н. Контуцци и др.Лазерная сварка трением с перемешиванием нахлесточных соединений из алюминиевых сплавов: микроструктурные характеристики и микротвердость. Мощная лазерная обработка материалов: лазеры, подача луча, диагностика и применение III , 2014, 8963: 896316.
C Yang, J F Zhang, G N Ma, et al. Микроструктура и механические свойства сверхтолстых листов 6082Al, сваренных трением с перемешиванием с двух сторон. Journal of Materials Science & Technology , 2020, 41: 105–116.
Google Scholar
GK Padhy, CS Wu, S Gao.Технологии сварки и обработки трением с перемешиванием — процессы, параметры, микроструктуры и приложения: обзор. Журнал материаловедения и технологий , 2018, 34(1): 1–38.
Журнал материаловедения и технологий , 2018, 34(1): 1–38.
Google Scholar
Q Chu, W Y Li, H L Hou, et al. О двухсторонней бесзондовой точечной сварке трением с перемешиванием сплава АА2198 Al-Li. Журнал материаловедения и технологий , 2019, 35(5): 784–789.
Google Scholar
H Zhang, P Xue, D Wang, et al.Влияние тепловложения на точечную коррозию сваренной трением с перемешиванием нержавеющей стали с высоким содержанием азота. Журнал материаловедения и технологий , 2019, 35(7): 1278–1283.
Google Scholar
Z Zhang, C He, Y Li, et al. Влияние ультразвуковой сварки трением с перемешиванием на текучесть, микроструктуру и механические свойства соединений из алюминиевого сплава 7Н01-Т4. Journal of Materials Science & Technology , 2020, 43: 1–13.
Google Scholar
Q Chu, W Y Li, X W Yang, et al. Микроструктура и механическая оптимизация бесзондового точечного сварного соединения трением с перемешиванием сплава Al-Li. Журнал материаловедения и технологий , 2018, 34(10): 1739–1746.
Микроструктура и механическая оптимизация бесзондового точечного сварного соединения трением с перемешиванием сплава Al-Li. Журнал материаловедения и технологий , 2018, 34(10): 1739–1746.
Google Scholar
R Z Xu, Q Yang, DR Ni, et al. Механизм влияния ранее существовавшей наноразмерной фазы Al5Fe2 на границу раздела Mg–Fe в соединении ZK60–Q235, не содержащем алюминия, точечной сварке трением с перемешиванием. Journal of Materials Science & Technology , 2020, 42: 220–228.
Google Scholar
Z Ma, Y Jin, S Ji, X Meng и др. Общая стратегия надежного соединения разнородных сплавов Al/Ti с помощью ультразвуковой сварки трением с перемешиванием. Журнал материаловедения и технологий , 2019, 35 (1): 94–99.
Google Scholar
F Fujii, Y D Chung, Y F Sun.Сварка трением с перемешиванием стали AISI 1080 с использованием жидкого CO2 для повышения прочности и пластичности. Наука и техника сварки и соединения , 2013, 18(6): 500–506.
Наука и техника сварки и соединения , 2013, 18(6): 500–506.
Google Scholar
M X Milagre, U Donatus, N V Mogili, et al. Гальваническое и асимметричное влияние на локальное электрохимическое поведение сплава 2098-Т351, сваренного сваркой трением с перемешиванием. Журнал материаловедения и технологий , 2020, 45: 162–175.
Google Scholar
Х Ван, Ю Морисада, Х Фуджи. Точечная сварка малоуглеродистой стали трением с перемешиванием плоской поверхностью с помощью двустороннего регулируемого инструмента. Journal of Materials Science & Technology , 2021, 66: 1–9.
Google Scholar
W Hu, Z Ma, S Ji, et al. Улучшение механических свойств гибридного сварного соединения трением с перемешиванием разнородного Al/Mg с помощью PIO-ANN. Журнал материаловедения и технологий , 2020, 53: 41–52.
Google Scholar
M Esmaily, N Mortazavi, W Osikowicz, et al. Катушка и обычная сварка трением с перемешиванием толстых экструдированных профилей AA6005-T6. Материалы и конструкция , 2016, 108: 114–125.
Google Scholar
Y Morisada, H Fujii, R Nishimoto, et al.Повышение ударной вязкости и прочности толстого сварного шва конструкционной стали в условиях сварки трением с перемешиванием. Наука и техника сварки и соединения , 2013, 18(4): 287–292.
Google Scholar
Д. Г. Мохан, С. Гопи. Исследование механических свойств алюминиевых сплавов 6061 и 5052, сваренных трением с перемешиванием. 8-я конференция по промышленной автоматизации и электромеханике, 2017 г., IEMECON 2017 , 2017: 147–152.
Google Scholar
PL Niu, WY Li, A Vairis, et al. Циклическая деформация сваренных трением с перемешиванием разнородных соединений AA5083-AA2024: влияние микроструктуры и истории нагрузки. Материаловедение и инженерия A , 2019, 744: 145–153.
Циклическая деформация сваренных трением с перемешиванием разнородных соединений AA5083-AA2024: влияние микроструктуры и истории нагрузки. Материаловедение и инженерия A , 2019, 744: 145–153.
Google Scholar
С. Шаши Кумар, Н. Муруган, К. К. Рамачандран. Определение оптимальных параметров процесса СТП для максимального увеличения прочности на растяжение стыковых соединений AISI 316L, сваренных трением с перемешиванием. Измерение: Журнал Международной конфедерации измерений , 2019, 137: 257–271.
С.С. Кумар, Н. Муруган, К.К.К. Рамачандран. Влияние угла наклона инструмента на свойства сварного соединения листов нержавеющей стали AISI 316L, сваренных трением с перемешиванием. Measurement , 2020, 150: 107083.
К. М. Венкатеш, М. Ариварсу, М. Маникандан и др. Обзор сварки сталей трением с перемешиванием. Materials Today: Proceedings , 2018, 5(5): 13227–13235.
Google Scholar
С. Гопи, Д. Г. Мохан. Оценка сварочных импульсов различных профилей инструмента при однопроходной сварке трением с перемешиванием алюминиевого сплава 6082-Т6. Journal of Welding and Joining , 2021, 8.
M Jariyaboon, AJ Davenport, R Ambat, et al. Влияние криогенного охлаждения на коррозию сваренных трением с перемешиванием AA7010-T7651. Антикоррозионные методы и материалы , 2010, 57(2): 83–89.
Google Scholar
Y Y Wang, R Kannan, L Li, et al. Поляризационные эффекты, связанные с термической обработкой конструкционной стали HY-80 с использованием массива мощных лазерных диодов. Наука и технология сварки и соединения , 2013, 1718(12): 1–10.
Google Scholar
Y S Sato, M Fujimoto, N Abe, et al. Явления точечной сварки трением с перемешиванием в алюминиевом сплаве 6061. Materials Science Forum , 2010, 638–642(2): 1243–1248.
Materials Science Forum , 2010, 638–642(2): 1243–1248.
Google Scholar
B T Gibson, D H Lammlein, T J Prater, et al. Сварка трением с перемешиванием: процесс, автоматизация и управление. Журнал производственных процессов , 2014, 16(1): 56–73.
Google Scholar
PF Mendez, N Barnes, K Bell, et al. Сварочные процессы для износостойких наплавок. Журнал производственных процессов , 2014, 16(1): 4–25.
Google Scholar
S T Selvamani. Анализ теплообмена при сварке трением с перемешиванием сплава Ал6061-Т6. Международный журнал инженерных исследований и приложений (IJERA) , 2014, 1(4): 1453–1460.
Google Scholar
К Коллиган. Течение материала при сварке алюминия трением с перемешиванием. Welding Journal (Майами, Флорида) , 1999, 78(7): 229-s.
ЭСАБ. Технический справочник: Сварка трением с перемешиванием. Global Welding & Cutting , 2009: 1–45.
Дж. Дж. Мухсин, М. Х. Толепих, А. М. Мухаммед. Влияние параметров сварки трением с перемешиванием (вращения и поперечной скорости) на распределение переходной температуры при сварке трением с перемешиванием АА 7020-т53. Журнал инженерных и прикладных наук ARPN , 2012, 7 (4): 436–446.
Google Scholar
Р С Мишра, З Ю Ма. Сварка трением с перемешиванием и обработка. Материаловедение и инженерия R: Отчеты , 2005, 50 (1–2): 1–78.
Google Scholar
J Lukkari, O Vähäkainu. Сколько тепла могут выдерживать различные стали и присадочные металлы? Светсарен, Обзор сварки , 2003, 58(1): 18–23.
Google Scholar
G Buffa, L Fratini, S Pasta. Остаточные напряжения при сварке трением с перемешиванием: численное моделирование и экспериментальная проверка. Порошковая дифракция , 2008, 23(2): 182–182.
Остаточные напряжения при сварке трением с перемешиванием: численное моделирование и экспериментальная проверка. Порошковая дифракция , 2008, 23(2): 182–182.
Google Scholar
М Имам, Ю Сунь, Х Фуджи. Пластмассовое течение, контролируемое границей раздела, с использованием ускоренного охлаждения при сварке трением с перемешиванием чистого железа. Национальные собрания JWS , 30 июня 2017 г.
Q Yang, X Li, K Chen, et al. Влияние геометрии инструмента и условий процесса на статическую прочность линейного сварного шва трением с перемешиванием внахлестку магния. Матер. науч. англ. А , 2011, 528: 2463–2478.
Google Scholar
К. Соренсен, Т. Нельсон. Сварка трением с перемешиванием черных и никелевых сплавов. Сварка трением с перемешиванием и обработка , 2007: 111–121.
A De, HK D H Bhadeshia, T Debroy. Сварка трением с перемешиванием низкоуглеродистой стали: износостойкость инструмента и микроструктура стали. Материаловедение и технология (Соединенное Королевство) , 2014, 30(9): 1050–1056.
Сварка трением с перемешиванием низкоуглеродистой стали: износостойкость инструмента и микроструктура стали. Материаловедение и технология (Соединенное Королевство) , 2014, 30(9): 1050–1056.
Google Scholar
М. Аль Муссави, А. Дж. Смит. Дефекты при сварке стали трением с перемешиванием. Металлография, микроструктура и анализ , 2018, 7(2): 194–202.
А.К. Лакшминараянан, В. Баласубраманян. Понимание параметров, контролирующих сварку трением с перемешиванием ферритной нержавеющей стали AISI 409 M. Мет. Матер. Int ., 2011, 17(6): 969–998.
Google Scholar
С. Райан, А. Тумпис, А. Галлоуэй, Допуск на дефекты сварных швов трением с перемешиванием из стали Dh46. Матер. Des ., 2015, 87(15): 701–711.
Google Scholar
W J Арбегаст. Поточно-распределенная модель зоны деформации для дефектообразования при сварке трением с перемешиванием. Scripta Materialia , 2008, 58(5): 372–376.
Поточно-распределенная модель зоны деформации для дефектообразования при сварке трением с перемешиванием. Scripta Materialia , 2008, 58(5): 372–376.
Р. Ранджан, А. Р. Хан, К. Парих и др. Классификация и идентификация поверхностных дефектов при сварке трением с перемешиванием: подход к обработке изображений. Журнал производственных процессов , 2016, 22: 237–253.
А. Тумпис, А. Галлави, Х. Полежаева и др. Оценка усталости стали Дх46, сваренной трением с перемешиванием. Трение. Сварка перемешиванием. Процесс VIII , 2015, 11–19.
M Almoussawi, AJ Smith, M Faraji, et al. Ликвидация Mn, Si, Al и кислорода при сварке трением с перемешиванием стали Дх46. Металлогр. Микроструктура. Анал ., 2017, 6: 569.
Google Scholar
П. Гонг, Э. Дж. Палмьер, В. М. Рейнфорт.Растворение и осаждение в сталях, микролегированных ниобием, при термомеханической обработке. Acta Mater ., 2015, 97: 392–403.
Acta Mater ., 2015, 97: 392–403.
Google Scholar
AB Santillana, R Boom, D Eskin, et al. Механическое поведение при высоких температурах и анализ разрушения низкоуглеродистой стали, связанные с растрескиванием, Metallurgical and Materials Transactions A , 2012, 43A: 5048–5057.
Google Scholar
М. Гаджизаде, С. Эмами, Т. Саид.Влияние скорости сварки на формирование микроструктуры в аустенитных нержавеющих сталях 304, сваренных трением с перемешиванием. Междунар. Дж. Майнер. Металл. Матер. , 2020, 27: 1517–1524.
Google Scholar
X C Liu, Y F Sun, T Nagira, et al. Эволюция микротекстуры в зависимости от скорости деформации при сварке трением меди с перемешиванием. Materialia , 2019, 6: 100302.
M W Safeen, P Russo Spena. Основные вопросы качества сварки трением с перемешиванием алюминиевых сплавов и стальных листов. Металлы , 2019, 9(5).
Металлы , 2019, 9(5).
С. А. Хусейн, С. Тиру, Р. Изамшах и др. Нестабильное распределение температуры при сварке трением с перемешиванием. Достижения в области материаловедения и инженерии , 2014: 980636,
M M Z Ahmed, BP Wynne, MM El Sayed Seleman, et al. Сравнение кристаллографической текстуры и развития зернистой структуры в алюминии, полученном сваркой трением с перемешиванием и кручением под высоким напряжением, Mater. Дез ., 2016, 103: 259.
С. Эмами, Т. Саид, Р. А. Хосрошахи, Эволюция микроструктуры дуплексной нержавеющей стали SAF 2205, сваренной трением с перемешиванием. J. Alloys Compd ., 2018, 739: 678.
Google Scholar
Л Ван, Ю Хуанг. Сварка трением с перемешиванием разнородных алюминиевых сплавов и сталей: обзор. Междунар. Дж. Адв. Произв. Технол ., 2018, 99: 1781–1811.
Google Scholar
W M Yan, Z Q Xie, C Yu, et al. Метод экспериментального исследования и расчета прочности на сдвиг самопроникающих заклепочных соединений в тонкостенных стальных конструкциях. Дж. Констр. Сталь Рез. , 2017, 133: 231–240.
Метод экспериментального исследования и расчета прочности на сдвиг самопроникающих заклепочных соединений в тонкостенных стальных конструкциях. Дж. Констр. Сталь Рез. , 2017, 133: 231–240.
Google Scholar
Л. А. Хакоме, С. Вебер, А. Лейтнер и др. Влияние состава наполнителя на микроструктуру и механические свойства сталеалюминиевых соединений, полученных дуговой сваркой. Доп. англ. Матер. , 2009, 11(5): 350–358.
Google Scholar
P K Baghel. Сварка трением с перемешиванием нержавеющей стали 304: Обзор. Журнал машиностроения и гражданского строительства IOSR , 2012, 1(2): 22–23.
Google Scholar
F C Liu, Y Hovanski, M P Miles, et al. Обзор сварки сталей трением с перемешиванием: инструмент, поток материала, микроструктура и свойства, J. Mater.науч. Технол. , 2018, 34(1): 39-57.
, 2018, 34(1): 39-57.
Google Scholar
Дж. К. Ананад, С. Гопи, Д. Г. Мохан. Прогнозирование предельной прочности на растяжение и скорости износа алюминиевых гибридных поверхностных композитов, изготовленных путем обработки трением с перемешиванием, с использованием вычислительных методов. Journal of Adhesion Science and Technology , 2021: 1–20.
М Баламуруган, С. Гопи, Д. Г. Мохан. Влияние профилей инструментальных штифтов на присадочные соединения точечной сварки разнородных алюминиевых сплавов с добавлением трения с перемешиванием. Materials Research Express , 2021, 8(9): 96531.
M Magnani, M Terada, AO Lino, et al. Микроструктурные и электрохимические характеристики дуплексных нержавеющих сталей, сваренных трением с перемешиванием. Международный журнал электрохимических наук , 2014, 9(6): 2966–2977.
Google Scholar
А. Янечек, Ю. Томкув, Д. Фидрих. Влияние формы инструмента и параметров процесса на механические свойства сварных соединений трением с перемешиванием из алюминиевого сплава AW-3004. Материалы , 2021, 14(12).
Янечек, Ю. Томкув, Д. Фидрих. Влияние формы инструмента и параметров процесса на механические свойства сварных соединений трением с перемешиванием из алюминиевого сплава AW-3004. Материалы , 2021, 14(12).
Х. Л. Цинь, Х. Чжан, Д. Т. Сунь и др. Коррозионное поведение сварных соединений трением с перемешиванием алюминиевого сплава 2А14-Т6. Международный журнал минералов, металлургии и материалов , 2015, 22(6): 627–638.
Google Scholar
A Astarita, M Curioni, A Squillace, et al. Коррозионное поведение линейных сварных соединений трением из нержавеющей стали и титанового сплава: Гальваническая муфта. Материалы и коррозия , 2015, 66(2): 111–117.
Google Scholar
М Атапур, Х Сарлак, М Эсмаилзаде. Склонность к точечной коррозии соединений, сваренных трением с перемешиванием, тощих дуплексных соединений из нержавеющей стали. Международный журнал передовых производственных технологий , 2016, 83 (5–8): 721–728.
Google Scholar
P Goel, AW Mohd, N Sharma, et al.Влияние параметров сварки при сварке трением с перемешиванием нержавеющей стали и алюминия. В: К. Шанкер, Р. Шанкар, Р. Синдхвани, ред. Достижения в области промышленного и производственного машиностроения. Lecture Notes in Machine Engineering , 2019.
M Dadfar, MH Fathi, F Karimzadeh, et al. Влияние сварки TIG на коррозионное поведение нержавеющей стали 316L. Материалы. Письма , 2007, 61(11–12): 2343–2346.
Google Scholar
R Rafiei, A Ostovari Moghaddam, MR Hatami, et al.Микроструктурные характеристики и механические свойства разнородных стыковых швов трением с перемешиванием сплава Al–Mg и нержавеющей стали A316L. Междунар. Дж. Адв. Произв. Технол. , 2017, 90(9–12): 2785–2801.
X Geng, H Feng, Z Jiang, et al. Микроструктура, механические и коррозионные свойства сварки трением с перемешиванием высокоазотированной мартенситной нержавеющей стали 30Cr15Mo1N. Металлы , 2016, 6(12): 1–14.
Google Scholar
G R Mohammed, M Ishak, S N Aqida, et al.Влияние подвода тепла на микроструктуру, коррозию и механические характеристики сварных аустенитных и дуплексных нержавеющих сталей: обзор. Металлы , 2017, 7(2).
SHC Park, YS Sato, H Kokawa, et al. Коррозионная стойкость нержавеющей стали 304, сваренной трением с перемешиванием. Scripta Materialia , 2004, 51(2): 101–105.
Google Scholar
Американский институт чугуна и стали.Сварка нержавеющих сталей и другие способы соединения. Серия справочников дизайнеров , 2016, 9002: 1–46.
Google Scholar
Т. Г. Гуч. Коррозионное поведение сварной нержавеющей стали. Welding Journal (Майами, Флорида) , 1996, 75(5): 135-s.
М. Джаяраман, Р. Сивасубраманян, В. Баласубраманян и др. Оптимизация параметров процесса сварки трением с перемешиванием литого алюминиевого сплава А319 методом Тагучи. Журнал научных и промышленных исследований , 2009, 68(1): 36–43.
Google Scholar
Д. Г. Мохан, С. Гопи, Дж. Томков. Индукционная гибридная сварка трением с перемешиванием разнородных материалов из алюминиевого сплава Aa5052 и нержавеющей стали X12Cr13. Достижения в области материаловедения , 2021, 21(3).
Х Сарлак, М Атапур, М Эсмаилзаде. Коррозионное поведение тощей дуплексной нержавеющей стали, сваренной трением с перемешиванием. Материалы и конструкция , 2015, 66: 209–216.
Google Scholar
М. П. Мешрам, Б. К. Кодли, С. Р. Дей. Сварка трением с перемешиванием аустенитной нержавеющей стали инструментом PCBN и анализ ее соединений. Procedia Materials Science , 2014, 6: 135–139.
Google Scholar
J Wang, R Fu, Y Li, et al. Влияние глубокой криогенной обработки и низкотемпературного старения на механические свойства сварных соединений трением с перемешиванием алюминиевого сплава 2024-Т351. Материаловедение и инженерия A , 2014, 609: 147–153.
Google Scholar
М. Альмуссави, А.Дж. Смит, М. Фараджи. Износ инструмента из поликристаллического нитрида бора при сварке стали трением с перемешиванием. Металлогр. Микроструктура. Анал ., 2018, 7: 252–267.
Google Scholar
Л. Ши, К. С. Ву, Х. Дж. Лю. Численный анализ тепловыделения и температурного поля при обратной сварке трением с перемешиванием с двойным вращением. Междунар. Дж. Адв. Произв. Технол ., 2014, 74: 319–334.
Google Scholar
Y Han, X Jiang, S Chen, et al. Микроструктура и механические свойства соединений сплава AZ31B, сваренных трением с перемешиванием с электросваркой. Журнал производственных процессов , 2019, 43: 26–34.
Google Scholar
М Махмудиния, Л.А.И. Кестенс. Развитие микроструктуры и эволюция текстуры в зоне перемешивания и в зоне термомеханического воздействия сварного шва трением с перемешиванием феррито-мартенситной стали. Характеристика материалов , 2021, 175: 111053, 2021.
Google Scholar
Ж Кангазян, М Шаманян. Микроструктура и механические характеристики сплава Incoloy 825 на основе Ni, сваренного с супердуплексной нержавеющей сталью 2507 посредством разнородной сварки трением с перемешиванием. Transactions of Nonferrous Metals Society of China , 2019, 29(8), 1677–1688.
Google Scholar
C Cheng, K Kadoi, S Tokita, et al.Влияние углерода и хрома на эволюцию микроструктуры и механические свойства сварки трением с перемешиванием среднеуглеродистой стали. Материаловедение и инженерия A , 2019, 762: 138060.
M Mahmoudiniya, AH Kokabi, M Goodarzi, et al. Сварка трением с перемешиванием усовершенствованной высокопрочной двухфазной стали: микроструктура, механические свойства и поведение при разрушении. Материаловедение и инженерия: A , 2020, 769: 138490.
А. Р. Раджа, М. Вашиста, М. З. Хан Юсуфзай.Оценка свойств материала с использованием анализа петли гистерезиса в стальном листе, сваренном трением с перемешиванием. Journal of Alloys and Compounds , 2020, 814: 152265.
K Singh, G Singh, H Singh. Обзор сварки трением с перемешиванием магниевых сплавов. Журнал магния и сплавов , 2018, 6 (4): 399–416.
Google Scholar
SJ Lee, TM Park, JH Nam, et al. Неожиданная реакция на напряжение-деформацию стали со средним содержанием марганца после сварки трением с перемешиванием. Материаловедение и инженерия A , 2019, 744: 340–348.
Google Scholar
П Кошик, Д К Двиведи. Влияние геометрии инструмента при сварке трением с перемешиванием разнородных алюминиевых сталей, Journal of Manufacturing Processes , 2021, 68: 198–208.
Google Scholar
S Li, X Yang, N Vajragupta, et al. Влияние температуры послесварочного отпуска на микроструктуру и прочность в зоне перемешивания свариваемой трением с перемешиванием ферритно-мартенситной стали с пониженной активацией. Материаловедение и инженерия: A , 2021, 814: 141224.
M Habibnia, M Shakeri, S Nourouzi, et al. Микроструктурные и механические свойства пластин из сплава 5050 Al и нержавеющей стали 304, сваренных трением с перемешиванием. Междунар. Дж. Адв. Произв. Технол. , 2015, 76(5–8): 819–829.
Google Scholar
М Махмудиния, Л.А.И. Кестенс. Развитие микроструктуры и эволюция текстуры в зоне перемешивания и в зоне термомеханического воздействия сварного шва трением с перемешиванием феррито-мартенситной стали. Materials Characterization , 2021, 175: 111053.
Y D Chung, H Fujii, R Ueji, et al. Сварка трением с перемешиванием высокоуглеродистой стали с превосходной ударной вязкостью и пластичностью. Штрих. Матерь ., 2010, 63: 223–226.
Google Scholar
K Wang, B Wu, K Qiao, et al. Микроструктура и механические свойства разнородного соединения цирконий-сталь, сваренного трением с перемешиванием внахлестку. Journal of Materials Research and Technology , 2020, 9(6): 15087–15093.
Google Scholar
И. Дас Чоудхури, К. Сенгупта, Д. К. Сингх и др. Исследование механических свойств соединения низкоуглеродистой стали, выполненного сваркой трением с перемешиванием с электроприводом на постоянном и переменном токе. Materials Today: Proceedings , 2021, 44: 3959–3966.
P L Florence, K S Narayanaswamy, Sai Sesha Talpa, et al. Влияние профиля инструмента для сварки трением с перемешиванием на прочность разнородных сварных соединений алюминия и нержавеющей стали. Материалы сегодня: Труды , 2020: 10–12.
Д. Кр Сингх, К. Сенгупта, С. Кармакар и др. Влияние разного диаметра штифта инструмента на механические свойства листа из нержавеющей стали AISI 304, сваренного трением с перемешиванием. Materials Today: Proceedings , 2020, 38: 2241–2248.
А. Бхатия, Р. Ваттал. Сварка трением с перемешиванием углеродистой стали: влияние на микроструктуру и прочность на растяжение. Материалы сегодня: Труды , 2019, 26: 1803–1808.
Google Scholar
Q Wu, M Li, Y Guo, et al. Эволюция микроструктуры и механические свойства стали 12Cr-ODS, сваренной трением с перемешиванием. Nuclear Materials and Energy , 2020, 25: 100804.
F Fang, X Hu, B Zhang, et al. Деформация двухструктурной среднеуглеродистой стали при холодном волочении. Материаловедение и инженерия A , 2013, 583: 78–83.
Х. Монтазеролгхем, М. Бадроссамай, А. Ф. Техрани.Исследование вибрационной сварки трением с перемешиванием. Основные технические материалы , 2012, 504–506: 741–746.
Google Scholar
А Яздипур, А Гейдарзаде. Влияние сварки трением с перемешиванием на микроструктуру и механические свойства разнородных соединений из сплавов Al 5083-h421 и нержавеющей стали 316L. J. Alloys Compd. , 2016, 680: 595–603.
Google Scholar
М. А. Вахид, З. А. Хан, А. Н. Сиддики.Обзор сварки трением с перемешиванием под водой: вариант сварки трением с перемешиванием с большим потенциалом улучшения свойств соединения. Цветной мет. соц. Китай , 2018, 28(1): 193–219.
Google Scholar
C Cheng, K Kadoi, H Fujii, et al. Улучшенный баланс прочности и пластичности среднеуглеродистой стали с хромом и титаном, изготовленной методом сварки трением с перемешиванием. Материаловедение и инженерия A , 2021, 803: 140689.
К. Х. Сонг, Т. Цумура, К. Наката. Развитие микроструктуры и механических свойств в сплаве Inconel 600, сваренном гибридной лазерной сваркой СТП. Materials Transactions , 2009, 50: 1832–1837.
Google Scholar
Y Zhao, C Dong, Z Jia, et al. Характеристики микроструктуры и коррозионная стойкость дуплексной нержавеющей стали 2205, сваренной трением с перемешиванием. Достижения в области материаловедения и инженерии , 2021: 88
.
GDQ Caetano, CC Silva, MF Motta, et al. Оценка межкристаллитной коррозии ферритной нержавеющей стали AISI 410S, сваренной трением с перемешиванием. Journal of Materials Research and Technology , 2019, 8(2): 1878–1887.
Google Scholar
X Meng, Z Xu, Y Huang, et al. Межфазная характеристика и прочность на растяжение при сварке трением с перемешиванием внахлест разнородных авиационных сплавов Al–Li 2060-Т8 и 2099-Т83. Международный журнал передовых производственных технологий , 2018, 94 (1–4): 1253–1261.
Google Scholar
Y Wang, R Kannan, L Li. Характеристика микроструктуры околошовной зоны сварного шва модифицированной стали 9Cr-1Mo-V-Nb после сварки. Характеристика материалов , 2016, 118: 225–234.
Google Scholar
Y Wang, R Kannan, L Li.Соотношение межкритической зоны термического влияния и зоны ползучести IV типа в стали марки 91. Metallurgical and Materials Transactions A: Metallurgy and Materials Science , 2018, 49(4): 1264–1275.
Google Scholar
L Tan, Y Katoh, AF Tavassoli, et al. Современное состояние и усовершенствование феррито-мартенситных сталей с пониженной активацией для высокотемпературной эксплуатации. J. Nucl. Мать ., 2016, 479: 515–523.
Google Scholar
C Cabet, F Dalle, E Gaganidze, et al. Ферритно-мартенситные стали для процессов деления и плавления, J. Nucl. Матерь ., 2019, 523: 510–537.
Google Scholar
Дж. Дж. Вора, В. Дж. Бадхека. Экспериментальное исследование микроструктуры и механических свойств соединений ферритной/мартенситной стали с активированной сваркой ВИГ с пониженной активацией. J. Изготовитель. Процесс , 2017, 25: 85–93.
Google Scholar
В.Л. Манугула, К.В. Раджулапати, Г.М. Редди и др. Роль эволюции микроструктуры в механических свойствах ферритно-мартенситной стали, сваренной электронным лучом, в состоянии после сварки и термообработки после сварки. Матер. науч. англ. : А , 2017, 698: 36–45.
Google Scholar
S Chen, J Huang, Q Lu, et al.Микроструктура и механические свойства лазерной сварки стали CLAM пересмотренного химического состава. Дж. Матер. англ. Выполните , 2016, 25 (5): 1848–1855.
Google Scholar
В. М. Томас, П. Л. Тредгилл, Э. Д. Николас. Возможность сварки стали трением с перемешиванием. наук. Технол. Сварка. Присоединяйтесь ., 1999, 4(6): 365–372.
Google Scholar
W Tang, J Chen, X Yu, et al.Влияние тепловложения и термообработки после сварки на сварные швы трением с перемешиванием ферритной/мартенситной стали с пониженной активацией. Сварка трением с перемешиванием и обработка VIII , 2015: 83-87.
В.Л. Манугула, К.В. Раджулапати, Г.М. Редди и др. Критическая оценка микроструктуры и механических свойств сваренной трением с перемешиванием феррито-мартенситной стали с пониженной активацией. Матер. Дес ., 2016, 92: 200–212.
Google Scholar
C Zhang, L Cui, C X Liu, et al.Микроструктура и механические свойства сварных швов трением с перемешиванием ферритно-мартенситной стали с пониженной активацией 9% Cr. Дж. Матер. науч. Технол ., 2018, 34(5): 756–766.
Google Scholar
S Li, X Yang, W Tang, et al. Влияние обработки трением с перемешиванием на микроструктуру и деформационное упрочнение ферритно-мартенситной стали с пониженной активацией. J. Изготовитель. Процесс , 2019, 37: 220–231.
Google Scholar
C Zhang, L Cui, DP Wang, et al.Влияние микроструктуры на растяжение и ударные свойства зоны перемешивания сварных швов трением с перемешиванием из ферритной/мартенситной стали с пониженной активацией 9% Cr. Матер. науч. англ. А , 2018, 729: 257–267.
Google Scholar
В.Л. Манугула, К.В. Раджулапати, Г.М. Редди и др. Влияние скорости вращения инструмента и термообработки после сварки на сварку трением с перемешиванием феррито-мартенситной стали с пониженной активацией, Металл. Матер.Транс. А , 2017, 48(8): 3702–3720.
Google Scholar
В.Л. Манугула, К.В. Раджулапати, Г.М. Редди и др. Сварка трением с перемешиванием ферритно-мартенситной стали большого сечения с пониженной активацией. наук. Технол. Сварка. Присоединяйтесь к ., 2018, 23(8): 666–676.
Google Scholar
Z Z Yu, Z L Feng, D Hoelzer, et al. Сварка трением с перемешиванием сталей ODS и RAFM. Металл. Матер. транс ., 2015, 2(3): 164–172.
Google Scholar
X Li, J Chen, P Hua, et al. Влияние послесварочной термической обработки на микроструктуру и свойства гибридных сварных соединений Laser-TIG для стали CLAM. Фьюжн инж. Дес. , 2018, 128: 175–181.
Google Scholar
М. Ф. Эшби. Деформирование пластически неоднородных материалов. Фил. Маг.: Ж. Теор. Эксп. заявл. Phys ., 1970, 21(170): 399–424.
W Пантеон. Определение геометрически необходимого содержания дислокаций с помощью обычной дифракции обратного рассеяния электронов. Scripta Mater ., 2008, 58(11): 994–997.
Google Scholar
C C Eiselt, H Schendzielora, A Seubert, et al. ODS-материалы для высокотемпературных применений в передовых ядерных системах. Нукл. Матер. Энергия , 2016, 9: 22–28.
Google Scholar
Y Ijiri, N Oono, S Uaki, et al. Взаимодействие оксидных частиц с дислокациями в стали 9Cr-ODS. Нукл. Матер. Энергия , 2016, 9: 348–382.
Google Scholar
К. Л. Чен, Г. Дж. Тэтлок, А. Р. Джонс. Эволюция микроструктуры при сварке трением с перемешиванием наноструктурированных сплавов ODS. Дж. Сплав. Сост. ., 2010, 504: 460–466.
Google Scholar
S Chen, Y Wang, N Hashimoto, et al. Поведение гелия после радиационного отжига в облученных Fe и ферритно-мартенситных сталях. Нукл. Матер. Энергия , 2018, 15: 203–207.
Google Scholar
Т.К. Ким, С. Нох, С. Х. Канг и др. Разработка усовершенствованной радиационно-стойкой стали ODS для применения в системах быстрых реакторов. Мир. Дж. Инж. Технол ., 2015, 3: 125–128.
Google Scholar
J Macías Delgado, T Leguey, V De, et al. Микроструктура и прочностные свойства ферритных сталей ODS, механически легированных Fe2Y. Нукл. Матер. Энергия , 2016, 9: 372–377.
H J Xu, Z Lu, DM Wang, et al. Эволюция микроструктуры в новом сплаве ODS на основе Fe, обработанном механическим легированием. Нукл.Матер. Энергия , 2016, 7: 1–4.
Google Scholar
Х. Доусон, М. Серрано, С. Кейтер и др. Влияние сварки трением с перемешиванием на микроструктуру стали ODS. J. Nucl. Матер ., 2017, 486: 129–137.
Google Scholar
Рогожкин С., Богачев А., Корчуганова О. и др. Эволюция наноструктуры ODS-сталей при ионном облучении. Нукл.Матер. Энергия , 2016, 9: 66–74.
Google Scholar
W T Han, P P Liu, X O Yi, et al. Влияние сварки трением с перемешиванием на рекристаллизацию ферритной стали, упрочненной оксидной дисперсией. Дж. Матер. науч. Технол. , 2018, 34: 209–213.
Google Scholar
Y Yano, Y S Sato, Y Sekio, et al. Механические свойства сваренной трением с перемешиванием стали 11Cr-феррит/мартенсит. J. Nucl. Mater ., 2013, 442: 524–528.
Google Scholar
W T Han, A Kimura, N Tsuda, et al. Влияние механической силы на структуру зерен ферритной стали, сваренной трением с перемешиванием, упрочненной оксидной дисперсией. J. Nucl. Матер ., 2014, 455: 46–50.
Google Scholar
Х. Доусон, М. Серрано, С. Кейтер и др. Характеристика сварных швов трением с перемешиванием стали ODS и их аномальный рост зерна. Фьюжн инж. Дес ., 2018, 56: 174–182.
Google Scholar
J Y Wang, W Yuan, R S Mishra, et al. Эволюция микроструктуры и механические свойства сплава ODS MA754, сваренного трением с перемешиванием. J. Nucl. Матер ., 2013, 442: 1–6.
Google Scholar
К. Ябуучи, Н. Цуда, А. Кимура и др. Влияние скорости вращения инструмента на механические свойства и микроструктуру стали ODS, сваренной трением с перемешиванием. Мат. науч. англ. Структура ., 2014, 595: 291–296.
Google Scholar
W T Han, FR Wan, K Yabuuchi, et al. Неоднородность соединений в разнородных мартенситных и наноструктурированных ферритных сталях, сваренных трением с перемешиванием. наук. Технол. Сварка. Джой ., 2018, 23: 659–665.
Google Scholar
B Mazumder, X Yu, PD Edmondson, et al. Влияние сварки трением с перемешиванием и термообработки после сварки на наноструктурированный ферритный сплав. J. Nucl. Матер. , 2016, 469: 200–208.
Google Scholar
H Serizawa, H Ogura, Y Morisada, et al. Влияние условий сварки трением с перемешиванием на свариваемость разнородного соединения V-образный сплав/SUS316L. Нукл. Матер. Энергия , 2018, 15: 43–47.
Google Scholar
MH Mathon, V Klosek, YD Carlan, et al. Исследование эволюции микроструктуры PM2000 после процесса СТП. J. Nucl. Матер. , 2009, 386–388: 475–478.
Google Scholar
H Serizawa, M Murakami, Y Morisada, et al. Влияние условий сварки трением с перемешиванием на свариваемость соединения стали, упрочненной оксидной дисперсией, и ферритной/мартенситной стали F82H. Нукл. Матер. Энергия , 2016, 9: 367–371.
Google Scholar
Y G G Kim, I J J Kim, J S S Kim и др.Механические свойства и срок службы стали DP590, сваренной трением с перемешиванием с использованием инструмента Si3N4. Матер. Транс ., 2014, 55: 1557–1563.
Google Scholar
H Ashrafi, M Shamanian, R Emadi, et al. Сравнение микроструктуры и свойств при растяжении двухфазной стали, сваренной сваркой трением с перемешиванием и дуговой сваркой вольфрамовым электродом. Сталь Рез. Междунар. ., 2018, 89: 1–8.
Google Scholar
M Al Moussawi, AJ Smith, A Young, et al.Моделирование сварки трением с перемешиванием стали Дх46. Междунар. Дж. Адв. Произв. Технол. , 2017.
RW Fonda, KE Knipling, DJ Rowenhorst. EBSD-анализ текстуры сварного шва трением с перемешиванием. JOM , 2014, 66: 149–155.
Google Scholar
M Maalekian, E Kozeschnik, S Chatterjee, et al. Механическая стабилизация эвтектоидной стали. Матер. науч. Технол ., 2007, 23: 610–612.
Google Scholar
Р. В. Фонда, К. Э. Книплинг. Развитие текстуры в сварных швах трением с перемешиванием, Sci. Технол. Сварка. Присоединяйтесь ., 2011, 16: 288–294.
Google Scholar
D Gera, B Fu, UFHR Suhuddin, et al. Микроструктура, механические и функциональные свойства точечных сварных швов трением с перемешиванием на многослойной алюминиевой фольге для аккумуляторных батарей. Journal of Materials Research and Technology , 2021, 13: 2272–2286.
Сакаи Т., Беляков А., Миура Х. Образование сверхмелких зерен в ферритной нержавеющей стали при интенсивной пластической деформации. Металл. Матер. Транс. А , 2008, 39: 2206.
Google Scholar
К. Хуан, Р. Э. Логе. Обзор явлений динамической рекристаллизации в металлических материалах. Матер. Дез ., 2016, 111: 548–574.
H S Bang, G H Jeon, I H Oh и др. Гибридная сварка трением с перемешиванием разнородных материалов из алюминиевого сплава Al6061-T6 и нержавеющей стали STS304 с помощью газовой вольфрамовой дуговой сварки. Матер. Des ., 2012, 37: 48–55.
Google Scholar
С Джу. Соединение разнородного магниевого сплава AZ31B и низкоуглеродистой стали SS400 с помощью гибридной газовой вольфрамовой дуговой сварки трением с перемешиванием. Мет.Мать . Междунар. , 2013, 19: 1251–1257.
Google Scholar
C.A. Hernández, V.H. Ferrer, J.E. Mancilla. Трехмерное численное моделирование сварки трением с перемешиванием разнородных сталей. Междунар. Дж. Адв. Произв. Технол. , 2017, 93: 1567–1581.
Google Scholar
X C Liu, Y F Sun, T Nagira, et al. Оценка динамического развития зернистой структуры при сварке трением с перемешиванием чистой меди с использованием метода почти на месте, Дж.Матер. науч. Технол ., 2019, 35: 1412–1421.
Google Scholar
Миронов С., Сато Ю.С., Кокава Х. Эволюция микроструктуры при фрикционной обработке чистого железа. Acta Mater ., 2008, 56: 2602–2614.
Google Scholar
М.М. Хусейн, Р. Саркар, Т.К. Пал и др. Количественная оценка микротекстуры сварного шва углеродистой стали, сваренной трением с перемешиванием. Дж. Матер. англ. Выполнить , 2017, 26: 2047–2056.
Google Scholar
Х.И. Давуд, К.С. Мохаммед, М.Ю. Раджаб. Преимущества зеленого твердотельного FSW по сравнению с обычным процессом GMAW. Достижения в области материаловедения и инженерии , 2014: 105713.
С. Р. Маклафлин, С. Дж. Бейли, Н. М. Окойн. Оценка микроструктурных неоднородностей при многопроходной импульсной газовой дуговой сварке, Canadian Metallurgical Quarterly , 2012, 51(3): 294–301.
Google Scholar
П. Камал, К. П. Сурджья. Влияние параметров импульса на качество сварного шва при импульсной газовой дуговой сварке металлом: обзор. Journal of Materials Engineering and Performance , 2011, 20(6): 918–931.
Google Scholar
Т. Саид, А. Абдолла Заде, Т. Шибаянаги и др. О формировании зеренной структуры при сварке трением с перемешиванием дуплексной нержавеющей стали. Матер. науч. англ. А , 2010, 527: 6484–6488.
С. Эмами, С. Садеги Канани, Т. Саид. Разнородная сварка трением с перемешиванием ферритной нержавеющей стали AISI 430 и аустенитной нержавеющей стали AISI 304L. Архив. Гражданский мех. англ. , 2020, 20: 131.
Сварка разнородных металлов отлично работает с нашим сварочным аппаратом с вобуляционным лазером — волоконный лазер Сварка разнородных металлов — Сварка разнородных металлов —
известное явление, вызванное очень большими различиями в их теплофизических, электрических и химических свойствах, главным образом разницей температур плавления алюминия при 660 °С и стали при 1538 °С.Плотность алюминия также составляет треть плотности стали, а это значит, что он станет жидким намного быстрее. В дополнение к тому, что жидкий алюминий «плавает» на стали, он поглощает больше лазерной энергии, чем в твердом состоянии, что приводит к образованию лазерно-индуцированной плазмы. Это часто приводит к пористости, горячим трещинам и образованию хрупких интерметаллидов Fe-Al. Эти интерметаллические соединения значительно снижают прочность и надежность сварного шва, и их часто трудно предсказать в большинстве сварочных процессов.
Некоторый успех был достигнут с ультразвуковой сваркой , сваркой трением , сваркой взрывом и контактной сваркой алюминиевых сплавов и стали.Но эти сварочные процессы подходят только для очень специфических типов сварных соединений и ограничивают их использование. Также изучались холодный перенос металла (CMT), вакуумная пайка и пайка в печи, но механическая прочность сварных соединений обычно низкая. Более высокая механическая прочность сварных соединений алюминия и стали была продемонстрирована при сварке TIG, MIG, электронно-лучевой и лазерной сварке.
Диффузионная сварка — это процесс сварки в твердом состоянии, при котором происходит слияние двух металлов за счет приложения давления и повышенных температур.Иногда это работает для сварки разнородных металлов, таких как алюминий и сталь. Этот процесс включает в себя сжатие двух металлов при повышенной температуре, обычно между 50-70% температуры плавления, и происходит процесс диффузии. Однако это сложный процесс для освоения и получения воспроизводимых результатов.
Другим примером процесса сварки в твердом состоянии является сварка взрывом . Процесс сварки взрывом включает контролируемую детонацию для сплавления одной металлической поверхности с другой.Этот процесс может соединять вместе самые разные совместимые и несовместимые металлы. Наряду со сваркой волоконным лазером этот метод является альтернативой для конкретного применения.