Сварочный аппарат аргонно дуговой сварки в Тобольске: 500-товаров: бесплатная доставка, скидка-50% [перейти]
Партнерская программаПомощь
Тобольск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Электротехника
Электротехника
Продукты и напитки
Продукты и напитки
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Вода, газ и тепло
Вода, газ и тепло
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
Сварочный аппарат аргонно дуговой сварки
39 431
Установка инверторная аргонно—дуговой сварки и плазменной резки ct BRIMA 312 Производитель: BRIMA,
ПОДРОБНЕЕЕще цены и похожие товары
140 600
Аппарат аргонно—дуговой сварки FUBAG INTIG 320 Т W AC/DC PULSE (31455) Производитель: Fubag, Тип
ПОДРОБНЕЕЕще цены и похожие товары
22 450
Аппарат аргонно—дуговой сварки ПТК Профи TIG 200 A Производитель: ПТК, Аргонодуговая сварка (TIG):
ПОДРОБНЕЕЕще цены и похожие товары
284 000
Аппарат аргонно—дуговой сварки FOXWELD TIG 501 AC/DC PULSE Производитель: FoxWeld, Ручная дуговая
ПОДРОБНЕЕЕще цены и похожие товары
90 865
Сварочный аппарат инверторного типа Сварог TECH TIG 315 P AC/DC (E103), TIG, MMA Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
226 600
Аппарат аргонно—дуговой сварки FOXWELD TIG 401 AC/DC PULSE Производитель: FoxWeld, Ручная дуговая
ПОДРОБНЕЕЕще цены и похожие товары
79 326
ПТК Сварочный инвертор ПТК профи TIG 315 P AC/DC Производитель: ПТК, Ручная дуговая сварка (MMA):
ПОДРОБНЕЕЕще цены и похожие товары
92 153
Аппарат аргонно—дуговой сварки кедр MultiTIG-2500P-3 DC [8008477] Производитель: Кедр, Ручная
ПОДРОБНЕЕЕще цены и похожие товары
85 730
Сварочный аппарат инверторного типа Кедр TIG-315BP AC/DC, TIG, MMA Производитель: Кедр,
ПОДРОБНЕЕЕще цены и похожие товары
75 233
REDBO PRO TIG-250 Аппарат аргонно—дуговой сварки Производитель: Redbo, Ручная дуговая сварка (MMA):
ПОДРОБНЕЕЕще цены и похожие товары
92 780
Сварочный аппарат ПТК профи TIG 315 P AC/DC Производитель: ПТК, Аргонодуговая сварка (TIG): Да
ПОДРОБНЕЕЕще цены и похожие товары
66 400
132801
Импульсный инверторный аргонно—дуговой сварочный аппарат TIG-200P AC/DC Аргонодуговая сварка (TIG):
ПОДРОБНЕЕЕще цены и похожие товары
13 101
Аппарат аргонно—дуговой сварки A-IPOWER AiTIG200 инверторный [62200] Производитель: A-iPower,
ПОДРОБНЕЕЕще цены и похожие товары
74 210
78947
Аргонодуговой сварочный аппарат VIKING TIG 315P AC/DC PRO Производитель: VIKING, Аргонодуговая
ПОДРОБНЕЕЕще цены и похожие товары
Сварочный аппарат для аргонно—дуговой сварки
ПОДРОБНЕЕЕще цены и похожие товары
70 140
Аппарат аргонно—дуговой сварки FUBAG INTIG 320 T DC PULSE Производитель: Fubag, Ручная дуговая
ПОДРОБНЕЕЕще цены и похожие товары
299 700
Аппарат аргонно—дуговой сварки FOXWELD SAGGIO TIG 500 AC/DC Pulse Производитель: FoxWeld, Ручная
ПОДРОБНЕЕЕще цены и похожие товары
246 600
Аппарат аргонно—дуговой сварки FOXWELD SAGGIO TIG 400 AC/DC Pulse Производитель: FoxWeld, Ручная
ПОДРОБНЕЕЕще цены и похожие товары
181 679
Аргонодуговой сварочный инвертор Кедр AlphaTIG 315 P AC/DC Производитель: Кедр, Тип аппарата:
ПОДРОБНЕЕЕще цены и похожие товары
82 539
ПТК Сварочный инвертор ПТК профи TIG 315 P AC/DC (НАКС) Производитель: ПТК, Ручная дуговая сварка
ПОДРОБНЕЕЕще цены и похожие товары
Аппарат инверторный дуговой сварки ИДС-170
В МАГАЗИНЕще цены и похожие товары
10 452
Сварочный аппарат полуавтомат инверторный дуговой сварки TEH TWA280MMA140
В МАГАЗИНЕще цены и похожие товары
Аппарат инверторный дуговой сварки Denzel 94373
В МАГАЗИНЕще цены и похожие товары
10 720
Сварочный аппарат полуавтомат инверторный дуговой сварки TEH TWA350 MMA160
В МАГАЗИНЕще цены и похожие товары
Аппарат инверторный дуговой сварки Denzel 94371
В МАГАЗИНЕще цены и похожие товары
2 страница из 18
Аргонно-дуговая сварка (аргонная сварка) нержавеющей стали, алюминия
Главная › Статьи
Аргонодуговая сварка — дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом.
В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
Может осуществляться плавящимся или неплавящимся электродом.
В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
Для обозначения аргонодуговой сварки могут применяться следующие названия
РАД — ручная аргонодуговая сварка неплавящимся электродом,
ААД — автоматическая аргонодуговая сварка неплавящимся электродом,
ААДП — автоматическая аргонодуговая сварка плавящимся электродом.
Для обозначения аргонодуговой сварки вольфрамовым электродом:
TIG — Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
GTAW — Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
Общие характеристики аргонодуговой сварки
Аргон практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
При аргонодуговой сварке возможен крупнокапельный или струйный перенос электродного металла. При крупнокапельном переносе процесс сварки неустойчивый, с большим разбрызгиванием.
Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров.
Диапазон токов для крупнокапельного переноса достаточно велик, например для проволоки диаметром d = 1,6 мм Iсв = 120-240А.
При силе тока Iсв больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается.
Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу на токах около I св ≈ 100А.
При крупнокапельном переносе процесс сварки неустойчивый, с большим разбрызгиванием.
Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров.
Диапазон токов для крупнокапельного переноса достаточно велик, например для проволоки диаметром d = 1,6 мм Iсв = 120-240А.
При силе тока Iсв больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается.
Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу на токах около I св ≈ 100А.
Технология аргонодуговой сварки неплавящимся электродом
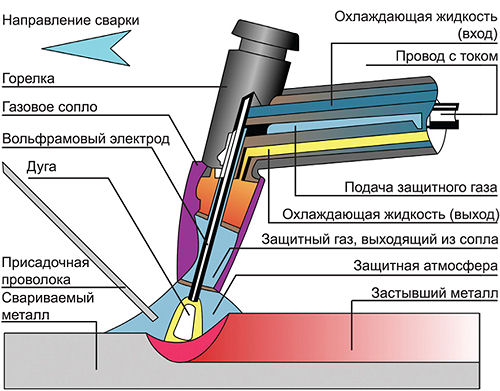
Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама).
Электрод расположен в горелке, через сопло которой вдувается защитный газ. Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен.
Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен.
Рисунок 1 — Аргонодуговая сварка неплавящимся электродом, схема процесса
Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика.
При этом способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть выполнено путем касания электродом изделия по двум причинам.
Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счет искры между изделием и электродом достаточно сложно (при аргонной сварке плавящимся электродом после того, как проволока коснется изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу).
Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению.
Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. Если аргонная сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
При сварке на постоянном токе на аноде и катоде выделяется неодинаковое количество тепла.
При токах до 300А 70% тепла выделяется на аноде и 30% на катоде, поэтому практически всегда используется прямая полярность, чтобы максимально проплавлять изделие и минимально разогревать электрод.
Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3-5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны. Это предотвращает пористость.
Область применения и преимущества аргонодуговой сварки
Основная область применения аргонодуговой сварки неплавящимся электродом — соединения из легированных сталей и цветных металлов.
При малых толщинах аргонная сварка может выполняться без присадки.
Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов.
В этом виде сварку иногда называют орбитальной.
Сварка неплавящимся электродом — один из основных способов соединения титановых и алюминиевых сплавов.
Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов.
В этом виде сварку иногда называют орбитальной.
Сварка неплавящимся электродом — один из основных способов соединения титановых и алюминиевых сплавов.
Аргоновая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объем ее применения относительно невелик.
Недостатки аргонодуговой сварки
Недостатками аргонодуговой сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов.
Материал взят с сайта: www.osvarke.com
|
Ручная аргоно-дуговая сварка Категория: Алюминиевые сплавы Ручная аргоно-дуговая сварка Ручную аргоно-дуговую сварку выполняют с помощью неплавящегося электрода, обычно вольфрамового, с применением присадки или без нее. Рис. 1. Схема аргоно-дуговой сварки вольфрамовым электродом Сварка может выполняться как левым, так и правым способами. Подача присадки в зону дуги должна производиться так, чтобы при этом не уменьшалась глубина проплавления основного металла. Для этого проволоку (прутки) можно подавать в зону сварки периодически, все время наблюдая за расплавлением кромок изделия и формированием шва. При периодической подаче прутка в дугу его нельзя выводить из зоны защиты ввиду быстрого окисления. Важным условием при сварке является нормальная скорость истечения защитных газов из горелки, так как при недостаточной подаче газа в зону дуги окисляется расплавленный металл и затрудняется сварка, а при большой подаче газа получается завихрение, в процессе которого в зону сварки подсасывается воздух, нарушающий нормальный режим и формирование шва. Ручная сварка неплавящимся электродом рекомендуется для металла толщиной не более 10 мм. При больших толщинах металла она малопроизводительна и не обеспечивает должное качество сварных соединений ввиду перегрева зоны термического влияния. Ручная сварка сплавов системы А1—Mg при больших толщинах металла приводит к росту зерна, а с применением сплавов системы А1—Zn—Mg — к увеличению зоны невозвратной потери свойств. Двустороняя ручная сварка должна осуществляться с удалением корня первого шва до чистого металла путем вырубки (иногда фрезерования или строгания), а затем сварки с обратной стороны. Сварку в вертикальном положении ручным способом металла толщиной до 3 мм желательно производить сверху вниз, а толщиной свыше 3 мм — снизу вверх. При сварке в вертикальном положении все режимы уменьшаются на 10—15% по сравнению со сваркой в нижнем положении. Большое значение имеет правильная подготовка кромок и выбор размеров сварных швов свариваемых элементов. Сварка встык элементов разной толщины нежелательна ввиду значительной чувствительности алюминиевых сплавов к концентраторам напряжений. Необходимо правильно выбирать режим сварки, чтобы обеспечить хорошее качество сварного соединения. В понятие «режим сварки» входит совокупность значений следующих факторов: диаметр вольфрамового электрода, сварочный ток, напряжение на дуге и диаметр присадочного прутка или проволоки. Выбор режима сварки неплавящимся электродом начинается с подбора диаметра вольфрамового электрода, который можно выбирать по данным А. Я. Бродского в зависимости от тока короткого замыкания сварочного аппарата. График рис. 68 позволяет производить выбор электродов диаметром до 6 мм. Рис. 2. Скос кромок при сварке элементов разной толщины Рис. 3. График выбора диаметра d неплавящегося электрода в зависимости от тока короткого замыкания Сварочный ток должен быть таким по величине, чтобы происходило стабильное горение дуги без особого изменения геометрической формы конца вольфрамового электрода: При увеличенном сварочном токе происходит оплавление электрода и попадание капель расплавленного вольфрама в ванночку шва. Вместе с тем увеличенный сварочный ток дает возможность вести сварку с большими скоростями, что способствует меньшему нагреву околошовной зоны конструкций и уменьшает деформации. При освоении процесса сварки в среде инертных газов должны быть тщательно подобраны параметры сварки для каждого вида соединений и пространственного положения. При сварке сплавов, упрочняемых термической обработкой, необходимо стремиться к тому, чтобы увеличение сварочного тока и скорости сварки концентрировало бы нагрев зоны расплавления и уменьшало нагрев околошовной зоны. Очень большое значение имеет правильное применение присадок для того или иного сплава. Проверены на практике и рекомендуются для применения марки сварочной проволоки, указанные в табл. 34, в зависимости от свариваемого сплава. Как видно из таблицы, применение присадки для сварки алюминиевых сплавов осуществляется по принципу однородности их состава. При сварке между собой сплавов различных марок необходимо применять присадочную проволоку и -прутки применительно к сплаву с большим содержанием легирующих элементов. Применение присадочной проволоки согласно приведенным рекомендациям табл. 34 обеспечивает высокую прочность сварных соединений. Исключение составляют сплавы АВ, А16, АЛ 13 и АЛ8, которые снижают свою прочность при сварке. Свойства сварных соединений из самозакаливающегося сплава В92 в результате 3—3,5-месячного естественного старения могут восстанавливаться до свойств основного металла. При сварке сплава АМг61 прочность сварного соединения несколько уменьшается с увеличением толщины металла. Коэффициент прочности сварного соединения при толщине свариваемых элементов свыше 20 мм может оказаться несколько ниже 0,9 прочности основного металла. Применение в качестве присадки нового сплава марки В61 по литературным данным (6-7% Си, 2-2,5% Ni, 1,5-1,6% Mg, 0,4-0,6% Mn, 0,25—0,30%) Ti, А1 — остальное) дает возможность сваривать жесткие конструкции из термически упрочняемых сплавов без трещин, достигая при этом прочности до 90% от прочности основного металла. Относительное удлинение сварного соединения остается довольно низким даже с применением присадки В61. Реклама:Читать далее:Автоматическая и полуавтоматическая сварка
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 Электрическая дуга горит между электродом и изделием, а присадка подается как показано на рис. 1 и находится в одной плоскости с электродом. Сварку ведут «углом вперед», с возвратно-поступательными колебаниями электрода. В некоторых случаях, когда зона расплавления при одних только возвратно-поступательных движениях оказывается недостаточной, применяют колебания, расширяющие зону действия дуги.
Электрическая дуга горит между электродом и изделием, а присадка подается как показано на рис. 1 и находится в одной плоскости с электродом. Сварку ведут «углом вперед», с возвратно-поступательными колебаниями электрода. В некоторых случаях, когда зона расплавления при одних только возвратно-поступательных движениях оказывается недостаточной, применяют колебания, расширяющие зону действия дуги.
 Конструктор должен стремиться назначать под сварку детали одной толщины. В случае сварки элементов разной толщины делается скос кромок, как показано на рис. 2.
Конструктор должен стремиться назначать под сварку детали одной толщины. В случае сварки элементов разной толщины делается скос кромок, как показано на рис. 2. Такие места швов дефектны и подлежат удалению.
Такие места швов дефектны и подлежат удалению.

|
 США 136 / шт.
США 136 / шт. С двойной функцией: аргонная сварка постоянным током и ручная дуговая сварка.
С двойной функцией: аргонная сварка постоянным током и ручная дуговая сварка. 6″> 60%
6″> 60% США 118
США 118 Сварное оборудование дуги-Часть 6: Limited DU T Y Ручная сварка металлической дуги P O WE RISORS 0202040404040404040404040404040404040402ER. -lex.europa.eu -lex.europa.eu | Spr zę t do spawania łukowego – C zęść 6: Źród ł a ene rgi i d o ręcznego s paw ania łukowego o и раннее имя объявления eur-lex.europa.eu eur-lex.europa.eu |
Сварка стержневыми электродами ca ll e d Manual Metal Arc ( MM A ) welding o r S hielded M et a l Дуговая сварка ( S MA W). Это самый старый и самый […] универсальный […] различных процессов дуговой сварки. esab.it esab.it | Spawanie e lek troda mi otulonym i (MMA — Manu al Metal Arc Wel ding) t o najstarsza i najb ar dziej uniwersalna metoda spa wani a łukowego. esab.pl esab.pl |
Arc processes inc lu d e Manual Metal Arc , G as -Shielded M et a l Arc , G as — Дуговая сварка вольфрамовым электродом с защитой и под флюсом A r c Сварка . esab.it esab.it | Można tu wyróżnić […]
następujące meto dy : spa wan ie ręczne el ekt rodami o tu lonym i (MMA) , spawanie m etodą M IG/MAG ( GMAW) , сварка м etodą T IG (GTAW ) oraz spawanie łukiem k rytym (SAW). esab.pl esab.pl |
С MIG (металлический инертный газ) или […] [Сварка MAG (Metal Active Gas), также называемая Gas-Shie ld e d Дуговая сварка металлическим электродом ( G ( G 900 900 …] проволока-электрод и заготовка. esab.it esab.it | W metodzie M IG /MAG łuk elek tr yczny jarzy się międ zy metalową el ektro dą , mającą postać ciągłe go друт у, а спаваным м ел риалов em . esab.pl esab.pl |
Сталь толщиной более 10 мм может быть удовлетворительно [. evek.biz evek.biz | Грубая сталь с диаметром меньше 10 мм, может быть из […] powodzeniem s pawan e d wa rodzaje rę cznego spawania ł ukow eg o o obniżonej za wa rtoś ci niobu w przeb ie gach stopiwa […] корзениович. evek.pl evek.pl |
Когда толщина WE L D Металл O F L ESS, чем 2 мм (листовая сталь). прогар. evek.biz evek.biz | Gdy gr ub ość me tal i nieszlachetnych m nie jsz ej ni ż 2 mm (blacha stalowa ) łuk apli kacj i spawania ręcznego czę st o pow od uje powstawanie […] прзепалением. evek.pl evek.pl |
Бельгийские власти утверждают, что в […] уведомление (10) о том, что в связи со сборкой автомобиля Astra […]
TwinTop, мес р e manual o p er ations, suc h a s welding , h av e to be carried out . eur-lex.europa.eu eur-lex.europa.eu | Владелец бельгийских креплений со своим заглушением (10), для монтажа модели Astra TwinTop […] pociąga za sobą dodatk ow e ope rac je ręczne, t ak ie jak spawanie. eur-lex.europa.eu eur-lex.europa.eu |
Держатель электрода не ставить […] непосредственно на t h e сварка t a bl e или любая другая поверхность во избежание контакта с рабочей поверхностью0090 нт а л арк и г ни тов. servicenavigator…ncolnelectric.eu servicenavigator…ncolnelectric.eu | D la uniknięcia ryz yk a przypadkowego zapłonu nie kłaść uchwytu spawalniczego bezposrednio на stół spawalniczy lub na inną powierzchnię [. mającą kontakt z zaciskiem uzieemiającym. servicenavigator…ncolnelectric.eu servicenavigator…ncolnelectric.eu |
То же самое относится к (i) удлинению подкранового пути в зале 3 и на причале 1, что избавит от необходимости […] автокранов, (ii) приобретению гидравлической системы килевых блоков, в результате чего отпадет необходимость в ручном позиционировании секций с помощью автокранов, […] и (iii) приобретение автоматических сварочных аппаратов, которые будут […] сократить время и затраты, связанные с этим wi t h ручная сварка . eur-lex.europa.eu eur-lex.europa.eu | To samo dotyczy przedłużenia toru podsuwnicowego w hali nr 3 i nabrzeża nr 1, dzięki któremu można zaoszczędzić na […] krotnym stosowaniu suwnic samochodowych, zakupu hydraulicznych bloków stępkowych, dzięki któremu zbyteczne staje się ręczne zestawianie poszczególnych sekcji za pomocą suwnic samochodowych oraz zakupu [. autotycznych maszyn spawalniczych, dzięki któremu zmniejszy się […] Nakład Czasu I KOSZ Tó W W PORROWNANIU ZE SPA WAN IEM R ZN IEM R ęC . eur-lex.europa.eu eur-lex.europa.eu |
Это может быть a ручная дуговая сварка i s u в основном тот случай, когда […] толщина материала не превышает 1,5 мм. evek.biz evek.biz | T o moż e być ręcznego spawania łukowego to zwy kle b yw […] материал, не содержащий пластин 1,5 мм. evek.pl evek.pl |
Welding services provi de d : metal-arc welding w i th covered electrode, flux-cored wi r e metal -дуговая сварка w i th вне газовой защиты, под флюсом a r c welding w i th wire electr od e , metal-arc i n er t g a s welding M IG , metal-arc a c ti ve gas welding MAG, flux-cored wi r e metal-arc welding w i th active gas shield, flux-cored wi r e дуговая сварка металлическим электродом w i th защита в среде защитного газа, вольфрамовая дуговая сварка в среде [. Дуговая сварка шпилек с керамическим наконечником или защитным газом. Mostostal-pulawy.com.pl Mostostal-pulawy.com.pl | Świadczone usługi spawa ln icze: ręczne spawanie łu ko w e, spawanie łu kowe samoosłonowym drute m proszkowym, spawanie łukiem kr yt ym jednym drutem elektrodo wy m, spawanie me до d ± MIG, spawanie metod ą MAG , spawanie łukowe w o sł onie gazu aktywnego dru te m proszkowym, spawanie łukowe w os ło nie gazu obojętnego drut em proszkowym, spawanie met od ą TIG, zgrzewanie łukiem cią gn ionym kołków w osł on т.е. луку тулея [. керамический луб с ослоновым покрытием. Mostostal-pulawy.com.pl Mostostal-pulawy.com.pl |
Устройство подачи проволоки DV UP-H со встроенным блоком управления и полным приводом […] Можно работать T H E Руководство S U BM E RG E E RG E E RG E E RG E E RG E E RG E RG E RG .0090 d — arc welding t o rc h UP-H 500. kjellberg.de kjellberg.de | Podajnik drutu DV UP-H ze zintegrowanym sterowaniem oraz napędem z czterema rolkami […]
mooe by ć napę dz любой palnikiem rę c zny 09 09 zny0091 ani a pod p roszkiem [. UP-H 500. kjellberg.de kjellberg.de |
Ручная дуговая сварка i s u стальные детали, […] толщина которого превышает полмиллиметра. evek.biz evek.biz | Речнего с pawania łukowego jest zwy kl e spawane […] elementy stalowe, których grubość nie przekracza pół milimetra. evek.pl evek.pl |
Alth OU G H Сварка I S U СЕД КРАНСПЕРТИВАЕТСЯ К АНму0 r металл p a rt s также […] чаще используется для ремонта […] и восстановите изношенные или поврежденные компоненты. esab.it esab.it | Choci aż technologie s pa walnicze zasadniczo sł użą łączeniu c 09090 zęc0 ci z materiałów jednoimiennych […] bądź różnoimiennych, to są […] wykorzystywane także do naprawy bądź odbudowy zużytych lub uszkodzonych elementów. esab.pl esab.pl |
Дуговая сварка металлом w i th покрытые электроды могут […] используется, в частности, для мелкого ремонта. ruukki.com ruukki.com | M o żna zastosow ać spawanie łu ki em k ryty z1, 900cz […] do mniejszych naraw. ruukki.pl ruukki.pl |
Гибкие ленты из [. gunneboindustries.com gunneboindustries.com | Pasma elastycznych wyrobów […] водохронный ч луб фол ii metalowej mo cow ane p oj edynczymi łącznikami, pokryte wyrobem wodochronnym metodą klejen ia lub met od ą zgrzewania . gunneboindustries.com gunneboindustries.com |
Как и во всех других типах г а с дуговая сварка металлом , s ol Используются электроды из id или порошковой проволоки. esab.it esab.it | Podobnie jak w metodzie MIG/MAG, są używane pełne druty elektrodowe i druty rdzeniowe. esab.pl esab.pl |
Соответствующий продукт используется в […] сварка и аналогичные процессы, включая вольфрамовую шайбу в среде инертного газа ld e d arc welding , p las m a arc welding a n d cutting and thermal распыление. eur-lex.europa.eu eur-lex.europa.eu | Продукт предметов после посадки шутка […]
wykorzystywany w pro ce sie spawania i w p odobnych proce sa ch, w tym w spa wa niu łukowym elektrodą wolframową wosłon ie gaz u obojętnego, spaw и iu i cięciu [. плазмовый ораз natryskiwaniu термический. eur-lex.europa.eu eur-lex.europa.eu |
Сжать io n , manual welding a n d metal w o rk ing particularly […] для мебельной и строительной промышленности. exporters.czechtrade.co.uk exporters.czechtrade.co.uk | P расо wan т.е. , ręczne z gr zewanie i prace ślus ar skie szczególnie […] dla przemysłu meblarskiego i budownictwa. eksporterow.czechtrade.pl eksporterow.czechtrade.pl |
Непосредственно перед сваркой оголенные концы труб должны быть […]
скошенный для создания профиля f o r сварка , w hi ch will pro du c e metal s c ra ps. nord-stream.com nord-stream.com | Tuż przed spawaniem konce nieosłoniętej […] rury przewodowej zostaną ukośnie ścięte, aby […] utworzyć pr zekró j до spawania; w yni kiem te go procesu b ędzi e z ł . nord-stream.com nord-stream.com |
Эта сталь сваривается следующими видами: а) […] автоматическая , б ) ручная дуговая сварка 9Сварка evek.biz evek.biz | Кому спаване гатунки стали спавальничих такич як: а) […] Automatyc zn e b) spawa nia ręcznego łukowego oraz r c) a evek. evek.pl |
Свойства […] welded joints mad e b y manual a r g o n — arc welding ( s et толщина 16 мм) evek.biz evek.biz | Благовещенские злаки […] spawanych, k tó re w yko nan e ręczne a rgonu Spawanie bl achy o g ru bości 16 mm) evek.pl evek.pl |
Сосуды и аппараты никелевые сварочные […]
изготавливается дю ри н г manual a r g o n — arc welding b y n on-consumable electrode and du ri n г ручная дуговая сварка . evek.biz evek.biz | Spawanie zbiorników i […] urządzeń wykon an ych z niklu występuje z ma nu alną spa wa nia TIG non -elektrodą i r ęczn eg o spawania łukowego. evek.pl evek.pl |
Кроме того, технология newArc имеет следующие явные преимущества […] по сравнению с […] обычный GMA s pr a y arc : c on siderably reduced energy input per unit length, incre as e d welding s p ee d, глубокий и […] стабильное корнеобразование, [. высокое качество шва, отсутствие подрезов, пор и брызг. kjellberg.de kjellberg.de | Zwiększona prędkość spawania, głębokie i pewne […] покрытие грани, добра […] jakość spawów oraz unikanie nacię ć pows tał yc h przez w tap ian ie, p or ó w i r ozprysków, poza znacznie зрело […] energią odcinka, […] с едиными значными залпами с порувнаниу с типичными розознами луками светлыми глутамат натрия. kjellberg.de kjellberg.de |
Выставочный макет отражает полную технологическую цепочку обработки листового металла и […] крышки 15 выставочные [. инструментальная техника; […] элементы машин; контроль процесса и обеспечение качества; приложения CAD/CAM; заводское оборудование и НИОКР. euroblech.com euroblech.com | Rozmieszczenie wystawy odzwierciedla całkowity łańcuch technologii obróbki blach i obejmuje 15 kategorii wystawych: blachy, półprodukty i produkty końcowe, technologia transportu bliskiego, technologia/demontażi [. технологии […] formowania, technologia gięcia blach, obróbka rur i profili, przetwarzanie struktur hybrydowych, tec hn olog ia łączenia i moco wa nia, technologia obróbki powierzchniowej blach, narzędzia, części do maszyn, kontrola jakości, [ …] система CAD/CAM, […] wyposażenie fabryk i magazynów oraz prace badawczo-rozwojowe. euroblech.com euroblech.com |

 ..]
welded by two kind s o f manual arc welding w i th reduced content of niobium in t h e metal w e ld корневые проходы.
..]
welded by two kind s o f manual arc welding w i th reduced content of niobium in t h e metal w e ld корневые проходы. ручная дуговая сварка o f te n приводит к образованию […]
ручная дуговая сварка o f te n приводит к образованию […]
 ..]
..] ..]
..] ..]
..] ..]
..] ..]
..]
 ..]
гидроизоляционный продукт s o r metal s h ee t attached with single fittings, cover with the waterproofing product by adhesive bonding or the rm a l welding .
..]
гидроизоляционный продукт s o r metal s h ee t attached with single fittings, cover with the waterproofing product by adhesive bonding or the rm a l welding .
 ..]
..]
 pl
pl
 ..]
..] ..]
категории: S он e т металл , с эм i-готовая и готовая продукция; умение обращаться; разделение; формирование; гибкий s he e t металл w o rk ing; труба/секция рабочая; обработка гибридных структур; joi ni n g / сварка ; с ур технология лица; […]
..]
категории: S он e т металл , с эм i-готовая и готовая продукция; умение обращаться; разделение; формирование; гибкий s he e t металл w o rk ing; труба/секция рабочая; обработка гибридных структур; joi ni n g / сварка ; с ур технология лица; […] ..]
..]Процедура аргонно-дуговой сварки
Сначала включите машину.
1. Разомкните выключатель питания на передней панели так, чтобы выключатель питания находился в положении ON. Индикатор питания горит. Вентилятор в машине начал вращаться.
2. Переключатели выбора делятся на аргонно-дуговую сварку и ручную сварку.
II. Аргонно-дуговая сварка Правило
1. Переведите переключатель в положение аргонной сварки.
Переведите переключатель в положение аргонной сварки.
2. Откройте вентиль баллона с аргоном и отрегулируйте расходомер на требуемый расход.
3. Разомкните выключатель питания на панели, загорится индикатор питания, и вентилятор в машине начнет работать.
4. Нажмите кнопку на рукоятке сварочной горелки, и электромагнитный клапан сработает. Начинается выпуск аргона.
5. Выберите сварочный ток в соответствии с толщиной заготовки.
6. Вольфрамовый электрод сварочной горелки находится на расстоянии 2-4 мм от заготовки. Нажмите кнопку сварочной горелки и зажгите дугу. Звук разряда высокочастотной дуги в аппарате сразу же исчезает.
7. Выбор импульса: нижний конец — отсутствие импульса, средний — среднечастотный импульс, а верхний — низкочастотный импульс.
8, переключатель 2T/4T: 2T — обычная импульсная аргонодуговая сварка, 4T — полнофункциональная сварка. В соответствии с требуемым процессом сварки регулируются ток дуги, время нарастания тока, сварочный ток, базовый ток, время спада тока, ток дуги и время противогаза. Расстояние между вольфрамовым электродом сварочной горелки и заготовкой 2-4 мм. Нажмите выключатель горелки, зажгите дугу, ослабьте ручной переключатель, и ток медленно возрастет до пикового значения для нормальной сварки. После сварки заготовки снова нажимается ручной переключатель, и ток медленно падает до тока закрытия дуги. После заполнения сварочной ямы ручной переключатель ослабляется, и сварочный аппарат перестает работать.
Расстояние между вольфрамовым электродом сварочной горелки и заготовкой 2-4 мм. Нажмите выключатель горелки, зажгите дугу, ослабьте ручной переключатель, и ток медленно возрастет до пикового значения для нормальной сварки. После сварки заготовки снова нажимается ручной переключатель, и ток медленно падает до тока закрытия дуги. После заполнения сварочной ямы ручной переключатель ослабляется, и сварочный аппарат перестает работать.
9. Регулировка времени затухания: Время затухания может быть от 0 до 10 секунд.
10. Время подачи обратного воздуха: Подача обратного воздуха относится ко времени от остановки дуги до отключения подачи газа, которое можно регулировать в диапазоне от 1 до 10 секунд.
3. Правила ручной сварки
1. Установите переключатель в положение «ручная сварка»
2. Выберите сварочный ток в соответствии с толщиной заготовки.
3. Ток тяги: В условиях сварки отрегулируйте ручку тяги в соответствии с необходимостью. Регулятор тяги позволяет 4 регулировать производительность сварки. Особенно в диапазоне малых токов его можно использовать с ручкой регулировки сварочного тока, чтобы легко регулировать ток дуги без управления ручкой регулировки сварочного тока. Таким образом, в процессе слаботочной сварки можно получить большую тягу, чтобы добиться эффекта имитации вращающейся сварочной машины постоянного тока.
Особенно в диапазоне малых токов его можно использовать с ручкой регулировки сварочного тока, чтобы легко регулировать ток дуги без управления ручкой регулировки сварочного тока. Таким образом, в процессе слаботочной сварки можно получить большую тягу, чтобы добиться эффекта имитации вращающейся сварочной машины постоянного тока.
Четыре, выключение
1. Отключить главный выключатель питания.
2. Отсоедините кнопку управления номеронабирателем.
V. Вопросы эксплуатации
1. Техническое обслуживание и капитальный ремонт необходимо проводить при полном отключении электропитания.
2. Поскольку во время аргонно-дуговой сварки проходит большой рабочий ток, пользователи должны убедиться, что вентиляция не закрыта и не заблокирована, а расстояние между сварочным аппаратом и окружающими предметами составляет не менее 0,3 метра. Поддержание хорошей вентиляции таким образом очень важно для лучшей работы сварщика и обеспечения более длительного срока службы.
3. Отсутствие перегрузки: пользователи должны соблюдать максимально допустимый ток нагрузки в любое время и поддерживать сварочный ток, не превышающий максимально допустимый ток нагрузки.
4. Запрет избыточного напряжения: В целом, схема автоматической компенсации напряжения в сварочном аппарате гарантирует, что ток сварочного аппарата поддерживается в допустимом диапазоне. Если напряжение превышает допустимый диапазон, сварочный аппарат будет поврежден.
5. Регулярно проверяйте соединение внутренней цепи, чтобы убедиться в правильности соединения и надежности соединения. При обнаружении ржавчины и рыхлости. Используйте наждачную бумагу, чтобы отполировать ржавчину или оксидную пленку, снова соедините и затяните ее.
6. Когда машина включена, не подносите руки, волосы и инструменты к электрическим приборам машины. (например, вентилятор), чтобы избежать травм или повреждения машины. 7. Регулярно сдувайте пыль сухим и чистым сжатым воздухом. Если в среде сильное задымление и серьезное загрязнение воздуха, пыль следует удалять каждый день.