Как правильно производить сварку металла инвертором
Главная » Статьи » Как правильно производить сварку металла инвертором
Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
Давайте разберемся, так ли это. Как варить металл электросваркой?
В современной торговой сети имеется большое разнообразие сварочных аппаратов, инверторов, средств защиты при проведении сварочных работ. Они доступны любому, следовательно, купив соответствующее оборудование, можно самостоятельно эти сварочные работы выполнять. Надо только усвоить, что такое технология сварки металлов, каковы требования безопасности. Кроме того, надо получить необходимую практику выполнения сварки.
Кроме того, надо получить необходимую практику выполнения сварки.
Виды сварки металлов
В наше время разработано много различных технологий того, как сваривать металл. Например, можно использовать электронное и лазерное излучение, соединять изделия газовым пламенем и варить ультразвуком. Но наиболее широко используется такой источник энергии, как электрическая дуга.
Как правильно сварить металл? Сварка металлов при помощи электросварочных аппаратов или инверторов относится к электродуговой сварке, при которой получение высокой температуры в зоне сварки, необходимой для плавления металла и получения прочного соединительного шва, достигается за счет дуги электрического тока (до 7000 градусов Цельсия), способной расплавить любой металл.
Требования безопасности
Первое, о чем нужно побеспокоиться перед тем, как правильно сварить металл, – это о собственной безопасности при проведении работ. Надо приготовить и надеть защитную одежду (плотные штаны, куртку, защитную обувь, замшевые или кожаные перчатки). Она предохранит вас от ожогов при возможном разбрызгивании расплавленного металла. Также надо приготовить специальную защитную маску или сварочный щиток – это обезопасит ваши глаза от повреждения световым излучением дуговой сварки.
Она предохранит вас от ожогов при возможном разбрызгивании расплавленного металла. Также надо приготовить специальную защитную маску или сварочный щиток – это обезопасит ваши глаза от повреждения световым излучением дуговой сварки.
Также следует побеспокоиться о пожаробезопасности – убрать с места проведения сварочных работ все легковоспламеняющиеся материалы и жидкости, подготовить к применению средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), обеспечить проветривание помещения, где будут производиться работы, особенно с передней и задней сторон сварочного аппарата.
Обязательно надо ознакомиться с инструкцией по применению сварочного аппарата и выполнить все данные там рекомендации.
Электробезопасность
Прежде чем пытаться осваивать на практике, как сваривать металл, необходимо убедиться, что параметры электрической сети, от которой запитан сварочный аппарат, соответствуют его требованиям. Иначе могут быть повреждены другие электроприборы, подключенные к сети, причем не только у вас, но и у соседей. Особенно это касается трансформаторных сварочных аппаратов, которые существенно влияют на питающую электросеть наличием бросков напряжения во время начала сварки и увеличенным потреблением электротока при залипании электрода в месте сварки. Кроме того, следует расположить сварочный аппарат так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.
Особенно это касается трансформаторных сварочных аппаратов, которые существенно влияют на питающую электросеть наличием бросков напряжения во время начала сварки и увеличенным потреблением электротока при залипании электрода в месте сварки. Кроме того, следует расположить сварочный аппарат так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.
Порядок подготовки к работе
Как правильно сварить металл? Место, подлежащее сварке, должно быть зачищено до металла, быть сухим. Запрещено выполнять работы по сварке в сырую погоду, в дождь и при отрицательных температурах воздуха. Нельзя допускать намокания сварочного аппарата и электродов.
Как правильно сваривать металл электросваркой?
Сварка осуществляется при постоянном напряжении или при переменном. Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.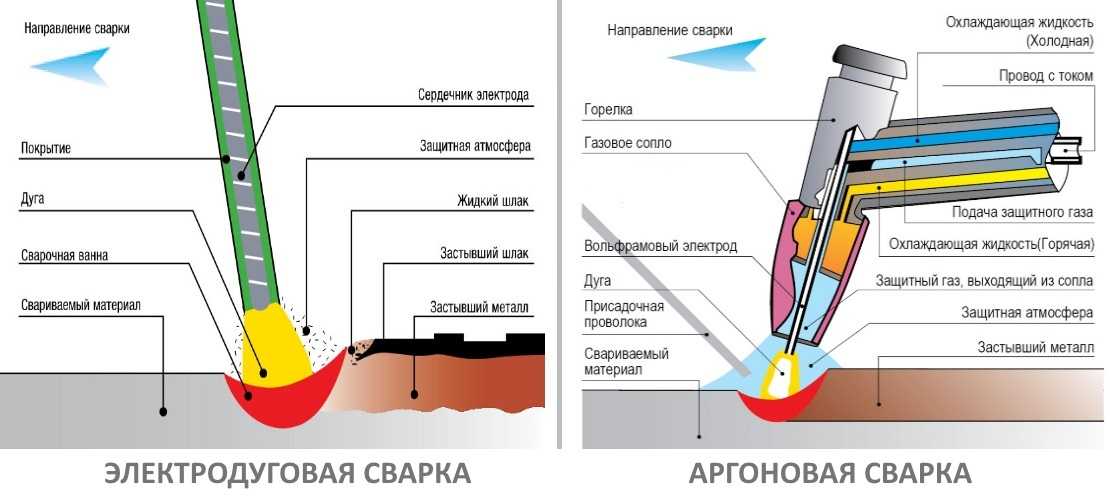
При сварке постоянным током возможно два варианта подключения сварочного аппарата. При подключении плюса к массе, а минуса к электроду (это называется прямой полярностью) больше разогревается металл, зона расплавления создается глубокой и узкой. Такое включение используется при сварке толстого металла и приводит к экономному расходованию электродов. При противоположном включении (обратная полярность) более сильно разогревается и расходуется быстрее электрод, зона расплавления получается широкой и неглубокой. Поэтому обратная полярность используется лишь при сварке тонких листов металла.
Отличительные особенности инверторов
Как правильно варить металл инвертором? Инверторные сварочные аппараты преобразуют переменное напряжение промышленной сети в импульсную последовательность более высокой частоты и затем формируют ток постоянного напряжения. Благодаря наличию электронной схемы, реализующей данные преобразования, инвертор обладает малым влиянием на питающую электросеть при работе, имеет более плавную регулировку выходного напряжения, характеризуется небольшими весом и габаритами. По качеству получаемого сварочного шва инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
По качеству получаемого сварочного шва инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
Как выбрать инвертор
Важным параметром инвертора является период нагрузки (ПВ) источника тока. Эта величина, характеризующая коэффициент полезного действия инвертора, показывает отношение времени сварки к времени холостого хода. Бытовые аппараты не работают непрерывно. Они должны периодически остывать. Так, значение ПВ 30% инвертора означает, что после каждых 3 минут сварки вам придётся 7 минут ожидать, пока источник не остынет. При попытке продолжить работу без перерыва агрегат может сгореть. Или сработает защита, и он выключится. Поэтому следует выбирать инвертор с ПВ не менее 60% и максимальным током не менее 140 – 160 А.
Подготовка к работе с инвертором
Для приобретения опыта в том, как правильно варить металл инвертором, сначала рекомендуется работать с металлом не менее 2-3 мм толщиной и использовать электроды 3 мм. Электроды лучше купить новые. Старые, залежавшиеся, позаимствованные у других, с большой вероятностью будут отсыревшими и непригодными к работе.
Электроды лучше купить новые. Старые, залежавшиеся, позаимствованные у других, с большой вероятностью будут отсыревшими и непригодными к работе.
Как правильно сварить металл? Если это ваш первый опыт, сначала попытайтесь сделать шов на поверхности одного куска металла, не сваривая его с другой деталью.
Рассмотрим последовательность выполнения работы.
Во-первых, необходимо подключить электрод к его держателю, а провод массы к свариваемой заготовке с помощью клеммы. Другие концы проводов надо соединить с выходами инвертора в прямой полярности.
Во-вторых, надо включить аппарат и установить его выходные параметры в соответствии с рекомендациями в зависимости от толщины свариваемого материала и выбранного размера электрода.
Технология сварки металлов предусматривает, что для разогрева металла до нужной для получения качественного шва температуры необходимо взять соответствующий толщине материала электрод. Чем толще последний, тем больший слой металла он может разогреть и тем больший ток надо установить на инверторе для образования электрической дуги. В то же время чем больше ток, тем быстрее плавится металл и тем быстрее расходуется электрод. Для тонкого слоя металла при высоком токе и толстом электроде часто образуются дыры, прогорание материала насквозь. При слишком малом токе либо не возникает электрическая дуга, либо, при ее возникновении, получается некачественный шов, так называемый непрогар.
В то же время чем больше ток, тем быстрее плавится металл и тем быстрее расходуется электрод. Для тонкого слоя металла при высоком токе и толстом электроде часто образуются дыры, прогорание материала насквозь. При слишком малом токе либо не возникает электрическая дуга, либо, при ее возникновении, получается некачественный шов, так называемый непрогар.
Третье, на что следует обратить внимание, — это образование электрической дуги. Для этого надо чиркнуть концом электрода по месту, которое подлежит сварке, как спичкой по коробку, не удаляя конец электрода от металла. При возникновении дуги на металле образуется красное пятно. Но это еще не расплавленный металл, а только флюс, образующийся при плавлении порошковой оболочки электрода. Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны – капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
В-четвертых, надо сдвинуть в сторону выполняемого шва на один-два миллиметра конец электрода, опять-таки удерживая его на указанном расстоянии от металла. Снова подождать образования капли, и так далее, продвигаясь вдоль выполняемого сварочного шва. При касании электродом поверхности металла создается короткое замыкание, дуга исчезает, инвертор отключает ток. Поэтому при выполнении шва надо стараться выдерживать постоянное расстояние между концом электрода и поверхностью металла, приближая постепенно электрод к ней по мере его сгорания. Вернее, электрод не сгорает, а расплавляется, металл в сварочной ванне образуется в основном из металлического сердечника электрода. Порошковое покрытие поверхности электрода, расплавляясь образует флюс и газы, препятствующие поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогающие процессу образования качественного сварочного шва.
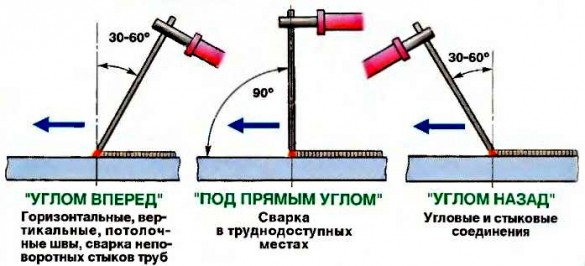
В процессе сварки рекомендуют удерживать электрод под углом примерно 30 градусов от перпендикуляра к свариваемой детали для того, чтобы образовывалась компактная сварочная ванна, а место сварки было вам хорошо видно. Чем сильнее наклонен электрод к детали в процессе сварки, тем более удлиненным в противоположную сторону будет пятно нагреваемой поверхности металла и более время образования сварочной ванны при той же силе тока. Самое узкое пятно плавящегося металла достигается при перпендикулярном положении электрода к поверхности металла. Но в этом случае затруднено наблюдение сварщиком за процессом сварки. Поэтому такое положение используется лишь при сварке в труднодоступных местах.
Чем сильнее наклонен электрод к детали в процессе сварки, тем более удлиненным в противоположную сторону будет пятно нагреваемой поверхности металла и более время образования сварочной ванны при той же силе тока. Самое узкое пятно плавящегося металла достигается при перпендикулярном положении электрода к поверхности металла. Но в этом случае затруднено наблюдение сварщиком за процессом сварки. Поэтому такое положение используется лишь при сварке в труднодоступных местах.
Как правильно сваривать металл инвертором?
Потренировавшись в выполнении сварочного шва на простой поверхности, можно приступать к соединению металлических деталей. Процесс схож, отличие заключается в том, что привариваемую деталь надо предварительно зафиксировать в нужном месте с помощью струбцины или другим способом, а при появлении сварочной ванны двигать конец электрода не прямо вдоль шва, а зигзагообразными движениями от центра шва в сторону сначала одной, затем другой детали, постепенно продвигаясь вдоль шва, соединяя их таким образом.
Главное – успех приходит с опытом. Приобретя его, вы сможете вместо пользования услугами сторонних специалистов (за довольно большие деньги) научиться выполнять сварочные работы своими руками. Удачного вам обучения и работы!
fb.ru
Как правильно сваривать металл сварочным инвертором?
Многие из начинающих сварщиков задаются вопросом о том, как правильно сваривать металл инвертором. Сварочный инвертор представляет собой аппарат, позволяющий выполнять соединение металлических заготовок путем образования между ними сварного шва. По сравнению со сварочными выпрямителями и трансформаторами проведение сваривания при помощи инвертора является более легким и доступным.
Схема сварки тонкого металла.
Технология осуществления сваривания металла состоит из целого ряда последовательных операций, от правильного выполнения которых зависит конечный результат.
В случае точного выполнения всех технологических операций в процессе проведения сварки металла удается получить сплошное качественное и прочное соединение двух металлических заготовок.
Подготовка к проведению сваривания
На начальном этапе, перед проведением операций по свариванию металлических заготовок, следует подготовить рабочее место. В процессе подготовки на расстоянии 1 м от места проведения операций убираются деревянные, пластиковые и бумажные предметы. Это требуется сделать для того, чтобы предотвратить возможный процесс возгорания этих предметов от воздействия на них горячего расходного материала или искр, образующихся в результате действия сварочного аппарата.
Инвертор следует установить на бетонное основание или земляной пол и подключить к бытовой электрической сети. Рабочие кабели от клемм «+» и «-» закрепляются следующим образом: кабель от клемм плюса — при помощи зажима на поверхности одной из заготовок, подвергающихся свариванию; к кабелю, закрепленному на клемме минуса, присоединяется держатель электродов, в который вставляется сварочный стержень.
Схема прямой полярности.
Такой тип подключения носит название прямой полярности, он является наиболее распространенным типом подключения рабочего кабеля для проведения технологических операций при сварных работах. Человек, осуществляющий операции, должен быть защищен спецодеждой. В состав спецодежды входят:
Человек, осуществляющий операции, должен быть защищен спецодеждой. В состав спецодежды входят:
Все компоненты обмундирования должны быть изготовлены из негорючего или термостойкого материала. Глаза и лицо сварщик в процессе проведения операций должен защищать при помощи специальной маски со встроенным темным стеклом — светофильтром.
После подключения аппарата следует взять в руки клемму с держателем электродов и включить прибор при помощи тумблера. После включения агрегата появляется небольшой гул, сигнализирующий о запуске устройства. После запуска инвертора при помощи регулятора, расположенного на лицевой стороне прибора, осуществляется выставление требуемого значения силы тока. При использовании обычного стержня с диаметром 3 мм требуемая сила сварочного тока равна величине 100 А. После проведения подготовительных операций следует опустить защитную маску на лицо и приступить к выполнению работ по свариванию металлических заготовок.
Розжиг электросварочной дуги в начале процесса сваривания
Схема сварки при помощи электрода.
После проведения подготовительного этапа и этапа настройки инвертора приступают непосредственно к процессу сваривания металлических заготовок.
Сначала требуется разжечь электросварочную дугу. С течением времени и в процессе приобретения опыта в проведении этого типа операций разжигание дуги будет происходить очень легко. Для начинающего сварщика разжигание дуги является первой сложностью. Перед проведением розжига дуги стержень обстукивают о поверхность заготовки для удаления слоя обмазки с его торца. Для того чтобы разжечь дугу по холодному металлу на начальном этапе сваривания, используется метод чирканья. Этот метод схож с зажиганием спички. Зажигание электродуги осуществляется путем перемещения держателя с расходным материалом над металлом заготовки с легким прикасанием к поверхности свариваемой заготовки.
Неопытный сварщик сталкивается с проблемой залипания электрода, которая проявляется приклеиванием стержня к металлу заготовки. Для того чтобы отлепить стержень, его требуется резко наклонить в противоположную сторону. В случае если не удается отлепить электрод, требуется отключить питание на инверторе, после чего залипание исчезает.
В случае если не удается отлепить электрод, требуется отключить питание на инверторе, после чего залипание исчезает.
Чирканье электродом проводится до тех пор, пока не возникнет электрическая дуга. Контролировать процесс следует при помощи светофильтра маски, так как электродуга имеет высокую степень яркости, что может негативным образом повлиять на органы зрения.
Для того чтобы поддерживать горение дуги, электрод следует удерживать на расстоянии 3-5 мм от поверхности заготовки, подвергающейся свариванию. Начинающему сварщику удерживать требуемое расстояние достаточно сложно. При слишком близком приближении стержня происходит короткое замыкание, вызывающее прилипание, а при большом удалении происходит потеря дуги. В процессе проведения работ происходит плавление электрода, а обмазка на его поверхности выгорает. В результате плавления электрода происходит заполнение шва между соединяемыми изделиями. Держатель с электродом постепенно перемещается по стыку металлических заготовок.
Образование сварной ванны и сварного шва
После формирования электродуги происходит образование зоны расплавленного металла. Эта зона носит название сварной ванны. Для того чтобы происходило соединение деталей путем формирования сварных швов, требуется осуществлять плавное перемещение электрода. За перемещением электрода происходит перемещение сварной ванны, которая формирует сварочные швы. В процессе перемещения стержня требуется совершать им колебательные движения слева направо и обратно. Такие движения обеспечивают качественное соединение заготовок между собой.
Если в процессе работы дуга теряется, то повторный розжиг происходит значительно легче. Для розжига дуги достаточно приблизить стержень на расстояние нескольких миллиметров к месту проведения работ. При израсходовании электрода до длины 5-6 см процесс проведения работ прекращают, аппарат выключают, а электрод заменяют. После завершения работ образовавшийся горизонтальный или вертикальный шов обстукивается молотком. Получающийся в результате сваривания шов имеет блестящую поверхность.
Выбор электродов для проведения сварки
Технология сварки инвертором предполагает использование в процессе проведения работ специальных стержней, называемых электродами. Электрод — металлический стержень, имеющий на наружной поверхности обмазку из специального состава, облегчающего процесс сваривания металлов и защищающего образующийся сварной шов. Электроды имеют различный диаметр металлического сердечника. Выбор диаметра электрода при сварке инвертором зависит от используемой силы тока и толщины свариваемых заготовок. При работе с заготовками из тонкого металла требуется использовать стержни, имеющие небольшой диаметр, а на регуляторе инвертора требуется выставлять небольшую силу рабочего тока.
Состав обмазки металлических стержней отличается между собой в зависимости от марки электродов. Помимо обмазки стержни различных сварочных электродов также различаются между собой, что позволяет варить различные по составу металлы.
Для осуществления работ с обычными углеродистыми сталями используются стержни, относящиеся к марке УОНИИ. Этот расходный материал можно применять при работе с коррозионно-устойчивыми сталями. Расходный материал марки УОНИИ используется при работе только прямым током.
Наиболее универсальным считается расходный материал, который относится к марке АНО. Эти стержни можно использовать как при прямом, так и обратном токе любой полярности. При выборе стержней для работы следует учитывать такие факторы, как направление сварки и тип сварного шва. Инверторы представляют собой устройства нового поколения, они значительно облегчают процесс сварочных работ и позволяют научиться профессиональному проведению сварки.
Оцените статью:
(Нет голосов) Загрузка…
masterinstrumenta.ru
Как правильно и качественно варить сварочным инвертором?
- Дата: 11-06-2015
- Просмотров: 495
- Рейтинг: 28
Сварочные работы требуют внимательности. Чаще всего профессиональные мастера используют в своей деятельности сварочный инвертор. Это простой аппарат, которым легко пользоваться. Качество шва получается отличным, причем особых усилий прилагать не надо. Профессиональный мастер знает, как варить сварочным инвертором. Но как быть новичкам? Чтобы правильно организовать процесс, необходимо следовать простым, но важным этапам.
Схема сварочного инвертора.
Подготовка к работе с учетом всех требований
Процесс сварки инвертором не отличается сложностью. Он включает в себя следующие процессы:
- Подготовка защитного оборудования для безопасности сварщика: куртка из грубой ткани, специальная защитная маска, которая имеет светофильтр, перчатки, которые не будут плавиться при попадании на них капель расплавленного металла.

- Настройка аппарата, включающая в себя выбор сварочного тока, электрода, необходимого для соединения металлических деталей. Для инверторной сварки выбираются электроды с размерами в 2-5 мм. Ток выставляется в зависимости от того, какую толщину имеют детали, какого типа выбирается материал. Как правило, на корпусах инверторных сварочных аппаратов указывается, какая сила тока должна быть использована для определенных металлических деталей. В начале работы нельзя слишком близко подносить к поверхности электроды, так как может возникнуть залипание.
- После этого подключаются клеммы, начинается процесс сварки, как только поджигается дуга. Электрод подносится к поверхности под небольшим углом. Несколько раз надо дотронуться до поверхности металла, чтобы правильно активировать электрод. Сам сварочный электрод надо удерживать на расстоянии, равном диаметру электрода.
- По мере формирования сварного шва необходимо следить за его качеством. Образовавшуюся окалину, т. е. накипь металла, надо после работы аккуратно снять. Для этого применяется молоток.
- Если есть необходимость, то поверхность шва полируется.

 Для этого применяется молоток.
Для этого применяется молоток.Как контролировать дугу?
Схема ручной дуговой сварки.
При сварке следует тщательно контролировать дугу и дуговой промежуток. Что такое дуговой промежуток? Это зазор, образующийся в процессе работы между рабочим металлом и электродом. Важно постоянно контролировать работу, чтобы зазор получался ровным на протяжении всего шва. Наличие зазора небольшого размера приводит к тому, что сварной шов получается слишком выпуклым, его бока не сплавленные, так как металл не успевает нормально прогреться. Это означает, что слишком близкое приближение электрода приводит к образованию некачественного шва.
Большой зазор снижает качество провара, наплавляемый металл ложится неровно, шов получается кривым. Правильный дуговой зазор обеспечивает провар должного качества, металл плавится хорошо, шов получается аккуратным. Его глубина достаточна для отличного соединения всех деталей.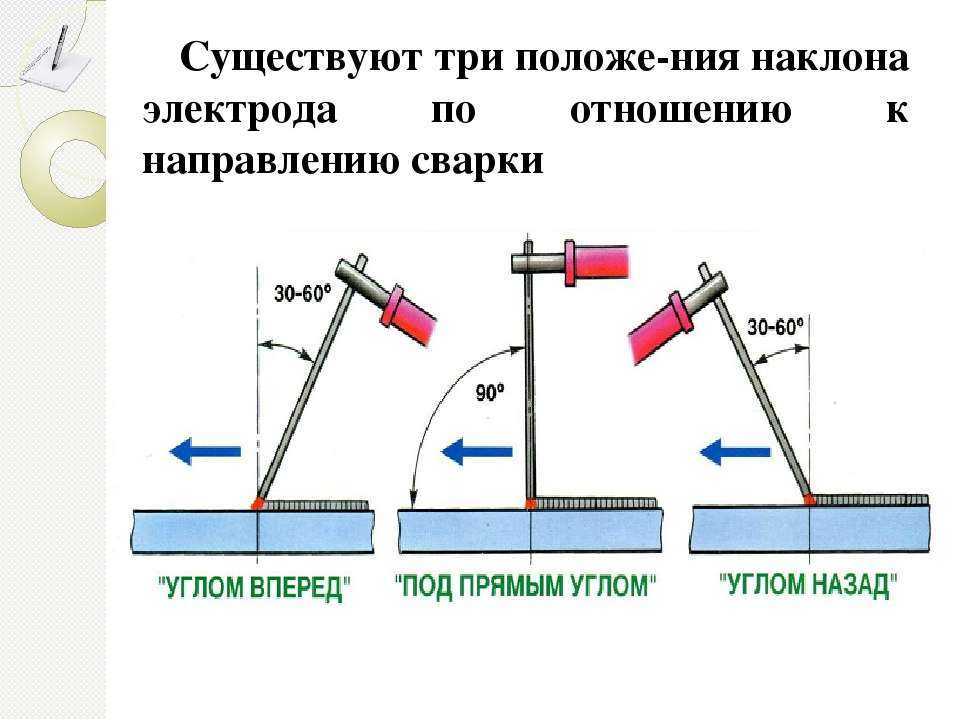 Научиться контролировать дугу и зазор можно только практическим путем. Следует постоянно следить за качеством работы, равномерностью зазора. В таком случае перенос наплавляемого металла будет правильным и четким.
Научиться контролировать дугу и зазор можно только практическим путем. Следует постоянно следить за качеством работы, равномерностью зазора. В таком случае перенос наплавляемого металла будет правильным и четким.
Формирование сварочного шва и его дефекты
Если для сварки используется инвертор, то необходимо внимание уделить качеству сварного шва. Если вести электрод слишком быстро, то будут образовываться разнообразные дефекты, а они недопустимы в работе. Линия сварной ванны будет расположена ниже, чем металлическая поверхность детали. Если дуга будет глубоко проникать в деталь, то появится слишком высокий шов. Важно, чтобы во время сварки он образовывался на уровне поверхности металла. Для этого рекомендуется выполнять зигзагообразные и круговые движения.
Формирование шва надо четко контролировать, ванна должна всегда следовать за образуемым теплом.
Основные типы сварных соединений.
Подрез выполняется в том случае, когда электрода недостаточно, чтобы заполнить всю сварную ванну во время поперечного движения. Наружные границы следует контролировать, чтобы не образовалась боковая канавка. Для этого сила дуги меняется, электрод придется держать в вертикальном положении.
Наружные границы следует контролировать, чтобы не образовалась боковая канавка. Для этого сила дуги меняется, электрод придется держать в вертикальном положении.
При сварочных работах надо учитывать такие условия, как:
- При небольшом наклоне электрода во время сварочного процесса шов немного приподнимается, так как сила направлена назад.
- Если во время работы электрод сильно наклонить, то управление ванной станет затруднительным.
- Когда требуется получить плоский шов, то надо ванну немного сдвинуть назад, электрод наклонить под углом от 45 до 90°. Это позволит правильно следить за сварной ванной, не дать образоваться дефектам.
Что такое полярность?
При работе со сваркой надо обращать внимание на то, какая полярность используется. Именно полярность оказывает влияние на то, какими будут сварной шов, качество соединения отдельных деталей.
Схемы движения электрода.
Если используется прямая полярность, т. е. поток электронов направлен к свариваемой детали, а поток ионов идет от нее, то наблюдается снижение ввода тепла. Это означает, что зона расплавления получится узкой, но глубина ее будет значительной.
Это означает, что зона расплавления получится узкой, но глубина ее будет значительной.
Обратная полярность во время сварки означает, что ввод тепла будет снижен. При этом поток ионов будет идти по направлению к изделию, а поток электронов — к электроду. При использовании такого метода рабочая зона расплавления получается не слишком глубокой, но широкой. В результате получится создать эффект катодной очистки свариваемого металла.
Сварка тонких листов металла
Чтобы правильно варить материалы, необходимо обратить внимание на работу с тонколистовыми металлами. Придется внимательно следить за тем, какой заряд имеет постоянный ток. При положительном заряде металл плавится намного быстрее, да и нагрев быстрее, чем при использовании отрицательного заряда тока. Если к электроду подсоединяется положительный заряд, то он больше греется, лучше горит. Но при сварке тонких листов это может привести к тому, что они быстро прожгутся. Поэтому при выполнении таких работ рекомендуется использовать обратную полярность.
https://moyasvarka.ru/www.youtube.com/watch?v=APbB12bjRzM
Во время подготовки к сварке надо электроды подключать минусом к металлическим заготовкам, а к дуге — плюсом. Во время самой работы нужно следить, чтобы шов был виден хорошо, электрод ставится близко к материалу.
Необходимо подождать, пока не появится красное пятно, капля металла, соединяющая листы металла. Важно следить, чтобы металл во время работы не был прожжен насквозь, поэтому спешить не надо, аккуратность и внимательность лишними не будут.
https://moyasvarka.ru/www.youtube.com/watch?v=PRlNqWGRa_k
Сварочные работы — это процесс достаточно требовательный, но не такой сложный, как это может показаться. Во время работы необходимо четко следовать всем правилам, следить за состоянием дуги, сварного шва. Тогда результат получится качественным.
moyasvarka.ru
Как правильно варить сварочным инвертором?
- 20-01-2015
- 31
- 100
Оглавление: [скрыть]
- Как выбрать электроды?
- Как варить инвертором?
- Возможные трудности
Процесс сварки требует не только использования высококачественного оборудования, но и строго следования всем этапам, чтобы обеспечить безопасность работ. Чтобы начать варить сварочным инвертором, необходимо выполнить ряд подготовительных работ, выбрать электроды. После этого стоит приготовить защитные средства, подготовить рабочее пространство. Сама сварка при соблюдении всех правил и норм — это процесс не слишком сложный.
Чтобы начать варить сварочным инвертором, необходимо выполнить ряд подготовительных работ, выбрать электроды. После этого стоит приготовить защитные средства, подготовить рабочее пространство. Сама сварка при соблюдении всех правил и норм — это процесс не слишком сложный.
Схема устройства сварочного инвертора.
Однако без наличия определенного опыта рисковать лишний раз не стоит, рекомендуется сначала работы проводить в присутствии специалиста.
Как выбрать электроды?
Когда варят инвертором, следует правильно выбирать электроды для работы. От того, насколько четко сделан выбор, зависит качество работы и прочность сварного шва. При работе с низко- и среднеуглеродистыми сталями, отдельными типами низколегированных сталей надо брать углеродистые электроды. Когда планируется работа с легированными сталями, то и электроды необходимо выбирать легированные.
Схема устройства электрода.
Если требуется наплавка на детали, выполнение работы по сварке с особыми типами металла, то применяются электроды высоколегированного типа.
Если сварка требуется в небольших объемах, критических нагрузок не планируется, то лучше всего брать электроды АНО, МР-3. Если планируются интенсивные, сложные работы, то лучше выбирать ОУНИ. Требуется подбирать и марку, сегодня производители предлагают огромный выбор электродов, поэтому на рекомендации изготовителя следует обращать пристальное внимание.
Вернуться к оглавлению
Перед началом работ нужно подготовить:
- сам сварочный инвертор для работы;
- специальную сварочную маска, защищающую глаза и лицо;
- защитную одежду, перчатки;
- стальную щетку, молоток для считки окалины;
- электроды выбранного типа.
Схема сварки тонкого металла при помощи инверторной сварки.
Необходимо подготовить и рабочее место. Электрический сварочный инвертор должен питаться от отдельной защищенной сети, вокруг не должно находиться легковоспламеняющихся, горючих материалов. Если сварочный инвертор и прочее оборудование готово, можно поджигать дугу. Электрод подносится к детали, которую необходимо сварить, под углом. Далее требуется пару раз дотронуться до поверхности, это позволяет активировать электрод для организации сварочного процесса. Электрод следует удерживать близко к детали. Как правило, такое расстояние составляет значение примерно в диаметр самого электрода.
Электрод подносится к детали, которую необходимо сварить, под углом. Далее требуется пару раз дотронуться до поверхности, это позволяет активировать электрод для организации сварочного процесса. Электрод следует удерживать близко к детали. Как правило, такое расстояние составляет значение примерно в диаметр самого электрода.
Вести наконечник необходимо аккуратно, требуется контролировать продвижение.
После того как будет образован шов, останется окалина, ее необходимо убрать. Для этого по краю аккуратно следует постучать молоточком или любым другим твердым предметом с большим весом. Во время работы надо следить за дуговым промежутком. Это особый зазор, который по мере работы образуется между металлом детали и электродом. Величина этого промежутка должна на всем протяжении шва быть одинаковой, не изменяться.
Вернуться к оглавлению
Несоблюдение условий приведет к деформациям шва:
Схема элементов инверторного сварочного аппарата.
- Слишком малый зазор становится причиной образования выпуклого шва, который по бокам не сплавливается, как это необходимо, т. е. металл не прогревается на требуемую длину.
- Слишком большой зазор приводит к скачку сварочной дуги. Наплавляемый металл при таких условиях укладывается криво, сварной шов получается небрежным. Такая сварка обычно характерна для новичков, которые не умеют еще должным образом осуществлять контроль, внимание уделяют не положению электрода и его высоте, а самому шву.
- Сварной шов при требуемой высоте электрода над поверхностью позволяет сформировать отличный провар. Металл наплавляется правильно, шов получается аккуратным и ровным.
 е. металл не прогревается на требуемую длину.
е. металл не прогревается на требуемую длину.Именно контроль над дугой позволяет научиться правильно пользоваться сварочным инвертором. От точности соблюдения всех действий зависит качество сварной ванны, ее характеристики. Если нарушать условия работы, то могут возникнуть определенные дефекты:
- Если электрод двигать слишком быстро, то шов получится с дефектами, так как линия сварной ванны будет лежать глубже, чем поверхность металла. В этом случае расплавленный металл станет выталкиваться наружу, образуя волну. Шов получится большим и неаккуратным. Чтобы исключить такую ошибку, необходимо следить, чтобы шов образовывался на уровне металлической детали, а не был слишком высоким и не отклонялся назад.
- Чтобы шов получился ровным, движения не должны быть только прямолинейными. Это одна из наиболее распространенных ошибок, которую совершают новички. Движения должны быть зигзагообразными и круговыми, сильно расширять радиус нельзя. Когда выполняется зигзагообразное передвижение электрода, необходимо шов контролировать с краю, а потом уже по центру, по другому боку.
 Шов получится большим и неаккуратным. Чтобы исключить такую ошибку, необходимо следить, чтобы шов образовывался на уровне металлической детали, а не был слишком высоким и не отклонялся назад.
Шов получится большим и неаккуратным. Чтобы исключить такую ошибку, необходимо следить, чтобы шов образовывался на уровне металлической детали, а не был слишком высоким и не отклонялся назад.https://moiinstrumenty.ru/www.youtube.com/watch?v=lRsIdXHQPR8
Чтобы не допустить образования бокового подреза, т. е. боковой канавки, необходимо ванну делать немного тоньше. Для этого требуется постоянно регулировать дугу, во время наклона при движении ванна должна продвигаться вперед, а не постепенно тянуться за электродом.
Сварка инвертором не так сложна, если следить за процессом, в точности соблюдать все требования и правила работы. При движении электрода надо следить за швом, дугой, в противном случае ожидаемого результата не будет.
При движении электрода надо следить за швом, дугой, в противном случае ожидаемого результата не будет.
moiinstrumenty.ru
Глава 4. ЭЛЕКТРОДУГОВАЯ СВАРКА ПОСТОЯННЫМ ТОКОМ
На переменном токе возможно выполнять только сварку обычной
низкоуглеродистой стали (кроме сварки с осциллятором). В практике же много случаев сварки деталей из чугуна,
средне- и высокоуглеродистой стали, цветных металлов, легированной стали. Здесь
необходим постоянный ток. Дело в том, что электроды для вышеуказанных металлов
устойчиво горят в основном на постоянном токе. Кроме этого, использование дуги
прямой или обратной полярности дает дополнительные технологические
преимущества.
Дело в том, что электроды для вышеуказанных металлов
устойчиво горят в основном на постоянном токе. Кроме этого, использование дуги
прямой или обратной полярности дает дополнительные технологические
преимущества.
Видео: «Сварочный ток прямой и обратной полярности».
Видео: «Постоянный и импульсный токи от самодельного сварочного выпрямителя».
Профессиональная сварка емкостей, работающих под давлением, также выполняется на постоянном токе.
Видео: «Сравнение экономичности сварочного трансформатора и инвертора».
Видео: «Как выбрать самый экономичный сварочный инвертор».
Схема самодельного сварочного аппарата постоянного тока
Видео: «Самодельная сварочная установка постоянного тока».
Трансформатор Тр 1 – обычный сварочный, без
каких-либо переделок. Лучше, если он будет иметь жесткую характеристику, то
есть вторичная обмотка намотана поверх первичной.
Радиаторы диодов подбирают такой площади, чтобы нагрев диодов в процессе работы не превышал 100°С. Для дополнительного охлаждения можно использовать вентилятор.
Конденсатор С1 – составной из оксидных конденсаторов общей емкостью не менее 40 000 мкФ. Конденсаторы можно использовать любой марки емкостью по 100 — 1000 мкФ каждый, включая их параллельно. Рабочее напряжение не менее 100 В. Если в работе такие конденсаторы перегреваются, то их рабочее напряжение следует брать не менее 150 В. Возможно использование конденсаторов и других номиналов.
Если планируется работать только на больших токах, то
конденсаторы можно вообще не ставить. Дроссель Др 1 – обычная
вторичная обмотка сварочного трансформатора. Желательно, чтобы сердечник был
набран из прямоугольных пластин. Через него не течет ток подмагничивания. Если
используется тороидальный сердечник, то в нем необходимо ножовкой по металлу
пропилить магнитный зазор.
Резистор R 1 – проволочный. Можно использовать стальную проволоку диаметром 6 – 8 мм и длиной несколько метров. Длина зависит от напряжения вторичной обмотки вашего трансформатора и от тока, который вы хотите получить. Чем длиннее проволока, тем меньше ток. Для удобства ее лучше намотать в виде спирали.
Получившийся у вас сварочный выпрямитель допускает сварку прямой и обратной полярности.
Сварка прямой полярности – на электрод подается «минус», на изделие «плюс».
Сварка обратной полярности – на электрод подается «плюс», на изделие – «минус» (показано на рис. 4. 1.).
Если трансформатор Тр 1 имеет свою регулировку тока, то лучше всего установить на нем максимальный ток, а избыток тока гасить сопротивлением R 1.
Сварка чугуна
Практикой частных сварщиков отработаны два надежных и эффективных способа сварки чугуна.
Первый используется для сварки изделий простой конфигурации,
там, где чугун может «потянуться» вслед за остывающим швом. Следует учитывать,
что чугун – абсолютно непластичный металл, а каждый остывающий шов делает
поперечную усадку примерно на 1 мм.
Следует учитывать,
что чугун – абсолютно непластичный металл, а каждый остывающий шов делает
поперечную усадку примерно на 1 мм.
Таким способом можно сваривать отвалившееся ушко станины, лопнувший пополам чугунный корпус и так далее.
Видео: «Технология сварки чугуна».
Перед сваркой трещину разделывают V-образной разделкой на всю толщину металла.
Заваривать разделку можно любым электродом, хотя лучшие результаты дает сварка электродом марки УОНИ (с любыми цифрами) на постоянном токе обратной полярности.
После сварки шов зашлифовывается заподлицо с основным металлом, и привариваются накладки из малоуглеродистой стали.
Электроды марки УОНИ считаются лучшими отечественными электродами для постоянного тока.
Накладки следует наваривать во всех возможных местах. Чем их больше, тем сварное соединение прочнее. Наваривать накладки следует вдоль действующего усилия.
Сварные конструкции с накладками часто оказываются прочнее
исходной чугунной отливки.
Второй способ разработан для изделий сложной конфигурации: блоков цилиндров, картеров и так далее. Чаще всего он используется для устранения течи различных жидкостей.
Видео: «Технология сварки чугунных блоков цилиндров».
Перед сваркой трещина очищается от грязи, масла, ржавчины.
Для сварки используется медный электрод диаметром 3 – 4 мм. Ток постоянный обратной полярности.
Перед сваркой трещину или заплатку ставят на точечные прихватки.
Сварку ведут короткими швами вразброс. Первый шов выполняется в любом месте. Длина его не более 2 см.
Сразу после проварки шва его интенсивно проковывают молотком.
Остывающий шов уменьшается в размерах, а проковка, наоборот, его раздает. Проковку выполняют примерно минуту.
Затем дожидаются полного остывания металла. Остывание контролируют рукой. Если прикосновение ко шву не вызывает болезненных ощущений, сваривают второй короткий шов такой же длины.
Второй и все последующие швы сваривают как можно дальше от
предыдущих. Их длина также в пределах 2 см. После сварки каждого короткого шва идет проковка и остывание.
Их длина также в пределах 2 см. После сварки каждого короткого шва идет проковка и остывание.
Последними проваривают замыкающие участки между короткими швами. В результате получается сплошной шов.
Определение сорта стали по искре
В ремонтной практике достаточно много случаев сварки сталей, неизвестных по химическому составу. Без определения состава таких сталей качественная их сварка невозможна.
Существует способ определения содержания углерода в стали с точностью до ±0,05%. Он основан на соприкосновении испытываемого металла с вращающимся наждачным кругом. По форме образующихся при этом искр можно судить как о процентной доле углерода, так и о наличии легирующих примесей.
Видео: «Определение сорта стали по искре».
Углерод в отделяемых частичках металла сгорает, образуя
вспышки в виде звездочек. Звездочки характеризуют содержание углерода в
испытуемой стали. Чем выше в ней содержание углерода, тем усиленнее сгорают частички
углерода и тем больше число звездочек (Рис. 4. 7.).
4. 7.).
Такую пробу желательно проводить на карборундовом круге с зернистостью 35 – 46. Скорость вращения 25 – 30 м/сек. Помещение должно быть затемнено.
1 – искра имеет вид светлой, длинной, прямой линии с двумя утолщениями на конце, из которых первое светлое, а второе темно-красное. Весь пучок искр светлый и имеет продолговатую форму;
2 – от первого утолщения начинают отделяться новые светлые искры. Пучок искр становится короче и шире предыдущего, но тоже светлый.
3 – пучок искр получается короче и шире. От первого утолщения отделяется целый сноп искр светло-желтого цвета;
4 – на концах искр, отделяющихся от первого утолщения, наблюдаются блестяще-белого цвета звездочки;
5 – образуются длинные искры красноватого цвета с характерными отделяющимися звездочками;
6 – длинная прерывистая (пунктирная) искра темно-красного цвета со светлым утолщением на конце;
7 – двойная прерывистая (пунктирная) искра со светлыми утолщениями на концах, толстая и длинная — красного цвета, тонкая и короткая – темно-красного цвета;
8 – искра такая же, как и в пункте №7, с той лишь разницей,
что искры имеют разрыв.
Обучение методу искровой пробы следует начинать с образцов известных марок стали.
Применяя этот метод, следует учитывать, что сталь в закаленном состоянии дает более короткий пучок искр, чем незакаленная.
Пробу на искру необходимо брать на глубине 1 – 2 мм от поверхности, так как на поверхности металла может быть обезуглероженный слой.
При соприкосновении с наждачным кругом цветных металлов и их сплавов, в которых углерод отсутствует, искр не получается.
Сварка среднеуглеродистой и высокоуглеродистой стали
Среднеуглеродистые стали сваривают электродами с небольшим содержанием углерода. Глубина провара должна быть небольшая, поэтому применяют постоянный ток прямой полярности. Величина тока выбирается пониженная.
Все эти мероприятия снижают содержание углерода в металле шва и предупреждают появление трещин.
Для сварки используют электроды УОНИ-13/45 или УОНИ-13/55.
Некоторые изделия перед сваркой необходимо нагревать до
температуры 250 — 300°С.
После сварки изделие укутывают термоизолирующим материалом и дают возможность медленно остыть.
В случае необходимости после сварки производится термическая обработка: изделие нагревают до темно-вишневого цвета и обеспечивают медленное охлаждение.
Высокоуглеродистую сталь сваривать труднее всего. Сварных конструкций из нее не изготавливают, но в ремонтном производстве сварка применяется. Для сварки такой стали лучше всего применять те же методы, что описывались ранее для сварки чугуна.
Сварка марганцовистой стали
Марганцовистая сталь применяется для деталей с высокой
износостойкостью: ковшей землечерпалок, зубьев ковшей экскаваторов, железнодорожных
крестовин, шеек камнедробилок, тракторных траков и так далее.
Для сварки применяют электроды ЦЛ-2 или УОНИ-13нж.
Сварочный ток выбирается из расчета 30 – 35А на 1 мм диаметра электрода.
При сварке образуется большое количество газов. Для облегчения их выхода из расплавленного металла наплавку следует выполнять широкими валиками и короткими участками, иначе шов получается пористый.
Сразу после сварки требуется проковка.
Для повышения твердости, прочности, вязкости и износоустойчивости наплавки необходимо после наложения каждого валика, пока он еще нагрет до красного каления, производить закалку с помощью холодной воды.
Сварка хромистой стали
Хромистые стали применяются как нержавеющие и кислотостойкие для изготовления аппаратуры нефтеперерабатывающей промышленности.
Сварку хромистых сталей необходимо выполнять с предварительным нагревом до температуры 200 — 400°С.
При сварке используется пониженная сила тока из расчета 25 – 30 А на 1 мм диаметра электрода.
Применяют электроды ЦЛ-17-63, СЛ-16, УОНИ-13/85 на
постоянном токе обратной полярности.
После сварки изделие охлаждают на воздухе до температуры 150 — 200°С, а затем производят отпуск.
Отпуск производят путем нагрева изделия до температуры 720 — 750°С с выдержкой при такой температуре не менее часа и последующим медленным охлаждением на воздухе.
Сварка вольфрамовой и хромовольфрамовой стали
Такая сталь используется для изготовления режущего инструмента.
С помощью сварки режущий инструмент можно изготовить двумя способами:
1) приваркой готовых пластин быстрорежущей стали на держатель из малоуглеродистой стали;
2) наплавкой быстрорежущей стали на малоуглеродистую сталь.
Готовые пластины наваривают способами:
1) используя контактную сварку;
2) с помощью аргоновой сварки неплавящимся электродом;
3) используя газовую пайку высокотемпературным припоем;
4) плавящимся электродом постоянного тока.
Для наплавки можно использовать отходы быстрорежущей стали:
поломанные сверла, резцы, зенкеры, развертки и др.
Эти отходы можно наплавлять с помощью газовой или аргоновой сварки, а также изготавливая из них электроды для электродуговой сварки.
После наплавки инструмент отжигают, обрабатывают механическим путем, затем подвергают трехкратной закалке и отпуску.
Сварка высоколегированной нержавеющей стали
Нержавеющая сталь в быту нашла довольно широкое применение: из нее изготавливают различные емкости, теплообменники, водонагреватели. Используют в частных банях как жаростойкую.
Отличить такую сталь от обычной можно по трем характерным признакам:
1) «нержавейка» отличается светло-стальным цветом;
2) при приложении постоянного магнита не притягивается, хотя бывают и исключения;
3) при обработке на наждачном круге дает мало искр (или совсем не дает).
Нержавеющая сталь обладает повышенным коэффициентом линейного расширения и пониженным коэффициентом теплопроводности.
Увеличенный коэффициент линейного расширения вызывает
большие деформации сварного соединения вплоть до появления трещин. Некоторые
сварные конструкции из «нержавейки» перед сваркой желательно подогреть до
температуры 100 — 300°С.
Некоторые
сварные конструкции из «нержавейки» перед сваркой желательно подогреть до
температуры 100 — 300°С.
Низкий коэффициент теплопроводности вызывает концентрацию тепла и может привести к прожиганию металла. По сравнению со сваркой обычной стали такой же толщины при сварке «нержавейки» ток уменьшают на 10 – 20%.
Видео: «Сварка тонкой нержавейки толстыми электродами».
Видео: «Сварка тонкой нержавейки по отбортовке».
Для сварки применяют постоянный ток обратной полярности.
Используют электроды марки ОЗЛ-8, ОЗЛ-14, ЗИО-3, ЦЛ-11, ЦТ-15-1.
Одно из главных условий при сварке – поддержание короткой дуги, это обеспечивает лучшую защиту расплавленного металла от кислорода и азота воздуха.
Коррозионная стойкость швов увеличивается при ускоренном их остывании. Поэтому сразу после сварки швы поливают водой. Поливание водой допустимо только для той стали, которая после сварки не дает трещин.
Сварка алюминия и его сплавов
Сварку покрытыми электродами применяют для алюминия и
сплавов толщиной более 4 мм.
Для сварки технического алюминия применяют электроды марки ОЗА-1.
Для заварки литейных дефектов применяются электроды ОЗА-2.
В последнее время электроды марки ОЗА заменяются более совершенными электродами марки ОЗАНА.
Обмазка электродов для сварки алюминия сильно впитывает влагу. При хранении таких электродов без влагозащиты обмазка в буквальном смысле слова может стечь со стержня. Поэтому такие электроды хранят в пластиковом пенале со средствами влагопоглощения. Перед сваркой их дополнительно просушивают при температуре 70 – 100°С.
Перед сваркой алюминиевые детали обезжиривают ацетоном и зачищают до блеска металлической щеткой.
Сварку производят на постоянном токе обратной полярности.
Сварочный ток 25 – 32 А на 1 мм диаметра стержня электрода.
Деталь перед сваркой прогревают до температуры 250 — 400°С.
Сварку необходимо выполнять непрерывно одним электродом, так
как пленка шлака на детали и конце электрода препятствует повторному зажиганию
дуги.
Если есть возможность, с обратной стороны шва укладываются подкладки (см. газовая сварка алюминия).
Электродуговой сваркой получают швы среднего качества.
Сварка меди и ее сплавов
Чистая медь хорошо поддается сварке, и ее рекомендуется варить двумя способами. Способ сварки зависит от толщины детали.
При толщине изделия не более 3 мм лучше всего использовать сварку угольным электродом. Сварка выполняется постоянным током прямой полярности при длине дуги 35 – 40 мм.
В качестве присадочного материала можно использовать электротехнический провод. Не забудьте перед сваркой очистить его от изоляции.
Для повышения качества шва на свариваемые кромки и на присадочную проволоку наносят флюс, состоящий из 95% прокаленной буры и 5% металлического порошкообразного магния. Можно использовать одну буру, но результаты будут хуже. Если не требуется высокое качество шва, флюс не применяется.
Видео: «Сварка меди».
Второй способ применяется при сварке меди толщиной более
3 мм.
Сварка выполняется постоянным током обратной полярности. Иногда требуется предварительный общий подогрев до 300 — 400°С.
Применяются электроды марки «Комсомолец-100», или АНЦ.
Сварка латуни и бронзы в условиях частного сварочного цеха вызывает затруднения. Технология сварки медных сплавов зависит от того, какие использованы присадки к меди. Это может быть цинк, олово, марганец, свинец, фосфор, кремний, алюминий и другие.
Не зная состава медных сплавов, трудно получить приемлемое качество шва.
Однако заказы на сварку таких металлов не столь уж редкое явление. Здесь есть очень интересный выход. Высококачественные неразъемные соединения медных сплавов можно получить, используя методы пайки.
Пайка – это соединение двух металлов с использованием третьего. Он называется припоем. При этом основные металлы не нагреваются до плавления, что гарантирует сохранение их качественного состава.
В качестве припоя можно взять оловянно-свинцовый, тот, что
применяется в радиотехнике.
Высокая прочность пайки таким припоем гарантируется при пайке деталей внахлестку. Чем больше площадь нахлестки, тем прочнее соединение.
Второе условие прочности паяного соединения – выполнение пайки вдоль действующего усилия.
Паяные соединения латуни и бронзы отличаются достаточной прочностью и герметичностью.
Техника безопасности при электродуговой сварке
Электродуговая сварка имеет несколько вредных для здоровья сварщика факторов: напряжение электрического тока, излучение электрической дуги, газы, искры и брызги металла, термический нагрев, сквозняки.
Предельно допустимым напряжением холостого хода сварочного трансформатора считается 80 В, а сварочного выпрямителя 100 В. В условиях сухой погоды такое напряжение практически не ощущается, но в условиях влажности начинается довольно ощутимое покалывание руки. Это же самое может наблюдаться при нахождении сварщика на свариваемой металлической детали, а тем более внутри нее.
При сварке в сырую погоду, а также стоя на металле,
независимо от погоды, необходимо использовать резиновые перчатки, резиновый
коврик, резиновые калоши. Перчатки, коврик и калоши должны быть из диэлектрической
резины, то есть той, что используют электрики. Резиновые изделия, продающиеся
для бытового использования, электроизолирующими не являются.
Перчатки, коврик и калоши должны быть из диэлектрической
резины, то есть той, что используют электрики. Резиновые изделия, продающиеся
для бытового использования, электроизолирующими не являются.
Для защиты сварщика от случайного пробоя трансформатора используется защитное заземление. Устройство заземления описано в Главе 1.
Для уменьшения вероятности электрического удара лучше всего использовать трансформаторы с невысоким напряжением холостого хода.
Защитой от излучения дуги является костюм сварщика, маска с набором стекол, рукавицы. Верхний ворот костюма всегда застегивайте, иначе у вас появится несмываемый «галстук».
Ультрафиолетовое излучение дуги с достаточной степенью надежности ослабляется столбом воздуха в 10 м, поэтому не подпускайте никого к месту сварки ближе, чем на 10 м (особенно детей!).
В состав покрытия электродов входят газообразующие вещества,
поэтому покрытые электроды сильно дымят. Единственный способ защиты от дыма –
принудительная вентиляция. Устройство такой вентиляции описано в Главе 1.
Устройство такой вентиляции описано в Главе 1.
С вентиляцией связан еще один неблагоприятный фактор в работе сварщика – сквозняки. Нагрузка сварщика в процессе работы является чаще всего статической, то есть сварщик работает практически неподвижно. При этом не происходит саморазогрева тела, что может привести к переохлаждению.
Как показывает опыт многих сварщиков, никакая закалка от сквозняков не помогает. Более надежная защита – теплая одежда, особенно в районе пояса (сварщик работает согнувшись).
Теплая одежда может оказать и отрицательное влияние. При переходе к динамической нагрузке сварщик начинает потеть, пот вместе со сквозняком вызывает гарантированную простуду.
Лучший вариант избежать простуды – поставить приточный тепловентилятор. Он должен подогревать приточный воздух до плюсовой температуры даже в сильный мороз. Если вы в такие морозы предпочитаете не работать, то мощность вентилятора достаточна в 3 кВт.
Довольно неприятным явлением считаются брызги металла. Попадая на костюм, в обувь, они вызывают тление защитной одежды или пожар, если
рядом горючие вещества. Приобретите кожаную защитную одежду и кирзовые
сапоги – и вы в достаточной степени защитите свое тело.
Попадая на костюм, в обувь, они вызывают тление защитной одежды или пожар, если
рядом горючие вещества. Приобретите кожаную защитную одежду и кирзовые
сапоги – и вы в достаточной степени защитите свое тело.
При сварке на больших токах и электродуговой резке металла держатель электродов, сварочные провода и сварочная маска могут перегреваться. Поэтому не касайтесь лицом металлических частей маски, а на рукоятку держателя наденьте теплоизолирующий рукав. Регулярно проверяйте все соединения проводов – они могут стать причиной пожара.
Вышеуказанные правила применяются и для других видов электрической сварки: аргоновой, полуавтоматической, контактной.
Сварка аргоном: сварка алюминия, нержавейки
Сварочный процесс
После того как настроена аппаратура, а также учтены все рекомендации, можно приступать непосредственно к сварке.
Во избежание появления деформации и трещин, между деталями по всей длине оставляется зазор на расширение. Детали закрепляются в тисках или другим способом и прихватываются в нескольких местах.
Начинать надо с минимальным расходом защитного газа. Выключить подачу проволоки и настроить вентилем на редукторе расход газа на рабочий режим. Затем направить газовый поток на заготовку и продуть ее поверхность буквально за 3-5сек.
В начале сварки нужно смотреть на шов. Если образуются поры, увеличить подачу газа до тех пор, пока они не будут появляться. Расход газа надо настраивать на экономный режим. Чтобы качество шва при этом не пострадало.
Начинать варить надо, отступив от края 5-6мм, чтобы не допустить образования трещин. Сопло горелки должно быть расположено под углом слегка назад по направлению шва и на высоте 10-12мм над сварочным стыком.
В случае наклона угла вперед увеличивается ширина шва, а проникновение сварочной дуги уменьшается, что хорошо для тонких листов.
Скорость сварки
Скорость, с которой электрическая дуга движется вдоль места сварки, контролируется сварщиком. Слишком высокая – может вызвать много брызг и расплавление металла, при этом защитный газ не успевает выйти и образуются поры. Недостаточная скорость – причина изменения проникновения сварочной дуги в свариваемые детали.
Недостаточная скорость – причина изменения проникновения сварочной дуги в свариваемые детали.
Варить надо короткой дугой – это, когда расстояние между концом проволоки и поверхностью расплавленного металла составляет 0,5-1,5мм. Проваренный таким способом, шов имеет правильные очертания, гладкую и выпуклую поверхность.
Другой способ сварки тонких деталей – сварка с отрывом, т.е. короткими замыканиями дугового промежутка. Нажать на курок – отпустить, и так постепенно заполнить ниточным швом (валиками) место соединения.
Если аппарат имеет импульсную функцию, то лучше работать на ней. Для расплавления металла используются импульсы, генерируемые коротким замыканием в сварочном аппарате.
При сварке тонкой (до3мм) нержавейки полуавтоматом сопло горелки вести вдоль шва, не допуская поперечных движений. В противном случае есть вероятность выхода расплавленного металла из зоны защитной среды. Лучше выполнять сварку тонких деталей в вертикальном положении, двигаясь сверху вниз.
Если две заготовки различной толщины, то сопло держать на толстой. Мгновенным движением переместить горелку на тонкую заготовку и опять вернуться на толстую. Иначе произойдет пережог тонкого металла.
Чтобы избежать серьезных дефектов во время сварочных работ, стоит использовать керамические подкладки, которые представляют собой самоклеящуюся ленту. Они наиболее подходящие для работы с тонкими деталями, а также в неудобном пространственном положении.
Подготовка деталей к сварке
Прежде чем начинать сваривать детали их очищают от грязи и жира любым растворителем. Оксидную пленку удаляют щеткой с металлическим ворсом или напильником. Использование абразивного инструмента нежелательно. Крупинки, оставшиеся в царапинах, попадут внутрь шва, что не лучшим образом скажется на его качестве. С кромок толстого алюминия (больше 4 мм) снимают фаски под углом 45 — 65⁰.
Для удаления влаги заготовки подогреваются до 150⁰C. Для снижения риска прожога тонкого металла до нуля под заготовки подкладывают стальные или медные пластины. Они улучшают отвод тепла, что позволяет ускорить процесс, за счет чего экономится энергия и газ. Сварку в среде аргона проводят сразу после подготовки, чтобы алюминий не успел окислиться.
Они улучшают отвод тепла, что позволяет ускорить процесс, за счет чего экономится энергия и газ. Сварку в среде аргона проводят сразу после подготовки, чтобы алюминий не успел окислиться.
Технология
Аргоновая сварка нержавейки проводится по обычной технологии в среде защитных газов. Присадочную проволоку следует перемещать только вдоль шва. Электрод не должен касаться металла, ванна разгоняется дугой. Следует следить, чтобы все расходные материалы были закрыты аргоном.
Шов прочнее, если аргонодуговая сварка производится с дополнительным поддувом защитного газа. Он направляется с обратной стороны. С одной стороны трубу можно закрыть, а с другой запустить газ.
Для розжига дуги используют осциллятор или графитовую пластину. Касаться электродом детали нельзя, в месте контакта сразу образуется прожог.
Подача газа продолжается 4–8 секунд после завершения работ.
Для соединения тонких листов используют медные подкладки. Их крепят на обратной стороне шва для отвода лишнего тепла.
Виды
Для каждого из материалов существует свой вид сварочной проволоки, который детализируется в зависимости от марок внутри самого вида.
Для нержавеющей стали
В проволоке для нержавеющих сталей обязательно содержится хром. Кроме него в состав могут входить никель, титан, молибден и другие. Аргон является хорошей защитой, которая позволяет сохранить требуемое наличие легирующих элементов в процессе сварки. Это важный фактор, обеспечивающий сохранение коррозионной стойкости сварного шва.
Сварочная проволока СВ-10Х16Н25АМ6 для нержавеющих сталей
Для алюминия
Расходный материал при аргонодуговой сварке алюминиевых сплавов может подаваться в зону соединения вручную или с помощью механизированной подачи (автоматы, полуавтоматы). Высокая химическая активность алюминия при взаимодействии с кислородом нейтрализуется созданием оборудования, где сварка с присадкой из алюминиевой проволоки надежно защищена аргоном.
Алюминиевая проволока DEKA ER4043 0,8 мм. по 0,5 кг. в упаковке. Фото DEKA
по 0,5 кг. в упаковке. Фото DEKA
По дуплексу
Развитие технологии выплавки сталей в металлургической промышленности приводит к созданию материалов с особыми свойствами. Дуплексные стали как раз из этой области. Они обладают высокой коррозионной стойкостью при повышенной прочности. Кроме этого, они хорошо свариваются. Однако, чтобы сохранить свои уникальные свойства после соединения материалов, эта технология должна обеспечить следующие условия:
- в качестве присадочного материала должна быть проволока, изготовленная из такого же дуплекса;
- сохранность легирующих элементов должна быть надежно выполнена с помощью инертного газа (аргона).
Применять приспособления для сварки, предотвращающие образование деформаций
Правильная фиксация свариваемых деталей является важным требованием не только при сварке вольфрамовым электродом и помогает избежать многих проблем в том числе и деформирования. Чем меньше толщина свариваемых деталей, тем важнее выбор подходящих приспособлений для сборки и сварки.
Необходимо запастить терпением и временем для правильной сборки и фиксации деталей, имеющих сложную конфигурации. В данном случае хорошо себя зарекомендовало приспособление «третья рука», которое помогает надежно удерживать детали после сборки и в процессе сварки. Третья рука имеет множество разных конструкций и форм, но обычно это тяжелый предмет, который кладется или опирается на деталь и удерживает ее на месте для сварки.
Можно использовать специальные приспособления, которые помогают удерживать руку в процессе сварки. Использование опор для рук и локтей помогает сохранять устойчивость и уменьшает утомляемость.
Необходимое оборудование и материалы
Для работы потребуется аппарат выдающий переменный ток, поскольку сварку алюминия постоянным током аргоновым методом провести не получится. Оптимальным вариантом будет инвертор с режимом тиг и набором опций, позволяющих:
- бесконтактно зажигать дугу;
- заваривать кратер на конце шва;
- регулировать баланс тока;
- устанавливать период времени, в течение которого продолжается подача аргона после отключения дуги.

Чтобы снизить расход газа для сварки алюминия нужно обзавестись горелкой с газовой линзой (цангодержателем), внутри которой помещена сетка. При проходе аргона через ячейки улучшается защита места сварки при меньшем расходе. Для установки линз выпускаются сопла нескольких диаметров, чем больше размер, тем надежнее защита.
Сварка проводится универсальным вольфрамовым электродом (AC/DC) любой окраски или специализированным для работы переменным током (AC) зеленого цвета. Конец заостряется, но оставляется притупление. После розжига дуги он станет похожим на каплю. Чтобы вольфрам не перегревался, электрод вставляют в сопло с вылетом 3 — 5 мм. При работе он загрязняется алюминиевыми брызгами, тогда конец снова заостряют.
Так как у алюминия высокая скорость плавления присадочная проволока должна быть диаметром не меньше толщины деталей, чтобы успевать продвигать ее. Она может подаваться вручную или механизмом полуавтомата. Работая с чистым алюминием, чаще всего выбирают проволоку №5356, а со сплавами — №4043, с добавлением кремния.
Для tig сварки алюминия требуется чистый газ аргон с концентрацией 98 — 99%. Поэтому покупать его нужно у надежных продавцов. Редуктор и манометры лучше выбрать импортные, поскольку они позволяют точнее настраивать расход, чем отечественные модели.
Электроды по алюминию для инверторной сварки
Логично, что электроды по алюминию для инверторной сварки будут специального назначения
И их важно правильно подобрать. Выбирая сварочные электроды для алюминия, нужно помнить одно простое правильно
Соответственно, померяв толщину металла на заготовках – вы получаете необходимый диаметр электродов, который нужно купить. Обычно популярные электроды в диапазоне диаметров 3 – 5 мм
Еще одну вещь важно помнить при покупке электродов
Но если уж ими придется воспользоваться – нужно купить их в 2 – 3 раза больше, чем на такую же длину швов вы покупали бы стальных электродов.
Существуют самые разнообразные марки электродов для сварки алюминия. Но мы не будем сейчас вдаваться в подробности относительно химических составов и т. д., так как статья ориентирована на практиков, поэтому сразу хотим отметить, что высокой популярностью пользуются электроды для сварки алюминия инвертором с наименованием Unitor ALUMIN-351N.
д., так как статья ориентирована на практиков, поэтому сразу хотим отметить, что высокой популярностью пользуются электроды для сварки алюминия инвертором с наименованием Unitor ALUMIN-351N.
После того, как определились с выбором электродов, переходим непосредственно к работе.
Сварка алюминия электродом в домашних условиях, основные моменты
Для успешной сварки алюминия в домашних условиях важно убедиться что толщина металла не менее 2 миллиметров. Если меньше – тоже можно попробовать, но скорее всего без навыка и спец оборудования сделать правильный шов будет крайне сложно
Сварка алюминия электродом в домашних условиях начинается с подготовки кромок свариваемых деталей
В тех местах, где планируется выполнить соединение, важно тщательно зачистить поверхности, полностью удалив всю грязь и жир. Не лишним будет протереть поверхности растворителем или обезжиривающим средством (не критично но есть легенда что это помогает)
Если свариваемые детали имеют толщину больше 3мм – необходимо сделать V-образную канавку под углом 60 градусов в местах будущих швов.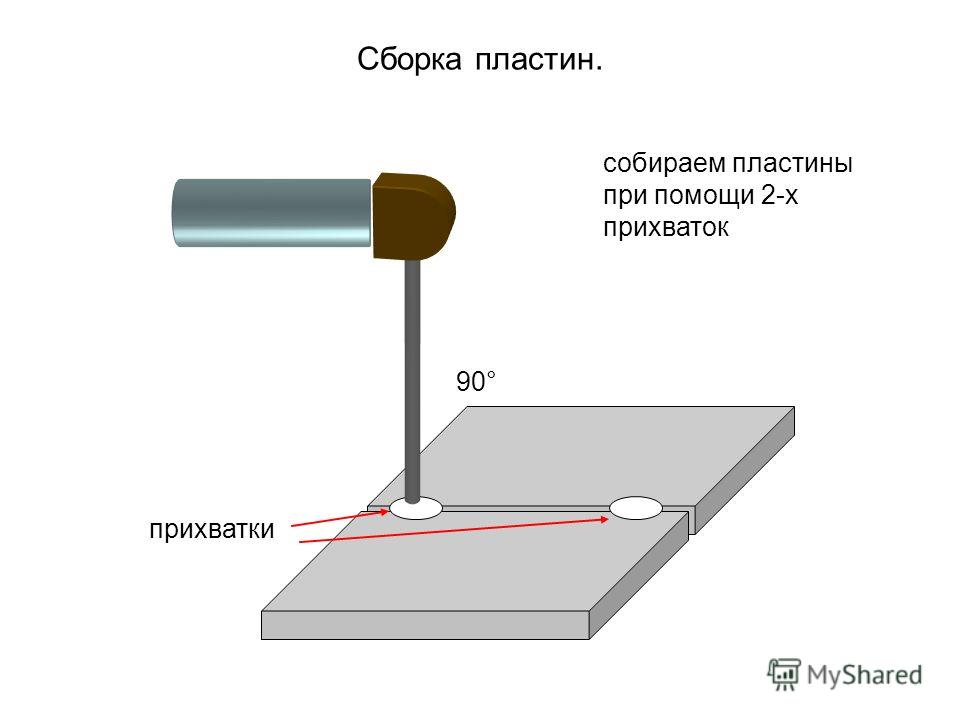 При этом воздушный зазор должен быть в пределах 1 – 3 мм. Сварка алюминия электродом деталей разной толщины требует того, чтоб более тонкий металл был плотно зафиксирован на детали с толстым металлом.
При этом воздушный зазор должен быть в пределах 1 – 3 мм. Сварка алюминия электродом деталей разной толщины требует того, чтоб более тонкий металл был плотно зафиксирован на детали с толстым металлом.
Определившись сварка алюминия каким электродом выполняется, подготовив детали, важно установить положительную полярность на вашем сварочном аппарате и переключится на постоянный ток. Это уж очень важный момент
Непосредственно перед сваркой литых или крупных деталей, обязательно прогревайте заготовки до 300 градусов. В процессе сварки алюминия электродами инверторной сваркой, держите электрод под небольшим углом наклона или вертикально относительно заготовки. Конец электрода перемещайте по направлению шва.
Предпочтительное положение сварки – нижнее
Важно – сварочную дугу держите в коротких промежутках, не допуская перегрева и расплавления деталей. Сварка алюминия электродом выполняется максимально быстро
После обрыва дуги необходимо очистить поверхность металла от корки шлака и продолжать сварку. Каждым следующим валиком нужно перекрывать предыдущий приблизительно на 8 – 10 мм. По завершению сварки шов нужно очистить от шлаков и промыть водой.
Каждым следующим валиком нужно перекрывать предыдущий приблизительно на 8 – 10 мм. По завершению сварки шов нужно очистить от шлаков и промыть водой.
В процессе сварки следите за прогревом заготовок, так как алюминий очень легко перегреть и испортить материал или детали.
Упомянутые электроды для сварки алюминия инвертором Unitor ALUMIN-351N важно хранить в защищенном от влаги месте. Они быстро поглощают влагу из воздуха, поэтому выполняя работы в помещении с высокой влажностью или на улице в сырую погоду – старайтесь брать минимальное количество электродов с собой, чтоб не испортить всю пачку (это уже соображения по экономии денег)
В целом, как вы наверняка заметили – сварка алюминия электродом в домашних условиях вполне решаемая задача.
Принцип работы сварочного оборудования
В состав сварочного оборудования входят:
- Сварочный аппарат любого типа для дуговой сварки, у которого напряжение холостого хода: 60-70 вольт.
- Контактор силовой, с помощью которого напряжение будет подаваться от сварочного аппарата на горелку.
- Осциллятор. Этот прибор преобразует сетевое напряжение 220 вольт и частотой колебания 50 Гц в напряжение 2000-6000 вольт с частотой 150-500 кГц. Эти параметры электрического тока позволяет легко зажечь дугу.
- Устройство обдува зоны сварки аргоном.
- Горелка керамическая.
- Баллон для аргона, он с горелкой соединяется через редуктор и шланг.
- Электрод неплавящийся и присадочная проволока.

Как работает аргонная сварка, можно посмотреть видео, но принцип таков. Сначала производится настройка сварочного режима и очистка соединяемых металлов. В правую руку берется горелка, в левую присадочная проволока, она не подключена к электроэнергии. На рукоятке горелки есть специальная кнопка, с помощью которой можно подавать защитный газ в зону сваривания. Включается подача газа за 20 секунд до начала производства сварочных работ.
https://www.youtube.com/watch?v=TlFlVegc40U
Горелку нужно опустить так, чтобы между неплавящимся электродом и свариваемыми поверхностями осталось маленькое расстояние – в пределах 2 мм. Кстати, электрод вставляется в горелку таким образом, чтобы из нее торчал конец длиною не более 5 мм. Внутри горелки есть защелка, в которую вставляется электрод любого диаметра.
Кстати, электрод вставляется в горелку таким образом, чтобы из нее торчал конец длиною не более 5 мм. Внутри горелки есть защелка, в которую вставляется электрод любого диаметра.
Включается сварочный аппарат, и напряжение подается на электрод. Между ним и стыкуемыми металлами возникает дуга. Из сопла горелки в это время подается аргон, который собой покрывает зону сваривания. Сварщик в сварочный стык подает присадочную проволоку, которая под действием электрической дуги расплавляется и покрывает собой зазор между деталями. При этом производится медленное движение вдоль шва.
Нельзя зажигать электрод при помощи соприкосновения его со свариваемыми металлами. Для розжига специально используется осциллятор, как это показано на видео.
Оборудование и расходные материалы
При обработке нержавейки нельзя поджигать дугу стандартным способом, чиркая по детали. Оборудование должно обеспечивать бесконтактный розжиг дуги. Таким требованиям соответствует инвертор и полуавтомат, работающие в режиме аргонодуговой сварки. Сварочный аппарат и газовый баллон должны работать синхронно, от одной кнопки на держателе.
Сварочный аппарат и газовый баллон должны работать синхронно, от одной кнопки на держателе.
Равномерное распределение газа обеспечивает мундштук с сеточкой и широким соплом. Его одевают на горелку. В результате газ идет широким потоком, закрывая всю ванну и шов. У него небольшая скорость, он не выдувает расплавленный металл и не деформирует шов.
Для изделий из нержавейки важно, чтобы присадочная проволока подбиралась одной марки или максимально близкая по содержанию хрома, никеля, марганца. Вольфрамовый электрод подбирается диаметром меньше, чем зазор между деталями
Обычно используется электроды диаметром 1–1,6 мм. Край затачивается, делается острым
Вольфрамовый электрод подбирается диаметром меньше, чем зазор между деталями. Обычно используется электроды диаметром 1–1,6 мм. Край затачивается, делается острым.
Оборудование для сварки
Оборудование для сварки
Чтобы обработка деталей из алюминия стала возможной, требуется использование специального сварочного аппарата, цена его сравнительно невысока.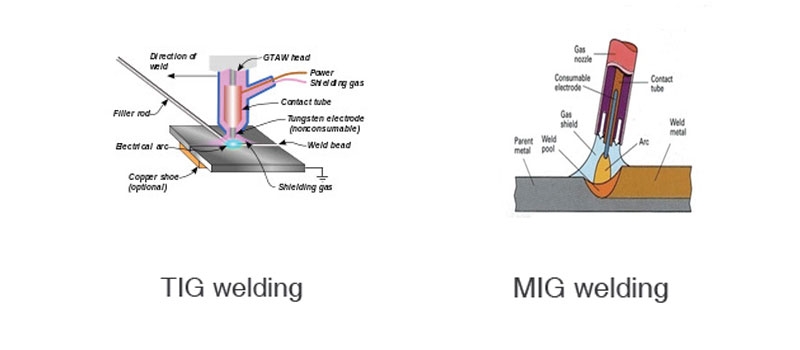 Сначала потребуется приобрести инвертор TIG AC, он является основным источником переменного тока, подходящего для процедур с этим видом металла. Обязательно обустроить качественную систему заземления, так как использоваться будет большой ток, опасный для жизни. Для работы применяют вольфрамовые электроды, проволока из алюминия.
Сначала потребуется приобрести инвертор TIG AC, он является основным источником переменного тока, подходящего для процедур с этим видом металла. Обязательно обустроить качественную систему заземления, так как использоваться будет большой ток, опасный для жизни. Для работы применяют вольфрамовые электроды, проволока из алюминия.
Кроме этого, аппарат имеет горелку TIG, она нуждается в специальном охлаждающем блоке. Также конструкция включает цанги, сопла, подключаемый газовый баллон
Большое внимание уделяют надежности и гибкости шланга. Баллон для аргона должен оснащаться специальным редуктором, при помощи которого давление газа можно регулировать
Работник должен использовать средства индивидуальной защиты, к которым относится сварочная маска, специальный щиток, затемненное стекло, краги из натуральной кожи. При профессиональном подходе для управления током можно использовать специальную педаль, которая является дополнительным оборудованием, обеспечивающим большее удобство при настройке и работе.
Схема процесса аргонодуговой сварки
Аргон
является одним из основных газов, применяемых при
сварке металлов для защиты зоны сварки от вредного воздействия окружающей
среды. Сварка в среде аргона в технической литературе получила название аргонодуговая
сварка. В разговорном языке также встречаются такие термины как: сварка в аргоне,
сварка аргоном, аргоновая сварка, аргонная сварка и др.
Сварка в среде аргона может осуществляться как плавящимся, так и неплавящимся
электродом. В качестве неплавящегося электрода используется вольфрамовый, угольный
или графитовый электрод. Сущность процесса сварки в среде аргона показана на
рисунке.
1 – электрод; 2 – присадочный пруток; 3 – изделие; 4 – сварной шов; 5 – электрическая
дуга; 6 – поток защитного газа; 7 – сварочная горелка; 8 – воздух.
Источники питания для импульсно-дуговой сварки плавящимся электродом
В домашних условиях можно изготовить сварочный аппарат своими руками . Запчасти для этого устройства можно легко найти в продаже, однако при этом надо учитывать некоторые тонкости.
Запчасти для этого устройства можно легко найти в продаже, однако при этом надо учитывать некоторые тонкости.
Особое внимание необходимо уделить транзисторам, так как они быстро выходят из строя. Поэтому на этих деталях лучше не экономить
Самодельный сварочный инвертор оснащается четырьмя транзисторами, которые присоединяются к изолированным радиаторам.
Для того чтобы правильно собрать импульсный сварочный аппарат, необходимо просчитать его мощность и силу тока . Примеры расчетов можно посмотреть в Интернете.
Установленный фильтр поможет поддерживать напряжение 220 В. Для сборки своего аппарата понадобятся инструменты и специальные приборы, такие как осциллограф, паяльник, мультиметр, вольтметр и т.д.
Во время сборки следует соблюдать технику безопасности.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.

Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем.
Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат.
Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
 Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка.
Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно.
С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami. html.
html.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку, Рис. 1: распилите сердечник
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
Подготовка металла
Чтобы в результате сварки получились прочные равномерные соединения, стальные элементы следует правильно подготовить:
- Кромки зачищают до серебристого блеска. Для этого используют металлическую щетку, напильник или шлифовальную машину.
- После зачистки края элементов обезжиривают, применяя авиационный керосин или ацетон. Это поможет поддерживать устойчивую электрическую дугу, повысит качество соединения.
- При выставлении свариваемых деталей в нужное положение расстояние между ними увеличивают. Это снижает вероятность деформации шва.
- Выбирают присадочный материал. Помимо размера проволоки, учитывают ее состав. Степень легирования должна быть выше, чем у свариваемого металла.
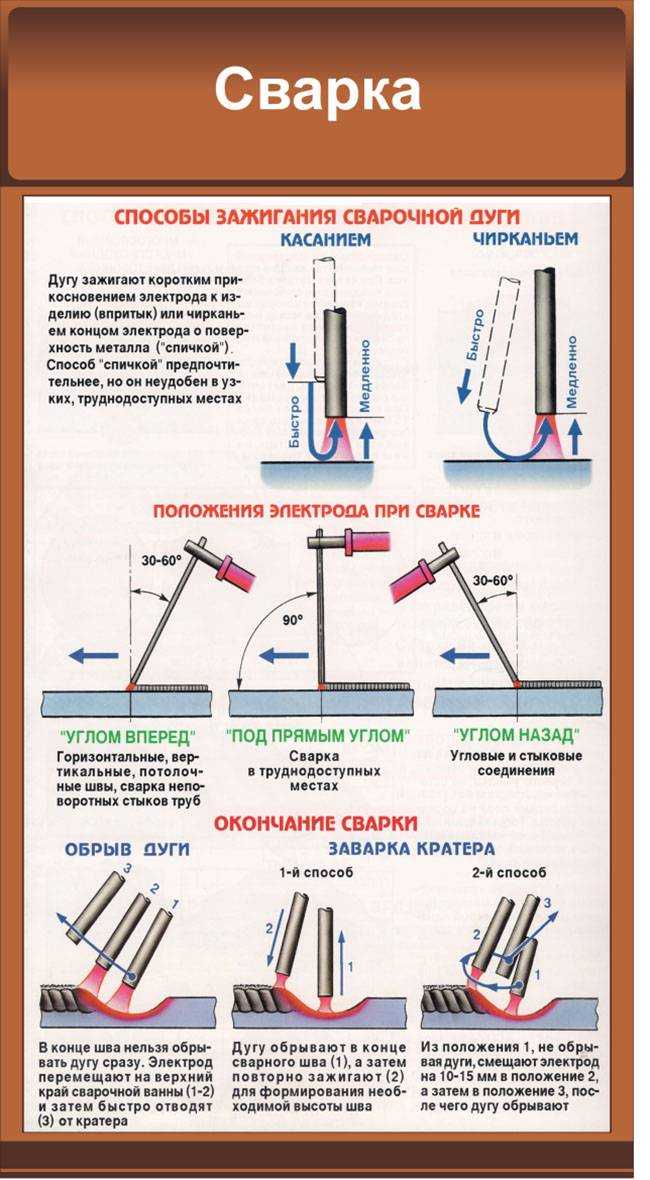 Это снижает вероятность деформации шва.
Это снижает вероятность деформации шва.Техника ручной аргонодуговой сварки
При ручной аргонодуговой сварке вольфрамовый электрод с одной стороны затачивают
на конус. Длина заточки составляет два-три диаметра электрода.
Электрическая дуга зажигается на специальной угольной пластине. Не рекомендуется
зажигать дугу на основном металле из-за возможности загрязнения и оплавления
конца электрода.
Для
возбуждения дуги можно применить источник питания с повышенным напряжением холостого
хода или дополнительный источник питания с высоким напряжением (осциллятор),
т.к. потенциал возбуждения и ионизация инертных газов значительно выше, чем
кислорода, азота и паров металла. Дуговой разряд инертных газов отличается высокой
стабильностью.
Для защиты металла шва от окисления со стороны корня, с обратной стороны, рекомендуется
обеспечивать поддувание защитных газов.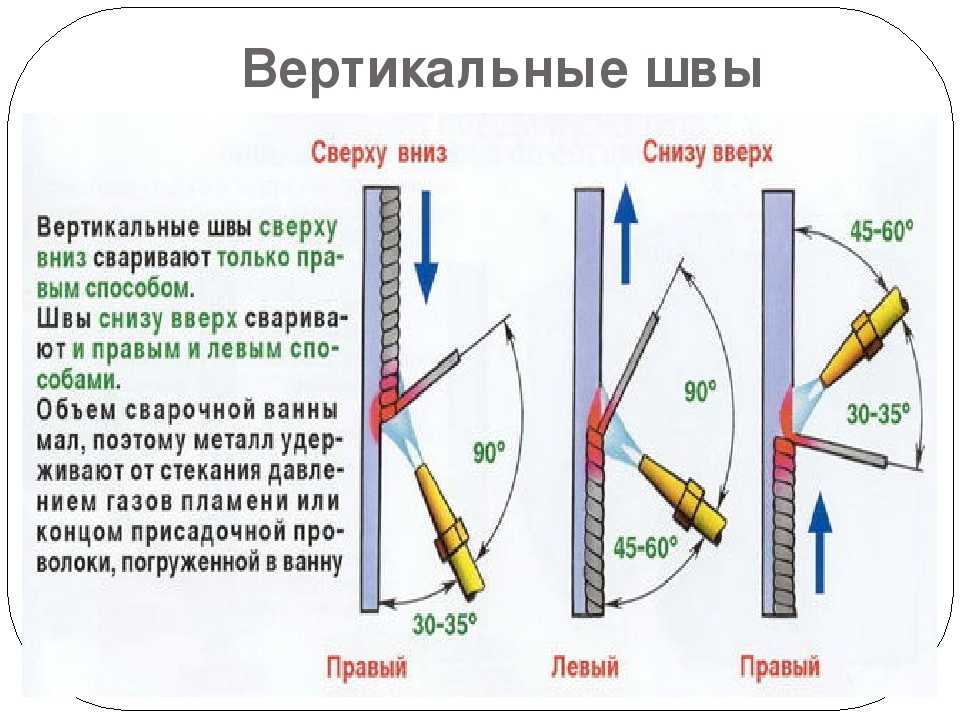 При сварке трубопроводов защитный газ
При сварке трубопроводов защитный газ
продувают внутри трубы.
Ручную дуговую сварку, как мы уже говорили выше по тексту, выполняют без резких,
колебательных движений электрода из-за возможного нарушения газовой защиты.
Сварочную горелку располагают под углом 75-80° к свариваемому изделию (см. рисунок
слева). Присадочную проволоку располагают под углом 90° относительно оси мундштука
горелки. Пи этом угол между сварным изделием и проволокой составляет 15-20°.
Сварку выполняют “углом вперёд”.
Влияние чистых газов на TIG, MAG
Интенсивность процесса, при рафинировании условий создания шва: глубины, формы, влияния дымообразования, скорость осаждения расплава, производительности регулирует искусственная защитная среда. Влияние на дугу двояко: воздействие носит и положительный, и отрицательный характер.
Аргон (Ar)
Инертность аргона нейтрализует вовлечение атмосферы в окислительные процессы. Подавляет химическую активность металлов. Низкая теплопроводность замедляет теплопередачу окружающей среде.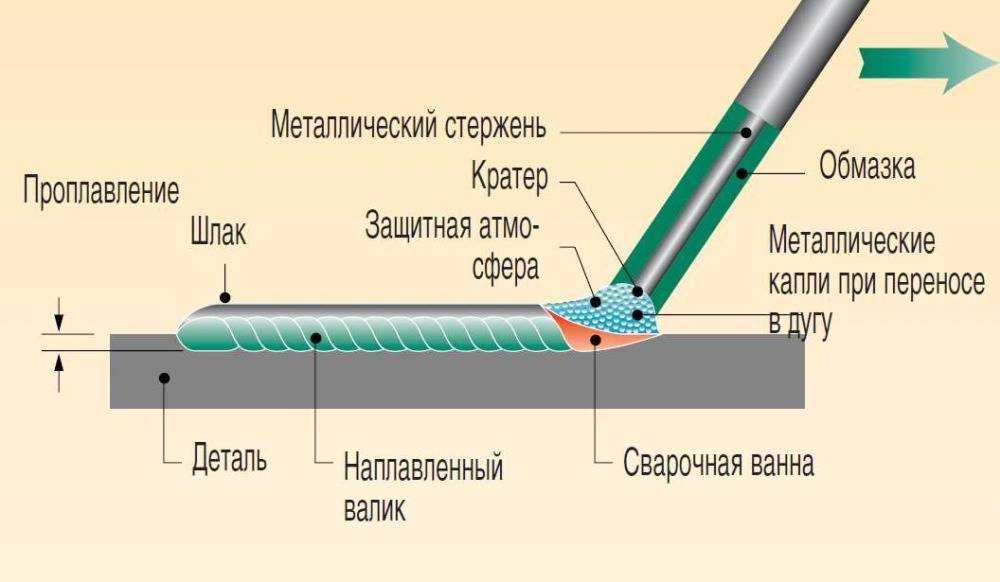
Формируется узкий столб дуги. Соответственно профиль проникновения V-образный: глубокий и зауженный. Тенденция к выпуклости шва и подрезам на пограничных линиях – последствия ограничения теплопередачи внешним граням. Расход аргона при сварке 7–8 л/мин.
Вес одноатомного Ar больше, чем у воздуха, это удерживает облако в зоне сварки. Полярность преимущественно прямая – на обратной полярности газ порождает поток токопроводящих электронов сродни плазме. В MAG чистый Ar способствует струйному переносу металла.
Гелий (He)
Лёгкий гелий – полная противоположность ленивому аргону. Профиль проникновения широк, вследствие большего тепловложения, температура дуги выше при снижении величины тока. Без высокочастотного возбуждения зажжение дуги затруднено. Успешно применяется в сварке разнородных металлов.
Атомный вес принуждает увеличивать выходное рабочее давление и расход He против Ar в 2,5 раза: до 25 л, кроме потолочных швов. Стоимость неочищенного гелия в 4 раза выше аргона, очищенного – в 8 раз. Электродный материал в среде чистого He переносится крупными каплями. В смеси гелий и аргон проявляют лучшие свойства.
Электродный материал в среде чистого He переносится крупными каплями. В смеси гелий и аргон проявляют лучшие свойства.
Способы сварки
Одним из самых простых способов соединить два эти материала является сварка нержавейки и черного металла электродом при помощи электрической сварки. Это происходит достаточно быстро и требует минимум дополнительных процедур, но здесь же возникают проблемы с качеством. Дело в том, что из-за высокой температуры сталь будет растекаться и вести себя, как вода, тогда как черный металл будет оставаться вязким. В этой же ситуации отпадают варианты сделать потолочный или вертикальный шов, так как все попросту стечет вниз. Здесь используются электроды из нержавейки с соответствующим покрытием.
Сварочный аппарат для сварки нержавейки
Вторым способом является газовая сварка, где в качестве присадки также выступает нержавеющая проволока. Текучесть материала здесь снижается, примерно, в три раза, так что этот способ более предпочтителен. В данном случае нужно дополнительно использовать флюс, который бы позволил лучше расплавить черный металл для взаимодействия. Но данный способ сложнее за счет длительной подготовки и техники безопасности использования газовых баллонов.
В данном случае нужно дополнительно использовать флюс, который бы позволил лучше расплавить черный металл для взаимодействия. Но данный способ сложнее за счет длительной подготовки и техники безопасности использования газовых баллонов.
Сварка нержавейки и черного металла аргоном может считаться самой качественной и надежной. Здесь не используется покрытие проволоки, так как аргон выступает в роли защиты от внешнего воздействия. В то же время это сложный и дорогостоящий процесс, который не всегда рационально использовать для таких целей.
Сварка нержавейки и металла аргоном
Выбор способа
Если вам требуется сделать что-то для домашних условий или же просто проверить, можно ли сварить черный металл с нержавейкой, то лучше использовать обыкновенную электродуговую сварку с нержавеющими электродами. Как правило, ее качества оказывается вполне достаточно для тех целей, для которых все будет использоваться. Если же детали будут подвергаться сильным нагрузкам или находятся в неудобном положении, то лучше использовать газовую сварку, так как она упростит процедуру образования шва и уменьшит, тем самым, количество ошибок. Сварка нержавейки с углеродистой сталью при помощи аргона используется редко и только для самых ответственных случаев, когда это просто необходимо.
Сварка нержавейки с углеродистой сталью при помощи аргона используется редко и только для самых ответственных случаев, когда это просто необходимо.
Выбор инструмента
Чтобы точно подобрать инструмент, следует точно знать конкретный состав обоих материалов. Это не всегда удается сделать, поэтому, зачастую приходится ориентироваться примерно. Для такого процесса используются следующие типы электродов:
- НИАТ-5 – отлично подходит для сварки аустенитних металлов;
- Э50Ф – используется для сваривания теплоустойчивых материалов;
- ЦТ-28 – применяется для сплавов, в которых имеется никель;
- ОЗЛ-25Б – для жаропрочных сталей.
Режимы
| Толщина материалов, мм | Род используемого тока | Напряжение, В | Сила тока, А | Диаметр электрода, мм |
| 1 | постоянный | 30-60 | 2 | |
| 2 | переменный | 50-80 | 3 | |
| 4 | постоянный | 90-130 | 4 |
Технология
Перед тем как варить нержавейку, нужно провести подготовительные процедуры.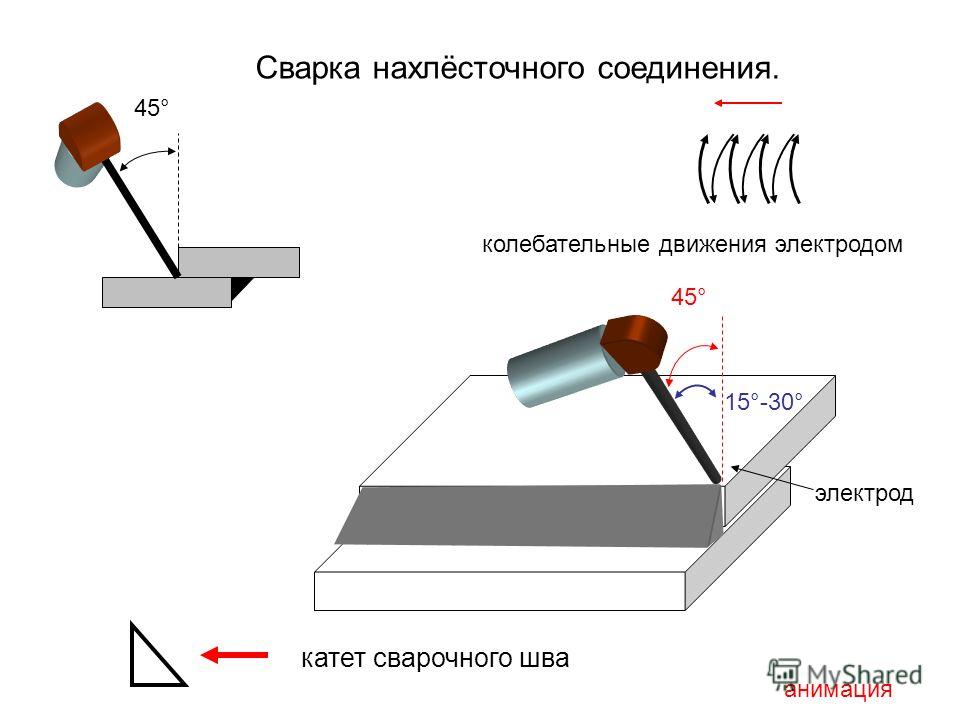 Здесь нужно тщательно очистить поверхность на обоих деталях. Это производится механическим путем с помощью щетки, наждачной бумаги и в конце нужно протереть ветошью, чтобы не оставалось пыли и мусора. Когда все оборудование будет готово, следует нанести флюс на то место, где будет проходить соединение.
Здесь нужно тщательно очистить поверхность на обоих деталях. Это производится механическим путем с помощью щетки, наждачной бумаги и в конце нужно протереть ветошью, чтобы не оставалось пыли и мусора. Когда все оборудование будет готово, следует нанести флюс на то место, где будет проходить соединение.
Здесь очень важно поставить все в максимально удобное горизонтальное положение, чтобы материал растекался равномерно. Сварка нержавейки и черного металла инвертором требует точных движений, так как нержавеющая сталь будет плавиться быстрее и нужно как можно больше захватить сторону черного металла
Сварка нержавеющей стали инвертором
Это же происходит и при газовой сварке, только все процессы происходят несколько медленнее. Шов должен получиться максимально глубоким и широким, чтобы увеличить однородность материала в месте его прохождения. После завершения работы металлу нужно дать медленно остыть.
Контроль качества
Качество полученного соединения можно проверить при помощи следующих методов контроля:
- Керосином — что основано на капиллярном проникновении этой жидкости;
- Аммиаком – что использует принцип окраски индикаторов при его воздействии;
- Гидравлическим давлением – что может стать одновременно и проверкой прочности.

Меры безопасности
Когда происходит сварка нержавейки и черного металла полуавтоматом, то нужно соблюдать правила электробезопасности. Также следует защищаться от возможного разбрызгивания стали, что может привести к тяжелым ожогам.
Это интересно: Сварка нержавейки — холодная, контактная, tig, mma, mig mag
Итоговые рекомендации специалистов по аргонной сварке нержавейки
Использование аргонной сварки для нержавейки требует опыта и знаний, которые можно получить у специалистов в данной области – профессиональных сварщиков.
Вот несколько их рекомендаций:
- Работать нужно, держа электрод на самом малом расстоянии от металла, но не прикасаясь к нему. При этом образуется минимально возможная дуга. Делается это для улучшения качества шва. Поскольку длинная дуга не будет прогревать шов по глубине, в результате чего он будет расширяться.
- Подавать проволоку необходимо ровно, стараясь держать ее в зоне действия аргона. Это поможет избежать окисления при ручной аргонной сварке.
- Оценить качество проплава можно по форме наплывов, появляющихся в результате плавки присадочной проволоки. Вытянутая вдоль шва форма говорит о хорошем качестве. А круговой или овальный наплыв расскажет о недостаточном или неполном проплавлении.
- Постепенно снижать величину тока, приближаясь к окончанию шва. Необходимо избегать резкого отрыва дуги для повышения уровня защиты горячего шва и, соответственно, его качества.

Метод аргонной сварки хоть и считается сложным, однако таковым не является. Он не намного труднее обычного. Его можно освоить в достаточно короткие сроки, а профессионализм придет с опытом. Стоимость же дополнительного оборудования с лихвой окупится возможностью, помимо нержавейки, варить медные, алюминиевые или бронзовые детали, а также их сплавы.
Безопасно ли сваривать под дождем?
Этим вопросом задаются многие новички. Можно ли сваривать в плохих погодных условиях? Что, если есть крайний срок, который нужно уложиться, но идет проливной дождь?
Хотя это и возможно, сварка под дождем является опасным действием, к которому следует относиться очень серьезно. Если вам абсолютно необходимо сваривать, необходимо принять некоторые меры предосторожности. При этом сварка во время осаждения никогда не бывает безопасной. Даже если ваш босс дает вам добро, вы должны сделать свой собственный выбор, так как ваша личная безопасность находится под угрозой.
Если вам абсолютно необходимо сваривать, необходимо принять некоторые меры предосторожности. При этом сварка во время осаждения никогда не бывает безопасной. Даже если ваш босс дает вам добро, вы должны сделать свой собственный выбор, так как ваша личная безопасность находится под угрозой.
, совершающий ошибку во время сварки под дождем может вызвать плохие поражения электрическим током, худшее из которых может быть смертельным.
В этой статье будут рассмотрены лучшие стратегии сварки в плохих условиях и почему обычно рекомендуется избегать всего этого.
Содержание
В чем опасность?
Так как сварочный аппарат производит много электричества, всегда есть шанс получить удар током. Сила тока проходит через ваши провода к сварному шву, а также сила тока проходит от провода заземления обратно в вашу машину. Сила тока, которую электрод проталкивает в металл, должна выходить через заземляющий провод (и обратно в вашу машину)
Эта большая петля тока используется для всех сварных швов (будь то дуговая сварка, сварка MIG или TIG). При выполнении сварных швов на сухом металле шансы получить удар током довольно низки. Если у вас есть правильное заземление и хорошее оборудование, ток будет плавно течь по всему металлу.
При выполнении сварных швов на сухом металле шансы получить удар током довольно низки. Если у вас есть правильное заземление и хорошее оборудование, ток будет плавно течь по всему металлу.
Проблема с влажностью заключается в том, что сварочный ток имеет тенденцию распространяться больше. Если вы когда-либо выполняли сварку в мокрых перчатках, вы часто можете почувствовать, как электричество пытается пройти вверх по вашей руке. Даже потные руки летом могут произвести такой шокирующий эффект. Электричество сварки будет свободно проходить через любую влажность, и здесь возникает опасность.
Когда вы свариваете на улице под дождем, сварочный ток может распространяться довольно далеко из-за того, что вся сталь мокрая. Это также может привести к поражению электрическим током ваших коллег.
Хорошим примером опасности поражения электрическим током является подводная сварка. Если подводные сварщики забудут установить зажим заземления, электричество дуги будет свободно течь под водой. Это означает, что вероятность поражения электрическим током гораздо выше, и весь сварочный ток будет поступать в тело сварщика.
Это означает, что вероятность поражения электрическим током гораздо выше, и весь сварочный ток будет поступать в тело сварщика.
Сварка под дождем менее опасна, чем подводная сварка, но принцип сохраняется: электричество будет свободно распространяться, если присутствует влага. Если вы забудете настроить заземление, электричество не сможет вернуться в машину.
Vintage Pipeline : Wikimedia Commons (Армия США)Также лучше всего установить зажим заземления как можно ближе к тому месту, где вы на самом деле свариваете. Если ваш зажим находится слишком далеко, а между землей и электродом есть вода, удары током могут произойти легче.
Поскольку в крупных строительных работах используются большие стальные соединения (двутавровые балки, скобы и т. д.), это может означать, что коллега может получить удар током с расстояния в сотни футов. Стальные каркасы зданий подобны гигантской паутине из связанной стали. Когда вы добавляете влагу в смесь, любой рабочий может получить удар током, если речь идет о сварке.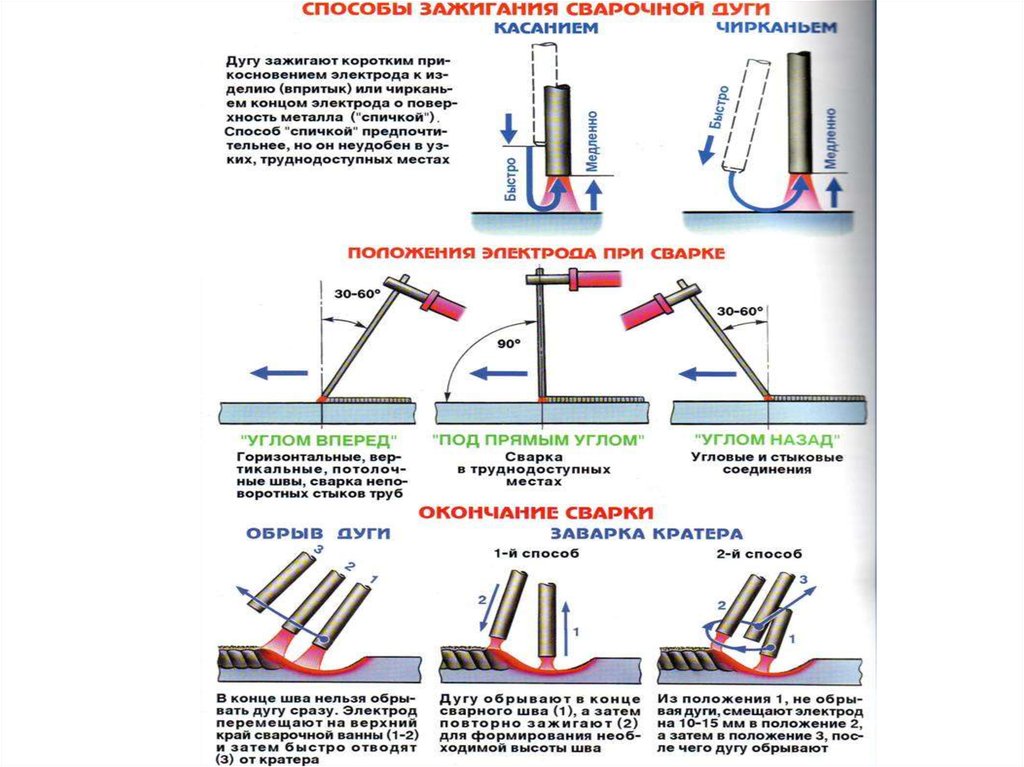
По этой причине работы по металлу часто задерживаются, если погода неблагоприятная. Движение в плохих погодных условиях может привести к крупным штрафам от OSHA и других охранных организаций.
Также важно, чтобы рабочие ботинки имели качественную резиновую подошву. Это не гарантирует, что вас не ударит током, но это хорошая мера безопасности, позволяющая держаться на некотором расстоянии от вашего тела и стали.
Намокание одежды неизбежно
Другая проблема сварки под дождем заключается в том, что ваша защитная одежда намокнет. Когда это происходит, вы в основном носите одежду, которая очень легко проводит электричество. Чем мокрее становится ваша одежда, тем больше вероятность того, что сварочный ток пойдет на вас и попадет в одежду.
Это может привести к незначительным ударам, таким как описанный выше сценарий с мокрыми перчатками. Однако, если ваша одежда очень мокрая – это может привести к смертельному исходу.
Некоторые рекомендуют надевать дождевик во время сварки в таких условиях, но искры от сварочной дуги довольно быстро прожгут дождевик. Это еще одна причина полностью отказаться от сварки под дождем. Не стоит прожигать хороший дождевик только для того, чтобы выполнить работу.
Это еще одна причина полностью отказаться от сварки под дождем. Не стоит прожигать хороший дождевик только для того, чтобы выполнить работу.
Если ваша кожаная куртка намокнет, ей понадобится некоторое время, чтобы высохнуть. Так что, хотя вы можете некоторое время сваривать под дождем, как только ваша одежда намокнет, вы в значительной степени закончили день. Ходить в мокрой одежде было бы очень глупо.
Влажное оборудование
Помимо опасности мокрой одежды и поражения электрическим током, мокрое сварочное оборудование также может представлять серьезную проблему.
Как правило, большинство сварочных аппаратов не предназначены для работы под дождем. Хотя приводы двигателей могут работать в плохих погодных условиях, это может вызвать проблемы с электричеством, поскольку вода может попасть в вентиляционные отверстия машины. Эти приводы двигателя более выносливы, чем их меньшие аналоги, но они никоим образом не являются водонепроницаемыми.
Если вы не знакомы с моторными приводами, то это машина с газовым двигателем, которая производит сварочный ток. Они позволяют выполнять мобильную сварку и могут быть установлены на грузовике или прицепе.
Они позволяют выполнять мобильную сварку и могут быть установлены на грузовике или прицепе.
Для небольших многопроцессорных сварочных аппаратов и аппаратов для сварки MIG сварка под дождем является проблемой. Эти машины предназначены для работы в сухих, закрытых условиях. Ремонт плат и проводки на этих машинах стоит дорого, поэтому использовать их в дождливую погоду — действительно плохая идея. Такие компании, как Miller и Lincoln, не будут удовлетворять претензии по гарантии, если проблема связана с повреждением водой.
Неисправные провода также могут быть проблемой во время дождя. Если ваши провода или кабели имеют порезы или повреждения, в них может просочиться вода. Это может привести к поражению электрическим током сварщика, а также повредить сварочный аппарат.
Приварка большой стальной пластины к стержням снизу Резиновое покрытие проводов прочное, но через некоторое время на нем могут появиться порезы. Если вам предстоит сварка под дождем, убедитесь, что ваши кабели и соединения не повреждены.
Если вам предстоит сварка под дождем, убедитесь, что ваши кабели и соединения не повреждены.
Типы тока
Сварка электродом под дождем менее опасна, так как вы используете постоянный ток. Этот постоянный ток более удобен, так как он имеет тенденцию реже бить током. Тем не менее, шок постоянного тока иногда может быть смертельным.
Работающий переменный ток намного более нестабилен. Поскольку этот ток постоянно переключается между положительной и отрицательной полярностью, удар может быть более сильным.
Переменный ток обычно используется для алюминиевой сварки TIG, а также для некоторых стержневых электродов переменного тока.
Если вам необходимо сваривать под дождем, старайтесь использовать только процессы постоянного тока. Это означает отсутствие алюминиевой сварки вольфрамовым электродом в среде защитного газа и сварки на переменном токе во время дождя. Придерживаясь одной полярности, ток будет менее изменчивым.
Пористость
Хотя это и не связано с безопасностью, следует упомянуть.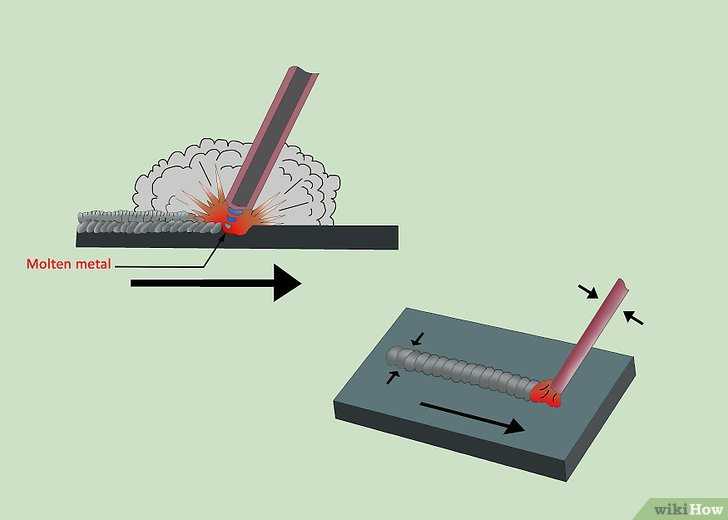
Сварка мокрой стали мокрыми электродами может вызвать проблемы со сварными швами. Стержневые электроды должны быть сухими на ощупь. Когда флюсовое покрытие намокает, оно может вызвать такие дефекты, как пористость.
Пористость определяется как небольшие отверстия в сварном шве. Эти отверстия серьезно ослабляют сварной шов и недопустимы. Когда сталь еще и влажная, пористость более вероятна. Пористость — один из худших дефектов сварного шва, его следует избегать любой ценой.
Pixabay.comТеперь вам может быть интересно, как подводные сварщики обходятся без сварки электродом. Прежде всего, это специальные электроды, предназначенные для сжигания под водой. Эти стержни очень дорогие и предназначены для выполнения высококачественных сварных швов в полностью погруженном состоянии.
Если вы возьмете обычный стержень 7018 и попытаетесь сжечь его во влажном состоянии, вы увидите, насколько плохи результаты. Это все еще будет работать, но сварные швы будут некачественными.
Для сварки над землей в нормальных условиях обязательно наличие сухих электродов.
При сварке MIG попытка наплавить валик на влажную сталь может вызвать аналогичные проблемы. То же самое относится и к сварке TIG на влажной стали. Вот почему сварка под дождем может привести к ужасным сварным швам.
Личная безопасность
Хотя сварщики неплохо зарабатывают, шокировать просто не стоит. Дождливый день защитит ваше здоровье и даст вам возможность отдохнуть от рутинной работы сварщика.
Если вы работаете в компании, которая требует сварки под дождем, возможно, вам стоит поискать новую работу. Компании, которые соблюдают технику безопасности, не поставят своих сварщиков в такую небезопасную ситуацию.
Однако сварщикам в дождливом климате иногда приходится выполнять сварку под дождем, и это только часть работы. Если вы живете в дождливой местности, лучшим выбором может быть поиск сварочного цеха.
Если сварка в неблагоприятных погодных условиях вам не по душе, работа сварщиком в цехе позволит вам улучшить свои навыки в контролируемой среде. В дни, когда на улице ненастная погода, сварщики цеха радуются тому, что им не нужно ходить на работу.
В дни, когда на улице ненастная погода, сварщики цеха радуются тому, что им не нужно ходить на работу.
Если вы независимый сварщик и попали под дождь, просто объясните клиенту опасность сварки под дождем. Большинство полностью поймет, и будет хорошо с изменением графика.
Даже на тяжелых работах, таких как работа с трубопроводом, начальник участка в конечном итоге сделает информированный звонок, основываясь на погоде. Они не хотят, чтобы их сварщики пострадали, поэтому эти сварщики трубопроводов обычно получают дождливые и снежные дни.
Можно ли получить электросварку под дождем?
Можно ли получить электросварку под дождем?
Сварка во время дождя небезопасна и может привести к легкому поражению электрическим током в некоторых серверных случаях. Сварщики создают ток, и когда он заземлится, это может серьезно повредить вам. Просто убедитесь, что вы принимаете надлежащие меры предосторожности или вообще держитесь подальше от ситуации.
Любая влага, а также собственный пот могут представлять определенный риск. Сварочное оборудование особенно сделано, чтобы свести на нет результаты электричества. Если ваше снаряжение намокнет, его защита аннулируется.
Сварочное оборудование особенно сделано, чтобы свести на нет результаты электричества. Если ваше снаряжение намокнет, его защита аннулируется.
Можно ли получить электросварку в воде?
Можно получить удар током во время сварки. Особенно, если вы, ваши рукавицы, одежда, земля или даже металлы, которые вы пытаетесь сварить, влажные или мокрые. ПРИМЕЧАНИЕ: Всегда избегайте сварочных работ во время дождя или снега.
Можно ли оставлять сварочный аппарат под дождем?
С юридической точки зрения да, вы можете сваривать MIG во время дождя. Независимо от рисков, связанных с безопасностью, OSHA заявляет: «Ни один из этих стандартов не запрещает использование оборудования для электрической (дуговой) сварки в ненастную (влажную) погоду». Несмотря на то, что сварка во время дождя разрешена законом, это не означает, что она может быть выгодной.
Разрешает ли OSHA сварку под дождем?
Ответ: Стандарты OSHA, касающиеся использования электросварочного оборудования, доступны в 29 CFR 1926. 351 и 1926.354, в дополнение к 1926.406(c). Ни один из этих стандартов не запрещает использование оборудования для электрической (дуговой) сварки в ненастную (влажную) погоду.
351 и 1926.354, в дополнение к 1926.406(c). Ни один из этих стандартов не запрещает использование оборудования для электрической (дуговой) сварки в ненастную (влажную) погоду.
Почему нам следует избегать сварки во влажной среде?
Что касается вопросов безопасности при сварке, то правильное обращение с влагой и влажными условиями чрезвычайно важно, поскольку большинство сварочных аппаратов (все, кроме ацетиленокислородных) приводятся в действие электричеством, а электричество убивает! БАМ! Так что, как все знают (или должны знать): вода и электричество несовместимы.
Какую процедуру сварки безопасно выполнять во влажных условиях?
Что из этого является преимуществом сварки MIG? Это действительно хорошо работает на ветру. С его помощью вы можете надежно выполнять сварку во влажных условиях. Он требует меньше навыков оператора, чем другие типы сварки.
Как подводные сварщики не получают удар током?
Для того, чтобы дайвера не ударило током, основная черта находится внутри толстого слоя газовых пузырьков, которые создает флюс (или внешнее покрытие) от электрода, чтобы оплатить сварку и защитить объект от воды, коррозионных газов, наряду с другими окисляющими соединениями.
Можно ли сваривать стоя в воде?
Электричество и вода не совпадают, и если ваш сварочный аппарат не защищен от влаги или воды, он может выйти из строя или вызвать короткое замыкание. Если вы не будете осторожны, вы можете подвергнуться серьезному поражению электрическим током.
Можно ли получить удар электрическим током при сварке?
A: первичный (входной) ток может быть неожиданным, если вы: прикоснетесь к проводу или любому другому электрически «горячему» компоненту внутри сварочного аппарата, когда ваше тело или руки находятся рядом со сварочным аппаратом или любым другим заземленным металлом, используя мощность для сварщика «включено».
Можете ли вы Cadweld под дождем?
Недостатки nVent ERICO Cadweld Экзотермические сварные швы не могут быть выполнены при сильном ветре, дожде или любой другой влажности вблизи места соединения.
Какая температура слишком низкая для сварки?
Для трубопроводов и сосредоточения на сосудах под давлением вы не можете работать, когда температура падает ниже точки замерзания, то есть 32 градуса по Фаренгейту. Сварочные нормы ASME мягче для сварщиков, останавливая кого-либо от работы, если температура падает ниже 50 градусов по Фаренгейту.
Почему легко получить удар током, если место сварки влажное?
Перечень 4 металлов, выделяющих опасные пары при сварке. Почему просто получить удар током, когда область сварки влажная. Вода проводит электричество. Сварочный кабель не должен иметь места сращивания в пределах _____ от сварочного аппарата.
Можно ли сваривать зимой?
Температура замерзания может привести к тому, что ваши сварные швы будут значительно быстрее разрушаться, что может привести к растрескиванию и недостаточному пропусканию. Низкая температура означает большее улучшение температуры сварного шва, а также вашей заготовки. Это может вызвать сильную деформацию.
Низкая температура означает большее улучшение температуры сварного шва, а также вашей заготовки. Это может вызвать сильную деформацию.
Безопасно ли сваривать на снегу?
Вы не сможете создать хороший сварной шов, если ваш сварочный аппарат сломался ниже на морозе. Обслуживание оборудования должно проводиться ежегодно. Однако вам придется потратить дополнительное время и немного чаще иметь дело со сварщиком в течение нескольких холодных недель. Это поможет предотвратить отказ вашего сварочного оборудования.
электросварка электросварочное оборудование с использованием электросварки с использованием электросварки с использованием электросварочного оборудованиясварочное оборудование
Можно ли сваривать под дождем? (OSHA и вопросы безопасности)
Электричество и вода обычно несовместимы. Но можно ли безопасно сваривать под дождем? Ответ немного сложнее, чем вы думаете.
Можно ли сваривать под дождем? Технически да, можно. Согласно OSHA, сварка под дождем не является незаконной. Но это не обязательно означает, что это умный поступок. Ваш риск поражения электрическим током во время сварки в среде с высокой влажностью значительно выше.
В этой статье мы рассмотрим законы, касающиеся сварки под дождем, и как обезопасить себя, если вам абсолютно необходимо сваривать под дождем из-за чрезвычайной ситуации или срочного срока.
Сварка под дождем незаконна?
Можно ли сваривать под дождем? Спроси у старого сварщика. Они, вероятно, посмеются и скажут вам, что делают это последние 25 лет!
И обычно они заканчивают это рассказом о том, как они сварились в канаве с водой по пояс!
Вероятно, первое, что вы почувствуете, это то, что сварка под дождем незаконна. Но тогда откуда столько сварщиков рассказывают о сварке под дождем? Все ли они нарушили закон?
Что говорит OSHA?
Чтобы выяснить это, нам нужно посмотреть, что об этом говорит Управление по охране труда и здоровья (OSHA).
К использованию электросварочного оборудования применяются следующие стандарты OSHA: 29 CFR 1926.351, 1926.354 и 1926.406(c).
Ни один из этих стандартов не говорит о том, что вам не разрешается использовать электрическое (или дуговое) сварочное оборудование в ненастную (или сырую) погоду.
Однако в соответствии с разделом 5(a)(1) Закона о безопасности и гигиене труда, также известным как Положение об общих обязанностях, работодатели обязаны предоставлять место работы, свободное от признанных опасностей, которые могут привести к смерти или физическому вреду их сотрудников.
Работа с электрическим оборудованием, контактирующим с влагой, признана OSHA опасной. Таким образом, работодатели обязаны учитывать этот риск поражения электрическим током. Они могут предоставить работнику средства индивидуальной защиты, такие как резиновые сапоги и перчатки, или могут накрыть рабочую зону, чтобы предотвратить намокание сварочного оборудования.
Вот вам и ответ.
Согласно стандартам OSHA, сварка под дождем не является незаконной, хотя работодатели должны обеспечивать разумную защиту своих сотрудников.
Конечно, если вы работаете дома со своим оборудованием, это все равно к вам не относится.
Некоторые компании запрещают своим сотрудникам заниматься сваркой в ненастную погоду. Но это в основном из соображений ответственности, и на самом деле они не несут юридической ответственности за это.
Как безопасно сваривать под дождем
Итак, мы знаем, что технически сварка под дождем не является незаконной. Но определенно есть еще более высокий риск, связанный с этим. Сварка под дождем повышает риск поражения электрическим током.
Даже если вы лично не пострадали, вода потенциально может испортить ваше сварочное оборудование.
Но я понял. Иногда возникает чрезвычайная ситуация или у вас есть крайний срок, и останавливаться на небольшой дождь на самом деле не вариант.
Если вам необходимо сваривать под дождем, какие меры безопасности следует предпринять, чтобы свести к минимуму риск при этом? Когда дело доходит до сварки во влажных условиях, важно мыслить разумно и руководствоваться здравым смыслом.
Держите себя сухим
Любая влажность опасна для сварщиков. Опасен не только дождь или снег, но даже собственный пот или работа в очень влажной среде.
Ваше сварочное оборудование специально разработано для защиты от электричества. Но если он намокнет, он станет гораздо менее эффективным.
Перчатки. Если ваши перчатки намокнут из-за дождя или пота, вы, вероятно, почувствуете покалывание в руках просто от того, что держите сварочную горелку.
Важно следить за своим снаряжением, в том числе за перчатками, чтобы убедиться, что они не намокают. Или вы можете испытывать сильную боль, если случайно коснетесь электрода или дуги.
В жаркие летние дни это особенно важно помнить, потому что вы можете сильно потеть и не осознавать, насколько влажными становятся ваши перчатки.
Сапоги. Сапоги имеют решающее значение по ряду причин безопасности, не в последнюю очередь потому, что они могут защитить вас от удара током. Сварочные сапоги изготовлены из резины, чтобы защитить вас от земли. Но если они промокнут, то станут значительно менее эффективными в этой работе. Поэтому не выполняйте сварочные работы, стоя в лужах, потому что очень важно, чтобы ваши сварочные ботинки были сухими.
Сварочные сапоги изготовлены из резины, чтобы защитить вас от земли. Но если они промокнут, то станут значительно менее эффективными в этой работе. Поэтому не выполняйте сварочные работы, стоя в лужах, потому что очень важно, чтобы ваши сварочные ботинки были сухими.
Одежда. Так же, как перчатки и ботинки, ваша одежда может намокнуть от дождя или пота. В таком случае все ваше тело окутано влагой и просто ищет неприятностей, если с ним соприкоснется электрод под напряжением.
Главное, всегда следите за тем, чтобы ваши перчатки, сапоги и одежда оставались сухими во время сварки. Если что-то из того, что вы носите, намокнет во время сварки, остановитесь, пока снова не высохнете.
Рассмотрим кислородную сварку
Газокислородная сварка — единственный тип сварочного аппарата, который не использует электричество. Если вам приходится сваривать во влажных условиях, это самый безопасный способ.
При кислородно-ацетиленовой сварке используется комбинация кислорода и ацетилена в ручной горелке. Это создает пламя с температурой до 3200 градусов по Цельсию, хотя ее можно изменить, отрегулировав соотношение кислорода и газообразного ацетилена.
Это создает пламя с температурой до 3200 градусов по Цельсию, хотя ее можно изменить, отрегулировав соотношение кислорода и газообразного ацетилена.
Пламя кислородной горелки намного менее интенсивное, чем дуга, поэтому ее преимущество заключается в том, что при ее использовании необходимо носить только затемненные очки вместо полной сварочной маски.
Лучше избегать сварки при любой ненастной погоде
К ненастной погоде относится все, от дождя до ураганов. Каждый тип ненастной погоды несет свои риски, если вы свариваете на открытом воздухе.
Независимо от того, занимаетесь вы сваркой или нет, находиться на открытом воздухе во время грозы не очень разумно. Быть пораженным электрическим током от сварочного аппарата — это наименьшая из ваших забот, когда вы рискуете быть пораженным экспоненциально более сильным разрядом молнии.
Штормы сопряжены с другими рисками, которые могут быть не столь очевидны. В частности, ветер, который сопровождает их. Сильный ветер может сдуть защитный газ, что сделает сварочную дугу нестабильной.
Сильный ветер может сдуть защитный газ, что сделает сварочную дугу нестабильной.
Само собой разумеется, что не стоит рисковать жизнью, чтобы свариться в смерче или урагане!
Похожие вопросы
В: Возможна ли сварка под водой?
О: Да, аквалангисты могут использовать подводную сварку для ремонта кораблей и других объектов, не вынимая их из океана. Сварка под водой возможна, но она должна выполняться в строго контролируемых условиях и с использованием специального оборудования, адаптированного к морской среде, с надлежащей изоляцией.
В: С какими дополнительными трудностями приходится сталкиваться при сварке на большой высоте?
A: Атмосферное давление и низкое содержание кислорода могут затруднить сварку на больших высотах. Работа на высоте также сопряжена с уникальными рисками для безопасности.
В: Является ли сварщик хорошим выбором профессии?
A: Согласно данным Бюро трудовой статистики США, к 2020 году потребность в сварщиках вырастет на 26%. Это делает ее одной из самых быстрорастущих профессий в Америке. Сварщикам не нужно высшее образование, и они могут зарабатывать от 33 000 до более 100 000 долларов.
Это делает ее одной из самых быстрорастущих профессий в Америке. Сварщикам не нужно высшее образование, и они могут зарабатывать от 33 000 до более 100 000 долларов.
Заключение
Хотя сварка под дождем технически возможна и не является незаконной, она все же не рекомендуется.
Не зря каждый сварочный аппарат и руководство снабжены предупреждающей наклейкой.
Особенно, если вы просто работаете над сварочным проектом дома, нет причин брать на себя дополнительный риск. Стоит прекратить свой проект, если пойдет дождь. Выключите свое оборудование, защитите его от дождя и подождите, пока не пройдет гроза, прежде чем возобновить работу.
Если вам абсолютно необходимо сваривать под дождем, убедитесь, что вы принимаете надлежащие меры предосторожности.
Следите за тем, чтобы ваши перчатки, одежда и ботинки оставались сухими. Если возможно, накройте всю рабочую зону брезентом или чем-то подобным, чтобы свести к минимуму влажность.
Вы также можете подумать о переходе с дуговой сварки на кислородно-ацетиленовую в ненастную погоду.