5.1. Ручная дуговая сварка (наплавка) покрытыми электродами
Ручная дуговая сварка выполняется плавящимся или неплавящимся (угольным, графитовым, вольфрамовым, гафниевым) электродом. При сварке плавящимся электродом (рис. 5.1) дуга горит между ним и изделием.
Рис. 5.1. Схема ручной дуговой сварки (наплавки) штучным электродом: 1– основной металл; 2 – сварочная ванна; 3 – электрическая дуга; 4 – проплавленный металл; 5 – наплавленный металл; 6 – шлаковая корка; 7 – жидкий шлак; 8 – электродное покрытие; 9 – металлический стержень электрода; 10 – электрододержатель
Формирование металла шва осуществляется за счет материала электрода и расплавления основного металла в зоне действия дуги. При сварке неплавящимся электродом для формирования металла шва в зону дуги извне подается присадочный материал.
Наибольшее применение нашла сварка плавящимся электродом, так как ее можно применять во всех пространственных положениях, сваривая черные, цветные металлы и различные сплавы. При этом используются электроды диаметром 1÷ 12 мм. Однако основной объем работ выполняется электродами диаметром 3÷ 6 мм.
При этом используются электроды диаметром 1÷ 12 мм. Однако основной объем работ выполняется электродами диаметром 3÷ 6 мм.
Электроды классифицируются по материалу, из которого они изготовлены, по назначению, по виду покрытия, по свойствам металла шва, по допустимым пространственным положениям сварки или наплавки, по роду и полярности тока.
По назначению электроды подразделяются на следующие группы:
- для сварки углеродистых и низколегированных конструкционных сталей – У;
- для сварки теплоустойчивых легированных сталей – Т;
- для сварки высоколегированных сталей с особыми свойствами – В;
- для наплавки слоев с особыми свойствами – Н.
По толщине покрытия существуют следующие группы электродов:
- с тонким покрытием – М;-
- со средним покрытием – С;
- с толстым покрытием – Д;
- с особо толстым покрытием – Г.
Покрытия могут быть кислые – А, основные – В, целлюлозные – Ц, рутиловые – Р и прочие – П.
В настоящее время при ремонте техники на железнодорожном транспорте находят наибольшее применение кислые, основные и рутиловые покрытия.
Кислое покрытие состоит в основном из оксидов металла, алюмосиликатов и раскислителей. Газовая защита осуществляется за счет сгорания органических составляющих покрытия.
Сварку электродами с кислым покрытием можно производить при помощи постоянного и переменного тока. В процессе сварки сварочная ванна бурно кипит вследствие активного раскисления металла углеродом, что способствует хорошей дегазации металла шва. Поэтому даже при сварке по окалине или ржавчине получаются сравнительно плотные швы, уступающие по характеристикам пластичности и ударной вязкости металла шва электродам с другими видами покрытий. При использовании электродов с кислым покрытием существует склонность к образованию кристаллизационных трещин, большое разбрызгивание металла, значительное выделение в процессе сварки вредных марганцевых выделений. К электродам с кислым покрытием относятся электроды следующих марок: ОМА-2, ЦМ-7,ОММ-5 и др.
Основное покрытие состоит преимущественно из мрамора, плавикового шпата, раскислителей и легирующих элементов (ферромарганец, ферросилиций, феррованадий и др.). Газовая защита расплавленного металла обеспечивается углекислым газом и окисью углерода, которые образуются в результате диссоциации карбонатов.
Электроды с основным покрытием (УОНИ13/45, СМ-11, УОНИ13/55К, ВН-48, ОЗС- 33, ОЗС-25, ОЗС-18, УОНИ13/55У, УОНИ13/65, ВСОР-65У и ряд других) обеспечивают получение наплавленного металла с малым содержанием газов и вредных примесей, с высокими пластическими характеристиками и ударной вязкостью при нормальной и отрицательных температурах, с хорошей стойкостью против образования кристаллизационных трещин и старения. Поэтому такие электроды предназначаются для сварки конструкций из углеродистых и конструкционных сталей, жестких конструкций из литых углеродистых и низколегированных высокопрочных сталей.
Недостатком этого вида покрытий является повышенная чувствительность к порообразованию при увлажнении покрытия, увеличении длины дуги, при наличии окалины, ржавчины или масла на кромках свариваемых изделий.
Сварка электродами с основным покрытием ведется, как правило, на постоянном токе обратной полярности. Чтобы использовать такие электроды для сварки на переменном токе, в покрытие вводятся компоненты, содержащие легкоионизирующие элементы: калиевое жидкое стекло, кальцинированную соду, поташ и др.
Рутиловое покрытие содержит в основном рутиловый концентрат, различные алюмосиликаты и ферромарганец. Раскисление и легирование металла шва достигается наличием ферромарганца, а газовая защита – целлюлозой. Марки электродов с рутиловым покрытием: ОЗС-12, МР-3,ОЗС-6, ОЗС-4, АНО-4, ОЗС-32, ОЗС-21 и др.
Электроды с рутиловым покрытием обладают высокими сварочно-технологическими свойствами, обеспечивают хорошее формирование шва, имеют небольшое разбрызгивание, легкую отделимость шлаковой корки, малую склонность металла к образованию пор. Сварку можно вести как на постоянном, так и переменном токе.
В табл. 5.1 приведены некоторые характеристики электродов общего назначения наиболее распространенных в ремонтной практике для сварки и наплавки углеродистых и низколегированных конструкционных сталей.
Для получения при ручной дуговой наплавке слоев с высокими механическими свойствами (большая твердость, износостойкость, жаростойкость и другие) рекомендуется использовать электроды, приведенные в табл. 5.2.
Перед сваркой и наплавкой необходима прокалка электродов: с рутиловой обмазкой при t = 80 ÷120 ° С, с карбонато-рутиловым покрытием при t = 200÷250 ° С и с основным – при t = 300÷350 ° С. Время прокаливания 2÷2,5 часа.
Несмотря на широкое распространение ручной дуговой сварки при производстве сварочно-наплавочных работ, она имеет ряд недостатков: сравнительно низкое качество наплавленного металла по причине слабой защиты сварочной ванны от воздействия окружающей среды; большое колебание сварочного тока; значительную вероятность возникновения непроваров, подрезов и других дефектов соединения; большие потери (до 30%) присадочного материала на угар, разбрызгивание, огарки; малую производительность из-за невозможности использования высокой плотности тока и перерывов при смене электродов; сложность технологического процесса, что требует длительного времени подготовки сварщиков и др. Все это следует учитывать при выборе способа сварки и наплавки.
Все это следует учитывать при выборе способа сварки и наплавки.
Таблица 5.1
Характеристики электродов общего назначения
Таблица 5.1
Характеристики наплавочных электродов
Механизм дуговая сварка плавящимся электродом
Автор zamolotkom.ru На чтение 23 мин. Просмотров 2.4k. Опубликовано
Содержание
- Сварка плавящимся электродом: технология процесса, необходимое оборудование, типы переноса электродного метала
- Плюсы и минусы метода
- Оборудование для ручной дуговой сварки
- Перенос электродного металла: виды и характеристики
- Сварочный процесс
- Сварка плавящимся электродом в защитных газах
- Опишите ручную дуговую сварку плавящимся электродом
- Сварка плавящимся электродом.
- Ручная дуговая сварка плавящимся электродом
- Электродуговая сварка металла
- Электродуговая сварка плавящимся электродом
Сварка плавящимся электродом: технология процесса, необходимое оборудование, типы переноса электродного метала
Дуговая сварка плавящимся электродом — это метод, при котором между свариваемым изделием и концом электрода возникает электрическая дуга, под действием которой основной металл и электрод начинают плавиться, образуя сварочную ванну, а обмазочный материал электрода при этом создает газовую защитную среду, необходимую для качественного шва.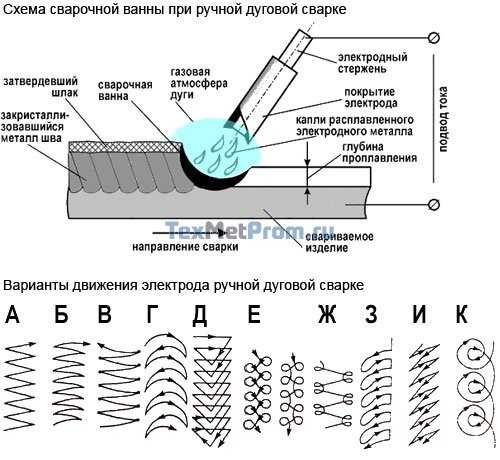
Плюсы и минусы метода
Плюсами этого способа сваривания всегда считались:
- простота эксплуатации и низкая цена оборудования для сварного процесса;
- возможность выполнять сварные работы в труднодоступных местах;
- уместно сваривание в любых пространственных положениях.
Из недостатков стоит выделить:
Оборудование для ручной дуговой сварки
Оборудование, необходимое для ручного дугового сваривания, состоит:
- из источника питания, который может быть как переносным, так и стационарным в зависимости от вида выполняемых сварщиком работ;
- из кабеля с электродержателем, в котором фиксируется покрытый специальной обмазкой электрод;
- из кабеля обратного заземления для соединения свариваемого изделия с источником питания.


Также не стоит забывать о дополнительных средствах, таких, как: защитная маска, перчатки сварщика, разнообразные приспособления для удаления шлака и другие вещи, необходимые для удобства специалиста.
Перенос электродного металла: виды и характеристики
Перенос электродного металла делится на три типа:
- крупнокапельный перенос. Случается, если процесс происходит с высоким напряжением на электрической дуге и невысокими параметрами тока при сваривании. Размер капель плавящегося электрода при этом имеет диаметр больше сечения самого электрода. Процесс сварки в таком случае возможен только в вертикальном пространственном положении, так как сварочная ванна при таком переносе имеет большие размеры и её становится сложно контролировать.
- мелкокапельный перенос. При данном виде переноса металла капли расплавленного электродного материала равны или меньше по диаметру, чем сам электрод. Процесс сварки проходит с высоким напряжением на дуге и высокими параметрами тока.
- струйный перенос. Струйный перенос металла обычно происходит при высокой силе тока и использовании электрода с прямой полярностью. При данном переносе очень мелкие капли металла идут одна за другой непрерывной цепочкой, обеспечивая ровную и гладкую на ощупь поверхность шва. Этот же тип переноса характерен для полуавтоматической сварки в среде защитного газа.

Сварочный процесс
От источника сварочного тока к электроду поступает электроэнергия. Во время контакта электрода со свариваемым металлом образуется электрическая дуга, которая расплавляет изделие и электрод, вследствие чего возникает сварочная ванна. Электродный материал, поступая в эту ванну, сплавляет кромки металла, который нужно сварить, а обмазка обеспечивает защиту в области формирования шва и образует защитный слой по окончании процесса сваривания.
Сварка плавящимся электродом в защитных газах
Этот тип сварки подразумевает собой сварку с помощью автоматических или полуавтоматических сварочных аппаратов, в процессе сварочная проволока подается в зону формирования шва. В роли защитного газа чаще всего выступают аргон либо углекислый газ, которые подаются в зону действия электрической дуги для обеспечения хорошего соединения металлов и отсутствия дефектов сварочного шва. Высокие сварочные токи и малый диаметр сварочной проволоки делают необходимой большую скорость подачи проволоки в сварочную ванну, скорость сваривания при этом составляет 15-80 м/ч.
Этот способ отличается высокой производительностью и большой скоростью процесса, что способствует его распространению в сфере промышленного производства металлоконструкций, машиностроении.
Из-за отсутствия шлаковых включений и возможности аккуратного выполнения сварки при очень малых толщинах материала данный метод получил широкое распространение на разнообразных СТО и других предприятиях по обслуживанию и ремонту автомобилей.
Опишите ручную дуговую сварку плавящимся электродом
Ручная дуговая сварка выполняется плавящимся или неплавящимся (угольным, графитовым, вольфрамовым, гафниевым) электродом. При сварке плавящимся электродом (рис. 5.1) дуга горит между ним и изделием. Формирование металла шва осуществляется за счет материала электрода и расплавления основного металла в зоне действия дуги. При сварке неплавящимся электродом для формирования металла шва в зону дуги извне подается присадочный материал.
Наибольшее применение нашла сварка плавящимся электродом, так как ее можно применять во всех пространственных положениях, сваривая черные, цветные металлы и различные сплавы. При этом используются электроды диаметром 1÷ 12 мм. Однако основной объем работ выполняется электродами диаметром 3 ÷ 6 мм.
Электроды классифицируются по материалу, из которого они изготовлены, по назначению, по виду покрытия, по свойствам металла шва, по допустимым пространственным положениям сварки или наплавки, по роду и полярности тока.
По назначению электроды подразделяются на следующие группы: для сварки углеродистых и низколегированных конструкционных сталей – У; для сварки теплоустойчивых легированных сталей – Т; для сварки высоколегированных сталей с особыми свойствами – В; для наплавки слоев с особыми свойствами – Н.
48. Свариваемость. Основные технологические приемы для трудно и ограниченно свариваемых сталей.
Ограниченно свариваемые стали имеют содержание углерода от 0,36 до 0,45% и склонны к образованию трещин. Сварка требует обязательного подогрева. Плохо свариваемые стали содержат углерод в количестве более 0,45%. При их сварке требуются специальные технологические процессы.
Легирование стали одним или несколькими легирующими элементами придает ей определенные физико-механические свойства. Как правило, повышение уровня легирования и прочности стали приводит к ухудшению ее свариваемости и первостепенная роль в этом принадлежит углероду.
Низколегированные стали хорошо свариваются всеми способами плавления. Получение же при сварке равнопрочного сварного соединения, особенно у термоупрочненных сталей, вызывает определенные трудности. В зонах, удаленных от высокотемпературной области, возникает холодная пластическая деформация. При наложении последующих швов эти зоны становятся участками деформационного старения. Это в конечном итоге приводит к снижению пластических и повышению прочностных свойств металла и соответственно к появлению холодных трещин. В среднелегированных сталях увеличивается склонность к закалке, в связи с чем такие стали имеют высокую чувствительность к термическому циклу сварки. Их околошовная зона оказывается резко закаленной, а следовательно, и непластичной при всех режимах сварки, обеспечивающих удовлетворительное формирование шва. Поэтому с целью снижения скорости охлаждения околошовной зоны при сварке этих сталей необходим предварительный подогрев свариваемого изделия.
Получение же при сварке равнопрочного сварного соединения, особенно у термоупрочненных сталей, вызывает определенные трудности. В зонах, удаленных от высокотемпературной области, возникает холодная пластическая деформация. При наложении последующих швов эти зоны становятся участками деформационного старения. Это в конечном итоге приводит к снижению пластических и повышению прочностных свойств металла и соответственно к появлению холодных трещин. В среднелегированных сталях увеличивается склонность к закалке, в связи с чем такие стали имеют высокую чувствительность к термическому циклу сварки. Их околошовная зона оказывается резко закаленной, а следовательно, и непластичной при всех режимах сварки, обеспечивающих удовлетворительное формирование шва. Поэтому с целью снижения скорости охлаждения околошовной зоны при сварке этих сталей необходим предварительный подогрев свариваемого изделия.
При сварке высоколегированных хромистых 08X13, 08Х17Т и некоторых других сталей существуют отличительные особенности: высокий порог хладноломкости стали, находящийся обычно в области положительных температур; склонность к значительному охрупчиванию в околошовной зоне;
низкая пластичность и вязкость металла шва, выполненного сварочными материалами аналогичного со сталью химического состава; невозможность устранить охрупчивание термообработкой.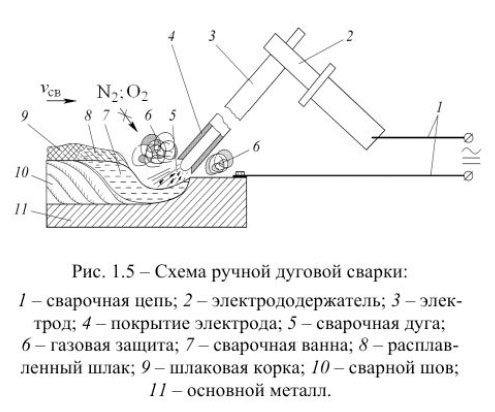
Сварку таких сталей необходимо выполнять с минимальным тепловложением, так как с увеличением погонной энергии возрастает склонность зон сварного соединения к росту зерен, появлению микротрещин и падению пластичности. При этом снижается сопро-тивляемость сварного соединения локальным повреждениям и межкристаллической коррозии. В процессе сварки возникает опасность коробления и появляется повышенный уровень остаточных напряжений. После сварки в ряде случаев требуется термообработка.
Сварка плавящимся электродом.
Выполняется при расплавлении электродной проволоки, подаваемой в плавильное пространство, его защита от воздуха осуществляется подачей защитного газа — инертного, активного или их смесей под давлением, большим атмосферного, вследствие чего воздух оттесняется и образуется соответствующая газовая среда (рис. 7.4). При этом способе сварки дуга горит между электродом 5, который подается в зону сварки с помощью специального механизма со скоростью Упэ, и изделием 4.
Рис. 7.4. Схема сварки плавящимся электродом в среде защитных газов
Капли расплавленного электродного металла 3 смешиваются с расплавленным основным металлом, образуя общую сварочную ванну 2, которая после кристаллизации превращается в сварной шов 1. Перемещение горелки вдоль сварного шва выполняется вручную сварщиком со скоростью сварки VCB. Защита плавильного пространства осуществляется инертным или активным газом б, который подается через сопло 7 под давлением, большим атмосферного. Образованная газовая среда определяет характер взаимодействия между газами и расплавленным металлом. Как и при сварке неплавящимся электродом, надо обеспечивать ламинарное течение газа из сопла, для чего используют такие же средства. Основными параметрами режима являются следующие:
- • род тока, полярность — сварка ведется на постоянном токе обратной полярности, что обеспечивает наиболее стабильное горение дуги;
- • диаметр электродной проволоки — зависит от толщины свариваемого металла и пространственного положения; находится в пределах 0,5—2,0 мм для полуавтоматической сварки и 2—4 мм для автоматической;
- • сила сварочного тока /св = 50—500 А — зависит от диаметра электродной проволоки, пространственного положения и скорости ее подачи;
- • напряжение на дуге Ua = 18—35 В — зависит от пространственного положения, силы сварочного тока, диаметра и состава электродной проволоки и рода защитного газа;
- • скорость сварки VCB при полуавтоматической сварке не задается по тем же соображениям, что и при ручной, при автоматической находится в пределах 10-60 м/ч;
- • вылет электрода /э = 10—30 мм — зависит от диаметра электродной проволоки и ее электрофизических свойств. При малом вылете возможны оплавление мундштука, увеличение забрызгивания внутренней поверхности сопла, что приводит к нарушению ламинарного течения защитного газа. При большом вылете ухудшается защита плавильного пространства, проволока вследствие перегрева теряет свою жесткость, ухудшается направление ее в место сварки. Однако вследствие подогрева проволоки на участке увеличенного вылета возрастают скорость ее плавления и производительность процесса. Это явление можно реализовать, используя специальные керамические направляющие мундштуки;
- • расход защитного газа QT = 5—30 л/мин — зависит от силы сварочного тока, защитного газа (расход аргона и диоксида углерода в 3—4 раза меньше, чем гелия), состава свариваемого металла, скорости сварки и т.д.
 При малом вылете возможны оплавление мундштука, увеличение забрызгивания внутренней поверхности сопла, что приводит к нарушению ламинарного течения защитного газа. При большом вылете ухудшается защита плавильного пространства, проволока вследствие перегрева теряет свою жесткость, ухудшается направление ее в место сварки. Однако вследствие подогрева проволоки на участке увеличенного вылета возрастают скорость ее плавления и производительность процесса. Это явление можно реализовать, используя специальные керамические направляющие мундштуки;
При малом вылете возможны оплавление мундштука, увеличение забрызгивания внутренней поверхности сопла, что приводит к нарушению ламинарного течения защитного газа. При большом вылете ухудшается защита плавильного пространства, проволока вследствие перегрева теряет свою жесткость, ухудшается направление ее в место сварки. Однако вследствие подогрева проволоки на участке увеличенного вылета возрастают скорость ее плавления и производительность процесса. Это явление можно реализовать, используя специальные керамические направляющие мундштуки;Выбор защитного газа определяется в первую очередь свойствами свариваемого металла. Одни высоколегированные стали и сплавы, титан и его сплавы требуют лишь инертной защитной атмосферы, а другие высоколегированные стали и сплавы, алюминий и его сплавы могут быть сварены как в инертной атмосфере, так и с примесями к ней активных газов, например 2—5 % кислорода.
При выборе рассмотренных взаимосвязанных характеристик следует руководствоваться данными, приведенными в табл. 7.1.
Рекомендованные соотношения между диаметром электрода и силой тока, напряжением на дуте и вылетом электрода
Техника полуавтоматической сварки в среде защитных газов плавящимся электродом достаточно проста и имеет много общего с техникой ручной дуговой сварки. Роль сварщика сводится к поддержанию постоянного вылета электрода и расстояния сопла до изделия, равномерного перемещения горелки вдоль свариваемых кромок и иногда к выполнению необходимых манипуляций и колебаний электродом. Форма колебаний зависит от диаметра проволоки; при сварке тонкой проволокой (до 1,6 мм), как и при ручном процессе при больших диаметрах, зависит от типа соединения. Корневые швы сваривают при возвратно-поступательном перемещении электрода, средние слои стыковых швов при перемещении электрода по вытянутой спирали, а верхние слои — с поперечными колебаниями «змейкой». Сварку ведут с наклоном электрода углом вперед и углом назад до 10—30°. В первом случае глубина провара меньше, чем во втором, вследствие подтекания жидкого металла под основание дуги.
Роль сварщика сводится к поддержанию постоянного вылета электрода и расстояния сопла до изделия, равномерного перемещения горелки вдоль свариваемых кромок и иногда к выполнению необходимых манипуляций и колебаний электродом. Форма колебаний зависит от диаметра проволоки; при сварке тонкой проволокой (до 1,6 мм), как и при ручном процессе при больших диаметрах, зависит от типа соединения. Корневые швы сваривают при возвратно-поступательном перемещении электрода, средние слои стыковых швов при перемещении электрода по вытянутой спирали, а верхние слои — с поперечными колебаниями «змейкой». Сварку ведут с наклоном электрода углом вперед и углом назад до 10—30°. В первом случае глубина провара меньше, чем во втором, вследствие подтекания жидкого металла под основание дуги.
Возвратно-поступательные движения горелки уменьшают пористость, особенно при применении активных газов вследствие улучшения защиты, перемешивания и замедления охлаждения жидкой ванны, что способствует извлечению из нее газов.
Подготовка кромок под сварку и размеры сварных швов регламентирует ГОСТ 14771—76, согласно которому можно качественно сваривать металл толщиной начиная с 0,8 мм.
Сварку стыковых швов
тонкостенных изделий во всех случаях лучше вести в вертикальном положении сверху вниз или «на весу», а дугу направлять на ванну жидкого металла и выполнять такой шов за один проход. Если детали собраны с зазором, процесс ведут с периодическими остановками, уменьшением мощности или поперечными колебаниями. Кольцевые стыковые швы сваривают, как и прямолинейные. Металл толщиной до 4 мм сваривают в по- лупотолочном или вертикальном положении сверху вниз проволокой малого диаметра или импульсной дугой. Более толстые изделия сваривают в нижнем положении со смещением электрода с зенита в сторону, противоположную вращению детали; размер смещения зависит от диаметра детали, силы тока и скорости сварки. Соединение металла внахлест толщиной до 1,5 мм сваривают, направляя дугу на верхнюю кромку, при большей толщине сваривают «на весу» с наклоном электрода поперек шва, а дугу направляют в угол среза кромки верхнего листа.
Угловые соединения сваривают «лодочкой» наклонным электродом под углом 50—60° к полке. Если толщина металла менее 5 мм, дугу направляют в угол. При большей толщине электрод смещают в сторону полки на 0,8—1,5 мм, а сварку ведут углом вперед.
Сварку электрозаклепками и точками применяют для стыковых, угловых и соединений внахлест металла толщиной до 2 мм во всех пространственных положениях с пробивкой или без пробивки отверстий в верхних листах, а стык деталей обеспечивают прижатием сопла, которое имеет отверстия для выхода газа.
При сварке вертикальных швов на тонком металле используют свободное формирование шва: процесс ведут сверху вниз, углом назад, направляя дугу на переднюю часть ванны, что обеспечивает проплавление кромок и исключает прожоги. Сварка сверху вниз не требует высокой точности сборки деталей и выполняется в 2—2,5 раза быстрее, чем снизу вверх. Сварку металла толщиной более 6 мм выполняют снизу вверх, что обеспечивает надежный провар и отсутствие несплавления по краям шва, короткими частыми замыканиями, пересаживая электродный металл капля за каплей в сварочную ванну. При значительной длине прямолинейные вертикальные швы на стали толщиной от 8 до 40 мм рекомендуется сваривать с принудительным формированием шва с помощью медных водоохлаждаемых ползунов, используя порошковую проволоку или подавая небольшое количество флюса в плавильное пространство. Сварка выполняется специальным автоматом. Использование импульсно-дугового процесса значительно упрощает сварку таких швов.
При значительной длине прямолинейные вертикальные швы на стали толщиной от 8 до 40 мм рекомендуется сваривать с принудительным формированием шва с помощью медных водоохлаждаемых ползунов, используя порошковую проволоку или подавая небольшое количество флюса в плавильное пространство. Сварка выполняется специальным автоматом. Использование импульсно-дугового процесса значительно упрощает сварку таких швов.
Сварку горизонтальных швов ведут с наклоном электрода, снизу вверх и углом назад без поперечных колебаний, направляя дугу на сварочную ванну. При толщине металла более 4 мм производят разделку верхней кромки листа, а металл толщиной более 6 мм сваривают с наклоном электрода сверху вниз. При этом корневой шов сваривают тонкой проволокой с частыми короткими замыканиями, импульсной дугой или неплавящимся электродом. Основную разделку заплавляют плавящимся электродом на больших токах, а облицовочный шов — тем же способом, что и корневой.
Потолочные швы — сложные в исполнении, их сваривают углом назад на минимальных силах тока и напряжении, а диаметр электрода выбирают в пределах 0,5—1,4 мм. Дугу и поток защитного газа направляют на ванну жидкого металла для уменьшения ее стекания при увеличенном расходе газа, поперечных колебаниях электрода, частых коротких замыканиях.
Полуавтоматическая сварка в среде защитных газов полностью вытеснила полуавтоматическую сварку под флюсом и стала доминирующей среди механизированных способов сварки при изготовлении металлоконструкций ответственного и особо ответственного назначения благодаря таким преимуществам, как высокая производительность, легкость транспортирования защитной среды к плавильному пространству, отсутствие шлаковой корки и шлаковых включений, уменьшение ширины зоны термического влияния и сварочных деформаций, сварка во всех пространственных положениях, возможность наблюдения за дугой и управления ею.
Углеродистые, низколегированные и некоторые среднелегированные стали можно сваривать в сильно- или слабоокислительной среде, используя электродную проволоку с повышенным содержанием элементов-раскислителей. Дело в том, что углекислый газ только защищает от азота плавильное пространство, а сам образует в нем кислую среду за счет диссоциации:
Жидкий металл в головной части сварочной ванны может реагировать как с самим диоксидом углерода, так и с продуктами его реакции:
в результате чего сварочная ванна насыщается кислородом. При охлаждении расплавленного металла углерод, который присутствует в стали, может окисляться, образуя оксид углерода:
Выделяясь из сварочной ванны в виде пузырей, СО может вызвать пористость; если сварочная проволока легирована кремнием и марганцем, оксиды железа будут раскисляться главным образом в результате взаимодействия с ними, а не с углеродом, обеспечив качественный металл шва и отсутствие пор:
Эти реакции протекают в хвостовой части сварочной ванны, поэтому оксиды кремния и марганца в виде очень тонкой шлаковой корки покрывают поверхность сварного шва. Существенным недостатком использования углекислого газа для сварки является повышенное разбрызгивание: забрызгиваются внутренняя поверхность сопла горелки и околошовная зона, а отделение брызг от основного металла требует применения тяжелого непрестижного ручного труда.
Для предотвращения этого явления используют специальные источники питания, применяют газовые смеси, которые способствуют мелкокапельному переносу электродного металла (С02 + 02) или струйному (Ат + СОД, ведут сварку специальными порошковыми или активированными проволоками или наносят на около- шовную поверхность специальные лакокрасочные покрытия, которые, однако, эффективно действуют только при однопроходной сварке, после чего их нужно обновлять.
С учетом специфики защиты плавильного пространства углекислым газом сварку различных соединений из углеродистых и низколегированных сталей ведут с использованием специальных электродных проволок Св-08Г2С, Св-08ГСМТ, Св-08ХГСМФ и т.д.
При сварке высоколегированных сталей, которые имеют в своем составе элементы, высокоактивные к кислороду (алюминий, титан, ниобий и т.д.), нужно использовать только инертные газы, в других случаях возможно применение смеси аргона с кислородом в комбинации с соответствующими проволоками: Св-01Х19Н9, Св-08Х19Н10Г2Б, Св-08Н50, Св-ХН75М6ТЮит.п.
Медь и ее сплавы сваривают в аргоне, гелии и азоте. С целью экономии аргона и повышения производительности труда рекомендуется газовая смесь 70—80 % Аг + 30—20 % N2. Однако лучшее формирование шва достигается при сварке в аргоне и гелии. В качестве присадки используется проволока из кремнисто-марганцевой бронзы БрКМцЗ—1. Перед началом процесса требуется подогрев кромок до 200—500 °С.
Для механизированной сварки высокопрочной коррозионно-стойкой бронзы марки БрАНМцЖ-8,5—4—4—1,5 разработана специальная композитная проволока, которая обеспечивает получение сварного шва того же состава на параметрах режима: d3 = 2,8 мм, /св — 350-380 А, 1/Д = 24—26 В, QM = 16—17 л/мин.
Титан и его сплавы толщиной более 4 мм сваривают только в среде инертных газов высокой степени чистоты. Размеры сварных швов и их формирование зависят от рода газа. В гелии швы имеют более плавный переход усиления к основному металлу, в аргоне проплавление шва глубже и шов уже. Рекомендуется вести сварку присадочной проволокой марки ВТ 1—00.
Для сварки на монтаже рекомендуется использовать импульсно-дуговой процесс с использованием гелия.
Сварка должна выполняться в палатке, чтобы исключить сдувание защитной струи из плавильного пространства. В цеху надо пользоваться камерой с контролируемой атмосферой.
Алюминий и его ставы толщиной более 4 мм сваривают в среде аргона или в смеси 30 % Аг + 70 % Не. В качестве присадочной проволоки используются сплавы типа АМц и АМг, а также сплавы состава, близкого к основному металлу.
По сравнению со сваркой вольфрамовым электродом сварные швы имеют пониженную на 15 % прочность вследствие большего перегрева электродного металла при переходе через дуговой промежуток. Преимуществами являются надежное перемешивание сварочной ванны и ее очистка от оксидных включений, а также высокая производительность, которую можно значительно увеличить, применяя импульсно-дуговой процесс. Введение модификаторов (циркония, титана, бора) в проволоку повышает стойкость сварных швов к кристаллизационным трещинам.
При сварке высоколегированных термически упрочняемых сплавов прочность может снижаться почти наполовину, поэтому после сварки изделия надо подвергать термической обработке — закалке с последующим старением. Повышение устойчивости куста- лости соединения достигается снятием усиления сварного шва.
Сварку магниевых сплавов плавящимся электродом в аргоне целесообразно выполнять для толщин металла начиная с 6 мм. Лучшие результаты можно получить на параметрах режима сварки, соответствующих струйному переносу металла. При этом скорость плавления магниевой проволоки вдвое больше, чем алюминиевой при той же силе сварочного тока.
Надежная защита обеспечивается при расстоянии от сопла до поверхности изделия и от токоведущего мундштука до среза сопла соответственно 10—15 и 5—10 мм. Листы толщиной до 5 мм сваривают встык без разделки кромок, 10—20 мм — с V-образной разделкой с углом 50—60° и притуплением 2—6 мм, более 20 мм — с Х-образной разделкой с углом 60—80° и притуплением 2—3 мм. Ось электрода составляет угол 90° к изделию при сварке стыковых соединений без разделки или с небольшой разделкой. При большей глубине разделки сварку ведут углом вперед с углом 7—15° к вертикали.
Сварка плавящимся электродом в среде защитных газов производится с помощью полуавтоматов и автоматов, причем наиболее распространены первые.
Для полуавтоматической сварки предназначена установка, основные составные части которой даны на рис. 7.5. Сварочная проволока 7подается из катушки с помощью подающего механизма 5 по специальному шлангу 4к горелке 3. Источник 9 питает как сварочную дугу, которая горит между проволокой горелки 3 и изделием, так и блок управления 6, где размещены элементы пускорегулирующей аппаратуры, источник питания подающего механизма, рукоятка регулирования скорости подачи проволоки, электрогазовый клапан и т. д. Защитный газ подается из баллона через редуктор 10 по шлангу 8 к блоку управления 6 на электрогазовый клапан. Эта магистраль до начала сварки заполнена газом. От электрогазового клапана к подающему шлангу идет магистраль подачи газа 4 к горелке 3, которая перед сваркой заполнена воздухом. С блока управления к подающему шлангу идут провода управления 1 на кнопку, расположенную на горелке. На источнике питания находятся рукоятка регулирования напряжения на дуге, а также амперметр и вольтметр для контроля электрических параметров сварки. Сварочные кабели 2 соединяют изделие с подающими роликами механизма 5. При сварке в среде С02 на газовой магистрали после вентиля баллона устанавливаются подогреватель и осушитель газа.
Рис. 7.5. Монтажная схема установки для полуавтоматической сварки плавящимся электродом в среде защитного газа:
1 — провода управления; 2 — сварочные провода; 3 — горелка; 4 — шланг; 5 — механизм подачи; 6 — блок управления; 7 — кассета; 8 — шланг для газа; 9— источник питания; 10— аппаратура для регулирования и измерения параметров защитного газа
В работе полуавтомата очень важно обеспечить надежность подачи электродной проволоки специальным механизмом по шлангу к горелке. Подавляющее большинство подающих механизмов проталкивает проволоку к горелке по шлангу, и требуемое усилие достигается прижатием проволоки двумя роликами. Эта схема упрощает подающий механизм, уменьшает его габаритные размеры и массу. Однако подача проволоки, особенно тонкой и нежесткой, требует значительных усилий прижима, что ведет к ее деформации, затрудняет прохождение направляющего канала в шланге, приводит к его преждевременному износу, а иногда делает невозможной надежную постоянную работу. Поэтому сейчас применяют четырехроликовые подающие механизмы, значительно улучшающие надежность подачи электродной проволоки. Подающий механизм 5 соединяется с горелкой 3 шлангом 4, по которому транспортируется сварочная проволока, подаются сварочный ток, ток цепи управления, защитный газ и в случае необходимости вода, охлаждающая сопло горелки (при сварке на токах выше 350 А).
Устройство рабочей части горелки для сварки плавящимся электродом показано на рис 7.6. Горелка содержит изогнутый мундштук 7с переходной втулкой 2 и наконечником 5, рукоятку 1 с гашеткой 9, пусковую кнопку, защитный щиток 8 и сопло 4 для создания вокруг зоны сварки защитной атмосферы 6. Сопло электрически изолировано от наконечника и может легко заменяться. Переходная втулка имеет ряд отверстий 3, расположенных перпендикулярно направлению подачи проволоки и предназначенных для подвода защитного газа в зону сопла. Это обеспечивает получение ламинарного газового потока.
При сварке в углекислом газе образующиеся брызги прилипают к соплу и наконечнику, ухудшая газовую защиту зоны сварки и образуя токоведущую перемычку между соплом и наконечником горелки. Для снижения прилипания брызг применяют охлаждаемые сопла, составные с изоляционной прокладкой, металлокерамические и др., а также теплостойкие покрытия или хромирование сопла и защитные смазки, например силиконовые (раствор кремнийорганических соединений). При наличии смазки на поверхности сопла и наконечника брызги металла не привариваются, а только прилипают и потом легко удаляются.
Некоторые зарубежные производители изготовляют горелки, в которых наконечник тела между рукояткой и соплом выполнен из эластичного гибкого материала, что позволяет выгибать сопло под любым углом для достижения любого места сварки.
Для сварки в защитных газах плавящимся электродом используют выпрямители с пологопадающими или жесткими внешними характеристиками.
Р и с. 7.6. Устройство рабочей части горелки для сварки плавящимся электродом в среде защитных газов
В табл. 7.2 приведены итоговые сведения относительно возможности сварки конструкционных материалов с учетом их особенностей, специфики способов и использования оборудования.
Возможности использования сварки металлов и сплавов в среде защитных
Ручная дуговая сварка плавящимся электродом
Ручная сварка производится плавящимся металлическим электродом по способу Славянова (рис. 10.3).
Ручная электродуговая сварка универсальна и широко распространена, так как может выполняться в любом пространственном положении. Она часто применяется при монтаже в труднодоступных местах, где механизированные способы сварки не могут быть применены. Меньшая глубина проплавления основного металла и меньшая производительность ручной сварки из-за пониженной силы применяемого тока, а также меньшая стабильность ручного процесса (по сравнению с автоматической сваркой под флюсом) являются недостатками ручной сварки.
Электродуговая сварка металла
Электродуговая сварка металла представляет собой один из способов сваривания металлов, суть которого заключается в нагреве и расплавлении металла электрической дугой. Это один из самых распространенных методов сварки. Впервые этот способ был открыт ученым Славяновым Н.Г. в 1888 году. Для этого он использовал металлический плавящийся электрод. Сварка происходила под слоем флюса. Электродуговая сварка металла осуществляется постоянным током. При этом плюс находится на свариваемой детали, а минус на электроде. Процесс электросварки выполняется как плавящимся электродом, так и неплавящимся. Такой способ сварки широко применяется в ремонтных работах, монтажных, машиностроении, в строительстве и др. областях.
Электродуговая сварка плавящимся электродом
Электродуговая сварка плавящимся электродом заключается в расплавлении поверхности металла и электрода. При этом электрод служит материалом для получения сварного шва. Чтобы предотвратить окисление шва, применяют такие газы как: гелий, аргон, углекислый, а также их смеси. В процессе работы они подаются из сварочной головки. Легко ионизируемые элементы, входящие в состав электрода, делают электрическую дугу более устойчивой. Такими элементами могут быть: натрий, калий, кальций. Преимущество сварки постоянным током в том, что шов получается более чистым. Это происходит благодаря тому, что при расплавлении электрода количество брызг минимальное. Электродуговая сварка металла плавящимся электродом включает в себя:
- Подготовка свариваемой поверхности металла. Зачищается от грязи и масляных пятен;
- Для образования сварочной дуги, к электроду и заготовке подводится электрический ток;
- Происходит образование дуги. Она достигает 7000 0 С и начинает расплавлять металл;
- Образуется сварочная ванна из расплавленного электрода и поверхности металла. Шлак всплывает и образует защитную пленку. Затем сварочный шов застывает и образуется сварное соединение.
При сварке плавящимся электродом в защитном газе, сварочная проволока похожа по своему химическому составу к свариваемому металлу. Для сварки цветных металлов и их сплавов используют инертные газы: гелий, аргон, а также их смеси.
Параметры тока влияют на глубину проплава. Увеличение тока глубже проплавляет металл, а уменьшение наоборот. Величина тока не влияет на ширину шва, а род тока оказывает влияние. Шов более узкий когда применяют постоянный ток.
Сварочная дуга также влияет на качество шва. Чем меньше сварочная дуга, тем сварной шов более чистый. При этом металл проплавляется спокойно, а количество металлических капель значительно меньше. Это позволяет достичь более глубокое проплавление. Электродуговая сварка металла плавящимся электродом имеет свои преимущества:
- возможность сваривания в любом месте и любом положении;
- можно варить самые разные виды стали;
- сварка достаточно простая, легко транспортировать.
Недостатки такого способа сварки:
- вредность газов во время работы;
- низкий КПД и, в сравнении с другими видами сварки, невысокая производительность;
- качество сварного шва зависит от квалификации сварщика.
| 02.007.02.01 | Уфа, 450001, Республика Башкортостан, г. Уфа, ул. Пархоменко, д. 155/1 Показать на карте Открыть |
| 02.007.02.03 | Учалы, 453700, Республика Башкортостан, г. Учалы, ул. Горнозаводская, д. 12 Показать на карте Открыть |
| 02.007.02.04 | Октябрьский, 452614, Республика Башкортостан, г. Октябрьский, ул. Луначарского, д. 3/1 Показать на карте Открыть |
| 02.007.02.06 | Стерлитамак, 453104, Республика Башкортостан, г. Показать на карте Открыть |
| 11.001.11.01 | Сыктывкар, 167026, Республика Коми, г. Сыктывкар, Ухтинское ш., д. 52/24 Показать на карте Открыть |
| 11.001.11.02 | г Сыктывкар, Ухтинское шоссе, д 52/20 Показать на карте Открыть |
| 13.001.13.01 | Саранск, 430001, г. Саранск, ул. Пролетарская, д. 130Б Показать на карте Открыть |
| 13.001.13.02 | Рузаевка, 431446, Республика Мордовия, г. Рузаевка Показать на карте Открыть |
| 13.001.73.01 | Ульяновск, 433320, г. Ульяновск, Железнодорожный р-н, с. Белый ключ, ул. Ключевая, д. 1 Показать на карте Открыть |
| 14. 002.14.01 | Якутск, 677021, Республика Саха (Якутия), г. Якутск, ул. Дзержинского, д. 55 Показать на карте Открыть |
| 14.002.14.02 | г Якутск, ул Дзержинского, д 55 Показать на карте Открыть |
| 14.002.14.04 | Мирный, 678170, Республика Саха (Якутия), г. Мирный, ул. Ленина, д. 1 Показать на карте Открыть |
| 16.018.12.04 | Йошкар-Ола, ул. Волкова, д. 60 Показать на карте Открыть |
| 16.018.16.01 | Казань, 420073, РТ, г. Казань, ул. Курская, д. 10 Показать на карте Открыть |
| 16.018.16.02 | Казань, 420037, РТ, г. Казань, ул. Лукина, д. 48, корп. 2 Показать на карте Открыть |
| 16. 018.16.05 | Альметьевск, 423450, РТ, г. Альметьевск, ул. Фахредина, д. 44 Показать на карте Открыть |
| 16.018.16.06 | Нижнекамск, пр-т Химиков, д. 47/35; 423570, Показать на карте Открыть |
| 16.018.16.07 | Набережные Челны, 423808, РТ, г. Набережные Челны, пр-т М. Джалиля, д. 14б Показать на карте Открыть |
| 18.003.18.01 | Ижевск, 426039, Удмуртская Республика, г. Ижевск, ул. Новосмирновская, д. 40/3 Показать на карте Открыть |
| 22.004.22.02 | г Барнаул, ул Димитрова, д 75 Показать на карте Открыть |
| 22.004.22.03 | Барнаул, 656043, Алтайский край, г. Показать на карте Открыть |
| 23.006.23.01 | Краснодар, 350051, г. Краснодар, пр-д Репина, д. 12 Показать на карте Открыть |
| 23.006.792.05 | Анкара, Квартал Остим-1, ул. 1201. №: 80, Енимахалле, Анкара, Турция Показать на карте Открыть |
| 23.006.860.02 | Ташкент, 100059, Республика Узбекистан, г. Ташкент, Яккасарайский р-н, ул. Шота Руставели, д. 91 Показать на карте Открыть |
| 23.006.91.01 | Симферополь, 295000, Республика Крым, г. Симферополь, ул. Генерала Васильева, д. 32А, Литер Г Показать на карте Открыть |
| 23.021.16.03 | Набережные Челны, 423587, Республика Татарстан, г. Показать на карте Открыть |
| 23.021.23.01 | Краснодар, 350090, г. Краснодар, пр-д им. Репина, д.10 Показать на карте Открыть |
| 23.021.356.02 | Нави Мумбаи, R-84, M. I. D. C., Рабле, г. Нави Мумбаи — 400701, Индия Показать на карте Открыть |
| 23.021.51.04 | Мурманск, 183017, г. Мурманск, Нижне-Ростинское ш., д. 39 Показать на карте Открыть |
| 23.021.792.05 | Анкара, Квартал Остим-1, ул. 1201. №: 80, Енимахалле, Анкара, Турция Показать на карте Открыть |
| 24.001.17.01 | Кызыл, 667000, Республика Тыва, г. Кызыл, ул. Калинина, д. Показать на карте Открыть |
| 24.001.19.02 | Абакан, 655008, Республика Хакасия, г. Абакан, ул. Игарская, д. 5И Показать на карте Открыть |
| 24.001.24.01 | Красноярск, 660004, г. Красноярск, пр-т им. газеты Красноярский рабочий, д. 27, стр. 90 Показать на карте Открыть |
| 24.001.24.02 | Красноярск, 660122, г. Красноярск, ул. 60 лет Октября, д. 155 Показать на карте Открыть |
| 25.002.25.01 | Владивосток, 690080, г. Владивосток, ул. Сахалинская, д. 4А Показать на карте Открыть |
| 25.002.25.02 | Большой Камень, 692801, Приморский край, г. Большой Камень, ул. Ленина, д. Показать на карте Открыть |
| 27.001.156.05 | Шанхай, Учебный полигон ZPMC-TUV NORD TECHNOLOGY TRAINING CENTER, КНР, г. Шанхай, р-н Чунмин, ул. Фэн Бин, д. №666 Показать на карте Открыть |
| 27.001.156.06 | Дацин, КНР, провинция Хэйлунцзян, г. Дацин, ул. Сицзин, д. 110 Показать на карте Открыть |
| 27.001.27.01 | Хабаровск, 680042, г. Хабаровск, пер. Бородинский, д. 1 Показать на карте Открыть |
| 27.001.27.02 | Ланфан, КНР, провинция Хэбэй, г. Ланфан, ул. Айминьсидау, д. 90 Показать на карте Открыть |
| 27.001.27.03 | Комсомольск-на-Амуре, 681000, Хабаровский край, г. Показать на карте Открыть |
| 27.001.27.04 | Свободный, 676462, Амурская обл., г. Свободный, ул. Чернышевского, д. 18, пом. 2 Показать на карте Открыть |
| 28.001.28.01 | Свободный, 676450, Амурская обл., г. Свободный, ул, Чернышевского, д. 18, пом. 2 Показать на карте Открыть |
| 29.002.29.02 | Архангельск, 163045, г. Архангельск, Талажское ш., д. 17 Показать на карте Открыть |
| 29.002.83.01 | пгт. Искателей, 166700, НАО, пгт. Искателей, ул. Губкина, д. 3, корп. Б, оф. 110 Показать на карте Открыть |
| 30.003.30.01 | Астрахань, 416474, Астраханская обл. Показать на карте Открыть |
| 30.003.34.02 | Волгоград, 400002, г. Волгоград, ул. Гвоздкова, д. 1Б; 404130, Волгоградская обл., г. Волжский, ул. Портовая, д. 6 Показать на карте Открыть |
| 31.001.31.01 | Белгород, 308023, г. Белгород, пр-т Б. Хмельницкого, д. 135Д Показать на карте Открыть |
| 31.001.31.02 | Губкин, 309182, Белгородская обл., г. Губкин, ул. Артёма, д. 18/3 Показать на карте Открыть |
| 32.001.32.01 | Брянск, 241013, г. Брянск, ул. Медведева, д. 59А Показать на карте Открыть |
| 32.001.57.02 | Платоновский, 302525, Орловская обл. Показать на карте Открыть |
| 33.003.33.01 | Владимир, 600009, г. Владимир, ул. Полины Осипенко, д. 66 Показать на карте Открыть |
| 33.003.37.02 | Иваново, 153032, г. Иваново, ул. Станкостроителей, д. 3Б Показать на карте Открыть |
| 34.005.34.02 | Волгоград, 400040, г. Волгоград, ул. Созидательская, д. 6а Показать на карте Открыть |
| 35.001.35.01 | Вологда, 160014, г. Вологда, ул. Саммера, д. 43 Показать на карте Открыть |
| 35.001.35.02 | Череповец, 162614, Вологодская обл., г. Череповец, ул. Комсомольская, д. Показать на карте Открыть |
| 35.001.35.03 | Вологда, 160014, г. Вологда, ул. Саммера, д. 43 Показать на карте Открыть |
| 36.004.36.01 | Воронеж, 394071, г. Воронеж, ул. 20-летия Октября, д. 73А Показать на карте Открыть |
| 36.004.36.03 | Пески, 397340, Воронежская обл., Поворинский р-н, с. Пески, ул. Пролетарская, д. 59 Показать на карте Открыть |
| 36.004.36.04 | Воронеж, 394028, г. Воронеж, ул. Волгоградская, д. 39 Показать на карте Открыть |
| 38.003.14.07 | Мирный, 678171, Республика Саха (Якутия), р-н Мирнинский, г. Мирный, ш. Чернышевское, д. 21 Показать на карте Открыть |
| 38. 003.38.02 | Иркутск, 664043, г. Иркутск, ул. Сергеева, д. 3 Показать на карте Открыть |
| 38.003.38.04 | Улан-Удэ, 670045, Республика Бурятия, г. Улан-Удэ, Железнодорожный р-н, ул. Трактовая, д. 5 Показать на карте Открыть |
| 38.003.75.08 | Чита, 672000, г. Чита, ул. Бутина, д. 3, корпус 3.1 Показать на карте Открыть |
| 39.002.39.01 | Калининград, 236011, г. Калининград, ул. Двинская, д. 91 Показать на карте Открыть |
| 40.002.40.02 | Калуга, 248021, г. Калуга, ул. Поле Свободы, д. 105, оф. 4; 248000, г. Калуга, ул. Циолковского, д. 25 Показать на карте Открыть |
| 41. 001.41.01 | Петропавловск-Камчатский, 683031, г. Петропавловск-Камчатский, пр-т Карла Маркса, д. 11 А Показать на карте Открыть |
| 42.002.42.03 | Кемерово, 650040, г. Кемерово, ул. Радищева, стр. 1Б Показать на карте Открыть |
| 43.003.43.01 | Киров, 610033, г. Киров, ул. Московская, д. 107Б, оф. 402-403 Показать на карте Открыть |
| 45.001.45.01 | Курган, 640023, г. Курган, ул. Загородная, д. 7 Показать на карте Открыть |
| 46.001.46.01 | Курск, 305007, г. Курск, ул. Ольшанского, д. 5, лит. Б1 Показать на карте Открыть |
| 51.003.51.01 | Мурманск, 183001, г. Показать на карте Открыть |
| 51.003.51.02 | Мончегорск, 184511, Мурманская обл., г. Мончегорск, ул. Комсомольская, д. 3 Показать на карте Открыть |
| 51.003.51.03 | Мурманск, 183052, г. Мурманск, ул. Шевченко, д. 40 Показать на карте Открыть |
| 52.003.52.01 | Нижний Новгород, 603044, г. Нижний Новгород, пр-кт Героев, д. 11А Показать на карте Открыть |
| 54.005.49.02 | Магадан, 685030, г. Магадан, ул. Гагарина, д. 52 Показать на карте Открыть |
| 54.005.54.01 | Новосибирск, 630129, г. Новосибирск, ул. Тайгинская, д. 9/2 Показать на карте Открыть |
| 55. 002.55.01 | Омск, 644116, г. Омск, ул. 30-я Северная, д. 63, корп. 1 Показать на карте Открыть |
| 56.001.56.04 | Оренбург, 460048, г. Оренбург, ул. Транспортная, зд. 2Г, зд. 2Б Показать на карте Открыть |
| 56.001.56.05 | Ясный, 462781, Оренбургская обл., г. Ясный, Фабричное ш., д. 9 Показать на карте Открыть |
| 56.001.56.06 | Орск, 462429, Оренбургская обл., г. Орск, ул. Тагильская, д. 44 Показать на карте Открыть |
| 58.005.58.01 | Пенза, 440028, г. Пенза, ул. Германа Титова, дом 3, корп. 2, литер К Показать на карте Открыть |
| 59.002.59.01 | Пермь, 614000, г. Показать на карте Открыть |
| 59.002.59.04 | Березники, 618400, Пермский край, г. Березники, пр-т Ленина, д. 73 Показать на карте Открыть |
| 61.002.26.03 | Невинномысск, 357107, Ставропольский край, г. Невинномысск, ул. Монтажная, д. 12Б; 357107, Ставропольский край, г. Невинномысск, ул. Низяева, д. 37 Показать на карте Открыть |
| 61.002.61.04 | хутор Камышеваха, 346715, Ростовская обл., Аксайский р-н, х. Камышеваха, ул. Светлая, д. 2В Показать на карте Открыть |
| 61.002.61.05 | Таганрог, 347909, Ростовская обл., г. Таганрог, ул. Социалистическая, д. 149/2 Показать на карте Открыть |
| 61. 002.61.07 | Волгодонск, 347382, Ростовская обл., г. Волгодонск, ул. Энтузиастов, д. 7 Показать на карте Открыть |
| 63.003.63.01 | г. Тольятти, ул. Победы, д. 22 Показать на карте Открыть |
| 63.003.63.02 | г. Самара, ул. Ново-Садовая, д. 106, корп. 155, 4 эт. Показать на карте Открыть |
| 63.003.63.05 | Самарская обл., г. Сызрань, пр-т 50 лет Октября, д. 1 Показать на карте Открыть |
| 63.003.63.06 | г. Самара, ул. Ново-Урицкая, д. 5 Показать на карте Открыть |
| 63.003.73.03 | г. Ульяновск, ул. Рябикова, д. 6 Показать на карте Открыть |
| 63. 003.73.04 | г. Ульяновск, ул. Радищева, д. 140 Показать на карте Открыть |
| 64.005.64.01 | Саратов, 410015, г. Саратов, ул. Фабричная, д. 1А, лит. Т2 Показать на карте Открыть |
| 65.001.65.01 | Южно-Сахалинск, 693008, г. Южно-Сахалинск, ул. Шлакоблочная, д. 24А Показать на карте Открыть |
| 66.005.66.01 | Екатеринбург, 620041, г. Екатеринбург, ул. Кислородная, д. 8Д Показать на карте Открыть |
| 66.005.66.04 | Нижний Тагил, 622025, Свердловская обл., г. Нижний Тагил, ул. Металлургов, д. 1 Показать на карте Открыть |
| 68.004.68.01 | Тамбов, 392028, г. Показать на карте Открыть |
| 70.002.70.01 | Томск, 634028, г. Томск, ул. Тимакова, д. 21, стр. 4 Показать на карте Открыть |
| 71.001.71.01 | Тула, 300034, г. Тула, ул. Гоголевская, д. 94А Показать на карте Открыть |
| 72.006.72.01 | Тюмень, ул. Республики, д. 252, стр. 47, 48 Показать на карте Открыть |
| 74.003.74.01 | Челябинск, 454087, г. Челябинск, ул. Рылеева, д. 9 Показать на карте Открыть |
| 74.003.74.02 | Челябинск, 454087, г. Челябинск, ул. Томинская, д. 8 Показать на карте Открыть |
| 74. 003.74.03 | Магнитогорск, Челябинская обл., г. Магнитогорск, ул. Казакова, д. 11/1; Челябинская обл., г. Магнитогорск, Верхнеуральское ш., д. 20 Показать на карте Открыть |
| 74.003.74.04 | Златоуст, 456211, Челябинская обл., г. Златоуст, ул. 3-я Нижне-Заводская, д. 6 Показать на карте Открыть |
| 74.003.74.05 | Магнитогорск, 455019, Челябинская обл., г. Магнитогорск, ул. Профсоюзная, д. 14; 455013, Челябинская обл., г. Магнитогорск, ул. Сульфидная, д. 7 Показать на карте Открыть |
| 74.003.74.06 | Магнитогорск, 455007, Челябинская обл., г. Магнитогорск, ул. Кирова, д. 104-б Показать на карте Открыть |
| 76.003.37.05 | Иваново, 153029, г. Показать на карте Открыть |
| 76.003.44.03 | Кострома, 156009, г. Кострома, ул. Красная Байдарка, д. 2 Показать на карте Открыть |
| 76.003.76.01 | Ярославль, 150044, г. Ярославль, Ленинградский пр-т, д. 29Ф Показать на карте Открыть |
| 77.014.77.01 | г Москва, ул Электрозаводская, д 21 Показать на карте Открыть |
| 77.014.77.03 | Москва, 109428, г. Москва, ул. Стахановская, д. 20, стр. 11а Показать на карте Открыть |
| 77.014.77.06 | Москва, 105082, г. Москва, Переведеновский пер., д. 13, стр. 15 Показать на карте Открыть |
| 78. 012.10.09 | Петрозаводск, 185002, Республика Карелия, г. Петрозаводск, ул. Муезерская, д. 15а Показать на карте Открыть |
| 78.012.10.14 | Петрозаводск, 185001, Республика Карелия, г. Петрозаводск, ул. Советская, д. 11 Показать на карте Открыть |
| 78.012.29.05 | г Северодвинск, Архангельское шоссе, д. 24А Показать на карте Открыть |
| 78.012.47.10 | Лаголово, 188517, Ленинградская обл., Ломоносовский р-н, д. Лаголово, ул. Советская, д. 18А Показать на карте Открыть |
| 78.012.47.13 | Сланцы, 188560, Ленинградская обл., г. Сланцы, ул. Партизанская, д. 6 Показать на карте Открыть |
| 78. 012.60.06 | Псков, 180017, г. Псков, ул. Яна Фабрициуса, д. 14 Показать на карте Открыть |
| 78.012.78.01 | Санкт-Петербург, 194292, г. Санкт-Петербург, 3-й Верхний пер., д. 1, корп. 3, литера С Показать на карте Открыть |
| 78.012.78.12 | Санкт-Петербург, 193315, г. Санкт-Петербург, пр. Большевиков, д. 38, корп. 1, лит. А Показать на карте Открыть |
| 78.022.78.01 | Санкт-Петербург, 198184, город Санкт-Петербург, остров Канонерский, дом 28, литер А Показать на карте Открыть |
| 86.002.86.01 | Сургут, 628407, ХМАО-Югра АО, г. Сургут, ул. Технологическая, д. 1 Показать на карте Открыть |
| 86. 003.86.01 | Когалым, 628481, ХМАО — Югра, г. Когалым, ул. Мостовая, д. 60 Показать на карте Открыть |
| 86.004.156.03 | Чэнду, КНР, г. Чэнду провинции Сычуань, р-н Лунцюаньи, ул. Лунду Нань, стр. № 199 Показать на карте Открыть |
| 86.004.398.06 | Павлодар, 140000, Республика Казахстан, г. Павлодар, Северная промзона, д. 215 Показать на карте Открыть |
| 86.004.86.02 | Сургут, 628406, ХМАО-Югра, г. Сургут, ш. Нефтеюганское, д. 62/2, соор. 1 Показать на карте Открыть |
| 86.007.86.01 | Нижневартовск, 628613, ХМАО-Югра, г. Нижневартовск, ул. Авиаторов, зд. 2А, стр. 1 Показать на карте Открыть |
| 89. 003.89.01 | Новый Уренгой, 629307, ЯНАО, г. Новый Уренгой, ул. Крайняя, д. 26/1 Показать на карте Открыть |
| 89.004.89.01 | Ноябрьск, 629800, ЯНАО, г. Ноябрьск, промузел Пелей, пр-д 8, панель XI Показать на карте Открыть |
Тесты по профессиональному модулю пмо2 «Ручная дуговая сварка плавящимся покрытым электродом»
Тема: Оборудование для ручной дуговой сварки.
1. Какое сварочное оборудование преобразовывает переменное напряжение в постоянное?
а) трансформатор;
б) выпрямитель;
в) двигатель.
2. В каком устройстве напряжение понижается?
а) трансформатор;
б) выпрямитель;
в) двигатель.
3. При помощи чего подводится питание к электрододержателю?
а) шланга;
б) провод;
в) кабель.
4. При помощи чего фиксируется электрод?
а) электромуфта;
б) электрододержатель;
в) зубило.
5. Выпрямитель – это источник питания сварочной дуги
а) преобразующий переменный ток в переменный;
б) преобразующий переменный ток в постоянный;
в) преобразующий постоянный ток в переменный.
6. В каком устройстве есть якорь и коллектор?
а) трансформатор;
б) выпрямитель;
в) генератор.
7. Неплавящиеся электроды:
а) угольный, металлический, пластмассовый;
б) вольфрамовый, графитовый, угольный;
в) бумажный, алюминиевый, медный.
8. Что входит в состав обмазки электрода постоянного тока?
а) уголь, кварц, мел, песок;
б) мел, жидкое стекло, целлюлоза, крахмал, металлические опилки;
в) жидкое стекло, крахмал, мел, древесная мука, песок.
9. Для устойчивого горения электрической дуги обмазку электрода переменного тока добавляют:
а) магний, калий, марганец;
б) кальций, калий, натрий;
в)
крахмал, мел, калий.
10. Что относится к оборудованию для электросварочных работ?
а) защитная маска;
б) сварочный шланг;
в) баллон;
г) сварочный кабель;
д) сварочный трансформатор;
е) электрододержатель;
ж) газовая горелка.
11. На какую обмотку в сварочном трансформаторе подается напряжение 380 В?
а) вторичную;
б) возбуждения;
в) первичную.
12. Перечислите источники питания сварочной дуги?
а) трансформатор, преобразователь, выпрямитель ;
б) трансформатор, генератор, редуктор;
в) выпрямитель, двигатель, генератор.
13. Как классифицируются сварочные трансформаторы по фазности?
а) однофазные, двухфазные;
б) однофазные, трехфазные;
в) двухфазные, трехфазные.
14. Самый простой в обслуживании и работе сварочный аппарат:
а) сварочный выпрямитель постоянного тока;
б) сварочный преобразователь постоянного тока;
в)
сварочный трансформатор переменного тока.
Тема: Технология ручной дуговой сварки.
1. Длиной дуги называется:
а) расстояние между торцом электрода и поверхностью сварочной ванны;
б) расстояние от середины;
в) первичную.
2. Виды сварных швов в пространственном положении:
а) стыковой, угловой, вертикальный;
б) вертикальный, горизонтальный, нижний, потолочный;
в) тавровый, потолочный, нижний.
3. Виды сварных соединений:
а) стыковое, угловое, тавровое, нахлесточное, торцевое;
б) вертикальное, горизонтальное, угловое;
в) тавровое, кольцевое, нижние.
4. Гидравлические испытания сварных швов заключается:
а) в испытании воздухом;
б) в испытании аммиаком;
в) в испытании водой.
5. Зона наиболее высоких температур в сварочной дуге находится:
а) в середине столба дуги;
б) на катоде;
в) на аноде.
6. Какими бывают электроды по виду покрытия?
а) ионизирующие, газообразующие, легирующие, связывающие;
б) кислые, основные, целлюлозные, рутиловые;
в) вольфрамовые, графитовые.
7. Для чего применяются светофильтры марки Г -3?
а) для выполнения электрогазосварочных работ;
б) для резки средней мощности;
в) для мощной газосварке и резке.
8. Горячие трещины в сталях при электросварке возникают при:
а) температуре 30000С;
б) температуре 10000С;
в) температуре 5000С.
9. Холоде трещины в сталях при электросварке возникают при:
а) температуре 5000С;
б) температуре 1000С;
в) ниже температуры 10000С.
10. Температура сварочной дуги:
а) 50000С — 80000С;
б) 10000С — 20000С;
в) 20000С — 25000С.
11. Обработка кромки на металле:
а) Т – образная, Х – образная, М — образная;
б) V – образная, Х – образная, У — образная;
в) V –
образная, C –
образная, М — образная.
12. На электросварочном аппарате переменного тока подвижная обмотка:
а) вторичная;
б) первичная;
в) первичная и вторичная.
13. Дефект шва «шлаковые включения» относится к:
а) внешнему;
б) внутреннему;
в) внешнему и внутреннему.
14. Какая электрическая дуга называется неустойчивой?
а) дуга более 3мм горящая устойчиво;
б) дуга более 5мм горящая плохо;
в) дуга более 6мм горящая неустойчиво.
15. Источники образования шлака:
а) образуется при сгорании основного металла и электрода;
б) образуется при сгорании электродного покрытия;
в) образуется при сгорании электрода, окислении металла, реакции самого металла.
16. Что называется сварочной ванной?
а) соединение шва с основным металлом;
б) участок расплавленного металла;
в) участок расплавленного соединения.
17. Причины образования газовых пор в металле шва?
а) интенсивное выделение газов при кристаллизации шва;
б) охлаждение металла шва;
в) интенсивное
выделение газов при кристаллизации шва, наличие окалины, ржавчины в металле,
наличие влаги в электроде.
18. Какую роль играют газовые поры и пузырьки в наплавленном металле?
а) повышают прочность металла;
б) повышают закалку металла;
в) понижают механическую прочность металла.
19. Какая температура плавления шлака при дуговой сварке?
а) ниже температуры плавления металла;
б) выше температуры плавления металла;
в) средняя температура плавления металла.
20. Что называется усадкой наплавленного металла?
а) уменьшение объёма сплава шва при охлаждении;
б) увеличение объёма сплава шва при охлаждении;
в) увеличение и уменьшение объёма сплава шва при охлаждении.
21. Чем отличается симметричный стыковый шов от других сварных швов стыковых соединений?
а) одинаковые формы и размеры;
б) одинаковая толщина металла;
в) одинаковая длина и ширина.
22. Пневматическое испытание сварных швов заключается:
а) в испытании воздухом;
б) в испытании аммиаком;
в) в испытании водой.
23. Какой самый простой метод проверки сварочного шва?
а) внешний осмотр, рентген;
б) промыть водой, керосином;
в) пневматический контроль.
24. Каким методом можно проверить дефект шва «Внутренние трещины»?
а) водой, воздухом;
б) керосином, водой;
в) гамма – лучами, рентгеном.
25. Защищать сварной шов от шлаков следует:
а) До сварки.
б) Во время сварки.
в) Сразу после сварки.
26. Гидравлические испытания сварных швов заключается:
а) в испытании воздухом;
б) в испытании аммиаком;
в) в испытании водой.
27. Диаметр электрода при ручной дуговой сварке выбирают в зависимости от.
а) Сварочного тока;
б) Марки стали;
в) Толщины свариваемой детали.
28. Что может быть причиной дефекта?
а) режим сварки;
б) плохое оборудование;
в) плохое качество электрода;
г) плохая обработка кромок;
б) электрододержатель;
в)
некачественное соединение проводов.
29. Когда применяется наплавка?
а) при восстановлении изношенных поверхностей;
б) при изготовлении новых деталей;
в) при сборке конструкций.
30. Каковы причины появления брызг электродного металла?
а) короткая дуга;
б) большая ширина сварочного шва;
в) большая длина сварочной дуги.
31. Сварной шов в ручной дуговой сварке защищается с помощью:
а) нет зашиты;
б) обмазки;
в) флюса.
32. Сварным соединением называется:
а) неразъемное соединение, выполненное сваркой;
б) неразъемное соединение, выполненное пайкой;
в) разъемное соединение, выполненное сваркой.
33. Что считают дефектом сварного соединения?
а) каждую трещину;
б) некоторые поры;
в) оба ответы верны.
34. Как можно устранить подрез?
а) зачисткой;
б) подваркой;
в) зачисткой и подваркой.
35. Что способствует непровару корня шва?
а) малая мощность дуги;
б) большая скорость сварки;
в) оба ответы верны.
36. Для чего необходим контроль качества шва?
а) для определения качества свариваемости металла;
б) для определения марки электрода;
в) для определения металла и его свойств.
Техника безопасности
1. Что заземляется в сварочном трансформаторе?
а) первичная обмотка, корпус;
б) вторичная обмотка, корпус;
в) первичная обмотка, вторичная обмотка, корпус.
2. Что заземляется в сварочном оборудовании электросварщика?
а) первичная обмотка;
б) вторичная обмотка;
в) корпус;
г) магнитопровод;
д) электрододержатель;
е) деталь;
ж) стол;
з) стул.
3. Электросварочные работы запрещены на высоте без площадки и ограждения:
а) 1 – 2 м;
б)2,5 – 3 м;
в)1,4 – 1,5.
4. Как правильно соединять сварочные кабели?
а) болтовое соединение, пайка, жимок;
б) скрутка, пайка, жимок;
в) гайка, скрутка, жимок.
5. Что служит для защиты зрения от электросварки?
а) щиток и маска;
б)очки, щиток;
в)маска, шапка.
6. При каких условиях сварочные работы на высоте запрещаются?
а) сильный ветер, дождь и обледенение;
б) жара, дождь, снег;
в)мороз, дождь, снег.
7.Что заземляется в сварочном преобразователе?
а) первичная обмотка;
б) вторичная обмотка;
в) корпус;
г) стол.
8. Какое освещение при сварке в металлических резервуарах и колодцах?
а) 4 -6 – 12В;
б) 220В;
в) 36В.
9. Что заземляется в сварочном выпрямителе постоянного тока?
а) первичная обмотка, корпус;
б) корпус, сердечник вторичной обмотки;
в) вторичная обмотка, корпус сварочного аппарата.
10. Что используется в качестве заземляющего проводника?
а) алюминиевый провод;
б) медный провод;
в) латунный
провод.
Дуговая сварка плавящимся электродом в защитных газах: оборудование и технология процесса
Главная » Технология
Дуговая сварка плавящимся электродом — это метод, при котором между свариваемым изделием и концом электрода возникает электрическая дуга, под действием которой основной металл и электрод начинают плавиться, образуя сварочную ванну, а обмазочный материал электрода при этом создает газовую защитную среду, необходимую для качественного шва.
Содержание
- 1 Плюсы и минусы метода
- 2 Оборудование для ручной дуговой сварки
- 3 Перенос электродного металла: виды и характеристики
- 4 Сварочный процесс
- 5 Сварка плавящимся электродом в защитных газах
Плюсы и минусы метода
Плюсами этого способа сваривания всегда считались:
- простота эксплуатации и низкая цена оборудования для сварного процесса;
- возможность сваривания большого количества разновидностей металлов при широком спектре выбора электродного материала;
- возможность выполнять сварные работы в труднодоступных местах;
- уместно сваривание в любых пространственных положениях.
Из недостатков стоит выделить:
- в процессе выделяется большое количество веществ, вредных как для самого сварщика, так и для окружающих;
- качество сварного шва во многом зависит от опыта и квалификации сварщика;
- скорость выполнения работ зачастую ниже, чем при иных методах;
- при выполнении сварки на постоянном токе магнитные поля сильно влияют на отклонение дуги, что затрудняет процесс.
Оборудование для ручной дуговой сварки
Оборудование, необходимое для ручного дугового сваривания, состоит:
- из источника питания, который может быть как переносным, так и стационарным в зависимости от вида выполняемых сварщиком работ;
- из кабеля с электродержателем, в котором фиксируется покрытый специальной обмазкой электрод;
- из кабеля обратного заземления для соединения свариваемого изделия с источником питания.
Также не стоит забывать о дополнительных средствах, таких, как: защитная маска, перчатки сварщика, разнообразные приспособления для удаления шлака и другие вещи, необходимые для удобства специалиста.
Перенос электродного металла: виды и характеристики
Перенос электродного металла делится на три типа:
- крупнокапельный перенос. Случается, если процесс происходит с высоким напряжением на электрической дуге и невысокими параметрами тока при сваривании. Размер капель плавящегося электрода при этом имеет диаметр больше сечения самого электрода. Процесс сварки в таком случае возможен только в вертикальном пространственном положении, так как сварочная ванна при таком переносе имеет большие размеры и её становится сложно контролировать.
- мелкокапельный перенос. При данном виде переноса металла капли расплавленного электродного материала равны или меньше по диаметру, чем сам электрод. Процесс сварки проходит с высоким напряжением на дуге и высокими параметрами тока. При мелкокапельном переносе увеличивается скорость выполнения работ, шов имеет более аккуратный вид. Такой тип переноса наиболее подходит для сваривания толстостенных металлов.
- струйный перенос. Струйный перенос металла обычно происходит при высокой силе тока и использовании электрода с прямой полярностью. При данном переносе очень мелкие капли металла идут одна за другой непрерывной цепочкой, обеспечивая ровную и гладкую на ощупь поверхность шва. Этот же тип переноса характерен для полуавтоматической сварки в среде защитного газа.
Сварочный процесс
От источника сварочного тока к электроду поступает электроэнергия. Во время контакта электрода со свариваемым металлом образуется электрическая дуга, которая расплавляет изделие и электрод, вследствие чего возникает сварочная ванна. Электродный материал, поступая в эту ванну, сплавляет кромки металла, который нужно сварить, а обмазка обеспечивает защиту в области формирования шва и образует защитный слой по окончании процесса сваривания.
Сварка плавящимся электродом в защитных газах
Этот тип сварки подразумевает собой сварку с помощью автоматических или полуавтоматических сварочных аппаратов, в процессе сварочная проволока подается в зону формирования шва. В роли защитного газа чаще всего выступают аргон либо углекислый газ, которые подаются в зону действия электрической дуги для обеспечения хорошего соединения металлов и отсутствия дефектов сварочного шва. Высокие сварочные токи и малый диаметр сварочной проволоки делают необходимой большую скорость подачи проволоки в сварочную ванну, скорость сваривания при этом составляет 15-80 м/ч.
Этот способ отличается высокой производительностью и большой скоростью процесса, что способствует его распространению в сфере промышленного производства металлоконструкций, машиностроении.
Из-за отсутствия шлаковых включений и возможности аккуратного выполнения сварки при очень малых толщинах материала данный метод получил широкое распространение на разнообразных СТО и других предприятиях по обслуживанию и ремонту автомобилей.
Рейтинг
( 1 оценка, среднее 5 из 5 )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
Основные виды ручной дуговой сварки
Скачать прайс-лист
11.06.21
Сварка — это процесс получения неразъемных соединений частей изделия при их нагревании и (или) пластической деформации.
В большинстве случаев, говоря о сварке, имеют в виду соединение металлических деталей. Сваривать можно металлы любой толщины и в любом пространственном положении. Особенность такого способа соединения металла в том, что прочность сварного шва не уступает, а иногда и превосходит прочность основного материала.
Дуговая сварка широко используется для изготовления и ремонта металлических конструкций в разных областях промышленности и в быту. Без применения сварочных процессов немыслимо существование автомобилестроения, авиастроения, космической, нефтехимической отрасли, строительства, машиностроения, приборостроения и многих других. Причём объёмы выполняемой дуговой сварки возрастают ежегодно.
Широкое использование дуговая сварка получила в середине двадцатого века, но история её началась ещё в 1753 году в России. Академик Российской академии наук Г. В. Рихман предположил возможность применения электрических искр для плавления металла.
Позднее эта идея была развита профессором В. В. Петровым, который в 1802 году описал электрическую дугу. Он первым в мире предложил использование дуги для плавления металла. Дуга В.В. Петрова послужила основой для множества теоретических и практических исследований по всему миру.
Как промышленный способ соединения металла, дуговая сварка была изобретена в Российской империи в 1882 году. Н.Н. Бенардос осуществил сварку и резку металла электрической дугой с использованием угольного электрода. Департаментом торговли и мануфактур Российской империи 6 июля 1885 года ему была выдана привилегия (аналог современного патента) на его изобретение «Способ соединения и разъединения металлов непосредственным действием электрического тока». Прибор для выполнения сварки был назван создателем «Электрогефест».
Позднее приборы и способы выполнения сварки, конечно, усовершенствовались, но суть оставалась неизменной. Сварочная дуга, являющаяся устойчивым электрическим разрядом между металлической деталью и электродом, выступает источником нагрева и, как следствие, плавления.
При дуговой сварке происходит горение дуги и, как следствие, плавление материалов свариваемого металла и (или) электрода, а также присадочного металла. Расплавленный металл отдельных деталей соединяется воедино и образует сварочную ванну.
Высокие температуры сварки могут приводить к растворению в расплавленном металле атмосферных газов (кислорода, водорода, азота), что сказывается на качестве швов.
По способу защиты сварочной ванны (зоны плавления), дуги и электрода от воздействия атмосферных газов дуговую сварку разделяют на следующие виды:
- Сварку покрытыми электродами;
- Сварку под флюсом;
- Сварку в вакууме;
- Сварку с применением защищённой порошковой проволокой;
- Сварку в защитном газе;
- Сварку с комбинированной защитой.
По виду электродного материала различают:
- Дуговая сварка неплавящимися электродами. Неплавящиеся электроды – стержни из вольфрама, угля, графита;
- Дуговая сварка плавящимися электродами. Плавящиеся электроды – проволоки и стержни из стали, сплавов никеля, титана, алюминия, меди и других металлов.
Дуговая сварка соединяет детали за счёт тепловой энергии электрической дуги, которая появляется между двумя электродами. Одним из электродов может выступать непосредственно свариваемая поверхность. Исходя из количества электродов, материала детали и расположения электродов в электрической цепи определяют следующие виды дуговой сварки:
- Сварка неплавящимся электродом. Применяется угольный или вольфрамовый электрод. Соединение происходит за счёт плавления самого металла или присадочного материала;
- Сварка плавящимся электродом по методу Н. Г. Славянова. Металлический электрод из проволоки или стержня плавится и создаёт сварочную ванну;
- Сварка трехфазной дугой, также называемая комбинированной. Два электрода и свариваемая металлическая деталь отдельно подключаются к разным фазам трехфазного тока. При этом между каждым электродом и деталью образуется дуга;
- Сварка дугой косвенного действия. Электрическая дуга, создаваемая между двумя электродами, выделяет тепловую энергию. Повышение температуры в зоне сварки приводит к сплавлению материала детали. При этом могут применяться как неплавящиеся, так и плавящиеся электроды.
Учитывая состав, толщину и прочностные характеристики металла определяют полярность электродов при дуговой сварке. Для скрепления деталей из легкоплавких сплавов, либо деталей малой толщины применяют обратную полярность.
- Прямая полярность. Минус подается на электрод, плюс – на свариваемую деталь. Температура нагрева поверхности около 4000 градусов Цельсия;
- Обратная полярность. Минус – на деталь, плюс – на электрод. Температура нагрева поверхности ниже – около 3000 градусов Цельсия.
В зависимости от назначения, используемых электродов, а также степени автоматизации процесса существуют следующие виды дуговой сварки:
- Ручная дуговая сварка
Ручная дуговая сварка –наиболее распространенный способ соединения деталей из металлов и сплавов при изготовлении конструкций.
Возбуждение дуги, подача и перемещение электрода осуществляются вручную. Ручная дуговая сварка, после обучения основным навыкам её выполнения, доступна практически любому. Современные сварочные инверторы легкие, мобильные и доступные по цене. Также в качестве источника электрического тока при ручной дуговой сварке используют генераторы. Они тяжелее и менее мобильны. Такое оборудование применяется чаще для создания стационарных сварочных постов.Электроды для ручной дуговой сварки – металлические стержневые с покрытием (обмазкой). Нанесённая на поверхность электрода спрессованная порошкообразная смесь различных компонентов повышает качество сварки за счёт улучшения горения дуги, защиты расплавленного металла от атмосферных газов и подготовки сварочной ванны.
Сварщик при таком методе дуговой сварки вручную выполняет оба основных процесса: подачу расплавленного электрода в зону сварки и постепенного перемещения сварной дуги по линии скрепляемого стыка деталей.
Преимущества ручной дуговой сварки:
- Доступность, мобильность, удобство использования оборудования;
- Простота освоения навыкам выполнения сварочных работ;
- Возможность сварки деталей в труднодоступных местах, практически в любых положениях;
- Удобство замены свариваемого материала и электродов;
- Высокое качество сваривания любых металлов и сплавов.
Недостатки ручной дуговой сварки:
- Прямая жёсткая зависимость качества сварных швов от квалификации сварщика;
- Затруднения при работе с деталями, изготовленными из материала толщиной менее 1,5 мм;
- Низкая производительность;
- Высокая вредность процесса для сварщика.
- Полуавтоматическая сварка.
Соединение металлических деталей при таком способе дуговой сварки происходит по тому же принципу, что и при ручной сварке, но в качестве электрода используется проволока, а защита сварочной ванны осуществляется за счёт подачи защитного газа в рабочую область. Электродная металлическая проволока, содержащая также кремний и марганец, подаётся автоматически. Сварщику лишь необходимо правильно выбрать её профиль – в соответствии с профилем сварочной канавки, а также равномерно передвигать электрод вдоль стыка. При полуавтоматической сварке в качестве защитного газа применяются активные газы (типа углекислого), либо инертные газы (типа аргона).
Существует также полуавтоматическая сварка без защитного газа. При таком варианте для сварки используется специальная флюсовая проволока. Флюс при сгорании выделяет газ, который и создаёт защитную среду.
Полуавтоматическая сварка менее широко распространена в быту, по сравнению с ручной, так как требует более громоздкого оборудования, но на производстве это самый востребованный вид дуговой сварки. Сварные швы получаются более ровными и тонкими, на их качество меньше влияет квалификация сварщика.
Преимущества полуавтоматической дуговой сварки:
- упрощённый процесс работы;
- небольшая зона теплового воздействия;
- высокое качество шва;
- возможность сварки в любых пространственных положениях;
- малая зависимость качества швов от квалификации исполнителя;
- возможность сваривания деталей из металла толщиной от 0,5 мм;
- высокая производительность сварочных работ.
Недостатки полуавтоматической сварки:
- недостаточная мобильность оборудования для полуавтоматической сварки в газовой среде, которое включает в себя сосуды с защитным газом;
- мягкость флюсовой проволоки не допускает избыточного изгиба шланга сварочного аппарата.
- TIG-сварка.
TIG – Tungsten Inert Gas дословно переводится как вольфрамовый инертный газ. Дуговая сварка такого типа выполняется электродом с высоким содержанием вольфрама в защитной среде инертного газа – чаще всего аргона. Маркировка TIG используется в Европе и странах Азии. По существующему ГОСТу в России такой вид сварки определяют как аргонодуговая.
TIG-сварка применяется для соединения деталей из большинства применяемых металлов: различные виды стали, включая нержавеющие, сплавов алюминия, меди, никеля и прочих. По своей универсальности это самый востребованный вид сварки.
Сварка производится при помощи горелки с защитным газом. В зависимости от характеристик материала, а также ширины шва, сопло газовой горелки может укомплектовываться газовой линзой разных форм. К горелке жёстко закреплено токопроводящее устройство. Его задача удерживать электрод в определённом положении относительно линии шва и облака защитного газа.
Во время сварочных работ в зону сварки одновременно подаётся аргон и вольфрамовый электрод, образующий дугу с металлом. Сварочная ванна защищается от внешних факторов газом. Скрепление чаще всего происходит за счёт плавления материала свариваемых деталей.Если технологически необходимо заполнение шва, то при TIG – сварке применяют присадочную проволоку, которая помещается в рабочую зону и, расплавляясь, обеспечивает полную надёжность и эстетичность соединения. Присадочная проволока подаётся вручную.
TIG – сварка является самой лучшей с точки зрения красоты сварных швов
Преимущества TIG дуговой сварки:
- применяемость на металлах различного состава;
- позволяет сваривать даже очень тонкие детали;
- расплавленный металл не выходит за пределы шва и не создаёт брызг и натёков;
- безопасность, лёгкость работы;
- высокая эстетика швов сварных соединений.
Недостатки TIG дуговой сварки:
- может выполняться сварщиком только высокой квалификации;
- высокая стоимость оборудования для сварки;
- невозможность применения в быту в виду малой мобильности оборудования;
- свариваемая поверхность должна быть тщательно подготовлена.
При любом виде дуговой сварки необходимо соблюдать правила техники безопасности при проведении сварочных работ. Если сварка выполняется не на открытом воздухе, то рабочее место сварщика обязательно должно быть оборудовано вытяжной вентиляцией. Обязательно соответствие правилам личной защиты: специальная искрозащитная одежда, рукавицы и, конечно, маска сварщика для защиты зрения.
Электробезопасность. При работе с электричеством применяются изолирующие средства защиты: основные – диэлектрические перчатки, изолированные рукоятки и токоискатели; и дополнительные – резиновые коврики, подставки, обувь на резиновой подошве. Перед началом работ необходимо убедиться в целостности проводов. При переносе оборудования для сварки всегда предварительно отключать его от сети.
Пожаробезопасность. Стены и (или) искрозащитные щиты должны быть выполнены из негорючих материалов. Перед началом работы нужно убедиться в том, что в свободном доступе есть средства тушения, применение которых допускается при работе с электричеством: песок, порошковые огнетушители.
< Вернуться к списку статей
Что такое сварочные электроды (и что вы должны знать)?
Независимо от того, являетесь ли вы профессиональным сварщиком или любителем делать что-то своими руками, вы должны знать, что такое сварочные электроды, а также их относительные плюсы и минусы.
Так что же такое сварочные электроды? Сварочные электроды — это отрезки проволоки, которые соединяются со сварочным аппаратом для создания электрической дуги. Через эту проволоку проходит ток, образуя дугу, которая выделяет много тепла для расплавления и сплавления металла для сварки.
Основные типы:
- Плавящийся
- Неплавящийся
что вы можете определить лучший выбор для ваших приложений сварки. Читай дальше, чтобы узнать больше.
Различные сварочные электроды
Стержни, используемые для MIG и сварки электродами, являются примерами расходуемых электродов. У них есть присадочный материал, который плавится, образуя сварные швы.
Сварка ВИГ, с другой стороны, использует неплавящиеся электроды. Эти электроды состоят в основном из вольфрама, который не плавится (в отличие от расходуемых электродов) из-за его высокой температуры плавления. Он просто подает электрическую дугу для сварки. Присадочный материал подается с помощью проволоки, подаваемой вручную.
Следовательно, основное различие между ними заключается в том, что плавящиеся электроды плавятся, а неплавящиеся — нет.
Эти две категории также имеют несколько типов электродов.
Плавящиеся электроды
Плавящиеся электроды являются ключом к электродуговой сварке электродом, сварке в инертном газе и дуговой сварке с флюсовой проволокой. Плавящиеся электроды, используемые для электродуговой сварки, называются штучными электродами. К ним относятся электроды с толстым покрытием, экранированная дуга и электроды с легким покрытием.
Электроды со светлым покрытием
Как следует из названия, электроды со светлым покрытием имеют на своей поверхности тонкое покрытие, которое наносится распылением и кистью.
Эти электроды и их покрытия изготовлены из нескольких различных материалов. Присадочный материал во многом похож на свариваемый основной металл.
Световое покрытие служит еще одной важной цели. Это покрытие снижает содержание примесей, таких как сера и оксид, что обеспечивает более высокое качество сварного шва. Это также обеспечивает более равномерное плавление присадочного материала, что позволяет создать гладкий и надежный сварной шов.
Поскольку покрытие тонкое, образующийся шлак не слишком толстый. Электроды с экранированной дугой имеют некоторое сходство с электродами со светлым покрытием. Главное отличие в том, что они имеют более толстое покрытие. Эти сверхпрочные электроды подходят для сварки в более сложных условиях, например, для сварки чугуна.
Неизолированные электроды
Использование неизолированных электродов может быть затруднительным, поскольку дуга несколько нестабильна и ее трудно контролировать. Легкое покрытие повышает стабильность электрической дуги, тем самым облегчая вам управление. Голые электроды имеют ограниченное применение. Например, они используются для сварки марганцовистой стали.
Электроды для дуговой защиты
Электроды для дуговой защиты имеют три различных типа покрытий, которые служат разным целям. Один вид покрытия содержит целлюлозу и использует слой защитного газа для защиты зоны сварки. Второй тип покрытия имеет минералы, образующие шлак. Третий вид покрытия представляет собой комбинацию минералов и целлюлозы.
Защитные дуговые электроды создают слой защитного газа, который образует эффективный барьер, защищающий горячую зону сварки от загрязнения и коррозии со стороны окружающего воздуха. Это приводит к более прочным и надежным сварным швам. Нагретая зона сварки должна быть защищена от атмосферных газов, таких как азот и кислород, которые вступают в реакцию с высокотемпературным металлом, что приводит к образованию хрупких, пористых и непрочных сварных швов.
Электроды с экранированной дугой сводят к минимуму содержание серы, оксидов и других типов примесей в основном металле, обеспечивая ровные, гладкие и чистые сварные швы. Эти электроды с покрытием также обеспечивают более стабильную электрическую дугу по сравнению с электродами без покрытия, что делает сварку более управляемой и уменьшает разбрызгивание.
Защитные дуговые электроды также выделяют шлак из-за минерального покрытия. Этот шлак кажется трудным для удаления, но он служит полезной цели. Он остывает намного медленнее по сравнению с экранированными дуговыми электродами. Этот процесс вытягивает примеси и отправляет их на поверхность. Следовательно, вы получите высококачественные сварные швы, которые будут чистыми, долговечными и прочными.
Неплавящиеся электроды
Неплавящиеся электроды проще для понимания не только потому, что они не плавятся, но и потому, что их всего два типа.
Угольные электроды
Первый тип — это угольные электроды, которые используются как для резки, так и для сварки. Этот электрод изготовлен из угольного графита. Он может быть покрыт слоем меди или оставлен без покрытия.
Американское общество сварщиков не выпустило спецификаций для этого типа электродов. Однако для угольных электродов существуют военные спецификации.
Вольфрамовые электроды и их различные виды
Вторым видом неплавящихся электродов являются вольфрамовые электроды, которые используются для сварки TIG. Эти электроды состоят из чистого вольфрама (с зеленой маркировкой), вольфрама, содержащего от 0,3 до 0,5% циркония (с коричневой маркировкой), вольфрама с 2% тория (с красной маркировкой) и вольфрама, содержащего 1% тория (с желтой маркировкой). маркировка).
Неплавящиеся электроды из чистого вольфрама имеют ограниченное применение и подходят для легких сварочных работ. Этому есть две причины. Во-первых, чистый вольфрам не обладает долговечностью и прочностью вольфрамовых сплавов. Во-вторых, чистый вольфрам может иметь проблемы с высоким током.
Вольфрамовые электроды с содержанием циркония от 0,3 до 0,5% дают отличные результаты при работе с переменным током. Они лучше чистого вольфрама, но не так хороши, как вольфрамовый электрод с содержанием тория.
Вольфрамовые электроды с содержанием тория 1-2% являются одними из наиболее широко используемых неплавящихся электродов, поскольку они служат дольше и имеют более высокое сопротивление, чем другие виды вольфрамовых электродов. Их можно использовать для более высоких токов по сравнению с электродами из чистого вольфрама. Эти электроды также обеспечивают лучший контроль дуги и их легче запускать.
При использовании вольфрамового электрода лучше использовать максимально допустимый ток, если они имеют гладкую цилиндрическую форму, иначе становится трудно контролировать дугу и поддерживать ее.
Для лучшего контроля и стабильности дуги следует заточить кончики этих электродов до остроты, то есть нужно сделать кончики коническими. Если вы сделаете это, вам придется выбирать аппараты с контактным пуском вместо сварочных аппаратов постоянного тока. Помните, что вольфрамовые электроды с торием и цирконием будут иметь повышенную износостойкость по сравнению с электродами из чистого вольфрама, если вы выберете конические электроды с пуском касанием.
Как читать код на стержневых электродах
Теперь, когда вы хорошо разобрались с основами, пришло время углубиться в классификацию сварочных электродов.
Эта классификация стержневых электродов учитывает различные факторы, такие как процентное содержание железного порошка, наиболее подходящее положение сварки, прочность на растяжение, материал покрытия и диаметр.
Не используйте плавящиеся электроды, толщина которых превышает толщину свариваемого металла. Чаще всего используется диаметр электрода 3/32 дюйма. Однако в некоторых случаях диаметр электрода может быть в пять раз больше или составлять всего 1/16 дюйма. Чтобы сделать прочный и надежный сварной шов, вам необходимо использовать электрод с более прочным присадочным материалом, чем основной металл. Если присадочный материал слабее основного металла, то сварное соединение станет слабым местом, которое может легко сломаться.
Процентное содержание железного порошка в электроде также имеет значение, так как оно будет преобразовано в сталь при расплавлении под действием тепла сварки. Более высокий процент железного порошка означает, что каждый электрод может предоставить вам больше присадочного материала для сварки большего количества деталей. Однако следует иметь в виду, что процентное содержание железа вряд ли превышает 60 процентов.
Поняв эти свойства, теперь вы можете рассмотреть код классификации для этих электродов.
Например, вы можете встретить E6010. Буква «Е» указывает на то, что это электрод. Первые две цифры, следующие за буквой «Е», обозначают предел прочности при растяжении. «60» здесь означает, что предел прочности на растяжение составляет 60 000 фунтов на квадратный дюйм.
Таким образом, вы должны добавить четыре нуля к этим двум цифрам, чтобы определить прочность электрода на растяжение. Таким образом, число 70 означает прочность на растяжение в 70 000 фунтов на квадратный дюйм.
Если имеется пять цифр, то первые три цифры после «Е» относятся к пределу прочности при растяжении.
Вторая последняя цифра указывает позицию, для которой вы можете использовать электрод. «1» означает, что вы можете использовать электрод во всех положениях — над головой, горизонтально, вертикально и горизонтально. «2» означает, что электрод подходит только для горизонтального и плоского положения.
Последняя цифра в сочетании с предпоследней цифрой говорит о покрытии. Эта информация поможет вам определить сварочный ток. Производитель электродов предоставит таблицу с текущими настройками для различных покрытий в соответствии с двумя последними цифрами.
Вопросы по теме
Из чего сделаны сварочные электроды?Сварочный электрод состоит из двух компонентов: чистого металла и флюсового покрытия. Сплав может отличаться от мягкой стали, чугуна, нержавеющей стали, высокопрочной стали, бронзы, алюминия, алюминия или алюминия.
Что означают цифры на сварочном электроде 7018? В этой процедуре классификации самые первые 2 или 3 числа указывают на прочность на растяжение склеенного продукта, которая может быть измерена в килофунтах на квадратный дюйм или в килофунтах на квадратный дюйм. В E7018 70 символизирует 70 000 фунтов на квадратный дюйм или 70 кПа. 1: 3-я цифра указывает положение сварки.
Используйте сварочные палочки 6012 для соединения открытого соединения между двумя соединениями. Профессиональные сварщики используют электроды 6012 в плоском положении из-за их собственных быстрых, сильноточных угловых сварных швов.
Сварочный электрод: таблица и выбор
Электрод представляет собой металлическую проволоку с покрытием.
Изготавливается из материалов, близких по составу к свариваемому металлу.
Существует множество факторов, влияющих на выбор правильного электрода для каждого проекта. Вкратце:
- Электроды SMAW или стержневые электроды являются плавящимися, то есть они становятся частью сварного шва, а также называются присадочными электродами или сварочными прутками. 9Вольфрамовые электроды 0013 TIG являются неплавящимися, поскольку они не плавятся и не становятся частью сварного шва, что требует использования сварочного стержня.
- TIG представляют собой дополнительный присадочный материал, используемый для сплавления двух заготовок вместе в виде композита.
- Электрод для сварки MIG представляет собой проволоку с непрерывной подачей, называемую проволокой MIG.
Присадочные стержниВыбор электрода имеет решающее значение для простоты очистки, прочности сварного шва, качества валика и сведения к минимуму разбрызгивания.
Электроды необходимо хранить в защищенном от влаги месте и осторожно вынимать из любой упаковки (следуйте инструкциям во избежание повреждений).
Покрытые сварочные электроды
Когда расплавленный металл контактирует с воздухом, он поглощает кислород и азот и становится хрупким или подвергается другим неблагоприятным воздействиям.
Шлаковый покров необходим для защиты расплавленного или затвердевающего металла сварного шва от атмосферы. Это покрытие может быть получено из покрытия электрода.
Состав покрытия сварочного электрода определяет его пригодность, состав наплавленного металла и характеристики электрода.
Состав покрытий сварочных электродов основан на хорошо зарекомендовавших себя принципах металлургии, химии и физики.
Покрытие защищает металл от повреждений, стабилизирует дугу и улучшает сварной шов другими способами, в том числе:
- Гладкая поверхность металла шва с ровными краями
- Минимальное разбрызгивание вблизи сварного шва
- Стабильная сварочная дуга
- Контроль проникновения
- Прочное, прочное покрытие
- Более легкое удаление шлака
- Улучшенная скорость наплавки
Электроды для металлической дуги могут быть сгруппированы и классифицированы как электроды без покрытия или с тонким покрытием, а также электроды с экранированной дугой или электроды с толстым покрытием.
Покрытый электрод является наиболее популярным типом присадочного металла, используемого в дуговой сварке.
Состав покрытия электрода определяет пригодность электрода к использованию, состав наплавленного металла и технические характеристики электрода.
Тип используемого электрода зависит от конкретных свойств, требуемых для наплавленного сварного шва.
К ним относятся коррозионная стойкость, пластичность, высокая прочность на растяжение, тип свариваемого основного металла, положение сварного шва (плоское, горизонтальное, вертикальное или потолочное), а также требуемый тип тока и полярность.
Популярная сварочная проволока (E6010), используемая в производстве, строительстве, сварке труб и судостроении.Система идентификации электродов для дуговой сварки стали устроена следующим образом:
- E – указывает электрод для дуговой сварки.
- Первые две (или три) цифры — обозначают предел прочности при растяжении (сопротивление материала силам, пытающимся его разорвать) в тысячах фунтов на квадратный дюйм наплавленного металла.
- Третья (или четвертая) цифра – указывает положение сварного шва. 0 указывает, что классификация не используется; 1 для всех позиций; 2 только для плоского и горизонтального положения; 3 только для горизонтального положения.
- Четвертая (или пятая) цифра – указывает тип покрытия электродов и тип используемого источника питания; переменного или постоянного тока, прямой или обратной полярности.
- Типы покрытия, сварочный ток и положение полярности, обозначаемые четвертой (или пятой) идентификационной цифрой классификации электродов, перечислены в таблицах 5-4 ниже.
Номер E6010 – указывает на электрод для дуговой сварки с минимальной прочностью на растяжение при снятом напряжении 60 000 фунтов на квадратный дюйм; используется во всех положениях, и требуется постоянный ток обратной полярности.
Типы покрытия, тока и полярности, обозначаемые четвертой цифрой в классификационном номере электрода
| Цифра | Покрытие | Сварочный ток |
|---|---|---|
| 0 | * | * |
| 1 | Целлюлоза Калий | ак, дцрп, дксп |
| 2 | Титана натрия | переменного тока, постоянный ток |
| 3 | Титания калия | ак, дксп, дцрп |
| 4 | Железный порошок Titania | ак, дксп, дцрп |
| 5 | Натрий с низким содержанием водорода | дкрп |
| 6 | Калий с низким содержанием водорода | ак, дкрп |
| 7 | Железный порошок оксид железа | переменного тока, постоянный ток |
| 8 | Железный порошок с низким содержанием водорода | ак, дцрп, дксп |
Когда четвертая (или последняя) цифра равна 0, тип используемого покрытия и тока определяется третьей цифрой.
Таблица 5-4
Система идентификации сварочного электрода для дуговой сварки нержавеющей стали настроена следующим образом:
- E обозначает электрод для дуговой сварки.
- Первые три цифры обозначают тип нержавеющей стали American Iron and Steel.
- Последние две цифры обозначают используемый ток и позицию.
- Номер Е-308-16 по этой системе указывает на институт нержавеющей стали типа 308; используется во всех положениях; с переменным или обратной полярностью постоянного тока.
Система классификации электродов для дуги под флюсом
Система идентификации сплошной углеродистой стали для дуги под флюсом следующая:
- Буква E в префиксе используется для обозначения электрода. За этим следует буква, указывающая уровень марганца, то есть L для низкого, M для среднего и H для высокого марганца. Далее следует число среднего количества углерода в пунктах или сотых долях процента. Состав некоторых из этих проволок почти идентичен некоторым проволокам, указанным в спецификации для дуговой сварки в среде защитного газа.
- Электродная проволока, используемая для дуговой сварки под флюсом, указана в спецификации Американского общества сварщиков «Электроды из мягкой стали без покрытия и флюсы для дуговой сварки под флюсом». В этой спецификации указан состав проволоки и химический состав наплавленного металла в зависимости от используемого флюса. В спецификации указан состав электродной проволоки. Эта информация приведена в таблице 8-1. Когда эти электроды используются с определенными флюсами под флюсом и свариваются с соблюдением надлежащих процедур, наплавленный металл шва будет соответствовать механическим свойствам, требуемым спецификацией.
- В красных присадочных материалах, используемых для кислородно-газовой сварки, буква префикса R, за которой следует буква G, указывает на то, что стержень используется специально для газовой сварки. За этими буквами следуют две цифры: 45, 60 или 65. Они обозначают приблизительную прочность на растяжение в 1000 фунтов на квадратный дюйм (6895 кПа).
- В цветных присадочных металлах используется префикс E, R или RB, за которым следует химический символ основных металлов в проволоке. Далее следуют инициалы одного или двух элементов. Если имеется более одного сплава, содержащего одни и те же элементы, может быть добавлена буква или номер суффикса.
- Спецификации Американского общества сварщиков наиболее широко используются для указания неизолированных сварочных прутков и электродной проволоки. Существуют также военные спецификации, такие как типы MIL-E или -R, и федеральные спецификации, обычно тип QQ-R и спецификации AMS. Конкретная спецификация должна использоваться для определения присадочных металлов.
Наиболее важным аспектом сплошных электродных проволок и стержней является их состав, указанный в спецификации. В спецификациях указаны пределы состава для различных проводов и требования к механическим свойствам.
Иногда на сплошных медных проволоках медь может отслаиваться в механизме подающего ролика и создавать проблемы. Он может забивать вкладыши или контактные наконечники. Желателен легкий медный налет. Поверхность электродной проволоки должна быть в достаточной степени очищена от грязи и волочильных составов. Это можно проверить, используя белую чистящую ткань и протянув через нее кусок проволоки. Слишком большое количество грязи забьет направляющие, уменьшит токосъем наконечника и может привести к неустойчивой сварке.
Состояние или прочность проволоки можно проверить на испытательной машине. Проволока более высокой прочности будет лучше проходить через пушки и кабели. Минимальная прочность на растяжение, рекомендуемая спецификацией, составляет 140 000 фунтов на квадратный дюйм (965 300 кПа).
Непрерывная электродная проволока доступна в различных упаковках. Они варьируются от крошечных катушек, используемых в шпульных пистолетах, до катушек среднего размера для дуговой сварки металлическим электродом с тонкой проволокой. Имеются мотки электродной проволоки, которые можно размещать на катушках, входящих в состав сварочного оборудования. Встречаются и огромные катушки весом в несколько сотен фунтов. Электродная проволока также доступна в барабанах или раздаточных упаковках, где проволока укладывается в круглый контейнер и вытягивается из контейнера с помощью автоматического механизма подачи проволоки.
Вот таблица, описывающая шесть стандартных электродов, используемых для сварки низкоуглеродистой стали:
Покрытия
Покрытия сварочных электродов для сварки низколегированных и низколегированных сталей могут содержать от 6 до 12 ингредиентов, включая:
- Целлюлоза – для создания газовой защиты с восстановителем, в котором распад целлюлозы создает газовую защиту, окружающую дугу
- Карбонаты металлов – для регулирования основности шлака и создания восстановительной атмосферы
- Диоксид титана – для образования высокотекучего, но быстрозамерзающего шлака и для обеспечения ионизации дуги
- Ферромарганец и ферросилиций – для раскисления расплавленного металла шва и увеличения содержания марганца и кремния в наплавленном металле шва.
- Глины и смолы – для придания эластичности при выдавливании материала пластикового покрытия и для придания прочности покрытию
- Кальция фторид – для обеспечения защитного газа для защиты дуги, регулирования основности шлака и обеспечения текучести и растворимости оксидов металлов
- Минеральные силикаты – для образования шлака и придания прочности электродному покрытию
- Легирующие металлы, включая никель, молибден и хром – для обеспечения содержания легирующих элементов в наплавленном металле сварного шва
- Оксид железа или марганца – для регулирования текучести и свойств шлака и стабилизации дуги.
- Железный порошок – для повышения производительности за счет дополнительного осаждения металла в сварном шве.
Ниже описаны основные типы покрытий электродов для сварки низкоуглеродистой стали.
- Натрий-целлюлоза (EXX10) : Электроды этого типа из целлюлозного материала в виде древесной муки или переработанные низколегированные электроды содержат до 30 процентов бумаги. Газовая защита содержит двуокись углерода и водород, которые являются восстановителями. Эти газы создают дугу копания, обеспечивающую глубокое проникновение. Наплавленный металл несколько шероховат, а уровень разбрызгивания выше, чем у других электродов. Он обеспечивает отличные механические свойства, особенно после старения. Это один из первых разработанных типов электродов, который широко используется для прокладки трубопроводов по пересеченной местности методом сварки с уклоном. Обычно используется с постоянным током с положительным электродом (обратная полярность).
- Целлюлозно-калиевый (EXX11) : Этот электрод очень похож на целлюлозно-натриевый электрод, за исключением того, что используется больше калия, чем натрия. Это обеспечивает ионизацию дуги и делает электрод пригодным для сварки переменным током. Действие дуги, проплавление и результаты сварки очень похожи. Как в электроды E6010, так и в электроды E6011 можно добавлять небольшое количество железного порошка. Это способствует стабилизации дуги и немного увеличивает скорость наплавки.
- Рутил-натрий (EXX12) : Когда содержание рутила или диоксида титана относительно велико по сравнению с другими компонентами, электрод будет особенно привлекательным для сварщика. Электроды с таким покрытием имеют тихую дугу, легко контролируемый шлак и низкий уровень разбрызгивания. Наплавленный наплав будет иметь гладкую поверхность, а проплавление будет меньше, чем при использовании целлюлозного электрода. Свойства металла сварного шва будут немного ниже, чем у целлюлозных типов. Этот тип электрода обеспечивает достаточно высокую скорость осаждения. Он имеет относительно низкое напряжение дуги и может использоваться с переменным или постоянным током с отрицательным электродом (прямая полярность).
- Рутил-калиевый (EXX13) : Это электродное покрытие очень похоже на рутил-натриевое покрытие, за исключением того, что калий используется для обеспечения дуговой ионизации. Это делает его более подходящим для сварки переменным током. Его также можно использовать с постоянным током любой полярности. Он производит очень тихую и плавную дугу.
- Железный рутиловый порошок (EXXX4) : Это покрытие очень похоже на рутиловые покрытия, упомянутые выше, за исключением добавления железного порошка. Если содержание железа составляет от 25 до 40 процентов, используется электрод EXX14. Если содержание железа составляет 50 процентов или более, используется электрод EXX24. Благодаря более низкому процентному содержанию железного порошка электрод можно использовать во всех положениях. Более высокий процент железа может использоваться только в плоском положении или для выполнения горизонтальных угловых швов. В обоих случаях скорость осаждения увеличивается в зависимости от количества железного порошка в покрытии.
- Низководородно-натриевые (EXXX5) : Покрытия, содержащие большое количество карбоната кальция или фторида кальция, называются электродами с низким содержанием водорода, известково-ферритным или основным типом электродов. В этом классе покрытий не используются целлюлоза, глины, асбест и другие минералы, содержащие связанную воду. Это необходимо для обеспечения минимально возможного содержания водорода в атмосфере дуги. Эти электродные покрытия запекаются при более высокой температуре. Семейство электродов с низким содержанием водорода имеет превосходные свойства металла сварного шва. Они обеспечивают самую высокую пластичность любого из месторождений. Эти электроды имеют среднюю дугу со средним или умеренным проплавлением. Они имеют среднюю скорость осаждения, но для достижения наилучших результатов требуются специальные методы сварки. Электроды с низким содержанием водорода должны храниться в контролируемых условиях. Этот тип обычно используется с постоянным током с положительным электродом (обратная полярность).
- Покрытие с низким содержанием водорода и калия (EXXX6) : Этот тип покрытия похож на покрытие с низким содержанием водорода и натрия, за исключением замены натрия калием для обеспечения дуговой ионизации. Этот электрод используется с переменным током и может использоваться с постоянным током, положительный электрод (обратная полярность). Дуга более плавная, но проплавление двух электродов одинаковое.
- Низководородно-калиевые (EXXX6) : Покрытия этого класса электродов аналогичны покрытиям с низким содержанием водорода, упомянутым выше. Однако в электрод добавляется железный порошок, и если его содержание превышает 35–40 процентов, электрод классифицируется как EXX18.
- Порошок железа с низким содержанием водорода (EXX28) : Этот электрод подобен EXX18, но содержит 50 или более процентов порошка железа в покрытии. Его можно использовать только при сварке в плоском положении или для выполнения горизонтальных угловых швов. Скорость осаждения выше, чем у EXX18. Покрытия с низким содержанием водорода используются для всех высоколегированных электродов. При добавлении определенных металлов в покрытия эти электроды становятся типами сплавов, где суффиксные буквы используются для обозначения состава металла сварного шва. Электроды для сварки нержавеющей стали также относятся к низководородному типу.
- Оксид железа-натрий (EXX20) : Покрытия с высоким содержанием оксида железа образуют наплавленный шов с большим количеством шлака. Это может быть трудно контролировать. Этот тип покрытия обеспечивает высокоскоростное нанесение и среднее проникновение с низким уровнем разбрызгивания. Полученный шов имеет очень гладкую поверхность. Электрод можно использовать только для сварки в плоском положении и для выполнения горизонтальных угловых швов. Электрод можно использовать с переменным током или постоянным током любой полярности.
- Электрод железо-оксид-железо (EXX27) : Этот тип электрода очень похож на тип электрода оксид-натрий, за исключением того, что он содержит 50 или более процентов железа. Увеличенное количество энергии железа значительно увеличивает скорость осаждения. Он может использоваться с переменным постоянным током любой полярности.
Существует много других типов покрытий, кроме упомянутых здесь, большинство из которых обычно представляют собой комбинации этих типов, но для специальных применений, таких как наплавка твердым сплавом, сварка чугуна и цветных металлов.
См. также : 6010 vs 6011 vs 6013 vs 7018 vs 7024
Хранение
Рисунок 5-32: Печь для сушки электродовЭлектроды должны быть сухими. Влага разрушает желаемые характеристики покрытия и может вызвать чрезмерное разбрызгивание и привести к пористости и трещинам в зоне сварки. Электроды, подвергавшиеся воздействию влажного воздуха более двух или трех часов, должны быть высушены путем нагревания в подходящей печи (рис. 5-32) в течение двух часов при 500°F (260°C).
После высыхания их следует хранить во влагонепроницаемом контейнере. Изгиб электрода может привести к отслоению покрытия от жилы. Электроды не следует использовать, если жила оголена.
Электроды с суффиксом «R» в классификации AWS имеют более высокую влагостойкость.
Типы электродов
Неизолированные электроды
Неизолированные сварочные электроды изготавливаются из проволоки, состав которой требуется для конкретных применений.
Эти электроды не имеют других покрытий, кроме тех, которые требуются для волочения проволоки. Эти покрытия для волочения проволоки оказывают небольшое стабилизирующее действие на дугу, но в остальном не имеют никакого значения. Неизолированные электроды используются для сварки марганцевой стали и других целей, где электрод с покрытием не требуется или нежелателен. Схема переноса металла через дугу оголенного электрода показана на рис. 5-29.
Электроды с легким покрытием
Электроды для сварки со светлым покрытием имеют определенный состав.
На поверхность нанесено легкое покрытие путем мытья, погружения, нанесения кистью, распылением, галтовкой или протиранием. Покрытия улучшают характеристики потока дуги. Они перечислены под серией E45 в системе идентификации электродов.
Покрытие обычно выполняет функции, описанные ниже:
- Растворяет или восстанавливает примеси, такие как оксиды, сера и фосфор.
- Он изменяет поверхностное натяжение расплавленного металла, так что шарики металла, покидающие конец электрода, становятся меньше и чаще. Это помогает сделать поток расплавленного металла более равномерным.
- Повышает стабильность дуги за счет введения материалов, легко ионизирующихся (т. е. превращающихся в мелкие частицы с электрическим зарядом) в поток дуги.
- Некоторые легкие покрытия могут образовывать шлак. Шлак довольно тонкий и не действует так же, как шлак типа экранированного дугового электрода.
Защитная дуга или электроды с толстым покрытием
Защитная дуга или сварочные электроды с толстым покрытием имеют определенный состав, на который нанесено покрытие погружением или экструзией.
Электроды выпускаются трех основных типов:
- с целлюлозным покрытием
- с минеральными покрытиями
- те, чьи покрытия представляют собой комбинации минералов и целлюлозы
Целлюлозные покрытия состоят из растворимого хлопка или других форм целлюлозы с небольшим количеством калия, натрия или титана и, в некоторых случаях, с добавлением минералов.
Минеральные покрытия состоят из силиката натрия, оксидов металлов, глины и других неорганических веществ или их комбинаций.
Электроды с целлюлозным покрытием защищают расплавленный металл газовой зоной вокруг дуги и зоны сварки.
Электрод с минеральным покрытием образует шлаковый налет.
Электроды с защитной дугой или электроды с толстым покрытием используются для сварки сталей, чугуна и наплавки твердым сплавом. См. рисунок 5-31 ниже.
Рисунок 5-31: Действие дуги, полученное с помощью экранированного дугового электродаФункции экранированной дуги или электродов с толстым покрытием
Эти сварочные электроды создают восстанавливающую газовую защиту вокруг дуги.
Предотвращает загрязнение металла сварного шва атмосферным кислородом или азотом.
Кислород легко соединяется с расплавленным металлом, удаляя легирующие элементы и вызывая пористость.
Азот вызывает хрупкость, низкую пластичность и, в некоторых случаях, низкую прочность и плохую коррозионную стойкость.
Они снижают содержание таких примесей, как оксиды, сера и фосфор, так что эти примеси не ухудшают качество наплавленного металла.
Они снабжают дугу веществами, повышающими ее стабильность. Это устраняет большие колебания напряжения, так что дуга может поддерживаться без чрезмерного разбрызгивания.
Уменьшая силу притяжения между расплавленным металлом и концом электродов или уменьшая поверхностное натяжение расплавленного металла, испаряющееся и расплавленное покрытие заставляет расплавленный металл на конце электрода распадаться на мелкие, мелкие частицы.
Покрытия содержат силикаты, которые образуют шлак на расплавленном сварном шве и основном металле. Поскольку шлак затвердевает относительно медленно, он удерживает тепло и позволяет нижележащему металлу медленно охлаждаться и затвердевать. Это медленное затвердевание металла исключает попадание газов в сварной шов и позволяет твердым примесям всплывать на поверхность. Медленное охлаждение также оказывает эффект отжига на наплавленный металл.
Физические характеристики наплавленного металла изменяются путем включения легирующих материалов в покрытие электрода. Флюсовое действие шлака также приводит к получению металла шва лучшего качества и позволяет проводить сварку на более высоких скоростях.
Вольфрамовые электроды
Неплавящиеся сварочные электроды для дуговой сварки вольфрамовым электродом в среде защитного газа (TIG) бывают трех типов: чистый вольфрам, вольфрам, содержащий 1 или 2 процента тория, и вольфрам, содержащий от 0,3 до 0,5 процента циркония.
Вольфрамовые электроды могут быть идентифицированы по типу окрашенными концевыми метками следующим образом.
- Зеленый – чистый вольфрам.
- Желтый – 1 процент тория.
- Красный – 2% тория.
- Коричневый – от 0,3 до 0,5 процента циркония.
Электроды из чистого вольфрама (99,5% вольфрама) обычно используются при менее критичных сварочных операциях, чем электроды из вольфрама, который является легированным. Этот тип электрода имеет относительно низкую токонесущую способность и низкую устойчивость к загрязнениям.
Торированные вольфрамовые электроды (1 или 2 процента тория) превосходят электроды из чистого вольфрама из-за их более высокого выхода электронов, лучшего зажигания дуги и стабильности дуги, высокой пропускной способности по току, более длительного срока службы и большей устойчивости к загрязнению.
Вольфрамовые сварочные электроды, содержащие от 0,3 до 0,5% циркония, по рабочим характеристикам обычно занимают промежуточное положение между электродами из чистого вольфрама и электродами из торированного вольфрама. Тем не менее, есть некоторые признаки лучшей производительности при определенных типах сварки с использованием переменного тока.
Более точное управление дугой может быть достигнуто, если электрод из вольфрамового сплава заточен до точки (см. рис. 5-33). Когда электроды не заземлены, они должны работать при максимальной плотности тока, чтобы получить достаточную стабильность дуги. Вольфрамовые электроды трудно обслуживать, если в качестве источника питания используется стандартное оборудование постоянного тока, а зажигание дуги от прикосновения является стандартной практикой. Сохранение формы электрода и уменьшение вольфрамовых включений в сварном шве лучше всего достигается путем наложения высокочастотного тока на обычный сварочный ток. Вольфрамовые электроды, легированные торием и цирконием, дольше сохраняют форму при использовании контактного пуска.
Выступ сварочного электрода за пределы газовой камеры определяется типом свариваемого соединения. Например, удлинение газового колпачка на 1/8 дюйма (3,2 мм) может использоваться для стыковых соединений тонколистового материала, а удлинение примерно от 1/4 до 1/2 дюйма (от 6,4 до 12,7 мм) может потребоваться для некоторых угловых швов. Вольфрамовый электрод горелки должен быть слегка наклонен, а присадочный металл должен добавляться осторожно, чтобы избежать контакта с вольфрамом. Это предотвратит загрязнение электрода. Если загрязнение все же произошло, электрод необходимо снять, заново заточить и заменить в горелке.
Электроды для дуговой сварки постоянным током
При использовании определенного типа сварочного электрода необходимо следовать рекомендациям производителя. Как правило, экранированные дуговые электроды постоянного тока предназначены либо для обратной полярности (электрод положительный), либо для прямой полярности (отрицательный электрод), либо для обоих. Многие, но не все электроды постоянного тока можно использовать с переменным током. Постоянный ток предпочтителен для многих типов покрытых, цветных, неизолированных электродов и электродов из легированной стали. Рекомендации производителя также включают тип основного металла, для которого подходят данные электроды, поправки на плохую подгонку и другие особые условия.
В большинстве случаев электроды с прямой полярностью обеспечивают меньшее проплавление, чем электроды с обратной полярностью, и по этой причине обеспечивают более высокую скорость сварки. Хорошее проплавление может быть получено при использовании любого типа сварки при надлежащих условиях сварки и манипулировании дугой.
Электроды для дуговой сварки на переменном токе
Доступны электроды с покрытием, которые можно использовать как с постоянным, так и с переменным током. Переменный ток более предпочтителен при сварке в ограниченных зонах или при использовании высоких токов, необходимых для толстых профилей, поскольку он уменьшает дугу. Дуга дуги вызывает пузыри, шлаковые включения и непровар в сварном шве.
Переменный ток используется при сварке атомарным водородом и в тех процессах с угольной дугой, которые требуют двух угольных электродов. Это обеспечивает равномерную скорость сварки и расход электрода. В угольно-дуговых процессах, где используется один угольный электрод, рекомендуется постоянный ток прямой полярности, потому что электрод будет расходоваться с меньшей скоростью.
Дефекты электродов и их последствия
Если в покрытиях электродов присутствуют определенные элементы или оксиды, это повлияет на стабильность дуги. В неизолированных электродах состав и однородность проволоки являются важным фактором контроля стабильности дуги. Тонкие или толстые покрытия на электродах не могут полностью устранить последствия дефекта проволоки.
Алюминий или оксид алюминия (даже при наличии 0,01 процента), кремний, диоксид кремния и сульфат железа неустойчивы. Оксид железа, оксид марганца, оксид кальция и стабилизируют дугу.
Когда содержание фосфора или серы в электроде превышает 0,04%, они ухудшают состояние металла сварного шва, поскольку переносятся с электрода в расплавленный металл с очень небольшими потерями. Фосфор вызывает рост зерен, хрупкость и «хладноломкость» (т. е. хрупкость при температуре ниже красного каления) в сварном шве. Эти дефекты увеличиваются по мере увеличения содержания углерода в стали. Сера действует как шлак, нарушает прочность металла шва и вызывает «горячую коррозию» (т. е. хрупкость при температуре выше красного каления). Сера особенно вредна для неизолированных электродов из низкоуглеродистой стали с низким содержанием марганца. Марганец способствует образованию прочных сварных швов.
Если термическая обработка, учитывая проволочный сердечник электрода, неоднородна, электрод будет давать сварные швы хуже, чем сварные швы, полученные с электродом того же состава, который был должным образом термически обработан.
Скорость наплавки
Различные типы электродов имеют разную скорость наплавки из-за состава покрытия. Электроды, содержащие железный порошок в покрытии, имеют самые высокие скорости осаждения. В Соединенных Штатах доля железа в покрытии составляет от 10 до 50 процентов. Это основано на зависимости количества железного порошка в покрытии от массы покрытия. Это показано в формуле:
Эти проценты связаны с требованиями спецификаций Американского общества сварщиков (AWS). Европейский метод определения мощности железа основан на сравнении массы наплавленного металла с массой израсходованной проволоки с неизолированным сердечником. Это показано следующим образом:
Таким образом, если бы вес наплавленного материала был вдвое больше веса жилы, это означало бы 200-процентную эффективность наплавки, даже если количество железного порошка в покрытии составляло только половину от общего депозита. 30-процентная формула мощности железа, используемая в Соединенных Штатах, обеспечивает эффективность осаждения от 100 до 110 процентов при использовании европейской формулы. Силовой электрод с 50-процентным содержанием железа, рассчитанный по стандартам Соединенных Штатов, будет давать КПД примерно 150 процентов, используя европейскую формулу.
Неплавящиеся электроды
Типы
Существует два типа неплавящихся сварочных электродов.
- Углеродный электрод представляет собой металлический электрод без наполнителя, используемый для дуговой сварки или резки, состоящий из угольно-графитового стержня, который может быть покрыт или не покрыт медью или другими покрытиями.
- Вольфрамовый электрод определяется как металлический электрод без наполнителя, используемый для дуговой сварки или резки, изготовленный в основном из вольфрама.
Угольные электроды
Американское общество сварщиков не предоставляет спецификации для углеродных сварочных электродов, но есть военная спецификация, №. MIL-E-17777C, озаглавленный «Электроды для резки и сварки углерод-графит без покрытия и с медным покрытием».
В данной спецификации представлена система классификации, основанная на трех сортах: гладкий, без покрытия и с медным покрытием. Он предоставляет информацию о диаметре, информацию о длине и требования к допускам на размер, обеспечению качества, отбору проб и различным тестам. Области применения включают сварку угольной дугой, сварку двойной угольной дугой, углеродную резку, а также резку и строжку воздушной угольной дугой.
Сварочные электроды
Сварочные электроды различаются по:
- Размер : распространенные размеры 1/16, 5/64, 3/32 (наиболее распространенные), 1/8, 3/16, 7/32, 1/4 и 5/16 дюймов. Стержневая проволока, используемая с электродами, должна быть уже, чем свариваемые материалы.
- Материал : стержневые сварочные электроды изготавливаются из чугуна, высокоуглеродистой стали, мягкой стали, не содержащей железа (цветной) и специальных сплавов. )
- Прочность : относится к пределу прочности при растяжении. Каждый сварной шов должен быть прочнее свариваемого металла. Это означает, что материалы электрода также должны быть прочнее.
- Положение сварки (горизонтальное, плоское и т. д.): для каждого положения сварки используются разные электроды.
- Смесь железного порошка (до 60% во флюсе): железный порошок во флюсе увеличивает количество расплавленного металла, доступного для сварки (тепло превращает порошок в сталь).
- Мягкая дуга Обозначение : для более тонких металлов или металлов, которые не имеют идеальной посадки или зазора.
Как описано выше, существует много видов электродов. Вот самые популярные электроды для сварки электродами (SMAW):
- E6013 и E6012 : Для тонких металлов и соединений, которые трудно стыкуются друг с другом.
- E6011 : Подходит для работы на замасленных, ржавых или загрязненных поверхностях. Универсален тем, что работает с полярностью постоянного или переменного тока. Создает мало шлака, еще один большой плюс. Обратите внимание, что этот электрод не следует помещать в электродную печь.
- E6010 : Аналогично E6011, но работает только с постоянным током (DC). Обратите внимание, что этот электрод не следует помещать в электродную печь.
- E76018 и E7016 : Изготовлены из железного порошка во флюсе. Он создает прочные сварные швы, но имеет лужу, которая может создать некоторые проблемы с управлением для начинающих.
Что такое дуговая сварка? Определения и процессы дуговой сварки
Содержание
- 1 Определение дуговой сварки и типы процессов
- 2 Как это работает?
- 3 Какие существуют типы дуговой сварки?
- 4 Методы плавящимся электродом
- 4.1 Газовая сварка с металлической вставкой (MIG) и сварка металлов в активном газе (MAG)
- 4.2 Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
- 4. 3 Дуговая сварка порошковой проволокой (FCAW)
- 4.4 Дуговая сварка под флюсом (SAW)
- 4.5 Электрошлаковая сварка (ESW)
- ArcSud 4.6
- 5 Методы неплавящихся электродов
- 5.1 Сварка вольфрамовым электродом в среде инертного газа (TIG)
- 5.2 Плазменно-дуговая сварка (PAW)
- 6 Где используется?
- 7 Типы стержней
- 8 Преимущества дуговой сварки
- 9 Недостатки дуговой сварки
Определение дуговой сварки и типы процессов
Дуговая сварка является одним из многих процессов сварки плавлением, используемых для соединения металлов. Он использует электрическую дугу для создания интенсивного тепла для плавления и соединения металлов. Источник питания создает электрическую дугу между плавящимся или неплавящимся электродом и основным металлом. Дуговые сварщики могут использовать как постоянный ток (DC), так и переменный ток (AC).
Как это работает?
Дуговая сварка работает с использованием электрической дуги от источника питания переменного или постоянного тока для создания ошеломляющего тепла около 6500 градусов по Фаренгейту на конце, для расплавления основных металлов и создания ванны расплавленного металла и соединения двух частей.
Дуга образуется между заготовкой и электродом, который перемещается по линии стыка механическим или ручным способом. Электрод может быть либо стержнем, по которому проходит ток между наконечником и заготовкой, либо стержнем или проволокой, которая проводит ток, а также плавится и подает присадочный металл к соединению.
Металл склонен вступать в химическую реакцию с элементами воздуха, такими как кислород и азот, при нагревании дугой до экстремальных температур. Это создает оксиды и нитриды, которые разрушают прочность сварного шва. Следовательно, необходимо использовать защитный защитный газ, шлак или пар, чтобы уменьшить контакт расплавленного металла с воздухом. После того, как деталь остынет, расплавленный металл может затвердеть, чтобы создать металлургическую связь.
Какие существуют виды дуговой сварки?
Дуговая сварка может быть разделена на две различные формы:
Методы плавящимся электродом
Газовая сварка с металлической вставкой (MIG) и сварка металлическим активным газом (MAG)
Эта форма дуговой сварки также известна как газовая дуговая сварка металлическим электродом (ГМАВ). MIG использует защитный газ, такой как аргон, двуокись углерода или гелий, для защиты основных металлов от разрушения из-за загрязнения.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Этот вид сварки также известен как сварка электродом или ручная дуговая сварка металлическим электродом. В этом процессе дуга помещается между металлическим стержнем, покрытым электродным флюсом, и рабочим сегментом, чтобы расплавить его и сформировать сварочную ванну. Флюсовое покрытие электрода на металлическом стержне расплавляется с образованием газа, который защищает сварочную ванну от воздуха. В этом процессе не используется давление, и присадочный металл формируется электродом. Этот процесс лучше всего подходит для черных металлов, поскольку их можно сваривать во всех положениях. Черные металлы — это сплавы, состоящие в основном из железа и содержащие углерод.
Дуговая сварка порошковой проволокой (FCAW)
Этот вид сварки можно использовать вместо SMAW. FCAW использует газ, образованный флюсом, для защиты заготовки от загрязнения. Это позволяет оператору сваривать на открытом воздухе, даже в ветреную погоду. Он работает за счет использования постоянно подаваемого расходуемого порошкового электрода и источника постоянного напряжения для создания дуги постоянной длины. Эта форма сварки отлично подходит для общего ремонта и судостроения, потому что она хорошо работает с более толстыми соединениями.
Дуговая сварка под флюсом (SAW)
SAW предполагает образование дуги между постоянно подаваемым плавящимся электродом или проволокой и заготовкой. Этот процесс создает покрытие из плавкого флюса, который создает защитный газ для защиты рабочей зоны. Процесс становится проводящим при расплавлении и создает путь тока между электродом и заготовкой. Поток велик, потому что он предотвращает брызги и искры, одновременно подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ЭШС)
ЭШС — это процесс сварки, в котором используется тепло, выделяемое электрическим током, протекающим между плавящимся электродом и заготовкой. Это создает расплавленный шлак, который покрывает поверхность сварного шва. Сопротивление расплавленного шлака прохождению электрического тока создает тепло для расплавления проволоки и кромок пластин. Металл затвердевает при контакте с водой. Это вертикальный процесс, который используется для сварки толстых листов толщиной более 25 мм за один проход.
Дуговая сварка шпилек (SW)
SW соединяет металлическую шпильку, такую как гайка или крепеж, с металлической заготовкой путем нагревания обеих частей электрической дугой.
Методы с неплавящимся электродом
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Этот процесс также называется дуговой сваркой вольфрамовым электродом (GTAW). TIG использует нерасходуемый вольфрамовый электрод для создания электрической дуги. Дуга также действует как газовый щит, защищающий сварной шов от воздуха, который может вызвать окисление. Это предпочтительный метод сварки алюминия.
Плазменно-дуговая сварка (PAW)
В этом методе используется электрическая дуга между неплавящимся электродом и основным металлом. Электрод помещается в горелку, и плазмообразующий газ отделяется от защитного газа, в результате чего получаются узкие и глубокие швы.
Где используется?
Дуговая сварка обычно используется для соединения материалов во многих отраслях промышленности.
В аэрокосмической промышленности дуговая сварка используется для производства и ремонта самолетов, соединения листов и для точных работ. В автомобильной промышленности дуговая сварка используется для соединения выхлопных систем и гидравлических линий. Дуговая сварка может обеспечить чрезвычайно прочное соединение даже между тонкими металлами.
В строительной отрасли дуговая сварка используется для обеспечения прочных и надежных соединений внутри зданий, мостов и других объектов инфраструктуры. Другими отраслями, использующими дуговую сварку, являются нефтегазовая промышленность и энергетика.
Типы стержней
Для дуговой сварки используется широкий спектр стержней, которые имеют различные сильные и слабые стороны и области применения. Все эти факторы влияют на качество сварки. Стержень прикреплен к сварочному аппарату, и ток проходит через него для соединения заготовок. Стержень может либо расплавиться, чтобы стать частью сварного шва, известным как плавящиеся электроды, либо не плавиться, известными как неплавящиеся электроды.
Обычно используемые стержни имеют покрытие. Реже можно использовать стержни без покрытия, но они создают больше брызг и затрудняют контроль дуги. Стержни с покрытием лучше подходят для снижения содержания загрязняющих оксидов и серы из-за химических веществ, которые они выделяют. Покрытие стержня может быть целлюлозным, минеральным или их смесью. Неважно, с покрытием или без покрытия стержень, пользователь должен выбрать правильный стержень для своей заготовки, чтобы создать прочные, незагрязненные сварные швы.
Преимущества дуговой сварки
Дуговая сварка имеет множество преимуществ по сравнению с другими видами сварки. К этим преимуществам относятся:
- Низкая стоимость. Это доступная техника, поскольку стоимость оборудования невысока. Также требуется меньше оборудования из-за отсутствия газа.
- Портативность. Материалы в этой технике легко транспортировать.
- Используется для очистки нечистых металлов . Дуговая сварка может выполняться на грязных металлах.
- Работа в любых условиях. Во многих дуговых процессах используется защитный газ, поэтому работа может выполняться только в одном месте. При дуговой сварке нет необходимости в защитном газе, поэтому работа может выполняться независимо от погодных условий.
Недостатки дуговой сварки
Несмотря на то, что у дуговой сварки есть много преимуществ, у нее есть и некоторые недостатки. К таким недостаткам относятся:
- Стоимость. Хотя стоимость считается преимуществом, она также является и недостатком, поскольку приводит к увеличению количества отходов металла , чем другие методы, что приводит к более высокой стоимости проекта.
- Требуется высокий уровень навыков и обучения. Не все операторы имеют высокий уровень подготовки и навыков.
- Тонкий металл. Дуговая сварка плохо подходит для некоторых тонких металлов.
Сварка MMA – EWM AG
- Общая информация о сварке MMA
- Тип тока
- Тип электрода
- Характеристики типов покрытия
- Сварка ММА выполнена правильно
- Зажигание дуги
- Направление электрода
- Магнитная дуга
- Параметры сварки
- Ток в зависимости от диаметра электрода
- Необходимое оборудование
Общая информация
Сварка ММА (номер процесса 111) — это процедура сварки плавлением. Точнее, это процедура дуговой сварки металлом. ИСО 857-1 (19издание 98) объясняет процессы сварки в этой группе.
Дуговая сварка металлическим электродом: процесс дуговой сварки, в котором используется плавящийся электрод. Дуговая сварка металлическим электродом без газовой защиты: процесс дуговой сварки металлическим электродом без добавления внешнего защитного газа и ручная дуговая сварка металлическим электродом: ручная дуговая сварка металлическим электродом с использованием электрода с покрытием.
В Германии последний метод известен как ручная дуговая сварка ( Lichtbogenhandschweissen ), сварка ММА ( E-Hand-Schweissen 9).0859) или сварка электродом ( Elektrodeschweissen ). В англоязычных странах широко используются аббревиатуры MMA или MMAW (Manual Metal Arc Welding). Характеризуется тем, что дуга горит между плавящимся электродом и сварочной ванной. Не требует внешней защиты; все защитные эффекты от атмосферы исходят от самого электрода. Электрод служит как проводником дуги, так и сварочным материалом. Покрытие образует шлак и/или защитный газ, который (помимо прочего) защищает переносящиеся капли и сварочную ванну от проникновения атмосферных газов кислорода, азота и водорода.
Тип тока
Вообще говоря, для дуговой сварки (сварка ММА) можно использовать как постоянный, так и переменный ток, но не все типы покрытия электродов можно сваривать синусоидальным переменным током, например нельзя использовать чисто основные электроды. Для большинства типов электродов при сварке постоянным током отрицательный полюс подключается к электроду, а положительный полюс — к заготовке. И здесь основные электроды являются исключением. Их лучше подключить к положительному полюсу. То же самое относится и к целлюлозным электродам некоторых производителей. Более подробная информация доступна в разделе «Типы электродов». Электрод – это инструмент сварщика. Сварщик направляет дугу, горящую на электроде, в бороздку сварного шва, расплавляя тем самым кромки бороздки; см. рис. 2. В зависимости от типа прорези и толщины основного металла требуются различные токи. Поскольку допустимая нагрузка по току электродов ограничена их диаметром и длиной, стержневые электроды доступны в различных диаметрах и длинах. В таблице 1 показаны размеры, стандартизированные в DIN EN 759.. По мере увеличения диаметра стержня можно применять более высокие сварочные токи.
Типы электродов
Доступны стержневые электроды с покрытиями, состоящими из различных компонентов. Структура покрытия определяет характеристики наплавки электрода, его сварочные свойства и качество наплавленного металла (см. раздел «Выбор электрода для ваших целей». Согласно DIN EN 499 стержневые электроды для сварки нелегированных сталей могут иметь различные типы покрытия.При этом важно различать общие типы и смешанные типы.Буквы, используемые для обозначения типов, взяты из первой буквы типа электрода.C=целлюлоза, A=кислота, R=рутил и B=основной В Германии преобладает рутиловый тип. Стержневые электроды могут иметь тонкое, среднее или толстое покрытие. По этой причине рутиловые электроды с толстым покрытием, которые являются общими для всех трех типов покрытия, обозначаются как RR в Во избежание путаницы Легированные и высоколегированные стержневые электроды не имеют такого разнообразия типов покрытия. s, а также для стержневых электродов для сварки жаропрочных сталей (DIN EN 1599), хотя рутиловые электроды выпускаются в виде смешанных рутилово-основных электродов без специального обозначения. Это справедливо, например, для электродов, обладающих лучшими сварочными свойствами при позиционной сварке. Стержневые электроды для сварки высокопрочной стали (DIN EN 757) доступны только с основным покрытием.
Характеристики типов покрытия
Состав и толщина покрытия особенно сильно влияют на характеристики сварки. Это связано как со стабильностью дуги, так и с переносом материала во время сварки, а также с вязкостью шлака и сварочной ванны. Размер капель, перемещающихся в дуге, имеет особое значение.
На изображении схематично показан перенос капель четырех основных типов покрытий. Целлюлоза (а), рутил (б), кислотная (в) и основная (г).
Покрытие состоит в основном из органических компонентов, которые сгорают в дуге и тем самым образуют защитный газ, защищающий место сварки. Помимо целлюлозы и других органических веществ, покрытие содержит лишь небольшое количество веществ, стабилизирующих дугу, поэтому практически не образуется шлак. Целлюлозные типы особенно хорошо подходят для вертикальной сварки вниз, потому что включение шлака не является проблемой.
Покрытие кислотного типа (A) состоит в основном из железной руды и марганцевой руды и обеспечивает большее количество кислорода для атмосферы дуги. Кислород также поглощается металлом сварного шва, уменьшая его поверхностное натяжение. Это приводит к очень тонкому распыленному переносу материала и металлу сварного шва с низкой вязкостью. Из-за этого электроды этого типа не подходят для позиционной сварки. Дуга также работает очень «горячо», что позволяет работать на высоких скоростях, но имеет тенденцию к образованию подрезов. Из-за этих недостатков стержневые электроды типа чистой кислоты редко используются в Германии.
Вместо этого используется рутил-кислотный (RA) электрод, представляющий собой смесь кислотного и рутилового электродов. Электрод также обладает соответствующими сварочными свойствами. Покрытие рутилового типа (R/RR) состоит в основном из диоксида титана в виде минералов рутила (TiO2) или ильменита (TiO2, FeO) или синтетического диоксида титана. Электроды этого типа характеризуются переносом материала от мелких до средних капель, устойчивым расплавом с малым разбрызгиванием, очень тонким швом, хорошей удаляемостью шлака и хорошими свойствами повторного зажигания. Последнее наблюдается в таком виде только у рутиловых электродов с высокой долей TiO2 в покрытии. В результате электроды, которые уже были расплавлены один раз, могут быть повторно зажжены без удаления кратера покрытия. Если содержание TiO2 достаточно высокое, шлаковая пленка, образующаяся в кратере, имеет проводимость почти такую же, как у полупроводника, поэтому, когда край кратера устанавливается на заготовку, протекает такой большой ток, что дуга может загореться без основной стержень, контактирующий с заготовкой. Такое самопроизвольное повторное возгорание важно, когда процесс сварки часто прерывается, например, при когда есть короткие швы.
Помимо электродов с чистым рутилом, в этой группе есть несколько смешанных типов. В рутил-целлюлозном (RC) типе часть рутила замещена целлюлозой. Так как при сварке целлюлоза сгорает, шлака образуется меньше. Таким образом, этот тип можно сваривать швом вертикально вниз (поз. PG). Однако он также имеет хорошие сварочные свойства в большинстве других положений.
Рутил-основной (RB) тип — еще один смешанный тип. Он имеет несколько более тонкое покрытие, чем тип RR. Это, а также особые свойства шлака делают его особенно подходящим для сварки в вертикальном положении вверх (PF). Это оставляет основной тип (B). В этом случае покрытие состоит в основном из основных оксидов кальция (CaO) и магния (MgO), которые добавляют в качестве разжижителя шлака фторид кальция (CaF2). При более высоких уровнях фторид кальция снижает способность к сварке на переменном токе. Поэтому чисто основные электроды нельзя сваривать на синусоидальном переменном токе, хотя существуют смешанные электроды с меньшим содержанием фторида кальция в покрытии, которые можно использовать на этом типе тока. Основные электроды обеспечивают перенос материала от среднего до грубого, а сварочная ванна вязкая. Электрод хорошо сваривает во всех положениях. Тем не менее, получающиеся проходы несколько сводчатые и грубо взъерошенные из-за более высокой вязкости металла шва. Наплавленный металл имеет очень хорошие характеристики ударной вязкости.
Основные покрытия гигроскопичны. Поэтому важно тщательно поддерживать сухие условия хранения электродов. Если электроды контактируют с влагой, их необходимо высушить. Но если электроды свариваются всухую, металл шва имеет очень низкое содержание водорода. В дополнение к стержневым электродам с нормальным извлечением металла (<105 %) существуют также электроды с более высоким извлечением металла (обычно >160 %) из-за порошка железа, добавляемого через покрытие. Эти электроды известны как электроды с железным порошком или высокоэффективные электроды. Из-за высокой скорости наплавки они более экономичны, чем обычные электроды, во многих областях применения, хотя их обычно ограничивают горизонтальным (PA) и горизонтальным (PB) положениями.
Сварка ММА, выполненная правильно
Сварщик должен пройти соответствующую подготовку не только как мастер, но и в соответствующих технических аспектах, чтобы избежать ошибок. Образовательные рекомендации Немецкой ассоциации сварщиков и родственных методов ( DVS ) признаны во всем мире и приняты Международным институтом сварки (IIW). Перед началом сварки заготовки обычно прихватывают. Места прихватки должны быть достаточно длинными и толстыми, чтобы заготовки не могли слишком сильно сжаться во время сварки и не сломать места прихватки.
- Заготовка
- Сварной шов
- Шлак
- Арка
- Электрод с покрытием
- Держатель электрода
- Источник питания
Зажигание дуги
При сварке ММА процесс сварки инициируется прикосновением. Для установления цепи тока сварщик должен сначала создать короткое замыкание между электродом и заготовкой, а затем сразу же слегка приподнять электрод, вызывая зажигание дуги. Процесс воспламенения никогда не должен происходить за пределами выемки, а только в местах, которые будут снова расплавлены сразу после того, как дуга загорится. Если воспламенение произойдет в другом месте, внезапное нагревание может вызвать трещины, особенно при работе с чувствительными материалами. При использовании основных электродов, стремящихся к начальной пористости, воспламенение должно произойти значительно раньше фактического начала сварки. Затем сварщик направляет дугу обратно к начальной точке шва, и по мере продолжения сварки первоначально нанесенные капли (в основном пористые) снова расплавляются.
Направление электрода
Электрод располагается вертикально или под небольшим углом к поверхности металлической панели. Он слегка наклонен в направлении сварки. Видимая длина дуги, т. е. расстояние между краем кратера и поверхностью заготовки, при этом должна быть примерно такой же, как диаметр стержня сердечника. Основные электроды необходимо приваривать очень короткой дугой (расстояние = 0,5 x диаметр стержня). Для этого их необходимо направлять под более крутым углом, чем рутиловые электроды. В большинстве положений сварщик создает стрингерный валик или слегка переплетается с шириной выемки, которая увеличивается по мере продвижения вверх. Бисерины наносятся по всей ширине выемки только в положении ПФ. Сварка обычно представляет собой тянущее движение; электрод толкается только в положении PF.
- Сварная фаска
- Стержневой электрод
- Жидкий наплавленный металл
- Жидкий шлак
- Охлажденный шлак
Магнитный дуговой разряд
Дуговой удар относится к явлению, при котором дуга отклоняется от своей центральной оси и расширяется, издавая шипящий звук. Это отклонение может привести к разрывам. Провар может стать недостаточным, а в случае шлакообразующих сварочных процессов вытекание шлака может привести к шлаковым включениям в шве. Отклонение вызвано силами, возникающими из окружающего магнитного поля. Как и все проводники с током, электроды и дуги окружены кольцеобразным магнитным полем. Это поле отклоняется в области дуги при переходе к основному металлу. В результате магнитные силовые линии сжимаются с внутренней стороны и расширяются с внешней стороны. Дуга отклоняется в области меньшей плотности линий тока. При этом он расширяется и издает шипящий звук из-за повышенного напряжения дуги. Таким образом, противоположный полюс оказывает отталкивающее воздействие на дугу. Другое магнитное поле создается потому, что магнитное поле может расширяться в ферромагнитном материале лучше, чем в воздухе. В результате дуга притягивается к крупным кускам железа. Это видно, например, когда она направлена к вам торцами панели при сварке намагничивающегося материала. Отклонению дуги можно противодействовать, удерживая электрод под углом. Поскольку дутье дуги особенно велико при сварке постоянным током, этого явления можно избежать или, по крайней мере, значительно уменьшить при сварке переменным током. При сварке корневых проходов удар дуги может быть особенно сильным из-за окружающих масс железа. В этой ситуации может быть полезно поддерживать магнитный поток точками прихватки, расположенными близко друг к другу, но не слишком коротко.
Параметры сварки
При сварке ММА регулируется только сила тока. Напряжение дуги зависит от длины дуги, которую должен поддерживать сварщик. При регулировке тока необходимо учитывать токонесущую способность диаметра электрода. Как правило, нижние пределы относятся к сварке корневых проходов и для позиции PF, а верхние пределы относятся к другим позициям, заполняющим и заключительным проходам. По мере увеличения тока скорость наплавки и соответствующая скорость сварки также увеличиваются. Проникновение также увеличивается с течением. Указанные токи относятся только к нелегированным и низколегированным сталям. При работе с высоколегированными сталями и сплавами на основе никеля необходимо выбирать более низкие значения из-за более высокого электрического сопротивления.
Ток в зависимости от диаметра электрода
Всегда соблюдайте следующие практические правила для расчета отдельных токов в А:
20-40 x Ø
- от 40 до 80 А.
- При диаметре 2,5 мм сила тока должна быть в пределах от 50 до 100 А.
30-50 x Ø
- При диаметре 3,2 мм ток должен быть в пределах 90 и 150 А.
- При диаметре 4,0 мм ток должен быть в пределах от 120 до 200 А.
- При диаметре 5,0 мм ток должен быть в пределах от 180 до 200 А.
35-60 x Ø
- При диаметре 6,0 мм ток должен составлять от 220 до 360 А.
Для успешной сварки ММА вам потребуется следующее оборудование:
- Источник питания
- Держатель электрода
- Стержневой электрод
- Рабочий зажим/клещи заземления
- Сварочные инструменты
- Рабочая одежда
Дополнительную информацию о сварке MIG/MAG см. в нашем словаре по сварке.
Дуговая сварка в защитном металле (SMAW) Объяснение | Stick Welding
Дуговая сварка металлическим электродом в среде защитного газа — это процесс электродуговой сварки, при котором металлы соединяются вместе с помощью плавящегося электрода. Впервые он был введен в 1888 году, когда Николай Гаврилович Славянов использовал плавящиеся электроды в качестве инструмента для дуговой сварки.
Дуговая сварка металлическим электродом в среде защитного газа, широко известная как электродуговая сварка, по-прежнему остается одной из наиболее часто используемых технологий сварки. Сварка стержнем — чрезвычайно универсальный сварочный процесс, поскольку мы можем использовать его практически в любой отрасли, среде, положении и металле.
Давайте углубимся в то, что отличает сварку электродом от других сварочных процессов.
Что такое сварка электродом
Дуговая сварка металлическим электродом в среде защитного газа (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMAW или MMA), представляет собой процесс сварки, в котором для соединения металлов используется электрод с флюсовым покрытием.
Дуга образуется, когда кончик электрода соприкасается с заготовкой. Плавление происходит по мере того, как стержень и заготовка плавятся, образуя сварочную ванну из расплавленного металла.
Одновременно флюсовое покрытие электрода расходуется, образуя защитный слой из защитного газа и шлака в зоне сварки.
По мере остывания металла в сварном шве со временем образуются отложения шлака. Отложения в наплавленном металле можно сколоть обычными инструментами.
Этот метод ручной дуговой сварки ограничивается короткими интервалами сварки, так как расходуемый электрод необходимо постоянно заменять.
SMAW не следует путать с FCAW, хотя они имеют некоторые сходства. При обоих процессах сварки флюс с электродов защищает расплавленный металл сварного шва от загрязнения. Эти процессы не обязательно требуют внешних защитных газов, но существуют различия в конструкции электродов, поэтому дуговую сварку с флюсовой проволокой иногда называют сваркой электродом, вывернутой наизнанку
Процесс дуговой сварки в защитном металле
Перед сваркой всегда рекомендуется проверить состояние вашего оборудования. Исправный источник питания, зажимы, кабели и электрододержатель имеют решающее значение как для безопасности, так и для качества сварки.
Следующим шагом является выбор электрода, который будет дополнять основной металл. Одновременно источник питания должен быть установлен в правильную настройку: отрицательный электрод постоянного тока, положительный электрод постоянного тока или переменный ток. Один провод в сварочном аппарате прикреплен к зажиму заземления, а другой — к электрододержателю.
Чтобы начать процесс дуговой сварки, электрод пробивает основной металл. Сварочная дуга образуется при плавлении электрода в сварочной ванне.
При поглощении флюсового покрытия выделяется защитный газ, защищающий сварочную ванну от атмосферного загрязнения. Следует поддерживать постоянную длину дуги, так как покрытые электроды медленно соединяются с расплавленной ванной. Как правило, длина дуги должна быть примерно равна диаметру жилы провода.
По мере остывания металла шва образуется слой шлака. Его можно удалить после очистки с помощью отбойного молотка и стальной щетки.
Электроды
Тип электрода является одним из определяющих факторов в обеспечении качества сварки. Его химический состав может влиять на стабильность дуги, скорость наплавки, глубину проплавления и другие факторы. Электроды имеют фиксированную длину 14 дюймов (35 см) или 18 дюймов (45 см), и сварщик должен менять их вручную.
Стержневые сварочные электроды подразделяются на три основные категории:
Целлюлозные электроды имеют высокое содержание целлюлозы в своем покрытии, что подходит для глубокого проплавления дуги и высоких скоростей сварки из-за высокой скорости горения. Их можно использовать для любого положения сварки, но необходимо учитывать высокое содержание водорода, так как это увеличивает риск образования холодных трещин в околошовной зоне (ЗТВ).
Рутиловые электроды содержат большое количество оксида титана (рутила) во флюсе. Этот материал способствует меньшему разбрызгиванию, хорошему профилю шва и стабильной работе дуги. Эти электроды можно использовать практически в любом положении при сварке и использовать как с источниками питания переменного, так и постоянного тока.
Они также образуют жидкий и вязкий шлак, который легко удалить.Основные электроды имеют большое количество хлорида кальция и карбоната кальция в своем покрытии. Они используются для сварных швов, требующих хороших механических свойств и устойчивости к растрескиванию. Основные электроды подходят для высоких скоростей сварки, так как шлак быстро замерзает. Это также удобно при сварке в вертикальном и потолочном положениях, но, в свою очередь, шлак труднее удалить, и поэтому эти электроды склонны создавать плохой профиль валика.
С другой стороны, металлические порошковые электроды имеют флюсовое покрытие с железным порошком для обеспечения более высокого сварочного тока. По сравнению с электродами без железного порошка электроды с металлическим порошком имеют более высокую скорость осаждения и эффективность.
Источник питания
Сварка электродом может использоваться как в источниках питания переменного (AC), так и постоянного тока (DC). Источник питания, будь то отрицательный постоянный ток, положительный постоянный ток или переменный ток, следует устанавливать в зависимости от типа электрода.
Сварочный аппарат требует постоянного тока, который определяется размером электрода. Напряжение будет зависеть от длины дуги и состава стержня и может регулироваться перемещением электрода ближе или дальше от заготовки.
Материалы
Сварка электродом обычно лучше всего подходит для сварки более толстых металлов, в то время как другие методы, такие как сварка TIG и MIG, предпочтительны для тонких материалов.
Материалы, которые можно сваривать:
Сталь
Нержавеющая сталь
Хром
Сплавы на основе никеля
Железо
Мягкая сталь
Алюминий
Реактивные материалы, такие как цирконий, тантал, ниобий и титан, не рекомендуются для этой технологии сварки. Основная причина этого заключается в том, что экранирующие свойства недостаточны для защиты от загрязнения.
Сварочный аппарат
Зажим заземления необходим для предотвращения поражения электрическим током. Его нужно соединить с заготовкой или приспособлением. Заземляющий зажим должен выдерживать электрический ток без перегрева, чтобы избежать опасности.
Сварочные кабели , используемые в SMAW, гибкие и изолированные. Они должны иметь достаточную площадь поперечного сечения и длину для проведения сварочного тока с минимальным падением напряжения. В сварочном аппарате для стержневой сварки имеется два сварочных кабеля: один для держателя электрода, а другой для зажима заземления.
Электрододержатель подает сварочный ток на электрод. Он действует как направляющая для точной подачи электрода в сварной шов. Держатели электродов различаются по размеру и обладают разной силой тока.
Переменные для электродуговой сварки в защитном металле
Длина дуги является одним из наиболее важных факторов при сварке электродом. Различные материалы электродов и методы сварки определяют оптимальную длину дуги для проекта. Как правило, длина дуги никогда не должна превышать диаметр жилы.
Сила тока зависит от выбора электрода, угла сварки и обработки. Рекомендации по силе тока доступны в руководствах и руководствах по сварочным аппаратам.
Скорость перемещения зависит от угла и типа электрода. Например, быстрый заполняющий электрод может позволить вам иметь более высокую скорость перемещения. Неправильное изменение скорости перемещения может привести к тому, что сварной шов будет хрупким и неглубоким, поскольку образовавшихся отложений может быть больше или меньше, чем требуется.
Методы сварки — По сравнению с другими методами сварки сварщик SMAW имеет большее влияние, чем машина, на определение качества сварки. Вот некоторые шаблоны и методы, которые подходят для разных проектов:
Взбивание электрода лучше всего работает с электродами с низким флюсом, такими как E6010, E6011 и E6013, которые могут застревать в сварном шве.
Взбивание помогает сжечь и удалить загрязнения от прямого и обратного движения.Техника круга в основном используется новичками, поскольку она обеспечивает постоянную скорость движения и работает с большинством электродов. Просто слегка двигайтесь вперед с каждым круговым движением.
Плетение обычно используется, когда требуются более широкие сварные швы. Это выполняется путем перемещения электрода из стороны в сторону после зажигания дуги.
Положения сварки – Сварка электродом – это один из самых универсальных методов сварки, который может выполняться под разными углами, включая плоское, горизонтальное, вертикальное и потолочное положение сварки.
Требования безопасности
При выполнении любых сварочных работ необходимо соблюдать правила техники безопасности. Носить надлежащий сварочный шлем и перчатки, иметь хорошую вентиляцию и наличие зажима заземления, как правило, все это является здравым смыслом, но, кроме того, не забывайте иметь надлежащие знания.
Помните, что легче заменить или отремонтировать часть оборудования, чем рисковать такими опасностями, как ожоги или телесные повреждения.
Преимущества сварки электродами
Ручная сварка может выполняться практически в любых условиях.
Оборудование достаточно дешевое и доступное.
Простота использования в ограниченном пространстве.
Большой выбор доступных электродов.
- Металлические поверхности не требуют такой тщательной очистки, как, например, при сварке ВИГ
Может использоваться для различных металлов и сплавов, а также для уникальных позиций.
Портативное и легкое оборудование, не нужно носить с собой бензобак.
Образующихся газов достаточно для защиты металла сварного шва.
Недостатки сварки электродом
Оставляет брызги и шлаковые отложения.
Выделяет ядовитые пары.
Металлический электрод необходимо постоянно заменять, а огрызки электродов пропадают.
Трудно свариваемые тонкие материалы.
Требует много времени, так как это ручной процесс.
Требуются навыки и обучение для получения чистых сварных швов.
Не подходит для реактивных металлов.
Применение сварки электродом
Техническое обслуживание и ремонт
Сварка электродом универсальна и очень мобильна, что делает его идеальным для быстрого ремонта даже в суровых условиях. Сварочный аппарат можно использовать в ветреную погоду, под дождем и под водой без ущерба для качества сварки. Уникальная черта сварки электродом заключается в том, что она может сваривать грязные или ржавые металлы.
Изготовление
Поскольку сварка в среде защитного газа довольно проста в освоении, а сварочное оборудование дешево, она по-прежнему остается одним из самых популярных методов в производстве и строительстве. В то время как некоторые отрасли переходят на более автоматизированные методы сварки, многие по-прежнему предпочитают использовать электродуговую сварку.
Важные моменты, которые следует помнить
Дуговая сварка металлическим электродом в среде защитного газа — универсальный процесс, с помощью которого можно сваривать различные металлы. Это относительно простой процесс для изучения, и он может производить высококачественные сварные швы.
Хотя этот метод является одним из старейших способов сварки, инновации продолжают повышать его эффективность.
На сегодняшний день электродуговая сварка остается одним из самых надежных методов сварки, особенно если ее выполняют опытные специалисты.
Электродная сварка: что это такое и как выбрать? (с диаграммой)
Последнее обновление
Широко известная как дуговая сварка в защитном металле (SMAW) или дуговая сварка некоторыми старожилами в этой области, сварка электродом является одним из старейших сварочных процессов до сих пор. используется в строительстве и производстве сегодня. Он используется при сварке труб, металлообработке и некоторых производствах. В то время как в производственных условиях она была в значительной степени вытеснена дуговой сваркой с флюсовой проволокой, электродная сварка по-прежнему очень ценна из-за простой настройки оборудования. Кроме того, это обычно первый процесс, которому обучают студентов-сварщиков, поскольку он наиболее четко демонстрирует основные принципы сварки.
Электродная сварка: принцип работы
Установка для электродной сварки состоит из сварочного аппарата, электрододержателя (жала) и заземляющего зажима. Жало и вывод зажима заземления, который будет крепиться к заготовке, подключаются к обеим клеммам источника питания. Клеммы являются положительными и отрицательными для текущего потока. Разные типы электродов требуют разной полярности. Это означает, что если назначена полярность DCEP (положительный электрод постоянного тока), провод жало будет подключен к положительной клемме.
Электродная сварка работает на этом постоянном токе (CC) за счет короткого замыкания между покрытым флюсом электродом, удерживаемым в жале, и заготовкой. Это создает электрическую дугу, которая выделяет тепло для одновременного расплавления заготовки и электрода. Электрод расплавляется, чтобы осадить присадочный металл в сварочную ванну (лужу расплавленного металла, созданную теплом дуги). В то же время флюс на внешней стороне стержня электрода сгорает и образует защитный шлак для сварного шва, который затем можно отколоть. Существует множество флюсов в зависимости от типа сварного шва, материала и области применения. См. рисунок ниже.
Напряжение (электрическое давление) будет изменяться в зависимости от длины дуги, которая изменяется вручную по мере того, как электрод отводится и приближается к заготовке. Чем дальше электрод, тем больше напряжение в токе и наоборот.
Плюсы электродной сварки
- Относительно простая настройка оборудования
- Возможна сварка на улице на ветру
- Увеличенная длина электрода позволяет проводить сварку в труднодоступных местах
Минусы электродной сварки
- Скорость наплавки одна из самых низких среди сварочных процессов
- Требуется твердая рука
- Внешний вид сварного шва обычно не эстетичен
Авторы и права: vladee, Shutterstock
Понимание покрытия электродов
Расходуемые электроды имеют покрытие. Существуют неплавящиеся электроды, которые используются при сварке TIG (вольфрамовый инертный газ), очень часто из вольфрама. Они не требуют покрытия, так как сварной шов защищен защитным газом. Собственно говоря, электрод — это сторона тока, не относящаяся к детали, которая инициирует короткое замыкание электрической дуги. Электродная сварка, или сварка стержнем, использует электродные стержни, покрытые флюсом, каждый из которых имеет различные свойства и применение.
Покрытие электрода может помочь стабилизировать дугу, создать гладкий внешний вид сварного шва и, среди прочего, увеличить скорость наплавки. Например, E7018, один из наиболее распространенных сварочных электродов для сварки в соответствии со строительными нормами и правилами для конструкционной стали, имеет покрытие, описываемое как железный порошок с низким содержанием водорода. Это покрытие, в частности, способствует осаждению дополнительного металла в сварочной ванне. См. приведенную ниже таблицу, в которой подробно описаны некоторые характеристики сварного шва для каждого покрытия.
- См. также: Как сделать катушки для сварочного провода
Таблица покрытий электродов
Код Тип электрода Свойства и использование А Кислотное покрытие Высокая стабильность дуги, очень жидкая сварочная ванна, используется редко С Целлюлозное покрытие Интенсивная дуга, мало шлака, высокая скорость плавления в зоне сварочной ванны, плохо сваривается Р Рутиловое покрытие Распылительный перенос, легкая сварка, плоские швы, плохая способность перекрывать зазоры руб Толстое рутиловое покрытие Распылительный перенос, легкая сварка, плоские швы, плохая способность перекрывать зазоры RC Покрытие из рутиловой целлюлозы Распылительный перенос, легкая сварка, плоские швы, плохая способность перекрывать зазоры РА Рутилово-кислотное покрытие Распылительный перенос, легкая сварка, плоские швы, плохая способность перекрывать зазоры РБ Рутиловое базовое покрытие Распылительный перенос, легкая сварка, плоские швы, плохая способность перекрывать зазоры Б Основное покрытие Подходит для высокопрочных соединений, сваривается в различных положениях, немного труднее сваривать, чем электроды с рутиловым покрытием
Источник: https://www. fronius.com/en/welding-technology/world-of-welding/electrode-welding
Часто задаваемые вопросы по электродной сварке
Какие существуют три типа сварочных электродов?Покрытие электродов бывает трех типов: целлюлозное, рутиловое и основное. Однако существует более трех различных типов электродов. Не все они взаимозаменяемы. Например, E6010 используется для корневого прохода в каналах. Но E7018 можно использовать для заполнения и закрытия шва. Все они требуют специальной подготовки и практики для правильной работы.
Из чего сделан сварочный электрод?В сердцевине сварочного стержня находится металл, наплавляемый в сварной шов. Это может быть чугун, мягкая сталь, алюминий, нержавеющая сталь или другой сплав.
Какая сварочная проволока самая прочная? Это спорный вопрос, и мнения могут быть разными. Тем не менее, E7018 может производить сварные швы с пределом прочности на растяжение 70 000 фунтов на квадратный дюйм (фунтов на квадратный дюйм).