Способы сварки швеллеров
Зачем нужны горячекатаные стальные швеллеры? Эти элементы – одни из главных в любой металлоконструкции. Чтобы сформировать каркас с определенной структурой, требуются швеллеры, вернее, их сварка. Правильно соединенные швеллеры обеспечивают конструкциям надежность и долговечность, главное – проводить сварку строго по технологии.
Есть несколько способов соединения швеллеров. Выбор того или иного способа зависит от размеров конструкции и следующих особенностей:
- условия наложения шва, протяженность места сваривания и количество рабочих;
- виды сил, которые воздействуют на конструкции, а также места их воздействия;
- тип и габаритные размеры, требуемая устойчивость и полная нагрузка на здание.
Сварка швеллеров: электродуговая или газовая?
Электродуговая сварка имеет ряд преимуществ, так как выбор электродов большой, плюс их параметры обеспечивают более удобные условия для осуществления сварки швеллеров. Вот какие рекомендации нужно соблюдать при использовании электродуговой сварки:
Вот какие рекомендации нужно соблюдать при использовании электродуговой сварки:
- Все соединения следует выполнять внахлест, температура прокалки – 250 градусов.
- Места соединения очищают от загрязнений и ржавчины, работают короткой дугой.
- Сваренные конструкции не должны использоваться при температуре ниже 40 градусов.
Газовая сварка – еще один способ соединения швеллеров, которым пользуются не всегда по причине высокой температуры нагрева. Из-за этого меняются характеристики металлов, что негативно сказывается на всей конструкции. Но если нужно устранить дефекты готовых металлоконструкций, то подходит именно газовая сварка.
Способы соединения швеллеров
Есть несколько способов соединения швеллеров – встык, с накладками и в коробку, а также альтернативные решения. Почему в каждом конкретном случае нужно выбирать что-то определенное? Чтобы получить прочную и надежную металлоконструкцию. Сейчас мы сравним все три способа, чтобы вам было проще принять решение.
Соединение встык
Его используют для удлинения или соединения швеллеров под углом в конструкциях, где нагрузка на шов невысокая. Вот как выглядит поэтапная сварка этим способом:
- Если толщина боковых граней швеллера до 6 мм, то сварку производят без скоса. Если толщина от 6 до 12 мм, то на поверхности готовят скос под углом 30°. А если толщина более 12 мм, то у скоса будет тупой угол и располагаться он будет со внутренней стороны швеллера.
- Все свариваемые детали прихватывают точечной сваркой, расстояние между точками – 40 мм. Желательно проверять геометрию соединения. Сварку проводят с двух сторон или с одной. Направление сварки – от середины основания к полкам.
- При выборе этого способа стоит помнить, что полученный сварной шов будет не максимально прочным в сравнении с самим профилем. Однако в металлоконструкциях, которые не являются несущими, этот не главный недостаток.
Соединение с накладками
Металлические накладки позволят сделать стыки более прочными. Схема соединения следующая:
Схема соединения следующая:
- Делают сварку встык и зачищают шов заподлицо. Затем изготавливают парные накладки – маленькую и большую для внешней и наружной сторон конструкции.
- Для накладок используют листовой прокат из той же марки стали, что и швеллеры. Толщина накладки – равна или превышает толщину боковой полки.
- Приваривают накладки поверх сварных швов в месте соединения точечной сваркой. Завершающий этап – проварка накладки по контуру металлоконструкции.
Соединение в коробку
Этот способ сварки позволяет получить из П-образного швеллера усиленные полые балки с сечением в форме квадрата или прямоугольника. Сварка включает следующие этапы:
- Два изделия плотно соединяют вместе полками и скрепляют струбцинами.
- Сварку производят встык с подготовкой скоса на кромках, или с зазором между краями кромок.
- Полученный в результате сварки шов не нужно зачищать, усиление придадут накладки.
Как видите, соединение встык подходит для конструкций с невысокими нагрузками, а соединение с накладками – наоборот, если важно сделать стыки прочными. Что же касается сварки в коробку, то это более специфический способ для получения балок с сечением определенной формы.
Что же касается сварки в коробку, то это более специфический способ для получения балок с сечением определенной формы.
Что делать, если сварка невозможна?
В отдельных случаях стандартные способы сварки не подходят или не требуются. Например, если речь идет об изготовлении разборных конструкций или работе с оцинкованным прокатом. В первом случае сварка не нужна, а во втором может повредить защитный слой цинка и в местах соединения появится ржавчина.
Альтернативой сварке в таких случаях становится болтовое соединение, при котором швеллер монтируют без повреждения цинкового слоя и без привлечения к работе сварщиков. Правда, у этого способа соединения швеллеров есть недостатки:
- в прокате есть отверстия, которые снижают его прочность – для несущих конструкций такой способ не подойдет;
- нужно регулярно подтягивать гайки, особенно, если конструкция испытывает вибрационные нагрузки;
- крепеж из черных металлов со временем ржавеет, его надежность снижается, а разборка затрудняется.


Также соединение швеллеров болтами занимает больше времени. Но если у вас именно такой случай, когда сварку сделать нельзя, то остается только этот способ.
Чтобы выбрать тот или иной способ сварки, учтите все условия эксплуатации. Например, нагрузки, которые испытывают конструкции. От этого будет зависеть прочность, надежность и долговечность конструкции. Если сложно определиться, посоветуйтесь со специалистами или менеджерами магазина, в котором покупаете швеллеры.
Теперь вы больше знаете о способах соединения швеллеров и сможете избежать ошибок.
Сварной швеллер своими руками: технология и особенности
Екатерина
Время чтения: ≈10 минут
Швеллер — один из самых распространенных типов металлических балок. Его отличительная особенность — сечение в виде буквы «п». Швеллера широко используются при сварке металлоконструкций любого масштаба. Надежность конструкции напрямую зависит от качества сварного соединения. Если сварка швеллеров между собой была выполнена с нарушением технологии, то конструкция просто не выдержит тех нагрузок, которые должна выдерживать в теории.
Надежность конструкции напрямую зависит от качества сварного соединения. Если сварка швеллеров между собой была выполнена с нарушением технологии, то конструкция просто не выдержит тех нагрузок, которые должна выдерживать в теории.
В этой статье мы кратко расскажем, какие технологии используются при сварке швеллеров и как выполняется сварка встык, с накладками, внутрь и со смещением.
Содержание статьи
- Используемые технологии
- Электродуговая сварка
- Распространенные соединения
- Сварка встык
- Сварка с применением накладок
- Соединение внутрь
- Смещенное соединение
- Примечание
- Вместо заключения
Используемые технологии
Существует несколько технологий, подходящих для качественной сварки швеллеров. Но мы расскажем о самой, на наш взгляд, удобной и часто используемой.
Электродуговая сварка
Электродуговая технология — неоспоримый лидер. А все потому, что производители предлагают большой ассортимент электродов для работы с самыми разнообразными типами металлов. К тому же, электродуговая сварка может осуществляться в самых труднодоступных местах, в том числе на высоте. Конечно при условии, что сварочный аппарат компактный и его можно повесить на плечо.
К тому же, электродуговая сварка может осуществляться в самых труднодоступных местах, в том числе на высоте. Конечно при условии, что сварочный аппарат компактный и его можно повесить на плечо.
Читайте также: Электродуговая сварка и резка металлов
Для сварки швеллеров мы рекомендуем использовать электроды марки УОНИ. Но с ним непросто работать, если вы новичок. Вам придется много практиковаться прежде чем вы приступите к основной работе. Но, поверьте, результат стоит того. Перед сваркой рекомендуем прокалить электроды в электропечи. Оптимальная температура — 250 градусов. Прокалка нужна для того, чтобы убрать из электродов излишки влаги.
Также перед сваркой необходимо тщательно подготовить металл. Здесь все стандартно: не должно быть грязи, коррозии или следов краски. Рекомендуем установить постоянный ток и обратную полярность. Дуга должна быть короткой. Также учитывайте, что электродуговая сварка не подойдет, если металлоконструкция будет использоваться при экстремально низких температурах (от -40 градусов и ниже).
Распространенные соединения
Сварка встык
Сварка встык швеллера — любимое соединение всех новичков. Оно применяется для практики или для сварки неответственных конструкций. Может выполняться как с лицевой, так и с внутренней стороны. Но при сварке с внутренней стороны нужно следить, чтобы не было непроваров. Также шов можно сформировать только с одной стороны, но при этом необходимо подваривать корень шва.
Если толщина стенок швеллера превышает 6 миллиметров, то необходимо разделать кромки. Разделка может быть V или X-образной. Оптимальный угол — 30 градусов, если толщина не более 12 миллиметров.
Приступим к сварке. Для начала состыкуйте два швеллера стенками друг к другу. Стыковка должна быть максимально точной, лучше делать ее не на глаз, а с помощью специального центратора. Зазор между двумя швеллерами не должен превышать 3 миллиметров. Чтобы заготовки не расходились в разные стороны во время сварки нужно сделать временную прихватку. Прихватка приваривается к обеим деталям с помощью сварных точек.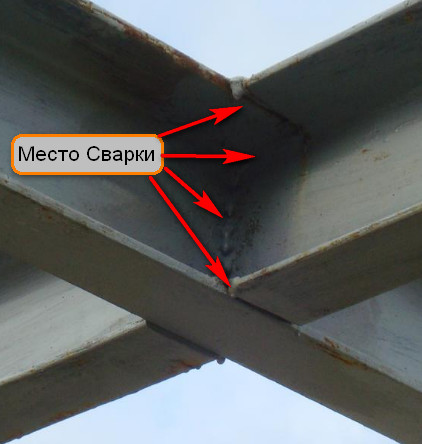
Шов необходимо вести от середины швеллеров к краям. Примите к сведению, что такое соединение не очень надежное. Чтобы его усилить можно использовать накладки. Далее мы поговорим об этом подробнее.
Сварка с применением накладок
Сварка швеллеров с накладками уже надежнее, чем обычная сварка встык. Это доказывает и тот факт, что зазор между швеллерами может доходить до 8 миллиметров. Саму накладку нужно разместить со стороны сварного соединения. Накладка выбирается исходя из толщины и размера швеллеров. Чем больше и толще швеллера, тем прочнее должна быть накладка. При сварке необходимо проварить две стороны накладки.
Теперь подробнее. Чтобы выбрать накладку нужно знать примерные размеры швеллеров, которые вы собираетесь варить. Мы рекомендуем делить длину швеллера на 5. Так вы получите рекомендуемую длину накладки. Толщина накладки должна быть такая же, как и толщина швеллера. Всего должно быть две накладки. С внутренней, и с наружной стороны. При этом наружная накладка должна быть длиннее, чем внутренняя.
Соединение внутрь
Иногда швеллера сваривают «полками» внутрь. Техника та же, что и при сварке встык, только зазора либо нет, либо он очень маленький. Сварку внутрь выполнить сложнее, чем встык. Так что такое соединение может стать следующим в вашей учебной практике.
Сварка выполняется следующим образом. Перед сваркой тщательно подготовьте металл. Не используйте болгарку, иначе соединение будет непрочным. Состыкуйте два швеллера горизонтально и симметрично. Закрепите их с помощью струбцин. Желательно сделать шов с разделкой кромок, но иногда допускается небольшой зазор. Сварка выполняется от середины швеллера к его краям.
Главный недостаток такого метода сварки швеллеров — необходимость работы в идеальных условиях. Вы не сможете выполнить сварку в труднодоступных местах. Чтобы шов получился качественным, нужно варить строго в горизонтальном нижнем положении. Если варить в других условиях, то вы просто нерационально потратите время, силы и комплектующие. Логичнее варить встык или с применением накладок.
В целом, такое соединение применяется нечасто. Но если у вас есть возможность варить в нижнем горизонтальном положении, и вы выбираете месту сваркой встык и сваркой внутрь, то рекомендуем выбрать второй вариант. Он все-таки более надежный.
Смещенное соединение
Смещенное соединение швеллеров — это сложная работа, которую выполняет целая команда из сварщиков. Такое соединение необходимо в случаях, когда нужно сварить разные конструкции из швеллеров, и при этом эти швеллера имеют разные размеры.
Сварку нужно начинать с тех мест, где швеллеры наиболее толстые. Необходимо комбинировать разные соединения: и встык, и угловые, и продольные. При этом каждое соединение будет иметь свои нюансы. Соединение встык выполняется просто и без проблем, а вот угловое должны выполнять два сварщика сразу. А при выполнении продольных швов нельзя формировать их до конца швеллера.
Примечание
Все соединения и методы, которые мы описали выше, подходят для сварки большинства конструкций, в которых используются швеллера. При этом вам не обязательно нужно использовать только один метод соединения. Вы можете комбинировать, например, соединение встык и соединение с накладками в разных частях металлоконструкции. Самое главное — рассчитать все нагрузки. Ведь порой в некоторых узлах соединение не должно быть «на века».
При этом вам не обязательно нужно использовать только один метод соединения. Вы можете комбинировать, например, соединение встык и соединение с накладками в разных частях металлоконструкции. Самое главное — рассчитать все нагрузки. Ведь порой в некоторых узлах соединение не должно быть «на века».
Что касается режима сварки, то это очень обширная и непростая тема. Силу тока и прочие параметры нужно выбирать исходя из толщины и типа металла. Если варите электросваркой, то следите за скорость формирования шва. Оптимальная скорость — 20 метров в час.
Вместо заключения
Сварной швеллер не так уж сложно варить, как может показаться на первый взгляд. Самое главное — это правильная стыковка двух швеллеров и соблюдение технологии сварки. При этом совершенно неважно, какой тип соединения или технологию вы выбрали. Следуйте нашим рекомендациям и практикуйтесь. Ведь для качественного выполнения работ нужно не просто владеть теорией, но еще и показать себя в деле. Можете рассказать о своем опыте сварки швеллеров в комментариях ниже. Желаем удачи в работе!
Можете рассказать о своем опыте сварки швеллеров в комментариях ниже. Желаем удачи в работе!
Похожие публикации
Сварная двутавровая балка: изготовление, сварка между собой
Для нынешней металлургии весьма важны сварные технологии, особенно тогда, когда нужно создание высокопрочной и тяжелой металлоконструкции. Более того, операция сварки ускоряет рабочий процесс, а также для осуществления сварки нужно не так уж и много оборудования, поэтому ее можно считать весьма экономичной. Именно по этим причинам в последнее время производство сварных балок увеличилось в несколько раз.
О новой технологии частного домостроения
Сегодня производство сварных двутавровых балок запущено по всей стране, и востребовано даже в частном домостроении. А всему этому виной новые дизайнерские и архитектурные решения! Их современные объемные планировочные проекты требуют особого качества несущего каркаса и надежного перекрытия, которое будет наиболее эффективным при больших пролетах – от 7 метров.
Вы наверняка, замечали насколько загородные коттеджные дома и подобные им постройки по своему только внешнему виду отличается от исконно русской избушки. А вот теперь представьте, насколько отличается их архитектура и принципы строительства! Вот почему стальные двутавровые балки сегодня стали активно применяться для перекрытия пролетов от 4 до 18 м, а для их производства используется как углеродистая, так и низколегированная сталь, которая гарантирует нужные качества и прочность.
Для изготовления таких балок даже существует свой ГОСТ и необходимые сертификаты. Касательные напряжения у них принимаются сплошными стенками, а сжимающие и растягивающие напряжения равномерно распределяются по длине. Чтобы вам было более понятно, роль у такой вертикальной стенки по сути та же, что у зигзагообразной решетки в металлической ферме. Хотя на первый взгляд такие балки не выглядят слишком прочными или монолитными:
Из какого материала и как изготавливаются балки?
Для строительных работ используются перекрытия, которые различаются по материалу и виду изготовления:
- Деревянные. Делятся на цельнобрусовые и комбинированные (склеенные из ДВП, фанеры и дерева).
- Металлические. Бывают трех классификаций: выполнены способом горячего литья уже готовой формы, сваркой отдельных частей и особые кровли из легких металлов для спортивных, концертных и выставочных сооружений.
- Железобетонные. Производятся либо в промышленных условиях с непременной вставкой арматуры, либо способом литья сразу на строительной платформе.
 Делятся на цельнобрусовые и комбинированные (склеенные из ДВП, фанеры и дерева).
Делятся на цельнобрусовые и комбинированные (склеенные из ДВП, фанеры и дерева).Что собой представляет сварной двутавр?
По своему типу сечения двутавровые металлические балки сегодня принято делить на прокатные или составные, которые называются еще сварными. Сварная двутавровая балка – это особый вид фасонного металлического проката в форме наклонного или горизонтального бруса. Изготавливают ее сегодня из углеродистой и низколегированной стали, обязательно высокого качества.
Давайте перечислим основные преимущества двутавровых сварных балок:
- Перекрывают большие пролеты со значительным нагрузками.
- Идеально перераспределяют горизонтальные и вертикальные нагрузки.
- Прекрасно работают на изгиб благодаря жесткости профиля балки.
- Не горят и не теряют свою несущую способность при нагревании даже достаточно высокими температурами.
- Устойчивы к биологическим воздействиям.
- Отлично подходят для строительства конструкции быстровозводимых зданий.
- Позволяют значительнее снизить массу всей конструкции, по сравнению с горячей корнями.
- Изготавливаются также с полностью ассиметричным сечением.

Вот почему такие сварные балки используются сегодня и в строительстве жилых домов, и для промышленных комплексов, и даже для мостов и тоннелей. Казалось бы, что такая балка будет слишком тяжелой для частного домостроительства, но на самом деле применение стальных двутавров позволяет в итоге сократить общий вес несущих конструкций. Но помните, что в отношении к перекрытию из сварных стальных двутавров существуют свои строгие требования:
Виды
Наиболее часто в строительстве используются сварные двутавры следующих видов:
- Для перекрытий и подвесных путей. Профиль сечения имеет короткие стенки по отношению к главному ребру.
- Для укрепления шахт. Стенки больше, чем главное ребро;
- Обычной ширины, стенки равны ребру, используются для вертикальных опорных конструкций: колонн, пилонов и т.п.
 Профиль сечения имеет короткие стенки по отношению к главному ребру.
Профиль сечения имеет короткие стенки по отношению к главному ребру.
Типы двутавровых балок в зависимости от основных размеров.
В зависимости от точности изготовления балки подразделяются на продукцию обычной точности и высокоточную.
Преимущества сварного метода производства балок
Сегодня металлические двутавровые балки для строительной сферы изготавливают двумя основными способами: горячекатным и сваркой. Сварная двутавровая балка обладает большими преимуществами по сравнению с прокатной. У нее и прочностные характеристики лучше, а масса при этом ниже на целых 30%. И все благодаря тому, что расчет сварной двутавровой балки предполагает грамотное сочетание разных марок стали. Вот почему сварная балка в промышленном изготовлении получается дешевле, чем горячекатаная.
Также по себе сварка как метод хороша тем, что при помощи нее балки из металла можно делать самых разных размеров, даже высотой до 4 метров и более, а ведь это все невозможно провернуть с горячекатными балками. Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Зачем создавать балки с переменным сечением, спросите вы? Дело в том, что такие балка куда более экономна, чем полки с постоянным профилем. Ведь даже человек, который далек от строительства понимает, что в разных местах балки после ее монтажа должно будет воздействовать разное напряжение: где-то она почти не нагружена, а где-то работает на износ. Вот в таких «важных» местах ее делают потолще, а где можно – рационально экономят на материале.
Кроме того, если мы говорим конкретно о сварной балке, то для ее изготовления задействуют самые разные сорта стали. Этот прием позволяет уменьшить металлоемкость. Почти вся балка состоит из обычной стали, а самая ее напряженная часть – из стали повышенной прочности, а наименее напряженная – из низкоуглеродистой стали. Благодаря всему этому стоимость балки при этом снижается на 5%, что достаточно ощутимо.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Расчет и изготовление сварного двутавра
Качественная саварка двутавровых балок для перекрытия потребует от вас большого внимания и ответственности. Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
На одно только проектирование и планирование двутавровых металлических сварных балок уходит очень много времени. А поэтому мы рекомендуем вам ориентироваться на габариты и предназначения готовой продукции от производителей.
Современный рынок предлагает достаточно большое многообразие размеров готовых двутавровых балок со своими обозначениями и видами. Габариты балки определяют по номеру, который указывает расстояние между внешними гранями, параллельными друг другу.
Например, маркировкой К обозначает колонны и балки, которые должны выдерживать огромные нагрузки. Учитывайте, что существует также определенный вид балок, который применяется не для перекрытий, а для создания только тяжелого оборудования и машин. У таких балок свои нормативы изготовления и свойства.
Для меньших нагрузок подходят широкополочные конструкции. И прочность таких балок будет напрямую зависеть от длины, формулы поперечного профиля, задействования сырьевой базы и способов изготовления, т.е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:
Вот параметры стальных сварных двутавров для изготовления таких балок:
Как самостоятельно сварить балку?
Если у вас есть уже какое-либо опыт работы с подобным материалом, и вы хотите изготовить сварные балки для строительства своего дома самостоятельно, в качестве основы вам понадобится легированный стальной лист. Горячекатный метод изготовления в домашних условиях довольно сложен, поэтому вам действительно больше подойдет сварной. Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.
После того как будут готовы отдельные элементы, произведите сборку конструкции выбранным методом сварки. Сначала вам нужно будет установить вертикальную стенку и закрепить ребра жесткости и придавить все хомутами. Готовую балку обязательно нужно защитить специальным покрытием, чтобы в условиях агрессивной среды у нее не пошла коррозия.
Как избежать деформации?
Если допускать ошибки в процессе изготовления, то можно столкнуться с такими неприятными деформациями балки, которые в будущем значительно усложнят процесс монтажа:
Поясним подробнее. Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Еще учитываете такой немаловажный факт, что сама сварка дает некоторое напряжение в балке, и это не всегда заметно глазу. А поэтому желательно сразу же не приваривать к ней следующую деталь. Просто слегка выгоните шов назад, и балка будет ровной.
Сравнения: чтобы избежать каких-либо деформаций балки, особенно для обустройства междуэтажного перекрытия, в заводских условиях ее подвергают специальной обработке:
Если вы беретесь за изготовление такой балки самостоятельно, вам помогут во всем разобраться такие этапы:
Порядок работ.
При выполнении сваривания стыков есть и свой порядок проведения работы, который просто необходимо соблюдать, если вы хотите добиться желаемого результата.
Разберем данные этапы более детально:
- Начинается сварка всегда с элементов, которые имеют поперечное соединение. Связано данное правило с тем, что поперечные соединения после их выполнения, дают довольно большую усадку. Также скажем, что элементы свариваются исключительно по отдельности – соединяются стыки поясов балки, затем стыки стенки, а ребра жесткости также провариваются отдельно от других элементов.
- Как только первичная сборка завершена, можно двигаться дальше. Сначала производится накладка поясных швов.
Узлы крепления сварных двутавровых балок
Итак, теперь давайте разберемся с опорными узлами металлических двутавровых балок. Опирание их на стальную колонну (опору) может быть жестким или шарнирным, то есть подвижным.
Само соединение готовых сварных балок между собой в процессе монтажа можно осуществлять двумя способами:
- Первый из которых заключается в том, что двутавры приваривают сначала к специальной пластине, а сварку осуществляют уже по контуру профиля при помощи угловых швов. Преимущество именно этого метода в том, что не приходится разделять кромки балок.
- Второй способ заключается в том, чтобы использовать накладки, которые монтируются симметрично к продольной оси, обрезаются и обвариваются косыми швами. Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома.
- Также сварные балки можно соединить болтовым соединением – это разъемный метод, который нужен для того, чтобы в конструкции отсутствовало остаточное напряжение, а сама конструкция перекрытия была стойкой к ударным и вибрационным нагрузкам. А также тогда, когда нет возможности пригласить профессионалов-сварщиков.
Вот интересное видео сравнения обоих видов соединения балок:
Как вы уже поняли, в большинстве случаев металлическую сварную балку соединяют при помощи сварки, реже болтами и еще реже – на заклепки. Все это напрямую влияет на стоимость монтажа таких балок.
Что касается заклепок, работа с ними наиболее трудоемкая, хотя порой, к сожалению, не обойтись без таких элементов. Например, если балка будет постоянно подвергаться вибрации (будет использоваться такое оборудование), тогда нельзя ее слишком жестко связывать с конструкцией.
Если же вы собираетесь соединить всю металлоконструкцию болтами, тогда:
- Вам понадобятся крепежные изделия с нормальной и повышенной точностью. Только в местах тех соединений, где будет нагрузка на срез, нельзя использовать болты нормальной или грубой точности.
- Вам нужно будет заранее проделать просветы на балке (или заказать подобное еще на производстве) так, чтобы внешний диаметр самого отверстия был больше внешнего диаметра болта всего на 2-3 мм. Такая конструкция будет стойкой к деформации, да и сборка в общем попроще.
- Соединение с болтами повышенной точностью хорошо подходит для труднодоступных мест, где невозможны заклепочные соединения. Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.
Итак, рассмотрим теперь такой важный этап, как варка главной балки со второстепенной. Делайте все шаг за шагом:
- Шаг 1. В верхней части основной балки сделать треугольный вырез точного размера.
- Шаг 2. Приварить накладку к нижней части основной балки.
- Шаг 3. В нижней части вспомогательной балки сделать вырезы, которые будут равны половине ширины нижней части основной балки.
- Шаг 4. Теперь верхнюю часть второстепенной балки нужно сформировать в треугольную форму, такую же, как была вырезана в верхней части главной балки.
- Шаг 5. Далее осуществляем монтаж: сначала главной балки, затем второстепенный, и все это – методом использования накладки.
- Шаг 6. И, наконец, последний этап – это монтаж примыкания верхних частей и стенок, где к нижним частям балок тоже приваривается накладка.
Закрепить металлические двутавры между собой вы также можете методом болтового соединения. Это способ необходим тогда, когда время от времени вам придется осуществлять монтаж или демонтаж конкретного узла. Преимущество такого соединения в том, что в конструкции не будет остаточного напряжения. Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Жесткий узел: для статических нагрузок
Т.е. балка может опираться сверху, прямо на центр профиля колонны или же балку крепят сбоку. Тогда в колоне возникает но только сжимающая нагрузка, но действие всех сил, поэтому ту приходится делать более крепкой и надежной, а это уже перерасход металла.
Иногда также через пролет приходится класть две балки, тогда их соединяют между собой при помощи болтов и между двумя ребрами устанавливают пластины. При этом важно помнить, что металлы подвержены тепловому расширению из-за перемены температур, а потому нужно оставить небольшое расстояние для их малозаметного движения.
Чтобы передать поперечную силу давления, ребро балки ставится так, чтобы при монтаже она была прямо над полкой колонны. При этом балку соединяют с колонной при помощи специальной накладной пластины, и желательно сразу же с обеих сторон. Но так, чтобы не создавать слишком жесткого узла.
Вот хороший пример, как сочетают сварные балки на двух пролетах, чтобы не создавать точечного напряжения на промежуточную стену перекрытия:
Чтобы создать жесткое соединение балки, вам необходимо будет болтовое соединение или сварочное:
Шарнирный узел: для динамических нагрузок
Теперь о шарнирном опирании сварной балки. Создается оно при помощи опорного ребра на опорном столике, куда будет передаваться вся нагрузка. Сам столик вам нужно будет сделать из листовой стали.
Приварите столик по трем сторонам балки и сделайте его ширину при этом больше на 2-3 см, чем ребро балки. Так опорное ребро должны полностью лечь на опорный столик.
Правильная сварка двух каналов друг с другом.
Существует несколько способов правильного подключения обоих каналов путем сварки.
Выберите необходимый вам метод в соответствии с условиями, в которых используется эта структура, нагрузкой, которая будет работать на нее, а также общей длиной структуры и ее степенью важности. В большинстве случаев сварные каналы подвергаются изгибу или эксцентрическому прессованию, в то время как чистое сжатие выполняется только тогда, когда нагрузка соответствует конструкции центральной гильзы профиля.
Перед сваркой по-прежнему стоит проверять стандарты ГОСТ, принимая во внимание все параметры, которые будут полезны в будущем.
Следует также помнить, что любое соединение со сваркой может ослабить оригинальный дизайн.
В этом случае оказывается, что сварочная прочность сварного шва больше, чем для обычного металла, но сам металл в области сварки потеряет около 10-20% от начальной силы. Для сварки каналов вы можете использовать электроды SSSI для получения высококачественного шва. Если вы хотите работать с этим электродом, вам нужны некоторые навыки, поэтому, если вы еще не получили эти электроды, лучше попытаться работать на грубой пробеле, похожей на будущий дизайн.
Подготовка перед сваркой
Перед началом сварки каналов с электродами SSSI вы должны тщательно подготовить конструкционные элементы, удалить ржавчину из металла и других примесей.
Аналогичный тип сварки выполняется на полярной стороне с короткой дугой. Для практической сварки вам может потребоваться около 5 кг. электродов и около недели. Когда скорость и простота являются для вас главными, а проблема качества — в фоновом режиме, то каналы могут быть подключены к передней сварке.
Если они борются за качество и высокую структурную прочность, лучше всего использовать их для электродов марки SSSI, и соединения производятся по стандарту ГОСТ для сварочных каналов, в результате чего гарантируется надежная, обычная и бесшовная сшивка.
Чтобы получить правильный и самый важный надежный шов, вам сначала нужно собрать более толстые, а затем стройные элементы дизайна. Следует также иметь в виду, что патч следует использовать по всему периметру, чтобы не пройти большой зазор между свариваемыми деталями. В конце концов, влага, которая попадает в такой промежуток, приводит к образованию гигантской коррозии, которая может накапливаться в течение последних лет, приводя к разрушению отдельных частей структуры.
Дополнительные функции двутавра в частном домостроении
Сама перекрытие вовсе не обязательно должно состоять только из металлических двутавровых балок. Нередко их используют только в самых напряженных местах, а между металлическими частями устанавливают деревянные двутавры.
Почему так? Дело в том, что для сварки нужна высокая квалификация рабочих. Далее, в обычной литературе и интернет-сайтах нет того многообразия узлов и готовых схем конструкции для установки такого перекрытия, здесь действительно требуется грамотный инженер, и даже мы даем только рекомендации. Кроме того, металл обходится недешево. Да и качество сварки очень важно. Она должна работать долго, даже в условиях коррозии или перемены нагрузок.
Поэтому вот такой вариант не только имеет право на жизнь, но и достаточно практичен:
И, наконец, металлическая двутавровая балка нередко служит дополнительным функциональным элементов, который в любом хозяйстве имеет ценность:
Сварочный канал | Защитные промышленные товары
НАИБОЛЕЕ РАСПРОСТРАНЕННЫЕ ТРАВМЫ ПРИ СВАРКЕ
Поражение электрическим током: Один из самых распространенных несчастных случаев, с которыми сталкиваются сварщики. Обычно это происходит, когда две металлические части, находящиеся под напряжением, соприкасаются, или в результате удара вторичным напряжением, когда сварщик касается части сварки или электрической цепи, в то время как тело касается части свариваемого металла.
Потеря слуха: Воздействие чрезмерного шума — более 85 децибел в среднем в течение рабочего дня — без надлежащей защиты органов слуха может привести к необратимой потере слуха.
Респираторное заболевание: Воздействие токсичных дымов и газов при сварке металлов, включая вредные соединения оксидов металлов, неблагородные металлы, базовые покрытия, бериллий и марганец, токсины могут накапливаться в легких и приводить к целому ряду побочных эффектов и долгосрочным состояниям. например, легочный фиброз.
Химические, электрические и контактные ожоги: Высокая температура сварочной дуги и опасные пары, газы и химические вещества, с которыми работают сварщики, подвергают их серьезному риску получения травм в результате пожара или взрыва. Сварщики работают с очень горячими материалами.
Оптические опасности: Повреждения глаз составляют около четверти всех травм при сварке и могут быть серьезными необратимыми травмами, возникающими в результате сварочных искр, химических паров и «дугового глаза», ультрафиолетового и инфракрасного излучения сварочной электрической дуги. «Вспышка сварщика», ожог глаз, составляет значительную часть строительных травм глаз. Излучение дуги может проникать в сетчатку и вызывать необратимые повреждения сетчатки, включая катаракту, ухудшение зрения и повышенную чувствительность к свету.
ИННОВАЦИИ И СЕРТИФИЦИРОВАННАЯ БЕЗОПАСНОСТЬ
Первыми на рынок с инновационными продуктами, которые обеспечат вашу безопасность и помогут вам работать более продуктивно. Линейка Ironcat ® разработана специально для удовлетворения уникальных требований в отношении теплозащиты, подвижности, тактильности и защиты для всех видов сварки. Технологии линз от Bouton ® Optical предлагают больше, чем просто защиту от ударов.
FR Одежда
ОГНЕСТОЙКАЯ ОДЕЖДА
Профессиональные сварщики постоянно подвергаются риску из-за сварочного оборудования, которое выделяет тепло, искры, металл и дым. Определение правильного типа защиты для каждой работы является ключом к обеспечению комфорта и защиты сварщиков. Существует много видов СИЗ для сварки и их можно комбинировать разными способами. Выбор надлежащих средств индивидуальной защиты зависит от опасности, места работы, частоты выполнения задачи, требований к рабочему месту и, в конечном счете, того, что вам удобно.
ПОСМОТРЕТЬ ПРОДУКТЫ
ПЕРЧАТКИ ТИГ
ЧРЕЗВЫЧАЙНАЯ ТОЧНОСТЬ И ДОЛГОВЕЧНОСТЬ
Перчатки для сварки TIG без подкладки, изготовленные из более легких материалов, обеспечивают максимальную ловкость. Козья кожа отличается долговечностью и комфортом, а детская кожа обеспечивает непревзойденную маневренность. Для более мягкого ощущения и повышенного комфорта доступны перчатки из оленьей кожи. Доступны конструкции с выступающим большим пальцем для работы с открытой ладонью, а также конструкция с прямым большим пальцем для оптимального захвата резака.
ПОСМОТРЕТЬ ПРОДУКТЫ
РУКОЯТНЫЕ ПЕРЧАТКИ
МАКСИМАЛЬНАЯ ТЕПЛОВАЯ ЗАЩИТА И ДОЛГОВЕЧНОСТЬ
Перчатки для дуговой сварки изготавливаются из более толстых материалов, чтобы выдерживать более высокие температуры. Большая длина обеспечивает лучшую защиту предплечья, а прорези защищают швы пальцев от искр и истирания. Доступны различные материалы (разделенная воловья кожа, лосиная кожа), подкладки (хлопок, изоляция из пеноматериала) и дизайн большого пальца (крыловидный, прямой, усиленный ремешок) в соответствии с предпочтениями работника.
ПОСМОТРЕТЬ ПРОДУКТЫ
ПЕРЧАТКИ МИГ
ПОВЫШЕННАЯ ЛЕГКОСТЬ И КОМФОРТ
Перчатки для сварки MIG обеспечивают максимальную ловкость рук без подкладки, а изоляция из пеноматериала на тыльной стороне руки обеспечивает повышенную теплозащиту. Доступны различные более легкие материалы, включая воловью кожу для долговечности, козью кожу для повышения ловкости, оленью кожу для непревзойденного комфорта и свиную кожу, которая остается гибкой даже при повышенном износе и воздействии влаги. Доступны конструкции большого пальца с крылышками для работы с открытой ладонью, а также конструкции с прямым большим пальцем для лучшего захвата. Усиленный ремешок для большого пальца увеличивает долговечность в зонах повышенного износа.
ПОСМОТРЕТЬ ПРОДУКТЫ
Защита руки
ЗАЩИТА РУКИ
Сварочные рукава изготовлены из прочной огнеупорной ткани, защищающей предплечья сварщика. Рукава, изготовленные из легкой огнестойкой хлопчатобумажной/сатиновой ткани и тяжелой кожи, идеально подходят для работ, требующих большего движения рук.
ПОСМОТРЕТЬ ПРОДУКТЫ
ИК ОЧКИ
BOUTON
® ОПТИЧЕСКИЙ ИНФИЛЬТР ИК-линзы защищают ваши глаза от ультрафиолетовых лучей и ожогов от вспышки, а также обеспечивают высокий уровень защиты от ударов от летящих предметов, возникающих при резке, пайке и пайке горелкой. Эти защитные очки для сварки НЕ имеют того же уровня защиты, что и каска, и их НЕ следует надевать вместо сварочной маски при дуговой сварке.
- ИК 1,7
54% пропускание видимого света
- ИК 3.0
10% пропускание видимого света
- ИК 5.0
2% пропускание видимого света
ПОСМОТРЕТЬ ПРОДУКТЫ
Кожаная одежда
КОЖАНАЯ СВАРОЧНАЯ ОДЕЖДА
Изготовлен из отборной воловьей кожи премиум-класса с боковым разрезом, обеспечивающей превосходную термостойкость и стойкость к истиранию даже для самых прочных сварных швов.
ПРОСМОТР ПРОДУКТОВ
Куртка
7005
X
Самые крутые каналы Youtube по сварке
15-03-2014 #1
Самые крутые каналы Youtube о сварке
Мне интересно, у кого самый крутой канал на Youtube? Я видел много хороших статей от Chucke2009, Welding Tips and Tricks, Miller, Lincoln и так далее, но многие из них не так очевидны, как этот парень.
Lincoln pro core 125
14-дюймовая пила
7-дюймовая шлифовальная машина, 2-4,5-дюймовая шлифовальная машина, электрическая прямошлифовальная машина.
Полудюймовое сверло
И много ручных инструментов
Ответить с цитатой
16.03.2014 #2
Re: Самые крутые Youtube-каналы о сварке
мой любимый — это урок мига от Шона на yougizmos.
и.у.о.э. № 15
Квинс, Нью-Йорк и Санни, Флорида
Ответить с цитатой
16.03.2014 #3
Re: Самые крутые Youtube-каналы о сварке
Эпический.
Я ненавижу быть биполярным, это круто
Мои герои всегда были ковбоями
Ответить с цитатой
16. 03.2014
#4
Re: Самые крутые Youtube-каналы о сварке
Первоначально Послано weldermike
ААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААААА Он вернулся!Чувак, всем нравится смотреть это видео.
Удивлен, что никто не выложил джем «Дэнни».
kidtigger24
P.S. Возвращаясь к исходному вопросу, мне очень нравится Джоди из Welding Tips and Tricks. Я получил очень полезную информацию из его видео.
Они думают, что я сумасшедший, но я знаю лучше. Это не я сумасшедший. Это я БЕЗУМНЫЙ!
Ответить с цитатой
16.03.2014 #5
Re: Самые крутые Youtube-каналы о сварке
Майк, это видео больно смотреть или даже знать, что оно существует!!
Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-с
Термическая дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.
Ответить с цитатой
16.03.2014 #6
Re: Самые крутые Youtube-каналы о сварке
Первоначально Послано MinnesotaDave
Майк, это видео больно смотреть или даже знать, что оно существует!!
Он получил так много флуда, что переименовал его в «как не сварить»Отправлено с моего SCH-I545 через Tapatalk
Tiger Sales: AHP Distributo r www.
AHP200x; АХП 160СТ; MM350P, Spoolmatic 30А; Эверласт ПауэрТиг 185; Плазма Thermal Dynamics 60i.
Продается: Cobra Mig 250 с двухтактной пушкой. Линкольн Вайрматик 250
Ответить с цитатой
16.03.2014 #7
Re: Самые крутые Youtube-каналы о сварке
Первоначально Послано flux core joe
Мне любопытно, у кого самый крутой канал на Youtube? Я видел много хороших статей от Chucke2009, Welding Tips and Tricks, Miller, Lincoln и так далее, но многие из них не так очевидны, как этот парень.
Если он в защитных очках, с ним все в порядке.
Вы работаете в TSA?
Жевательная резинка
Зуб пикс
Лента клейкая
Черный клей
Молоток ГБМФ
Шуруповерт — плохой аккумулятор (см. выше)
Ответить с цитатой
16.03.2014 #8
Re: Самые крутые Youtube-каналы о сварке
Первоначально написал flux core joe
Он использует базовые инструменты, чтобы делать кое-какие классные вещи, но ему не хватает безопасности, но он по-прежнему отлично справляется со своей работой.
Эй, он использует предупреждение в начале. Так что теперь это безопасно, верно? ха!
Ответить с цитатой
17.03.2014 #9
Re: Самые крутые Youtube-каналы о сварке
что за хрень это то, как не сварить видео. ржунимагу. Моя 7-летняя дочь чувствует себя лучше, чем это.
Hh240
—————————
https://www.facebook.com/brandon.pike.9
Ответить с цитатой
17. 03.2014
#10
Re: Самые крутые Youtube-каналы о сварке
Лучшие видео, которые я нашел, принадлежат FieldRes. Парень чертовски веселый, отличный сварщик и преподаватель. Я думаю, что здесь он идет под Тортоном.
Ответить с цитатой
17.03.2014 #11
Re: Самые крутые Youtube-каналы о сварке
DarlingtonFarm, у одного из участников очень крутой канал!
Ответить с цитатой
17. 03.2014
#12
Re: Самые крутые Youtube-каналы о сварке
Выкладывал ли Пол (ZTFAB) какие-нибудь видео?
1973 Lincoln SA 200, Уже заменены шунтирующие катушки, Плата ожидания (ПРОДАНО)
1984 Miller Dialarc 250HF, кулер для воды Miller, горелка с водяным охлаждением на 250 AMP, вы знаете, что это за работа.
Ответить с цитатой
05-10-2014 №13
Re: Самые крутые Youtube-каналы о сварке
Первоначально Послано Canadian Welding
DarlingtonFarm, у члена здесь есть довольно классный канал!
Хотя это фигня.
Всего пара сварщиков, большие молотки, шлифовальные машины и горелки.
Работа освободит вас.
Люди в грязных джинсах построили эту страну, а люди в чистых костюмах ее разрушили.
Трамп/Карсон 2016-2024
Ответить с цитатой
05-10-2014 №14
Re: Самые крутые Youtube-каналы о сварке
+1 для полей!Отправлено с моего iPhone с помощью Tapatalk
Начинающий первоклассный сварщик
Ищу работу/опыт работы в Восточном Массачусетсе
Ответить с цитатой
05-10-2014 №15
Re: Самые крутые Youtube-каналы о сварке
Сюда я иду, когда мне нужно быстро освежить знания в области сварки электродом.
Ответить с цитатой
17.05.2014 №16
Re: Самые крутые Youtube-каналы о сварке
Я смотрю некоторые из тех же, что и выше, но есть джентльмен, который лепит из стали и сварки, и у него есть сотни видео. Я думаю, что он интересен и информативен, и я думаю, что он здесь тоже.
Ответить с цитатой
17.05.2014 # 17
Re: Самые крутые Youtube-каналы о сварке
В произвольном порядке перечислены каналы, которые мне нравятся и почему.ChuckE2009 . — Просто чертовски круто, очень информативно и занял 1-е место по количеству видеороликов о сварке.
Советы и рекомендации по сварке — Джоди, потому что он профессионал и отличный преподаватель.
Кевин Карон — Одаренный художник по металлу, который стоит выше всех остальных. (см. его фотографии на сайте). Отличный учитель.
WeldFever — многообещающий новый ютубер, у которого большой потенциал для своих видеороликов о сварке.
DarrlingtonFarms — просто земной фермер, который сваривает и делает аккуратные видео.
FieldRes — Один пролетел над гнездом кукушки, правда азс сварщик плохой!!!!!!
Musher Deeds — Сварщик из небольшого цеха, который снял несколько чертовски хороших видеороликов.
xAZAZELx13 — ЛУЧШИЕ видеоролики о сварке трубопроводов, которые вы когда-либо видели на YouTube.
Металлургический завод Альварес — Еще один сварщик, пытающийся получить свою звезду на YouTube.
TheProRancher — Этот парень сделал ограниченное количество видеороликов о сварке, но они дешевы. Но он снимает видео о работе на настоящем ранчо! Кроме того, он делает фирменные утюги на заказ и является фанатиком охоты и оружия.
И последнее, но не менее важное…
SV Seeker — Самый невероятный самоучка и целеустремленный изготовитель/сварщик, которого я когда-либо видел в Интернете! Он документирует гигантские сварочные работы на своей лужайке перед домом!!!! Он вместе с женой строит огромный цельнометаллический «боевой корабль» (ладно, прогулочное судно) на лужайке перед домом. Они занимаются этим уже несколько лет, и это, очевидно, их «жизненная миссия». Ной даже позавидовал бы этому Кораблю из искусственной стали и красоты. У него есть часы видеозаписи этой огромной задачи с этим чудовищным металлическим морским судном. к этому он построил и «поплыл» металлическую подводную лодку!!!!Он умеет следовать чертежам и строить все от переборок до изготовления собственных бронзовых винтов!Кроме того, он делает большинство сварных швов с помощью сварщика-чемодана Миллера!
Последний раз редактировалось SuperArc; 17.
Lincoln Power Mig 216
Lincoln AC/DC-225/125
Miller 625 X-Treme Plasma
Miller 211
Forney 95FI-A 301
HF
Виктор Подмастерье O/P
Милуоки
Дейтон
Макита
Бейли
Пожизненный член NRA
Ответить с цитатой
17.05.2014 # 18
Re: Самые крутые Youtube-каналы о сварке
вы, ребята, забыли MR TIG! бахаха
Welding/Fab Pics: www.
Ответить с цитатой
17.05.2014 # 19
Re: Самые крутые Youtube-каналы о сварке
Я терпеть не могу мистера Тига. Я никогда не видел, чтобы он клал что-нибудь приличное. Какая шутка. на том же уровне, что и советы и рекомендации по сварке.Подсказка Подсказка ZT Fab………….
Ответить с цитатой
17. 05.2014
#20
Re: Самые крутые Youtube-каналы о сварке
Я нравлюсь себе!!
Хобарт 125 ЭЗ
Хобарт Хэндлер 140
Эверласт STH 160
Универсальный сварочный аппарат/генератор на 210 А
Плазменный резак Hobart Air Force 500i
Китайский плазморез на 50 ампер!
Канал на Youtube: Henrymac100
Ответить с цитатой
17. 05.2014
# 21
Re: Самые крутые Youtube-каналы о сварке
Я предпочитаю два канала Джоди и Лансе. Джоди очень опытен и хорошо осведомлен, а его видео хорошо сняты и их легко смотреть. Lanse (chucke2009) не отшлифован, но у него действительно самые интересные видео, потому что он часто ориентирован на проекты. Всегда приятно видеть, как кто-то продвигается по всей сборке. Не говоря уже о том, что я думаю, что большинство из нас, вероятно, относятся к нему лучше, чем такие люди, как мистер Тиг.Филдрес тоже отличный сварщик, но мне не очень нравятся его видео.
Хуже всего мистер Тиг.
Ответить с цитатой
17.05.2014 # 22
Re: Самые крутые Youtube-каналы о сварке
Вы, ребята, забыли бразильские сварные швы.
Эти мужчины умеют сваривать!!! Хорошие выстрелы дуги тоже.Филдрес великолепен, хотел бы он сделать несколько хороших выстрелов по дуге 7018…
Джоди, положа руку на сердце, у него самый информативный канал.
Мистер Тиг, не может ничего сварить, кроме блестящего металла на столе, в своих складчатых докерах и блестящем шлеме…
На канале KC есть много советов для начинающих, как и у Лансеса.Тогда есть AKweldshop….
Все еще пытаюсь получить еще несколько видеороликов о сварке….Джон
Всего пара сварщиков, большие молотки, шлифовальные машины и горелки.
Работа освободит вас.
Люди в грязных джинсах построили эту страну, а люди в чистых костюмах ее разрушили.
Трамп/Карсон 2016-2024
Ответить с цитатой
17. 05.2014
# 23
Re: Самые крутые Youtube-каналы о сварке
Ух ты!!!!Спасибо, что включили меня в этот список.
Со стола Кевина Карона
Стараюсь быть лучшим, на что я способен!
www.kevincaron.comAHP Alpha Tig 200x
МиллерМатик 251
Миллер Syncrowave 200
Ответить с цитатой
17. 05.2014
# 24
Re: Самые крутые Youtube-каналы о сварке
Первоначально Послано kevinacaron
Вау!!!!
Спасибо, что включили меня в этот список.
Я почти не….
Всего пара сварщиков, большие молотки, шлифовальные машины и горелки.
Работа освободит вас.
Люди в грязных джинсах построили эту страну, а люди в чистых костюмах ее разрушили.
Трамп/Карсон 2016-2024
Ответить с цитатой
17. 05.2014
# 25
Re: Самые крутые Youtube-каналы о сварке
Я думаю, что твои видео потрясают Кевина. Мне также нравится Lanse (chucke2009), но я думаю, что Blackwaterstout попал в самую точку. Я могу понять вас, ребята, Ланс и я оба мальчики из Огайо, переселенные на юго-запад, так что да, я просто должен смотреть. Ваши материалы интересны, и я чувствую, что то, как вы представляете информацию, просто работает для меня. Я думаю, именно поэтому на YouTube 8 миллионов видео. Что они говорят, разные штрихи для разных людей. От монотонного типа учителя в магазине, который просто дает вам информацию, но примерно так же захватывающе, как наблюдать за ростом Сахуаро.Кевин и все остальные, кто снимает видео, снимаю перед вами шляпу и продолжайте в том же духе. Я начал публиковать несколько видео для потрясающей работы, предназначенной для начинающих, даже получил новый канал на YouTube и электронную почту. У меня была небольшая неудача, связанная с HD-видеокамерой, хрупкой поверхностью стола и 5-фунтовыми короткими санями. Я должен закончить этот бампер F250 на этих выходных, и я получу новую (пылезащитную, водонепроницаемую и УДАРНО-ЗАЩИЩЕННУЮ! ) камеру и снова начну… LOL.
Ответить с цитатой
Профсоюз предлагает 5-летнее обучение для женщин по обучению сварке
Поскольку женщины составляют менее 3% рабочих, местное отделение профсоюза предлагает 5-летнюю программу ученичества со всеми преимуществами, чтобы привлечь больше кандидатов-женщин.
НЭШВИЛЛ, Теннесси (WTVF) — Поскольку женщины составляют менее 3% работников, местное отделение профсоюза предлагает 5-летнюю программу ученичества со всеми преимуществами, чтобы привлечь больше кандидатов-женщин.
Профсоюз Ассоциации производителей труб штата Теннесси (TSPTA) является одним из 5000 трубомонтажников, сварщиков, спринклерщиков и сантехников по всему штату. Отделение в Нэшвилле, Local 572, помогло построить некоторые из крупнейших проектов экономического развития в регионе, такие как стадион Nissan Titans, центр обработки данных Facebook в Галлатине, завод Spring Hill GM и совсем недавно GEODIS Nashville Sounds. Парк на Ярмарке.
Но поскольку чуть более 5% учеников Local 572 составляют женщины, организация заявила, что они настаивают на найме большего количества женщин, заявив, что «женщины профсоюза добились неизмеримых различий на рабочих местах».
Программа ученичества предлагает участникам медицинские льготы, страховку, пенсию, 45 кредитов колледжа, и большинство из них покидают программу, зарабатывая более 100 000 долларов на своей первой работе.
Клэр Копски
Ученик Ассоциации производителей труб штата Теннесси Алексис КларкАлексис Кларк должна закончить программу в 2023 году. Всего четыре года назад она сказала, что понятия не имела об этой профессии.
Она сказала, что как только она начала программу, она поняла, что она подходит.
«Я работал с трубомонтажниками, поэтому наблюдал за ними. Конечно, я хотел сварить, так что это было интересно», — объяснил Кларк. «Это всегда что-то новое, это вызов».
Еще одна женщина, участвовавшая в программе, Элизабет Каннингем, сменила профессию сиделки в доме престарелых (CNA).
«Когда я обращалась, я не умела читать рулетку. Я не знала разницы между крестовой и плоской отверткой. Мол, я просто ничего не знала ни о чем: сантехнике, или сварка, или что-то в этом роде», — вспоминал Каннингем. «Я сказал ему это в своем интервью, но у меня было рвение учиться, и я был готов учиться, и я хорошо следую указаниям. Итак, меня приняли, и они взяли меня на работу. И я ни разу не пожалел об этом с тех пор. .»
Клэр Копски
Ученица Ассоциации производителей труб штата Теннесси Элизабет Каннингем сваривает деталь во время учебы на четвертом курсе.Для Каннингем, которая щеголяла свежим французским маникюром, она сказала, что ей нравится работать каждый день, потому что она знает: «[например] в конце этой работы вы поставили сантехнику и ту работу, на которую идут сотни людей. использовать, знаете ли, просто приятно знать, что вы сделали это. И вы чувствуете чувство выполненного долга».
В сфере, где доминируют мужчины, Каннигэм объяснила, что ее начальники ценят ее внимание к деталям.
«Возможность смотреть на что-то и смотреть на все разные способы, которыми вы можете что-то сделать, вместо того, чтобы просто сосредоточиться на одном, потому что многие люди настроены по-своему», — объяснил Каннингем. «Они делают все так, как их учили, но женщины попадают туда с другим взглядом».
Клэр Копски
Женщины, прошедшие программу стажировки Ассоциации трубщиков штата Теннесси, выразили надежду, что другие женщины не будут запуганы отраслью, в которой доминируют мужчины, и вместо этого присоединятся к ним.«Что касается меня, будучи женщиной в этом, я чувствую, что, хотя я очень женственная женщина, я чувствую, что я не обязан быть в общей коробке. Вы знаете?» объяснил Кларк. «Мне не нужно делать то же, что и любой другой женщине. Я могу быть собой. И я просто чувствую, что это дает вам больше толчка для достижения большего».
Кларк и Каннингем соглашаются, что, хотя они продолжают свою карьеру в TSPTA, они также хотят побудить других женщин присоединиться к ним.
«Женщины и, знаете ли, строительство определенно вызывают клеймо. Поэтому я могу показать им, что вы можете сделать столько же, если не больше, чем они [мужчины], потому что я тоже чувствую себя женщиной, как вы. это давление на вас, чтобы вы выступили хорошо», — сказал Каннингем. «Поэтому я не знаю, это полезно».
Клэр Копски
Ученица Ассоциации производителей труб штата Теннесси Алексис Кларк сваривает деталь во время учебы на четвертом курсе. «Не пугайтесь», — сказал Кларк другим женщинам, заинтересованным в торговле. «Приезжая сюда, как у вас есть уверенность, которую вы знаете, вы можете иметь. Имейте жесткую кожу и убедитесь, что вы не позволяете им или другим людям унижать вас, потому что вы могли это сделать. И это не только мужская работа. Вы могли бы сделать это и говорить за себя, просто прийти сюда и сделать это».
Каннингем повторила ее совет молодым женщинам, особенно тем, кто заканчивает среднюю школу.
«Вы не ставите себя в рамки, вы можете делать все, что хотите. Вам не обязательно быть юристом, учителем или врачом, вы можете быть, знаете ли, строитель, и вы не отбросы земли, если вы строитель», — сказал Каннингем. «Вы знаете, люди действительно смотрят на строителей свысока и думают, что они ниже их, но это не так».
Клэр Копски
Ученик Ассоциации производителей труб штата Теннесси Элизабет Каннингем, Поскольку каждый год обучения обходится участникам всего в 200 долларов, Кларк сказал: «Для меня это беспроигрышный вариант, вы зарабатываете деньги и ходите в школу, так что никто не может — вы не можете побить это».
В заявлении профсоюза говорится: «Подход организации к традиционному «братству» профсоюзов включает в себя и приглашает женщин учиться, обучаться и расти в этой отрасли, чтобы помочь построить будущее Нэшвилла и Среднего Теннесси».
Для получения подробной информации о подаче заявки на участие в программе Local 572 Plumbing, Pipefitting & HVAC Apprenticeship Program посетите ее веб-сайт.
Клэр Копски
Кларк и Каннингхэм говорят, что чуть более 5 процентов членов Ассоциации торговцев трубами штата Теннесси составляют женщины, и женщины, завершившие программу, держатся вместе.Copyright 2022 Scripps Media, Inc. Все права защищены. Этот материал нельзя публиковать, транслировать, переписывать или распространять.
Вытяжной рукав для сварки дымовых и рельсовых каналов 2 м
Пожалуйста, выберите категорию продукта
- Продукты:
Показать обзор Мобильные фильтрующие установки
- назад | Мобильные фильтрующие установки
- Мобильные фильтрующие установки: Показать обзор
СмартМастер
Одноразовый фильтр — 13 м²
ПрофиМастер
Одноразовый фильтр — 17 м²
- назад | ПрофиМастер
- ProfiMaster: Показать обзор
ПрофиМастер
Одноразовый фильтр — 17 м²
ПрофиМастер
Одноразовый фильтр — 17 м²
Смарт-файл
Одноразовый фильтр — 25 м²
Максифил
Одноразовый фильтр — 42 м²
Активный уголь MaxiFil
Одноразовый фильтр — 34 м²
ФильтрМастер XL
Автоматическая очистка фильтра
MaxiFil Clean
Автоматическая очистка фильтра
Очиститель воздуха AirCO2NTROL
Для аэрозолей, вирусов и бактерий
Сменный фильтр
Для мобильных устройств
- назад | Сменный фильтр
- Сменный фильтр: Показать обзор
Запасной фильтр для SmartMaster
Одноразовый фильтр — 13 м²
Запасной фильтр для ProfiMaster
Одноразовый фильтр — 17 м²
Сменный фильтр для SmartFil
Одноразовый фильтр — 25 м²
Сменный фильтр для MaxiFil
Одноразовый фильтр — 42 м²
Комплект Основной фильтр и фильтр с активированным углем для .
..Запасной фильтр для MaxiFil
Фильтр с активированным углем
Сменный фильтр для FilterMaster XL
KemTex® ePTFE — 10 м²
Запасной фильтр для картриджного фильтра
KemTex® ePTFE — 15 м²
Картридж для сбора пыли MaxiFil Clean (набор из 4 шт.)
Стационарные вытяжные системы
- назад | Стационарные вытяжные системы
- Стационарные вытяжные системы: Показать обзор
WallMaster
Одноразовый фильтр — 42 м²
MaxiFil стационарный
Одноразовый фильтр — 42 м²
Таблица фильтров
Одноразовый фильтр — 16 м²
Картриджный дымовой фильтр, стационарный
Автоматическая очистка фильтра
Картриджный дымовой фильтр, стационарный
Автоматическая очистка фильтра
Фильтр-ячейка XL
Автоматическая очистка фильтра
Центральные вытяжные системы
- назад | Центральные вытяжные системы
- Центральные вытяжные системы: Показать обзор
WeldFil Compact
Plug & Play до 8640 м³/ч
WeldFil
До 26400 м³/ч
Аксессуары
- назад | Аксессуары
- Аксессуары: Показать обзор
Искроловушка
Сепаратор искр
Пылеуловитель
Система удаления пыли
ВариоХод
Модульный вытяжной колпак
Высоковакуумная экстракция
- назад | Экстракция в высоком вакууме
- Высоковакуумная экстракция: Показать обзор
Дасти Эво
Компактное устройство
Вакуфил Компакт
Большая поверхность фильтра
ВакуФил 125 — 250
Одно или два рабочих места
Вакуфил 500
Четыре рабочих места
WeldFil HV
Центральная вытяжная система
Общие системы вентиляции
- назад | Общие системы вентиляции
- Общие системы вентиляции: Показать обзор
CleanAirTower SF 9000
Накопительный фильтр — 100 м²
CleanAirTower
Автоматическая очистка фильтра
КемДжет
Общая система вентиляции
Двухтактная система
Вытесняющая вентиляция
Система мониторинга воздуха AirWatch
Светофор красный-желтый-зеленый
Очиститель воздуха AirCO2NTROL
Для аэрозолей, вирусов и бактерий
Выхлопные трубы и вентиляторы
- назад | Выхлопные трубы и вентиляторы
- Выхлопные трубы и вентиляторы: Показать обзор
Выхлопные трубы
Различные длины рычагов
- назад | Выхлопные трубы
- Выхлопные трубы: Показать обзор
Рукава для удаления сварочного дыма 2-4 м
Рукава для удаления сварочного дыма 5-7 м
Рукав для удаления сварочного дыма 7-8 м
Рукава для удаления сварочного дыма 9–10 м
Кронштейны для канала извлечения
Стойка вытяжного рукава — подвесная
Вентиляторы
- назад | Фанаты
- Вентиляторы: Показать обзор
Вентиляторы — до 2200 м³/ч
Вентиляторы — до 3.
000 м³/чВентиляторы
Сварочный дымосос L
Сварочный дымосос XL
Комплект отработанного воздуха
Все-в-одном
- назад | Комплект отработанного воздуха
- Комплект отработанного воздуха : Показать обзор
Комплект выхлопных труб от 2 до 4 м
Комплект выхлопной трубы от 5 до 7 м — 2 шарнира
Комплект выхлопных труб от 7 до 8 м — 3 шарнира
Комплект выхлопных труб от 9 до 10 м — 3 шарнира
Столы для извлечения и резки
- назад | Столы для извлечения и резки
- Столы для извлечения и резки: Показать обзор
Экстракционные столы для ручного применения
- назад | Таблицы извлечения для ручного применения
- Таблицы извлечения для ручного применения: Показать обзор
Шлифовальные столы
Столы для удаления сварочного дыма
Столы для вытяжки сварочного дыма с вентилятором
Извлечение таблицы фильтров
Столы для ручной резки
Стол для ручной резки с приспособлением
Учебные столы для удаления дыма при сварке
Учебный стол с принудительной сваркой .
..
Столы для вытяжки дыма для систем резки
- назад | Столы дымоудаления для систем резки
- Таблицы дымоудаления для систем резки: Показать обзор
КемТаб Адванс
до 300 ампер
КемТаб HiEnd
до 600 ампер
Охрана труда и перегородки
- назад | Охрана труда и перегородки
- Охрана труда и перегородки: Показать обзор
Защитная шторка для сварки
- назад | Сварочная защитная шторка
- Защитная шторка для сварки: Показать обзор
Защитная шторка для сварки, темно-зеленая
Защитная шторка для сварки, зеленая
Защитная шторка для сварки, красная
Защитная шторка, прозрачная
Поворотная самоубирающаяся кабельная катушка для штор
Завесы из сварочных полос
- назад | Сварочные ленточные шторы
- Ленточные завесы для сварки: Показать обзор
Завеса из сварочной ленты, темно-зеленая
Завеса из сварочной ленты, красная
Завеса из сварочной ленты, прозрачная
Ленты для защиты от сварки
- назад | Сварочные защитные полоски
- Защитные ленты для сварки: Показать обзор
Защитная лента для сварки, темно-зеленая
Защитная лента для сварки, зеленая
Защитная лента для сварки, красная
Защитная лента для сварки, бронза
Защитная лента, прозрачная
Сварочные протекторы
- назад | Сварочные протекторы
- Сварочные протекторы : Показать обзор
1-панельный мобильный защитный экран со шторкой
1-панельный мобильный защитный экран со шторкой
1-панельный мобильный защитный экран с полосой .
..1-панельный мобильный защитный экран с полосой …
3-панельный мобильный защитный экран со шторкой
3-панельный мобильный защитный экран с полосой …
3-панельный мобильный защитный экран с полосой …
Комплект колес
Одеяла защитные сварочные
- назад | Сварочные защитные чехлы
- Сварочные защитные чехлы: Показать обзор
Сварочное покрывало 750°C
Сварочное покрывало 950 °C
Сварочное покрывало 1350°C
Системы звукоизоляционных перегородок
Мобильная звукоизоляционная стена
Поворотный кронштейн, настенный или с колонной
- назад | Поворотный кронштейн, настенный или с колонной
- Поворотный кронштейн, настенный или с колонной: Показать обзор
Поворотный рычаг
Поворотный рычаг
Поворотный рычаг с колонной
Поворотный рычаг с колонной
Поворотный рычаг
Шланги
- назад | Шланги
- Шланги: Показать обзор
Всасывающий и напорный шланг до 80°C
Всасывающий и напорный шланг до 100°C
Высокотемпературный шланг 250 °C
Шланги выхлопных газов автомобилей до 170 °C
Шланги выхлопных газов автомобилей до 300 °C
Высокотемпературный шланг + 650°C
Всасывающий шланг высокого вакуума до 85°C
Пожалуйста, выберите страницу
- Поддержка:
Показать обзор Обслуживание и установка
Продление гарантии
до 24 месяцев
Оригинальные запасные части Сервис
КЕМПЕРвижн
Пожалуйста, выберите страницу
- Стоит знать:
Показать обзор Сварочные дымы вообще
- назад | Сварочные дымы в целом
- Сварочные дымы в целом: Показать обзор
1.
Сварочные дымы – что это такое?2. Состав сварочного дыма
3. Размеры частиц сварочного дыма
4. Физические эффекты
W3 — новые функции ISO 21904
Нормы сварочного дыма
- назад | Нормы сварочного дыма
- Нормы сварочного дыма: Показать обзор
1.
Обзор2. Оценка опасности
3. Меры по удалению дыма
4. Проверка эффективности
Вытяжной блок — обзор приложений
- назад | Вытяжной блок — Обзор областей применения
- Вытяжной блок — Обзор применений: Показать обзор
Мобильные вытяжные системы — Область применения
Мобильные вытяжные системы – критерии выбора
Стационарные вытяжные установки – область применения
Стационарные вытяжные системы – критерии выбора
Zentrale Absauganlage — Filteranlage Überblick
- назад | Zentrale Absauganlage — Filteranlage Überblick
- Zentrale Absauganlage — Filteranlage Überblick: Показать обзор
Центральные вытяжные системы — обзор
Центральные вытяжные системы в деталях
Аксессуары для центральных вытяжек
Проверка IFA W3 для центрального фильтра
Поверхностная фильтрация Картриджи для фильтров
Общая система вентиляции
Обзор выхлопного рукава
Стол для извлечения — стол для резки
- назад | Стол для извлечения — стол для резки
- Стол для извлечения — стол для резки: Показать обзор
Стол для извлечения — обзор стола для резки
Характеристики и критерии выбора
Материал основы KEMPER EasyFrame
Пожалуйста, выберите страницу
- Текущие темы:
Показать обзор Новости
Выставки
Luftreiniger AirCO2NTROL
Пожалуйста, выберите страницу
- Компания:
Показать обзор О нас
Менеджмент
Менеджмент качества
Сертификат Crefo
Подключен к окружающей среде
Преимущества для дистрибьютора
Ссылки
- назад | использованная литература
- Ссылки: Показать обзор
Мобильные системы удаления сварочного дыма
Стационарные и центральные сварочные фильтрующие установки
Общая система вентиляции
Вытяжные рукава и вентиляторы
Столы для извлечения и измельчения
Вытяжные шкафы и кабины
Системы перегородок и звукоизоляционных стен
История
Пожалуйста, выберите страницу
- Блог:
Показать обзор
Пожалуйста, выберите страницу
- Услуги:
Показать обзор Заказ по каталогу
загрузок
Регистрация продукта
Видео
- назад | Видео
- Видео: Показать обзор
Мобильные фильтрующие установки
Вытяжные системы — центральные и стационарные
Высоковакуумная экстракция
Общие системы вентиляции
Столы для извлечения и резки
Ссылки
Еще видео
Дом Товары Выхлопные трубы и вентиляторы Выхлопные трубы Сварочные рукава дымоудаления для всасывающего канала
Вытяжные рукава на вытяжном канале сочетают большой радиус действия с очень простым и плавным позиционированием. К одному воздуховоду можно подключить несколько вытяжных рукавов. Вытяжные патрубки предназначены для непрерывного использования и подходят для работы с высоким содержанием дыма и пыли, такой как сварочный дым, газы, пары, легкая пыль или выхлопные газы автомобилей.
Варианты продукта:
Цена: 636,00 € * Без НДС
Ст. Нет.
79 002 100
Расследование
- Приложения
- Преимущества
- Характеристики
- Варианты
- Объем поставки
- загрузки
- Приложения
- Преимущества
- Характеристики
- Варианты
- Объем поставки
- загрузки
- Для подключения к вентиляторам или центральной вытяжной системе
- Высокий уровень дыма и частиц
- Непрерывная работа
- Сварочные дымы, газы, пары, легкая пыль
- Крупные заготовки
- Быстрая работа благодаря большому радиусу действия и особенно гибкой регулировке вытяжного рукава на 360 градусов ниже каретки.
- Требуется на 40 % меньше регулировки вытяжного рукава благодаря конструкции вытяжного колпака
- Удобство использования благодаря особенно плавному движению бленды одной рукой
- Рука сохраняет положение благодаря самонесущей конструкции
- Шланг из полиэфирной ткани с покрытием из ПВХ со сварной спиралью из стальной проволоки
- Вращающийся на 360 градусов вытяжной колпак с заслонкой
- Вытяжные рукава до 4 м
- Различная длина рук
- Выхлопной рукав с капюшоном
- Шарнир
- Техническая спецификация (241,63 КБ)
Технические характеристики
- Телефон
- такой
Поиск Kemper. eu>
Используйте поле поиска ниже для поиска продуктов, услуг и информации на Kemper.eu.
Закрыть
ASTM D7177 Испытания воздушных каналов
Многолетние исследования и разработки EPI привели к созданию НОВОГО метода испытаний геомембран из ПВХ. В июне 2005 года ASTM приняла новую спецификацию испытаний воздушных каналов. ASTM D 7177-05 Стандартные технические условия для оценки воздушных каналов для геомембран из поливинилхлорида (ПВХ) с двойным швом.
EPI впервые приступила к сварке ПВХ горячим клином в 1990 году, а Dual Track Thermal Welding монтажных швов ПВХ — в 1992 году. После многих лет экспериментов, полевых испытаний, модификации и усовершенствования оборудования, а также многочисленных консультаций с производителями оборудования аппараты для сварки горячим воздухом для сварки ПВХ. Нам очень помогли Бруно Цурмуле из Leister и Дж. Б. Будни из Heely-Brown Company . Разработка методик сварки горячим воздухом более тонких и гибких материалов из ПВХ была сложной задачей. Но проблемы были преодолены, и техники начали развивать навыки профессионально сваривать геомембрану из ПВХ любой толщины практически в любых погодных условиях.
Результатом этих сессий по решению проблем и большого количества данных испытаний стало абсолютное убеждение в том, что испытание с воздушным каналом можно использовать для проверки физической прочности сварного шва из ПВХ. В 2001 году TRI Environmental согласилась провести некоторые испытания и исследования термически сваренных швов из ПВХ. Рик Томас также был заинтригован тем, что швы ПВХ можно проверить на прочность на отрыв с помощью теста с воздушным каналом. В 2002 г. в TRI были начаты исследования по испытанию на разрыв швов ПВХ, сваренных горячим воздухом и горячим клином, из ПВХ толщиной 30 и 40 мил. Результатом этого испытания и других исследований стал график зависимости давления от температуры листа для испытаний геомембран из ПВХ с воздушным каналом, который подтверждает прочность на отрыв не менее 15 фунтов/дюйм для всей длины испытательного участка. Эта корреляция температуры и давления необходима для корректировки испытания до тех же условий, которые требуются в лаборатории при испытании на отслаивание гибких швов из ПВХ (72 градуса по Фаренгейту).
В 2002 году Марк Уолшон, менеджер по контролю качества EPI, представил ASTM идею стандартного испытания воздушного канала для ПВХ. Комитет ASTM D35 создал рабочую группу ASTM для разработки нового стандарта. После более чем двух лет обширных обсуждений в 2005 году ASTM приняла Стандартную спецификацию ASTM D7177 для оценки воздушных каналов геомембран из поливинилхлорида (ПВХ) с двойным швом. ASTM D7177 в настоящее время является признанным стандартом для испытаний воздушных каналов в монтажных швах из ПВХ. Этот метод испытаний не применяется для сварных швов из ПЭВП из-за жесткости этого материала.
Проще говоря, плохо выполненные термические сварные швы отслаиваются при испытании в воздушном канале в соответствии со стандартом ASTM D7177. Этот тест нагружает всю длину шва, поэтому любые слабые места, какими бы маленькими они ни были, будут немедленно обнаружены. Любой неудавшийся шов следует заменить. Компания EPI также испытала сварные швы с удалением разрушающих образцов, не прошедших испытания воздушного канала в другой области того же шва. Любой несоответствующий шов должен быть заварен заново, чтобы гарантировать, что покупатель получит наилучший продукт.
Температура листа ºC | Давление воздуха КПа | Температура листа ºF | Давление воздуха PSI | Время удержания |
4,5 | 345 | 40 | 50 | 30 секунд |
7 | 324 | 45 | г. 47 | 30 секунд |
10 | 310 | 50 | 45 | 30 секунд |
13 | 290 | 55 | 42 | 30 секунд |
15,5 | 276 | 60 | 40 | 30 секунд |
18 | 262 | 65 | 38 | 30 секунд |
21 | 241 | 70 | г. 35 | 30 секунд |
24 | 228 | 75 | 33 | 30 секунд |
26,5 | г. 214 | 80 | 31 | 30 секунд |
29,5 | 193 | 85 | 28 | 30 секунд |
32 | 179 | 90 | 26 | 30 секунд |
35 | 165 | 95 | 24 | 30 секунд |
37,5 | 152 | 100 | 22 | 30 секунд |
40,5 | 138 | 105 | 20 | 30 секунд |
43,5 | 131 | 110 | 19 | 30 секунд |
46 | 117 | 115 | 17 | 30 секунд |
48,5 | 103 | 120 | 15 | 30 секунд |
51,5 | 90 | 125 | 13 | 30 секунд |
54,5 | 83 | >130 | 12 | 30 секунд |
В приведенной выше таблице указано давление воздуха, необходимое для проверки прочности на отрыв 15 фунтов/дюйм для двухполосных сварных швов из ПВХ при различных температурах листа в соответствии с ASTM D7177.
Используя аппарат для сварки горячим воздухом с двухканальным соплом, монтажная бригада EPI может сваривать швы, оставляя воздушный канал между швами. Компания EPI имеет опыт проведения испытаний воздушных каналов двухпутных термически сваренных швов из ПВХ в полевых условиях. Испытание выполняется путем герметизации обоих концов шва и подачи воздуха под давлением в канал между двумя параллельными сварными швами. Шов герметизируется до минимально необходимого давления для проверки минимальной прочности на отрыв 15 фунтов/дюйм в зависимости от температуры листа геомембраны из ПВХ.
Давление контролируется для обеспечения целостности сварного шва по всему шву. На практике проходящий шов сразу же удерживает давление, в то время как плохой шов будет продолжать терять давление по мере того, как сварной шов постепенно отслаивается. Минимальное давление определяется в соответствии с графиком и диаграммой, приведенными ниже.
Проверка воздушного канала двухпутного сварного шва представляет собой усовершенствованный метод неразрушающего контроля монтажных швов. Тестирование воздушного канала найдет дефекты и слабые места, которые в противном случае были бы пропущены воздушной копьем. Испытание одиночных сварных швов воздушной фурмой, будь то термическое или химическое, не гарантирует качество сварного шва.
Давление, используемое в каждом испытании, зависит от температуры геомембраны из ПВХ. Тестирование воздушного канала выполняется в соответствии со стандартами контроля качества EPI на основе ASTM D7177.
Т-образные швы:
ВСЕ монтажные швы должны быть проверены, а Т-образные швы могут быть трудно проверены воздушным каналом, если они не сварены должным образом. Т-образные швы определяются как точка в шве, где три слоя материала перекрывают друг друга. Это происходит в точке, где сварной шов с двумя дорожками пересекает заводской шов, обычно под углом 9.угол 0 градусов. (иногда их называют стыковыми швами или торцевыми швами) К нам поступили сотни вопросов от инженеров и заказчиков относительно испытаний Т-образных швов с воздушным каналом, шва, созданного на конце геомембранной панели из ПВХ. Воздушный канал EPI проверяет ВСЕ монтажные швы, включая швы по краям заводских панелей.
Образец Т-образного шва EPI из ПВХ толщиной 30 мил
В каждой букве «Т» есть возможность иметь очень маленькое отверстие на стыке трех слоев материала. Это еще одна ключевая причина, по которой проверка воздушного канала каждого шва имеет решающее значение для целостности системы вкладыша, обнаружения и устранения этих отверстий. Специалисты по сварке уделяют особое внимание при настройке сварочного аппарата, чтобы убедиться, что этот тип нахлеста полностью герметичен, поэтому испытание воздушного канала также можно использовать для проверки прочности и непрерывности этих швов.
EPI не имеют свободных кромок, поэтому процесс сварки Т-образных швов относительно прост. Замедление скорости движения сварочного аппарата позволит расплавленному ПВХ-материалу стечь вместе на стыке трех слоев материала, обеспечивая необходимое уплотнение и прочность сварного шва. Для производителей, которые оставляют свободный край на заводских швах, каждый свободный край необходимо будет обрезать, аналогично процессу, используемому для монтажных сварных швов, которые пересекаются с другими швами.
SCIRP Открытый доступ
Издательство научных исследований
Журналы от A до Z
Журналы по темам
- Биомедицинские и биологические науки.
- Бизнес и экономика
- Химия и материаловедение.
- Информатика. и общ.
- Науки о Земле и окружающей среде.
- Машиностроение
- Медицина и здравоохранение
- Физика и математика
- Социальные науки. и гуманитарные науки
Журналы по теме
- Биомедицина и науки о жизни
- Бизнес и экономика
- Химия и материаловедение
- Информатика и связь
- Науки о Земле и окружающей среде
- Машиностроение
- Медицина и здравоохранение
- Физика и математика
- Социальные и гуманитарные науки
Публикация у нас
- Подача статьи
- Информация для авторов
- Ресурсы для экспертной оценки
- Открытые специальные выпуски
- Заявление об открытом доступе
- Часто задаваемые вопросы
Публикуйте у нас
- Представление статьи
- Информация для авторов
- Ресурсы для экспертной оценки
- Открытые специальные выпуски
- Заявление об открытом доступе
- Часто задаваемые вопросы
Подпишитесь на SCIRP
Свяжитесь с нами
| клиент@scirp. org | |
| +86 18163351462 (WhatsApp) | |
| 1655362766 | |
| Публикация бумаги WeChat |
| Недавно опубликованные статьи |
| Недавно опубликованные статьи |
Цитологический и генетический анализ эхинококкоза печени у женщины из Боливии ()
Наоки Футамра, Кенджи Нива, Масато Охта, Сакаэ Мори, Аюми Хара, Юдзо Нива, Йошифуми Катагири, Такудзи Танака, Кентаро Накамото
Отчеты о клинических случаях в клинической медицине Том 11 № 9, 22 сентября 2022 г.
DOI: 10.4236/crcm.2022.119056 12 загрузок 71 просмотр
Смешанное заболевание соединительной ткани (СЗСТ), вызванное COVID-19 — отчет о клиническом случае ()
Синтия Надь-Кардос, Доминик Зелд, Ласло Тихани, Габор Вересс
Отчеты о клинических случаях в клинической медицине Том 11 № 9, 22 сентября 2022 г.
DOI: 10.4236/crcm.2022.119055 15 загрузок 79 просмотров
Анализ ликорина и галантамина в сыворотке крови человека методом ЖХ-МС/МС с использованием колонки с пентафторфенилом()
Чидзуко Сасаки, Тацуо Шинозука, Кунико Йошимура, Такааки Марухаси, Ясуси Асари, Фумико Сато
Американский журнал аналитической химии Том 13 № 9, 22 сентября 2022 г.
DOI: 10.4236/ajac.2022.139021 6 загрузок 47 просмотров
Исследование биоэквивалентности двух лекарственных форм телмисартана в таблетках по 40 мг у здоровых взрослых бангладешцев натощак()
Алимур Реза, Сабрина Актер Туши, Нитон Чандра Сахана, Уттом Кумар Бховмик, Абдулла Аль Шафи Маджумдер, Арифа Акрам
Достижения в области биологических наук и биотехнологий Том 13 № 9, 22 сентября 2022 г.
DOI: 10.4236/абб.2022.139027 7 загрузок 56 просмотров
Влияние водного экстракта коры стебля Schumanniophyton magnificum на репродуктивную функцию половозрелых самок крыс линии Вистар()
Эмма Ф.
Бенд, Брайс Л. Колоко, Сильвин Б. Атеба, Модест Ванкеу-Нья, Мари И. Нгаха Нджила, Захари Нде, Пол В. Мбумва, Мари К. Чамадеу, Сэмюэл Х. Манденге, Пол Мундипа, Теофил Димо , Дьедонне Массома ЛембеФармакология и фармация Том 13 № 9, 22 сентября 2022 г.
DOI: 10.4236/стр.2022.139026 11 загрузок 56 просмотров
Распределение мощности во время выполнения на основе использования нескольких графических процессоров в GAMESS()
Маша Сосонкина, Вайбхав Сундриял, Хорхе Луис Гальвес Вальехо
Journal of Computer and Communications Том 10 №9, 22 сентября 2022 г.
DOI: 10.4236/jcc.2022.109005 6 загрузок 43 просмотров
Подпишитесь на SCIRP
Свяжитесь с нами
| клиент@scirp. |