Плазменная сварка Горыныч — характеристики, достоинства, недостатки, отзывы
Плазменный аппарат «Горыныч» представляет собой универсальный прибор, способный резать и сваривать различные твердые материалы. Свое название устройство плазменной сварки получило по имени сказочного героя Змея-Горыныча, так как пламя от него напоминает огонь, изрыгаемый драконом.
Содержание
Плазменный аппарат Горыныч
Многофункциональная универсальная плазменная сварка «Горыныч» является генератором электродуговой низкотемпературной плазмы, получаемой посредством разогрева паров рабочей жидкости к состоянию ионизации и предназначается для термического воздействия на негорючие материалы.
Конструктивно аппарат выполнен в виде отдельных двух блоков – генератора плазмы и блока управления с питанием. Это незаменимый и очень удобный помощник в домашнем хозяйстве, ремонте, строительстве, искусстве и в других сферах всевозможной деятельности. В плазменной сварке «Горыныч» в качестве рабочей среды для образования плазмы используется вода. Водоплазменные аппараты более компактные и более экономичные.
Водоплазменные аппараты более компактные и более экономичные.
Принцип действия
По своим конструктивным особенностям данное устройство является классическим генератором плазмы низкой температуры. Плазму получают с помощью электрической дуги, которая возникает между катодом и анодом. Жидкость нагревается до экстремально высокой температуры и под высоким давлением превращается в узконаправленную плазменную струю.
В качестве рабочей жидкости, которая подвергается нагреву, может служить и вода, и спирт. Стоит отметить, что можно использовать лишь дистиллированную воду или раствор дистиллированной воды со спиртом (содержание спирта в 45%).
Это обстоятельство делает прибор «Горыныч» универсальным, способным работать с самыми разными материалами и выполнять различные виды работ.
Несмотря на достаточно сложный принцип работы, устройство для сварки и резки состоит из трех основных компонентов: непосредственно плазменного генератора, блока питания и системы управления.
Основные преимущества плазменного аппарата «Горыныч»
Данное устройство имеет несколько крайне важных достоинств, которые и сделали его повсеместно распространенным и практически незаменимым в целом ряде областей человеческой деятельности.
Простота
Универсальность
Компактность и небольшой вес
Распространенное «питание»
Разновидности плазменного аппарата
Производитель делает все возможное для того, чтобы удовлетворить всех клиентов без исключения. В настоящее время выпускаются три модели, которые отличаются друг от друга по мощности.
- На 8 ампер. Самый маломощный прибор, способный резать и варить металлы толщиной до 6 миллиметров. Стоимость его также невелика.
- На 10 ампер. Устройство среднее по мощности. Справится с металлом толщиной в 8-9 миллиметров.
- На 12 ампер. Наиболее мощный из «Горынычей». Справится с легированной сталью толщиной в 11 миллиметров. Целесообразно использовать для каждодневных профессиональных работ.


Отличия плазменного генератора «Горыныч» от ближайших аналогов
- Одним из основных отличий данного устройства от аналогичных является его высочайшая экологичность. Выделение вредных или токсичных веществ во время работы равняется нулю. Более того, во время интенсивного испарения воды воздух насыщается кислородом.
- Следует отметить также большую рабочую емкость пистолета. Всего в него помещается порядка 100 граммов воды или спиртового раствора, и этого с избытком хватит на 20-25 минут непрерывной работы.
- Также стоит отметить невероятную неприхотливость к уровню напряжения, которое можно подавать на прибор. Его диапазон может колебаться от 130 и до 240 Вольт и на всем диапазоне генератор способен выдавать устойчивый поток плазмы.
Какие работы можно проводить с помощью плазменного генератора «Горыныч»
Сферы применения данного устройства очень велики и продолжают увеличиваются, так как люди находят все новое использование этому прибору. В данный момент времени применять его можно следующим образом:
В данный момент времени применять его можно следующим образом:
- Сварка конструкционных, нержавеющих, легированных сталей, цветных металлов, а также их сплавов.
- Пайка и сварка изделий из цветных металлов.
- Резка стальных, чугунных изделий, цветных металлов, а также их сплавов.
- Пайка твердыми и мягкими припоями с высокой и низкой температурой плавления.
- Плавка металла в небольших количествах в тиглях.
- Поверхностная термическая обработка.
- Вспомогательная обработка металлов в литейном производственном процессе.
- Обработка тугоплавких материалов неорганического и органического происхождения (базальт, кварц, гранит, кварцевое стекло, бетон, мрамор, асбоцемент и другой материал).
- Воронение небольших изделий.
- Порошковое напыление изделий.
- Термическое оксидирование деталей.
- Закалка металлических деталей.
- Обработка термоусадочных материалов.
- Нанесение глазури.
- Изготовление и обработка продукции из стекла.
- Разделка стеклоткани.
- Получение химических соединений.
- Удаление окислов с металлических поверхностей.
- Очистка поверхностей термостойких изделий и различных отверстий в них от загрязнений органического и иного характера.
- Очистка поверхностей и микроотверстий от органических загрязнений в платиновых фильерах.
- Оплавление бетонных поверхностей для уменьшения гигроскопичности.
- Для ювелирных потребностей.
- При незначительных возгораниях в рабочей производственной зоне может использоваться в режиме погашенной дуги для мгновенного пожаротушения.

Как показывает многолетнее использование, плазменный генератор в хозяйстве может заменить такие приспособления, как болгарка, ручная пила, паяльная лампа, сварочный аппарат, газовая горелка и даже высокотемпературный лазерный резак.
В случае необходимости «Горыныч» можно использовать даже как достаточно яркий фонарь для освещения помещений.
Применение в художественной резке и сварке металла
Подавляющее большинство людей считают, что подобный прибор может только сварить или резать металл, но в реальности все обстоит по-другому. Если приложить к «Горынычу» немного фантазии, то с его помощью можно создавать настоящие произведения искусства.
Если приложить к «Горынычу» немного фантазии, то с его помощью можно создавать настоящие произведения искусства.
К примеру, имея заранее приготовленные формы, можно отливать фигурки из металла, стекла или пластика. Для этого достаточно разогреть исходное вещество в тигле и залить его в форме. Обычно нагрев занимает не более 5 минут, а в случае со стеклом и пластиком все происходит еще быстрее.
Также, можно сваривать между собой металл и тем самым создавать любые абстрактные фигуры и конструкции ограничиваясь лишь своей фантазией.
Используя плазменный агрегат можно менять свойства твердотельных материалов. В качестве примера можно привести классическую гранитную плитку. Если её нагреть, то она станет на тон светлее, а ее способность впитывать воду увеличиваться на порядок. Таким образом, даже самую скользкую плитку можно превратить в шершавую и тем самым исключить возможность проскальзывания.
Технические характеристики
| Рабочее напряжение | 130 – 240 Вт |
| Частота сети | 50-60 Гц |
| КПД | 85% |
| Минимальное время работы от одной заправки | не менее 20 минут |
| Масса горелки с полной заправкой | 1 кг |
| Полная масса прибора (с блоком питания) | 4,5 кг |
| Габаритные размеры | 19*19*6 см |
 За это время плазменная дуга примет стабильную форму и прогреется до нужной температуры.
За это время плазменная дуга примет стабильную форму и прогреется до нужной температуры.Комплектация
При покупке данного прибора в его комплект входят сумка-переноска, блок питания, горелка в форме пистолета, сосуд для заправки (емкости 200 миллилитров), необходимый гаечный ключ, ЗИП в который входят запасные сопла и приспособления для их очистки. Помимо этого, в комплект поставки входит подробная инструкция по эксплуатации на бумажном носителе.
Производитель
Созданием и усовершенствованием данного устройства занимается компания ООО «АСпромт» — один из лидеров отечественного научно-технического рынка. Свою деятельность компания осуществляет с 2001 года и за это время добилась значительных успехов в производстве мобильных плазменных комплексов.
На сегодняшний день компания ООО «АСпромт» продает «Горыныч» в 11 стран мира и число заказов увеличивается год от года. Официально приобрести это устройство можно у девяти дилеров в России и в странах СНГ. Кроме продажи дилеры осуществляют сервисное и гарантийное обслуживание в случае необходимости, а также занимаются распространением сопутствующих товаров.
Расходные материалы
Для нормального функционирования аппарата необходимо вовремя менять запасные части и покупать качественные расходные материалы. Все это можно приобрести у официальных дилеров, так как они распространяют исключительно качественны расходники, одобренные производителем.
Наиболее важным расходным материалов для плазменного генератора является катод, который необходим для формирования правильной электрической дуги. Катоды необходимо менять по мере из выгорания, благо стоят они не дорого и не пробьют дыры в бюджете даже при интенсивной работе плазменного комплекса.
Еще одним из важных расходных материалов является сопло для резки металлов и сталей. Именно от толщины сопла зависит толщина плазменного потока. В продаже имеются сопла с радиусом 1,1 миллиметр и 2,1 миллиметра.
Можно приобрести и специальные ремонтные комплекты, с помощью которых можно восстановить работоспособность «Горыныча» в самые кратчайшие сроки.
У официальных дилеров можно приобрести вентиляторы для охлаждения блока питания, различные кнопки и ручки для регулировки и переключения режимов работы устройства. В продаже имеются и корпуса горелки, опорные шайбы и пружины и резиновые кольца-прокладки.
В продаже имеются и корпуса горелки, опорные шайбы и пружины и резиновые кольца-прокладки.
Благодаря простоте конструкции, приобретя ремонтный комплект можно справится с починкой плазменного комплекса самостоятельно.
Где купить
Мультиплаз. Новый инструмент для вас.
Этот многофункциональный плазменный аппарат
награжден Гран-При
всемирного салона изобретений в Женеве
Внимание! Акция!
Бесплатная доставка до 30 сентября 2022 г!
До 30 сентября 2022 г. для тех регионов России, в которых нет дилера или у дилера нет в наличии необходимого Вам аппарата, Вы можете оформить покупку в центральном офисе по телефону 8 (800) 200-20-59 (звонок бесплатный из любого региона России) и мы доставим Вам аппарат бесплатно!
Это единственный инструмент в мире, который имеет такой широкий диапазон применения.
Мультиплаз 3500 осуществляет сварку, пайкосварку, пайку, закалку, очистку разных металлов: стали, алюминия, меди, чугуна, бронзы и других сплавов.
Мультиплаз 3500 режет все металлы, в том числе нержавейку, которую нельзя разрезать кислородной резкой. Резка керамической плитки, кварцевого стекла, кирпича, бетона и прочих негорючих материалов – еще одна уникальная особенность этого аппарата.
Мультиплаз 3500 заменяет множество других самых разнообразных инструментов: сварочный аппарат, газовую горелку, плазменный резак, листовые и вырубные ножницы, термофен, электролобзик, паяльную лампу, и многие другие.
Конструкция Мультиплаз 3500 позволяет непрерывно работать этим инструментом 24 часа в сутки круглый год (коэффициент рабочего цикла 100 %).
Операционная эффективность — еще одно преимущество этого инструмента. При небольшой потребляемой мощности Мультиплаз 3500 может концентрировать плазменный поток в струю небольшого диаметра, подобно лучу лазера. Это позволяет расплавлять металл больших толщин на глубину до 10 мм, приваривать к нему тонкие пластины от 0.5 мм, осуществлять наплавку металла на крупногабаритные детали и производить высокотемпературную пайку инструментальных сталей.
Отсутствие потребности в дорогом дополнительном громоздком оборудовании — компрессорах, трансформаторах и редукторах — значительно удешевляет рабочий процесс.
Конструкцию Мультиплаз 3500 отличают особая простота и большая надежность. При этом его многочисленные функции быстро осваивают даже начинающие пользователи.
Мультиплаз 3500 — компактный комплекс, который помещается в небольшую сумку. С таким инструментом удобно перемещаться на личном автомобиле или в общественном транспорте.
Благодаря уникальным свойствам факела Мультиплаз 3500 может очищать металл от коррозии или нагревать только ту деталь, которую необходимо, например, гайку на болте.
Это инструмент, который без пыли вырезает в керамической плитке отверстия любой формы.
Благодаря световому лучу, идущему от сопла, с этим инструментом можно работать в полной темноте.
В своем классе мощности он один из лучших в мире по весовым и габаритным характеристикам. См. раздел характеристики
Отсутствие при термообработке дорогих расходных материалов — специальных электродов и газовых баллонов с пропаном, ацетиленом или кислородом — позволяет сэкономить значительные средства.
Гордостью компании является особая, прежде недостижимая в сфере термообработки чистота рабочего процесса. Стали значительно безопаснее для здоровья процессы, протекающие при термообработке, так как исчезли и процесс горения и продукты сгорания.
За счет паровой рубашки, которая окружает плазменный поток, место разреза или сварочная ванночка защищены от попадания воздуха, что не дает образоваться различным вредным выбросам, например, окислам азота. Эта паровая рубашка, покрывая место термообработки, препятствует поднятию опасной пыли с поверхности обрабатываемого материала.
Мультиплаз 3500 — использует метод термической обработки, который запатентован, как революционный способ резки, сварки и пайки. В 1998 году на всемирном салоне изобретений в Женеве этот необычный инструмент получил Гран-При. См. раздел патенты
Мультиплаз единственная компания в мире, владеющая патентом на технологию сварки металлов водно-спиртовой смесью и первая, кто столь широко применяет в термообработке обыкновенную воду, превращая ее в низкотемпературную плазму (8000 °С).
Для удобства работы Мультиплаз 3500 комплектуется двумя горелками.
Гарантийный срок — 24 месяца.
| Рабочая жидкость для резки и сварки * | Вода | |
| Рабочая жидкость для сварки и пайки | Вода со спиртом | |
| Напряжение питающей сети (однофазное) | В | 100 — 253 |
| Частота питающей сети | Гц | 50 — 60 |
| Потребляемая мощность, макс, для сети 220В | кВт | 3.5 |
| для сети 100В | кВт | 2.0 | Масса блока питания | кг | 8 |
| Масса горелки (без жидкости) | кг | 0.9 |
| Расход рабочей жидкости, макс | л/час | 0.25 |
| Напряжение холостого хода, не более | В | 68 |
| Давление пара в горелке | атм | 0. 4 — 1.2 4 — 1.2 |
| Коэффициент рабочего цикла (ПВ) | % | 100 |
| Габариты блока питания, Дл. х Выс. х Шир | мм | 380 х 190 х 140 |
| Габариты горелки, Дл. х Выс. х Шир. | мм | 205 х 194 х 60 |
| Длина сетевого кабеля | м | 2 |
| Длина кабеля горелки | м | 2 |
Сварочный аппарат на воде
Главная » Статьи » Сварочный аппарат на воде
Сварочный аппарат SafeFlame работает на воде
Сжатые газы, используемые при сварке, как правило, весьма взрывоопасны. Сварочный аппарат, разработанный в рамках европейского проекта SafeFlame не нуждается в подобном топливе. Для его работы нужна лишь электроэнергия и вода.
Вода разлагается на кислород и водород в процессе электролиза, затем эти газы смешиваются и поджигаются на выходе из сопла горелки. Изменяя пропорции подаваемых к соплу газов, можно получать окислительное, восстановительное или нейтральное пламя, а температура сварки регулируется за счет изменения мощности, подаваемой на электролизер.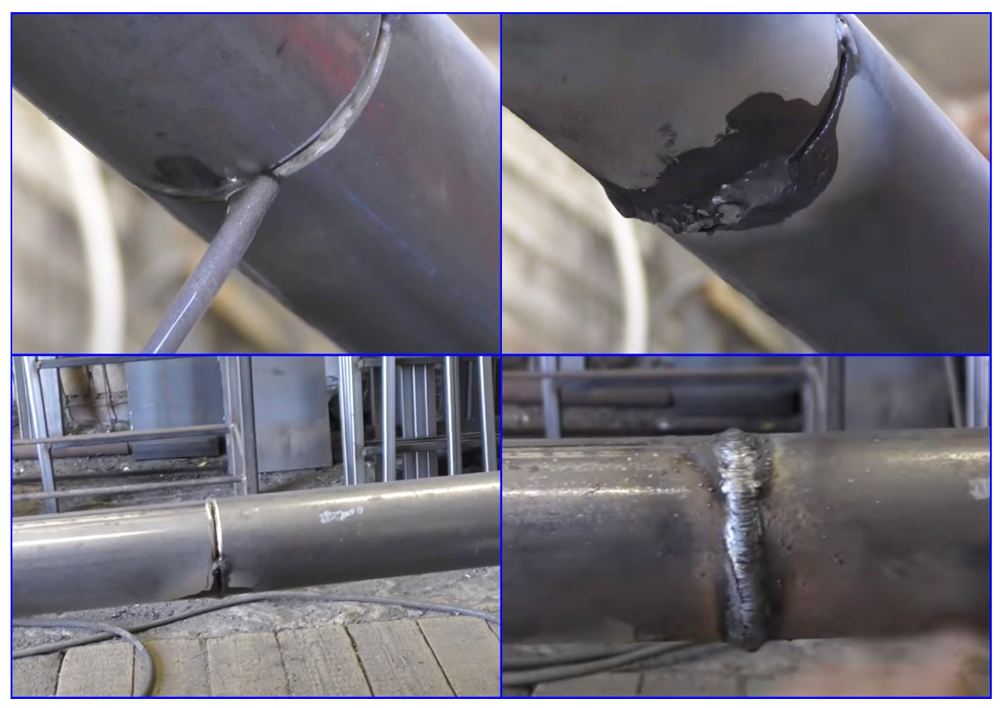
Такая технология позволяет не только снизить опасность взрывов и пожаров, отказавшись от хранения газов в баллонах, но и сократить расходы на покупку и транспортировку новых баллонов взамен опустошенных. Информация о предполагаемой стоимости сварочных аппаратов SafeFlame пока отсутствует, но сообщается, что разработчики нашли способ снизить количество платины, используемой в электролизере, и тем самым сократить конечную стоимость устройства.
По сообщению Gizmag
www.popmech.ru
Разработан уникальный сварочный аппарат, работающий на воде
Новый сварочный аппарат, а точнее новая технология сварки позволяет отказаться от хранения и использования взрывоопасных газов, например, ацетилена или пропана, сообщается в материалах «Популярной механики» со ссылкой на информацию портала «Gizmag».
Используемые при сварке сжатые газы, как правило, легковоспламеняющиеся и поэтому взрывоопасны. При ответе на вопрос, какой вы знаете не горючий и наиболее доступный материал, первое, что приходит в голову — это вода. Именно от этого отталкивались разработчики европейского проекта «SafeFlame», создавая свой уникальный сварочный аппарат, работающий на подобном топливе. Для генерации пламени не используется ничего, кроме воды и электричества.
Именно от этого отталкивались разработчики европейского проекта «SafeFlame», создавая свой уникальный сварочный аппарат, работающий на подобном топливе. Для генерации пламени не используется ничего, кроме воды и электричества.
В сварочном аппарате «SafeFlame» электрический ток генерирует электролиз обычной воды, разделяя ее на водород и кислород. Эти газы затем смешиваются и поджигаются при выходе из сопла горелки. Путем тонкой настройки (изменения) пропорций поступающих к соплу газов, можно получать различные виды пламени: окислительное пламя, восстановительное или нейтральное, а для регулирования температуры сварки предусмотрено изменение мощности, подводимой к электролизеру.
Технология позволяет производить водород и кислород прямо на месте использования, никаких баллонов, заполненных горючими газами, не требуется. Это снижает опасность пожаров и взрывов, а также значительно уменьшает затраты на проведение сварочных работ: отпадает необходимость покупки газов, их транспортировки и обустройства безопасных мест для хранения.
Прототипы «SafeFlame» уже начали использоваться в Европе, коммерческое производство планируется начать в ближайшее время. Информации о предполагаемой стоимости новых сварочных аппаратов пока нет, но говорится о том, что разработчикам удалось снизить количество используемой в электролизере платины, что тем самым сокращает и стоимость устройства в целом.Новый сварочный аппарат, а точнее новая технология сварки позволяет отказаться от хранения и использования взрывоопасных газов, например, ацетилена или пропана, сообщается в материалах «Популярной механики» со ссылкой на информацию портала «Gizmag».
Используемые при сварке сжатые газы, как правило, легковоспламеняющиеся и поэтому взрывоопасны. При ответе на вопрос, какой вы знаете не горючий и наиболее доступный материал, первое, что приходит в голову — это вода. Именно от этого отталкивались разработчики европейского проекта «SafeFlame», создавая свой уникальный сварочный аппарат, работающий на подобном топливе. Для генерации пламени не используется ничего, кроме воды и электричества.
В сварочном аппарате «SafeFlame» электрический ток генерирует электролиз обычной воды, разделяя ее на водород и кислород. Эти газы затем смешиваются и поджигаются при выходе из сопла горелки. Путем тонкой настройки (изменения) пропорций поступающих к соплу газов, можно получать различные виды пламени: окислительное пламя, восстановительное или нейтральное, а для регулирования температуры сварки предусмотрено изменение мощности, подводимой к электролизеру.
Технология позволяет производить водород и кислород прямо на месте использования, никаких баллонов, заполненных горючими газами, не требуется. Это снижает опасность пожаров и взрывов, а также значительно уменьшает затраты на проведение сварочных работ: отпадает необходимость покупки газов, их транспортировки и обустройства безопасных мест для хранения.
Прототипы «SafeFlame» уже начали использоваться в Европе, коммерческое производство планируется начать в ближайшее время. Информации о предполагаемой стоимости новых сварочных аппаратов пока нет, но говорится о том, что разработчикам удалось снизить количество используемой в электролизере платины, что тем самым сокращает и стоимость устройства в целом.
expertpost.ru
Как сделать водородную горелку своими руками?
- 29 декабря
- 97 просмотров
- 35 рейтинг
Оглавление: [скрыть]
- Что потребуется для изготовления горелки?
- Особенности изготовления
Водородная горелка своими руками — это вполне посильная задача для опытного мастера и новичка, вооруженного подробными рекомендациями о ее самостоятельном изготовлении. Этот прибор работает благодаря выделяемому водорода теплу. Смесь водорода с кислородом — это газ с наибольшей возможной температурой горения — 2800°С. Его называют гремучим или газом Брауна. Однако при работе с этой смесью необходимо быть осторожным, так как она очень взрывоопасна.
Схема генератора с водородной горелкой.
Водород обладает определенными преимуществами перед другими горючими газами. Например, его можно получить путем электролиза непосредственно из воды. Самостоятельно изготовленная водородная горелка не требует использования водорода в баллонах.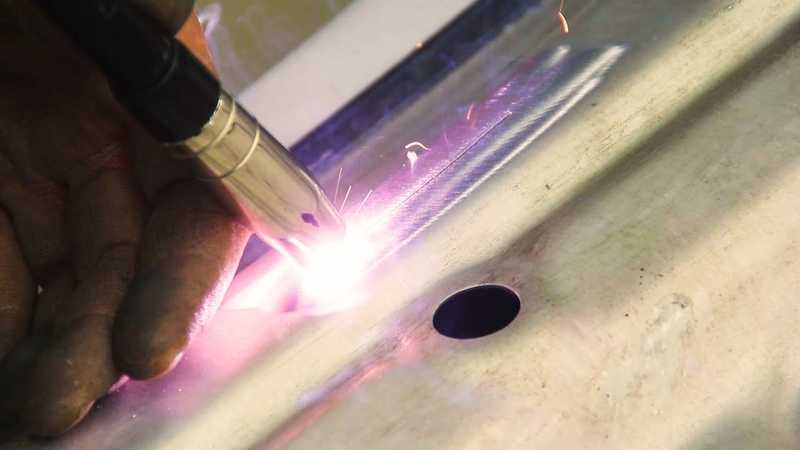 Электролизная горелка способна сама поставлять газ в необходимых количествах. Благодаря этому водородная сварка является очень экономичным и наиболее безопасным способом.
Электролизная горелка способна сама поставлять газ в необходимых количествах. Благодаря этому водородная сварка является очень экономичным и наиболее безопасным способом.
Самодельный сварочный аппарат с водородной горелкой можно сделать на основе электролизного генератора. Вероятность взрыва газа с использованием такого оборудования полностью исключается, так как весь газ сразу же пускается на сварку и не накапливается в достаточном для взрыва количестве.
Электрическая схема водородной горелки.
Перед началом работ рекомендуется подготовить все необходимо для изготовления прибора.
Чтобы сделать водородную горелку, нужно запастись таким материалами:
- листовая нержавеющая сталь;
- 2 болта М6х150 с гайками и шайбами;
- прозрачная трубка, например, такая, как в водяном уровне;
- штуцеры с внешним диаметром соответствующим шланге;
- герметичный пластиковый контейнер объемом 1,5 литра;
- маленький фильтр для очистки приточной воды;
- обратный водный клапан.

К выбору нержавейки необходимо подходить ответственно. Желательно выбирать марку импортной стали AISI 316L или отечественный аналог — 03Х16Н15М3. Однако если есть небольшой кусочек нержавеющей стали 50х50 см толщиной 2 мм, то приобретать целый лист нет необходимости.
Использовать нужно именно нержавейку, так как она не подвергается коррозии в воде в отличие от обычной стали.
Кроме того, водородная сварка будет более эффективной, если использовать щелочь, а не простую воду. Щелочная среда является агрессивной, поэтому использовать обычную сталь недопустимо.
Вернуться к оглавлению
Нержавейку нужно распилить на небольшие пластинки. Из куска 50х50 см получится 16 пластинок по форме приближенных к квадрату. Распилить металл можно болгаркой, один из углов каждой пластины необходимо спилить, чтобы в дальнейшем можно было соединить их между собой.
На противолежащей срезу стороне нужно просверлить отверстия для крепежных болтов, чтобы потом соединить элементы. Работа приспособления будет основываться на том, что постоянный ток, проходя через раствор электролита последовательно от пластины к пластине, будет расщеплять воду на кислород и водород. Для обеспечения этого процесса необходимо создать пластины с противоположными зарядами: положительным и отрицательным.
Работа приспособления будет основываться на том, что постоянный ток, проходя через раствор электролита последовательно от пластины к пластине, будет расщеплять воду на кислород и водород. Для обеспечения этого процесса необходимо создать пластины с противоположными зарядами: положительным и отрицательным.
Для наибольшей эффективности работы прибора необходимо, чтобы площадь пластин была максимальной. Это обеспечит максимальную площадь воздействия на раствор, через воду пройдет максимальный ток, благодаря чему образуется наибольшее возможное количество газа. Чтобы добиться желаемого результата, необходимо обеспечить положительный и отрицательный заряд наибольшему возможному количеству пластин. При 16 пластинах на анод и катод приходится по 8 элементов.
Пластины разной полярности необходимо изолировать друг от друга. Для этого можно использовать кусочки прозрачной трубы.
Таким образом, при помощи самодельного водородного генератора и горелки можно осуществлять безопасную сварку металлов.
expertsvarki.ru
преимущества и недостатки, характеристики и применение
В ушедшем столетии была популярна ручная дуговая сварка. В то время на рынке не было предложения о более сподручном способе соединения металлов. Тем не менее, наука не стоит на одном месте.
Довольно быстро возник новый способ сваривания, которому дали название «плазменный». Инженеры осознали, что при участии плазмы можно не только выполнять сваривание, но и производить резку металла.
Большая часть мастеров высоко оценила их потенциал, и разработчики наладили массовое производство. По состоянию на сегодняшний день самый востребованный из них — это аппарат для плазменной сварки Горыныч.
Он стоит сравнительно дешево, является многофункциональным и понравится, как профессионалам, так и новичкам. В нашей статье мы расскажем вам об аппарате и о необходимости его покупки.
Монтаж плазменной резки и сварки Горыныч — это универсальное устройство, предусмотренное для домашнего и профессионального применения. Есть 2 версии аппарата: модель ГП37-10 и ГП37-12. Их отличие заключается в диапазоне регулировки сварочного тока.
У первой модели диапазон составляет от 2 до 10 Ампер, а у второй — от 3 до 12 Ампер. Кроме этого больше никаких отличий нет. Обе модели доставляют в фирменной сумке для комфортной перевозки.
Содержание статьиПоказать
- Особенности
- Конструкция прибора и его потенциал
- Приобретать или нет?
- Подведем итог
Особенности
 youtube.com/embed/U15syR2BfbQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/U15syR2BfbQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Устройство плазменной сварки Горыныч отмечается компактностью и небольшими размерами. В полной комплектации вес блока питания и горелки не более 6 кг, что удобно при многократных поездках или при работе в труднодоступных местах.
В связи с особенностями метода не нужно брать с собой газовые баллоны, компрессоры, присадочную проволоку и все то, что нужно при использовании других технологий.
Можно запросто положить все оборудование в малогабаритную сумку и осуществлять выездные работы.
Для плазменной сварки вам будут нужны неплавящиеся электроды и рабочая жидкость. В качестве рабочей жидкости можно применить воду, раствор этилового спирта 45% или нашатырный спирт 3%.
Однако вода применяется чаще всего. Она должна быть дистиллированной.
Прибор потребляет до 200 мл/час рабочей жидкости.
 Эти показатели весьма бережливы. Он быстро окупается и экономично потребляет электроэнергию. Для его работы нужны стандартные 220 Вольт, которые есть в каждой бытовой розетке.
Эти показатели весьма бережливы. Он быстро окупается и экономично потребляет электроэнергию. Для его работы нужны стандартные 220 Вольт, которые есть в каждой бытовой розетке.Прибор можно подключить к маломощному топливному генератору, так как для его функционирования нужно не более 2.5 кВт.
Главным достоинством аппаратов плазменной сварки Горыныч является его многофункциональность. Он может сваривать любой металл, невзирая на его толщину и состав. Плазменную сварку также можно использовать как паяльную лампу либо вместо муфельной печи.
Конструкция прибора и его потенциал
Плазменная сварка состоит из двух составляющих: блок питания (в который встроен блок управления) и генератор плазмы, при участии которой выполняется резка или сварка.
В наборе есть плазменная горелка, которая выполняет решающую работу по образованию шва. В приборе нет сложных электрических схем.
Вопреки такому простому строению, аппарат может выполнять большое количество работ.
Не будет возникать проблем при работе с чугуном либо нержавеющей сталью. При его помощи можно закаливать сталь.
Плазменный комплекс Горыныч также может выполнять работу с искусственными полимерами. Это может быть ПП, ПВХ, ПНД, ПЭТ и ряд других.
Аппарат можно выполнять поверхностную термообработку материалов и металлов, таких как стекло, керамика, гранит и остальных. Материалы могут быть как органическими, так и неорганическими.
Что еще вы сможете выполнять со сваркой Горыныч? К примеру, устранять окисление с металлического покрытия, резать стеклоткань, наносить глазурь, оплавлять бетон и даже устранять незначительные возгорания с использованием водяного пара, предварительно погасив дугу. Этот агрегат может заменить массу инструментов наподобие болгарки, лобзика, резака, паяльника.
Не забывайте и о самой важной функции — возможности сварки.
Приобретать или нет?
Сразу дадим ответ: да. На разных торговых платформах есть и другие плазменные аппараты. Однако Горыныч — это отличный вариант для всякого вида работ.
Можно утверждать с полной уверенностью, что этот прибор — полноценный комплекс, который способен разрешить самую трудную задачу.
Исходя из личного опыта, мы можем уверить вас, что этот Горыныч справляется с работой даже в самых сложных условиях. Например, вам не надо организовывать себе специальное освещение, чтобы следить за выполнением шва.
Плазмотрон источает нужное количество света, вы сможете выполнять работу даже в полутьме. Свариваемый полуфабрикат почти не деформируется при сварке, так как зона нагрева крайне несущественная.
Этой функцией не может похвастаться, например, ручная дуговая сварка, о которой мы рассказывали в самом начале нашей статьи.
Еще одним бонусом является отсутствие сложностей при сварке металлов с окисной пленкой. Все та же нержавеющая сталь беспрепятственно сваривается, хотя при РДС сварке поверхность необходимо зачищать и делать работу незамедлительно, так как пленка может снова появляться на поверхности металла. С плазменным аппаратом от Горыныч вы сможете забыть об этой проблеме.
Также есть возможность долго выполнять работы в помещениях без принудительного проветривания, так как сварочный аппарат не выделяет вредных для здоровья пара либо газа.
Стоит ли рассуждать об универсальности такого прибора? Он может выполнять сварку, резку, пайку и даже тушить возгорания. Опять-таки, об этом мы подробно рассказывали ранее.
Повторим лишь только, что это настоящий помощник дома и на работе. К тому же, весьма удобен.
Подведем итог
Плазменные аппараты от Горыныч пользуются большим успехом. Начиная от частных мастеров по ремонту и монтажу системы отопления, и заканчивая дачными экспертами и гаражными сварщиками.
Их популярность связана с демократичностью цены и легкостью использования. Цена на комплекс ГП37-10 и ГП37-12 более чем доступна, а это означает, что любой мастер сможет позволить себе его покупку.
Плазменные аппараты Горыныч — это хороший выбор, как для новичка, так и для квалифицированного сварщика. И его самое главное достоинство — не цена и не простота применения, а качество швов.
Соединения привлекательные и прочные, даже при сварке металлов с оксидной пленкой на поверхности (нержавеющая сталь, алюминий и другие). Мы определенно рекомендуем вам плазменные комплексы Горыныч.
Инструкция по ручной лазерной сварке [часть 3]
Лазерная сварка — это сварочный процесс, при котором тепло генерируется высокоэнергетическим лазерным лучом, направленным на заготовку. Лазерный луч нагревает и плавит края заготовки, образуя стык. Она очень эффективна в процессах, требующих высокой скорости, поскольку она в 5 раз быстрее, чем MIG, и в 10 раз быстрее, чем TIG сварка.
Диагностика неисправностей ручного лазерного сварочного аппарата
Техническое обслуживание должно проводиться персоналом, имеющим сертификат технического обслуживания. Когда питание подключено, в нижней части будет опасное напряжение, поэтому при измерении электроэнергии на линии необходимо соблюдать повышенную осторожность.
Возможные причины неисправности печатной платы
- Индикатор печатной платы не работает;
- Поврежден выключатель аварийной остановки;
- Ослаблен предохранитель печатной платы;
Обслуживание аппарата:
- Каждый раз перед запуском устройства проверяйте, вентилируется ли фильтрующая сетка.
- Сетчатый фильтр будет фильтровать пыль и волосы в воздухе.
Пожалуйста, продувайте конденсатор в течение длительного времени:
- Проверьте уровень воды в резервуаре перед запуском устройства и своевременно пополняйте уровень воды.
- Регулярно меняйте воду через 62 дня, чтобы предотвратить ухудшение качества воды.
- Если вам необходимо добавить внешнюю жидкость в связи с пониженной температурой, допускается только этанол (технический спирт), а соотношение воды и спирта должно составлять 4:1. Рекомендуется не выключать машину на ночь, чтобы избежать замерзания воды, что может привести к повреждению машины или растрескиванию деталей. При повышении температуры воду необходимо слить и использовать повторно.
- Когда прибор не используется в течение длительного времени, откройте слив резервуара для воды, чтобы слить воду.
- Регулярно проверяйте напряжение питания, чтобы избежать повреждений, вызванных выключателем тока.
Меры предосторожности
- Перед первой установкой и включением питания тщательно проверьте правильность подключения и напряжение;
- Неправильная установка может привести к утечке электричества, утечке воды или пожару. Если вам необходимо снять и переустановить устройство, обратитесь к профессионалу;
- Не включайте устройство, вытаскивая вилку питания. Чрезмерный ток может привести к перегоранию вилки и размыканию цепи, что может привести к опасной ситуации;
- Свободные и оборванные провода могут стать причиной поражения электрическим током, короткого замыкания или пожара;
- Не помещайте посторонние предметы в виде пальцев и палочек в вентиляционное отверстие устройства, иначе это приведет к повреждению устройства или травмам;
- Во время работы устройства необходимо следить за вентиляцией;
- Не вставайте и не ставьте предметы на устройство;
- Не работайте с лазерным сварочным аппаратом с мокрыми руками, иначе вы можете получить удар током;
- Устройство должно быть хорошо заземлено. Провод заземления не должен быть подключен к газовой трубе, водопроводу или телефонной линии. Несчастные случаи поражения электрическим током происходят из-за плохого заземления;
- В случае обнаружения любого аномального явления (например, запаха гари), пожалуйста, немедленно отключите электропитание.
Ручная лазерная сварка в сравнении с традиционной сваркой
С развитием экономики и совершенствованием сварочных технологий появилось множество методов сварки, из которых люди могут выбирать. В современной обрабатывающей промышленности потребители всё чаще выбирают лазерный сварочный аппарат вместо традиционного сварочного оборудования.
Ручной аппарат для сварки волоконным лазером в основном используется для лазерной сварки длинных и больших заготовок. При сварке зона теплового воздействия мала, что позволяет избежать деформаций, почернения и следов на обратной стороне.
Кроме того, глубина сварки большая, сварной шов прочный, а плавление достаточное.
Нет углублений на выпуклой части растворенного материала и матричной структуре ванны раствора!
В чем разница между ручной лазерной сваркой и традиционными методами?
Первой особенностью лазерной сварки является то, что деформация заготовки очень мала и практически отсутствует зазор между швами.
Отношение глубины к ширине высокое. При сварке высокомощных устройств соотношение глубины и ширины составляет 5:1, а самое высокое — 10:1.
Прочность сварки высокая, скорость сварки быстрая, сварной шов узкий, состояние поверхности обычно хорошее, исключает работу по очистке после сварки, внешний вид шва более красивый, чем при традиционной сварке.
Лазерной сваркой можно сваривать детали недоступные другими методами. Она обладает большой гибкостью для проведения бесконтактной дистанционной сварки, но такой метод подходит для сварки только тонких листов, проникновение лазерной сварки в данном процессе недостаточное, шасси и рама не могут быть сварены таким методом.
Этого можно достигнуть с помощью точечной сварки, но сварочный шов при этом должен складывать две тонкие пластины вместе, и произойдет 15-миллиметровое ламинирование, что не только повлияет на внешний вид, но и увеличит вес автомобиля. Лазерная сварка, безусловно, является самой передовой технологией сварки кузова в настоящее время, но данный метод не подходит для сварки всего автомобиля.
- Лазерная сварка — это бесконтактная сварка, процесс работы не требует давления, скорость сварки быстрая, эффективность высокая, глубина большая, остаточное напряжение и деформация маленькие, можно сваривать изделия при комнатной температуре или в специальных условиях (например, в закрытом пространстве), сварочное оборудование простое, не производит рентгеновского излучения.
- Может использоваться для сварки тугоплавких материалов, таких как металлы с высокой температурой плавления, и даже неметаллических материалов, таких как керамика и оргстекло. Она обладает хорошим эффектом и большой гибкостью при сварке материалов специальной формы. Данный метод можно использовать для бесконтактной сварки труднодоступных деталей на большом расстоянии.
- Маленькое пятно может быть получено путем фокусировки лазерного луча. Поскольку на него не влияет магнитное поле и оно может быть точно позиционировано, его можно использовать для микросварки, которая подходит для монтажной сварки микро- и малых деталей в массовом автоматическом производстве.
- Поскольку лазерная сварка является бесконтактной обработкой, не нужно использовать электроды. С помощью автоматизации легко выполнять высокоскоростную сварку, а также управлять ею с помощью цифрового или компьютерного оборудования.
- Технические требования таковы, что при наличии базовых компьютерных знаний это могут сделать обычные сотрудники. В отличие от традиционного сварочного аппарата, здесь не нужен мастер с большим опытом работы и хорошей технологией. Таким образом, можно еще раз сэкономить относительную часть затрат предприятия.
Может ли лазерная сварка заменить традиционную сварку?
Ответ — да.
Лазерная сварка имеет много преимуществ, основные три характеристики:
- Высокая скорость сварки.
- Отвечают требованиям массового производства.
- Отвечают требованиям непрерывного производства.
Сварочная заготовка получается плоской, гладкой, красивой, не требует шлифовки, полировки или простой обработки. Это просто упрощает полировку, экономит время и затраты.
Ручной лазерный сварочный аппарат против аргонодуговой сварки
Процесс сварки разнородных деталей:
Аргонодуговая сварка: это способ точечной сварки, при котором на изделии образуется сварочный шов и нахлест. Тепловой эффект очень большой, и при последующей обработке необходима полировка, иначе останется след. Требуется вспомогательная сварочная проволока.
Ручная лазерная сварка: лазер аппарат не контактирует с самой заготовкой, использование высокотемпературного лазерного луча, позволяет мгновенно плавить металл, образует расплавленную ванну, при этом газ равномерно заполняет сварной шов и охлаждает его.
Сварка квадратной трубы из нержавеющей стали
Требования к толщине:
Тонкие листы невозможно сварить аргонодуговой сваркой. Она обладает большим тепловым эффектом и не может сваривать листы металла менее 1 мм.
Ручная лазерная сварка подходит для сварки тонких листов толщиной не более 3 мм. Если толщина листа превышает 4 мм, следует выбрать метод аргонодуговой сварки.
Подходящий процесс и функция
Аргонодуговая сварка: подходит для жестких или крепежных элементов, например, для сварки пластины или трубы толщиной более 4 мм, корпуса кровати. Если не требуется точность и красота, только для усиления и опоры, то у нее достаточно преимуществ.
Ручная лазерная сварка: подходит для деталей, требующих красивого внешнего вида, опорных и структурных деталей.
Сварка присадочной проволокой
Тепловые эффекты
Аргонодуговая сварка: тепловой эффект большой, теплоотдача медленная, место сварки с металлической деталью очень горячее.
Ручная лазерная сварка: отсутствие теплового эффекта, быстрый отвод тепла.
Мобильность и гибкость
Аргонодуговая сварка: 3 метра в длину, за моторной коробкой (корпус пистолета), сложно перемещать.
Ручная лазерная сварка: 5-20 м в длину, легко перемещается.
Факторы риска
Аргонодуговая сварка: может возникнуть большая искра, легко разбрызгивается, может попасть на тело и лицо
Ручная лазерная сварка: без искры, необходимы лазерные защитные очки.
Сравнение эффективности
Ручная лазерная сварка в 10 раз быстрее, чем аргонодуговая сварка.
Сварочная нагрузка, или напряжение
В сочетании с толщиной и мощностью сварки, различная мощность, соответствующая толщине, позволяет добиться полной сварки, полного проникновения в заготовку.
Место сварки с проплавлением будет более прочным, чем сам материал, а после второго нагрева и ковки он будет более прочным и износостойким.
Ручная лазерная сварочная машина с поворотной головкой
Температура сварки
Максимальная температура сварки может достигать 4000 ℃, то есть нагрев и охлаждение мгновенны, что можно контролировать, а тепловой эффект невелик.
Односторонняя сварка и двухсторонняя сварка
Как правило, прочность односторонней сварки не так хороша, как двухсторонней. Поверхность при двухсторонней сварке нагревается более равномерно и выглядит лучше, с меньшим тепловым эффектом и минимальной деформацией.
Управление и ежедневное обслуживание ручного лазерного сварочного аппарата:
- Оператор ручной лазерной сварки должен пройти профессиональное обучение, понимать использование индикаторных лампочек и кнопок системы и быть знакомым с самыми основными знаниями об оборудовании;
- Перед началом работы c ручной лазерной сварочной машиной необходимо убедиться в том, что рабочая магистраль и провода не повреждены и не оголены; категорически запрещается класть предметы и инструменты на корпус машины, внешний вал, станцию очистки пистолета и охладитель воды;
- Строго запрещается размещать жидкие предметы, в горючих веществах. Температура в операционной комнате не должна превышать 25 ℃, и не должно быть никаких утечек;
- Строго запрещено размещать жидкие предметы, в горючих материалах.
- Проводите регулярное тестирование;
- Поскольку сварочный аппарат имеет принудительное воздушное охлаждение, легко вдыхать пыль из окружающей среды и накапливать ее в аппарате. Поэтому вы можете регулярно использовать чистый и сухой сжатый воздух для очистки от пыли внутри сварочного аппарата;
- Регулярно проверяйте детали электропроводки;
- При ежегодном техническом обслуживании и осмотре следует проводить замену дефектных деталей, ремонт оболочки и укрепление частей, ухудшающих изоляцию;
- Регулярно проверяйте и заменяйте токопроводящую насадку;
- Регулярно очищайте и заменяйте пружинный шланг;
- Проверка изоляционных колец.
Вышеуказанное регулярное техническое обслуживание и осмотр могут уменьшить возникновение неисправностей при сварке. Хотя это требует определенного времени и энергии, это может продлить срок службы сварочного аппарата, повысить эффективность работы, обеспечить производительность сварочного аппарата и повысить безопасность.
Кроме того, в процессе использования ручного лазерного сварочного аппарата нельзя пренебрегать защитой безопасности.
Плазменные сварки в Украине. Сравнить цены и поставщиков промышленных товаров на маркетплейсе Prom.ua
Работает
Плазменная сварка ERGUS Рlasma Typhoon 25/35
Услуга
Цену уточняйте
xboard
Работает
Разъем панели воздуха и разъем питания для аргоновой и плазменной сварки (M16 * 1,5)
На складе в г. Ромны
Доставка по Украине
390 грн
335.40 грн
Купить
Benzopt
Работает
Разъем панели воздуха и разъем питания для аргоновой и плазменной сварки (M16 * 1,5)
На складе в г. Ромны
Доставка по Украине
390 грн
335.40 грн
Купить
Benzopt
Работает
Плазменная сварка ТИТАН ПИПР 15-5
Доставка по Украине
9 137.50 грн
Купить
Магазин инструментов «Домовичок»
Работает
Плазменная сварка ТИТАН ПИПР40-10
Доставка по Украине
10 625 грн
Купить
Магазин инструментов «Домовичок»
Работает
Плазменная сварка ТИТАН ПИПР100-30
Доставка по Украине
34 850 грн
Купить
Магазин инструментов «Домовичок»
Работает
Разъем панели воздуха и разъем питания для аргоновой и плазменной сварки( M16*1,5)
На складе
Доставка по Украине
374 грн
Купить
ЛЮКС-ТОРГ
Работает
Влагоотделитель фильтр для плазменной сварки CUT40/60
На складе
Доставка по Украине
405 грн
Купить
ЛЮКС-ТОРГ
Работает
Разьем панели воздуха и разьем питания для аргоновой и плазменной сварки (M16 * 1,5)
Доставка по Украине
210 грн
Купить
ПрофТех Маркет
Работает
Отделитель от влаги для CUT 40, 60 плазменной сварки
Доставка по Украине
438 грн
Купить
ПрофТех Маркет
Работает
Станок для плазменной сварки продольных швов тонкостенных труб ABW1000
Доставка по Украине
Цену уточняйте
Сварочные технологии
Работает
Профессиональный аппарат для плазменной сварки Merkle P 421 DC-PT11 с аксессуарами
Доставка по Украине
Цену уточняйте
ООО «ЦТО КВАРЦ»
Работает
Профессиональный аппарат для плазменной сварки Merkle P 421 AC/DC-PT11 с аксессуарами
Под заказ
Доставка по Украине
Цену уточняйте
ООО «ЦТО КВАРЦ»
Работает
Профессиональный аппарат для плазменной сварки Merkle P 601 DC-PT11 с аксессуарами
Под заказ
Доставка по Украине
Цену уточняйте
ООО «ЦТО КВАРЦ»
Работает
Профессиональный аппарат для плазменной сварки Merkle P 601 AC/DC-PT11 с аксессуарами
Под заказ
Доставка по Украине
Цену уточняйте
ООО «ЦТО КВАРЦ»
Смотрите также
Работает
Газовая горелка с пьезо поджигом WS-503 VN
Доставка по Украине
759 грн
379. 50 грн
Купить
V-Nalichii
Работает
Газовая горелка с пьзоподжигом NO-107 VN
Доставка по Украине
782 грн
391 грн
Купить
V-Nalichii
Работает
Газовая горелка с пьезо поджигом WS-503 RT
Доставка по Украине
774 грн
387 грн
Купить
Rent
Работает
Газовая горелка с пьзоподжигом NO-107 RT
Доставка по Украине
797 грн
398.50 грн
Купить
Rent
Работает
Сварочный аппарат Mächtz MWM-45 CUT, для плазменной резки
На складе
Доставка по Украине
10 400 грн
7 790 грн
Купить
Интернет-магазин Profi Store
Работает
Газовая горелка с пьезо поджигом WS-503 WL
Доставка по Украине
710.65 грн
355.32 грн
Купить
WebLine
Работает
Газовая горелка с пьзоподжигом NO-107 WL
Доставка по Украине
731.62 грн
365.81 грн
Купить
WebLine
Работает
Плазморез Machtz MWM-45 CUT | 45A | 6100 Вт.
На складе
Доставка по Украине
7 735 грн
Купить
«ИНТЕРНЕТ-МАГАЗИН «STOOLS»»
Работает
Сварочный аппарат Mаchtz MWM-45 CUT, плазморез
На складе
Доставка по Украине
10 400 грн
7 790 грн
Купить
Интернет-магазин I-Box
Работает
Сварочный аппарат Mächtz MWM-45 CUT, плазморез 15-45 А
На складе
Доставка по Украине
10 400 грн
7 790 грн
Купить
Интернет-магазин Profi Market
Работает
Аппарат плазменной резки (плазморез) Sturm AW97PC45 45A
На складе
Доставка по Украине
12 006 грн
Купить
«ИНТЕРНЕТ-МАГАЗИН «STOOLS»»
Работает
Сварка в цеху. Сварка на производстве. Сварочные работы
Услуга
от 800 грн
от 744 грн
Сварка стали
Работает
Сварка нержавейки
Услуга
от 8 500 грн
от 7 905 грн
Сварка стали
Работает
Сварка с генератором. Монтаж с генератором
Услуга
от 6 500 грн
от 6 045 грн
Сварка стали
Мультиплаз. Сварка, резка, пайка, пайка…
Эта передовая портативная машина получила
«Гран-при»
на Всемирной выставке изобретений в Швейцарии
Вот почему:
использование обычной водопроводной воды в качестве основной рабочей жидкости. Его дизайн удивителен и прост.
«Мультиплаз» — единственная компания в мире, имеющая патент на эту уникальную технологию сварки с использованием водно-спиртового раствора вместо защитного газа. Это первая компания, которая использует обычную водопроводную воду для нагрева материалов, превращая воду в плазму с температурой 14400°F (8000°C).
Во всем мире Multiplaz 3500 является единственным сварочным аппаратом с таким широким спектром применения.
Multiplaz 3500 может выполнять сварку, пайку, пайку, закалку и очистку металлов, включая сталь, алюминий, медь, чугун, бронзу и другие металлы.
Мультиплаз 3500 может резать любой металл, включая высоколегированные и нержавеющие стали, которые нельзя резать кислородной резкой. Резка керамической плитки, кварцевого стекла, кирпича, бетона и других негорючих материалов — еще одна уникальная функция Multiplaz 3500.
Multiplaz 3500 может заменить множество различных инструментов: сварочный аппарат, газовую горелку, плазменный резак, ножницы и ножницы, промышленный фен, электрический лобзик, паяльную лампу, инверторный сварочный аппарат… и это лишь некоторые из них.
Мультиплаз 3500 успешно используется во многих коммерческих, промышленных, военных и бытовых службах: производстве, ремонте и техническом обслуживании, сельском хозяйстве, быту, развлекательных центрах, арт-проектах, всех видах кораблей, морских, военно-морских, спасательных службах и т. д.
Конструкция Multiplaz обеспечивает 100% рабочий цикл, 24 часа в сутки, 7 дней в неделю.
Большим преимуществом этого устройства является эффективность работы. Несмотря на низкое энергопотребление, Multiplaz 3500 может концентрировать поток плазмы в струю малого диаметра подобно лазеру.
Эта функция позволяет плавить даже толстый металл толщиной 12 дюймов (300 мм) на глубину до 7/16 дюйма (10 мм), приваривать тонкие листы толщиной 1/64 дюйма (0,5 мм) к толстым, наплавлять металл на объемных деталях и инструментальных сталях для пайки.
Отсутствие дорогостоящих расходных материалов, в том числе специальных электродов и газовых баллонов с пропаном, ацетиленом или кислородом, позволяет существенно сэкономить.
Нет необходимости в дорогостоящем и громоздком дополнительном оборудовании, таком как компрессоры, трансформаторы и регуляторы давления. Операционный процесс стал более эффективным и менее затратным.
Простота использования Multiplaz 3500 позволяет новичкам быстро и легко освоить навыки плазменной сварки, резки и пайки.
Уже через несколько минут работы с Multiplaz специалисты осознают ценность и уникальность этого инструмента.
Multiplaz 3500 — это компактная система, которую можно положить в сумку для инструментов и носить с собой куда угодно.
Уникальные свойства струи Мультиплаз-3500 позволяют очищать металл от коррозии и точно нагревать только определенную часть сложного узла, например, нагревать болт, не затрагивая гайку.
Инструментом можно вырезать отверстия любой формы в плитке без пыли во время резки.
Луч света от насадки позволяет использовать инструмент в полной темноте.
Вес и размер этого устройства делают его лучшим в своем классе.
Отсутствие дорогостоящих расходных материалов, в том числе специальных электродов и газовых баллонов с пропаном, ацетиленом или кислородом, позволяет существенно сэкономить.
Гордостью нашей компании является экологическая чистота производственного процесса. Это было недостижимо при термообработке до Мультиплаза. Инженеры отдела исследований и разработок Multiplaz достигли экологического прорыва в области сварки, резки и пайки.
Парозащитный экран, окружающий плазменную струю, защищает разрез или сварочную ванну от воздуха, а это означает, что опасные загрязнители, включая оксид азота, не представляют проблемы. Этот парозащитный экран покрывает всю область термообработки, а также становится барьером для опасной пыли, которая может образоваться от обрабатываемой поверхности металла.
Эта передовая портативная машина получила «Гран-при» за новую супертехнологию на Всемирной выставке изобретений в Женеве, Швейцария.
В комплект поставки Multiplaz 3500 входят две горелки, позволяющие легко переключаться между режимами резки и сварки или наоборот.
| Технологическая жидкость для резки и сварки * | Вода | |
| Технологическая жидкость для сварки и пайки | Вода-спирт | |
| Электроснабжение (однофазное) | В | 100 — 253 |
| Частота питания | Гц | 50 — 60 |
| Максимальная потребляемая мощность при сетевом напряжении 220 В | кВт | 3,5 |
| Максимальная потребляемая мощность при сетевом напряжении 110 В | кВт | 2,0 |
| Тип сварки | Плазменная и плазменная дуга | |
| Температура пламени плазмы | °F (°С) | 14400 (8000) |
| Возможности резки (обычная сталь) | дюйма (мм) | до 3/8 (10) |
| Возможность сварки (обычная сталь) | дюйма (мм) | от 1/64 (0,4) до 2 (50) |
| Напряжение холостого хода | В | 68 |
| Время работы с одной горелкой | мин | 20 — 30 |
| Давление пара горелки | бар (дюйм/кв. дюйм) | 0,4–1,2 (5,7–17) |
| Рабочий цикл | % | 8 |
| Размеры блока питания (Д x В x Ш) | дюйм | 15 х 7 1/2 х 5 1/2 |
| мм | 380 х 190 х 140 | |
| Масса блока питания | фунтов (кг) | 17 1/2 (8) |
| Размеры горелки (д x в x ш) | дюйм | 8 х 7 1/2 х 2 1/2 |
| мм | 205 х 194 х 60 | |
| Вес горелки (сухой) | фунтов (кг) | 2 (0,9) |
| Длина силового кабеля | футов (м) | 6 1/2 (2) |
| Длина кабеля горелки | футов (м) | 6 1/2 (2) |
Solarflux Type B – можно ли смешивать с денатуратом/денатуратом?
- Форум
- Сварочные веб-дисциплины
- Сварка MIG, TIG, дуговая и кислородно-топливная сварка
- Solarflux Type B – можно ли смешивать с денатуратом/денатуратом?
04-02-2014 #1
Solarflux Type B – можно ли смешивать с денатурированным спиртом/метиловым спиртом?
Привет, ребята,
, как следует из названия, поскольку метанол/этанол достать здесь намного сложнее/дорого, можно ли использовать вышеперечисленное для смешивания Solarflux B?
Спасибо!
Ответить с цитатой
04-02-2014 #2
Re: Solarflux Type B — можно ли смешивать с денатуратом/денатуратом?
Я почти уверен, что вы можете.
Я думаю, что метанол испаряется немного быстрее, но денатурат должен работать, так как он все равно оставит надлежащее покрытие на сварном шве. Я могу попробовать это для вас, если вы купите мне денатурат.1-е место на WeldingWeb с прокручивающимся знаком!
Ответить с цитатой
04-02-2014 #3
Re: Solarflux Type B — можно ли смешивать с денатуратом/денатуратом?
Первоначально Послано Оскар
Я почти уверен, что вы можете.
Вы можете использовать воду, если хотите, только дайте ей хорошо высохнуть перед сваркой. Единственная причина, по которой они начали предлагать что-либо другое, заключалась в том, что флюс начали использовать в процессе TIG, и поэтому требовалась более высокая скорость испарения. Когда он использовался для сварки O / A, выкипание воды не было проблемой. Я думаю, что метанол испаряется немного быстрее, но денатурат должен работать, так как он все равно оставит надлежащее покрытие на сварном шве. Я могу попробовать это для вас, если вы купите мне денатурат.Ответить с цитатой
04-02-2014 #4
Re: Solarflux Type B — можно ли смешивать с денатуратом/денатуратом?
Спасибо, ребята, за быстрые ответы, на самом деле у меня уже есть метамфетамин, но прежде чем я смешал его с солнечным потоком и случилось что-то неблагоприятное (я не химик), я сказал сначала спросить.
Интересно, будут ли ядовитые вещества, которые они добавляют, чтобы люди не пили его, вызывали какие-либо опасные пары / газ и т. Д. По сравнению с изопропилом или чистым этанолом?Ответить с цитатой
04-02-2014 #5
Re: Solarflux Type B — можно ли смешивать с денатуратом/денатуратом?
Денатурированный спирт (он же метиловый спирт) — это этиловый спирт (этанол), в который добавлено небольшое количество ядовитого метилового спирта (метанола).
Это делается исключительно для того, чтобы его освободили от налога на спиртное.Когда метанол сгорает на воздухе, он разлагается на CO2 и водяной пар, поэтому нет риска образования ядовитых паров.
Ответить с цитатой
04-02-2014 #6
Re: Solarflux Type B — можно ли смешивать с денатуратом/денатуратом?
Первоначально написал 4956
Денатурированный спирт (он же денатурат) — это этиловый спирт (этанол), в который добавлено небольшое количество ядовитого метилового спирта (метанола).
Это делается исключительно для того, чтобы его освободили от налога на спиртное.Когда метанол сгорает на воздухе, он разлагается на CO2 и водяной пар, поэтому нет риска образования ядовитых паров.
блестяще, спасибо, братан, точный ответ, который я искал! ваше здоровьеОтветить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Ацетон против спирта для обезжиривания.
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Ацетон против спирта для обезжиривания.
03-05-2009 #1
Ацетон против спирта для обезжиривания.
У нас в магазине идет большой спор — стоит ли переходить с обезжиривания ацетоном на спирт. Небольшое исследование (GOOGLE) показало, что денатурированный спирт был бы лучше из-за нулевого содержания воды, но как сравнить ацетон и спирт, кроме цены. И стоит ли рассматривать что-то еще? В основном мы свариваем никель, и сварные швы у обоих выглядят одинаково.
Буду признателен за любую информацию.
По
Ответить с цитатой
03-05-2009 #2
Re: Ацетон против спирта для обезжиривания.
Первоначально Послано Poe
У нас в магазине идут большие дебаты — должны ли мы перейти от обезжиривания ацетоном к спирту.
Здесь тоже было несколько больших дебатов, если не сказать больше.Я даже не хочу размещать ссылку на последнюю тему на нем.
Будь осторожен, мой друг
Ага
Ответить с цитатой
03-05-2009 #3
Re: Ацетон против спирта для обезжиривания.
Я не могу сказать вам, что лучше. Я использовал оба и не могу сказать никакой разницы. Я могу сказать, что стал бы меньше бояться попадания спирта на руки, а спирт — одно из лучших чистящих средств для электроники. Я никогда не рассматривал цену, так как мне это действительно не нужно. Большая часть моей сварки приходится на ржавый материал.
Ответить с цитатой
03-05-2009 #4
Re: Ацетон против спирта для обезжиривания.
Если вы не верите, что на поверхности того, что вы чистите, есть какой-либо силикон, вы сможете обойтись спиртом. Я предпочитаю ацетон, потому что знаю, что он впитывает почти все и быстро испаряется. Но насчет разницы в цене вы правы.
Совместный магазин с ЧПУ: Miller: 1251 плазменный резак, MaxStar 700 TIG/Stick и XMT 456 Multiprocess Welder.& 2 плазменных резака Hypertherm HPR260
Извините, у меня был сильный инсульт, но теперь я вернулся.
Ответить с цитатой
03-05-2009 #5
Re: Ацетон против спирта для обезжиривания.
Что вы имеете в виду под «нулевым содержанием воды» для денатурата по сравнению с ацетоном?
В простом ацетоне действительно нет воды.
Спирт поглощает влагу из воздуха, поэтому, даже если в нем изначально не было воды (100% спирт), как только он окажется на воздухе, в нем будет -немного- воды.
В основную этанольную основу могут быть добавлены различные денатурирующие добавки для превращения спирта в «денатурированный спирт». Страны могут указать, что можно использовать для денатурации этанола, могут измениться «формулы» и т. д. И т. д. И то, что раньше хорошо работало для вас, может внезапно перестать работать, потому что денатурирующий агент изменился в смеси.
Кроме того, при промышленном использовании различных растворителей могут возникать экологические проблемы, с которыми вам следует ознакомиться (если вы еще этого не сделали).
YMMV и т.д.
Самые лучшие схемы… Gang oft agley…
Ответить с цитатой
03-05-2009#6
Re: Ацетон против спирта для обезжиривания.
Извините за неточность. Я имел в виду, что денатурированный спирт не содержит воды по сравнению с другими спиртами, например, протиркой.
Ответить с цитатой
03-05-2009 #7
Re: Ацетон против спирта для обезжиривания.
Вероятно, лучшая причина для использования ацетона заключается в том, что он не оставляет следов при испарении.
В денатурированный спирт в процессе денатурации добавляется небольшое количество масла пепролеума.
Если ваша работа не требует рентгена WC, то это, вероятно, не имеет большого значения.Ответить с цитатой
03-05-2009#8
Re: Ацетон против спирта для обезжиривания.
Магазин, в котором я был, использовал средство для чистки поломок, это было довольно противно.
Ответить с цитатой
03-05-2009 #9
Re: Ацетон против спирта для обезжиривания.
Этанол — очень полярная молекула, поэтому он не такой хороший растворитель, как многие простые алканы или ароматические растворители, особенно для углеводородов, таких как автомобильные масла и смазки. Правительство имеет для этого десятки одобренных денатурантов, включая бензин, дизельное топливо, метанол, сивушное масло, пиридин и т. д. Метанол часто дешевле и лучше растворяет, чем этанол, но для большинства загрязняющих веществ, с которыми я сталкиваюсь во время работы в магазине, ацетон намного превосходит любой из спиртов.
Ответить с цитатой
03-06-2009 #10
Re: Ацетон против спирта для обезжиривания.
Я встряну здесь. На самом деле не говорил много, но какое-то время скрывался в тени.
Одна из вещей, на которую следует обратить внимание, — это то, какие остатки остаются после использования продукта. Будучи автомобильным специалистом в течение 20 лет, я столкнулся с множеством различных очистителей тормозов. То, чему меня учили в отношении остатков средства для очистки тормозов, применимо и к большинству чистящих химикатов. Распылите любое химическое вещество или протрите им чистый кусок стекла. Когда он высохнет, посмотрите на стекло. Одним из лучших окон для использования является кухонное окно, потому что, если оно затуманено, вы наверняка услышите об этом от жены. Я знаю, что с чистыми тормозами лучшие не дадут дымки. Вы наверняка знаете, когда у вас есть химическое вещество более низкого качества, когда вы проверяете его после.
Насколько я понимаю, это справедливо и для упомянутых химикатов. Есть тонны продукта под одним и тем же названием, но качество у каждого производителя разное.
Кроме того, существуют невидимые различия между различными химическими веществами.Этот тест предназначен для химикатов, которые быстро испаряются.
HTH
ГленнMiller Econotwin HF с Weldcraft TIG
Ответить с цитатой
03-06-2009 #11
Re: Ацетон против спирта для обезжиривания.
Налейте немного денатурированного спирта в (прозрачный) стакан, налейте туда же немного масла, встряхните его, взболтайте, сделайте все, что хотите, чтобы смесь смешалась, затем дайте настояться в течение ночи и проверьте смесь утром.
Сделайте то же самое с небольшим количеством ацетона и любым другим из ваших любимых продуктов, которые вы можете выбрать одновременно. Каждый может просмотреть результаты и прийти к консенсусу оттуда. Учтите некоторые затраты, факторы риска и другие плюсы и минусы. Может быть, у вас будет дружеская дискуссия, пока вы этим занимаетесь.
Ответить с цитатой
03-06-2009 #12
Re: Ацетон против спирта для обезжиривания.
Обязательно купите Acetone
Cheers.
Ответить с цитатой
03-06-2009 №13
Re: Ацетон против спирта для обезжиривания.
Сначала я не заметил твоего упоминания о сварке никеля. [Немного не по теме, но может все же пригодится?]:
Никель адсорбирует небольшие количества серы, фосфора, свинца, кадмия и других веществ, о которых я забыл. Эти загрязнения влияют на прочность сварного шва, поэтому их необходимо предотвращать; распространенными источниками являются краска и некоторые смазочные материалы, особенно смазки, в которых используется мыло на металлической основе. Также смазка, содержащая MoS2.
Вы можете проверить некоторые из них, как предложил Сэнди, просто из любопытства, даже если они не могут быть проблемой.Ответить с цитатой
03-06-2009 №14
Re: Ацетон против спирта для обезжиривания.
Ацетоном пахнет веселее!!!
А потом, после стольких трудов…… вы держите его в руке, и вы смотрите в свою сторону…… и бегун убегает. Оставить вас с призом, гадая, когда вернется бегун.
Ответить с цитатой
03-12-2009№15
Re: Ацетон против спирта для обезжиривания.
Спасибо за совет — я взял немного и проверил сварные швы.
Мы обезжирили 5 пар талонов 99% спиртом, который был у нас под рукой, и 5 пар талонов ацетоном. У нас есть тестер на отслаивание, который сидит в магазине для тестов QA одного из наших клиентов, поэтому мы сделали контактную сварку на этих купонах и .
………………….. ……….. детали, обезжиренные спиртом, имели около 70% прочности бит, обработанных ацетоном. Я знаю, что все немного сыровато, но я придерживаюсь более дорогого ацетона.По
Ответить с цитатой
03-12-2009 №16
Re: Ацетон против спирта для обезжиривания.
Ацетон лучше всего.
Отказ от ответственности; «Я всего лишь сварщик отверстий, не принимайте это на свой счет».
Ответить с цитатой
03-12-2009# 17
Re: Ацетон против спирта для обезжиривания.
детали, обезжиренные спиртом, имели около 70% прочности бит, обработанных ацетоном. Все немного грубо, я знаю, но
Я не ожидал такой большой разницы, но не буду жаловаться, так как это не заставило меня выглядеть глупо! . .Разве мы не увидим фотографии ?
Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
6 Шокирующие опасности при подводной сварке и эффективные решения для обеспечения безопасности
Последнее обновление
Безопасность превыше всего.
И последнее.
Если вы когда-либо работали под руководством консультанта по дайвингу или посещали уроки сварки, безопасность превыше всего. Поскольку опасность подводной сварки широко распространена, безопасность имеет не менее важное значение. Немного здравого смысла и понимания водолазных операций решают все.
Сварка под водой — не самая опасная работа в мире. Отнюдь не. Но насколько опасна подводная сварка?
Мы уходим от слухов и обращаемся к фактам.
Большинство курсов дайвинга и работодатели используют руководства по технике безопасности для объяснения этих вопросов безопасности. Я включаю только самое необходимое:
- Основные угрозы для подводных сварщиков
- Советы по безопасности для борьбы с каждой угрозой
Имейте в виду:
- Большинство приведенных ниже опасностей, связанных с подводной сваркой, больше относятся к мокрой сварке, чем к сухой, но все они имеют отношение к дайверам.
Опасности подводной сварки: водолазное снаряжение и тело
Опасность поражения электрическим током
Вода мало сопротивляется электричеству, и если ее не заземлить, электрический ток будет свободно проходить через воду, как горячий нож через масло.
Все сварщики-водолазы сталкиваются с риском поражения электрическим током, особенно при мокрой сварке, поскольку вся их атмосфера состоит из воды. Водолазы-сварщики, которые работают в «зонах разбрызгивания» (области, периодически покрытые водой), сталкиваются с еще большим риском, учитывая точное положение, которое они должны занимать во время работы — волны воды могут вывести их из равновесия и привести к тому, что переменные факторы ослабят их заземляющий кабель. На ударные водолазы-сварщики одновременно воздействуют три самостоятельных действия:
- У части их работающего оборудования произошел сбой в электросети
- Прерыватель замыкания на землю выходит из строя
- Подводный сварочный аппарат проходит между путем повреждения и заземлением
Примечание. Зарегистрирован только один случай смерти подводного сварщика во время мокрой сварки. Хотя работа рискованная, многие представления об опасности подводной сварки и смертельной силе необоснованны. Исследования показали, что утопление и декомпрессионная болезнь являются основными причинами смерти подводных сварщиков.
Меры безопасности при поражении электрическим током
Большая часть подготовки к проектам подводной сварки проводится над водой, а не под водой . Надлежащие проверки оборудования имеют решающее значение для снижения риска поражения электрическим током. Для питания сварочного оборудования следует использовать постоянный ток (DC), а не переменный ток (AC).
Костюм
- Носите резиновый костюм и перчатки.
- Рукавицы-перчатки должны плотно прилегать к запястьям, чтобы шлак не всплывал внутрь.
Кабели
- Водонепроницаемый и полностью изолированный. Для изоляции открытых частей используйте резиновую ленту, скотч, затем изоленту.
- Устройство для снятия натяжения должно быть встроено в кабели на более глубоком уровне воды.
Электрод
- Используйте полностью изолированные водонепроницаемые электроды.
- Когда электрод включен или находится под напряжением: Никогда не носите электрод с собой (если вы уже носите его с собой, не кладите его резко — это может заземлить заряд через ваше тело). Никогда не меняйте электрод.
- Аккуратно обращайтесь с незакрепленными металлическими предметами, чтобы они не соприкасались с электродом.
Предохранительный (ножевой) выключатель
- Открывать только непосредственно перед тем, как водолаз-сварщик будет готов включить электрод.
- Всегда используйте двухполюсные выключатели – они имеют рабочий и заземляющий провода, которые замыкаются одновременно для прерывания тока.
Источник питания
- Держите источник питания на резиновой или деревянной платформе.
- Для подводного оборудования, такого как освещение или ручные инструменты, может потребоваться питание переменного тока, но убедитесь, что к каждому элементу оборудования подключен прерыватель замыкания на землю.
Подводные взрывы
При подводной сварке выделяются газы (кислород, водород), которые обладают взрывоопасным потенциалом при сочетании в больших количествах. Во время мокрой сварки водолазы-сварщики могут слышать небольшой хлопающий звук, вызванный поднимающимися вверх и собирающимися пузырьками водорода и кислорода. Этот звук должен послужить предупреждением о необходимости немедленно прекратить подводную сварку, чтобы определить место, где скапливается газ.
Правила взрывобезопасности
- Проверьте, нет ли каких-либо частей рабочей зоны, в которых могут задерживаться газы над головой. При необходимости используйте вентиляционную трубку, чтобы направить газы на поверхность.
- Сваривать от самой высокой точки к самой низкой, если это возможно.
- Электроды, температура которых превышает 10 000 градусов по Фаренгейту в газовой среде, могут взорваться при возникновении искры.
- Толстый материал: Работайте снаружи и по окружности. Оттягивайте электрод каждые несколько секунд и производите действие щетки. Вы можете позволить воде проникнуть в сварной шов, чтобы снизить температуру, хотя это снижает его качество.
- Если вы работаете на руслах рек или над ними, помните, что в грязи может уже содержаться взрывоопасный газ метан. А рядом русло реки с коровами? Забудь об этом.
Опасность для здоровья
Наклоны дайвера (декомпрессионная болезнь)
Поскольку многие водолазы-сварщики работают на глубине в сотни футов, они подвергаются изменениям давления , которые могут оказать вредное воздействие на их тело при подъеме.
Декомпрессионная болезнь или «изгибы» возникают, когда водолазы-сварщики слишком быстро поднимаются на поверхность и слишком быстро выталкивают растворенные газы в другие части тела и выталкивают растворенные газы в другие части тела через кровоток. Это похоже на то, как если бы вы поставили ногу на наполовину полный воздушный шар и создали выпуклости в странных местах. Симптомы перегибов включают тупую боль, зуд и утомляемость в этих частях тела:
- кожа
- легкие
- уши
- мозг
- шарниры
- спинной мозг
Меры безопасности при наклонах водолаза
Для транспортировки водолазов-сварщиков на глубокие подводные уровни они используют герметичную кабину, известную как « водолазный колокол ». Этот колокол будет поддерживать соответствующий уровень давления, чтобы помочь водолазам-сварщикам приспособиться. Из колокола водолазы-сварщики будут работать либо в воде, либо в барокамере. Чтобы снизить риск возникновения кессонной болезни при всплытии на поверхность, водолазы-сварщики должны избегать следующего:
- Быстрое всплытие после глубокого погружения
- Непрерывные подводные погружения в течение нескольких часов
- Быстро летать после погружения
- Обезвоживание
- Употребление алкоголя
Как правило, подводные сварщики поднимаются только на со скоростью 33 фута в минуту при надлежащей декомпрессии. Компании, нанимающие водолазов-сварщиков, следуют строгим правилам декомпрессии с использованием компьютеров, которые рассчитывают скорость декомпрессии для всего их оборудования, но водолазы-сварщики все равно должны знать об этих процедурах на случай неисправности оборудования.
Помимо декомпрессионной болезни, все дайверы подвергаются различным рискам под водой. Несмотря на то, что в природе это не так важно, гипербарические сварщики должны быть готовы к следующим рискам:
Утопление
Неисправности в дыхательном оборудовании, таком как ваша маска, шланги или кислородный баллон(ы), являются одной из самых серьезных опасностей при подводной сварке, особенно в ситуациях, когда они не могут быстро всплыть на поверхность. Поскольку подводные сварщики используют кислород, подаваемый с поверхности, их шлангокабели могут перекручиваться и рваться. Эти опасности усиливаются во время проектов с высоким течением воды, сноса и утилизации.
Методы защиты от утопления
Прежде всего, не паникуйте. Водолазы могут превратить опасную ситуацию в смертельную, если слишком много обдумают и не будут следовать указаниям наземной команды. Сохраняйте спокойствие в голове и максимально замедляйте дыхание. Если подача воздуха через шлангокабели перекрыта, вы можете переключиться на запасной баллон для подводного плавания с аквалангом. Проверьте свой шлем на наличие неисправностей. Если вы находитесь далеко под поверхностью, поднимайтесь с безопасной скоростью.
Замораживание
Как правило, чем глубже спуск, тем холоднее становится. Если вода проникнет под вашу кожу, температура вашего тела быстро упадет в холодной среде. Это может привести к проблемам с дыханием, переохлаждению и смерти.
Меры безопасности при угрозе замерзания
В дополнение к оборудованию для подводного плавания с высокой изоляцией водолазы-сварщики должны проверять свои сухие гидрокостюмы и перчатки на наличие мелких разрывов.
В некоторых случаях дайверы с насыщением используют гелий в окружающей среде, чтобы снизить вероятность декомпрессионной болезни. Из-за термических свойств гелия дайверы должны постоянно контролировать свою температуру после поступления большого количества гелия в кровь. Гипотермия может начаться в течение нескольких минут.
Морская жизнь
Кий Челюсти музыка – не совсем. Однако свет от сварки может привлекать планктон, а планктон привлекает рыбу. Хотя морские обитатели не являются основным случаем травм при подводной сварке, они могут мешать работе сварщика-водолаза и вызывать задержки. Увеличение времени проекта означает повышенный риск.
Меры безопасности на море
Подводные сварщики должны заранее обследовать свою рабочую зону, чтобы убрать любые препятствия, включая рыбу.
Гипербарическая сварка Опасности и риски: образование для будущего
Как видите, в каждом морском проекте, связанном с подводной сваркой, существует множество операций и процедур.
Я надеюсь предоставить самые основные риски , чтобы обучить людей, заинтересованных в карьере подводного сварщика. Ветеранам гипербарической сварки также может понадобиться «переподготовка».
Поскольку подводная сварка существует всего несколько десятилетий, долгосрочные последствия и опасности неизвестны. Исследователи продолжают изучать здоровье и безопасность сварщиков-водолазов с возрастом. Их результаты дадут нам новую информацию для применения.
А пока мы должны идти в профессию с удивлением и уважением, которых она заслуживает.
- Опасности подводной сварки: водолазное оборудование и тело
- Опасность поражения электрическим током
- Меры безопасности при поражении электрическим током
- Костюм
- Кабели
- Электрод
- Переключатель безопасности (нож)
- Power Supply
- Underwater Explosions
- Explosion Safety Rules
- Health Risks
- Diver Bends (Decompression Sickness)
- Diver Bends Safety Measures
- Drowning
- Drowning Safety Techniques
- Замерзание
- Меры безопасности при опасности замерзания
- Морская жизнь
- Морская жизнь Меры безопасности
- Опасности и риски при гипербарической сварке: образование для будущего
Решения для травления стали, нержавеющей стали, алюминия и других металлов
Для высококачественного макротравления
Квалификация сварщиков и методов сварки часто включает макроанализ сварных швов. Выполнение макротравления — относительно простая процедура, но для обеспечения безопасности необходимо соблюдать строгие правила. Большинство химикатов, используемых в травильных растворах, опасны, и с ними следует обращаться соответствующим образом. Любой человек, травящий этими химическими веществами, должен ознакомиться с соответствующим паспортом безопасности (SDS).
Всегда просматривайте паспорта безопасности перед использованием или обращением с каким-либо химическим веществом.
Мы получили много запросов от наших читателей, которые следуют нашему руководству «Квалификация сварочных процедур и сварщиков», на предмет их квалификации с вопросами о растворах для травления. Областью применения вышеупомянутой публикации была конструкционная сталь, но ее принципы можно использовать и для других материалов. Эта статья выходит за рамки простой стали и посвящена травлению других металлов, таких как алюминий, медные сплавы и нержавеющая сталь.
Различные сплавы требуют различных растворов для травления. Если вы работаете со многими сплавами, вам понадобится несколько химикатов. Крайне важно, чтобы у вас были СОПы, подробно объясняющие процедуры обработки, а также процедуры смешивания. Не пытайтесь смешивать какие-либо из этих химикатов без соответствующей подготовки.
Углеродистая и низколегированная сталь
Для травления низкоуглеродистой стали подходят три кислоты: азотная кислота, персульфат аммония и йодид/йодид калия. Смешайте следующим образом.
- Азотная кислота – смесь 5 – 10% азотной кислоты с остатком спирта. Вода подойдет, но спирт предпочтительнее. Используйте при комнатной температуре.
- Персульфат аммония – Смешайте одну часть персульфата аммония с девятью частями воды по весу. Используйте при комнатной температуре. Наносить ватным тампоном.
- Йодид и йодид калия – Смешайте одну часть йодида, две части йодида калия и десять частей воды по весу. Наносить кистью при комнатной температуре.
Нержавеющая сталь
Для нержавеющей стали используйте следующую смесь. Наносить при комнатной температуре ватным тампоном или погрузить деталь в раствор.
- 200 г хлорида железа (FeCl3) + 300 мл азотной кислоты (HNO3) + 100 мл воды (h30)
- Быстрая альтернатива: травитель для печатных плат (PC), содержащий хлорид железа – нанесите на образец, когда он теплый, и быстро промойте
Травитель для печатных плат можно использовать для травления аустенитных нержавеющих сталей
Алюминиевые сплавы
Раствор, который подходит для алюминия, представляет собой трехкомпонентную смесь, состоящую из следующих компонентов. Его следует использовать при комнатной температуре.
- 15 мл соляной кислоты + 10 мл плавиковой кислоты + 85 мл воды
Медные сплавы
Для меди и медных сплавов используйте концентрированную азотную кислоту. Погрузите образец в концентрированную азотную кислоту на 30–45 секунд. Затем промойте водой. После тщательного ополаскивания погрузите в смесь 50 % азотной кислоты/50 % воды. Снова промойте и удалите белый налет спиртом или водой.
Никелевые сплавы
Раствор, который хорошо подходит для никелевых сплавов, представляет собой трехкомпонентную смесь, которую следует использовать каждый раз в свежем виде. Образец должен быть погружен в этот раствор на 1-2 минуты. Смесь состоит из:
- 1 часть перекиси водорода (h3O2) + 2 части соляной (HCl) кислоты + 3 части воды (h30)
Титановые сплавы
Для титана используйте следующую смесь при комнатной температуре путем погружения образца или нанесения раствора тампоном.
- 3 мл плавиковой кислоты + 6 мл азотной кислоты + 90 мл воды
Не забывайте соблюдать правила безопасности при работе с этими растворами. Всегда изучайте паспорта безопасности (SDS), чтобы понимать риски и способы устранения проблем в случае возникновения проблем. Всегда используйте эти кислоты и растворы в хорошо проветриваемом помещении и с быстрым доступом к воде для тщательного ополаскивания (глаза и всего тела). Когда эти растворы не используются, их необходимо закрывать, хранить и запирать в надежном месте.
Ссылки: Справочник по процедурам дуговой сварки
Квалификация процедур сварки, сварщиков и операторов сварки
AWS B2.1/B2.1M:2014- Спецификация для квалификации процедур сварки и производительности
Опубликовано
Категории: Квалификация, тестирование и инспекция
Раскрытие информации о связи: Некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
приключений в сварке нержавейки | Страница 2 | Homebrew Talk
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы джонп9576
- Дата начала
Help Support Homebrew Talk — форум для обсуждения пивоварения, вина, медовухи и сидра:
имсовитадид
Активный член
- #41
Кладу сказал:
Сделайте густую суспензию флюса, нанесите ее на противоположную сторону сварного шва на расстоянии 1/2 дюйма от области сварного шва, чтобы защитить прилегающий металл. В инструкциях может потребоваться спирт, но вода тоже подойдет, примерно 1 капля на Для начала подойдет ложка.После сварки флюс сплавится и оставит стеклянную поверхность, которая будет снята щеткой из нержавеющей стали на 4-дюймовой шлифовальной машине. При выполнении водонепроницаемых сварных швов убедитесь, что в сварном шве нет карманов для флюса, которые могут вырваться и вызвать утечку, высверлить карман и сделать проход по отверстию.
Нажмите, чтобы развернуть…
По профессии я сварщик и никогда не слышал о смешивании флюса с водой. Фактически, вода вызывает дефекты сварки, такие как пористость, и вызывает утечки. Если вы используете солнечный флюс типа B для сварки нержавеющей стали, купите продукт под названием HEET. Они продаются в автомобильном отделе Волмарт. HEET — это то, с чем вы должны смешивать флюс.
Кладу
Старший член
- #42
Любопытно, мне должно быть очень везло все эти годы, когда при использовании воды с резервным флюсом на нержавеющих трубах флюс использовался для предотвращения окисления (засахаривания) на прилегающих участках при сварке нержавейки, а не в сварочной ванне. После того, как вы подожгли, вода, которая когда-либо использовалась, исчезает за считанные секунды, так как тепло распространяется перед зоной сварки.
Джефф967
Известный член
- #43
Я сварщик по профессии
Нажмите, чтобы развернуть…
Сейчас я на пенсии, но 30 лет проработал под колпаком, сертифицирован ASME для сосудов высокого давления.
, и очень часто солнечный флюс смешивают с водой или денатурированным спиртом.
имсовитадид
Активный член
- #44
jeff967 сказал:
Сейчас я на пенсии, но проработал под колпаком 30 лет, сертифицирован ASME для сосудов высокого давления.
, и очень часто солнечный флюс смешивают с водой или денатурированным спиртом.Нажмите, чтобы развернуть…
Действительно интересно, у меня такое впервые. Вода может загрязнить сварной шов, поэтому на верфях мы нагреваем свариваемый металл горелкой, чтобы избавиться от очень заметной воды, которая находится в металле. Кроме того, добавление воды во флюс не позволяет протекать химической реакции, как это произошло бы при добавлении метанола/метилового спирта, но вы знаете, что я попробую ваш метод добавления воды, в следующий раз, когда я вырву тиг, потому что, черт возьми, я могу кое-что узнать. !
Хомерцид
Лицензированный терапевт чувственного массажа.
- #45
imsoweetadid сказал:
По профессии я сварщик и никогда не слышал о смешивании флюса с водой. Фактически, вода вызывает дефекты сварки, такие как пористость, и вызывает утечки. Если вы используете солнечный флюс типа B для сварки нержавеющей стали, купите продукт под названием HEET. Они продаются в автомобильном отделе Волмарт. HEET — это то, с чем вы должны смешивать флюс.
Нажмите, чтобы развернуть…
Я думаю, что HEET — это просто форма спирта, и я считаю, что если вы используете его при сварке, цель будет состоять в том, чтобы помочь вытеснить любую водяную влагу.
Я использовал его в качестве топлива для печи Pop Can Stove для легкого кемпинга (дополнительную информацию можно найти в Google Pop Can Stove)
имсовитадид
Активный член
- #46
Гомерцид сказал:
Я думаю, что HEET — это просто форма спирта, и я считаю, что если вы используете его при сварке, цель будет состоять в том, чтобы помочь вытеснить любую водяную влагу.
Нажмите, чтобы развернуть…
Точно, вот почему я не могу поверить, что флюс можно смешивать с водой, это вроде как противоречит цели, но я попробую что-нибудь хотя бы раз.
Кстати, эта печка для банок довольно симпатичная, надо будет попробовать.
имсовитадид
Активный член
- #47
jonp9576 сказал:
хорошо звучит. я попробую смесь гелия и проволоку поменьше
Нажмите, чтобы развернуть…
Когда вы пойдете в свой магазин сварочных материалов, скажите им, что вам нужен Tri-Mix, это единственная смесь, с которой я буду сваривать нержавеющую сталь, и это то, о чем кто-то упоминал пару постов назад.
Джонп9576
Известный член
- #48
у нас есть магазин сварочных материалов. я сделаю смесь. какие %
имсовитадид
Активный член
- #49
jonp9576 сказал:
у нас есть магазин сварочных материалов. я сделаю смесь. какие %
Нажмите, чтобы развернуть…
90% гелия, 7,5% аргона, 2,5% СО2 — вот что ему понадобится.
Джонп9576
Известный член
- #50
звучит хорошо. на выходных сделаю смесь и попробую. У меня есть старый контейнер с жидким кислородом из нержавеющей стали, на котором я тренируюсь.
имсовитадид
Активный член
- #51
jonp9576 сказал:
звучит хорошо. на выходных сделаю смесь и попробую. У меня есть старый контейнер с жидким кислородом из нержавеющей стали, на котором я тренируюсь.
Нажмите, чтобы развернуть…
Эта смесь действительно хороша для тонкого металла, которым, скорее всего, является бак. Суть в том, что эта смесь будет работать очень хорошо для вас, и вы увидите адские улучшения. Расскажите, как у вас дела!
Джонп9576
Известный член
- #52
я попробовал это сегодня. кажется, работает нормально. Я думаю, что проблема в моей технике. Я все еще не могу сделать сварные швы вогнутыми. я мог, когда работал над своей варочной установкой, но не с нержавеющей сталью.
также, это материал, который я должен положить на нижнюю сторону сварных швов? он сказал, что флюс для пайки нержавеющей стали и других металлов между 700 и 1800 градусами
Джонп9576
Известный член
- #53
это изображение толщины металла, с которым я работаю
трудно сказать, насколько он толстый, но он примерно в два раза толще крышки бочонка.
2-0турбо
Известный член
- #54
Привет, Джон, несколько твоих сварных швов выглядят отлично! То, что у вас там есть, обязательно сработает. Или продолжайте практиковаться, и через некоторое время они будут выглядеть ДЕЙСТВИТЕЛЬНО хорошо. Поток, который у вас есть, не то, что вы хотите. То есть для пайки. Честно говоря, я бы не беспокоился о потоке. Единственное, что произойдет, это МОЖЕТ случиться внутри вашего сварного шва, в зависимости от того, насколько горячим вы получаете свой предмет. В конце можно просто отшлифовать/отшлифовать. Другой путь — обратная продувка. Но, честно говоря, это слишком большая проблема, и я редко это делаю, даже когда работаю с трубками. Просто сварите его, почистите внутри, если нужно (от сахара), но я думаю, все будет хорошо.
Ваши горизонтальные сварные швы слева, 2-й и 3-й снизу выглядят красиво. Для ваших вертикальных сварных швов, начиная слева, 2-й и 7-й очень хороши. Старайтесь придерживаться этих параметров, скорости перемещения и т. д. Если можете, постарайтесь расположить деталь ровно, чтобы сварка выполнялась, как на столе. Это позволит гравитации работать с вами и значительно улучшит вашу сварку!
Джонп9576
Известный член
- #55
спасибо за советы. У меня действительно нет необходимости сваривать нержавеющую сталь, кроме того, что в какой-то момент в будущем я хотел бы превратить остальную часть этого старого кислородного баллона в большой конический ферментер. но пока у меня нет места для него или пивоварения, чтобы заполнить его. так что я просто хочу научиться сваривать нержавеющую сталь просто для удовольствия.
Джонп9576
Известный член
- #56
Если бы мне нужно было сделать коническую форму, я бы купил один из этих бункеров, которые всегда вывешиваются здесь, и приварил бы его к нижней части открытого цилиндра. если я это сделаю, я должен сварить внутреннюю часть, чтобы она была самой чистой внутри, или я должен сварить снаружи. я думал внутри. ты понимаешь, о чем я спрашиваю?
имсовитадид
Активный член
- #57
jonp9576 сказал:
Если бы мне нужно было сделать конус, я бы купил один из этих бункеров, которые всегда вывешены здесь, и приварил бы его к нижней части открытого цилиндра. если я это сделаю, я должен сварить внутреннюю часть, чтобы она была самой чистой внутри, или я должен сварить снаружи. я думал внутри. ты понимаешь, о чем я спрашиваю?
Нажмите, чтобы развернуть.
Теперь ты собираешься тигить или мигить конический? Если бы вы тиггировали, то вы бы сварили его снаружи, а флюс покрасил бы внутри, и если вы сварите его правильно, то внутри должно получиться бесшовное, без зазоров и трещин. Если вы думаете о сварке MIG конической формы, хорошо, я не позволю вам этого делать, если только ваша сварка MIG на нержавеющей стали не является первоклассной, и вы знаете, что делаете. Во-первых, из-за того, что сварочные конусы, свариваемые МиГ, чтобы быть гигиеничными, обычно не делаются, если только они не выполняются с помощью роботизированной сварки, и во-вторых, для того, кто начинает сварку, трудно сваривать такой тонкий металл без дефектов, что делает ваш конус подверженным бактериям в тех дефектах сварки, которые некоторые есть и не видны невооруженным глазом. Тот флюс, который у вас был, был неправильным флюсом, вам нужен специальный флюс для нержавеющей стали, называемый флюсом солнечного типа B, и смешайте его в густую пасту и нанесите кистью на обратную сторону сварного шва. Это защитит заднюю сторону от любого шугаринга.
Джонп9576
Известный член
- #58
хорошо, так что побольше практики, прежде чем я даже подумаю о сварке ферментера.
и я буду искать солнечный поток B. я видел это в нашем магазине, прежде чем я знаю, что мы получаем его время от времени.
имсовитадид
Активный член
- № 59
jonp9576 сказал:
Хорошо, так что побольше практики, прежде чем я даже подумаю о том, чтобы сварить ферментер.
и я буду искать солнечный поток B. я видел это в нашем магазине, прежде чем я знаю, что мы получаем его время от времени.
Нажмите, чтобы развернуть…
Также я должен сказать вам, что солнечный поток стоит недёшево, по 45 долларов за фунт весом, но он имеет большое значение, так как вам нужно только немного за один раз. Также продукт под названием heet — это то, с чем вы смешиваете его, но кто-то здесь сказал, что вы можете смешивать его с водой, но я никогда не пробовал его таким образом. Я просто следовал рекомендациям и рекомендациям производителя, и это сработало отлично.
Вы должны сделать имитацию ферментера, просто поместив два материала одинаковой толщины вместе, чтобы сформировать стыковой сварной шов, и выполнить сварные швы вдоль шва длиной около 2 дюймов, чтобы получить правильный нагрев и убедиться, что вы получаете хорошее плавление. путь через. Также выполняйте сварные швы в горизонтальном положении, что проще, и именно так вы собираетесь выполнять сварные швы на ферментере, потому что ферментер управляем, и вы можете расположить его так, как хотите. На верфях мы свариваем в горизонтальном положении всякий раз, когда это возможно, потому что это быстро и легко, но когда вы попадаете на корабли ВМФ, у вас нет возможности расположить корабль так, как вы хотите, чтобы сварка была плоской. Другое дело, не сравнивайте и не пытайтесь сделать так, чтобы сварные швы из нержавеющей стали выглядели как сварные швы из мягкой стали, которые лежат более плоско. Сварка MIG из нержавеющей стали, выполняемая при правильной силе тока и скорости проволоки, имеет тенденцию быть более выпуклой, чем сварка MIG из мягкой стали, что является нормальным явлением. Так что не пытайтесь заставить сварные швы из нержавеющей стали лежать ровно, увеличивая силу тока, потому что это принесет больше вреда, чем пользы.
Кстати, хоть я и зарабатываю на жизнь сваркой, я бы хотела работать в магазине сварочных материалов. У меня никогда не было бы денег каждый день зарплаты, все они пошли бы обратно в магазин на оборудование и гаджеты!
Брюбимер
Известный член
- #60
imsoweetadid сказал:
Также я должен сказать вам, что солнечный поток не дешев, по 45 долларов за банку весом в один фунт, но он имеет большое значение, так как вам нужно только немного за раз. Также продукт под названием heet.
Кстати, хоть я и зарабатываю на жизнь сваркой, я бы хотела работать в магазине сварочных материалов.
Нажмите, чтобы развернуть…
Я использовал 99% спирт для растирания от WalGreens, дешево и работает.
Магазины сварочных материалов, особенно когда становится доступной новая модель сварочного аппарата или капюшона, всегда заставляли мою кредитную карту выпрыгивать из кошелька из-под контроля много раз много раз назад. Мой LWS всегда был хорош для меня бесплатными материалами, поскольку я бесплатно выполнял дополнительные электрические работы, подключая их к тестовому сварочному стенду для клиентов.
Я только что обрадовался своей новой для меня игрушке два года назад Hypertherm Max 20, немного использованный всего за 125 долларов (пришлось купить его, даже когда Miller 375 был в списке желаний) мой друг приходит в магазин со своим лазерным резаком . Черт возьми, что дразнить.
Я считаю, что обратная подача газа, а также добавление предварительно отформованной медной пластины толщиной 3/8 дюйма и шириной 3 дюйма позволяет использовать больше тепла и быстрее перемещаться при сварке TIG-сварки к кегам. Муфты имеют небольшой шаг на конце, а также плотную посадку с избытком внутри кега, заподлицо с внутренним радиусом кега. Второй проход — просто сварка плавлением внутри над внутренним стыком. Плотная посадка хороша (думаю, держать ее в чистоте), так как нержавеющая сталь не похожа на магазин глушителей, чтобы нагромождать наполнитель, закрывающий большие зазоры. Вся подготовка делает Тига менее сложной задачей, нельзя сказать, легкой, особенно когда он отсутствует в течение 8-14 месяцев на поправку.
Варочная стойка в стиле My BIAB
- Orval
- Варочные стойки
- Ответы
- 3
- просмотров
- 2К
Орвал
Продажа Пропан 1/2 BBL Brewery For Sale
- дрожжевой
- Объявления о домашнем пивоварении — Продажа и поиск
- Ответы
- 2
- просмотров
- 430
дрожжевой
Продажа Огромная доморощенная уборка. Оборудование для брожения, кеги, холодильник (Торонто)
- levilevi
- Объявления о домашнем пивоварении — Продажа и поиск
- Ответы
- 0
- просмотров
- 260
levilevi
Контроль температуры конической ферментации
- Jack_O
- Ферментеры
- Ответы
- 1
- просмотров
- 512
Чоргей
Сборка цельной свинины и коптильни
- пивовар Бейли Маунтин
- Копчение, вяление и производство колбас
- Ответы
- 2
- просмотров
- 748
Бейли Маунтин Брюер
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл.