Тест на тему «Основы сварки»
Тест
На тему: «Основы сварки»
1. Сваркой называется ……
а). Сварка – это технологический процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их нагревании или пластическом деформировании, или совместном действии того и другого.
б). Сварка — это свойство деталей образовывать неразъёмное соединение путём местного нагрева, с применением или без применения давления.
в). Сварка – это способность материалов образовывать неразъёмное соединение путём расплавления основного металла и соединения соединяемых частей с помощью давления.
2. Определите, какие из перечисленных видов сварки не относятся к термическому классу сварки:
а) дуговая;
б) газовая;
в) контактная;
3. Как называется класс сварки, объединяющий виды сварки, которые осуществляются с использованием тепловой энергии и давления:
б) термический;
в) механический;
4. Дуговая сварка осуществляется под действием:
Дуговая сварка осуществляется под действием:
а) силы Р;
б) электрической дуги;
в) газового пламени;
5. Сварной шов в газовой сварке защищается с помощью:
а) нет защиты;
б) обмазки;
в) газового пламени;
6. Кто впервые применил при сварку угольный электрод?
а). Петров В.В.
б). Славянов Н.Г.
в). Бенардос Н.Н.
7. Степень механизации процесса газовой сварки:
а) полуавтоматическая;
б) ручная;
в) автоматическая;
8. Процесс образования электрона и ионов называется:
а) диссоциация;
б) ионизация;
в) рекомбинация;
9.Назовите основные зоны сварочной дуги:
а) катодная, анодная, столб дуги;
б) промежуточная, катодная, анодная;
в) анодная, ионизированная, плазменная;
10.Какая зона в сварочной дуге называется катодном пятном:
а) высокотемпературный участок на положительном электроде дуги;
б) наиболее яркий участок в средней части дуги;
в) высокотемпературный участок на отрицательном электроде дуги;
11. Какую полярность дуги называю прямой:
Какую полярность дуги называю прямой:
а) на электроде минус, на изделии плюс;
б) на электроде плюс, на изделии минус;
в) переменное изменение полярности на электроде и изделии
12 На какой полярности обеспечивается большее проплавление
основного металла при ручной дуговой сварке
а) на обратной;
б) на переменном токе;
в) на прямой;
13.Что понимают под вольт-амперной характеристикой:
а) изменение напряжения на дуге с течением времени;
б) зависимость напряжения на сварочной дуге от величины тока;
в) изменение величины сварочного тока с течением времени
14.Почему рекомендуется вести сварку короткой дугой:
а) улучшается устойчивость горения дуги и защита сварочной зоны;
б) улучшается формирование шва;
в) увеличивается глубина провара и ширина шва;
15.Сколько участков имеет вольт-амперная характеристика дуги
а) 2; б) 4; в) 3;
16.Магнитное дутье – это:
а) защита сварочной ванны от окружающей среды;
б) отклонение дуги от нормального положения;
в) перенос капель металла через дугу;
17. При ручной дуговой сварке покрытыми электродами характерен перенос электродного металла:
При ручной дуговой сварке покрытыми электродами характерен перенос электродного металла:
а) мелкокапельный;
б) парами;
в) крупнокапельный;
18.Электрический аппарат, преобразующий переменный ток трехфазной сети в постоянный при помощи полупроводниковых приборов:
а) трансформатор;
б) генератор;
в) выпрямитель;
г) преобразователь
19.Внешняя характеристика источника питания для ручной дуговой сварки:
а) жесткая;
б) пологая;
в) падающая;
г) возрастающая.
20. Электрический аппарат, преобразующий механическую энергию в электрическую:
а) генератор;
б) трансформатор;
в) выпрямитель;
г) преобразователь;
21.Установка, состоящая из сварочного генератора и сварочного генератора с независимым возбуждением
а) трансформатор;
б) преобразователь;
в) генератор;
г) выпрямитель;
22.Номинальные сварочный ток и напряжение источника питания — это:
а) максимальные ток и напряжение, которые может обеспечить источник;
б) ток и напряжение, на которые рассчитан нормально работающий источник;
б) напряжение и ток сети, к которой подключен источник питания;
23. Время, необходимое для подъема напряжения от нуля
Время, необходимое для подъема напряжения от нуля
до напряжения повторного зажигания дуги (до 30 В) не
должно превышать:
а) 0,05 с; б) 0,005 с; в) 0,5 с; г) 5 с.
24. Процесс удаления серы и фосфора из металла сварного шва называется:
а) раскисление;
б) окисление;
в) рафинирование;
25.Цифры после букв Св в марке сварочной проволоки
Св-08Г2С обозначают содержание в сотых долях процента:
а) углерода;
б) кислорода;
в) марганца;
Критерий оценки знаний
До 12 — «2»
13-17 — «3»
18-22 — «4»
23-25 — «5»
Эталоны ответов
1-а; 2-в; 3-а; 4-б; 5-в; 6-в; 7-б; 8-б; 9-а; 10- в; 11-а; 12-в: 13-б; 14-а; 15-в; 16-б; 17-в; 18-в; 19-а; 20-а: 21-а; 22-в; 23-а; 24-в; 25-а
Тест «Сварка стыковым и угловым швом пластин из низкоуглеродистой стали в вертикальном и горизонтальном положениях»
Бюджетное профессиональное образовательное учреждение Омской области
«Седельниковский агропромышленный техникум»
ТЕСТ
«Сварка стыковым и угловым швом пластин из низкоуглеродистой стали в вертикальном и горизонтальном положениях»
МДК. 05.01. Техника и технология газовой сварки (наплавки)
05.01. Техника и технология газовой сварки (наплавки)
ПМ. 05 Газовая сварка (наплавка)
по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки))
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2017
Сварка стыковым и угловым швом пластин из низкоуглеродистой стали в вертикальном и горизонтальном положениях.
Тест.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верные.
Направление перемещения горелки при сварке вертикального стыкового шва:
а) снизу вверх;
б) сверху вниз;
в) снизу вверх и сверху вниз.
Способ сварки вертикального углового шва:
а) правый;
б) левый;
в) правый и левый.
Какой способ сварки вертикальных швов при направлении сварки снизу вверх наиболее удобный?
а) Левый.
б) Правый.
в) Оба.
Мощность пламени (номер наконечника) при сварке вертикальных швов по сравнению с горизонтальными должна быть:
а) больше;
б) меньше;
в) одинаковая.
Чем кроме мощности пламени можно уменьшить жидкотекучесть сварочной ванны?
а) Скоростью перемещения горелки.
б) Скоростью подачи проволоки.
в) Тем и другим.
Какой угол между мундштуком и проволокой наиболее удобен при вертикальной сварке?
а) 160°.
б) 90°.
в) 30°.
Что может быть причиной грубой чешуйчатости вертикальных швов?
а) Большая мощность пламени.
б) Неравномерная скорость продольных перемещений
горелки.
в) То и другое.
Каким способом лучше выполнять горизонтальные швы?
а) Левым.
б) Правым.
в) Тем и другим.
Зачем нужен наклон сварочной ванны по отношению к разделке кромок при сварке горизонтальных швов?
а) Так удобнее держать горелку.
б) Для поддержания пламенем ванны и предупреждения ее стекания.
в) Чтобы быстрее заполнить разделку.
10. Какой дефект может появиться в шве, если присадочная проволока плавится раньше, чем оплавляются кромки?
а) Наплыв.
б) Непровар.
в) Оба дефекта.
Эталон ответа:
вопрос | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
ответ | в | в | а | б | б | б | б | б | б | б |
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.
Список литературы
Лаврешин С.А. Производственное обучение газосварщиков : учеб. пособие для нач. проф. Образования – М.: Издательский центр «Академия», 2017.
Гуськова Л.Н. Газосварщик: раб. Тетрадь: учеб. Пособие для нач. проф. Образования – М.: Издательский центр «Академия», 2017.
Юхин Н.А. Газосварщик: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2015.
Г.Г Чернышов. Справочник электрогазосварщика и газорезчика: учеб. пособие для нач. проф. образования – М. : Издательский центр «Академия», 2011.
А.И. Герасименко «Основы электрогазосварки», Учебное пособие – М: ОИЦ «Академия», 2015.
Маслов В.И. Сварочные работы. Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2014.
Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2011.
10 интеллектуальных вопросов из мира сварки | Тест сварщика на грамотность | Euro Welder
Сварка — это не просто один из видов строительных работ, сварка — это богатая история и занимательная наука, без которой невозможно представить современную цивилизацию и общество.

🙏Приветствую гостей и подписчиков канала Euro Welder — канале о сварке и сварщиках!
В этой статье представлен небольшой тест с различными вопросами из мира сварки, который рассчитан на разный уровень подкованности и эрудиции.
Свободный источник картинки: Яндекс.Картинки.Свободный источник картинки: Яндекс.Картинки.
Возможно Вам удастся узнать что-то новое или вспомнить забытое старое, а может Вы пройдёте тест легко и непринуждённо — проверьте себя! Поехали;)
1. Как в 1882 году назвал аппарат электросварки его первый создатель Николай Николаевич Бенардос?- электросплав
- электрогефест
- электрогермес
- электровелдс
 Название установки автором было дано в честь древнегреческого бога огня и кузнеца — Гефеста.2. Основатель какой известной мировой компании первым произвёл покрытый сварочный электрод?
Название установки автором было дано в честь древнегреческого бога огня и кузнеца — Гефеста.2. Основатель какой известной мировой компании первым произвёл покрытый сварочный электрод?- Lincoln Electric (CША) Джон Ч. Линкольн
- Fronius (Австрия) Гюнтер Фрониус
- ESAB (Швеция) Оскар Чельберг
- Kemppi (Финляндия) Мартти Кемппи
- 10 мм
- 16 мм
- 20 мм
- 26 мм
 4. Сварка какого материала/материи, кроме общеизвестных возможна и практикуется сегодня?
4. Сварка какого материала/материи, кроме общеизвестных возможна и практикуется сегодня?- сварка древесины
- сварка живой ткани животных и людей
- сварка драгоценных камней
- сварка разбитых мечт
- Боб Марли
- Вячеслав Бутусов
- Фредди Меркьюри
- Андрей Макаревич
 Спустя время он приступает к сварке самостоятельно, но после опасной травмы глаза, причиной которой стал попавший в глаз кусок раскалённого металла, Боб навсегда оставляет эту профессию.6. Электродами с каким покрытием эффективно производят сварку в положении «вертикаль на спуск (сверху-вниз)»?
Спустя время он приступает к сварке самостоятельно, но после опасной травмы глаза, причиной которой стал попавший в глаз кусок раскалённого металла, Боб навсегда оставляет эту профессию.6. Электродами с каким покрытием эффективно производят сварку в положении «вертикаль на спуск (сверху-вниз)»?- с основным
- с рутиловым
- с асбест-цементным
- с целлюлозным
- «плюс» на электроде
- «минус» на электроде
- «минус» на массе
- И «плюс» и «минус» на электроде
 8. Марка самых первых качественных советских электродов, используемых по сей день?
8. Марка самых первых качественных советских электродов, используемых по сей день?- УОНИИ 13
- МР-3
- АНО-21
- ОЗС-12
- Майк Тайсон
- Александр Емельяненко
- Конор МакГрегор
- Олег Монгол
 Свечение электрической дуги какого из представленных видов сварок наиболее сильное?
Свечение электрической дуги какого из представленных видов сварок наиболее сильное?- аргонно-дуговая сварка
- ручная дуговая сварка
- газовая сварка ацетиленом
- полуавтоматическая сварка
Тест окончен! Не забудьте написать в комментарии полученные результаты и отправить тест товарищу;)
С Уважением Euro Welder.
Тест-драйв сварочных инверторов для ММА-сварки
При покупке сварочного аппарата желательно убедиться в его качестве, проверив оборудование на практике. Так получится оценить максимальную и минимальную силу сварочного тока, продолжительность нагрузки, эффективность охлаждения и пр.Но не в каждом магазине есть условия для этого (могут только включить в розетку, показать как бегают амперы на табло и дует вентилятор). Покупая товар через интернет все это получится попробовать уже после передачи денег. Конечно, не понравившийся товар можно вернуть, но это лишняя морока. Мы провели тест-драйв самых популярных инвертором ММА за вас и сейчас честно обо всем расскажем.
 Но не в каждом магазине есть условия для этого (могут только включить в розетку, показать как бегают амперы на табло и дует вентилятор). Покупая товар через интернет все это получится попробовать уже после передачи денег. Конечно, не понравившийся товар можно вернуть, но это лишняя морока. Мы провели тест-драйв самых популярных инвертором ММА за вас и сейчас честно обо всем расскажем.
Но не в каждом магазине есть условия для этого (могут только включить в розетку, показать как бегают амперы на табло и дует вентилятор). Покупая товар через интернет все это получится попробовать уже после передачи денег. Конечно, не понравившийся товар можно вернуть, но это лишняя морока. Мы провели тест-драйв самых популярных инвертором ММА за вас и сейчас честно обо всем расскажем.
Суть тест-драйва
Не всегда прописанные в характеристиках параметры аппаратов для ММА сварки соответствуют действительности, особенно когда речь идет о бытовых инверторах. Такие модели заведомо не созданы для частой эксплуатации (от того и цена их низкая), а потому некоторые производители завышают данные в описании, чтобы повысить спрос. Мы взяли 5 самых продаваемых ММА инверторов и опробовали их в работе. Еще наши специалисты вскрыли их корпуса и оценили качество сборки. Все это поможет вам разобраться, какой аппарат с инверторной технологией выбрать для РДС сварки в своих обстоятельствах.
Обзор претендентов ТОП-5
Приведенные ниже инверторы стоят относительно дешево и имеют мощность сварочного тока до 200 А. Это бытовые модели, которые пригодятся на даче, в гараже, небольшой мастерской. Какой инвертор ММА лучше, решать вам, рассмотрев их плюсы и минусы.
Сварочный инвертор NEON ВД-163 весит 4.3 кг и обладает габаритами 168х129х320 мм. Он компактен и легок. Для ношения есть плечевой ремень. Дисплей присутствует — регулировка тока от 25 до 160 А выполняется по нарисованной шкале. Подходит для работы электродами 1.6-3.0 мм. Корпус защищён от дождя по стандарту IP23S. Выпускается товар в России.
Дуга поджигается довольно бодро, поскольку холостой ход здесь 70 В. Модель собрана на IGBT модулях китайского производства. Вроде должна греться меньше, да и ПН 60% на максимальном токе на это указывает, но на практике, корпус теплый уже спустя 2.5 минуты сварки. Конечно, трансформатор он не сгорит, поскольку сработает защита от перегрева, но для длительной работы не подойдет — максимум сварить мангал или починить забор.
Сборка качественная, ничего не болтается. Внутри есть маркировка даты изготовления плат и самого аппарата. Технически можно присоединить TIG горелку вентильного типа для аргонодуговой сварки, если понадобиться варить нержавейку.
БАРСВЕЛД Profi ARC-187 D МОД.II
Инвертор БАРСВЕЛД Mini ARC-180 D обладает габаритами 300х113х186 мм и весит 4.4 кг. Когда мы его разобрали, обнаружили, что внутри не одна плата, а три. Это более надежно и содействует длительному сроку службы. Настройка сварочного тока в диапазоне 20-180 А ведется поворотным регулятором, а значения отображаются на дисплее, что удобнее. Свои ПН 35% он честно выдает на максимальном токе. «Четверку» инвертор «тянет» смело.
Производитель снабдил инвертор ММА функциями «Горячий старт», «Антиприлипание» и «Форсаж дуги». При падении входящего напряжения до 160 V сварочный аппарат продолжает работать. Жесткая рукоятка и ремень для переноски облегчают варианты транспортировки. Алюминиевый корпус содействует снижению общего веса и лучше отдает тепло наружу.
Жесткая рукоятка и ремень для переноски облегчают варианты транспортировки. Алюминиевый корпус содействует снижению общего веса и лучше отдает тепло наружу.
РЕСАНТА САИ-160
Инвертор РЕСАНТА САИ-160 более крупный — его размеры 350х140х250 мм, хотя весит он почти так же — 4.5 кг. Сварочный ток можно опускать до 10 А, что пригодится при сварке очень тонкого металла. С максимальным значением при тест-драйве возникли проблемы — из заявленных 160 А, на практике аппарат выдает только 130 А. Поэтому «четверкой» варить не получится, да и резать металл электросваркой будет сложно. А вот латать трубы или бак для душа «тройкой» вполне реально.
Продолжительность нагрузки по паспорту — 70%, но на практике около 50%. Сборка на тех же китайских IGBT-модулях, но защиты корпуса от дождя уже нет. Зато дуга поджигается еще веселее благодаря напряжению холостого хода 80 В. Сила тока регулируется «крутилкой» по шкале.
У других инверторов ММА Ресанта САИ-160 выигрывает по соотношению цена/функции. Модель поддерживает «Антиприлипание», «Горячий старт» и «Форсаж дуги». А потому пользуется большой популярностью у новичков.
Модель REAL ARC 160 выделяется уменьшенным весом 3.5 кг и более защищенным корпусом. Все углы закрыты пластиковыми вставками, смягчающими удары, поэтому инвертор лучше «выживает» в строительных условиях. Регулировка тока от 15 до 160 А выполняется ручкой без дисплея.
Разобрав сварочный аппарат ММА видим, что он собран на одной плате. Тоннельное исполнение корпуса, обилие перфорации на стенках и большой вентилятор обеспечивает хорошее воздушное охлаждение. Поэтому ПВ 60% здесь реальное, а вот максимальная сила тока всего 130 А. Функция «Антиприлипание» работает. Тест-драйв показал, что инвертор уверенно варит «тройкой». Переносить его по месту более удобно за счет жесткой рукоятки, а малый вес облегчает работу на высоте, когда инвертор висит на плече сварщика.
Среди аналогов инвертор ММА выигрывает по сроку гарантийных обязательств. Они составляют 2+3 года. Спустя 24 месяца после покупки, аппарат должен пройти сервисное обслуживание в авторизованном центре. Это продлит гарантию еще на 12 месяцев и так можно сделать три года подряд. Учитывая, что многие бытовые модели ломаются в течение первых двух лет при активной эксплуатации, гарантия в 5 лет является весьма щедрой. Еще одно преимущество — комплектация кабелями держателя и массы длиной по 3 м, что повышает маневренность сварщика.
Продолжает ТОП-5 инвертор Форсаж-180 с размерами 295х155х160 мм и весом 4.3 кг. Аппарат для ММА сварки производится в России. У него сила тока регулируется от 15 до 180 А, а ПН на максимуме составляет 35%. Показатель невысокий, зато честный. Инвертор действительно варит «четверкой» 3.5 минуты без перерыва. Если нужно что-то отрезать электросваркой, то этот аппарат справится.
Корпус собран добротно и модель устойчиво располагается на столе или полу за счет расширенной формы. Кроме РДС сварки инвертор подходит для TIG метода при установке вентильной горелки. Напряжение холостого хода 70 В облегчает первичный и повторный поджиг дуги. Есть все функции для сварки тонкого металла, что выгодно новичкам. Цена аппарата выше аналогов, зато все соответствует действительности. Кстати, российский производитель дает на него гарантию 3 года. «Каплей дегтя» служит низкая распространенность запчастей на эту модель.
Кроме РДС сварки инвертор подходит для TIG метода при установке вентильной горелки. Напряжение холостого хода 70 В облегчает первичный и повторный поджиг дуги. Есть все функции для сварки тонкого металла, что выгодно новичкам. Цена аппарата выше аналогов, зато все соответствует действительности. Кстати, российский производитель дает на него гарантию 3 года. «Каплей дегтя» служит низкая распространенность запчастей на эту модель.
Советы по выбору
Лучше покупать инвертор ММА, который вы видели изнутри. Так можно оценить:
- качество сборки;
- увидеть количество плат;
- устройство воздушного охлаждения;
- толщину лака на платах, служащего изоляцией;
- элементы защиты.
Например, между платами и стенками корпуса должны быть диэлектрические перегородки, защищающие от контакта или удара при падении. Но в магазине никто разбирать аппараты не будет (вскрытие пломб или срыв контрольных наклеек автоматически ведет к потере гарантии). Поэтому ознакомиться с внутренним видом сварочных аппаратов РДС, представленных в тест-драйве, можно, посетив нашу галерею.
Поэтому ознакомиться с внутренним видом сварочных аппаратов РДС, представленных в тест-драйве, можно, посетив нашу галерею.
Покупая инвертор для ММА сварки, учитывайте максимальную силу тока, которую способен выдать аппарат. Не у всех она соответствует фактической (благодаря тест-драйву вы знаете у кого это так), поэтому берите модель с запасом по параметру.
Если работа предполагается за столом, достаточно кабелей 1.2-1.5 м. В других случаях с коротким кабелем держателя придется часто переставлять аппарат. Ремонт забора или возведение теплицы лучше выполнять с проводами 2.5-3 м.
Монтаж металлических ферм на крыше гаража или сарая удобнее проводить, подвесив инвертор на плечо. Здесь важен вес оборудования, ведь держать его придется не 20 минут. Real ARC 160 с массой 3.5 кг здесь смотрится более выигрышно.
Ответы на вопросы: тест-драйв сварочных инверторов для ММА-сварки
Что можно делать самому с инвертором, чтобы не потерять гарантию? СкрытьПодробнее
Корпус разбирать нельзя. Менять разболтанные силовые разъемы, колесико настройки или кнопку включения — нельзя. Допускается самостоятельная продувка от пыли при помощи сжатого воздуха. Используйте для этого компрессор, направив струю через перфорацию на фронтальной панели.
Менять разболтанные силовые разъемы, колесико настройки или кнопку включения — нельзя. Допускается самостоятельная продувка от пыли при помощи сжатого воздуха. Используйте для этого компрессор, направив струю через перфорацию на фронтальной панели.
Не превышайте продолжительность нагрузки, давайте аппарату остывать. Во время работы ставьте его повыше от пола (на стул, стол, подвешивайте за ремень), чтобы в него попадало меньше пыли. Следите, чтобы ничего не накрывало работающий инвертор и не загораживало отверстия перфорации. Раз в месяц продувайте сжатым воздухом.
Что нужно, чтобы переделать инвертор ММА под TIG сварку? СкрытьПодробнее
Для переделывания инвертора ММА в аппарат для аргонодуговой сварки потребуется приобрести вентильную горелку, вольфрамовые электроды, баллон с аргоном и редуктор, а также 5-10 м газового шланга. Кабель массы используется тот же, что и при ММА сварке.
Кабель массы используется тот же, что и при ММА сварке.
Когда сварочное оборудование не используется, его убирают в закрытое место (коробок, тумбочку, кейс), чтобы внутрь не летела пыль. Температура хранения не важна (у многих моделей разрешена -30…+50º С), а вот сухость принципиальна. Влажность воздуха не должна превышать 80%.
Насколько важен дисплей в аппарате для РДС сварки? СкрытьПодробнееВыставить точные значения необходимо при сварке тонких металлов 0.8-1.0 мм. Здесь принципиален каждый ампер. Для работы с сечением 1.5-3 мм допускается установка примерных значений. Еще дисплей пригодится новичкам, чтобы все сделать по инструкции. Опытные сварщики выставляют ток «под себя», пробуя дугу на черновой детали, поэтому могут обходиться без экрана.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Тест сварочных инверторов на производительность и возможность работы от низкого напряжения
Тест сварочных инверторов на производительность и возможность работы от низкого напряжения
Место проведения теста — Ростовская область, г. Азов, независимая
территория, где происходит производство сварочных инверторов ДОН-150,
ДОН-200.
Азов, независимая
территория, где происходит производство сварочных инверторов ДОН-150,
ДОН-200.
Ни один из аппаратов не был специально подготовлен или специально
заказан на заводе изготовителе к этим исследованиям. Все аппараты были
выписаны со складов или взяты на время тестирования из магазинов наших
партнеров.
Тестировали следующие сварочные инверторы:
1) ДОН-150;
2) ELITECH 160СА;
3) FUBAC IN160;
4) PRORAB 160;
5) PRORAB 200.
Условия тестирования сварочных аппаратов были приближены к европейскими
стандартам измерения, т.е. температура окружающей среды в тени
составляла +39ºС, время измерения 10 минут.
Чтобы проверить, как инвертора работают от более низкого напряжения и
как, при этом меняется выдаваемый ими ток, их подключали к специальному
устройству, с помощью которого можно регулировать питающее напряжение. Все работы сварочных инверторов при низких напряжениях были
кратковременными.
Все работы сварочных инверторов при низких напряжениях были
кратковременными.
Все инвертора испытывались на своем максимальном токе.
ТЕСТ №1.
Аппарат — ДОН-150.
Заявленный максимальный ток = 150 Ампер
Выдаваемый максимальный ток при напряжении 220 Вольт = 150 Ампер
Выдаваемый максимальный ток при напряжении 170 Вольт = 90 Ампер
Время работы аппарата на максимальном токе при напряжении 220 Вольт до первого срабатывания термозащиты = 110 секунд.
Время остывания аппарата = 150 секунд.
Время работы аппарата на максимальном токе при напряжении 220 Вольт до второго срабатывания термозащиты = 56 секунд.
ТЕСТ №2.
Аппарат — ELITECH 160СА.
Заявленный максимальный ток = 160 Ампер
Выдаваемый максимальный ток при напряжении 220 Вольт = 160 Ампер
Выдаваемый максимальный ток при напряжении 180 Вольт = 155 Ампер
Выдаваемый максимальный ток при напряжении 160 Вольт = 150 Ампер
Выдаваемый максимальный ток при напряжении 150 Вольт = 130 Ампер
Выдаваемый максимальный ток при напряжении 140 Вольт = 120 Ампер
Выдаваемый максимальный ток при напряжении 125 Вольт = 80 Ампер
Аппарат на максимальном токе при напряжении 220 Вольт проработал 10
минут и термозащита не сработала. После чего просто прекратили
испытания, т.к. максимальное время измерения по европейским стандартам
составляет 10 минут.
После чего просто прекратили
испытания, т.к. максимальное время измерения по европейским стандартам
составляет 10 минут.
ТЕСТ №3.
Аппарат — FUBAC IN160.
Заявленный максимальный ток = 160 Ампер
Выдаваемый максимальный ток при напряжении 220 Вольт = 160 Ампер
Выдаваемый максимальный ток при напряжении 170 Вольт = 135 Ампер
Выдаваемый максимальный ток при напряжении 160 Вольт = 110 Ампер
Время работы аппарата на максимальном токе при напряжении 220 Вольт до первого срабатывания термозащиты = 120 секунд.
Время остывания аппарата = 110 секунд.
Время работы аппарата на максимальном токе при напряжении 220 Вольт до второго срабатывания термозащиты = 60 секунд.
ТЕСТ №4.
Аппарат — PRORAB 160.
Заявленный максимальный ток = 160 Ампер
Выдаваемый максимальный ток при напряжении 220 Вольт = 150 Ампер
Выдаваемый максимальный ток при напряжении 160 Вольт = 125 Ампер
Время работы аппарата на максимальном токе при напряжении 220 Вольт до первого срабатывания термозащиты = 150 секунд.
Время остывания аппарата = 86 секунд.
Время работы аппарата на максимальном токе при напряжении 220 Вольт до второго срабатывания термозащиты = 114 секунд.
ТЕСТ №5.
Аппарат — PRORAB 200.
Заявленный максимальный ток = 200 Ампер
Выдаваемый максимальный ток при напряжении 220 Вольт = 140 Ампер
Выдаваемый максимальный ток при напряжении 160 Вольт = 125 Ампер
Аппарат на максимальном токе при напряжении 220 Вольт проработал 10
минут и термозащита не сработала. После чего прекратили испытания, т.к.
максимальное время измерения по европейским стандартам составляет 10
минут.
Итак, сведем все результаты для наглядности в таблицу:
| Параметры \ Модели | ДОН-150 | ELITECH 160СА | FUBAC IN160 | PRORAB 160 | PRORAB 200 |
| Заявленный максимальный ток, Ампер | 150 |
160 |
160 |
160 |
200 |
| Выдаваемый максимальный ток при напряжении 220 Вольт, Ампер | 150 |
160 |
160 |
150 |
140 |
| Выдаваемый максимальный ток при напряжении 180 Вольт, Ампер | — | 155 |
— | — | — |
| Выдаваемый максимальный ток при напряжении 170 Вольт, Ампер | 90 |
— | 135 |
— | — |
| Выдаваемый максимальный ток при напряжении 160 Вольт, Ампер | — | 150 |
110 |
125 |
110 |
| Выдаваемый максимальный ток при напряжении 150 Вольт, Ампер | — | 130 |
— | — | — |
| Выдаваемый максимальный ток при напряжении 140 Вольт, Ампер | — | 120 |
— | — | — |
| Выдаваемый максимальный ток при напряжении 125 Вольт, Ампер | — | 80 |
— | — | — |
| Время работы аппарата до 1-го срабатывания термозащиты, сек | 110 |
Термозащита не сработала |
120 |
150 |
Термозащита не сработала |
| Время остывания аппарата, сек | 150 |
— | 110 |
86 |
— |
| Время работы аппарата до 2-го срабатывания термозащиты, сек | 56 |
— | 60 |
114 |
— |
все тесты
Сварка | My test site
Сварка (сварочные работы) – наиболее часто используемая технология неразъемного соединения деталей. Данная технология используется в различных отраслях промышленности: строительстве, автомобилестроении, судостроении и т.д., в том числе и в металлообработке. Одним из основных преимуществ сварки является возможность соединения материалов отличающихся физическими и механическими свойствами.
Данная технология используется в различных отраслях промышленности: строительстве, автомобилестроении, судостроении и т.д., в том числе и в металлообработке. Одним из основных преимуществ сварки является возможность соединения материалов отличающихся физическими и механическими свойствами.
Выделяют три основных вида сварочных работ: механический, термический и термомеханический.
При механическом типе сварочных работ сварка происходит за счет механической энергии и давления, соединяющих материалы и применяется для плакирования металлических поверхностей инородными материалами. К механическому типу сварочных работ относятся сварка взрывом, ультразвуковая сварка металлов, холодная сварка.
К термическим сварочным работам относится электродуговая сварка, аргонодуговая сварка, газоплазменная, лазерная, термитная, электронно-лучевая и ряд других видов. Все эти виды объединяет плавление с использованием тепловой энергии. Аргонодуговая сварка, получила широкое распространение. Главным достоинством аргонодуговой сварки является высокий уровень качества сварных швов. Её надежность выше уровня надежности пайки, так как швы свариваются и становятся единым целым с изделием. Аргонодуговая сварка, отличается использованием неплавящегося электрода в среде защитного газа, что позволяет сваривать различные материалы: углеродистые стали, легированные стали, титан, алюминиевые сплавы. Сварочные работы аргоном обеспечивают герметичность и прочность готового изделия. В связи с этим, аргонная сварка дает возможность увеличить срок эксплуатации готовой продукции. В ООО «НИЦ ТЛLtd» аргонодуговая сварка широко применяется для сварки алюминия и его сплавов.
Главным достоинством аргонодуговой сварки является высокий уровень качества сварных швов. Её надежность выше уровня надежности пайки, так как швы свариваются и становятся единым целым с изделием. Аргонодуговая сварка, отличается использованием неплавящегося электрода в среде защитного газа, что позволяет сваривать различные материалы: углеродистые стали, легированные стали, титан, алюминиевые сплавы. Сварочные работы аргоном обеспечивают герметичность и прочность готового изделия. В связи с этим, аргонная сварка дает возможность увеличить срок эксплуатации готовой продукции. В ООО «НИЦ ТЛLtd» аргонодуговая сварка широко применяется для сварки алюминия и его сплавов.
К термомеханическому виду сварочных работ относятся контактная сварка, точечная сварка, стыковая сварка, рельефная сварка, диффузная, кузнечная, сварка высокочастотными токами и ряд других видов. Все эти виды объединяет использование давления, в дополнение к тепловой энергии. В ООО «НИЦ ТЛLtd» применяется точечная сварка. При точечной сварке детали зажимаются в специальных сварочных клещах. После этого между ними начинает протекать большой ток, который разогревает металл деталей в месте их контакта до температур плавления. Затем ток отключается и осуществляется «проковка» за счёт сжатия клещей. Металл кристаллизуется и образуется сварное соединение.
При точечной сварке детали зажимаются в специальных сварочных клещах. После этого между ними начинает протекать большой ток, который разогревает металл деталей в месте их контакта до температур плавления. Затем ток отключается и осуществляется «проковка» за счёт сжатия клещей. Металл кристаллизуется и образуется сварное соединение.
В нашей компании все работы по сварке производятся высококлассными специалистами на современном оборудовании. Сварка алюминия, использование аргонодуговой сварки, применение точечной сварки – приоритетные направления деятельности ООО «НИЦ ТЛLtd». Разместить заказ можно отправив его на почтовый ящик или через форму на сайте, а также связавшись с менеджерами ООО «НИЦ ТЛLtd» по тел. +7 (49645) 2 — 59 — 08, +7 (49645) 2 — 38 – 38, факс +7 (49645) 2 — 45 – 88.
ТЕСТ
|
 01. Оборудование, техника и технология электросварки
01. Оборудование, техника и технология электросварки

— Основное руководство от сертификации конструкций до сертификации по сварке труб и квалификационных испытаний сварщика.
Что такое сварочный сертификат?
Определение: Сварочные сертификаты технически представляют собой практический квалификационный тест сварщика, который проводится сертифицированным инспектором по сварке, который определяет, может ли человек или машина произвести сварной шов надежного качества в соответствии с нормами или процедурой сварки, необходимой для компании. сайт вакансий или определенный отраслевой стандарт.
Итог, можете ли вы произвести сварной шов надежного качества, следуя процедуре / инструкциям?
Сертификационное испытание на сварку конструкций. Купоны на испытание на сварку разрезаны и готовы к изгибу Успешное сертификационное испытание на сварку на изгиб Приведенные выше изображения являются сертификатом сварки конструкций, выданным Американским обществом сварщиков. Основы сертификации сварки:
Основы сертификации сварки:
- Сваривайте металлы, указанные инспектором по сварке, в положении, на которое рассчитано испытание, следуя предоставленным инструкциям.
- Разрежьте сварной металл в соответствии с инструкциями и подготовьте его для испытания на изгиб или какой-либо утвержденной формы проверки качества.
- Проверить свариваемые материалы в соответствии с процедурой. Если они пройдут тест, значит, вы только что получили сертификат сварщика. Тестирование варьируется от теста на изгиб до радиографического (рентгеновского) исследования или даже просто визуального контроля качества. В большинстве случаев инспектор по сварке прекрасно понимает, проходят ли ваши сварные швы, просто визуально их проверяя.
Сварочные сертификаты призваны гарантировать, что навыки сварщиков соответствуют нормам, по которым они будут работать. Сварочные сертификаты также документируются, чтобы доказать, что сварщик соответствует этим нормам. Сварочные нормы сильно различаются в зависимости от типа выполняемых работ. Есть много организаций, у которых есть разные процедуры в зависимости от типа работы, которую они контролируют.
Есть много организаций, у которых есть разные процедуры в зависимости от типа работы, которую они контролируют.
В Соединенных Штатах довольно много организаций, имеющих сертифицированные сварочные процедуры.Тремя крупнейшими организациями являются:
- Американское общество сварщиков / AWS. www.aws.org Обычно они имеют дело со строительными нормами, в основном связанными со зданиями и мостами.
- Американское общество инженеров-механиков / ASME Раздел IX. www.asme.org Они имеют дело с нормами котлов и сосудов высокого давления.
- Американский институт нефти / API. www.api.org Они контролируют правила сварки трубопроводов для газовой и нефтяной промышленности.
Позиции сертификации сварщиков
Крупнейшей организацией в Америке, которая сертифицирует сварщиков, является Американское сварочное общество.Утвержденные ими процедуры сертификации сварки были проверены много раз, чтобы гарантировать, что, если они будут соблюдены, сварщик, проходящий сертификацию сварки, следует правилам и обладает необходимыми навыками, и пройдет это испытание.
Сварочные сертификаты имеют разные позиции, толщину металла, сварочные процессы и типы металла. Когда используется термин «сертифицированный сварщик», это означает только то, что сварщик сертифицирован в соответствии с процедурами сварки, в соответствии с которыми они тестировали. Не существует единого сварочного сертификата, охватывающего все виды сварки.
3G FCAW Сварочный шов, сертифицированный по сварке, очищен и обработан. Прекрасный пример сварки TIG нержавеющей стали на тонкостенной трубе.Сварочные сертификаты имеют разные позиции. Позиции различаются в зависимости от того, будет ли сварщик сваривать лист или трубу. Термины, правильно используемые в области сварки, относятся к пластине как к «сварке конструкций» и к сварке труб и труб.
Позиции сертификации сварки пластин
Для сварочной пластины позиции обычно бывают двух разных типов соединений.Угловые швы и швы с разделкой кромок. Большинство сертификатов на сварку листов выполняются на сварных швах с разделкой кромок. Это связано с тем, что в большинстве правил сварки сварные швы с канавкой также квалифицируют вас для угловых швов, но угловые швы не покрывают сварные швы с разделкой кромок. Угловые швы и швы с разделкой кромок также различаются в разных положениях. Позиции бывают плоскими, горизонтальными, вертикальными и над головой. Также имеется система кодирования для идентификации положения при сварке. Система кодирования для сварки листов и конструкций следующая:
Это связано с тем, что в большинстве правил сварки сварные швы с канавкой также квалифицируют вас для угловых швов, но угловые швы не покрывают сварные швы с разделкой кромок. Угловые швы и швы с разделкой кромок также различаются в разных положениях. Позиции бывают плоскими, горизонтальными, вертикальными и над головой. Также имеется система кодирования для идентификации положения при сварке. Система кодирования для сварки листов и конструкций следующая:
- 1 — для плоского положения.
- 2 — для горизонтального положения.
- 3 для вертикального положения.
- 4 для верхней позиции.
В сертификации сварки используются два типа соединений:
- F для углового шва.
- G — для сварного шва с разделкой кромок.
Эта система кодирования работает следующим образом: номер обозначает позицию, а затем буква обозначает тип сварного соединения. Например, если вы возьмете цифру 3 для вертикального положения, а G — для сварного шва с разделкой кромок. Затем вы соединяете их вместе, как «3G», тогда это код для вертикального сварного шва с канавкой. В случае углового шва вы просто замените G на F, тогда вы получите сварное соединение «3F», то есть вертикальный угловой шов.
Затем вы соединяете их вместе, как «3G», тогда это код для вертикального сварного шва с канавкой. В случае углового шва вы просто замените G на F, тогда вы получите сварное соединение «3F», то есть вертикальный угловой шов.
Положение сертификации сварки 1G
Положение сертификации сварки 1G — это пластина в плоском положении со скошенной кромкой. Это самое основное положение, оно распространяется только на сварщика в этом положении. Это самый простой тест для прохождения и наименее желанный работодателями.
1G (сварка с разделкой кромок) Тестовое положение2G Положение сертификации сварки
Положение сертификации сварки 2G представляет собой пластину в горизонтальном положении со скошенной кромкой. Это положение немного сложнее, чем тест 1G, но, пройдя его, вам не нужно проходить тест 1G. Этот тест охватывает позиции 1G и 2G.
2G (сварка с разделкой кромок) Тестовое положение.Положение сертификации сварки 3G
Положение сертификации сварки 3G представляет собой пластину в вертикальном положении со скошенной кромкой. Это положение меняется в зависимости от направления движения. Сертификат вертикальной сварки можно получить, путешествуя вертикально вверх. Это означает, что вы начинаете сварку снизу пластины вверх и вверх. Иногда сварка вертикально вниз означает сварку сверху вниз. Тестовая позиция 3G охватывает позиции 1G, 2G и 3G. Обычно этот тест проводится в процессе вертикального подъема.
Это положение меняется в зависимости от направления движения. Сертификат вертикальной сварки можно получить, путешествуя вертикально вверх. Это означает, что вы начинаете сварку снизу пластины вверх и вверх. Иногда сварка вертикально вниз означает сварку сверху вниз. Тестовая позиция 3G охватывает позиции 1G, 2G и 3G. Обычно этот тест проводится в процессе вертикального подъема.
4G позиция сертификации сварки
позиция сертификации сварки 4G представляет собой пластину в верхнем положении со скошенной кромкой.Это положение считается самым трудным при сварке пластины, но на самом деле это не намного сложнее, чем приваривать плоскую поверхность. Сварочный тест 4G охватывает позиции 1G, 2G и 4G, но не охватывает позиции 3G.
4G (канавка) Положение для испытанийПозиции для сертификации комбинированной сварки 3G и 4G
При получении сертификата на сварку конструкций очень часто сертификацию сварки 3G и 4G проводят вместе. Эти два испытания обычно охватывают все положения, и большинство норм допускают угловые сварные швы на трубах с минимальным диаметром 24 дюйма.
Эти два испытания обычно охватывают все положения, и большинство норм допускают угловые сварные швы на трубах с минимальным диаметром 24 дюйма.
Сертификационные позиции по сварке труб
Когда дело доходит до сварки трубы, существует четыре основных положения, и опять же, как правило, это сварные швы с канавкой. Также существует система кодирования для обозначения положений и типов соединений. Они следующие:
- 1 — для трубы в горизонтальном положении, которая прокатывается.
- 2 — для трубы в фиксированном вертикальном положении.
- 5 — для трубы в фиксированном горизонтальном положении.
- 6 для трубы в фиксированном положении 45 градусов.
- R — для ограниченного положения.
Как и позиции для сварки конструкций, сертификаты на сварку труб бывают двух типов:
- F — для углового шва.
- G — для сварного шва с разделкой кромок.

Положение для сертификации сварки труб 1G
Положение для сертификации сварки труб 1G — это труба в горизонтальном положении, при этом труба скатывается при сварке. В основном это сварка в горизонтальном положении.Сертификат 1G для сварки труб используется редко.
Положение для проверки сварки труб 1GПоложение для сертификации сварки труб 2G
Положение для проверки сварки труб 2G — это труба, которая стоит в вертикальном положении. Выполняемый шов представляет собой горизонтальный шов, и труба не может вращаться. Он находится в фиксированном положении.
Положение для испытания трубы 2GПоложение для сертификации сварки труб 5G
Положение для сертификации сварки труб 5G — это сварка трубы в горизонтальном положении, которая является фиксированной и не может перемещаться.Сварка выполняется над головой, вертикально и ровно с полным переходом всех этих положений. Это положение имеет два направления движения. Первый — это вертикальное движение вверх, и это наиболее часто используемая прогрессия. Второй — это вертикальное движение вниз, и оно обычно используется для аттестации сварщика трубопроводов.
Второй — это вертикальное движение вниз, и оно обычно используется для аттестации сварщика трубопроводов.
Позиция сертификации по сварке труб 6G
Затем идет сертификация по сварке труб 6G. Это труба, которая стоит на https: // gowelding.org / сварка-сертификация / smaw-6g-pipe / угол 45 градусов и не может быть перемещен. Этот тест включает в себя все позиции. Что делает эту позицию такой сложной, так это то, что есть легкая сторона и жесткая сторона. Все зависит от того, правша вы или левша, и от используемых сварочных процессов. Это одно испытание позволит сварщику сваривать трубы и листы во всех положениях. Это самая трудная из всех сварочных позиций, и это испытание, которое обычно проводится для более высокооплачиваемых должностей. Если вам нужно получить один сварочный сертификат, это то, что вам нужно!
6G Pipe Test PositionОграниченные сертификаты по сварке труб и тестовые позиции
Ограниченные положения для сварки труб — это самый сложный тип квалификации сварщика или сварочных сертификатов, который может пройти сварщик. Эти сертификаты по сварке и тестовые позиции предназначены для проверки вашей способности сваривать в тесных и ограниченных пространствах. Доступ к сварному шву ограничен тремя способами:
Эти сертификаты по сварке и тестовые позиции предназначены для проверки вашей способности сваривать в тесных и ограниченных пространствах. Доступ к сварному шву ограничен тремя способами:
- Принуждение сварщика к нестандартной стойке и положению тела.
- Другие трубы, потолок или стены, а также ограничительные кольца — это некоторые из различных препятствий, используемых для блокировки доступа к сварному шву.
- Блокирование визуального доступа к зоне сварки путем принуждения сварщика использовать зеркало, чтобы увидеть сварной шов.
Часто тест будет включать комбинацию препятствий и визуальных ограничений. Ограниченные тесты проходят в позициях 2G, 5G и 6G, но в большинстве случаев это будут ограниченные тестовые позиции 6GR или 6G.
6GR Положение сертификации сварки труб с ограничивающим кольцом
Положение для испытания ограничительного кольца 6G обычно представляет собой ограничительное кольцо диаметром 18 дюймов, расположенное на 1/2 дюйма над сварным швом. Я видел это в книгах по сварке и в коде AWS.На фотографии показан практический тест, который я прошел и собирался получить этот сертификат сварщика. К сожалению, при поиске процедуры сварки этот тест недоступен. Было показано, но не проверено. Другие коды могут использовать это и иметь процедуру, которая проверена.
Я видел это в книгах по сварке и в коде AWS.На фотографии показан практический тест, который я прошел и собирался получить этот сертификат сварщика. К сожалению, при поиске процедуры сварки этот тест недоступен. Было показано, но не проверено. Другие коды могут использовать это и иметь процедуру, которая проверена.
Положение для испытания труб с ограничением по 6GR
Испытание трубы с ограничением 6GR ограничивается размещением трубы котла с каждой стороны свариваемого образца. У вас есть ровно 1 дюйм зазора для сварки со стороны трубы.Это, наверное, самые сложные испытания. Испытания трубопроводов котла обычно выполняются сваркой TIG и всегда должны проводиться без участия рук. Вам также необходимо сварить половину трубки правой рукой, а другую половину — левой. Ходить по чашке запрещено, это приведет к мгновенному сбою проверки сварного шва!
6GR Ограниченное испытание трубопровода котла Sch 80 Tube. Зазор между сварными швами трубок котла 6GR.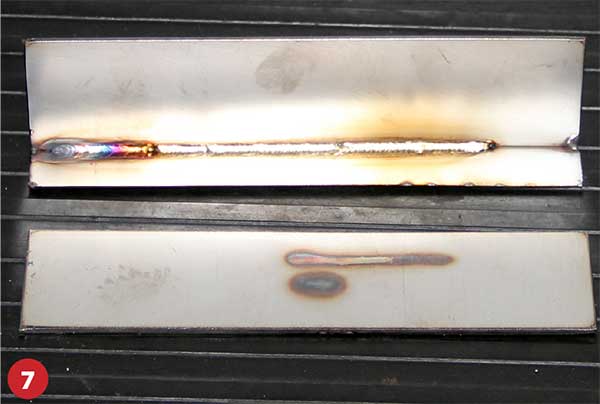
Другой тип теста трубок котла, который я прошел, имел зазор всего лишь 1/2 дюйма, и все, что я мог сказать, это «Вау, это было туго», но после некоторой сварки в этом нет ничего страшного.
6G Ограниченное испытание трубопровода котла снизу Положение для испытания сварного шва трубопровода 6GR Вверху6GR Положение сертификата на сварку труб с ограничением коробчатого типа
Судостроительные верфи обычно испытывают сварочные аппараты с ограничением по типу коробчатого типа. Ограниченный тест 6G не использует кольцо или другие трубы для блокировки доступа. Вместо этого это более реалистично для типа работы, выполняемой на верфи. Труба помещается в положение 6G внутри сварочной кабины с потолком для сортировки стали. Труба размещается с правой стороны будки (если вы правша) в 12 ″ от правой стены.Затем 12 дюймов от потолка и 12 дюймов от задней стены. Если смотреть прямо на трубу, то правая сторона трубы из положения с 3 до 12 часов почти недоступна. 12 дюймов зазора звучит много, но это 12 дюймов до центра сварного шва. Таким образом, у 6-дюймовой трубы есть только 9-дюймовый зазор. Зона ограниченного доступа слишком тесная, чтобы вы туда сунули голову или тоже что-то увидели.
Таким образом, у 6-дюймовой трубы есть только 9-дюймовый зазор. Зона ограниченного доступа слишком тесная, чтобы вы туда сунули голову или тоже что-то увидели.
Недавно я прошел этот тип теста для моей текущей работы с использованием корневого прохода TIG и горячего прохода, а остальные приварены стержнем.Самая сложная часть этого теста — сварка TIG. Чтобы пройти, вам нужно сварить первую четверть трубы правой рукой, вторую четверть левой рукой, затем третью четверть правой рукой, используя зеркало, и, наконец, последнюю четверть левой рукой, используя зеркало. Наконец, сварной шов должен был пройти рентгеновский контроль. К сожалению, мне не удалось получить разрешение на съемку.
Сертификационный стержень сварщика по сравнению со сварным швом с открытым корнем
Как и все сертификаты на сварку, многие предлагают два типа корневых отверстий.Первый типичен для сертификатов на сварку листов или конструкций и при использовании несущего стержня. Второй — это сварной шов с открытым корнем, который обычно используется в сертификатах на сварку труб. Оба этих типа корней имеют преимущества в зависимости от типа выполняемой работы.
Оба этих типа корней имеют преимущества в зависимости от типа выполняемой работы.
Корень с опорным стержнем
Конструкционная сварка обычно выполняется с использованием подкладного стержня, поэтому в этой ситуации подкладной стержень является подходящим. Установленная на место опорная планка облегчает выполнение корня сварного шва.В то же время именно так большинство специалистов по сварке конструкций проверяют своих сварщиков.
Тестовые образцы с шлифованной окалиной толщиной не менее 1 дюйма или 25,6 мм. Проверка корневого отверстия на опорной планке двумя электродами 1/8 дюйма, чтобы убедиться, что оно составляет 1/4 дюйма. Профиль готового колпачкового шва.Сварной шов с открытым корнем
Что касается сертификатов на сварку труб, то даже несмотря на то, что они предлагают опорный стержень, это не очень распространено в полевых условиях. В некоторых редких случаях они могут использовать охлаждающее кольцо или опорное кольцо.С pipe всегда лучше использовать открытый корень. Как и в случае всех открытых корневых швов, внутренняя или задняя часть шва должна иметь полный проплав, как если бы он был сварен с задней стороны или изнутри трубы. В полевых условиях большинство сварных швов, выполняемых на трубах, представляют собой швы с открытыми корневыми канавками. Открытые корневые швы делать труднее! Если вы сертифицируете с помощью SMAW, скорее всего, это будет корень E6010 и заливка и крышка E7018. Как правило, это дает вам право на использование большего количества сварочных электродов, чем, скажем, опорный стержень, использующий только электрод E7018.Еще одна распространенная комбинация для испытания на сварку открытого корневого канала — это корневой проход GTAW и горячий проход с заполнением и заглушкой SMAW. Это считается комбинированным типом испытаний, поскольку он удостоверяет вас в двух сварочных процессах.
Как и в случае всех открытых корневых швов, внутренняя или задняя часть шва должна иметь полный проплав, как если бы он был сварен с задней стороны или изнутри трубы. В полевых условиях большинство сварных швов, выполняемых на трубах, представляют собой швы с открытыми корневыми канавками. Открытые корневые швы делать труднее! Если вы сертифицируете с помощью SMAW, скорее всего, это будет корень E6010 и заливка и крышка E7018. Как правило, это дает вам право на использование большего количества сварочных электродов, чем, скажем, опорный стержень, использующий только электрод E7018.Еще одна распространенная комбинация для испытания на сварку открытого корневого канала — это корневой проход GTAW и горячий проход с заполнением и заглушкой SMAW. Это считается комбинированным типом испытаний, поскольку он удостоверяет вас в двух сварочных процессах.
 Сварка TIG с открытым корнем и идеальным проплавлением. Сделано Остином Чайлдерсом, обладателем титула лучшего сварщика в мире.
Сварка TIG с открытым корнем и идеальным проплавлением. Сделано Остином Чайлдерсом, обладателем титула лучшего сварщика в мире.Процессы сертификации сварки
Все сертификаты сварки связаны с разными процессами и процедурами.Наиболее широко используемые сварочные процессы:
TIG-сварка, нержавеющая сталь, трубная сварка, сварка стержнем, нержавеющая сталь, дуговая сварка с флюсом процессов в том, что они настолько специализированы, что найти работу может быть нелегко. Если вы не выполняете сварку с использованием сертифицированного процесса, они обычно теряют свою ценность через шесть месяцев. Сделать потраченное время и деньги зря. Для новичков в области сварки три лучших сертификата по сварке, которые окупятся быстрее всего, — это комбинация AWS D1.1 3G и 4G SMAW для углеродистой стали и сертификат 3G MIG Welding. Большинство работодателей будут более чем довольны тем, кто сдал эти квалификационные тесты. Эти сертификаты открывают двери для работы в магазине и полевых работ.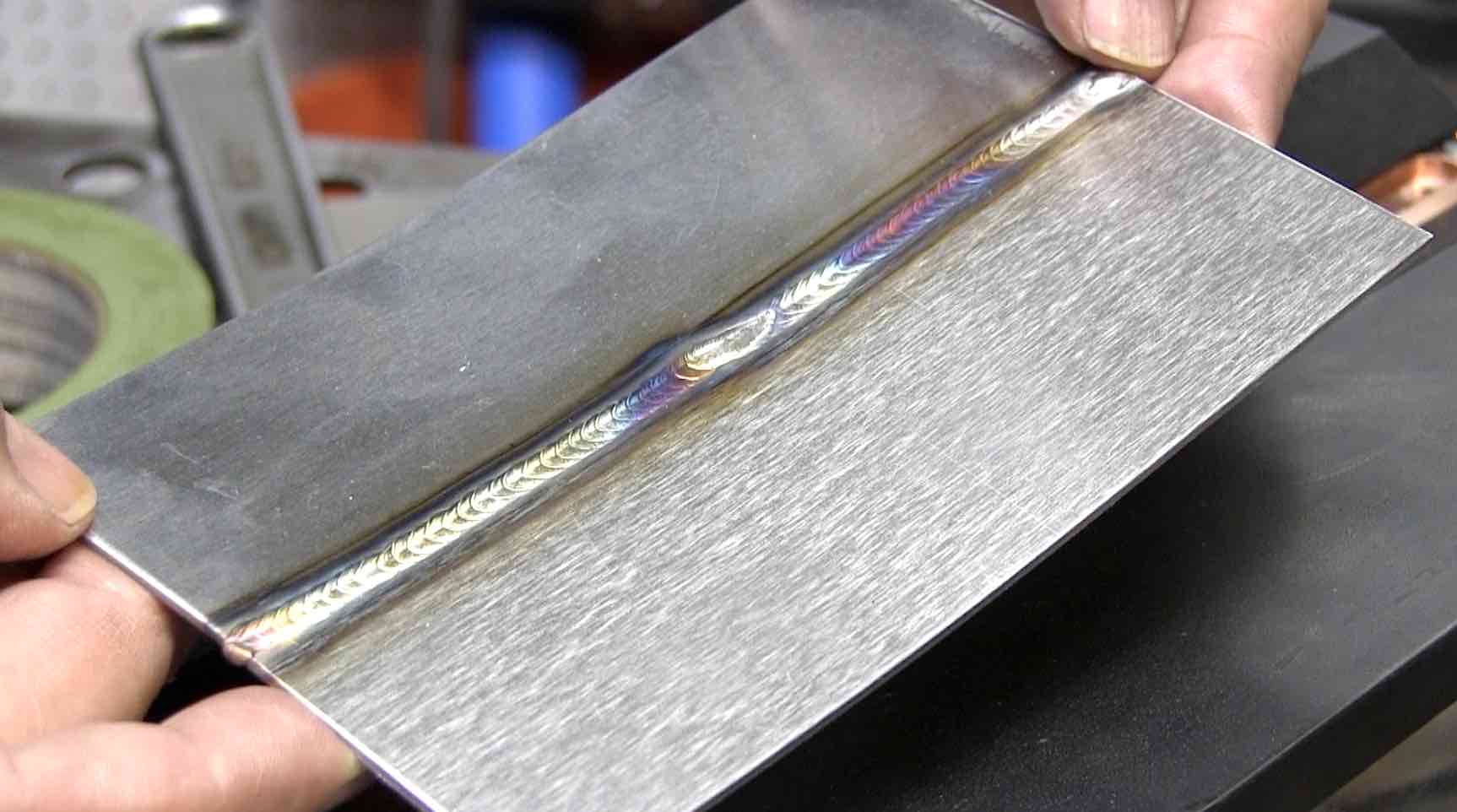
Разрушающий контроль и неразрушающий контроль
Когда дело доходит до сертификации сварки и испытаний на рабочем месте, существует два метода проверки качества сварного шва.Разрушающий контроль или «DT» и неразрушающий контроль или «NDT». У обоих методов есть свои достоинства и недостатки!
Разрушающее испытание или «DT»
Для большинства сварочных сертификатов, выдаваемых в сварочной школе, обычно используется метод разрушающего контроля. Это недорогой и точный способ узнать, выполняет ли студент-сварщик сварочные швы хорошего качества. Самым распространенным является испытание на изгиб купона. Для этого нужно провести испытание сварного шва и разрезать его на полосы, а затем согнуть их, чтобы проверить, держится ли сварной шов.Существует множество правил, касающихся количества открытий или даже разрушения сварочного купона. На идеальном изогнутом тестовом купоне не должно быть признаков дефектов или вскрытия. Существует множество других методов разрушающего контроля, но испытание на изгиб является наиболее распространенным!
Сварка трубы 6G Разрушающий тест сварного шва 6G Испытание на разрушительный изгиб 6G Испытание на разрушающий изгиб PIpe Тест на изгиб структурной поверхности 3G Успешная сертификация сварки Испытание на изгиб Неразрушающий контрольили «неразрушающий контроль»
Когда дело доходит до испытаний на стройплощадке, многие сварочные цеха используют разные методы в зависимости от типа проделанной работы. Когда дело доходит до неразрушающего контроля или «неразрушающего контроля», существует множество способов проверить качество сварного шва. Три наиболее распространенных метода:
Когда дело доходит до неразрушающего контроля или «неразрушающего контроля», существует множество способов проверить качество сварного шва. Три наиболее распространенных метода:
- Визуальный контроль сварных швов.
- Испытание жидкого красителя на пенетрант.
- Радиографический контроль или рентген.
Визуальный контроль сварных швов — самый экономичный из методов неразрушающего контроля, но в то же время он зависит от единоличного усмотрения инспектора. Этот метод в основном используется для некритического контроля сварки и не позволяет обнаружить внутренние дефекты сварного шва.
Это камера для контроля сварки, используемая для выявления визуальных дефектов, которые тоже трудно устранить.
Камера для контроля сварных швов Визуальный контроль сварных швов — самый экономичный из методов неразрушающего контроля, но в то же время он зависит от единоличного усмотрения инспектора. Этот метод в основном используется для некритического контроля сварки и не позволяет обнаружить внутренние дефекты сварного шва.
Тестирование жидкого красителя на пенетрант требует затрат на краситель, но отлично подходит для обнаружения дефектов поверхности.Все, что делает этот метод, — выявляет любые дефекты поверхности.
Когда речь идет о радиографическом контроле или рентгеновском контроле сварных швов, стоимость намного выше, и при этом типе контроля сварных швов также связаны риски. Этот тип контроля сварных швов позволяет выявить любые дефекты сварного шва и является наиболее точным способом проверки качества сварного шва. Обратной стороной является рентгеновский контроль сварных швов, в котором используются радиоактивные материалы. Не входите в зону, обозначенную рентгеновским или рентгенологическим исследованием! Малейшее воздействие гамма-лучей или рентгеновских лучей в ближайшем будущем приведет к смерти! Этот тип контроля сварных швов используется только в том случае, если безопасность населения находится под угрозой, а люди, проводящие его, обладают высокой квалификацией для выполнения такого рода работ!
Общий квалификационный тест сварщика для работы
Когда дело доходит до тестирования на рабочем месте, существует несколько распространенных комбинаций тестов. Испытания различаются по положению, сварочным процессам и типу используемого сварочного контроля. Некоторые рабочие места могут проводить только визуальный осмотр, другие могут проводить испытание на изгиб, и для большинства работ по сварке труб ваш сварной шов, вероятно, будет подвергаться рентгеновскому облучению. Не создается впечатление, что проверка квалификации сварщика проще, чем сертификация сварщика. Во многих случаях проверка квалификации сварщика сложнее, чем сертификация сварщика. Вдобавок ко всему, даже если вы сертифицированы по процессам и должности, вам все равно нужно будет повторно пройти тестирование на соответствие стандартам компании!
Испытания различаются по положению, сварочным процессам и типу используемого сварочного контроля. Некоторые рабочие места могут проводить только визуальный осмотр, другие могут проводить испытание на изгиб, и для большинства работ по сварке труб ваш сварной шов, вероятно, будет подвергаться рентгеновскому облучению. Не создается впечатление, что проверка квалификации сварщика проще, чем сертификация сварщика. Во многих случаях проверка квалификации сварщика сложнее, чем сертификация сварщика. Вдобавок ко всему, даже если вы сертифицированы по процессам и должности, вам все равно нужно будет повторно пройти тестирование на соответствие стандартам компании!
Для большинства строительных работ вы, скорее всего, столкнетесь с комбинированным испытанием сварки 3 и 4G.В большинстве случаев испытание будет представлять собой испытание дуговой сваркой палкой или порошковой проволокой, либо и то, и другое одновременно. В некоторых случаях вас могут попросить провести комбинированную сварку MIG 3 и 4G.
Квалификационные испытания сварщиков конструкций для судостроительных заводов
На верфях обычно проводятся испытания сварочных аппаратов штангой в комбинированных положениях сварки 3 и 4G и не допускается наличие валиков плетения. Испытания обычно проводятся с подкладкой. Когда дело доходит до дуговой сварки порошковым электродом, тесты представляют собой комбинацию позиций 2G, 3G и 4G, но почти всегда предполагается, что это будет открытый корневой шов с использованием керамической подкладочной ленты.Если вы никогда не использовали керамическую подкладочную ленту для сварки, приобретите ее и потренируйтесь перед тестированием!
Керамическая подкладочная лентаКвалификационные испытания сварщика труб для строительства электростанции
Одним из типичных сварочных испытаний для сварщиков труб в строительстве электростанции является труба в положении 6G с использованием корня TIG и горячего прохода с оставшейся частью стержня трубы приваривается либо E7018, либо E8018 ″. Наиболее распространенное испытание — это 6-дюймовый профиль 80 с толстой стенкой в положении 6G с корневым проходом TIG и горячим проходом, а остальное — сварка палкой с помощью E8018.Обычно этот тест проводится с помощью рентгеновского излучения, и шлифование не допускается, но вы можете использовать проволочное колесо для очистки шлака! Пористость, грубые перезапуски или проблемные места не могут быть устранены при прохождении этого теста! Если высота сварного шва превышает 1/8 дюйма, значит, вы потерпели неудачу по визуальным критериям и критериям усиления сварного шва! На фотографиях ниже представлены результаты практических испытаний, которые я провел, и мне потребовалось около 4 часов, чтобы сварить эту трубу. Это 4 часа, если вы спешите с тестом. Труба так сильно нагрелась, что мне пришлось использовать тиски, чтобы опереться на нее.
Наиболее распространенное испытание — это 6-дюймовый профиль 80 с толстой стенкой в положении 6G с корневым проходом TIG и горячим проходом, а остальное — сварка палкой с помощью E8018.Обычно этот тест проводится с помощью рентгеновского излучения, и шлифование не допускается, но вы можете использовать проволочное колесо для очистки шлака! Пористость, грубые перезапуски или проблемные места не могут быть устранены при прохождении этого теста! Если высота сварного шва превышает 1/8 дюйма, значит, вы потерпели неудачу по визуальным критериям и критериям усиления сварного шва! На фотографиях ниже представлены результаты практических испытаний, которые я провел, и мне потребовалось около 4 часов, чтобы сварить эту трубу. Это 4 часа, если вы спешите с тестом. Труба так сильно нагрелась, что мне пришлось использовать тиски, чтобы опереться на нее.
 Первое испытание представляет собой 2-дюймовую двойную толстостенную трубу из углеродистой стали сортамента 160 в положении 6G с корневым швом и горячим проходом, затем остальное — сварка палкой с использованием E8018 «. Второе данное испытание также представляет собой 2-дюймовую двойную толстостенную конструкцию. Труба из углеродистой стали 160 в положении 6G, но полностью сварена TIG.Наконец, 4 ″ тонкостенная труба из нержавеющей стали сортамента 5 или 10, сваренная методом аргонодуговой сварки TIG. Испытание труб TIG для электростанций с двойными толстостенными стенками, 2 дюйма, Испытание труб TIG для тонкостенных электростанций
Первое испытание представляет собой 2-дюймовую двойную толстостенную трубу из углеродистой стали сортамента 160 в положении 6G с корневым швом и горячим проходом, затем остальное — сварка палкой с использованием E8018 «. Второе данное испытание также представляет собой 2-дюймовую двойную толстостенную конструкцию. Труба из углеродистой стали 160 в положении 6G, но полностью сварена TIG.Наконец, 4 ″ тонкостенная труба из нержавеющей стали сортамента 5 или 10, сваренная методом аргонодуговой сварки TIG. Испытание труб TIG для электростанций с двойными толстостенными стенками, 2 дюйма, Испытание труб TIG для тонкостенных электростанцийЧасто задаваемые вопросы
Сколько времени нужно, чтобы пройти сертификацию?
Это зависит от того, какой тест вы хотите сдавать. Тест 3G для новичка может занять от 6 недель до 3 месяцев. Тест SMAW 3 и 4G для новичков займет от 6 до 9 месяцев. Наконец, испытание трубы 6G у новичка займет от 12 до 18 месяцев.Если у вас большой опыт в сварке, это сократит ваше время.
Сколько стоит сварочный сертификат?
Все зависит от того, где вы пройдете сертификацию. Я связался со сварочной школой, в которой проходил обучение, по некоторым базовым ценам. Эти цены получены от испытательного центра, аккредитованного AWS. Школа — это Институт сварщиков и испытаний в Аллентауне, штат Пенсильвания, их веб-сайт www.welderinstitute.com. Стоимость испытания пластины составляет 143 доллара США, а сертификации сварки труб 6G — 299 долларов США.00 плюс, если вам нужно потренироваться, аренда будки стоит около 23 долларов в час.
Если вы обратитесь к Американскому сварочному обществу, тест трубы 6G обойдется примерно в 1300 долларов. AWS стоит очень дорого, и студентам негде пройти сертификацию. Они берут около 500 долларов за книгу кодов сертификации сварщиков, которая охватывает то, что эта веб-страница, без изображений.
Стоимость получения сертификата сварщика в профессиональном училище варьируется. В большинстве профессиональных школ требуется записаться на курс, который стоит около 175 долларов. 00, испытательные пластины стоят около 20 долларов, а купоны на трубы — около 30 долларов. Цены действительно растут намного выше в зависимости от типа металла. Плюс профессионального училища в том, что большинство из них позволит вам получить столько сертификатов сварщика, сколько вы хотите, во время урока. Единственная дополнительная плата — это цена тестовых купонов.
00, испытательные пластины стоят около 20 долларов, а купоны на трубы — около 30 долларов. Цены действительно растут намного выше в зависимости от типа металла. Плюс профессионального училища в том, что большинство из них позволит вам получить столько сертификатов сварщика, сколько вы хотите, во время урока. Единственная дополнительная плата — это цена тестовых купонов.
Где получить сертификат сварщика?
Прежде чем вы решите стать сертифицированным сварщиком, вы должны подумать о том, какую работу вы хотите выполнять и чему вас обучили.В Соединенных Штатах Америки наиболее распространенные и признанные сертификаты сварки выдаются Американским сварочным обществом.
Большинство сварочных школ, перечисленных на этом сайте, предлагают сертификаты сварщиков, или вы можете обратиться в сертифицированный центр тестирования, такой как школа, в которую я ходил. Если вы занимаетесь бизнесом и вам нужно сертифицировать более одного сварщика, то еще один вариант — нанять сертифицированного инспектора по сварке, который приедет к вам на место работы.
Часто задаваемые вопросы: Часто задаваемые вопросы: Сертификация: Американское сварочное общество
Кто может стать сертифицированным сварщиком AWS?
Программа «Сертифицированный сварщик AWS» открыта для всех, кто обладает способностями к сварке.Поскольку тест строго основан на результатах, предварительных курсов или сертификатов перед тестированием не требуется. Если вы можете выполнять сварку, необходимую для прохождения теста, вы имеете право стать сертифицированным сварщиком AWS.
Зачем становиться сварщиком, сертифицированным AWS?
Программа «Сертифицированный сварщик AWS» предназначена для предоставления «передаваемых» квалификационных данных профессиональным сварщикам, продемонстрировавшим уровень квалификации, востребованный в отрасли.Волонтеры, представляющие все отрасли сварочной отрасли, пришли к единому мнению о том, какие навыки должен продемонстрировать сертифицированный AWS сварщик. Это означает, что ваши учетные данные отражают потребности отрасли.
Что подразумевается под «передаваемым»?
«Передаваемый» означает, что ваша сертификация AWS не ограничена определенной работой, работодателем или местоположением. Во Флориде то же самое, что и в Орегоне, Миннесоте или любом другом штате, даже за границей.Это потому, что вы удовлетворительно выполнили требования стандарта, принятого на национальном и международном уровнях. Кроме того, AWS создала и ведет Национальный реестр сварщиков AWS. Несмотря на то, что сертифицированным сварщикам AWS выдается квалификационная карточка, реестр часто используется опытными работодателями для проверки сертификации AWS или подрядчиками, ищущими сварщиков. Если по какой-то причине вы не хотите быть включенными в Национальный реестр AWS, у вас есть возможность не быть включенным в список.
Какие у меня варианты сертификации?
Программа AWS Certified Welder позволяет протестировать процедуры, используемые в производстве конструкционной стали, нефтепроводов, листового металла и сварки на нефтеперерабатывающих заводах. Кроме того, существует возможность тестирования в соответствии со спецификациями сварки, предоставленными компанией или не соответствующими нормативным документам. Чтобы узнать, какая аккредитованная испытательная лаборатория удобна для вас, и получить дополнительную информацию о ваших возможностях, посетите веб-сайт AWS или позвоните в AWS по телефону (800) 443-WELD, доб.273.
Кроме того, существует возможность тестирования в соответствии со спецификациями сварки, предоставленными компанией или не соответствующими нормативным документам. Чтобы узнать, какая аккредитованная испытательная лаборатория удобна для вас, и получить дополнительную информацию о ваших возможностях, посетите веб-сайт AWS или позвоните в AWS по телефону (800) 443-WELD, доб.273.
Как мне «продемонстрировать» свои навыки?
В день запланированного приема в аккредитованном AWS испытательном центре вам будет нанесен прочный сварной шов, который будет проверен сертифицированным AWS инспектором по сварке (CWI). Ваша способность правильно соблюдать Спецификацию процедуры сварки, выбранную из доступных приложений QC7, включает в себя сборку, сборку и размещение.
Что будет, если я не пройду тест с первого раза?
Если вы не пройдете тест, вы можете повторить его в любое время.Лучше всего обсудить это с представителем аккредитованного AWS Test Facility, который поможет вам назначить новую дату тестирования.
Когда я получу карту?
Хотя вы узнаете, прошли ли вы тест сразу, AWS получит ваше приложение, результаты теста и регистрационный взнос в течение двух недель после демонстрации ваших навыков. (Это может быть разное; уточните в выбранной вами аккредитованной тестовой лаборатории AWS.) Вы должны получить свою карту сертификации и форму обслуживания из отдела сертификации AWS в течение четырех-шести недель.
Как долго действует моя сертификация?
СертификацияAWS остается в силе до тех пор, пока вы отправляете форму обслуживания сертификата каждые шесть месяцев в соответствии с требованиями Кодекса принятия, регулирующего ваш тест. Посетите страницу Certified Welder на сайте AWS, чтобы узнать о ценах на продление. Пока вы можете подтвердить (попросить вашего работодателя подписать форму), что вы по-прежнему выполняете ту же сварку, на которую вы первоначально тестировали, ваша сертификация будет по-прежнему действительна.
Что делать, если я допущу истечение срока действия сертификата?
Допускается 60-дневный административный период продления. В это время срок действия вашего сертификата истек. Если форма поддержки будет получена в течение этого времени и требования для продления были выполнены, ваша сертификация будет продлена с даты истечения срока ее действия. Дополнительная плата за просрочку платежа в размере 50 долларов будет активом, если Техническое обслуживание будет отправлено после истечения срока его действия.
В это время срок действия вашего сертификата истек. Если форма поддержки будет получена в течение этого времени и требования для продления были выполнены, ваша сертификация будет продлена с даты истечения срока ее действия. Дополнительная плата за просрочку платежа в размере 50 долларов будет активом, если Техническое обслуживание будет отправлено после истечения срока его действия.
Например,
- Сертификат выдан 1 июня 2017 г.
- Срок действия сертификата истекает 1 декабря 2017 г.
- Административный период продления с 1 декабря 2017 г. по 1 февраля 2018 г., взимается штраф в размере 50 долларов США за просрочку платежа.
- После 1 февраля 2018 г. сварщик должен пройти повторную проверку, чтобы восстановить сертификат.
Каким образом мой работодатель получает статус сертифицированного сварщика AWS?
Ваш работодатель и тысячи аналогичных компаний по всей стране могли бы сэкономить миллионы долларов, которые сейчас тратятся на постоянное повторное тестирование сварщиков. Получение сертификата также говорит вашему работодателю, что вы серьезный профессионал и ценный член команды. Сертификация AWS также должна поставить вас в авангард новых сотрудников.
Получение сертификата также говорит вашему работодателю, что вы серьезный профессионал и ценный член команды. Сертификация AWS также должна поставить вас в авангард новых сотрудников.
Что такое «испытательная лаборатория, аккредитованная AWS»?
Испытательная лаборатория или объект могут получить национальную аккредитацию, подав заявку и выполнив все требования стандарта AWS QC4. Настоящий Стандарт гарантирует, что эта лаборатория или объект отвечает основным требованиям к оборудованию и его калибровке, процедурам и высококвалифицированному персоналу.Требования QC4 обеспечивают контроль качества испытаний сварщиков для промышленности.
Что значит тестировать на ATF?
Это означает, что вы пройдете тестирование на соответствие высшим отраслевым стандартам и станете высококвалифицированным сварщиком.
Сварочный сертификат Руководство по испытаниям
Сварочная отрасль обширна и включает людей, имеющих звание «сварщик», чья должностная инструкция отражает, что они занимаются сваркой большую часть своего рабочего дня, а также других, таких как монтажники труб, биолизеры и слесари-металлисты, которые могут сваривать, но только в течение некоторого времени. часть их рабочего дня.Помимо этих квалифицированных должностей, есть технические специалисты, инспекторы, контролеры, торговые представители и инженеры, которые так или иначе занимаются сваркой. Существуют программы аттестации для всех этих областей, от простых неформальных внутренних программ внутри компаний до признанных на национальном и международном уровнях программ аттестации. Американское сварочное общество (AWS), например, способствовало подтверждению сертификатов во многих из этих областей.
часть их рабочего дня.Помимо этих квалифицированных должностей, есть технические специалисты, инспекторы, контролеры, торговые представители и инженеры, которые так или иначе занимаются сваркой. Существуют программы аттестации для всех этих областей, от простых неформальных внутренних программ внутри компаний до признанных на национальном и международном уровнях программ аттестации. Американское сварочное общество (AWS), например, способствовало подтверждению сертификатов во многих из этих областей.
Тестирование в сварочной промышленности сосредоточено на типе выполняемых работ.В зависимости от должности требование о прохождении сертификации может возникать в соответствии с законом или частным контрактом. Строительные нормы, правила для мостов, нормы для сосудов под давлением, нормы для резервуаров для хранения и т.п. могут потребовать наличия квалифицированных сварщиков. Помимо нормативных требований, компании сами могут требовать сертификации своих сварщиков в качестве маркетингового инструмента, чтобы гарантировать своим клиентам, что работа выполняется компетентными людьми и что она выполняется правильно.
Сами тесты различаются по формату.В некоторых случаях, обычно для позиций более базового уровня, может потребоваться только практическая демонстрация. В других случаях испытание на сварку будет включать раздел с кодами, практический раздел и раздел по основам сварки. Если в сварочном тесте есть разделы кода и основных принципов, он будет в письменной форме с использованием вопросов с несколькими вариантами ответов и ограничением времени для завершения теста.
После сертификации сварщик получает письменный документ, известный как протокол квалификационных испытаний сварщика (WQTR), в котором объясняется, в какой степени сварщик может работать.
В современном мире сертификаты очень важны. Они помогают встать на ноги еще на этапе собеседования. Если человек имеет соответствующую квалификацию, он может быстро продвигаться по служебной лестнице.
Следующая информация охватывает два сертификата, предлагаемых AWS.
Экзамен сертифицированного инспектора по сварке
Экзамен «Сертифицированный инспектор по сварке», проводимый AWS, является высоко ценимым экзаменом в сварочной отрасли. Многие сварочные компании обращаются к сертифицированным инспекторам по сварке при поиске сварочных работ высочайшего качества.
Многие сварочные компании обращаются к сертифицированным инспекторам по сварке при поиске сварочных работ высочайшего качества.
Сам экзамен состоит из трех разделов:
- Часть A — Основы
- Часть B-Практика
- Часть C — Код приложения
Каждый раздел необходимо заполнить за два часа. Согласно AWS, в разделе заявки на код заявители должны ответить на 46-60 вопросов, которые оценивают знакомство сварщика с одним из пяти кодов, выбранных заявителем.Большинство абитуриентов предпочитают проходить тестирование в соответствии с D1.1 или AP1 1104. Часть экзамена, связанная с приложением кода, является открытой. Раздел «Основы» состоит из 150 вопросов, основанных на основах сварочных процессов. Это экзамен по закрытой книге. Наконец, практический раздел состоит из 46 вопросов, которые дают кандидату возможность подтвердить свои знания в области сварки на практике с помощью наглядных пособий, таких как реальные инструменты и пластиковые копии сварных швов, а также образец кодовой книги.
Чтобы подать заявку на экзамен, кандидаты должны заполнить заявление на экзамен инспектора по сварке, включая все подтверждающие документы.Это приложение можно найти по адресу http://www.aws.org/w/a/certification/CWI/. За прохождение теста взимается плата. Дата и время экзамена CWI зависит от места проживания заявителя.
Экзамен на сертифицированного сварщика
Экзамен «Сертифицированный сварщик» (CW) не требует предварительной лицензии или сертификации в области сварки. Экзамен можно сдать в любом из списка аккредитованных центров тестирования, который можно найти по адресу http://www.aws.org/certification/docs/#B. После того, как заявитель заполнит заявку и оплатит регистрационный взнос, будет назначена встреча в испытательном центре.Затем заявитель должен доказать свое мастерство в сварке. Согласно AWS, заявитель должен нанести прочный сварной шов, который затем проверяется и оценивается сертифицированным инспектором по сварке. Если кандидат не прошел тест, он или она могут попробовать еще раз в любое время, если назначена встреча.
Если кандидат на сварку сдает экзамен, о чем он или она узнает сразу после экзамена, он или она получит по почте сертификационную карту в течение четырех-шести недель после обработки заявки и регистрационного сбора.
Хотите стать сварщиком или инспектором по сварке? Ознакомьтесь с нашим Справочником по сварочным испытаниям или пройдите наш практический тест по сварке.
Как пройти испытание на сварку: простые советы, которые помогут вам
0Последнее обновление
Стать сертифицированным сварщиком увеличивает ваши возможности получить предложение о работе у ведущего работодателя. Но сначала нужно сдать экзамен на сварку. Проверяются ваши знания теории сварки и практический опыт по вашей специальности.
Хотя нет ничего, что могло бы заменить усердное изучение этого теста, есть несколько советов, которые вы можете использовать, чтобы подготовиться к сдаче этого сложного теста. Примите во внимание приведенные ниже советы по обучению.
Примите во внимание приведенные ниже советы по обучению.
Как подготовиться к испытанию на сварку
Возможно, вы слышали о многочисленных возможностях сварки труб, строительной сварки или о высокооплачиваемой профессии подводной сварки. Все они имеют одну общую черту; необходимо иметь аттестат сварщика.
Чтобы получить задание на сварку, многие фирмы хотят, чтобы их сотрудники преуспели в сдаче сертификационного экзамена на сварщика.Именно здесь автономная организация наблюдает за вашими знаниями в области сварки в определенных ситуациях.
Существуют различные тесты для отдельных типов сварки (например, MIG или TIG). Это означает, что если вы активно занимаетесь сваркой, вам не захочется тратить деньги ни на один из этих тестов.
Помимо сертификационного экзамена по сварке, большинство работодателей попросят будущих сотрудников пройти сертификационный экзамен по сварке, чтобы убедиться, что они могут применить свои более общие знания к конкретным задачам, стоящим перед их фирмой.
Это означает, что сертификационный экзамен по сварке предлагает общую основу предполагаемых знаний, которую работодатели могут использовать для проверки кандидатов перед дальнейшим испытанием.
Что такое сертификационный экзамен по сварке?
Если вы хотите записаться на сертификационный экзамен по сварке, вам необходимо выбрать конкретную процедуру сварки, например, сварку TIG, дуговую сварку с флюсовым сердечником, Stick или сварку MIG. В целом экзамен по сварке гарантирует, что вы как сварщик можете:
- Соблюдайте процессы безопасности и собирайте нужные материалы
- Колодец для установки сварочного аппарата
- Подготовьте и соедините сварные швы
- Работайте над сварным швом в правильном положении
- Соблюдайте сварочные процессы, указанные в экзамене
В сертификационных испытаниях существуют различные положения сварки на таких поверхностях, как трубы, металл и ровные швы. Они состоят из кодовой системы, подобной приведенной ниже:
Они состоят из кодовой системы, подобной приведенной ниже:
- Один — ровное положение
- Два — Горизонтальное положение
- Три — перпендикулярная поза
- Четыре — поза над головой
- Угловой шов — F
- Шов с канавкой — G
Перед экзаменом потренируйтесь в этих сварочных процессах и соединениях. Вы можете пройти курс сварки с тестом, чтобы убедиться, что вы хорошо подготовлены.Тем не менее, вы также можете получить множество самостоятельных руководств и видео, которые помогут вам в дальнейшем.
Советы по прохождению сварочных испытаний
Пройти официальное обучение сварщика в профессиональном учебном заведении
В профессионально-техническом училище вы узнаете все, что вам нужно знать, чтобы пройти экзамен на сварщика. Среди многочисленных функций официальной программы обучения сварке вы научитесь читать чертежи, использовать различные сварочные приспособления и применять теорию и подходы к сварке.
Вы также познакомитесь с широким спектром сварочных специальностей, например, сваркой труб и правилами сварки. Кроме того, вы узнаете о строительных нормах и мерах безопасности. Работодатели могут выбирать кандидатов, прошедших официальную программу обучения сварке.
Официальное обучение не является обязательным условием для получения сертификата. Тем не менее, правильная подготовка поможет вам преуспеть на экзамене. Уроки сварки обычно преподаются в профессиональных учебных заведениях и местных колледжах поблизости.
Кредит: Monkey Business Images, Shutterstock
.Использовать доступные учебные руководства по сертификации сварки
Существует множество вариантов учебных руководств. Вы можете приобрести их в Интернете, в книжных магазинах и библиотеках. Эти учебные пособия укрепят теорию и подход к вашей официальной программе обучения сварке. Это также подчеркивает структуру сертификационных испытаний.
Выполните как можно больше практических тестов
Представьте, что вы спортсмен мирового класса. Что выделяет вас из толпы? Ответ — практика, практика и еще раз практика. Если вы пройдете эти практические тесты, вам будет удобнее использовать формат теста и типовые вопросы.
Что выделяет вас из толпы? Ответ — практика, практика и еще раз практика. Если вы пройдете эти практические тесты, вам будет удобнее использовать формат теста и типовые вопросы.
Когда вы пройдете настоящий тест, вы будете более уверены в себе и будете лучше разбираться в распространенных экзаменационных вопросах.
Оттачивайте свои методы сварки, чтобы получить общие технические навыки
Ожидается, что вы будете выполнять общие сварочные задания во время практической части сварочного теста. Чтобы получить сертификат сварщика, необходимо пройти часть практической экспертизы.К счастью, большинство учебных заведений, которые преподают сварку, уделяют особое внимание практическому обучению.
Найдите учреждение, в котором есть хорошо информированные и опытные эксперты в области сварки. Они будут направлять вас во время тренировки.
Кредит изображения: Buffaloboy, Shutterstock
Используйте ресурсы, предоставленные экспертными ассоциациями
Если вы хотите стать сертифицированным сварщиком, обратитесь в главную профессиональную организацию утвержденных сварщиков и инспекторов по сварке. Он предоставляет различные ресурсы, если вы хотите получить сертификат сварщика.
Он предоставляет различные ресурсы, если вы хотите получить сертификат сварщика.
Профессиональная организация должна быть ведущим авторитетным органом по сертификации сварщиков. Они организуют бесчисленные семинары и информационные ресурсы по различным специальностям в области сварки.
Известная профессиональная организация предоставляет Аккредитованные испытательные центры для проведения и надзора за утвержденными испытаниями сварщиков.
При подготовке к сдаче аттестационного испытания на сварку:
- Определите, какой сертификат сварки будет применяться к тому, чем вы хотите заниматься. Многочисленные государственные и федеральные постановления предписывают несколько строительных правил, норм и стандартов в области сварки.
- Получите актуальную копию плана теста. Отрабатывайте каждый тип сварки, свободное пространство в рабочем помещении, положение тела и погодные условия, в которых вы можете пройти испытания.
- На экзамене научитесь сваривать две самые жесткие позиции и широкую стальную пластину. После того, как вы преуспеете в этих двух тестах, вы будете соответствовать установленным стандартам для всех должностей.Вы также будете квалифицированы для толщины от 1/8 дюйма до неограниченной толщины, если пройдете тест с использованием пластины шириной 1 дюйм.
- Тщательно тренируйтесь, пока каждый сварной шов не станет идеальным и равномерным. Обычно наиболее частые отказы обнаруживаются при первом визуальном осмотре.
- Пригласите своих приятелей-перфекционистов подправить вашу работу. Не полагайтесь на своих поддерживающих союзников, потому что они будут предлагать вам только отговорки, а не помогут вам стать лучше.
- Не ограничивайтесь только идеальной сваркой поверхности. Вы можете замаскировать плохой сварной шов, чтобы он выглядел прочным. Если он проходит визуальный контроль, то следующее, что нужно сделать, — это разрушающее испытание, также известное как испытание на изгиб.


Что делать, если вы не сдали сертификационный экзамен по сварке?
Провал экзамена по сварке не означает, что это конец вашей ожидаемой карьеры сварщика. Обычно большинство сварщиков терпят неудачу с первой попытки. Чтобы помочь вам подготовиться к экзамену по сварке, свяжитесь с нами заранее и узнайте все, что вам нужно знать о тесте.
Однако, прежде чем подготовиться к нему, иногда приходится один раз провалить экзамен. К счастью, у нас есть много информации, которая поможет вам подготовиться к тесту.
Превратите свои испытания в сварку с помощью этих советов
Эти обучающие советы помогут вам успешно сдать сертификационные сварочные испытания. Есть важные шаги, чтобы не просто успешно пройти сварочный тест, но и преуспеть в сертификационном сварочном тесте. Они включают в себя прохождение исчерпывающего официального обучения, прохождение практических тестов, оттачивание ваших практических навыков в сварке и отработку использования уважаемых руководств по тестированию. Вы также можете использовать ресурсы для сертификационных испытаний сварки, предоставляемые известными ассоциациями сварщиков.
Вы также можете использовать ресурсы для сертификационных испытаний сварки, предоставляемые известными ассоциациями сварщиков.
Изображение предоставлено: dedek, Shutterstock
5 видов испытаний для аттестации сварщика
Кодексыдетализируют требования к квалификации сварщиков, операторов сварки и сварщиков прихваточных швов. Многие нормы и правила не требуют, чтобы сертифицированный инспектор по сварке (CWI) или инженер-сварщик проводили необходимые испытания. Если ваш клиент специально не просит, чтобы это сделал CWI или сторонний поставщик, вы можете просто следовать коду самостоятельно, чтобы выполнить все тесты.Однако это должен делать компетентный профессионал, разбирающийся в коде. Мы настоятельно рекомендуем любому производителю иметь в штате CWI или, по крайней мере, иметь кого-то, обученного визуальному осмотру. Также будет полезен опыт работы с используемым кодом.
Многие клиенты звонят нам, чтобы узнать, как получить квалификацию сварщиков. Важно сначала понять, какая квалификация им нужна. Как правило, это требование их клиентов, которое должно соответствовать материалам, процессам и позициям, которые будут использоваться в производстве.Фактическая оценка образцов для испытаний состоит всего из нескольких тестов. Эти тесты:
Важно сначала понять, какая квалификация им нужна. Как правило, это требование их клиентов, которое должно соответствовать материалам, процессам и позициям, которые будут использоваться в производстве.Фактическая оценка образцов для испытаний состоит всего из нескольких тестов. Эти тесты:
- Визуальный осмотр (VT)
- Испытание на изгиб (лицевая, корневая, боковая)
- Тест макросъемки
- Испытание на разрыв углового сварного шва
- Радиографический тест (RT) — может выполняться вместо испытаний на изгиб
В подавляющем большинстве случаев вам потребуется только визуальный осмотр и испытание на разрыв углового шва (для угловых швов) или испытание на изгиб (для швов с разделкой кромок). Эти тесты и экзамены просты и не требуют больших денег.С ленточной пилой, травильными растворами, шлифовальным станком и испытательным стендом на изгиб вы сможете выполнить 90% или более тестов, необходимых для квалификации ваших сварщиков.
Очень важным аспектом квалификации, будь то сварочные процедуры или сварщики, является документация. Вы должны все задокументировать. Хотя изображения не требуются, мы рекомендуем хранить их в файле. С легкостью электронной подачи это не должно быть проблемой.
Вы должны все задокументировать. Хотя изображения не требуются, мы рекомендуем хранить их в файле. С легкостью электронной подачи это не должно быть проблемой.
AWS D1.1 Руководство по аттестации сварщиков и процедурам сварки
Квалификация сварщика должна быть частью каждой программы контроля качества, независимо от того, требуется ли это заказчику или нет.Если от вас не требуется квалификация сварщиков, мы настоятельно рекомендуем вам это сделать. Необязательно соблюдать требования конкретного кода. Вы можете разработать свой собственный стандарт качества и свои собственные методы тестирования. Но важно, чтобы это было сделано и задокументировано.
Ниже приводится краткое описание испытаний, проводимых для аттестации сварщиков по нескольким нормам, включая AWS D1.1, D1.2 и D1.6.
Визуальный осмотр (VT)
Визуальный осмотр — это первый шаг во время аттестации.Конкретные инструкции можно найти в Раздел 4. 9 — Методы тестирования и критерии приемки для квалификаций WPS (то же самое относится к аттестации рабочих характеристик). После выполнения углового сварного шва или шва с разделкой кромок визуальный осмотр позволяет выявить нарушения сплошности сварного шва, такие как трещины, кратеры, чрезмерное армирование, размер сварного шва, поднутрения и другие. Нет смысла проводить разрушающие испытания, если производительность не соответствует первоначальному визуальному контролю сварного шва.
9 — Методы тестирования и критерии приемки для квалификаций WPS (то же самое относится к аттестации рабочих характеристик). После выполнения углового сварного шва или шва с разделкой кромок визуальный осмотр позволяет выявить нарушения сплошности сварного шва, такие как трещины, кратеры, чрезмерное армирование, размер сварного шва, поднутрения и другие. Нет смысла проводить разрушающие испытания, если производительность не соответствует первоначальному визуальному контролю сварного шва.
Испытание на изгиб
Испытания на изгиб предназначены только для сварных швов с разделкой кромок.Они могут быть боковыми, корневыми или торцевыми. Этот вид испытаний обеспечивает надежность сварного шва. Цель состоит в том, чтобы на изогнутой поверхности не было разрывов, хотя в коде есть поправки на некоторые разрывы. После сгибания деталей проводится визуальный осмотр, измеряются все несплошности, а затем сравниваются с максимально допустимыми значениями.
Тест макросъемки
Испытание макротравы выполняется, чтобы оценить, достиг ли сварщик сплавления с корнем стыка, а также с боковыми стенками.Это требуется только для угловых сварных швов, поскольку испытания на изгиб выявят любые проблемы, связанные с отсутствием плавления на сварных швах с разделкой кромок. Макротрещина может быть измерена, поэтому мы знаем другие важные значения, такие как глубина проникновения в корне и по бокам. AWS D1.1 требует слияния с корнем, но не обязательно за его пределами. Это полезный тест, но он имеет одно важное ограничение: вы оцениваете сплавление и проникновение только в одном конкретном месте. Отрежьте деталь на одну восьмую дюйма в обе стороны, и вы можете получить разные результаты.Чтобы это компенсировать, проводятся испытания на разрыв галтеля.
Испытание на разрыв филе
При испытании на разрыв галтеля вырезается часть стыка, обычно длиной около 4-6 дюймов. Затем образец помещают в тиски или пресс, и основание сустава подвергается напряжению до тех пор, пока деталь не сломается или не загнется. Затем исследуется разрыв, чтобы убедиться, что произошло слияние с корнем.
Затем образец помещают в тиски или пресс, и основание сустава подвергается напряжению до тех пор, пока деталь не сломается или не загнется. Затем исследуется разрыв, чтобы убедиться, что произошло слияние с корнем.
Radiogr афифический тест (RT)
Радиографический контроль использует рентгеновское или гамма-излучение для проецирования изображения сварного шва на рентгенографическую пленку.Когда пленка подвергается воздействию источника излучения, части сварного шва, имеющие наибольшую плотность, будут казаться самыми светлыми в пленке. Разрывы в сварном шве будут отображаться как более темные области, поскольку пустоты, включения шлака, трещины, пористость и отсутствие плавления являются областями с меньшей плотностью. Включения вольфрама, которые могут возникнуть при использовании GTAW, будут отображаться как очень яркие пятна из-за высокой плотности вольфрама.
Независимо от того, какой тест вы выполняете, наличие разрывов не означает сбой. Нормы и стандарты могут иметь допуск на количество имеющихся несплошностей сварных швов. AWS D1.1 — прекрасный тому пример.
Нормы и стандарты могут иметь допуск на количество имеющихся несплошностей сварных швов. AWS D1.1 — прекрасный тому пример.
Сертифицированные тесты сварщиков Обучение с бесплатной оценкой сварочных навыков
Сертифицированные испытания сварщиков, разработанные ведомствами по сварочным работам, представляют собой исчерпывающий ряд процедур, которые определяют, как правильно выполнять различные сварочные процессы. Получая свидетельство о сварке в ходе тестирования в нашей AWS ATF (испытательной лаборатории, аккредитованной Американским обществом сварки), вы демонстрируете свое мастерство в выполнении определенных требований к процессу сварки. Ваши сварочные дипломы, полученные в SWCC AWS ATF, признаны на национальном уровне и могут способствовать повышению вашей заработной платы и перспективам трудоустройства.
Кафедра сваркиОбщественного колледжа Юго-Западной Вирджинии предоставляет аккредитованный испытательный центр для различных сварочных процессов, в том числе:
Вопросы о сварочных испытаниях для получения квалификации сварщика AWS можно направлять Аллену Мартину по телефону (276) 964-7253. Свяжитесь с (276) 964-7277 или [email protected], чтобы зарегистрироваться для оценки и тестирования.
Свяжитесь с (276) 964-7277 или [email protected], чтобы зарегистрироваться для оценки и тестирования.Бесплатная оценка навыков перед сдачей экзаменов на сертифицированного сварщика
Для вас доступна бесплатная оценка навыков сварки (максимум 2 часа), чтобы вы могли определить свою готовность к сертификационному испытанию, прежде чем платить регистрационный сбор. Штатный сертифицированный инспектор по сварке может помочь определить обучение и курсовую работу, которые могут потребоваться для достижения уровня готовности к прохождению теста на сварку и получения сертификата в этом процессе.
Загрузить информацию о ценах на испытания для сертифицированных сварщиков
Позвоните по телефону (276) 964-7277, чтобы уточнить текущую информацию о ценах.
Степени сварки доступны в SWCC: Дипломная программа по сварке подготовит вас к занятию более высоких должностей в области промышленной сварки. Вы также получите квалификацию сварщика, слесаря-сварщика или мастера цеха.
Вы также получите квалификацию сварщика, слесаря-сварщика или мастера цеха.
Полуавтоматическая сварка CSC — это программа на 12 кредитов, рассчитанная на один семестр.
Свидетельство о карьере сварщика — это ускоренная программа обучения сварщиков на 2 семестра по 28 кредитов.
Программа «Основы сварки» CSC — это программа на один семестр с 18 кредитами, которая является отличным первым шагом на пути к карьере сварщика.
Программа Manufacturing Fabrication CSC — это 1-2-летняя программа с 25 кредитами, которая предоставляет множество возможностей для обучения сварке.
Центр тестирования, аккредитованный AWS
Если вы ищете центр для испытаний сварки, аккредитованный Американским обществом сварщиков (AWS), вы попали в нужное место. Lakeshore Technical College приветствует вас и сварщиков вашей компании в нашем современном Центре производственного мастерства KOHLER для получения сертификата сварщика.
AWS признан во всем мире лидером в программах сертификации для сварочной отрасли. Сертификация AWS также позволяет сварщикам носить свои сертификаты с собой по всему миру.
Наш испытательный центр легко найти, он находится прямо у межштатной автомагистрали 43 между Милуоки и Грин-Бей, штат Висконсин. Мы находимся в Кливленде, а это всего:
1 час от Грин-Бей 2 часа от Мэдисона
1 ¼ часа из Милуоки 2 ½ часа из Чикаго
1 ¼ часа от Appleton 2 ½ часа от Wausau
1 ½ часа от Стерджен-Бей 5 ½ часов от Миннеаполиса
Если у вас есть вопросы о возможностях тестирования, материалах или ценах, или вы хотите запланировать тест, свяжитесь с нами по телефону:
aws @ gotoltc.edu или 920.693.1746
Детали тестирования- Все тесты проводит руководитель AWS Weld Test Supervisor. Узнайте о нашей команде тестирования ниже.
- Мы можем проверить любой код во всех положениях, на пластине или трубе.
- Мы можем помочь в разработке:
- WPS (Технические условия на сварку)
- PQR (Протоколы квалификации процедур)
- WQT / WPQR (Квалификационные испытания сварщика / Протоколы аттестации сварщика)
- Тестирование проводится с понедельника по пятницу в нашем кампусе в Кливленде или по специальной записи.
- Может потребоваться дополнительное время для тестирования определенных типов материалов на формы и толщину, которых у нас нет на складе.
- Возможна организация испытаний сварных швов на месте.

Каждое испытание сварного шва проводится в соответствии с надлежащими кодами AWS или ASME. Работодатели и частные лица, стремящиеся к испытаниям, не соответствующие стандартам B2.1, могут отправить копию своих технических условий на процедуру сварки руководителю испытаний сварных швов компании LTC для рассмотрения на сайте aws @ gotoltc.edu.
Lakeshore Technical College содержит библиотеку секции AWS Lakeshore. В библиотеке есть множество альтернативных спецификаций стандартных процедур сварки на выбор. Их можно просмотреть по предварительной записи с супервайзером тестирования LTC.
В библиотеке есть множество альтернативных спецификаций стандартных процедур сварки на выбор. Их можно просмотреть по предварительной записи с супервайзером тестирования LTC.
Дэйв Сондерс : 35 лет опыта в сварке, 21 год инструктором
AWS CWE; Сертифицированный сварщик в области сварки SMAW и FCAW; ЦМТ Висконсина; Техник UT 1-го уровня.7
Джереми Деккер : 17 лет опыта в сварке, 8 лет инструктором
AWS CWE; AWS CWI; Сертифицированный сварщик в области сварки SMAW и FCAW; ASNT Level 1 UT; ASNT Уровень 2 VT.
Брайан Стреб: 27 лет опыта в сварке, 17 лет инструктором
AWS CWE; AWS CWI; ЦМТ Висконсина; Техник 1 уровня UT.
CWE: Сертифицированный инструктор по сварке
CWI: Сертифицированный инспектор по сварке
WTC: Проводник для испытаний сварных швов
UT: Ультразвуковой контроль
Если у вас есть вопросы о возможностях тестирования, материалах или ценах, или вы хотите запланировать тест, свяжитесь с нами по телефону:
aws @ gotoltc.