Сварочные аппараты TIG аргонодуговой сварки
Аргонодуговая сварка используется в промышленности и для единичных сварочных работ для создания качественного шва и надежного соединения деталей. Особенности такого метода заключаются в использовании инертного газа аргона. Он тяжелее гелия и образует на месте сваривания газовую подушку, которая полностью вытесняет кислород и другие примеси. Это позволяет добиться высокого качества шва и его надежного сцепления.
Преимущества аргонодуговой сварки позволяют применять ее для сваривания сплавов различного состава, нержавеющего и цветных металлов, с которым сложнее всего работать.
Такие качества аргонодуговой сварки объясняют популярность TIG сварки.
Особенности TIG сварки
Метод появился почти 180 лет назад и отличался способностью соединять между собой ранее не свариваемые материалы.
Для этого создается электрическая дуга, помещенная в аргон.
Основной элемент сварочного TIG аппарата – вольфрамовый электрод. Он может участвовать при работе со всеми видами сталей и других сплавов благодаря высокой температуре плавления вольфрама, равной почти 3900 С. Даже при таких условиях он сохраняет свою устойчивую структуру. Потребуется лишь его регулярная заточка для получения более точного и качественного шва.
Вольфрамовый электрод особым образом закреплен внутри горелки, в которой он окружен инертным газом. Подачу газа производят при помощи специальной кнопки на поверхности горелки.
Для создания особо прочного шва, устойчивого к разрывам и изломам, в зону электрической дуги подается присадочная проволока.
|
Толщина металла, мм |
Сила тока, А |
Диаметр электрода, мм |
|
1 |
45-55 |
1,5 |
|
2 |
80-90 |
2 |
|
3 |
120-150 |
3,2 |
|
4 |
170-190 |
5 |
Преимущества и недостатки аргонодуговой TIG сварки
Особенности устройства аппарата для аргонодуговой сварки, его составные компоненты и технологические особенности определяют его положительные и отрицательные стороны.
Можно выделить следующие преимущества аргонодуговой TIG сварки:
- Для работы аргонодугового аппарата используется инертный газ аргон. Он недорогой и неприхотливый. Кроме того, применение аргона не требует создания специальных защитных условий, без которых не обойтись при работе с другими инертными газами.
- Аргон тяжелее воздуха и образует газовую ванну в рабочем участке. Благодаря этому удается предотвратить попадание туда кислорода и других атмосферных газов, создающих пористость шва. В результате сварочный шов получается качественным, надежным и равномерным, без трещин и иных дефектов.
- При работе с некоторыми металлами процесс осложняется образованием на них прочной оксидной пленки, которая препятствует надежному свариванию деталей. Аргон защищает рабочую поверхность от образования оксидной пленки.
-
В процессе использования TIG сварки можно применять как прямой, так и переменный ток.
 Это зависит от условий работы и состава материала. При этом может уменьшаться внутреннее напряжение даже без использования защитного газа.
Это зависит от условий работы и состава материала. При этом может уменьшаться внутреннее напряжение даже без использования защитного газа. - Использование присадочной проволоки при аргонодуговой сварке исключает вероятность разбрызгивания металла.
- Получившиеся в результате изделия и швы не нуждаются в дополнительной обработке и защите.
- Аппараты аргонодуговой сварки TIG позволяют работать с большинством сплавов и металлов, что объясняет его популярность в большинстве промышленных процессах.
 Это зависит от условий работы и состава материала. При этом может уменьшаться внутреннее напряжение даже без использования защитного газа.
Это зависит от условий работы и состава материала. При этом может уменьшаться внутреннее напряжение даже без использования защитного газа.Не стоит пренебрегать и слабыми качествами TIG сварки:
- Работа на открытом воздухе может привести к сбиванию ветром потока инертного газа и ухудшению качества шва. Необходимо защитить рабочее место от доступа прямого сквозняка или ветра.
- Поверхность изделия и кромки металла предварительно необходимо очищать от масла, грязи и оксидной оболочки. Для этого можно использовать специальные растворители или механические приспособления.
- Нельзя держать горелку под острым углом наклона. Это может усложнить процесс и сказаться на качестве результата.
- На месте зажигания электрической дуги образуется отметка, которую необходимо будет очистить.

Зная все слабые и сильные стороны аргонодуговой TIG сварки можно подготовиться к работе и возможным сложностям.
Сфера применения TIG сварки
Способность соединять в процессе TIG сварки большинство металлов и сплавов позволяет успешно использовать данный вид сварке в различных промышленных областях:
- Кораблестроение и авиастроение;
- Космическая промышленность;
- Автомобилестроение;
- При изготовлении большинства промышленных изделий и сложного оборудования;
- Для изготовления хирургических и прочих медицинских инструментов;
- В электротехнике и инженерной отрасли.
Нередки случаи использования этого вида сварки в домашних условиях, например для починки радиаторов.
В зависимости от сложности используемого материала и сферы его предназначения, существует два режима работы с TIG оборудованием.
Постоянный ток применяется для большинства случаев работы, в частности для соединения сталей и нержавейки, и отличается экономичностью затрат электричества. Также он позволяет проварить детали на большую глубину и получить красивый узкий шов. Этот режим позволяет проводить сварочные работы намного быстрее, чем в случае с переменным током.
При использовании переменного тока удается эффективнее очистить поверхность металла от оксидной пленки.
Tig lift сварка что это такое
Без сварочных работ трудно себе представить авиацию, космос, машиностроение и строительство, востребована сварка и в быту. Самые разнообразные способы соединения металлов и их сплавов широко используются в настоящее время, и отдельное место здесь занимает недорогой, но эффективный метод TIG-сварки. Мы проведём обзор способов работы, технологий и металлов, которые свариваются этим методом. Отдельное внимание следует уделить аппаратуре, оборудованию и расходным материалам, а также принципам работы в среде защитного инертного газа.
Самые разнообразные способы соединения металлов и их сплавов широко используются в настоящее время, и отдельное место здесь занимает недорогой, но эффективный метод TIG-сварки. Мы проведём обзор способов работы, технологий и металлов, которые свариваются этим методом. Отдельное внимание следует уделить аппаратуре, оборудованию и расходным материалам, а также принципам работы в среде защитного инертного газа.
Преимущества и недостатки аргонодуговой сварки
Одним из методов сварки металлов является ММА, при котором работа производится плавящимися покрытыми электродами, переменным или постоянным (AC/DC) выходным током. Кроме того, широко используется полуавтоматическая сварка MIG/MAG в среде защитного или активного газа. Следующей, промежуточной по ценовой категории, является TIG сварка, которую иначе называют аргонодуговым методом. В нём процесс сварки металлов дугой короткого замыкания производится неплавким вольфрамовым электродом в среде защитного газа, препятствующего окислению на открытом воздухе.
В качестве источника АС/DC-тока используется сварочный инвертор, оснащённый евроразъёмом, через который подаётся газ и выходной ток к горелке, а также проходят управляющие сигналы. В отличие от метода MIG, где электродом служит подвижная проволока, в сварке TIG используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Через горелку с сеткой подаётся газ, а затем с задержкой в 1 секунду — напряжение. Это делается для того, чтобы сварка начиналась в среде защитного газа, который подаётся под давлением и будучи тяжелее воздуха препятствует окислению заготовок.
Лучше понять, что такое TIG-сварка, поможет оценка достоинств и недостатков данного способа соединения металлов, особенно в сравнении с методами MMA и MIG. К преимуществам аргонодуговой сварки относятся следующие параметры:
- возможность работать как с тонкостенными деталями, так и с заготовками значительной толщины;
- работа в AC/DC-режимах;
- широкие диапазоны регулировки параметров сварочного тока;
- использование негорючих газов, что повышает безопасность работ;
- тугоплавкие электроды многоразового использования;
- надёжный, цанговый зажим горелки для сменных электродов различной толщины;
- наличие осциллятора для улучшенного розжига дуги;
- возможность работы с прямой и обратной полярностью.

У этого метода есть и определённые недостатки, которые не оказывают существенного влияния на рабочий процесс. Они заключаются в следующем:
- невысокая скорость сварки по сравнению с другими методами;
- необходимость работы в закрытых помещениях, чтобы исключить перерасход газа;
- малая мобильность;
- ручная подача сварочной проволоки.
Состав оборудования и область применения сварки TIG
Каждый вид сварки имеет своё предназначение, преимущества и недостатки, а также набор необходимого оборудования и расходных материалов для качественного поведения работ с наилучшим результатом. В перечень оборудования для сварки TIG входят следующие компоненты:
- инвертор ММА+TIG с переходником для газовой смеси и евроразъёмом, с регулировкой выходных параметров, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, используемый для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с кнопкой управления и цанговым зажимом вольфрамового электрода;
- сварочная или присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ или его смесь с СО2 для создания защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.

Сварка tig применяется в промышленности, строительстве и бытовых нуждах. Большие возможности метода позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:
- конструкционные и углеродистые стали;
- различные сплавы алюминия;
- сталь нержавеющую, в том числе для санитарно-гигиенических и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, а также их сочетания;
- оцинкованный металл и никелированные поверхности.
Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ.
Режимы работы и технология сварки TIG
Металлы и сплавы в зависимости от физико-химических свойств свариваются в разных режимах работы источника тока. Причиной этому является тугоплавкость окисной плёнки или толщина заготовок. На разнообразных режимах сварки достигается необходимая глубина провара применительно к конкретной задаче и определённому металлу. Методу ТИГ доступны следующие режимы работ:
Причиной этому является тугоплавкость окисной плёнки или толщина заготовок. На разнообразных режимах сварки достигается необходимая глубина провара применительно к конкретной задаче и определённому металлу. Методу ТИГ доступны следующие режимы работ:
- способ с применением постоянного тока (DC) различной полярности;
- работа на переменном выходном, высокочастотном токе (AC) с использованием различных вольтамперных характеристик для щадящего воздействия на детали;
- способ бесконтактного высоковольтного розжига дуги с помощью осциллятора, формирующего разряд.
Постоянный ток используется при сварке сплавов алюминия и магния с обратной полярностью, что обеспечивает хорошие прочностные характеристики сварочного шва и позволяет разрушить тугоплавкую оксидную плёнку на поверхности заготовок. Кроме того, используется соответствующие сварочные прутки, которые подаются в зону плавления вручную поступательными движениями. Остальные виды металлов свариваются постоянным током прямой полярности с присадочной проволокой и подбором силы тока.
Работа с использованием переменного тока называется импульсной сваркой, поскольку разогрев металла происходит на пиковых значениях высокочастотных колебаний. При базовых показаниях силы тока нагрев заготовок снижается, что не допускает перегрева (особенно тонкостенного) металла. Тугоплавкий электрод необходимо держать под углом, близким к 90 о , но с наклоном в сторону направления сварочного процесса без поперечных движений, а пруток подавать лёгкими поступательными колебаниями в сварочную ванночку.
Осциллятор путём подачи на заготовки высоковольтного слаботочного напряжения позволяет осуществить розжиг дуги бесконтактным способом, что предотвращает загрязнение рабочей поверхности электрода. Что касается инертного аргона, то он выпускается высшей и первой степени очистки и часто используется в смеси с гелием. Это сочетание позволяет достигать наилучшего результата, но иногда аргон используется в смеси с углекислым газом для экономии.
Заключение
Мы постарались максимально подробно рассказать о ТИГ-сварке и её применении при работе с различными металлами и в режимах постоянного и переменного тока. Метод требует затрат и определённой квалификации, но овладев им, вы получите универсальный способ соединения самых разнообразных деталей и возможности ремонта металлоизделий разной толщины.
Введение
Дуговая сварка в среде инертного газа с неплавящимся вольфрамовым электродом (TIG или GTAW – газовая дуговая сварка вольфрамовым электродом) – это процесс, в котором тепло, необходимое для сварки, подается электрической дугой, которая поддерживается между неплавящимся электродом и обрабатываемой деталью. Электрод, используемый как проводник тока, состоит из вольфрама или вольфрамовых сплавов. Зона сварки, расплавленный металл и неплавящийся электрод устойчивы к атмосферным влияниям благодаря инертному газу, который подается горелкой. Сварка ТИГ осуществляется с добавлением сварочного материала (сварочной проволоки) или плавкой основного материала с помощью теплового эффекта, производимого электрической дугой.
Сварка ТИГ осуществляется с добавлением сварочного материала (сварочной проволоки) или плавкой основного материала с помощью теплового эффекта, производимого электрической дугой.
Сварочная цепь
1. Источник питания
Назначение источника питания – питание электрической дуги, которая создается между основным материалом и вольфрамовым электродом, благодаря подаче тока, достаточного для поджига дуги. Внутри источника питания обычно присутствует устройство, регулирующее сварочный ток, механическое (магнитный шунт) или электронное (тиристор или инверторная система). Различают два типа источников питания:
а) источник питания переменного тока
Выходной ток/напряжение из источника питания принимает форму квадратной волны, которая изменяет полярность через регулярные интервалы времени с частотой от 20 до 200 Герц или более, в зависимости от типа источника питания. Это достигается с помощью одного или двух устройств, назначение которых – преобразование тока/напряжения синусоидальной волны из распределительной сети в подходящий переменный сварочный ток/напряжение.
б) источники питания постоянного тока
Выходной ток источника питания имеет форму непрерывной волны, которая достигается с помощью устройств, способных преобразовывать ток/напряжение из переменного в постоянный. Если сварочная цепь состоит из источника питания постоянного тока, то она может быть далее классифицирована в соответствии с методом подключения полюсов источника питания к свариваемому материалу или с видом сварочного тока:
- постоянный ток с соединением прямой полярности
В случае с соединением с прямой полярностью, горелка и ее кабель подсоединяются к отрицательному полюсу, а свариваемый материал к положительному полюсу источника питания; в этом случае электроны текут от электрода к детали, вызывая плавку.
Это наиболее часто используемый тип тока при сварке TIG. Он обеспечивает хорошую свариваемость почти всех видов металлов, поддающихся сварке, и сплавов, за исключением алюминия. Постоянный ток с прямой полярностью создает узкую глубокую сварочную ванну, а также обеспечивает лучшее проникновение, чем в случае с обратной полярностью.
В этом случае горелка с кабелем подсоединяется к положительному полюсу, а деталь – к отрицательному полюсу источника питания. Этот тип питания используется редко, поскольку он производит мелкую сварочную ванну и плохое проникновение. Обратная полярность сама по себе вызывает чрезмерный перегрев электрода, и чтобы предотвратить электрод от возгорания, нужно использовать слабые токи. В этом причина ограниченного использования этого типа соединения.
Существует еще одна группа источников питания, известных как источники питания постоянного тока вне зависимости от типа соединения и называемых модулированными или импульсными источниками постоянного тока. Модулированный источник тока – это источник питания постоянного тока, оснащенный специальными устройствами для изменения силы сварочного тока. Модулированный или импульсный ток достигается путем наложения на постоянный основной ток следующей компоненты, обычно квадратной волны, для получения эффекта периодической пульсации дуги. При такой системе получается сварочный шов, состоящий из непрерывного наложения точечных сварок, которые последовательно образуют единый шов. Этот метод типичен для сварки тонких материалов, когда необходимо контролировать количество тепла для предотвращения перфорации детали без уменьшения проницаемости сварки.
При такой системе получается сварочный шов, состоящий из непрерывного наложения точечных сварок, которые последовательно образуют единый шов. Этот метод типичен для сварки тонких материалов, когда необходимо контролировать количество тепла для предотвращения перфорации детали без уменьшения проницаемости сварки.
2. Горелка со связкой проводов
Горелка для ТИГ-сварки – это инструмент, который включает в себя вольфрамовый электрод и подсоединяется к пучку проводов, которые в свою очередь подсоединены к источнику питания. Ее назначение – подавать электроэнергию и создавать газовую защиту. В зависимости от типа использования, горелки могут охлаждаться естественным образом через газовую защиту, если требуется использование слабых токов, или с помощью системы водного охлаждения, когда используется сильный ток (200-500А) и частая сварка.
3. Сварочная проволока
Толщина материала, тип соединения и желаемые характеристики сварки влияют на определяют необходимость применения металлического сварочного материала и его добавления в сварочную ванну. Добавление металлического сварочного материала при ручной сварке достигается введением проволоки в зону дуги со стороны сварочной ванны. Используемый металл часто такой же, как и основной, и часто включает ограниченное количество раскислителя или других компонентов для улучшения свойств области плавки.
Добавление металлического сварочного материала при ручной сварке достигается введением проволоки в зону дуги со стороны сварочной ванны. Используемый металл часто такой же, как и основной, и часто включает ограниченное количество раскислителя или других компонентов для улучшения свойств области плавки.
4. Газовый баллон с редуктором
Газовый баллон с редуктором состоит из:
- баллона с защитным газом/ами
- манометра, показывающего количество газа в баллоне
- регулятора газа
- электромагнитного клапана (если горелка оснащена кнопкой и контролируется ею, открывая и закрывая поток газа в соответствии с потребностями сварщика).
5. Зажим с заземляющим кабелем
Зажим с заземляющим кабелем используется для создания электрического соединения между источником питания и основным материалом. Сечение и длина кабеля зависят от максимального тока (в амперах) сварочного источника питания.
6. Система водного охлаждения
Система водного охлаждения – это устройство, используемое для охлаждения горелки, чтобы предотвратить чрезмерный перегрев, в случае применения сильных сварочных токов. Посредством насоса этот аппарат непрерывно подает воду, которая циркулирует в пределах горелки и контролирует перегрев с помощью системы охлаждения.
Защитные газы
Основное назначение газовой защиты – вытеснение воздуха из области сварочной ванны, электрода и конца сварочной проволоки (если она используется) для предотвращения риска загрязнения вредными веществами в окружающем воздухе. Физические и химические свойства газовой защиты могут по-разному влиять на сварку, в зависимости от типа металла. Газы используемые для защиты при сварке TIG – это аргон, гелий, аргонно-гелиевые или аргонно-водородные смеси. Очень важно, чтобы газы были как можно более чистыми, поскольку даже незначительный процент примесей может оказать влияние на качество сварки и сделать его неприемлемым. Во время сварки с использованием аргонной газовой защиты дуга довольно стабильная, но сварочная ванна более холодная, поэтому этот газ больше подходит для сварки тонких материалов.
Аргон – широко применяется, поскольку он намного дешевле гелия; это основной фактор выбора газовой защиты.
Дуга с гелиевой защитой производит больше тепла, чем с аргонной; таким образом его использование рекомендовано при сварке материалов с высокой теплопроводностью, позволяя в этом случае повысить качество и скорость сварки. Поскольку гелий легче воздуха, его расход для обеспечения достаточной защиты сварочной ванны выше, чем аргона.
Смеси аргона и гелия используются для обеспечения газовой защиты с промежуточными характеристиками.
Неплавящиеся электроды
На рынке представлены различные виды неплавящихся электродов:
- из чистого вольфрама
Они используются со слабыми токами и переменным током, поскольку в этом случае дуга более стабильна. По цене эти электроды самые экономичные.
- торий-вольфрамовыеэлектроды
Они выдерживают сильные токи. Дуга легко поджигается и остается довольно стабильной. Эти электроды рекомендуются для сварки стали постоянным током с прямой полярностью.
- цирконий-вольфрамовыеэлектроды
Они используюстя для ручной сварки алюминия, магния и его сплавов со средне-низкой силой тока.
- цериевые электроды
Они отличаются высоким выделением электронов и дают хорошее проникновение с удовлетворительной износостойкостью.
Системы поджига дуги:
- HFвысокочастотный поджиг
Подготовительный разряд поставляется высокочастотным генератором, который налагает высоковольтный импульс на сварочное напряжение; мощность этого устройства минимальная, но в то же время достаточная для поджига электрической дуги на расстоянии. Высоковольтный поджиг требует использования особой сварочной горелки, оснащенной кнопкой контроля поджига.
- поджиг пилотной дугой
В этом случае дуга поджигается между вольфрамовым электродом и вспомогательным электродом, который может представлять из себя кольцо, прикрепленное к соплу горелки. Пилотная дуга поджигается высокочастотной искрой, которая входит в цепь поджига пилотной дуги. После поджига вспомогательное зажигание отключается, поскольку основная дуга зажигается самопроизвольно простым разрядом вольфрамового электрода, который становится раскаленным в ионизированой газовой атмосфере. Такой тип поджига в основном используется в автоматизированных устройствах.
Пилотная дуга поджигается высокочастотной искрой, которая входит в цепь поджига пилотной дуги. После поджига вспомогательное зажигание отключается, поскольку основная дуга зажигается самопроизвольно простым разрядом вольфрамового электрода, который становится раскаленным в ионизированой газовой атмосфере. Такой тип поджига в основном используется в автоматизированных устройствах.
- поджиг LIFT (плавный поджиг дуги с подъемом)
Достигается с помощью устройства, которое подает слабый ток (чтобы не повредить конец вольфрамового электрода), когда электрод входит в контакт со свариваемым материалом. Когда электрод отрывается от детали, создается искра, которая заставляет дугу поджигаться; затем источник питания увеличивает сварочный ток до достижения установленных значений. Поскольку высокие частоты не используются, поджиг с подъемом не создает электромагнитных помех; однако, контакт, устанавливаемый между кончиком электрода и основным материалом, загрязняет сварочную ванну.
- поджиг царапаньем / чирканьем / касанием
Этот поджиг осуществляется путем проведения по свариваемой детали вольфрамовым электродом, что заставляет дугу поджигаться. Контакт между электродом и свариваемой деталью приводит к появлению включений вольфрама в начале шва, что снижает качество сварки.
Материалы, свариваемые TIG
Эта процедура в основном используется для сварки нержавеющей стали, алюминия и его сплавов, никеля, меди, титана и их сплавов.
Нержавеющая сталь сваривается постоянным током с электродом отрицательной полярности. Можно сваривать материалы толщиной до 2.5мм без добавления сварочного материала; более толстые требуют скашивания краев и использования сварочной проволоки, материал которой должен подходить для качества свариваемой нержавеющей стали.
Перед продолжением сварки рекомендуется произвести очистку щеткой из нержавеющей стали.
Алюминий и его сплавы следует сваривать переменным током и, для получения шва хорошего качества, использовать источник питания высокой частоты. В случае сильного окисления, его можно удалить щеткой или травлением (химическая процедура для удаления окисления).
В случае сильного окисления, его можно удалить щеткой или травлением (химическая процедура для удаления окисления).
В этом случае также возможно сваривать материалы до 2.5мм без добавления сварочного материала; для сварки более толстых, края нужно скосить и использовать сварочную проволоку.
Сварка в атмосфере аргона с использованием вольфрамового электрода также применяется в случае с мягкими сталями и стальными сплавами, медью и ее сплавами, титаном и благородными металлами. Для всех этих металлов и сплавов используется постоянный ток с прямой полярностью.
Первенство в открытии соединения металлических частей путем сваривания принадлежит российскому ученому Бернадосу, открывшему этот способ в 80-х годах 19 века. Со временем были разработаны различные аппараты и приемы сварки разнообразных материалов. Один из таких способов — tig варка.
В статье можно узнать о том, что это за функция сварочных аппаратов и для чего используется сварка тиг инвертором.
Что такое ТИГ сварка
Если обычную конструкционную сталь можно соединить, используя обычную дуговую сварку, то для варки цветных металлов требуются отдельные способы.
Тиг сварка — это технология, которая позволяет без проблем соединить алюминиевые детали. Весь процесс проходит в защитной среде из аргона. Если воспользоваться обычным способом без газа, то шов получится некачественным. Все дело в том, что при контакте разогретого алюминия с воздухом образуется окись, покрывающая место соединения. Пленка оксида этого металла имеет более высокую температуру плавления (2000° против 650 у чистого алюминия).
Именно оборудование с использованием аргона обеспечивает правильный процесс и качество сварочного шва. Инертный газ во время подачи оттесняет кислород и расплавленный алюминий прочно соединяется в точке соприкосновения. При этом применяют вольфрамовые неплавящиеся электроды.
Сварка ТИГ с помощью инвертора
Инвертор tig построен на преобразовании тока по схеме переменный-постоянный-высокочастотный переменный. То есть сварочный процесс происходит за счет более высокой частоты в отличии от трансформаторных образцов.
В сеть поступает переменный ток с частотностью в 50 Гц. Инвертор на выходе дает 50 кГц. При этом КПД аппарата возрастает до 90%.
Инвертор на выходе дает 50 кГц. При этом КПД аппарата возрастает до 90%.
Но, если с обычным инвертором все понятно, то как делают сваривание, используя сварочный инвертор тиг?
Наличие такой функции в аппарате предусматривает в конструкции возможность подключения горелки с подающими аргон (или гелий) шлангами.
Используя инвертор tig можно сваривать в среде инертных газов сталь на постоянном токе и алюминий со сплавами на переменном.
Как варить ТИГ способом используя инвертор
Как было сказано выше, Вам нужно обязательно учесть два фактора:
- Перенастроить аппарат на требуемый ток в зависимости от материала, который будет вариться.
- Подключить оборудование для аргонодуговой сварки (подача газа и горелка).
Обязательно убедитесь в том, что аппарат перенастроен на требуемый ток.
Выставив ток и подключив оборудование, нужно отрегулировать объем подачи газа вентилем, расположенным на горелке.
Дальше нужно зажечь дугу и начать сваривание движением горелки по требуемому направлению. По мере прохода шва нужно добавлять присадочный материал. Это улучшит качество сварного соединения. Если подавать присадки очень много, то загрязняется вольфрамовый электрод и шов потеряет прочность.
Используя присадку, ее нельзя добавлять в средину сварочной ванны, легкими касаниями материал наносят на край по направлению движения электрода. Добавки обязательны при сварке алюминия, чтобы в швах не образовывались трещины.
При ведении сварочного шва горелку нужно наклонить приблизительно на 15-20 градусов от вертикали. Это позволит видеть весь процесс и контролировать сварочную ванну, а главное, будет образовываться качественное соединение. При правильном наклоне и скорости движения шов получиться слегка волнистым.
Но это только азы. Если Вы хотите научиться использовать сварочный инвертор тиг, то лучше всего обратиться к профессиональному сварщику.
Виды инверторов
Во-первых, выбирая аппарат для домашнего использования, стоит учитывать, что они бывают трех классов:
Если Вы не планируете открывать сварочный цех на дому, то для периодического использования достаточно простого бытового аппарата. Разница между ними главным образом в продолжительности работы и, конечно, цене.
Во-вторых, выбирая инвертор, обратите внимание на функции, они обычно указаны маркировками: ММА, MIG-MAG, TIG.
- ММА — это обычная электродуговая сварка с использованием электродов.
- TIG — сваривание с использованием защитных газов.
- MIG-MAG — полуавтоматическая сварка проволокой в среде аргона.
Есть сварочные инверторы, объединяющие все эти четыре функции в одном аппарате. Естественно, они будут стоить дороже. Вам стоит решить, что будет нужнее в домашнем хозяйстве. Обычно достаточно двух режимов ММА и TIG.
Производителей сварочных инверторов огромное количество это и известные Tesla и Kaiser или отечественные марки Сварог, ну и самые дешевые китайские, которых очень много.
Преимущества и недостатки TIG сварки
Инверторный сварочный аппарат тиг, как и любой другой, будет иметь свои положительные и отрицательные моменты.
Небольшая площадь нагрева при работе, сохраняет изначальную форму и параметры деталей
Защитная среда дает более качественный сварочный шов
Используя инвертор для тиг сварки можно ускорить весь процесс, так как аргон увеличивает мощность дуги
Простота использования сварочных инверторов тиг упрощает обучение рабочему процессу
Сварочный шов получается очень аккуратным и небольшим по размеру, что не испортит вид деталей
Сложность настройки при отсутствии опыта
Чувствительна к сильному ветру и сквозняку
Как и любой другой бытовой, инвертор с функцией тиг чувствителен к низким температурам
Но, при таких недостатках, преимуществ для использования инверторного сварочного аппарата тиг больше. Еще десять лет назад для сваривания цветных металлов нужно было искать специалиста, что не всегда представлялось возможным. Сегодня масса образцов таких аппаратов по доступной цене упростили весь процесс. И, мало того, даже новичок, способен быстро обучится сварке в аргоновой среде за очень короткие сроки.
Еще десять лет назад для сваривания цветных металлов нужно было искать специалиста, что не всегда представлялось возможным. Сегодня масса образцов таких аппаратов по доступной цене упростили весь процесс. И, мало того, даже новичок, способен быстро обучится сварке в аргоновой среде за очень короткие сроки.
Инвертор с функцией tig обладает еще одним громадным преимуществом — компактностью.
Но, решив приобрести такое оборудование, стоит призадуматься — а нужно ли оно вообще. Большинство дешевых моделей имеют маркировку тиг, при этом не позволяют менять подаваемый ток. То есть можно получить инвертор с функцией тиг, что сваривает только конструкционную сталь на постоянном токе, а такой технологический процесс вполне обеспечит обычная ММА сварка.
Сварочные аппараты с действительно универсальными функциями стоят намного дороже, при этом еще стоит учесть дополнительные расходы на материалы: вольфрам, газ и присадки. Например, если прибор нужен только для того, чтобы заварить кастрюлю, то проще приобрести новую — это обойдется дешевле.
И еще один момент — это полуавтоматическая сварка в аргоновой среде. Прекрасный выбор, если нужно выполнять действительно тонкую работу. Такие приборы позволяют сваривать тонкостенные детали без угрозы прожечь их. Незаменимы при ремонте автомобилей.
А что Вы думаете по этому поводу, поделитесь своим опытом в выборе сварочных инверторов с функцией тиг в комментариях к этой статье. Насколько целесообразно использование таких инверторов в домашнем хозяйстве и как дорого обойдется приобретение качественного прибора со всеми требуемыми расходными материалами? И какие сварочные аппараты инверторного типа tig лучше всего приобрести для себя.
Сварка tig: суть метода, его преимущества и недостатки, сфера применения
Сварка металлических деталей известна человечеству давно. Однако с развитием металлургии, появлением новых сплавов, соединений технология начала улучшаться, чтобы отвечать всем требованиям складывающихся реалий. Любому начинающему сварщику нужно узнать побольше информации о ТИГ сварке: что это такое, как пользоваться оборудованием, какими сильными и слабыми сторонами она обладает.
Что такое ТИГ сварка?
Прежде чем переходить к описанию оборудования, разбору преимуществ и недостатков, необходимо разобраться с принципами технологии, особенностями ТИГ сварки.
TIG сварка — это способ соединения металлов, при котором используется вольфрамовый электрод с защитным газом. Стержень считается «неплавящимся».
Сварщик должен затачивать его перед применением, чтобы дуга была стабильной, а шов получался ровным.
Вольфрамовый электрод закрепляется в горелке по центру сопла. По краям горелки находятся отверстия, через которые подаётся защитный газ. Для этого применяется аргон. Он защищает место сваривания от образования оксидной плёнки. Дополнительно нужно использовать присадочную проволоку. Желательно, чтобы она была изготовлена из того материала, который нужно сварить.
История появления
Сварка известна человечеству не одно десятилетие. Впервые идея того, что можно соединять металлические детали во время сильного нагревания появилась в начале 20 века. Над созданием подобного оборудования задумался Чарльз Л. Коффин — американский инженер. Однако первые образцы оборудования не позволяли использовать аппарат в промышленных условиях, сваривать сплавы металлов.
Впервые неплавящийся электрод из вольфрама и защитный газ (инертный гелий) были протестированы в 40-х годах 20 века. С помощью этой технологии удалось соединить алюминий, магний, никель. Метод стал популярен в самолёто- и ракетостроении, а потом получил популярность и среди других направлений промышленности.
Преимущества и недостатки
Любой технологический процесс обладает сильными и слабыми сторонами. Преимущества аргоновой TIG сварки:
- Благодаря использованию защитного газа шов получается равномерным, без поров, трещин, пустот. Аргон защищает нагреваемую поверхность от оксидной плёнки, образующейся при взаимодействии горячего металла с кислородом.
- Уменьшаются внутренние напряжения, образующиеся во время сваривания без защитного газа.
- Металл не разбрызгивается.
- После сваривания изделия не нуждаются в дополнительной обработке.
- ТИГ сваркой можно соединять большинство известных металлов, сплавов.
- Достаточно попробовать поработать оборудованием 2–3 раза, чтобы освоить навык создания качественных, красивых швов.

Недостатки TIG сварки:
- Используя оборудование на открытом воздухе, нужно закрывать место соединения от ветра. Потоки воздуха сбивают направления движения защитного газа, ухудшают качество шва.
- Нужно тщательно подготавливать рабочую поверхность.
- Нельзя выбирать острый угол наклона горелки относительно заготовки. Это осложняет рабочий процесс.
- На месте, где зажигается электрическая дуга, остаётся отметка, которую нужно будет счистить.
Учитывая недостатки ТИГ оборудования, можно подготовиться к возможным сложностям во время эксплуатации сварки.
Применение
Поскольку ТИГ технология позволяет соединять множество металлов и сплавов на их основе, её используют в различных направлениях промышленности:
- Автомобилестроение, изготовление деталей для промышленного оборудования.
- Космическая промышленность.
- Строение кораблей, самолётов.
- Изготовление медицинских инструментов.
- Строительство, создание электроинструментов.
Часто ТИГ технология применяется в домашних условиях. С помощью аппаратов с вольфрамовыми электродами заваривают детали от кузова автомобилей, чинят радиаторы.
Режимы
ТИГ оборудование работает с помощью однополярного или переменного тока. Каждый из отдельных режимов ТИГ сварки применяется для разных материалов.
Постоянный ток
Оборудование, работающее на постоянном токе, обладает определёнными преимуществами. К ним относятся:
- Увеличивается экономичность рабочего процесса.
- Можно проваривать детали на большую глубину. Шов получается узки, но глубоким.
- Возрастает скорость сварочного процесса.
Минус подаётся на вольфрамовый электрод, плюс идёт на обрабатываемую деталь. Оборудование, работающее на постоянном токе, подходит для соединения легирующих сталей, нержавейки.
Переменный ток
Оборудование, во время работы которого происходит автоматическая смена минуса и плюса. При увеличении обратной полярности поверхность эффективнее очищается от оксидной пленки.
Оборудование
Проводить сварочный процесс с защитным газом, неплавящимся вольфрамовым электродом можно с помощью обычного инвертора с горелкой, которая может подавать газ. Однако существует два вида специализированного инструмента:
- Инвертор TIG. Дополняется блоком, который может вырабатывать прямой или переменный ток. Благодаря этому увеличивается функционал аппарата. Даёт возможность работать со сталями, алюминием, сплавами.
- Сварочные выпрямители. Аппарат преобразует переменный ток в постоянный. Является профессиональным аппаратом.
 Является профессиональным аппаратом.
Является профессиональным аппаратом.Оборудование и расходные материалы нужно выбирать зависимо от того, какой металл или сплав будет обрабатываться.
Алгоритм сборки сварочного аппарата
После покупки установки, расходных материалов, соединительных элементов нужно собрать отдельные детали и механизмы вместе. Этапы сборки:
- Соединить осциллятор с инвертором.
- Провод, отвечающий за массу, закрепить на клемме, отмеченной значком плюса.
- Провод, который соединён с горелкой, нужно подключить к клемме со значком минуса.
- На рукав, через который будет проводиться поток газа, закрепить горелку.
- Подготовить баллон с аргоном. Накрутить редуктор.
- Рукав, подающий газ, закрепить на редукторе.
- Инвертор подключить к общей сети — 220 В. Осциллятор должен питаться от блока питания, вырабатывающего 6 В.
Чтобы не ошибиться при подключении элементов, можно посмотреть схемы и обучающее видео. После сборки необходимо провести настройку аппарата. От этого будет зависеть качество проводимых работ.
Техника сваривания
Процесс сварки своими руками требует предварительной настройки аппарата. Для этого сварщику нужно выполнить ряд действий:
- При использовании неплавящихся вольфрамовых электродов их необходимо заранее подготовить. Рабочий стержень нужно заточить с помощью надфиля.
- После заточки электрода его нужно установить на горелку. Для этого используется цанговый зажим.
- Открыть вентиль на баллоне с аргоном. С помощью редуктора установить рабочий расход газа. Оптимальный показатель — 13 л/мин.
- Массу закрепить на обрабатываемой заготовке или металлическом рабочем столе.
- Включить осциллятор. Горелку поднести к поверхности металла.
- После нажатия на кнопку включения появится искра. Открыть подачу газа на горелке.
Расстояние между окончанием электрода и рабочей поверхностью должно быть не менее 3 мм. Вести заострённую часть можно по-разному.
Если увеличивать расстояние между вольфрамовым наконечником и металлом, шов будет получаться широким, а глубина проварки уменьшится. При соединении тонких заготовок нужно делать движения горелкой справа налево.
При соединении тонких заготовок нужно делать движения горелкой справа налево.
Чтобы сделать корневой шов, нужно вести электрод ровно. Угловые стыки соединяются под углом 45 градусов.
ТИГ сварка используется для соединения металлов и сплавов на их основе. Защитный газ, применяемый во время проведения работ, не даёт появляться оксидной плёнке. Важно правильно настраивать оборудование, затачивать неплавящийся электрод перед работой, удерживать дугу на одном расстоянии от заготовки.
Тиг сварка для начинающих Что такое ТИГ сварка и где она применяется? Ссылка на основную публикацию
Источник: https://metalloy.ru/obrabotka/svarka/tig
Тиг сварка в среде аргона: технология аргонодуговой сварки неплавящимся электродом
В мире современной сварки множество самых разнообразных методов – как старых, так и самых новых. Но среди всех технологий выделяется одна – TIG или тиг сварка. Область ее применения самая широкая: от кустарных сервисных мастерских для ремонта автомобилей до крупных производственных объектов со сложнейшими технологическими циклами.
Но среди всех технологий выделяется одна – TIG или тиг сварка. Область ее применения самая широкая: от кустарных сервисных мастерских для ремонта автомобилей до крупных производственных объектов со сложнейшими технологическими циклами.
Данный способ годится и для производства тонких швов, и для работы с массивными деталями с толстыми кромками. Предлагаем разобраться с методом TIG с его особенностями, оборудованием, преимуществами и недостатками.
Что это за метод в принципе
Для начала разберемся с аббревиатурой TIG, которая как раз и описывает суть метода: в переводе с английского это не что иное как «вольфрам и инертный газ». Иными словами, это горение электрической дуги в инертном газе.
Уход за ним заключается в периодической заточке кончика для сохранения точности и тонкости образования сварочного шва. Вольфрамовый наконечник зафиксирован в специальной горелке и расположен в цанге. Если электрод длиннее, чем нужно, лишняя длина размещается в специальном корпусе, чтобы не произошло короткое замыкание.
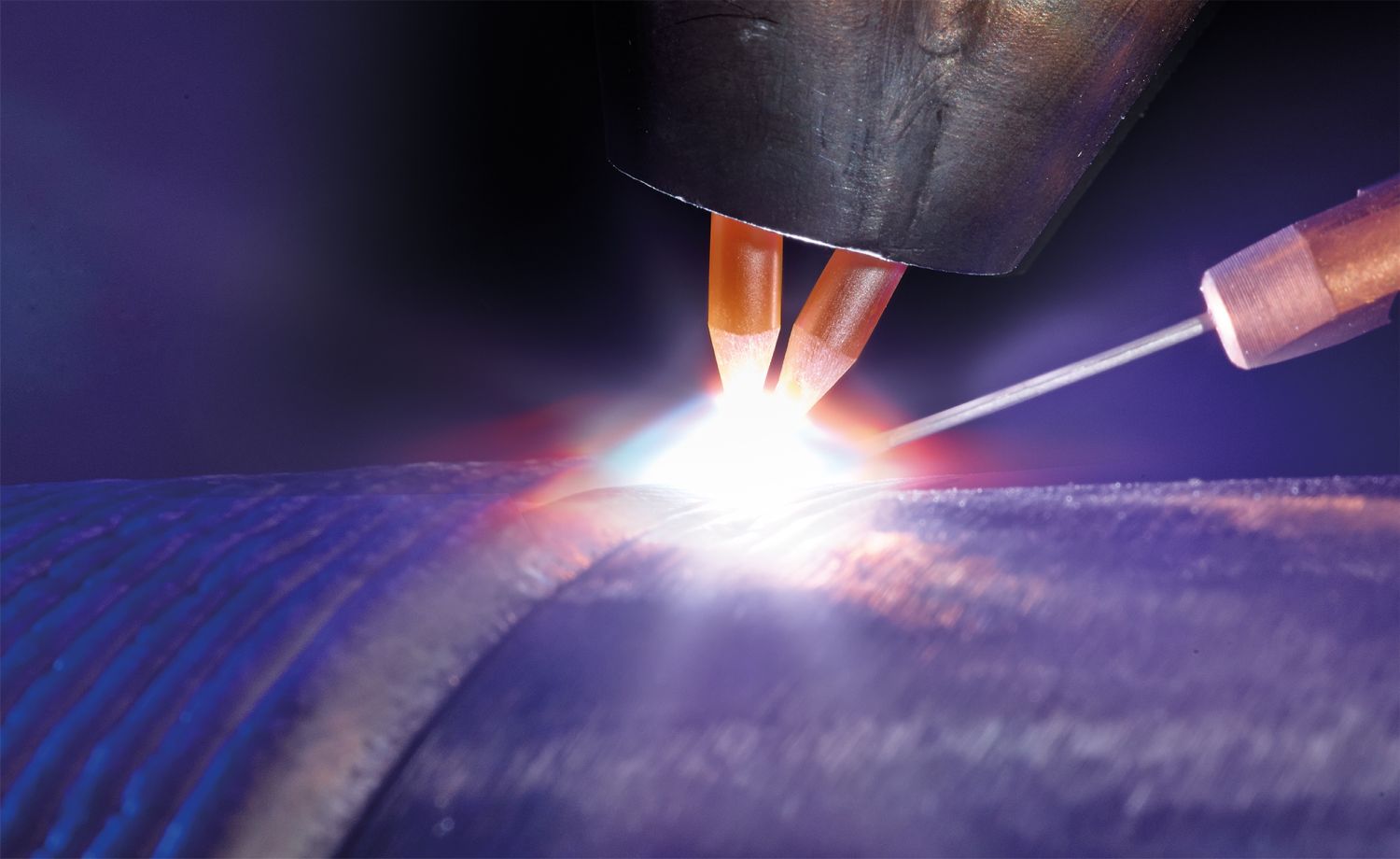
Технология сварки с использованием инертного газа.
В роли инертного газа чаще всего используется аргон, поэтому вся сварка называется аргонодуговая сварка плавящимся электродом. Аргон подается по окружности, в центре которой находится электрод, расположенный в керамическом сопле на конце горелки.
Без инертного газа ничего хорошего не выйдет, в этом случае в сварочную ванну попадает кислород с выделением водорода, что приводит к высокой пористости сварочного шва и кристаллизации металла при затвердевании. Аргон как инертный газ защищает процесс от данных нежелательных явлений. Подача газа запускается кнопкой на горелке.
Как и во всех видах сварки с использованием дуги кромки соединяемых металлических заготовок начинают плавиться при зажженной дуге. Если между поверхностями есть зазор, нужно использовать дополнительную присадочную проволоку, которую сварщик подает просто свободной рукой.
Если же соединяемые детали соприкасаются поверхностями вплотную, для формирования качественного шва вполне достаточно самого металла.
Применение и преимущества технологии TIG
Cварка в среде аргона применяется чрезвычайно широко благодаря высокой температуре горения электрической дуги. Данный факт делает этот метод приемлемым как для работ с углеродистой сталью, так и для работ с различными и весьма капризными цветными металлами: алюминием, медью, титаном и другими металлами.
Нержавеющая сталь также отлично варится методом TIG: швы формируются очень качественными и эстетичными. Метод тиг не требует очистки шва от шлака после рабочего процесса.
Работа с алюминием заслуживает отдельного упоминания. Этот чрезвычайно капризный металл без аргона варить практически невозможно. Проблема в оксидной пленке, которая мгновенно образуется и не дает сформироваться сварочной ванне и, соответственно, сварочному шву.
Схема сварки в среде инертного газа.
Благодаря аргону, создающему защитную среду, алюминий плавится очень равномерно, и шов формируется правильно и ровно. Если используется дополнительная присадочная проволока, то она должна быть из того же металла, что и соединяемые детали.
Области применения аргоновой сварки следующие:
- все виды машиностроения;
- автомастерские;
- пищевая промышленность;
- нефтеперерабатывающая и химическая промышленности и многие другие.
Тиг сварки имеют немало преимуществ в сравнении с другими видами:
- точная компактная локализация прогрева заготовки, что минимизирует риск деформации;
- полная свобода сварочной ванны от кислорода в результате вытеснения его аргоном, который тяжелее кислорода;
- отличная скорость сварки тиг;
- простота в исполнении и несложное обучение методу;
- шов высокого качества;
- широкая палитра металлов для работ;
- грамотная экология: меньше выбросов в атмосферу.
Порядок работы и ее параметры
Прежде всего следует хорошенько очистить свариваемые кромки от ржавчины, грязи, следов масла или краски. Затем нужно обдумать и рассчитать следующие параметры: величину сварочного тока, давление аргона при его подаче, толщину электрода.
Устройство горелки для аргонодуговой сварки.
Сила сварочного тока влияет на параметры шва и глубину проплавки. Розжиг электрической дуги можно произвести тремя способами:
- Провести иглой по металлу: данный способ не очень популярный, потому что часто происходит прилипание электрода в дополнение к его быстрому стачиванию.
- Точечно коснуться, это называется Lift TIG и используется в аппаратах средней ценовой категории.
- Бесконтактный розжиг – самый удобный способ, применяется в дорогом оборудовании.
Дуга также ведет себя по-разному, в зависимости от планируемого результата. Для того, чтобы сварочный шов был высокого качества, следует держать и контролировать точный зазор между свариваемой поверхностью и иглой наконечника в три миллиметра.
Если зазор будет шире, степень проплавки снизится из-за расширения сварочной ванны. Направление формирования шва всегда идет справа налево без каких-либо колебаний. Такие правила работают при работах с тонкими краями металлов.
Если вы планируете варить толстые заготовки, сначала нужно произвести разделку кромок с углом в 45°. Швы выполняются по-разному: корневой шов – ровно, а заполняющий и накладной швы – с помощью колебательных движений с дополнительной присадочной проволокой.
Если соединение имеет стыковую форму, вылет иглы должен составлять 5 мм. Ну а если соединение имеет угловой формат, размеры устанавливаются индивидуально в зависимости от размера выходного отверстия сопла и степени доступности в рабочей зоне.
Особенности и недостатки метода TIG
Ручная аргонодуговая сварка относится к универсальным технологиям со множеством преимуществ. Тем не менее недостатки имеются, и о них нужно знать и помнить.
Как выполняется TIG сварка?
Минусы аргонодуговой сварки следующие:
- Работать с аргоном практически невозможно на улице при ветреной погоде: аргон полностью вытесняется ветром. Можно, конечно, выставлять защитные щиты с одновременным увеличением подачи аргона, но такое решение нельзя назвать эффективным и экономным.
- Работа с плавящимся электродом в облаке аргона имеет жесткое требование по предварительной подготовке рабочих поверхностей – тщательной зачистке кромок от ржавчины, масла и краски. Если этого не сделать, в сварочных швах окажутся здоровенные поры.
- Структура горелки с колпачком и соплом могут привести к затруднениям в ведении шва в местах с трудным доступом. Чаще всего такое встречается при угловых соединениях или во время работы в малом пространстве. Решениями являются либо увеличение расстояния вылета иглы, либо перестановка колпачка с обрезкой вольфрамового электрода.
- Вариант способа TIG Lift включает риск следа на поверхности из-за розжига шва вне рабочей зоны. В этом случае понадобится специальная зачистка.

Для выполнения тиг метода необходимо определенное оборудование.
Сборка горелки для TIG сварки.
Комплект нужных вещей включает в себя следующее:
- сварочный аппарат с поддержкой разных режимов;
- баллон с аргоном или другим инертным газом;
- редуктор и кабель;
- газовая горелка в одной из двух версий: №1 для работ с металлами с тонкой кромкой, а №2 для работ с металлами с большей толщиной.
Источник: https://tutsvarka.ru/vidy/tig-svarka-v-srede-argona
Сварка методом TIG
Без сварочных работ трудно себе представить авиацию, космос, машиностроение и строительство, востребована сварка и в быту.
Самые разнообразные способы соединения металлов и их сплавов широко используются в настоящее время, и отдельное место здесь занимает недорогой, но эффективный метод TIG-сварки. Мы проведём обзор способов работы, технологий и металлов, которые свариваются этим методом.
Отдельное внимание следует уделить аппаратуре, оборудованию и расходным материалам, а также принципам работы в среде защитного инертного газа.
Преимущества и недостатки аргонодуговой сварки
Одним из методов сварки металлов является ММА, при котором работа производится плавящимися покрытыми электродами, переменным или постоянным (AC/DC) выходным током. Кроме того, широко используется полуавтоматическая сварка MIG/MAG в среде защитного или активного газа.
Следующей, промежуточной по ценовой категории, является TIG сварка, которую иначе называют аргонодуговым методом.
В нём процесс сварки металлов дугой короткого замыкания производится неплавким вольфрамовым электродом в среде защитного газа, препятствующего окислению на открытом воздухе.
В качестве источника АС/DC-тока используется сварочный инвертор, оснащённый евроразъёмом, через который подаётся газ и выходной ток к горелке, а также проходят управляющие сигналы.
В отличие от метода MIG, где электродом служит подвижная проволока, в сварке TIG используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Через горелку с сеткой подаётся газ, а затем с задержкой в 1 секунду — напряжение.
Это делается для того, чтобы сварка начиналась в среде защитного газа, который подаётся под давлением и будучи тяжелее воздуха препятствует окислению заготовок.
Лучше понять, что такое TIG-сварка, поможет оценка достоинств и недостатков данного способа соединения металлов, особенно в сравнении с методами MMA и MIG. К преимуществам аргонодуговой сварки относятся следующие параметры:
- возможность работать как с тонкостенными деталями, так и с заготовками значительной толщины;
- работа в AC/DC-режимах;
- широкие диапазоны регулировки параметров сварочного тока;
- использование негорючих газов, что повышает безопасность работ;
- тугоплавкие электроды многоразового использования;
- надёжный, цанговый зажим горелки для сменных электродов различной толщины;
- наличие осциллятора для улучшенного розжига дуги;
- возможность работы с прямой и обратной полярностью.

У этого метода есть и определённые недостатки, которые не оказывают существенного влияния на рабочий процесс. Они заключаются в следующем:
- невысокая скорость сварки по сравнению с другими методами;
- необходимость работы в закрытых помещениях, чтобы исключить перерасход газа;
- малая мобильность;
- ручная подача сварочной проволоки.
Состав оборудования и область применения сварки TIG
Каждый вид сварки имеет своё предназначение, преимущества и недостатки, а также набор необходимого оборудования и расходных материалов для качественного поведения работ с наилучшим результатом. В перечень оборудования для сварки TIG входят следующие компоненты:
- инвертор ММА+TIG с переходником для газовой смеси и евроразъёмом, с регулировкой выходных параметров, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, используемый для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с кнопкой управления и цанговым зажимом вольфрамового электрода;
- сварочная или присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ или его смесь с СО2 для создания защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.

Сварка tig применяется в промышленности, строительстве и бытовых нуждах. Большие возможности метода позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:
- конструкционные и углеродистые стали;
- различные сплавы алюминия;
- сталь нержавеющую, в том числе для санитарно-гигиенических и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, а также их сочетания;
- оцинкованный металл и никелированные поверхности.
Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ.
Режимы работы и технология сварки TIG
Металлы и сплавы в зависимости от физико-химических свойств свариваются в разных режимах работы источника тока. Причиной этому является тугоплавкость окисной плёнки или толщина заготовок. На разнообразных режимах сварки достигается необходимая глубина провара применительно к конкретной задаче и определённому металлу. Методу ТИГ доступны следующие режимы работ:
- способ с применением постоянного тока (DC) различной полярности;
- работа на переменном выходном, высокочастотном токе (AC) с использованием различных вольтамперных характеристик для щадящего воздействия на детали;
- способ бесконтактного высоковольтного розжига дуги с помощью осциллятора, формирующего разряд.
Постоянный ток используется при сварке сплавов алюминия и магния с обратной полярностью, что обеспечивает хорошие прочностные характеристики сварочного шва и позволяет разрушить тугоплавкую оксидную плёнку на поверхности заготовок.
Кроме того, используется соответствующие сварочные прутки, которые подаются в зону плавления вручную поступательными движениями.
Остальные виды металлов свариваются постоянным током прямой полярности с присадочной проволокой и подбором силы тока.
Работа с использованием переменного тока называется импульсной сваркой, поскольку разогрев металла происходит на пиковых значениях высокочастотных колебаний.
При базовых показаниях силы тока нагрев заготовок снижается, что не допускает перегрева (особенно тонкостенного) металла.
Тугоплавкий электрод необходимо держать под углом, близким к 90о, но с наклоном в сторону направления сварочного процесса без поперечных движений, а пруток подавать лёгкими поступательными колебаниями в сварочную ванночку.
Осциллятор путём подачи на заготовки высоковольтного слаботочного напряжения позволяет осуществить розжиг дуги бесконтактным способом, что предотвращает загрязнение рабочей поверхности электрода.
Что касается инертного аргона, то он выпускается высшей и первой степени очистки и часто используется в смеси с гелием.
Это сочетание позволяет достигать наилучшего результата, но иногда аргон используется в смеси с углекислым газом для экономии.
Заключение
Мы постарались максимально подробно рассказать о ТИГ-сварке и её применении при работе с различными металлами и в режимах постоянного и переменного тока. Метод требует затрат и определённой квалификации, но овладев им, вы получите универсальный способ соединения самых разнообразных деталей и возможности ремонта металлоизделий разной толщины.
Источник: https://electrod.biz/vidy/svarka-metodom-tig.html
TIG сварка: что это такое, как работает, где применяется, ее преимущества и недостатки
Одним из самых распространенных видов сварки является аргонодуговая, иначе TIG, сварка. Любимая профессионалами сварочного дела, она применяется как на крупных, так и на малых производствах (к примеру, в автосервисах).
Причиной тому – многофункциональность данного способа. Представляется возможным как сформировать качественный сварочный шов, так и хорошо сплавить детали большой толщины.
Аргонодуговая сварка легко справляется с алюминием, медью и нержавейкой. Однако есть особенности, на которые надо обращать внимание при работе с этой методикой.
Однако есть особенности, на которые надо обращать внимание при работе с этой методикой.
Плюсы и минусы TIG сварки, точная технология выполнения процесса сварки, необходимое оснащение – все эти аспекты мы раскроем в этой статье для вас.
Что из себя представляет эта технология
Аббревиатура TIG происходит от Tungsten-Inertgasschweißen и примерно переводится как «вольфрам-защитный инертный газ» (tungsten – англ. «вольфрам», Inertgasschweißen – нем. «инертный газ»).
Название определяет основу технологии, при которой используется вольфрам и защитные газы.
Главный элемент аргонодуговой сварки – это вольфрам, а точнее, вольфрамовый электрод. Применимый ко всем металлам: это позволяет его температура плавления около 3500 C.
«Плавление» в этом случае является номинальным. Вольфрамовый электрод причисляют к таким, что не плавятся, то есть время от времени его нужно затачивать для стабильности и легкого ведения дуги.
Вы можете не переживать о длине используемого электрода, так как остальная длина расположена под специальным футляром.
К горелке прикреплено сопло (коническая трубка), где закреплен электрод. Посредством нажатия кнопки со всех сторон горелки подается защитный газ.
Как правило, таким газом является аргон, поскольку при использовании другого газа кислород проникает в сварочную ванну. В итоге выйдет низкокачественный шов: сплав получится пористый и ненадежный, возможно появление расколов и трещин.
Аргон же средством предотвращения подобных проблем.
В начале работы сначала нужно зажечь дугу, которая расплавит заранее разделенные детали. Поставьте края настолько близко друг к другу, насколько это возможно. Это позволит сформировать устойчивый, непроницаемый шов.
Если нужен надежный шов, предназначенный для тяжелых нагрузок, воспользуйтесь присадочной проволокой при tig сваривании.
Берите присадочную проволоку и детали, которые вы будете приваривать, из одинакового материала. Новичкам это дает легко справиться с проблемной сваркой алюминия.
Высокая температура способствует образованию на поверхности этого металла окисной пленки, что мешает качественному свариванию. Иногда это просто не позволяет сформироваться сварочной ванне и шву.
Иногда это просто не позволяет сформироваться сварочной ванне и шву.
Во время аргонодуговой сварки таких трудностей не возникает, потому что пленка не появляется из-за защитного газа.
Где требуется сварка tig?
Еще одна причина популярности аргоновой сварки заключается в высокой температуре горения дуги. TIG разрешает сваривать углеродистую сталь и цветной металл, сохраняя качество шва.
Для этого подходят чугун, титан, алюминий, остальные металлы. Очень хорошо сваривается нержавеющая сталь – формируется высокопробный шов. При этом не требуется его очистка.
Предприятия больших автоконцернов, пищевкусовые фабрики, химическая и нефтеперерабатывающая сфера, автосервисы – производства всех этих отраслей нуждаются сварке TIG.
ДОСТОИНСТВА
Кроме тех, что мы уже назвали, имеются еще некоторые плюсы TIG, о которых важно сказать. Они существуют за счет ключевых компонентов технологии — вольфрамового стержня и инертного газа.
- Получение небольшой деформации деталей при высоких температурах из-за узкой области прогрева.
- Невозможность попадания воздуха в сварочную зону, поскольку аргон имеет больший вес, чем кислород.
- Нетрудоемкий процесс, которому легко обучиться. Такой сваркой может заниматься любитель или даже новичок.
- Сварочный шов в результате выходит аккуратный, ровный и не нуждается очистке и другом механическом вмешательстве.
- Возможность иметь дело трудными металлами, например, с алюминием.
- Производит менее пагубное воздействие на окружающую среду.

НЕДОСТАТКИ
Также своим долгом считаем рассказать вам и о минусах TIG технологии.
- Ветреная погода может разрушить все ваши планы на сварку, ведь газ будет выдуваться из сварной зоны (вы можете установить щиты для защиты, однако будет тратиться больше газа).
- Необходима скрупулезная подготовка металлических поверхностей перед сваркой. Детали должны быть очищены, не иметь масляных, грязных и жирных следов. Без этого обязательного этапа существенно снизится качество сварочного шва.
- Механизм горелки не дает легко сварить детали в малодоступных зонах. Вы можете сделать больше вылет стержня или уменьшить электрод, однако может произойти перегрев или другие проблемы.
- Если вы не опытны в деле сварки TIG, поджигание дуги вне сварной области может привести к образованию следов, которые затем надо убирать.
Нюансы tig сварки
Большое значение для TIG сварки имеет правильный подобранный режим. Это напрямую связано с тем, какой электрод вы будете использовать. Об этих нюансах мы расскажем позже, а сейчас поговорим о подготовке металла.
Сперва необходима очистка краев от пятен масла, краски, от грязи или ржавчины. Не стоит пренебрегать этим, даже если вы думаете, что очистка не нужна. Следующий этап – это выбор силы тока. Значение этого показателя влияет на то, степень плавления металла.
Для вас мы подобрали таблицу с рекомендованными значениями силы тока для разных толщин металла и диаметров электрода.
После этого выбирается тип полярности.
Важно приступать к работе с хорошо заточенным, отполированным электродом. Для сварки тонких деталей, используйте остро заточенный электрод. В других случаях угол заточенности электрода может изменяться в зависимости от толщины металла.
Есть пара способов поджигания дуги. Вы можете словно спичкой по коробку, чиркнуть электродом по детали, воспользоваться опцией TIG lift, которая облегчает этот процесс или вовсе применить способ бесконтактного зажигания.
- Мы советуем вам прибегать к использованию последнего метода, хотя он имеется только в профессиональных дорогих инструментах.
- Когда вы захотите освоить навыки сварки на уровне мастера или профессионала, будет необходимо иметь специальное оборудование.
- Узнайте, какие режимы имеются в сварочном инструменте,что у вас имеется, есть ли кабель для крепления на массу, газовый баллон, редуктор.
Выясните тип горелки вашего аппарата. Их всего два: для металлов до 3 мм и для всех других. Первый удобен тем, что из-за своей небольшой мощностью, может быстро охладевать.
Горелки для металлов толще 3 мм требуют наличия вспомогательных систем охлаждения. Как, к примеру, система жидкостного охлаждения.
В аппарате находится трубка, которая подает холодную воду и спирт. Спирт – чтобы вода не замерзала, если система какое-то время не приводится в действие.
ПОДВЕДЁМ ИТОГИ
TIG сварка – перспективна и актуальна, разрешает за счет наличию вольфрамового электрода и присадочной проволоки сваривать разные виды металлов.
Вы можете легко и добросовестно сваривать титан, алюминий, чугун, медь, не затрачивая время на трудности, обусловленные характеристиками каждого металла.
Аргоновой сварке отдают предпочтение многие мастера этого дела. Она существенно важна для многих отраслей человеческой деятельности, что приводит к нужде профессионалов сварочного производства.
Следуйте нашим советам и у вас преуспеть в этом деле. Однако желаем вам не останавливаться на достигнутом и ставить новые цели. Удачи вам в ваших начинаниях!
Источник: https://prosvarku.info/tehnika-svarki/tig-svarka
TIG-сварка: описание этого метода, особенности, плюсы и минусы такого способа соединения
Благодаря внедрению электрической дуги в инертный газ, появилась возможность соединять сложные металлы, например, магний с алюминием. При стандартной сварке, из-за воздействия кислорода, шов со временем приобретал пористую поверхность и начинал покрываться шлаком. В TIG-сварке этот недостаток отсутствует, поэтому данный метод получил огромную популярность в современном мире, но особенно, в аэрокосмической отрасли.
Общие данные
Аббревиатура TIG расшифровывается как аргонодуговая сварка. То есть это метод соединения объектов с применением вольфрамового неплавящегося электрода, помещённого в инертный газ, оберегающего свариваемые поверхности. Однако стоит сказать, что в ФРГ используют аббревиатуру WIG, а в Австрии — GTA. Тем не менее всё это аналоги TIG, поэтому не стоит задумываться, при встрече подобных обозначений.
Когда сварщик начинает работу, в ручном или автоматическом режиме подаётся присадочная проволока. Как было сказано выше, TIG — это аргонодуговой метод сварки. Но с тем же успехом, вместо аргона можно использовать гелий или азот. Просто именно такая расшифровка закрепилась в умах людей.
Использование в TIG-сварке газовой смеси обосновывается тем, что вес аргона больше массы кислорода, и при контакте этих элементов друг с другом не возникает взрывоопасной ситуации. Поэтому такой метод более безопасен и удобен. Исходя из вышесказанного, стоит выделить преимущества использования этого способа:
- Безопасность.
- Аккуратный шов.
- Отсутствие «брызг» во время работы.
- Простое управление параметрами дуги.
- Хорошее соединение узких деталей.
Но вместе с тем у TIG-сварки имеется и ряд недостатков:
- Требование наличия газового баллона.
- Невысокая производительность.
- Высокие требования к мастерству сварщика.
Особенности сварки
Как и в любой другой вид, TIG-сварка имеет свои особенности, которые следует учитывать до и во время работы. Для простоты восприятия наиболее важные моменты вынесены в отдельный список:
- Перед работой металл необходимо зачистить и обезжирить.
- При работе чаще всего используют подключение к «минусу».
- Сварка алюминия (в т. ч. и его сплавов) должна производиться переменным током.
- Чем больше диаметр электрода, тем выше должна быть сила тока. Однако не следует устанавливать запредельные значения, т. к. этот компонент вполне может расплавиться.
- Напряжение дуги должно соответствовать ей длине. Тем не менее новичкам рекомендуется работать на короткой дуге.
- Кончик электрода при TIG-сварки стыковых соединений должен выпирать на 3-5 мм. Однако если соединение производится тавровым (или угловым) методом, вылет должен быть равен 5-8 мм.
- Распределение газа по сечению сопла должно быть равномерным.
- Подаваемый газ (например, аргон или гелий) влияет на жёсткость струи.
- При TIG-сварке электрод должен двигаться справа налево вдоль оси шва.
 Тем не менее новичкам рекомендуется работать на короткой дуге.
Тем не менее новичкам рекомендуется работать на короткой дуге.Как видно, этот вид сварки имеет немало особенностей. По этой причине он не подходит для новичков.
Распространённые ошибки при работе
Несмотря на отличные характеристики, у многих пользователей возникают определённые проблемы во время работы. Сюда можно отнести следующие моменты:
- Быстрое сгорание электрода.
- Шов неправильного цвета или его поверхность слишком пористая.
- Нестабильность сварной дуги.
- Попадание в шов вольфрама.
- На поверхности сопла пыль или жёлтый дым.

Если при TIG-сварке электрод сгорает слишком быстро, возможно, причина в недостатке поступающего газа (стандартный расход — 7-10 л/мин). Кроме того, причины неисправности могут скрываться в неправильном подключении электрода, использования электрода без присадок или диаметр электрода не соответствует уровню тока.
Также случается, что при TIG-сварке шов имеет неправильный цвет или слишком пористую поверхность. Как правило, причины этих неисправностей следующие:
- Образование конденсата на металле (высушить изделие или протереть сухой тряпкой).
- Недостаток газа (расход должен быть от 7 до 10 л/мин).
- Неисправность шланга или неплотное его подключение к горелке.
- Загрязнение самого металла (почистить изделие от жира, грязи, масла и т. д.).
- Неподходящий присадочный материал.
Нестабильная сварная дуга. У этой проблемы также есть несколько причин:
- Загрязнение свариваемого металла (достаточно просто почистить его).
- Загрязнение электрода (этот элемент нужно очистить от грязи, а затем переточить).
- Нарушение полярности (подключать электрод необходимо к «минусу»).
- Отсутствие подготовки электрода к работе (необходимо затупить или закруглить этот компонент).
Довольно часто при выполнении TIG-сварки происходит загрязнение шва вольфрамом. В большинстве случаев это происходит из-за касания электродом сварочной ванны. В таком случае его необходимо держать выше. Ещё одна причина — плавление электрода в сварочную ванну. Если это случилось, рекомендуется применять легитированный электрод.
Иногда во время TIG-сварки образуется жёлтый дым и электрод меняет цвет. Причина кроется в слишком быстром отключении газа. Поступление газа при TIG-сварке следует прекращать лишь спустя 10 секунд после гашения дуги.
Области применения
Как было сказано выше, этот вид сварки получил огромное признание в аэрокосмической отрасли. Помимо вышеперечисленных преимуществ, популярность также объясняется тем, что с помощью TIG-сварки можно соединить самые разнообразные металлы. Например, углеродистые или нержавеющие виды стали, различные титановые сплавы, медные, латунные изделия и т. д.
Например, углеродистые или нержавеющие виды стали, различные титановые сплавы, медные, латунные изделия и т. д.
Помимо данной отрасли, эта разновидность соединения металлов также используется при изготовлении велосипедов. Дело в том, что она отлично подходит для соединения тонких деталей из алюминиевых металлов. Поэтому её применяют для соединения тонкостенных трубок, которые устанавливаются на велосипеды.
Несмотря на сложность сварки, её довольно часто используют в бытовых условиях. Например, для монтажа нестандартного кондиционера в автомобиль, заделывания трещин и дыр в радиаторе и т. д. Высокую распространённость данного метода обеспечили самодельные сварочные установки, которые изготавливаются буквально из подручных средств.
Вообще, TIG-сварка — очень примечательный метод соединения деталей. Хорошее качество шва, устойчивость к негативным воздействиям и высокая безопасность при работе, придают ему огромную популярность. Однако несмотря на плюсы, для использования TIG-сварки потребуются определённые навыки.
- Фёдор Ильич Артёмов
- Распечатать
Источник: https://stanok.guru/metalloobrabotka/svarka/chto-takoe-tig-svarka-i-kakovy-osobennosti-etogo-metoda.html
Особенности и преимущества технологии TIG сварки
Среди современных видов надежного соединения металлических конструкций выделяется метод сварки TIG, который применяется в машиностроении, при ремонте автомобилей на СТО, а также на многих других предприятиях, когда нужно сварить детали разной конфигурации. После такого воздействия остаются аккуратные швы, которые не портят внешний облик изделия, но сохраняют его прочность.
Общая информация
TIG сварка — это ручной вид сваривания деталей, при котором применяется неплавящийся электрод из вольфрама, защиту выполняет чистый аргон.
Аббревиатура расшифровывается просто вольфрам плюс защитный инертный газ, а вот что это такое тиг сварка, надо объяснить более подробно.
Главную роль играет электрод из вольфрама с большой температурой плавления, поэтому во время работы он практически не изменяет свой конфигурации.
Вольфрамовый стержень закрепляется в центре сопла, из которого под давлением выходит аргон, защищающий место сварки от окисления. Сварочная дуга оплавляет металл кромок деталей, присадочную проволоку, формируя прочный шов. Применяя такой вид сварки, новички успешно соединяют детали из алюминия, который трудно поддается такому виду обработки из-за особого строения поверхности.
Изучив на практике, что это такое tig сварка, исполнители, не имеющие опыта в соединении цветных металлов, будут уверенно работать на производстве, потому что инертный газ надежно защитит расплавленный металл от возможного окисления.
Применение на производстве
Такой прогрессивный вид сварки получил широкое использование из-за большой температуры дуги, позволяющей качественное соединение углеродистых сталей и цветных металлов.
Исполнитель может с одинаковой уверенностью обрабатывать изделия из чугуна, алюминия и их сплавы, варить тугоплавкие металлы.
При сварке конструкций из нержавеющей стали получаются эстетичного вида шовные соединения, которые не требуют дополнительной обработки.
Автомобильные концерны, производители ракетно-авиационной техники, пищевая и нефтеперерабатывающая промышленности — все заинтересованы в приобретении аналогичного оборудования из-за его надежности и качества сварки.
Преимущества и минусы
ТИГ сварка имеет в своем арсенале множество достоинств:
- При нагревании металл деформируется минимально.
- Аргон намного тяжелее молекул кислорода, содержащихся в воздухе, поэтому он вытесняет их из сварочной ванны, не допуская окисления.
- Все виды работ выполнить нетрудно, исполнитель, даже не имея большого опыта, быстро справляется с поставленной задачей.
- Шов получается ровным и аккуратным, не требуется последующая обработка.
- Легко соединяются тугоплавкие металлы и алюминиевые конструкции, считающиеся на производстве проблемными.
- Минимальное негативное воздействие на экологию окружающей среды.

Welding TIG имеет и ряд негативных свойств:
- на открытом воздухе при порывах ветра ее невозможно применить, так как инертный газ выдувается из сварочной ванны;
- требуется тщательная предварительная подготовка кромок деталей;
- проблемы сварки в труднодоступных местах из-за конструкции горелки.
Новички часто задают вопрос — что это за название TIG lift, эта функция поджога дуги, когда электрод касается металла, а затем отводится на нужное для качественной сварки расстояние. В момент отведения возбуждается сварочная дуга, но на поверхности остается след, который нужно зачистить после окончания работ.
Технология выполнения
Перед началом работы надо тщательно зачистить свариваемые стыки, так как посторонние примеси могут нарушить целостность шва, негативно влияя на качество.
Для выбора силы тока существуют специальные таблицы, которые для удобства использования размещают на лицевой стороне аппаратов. Оптимальная длина сварочной дуги не более трех и не менее полутора миллиметров. При сварке методом встык ее выход не более 5 мм, а при соединении угловых конструкций — до 8 мм.
Как варить TIG сваркой
Выбирая правильный режим, сварщик уже имеет 50% успеха в прочном соединении конструкции. В таблице приведены варианты подборки диаметра электрода и силы тока, которые напрямую зависят от толщины соединяемых деталей.
| Толщина заготовки, мм | Величина тока, ампер | Размер электрода, мм |
| 1 | 44—56 | 1,5 |
| 2 | 79—91 | 2,0 |
| 3 | 121—150 | 3,2 |
| 4 | 165—190 | 5,0 |
Затем устанавливают вариант полярности: прямую при постоянном токе и обратную при переменном его значении. На качество и скорость сварки влияет острота заточки, а ее угол меняется для соединения толстых металлов.
На качество и скорость сварки влияет острота заточки, а ее угол меняется для соединения толстых металлов.
Чтобы активировать дугу сварщик проводит прутком по поверхности конструкции (принцип зажигания спичек) или используется TIG lift. Бесконтактный вариант возбуждения возможен только при эксплуатации профессионального аналогичного типа оборудования.
Особенности комплектации
Она довольно простая: нужен аппарат, для подсоединения массы и горелки — прочные шланги, редуктор, обеспечивающий регулировку давления защитного газа установливается на газовый баллон. Горелки используются двух видов:
- №1 — металлы толщиной не более 3 мм.
- №2 — для более толстых конструкций.
Величина тока при первом варианте не столь большая, поэтому корпус быстро остывает естественным способом, второй вариант — применяется водяное охлаждение: смесь спирта-этанола и дистиллированной воды циркулирует от аппарата к горелке, охлаждая шланг и корпус, а также защищая их в минусовую погоду от переохлаждения.
Правильное использование инвертора
При аргонной сварке из инвертора своими руками, новичкам полезно узнать некоторые нюансы: вначале настроить аппарат на необходимую силу тока, подключить шланги. Значение имеет вид подключаемого тока, после этого надо отрегулировать подачу газа, сверяясь с таблицей, представленной ниже.
| Расход газа, л/мин | Металлы |
| 15—20 | алюминий |
| 10—12 | медь |
| 6—8 | низколегированная сталь |
| 12—14 | сплавы магния |
| 10—12 | никелевые сплавы |
Теперь можно активировать дугу и начинать сварку, добавляя присадочную проволоку для улучшения качества сварки.
Делаем аппарат в домашних условиях
Простой способ — это использовать уже обычный инвертор MMA с подходящими для сварки параметрами, но надо его доработать и перенастроить. В результате вы получаете инверторный агрегат, который позволяет сварку металла с подключением любого вида тока. Потребуется комплект шлангов для подключения горелки заводского изготовления, осциллятор и блок задержки подачи тока.
Второй вариант предусматривает изготовление всех компонентов схемы собственноручно — это снижает денежные затраты, но от исполнителя требуются знания и высокие навыки в сборке, изготовлении сложных плат и деталей, а также много свободного времени.
Функциональные режимы
Постоянный ток
К электроду подключают минус, а к конструкции плюс, это позволяет:
- увеличить скорость процесса;
- сварочная ванна получается узкая и глубокая;
- повышать срок эксплуатации неплавящихся электродов.
Аналогичный режим применяют для сварки нержавеющих и высоколегированных сталей.
Переменный ток
Такое подключение позволяет менять полярность в процессе соединения металлов, тем самым разрушая окисную пленку. При этом производят такие регулировки:
- повышая величину обратной полярности, исполнитель улучшает очистку поверхности металла от окисления;
- подача минуса на электрод увеличивает проплавку металла и оптимальную глубину сварочной ванны.

Процесс используется для тугоплавких сплавов и цветных металлов.
Электроды и их характеристики
При TIG сварке применяются стержни, состоящие до 99% из прочного вольфрама, разные добавки способствуют улучшению шовного соединения. Например, WC-20 содержат оксиды церия, эксплуатируются на малых значениях постоянного тока, дуга легко активируется, такие электроды используются для сварки небольших деталей.
WL-20 из-за оксида лантана, не так сильно нагреваются при эксплуатации, поэтому срок службы — наиболее продолжительный.
Электроды марки WZ-8 с содержанием оксида циркония, работают только при подключении переменного тока, отличаются стабильностью дуги.
А стержни с маркировкой WY-20 устойчивы к большим величинам тока из-за наличия оксида иттрия, применяются для сварки особо важных конструкций.
Виды заточки
Качество шва зависит от формы обработки: постоянный ток — электроды заточены на конус с плоской площадкой на контактной части, переменный — окончание закругляется. Периодически пруток полируется, чтобы удалить мелкие повреждения и наплывы. Если длина конуса небольшая, то ширина шва аналогичная, для оптимальной проварки металла используют длину заточки равную двум диаметрам электрода.
Периодически пруток полируется, чтобы удалить мелкие повреждения и наплывы. Если длина конуса небольшая, то ширина шва аналогичная, для оптимальной проварки металла используют длину заточки равную двум диаметрам электрода.
Распространенные ошибки
Уменьшение объема электрода происходит при неправильной регулировке силы тока и недостаточном давлении газа, подача которого продолжается не менее 10 секунд после деактивации дуги. Если же газ отключается сразу, то происходит окисление разогретого стержня.
Электрод изменяет цвет из-за небольшой скорости подачи защитного газа, а некачественный шов получается при попадании водяных паров, вследствие неплотного резьбового соединения шлангов, где происходит циркуляция охлаждения.
Техника безопасности
Нарушения правил безопасности ведет к профзаболеваниям исполнителей, возникновению предпосылок к несчастным случаям и травматизму на производстве. При больших объемах сварочных работ они должны проводиться в специальных помещениях или отгороженных кабинах, где устраивается вентиляция для удаления вредоносных газов.
При строительстве зданий устраиваются огороженные площадки, при этом высота щитов должна быть не менее двух метров, сварка в пожароопасных местах производится с неукоснительными соблюдениями требований пожаробезопасности. Оборудование на открытых участках защищается от осадков навесами или укрывается плотным брезентом.
При сварке цветных металлов выделяется огромное количество вредоносных газов и пыли, что негативно сказывается на здоровье сварщиков, поэтому нужно обеспечить эффективную вытяжку и приточную вентиляцию в помещении. При их оборудовании надо учесть, что вредные примеси удаляются от места проведения сварки под углом и в противоположную от исполнителя сторону.
Выводы
Методика TIG основана на технологичном способе сварки различных металлов при защите от окисления нейтральными газами, с участием присадочной проволоки и неплавящегося вольфрамового электрода.
Даже начинающий сварщик свободно соединяет черные и цветные металлы, а также тугоплавкие сплавы.
Оборудование позволяет осуществить глубокую сварку различных конструкций, но теоретические знания и профессиональные навыки нужны, как и в любой другой профессии.
Источник: https://svarka.guru/vidy/thermo/dugovaya/tig.html
Tig сварка — что это такое и для чего она нужна
Сварка TIG – что это, технология,видео
Среди разнообразия видов сваривания двух металлических изделий выделяется сварка TIG. Она применяется на различных производствах и автосервисах.
Этот вид идеально подходит как для аккуратных тонких швов, так и для надежного проплавления стыков толстых изделий.
Что такое TIG сварка? Каковы ее преимущества и недостатки? Как выполняется процесс ведения дуги, и какое используется оборудование?
Аргонодуговая сварка TIG — что это?
Аббревиатура, используемая для обозначения данного вида сваривания металлических элементов, имеет перевод с английского как «вольфрам и инертный газ». Это отражает суть сварочного процесса — электрическая дуга горит в среде инертного газа.
Основным элементом является вольфрамовый электрод. Его температура плавления немногим меньше 4000°C. Благодаря этому возможна работа практически со всеми видами стали.
Электрод является не плавящимся, а лишь требует периодической заточки для точной и аккуратной работы ведения шва. Вольфрамовый элемент помещается в специальную цангу и фиксируется в горелке.
Лишняя длина электрода, незадействованная в процессе выполнения шва, находится в специальном колпаке, для предотвращения замыканий об массу.
На конце горелки имеется керамическое сопло, по центру которого расположен электрод, а по окружности подается инертный газ. Роль последнего выполняет аргон.
Без его участия в сварочную ванну попадает окружающий воздух и это приводит к выделению водорода и пористости шва при кристаллизации затвердевающего металла. Подобные явления можно увидеть на видео в интернете.
Кнопка на горелке запускает подачу газа и напряжения.
Зажженная дуга начинает плавить кромки свариваемого металла. Если две части изделия расположены вплотную друг к другу, то для получения герметичного шва достаточно только этого металла.
Если две части изделия расположены вплотную друг к другу, то для получения герметичного шва достаточно только этого металла.
Если между пластинами имеется зазор, или требуется крепкий шов для сопротивления на разрыв и излом, то дополнительно используется присадочная проволока.
Она подается в зону плавления свободной рукой сварщика.
Применение
TIG сварка широко используется ввиду высокой температуры горения дуги.
Это позволяет применять ее как для сваривания обычной углеродистой стали, так и для работы с цветными металлами: медью, чугуном, титаном, алюминием и драгоценными сплавами.
Очень красивые швы получаются при аргоновой сварке нержавеющей стали. В отличии от сварки MMA, требующей очистки от шлака и выполняющейся на меньшей скорости, ТИГ сразу оставляет чистый шов.
В качестве присадочной проволоки используется тот же вид материала, что и свариваемые стороны. Кроме предотвращения пористости, ТИГ сварка делает возможным сварочный процесс для соединения алюминия.
Без инертного газа этот расплавленный металл, при взаимодействии с кислородом, сильно окисляется. Образуется пленка не позволяющая создать жидкую сварочную ванну и вести шов.
Но благодаря защитной среде, как можно увидеть на соответствующих видео в сети, происходит равномерное расплавление алюминия и формирование шва.
Эти преимущества TIG сварки находят применение в:
- машиностроении;
- изготовлении посуды для пищевой промышленности;
- изготовлении емкостей для химической и нефтеперерабатывающей отрасли;
- производстве полотенцесушителей;
- автосервисах.
Преимущества аргоновой TIG сварки
Применение вольфрамового электрода и защитного газа имеет определенные плюсы по сравнению с иными видами сварки. Среди них:
- небольшая зона прогрева свариваемого изделия, что позволяет избежать значительных деформаций;
- полное вытеснение внешнего воздуха из сварочной ванны за счет подачи аргона, который тяжелее, чем кислород;
- высокая скорость проведения работ;
- несложный метод обучения процессу;
- аккуратный шов, не требующий механической обработки, как при ММА;
- разнообразие свариваемых металлов;
- меньше выбросов в атмосферу вредных веществ.

Технология выполнения и параметры
Существует много видео сваривания металлов в различных режимах TIG. Для начала необходимо очистить кромки от ржавчины, масла или краски. Выбирается величина сварочного тока, толщина электрода и давление в подаче аргона.
Электрод затачивается так, чтобы риски оставались параллельно оси стержня. Чем они будут меньше, тем качественнее будет шов. После наждачного круга рекомендуется полировка кончика электрода. Когда предстоит сварка тонких металлов, выбираются соответствующие электроды и производится острая заточка их кончика. При работе с толстыми свариваемыми частыми, угол заточки можно увеличивать.
Сила тока напрямую влияет на степень проплавки и ширину шва. Вот несколько рекомендаций для основных ситуаций:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 1 | 45-55 | 1,5 |
| 2 | 80-90 | 2 |
| 3 | 120-150 | 3,2 |
| 4 | 170-190 | 5 |
Среди видов розжига дуги выделяется три способа:
- проведение иглой по металлу;
- точечное касание, называемое Lift TIG;
- бесконтактный розжиг.

Первый способ довольно проблематичный, поскольку ведет к частому прилипанию электрода и его быстрому притуплению. Вид розжига дуги лифт относится к аппаратам средней ценовой категории. Последний способ наиболее комфортный, но им оснащаются только дорогие устройства.
Ведение дуги производится по-разному, в зависимости от требуемого результата. Для получения тонкого и ровного шва необходимо соблюдать зазор между иглой и поверхностью в 3 мм. Увеличение этого расстояния приведет к расширению сварочной ванны, и уменьшению степени проплавки. Шов выполняется справа налево, без колебательных движений. Эта технология применяется для соединения тонких частей.
Когда работа ведется с толстыми пластинами, то выполняется разделка кромок под 45°. Корневой шов ведется ровно. Заполняющий и накладной швы выполняются поперечно-колебательными движениями с дополнительной присадкой проволоки.
Вылет иглы при стыковых соединениях должен быть 5 мм. Для угловых выставляется индивидуально, исходя из диаметра сопла и доступности к зоне сварки. Соответственно необходимо увеличить подачу аргона, чтобы защитить сварочную ванну.
Недостатки режима TIG
Аргоновая сварка очень универсальна, но не лишена недостатков. Распространенными минусами могут быть:
- Вытеснение инертного газа ветром при работе на улице. Для предотвращения этого необходимо выставлять специальные щиты, закрывающие рабочее место и увеличивать подачу аргона, что ведет к перерасходу газа.
- Предварительная очистка поверхности. В отличии от MMA, TIG требует тщательной зачистки свариваемых кромок от масла и ржавчины, а также краски. Без этого гарантированы поры в структуре шва.
- Сопло и колпачок на горелке могут мешать вести шов в труднодоступных местах. Это относится к угловым соединением с малым градусом или к работе внутри небольших пространств для руки. В первом случае увеличивают вылет иглы, что приводит к ее перегреву, а во втором — переставляют малый колпачок, но для этого приходится обрезать вольфрамовый электрод.
- TIG lift, при розжиге вне зоны шва, может оставить небольшой след на поверхности, требующий зачистки в случае если это лицевая сторона изделия.

Комплектация для TIG
Чтобы выполнять работы этим видом сварки необходим аппарат, поддерживающий различные режимы TIG, кабель для крепления на массу, газовый баллон и редуктор. Важным элементом является горелка, которая бывает двух видов: №1 и №2. Первая применяется при работе с металлом до 3мм толщины.
Максимальная сила тока не очень велика, поэтому горелка остывает естественным путем. Вторая, используется для сваривания материалов от 3 мм и выше. В ручку встроено водоохлаждение, циркулирующее через весь кабель канал от аппарата к горелке.
В составе жидкости применяется дисциплинированная вода и этиловый спирт, для предотвращения замерзания.
Аргоновая сварка является востребованным способом соединения большинства видов металла в промышленности. Высокая производительность, аккуратный вид шва, и хорошие показатели на прочность, делают ее выбором многих специалистов.
 Применяя изложенные в статье рекомендации, можно успешно выполнять необходимые сварочные работы.
Применяя изложенные в статье рекомендации, можно успешно выполнять необходимые сварочные работы.Поделись с друзьями
Источник: https://svarkalegko.com/tehonology/cvarka-tig-chto-eto.html
TIG-сварка: приниципы осуществления :: SYL.ru
TIG-сварка осуществляется вручную при использовании аргона. Применяются электроды из вольфрама, не подверженные плавлению. При этом в случае надобности металлический прут для заполнения шва находится во второй руке. Подобный вид применим для деталей из стали. TIG-сварка алюминия и его сплавов также возможна.
Применяется такой инертный газ, как аргон. Сварка TIG служит надежной защитой разогретого металла от кислорода, азота, водяного пара.
В редких случаях прибегают к использованию гелия, так как цена на него выше, и он расходуется в большем количестве. Показатель выделяемой энергии этого инертного газа в два раза больше, чем у аргона. Он проплавляет металл глубже, а сварка происходит быстрее.
Плюсы TIG-сварки
К преимуществам этого вида сварки можно отнести:
- чистоту и точность сварочного шва;
- широкий перечень свариваемых металлов: сталь, магний, медь, алюминий, бронза и др.;
- качественный контроль ванны для сварки и всего процесса в целом;
- отсутствие брызг и искр;
- на шве не образуется шлак;
- не задымляется воздух.
Отрицательные стороны сварки
TIG-сварка имеет и свои минусы:
- непременное выполнение работы опытным специалистом;
- низкий уровень производительности;
- наличие баллона с газом.
Как выбрать и заточить электроды из вольфрама
TIG-сварка предполагает использование электродов из вольфрама, которые различаются по размеру и составу. Данный металл обладает высоким уровнем плавления (3380 °C).
При покупке электродов будьте предельно внимательны, так как они могут иметь одинаковый состав легирующей добавки, но быть произведенными разными фирмами. Работа их может заметно отличаться. Немаловажными являются величина зерна, содержание и распределение оксида.
Работа их может заметно отличаться. Немаловажными являются величина зерна, содержание и распределение оксида.
Обратите внимание и на заточку электродов. С течением времени она подвержена деформации, и форму кончиков нужно будет обновить. При постоянном токе применяется форма конуса, при переменной подаче – круглый наконечник.
Длина заточки отражается на глубине и ширине шва. Если она короткая, то глубина проплавления снижена.
Стабильность дуги также зависит от рисков при обработке концов. Для стабильности горения дуги они должны находиться только вдоль оси электрода, а их размер должен быть минимальным. Оптимальный вариант — отполировать электрод после его затачивания. Также горение дуги зависит от притупления на конце. Его диаметр берется в соответствии с диаметром электрода и силы подаваемого тока для сварки.
Основные правила выполнения сварки TIG
TIG-сварка осуществляется на чистой металлической поверхности. Следует устранить всю грязь и коррозию. Обеспечьте обезжиривание посредством ацетона или же другого растворителя.
Напряжение на дуге находится в прямой зависимости от ее длины. Рекомендуется вести сварку на короткой дуге. При ее удлинении увеличивается ширина шва, и уменьшается глубина плавления.
Зона сварки защищена не в достаточной степени. Лучший показатель дуги составляет от 1,5 мм до 3 мм.
При сваривании стыковых соединений вылет окончания электрода должен составлять от 3 до 5 мм, а угловых и тавровых – от 5 до 8 мм.
Распределение газа по сечению сопла должно быть одинаковым. С этой целью в горелке располагают газовые линзы, поддерживающие ламинарный поток. Если при сварке дует ветер или сквозит, то уровень защиты зависит от жесткости струи. Этот показатель находится в прямой зависимости от типа подаваемого газа и возрастает с увеличением скорости его выхода.
При увеличении диаметра сопла следует повысить и расходование газа. Для того чтобы аргонодуговая сварка TIG отличалась высоким качеством, советуется подавать газ в большем количестве и увеличить диаметр сопла. Также следует приблизить горелку к свариваемой детали. Для оптимальной защищенности металла прибегают к использованию специальных приспособлений.
Чтобы металл шва не наполнялся кислородом или азотом, надо регулировать положение присадочного прута. Он должен находиться в зоне защитного газа.
Для устранения металлических брызг его конец подается в ванну для сварки с плавностью. О степени проплавления говорит форма ванны металла. Показателем оптимальности процесса является ванна, которая вытянута по направлению сварки.
Если работа выполнена недостаточно хорошо, то она приобретает форму овала или круга.
Сварка производится справа налево. Электрод должен быть расположен перпендикулярно к поверхности металла. А с присадочным материалом он располагается под углом. Прут для присадки перемещают впереди грелки без колебаний.
Прут для присадки перемещают впереди грелки без колебаний.
Если привариваются валики нижних швов в горизонтальном направлении, то присадочный прут принимает два направления: вниз или вдоль кромок. Процесс осуществляется таким образом, чтобы металл поступал в ванну одинаковыми порциями.
Зажигание дуги контактным и бесконтактным способом
Контактное зажигание дуги обеспечивает прикосновение электрода из вольфрама к изделию. При поднятии горелки происходит возбуждение дуги. Данный способ зажигания не подходит для такого процесса, как аргонная сварка TIG, так как на металле остаются вольфрамовые включения, приводящие к дефектам шва.
Бесконтактный способ зажигания осуществляется посредством генератора с высокой частотой. Сварочная дуга вызывается нажатием на кнопку горелки. Расстояние между изделием и электродом должно составлять от 1,5 мм до 3 мм.
Выбор аппарата для сварки TIG
При выборе аппарата для сварки TIG вы должны руководствоваться требуемой мощностью источника. Оцените объем работ с учетом прогноза на будущее.
Решите, нуждаетесь ли вы в переменном токе, или же для проведения сварки достаточно поступления постоянного.
Запомните, что сварка методом TIG алюминия и магния производится посредством переменного тока (AC). Для работ с нержавейкой и обычной сталью потребуется подача постоянного тока (DC). Если вам требуется варить разные металлы, то используют аппараты линейки AC/DC.
Аппараты для сварки TIG обычно обладают диапазоном подаваемого тока от 150 до 500 А и могут функционировать от 3A. Их применяют для сварки и спаивания штучными электродами.
Источник: https://www.syl.ru/article/223324/new_tig-svarka-prinitsipyi-osuschestvleniya
TIG сварка: что это такое?
Главная » Сварочные работы на даче.
ТИГ – сварка неплавящимся электродом в среде аргона с использованием присадочной проволоки. Назначение – изготовление изделий и конструкций из легированных и цветных металлов. Также этот способ позволяет сваривать металл малой толщины (менее 1 мм), применение присадочной проволоки при этом необязательно.
Технологические особенности ТИГ сварки
Основная особенность дуговой сварки в среде аргона – использование неплавящегося электрода, изготовленного из вольфрама или графита.
Температура его плавления гораздо выше температуры, до которой он прогревается в процессе сварки.
В качестве защитного газа используется аргон, обеспечивающий не только надежную защиту сварочной ванны от воздействия воздуха, но и стабильность горения дуги.
Присадочный материал может иметь вид проволоки, прутка или полос. При сварке в электрическую часть не включается, подается в зону дуги отдельно со стороны.
Техника TIG сварки:
- Длина дуги влияет на глубину проплавления. При уменьшении расстояния от электрода к поверхности свариваемой детали соединение получается наиболее качественным. При увеличении длины дуги – глубина проплавления уменьшается, а ширина шва увеличивается.
- Как правило, электрод ведется без поперечных колебаний вдоль оси соединения. Шов получается узким и эстетичным по внешнему виду.
- Присадочный материал в зону плавления подается очень плавно. В противном случае происходит разбрызгивание металла. В процессе сварки удерживается под небольшим углом впереди горелки.
- Заваривание кратера при окончании процесса не рекомендуется производить с помощью резкого отвода горелки. Это ведет к уменьшению количества подаваемого газа и ухудшению защиты сварочной ванны.
- Подача аргона включается за 15-20 секунд перед началом ТИГ сварки, а прекращается через 7-10 после окончания процесса.
- Перед началом сварки детали тщательно очищаются от окислов, масла и других загрязнений. Поверхность желательно обезжирить.
 При увеличении длины дуги – глубина проплавления уменьшается, а ширина шва увеличивается.
При увеличении длины дуги – глубина проплавления уменьшается, а ширина шва увеличивается.Плюсы и минусы аргонодуговой сварки
Основные преимущества процесса:
- Аргон является инертным газом, который на 38 % тяжелее воздуха. Благодаря этому он полностью вытесняет воздух из зоны сварки, что исключает контакт сварочной ванны с атмосферой. Это обеспечивает получение идеально чистого шва без шлаковой корки и различных дефектов (поры, оксидные и другие включения).
- Возможность соединения заготовок из различных сплавов алюминия, титана, меди, а также нержавейки и других металлов.
- Качественное формирование шва.
- Точное поддержание глубины проплавления, что особенно актуально при сварке тонколистового металла при условии одностороннего доступа к поверхности свариваемых деталей.
- Небольшой нагрев свариваемых деталей – исключает их деформацию.
- Минимальная зона термического влияния.
 Благодаря этому он полностью вытесняет воздух из зоны сварки, что исключает контакт сварочной ванны с атмосферой. Это обеспечивает получение идеально чистого шва без шлаковой корки и различных дефектов (поры, оксидные и другие включения).
Благодаря этому он полностью вытесняет воздух из зоны сварки, что исключает контакт сварочной ванны с атмосферой. Это обеспечивает получение идеально чистого шва без шлаковой корки и различных дефектов (поры, оксидные и другие включения).К недостаткам относится невысокая производительность ручного способа TIG сварки. Но с учетом повышенного качества сварных соединений, потери в скорости – допустимый ущерб.
Источник: http://samanka.ru/tig-svarka-chto-eto-takoe.html
Блог находчивого сварщика
В новом эпизоде «Время сварки@6 – TIG сварка нержавеющей стали для начинающих» вы узнаете основы сварки нержавеющей стали. Сначала узнайте простой способ, как определить, с каким материалом вы работаете: нержавеющая сталь или обычная сталь.
Сначала узнайте простой способ, как определить, с каким материалом вы работаете: нержавеющая сталь или обычная сталь.
Зная марку материала, вы сможете выбрать правильный присадочный металл. Чтобы сделать это, вы можете скачать график выбора присадочного металла. Также в этом эпизоде вы увидите разницу сварки нержавеющей стали с продувкой с обратной стороны шва и без неё.
Добро пожаловать на «Время сварки»! Я мистер ТИГ.
Наш сегодняшний выпуск – это первое из серии видео, посвященных сварке нержавеющей стали. Итак, что такое нержавеющая сталь, и чем она отличается от обычной стали? По определению ясно, что она содержит в своем составе хром.
Для получения нержавеющей стали берется обычная мягкая сталь и к ней добавляется около 12% хрома, вследствие чего она становится тверже и получает защиту от коррозии.
С такой сталью даже проще работать, если вы, конечно, свариваете ее правильно.
При работе с нержавеющей сталью легко контролировать размер сварочной ванны, она очень хорошо просматривается, и вы всегда знаете, на какую глубину добавлять присадочный материал. Нужно сказать, что существует огромное количество видов нержавеющей стали.
Мы составили специальную таблицу с рекомендациями по работе с каждым из них. Вот эта таблица. Я хочу выбрать несколько вариантов. Здесь целый список. Тут есть 304, 310, 316, 321 сталь. Эта таблица большая. Сейчас мы рассмотрим, как выбрать сталь для вашей работы.
Начнем мы с самого распространенного варианта. Эту сталь обычно называют 304. Необходимо отметить, что в нашей таблице также представлены рекомендации по использованию присадочных металлов к каждому наименованию стали. Я выберу несколько вариантов. Мы будем сваривать нержавеющую сталь 304 с 304 .
Таблица советует мне использовать материал 308L в качестве присадочного металла.
stainless_steel_welding_filler_metal_selection_chart.pdf
Кстати, вы также можете сваривать обычную сталь с нержавеющей. Просто посмотрите в таблицу, и увидите, какую использовать присадку. Так как это первое из этой серии видео, сегодня мы будем сваривать 304 сталь.

Еще мы поговорим о том, как узнать, с нержавеющей ли сталью вы работаете. У вас может быть нержавеющая сталь, возможно это 304, но вы не уверены в этом на все 100 процентов.
Хороший способ выяснить, нержавеющая ли у вас сталь – это проверить образец вашего металла на магнит.
У меня два образца. Один выглядит немного более блестящим, и, оттого, более похожим на нержавеющую сталь. Очень удобно проверять магнитом. Взять обычный магнит и посмотреть, притянет ли он образец. В данном случае магнит не притягивает.
Это позволяет с большой вероятностью сказать, что здесь у нас нержавеющая сталь, в которой много хрома. Образец номер два может быть как нержавеющей, так и мягкой сталью. Давайте проверим. Итак, это обычная сталь. Это была быстрая проверка. Существует много других способов.
Например, вы можете попробовать зачистить образцы, – наметанный глаз заметит разницу по искрам. Впрочем, магнит обычно является самым лучшим вариантом.
Впрочем, магнит обычно является самым лучшим вариантом.
Один из моментов, на который мне нужно обратить внимание – это хром. После того, как вы приступите к работе, и у вас образуется сварочная ванна, что произойдет, если кислород попытается воздействовать с хромом? Вот наша TIGгорелка.
На ней стоит газовая линза и вольфрамовый электрод, который выступает примерно на полсантиметра. Это будет нашим стандартом. Я также буду использовать хорошую газовую защиту. Материал установлен и закреплен по обоим концам. При сварке я буду постоянно добавлять присадочный металл.
Закончив свою работу, я переверну деталь, и вы увидите глубину проплавления.
Если я буду использовать газовую защиту с обратной стороны шва или проведу продувку, то сварка с обратной стороны будет выглядеть просто замечательно. Если же вы не пользуетесь газовой защитой с обратной стороны, то вы обнаружите, что сварка идет тяжелее.
На обратной стороне шва будут образовываться оксиды. Эти оксиды обязательно сократят срок службы вашей сварки. Если вы, к примеру, варите детали дорогой выхлопной системы гоночного автомобиля, то в этом случае ваша сварка прослужит намного меньше.
Эти оксиды обязательно сократят срок службы вашей сварки. Если вы, к примеру, варите детали дорогой выхлопной системы гоночного автомобиля, то в этом случае ваша сварка прослужит намного меньше.
Впрочем, как и во всех остальных случаях.
Итак, подведем итог: нержавеющая сталь – это отличный материал, который подходит для многих целей и является простым в работе. Сейчас мы приступим. Первую половину этой пластины я проварю без газовой защиты с обратной стороны шва, а вторую с защитой.
Итак. Дуга разгорается очень чисто. Вы видите эту ванну, она по-настоящему яркая. Я понемногу добавляю присадочный металл. Вижу, как ванна начинает проникать в металл.
Напоминаю, что эта сварка производится без газовой защиты с обратной стороны. По всей вероятности, на обратной стороне будут оксиды. Немного позже я вам их покажу. Верхняя же сторона варится достаточно хорошо. Заканчиваю сварку.
Сейчас я уменьшаю силу тока и проверяю, чтобы кратер был правильно заварен. Вот и все.
Вот и все.
ОК, дуга разгорается, образовывается ванна. Отличная чистая сварка. В данном случае на обратной стороне производится поддув аргоном. Сварка выходит намного чище, и мне также намного легче ее контролировать. Я знаю, что в работе не будет никаких сюрпризов. Немного присадочного металла.
Очень стабильная и яркая сварка. Скоро я закончу – надо сначала только убедиться, что я не сделаю кратер, и добавить немного еще присадочного металла в самом конце. Как вы видите, я использую диаметр присадочной проволоки 1,2 мм, материал 308L. Я прекращаю варить, уменьшая понемногу силу тока.
Вот так.
Давайте посмотрим на то, что у нас получилось. Вот здесь мы добавляли присадочный металл. Мы использовали аргон и не использовали продувку. Вы наверно заметили, что здесь что-то вроде лини ожога. Грязной линии. Перейдем же к этой сварке. Мы использовали одновременно газ и продувку.
Здесь тоже есть такая линия. Мы позже избавимся от нее. Сейчас мы просто сравниваем сварку с продувкой и без нее. Сейчас я переверну деталь, и вы сразу увидите разницу. Вот здесь много оксидов. Задняя сторона проварена плохо. Из-за этих оксидов хрома будут образовываться трещины.
Сейчас мы просто сравниваем сварку с продувкой и без нее. Сейчас я переверну деталь, и вы сразу увидите разницу. Вот здесь много оксидов. Задняя сторона проварена плохо. Из-за этих оксидов хрома будут образовываться трещины.
С такой сваркой вам не получить хорошего качества, не важно, варите ли вы выхлопную систему или что-то другое. Она просто не будет такой же долговечной как вот эта. Вы видите, что здесь мы получили отличное проплавление. Существует много видов продувки.
Мы обсудим их в следующих выпусках.
Вот и все на сегодня. Спасибо за то, что смотрели «Время сварки». Я мистер ТИГ. Подписывайтесь на видеоканал – Смарт Техникс и следите за новыми роликами!
Источник: http://www.Smart2Tech.ru/blog/tags/tag/tig-svarka-1
Для каких металлов применяется tig сварка
- Tig сварка алюминия
- Как расшифровывается TIG, MIG-MAG, MMA сварка
Из всех процессов дугового сваривания, tig является наиболее подходящим, чтобы достичь высокого качества сварочных швов. Этот способ сварки наиболее универсален, потому как с помощью данного способа можно соединять различные материалы и в разных пространственных положениях.
Этот способ сварки наиболее универсален, потому как с помощью данного способа можно соединять различные материалы и в разных пространственных положениях.
Аргонодуговое сваривание tig чрезвычайно универсальный процесс и применяется практически при сваривании любых металлов, даже разнородных, а толщина свариваемого металла начинается от 0,3 миллиметров.
Данный способ сварки отмечен высоким качеством в обмен на скорость работы. Высокое качество можно достичь благодаря использованию более длительного времени, которое затрачивается на рабочий процесс. Как правило, tig сваривание ведется значительно медленнее, чем другие процессы сварки и применяет в случаях, когда прочность и качество шва имеет важнейшее значение.
Тig сварка применяется для работы с легкими металлами, например магний и алюминий. Работа продвигается на переменном токе. Тонкие листы из сплавов меди и нержавеющей стали также можно сваривать с помощью этого процесса на постоянном токе.
Наиболее часто используемым газом для проведения tig сваривания является чистый аргон, который применяется для всех материалов.
В отличие от других видов сварки, например мig, где требуется использование газа или газовой смеси для каждого определенного материала, tig требует применения аргона в качестве инертного газа для сваривания любых металлов, которые можно сваривать данным способом сварки.
Тig сварка в сочетании с высокой производительностью с другими видами сваривания позволяет широко использовать данных процесс для работы с металлами. В некоторых случаях применяется tig сваривание в сочетании с полуавтоматическими видами сварки.
К примеру, для соединения труб, используемых в морской промышленности. Данный способ сваривания используется для корневой сварки, а полуавтоматическая сварка применяется для последующего заполнения разделки шва.
Это позволяет достичь высокого качества шва металла, а также повысить скорость заполнения остальной части разделки кромок.
При сварочном процессе tig применяется неплавящийся вольфрамовый электрод и инертный газ аргон. Вольфрам часто используется в качестве материала для сварочных электродов потому как имеет высокую температуру плавления, а также в виду отличных электрических характеристиках.
Инертный газ применяется для защиты сварочной дуги, сварочной ванны и электрода от пагубного действия атмосферы. В сварочную ванну подается специальная сварочная проволока в ручном или автоматическом сварочном режиме.
Для проведения tig сварки требуется высокая квалификация сварщика. Специалист должен сварочную проволоку в одной руке, а другой обеспечивать подачу присадочного материала в ванну. Зажигание дуги – один из самых важных процессов в сваривании, поэтому необходимо уделять ему достойное внимание и проводить в соответствии со стандартами.
Источник: http://3g-svarka.ru/primenenie-tig-svarki.php
Что представляет собой аргонодуговая сварка TIG
Сварку TIG называют универсальным процессом, так как с помощью нее можно сваривать любые металлы без ограничения, даже разнородные и с разной толщиной. Разберемся в понятии аргонодуговой сварки – что это такое и как действует этот метод.
При подаче тока между тугоплавким электродом и рабочей поверхностью металла образуется дуга. Одновременно с этим через сопло горелки подается аргон, который блокирует доступ воздуха.
Таким образом, металлической взвеси в воздухе остается минимум, вероятности попадания шлака в сварочный шов практически нет. То есть аргон защищает дугу и электроды, а на выходе получается идеальный шов.
Аргонодуговая сварка TIG (Tungsten Inert Gas) позволяет использовать два способа образования соединений: из расплавленных под действием дуги кромок металла или с помощью специальной присадочной проволоки.

Аргон при горении имеет голубую подсветку
Где применяется сварка TIG?
Сварка TIG широко используется в разных областях промышленности: авиастроении, машиностроении, производстве оборудования из нержавеющей стали, инструментальном производстве и т.д. Аппараты используются как на крупных заводах, так и в мелких организациях, растет спрос и на применение в домашних условиях.
Что можно варить аргонодуговой сваркой?
Ответ простой: все, что угодно, любые металлические детали. В первую очередь, сварка применяется для ремонта составных частей автомобиля (детали двигателя, радиаторы), можно выполнять ремонт кузова и даже обновлять литые диски.
Выгода налицо – не нужно покупать дорогостоящие новые запчасти, поскольку возможно эффективно отремонтировать старые.
Каждая профессиональная мастерская по ремонту автомобилей, как правило, имеет в штате опытного сварщика и использует оборудование для сварки с аргоном.
Достоинства аргонодуговой сварки
Преимуществ сварки TIG более чем достаточно, не зря же ее называют технически безупречной технологией будущего.
- Отличное качество шва – металл соединяется аккуратно и выглядит эстетически привлекательно.
- Возможность соединять казалось бы несоединяемые металлы (например, титан и нержавеющую сталь), в том числе с изношенными поверхностями.
- Отсутствие шлаков в процессе сварки – шов сразу формируется ровным, не требующим дополнительной очистки.
- Минимизация металлических взвесей и разбрызгивания в воздухе. Данное обстоятельство позволяет проводить работы в любых помещениях без боязни повредить покрытие пола или стен.
- При сварке нагревается только маленькая площадь металлической основы, что делает возможным сохранение общей формы изделия.
- Достаточно высокая скорость проведения работ из-за большой тепловой мощности дуги.
- Надежность и высокое качество соединения гарантирует большой срок службы.
- С точки зрения технологических приемов сварка выполняется несложно, поэтому использование аппаратов TIG становится общедоступным.
Среди недостатков сварки TIG можно назвать неидеальное качество работ при сквозняке или сильном ветре, так как часть газа может распылиться. Сложностью может также стать необходимость начальной подготовки перед совершением сварочных работ.
Сложностью может также стать необходимость начальной подготовки перед совершением сварочных работ.
Принцип работы аргонодуговой сварки
Особенности использования аргонодуговых аппаратов
Конструкция аргонодуговых инверторов более сложная по сравнению с классическими сварочными аппаратами. Каждый сварочный инвертор TIG оборудован газовым клапаном, благодаря которому аргон попадает в горелку, осциллятором, который бесконтактно зажигает электрическую дугу, и балластным реостатом для подбора оптимальной силы тока.
Перед тем, как приобрести сварочный аппарат TIG, нужно определить, с каким током придется вести работы по соединению металлов.
Изделия из алюминия и магния требуют сварки с помощью переменного тока AC, а для соединения стальных деталей требуется постоянный ток DC.
Среди представленного на нашем сайте ассортимента имеются инверторы с функцией импульсного режима и универсальные аппараты AC/DC.
Источник: http://www.Toool.ru/articles/chto_predstavlyaet_soboy_argonodugovaya_svarka_tig.html
Что такое сварка TIG – ООО «Техновелд» промышленное оборудование
Если Вам нужна сварка TIG, то обращаем ваше внимание на наш каталог.
Другую дополнительную информацию можно узнать по телефону:
+7 (4712) 770-188
Особенности сварки TIG
TIG (Tungsten Inert Gas) – это универсальный метод дуговой сварки, благодаря которому удаётся достичь наиболее совершенных и качественных сварных швов при соединении различных металлов в том или ином пространственном положении.
При этом важно отметить, что таким способом можно производить сварочные работы на металлах, толщина которых 0,3 мм.
Так как подобный процесс всегда происходит с использованием неплавящихся вольфрамовых электродов, то можно встретить и такое обозначение, как WIG (Wolfram Inert Gas).
Качество в ущерб скорости
Однако сварка tig является одним из самых медленных известных способов дуговой сварки. Но при этом данный метод является лучшим, чем MMA или MIG.
Время, затрачиваемое на сварочный процесс по технологии TIG, компенсируется высоким уровнем качества сварного шва.
Как правило, такую сварку применяют именно в тех случаях, когда качество играет важную роль, а скорость исполнения не имеет значении.
При помощи такой сварки можно соединять такие лёгкие материалы, как алюминий или магний, используя переменный ток. Такие металлы, как медные сплавы и нержавеющая сталь подвергаются сварке на постоянном токе.
В данном методе аргонодуговой сварки всегда применяется чистый аргон, независимо от обрабатываемых деталей. Например, сварка MIG использует разные газовые смеси, которые соответствуют свариваемым металлам.
TIG сварка в сочетании со сваркой MIG и MAG
Но такая сварка зачастую используется совместно с полуавтоматическими видами сварки MAG и MIG, что даёт наилучший результат соединения. Так, при сваривании труб, использующихся в морской промышленности, TIG играет роль создания корневого шва, разделки шва заполняются потом при помощи MIG. Это обеспечивает создание высококачественного корневого шва и быструю заделку остальной его части.
Итак, сварочный процесс по TIG-технологии предпологае6т использование неплавящегося вольфрамового электрода и инертного газа, в роли которого выступает аргон.
Использование вольфрамовых электродов обусловлено тем, что они отличаются высоким порогом температуры плавления и при этом отлично проводят электрический ток.
Газ в этом случае играет защитную среду, которая не даёт взаимодействовать с внешней атмосферой сварочной дуге, электроду и ванне. Помимо этого, в сварочную ванну обязательно подаётся присадочный материал в виде проволоки.
Выбирая аппарат для осуществления сварки TIG, необходимо руководствоваться параметрами мощностей, которые нужны для проведения тех или иных работ. Тут важно иметь представления не только о текущей необходимости проведения работ, но и о том, какие будут задачи ставиться в будущем.
Не редко встаёт вопрос о том, какой ток целесообразнее использовать, постоянный (DC) или переменный (AC). Тут важно понимать, какие металлы будут обрабатываться.
Если это будут сплавы типа магния или алюминия, то достаточно аппарата, который работает на переменном токе. Обычные и нержавеющие стали свариваются на постоянном токе.
Поэтому, если будут обрабатываться различные типы металлов, можно выбрать оборудование, которое поддерживает использование обоих видов токов.
Источник: http://www.tweld.ru/tig.html
TIG Сварка — “Остапа” понесло… — бортжурнал Subaru Forester SG9 STI Baby In Car 2004 года на DRIVE2
Доброго всем времени суток!
Уже достаточно давно, приобрел для своих(и не только) нужд, аргонно-дуговой, сварочный аппарат. Покупка назревала давно, уже с годик точно.
Предпосылками или лучше сказать мотиваторам к покупке, было желание стать не зависимым в плане изготовления выхлопных и впускных систем, от “некоторых” СТО нашего города, так как в мое понимании, качество исполнения у последних сильно хромало, либо цена была не оправданно завышена за простую работу.
В середине зимы 2014-2015, попробовал впервые варить простым инвертором, на постоянном токе без функции “Pulse” и прочих полезных фишек для качественной сварки. Перед тем как в первый раз попробовать, уже давно начал “курить” форумы по сварке, и теорию, хоть и поверхностно я понимал. Смотрел всевозможные видео на Youtube.com и потихоньку вникал в нюансы TIG сварки.
Первый опыт, был связан с желанием сварить себе на форя выхлоп, который естественно провалился… Попортив пол метра трубы, поигравшись с настройками тока и подачей газа, понял… Нужна практика и самое главное — хороший сварочный аппарат.
Даже будучи морально готовым к первому “блину комом”, данное событие, поубавило мой пыл на пару месяцев, но не более )))… Пытливый ум и желание доказать, что я смогу не хуже, не давало покоя… все чаще стал обращать внимание на качество изготовления той или иной детали в жизни и на просторах интернета… Зуд становился еще невыносимее )))В начале июня, начал искать аппарат, который бы отвечал моим требования, а это:1) Возможность варить не только на постоянном токе, но и на переменном… Аллюминий, сталь, титан — это то, что я хотел варить и почему нуждался именно в этом типе аппарата.2) Большое количество настроек — Подача газа перед/после сварки, цифровой амперметр, плавное затухание дуги и возможность варить в режиме “Pulse”. Чуть подробнее затрону каждый пункт, зачем и почему…
Прошелся по рынкам и строймаркетам нашего города, и был малость разочарован… Даже не представлял, что в нашей стране не возможно найти нормальный аппарат, который бы отвечал моим запросам, была всего одна модель, но её качество и “родословная” оставляли некоторые сомнения… НО! Снова “мотиватор” не давал покоя моим мыслям… у Adylus’a треснул 1.
5скролл аппайп, причем не просто треснул, а сломался пополам в месте шва! Причем варили ему аппайп в достаточно “хорошем” СТО нашего города, и за хорошие деньги… Каково же было мое удивление, когда я увидел порванный пайп, который просто разошелся по шву, так мало того, при сварке, когда устанавливали сенсор ЕГТ, мастера “ошиблись” с местом расположения и им пришлось переносить посадочную гайку в новое место, а старое заваривать… Так что вы думаете? Они даже заварить старую дырку не смогли нормально… Сразу вспоминаю всю свою ругань, когда калибровал новые форсунки, это был просто ужас. P.S. В итоге худо бедно так отстроил… Теперь стали понятны показания ШПЛЗ, убегающие в 10, при нормальном CL(кто настраивает, поймет)…
Это было последним звоночком к покупке своего аппарата… Уже было отчаялся найти нужный мне аппарат, и согласен был на китайский, мало мальски подходящий под мои требования, как начал изучать мануал по одному Российскому бренду — “Сварог”(Да простят меня модераторы, не для рекламы)
Сварог ака Jasic
Аппараты, которые продает этот бренд, полностью устраивали меня функционалом, но не было возможности его привезти из России… Но меня зацепила надпись на боку аппарата — “Jasic”… Начал искать, и понял, что это и есть настоящий производитель этих аппаратов )))) А самое главное, что есть оф.
диллер этого производителя в соседнем Казахстане, в городе Алматы. Оооо, это просто везение какое-то, плюс ко всему у этого же диллера были все необходимые на тот момент присадочные материалы и расходники.
Не долго думаю, связываюсь с продавцом, коим оказывается очень адекватный и компетентный в этом вопросе человек, договариваюсь о приезде на выходных, и покупке аппарата Jasic TIG 200P AC/DC
Jasic TIG 200p AC/DC
Технические характеристики
Напряжение питающей сети, В 220±15%Частота питающей сети, Гц 50/60Номинальное напряжение, В TIG 18 / MMA 28Диапазон регулирования сварочного тока, А 10–200Диапазон регулирования сварочного тока (TIG/MMA), А 10–200 / 10–200Потребляемый ток, А 20Потребляемая мощность, кВА 4,6Напряжение холостого хода, В 56Потребление на холостом ходу, Вт 100ПВ, % 60ПВ 100%, А 154КПД, % 85Диаметр электрода, мм 1,6–5,0Толщина свариваемого металла, мм 0,5–10,0Способ возбуждения дуги ВысокочастотныйВремя продувки газом после сварки, сек 0–10Коэффициент мощности 0,93Класс изоляции BСтепень защиты IP23
Габаритные размеры, мм 493×330×320
Основные функции
• Стабильная дуга, качественный сварной шов, легкость при эксплуатации• Автозащита от перепадов напряжения и тока• Цифровой дисплей, функция 2Т/4Т
• Высокая надежность в работе, удобство в эксплуатации и сервисном обслуживании
В первый раз увидев этот аппарат, был мягко говоря немного ошарашен, его размеры и вес мне представлялись немного более скромными. А я его еще хотел тащить в одиночку, но спасибо моему брату Арману, всегда выручает в трудные моменты.Вес более 20кг, и здоровенная коробка, в сравнении с простыми инверторами, как 8 к 1му )))
Опущу моменты касательно того как мы его таскали по вокзалу в жару, и хотел бы передать привет нашим доблестным погранцам и таможенникам, которые не стыдятся ничего…
Ну и собственно функции, про которые обещал рассказать:1) Цифровой амперметр — очень нужная функция, когда можешь четко выставить значение, которое требуется для сварки, так как крутить и гадать какой же ток в положении на 9 часов, на шкале от 10 ампер до 150 ампер — удел ПТУшников.
А тут выставил и начал варить, ничего лишнего…2) Продувка аргоном перед и после сварки — продувка перед, служит для очистки места сварки от кислорода, в среде которого при высокой температуре происходит окисление метала, по простому, он начинает чернеть и становится более хрупким, из-за чего страдает прежде всего качество и прочность шва, а не только его внешний вид… Золотой, синий, фиолетовый цвета сварки, говорят о том, что шов не был перегрет, и подачи газа хватало для остывания и защиты места сварки. Черный цвет — говорит, что либо ток, либо подача газа были не корректно выставлены для данного типа сварки. Именно поэтому важна продувка аргоном до и после сварки. Помимо этого, при подаче газа раньше, дуге легче разгореться в среде аргона, нежели в кислороде… А продувка после сварки, помогает быстрее остудить метал, чтобы метал не окислялся от высокой температуры. P.S. чем темнее шов, тем выше была температура шва, так что золотой или серебряный шов — это даже круче сине-фиолетового )))3) Плавное затухание дуги — нужно для правильного окончания некоторых типов сварки, когда требуется чтобы шов был без “краторов”
4) Режим “Pulse” — применяется для сварки тонких металлов для меньшего тепловложения, да и просто получаются более красивые швы )))
Ну и собственно первые опыты сварки есть в бортовике у Adylus’a, от себя добавлю лишь фотографии и некоторое описание:Первый опыт,
Присадка ER304L и ER309L
В руки бы н@срал этому мастеру )))
К концу 3х суток, кое-что, начало получаться )))
Второй опыт, фронт на SG9 STI
Уже даже что-то получается красиво )))
Всем тюна )))…
Цена вопроса: $1,100 Пробег: 111 км
Источник: https://www.drive2.ru/l/7568799/
Что такое аргонодуговая сварка TIG и особенности сварочного процесса
Среди разнообразных типов сварки 2 изделий из металла стоит отметить сварку методом TIG. Она выполняется на разных производственных предприятиях, в автомобильных сервисах.
Такое сваривание позволяет создавать аккуратные швы небольшой толщины, надежно проплавлять места соединения толстых деталей.
Что представляет собой ТИГ сварка? Какие у нее плюсы и минусы? Как нужно вести дугу, какое оснащение применяется?
Что представляет собой сварка TIG?
TIG, если перевести с английского, расшифровывается как «вольфрам с инертным газом». Сварка ТИГ выполняется посредством электрической дуги, горящей в инертном газе.
Ключевым компонентом считается электрод из вольфрама. Он плавится при температуре примерно равной 4000 градусов. Благодаря этому возможно обрабатывать почти любые типы стальных деталей.
Электрод необходимо периодически затачивать, чтобы шов можно было вести точно и аккуратно. Он размещается в особой цанге, закрепляется в горелке.
Его излишки, которые не используются для создания шва, располагаются в особом колпаке, предотвращающем замыкания об массу.
На кончике горелки есть сопло из керамики. В его середине находится электродный элемент, по кругу подается инертный газ (аргон). Без аргона в сварную ванну проникнет кислород. В результате выделится водород, в шве возникнут поры, при этом металл кристаллизуется. Такие явления можно увидеть на видео в сети. Клавиша на горелке активирует подачу газа и напряжения.
Загоревшаяся дуга обеспечивает плавление кромки металла, который сваривается. Если 2 части детали находятся рядом друг с другом, то для создания герметичного шва будет достаточно расплавившегося металла. Если промеж пластинок есть зазор, применяется специальная проволока. Она подается в область сварки незанятой рукой сварщика.
Такой тип сваривания сейчас часто применяется. Обусловлено это большой температурой, при которой горит электрическая дуга.
Это дает возможность использовать ТИГ инверторы для сварки обыкновенной углеродистой стали, обработки цветных металлов (медных, чугунных, алюминиевых деталей). Особо точные швы получаются при использовании аргона для обрабатывания нержавейки.
В отличие от сваривания MMA, предполагающего очищение от шлаковых отложений и осуществляющегося на небольшой скорости, TIG сварка обеспечивает формирование точного шва.
Присадочная проволока делается из такого же металла, что и обрабатываемые изделия. Если использовать TIG сваривание, можно не только предотвратить образование пор, но и соединить алюминиевые детали.
Без инертного газа плавленый металл, взаимодействуя с воздухом, подвергается окислению. Формируется пленочка, которая не позволяет создать жидкую сварную ванну, вести шов.
Благодаря газу алюминий равномерно расплавляется, формируется соединение.
Данный тип сваривания часто используется в:
- машиностроительной отрасли;
- производстве посудных изделий для пищевой промышленности;
- производстве емкостей для химической сферы, отрасли нефтепереработки;
- изготовлении сушителей полотенец;
- автомобильных сервисах.
Особенности сваривания
Сварка TIG располагает собственными особенностями. Их необходимо принимать во внимание.
- перед началом сварки металл нужно очистить, обезжирить;
- при обработке детали применяют подключение к отрицательному полюсу;
- сваривание алюминиевых деталей должно осуществляться переменным током;
- чем шире электродный элемент, тем сильнее должен быть электрический ток. Не переборщите, так как электрод может подвергнуться расплавлению;
- напряжение электрической дуги зависит от ее размера. Неопытным рабочим лучше использовать дугу небольшой длины;
- конец электрода должен выступать на 3 – 5 миллиметров. Если сварка осуществляется тавровым/угловым способом, выступ должен составлять 5 – 8 миллиметров;
- газ должен равномерно распределяться по сопловому сечению;
- жесткость струи зависит от поступающего газа;
- электродный элемент нужно перемещать с правой стороны в левую, продольно шовной оси.
Становится очевидно, что такая TIG сварка располагает множеством особенностей. Ввиду этого она не подходит для начинающих.
Используемое оборудование
Применяются 2 ключевых вида оснащения:
- Сварной выпрямитель. Преобразует переменный электроток в постоянный. Причисляется к профессиональному оборудованию.
- Инвертор ТИГ. Осуществляет выпрямление переменного тока с идеальными динамическими параметрами дуги. Определенные инверторы оборудованы блоком, выдающим постоянный/переменный электрический ток. Это дает возможность увеличить функциональность оснащения. Кроме стальных, возможно обрабатывать алюминиевые детали.
Инверторные аппараты различаются по мощности, наибольшему току, продолжительности сваривания, стоимости. Выбирая инвертор, нужно обратить внимание на:
- возможность сваривания при плавающих параметрах электрической сети;
- обеспечение постоянной/переменной составляющей напряжения в показателях выхода;
- возможность горизонтального/вертикального/потолочного обрабатывания изделия;
- защищенность агрегата от перегрева (инвертор должен своевременно отключаться при максимальных нагрузках).
Применяемые электроды и газ
Электроды считаются важнейшим элементом для аргонодуговой TIG сварки. От их характеристик зависит качество сваривания. Производятся электроды из вольфрама (его концентрация составляет 97-99,5 процентов). Кроме вольфрама, в электродах содержатся иттриевые, танталовые, ториевые, лантановые компоненты.
Электродные элементы помечаются цветом (белый, золотой, зеленый, красный, голубой, синий). Число указывает на концентрацию присадки металлического оксида.
Заточка электрода влияет на форму электрической дуги. При постоянном электрическом токе дуга должна иметь форму конуса, при переменном она должна быть закруглена на конце. Стержневая поверхность не должна быть шероховатой. Рекомендуется ее отполировать.
Чаще всего при сварке TIG используется аргон. Он весит больше кислорода, потому выталкивает его из области факела, обеспечивает защиту. Иногда выполняется не аргонно-дуговая сварка, а гелиевая. Легче его только водород. Невзирая на высокую цену, гелий повышает мощность дуги в полтора — два раза. Благодаря этому металл глубоко проплавляется, производительность сварочного аппарата повышается.
Характеристики гелия позволяют использовать его для обрабатывания тугоплавких металлов. Самые сложные операции выполняют посредством сочетания аргона (сорок процентов) и гелия (шестьдесят процентов). Гелий позволяет металлу глубоко проплавляться, а аргон обеспечивает стабилизацию параметров электрической дуги.
Режимы работы
TIG сварка выполняется на однополярном/переменном токе. Однополярный ток применяется для обработки большинства материалов. Переменный ток предназначается для обрабатывания алюминиевых, титановых, иных деталей, сделанных из тугоплавкого металла.
Электрическую дугу возможно разжечь одним из нижеприведенных методов:
- проведение иглой по металлу;
- точечное касание;
- бесконтактный розжиг.
Первый метод сложен в исполнении, часто приводит к тому, что электродный элемент прилипает и притупляется. Точечное касание используется в инверторах, относящихся к средней ценовой категории. Бесконтактный розжиг самый эффективный, однако возможность его выполнения предусмотрена только в аппаратах, имеющих высокую цену.
Для того чтобы получить тонкий и ровный шов, нужно соблюдать зазор промеж иглы и детали в три миллиметра. Если увеличить промежуток, сварная ванна расширится, степень проплавления уменьшится.
Разделка кромок (при обрабатывании толстых пластинок) осуществляется под углом 45 градусов. Корневой шов должен быть ровным по всей длине.
Постоянный ток
Однополярный электроток используется на прямой полярности. На стержень из вольфрама подается «минус», на деталь – «плюс». Подобный метод обеспечивает:
- ускорение сваривания;
- создание сварной ванны, которая заужена и глубока;
- повышение ресурса электродного элемента.
Данный режим используется для сваривания высоколегированных сталей, нержавейки.
Переменный ток
При переменном электротоке периодически изменяется полярность. Прямая полярность позволяет сформироваться высококачественной сварной ванне. Обратная полярность разрушает защитную пленочку, очищает металлическую поверхность. Баланс между полярностью возможно регулировать:
- повышая значение обратной полярности, возможно улучшить очищение от пленочки;
- усиливая обратную полярность на стержне из вольфрама, возможно проплавлять материал, добиваясь нужной глубины ванны.
Преимущества и недостатки процесса
TIG сваривание, как и любая другое, располагает определенными преимуществами и недостатками.
Плюсы:
- малая площадь нагревания при сваривании, сохранение первоначального вида и характеристик изделий;
- защитная среда формирует высококачественное сварное соединение;
- ускорение сварочного процесса благодаря аргону, увеличивающему мощность дуги;
- сварное соединение получается точным, маленькой величины, не портит вид изделий.
Минусы:
- сложность регулирования для неопытного рабочего;
- чувствительность к ветряным порывам, сквознякам;
- чувствительность к низкотемпературным условиям.
Источник: https://oxmetall.ru/svarka/chto-takoe-tig-i-osobennosti-protsessa
Сварка tig это воплощение высоких технологий мира
Укрощение плазмы
После открытия Хэмфри Дэвидом электрической дуги в 1800 году развитие дуговой сварки долго оставалось на месте. И только вначале XX века ученые догадались поместить электрическую дугу в инертный газ – родилась tig-сварка. После внедрения разработки стало возможным сваривать сложные металлы – алюминий и магний. Дело в том, что во время классической сварки, поверхность алюминия быстро вступает в реакцию с воздухом. Под воздействием кислорода сварной шов становится пористым и покрывается шлаком. Благодаря tig-сварке произошла революция в авиационной промышленности: появилась возможность сваривать магний.
Качественный шов это визитка сварщика
TIG — (аргонодуговая сварка) – это дуговая ручная сварка с использованием вольфрамового неплавящегося электрода в среде инертного газа, который защищает свариваемые поверхности. В Германии аргонодуговая сварка называется WIG (Wolfram Inert Gas), по другой маркировке встречается обозначение GTA (Gas Tungsten Arc). Во время процесса сварки подается присадочная проволока, причем используется автоматический или ручной режим подачи. Так как чаще всего в виде защиты используется инертный аргон, то за tig ac/dc-сваркой закрепилось название аргонно-дуговая сварка. Но надо признать, что такой термин не является правильным, потому что с одинаковым успехом могут применяться азот, гелий или даже газовые смеси.
Смысл применения в tig-сварке газовой смеси заключается в том, что аргон тяжелее воздуха, не образует с ним взрывоопасной смеси и гораздо удобней в использовании, чем легкий гелий. Однако, при одинаковых значениях тока в электроде дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Поэтому целесообразно использовать газовую смесь с составом: 35-40% аргона и 60-65% гелия. Так в полной мере используются преимущества обоих газов: аргон стабилизирует дугу, а гелий – хорошо сплавляет металл.
Область применения
Аппарат TIG ac/dc легко соединяет углеродистые, конструкционные, нержавеющие стали, детали алюминия и его сплавы с титаном, никелем, медью, латунью, кремнистых бронз, сплавы нержавейки и других самых разнообразных металлов. Практически в любой области промышленности в каком-либо виде встречается аргонно-дуговая сварка. В то время как аэрокосмическая промышленность является основным пользователем tig-сварки, технологию используют и в ряде других областей.
Промышленность использует tig для сварки тонких деталей из алюминия, особенно из цветных металлов. Без нее не обойтись при создании космического аппарата и обычного велосипеда из алюминия. Тонкостенные трубки в современных велосипедах превращаются в практически невесомые конструкции с помощью tig-сварки. Кроме того, аргонно-дуговую сварку часто используют для создания перехода между трубами разного диаметра. На самом деле не существует такого вида сварки, который позволял бы работать с таким количество конфигураций металлов, как режим аргонно-дуговой сварки с инвертором TIG ac/dc
Сварка требует концентрации на процессе
Так, существуют редкие сплавы, как сплав алюминия и хрома, которые невозможно соединить простым сварочным процессом, из-за улетучивания алюминия. Режим аргонно-дуговой сварки не позволяет теряться металлу, поэтому швы в результате обладают одинаковую химическую целостность. Сварочные швы алюминия после tig-сварки обладают устойчивостью к коррозии и образованию трещин в течение длительного периода. Именно это позволяет использовать режим аргонно-дуговой сварки для герметизации бочек с ядерными отходами перед их утилизацией.
Аргонно-дуговая сварка алюминия проста в применении, поэтому ее можно использовать в быту. Бывает, что нужно приспособить нестандартный кондиционер в машину или заделать радиатор, поврежденный камушком с дороги. Вот тут и приходит на помощь аргонодуговая сварка с использованием домашних инверторов TIG ac/dc. Сегодня можно найти достаточно много видео в Интернете, где доступно объясняется, как использовать сварочный аппарат в быту. Дуговая сварка возможна и для нержавейки. Многие, посмотрев видео, задают вопрос: “Насколько надежна дуговая сварка?”. Она надежна, как надежен алюминий, потому что сварной шов представляется собой единой целое из металла.
Технология соединения металла
Сварочный аппарат содержит аргоновую горелку, у которой в центре находится неплавящийся вольфрамовый электрод. Как известно, горелка из вольфрама очень тугоплавкая. Именно вольфрам применяют для получения нити накаливания, которая используется в электрических лампочках. Горелка и аппарат окружены керамическим соплом, из которого дует защитный газ. Если взглянуть на видео процесса сварки без инертного газа, то видно, что алюминий начинает трещать и покрываться шлаковой пленкой. Поэтому аргон важный компонент: горелка и зона сварки, защищены от воздуха.
Дуговая сварка начинается с подачи “массы” на деталь, как при обычной электросварке. Горелка Tig ac/dc включается с помощью автоматической кнопки и начинает подаваться инертный газ. Сварочный аппарат выпускает дугу и от ее тепла расплавляется основной металл, а потом в сварочной ванне образуется расплавленный металл, который кристаллизуясь, образует сварочный шов. Образование шва происходит за счет расплавления основного металла детали и присадочной проволоки.
В качестве оборудования для tig-сварки применяют инверторы ac/dc. Это сварочный аппарат с возможностью использования переменного и постоянного тока. Режим переменного тока (dc) более эффективен для процесса сварки. Надо заметить, что в середине XX века была возможность сваривать только с помощью постоянного тока – ac. Это вызывало некоторые сложности, если горелка имела полярность, то постоянный ток (ас) переносил частицы вольфрамового стержня на поверхность металла, загрязняя его таким образом. Задача была решена с появлением переменного тока (dc).
Защитный газ может подаваться центрально или сбоку электрода. Режим боковой подачи нужен при больших скоростях сварки плавящимся электродом, чтобы не совершалось обдувание неподвижным воздухом. На видео видно, что воздух сбивает газ с дуги. В некоторых случаях, например для получения специфических технологических свойств дуги, особенно если применяют аппарат tig ac/dc, используют защиту из двух концентрических потоков газа.
Сварка Tig, способна заварить практически все
Сварочные процессы в промышленных масштабах
При сварке активных и тугоплавких металлов при помощи вольфрамового электрода необходимо защитить металл от подсоса в зону сварки воздуха. Для этого используется горелка в контролируемой атмосфере. Металлические детали помещают в камеры, из которых откачены воздух до состояния вакуума до 10-14 мм рт.ст., и закачивают туда инертный газ высокой чистоты. После чего включается автоматический режим и аргонодуговая сварка происходит на дистанционном управлении.
В контролируемой атмосфере производят сварку крупногабаритных изделий из нержавейки и алюминия. Для этого создают обитаемые камеры объемом до 450 кубическим метров. При этом сварщик находится прямо внутри камеры в специальном защитном скафандре с системой дыхания. Аргонодуговая сварка происходит с регулярной заменой инертного газа. Сварщик помещается в комнату через специальную систему шлюзов. При помощи видео можно наблюдать режим сварки в комнате.
Физические свойства инертных газов влияют на технологические свойства дуги и форму, получаемого шва. Если сравнивать аргон с гелием, то второй обладает большим потенциалом ионизации, а также большую теплопроводность. В результате на видео видно, что у гелия получается “мягкая” дуга. Режим работы аргонодуговой сварки с гелием идеально подходит для сварки тонколистового металла. Гелий легче, чем аргон. Поэтому требуется повышенный расход (в 1,5 – 3 раза), чтобы горелка и зона сварки была защищена.
Большое разнообразие инертных газов, возможность использовать газовые смеси и разные свойства газов, обуславливают большие технологические возможности для металлов. Аппарат аргонной сварки позволяет сварить практически любой металл любой толщины (от 0,1 до десятков миллиметров). На видео в сети Интернет можно посмотреть на уникальные сварочные работы.
Аргонно-дуговая сварка по сравнению с другими классическими способами сварки имеет ряд преимуществ: высококачественные сварные соединения на самых различных металлах и сплавах с различной толщиной, возможность производить сварку в различных пространственных положениях, возможность непосредственного визуального наблюдения за качеством сварки, что особенно важно во время полуавтоматической сварке. Дуговая горелка имеет высокую производительность, легкость автоматизации, не нужно убирать шлак с металлов после завершения работы. Горелка и аппарат TIG ac/dc позволяют экономично и производительно использовать аргонодуговую сварку.
WIG-Schweißen, Schweißausrüstung — EWM AG
Полезная информация о сварке TIG
Если рассматривать обрабатываемый материал, толщину стенок и положения при сварке, то сварку TIG можно считать наиболее универсальным методом. Она позволяет делать высококачественные сварные соединения. Метод сварки TIG – полное название для этого метода звучит согласно немецкому стандарту DIN 1910 – Часть 4 «Сварка вольфрамовым электродом в среде инертных газов» – возник в США и стал известен там в 1936 году под названием «Аргонодуговая сварка». Только после Второй мировой войны этот метод был внедрен в Германии. В англоязычных странах метод называется TIG в соответствии с английским названием вольфрама «Tungsten». Метод отличается от других методов сварки плавлением рядом интересных преимуществ. Например, он является универсальным в применении.
- Сварочный пруток
- Горелка
- Вольфрамовый электрод
- Сварочная дуга
- Защитный газ
- Сварочная ванна
- Основной материал
Если металлический материал в принципе подходит для сварки плавлением, тогда он может использоваться при этом методе сварки. С другой стороны это очень «чистый» метод, который производит лишь немного брызг и только небольшое количество вредных веществ, и при правильном применении гарантирует высококачественное сварочное соединение. Особым преимуществом сварки TIG является также то, что по сравнению с другими методами, при которых используются плавящиеся электроды, сварочная присадки и сварочный ток подаются отдельно. Поэтому сварщик может отрегулировать ток в соответствии со сварочным заданием и подавать максимально точное необходимое количество сварочной присадки. Это делает метод особенно подходящим для сварки корневых слоев и для сварки в неудобных положениях. Указанные преимущества были направлены на то, чтобы метод TIG успешно использовался сегодня во многих отраслях промышленности и в ремесленных предприятиях. Метод при ручном применении требует ловкости рук сварщика и хорошей теоретической подготовки. Данное руководство предназначено для пояснения специфики процесса и, возможно, также вызовет интерес у компаний, которые еще не применяют его, несмотря на соответствующие сварочные задачи.
Выбор сварочных расходных материалов
Сварочная присадка при сварке TIG, в большинстве случаев, имеет форму прутка, при полностью механизированном использовании метода она подается в форме проволоки через отдельный механизм подачи. Как правило, сварочные присадки выбираются такими же, как и основной материал. Однако иногда при некоторых присадочных элементах, по металлургическим соображениям, присадка несколько отличается от основного материала. Например, это происходит в случае содержания углерода, уровень которого следует держать по возможности низким из-за риска растрескивания. В таких случаях речь идет о сварочных присадочных материалах того же состава. Но бывают задачи, когда требуются присадочные материалы другого состава. Например, при сварке высокоуглеродистых сталей, когда используются аустенитные сварочные присадки и никелевые сплавы. Диаметр сварочной присадки должен соответствовать сварочному заданию. Он зависит от толщины материала, а вместе с ним – от диаметра вольфрамового электрода. Сварочные прутки, как правило, имеют длину 1000 мм. Они поставляются в связках и должны отдельно маркироваться знаком DIN или торговым наименованием во избежание путаницы.
Регулировка расхода защитного газа
Количество защитного газа регулируется, как объемный поток в л/мин. Оно зависит от размера сварочной ванны и вместе с тем от диаметра электрода, диаметра газовых рассекателей, расстояния от рассекателя до поверхности основного материала, окружающего потока воздуха и вида защитного газа – см. также раздел «Защитные газы». Согласно основному правилу в случае аргона, как защитного газа, и используемых чаще всего диаметров вольфрамовых электродов от 1 до 4 мм в минуту должно подаваться от 5 до 10 литров защитного газа. Измерение расхода должно осуществляться непосредственно манометрами, которые измеряют пропорциональное расходу давление перед установленными приемниками полного потока. Шкала манометра откалибрована непосредственно в л/мин. Более точными являются контрольно-измерительные устройства, которые с помощью стеклянных трубок и плавающих деталей осуществляют измерения непосредственно в потоке защитного газа, направляемого в горелку.
Очистка поверхности заготовки
Для хорошего результата сварки важно основательно очистить кромки швов и поверхности заготовки в зоне сварки перед ее началом. Поверхности должны быть с металлическим блеском и очищены от смазки, грязи, ржавчины и краски. Также по возможности должны быть удалены слои окалины. Во многих случаях для этого достаточно щетки. Если этого недостаточно, поверхность следует очистить шлифовкой или механическим методом обработки. Для устойчивых к коррозии материалов разрешается использовать только щетки из нержавеющей стали, так как в противном случае может возникнуть налет ржавчины из-за частиц железа, которые попали на поверхность. Для алюминия из-за порообразования очень важно, чтобы на поверхности не оставалось более плотных оксидных пленок. Для очистки и обезжиривания следует использовать соответствующие растворители. Внимание: при использовании хлорсодержащих растворителей могут образовываться ядовитые пары.
Зажигание сварочной дуги
Запрещается зажигать сварочную дугу за пределами шва на основном материале, это всегда следует делать так, чтобы точка зажигания снова расплавлялась сразу после сварки. В начале сварки перегретый основной материал на месте зажигания очень быстро остывает из-за охлаждения возвратными холодными массами. Результатом этого быстрого охлаждения может быть подкалка, возможно, уже связанная с трещинами, и поры. Быстрого охлаждения можно избежать, если зажигание осуществляется непосредственно в начале сварочного шва, и любые возникающие разрывы моментально снова расплавляются. Контактное зажигание должно быть исключено абсолютно, если старый используемый сварочный аппарат не имеет вспомогательного устройства зажигания (высоковольтное импульсное зажигание). В этом случае зажигание происходит на медной пластинке, вставленной рядом с началом сварочного шва. Затем оттуда сварочная дуга протягивается к намеченному началу шва и начинается сварка. В случае контактного зажигания непосредственно на основном материале вольфрам может попасть в свариваемый металл, который не плавится из-за высокой температуры плавления и который можно будет увидеть позднее на рентгеновском снимке по причине большей абсорбции рентгеновских лучей вольфрамом в виде светлых пятен.
Использование горелки TIG
Сварочная присадка при сварке TIG, в большинстве случаев, имеет форму прутка, при полностью механизированном использовании метода она подается в форме проволоки через отдельный механизм подачи. Как правило, сварочные присадки выбираются такими же, как и основной материал. Однако иногда при некоторых присадочных элементах, по металлургическим соображениям, присадка несколько отличается от основного материала. Например, это происходит в случае содержания углерода, уровень которого следует держать по возможности низким из-за риска растрескивания. В таких случаях речь идет о сварочных присадочных материалах того же состава. Но бывают задачи, когда требуются присадочные материалы другого состава. Например, при сварке высокоуглеродистых сталей с использованием аустенитных сварочных присадок и никелевых сплавов. Диаметр сварочной присадки должен соответствовать сварочному заданию. Он зависит от толщины материала, а вместе с ним – от диаметра вольфрамового электрода. Сварочные прутки, как правило, имеют длину 1000 мм. Они поставляются в связках и должны отдельно маркироваться знаком DIN или торговым наименованием во избежание путаницы.
Положение сварки
В соответствии с ISO 6947 положения сварки обозначаются литерами PA-PG. Они расположены, если смотреть на трубу, сверху (РА) по часовой стрелке в алфавитном порядке. Положение РА – это то, что раньше в Германии называлось горизонтальным или положением «в лодочку». Затем следует положение стыковых сварочных швов РС (горизонтально на вертикальной стене) и РЕ (сверху), а также положения углового шва РВ (горизонтально) и РD (горизонтально/сверху). При сварке металлических листов PF означает шов, который сваривается вертикально снизу вверх, PG – сверху вниз. Однако на трубе объединены несколько положений. Положение PF применяется, когда труба сваривается из верхнего положения без поворота на обе стороны. Положение PG применяется к сварке сверху вниз (нисходящий шов). Сварка TIG возможна во всех положениях. При этом данные сварки должны соответствовать положению, как и при других методах сварки.
Параметры сварки
Нижний предел применяемости метода TIG составляет для стали – около 0,3 мм, для алюминия и меди – 0,5 мм. В верхнем диапазоне пределы применения ограничиваются экономическими пределами. Мощность расплавления в этом методе не очень велика. Поэтому часто свариваются только корневые слои TIG, а в отношении других слоев применяются другие методы (E, MAG), при которых мощность выше. При выборе параметров сварки следует помнить, что на сварочном аппарате отрегулирована только сила тока, напряжение сварочной дуги зависит от длины сварочной дуги, которую поддерживает сварщик. В этом случае напряжение увеличивается с увеличением длины сварочной дуги. Сварочный ток 45 ампер на мм толщины стенки используется в качестве эталонного значения для силы тока, достаточной для сварки стали постоянным током (-Pol). Для сварки переменным током алюминия требуется 40 ампер/мм.
Сварка с токовыми импульсами
При сварке с токовыми импульсами интенсивность тока и напряжение в ритме частоты импульсов постоянно меняются в диапазоне между нижним базовым значением и более высоким значением импульса. Под воздействием высокого импульсного тока в основном материале образуется провар и образуется точечная сварочная ванна. Она начинает затвердевать от края под воздействием следующего нижнего основного тока, пока следующий токовый импульс не расплавит и не увеличит ее. Тем временем сварочная дуга уже продвинулась дальше в скорости сварки, так что сварочный шов при импульсной сварке TIG формируется из множества перекрывающихся сварочных точек. Размер сварочной ванны в среднем меньше, чем при сварке с однородным током, так что его лучше использовать в неудобных положениях. Тем не менее, гарантируется достаточный провар. Однако описанный выше эффект получается только в том случае, если в сварочной ванне между основной и импульсной фазой имеется достаточный перепад температур. Этого можно достичь только при частоте импульсов не выше 5 Гц. В качестве недостатка можно указать, что скорость сварки при импульсной сварке часто должна быть снижена. Кроме того, сварщик воспринимает пульсацию в низкочастотном диапазоне, как тревожное мерцание сварочной дуги. Поэтому этот вариант сварки TIG реже применяется при ручной сварке, где сварщик имеет и другие возможности воздействия на предохранение сварочной ванны от вытекания, а чаще при механизированной сварке TIG.
Для успешной сварки TIG требуется следующее оборудование:
Более подробные сведения по теме «Сварка TIG» приведены в разделе Словарь сварочных терминов.
Основные параметры подбора сварочных горелок TIG
Горелка для аргонодуговой сварки – это важная часть сварочного оборудования, которая в качестве источника энергии использует электрический разряд. С её помощью образуется пламя, необходимое для сварочного процесса. Конструктивно она состоит из таких частей, как шланг для подачи аргона, силовая жила и рукоятка с головкой. Производители предлагают на выбор множество моделей горелок TIG, которые отличаются мощностью, длиной кабеля, способом подключения к сварочному оборудованию, типом охлаждения и управления.
1 / 1
Что такое аргонодуговая TIG сварка
Сварка TIG подходит как для соединения стыков толстых изделий, так и для создания аккуратных тонких швов. Её широко используют в автосервисах и на различных предприятиях. Сварка производится при помощи неплавящегося электрода в защитной среде инертного газа. Одно из главных преимуществ TIG заключается в том, что этот метод подходит для сварки самых разнообразных материалов: алюминия, магния, нержавеющей стали, меди, никеля и прочих металлов. Он с успехом применяется и для сварки разнородных металлов.
Основной элемент сварки TIG – это вольфрамовый электрод с температурой плавления чуть меньше 4000°C. Для аккуратной и точной работы ведения шва он требует периодической заточки, т.к. от этого в немалой степени зависит как чистота шва, так и его толщина. Перед работой вольфрамовый электрод помещается в цангу и фиксируется в горелке TIG. На конце последней находится керамическое сопло с электродом, расположенным по центру. По окружности в процессе работы подаётся инертный газ – обычно аргон. В качестве присадочной проволоки чаще всего используется тот же тип металла, из которого выполнены свариваемые изделия. Аргонодуговая сварка идеально подходит для соединения изделий из алюминия, т.к. без инертного газа этот металл в процессе плавления начинает окисляться под воздействием кислорода.
Основные критерии выбора
Чтобы сделать оптимальный подбор сварочной горелки TIG, для начала определитесь с типом охлаждения. Оно может быть воздушным или водяным. В первом случае кабель, по которому проходит сварочный ток, охлаждается за счёт воздуха – подключать дополнительные устройства при этом не требуется. Во втором случае кабель охлаждается водой, циркулирующей в горелке. Для этой цели оборудование дополняется специальным блоком. Какое же охлаждение выбрать:
-
Если вы планируете работать на больших токах, то вам потребуется водяное охлаждение, если на малых – воздушное.
-
Для сваривания тонких металлов необходимо воздушное охлаждение, толстых – водяное.
Обратите внимание на разъём горелки для TIG. Обычно он имеет подключение 2pin и 7pin. Чтобы не ошибиться с выбором, узнайте, какое гнездо стоит у вашего аппарата.
Что обозначают латинские буквы в названии устройства? Несколько слов об этом:
-
F (от Flexible – «гибкий»). Устройство, имеющее эту букву, способно гнуться в разных направлениях. Это очень удобно при выполнении работ в труднодоступных местах.
-
V (от Valve – «клапан», «вентиль»). Модель с такой буквой подходит для оборудования ручной дуговой сварки, но имеющего функцию TIG сварки.
-
TS. Так в мире обозначают горелки, предназначенные для TIG сварки.
Найти подходящую для вашего аппарата газовую горелку вы можете в нашем каталоге. Дополнительно вы можете заказать у нас надёжные и высокотехнологичные сварочные аппараты, относящиеся к полупрофессиональному и профессиональному сегментам. Возможность точной настройки основных и вспомогательных параметров процесса облегчит работу и поможет добиться нужного результата. Если у вас возникнут сложности с выбором подходящего устройства, то наши менеджеры готовы вам помочь. Они расскажут вам об особенностях нашего оборудования, способах оплаты и условиях доставки.
Tig lift сварка что это такое
Без сварочных работ трудно себе представить авиацию, космос, машиностроение и строительство, востребована сварка и в быту. Самые разнообразные способы соединения металлов и их методы широко используются в настоящее время, и эффективное место здесь занимает недорогой, но эффективный TIG-сварки. Мы проведём обзор способов работы, технологий и металлов, которые свариваются этим методом. Отдельное внимание следует уделить аппаратуре, оборудованию и расходным материалам, а также принципам работы в среде защитного инертного газа.
Преимущества и недостатки аргонодуговой сварки
Одним из методов сварки металлов является ММА, при котором работа производится плавящимися покрытыми электродами, переменным или постоянным (AC / DC) выходным током. Кроме того, широко используется полуавтоматическая сварка MIG / MAG в среде защитного или активного газа. Следующей, промежуточной по ценовой категории, является TIG сварка, которую иначе называют аргонодуговым методом. В нём процесс сварки металлов дугой короткого замыкания происходит неплавким вольфрамовым электродом в среде защитного газа, препятствием окислению на открытом воздухе.
В качестве источника АС / DC-тока используется сварочный инвертор, оснащенный евроразъёмом, через который подаётся газ и выходной ток к горелке, а также проходят управляющие сигналы. В отличие от метода MIG, где электродом служит подвижная проволока, в сварке TIG используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Через горелку с сеткой подаётся газ, а затем с задержкой в 1 секунду — напряжение. Это делается для того, чтобы сварка начиналась в среде защитного газа, подаётся под давлением и воздух препятствует окислению заготовок.
Лучше понять, что такое TIG-сварка, поможет оценить достоинств и недостатков данного соединения металлов, особенно в сравнении с методами MMA и MIG. К преимуществу аргонодуговой связи следующих параметров:
- возможность работать как с тонкостенными деталями, так и с заготовками толщины;
- работа в AC / DC-режимах;
- широкие диапазоны регулировки параметров сварочного тока;
- использование негорючих газов, что повышает безопасность работ;
- тугоплавкие электроды многоразового использования;
- надёжный, цанговый зажимки для сменных электродов различной толщины;
- наличие осциллятора для улучшенного розжига дуги;
- возможность работы с прямой и обратной полярностью.
У этого метода есть специальные дефекты, которые не оказывают влияния на рабочий процесс. Они заключаются в следующем:
- невысокая скорость сварки по сравнению с другими методами;
- необходимость работы в закрытых помещениях, чтобы исключить перерасход газа;
- малая мобильность;
- ручная подача сварочной проволоки.
Состав оборудования и область применения сварки TIG
Каждый вид сварки имеет свое предназначение, преимущества и недостатки, а также набор необходимого оборудования и расходных материалов для качественного поведения работ с наилучшим результатом.В перечень оборудования для сварки TIG входят следующие компоненты:
- инвертор ММА + TIG с переходником для газовой смеси и евроразъёмом, с регулировкой выходных параметров, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, использование для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с кнопкой управления и цанговым зажимом врамового электрода;
- сварочная или присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ или его смесь с СО 2 для создания защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.
Сварка тиглей в промышленности, строительстве и бытовых нуждах. Большие возможности позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:
- конструкционные и углеродные стали;
- различных сплавов алюминия;
- нержавеющую, в том числе для санитарно-гигиенических сталь и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, а также их сочетания;
- оцинкованный металл и никелированные поверхности.
Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его проверять, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ.
Режимы работы и технология сварки TIG
Металлы и сплавы в зависимости от физико-химических свойств свариваются в разных режимах работы источника тока. Причиной этой является тугоплавкость окисной плёнки или толщины заготовок.На разнообразных режимах сварки достигается необходимая глубина провара применительно к конкретному задаче и определенному металлу. Методу ТИГ доступны следующие режимы работ:
- способ с применением постоянного тока (DC) различной полярности;
- работа на переменном выходном, высокочастотном токе (AC) с использованием различных вольтамперных характеристик для воздействия на детали;
- способ бесконтактного высоковольтного розжига дуги с помощью осциллятора, формирующего разряд.
Постоянный ток используется при сварке сплавов алюминия и магния с обратной полярностью, что обеспечивает хорошие прочностные характеристики шва и позволяет разрушить тугоплавкую оксидную плёнку на поверхности заготовок. Используется соответствующие сварочные прутки, которые подаются в зоне плавления ручным движением. Остальные виды металлов свариваются постоянным током прямой полярности с присадочной проволокой и подбором силы тока.
Работа с использованием переменного тока импульсной сваркой, разогрев металла происходит на пиковых значениях высокочастотных колебаний. При базовых показаниях силы тока нагреватель снижается, что не допускает перегрева (особенно тонкостенного) металла. Тугоплавкий электрод необходимо держать под углом, близким к 90 о, но с наклоном в сторону направления сварочного процесса без поперечных движений, а пруток подавать лёгкими поступательными колебаниями в сварочную ванночку.
Осциллятор путём подачи на заготовки высоковольтного слаботочного напряжения позволяет осуществить розжиг дуги бесконтактным способом, что предотвращает загрязнение рабочей поверхности. Что касается инертного аргона, то он выпускается высшей и первой степени очистки и часто используется в смеси с гелием. Это сочетание позволяет достичь наилучшего результата, но иногда аргон используется в смесях с углекислым газом для экономии.
Заключение
Мы постарались максимально подробно рассказать о ТИГ-сварке и ее применении при работе с различными металлами и в режимах постоянного и переменного тока.Метод требует затрат и установленной квалификации, но дает универсальный способ соединения самых разнообразных деталей и возможности ремонта металлоизделий разной толщины.
Введение
Дуговая сварка в среде инертного газа с неплавящимся вольфрамовым электродом (TIG или GTAW — газовая дуговая сварка вольфрамовым электродом) — это процесс, в котором тепло, необходимое для сварки, используемой между неплавящимся электродом и обрабатываемой деталью.Электрод, используемый как проводник тока, состоит из вольфрама или вольфрамовых сплавов. Зона сварки, расплавленный металл и неплавостойкий устойчивый к атмосферным воздействиям благодаря инертному газу, который горелкой. Сварка ТИГ осуществляется с добавлением сварочного материала (сварочной проволоки) или плавкой основного материала с помощью теплового эффекта, производимого электрической дугой.
Сварочная цепь
1. Источник питания
Назначение источника питания — питание электрической дуги, которое создается между основным источником и вольфрамовым электродом, благодаря подаче тока, достаточного для поджига дуги.Внутри источника питания обычно присутствует устройство, регулирующее сварочный ток, механическое (магнитный шунт) или электронное (тиристор или инверторная система). Различают два типа источников питания:
а) источник питания переменного тока
Выходной ток / напряжение из источника питания принимает форму квадратной волны, которая изменяет полярность через регулярные интервалы времени с интервалом от 20 до 200 Герц или более, в зависимости от типа источника питания.Это достигается с помощью одного или двух устройств, назначение которых — преобразование тока / напряжения синусоидальной волны из распределительной сети в подходящий переменный сварочный ток / напряжение.
б) источники питания постоянного тока
Выходной ток источника питания имеет форму непрерывной волны, которая достигается с помощью устройств, способных преобразовывать ток / напряжение из переменного в постоянный. Если сварочная цепь из источника питания постоянного тока, то она может быть далее классифицирована в соответствии с методом подключения полюсов источника питания к свариваемому материалу или с видом сварочного тока:
- постоянный ток с соединением прямой полярности
В случае соединения с прямой полярностью, горелка и ее кабель подсоединяются к отрицательному полюсу, а свариваемый материал к положительному полюсу источника питания; в этом случае электроны текут от электрода к детали, вызывая плавку.
Это часто используемый тип тока при сварке TIG. Он обеспечивает хорошую свариваемость почти всех видов металлов, поддающихся сварке, и сплавов, за исключением алюминия. Постоянный ток с прямой полярностью узкую глубокую сварочную ванну, а также обеспечивает лучшее проникновение, чем в случае с обратной полярностью.
В этом случае горелка с кабелем подключается к положительному полюсу, а деталь — к отрицательному полюсу источника питания.Этот тип питания используется редко, поскольку он производит мелкую сварочную ванну и плохое проникновение. Обратная полярность сама по себе предотвращает чрезмерный перегрев электрода. В этом причина ограниченного использования этого типа соединения.
Существует еще одна группа источников питания, известных как источники питания постоянного тока вне зависимости от типа соединений и называемых модулированными импульсными источниками постоянного тока.Модулированный источник тока — это источник питания постоянного тока, оснащенный специальными устройствами для изменения силы сварочного тока. Модулированный или импульсный ток реализуется путем наложения на постоянный основной ток следующей компоненты, обычно квадратной волны, для достижения эффекта периодической пульсации дуги. При такой системе получается сварочный шов, состоящий из непрерывного наложения точечных сварок, которые последовательно образуют единый шов. Этот метод типичен для сварки тонких материалов, когда необходимо контролировать количество тепла для предотвращения перфорации деталей без уменьшения проницаемости сварки.
2. Горелка со связкой проводов
Горелка для ТИГ-сварки — это инструмент, который включает в себя вольфрамовый электрод и подключается к проводку, которая в свою пучину подключается к источнику питания. Ее назначение — подавать электроэнергию и создавать газовую защиту. В зависимости от типа использования, горелки могут охлаждаться естественным образом через газовую защиту, если требуется использование слабых токов, когда используется сильный ток (200-500А) и частая сварка.
3. Сварочная проволока
Толщина материала, тип и желаемые характеристики соединения необходимы для применения металлического сварочного материала и его добавление в сварочную ванну. Добавление металлического сварочного материала при ручной сварке достигается введением проволоки в зоне дуги со стороны сварочной ванны. Используемый металл часто такой же, как и основной, и часто включает ограниченное количество раскислителя или других компонентов для улучшения качества области плавки.
4. Газовый баллон с редуктором
Газовый баллон с редуктором состоит из:
- баллона с защитным газом / ами
- манометра, показывающего количества газа в баллоне
- регулятора газа
- электромагнитного клапана (если горелка оснащена кнопкой и контролируется ею, открывая и закрывая поток газа в соответствии с потребностями сварщика).
5. Зажим с заземляющим кабелем
Зажим с заземляющим кабелем используется для создания электрического соединения между основным источником питания.Сечение и длина кабеля зависит от максимального тока (в амперах) сварочного источника питания.
6. Система водного охлаждения
Система водного охлаждения — это устройство, используемое для охлаждения горелки, чтобы предотвратить чрезмерный перегрев, в случае применения сильных сварочных токов. Посредством насоса этот аппарат непрерывно подает воду, которая циркулирует в пределах горелки и контролирует перегрев с помощью системы охлаждения.
Защитные газы
Основное назначение газовой защиты — вытеснение воздуха из области сварочной ванны, электрода и конца сварочной проволоки (если она используется) для предотвращения загрязнения вредными веществами в окружающем воздухе.Физические и химические свойства газовой защиты по-разному влиять на сварку, в зависимости от типа металла. Газы используются для защиты при сварке TIG — это аргонно-гелиевые, аргонно-гелиевые или аргонно-водородные смеси. Очень важно, чтобы газы были как более чистыми, поскольку даже незначительный процент примесей может оказывать влияние на качество сварки и сделать его неприемлемым. Во время сварки с использованием аргонной газовой защиты дуга довольно стабильная, но сварочная ванна более холодная, поэтому этот газ больше подходит для сварки тонких материалов.
Аргон — широко применяемый, он намного дешевле гелия; это основной фактор выбора газовой защиты.
Дуга с гелиевой защитой производит больше тепла, чем с аргонной; таким образом его использование рекомендовано при сварке с высокой теплопроводностью, позволяя в этом случае повысить качество и скорость сварки. Установка гелий защиты воздуха, его расход для обеспечения достаточной сварочной ванны выше, чем аргона.
Смеси аргона и гелия используются для обеспечения газовой защиты с промежуточными характеристиками.
Неплавящиеся электроды
На рынке различные виды неплавящихся электродов:
- из чистого вольфрама
Они используются со слабыми токами и переменным током, поскольку в этом случае дуга более стабильна. По цене эти электроды самые экономичные.
- торий-вольфрамовые электроды
Они выдерживают сильные токи. Дуга поджигается и остается довольно легко стабильной.Эти электроды рекомендуются для сварки стали постоянным током с прямой полярностью.
- цирконий-вольфрамовые электроды
Они используют для ручной сварки алюминия, магния и его сплавов со средне-низкой силой тока.
- цериевые электроды
Они отличаются высоким уровнем образования электронов и обеспечивают хорошее проникновение с удовлетворительной износостойкостью.
Системы поджига дуги :
- HF высокочастотный поджиг
Подготовительный разряд поставляется высокочастотным генератором, который налагает высоковольтный импульс на сварочное напряжение; мощность этого устройства минимальная, но в то же время достаточная для поджига электрической дуги на расстоянии.Высоковольтный поджиг требует использования особой сварочной горелки, оснащенной кнопкой контроля поджига.
- поджиг пилотной дугой
В этом случае дуга поджигается между вольфрамовым электродом и вспомогательным электродом, который может быть из себя кольцо, прикрепленное к соплу горелки. Пилотная дуга поджигается высокочастотной искрой, которая входит в цепь поджига пилотной дуги. После поджига вспомогательное зажигание отключается, поскольку основной дуга зажигания происходит самопроизвольно-разрядным электрода, который становится раскаленным в ионизированой газовой электродах.Такой тип поджига в основном используется в автоматизированных устройствах.
- поджиг LIFT (плавный поджиг дуги с подъемом)
Достигается с помощью устройства, которое подает слабый ток (чтобы не повредить конец вольфрамового электрода), когда электрод входит в контакт со свариваемым аккумулятором. Когда электрод отрывается от детали, создается искра, которая заставляет дугу поджигаться; затем источник питания увеличивает сварочный ток до достижения значений.Высокие частоты не используются, поджиг с подъемом не электромагнитных помех; однако, контакт, устанавливается между кончиком электрода и основным материалом, загрязняет сварочную ванну.
- поджиг царапаньем / чирканьем / касанием
Этот поджиг осуществляется путем проведения по свариваемой вольфрамовым электродом, что заставляет дугу поджигаться. Контакт между электродом и свариваемой деталью приводит к включению вольфрама в начало шва, что снижает качество сварки.
Материалы, свариваемые TIG
Эта процедура в основном используется для сварки нержавеющей стали, алюминия и его сплавов, никеля, меди, титана и их сплавов.
Нержавеющая сталь сваривается постоянным током с электродом отрицательной полярности. Можно сваривать материалы толщиной до 2.5мм без добавления сварочного материала; более толстые требуют скашивания краев и использования сварочной проволоки, материал которой должен подходить для качества свариваемой нержавеющей стали.
Перед продолжением сварки рекомендуется произвести очистку щеткой из нержавеющей стали.
Алюминий и его сплавы следует сваривать переменным током и получить шва хорошего качества, использовать источник питания высокой частоты. В случае сильного окисления, его можно удалить щеткой или травлением (химическая процедура для удаления окисления).
В этом случае также возможно сваривать материалы до 2.5мм без добавления сварочного материала; для сварки более толстых, кромок нужно скосить и использовать сварочную проволоку.
Сварка в атмосфере аргона с использованием вольфрамового электрода также применяется в случае с мягкими сталями и стальными сплавами, медью и ее сплавами, титаном и благородными металлами. Для всех этих металлов и сплавов используется постоянный ток с прямой полярностью.
Открытие этого способа в 80-х годах 19 века. Со временем были разработаны различные аппараты и приемы сварки разнообразных материалов.Один из таких способов — tig варка.
В статье можно узнать о том, что это за функция сварочных аппаратов и чего используется сварка тиг инвертором.
Что такое ТИГ сварка
Если обычную конструкционную сталь можно соединить, используя обычную дуговую сварку, то для варки цветных металлов требуются отдельные способы.
Тиг сварка — это технология, которая позволяет без проблем соединить алюминиевые детали. Весь процесс проходит в защитной среде из аргона.Если воспользоваться обычным способом без газа, то шов получится некачественным. Все дело в том, что при контакте разогретого алюминия с воздухом образуется окись, покрывающая место соединения. Пленка оксида этого металла имеет более высокую температуру плавления (2000 ° против 650 у чистого алюминия).
Именно оборудование с использованием аргона обеспечивает правильный процесс и качество сварочного шва. Инертный газ во время подачи оттесняет кислород и расплавленный алюминий прочно соединяется в точке соприкосновения.При этом применяют вольфрамовые неплавящиеся электроды.
Сварка ТИГ с помощью инвертора
Инвертор tig построен на преобразовании тока по схеме переменный-постоянный-высокочастотный переменный. То есть сварочный процесс происходит за счет более высокой частоты в отличии от образцов образцов.
В сеть поступает переменный ток с частотностью в 50 Гц. Инвертор на выходе дает 50 кГц. При этом КПД аппарата возрастает до 90%.
Но, если с обычным инвертором все понятно, то как делают сваривание, используя сварочный инвертор тиг?
Наличие такой функции в аппарате предусматривает возможность подключения горелки с подающими аргонами (или гелий) шлангами.
Используя инвертор tig, можно сваривать в среде инертных газов сталь на постоянном токе и алюминий со сплавами на переменном.
Как варить ТИГ способом с помощью инвертора
Как было сказано выше, Вам нужно обязательно учесть два фактора:
- Перенастроить аппарат на требуемый ток в зависимости от материала, который будет вариться.
- Подключить оборудование для аргонодуговой сварки (подача газа и горелка).
Обязательно убедитесь в том, что аппарат перенастроен на требуемый ток.
Выставив ток и подключенное оборудование, нужно отрегулировать объем подачи газа вентилем, расположенным на горелке.
Дальше нужно зажечь дугу и начать сваривание горелкой по необходимому направлению. По мере прохода шва нужно присадочный материал. Это улучшит качество сварного соединения. Если подавать присадки очень много, то загрязняется вольфрамовый электрод и шов потеряет прочность.
Используя присадку, ее нельзя наносить в средину сварочной ванны, легкими касаниями материалят на край по направлению движения электрода.Добавки обязательны при сварке алюминия, чтобы в швах не образовывались трещины.
При ведении сварочного шва горелку нужно наклонить приблизительно на 15-20 градусов от вертикали. Это позволит видеть весь процесс и главное сварочное ванну, будет образовываться качественное соединение. При правильном наклоне и скорости движения шов получиться слегка волнистым.
Но это только азы. Если Вы хотите научиться использовать сварочный инвертор тиг, то лучше всего обратиться к профессиональному сварщику.
Виды инверторов
Во-первых, выбирайте аппарат для домашнего использования, стоит учитывать, что они бывают трех классов:
Если вы не планируете открывать сварочный цех на дому, то для периодического использования простого бытового аппарата. Разница между ними главным образом в продолжительности работы и, конечно, цене.
Во-вторых, выбирая инвертор, обратите внимание на функции, они обычно указаны маркировками: ММА, MIG-MAG, TIG.
- ММА — это обычная электродуговая сварка с использованием электродов.
- TIG — сваривание с использованием защитных газов.
- MIG-MAG — полуавтоматическая сварка проволокой в среде аргона.
Есть сварочные инверторы, объединяющие все эти четыре функции в одном аппарате. Естественно, они будут стоить дороже. Вам стоит решить, что будет нужнее в домашнем хозяйстве. Обычно достаточно двух режимов ММА и TIG.
Производителей сварочных инверторов огромное количество это и известные Tesla и Kaiser или отечественные марки Сварог, ну и самые дешевые китайские, которых очень много.
Преимущества и недостатки TIG сварки
Инверторный сварочный аппарат, как и любой другой, будет иметь свои положительные и отрицательные моменты.
Небольшая площадь при работе, исходная форму и параметры деталей
Защитная среда дает более качественный сварочный шов
Используя инвертор для тиг сварки можно ускорить весь процесс, так как аргон увеличивает мощность дуги
Простота использования сварочных инверторов упрощает обучение рабочему процессу
Сварочный шов получается очень аккуратным и небольшим по размеру, что не испортит вид деталей
Сложность настройки при отсутствии опыта
Чувствительность к сильному ветру и сквозняку
Как и любой другой бытовой, инвертор с функцией тигителен к низкой температурем
Но, таких при недостатках, преимущество для использования инверторного сварочного аппарата тиг больше.Еще десять лет назад для сваривания цветных металлов нужно было искать специалиста, что не всегда представлялось возможным. Сегодня масса образцов таких аппаратов по доступной цене упростили весь процесс. И, мало того, даже новичок, способен быстро обучится сварке в аргоновой среде за очень короткие сроки.
Инвертор с функцией обладает еще одним громадным преимуществом — компактностью.
Но, решив приобрести такое оборудование, стоит призадуматься — а нужно ли оно вообще.Большинство дешевых моделей имеют маркировку тиглей, при этом не позволяют менять подаваемый ток. То есть можно получить инвертор с функцией тиг, что сваривает только конструкционную сталь на постоянном токе, такой технологический процесс вполне обеспечит обычная ММА сварка.
Сварочные аппараты с действительно универсальными функциями стоят намного дороже, при этом еще стоит учесть дополнительные расходы на материалы: вольфрам, газ и присадки. Например, если прибор нужен только для того, чтобы заварить кастрюлю, то проще приобрести новую — это обойдется дешевле.Хороший инвертор сварочный tig понадобится в случае, если вы планируете развить серьезную работу с разными металлами.
И еще один момент — это полуавтоматическая сварка в аргоновой среде. Прекрасный выбор, если нужно выполнить действительно тонкую работу. Такие приборы позволяют сваривать тонкостенные детали без угрозы прожечь их. Незаменимы при ремонте автомобилей.
А что вы думаете по этому поводу, поделитесь своим опытом в выборе сварочных инверторов с функцией тиг в комментариях к этой статье.Насколько целесообразно использование таких инверторов в домашнем хозяйстве и как дорого обойдется приобретение качественного прибора со всеми необходимыми расходными материалами? И какие сварочные аппараты инверторного типа tig лучше всего приобрести для себя.
Сварка методом TIG — Аргонная сварка методом TIG AC / DC
Сварка методом TIG — один из универсальных методов, т.е. есть возможность работать с различными материалами. С помощью сварки такого типа достигается идеальное качество сварочного шва.Для типа сварки TIG используют газ аргон (газ, который защищает расплавленный металл от окружающей среды). Сварочные работы осуществляются неплавящимися вольфрамовыми электродами.
Виды сварки методом TIG:
- аргонная сварка DC ;
- аргонная сварка AC / DC ;
Могут встречаться и следующие обозначения:
- WIG сварка (расшифровывается как Wolfram Inert Gas).Из-за вольфрама — материал, который используют для электродов;
- Tungsten Inert Gas ( TIG сварка ).
Аргонная сварка TIG — это достаточно медленный метод, если сравнивать с дуговой сваркой SAW, MIG или MMA, но именно это обеспечивает высокое качество работы.
Совместимость сварки методом TIG с высокопроизводительной MIG / MAG
Есть, при необходимости сочетать несколько ситуаций. В примере, для присоединения труб для морской деятельности, с помощью типа сварки TIG выполняется корневая сварка, а с MIG заполняется разделка шва. Сочетают разные методы для более качественного выполнения швов и скорости работы .
уже рассказали, что для данного метода используется вольфрам и аргон. Почему именно они?
Так вот, использование вольфрама объясняется его превосходными электрическими свойствами и повышенной температурой плавления. А вот аргон используют, чтобы защитить сварочную дугу, электрод от влияния окружающей среды и ванну.
Метод сварки TIG
Чтобы понять, что под собой представляем сварку WIG, необходимо разобрать принцип работы и ее всевозможные плюсы.
Принцип работы заключается в подаче газа через горелку с сеткой, после чего через 1 секунду напряжение. Для чего это нужно, спросите вы? А все для того, чтобы процесс проходил в условиях защитного газа, подающегося под давлением, который будет препятствовать окислению деталей.
К плюсам сварки методом TIG можно отнести следующее:
- Работа с тонкими металлами;
- Работа в двух режимах: на постоянном токе постоянного тока и на переменном переменного тока;
- Безопасность выполнения работы, благодаря негорючим газам;
- Получение идеального шва;
- Электроды заговор многоразово после заточки;
- Для лучшего розжига дуги предусмотрен осциллятор;
- При работе нет брызг.
Недостатки метода сварки TIG
Как и любой другой метод аргонная сварка TIG имеет свои минусы:
- Производительность — в отличие от других способов, скорость TIG сварки ниже;
- Опыт сварщика должен быть высокий;
- Во избежание большого расхода газа, нужно работать в закрытых комнатах;
- Небольшая подвижность;
- Сварочную проволоку необходимо подавать вручную;
- Имеется газовый баллон.
Для безопасности процесса рабочий должен использовать спецодежду, краги и любую защитную маску.
Исходя из всего вышеперечисленного, можно сделать вывод: если в приоритете стоит качество выполненной работы, а не скорость, тогда данный метод сварки TIG будет самым наилучшим !
Применение
О преимуществах и недостатках метода TIG мы уже поговорили, теперь разберемся, где же он используется!
Тип сварки TIG в следующих отраслях:
- Промышленная;
- Строительство;
- В быту.
При помощи сварки методом tig сварки можно варить не только металлы, но также сочетать различные виды и их сплавы. Например, высокоуглеродистые, низколегированные, легированные, конструкционные, оцинкованные или нержавеющие стали; сплавы алюминия, титана; медь, бронзу или латунь.
Проволока должна быть подобна химическому составу материала, с которым будете работать, это очень важно! А чтобы шов был плотным и чистым, необходимо приглядывать за чистотой вольфрамового электрода и периодически подвергать заточке.
Технология TIG сварки и методы работы
Прежде чем перейти к выбору режима, нужно подготовить свариваемые детали к работе. Они очищаются от ржавчины, загрязнений и краски. Даже если деталь визуально кажется чистой, не стоит пренебрегать данной процедурой.
Различные материалы имеют разные химические свойства, а также заготовки имеют разную толщину и тугоплавкость, именно для каждого необходимо подбирать свой режим источника тока для работы.От этого будет зависеть плавление металла.
| Толщина металла | Сила тока | Диаметр электрода |
|---|---|---|
| 1 мм | 45-55 А | 1,5 мм |
| 2 мм | 80-90 А | 2 мм |
| 3 мм | 120-150 А | 3,2 мм |
| 4 мм | 170-190 А | 5 мм |
Как выбрать тип тока: постоянный или переменный?
- Сварка методом TIG на постоянный токе DC для различных сталей, меди, титана.
- Метод сварки TIG на переменном токе переменного тока для алюминиевых сплавов, которая покрывает металл (ее температура плавления составляет 2000 градусов по Цельсию, в то время, когда плавление алюминия осуществляется при температуре 660 градусов).
Оборудование для сварки методом TIG
.Выполнять сварочные работы по типу TIG можно при помощи обыкновенного инвертора с горелкой, которая будет осуществлять подачу газа.Но также есть и специализированное оборудование: инвертор или сварочные выпрямители.
Исходя из того, какой металл будет подвергаться сварочным процессам, подбирается инструмент и расходники.
Компания PROMOTECH в России предлагает сварочные колонны SAW / MIG-MAG — оборудование, которое поддерживает метод сварки TIG. Также в каталоге сварочное оборудование, которое можно приобрести с доставкой по все России или странам СНГ.
Если у Вас возникли вопросы, оставляйте заявку на сайт или звоните по указанным номерам, и мы ответим на все интересующие Вас вопросы.
Сварка tig: суть метода, его преимущества и недостатки, сфера применения
Сварка металлических деталей известна человечеству давно. Однако с развитием металлургии, появлением новых сплавов технология начала улучшаться, чтобы отвечать всем требованиям складывающихся реалий. Любому начинающему сварщику нужно узнать побольше информации о ТИГ сварке: что это такое, как пользоваться оборудованием, какими сильными и слабыми сторонами она обладает.
Что такое ТИГ сварка?
Прежде чем переходить к описанию оборудования, разбору преимуществ и недостатков, необходимо разобраться с принципами технологии, особенностями ТИГ сварки.
TIG сварка — это способ соединения металлов, при котором используется вольфрамовый электрод с защитным газом. Стержень считается «неплавящимся».
Сварщик должен затачивать его перед применением, чтобы дуга была стабильной, а шов получался ровным.
Вольфрамовый электрод закрепляется в горелке по центру сопла. По краям горелки находятся отверстия, через которые подаётся защитный газ. Для этого применяемого аргон. Он защищает место сваривания образования оксидной плёнки.Дополнительно нужно использовать присадочную проволоку. Желательно, чтобы она была изготовлена из того материала, который нужно сварить.
История появления
Сварка известна человечеству не одно десятилетие. Впервые идея того, что можно соединять металлические детали во время сильного нагревания, появилась в начале 20 века. Над созданием подобного оборудования задумался Чарльз Л. Коффин — американский инженер. Однако первые образцы не позволяют использовать аппарат в промышленных условиях, сваривать сплавы металлов.
Впервые неплавящийся электрод из вольфрама и защитный газ (инертный гелий) были протестированы в 40-х годах 20 века. С помощью этой технологии удалось соединить алюминий, магний, никель. Метод стал популярен в самолёто- и ракетостроении, а потом получил популярность среди других направлений промышленности.
Преимущества и недостатки
Любой технологический процесс обладает сильными и слабыми сторонами. Преимущества аргоновой сварки TIG:
- Благодаря использованию защитного газа шов равномерным, без поров, трещин, пустот.Аргон защитная поверхность оксидной плёнки, образующейся при реагии горячего металла с кислородом.
- Уменьшаются внутренние напряжения, образующиеся во время сваривания без защитного газа.
- Металл не разбрызгивается.
- После сваривания изделия не нуждаются в дополнительной обработке.
- ТИГ сваркой можно соединять большинство известных металлов, сплавов.
- Достаточно попробовать поработать оборудование 2–3 раза, чтобы освоить навык создания качественных, красивых швов.
Недостатки TIG сварки:
- Используя оборудование на открытом воздухе, нужно закрывать место соединения от ветра. Потоки воздуха сбивают направления движения защитного газа, плохоают качество шва.
- Нужно тщательно подготавливать рабочую поверхность.
- Нельзя выбирать острый угол наклона горелки относительно заготовки. Это осложняет рабочий процесс.
- На месте, где зажигается электрическая дуга, остаётся отметка, которую нужно счистить.
Учитывая недостатки ТИГ оборудования, можно подготовиться к дополнительным сложностям во время эксплуатации сварки.
Применение
Система позволяет соединить множество металлов и сплавов на основе, используя ее в различных направлениях промышленности:
- Автомобилестроение, изготовление деталей для промышленного оборудования.
- Космическая промышленность.
- Строение кораблей, самолётов.
- Изготовление медицинских инструментов.
- Строительство, создание электроинструментов.
Часто ТИГ технология методов в домашних условиях. С помощью аппаратов с вольфрамовыми электродами заваривают детали кузова автомобилей, чинят радиаторы.
Режимы
ТИГ оборудование работает с помощью однополярного или переменного тока. Каждый из отдельных режимов ТИГ сварки для разных материалов.
Постоянный ток
Оборудование, работающее на постоянном токе, обладает определенными преимуществами.К ним относ:
- Увеличивается экономичность рабочего процесса.
- Можно проваривать детали на большую глубину. Шов получается узки, но глубоким.
- Возрастает скорость сварочного процесса.
Минус подаётся на вольфрамовый электрод, плюс идёт на обрабатываемую деталь. Оборудование, работающее на постоянном токе, подходит для соединения легирующих сталей, нержавейки.
Переменный ток
Оборудование, во время работы которого происходит автоматическая смена минуса и плюса.При увеличении обратной полярности поверхность эффективнее очищается от оксидной пленки.
Оборудование
Проводить сварочный процесс с защитным газом, неплавящимся вольфрамовым электродом можно с помощью обычного инвертора с горелкой, которая может подавать газ. Однако существует два вида специализированного инструмента:
- Инвертор TIG. Дополняется блоком, может вырабатывать прямой или переменный ток. Благодаря этому увеличивается функционал аппарата.Даёт возможность работать со сталями, алюминием, сплавми.
- Сварочные выпрямители. Аппарат преобразует переменный ток в постоянный. Является профессиональным аппаратом.
Оборудование и расходные материалы нужно выбирать зависимо от того, какой металл или сплав будет обрабатываться.
Алгоритм сборки сварочного аппарата
После покупки установки, расходных материалов, соединительных элементов нужно собрать детали и механизмы вместе.Этапы сборки:
- Соединить осциллятор с инвертором.
- Провод, отвечающий за массу, закрепить на клемме, отмеченным значком плюса.
- Провод, который соединён с горелкой, нужно подключить к клемме со значком минуса.
- На рукав, через который будет проводиться поток газа, закрепить горелку.
- Подготовить баллон с аргоном. Накрутить редуктор.
- Рукав, подающий газ, закрепить на редукторе.
- Инвертор подключения к общей сети — 220 В.Осциллятор должен питаться от блока питания, вырабатывающего 6 В.
Чтобы не ошибиться при подключении элементов, можно посмотреть схемы и обучающее видео. После сборки необходимо провести настройку аппарата. От этого будет зависеть качество проводимых работ.
Техника сваривания
Процесс сварки своими руками требует предварительной настройки аппарата. Для этого сварщику нужно выполнить ряд действий:
- При использовании неплавящихся вольфрамовых электродов их необходимо заранее подготовить.Рабочий стержень нужно заточить с помощью надфиля.
- После заточки электрода его нужно установить на горелку. Для этого используется цанговый зажим.
- Открыть вентиль на баллоне с аргоном. С помощью редуктора установить рабочий расход газа. Оптимальный показатель — 13 л / мин.
- Массу закрепить на обрабатываемой заготовке или металлическом рабочем столе.
- Включить осциллятор. Горелку поднести к поверхности металла.
- После нажатия кнопки включения появится искра.Открыть подачу газа на горелке.
Расстояние между окончанием электрода и рабочей поверхности должно быть не менее 3 мм. Вести заострённую часть можно по-разному.
Если расстояние увеличивать между вольфрамовым наконечником и металлом, шов будет получаться широким, а глубина проварки уменьшится. При соединении тонких заготовок нужно делать горелкой справа налево.
Чтобы сделать основной шов, нужно вести электрод ровно. Угловые стыки соединяются под углом 45 градусов.
ТИГ используется для соединения металлов и сплавов на их основе. Защитный газ, применяемый во время проведения работ, не даёт оксидной плёнке. Важно правильно настроить оборудование, затачивать неплавящийся электрод перед работой, удерживать дугу на одном расстоянии от заготовки.
Тиг сварка для начинающих Что такое ТИГ сварка и где она применяется? Ссылка на основную публикацию
Источник: https: // metalloy.ru / обработка / сварка / тиг
Тиг сварка в среде аргона: технология аргонодуговой сварки неплавящимся электродом
В мире современной сварки множество самых разнообразных методов — как старых, так и самых новых. Но среди всех технологий выделяется одна — TIG или тиг сварка. Область ее применения самая широкая: от кустарных сервисных мастерских для ремонта автомобилей до крупных производственных объектов со сложнейшими технологическими циклами.
Данный способ годится и для производства тонких швов, и для работы с массивными деталями с толстыми кромками.Предлагаем разобраться с TIG с его особенностями, методами, преимуществами и недостатками.
Что это за метод в принципе
Для начала разберемся с аббревиатурой TIG, которая как раз и используется метод: в переводе с английского это не что тип как «вольфрам и инертный газ». Иными словами, это горение электрической дуги в инертном газе.
Уход за ним заключается в периодической заточке кончика для точности и тонкости образования сварочного шва.Вольфрамовый наконечник зафиксирован в специальной горелке и расположен в цанге. Если электрод длиннее, чем нужно, лишняя длина размещается в специальном корпусе, чтобы не произошло короткое замыкание.
Технология сварки с использованием инертного газа.
В роли инертного газа чаще всего используется аргон, поэтому вся сварка называется аргонодуговая сварка плавящимся электродом. Аргон предлагает по окружности, в центре которой расположен электрод, расположенный в керамическом сопле на конце горелки.
Без инертного газа ничего не хорошего выйдет, в этом случае в сварочной ванну попадает кислород с выделением водорода, что приводит к высокой пористости сварочного шва и кристаллизации металла при затвердевании. Аргон как инертный газовый процесс от нежелательных явлений. Подача газа запускается кнопкой на горелке.
Использование дуги кромки соединяемых металлических заготовок начинает плавиться при зажженной дуге. Если между поверхностями есть зазор, нужно использовать дополнительную дополнительную проволоку, которую сварщик подает просто свободной рукой.
Если же соединяемые детали соприкасаются поверх вплотную, для формирования качественного шва вполне достаточно самого металла.
Применение и преимущества технологии TIG
Cварка в среде аргона широко используется высокая температура горения электрической дуги. Данный факт делает этот метод приемлемым как для работ с углеродистой сталью, так и для работ с различными и весьма капризными цветными металлами: алюминием, медью, титаном и другими металлами.
Нержавеющая сталь также отлично варится методом TIG: швы формируются очень качественными и эстетичными. Метод тиг не требует очистки шва от шлака после рабочего процесса.
Работа с алюминием заслуживает отдельного упоминания. Этот очень капризный металл без аргона варить практически невозможно. Проблема в оксидной пленке, которая мгновенно образуется и не формируется сварочной ванне и, соответственно, сварочному шву.
Схема сварки в среде инертного газа.
аргону, создающая защитную среду, алюминий плавится очень равномерно, и шов формируется правильно и ровно. Используется дополнительная присадочная проволока, которая должна быть из того же металла, что и соединяемые детали.
Области применения аргоновой последовательности следующих:
- все виды машиностроения;
- автомастерские;
- пищевая промышленность;
- нефтеперерабатывающая и химическая промышленность и многие другие.
Тиг сварки немало преимуществ в сравнении с другими видами:
- точная компактная локализация прогрева заготовки, что минимизирует риск деформации;
- полная свобода сварочной ванны от кислорода в результате вытеснения его аргоном, который тяжелее кислорода;
- отличная скорость сварки тиг;
- простота в исполнении и несложное обучение методу;
- шов высокого качества;
- широкая палитра металлов для работ;
- грамотная экология: меньше выбросов в атмосферу.
Порядок работы и ее параметры
Прежде всего следует хорошенько очистить свариваемые кромки от ржавчины, грязи, следов масла или краски. Затем нужно обдумать и рассчитать следующие параметры: значение сварочного тока, давление аргона при его подаче, толщину электрода.
Устройство горелки для аргонодуговой сварки.
Сила сварочного тока влияет на параметры шва и глубину проплавки. Розжиг электрической дуги можно произвести способами:
- Провести иглой по металлу: данный способ часто происходит прилипание электрода в дополнение к его быстрому стачиванию.
- Точечно коснуться, это называется Lift TIG и используется в аппаратах средней ценовой категории.
- Бесконтактный розжиг — самый удобный способ, применяемый в дорогом оборудовании.
Дуга также ведет себя по-разному, в зависимости от планируемого результата. Для того, чтобы сварочный шов был высокого качества, следует держать точный зазор между свариваемой поверхностью и иглой наконечника в три миллиметра.
Если зазор будет шире, степень проплавки снизится из-за расширения сварочной ванны.Направление формирования шва всегда идет справа налево без каких-либо колебаний. Такие правила работают при работе с тонкими краями металлов.
Если вы планируете варить толстые заготовки, сначала нужно произвести раздел кромок с углом в 45 °. Швы выполняются по-разному: основной шов — ровно, а заполняющий и накладной швы — с помощью колебательных движений с дополнительной присадочной проволокой.
Если соединение имеет стыковую форму, вылет иглы должен составлять 5 мм.Ну а если соединение имеет угловой формат, размеры устанавливаются индивидуально в зависимости от размера выходного отверстия сопла и степени доступности в рабочей зоне.
Особенности и недостатки метода TIG
Ручная аргонодуговая сварка относится к универсальной технологии со множеством преимуществ. Тем не менее имеются данные, и о них нужно знать и помнить.
Как выполняется TIG сварка?
Минусы аргонодуговой следующего следующего:
- Работать с аргоном практически невозможно на улице при ветреной погоде: аргон полностью вытесняется ветром.Можно, конечно, выставлять защитные щиты с одновременным направлением аргона, но такое решение нельзя назвать и эффективным экономным.
- Работа с плавящимся электродом в облаке аргона имеет жесткое требование по предварительной подготовке поверхностей — тщательной зачистке кромки от ржавчины, масла и краски. Если этого не сделать, в сварочных швах надежно здоровенные поры.
- Структура горелки с колпачком и соплом может привести к затруднениям в ведении шва в местах с трудным доступом.Чаще всего такое встречается при угловых соединениях или во время работы в малом пространстве. Решения по поводу какого-либо заболевания, либо перестановка колпачка с обрезкой вольфрамового электрода.
- Вариант способа TIG Lift включает риск следа на поверхности из-за розжига вне рабочей зоны. В этом случае понадобится специальная зачистка.
Для выполнения тиг метода необходимо определенное оборудование.
Сборка горелки для TIG сварки.
Комплект нужных вещей включает в себя следующее:
- сварочный аппарат с поддержкой разных режимов;
- баллон с аргоном или другим инертным газом;
- редуктор и кабель;
- газовая горелка в одной из двух версий: №1 для работ с металлами с тонкой кромкой, №2 для работ с металлами с большей толщиной.
Источник: https://tutsvarka.ru/vidy/tig-svarka-v-srede-argona
Сварка методом TIG
Без сварочных работ трудно себе представить авиацию, космос, машиностроение и строительство, востребована сварка и в быту.
Самые разнообразные способы соединения металлов и их сплавов широко используются в настоящее время, и отдельное место здесь занимает недорогой, но эффективный метод TIG-сварки. Мы проведём обзор способов работы, технологий и металлов, которые свариваются этим методом.
Отдельное внимание следует уделить аппаратуре, оборудованию и расходным материалам, а также принципы работы в среде защитного инертного газа.
Преимущества и недостатки аргонодуговой сварки
Одним из методов сварки металлов является ММА, при котором работа производится плавящимися покрытыми электродами, переменным или постоянным (AC / DC) выходным током.Кроме того, широко используется полуавтоматическая сварка MIG / MAG в среде защитного или активного газа.
Следующей, промежуточной по ценовой категории, является TIG сварка, которую иначе называют аргонодуговым методом.
В нём процесс сварки металлов дугой короткого замыкания происходит неплавким вольфрамовым электродом в среде защитного газа, препятствующим окислению на открытом воздухе.
В качестве источника АС / DC-тока используется сварочный инвертор, оснащенный евроразъёмом, через который подаётся газ и выходной ток к горелке, а также проходят управляющие сигналы.
В отличие от метода MIG, где электродом служит подвижная проволока, в сварке TIG используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Через горелку с сеткой подаётся газ, а затем с задержкой в 1 секунду — напряжение.
Это делается для того, чтобы сварка начиналась в среде защитного газа, который подаётся под давлением и препятствует окислению заготовок.
Лучше понять, что такое TIG-сварка, поможет оценить достоинств и недостатков данного соединения металлов, особенно в сравнении с методами MMA и MIG.К преимуществу аргонодуговой связи следующих параметров:
- возможность работать как с тонкостенными деталями, так и с заготовками толщины;
- работа в AC / DC-режимах;
- широкие диапазоны регулировки параметров сварочного тока;
- использование негорючих газов, что повышает безопасность работ;
- тугоплавкие электроды многоразового использования;
- надёжный, цанговый зажимки для сменных электродов различной толщины;
- наличие осциллятора для улучшенного розжига дуги;
- возможность работы с прямой и обратной полярностью.
У этого метода есть и определенные недостатки, которые не имеют существенного влияния на рабочий процесс. Они заключаются в следующем:
- невысокая скорость сварки по сравнению с другими методами;
- необходимость работы в закрытых помещениях, чтобы исключить перерасход газа;
- малая мобильность;
- ручная подача сварочной проволоки.
Состав оборудования и область применения сварки TIG
Каждый вид сварки имеет свое предназначение, преимущества и недостатки, а также набор необходимого оборудования и расходных материалов для качественного поведения работ с наилучшим результатом.В перечень оборудования для сварки TIG входят следующие компоненты:
- инвертор ММА + TIG с переходником для газовой смеси и евроразъёмом, с регулировкой выходных параметров, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, использование для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с кнопкой управления и цанговым зажимом врамового электрода;
- сварочная или присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ или его смесь с СО2 для создания защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.
Сварка тиглей в промышленности, строительстве и бытовых нуждах. Большие возможности позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:
- конструкционные и углеродные стали;
- различных сплавов алюминия;
- нержавеющую, в том числе для санитарно-гигиенических и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, а также их сочетания;
- оцинкованный металл и никелированные поверхности.
Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его проверять, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ.
Режимы работы и технология сварки TIG
Металлы и сплавы в зависимости от физико-химических свойств свариваются в разных режимах работы источника тока. Причиной этой является тугоплавкость окисной плёнки или толщины заготовок.На разнообразных режимах сварки достигается необходимая глубина провара применительно к конкретному задаче и определенному металлу. Методу ТИГ доступны следующие режимы работ:
- способ с применением постоянного тока (DC) различной полярности;
- работа на переменном выходном, высокочастотном токе (AC) с использованием различных вольтамперных характеристик для воздействия на детали;
- способ бесконтактного высоковольтного розжига дуги с помощью осциллятора, формирующего разряд.
Постоянный ток используется при сварке сплавов алюминия и магния с обратной полярностью, что обеспечивает хорошие прочностные характеристики шва и позволяет разрушить тугоплавкую оксидную плёнку на поверхности заготовок.
Используется соответствующие сварочные прутки, которые подаются в зоне плавления ручным движением.
Остальные виды металлов свариваются постоянным током полярности с присадочной проволокой и подбором силы тока.
Работа с использованием переменного тока импульсной сваркой, разогрев металла происходит на пиковых значениях высокочастотных колебаний.
При базовых показаниях силы нагрева заготовок снижается, что не допускает перегрева (особенно тонкостенного) металла.
Тугоплавкий электрод необходимо держать под углом, близким к 90о, но с наклоном в сторону направления сварочного процесса без поперечного движения, а пруток подавать лёгкими колебательными колебаниями в сварочную ванночку.
Осциллятор путём подачи на заготовки высоковольтного слаботочного напряжения позволяет осуществить розжиг дуги бесконтактным способом, что предотвращает загрязнение рабочей поверхности.
Что касается инертного аргона, то он выпускается высшей и первой степени очистки и часто используется в смесях с гелием.
Это сочетание позволяет достичь наилучшего результата, но иногда аргон используется в смесях с углекислым газом для экономии.
Заключение
Мы постарались максимально подробно рассказать о ТИГ-сварке и ее применении при работе с различными металлами и в режимах постоянного и переменного тока.Метод требует затрат и установленной квалификации, но дает универсальный способ соединения самых разнообразных деталей и возможности ремонта металлоизделий разной толщины.
Источник: https://electrod.biz/vidy/svarka-metodom-tig.html
TIG сварка: что это такое, как работает, где применяются, ее преимущества и недостатки
Одним из самых распространенных видов сварки является аргонодуговая, иначе TIG, сварка. Любимая профессионалами сварочного дела, она классифицируется как крупных, так и на малых производствах (к примеру, в автосервисах).
Причиной того — многофункциональность данного метода. Представляется возможным как сформировать качественный сварочный шов, так и хорошо сплавить детали большой толщины.
Аргонодуговая сварка легко справляется с алюминием, медью и нержавейкой. Однако есть особенности, на которые надо обращать внимание при работе с этой методикой.
Плюсы и минусы TIG сварки, точная технология выполнения сварки, оснащение — все эти аспекты мы раскроем в статье для вас.
Что из себя представляет эта технология
Аббревиатура TIG происходит от Tungsten-Inertgasschweißen и примерно переводится как «вольфрам-защитный инертный газ» (tungsten — англ. «Вольфрам», Inertgasschweißen — нем. «Инертный газ»).
Название определяет технологию, при которой используется вольфрам и защитные газы.
Главный элемент аргонодуговой сварки — это вольфрамовый электрод, точнее, вольфрамовый электрод. Применимый ко всем металлам: это позволяет его температура плавления около 3500 C.
«Плавление» в этом случае является номинальным. Вольфрамовый электрод причисляют к таким, что не плавятся, что не плавится, это время от времени его нужно привести в действие для стабилизации и легкого дуги.
. Вы можете не переживать длину используемой электрода, так как остальная длина используется под специальным футляром.
К горелке прикреплено сопло (коническая трубка), где закреплен электрод. Посредством кнопки со всех сторонки горелки защитный газ.
Как правило, таким газом является аргон, поскольку при использовании другого газа проникает в сварочную ванну. В итоге выйдет низкокачественный шов: сплав получится пористый и ненадежный, возможно появление расколов и трещин.
Аргон же средство предотвращения подобных проблем.
В начале работы сначала нужно зажечь дугу, которая расплавит заранее разделенные детали. Поставьте край настолько близко к другу, насколько это возможно. Это позволит сформировать устойчивый, непроницаемый шов.
Если нужен надежный шов, предназначенный для тяжелых нагрузок, воспользуйтесь возможностью присадочной проволокой при сваривании.
Берите присадочную проволоку и детали, которые вы будете приваривать, из одинакового материала. Новичкам это дает легко справиться с проблемной сваркой алюминия.
Высокая температура образования на поверхности этого металла окисной пленки, что мешает качественному свариванию. Иногда это просто не позволяет сформироваться сварочной ванне и шву.
Во время аргонодуговой сварки таких трудностей не возникает, потому что пленка газа не возникает из-за защитного.
Где требуется сварка tig?
Еще одна причина аргоновой сварки заключается в высокой температуре горения дуги. TIG разрешает сваривать углеродистую сталь и металл, сохраняя качество шва.
Для этого подходят чугун, титан, алюминий, остальные металлы. Очень хорошо сваривается нержавеющая сталь — формируется высокопробный шов.При этом не требуется его очистка.
Предприятия больших автоконцернов, пищевкусовые фабрики, химическая и нефтеперерабатывающая сфера, автосервисы — производства всех этих областей нуждаются сварке TIG.
ДОСТОИНСТВА
Кроме тех, что мы уже назвали, имеются еще некоторые плюсы TIG, о которых важно сказать. Они существуют за счет ключевых технологий — вольфрамового стержня и инертного газа.
- Получение небольшой деформации деталей при высокой температуре из-за узкой области прогрева.
- Невозможность попадания воздуха в сварочную зону, поскольку аргон имеет больший вес, чем кислород.
- Нетрудоемкий процесс, которому легко обучиться. Такой сваркой может заниматься любитель или даже новичок.
- Сварочный шов в результате выходит аккуратный, ровный и не нуждается в очистке и другом механическом вмешательстве.
- Возможность иметь дело трудными металлами, например, с алюминием.
- Производит менее пагубное воздействие на окружающую среду.
НЕДОСТАТКИ
Также своим долгом рассказать вам и о минусах TIG технологии.
- Ветреная погода может разрушить все ваши планы на сварку, ведь газ будет выдуваться из сварной зоны (однако вы можете установить щиты для защиты, однако будет тратиться больше газа).
- Необходима скрупулезная подготовка металлических поверхностей перед сваркой. Детали должны быть очищены, не иметь масляных, грязных и жирных следов. Без этого обязательного описания низкое качество сварочного шва.
- Механизм горелки не дает легко сварить детали в малодоступных диаграммах. Вы можете сделать больше вылет стержня или уменьшить электрод, однако может произойти перегрев или другие проблемы.
- Если вы не опытны в деле сварки TIG, поджигание дуги внешней сварной области может привести к образованию следов.
Нюансы tig сварки
Большое значение для сварки TIG имеет правильный подобранный режим. Это связано с тем, какой вы будете использовать напрямую.Об этих нюансах мы расскажем позже, а сейчас поговорим о подготовке металла.
Сперва необходима очистка краев от пятен масла, краски, от грязи или ржавчины. Не стоит пренебрегать этим, даже если вы думаете, что очистка не нужна. Следующий этап — это выбор силы тока. Значение этого показателя влияет на то, степень плавления металла.
Для вас мы подобрали таблицу с рекомендованными значениями силы тока для разных толщин металла и диаметров электрода.
После этого выбирается тип полярности.Для постоянного током берется прямая полярность, а для сварки — обратная.
Важно приступать к работе с хорошо заточенным, отполированным электродом. Для сварки тонких деталей, використовуйте остро заточенный электрод. В других случаях угол заточенности электрода может изменяться в зависимости от толщины металла.
Есть пара способов поджигания дуги. Вы можете словно спичкой по коробку, чиркнуть электродом по деталям, использовать опцию подъема TIG, которая облегчает этот процесс или вообще способ бесконтактного зажигания.
- Мы советуем вам прибегать к использованию последнего метода, хотя он имеется только в профессиональных дорогих инструментах.
- Когда вы захотите освоить навыки сварки на уровне мастера или профессионала, будет необходимо иметь специальное оборудование.
- Имеются какие режимы в сварочном инструменте, есть ли кабель для крепления на массу, газовый баллон, редуктор.
Выясните тип горелки вашего аппарата. Их всего два: для металлов до 3 мм и для всех других.Первый удобен тем, что из-за своей небольшой мощности, может быстро охладевать.
Горелки для металлов толще 3 мм требуют наличия вспомогательных систем охлаждения. Как, к примеру, система жидкостного охлаждения.
В аппарате находится трубка, которая подает холодную воду и спирт. Спирт — чтобы вода не замерзала, если система какое-то время не используется в действии.
ПОДВЕДЁМ ИТОГИ
TIG сварка — перспективна и актуальна, разрешает за счет наличию вольфрамового электрода и присадочной проволоки сваривать разные виды металлов.
Вы можете легко и добросовестно сваривать титан, алюминий, чугун, медь, не затрачивая время на трудности, вызываемые характеристиками каждого металла.
Аргоновой сварке от предпочтение многие мастера этого дела. Она важна для обратной деятельности, что приводит к нужде профессионалов сварочного производства.
Следуйте нашим советам и у вас преуспеть в этом деле. Однако желаем вам не останавливаться на достигнутом и ставить новые цели.Удачи вам в ваших начинаниях!
Источник: https://prosvarku.info/tehnika-svarki/tig-svarka
TIG-сварка: описание метода, особенности плюсы и минусы такого способа соединения
Благодаря внедрению электрической дуги в инертный газ, появилась возможность соединять сложные металлы, например, магний с алюминием. При стандартной сварке, из-за воздействия кислорода, шов со временем приобретал пористую поверхность и начинал покрываться шлаком. В TIG-сварке этот недостаток отсутствует, поэтому данный метод получил огромную популярность в современном мире, но особенно в аэрокосмической отрасли.
Общие данные
Аббревиатура TIG расшифровывается как аргонодуговая сварка . То есть это метод соединения объектов с применением вольфрамового неплавящегося электрода, помещённого в инертный газ, оберегающего свариваемые поверхности. Однако стоит сказать, что в ФРГ использовать аббревиатуру WIG, а в Австрии — GTA. Тем не менее всё это аналоги TIG, поэтому не стоит задумываться, при подобных встречах обозначений.
Когда сварщик начинает работу, в ручном или автоматическом режиме подаётся присадочная проволока.Как было сказано выше, TIG — это аргонодуговой метод сварки. Но с тем же успехом, вместо аргона можно использовать гелий или азот. Просто именно такая расшифровка закрепилась в умах людей.
Использование в TIG-сварке газовой смеси обосновывается тем, что вес аргона больше массы кислорода , и при контакте этих элементов друг с другом не возникает взрывоопасной ситуации. Поэтому такой метод более безопасен и удобен. Исходя из вышесказанного, стоит использовать преимущества этого метода:
- Безопасность.
- Аккуратный шов.
- Отсутствие «брызг» во время работы.
- Простое управление дуги.
- Хорошее соединение узких деталей.
Но вместе с тем у TIG-сварки имеется и ряд недостатков:
- Требование наличия газового баллона.
- Невысокая производительность.
- Высокие требования к мастерству сварщика.
Особенности сварки
Как и в любой другой вид, TIG-сварка имеет свои особенности, следует учитывать до и во время работы.Для простоты восприятия наиболее важные моменты вынесены в отдельный список:
- Перед работой металл необходимо зачистить и обезжирить.
- При работе чаще всего используют подключение к «минусу».
- Сварка алюминия (в т. Ч. И его сплавов) должна производиться переменным током.
- Чем больше диаметр электрода, тем выше должна быть сила тока. Однако не следует устанавливать запредельные значения, т. к. этот компонент вполне может расплавиться.
- Напряжение дуги соответствует ей длине.Тем не менее новичкам рекомендуется работать на короткой дуге.
- Кончик электрода при TIG-сварки стыковых соединений должен выпирать на 3-5 мм. Однако если соединение создается тавровым (или угловым) методом, вылет должен быть равен 5-8 мм.
- Распределение газа по сечению сопла должно быть равномерным.
- Подаваемый газ (например, аргон или гелий) влияет на жёсткость струи.
- При TIG-сварке электрод должен двигаться справа налево вдоль оси шва.
Как видно, этот вид сварки имеет немало исправлений.По этой причине он не подходит для новичков.
Распространённые ошибки при работе
Несмотря на отличные характеристики, у многих пользователей устанавливают проблемы во время работы. Сюда можно отнести следующие моменты:
- Быстрое сгорание электрода.
- Шов неправильного цвета или его поверхность слишком пористая.
- Нестабильность сварной дуги.
- Попадание в шов вольфрама.
- На поверхности сопла пыль или жёлтый дым.
Если при TIG-сварке электрод сгорает слишком быстро, возможно, причина в недостатке поступающего газа (стандартный расход — 7-10 л / мин). Кроме того, причины неисправности могут скрываться в неправильном подключении электрода, использование электрода без присадок или диаметр электрода не соответствует уровню тока.
Также случается, что при TIG-сварке шов имеет неправильный цвет или слишком пористую поверхность. Как правило, причины этих неисправностей :
- Образование конденсата на металле (высушить изделие или протереть сухой тряпкой).
- Недостаток газа (расход должен быть от 7 до 10 л / мин).
- Неисправность шланга или неплотное его подключение к горелке.
- Загрязнение самого металла (почистить изделие от жира, грязи, масла и т. Д.).
- Неподходящий присадочный материал.
Нестабильная сварная дуга . У этой проблемы также есть несколько причин:
- Загрязнение свариваемого металла (достаточно просто почистить его).
- Загрязнение электрода (этот элемент нужно очистить от грязи, а затем переточить).
- Нарушение полярности (подключать электрод необходимо к «минусу»).
- Отсутствие подготовки электрода к работе (необходимо затупить или закруглить этот компонент).
Довольно при выполнении TIG-сварки часто происходит загрязнение шва вольфрамом. В большинстве случаев это происходит из-за касания электродом сварочной ванны. В таком случае его необходимо держать выше. Ещё одна причина — плавление электрода в сварочную ванну. Если это случилось, рекомендуется легитированный электрод.
Иногда во время TIG-сварки образует жёлтый дым и электрод меняет цвет . Причина кроется в слишком быстром отключении газа. Поступление газа при TIG-сварке следует прекратить лишь спустя 10 секунд после гашения дуги.
Области применения
Как было сказано выше, этот вид сварки получил огромное признание в аэрокосмической отрасли. Помимо вышеперечисленных преимуществ, популярность также объясняется тем, что с помощью TIG-сварки можно соединить самые разнообразные металлы .Например, нержавеющие виды стали, различные титановые сплавы, медные, латунные изделия и т. д.
Помимо данной отрасли, эта разновидность соединений металлов также используется при изготовлении велосипедов. Дело в том, что она отлично подходит для соединения тонких деталей из алюминиевых металлов. Поэтому её применяют для соединения тонкостенных трубок, которые устанавливаются на велосипеды.
Несмотря на сложность сварки, её часто используют в бытовых условиях.Например, для монтажа нестандартного кондиционера в автомобиле, заделывания трещин и дыр в радиаторе и т. д. Высокую распространённость данного метода обеспечили самодельные сварочные установки , которые изготавливаются из подручных средств.
Вообще, TIG-сварка — очень примечательный метод соединения деталей. Хорошее качество шва, устойчивость к негативным воздействиям и высокая безопасность при работе, придают ему огромную популярность. Однако несмотря на плюсы, для использования TIG-сварки потребуются определенные навыки.
- Фёдор Ильич Артёмов
- Распечатать
Источник: https://stanok.guru/metalloobrabotka/svarka/chto-takoe-tig-svarka-i-kakovy-osobennosti-etogo-metoda.html
Особенности и преимущества TIG-сварки
Среди современных видов надежного соединения металлических конструкций выделяется метод сварки TIG, который используется в машиностроении, при ремонте автомобилей СТО, а также на многих других предприятиях, когда нужно сварить детали разной конфигурации.После такого воздействия остаются аккуратные швы, которые не портят внешний облик изделия, но сохраняют его прочность.
Общая информация
Сварка TIG — это ручной вид сваривания деталей, при котором используется неплавящийся электрод из вольфрама, защиту чистого аргон .
Аббревиатура расшифровывается просто вольфрам плюс защитный инертный газ, а вот что это такое тиг сварка, надо объяснить более подробно.
Главную роль играет электрод из вольфрама с большим температурным плавлением, поэтому во время работы он практически не изменяет свою конфигурацию.
Вольфрамовый стержень закрепляется в центре сопла, из которого выходит аргон, защищающий место сварки от окисления. Сварочная дуга оплавляет металл кромок деталей, прочадочную проволоку, формирует шов. Применяя такой вид сварки, новички успешно соединяют детали из алюминия, который трудно поддается такому виду обработки из-за особого строения поверхности.
Инертный газ надежно защитит расплавленный металл от возможного окисления, так как инертный газ надежно работает на производстве, используя опыт работы в соединении цветных металлов.
Применение на производстве
Такой прогрессивный вид сварки получил широкое использование из-за большой температуры дуги, позволяющей качественное соединение углеродистых сталей и цветных металлов.
Исполнитель может с одинаковой уверенностью обрабатывать изделия из алюминия и их сплавов, варить тугоплавкие металлы .
При сварке конструкций из нержавеющей стали получаются эстетичного вида шовные соединения, которые не требуют дополнительной обработки.
Автомобильные концерны, производители ракетно-авиационной техники, пищевая и нефтеперерабатывающая промышленность — все предложения в приобретении аналогичного оборудования из-за его надежности и качества сварки.
Преимущества и минусы
ТИГ сварка имеет в своем арсенале множество достоинств:
- При нагревании металл деформируется минимально.
- Аргон намного тяжелее молекулы кислорода, поэтому он вытесняет их из сварочной ванны, не допуская окисления.
- Все виды выполнить работ нетрудно, исполнитель, даже не имея большого опыта, быстро справляется с поставленной задачей.
- Шов получается ровным и аккуратным, не требуется последующая обработка.
- Легко соединяются тугоплавкие металлы и алюминиевые конструкции, считающиеся на производстве проблемными.
- Минимальное негативное воздействие на экологию окружающей среды.
Сварка TIG имеет ряд негативных свойств:
.- на открытом воздухе при порывах ветра ее невозможно применить, так как инертный газ выдувается из сварочной ванны;
- требуется тщательная предварительная подготовка кромок деталей;
- проблемы сварки в труднодоступных местах из-за конструкции горелки.
Новички часто задают вопрос — что это за название TIG-лифт, эта функция поджога дуги, когда электрод касается металла, а затем отводится на нужное для качественной сварки расстояние . В момент отведения возбуждается сварочная дуга, но на поверхности остается след, который нужно зачистить после окончания работ.
Технология выполнения
Перед началом работы надо зачистить свариваемые стыки, так как посторонние примеси могут нарушить целостность шва, негативно влияя на качество.
Для выбора силы тока существуют специальные таблицы, которые для удобства использования размещают на лицевой стороне аппаратов. Оптимальная длина сварочной дуги не более трех и не менее полутора миллиметров. При сварке методом встык ее выход не более 5 мм, а при соединении угловых конструкций — до 8 мм.
Как варить TIG сваркой
Выбирая правильный режим, сварщик уже имеет 50% успеха в прочном соединении конструкции . В таблице представлены варианты подборки диаметра электрода и силы тока, которые зависят от толщины соединяемых деталей.
| Толщина заготовки, мм | Величина тока, ампер | Размер электрода, мм |
| 1 | 44–56 | 1,5 |
| 2 | 79–91 | 2,0 |
| 3 | 121–150 | 3,2 |
| 4 | 165–190 | 5,0 |
Затем установить вариант полярности: прямую при постоянном токе и обратную при переменном его значении.На качество и скорость сварки влияет острота заточки, а ее угол меняется для соединения толстых металлов.
Чтобы активировать дугу сварщик проводит прутком по поверхности конструкции (принцип зажигания спичек) или используется TIG-лифт. Бесконтактный вариант возбуждения возможен только при эксплуатации аналогичного типа оборудования.
Особенности комплектации
Она довольно простая: нужен аппарат, для подключения массы и горелки — прочные шланги, редуктор, обеспечивающий регулировку давления защитного газа, установливается на газовый баллон.Горелки используются двух видов:
- №1 — металлы толщиной не более 3 мм.
- №2 — для более толстых конструкций.
Величина тока при первом варианте не столь большая, поэтому корпус быстро остывает естественным способом, второй вариант — применяется их водяное охлаждение: смесь спирта-этанола и дистиллированной воды циркулирует от аппарата к горелке, охлаждая шланг и корпус, а также защищая в минусовую погоду от переохлаждения.
Правильное использование инвертора
При аргонной сварке из инвертора своими руками, новичкам полезно узнать некоторые нюансы: вначале настроить аппарат на силу тока, подключить шланги .Значение имеет вид подключаемого тока, после этого надо отрегулировать подачу газа, сверяясь с таблицей, представленной ниже.
| Расход газа, л / мин | Металлы |
| 15–20 | алюминий |
| 10–12 | медь |
| 6–8 | низколегированная сталь |
| 12–14 | сплавы магния |
| 10–12 | никелевые сплавы |
Теперь можно активировать дугу и начинать сварку, добавляя присадочную проволоку для улучшения качества сварки.
Делаем аппарат в домашних условиях
Простой способ — это использовать уже обычный инвертор MMA с подходом для включения, но надо его доработать и перенастроить . В результате вы получите инверторный агрегат, который позволяет сварку металла с подключением любого вида тока. Потребуется комплект шлангов для подключения горелки заводского изготовления, осциллятор и блок подачи тока.
Второй вариант предусматривает изготовление всех компонентов схемы собственноручно — это снижает денежные затраты, но от исполнителя требуются знания и высокие навыки в сборке, изготовлении сложных плат и деталей, а также много свободного времени.
Функциональные режимы
Постоянный ток
К электроду подключают минус, а к конструкции плюс, это позволяет:
- увеличить скорость процесса;
- сварочная ванна получается узкая и глубокая;
- повышать срок эксплуатации неплавящихся электродов.
Аналогичный режим применяют для сварки нержавеющих и высоколегированных сталей.
Переменный ток
Такое подключение позволяет менять полярность в процессе соединения металлов, тем самым разрушая окисную пленку.При этом производят такие регулировки:
- Повышая обратной полярности, улучшитель улучшку поверхности металла от окисления;
- подача минуса увеличивает проплавку металла и оптимальную глубину сварочной ванны.
Процесс используется для тугоплавких сплавов и цветных металлов.
Электроды и их характеристики
При TIG сварке применяются стержни, состоящие на 99% из прочного вольфрама , разные добавки способствуют улучшению шовного соединения.Например, WC-20 содержат оксиды церия, эксплуатируются на малых значениях постоянного тока, дуга легко активируется, такие электроды используются для сварки небольших деталей.
WL-20 из-за оксида лантана, не так сильно нагревается при эксплуатации, поэтому службы наиболее продолжительный.
Электроды марки WZ-8 с содержанием оксидакония, работают только при подключении переменного тока, отличаются стабильностью дуги.
А стержни с маркировкой WY-20 устойчиво к большим величинам тока из-за наличия оксида иттрия, применения для сварки важных конструкций.
Виды заточки
Качество шва зависит от формы обработки: постоянный ток — электроды, заточены на конус с плоской площадкой на контактной части, переменный — окончание закругляется. Периодически пруток полируется, чтобы удалить мелкие повреждения и наплывы. Если длина конуса небольшая, то ширина шва аналогичная, для оптимальной проварки металла использовать длину заточки равную двум диаметрам электрода.
Распространенные ошибки
Уменьшение электрода происходит при неправильной регулировке силы тока и недостаточном давлении газа , подача которого продолжается не менее 10 секунд после деактивации дуги.Если же газ отключается сразу, то происходит окисление разогретого стержня.
Электродяет изменяет цвет из-за небольшой скорости подачи защитного газа, а некачественный шов получается при попадании водяных паров, неплотного резьбового соединения шлангов, где происходит циркуляция охлаждения.
Техника безопасности
Нарушение правил безопасности ведет к профзаболеваниям исполнителей, возникновению предпосылок к несчастным случаям и травматизму на производстве.При больших объемах сварочных работ они должны проводиться в специальных помещениях или отгороженных кабинах, где устраивается вентиляция для удаления плохих газов.
При строительстве зданий устраиваются огороженные площадки, при этом высота щитов должна быть не менее двух метров, сварка в пожароопасных местах производится с неукоснительными соблюдениями требований пожаробезопасности. Оборудование на открытых участках защищается от осадков навесами или укрывается плотным брезентом.
При сварке цветных металлов выделяется огромное количество негативных газов и пыли, что негативно сказывается на здоровье сварщиков, поэтому нужно обеспечить эффективную вытяжку и приточную вентиляцию в помещении. При их оборудовании надо учесть, что вредные примеси удаляются от места проведения сварки под углом и противоположную от исполнителя сторону.
Выводы
Методика TIG основана на технологическом способе сварки различных металлов при защите окисления нейтральными газами, с участием присадочной проволоки и неплавящегося вольфрамового электрода.
Даже начинающий сварщик свободно соединяет черные и цветные металлы, а также тугоплавкие сплавы.
Оборудование позволяет осуществить глубокую сварку различных конструкций, но теоретические знания и профессиональные навыки нужны, как и в любой другой профессии.
Источник: https://svarka.guru/vidy/thermo/dugovaya/tig.html
Сварочные аппараты TIG аргонодуговой сварки
Аргонодуговая сварка используется в промышленности и для единичных сварочных работ для создания качественного шва и надежного соединения деталей.Особенности такого заключаются в использовании инертного газа аргона. Он тяжелее гелия и образует на месте сваривания газовую подушку, которая полностью вытесняет и другие примеси. Это позволяет добиться высокого качества шва и его надежного сцепления.
Преимущества аргонодуговой сварки позволяют применять ее для сваривания сплавов различного состава, нержавеющего и цветных металлов, с которым сложнее всего работать.
Такие качества аргонодуговой сварки объясняют популярность TIG сварки.
Особенности сварки TIG
Метод появился почти 180 лет назад и отличался способностью соединять между собой ранее не свариваемые материалы.
Для этого создается электрическая дуга, помещенная в аргон. Это позволяет добиться более глубокого и узкого шва и защиты от атмосферных газов. Метод позволяет решить проблемы с соединением деталей горючих на воздухе металлов, таких как алюминий. Он предотвращает доступ кислорода, который легко взаимодействует с металлом и образует на его поверхность прочную оксидную пленку.
Основной элемент сварочного TIG — аппарата вольфрамовый электрод. Он может участвовать при работе со всеми видами сталей и других сплавов благодаря высокой температуре плавления вольфрама, равной почти 3900 С. Даже при таких условиях он сохраняет свою устойчивую устойчивость. Потребуется лишь его регулярная заточка для более точного и качественного шва.
Вольфрамовый электрод особым закреплен внутри горелки, в которой он окружен инертным газом.Подачу газа производят при помощи специальной кнопки на поверхности горелки.
Для создания особо прочной проволоки, к разрывам и изломам, в зоне электрической дуги используется присадочная проволока. В автоматизированных сварочных автоматах процесс регулируется оператором дистанционно. В ходе ручной сварки присадочную проволоку подает сварщик самостоятельно.
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 1 | 45-55 | 1,5 |
| 2 | 80-90 | 2 |
| 3 | 120–150 | 3,2 |
| 4 | 170–190 | 5 |
Преимущества и недостатки аргонодуговой сварки TIG
Особенности устройства аппарата для аргонодуговой сварки, его составные компоненты и технологические особенности определяют его положительные и отрицательные стороны.
Можно следующие преимущества аргонодуговой сварки TIG :
- Для работы аргонодугового аппарата используется инертный газ аргон. Он недорогой и неприхотливый. Кроме того, применение аргона не требует создания специальных защитных условий, без которых не обойтись при работе с другими инертными газами.
- Аргон тяжелее воздуха и образует газовую ванну в рабочем участке. Благодаря этому удалось предотвратить попадание туда кислорода и других атмосферных газов, создающих пористость шва.В результате сварочный шов получается качественным, надежным и равномерным, без трещин и прежних дефектов.
- При работе с некоторыми металлами процессняется образование на них прочной оксидной пленки, которая препятствует надежному свариванию деталей. Аргон защищает поверхность от образования оксидной пленки.
- В процессе использования TIG сварки можно применять как прямой, так и переменный ток. Это зависит от условий работы и состава материала.При этом может уменьшаться внутреннее напряжение даже без использования защитного газа.
- Использование присадочной проволоки при аргонодуговой сварке исключает вероятность разбрызгивания металла.
- Полученные в результате изделия и швы не нуждаются в дополнительной обработке и защите.
- Аппараты аргонодуговой сварки TIG позволяют работать с большинством процессов сплавов и металлов, что объясняет его популярность в большинстве промышленных предприятий.
Не стоит пренебрегать и слабыми качествами TIG-сварка:
- Работа на открытом воздухе может привести к сбиванию ветром потока инертного газа и плохому качеству шва. Необходимо защитить рабочее место от доступа прямого сквозняка или ветра.
- Поверхность изделия и кромки металла необходимо очистить от масла, грязи и оксидной оболочки. Для этого можно использовать специальные растворители или механические приспособления.
- Нельзя горелку под острым углом наклона. Это может усложнить процесс и сказаться на качестве результата.
- На месте зажигания электрической дуги образуется отметка, которую необходимо очистить.
Зная все слабые и сильные стороны ародуговой TIG сварки можно подготовиться к работе и возможным сложгонам.
Сфера применения сварки TIG
Способность соединять в процессе TIG данных металлов и сплавов позволяет успешно использовать вид сварки в различных промышленных областях:
- Кораблестроение и авиастроение;
- Космическая промышленность;
- Автомобилестроение;
- При изготовлении различных промышленных изделий и сложного оборудования;
- Для изготовления хирургических и прочих медицинских инструментов;
- В электротехнике и инженерной отрасли.
Нередки использования этого вида сварки в домашних условиях, например для починки радиаторов.
В зависимости от используемого материала и сферы его предназначения, существует два режима работы с оборудованием TIG.
Постоянный ток используется для различных случаев работы, в том числе и в настоящее время. Также он позволяет проварить детали на большую глубину и получить красивый узкий шов.Этот режим позволяет проводить сварочные работы намного быстрее, чем в случае с переменным током.
При использовании переменного тока удается эффективнее очистить поверхность металла от оксидной пленки.
Аргонная сварка нержавеющей стали (нержавейки) методом TIG
Желаете освоить технологию сварки нержавейки аргоном? Каким образом это сделать, и на что именно обратить внимание в процессе TIG сварки? Какое оборудование понадобится? В чем нюансы работы с нержавейкой? Рекомендуем прочитать нашу статью и узнать ответы на эти и другие вопросы по теме.Теоретические знания и практические советы выполнять сварочные работы с большей эффективностью.
Содержание
Что представляет собой аргоновая сварка нержавейки (TIG)
TIG — это способ сварки неплавящимися вольфрамовыми электродами в среде защитного газа — аргона. Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно более высокая степень легирования, чем основной металл.
Где чаще всего применяется аргонная сварка нержавейки
Этот способ нашел частное применение на профессиональном производстве:
- пищевой;
- авиационно-космической;
- теплоэнергетической;
- в химической;
- нефтеперерабатывающей;
- автомобилестроительной и других отраслей промышленности.
Так, например, для сварки нержавеющих труб, применяемых с целью перевозки газообразных веществ или жидкостей под давлением, подходит именно аргонодуговая сварка нержавейки TIG.
Вывод : Большая популярность методов производства обусловлена высоким качеством сварного соединения.
Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG / MAG
Если сравнивать с другими способами сварки (МИГ / МАГ, ММА, сварка под флюсом) аргонодуговая сварка нержавеющей стали (ТИГ) отличается превосходными характеристиками:
- получаются сварные швы высокого качества;
- возможен отличный визуальный контроль сварочной ванны и дуги;
- за счет отсутствия переноса металла через дугу не происходит разбрызгивания металла;
- ТИГ сварку можно выполнить во всех пространственных положениях;
- в процессе сварки не образуется шлаков, а значит, не бывает шлаковых включений в металл шва.
К недочетам этого метода относят то, что TIG сварка, как правило, медленнее, чем другие процессы дуговой сварки (MMA или MIG), и используется там, где качество приоритетным над временем, затраченным на сварочный процесс. Кроме того, ТИГ сварка отличается сложностью, требующей практических навыков исполнителя.
Вывод : Подготовленный опытный исполнитель в большинстве случаев отдает предпочтение этому методу сварки из-за высокого качества сварочного шва.
Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
Сварку нержавеющей стали аргоном осуществляют тогда, когда необходимо сварить тонкий стальной лист либо к сварочному шву предъявляются особые требования по качеству.
ТИГ сваркой нержавейку можно соединять практически со всеми металлами и сплавами: углеродистыми, конструкционными и нержавеющими сталями, алюминием, титаном, никелем, медью, латунью, бронзой, а также выполнять наплавку одних металлов на другие.
Какое оборудование и материалы подойдут для сварки
- Инвертор TIG.
- Газовый баллон. Наиболее часто для аргонодуговой сварки TIG нержавейки в качестве защитного газа используется чистый аргон.
- Горелка, представляющая собой устройство пистолетной формы, которое фиксируется к газовому шлангу. В держатель горелки вставляется электрод, конец которого на 3-4 мм выступает за пределы корпуса горелки. Посредством шланга газ поступает в сопло на конце инструмента.На рукоятке имеются кнопки для подачи газа и тока. Горелки обычно соответствуют конкретным аппаратам TIG, но в продаже есть и универсальные китайские горелки, подходящие к агрегатам китайского производства.
- Вольфрамовый электрод (WL-15, WL-20 и другие). Они различаются по размеру и составу. Выбор диаметра электрода обусловлен толщиной свариваемого металла (табл. 1). Международные марки электродов и рекомендации по их выбору можно найти на нашем сайте по ссылке.
- Присадочный пруток (BRIMA ER-308L, БАРС ER-308LSi, Lincoln Electric T 308LSi, ESAB OK Tigrod 385 d2,0 и другие) Представляет собой пруток из металла идентичного свариваемому.Толщина прутка должна соответствовать толщине заготовки.
Таблица 1
Толщина металла, мм | Диаметр электрода, мм |
0,5 | 1 |
| 1 | 1,6 |
| 2 | 2 |
| 3 | 3 |
| 4 | 4 |
| 5 и более | 6 |
Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
В Тиберис представлен расширенный ассортимент сварочников для сварки нержавейки аргоновым способом TIG.Модели сварочников различаются по типу используемого напряжения.
- Если вам нужен аргоно-дуговой инвертор под напряжение сети в 220В, то из недорогих моделей бюджетной ценовой категории рекомендуем остановиться на таких агрегатах как MARS TIG 160 SH, Сварог PRO TIG 200 P DSP, ESAB Buddy Tig 160, обеспечивающих эффективную сварку при компактных размерах и небольшой весе. Среди моделей премиум класса прекрасно себя представлены такие инверторы, как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, функциональностью, эффективностью и продолжительностью включения.
- Если вы ищите аппарат, функционирующий при напряжении 380В, обратите внимание на бюджетные модели Сварог TIG 250 (R22), FOXWELD FoxTIGDC Pulse, и установки, которые могут выполнять профессиональную сварку: EWM Tetrix 270, а также KEMPPI MinarcTig 250MLP, аппаратный , совместимый со всеми дополнительными пультами дистанционного управления данного производителя: ножным R11F, ручным R10, или дистанционными пультами управления горелками RTC20 и RTC10.
Особенности процесса сварки
Задаваясь вопросом, как варить нержавейку аргоном, первым делом стоит обратить внимание на расположение горелки.Ее необходимо располагать таким образом, чтобы угол между осью мундштука и плоскостью свариваемой детали равнялся примерно 75-80 °, а горелка находилась под наклоном в сторону, которая является противоположной стороной сварки.
Процесс сварки может быть нарушен без колебательных движений электродом, иначе зона сварки может быть нарушена, что приведет к окислению металла шва.
Присадочный пруток должен располагаться под углом 90 ° к оси мундштука горелки, при этом угол между ним и поверхностью свариваемого изделия составляет 15-20 °.При этой наибольшей эффективности достигается тогда, когда пруток укладывается на поверхность свариваемого металла. При этом минимизируется капельный перенос присадочного металла в сварочную ванну.
Присадочный металл, необходимо ввести в ванну равномерно, двигательный пруток впереди дуги. Поперечные перемещения присадки при методе ТИГ недопустимы, поскольку нарушают спокойную подачу защитного газа из сопла горелки, способствуя, таким образом, попаданию воздуха в зоне сваривания.
Чтобы уменьшить расход вольфрамового электрода, по завершении сварки защитный газ желательно не выключать сразу, а сделать это через 10-15 сек.Это исключит интенсивное окисление нагретого электрода и продлит срок его работы.
Вывод : соблюдение подобных нюансов в ходе сварочного процесса напрямую влияет на прочность и качество сварочного шва.
Обработка нержавейки после сварки аргонодуговым способом
Для обеспечения изделию законченного вида дополнительные работы. Поверхность сварного шва при работе покрывается оксидной пленкой. Это негативно воздействует на прочностные характеристики металла к коррозии.Чтобы подобного избежать, проводится обработка готовой детали.
Надеемся, что наша статья поспособствует успешному освоению аргонодуговой сварки. Регулярные практические занятия и терпение уже в скором времени принесут свои результаты. Современный аппарат для TIG-сварки от зарекомендовавшего себя производителя вы можете купить в нашем интернет-магазине Тиберис, все оставшиеся вопросы задать нашим специалистам, позвонив по представленным на сайте телефонам.
Основные параметры подбора сварочных горелок TIG
Горелка для аргонодуговой сварки — это важная часть сварочного оборудования, которая в качестве источника энергии использует электрический разряд.С её помощью образуется пламя, необходимое для сварочного процесса. Конструктивно она состоит из таких частей, как шланг для подачи аргона, силовая жила и рукоятка с головкой. Производители предоставляют набор горелок TIG, которые отличаются длиной кабеля, способом подключения к оборудованию, типу охлаждения и управления.
1/1
Что такое аргонодуговая TIG сварка
Сварка TIG подходит как для соединения стыков толстых изделий, так и для создания аккуратных тонких швов.Её широко используют в автосервисах и на различных предприятиях. Сварка создается при помощи неплавящегося электрода в защитной среде инертного газа. Одно из главных преимуществ TIG заключается в том, что этот метод подходит для сварки самых разнообразных материалов: алюминия, магния, нержавеющей стали, меди, никеля и прочих металлов. Он с успехом применен и для сварки разнородных металлов.
Основной элемент сварки TIG — это вольфрамовый электрод с температурным плавлением чуть меньше 4000 ° C.Для аккуратной и точной работы шва он требует периодической заточки, т.к. от этой в немалой степени зависит как чистота шва, так и его толщина. Перед работой вольфрамовый электрод помещается в цангу и фиксируется в горелке TIG. На конце последней керамическое сопло с электродом, расположенным по центру. По окружности в процессе работы подаётся инертный газ — обычно аргон. В качестве присадочной проволоки чаще всего используется тот же тип металла, из которого выполнены свариваемые изделия.Аргонодуговая сварка идеально подходит для соединения изделий из алюминия, т.к. без инертного газа этот металл плавится, окисляется под воздействием кислорода.
Основные критерии выбора
Чтобы сделать подбор сварочной горелки TIG, для начала определитесь с типом охлаждения. Оно может быть воздушным или водяным. В первом случае кабель по проходящему сварочному току, охлаждается за счёт воздуха — подключать дополнительные устройства при этом не требуется.Во втором случае кабель охлаждается водой, циркулирующей в горелке. Для этой цели оборудование дополняется специальным блоком. Какое же охлаждение выбрать:
Если вы планируете работать на больших токах, то потребуется водяное охлаждение, если на малых — воздушное.
Для сваривания тонких металлов необходимо воздушное охлаждение, толстых — водяное.
Обратите внимание на разъём горелки для TIG.Обычно он имеет подключение 2pin и 7pin. Чтобы не ошибиться с выбором, узнайте, какое гнездо стоит у вашего аппарата.
Что обозначают латинские буквы в названии устройства? Несколько слов об этом:
F (от Flexible — «гибкий»). Устройство, имеющее эту букву, способно гнуться в разных направлениях. Это очень удобно при выполнении работ в труднодоступных местах.
V (от Valve — «клапан», «вентиль»).Модель с буквой TIG сварки подходит для оборудования ручной дуговой сварки, но имеющего функцию буквой TIG сварки.
TS. Так в мире обозначают горелки, предназначенные для TIG-сварки.
Найти подходящую для вашего аппарата газовую горелку вы можете в нашем каталоге. Дополнительно вы можете заказать у нас надёжные и высокотехнологичные сварочные аппараты, связанные с полупрофессиональным и профессиональным сегментам.Возможность точной настройки основных и вспомогательных параметров процесса облегчит работу и добиться нужного результата. Если у вас возникла сложность с выбором подходящего устройства, то наши менеджеры готовы вам помочь. Они расскажут вам об особенностях нашего оборудования, способах оплаты и условиях доставки.
Сварка tig это воплощение высоких технологий мира
Укрощение плазмы
После открытия Хэмфри Дэвидом электрической дуги в 1800 году развитие дуговой сварки долго оставалось на месте.И только вначале XX века ученые догадались поместить электрическую дугу в инертный газ — родилась tig-сварка. После внедрения разработки стало возможным сваривать сложные металлы — алюминий и магний. Дело в том, что во время классической сварки, поверхность алюминия быстро вступает в реакцию с воздухом. Под воздействием кислорода сварной шов становится пористым и покрывается шлаком. Благодаря tig-сварке произошла революция в авиационной промышленности: появилась возможность сваривать магний.
Качественный шов это визитка сварщика
TIG — (аргонодуговая сварка) — это дуговая ручная сварка с использованием вольфрамового неплавящегося электрода в среде инертного газа, который защищает свариваемые поверхности. В Германии аргонодуговая сварка называется WIG (инертный газ Wolfram), по другому маркировке обозначение GTA (газово-вольфрамовая дуга). Во время процесса подачи присадочная проволока, причем используется автоматический или ручной режим подачи. Так как чаще всего в виде защиты используется инертный аргон, то за tig ac / dc-сваркой закрепилось название аргонно-дуговая сварка. Такой термин не является правильным, потому что с одинаковым успехом на основе азот, гелий или газовые смеси.
Смысл применения в тиг-сварке газовой смеси заключается в том, что аргон тяжелее воздуха, не образует с ним взрывоопасной смеси и гораздо удобней в использовании, чем легкий гелий. Однако при одинаковых значениях тока в электроде дуга в гелии выделяется в 1,5-2 раза больше энергии, чем в аргоне. Поэтому целесообразно использовать газовую смесь с составом: 35-40% аргона и 60-65% гелия. Так в полной мере используются два газа: аргон стабилизирует дугу, а гелий — хорошо сплавляет металл.
Область применения
Аппарат TIG ac / dc легко соединяет углеродистые, конструкционные, нержавеющие стали, детали алюминия и его сплавы с титаном, никелем, медью, латунью, кремнистых бронз, сплавы нержавейки и других самых разнообразных металлов. Практически в любой области промышленности в каком-либо виде используется аргонно-дуговая сварка. В то время как аэрокосмическая промышленность используется через tig-сварки, используя и в других областях.
Промышленность использует tig для сварки тонких деталей из алюминия, особенно из цветных металлов. Без нее не обойтись при создании космического аппарата и обычного велосипеда из алюминия. Тонкостенные в современные велосипедах превращаются в практически невесомые конструкции с помощью tig-сварки. Кроме того, аргонно-дуговую сварку часто используют для создания перехода между трубами разного диаметра. На самом деле не существует такого вида сварки, который позволяет работать с таким количеством конфигураций металлов, как режим аргонно-дуговой сварки с инвертором TIG ac / dc
Сварка требует концентрации на процессе
Так, существуют редкие сплавы, как сплавы алюминия и хрома, которые невозможно соединить простым сварочным процессом из-за улетучивания алюминия.Режим аргонно-дуговой сварки не позволяет терять металлу, поэтому обеспечивает одинаковую химическую целостность. Сварочные швы алюминия после сварки-сварки устойчивостью к коррозии и трещин в течение длительного периода. Именно это позволяет использовать режим аргонно-дуговой сварки для герметизации бочек с ядерными отходами перед их утилизацией.
Аргонно-дуговая сварка алюминия проста в применении, поэтому ее можно использовать в быту. Бывает, что нужно приспособить нестандартный кондиционер в машину или заделать радиатор, поврежденный камушком с дороги.Вот тут и приходит на помощь аргонодуговая сварка с использованием домашних инверторов TIG ac / dc. Сегодня можно найти достаточно много видео в Интернете, где доступен, как использовать сварочный аппарат в быту. Дуговая сварка возможна и для нержавейки. Многие, посмотрев видео, задают вопрос: «Насколько надежна дуговая сварка?». Она, как надежен алюминий, потому что сварная шов надежна представляет собой единой целое из металла.
Технология соединения металла
Сварочный аппарат содержит аргоновую горелку, в которой находится неплавящийся вольфрамовый электрод.Как известно, горелка из вольфрама очень тугоплавкая. Именно вольфрам применют для использования нити накаливания, которая используется в электрических лампочках. Горелка и аппарат окружены керамическим газом, из которого дует защитный газ. Если взглянуть на видео процесса сварки без инертного газа, то видно, что алюминий начинает трещать и покрываться шлаковой пленкой. Поэтому аргон важный компонент: горелка и зона сварки, защищенная от воздуха.
Дуговая сварка начинается с подачи «массы» на деталь, как при обычной электросварке.Горелка Tig ac / dc включается с помощью автоматической кнопки и начинает подаваться инертный газ. Сварочный аппарат выпускает дугу и от ее тепла расплавляется основной металл, а затем в сварочной ванне образуется расплавленный металл, который кристаллизуясь, образует сварочный шов. Образование шва происходит за счет расплавления основных деталей и присадочной проволоки.
В качестве оборудования для тиг-сварки применяют инверторы переменного / постоянного тока. Это сварочный аппарат с использованием переменного и постоянного тока.Режим переменного тока (dc) более эффективен для процесса сварки. Надо заметить, что в середине XX века была возможность сваривать только с помощью постоянного тока — ac. Это вызывало некоторые сложности, если горелка полярность, то постоянный ток (ас) переносил частицы вольфрамового стержня на поверхности металла, загрязнение его таким образом. Задача была решена с появлением переменного тока (постоянного тока).
Защитный газ может подаваться центрально или сбоку электрода. Режим боковой подачи нужен при больших скоростях сварки плавящимся электродом, чтобы не совершалось обдувание неподвижным воздухом.На видео видно, что воздух сбивает газ с дуги. В некоторых случаях, например для использования специфических технологических свойств дуги, особенно если применяется аппарат tig ac / dc, используют защиту из двух концентрических потоков газа.
Сварка Tig, способ заварить практически все
Сварочные процессы в промышленных масштабах
При сварке активных и тугоплавких металлов при помощи вольфрамового электрода необходимо защитить металл от подсоса в зоне сварки воздуха.Для этого используется горелка в контролируемой атмосфере. Металлические детали помещают в камеру, из которых откачены воздух до состояния вакуума до 10-14 мм рт.ст., и закачивают туда инертный газ высокой чистоты. После чего включается автоматический режим и аргонодуговая сварка происходит на дистанционном управлении.
В контролируемой атмосфере производят сварку крупногабаритных изделий из нержавейки и алюминия. Для этого представлены размеры камеры до 450 кубических метров. При этом сварщик находится прямо внутри камеры в специальном защитном скафандре с системой дыхания.Аргонодуговая сварка происходит с регулярной заменой инертного газа. Сварщик помещается в комнату через специальную систему шлюзов. При помощи видео можно наблюдать режим сварки в комнате.
Физические свойства инертных газов на технологические свойства дуги и форму, получаемые свойства шва. Если сравнивать аргон с гелием, то второй обладает большим потенциалом ионалом, а также большую теплопроводность. В результате на видео видно, что у гелия получается «мягкая» дуга. Режим работы аргонодуговой сварки с гелием идеально подходит для сварки тонколистового металла.Гелий легче, чем аргон. Поэтому требуется повышенный расход (в 1,5 — 3 раза), чтобы горелка и зона сварки была защищена.
Большое разнообразие инертных газов, возможность использовать газовые смеси и разные свойства газов, обуславливают большие технологические возможности для металлов. Аппарат аргонной сварки позволяет сварить практически любой металл любой толщины (от 0,1 до десятков миллиметров). На видео в сети Интернет можно посмотреть на уникальные сварочные работы.
Аргонно-дуговая сварка по сравнению с другими классами методов сварки имеет ряд преимуществ: высококачественные сварные соединения на различных металлах и сплавах с толщиной, возможность сварку в различных пространственных положениях, возможность непосредственного визуального наблюдения за качеством сварки, что особенно важно во время сварки.