Ter Multi 250K Synergic Double Pulse MIG-TIG-MMA
Главная → Электросварка → Полуавтоматическая сварка MIG/MAG → Полуавтоматы MIG/MAG → Ter Multi 250K Synergic Double Pulse MIG-TIG-MMA
5.0 (5 голосов)
| 113 900 ₽ |
← ПТК Rilon MIG 300Y Сварог Real MIG 160 (N24001N) →
Ter Multi 250K представляет собой многофункциональный источник питания для импульсной сварки с синергетическим управлением, созданный с использованием запатентованной технологии Plus Concept, которая позволяет сварщику пользоваться всеми преимуществами импульсной сварки с высокой производительностью. Аппарат поддерживает следующие режимы сварки:
- MMA — ручное или синергетическое управление
- TIG-DC — ручное или синергетическое управление
- TIG-DC Pulse — ручное или синергетическое управление
- MIG/MAG — ручное или синергетическое управление
- MAG/MAG Pulse — синергетическое управление
- MAG/MAG Double Pulse — синергетическое управление
Ter Multi 250K охватывает все аспекты новой технологической разработки Plus Concept, которая обеспечивает высокоэффективную сварку при дуговой сварке в защитных газах, при импульсной сварке и в стандартных условиях применения. Усиленный динамизм Plus Concept не только позволяет получить более высокое качество сварки, но также достичь удивительных показателей скорости капельного переноса при высокочастотной сварке: скорость сварки значительно увеличивается (вплоть до 45%), и в то же время улучшаются показатели глубины проплавления. Увеличенная скорость, улучшенный провар, уменьшенное количество брызг означают сокращение потребления энергии за проход и уменьшение вероятности деформации во время сварки.
Усиленный динамизм Plus Concept не только позволяет получить более высокое качество сварки, но также достичь удивительных показателей скорости капельного переноса при высокочастотной сварке: скорость сварки значительно увеличивается (вплоть до 45%), и в то же время улучшаются показатели глубины проплавления. Увеличенная скорость, улучшенный провар, уменьшенное количество брызг означают сокращение потребления энергии за проход и уменьшение вероятности деформации во время сварки.
Plus Concept это:
- Увеличенная скорость сварки
- Контроль прохода сварки
- Стабильная и контролируемая дуга
- Увеличенная глубина проплавления
- Высокое качество прохода
Универсальность применения. Система Plus Concept применима для импульсной сварки с высокоскоростными сварочными установками MIG/MAG, а также может использоваться для сварки MMA и TIG. Для сварки TIG и MMA могут использоваться две регулировки – ручная и синергетическая. При выборе синергетической регулировки сварки пользователь выбирает только толщину обрабатываемого изделия, а остальные настройки регулируются автоматически. Особая система зажигания дуги Lift уменьшает значение применения высокочастотного зажигания.
При выборе синергетической регулировки сварки пользователь выбирает только толщину обрабатываемого изделия, а остальные настройки регулируются автоматически. Особая система зажигания дуги Lift уменьшает значение применения высокочастотного зажигания.
Увеличенная скорость в режиме MIG Pulse. Технология Plus Concept имеет несколько импульсных режимов для каждого типа материала с улучшенным регулированием длины дуги и более мягкой дугой. Специальные формы импульсов и динамика увеличивают свариваемость всех материалов. Точный контроль дуги, более мягкая форма импульсов и высокочастотная передача позволяют добиться меньшего давления в сварочной ванне. В результате скорость сварки увеличивается до 45% при сохранении той же энергии дуги, как и в стандартных сварочных установках. Простота регулировки импульсных настроек позволяет ускорить работу при любом типе сварки, независимо от толщины материала, что обеспечивает быстрое охлаждение и эстетичность внешнего вида шва.
Режим Double Pulse. Для особых случаев сварки можно без труда воспользоваться режимом подачи двойного импульса. Простым нажатием переключателя на передней панели можно изменить стандартный импульсный режим на режим подачи более мощного и быстрого импульса, при этом пользователю не надо менять другие настройки. Таким образом, мощные возможности применения двойного импульса очевидны при сварке любых материалов.
Для особых случаев сварки можно без труда воспользоваться режимом подачи двойного импульса. Простым нажатием переключателя на передней панели можно изменить стандартный импульсный режим на режим подачи более мощного и быстрого импульса, при этом пользователю не надо менять другие настройки. Таким образом, мощные возможности применения двойного импульса очевидны при сварке любых материалов.
Мощное ядро. Силовой блок полуавтоматов Multi представляет собой инновационную мощную систему, разработанную по последним технологиям. Эксклюзивная запатентованная система VDM (Управление режимом работы) позволяет добиться высокой эффективности в любых условиях. Этот тип полуавтоматов обеспечивает бесперебойную подачу широкого диапазона тока при колебаниях значений входного напряжения. Устройство компенсации напряжения разрешает удаленное применение полуавтоматов, а также с использованием генераторов.
Панель управления. В интерфейсе панели управления используется эргономичная самообучающаяся система. Пользователь может с легкостью выбрать режимы сварки, параметры и особые настройки, которые отображаются на дисплее панели. Даже если на сварщике надета сварочная маска, он сможет разглядеть выбранные установки благодаря ярким символам.
Пользователь может с легкостью выбрать режимы сварки, параметры и особые настройки, которые отображаются на дисплее панели. Даже если на сварщике надета сварочная маска, он сможет разглядеть выбранные установки благодаря ярким символам.
Характеристики
- Напряжение питающей сети, В 180-270
- Потребляемая мощность, кВт 9,1
- Минимальный сварочный ток, А 20
- Максимальный сварочный ток, А 250
- ПВ, % 40
- Диаметр электрода, мм 5,0
- Диаметр проволоки, мм 1,2
- Напряжение холостого хода, В 65
- Режимы управления циклом сварки 2Т/4Т
- Подающий механизм встроенный
- Количество роликов, шт 4
- Максимальная масса катушки, кг 20
- Класс защиты IP21
- Габаритные размеры, мм 340×400×620
- Масса, кг 24
- Гарантия производителя, мес 12
- Страна производитель Италия
Сопутствующий товар
9 630 ₽ 0,5 кг 865 ₽ 2 кг 2 660 ₽ 2 кг 2 640 ₽ 3,5 м 450 ₽ 5,5 м 750 ₽ Ø 0,8мм бухта 5 кг Ø 1,0мм бухта 5 кг 1 450 ₽ Ø 1,2мм бухта 5 кг Под заказ Ø 1,2мм бухта 15 кг Под заказ Ø 1,2мм бухта 18 кг Под заказ 5 л Под заказ 10 л (заправленный) 6 620 ₽ 20 л Под заказ 40 л Под заказ -
5 л Под заказ 10 л (заправленный) 6 300 ₽ 20 л (заправленный) 11 200 ₽ 40 л (заправленный) Под заказ
Сварочный аппарат TIG MMA MIG | Производитель сварочного оборудования
MIG250GN
Основные характеристики
Диаметр сварочной проволоки: 0. 6/0.8/0.9 мм (режим MIG), 1.6-5мм ( режим MMA)
6/0.8/0.9 мм (режим MIG), 1.6-5мм ( режим MMA)
Используемое электропитание: однофазное/трехфазное
Номинальное входное напряжение: 220В/380В
Номинальная входная мощность: 4.5кВт-23.5кВт
Напряжение холостого хода: 55В/60В/61В/67В
Степень защиты: IP23
Степень изоляции: H
Система охлаждения: принудительное воздушное охлаждение
Сварочный аппарат MIG MMA TIG серии MIG200/250/300/400/500GN оснащен встроенной катушкой сварочной проволоки и устройством подачи проволоки, обеспечивающие простоту использования. Сварочный аппарат MIG характеризуется высокоэффективной сваркой, энергоемкостью и прочностью. Совмещает в себе режимы MMA, MIG и TIG режимы сварок, что удовлетворяет различные потребности в сварке клиентов. Подходит для сварки углеродистой стали, стандартной низкоуглеродистой стали и нержавеющей стали.
Особенности- При режиме ручной дуговой сварки (MMA) применяется устройство снижения напряжения (VRD), которое обеспечивает низкое напряжение разомкнутой цепи, что повышает безопасность оператора.

- При режиме сварки MMA применяется LIFT TIG контактный тип зажигания дуги. Зажигание дуги осуществляется в результате непосредственного контакта вольфрамового электрода с обрабатываемой деталью, что приводит к короткому замыканию. Таким образом, дуга легко зажигается и формирует мягкую дугу.
- Встроенная система регулирования тяги исключает гашение дуги во время процесса сварки, а также чем ближе электрод приближается к обрабатываемой детали, тем больше электрический ток, что уменьшает сварочные брызги.
- При показателях тока, превышающих норму, функция защиты от перегрева автоматически запускается, что обеспечивает безопасную и стабильную работу.
- Оператор может выбрать режимы 2T и 4T по мере необходимости.

| Модель | MIG200GN | MIG250GN | MIG250GN3 | MIG300GN | MIG400GN | MIG500GN | ||||||||||
| Диаметр проволоки | 0. 6/0.8/0.9 мм 6/0.8/0.9 мм | 1.6-3.2 мм | 0.6/0.8/0.9 мм | 1.6-4.0 мм | 0.6/0.8/0.9 мм | 1.6-5.0 мм | 0.6/0.8/0.9 мм | 1.6-5.0 мм | 0.6/0.8/0.9 мм | 1.6-5.0 мм | 0.6/0.8/0.9 мм | 1.6-5.0 мм | ||||
| Номинальное входное напряжение | 1P 220В | 1P 220В | 3P 380В | 3P 380В | 3P 380В | 3P 380В | ||||||||||
| Частота | 50/60 Гц | 50/60 Гц | 50/60 Гц | 50/60 Гц | 50/60 Гц | 50/60 Гц | ||||||||||
| Режим сварки | MIG | MMA | TIG | MIG | MMA | TIG | MIG | MMA | TIG | MIG | MMA | TIG | MIG | MMA | MIG | MMA |
| Номинальная входная мощность | 6. 0кВт 0кВт | 7.0кВт | 4.5кВт | 8.3кВт | 9.4кВт | 6.3кВт | 7.8кВт | 8.8кВт | 5.9кВт | 10.2кВт | 11.3кВт | 7.8кВт | 16.5кВт | 16.9кВт | 22.9кВт | 23.5кВт |
| Номинальный входной ток | 32.4A | 43.6A | 28A | 51.6A | 58.4A | 38A | 13A | 15A | 10A | 17A | 18.8A | 12.7A | 24.3A | 25.8A | 34.8A | 35.8A |
| Рабочий цикл (40°C 10 мин) | 60%200A,100%154A | 60%250A,100%194A | 60%250A,100%194A | 40%300A,100%232A | 60%400A,100%310A | 60%500A,100%387A | ||||||||||
| Номинальный выходной ток | 50-200A | 25-200A | 15-200A | 50-200A | 25-200A | 15-200A | 50-200A | 25-200A | 15-200A | 50-200A | 25-200A | 15-200A | 50-200A | 25-200A | 50-200A | 25-200A |
| Напряжение холостого хода | 55 В | 61 В | 60 В | 60 В | 60 В | 67 В | ||||||||||
| Эффективность | ≥80% | ≥80% | ≥85% | ≥85% | ≥85% | ≥85% | ||||||||||
| Коэффициент мощности | 0. 73 73 | 0.73 | 0.93 | 0.93 | 0.93 | 0.93 | ||||||||||
| Степень защиты | Ip23 | Ip23 | Ip23 | Ip23 | Ip23 | Ip23 | ||||||||||
| Степень изоляции | H | H | H | H | H | H | ||||||||||
| Система охлаждения | AF | AF | AF | AF | AF | AF | ||||||||||
| Вес нетто | 47.0кг | 51.0кг | 49.0кг | 52.0кг | 68.0кг | 79.0кг | ||||||||||
| Вес брутто | 53.0кг | 57. 0кг 0кг | 55.0кг | 58.0кг | 79.0кг | 90.0кг | ||||||||||
| Размер упаковки | 935×445×810 мм | 935×445×810 мм | 935×445×810 мм | 935×445×810 мм | 935×445×810 мм | 935×445×810 мм | ||||||||||
Производство на заказ
Внешний вид, сварочный ток, руководство по эксплуатации и упаковка ручного сварочного аппарата могут быть изменены согласно требованиям клиента.
- Электрододержатель
- Зажим заземления
- Маска
- Щетка-молоток
- Провода в полиуретановой оболочке
- Гаечный ключ
Tig mig
Главная » Разное » Tig mig
MMA, MIG-MAG, TIG – разбираем основные виды сварки без воды
В настоящее время существует более 50-и способов сварки. Мы же рассмотрим самые распространенные виды сварки в быту и профессиональной сфере: ручную электродуговую (MMA), в среде защитного газа (MIG-MAG) и аргонодуговую (TIG). В чем принципиальное отличие оборудования? Какими достоинствами и недостатками обладает тот или иной тип сварки? Давайте разберемся по порядку и постараемся дать краткую характеристику для перечисленных способов, понятную даже новичку.
Мы же рассмотрим самые распространенные виды сварки в быту и профессиональной сфере: ручную электродуговую (MMA), в среде защитного газа (MIG-MAG) и аргонодуговую (TIG). В чем принципиальное отличие оборудования? Какими достоинствами и недостатками обладает тот или иной тип сварки? Давайте разберемся по порядку и постараемся дать краткую характеристику для перечисленных способов, понятную даже новичку.
Ручная электродуговая сварка (MMA) – легкий старт для новичка
Первое, что отличает данный способ – доступность и простота. Именно он является базой для многих сварщиков-новичков. Для проведения ручной дуговой сварки необходим сам аппарат, горелка и штучные электроды. Под действием теплоты электрической дуги электрод плавится, оставляя на месте соприкосновения с деталью неразъемное соединение – скрепляющий шов.
Плюсы:
-
Сварочные аппараты (инверторы) доступны по цене
-
Легкая и компактная конструкция оборудования
-
Возможность сварки в любых положениях
-
Дополнительные функции для облегчения процесса сварки
-
Дешевые расходные материалы
Минусы:
-
Ограничение по виду и толщине свариваемых металлов
-
Низкая производительность относительно других видов сварки (MIG-MAG, TIG)
-
Дополнительные усилия и временные траты на удаление шлака и окалины
Когда пригодится сварочный аппарат для электродуговой сварки? Если оборудование необходимо периодически и производительность не играет особой роли, то инвертор прекрасно подойдет для решения ремонтных и строительных задач. Такой агрегат часто используется в быту и занимает почетное место среди инструментария у многих домашних мастеров.
Такой агрегат часто используется в быту и занимает почетное место среди инструментария у многих домашних мастеров.
Полуавтоматическая сварка в среде защитных газов (MIG-MAG) – производительность и перспектива
Аппараты MIG-MAG – шаг в сторону профессиональных сварочных агрегатов. Конечно же, полуавтоматы можно встретить и в быту, но чаще ими пользуются в промышленных предприятиях для производства и мастерских по ремонту автомобилей или слесарным работам.
Основные особенности вида сварки: использование тонкой проволоки вместо электрода и защитного газа для изоляции от окружающей среды. Во время варочного процесса проволока подается автоматически, а сам механизм работы позволяет добиться качественного и эстетичного сварного шва.
В зависимости от газа полуавтоматическая сварка может быть:
-
MIG (Metal Inert Gas) – с использованием инертного газа. MIG аппараты отлично подойдут для сварки алюминия, меди, титановых изделий, никеля и различных сплавов.
-
MAG (Metal Active Gas) — с использованием азота, углекислого газа и других газов, связывающих кислород. Вид сварки используют для заготовок из низколегированных, нелегированных и коррозионно-устойчивых сталей.

В ряде случаев можно не использовать газ вовсе. Для этого понадобится флюсовая проволока, которая изначально имеет достаточную защитную оболочку.
Плюсы:
-
Экономия времени на замене электрода
-
Расширенный диапазон рабочих таков
-
Отсутствие необходимости в постобработке шва
-
Качественный и прочный шов
-
Удобство эксплуатации за счет широкого набора функций
Минусы:
-
Низкая мобильность
-
Возможны затруднения в сварке в труднодоступных местах
-
Дорогостоящий стартовый комплект (помимо аппарата необходимы: горелка, катушка с проволокой, газовые баллоны, редукторы и шланги)
Резюмируя скажем: данный вид сварки предполагает частое использование и уже является настоящим вложением, которое требует отдачи. Хотя для бытового использования в линейках производителей есть доступные аппараты. Например, в серии полуавтоматов FUBAG к таким относится IRMIG 160 и его старшие аналоги.
Хотя для бытового использования в линейках производителей есть доступные аппараты. Например, в серии полуавтоматов FUBAG к таким относится IRMIG 160 и его старшие аналоги.
Аргонодуговая сварка (TIG) – исключительное качество сварного шва
Данный вид сварки не принесет результата, если у сварщика нет должного опыта и подготовки. Начинать с него не стоит, все же инвертор или полуавтомат станут более взвешенным решением.
В отличие от предыдущих способов, здесь вместо проволоки или расходного электрода, используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Процесс проходит в среде защитного газа – аргона. Сам по себе электрод для аргонодуговой сварки не поддается плавлению. Поэтому для шва может использоваться присадочный материал из того, же металла, что и заготовка. В некоторых случаях шов формируется в результате расплавления кромок.
Плюсы:
-
Возможность работать с любыми металлами малых толщин
-
Высокое качество сварного шва
-
Широкий диапазон сварочного тока
-
Тонкая настройка параметров аппаратов
-
Дополнительные функции для облегчения процесса
Минусы:
-
Малая скорость сварочного процесса (относительно других видов сварки)
-
Ручная подача сварочного прутка
-
Тщательная подготовка заготовки
-
Дорогостоящий комплект оборудования
-
Необходимость использования аппарата в закрытом помещении
Тем не менее, данный способ сварки не имеет конкурентов в работе с тонкостенным материалом. Поэтому он всегда остается востребованным для специфических задач.
Поэтому он всегда остается востребованным для специфических задач.
Что нужно знать о TIG аппаратах? В зависимости от конструкции устройства могут варить на постоянном и (или) переменном токе. Выбирать сварочник на постоянном токе стоит для стали, нержавейки, титана и меди. Агрегаты на переменном токе подойдут для работы с алюминием и его сплавами.
Некоторые сварочные аппараты обладают функцией импульсной сварки. Она важна при работе с алюминием и материалами, содержащими данный вид металла. При помощи функции можно контролировать тепловложение.
Какие из основных видов сварки предпочтительнее?
Итак, обобщим все вышесказанное. Воспользуйтесь таблицей ниже, чтобы подобрать идеальный вариант сварочного аппарата под ваши запросы.
|
|
ВИДЫ МЕТАЛЛОВ |
ТОЛЩИНА МЕТАЛЛА, мм |
ПРЕИМУЩЕСТВА |
ОГРАНИЧЕНИЯ |
|
MMA |
стали (углеродистая, низколегированная, высоколегированная) |
От 2 мм. |
Простота и доступность процесса сварки Минимальный набор расходных материалов Сварка в любых положениях
|
Ограничения по видам и толщинам свариваемых металлов. Ограниченная производительность Необходимость удаления шлака с деталей. |
|
MIG-MAG |
Все виды сталей, медь, алюминий и его сплавы, чугун |
От 1 мм и выше |
Высокая производительность Качественный шов Отсутствие шлака |
Ограниченная мобильность Необходимость в дополнительных расходных материалах и доп. оборудовании |
|
TIG |
Все виды сталей, медь и ее сплавы, чугун, титан Алюминий и его сплавы |
От 0,5 мм и выше |
Возможность сварки любых металлов Эстетический и качественный шов |
Низкая производительность
Необходимость в дополнительных расходных материалах и доп. |
 и выше
и выше
 оборудовании
оборудовании
Вы можете закрепить материал и узнать больше из нашего видео, в котором приведена классификация видов сварки:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Методы сварки TIG, MIG-MAG, MMA
Дата публикации: 14.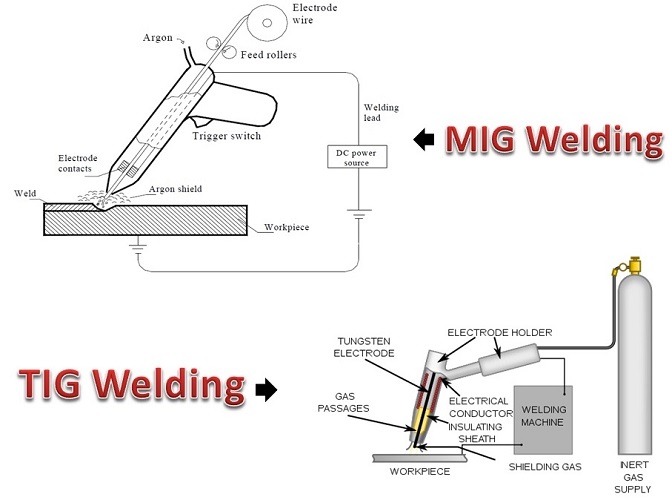 11.2018 16:33
11.2018 16:33
Сварка MIG/MAG
MIG/MAG — полуавтоматическая сварка электродной проволокой в среде защитного газа — инертного (аргона) или активного (углекислого газа). Применяется для сварки сталей (в том числе нержавеющих) и алюминиевых сплавов.
Плюсы и минусы метода MIG/MAG
Сварка MIG-MAG (c газом)
+ Высокая производительность
+ Отсутствие шлака
+ Малое количество дыма
— Наличие газового баллона
— Ограниченное использование на открытом воздухе
Сварка порошковой проволокой
+ Всегда готово к использованию
+ Отсутствие газовых баллонов
+ Идеально для использования на открытом воздухе
— Необходимо удаление шлаков
— Высокая стоимость порошковой проволоки
Сварка ММА
ММА — ручная дуговая сварка штучными электродами с покрытием. Применяется для сварки углеродистых и нержавеющих сталей. Углеродистые стали могут свариваться на переменном (AC) и постоянном (DC) токе, нержавеющие стали — только на постоянном токе.
Плюсы и минусы метода MMA
+ Высокая экономичность
+ Сварка в любой плоскости
+ Отсутствие газовых баллонов
— Небольшая производительность
— Необходимости удаления шлака с деталей
Сварка TIG
TIG — ручная сварка неплавящимися вольфрамовыми электродами в среде защитного газа — аргона. Метод TIG на постоянном токе (TIG-DC) применяют для сталей, метод TIG на переменном токе (TIG-AC) — для алюминиевых сплавов.
Плюсы и минусы метода TIG
+ Аккуратный сварной шов
+ Отсутствие брызг
+ Сварка деталей небольшой толщины
+ Лучше управление параматрами дуги
— Большие требования к опыту оператора
— Низкая производительность
— Наличие газового баллона
| Напряжение питающей сети, В | 230±10% |
| Режим сварки MIG/MAG | да |
| Режим сварки MMA | да |
| Режим TIG | да |
| Сварочный ток MIG/MAG, А | 30-190 |
| Сварочный ток MMA, A | 10–220 |
| Сварочный ток TIG, A | 10-190 |
| Рабочее напряжение MIG, В | 23,5 |
| ПН (40°C) | 70% |
| Напряжение холостого хода, В | 75 |
| Напр холостого хода MIG, B | 75 |
| Подающий механизм | Встроенный |
| Диаметр сварочной проволоки MIG, мм | 0,6/0,8/1,0 |
| Диаметр электрода MMA, мм | 1,5–5,0 |
| Диаметр электрода TIG, мм | 2,4-5,0 |
| Максимальная масса катушки, кг | 5 |
| Сварка порошковой проволокой | да |
| Холостой прогон проволоки | да |
| Смена полярности | да |
| Antistick | да |
| Форсаж дуги | да |
| Функция 2Т/4Т | да |
| Tig LIFT | да |
| Тип горелки | съемная |
 Применяется для высококачественной сварки низкоуглеродистых сталей, низколегированных и нержавеющих сталей, чугуна и других металлов в строительстве, монтажных и ремонтных работах различной степени сложности. Встроенная защита от перегрева защищает агрегат от поломки. Можно регулировать скорость подачи проволоки и сварочный ток, что позволяет добиться высокого качества сварного соединения.
Применяется для высококачественной сварки низкоуглеродистых сталей, низколегированных и нержавеющих сталей, чугуна и других металлов в строительстве, монтажных и ремонтных работах различной степени сложности. Встроенная защита от перегрева защищает агрегат от поломки. Можно регулировать скорость подачи проволоки и сварочный ток, что позволяет добиться высокого качества сварного соединения. Таким образом полуавтомат подходит большему количеству покупателей, сомневающихся в выборе сварочного оборудования. Таким образом покупатель за вполне доступную цену получает аппарат обладающий двумя режимами работы.
Таким образом полуавтомат подходит большему количеству покупателей, сомневающихся в выборе сварочного оборудования. Таким образом покупатель за вполне доступную цену получает аппарат обладающий двумя режимами работы. Кроме того, сварочные полуавтоматы, в отличие от автоматов, позволяют непосредственно контролировать процесс образования шва. А значит, такие соединения получаются более качественными и требуют меньших доработок.
Кроме того, сварочные полуавтоматы, в отличие от автоматов, позволяют непосредственно контролировать процесс образования шва. А значит, такие соединения получаются более качественными и требуют меньших доработок. Данный вид работ проводится при постоянном токе, электронная начинка сама управляет сварочным током, в результате чего швы получаются ровными и аккуратными.
Данный вид работ проводится при постоянном токе, электронная начинка сама управляет сварочным током, в результате чего швы получаются ровными и аккуратными.
В чем разница между сваркой TIG, MIG, MAG?
Сварку в среде защитного газа можно разделить на сварку в среде защитного газа (сварка TIG и MIG), сварку в среде активного газа (сварка MAG) и сварку в среде защитного газа. Инертный газ может быть аргоном или гелием. Очевидно, что аргон используется чаще из-за его более низкой цены, поэтому дуговая сварка металла в среде защитного газа также известна как аргонодуговая сварка. Сварка вольфрамом в инертном газе — это процесс сварки, в котором вольфрам или вольфрамовый сплав используется в качестве материала электрода, а дуга, возникающая между электродом и основным материалом, используется для плавления основного материала и заполнения проволоки под защитой инертного газа. .
Инертный газ может быть аргоном или гелием. Очевидно, что аргон используется чаще из-за его более низкой цены, поэтому дуговая сварка металла в среде защитного газа также известна как аргонодуговая сварка. Сварка вольфрамом в инертном газе — это процесс сварки, в котором вольфрам или вольфрамовый сплав используется в качестве материала электрода, а дуга, возникающая между электродом и основным материалом, используется для плавления основного материала и заполнения проволоки под защитой инертного газа. .
СВАРКА TIG
TIG, также известная как газовая дуговая сварка (GTAW), представляет собой метод создания дуги между вольфрамовым электродом и основным металлом под защитой инертного газа, так что основной металл и материал сварочной проволоки можно расплавить, а затем сварить. Он включает сварку TIG на постоянном токе и сварку TIG на переменном токе.
Сварка TIG на постоянном токе использует источник питания для дуговой сварки постоянным током в качестве источника сварочного тока с чрезвычайно отрицательной мощностью и положительным основным материалом. Он в основном используется для сварки нержавеющей стали, титана, меди и медных сплавов. Источник сварочного тока при сварке TIG на переменном токе от дуги переменного тока, а анод и катод из основного материала изменены. Перегрев электрода полярности EP может удалить поверхностный оксидный слой основного материала, который в основном используется для сварки алюминия, магния и других сплавов.
Он в основном используется для сварки нержавеющей стали, титана, меди и медных сплавов. Источник сварочного тока при сварке TIG на переменном токе от дуги переменного тока, а анод и катод из основного материала изменены. Перегрев электрода полярности EP может удалить поверхностный оксидный слой основного материала, который в основном используется для сварки алюминия, магния и других сплавов.
При сварке TIG (GTAW) сварщик может быть сварочным пистолетом в одной руке и сварочной проволокой в руке, что подходит для мелкомасштабной эксплуатации и ремонта ручной сварки. TIG может сваривать почти все промышленные металлы, он обеспечивает хорошую сварочную форму, меньше шлака и пыли, может широко использоваться для тонких и толстых стальных листов.
сварка TIG, MIG/MAG — EWM AG
Защитный газ для сварки ТIG
Как можно понять из самого названия метода, для сварки TIG обычно используют инертные газы. Защитные газы нормированы в стандарте EN 439. Согласно данному стандарту они имеют обозначения l1, l2 и l3.
Наиболее часто при сварке TIG в качестве защитного газа применяется аргон (l1). Степень его чистоты должна составлять минимум 99,95 %. Для металлов, имеющих очень хорошую теплопроводность, таких как алюминий или медь, используют гелий (l2). При использовании гелия в качестве защитного газа сварочная дуга имеет более высокую температуру. Но, в первую очередь, обеспечивается более равномерное распределение тепла между ядром и краем сварочной дуги. При сварке ТIG чистый гелий используется редко и только в исключительных случаях. Вместо него в последние годы все чаще применяются смеси аргона и гелия (l3) с содержанием гелия 25, 50 или 75 %. Благодаря этому удается снизить температуру предварительного нагрева, например, толстых алюминиевых структур, для достижения достаточного провара. Более того, можно повысить скорость сварки. При сварке ТIG нержавеющих хромоникелевых сталей для этой цели также применяют смеси аргона с водородом (R1), однако для предотвращения образования пор содержание водорода не должно превышать 5 %.
Расход защитного газа зависит от диаметра газового сопла и окружающего воздушного потока. Ориентировочным значением для аргона является объемный расход 5-10 л/мин. При ветре или сквозняке (Рис. 4) при определенных условиях расход должен быть больше. При использовании смесей аргона и гелия ввиду небольшой плотности гелия необходимо установить большее значение расхода.
Группа R
В группу R входят смеси аргона с водородом, которые имеют раскисляющее действие. Наряду с аргоном и гелием газы группы R1 используются при сварке ТIG и плазменной сварке, а газы подгруппы 2 с высоким содержанием водорода (H) применяются для плазменной резки и защиты корня шва (формовочные газы).
Группа I
В группу I входят инертные газы. Это аргон (Ar) и гелий (He), а также смеси аргона и гелия. Они используются для сварки ТIG, MIG и плазменной сварки, а также для защиты корня шва.
Группа M
К группе M, в которую входят группы M1, M2 и M3, относят газовые смеси для сварки MAG. Каждая из этих групп имеет 3 или 4 подгруппы. Газы разделены на категории от M1.1 до M3.3 по окислительным свойствам, то есть газы M1.1 являются слабо окисляющими, а газы M3.3 обладают наиболее сильными окислительными свойствами. Главным компонентом всех этих газов является аргон, к активным компонентам добавляются кислород (O) или диоксид углерода (CO2) либо кислород вместе с диоксидом углерода (трехкомпонентные газы).
Каждая из этих групп имеет 3 или 4 подгруппы. Газы разделены на категории от M1.1 до M3.3 по окислительным свойствам, то есть газы M1.1 являются слабо окисляющими, а газы M3.3 обладают наиболее сильными окислительными свойствами. Главным компонентом всех этих газов является аргон, к активным компонентам добавляются кислород (O) или диоксид углерода (CO2) либо кислород вместе с диоксидом углерода (трехкомпонентные газы).
Группа C
В числе газов для сварки MAG в группу C входят чистый диоксид углерода и смесь диоксида углерода и кислорода. Последняя, однако, не применяется в Германии. Газы группы C обладают наиболее сильными окислительными свойствами, так как CO2 при высоких температурах сварочной дуги распадается. При этом помимо оксида углерода выделяется большое количество кислорода.
Состав газа влияет не только на окислительные свойства, но и на электрические и физические параметры в области сварочной дуги и, следовательно, характеристики сварки. Например, при добавлении гелия к аргону улучшается теплопроводность и теплосодержание атмосферы сварочной дуги. Благодаря этому сварочная дуга более мощная, что способствует лучшему провару. Примешивание активных компонентов к газовым смесям, помимо прочего, ведет к образованию более мелких капель при плавлении проволочных электродов. Также улучшается теплопередача в сварочной дуге. Это также позволяет добиться более качественного провара.
Благодаря этому сварочная дуга более мощная, что способствует лучшему провару. Примешивание активных компонентов к газовым смесям, помимо прочего, ведет к образованию более мелких капель при плавлении проволочных электродов. Также улучшается теплопередача в сварочной дуге. Это также позволяет добиться более качественного провара.
Требуемый расход защитного газа рассчитывается при помощи эмпирического правила: расход должен составлять 10-12 диаметров проволоки в литрах в минуту.
При сварке MIG алюминия из-за высокой окисляемости материала значения расхода должны немного превышать стандартные, а для газовых смесей аргона с гелием ввиду небольшой плотности гелия значения расхода должны быть гораздо выше. Сначала снижается давление газа, поступающего из баллона или из кольцевого трубопровода. Заданный уровень расхода можно посмотреть на манометре, выверенном с расходомерным соплом, или на расходомере с поплавковым указателем.
Инвертор MIG-MAG-FLUX-MMA-TIG мультисварочный полуавтомат BLUEWELD Starmig 200 арт.
 815668
815668Инверторный сварочный полуавтомат MIG-MAG-FLUX, MMA, TIG, пайки и точечной сварки SPOT, 220 В, сила тока 5-200 А, сила тока при 60 процентах 140 А, продолжительность включения при 200 А составляет 30 процентов, потребляемая мощность при мах/при 60 процентах 5,5/3,5 кВт, диаметр проволоки, сталь/нержавейка/алюминий/флюкс/для пайки 0,6-1/0,8-1/0,8-1/0,8-1,2/0,8 мм, кассета мах 5 кг, диаметр электрода 1,6-4 мм, тип электрода любой, 15 программ стандартной и 10 программ индивидуальной сварки с синергией, 2-х и 4-х тактный режим, системы защиты гашения дуги, горячий старт и защита от прилипания, 2 направляющих ролика, класс изоляции/защиты H/IP23, мах холостое напряжение 67 В, габариты ДхШхВ 505х250х430 мм, вес 27 кг, набор для MIG-MAG сварки кассета со стальной проволокой 0,8 кг 0,8 мм, ролик 0,6-0,8 мм, горелка 3 м, газовый редуктор, кабель заземления, опция — горелка Spool Gun.
Полуавтомат MIG-MAG сварочный BLUEWELD Starmig 200 с микропроцессорным управлением предназначен для сварки самозащитной порошковой проволокой (без газа), MIG-MAG, MMA, TIG-DC LIFT и пайки. Синергетические функции позволяют осуществлять эффективный контроль за сваркой различных материалов в зависимости от диаметра проволоки и вида газа. Особенно удобен для сварки гальванизированной стали, высокопрочных и нержавеющих сталей и алюминия.
Синергетические функции позволяют осуществлять эффективный контроль за сваркой различных материалов в зависимости от диаметра проволоки и вида газа. Особенно удобен для сварки гальванизированной стали, высокопрочных и нержавеющих сталей и алюминия.
- 15 стандартных и память на 10 индивидуальных программ сварки.
- Регулировка подачи газа после выключения тока, нарастания и спада сварочного тока.
- Выбор между 2-х или 4-х тактным режимами работы в зависимости от свариваемого материала или режима сварки точками.
- Стабильная дуга, функции регулирования силы дуги «Arc Force», «горячего старта» и защита от прилипания электрода.
- Возможность подключения дистанционного управления.
- Класс нагревостойкости изоляции — H, т.е. до 180 градусов С.
- Автоматическое определение типа горелки.
- Класс защиты IP23. Защита от проникновения внутрь корпуса пальцев или предметов длиной более 80 мм и от проникновения твердых тел диаметром более 12 мм. Защищенность от дождя. Вода льется вертикально либо под углом до 60 градусов к вертикали.
- Автоматический тест-контроль всех функций при запуске.
- Термозащита, защита от перегрузок, повышенного и пониженного напряжения.
- Использование горелки тянущего типа с катушкой проволоки.
- Поставляется с набором для MIG-MAG сварки.
 Защищенность от дождя. Вода льется вертикально либо под углом до 60 градусов к вертикали.
Защищенность от дождя. Вода льется вертикально либо под углом до 60 градусов к вертикали.Сварочные аппараты TIG КЕДР Pro с доставкой по Москве и регионам России
Аргонодуговая сварка TIG – это один из наиболее универсальных и современных видов сварки, который подходит для соединения деталей из разных металлов и сплавов. В основном её используют для сварки алюминия и нержавеющей стали. Чтобы получить сварной шов высокого качества, нужно приобрести соответствующее оборудование.
Подробнее
По популярностиСначала дешёвыеСначала дорогиеНовинки
Сварочные аппараты для сварки TIG
Современные аппараты аргонодуговой сварки (TIG) обеспечивают наиболее качественный сварочный процесс. Этого позволяют добиться такие особенности, как использование тугоплавкого электрода и инертного газа. Также высокому качеству соединений способствует наличие в оборудовании специальных функций, способствующих максимальному контролю тепловложения в изделие и контролю дуги, в целом.
Этого позволяют добиться такие особенности, как использование тугоплавкого электрода и инертного газа. Также высокому качеству соединений способствует наличие в оборудовании специальных функций, способствующих максимальному контролю тепловложения в изделие и контролю дуги, в целом.
Предложение КЕДР
В нашем каталоге представлен широкий ассортимент сварочных аппаратов TIG серии КЕДР PRO, заказать которые можно с доставкой по всей России. Наше оборудование отличается высоким качеством, широким функционалом и приемлемой стоимостью. Покупка продукции КЕДР обеспечит ваше предприятие профессиональной и надёжной сварочной техникой.
Функциональные возможности нашего оборудования облегчают работу оператора и обеспечивают комфортную сварку соединений любой сложности. Набор опций, которыми оснащены аппараты TIG серии КЕДР PRO, позволяет добиться оптимальной и стабильной глубины проплавления. Возможность их использования не ограничена только предприятиями, что делает наши аппараты универсальными.
Если у вас возникнут сложности при выборе аргонодуговых сварочных аппаратов, то обратитесь к нашим специалистам. Они помогут подобрать модель, которая будет отвечать вашим потребностям, расскажут о её особенностях и проинформируют о действующих акциях.
Методы сварки MIG MAG и TIG: основные различия
Методы MIG и MAG Как уже упоминалось, в этой технике используется электрическая дуга. Дуга возникает между плавящимся электродом (проволокой) и заготовкой . Во время подачи проволоки также подается защитный газ для защиты проволоки и дуги. Метод MIG используется для определения процесса сварки, в котором защитный газ является химически инертным газом (например,гелий или аргон). MAG — это сварочный процесс, в котором используется химически активный газ , например, двуокись углерода. Технологии MIG и MAG используются в для соединения элементов из низкоуглеродистых, кислотостойких и нержавеющих сталей, а также легированных сталей . Они также используются для сварки алюминия и его сплавов. Алюминий, медь, магний и другие цветные металлы чаще всего сваривают методом MIG. В свою очередь, МАГ — нелегированная, низколегированная и высоколегированная конструкционная сталь.Методы MIG / MAG составляют около 65% всех методов промышленной дуговой сварки .
Они также используются для сварки алюминия и его сплавов. Алюминий, медь, магний и другие цветные металлы чаще всего сваривают методом MIG. В свою очередь, МАГ — нелегированная, низколегированная и высоколегированная конструкционная сталь.Методы MIG / MAG составляют около 65% всех методов промышленной дуговой сварки .
В методе TIG также используется электрическая дуга . Разница, однако, заключается в том, что производится с помощью неплавящегося вольфрамового электрода в покрытии инертным газом. Сварка состоит из сплавления обработанных материалов или добавления дополнительного материала-расплава в сварочную ванну .Благодаря использованию техники TIG получается качественный сварной шов без загрязнения . Метод TIG обычно используется с для соединения нержавеющих сталей и металлов, где должен использоваться нейтральный защитный газ (например, титан, медь, алюминий). Сварочные аппараты TIG используются везде, где необходимо соединить металлических элементов небольшой толщины и вы хотите получить эстетичный сварной шов (например, листовой металл или тонкостенные трубы).Соединения, конечно, очень прочные.
Сварочные аппараты TIG используются везде, где необходимо соединить металлических элементов небольшой толщины и вы хотите получить эстетичный сварной шов (например, листовой металл или тонкостенные трубы).Соединения, конечно, очень прочные.
.
Инвертор 3в1 Сварочные аппараты MIG MAG TIG DC и MMA
В магазине Allweld представлен широкий выбор инверторных сварочных аппаратов 3-в-1, адаптированных к различным методам сварки: MIG / MAG, MMA и TIG. Важно отметить, что среди них есть устройства, подходящие как для любителей, так и для профессионалов, которым нужен сварщик, адаптированный для интенсивного использования. Мы предлагаем преобразователи 3 в 1 от известных и очень популярных брендов: Magnum, Paton, Ideal, Sherman, Trafilux, Spartus и Weldman.
Мы гарантируем, что инверторные сварочные аппараты 3 в 1, имеющиеся в нашем магазине, оправдают ожидания каждого сварщика. Это простое в использовании и очень прочное оборудование, хорошо приспособленное для работы в сложных условиях. Некоторые устройства питаются от сети 230 В, а остальные — от трехфазной сети 400 В. Существуют также модели для фазного переключения, которые можно переключать с 230 В на 400 В и наоборот. Инверторы продаются как в базовой комплектации, так и с обширным набором аксессуаров, в который входят:в сварочная проволока, газовый баллон и баллонный редуктор.
Это простое в использовании и очень прочное оборудование, хорошо приспособленное для работы в сложных условиях. Некоторые устройства питаются от сети 230 В, а остальные — от трехфазной сети 400 В. Существуют также модели для фазного переключения, которые можно переключать с 230 В на 400 В и наоборот. Инверторы продаются как в базовой комплектации, так и с обширным набором аксессуаров, в который входят:в сварочная проволока, газовый баллон и баллонный редуктор.
Мы заботимся о том, чтобы каждый сварщик мог найти для себя подходящий инвертор 3 в 1. Особенно популярны сварочные аппараты Magnum, такие как модель 208 ALU SYNERGY с номинальным сварочным током 180 А в 40% -ном цикле. Покупатели также охотно выбирают оборудование таких производителей, как Paton (например, Paton PRO 250 P PSI 230 V 15-4 DC) или Sherman (включая Sherman DIGIMIG 200X). Мы предлагаем инверторы с современными транзисторами IGBT, которые сводят к минимуму риск электромагнитных помех.Некоторое оборудование позволяет выполнять сварку пайкой, использовать встроенную память настроек или евро-разъемы, а также оснащено полным синергетическим эффектом, то есть современным микропроцессорным электронным управлением.
Инверторные сварочные аппараты 3 в 1 , которые вы можете найти здесь, — это устройства, удобные в использовании и оснащенные полезными функциями, в т.ч. Arc Force, регулировка индуктивности и Post Gas. Если у вас есть вопросы, обращайтесь в наш отдел продаж. Специалисты Allweld с радостью помогут вам выбрать подходящий преобразователь 3-в-1.
.
Magnum MIG / TIG 202 Pulse SYNERGY TIG AC / DC Пайка
Первая синергетическая сварка MIG / MAG в Польше со сварочным аппаратом TIG AC / DC Puls.
Сварочный аппарат Magnum MIG / TIG 202 Puls SYNERGY TIG AC / DC Пайка — это инверторный и технологически продвинутый сварочный аппарат для методов MIG-MAG, MMA, TIG LIFT, FCAW и пайки.
MIG / THF 202P предназначен для всех видов сварочных работ в слесарных мастерских, ремонтных мастерских, автомобилестроении, заводах и т. Д.
Сварщик предназначен для профессионалов, которым требуются сварочные аппараты, отвечающие самым высоким стандартам и обладающие многофункциональными возможностями — все в одном устройстве.
Сварщик MIG / THF 202P имеет:
MIG / MAG
— расширенный MIG с 19 синергетическими программами для сварки алюминиевых сплавов, нержавеющей стали и стали, так называемые черный
— 10 каналов памяти полностью программируемые
— точечная сварка
— установка индуктивности — пайка
TIG
— самовоспламенение дуги, т.е. HF
— Выбор формы сигнала AC
— Двухуровневая функция и Puls
— 10 программируемых каналов памяти
Конструкция и программное обеспечение сварочного аппарата позволяет получать сварочные швы высочайшего качества при сварке всех свариваемых материалов, включая черную сталь, нержавеющую сталь, медь и алюминиевые сплавы.
Сварочный аппарат MIG / THF 202P построен на транзисторах IGBT, что обеспечивает минимальные электромагнитные помехи, низкие потери мощности в основных схемах, что позволяет повысить эффективность и надежность источника питания.
Очень высокий КПД, который напрямую выражается в более низком потреблении энергии, и высокая частота переключения обеспечивают мгновенную регулировку тока в зависимости от изменений параметров во время сварки.
В стоимость устройства включены оригинальные комплектующие Magnum:
- Magnum MIG / TIG 202 Pulse SYNERGY TIG AC / DC Пайка Источник сварочного тока
- Сварочная горелка Mig / Mag MB 15/3 м
- Сварочная горелка Tig UT 26 / 4m с управлением
- Электрододержатель
- Кабель заземления
- Инструкция по эксплуатации
- Гарантия 24 месяца покупки при получении / 12 месяцев покупки по счету. Лучшая гарантия на рынке «от двери до двери». , что означает, что в случае неисправности сварщик забирается у клиента за счет услуг, ремонтируется и отправляется напрямую клиенту за счет сервис.
Сварочный ток (A) / КПД (%): 200A / 60%
Электропитание (В): 230 В
Защита сети (A): 16-20A
Диапазон регулировки тока: плавный
Катушка с проволокой (кг): 5
Приводные ролики: 2
Вес (кг): 20
Тип сварочного аппарата: инвертор
.
Сварка TIG / MIG — Руководство по сварке
Введение в сварку
Сварка — это область технологий, связанная с процессами склеивания, то есть соединением конструкционных пластмасс, и процессами, связанными со склеиванием.
Процессы соединения отличаются друг от друга физическим состоянием основных материалов и металла шва (присадочный материал) в точке соединения, характером соединений, образующих соединение, и типом применяемой тепловой и / или механической энергии. сформировать сустав.
Рис. Классификация сварочных процессов.
Целью сварки является создание соединения, состоящего из двух или более частей, путем приложения к ним локальной тепловой энергии, заставляющей их локально плавиться, а затем кристаллизации, создавая сварной шов, который является важной частью соединения. Соединяемые материалы (основные материалы) — это металлы и их сплавы с одинаковыми или подобными физическими и химическими свойствами.Сварной шов получают путем плавления и смешения основных и дополнительных металлов (связки), но сварной шов можно создать только из расплавленных основных материалов
Рис. Классификация способов сварки.
Классификация способов сварки.
Методы сварки обозначены аббревиатурами и цифрами.
E — 111 (MMA) Ручная дуговая сварка покрытым электродом.
MIG — 131 (GMAW) Дуговая сварка в инертном газе
MAG — 135 (GMAW) Дуговая сварка металлическим электродом в активном газе
MAG — 136 (FCAW) Сварка порошковой проволокой
MAG — 138 (FCAW) Активная сварка порошковой проволокой газовая защита
TIG — 141 (GTAW) Сварка вольфрамовым электродом в среде защитного газа
Характеристики выбранных методов сварки.
Сварка GMAW, широко известная как MIG / MAG , заключается в сварке электрической дугой, возникающей между плавящимся электродом и свариваемым материалом. Расходуемый электрод представляет собой проволоку с непрерывной подачей. Дуга и ванна расплавленного металла защищены потоком защитного газа.
Следующие термины используются для процесса сварки плавящимся электродом в защитных газах:
MIG — (металлический инертный газ) — это название описывает процесс сварки, когда в качестве защитного газа используется химически инертный газ, напримераргон, гелий.
MAG — (Metal Active Gas) — это название используется для описания процесса сварки, когда в качестве защитного газа используется химически активный газ, например CO2.
GMAW — (Gas Metal Arc Welding) — сокращение, используемое в основном в США, общее для обоих методов: MIG и MAG.
Миграционная сварка, полуавтоматическая сварка, полуавтоматическая сварка — это общие названия сварочного процесса, как с использованием методов MIG, так и MAG.
GTAW или TIG (вольфрамовая сварка в инертном газе) — это получение электрической дуги с использованием неплавящегося вольфрамового электрода в защитной оболочке из инертного газа.Обозначение GTAW (Gas Tungsten Arc Welding) встречается часто (в основном в США).
Сварочная дуга между неплавящимся электродом и деталью плавит поверхность детали. При сварке TIG нет необходимости использовать какие-либо дополнительные материалы. Сваренные элементы можно соединять переплавкой сварной канавки. Однако, если используется дополнительный материал, он вводится в ванну вручную, а не с помощью сварочного пистолета, как в методе MIG / MAG. Поэтому при сварке TIG сварочная горелка имеет совершенно другую конструкцию, чем горелка, используемая в методе MIG / MAG. Связующее обычно выпускается в виде проволоки (прутка) длиной 1 м и правильно подобранного диаметра.
Поэтому при сварке TIG сварочная горелка имеет совершенно другую конструкцию, чем горелка, используемая в методе MIG / MAG. Связующее обычно выпускается в виде проволоки (прутка) длиной 1 м и правильно подобранного диаметра.
Процесс сварки TIG происходит в атмосфере химически инертного защитного газа, обычно аргона или гелия, истекающего из сопла электрододержателя. Защитный газ защищает сварной шов и электрод от окисления, но не влияет на металлургический процесс.
MMA сварка — MMA
MMA (ручная дуговая сварка) — самый старый и самый универсальный метод дуговой сварки.
В методе MMA используется покрытый электрод, который состоит из металлического сердечника, покрытого сжатой оболочкой. Электрическая дуга возникает между концом электрода и заготовкой. Зажигание дуги происходит контактным прикосновением конца электрода к свариваемому материалу. Электрод плавится, и капли расплавленного металла электрода переносятся через дугу в расплавленную сварочную ванну, образуя сварной шов после охлаждения. Сварщик перемещает электрод, когда он соединяется с заготовкой, чтобы поддерживать постоянную длину дуги, и в то же время перемещает плавильный конец вдоль линии сварки.Покрытие плавящегося электрода выделяет газы, которые защищают расплавленный металл от воздействия атмосферы, а затем затвердевает и образует шлак на поверхности ванны, который защищает затвердевающий металл сварного шва от воздействий окружающей среды. После укладки одного стежка необходимо удалить шлак механическим способом.
Сварщик перемещает электрод, когда он соединяется с заготовкой, чтобы поддерживать постоянную длину дуги, и в то же время перемещает плавильный конец вдоль линии сварки.Покрытие плавящегося электрода выделяет газы, которые защищают расплавленный металл от воздействия атмосферы, а затем затвердевает и образует шлак на поверхности ванны, который защищает затвердевающий металл сварного шва от воздействий окружающей среды. После укладки одного стежка необходимо удалить шлак механическим способом.
Основное отличие от других методов сварки состоит в том, что электрод укорачивается при использовании метода MMA. В методах TIG и MIG / MAG длина электрода все время остается неизменной, а расстояние между горелкой и заготовкой всегда остается постоянным.В методе MMA, чтобы поддерживать постоянное расстояние между электродом и сварочной ванной, электрододержатель должен постоянно перемещаться по направлению к заготовке, что отводит особую роль навыкам сварщика.
.
Сварка TIG, MIG / MAG — EWM AG
Защитный газ TIG
Как видно из названия метода, при сварке TIG обычно используются инертные газы. Защитные газы определены в DIN EN 439. В соответствии с ним они называются l1, l2 и l3.
В качестве защитного газа при сварке TIG чаще всего используется аргон (l1). Степень чистоты должна быть не менее 99,95%. В металлах с высокой теплопроводностью, таких как алюминий и медь, также используется гелий (I2).Когда гелий используется в качестве защитного газа, дуга имеет более высокую температуру. Однако, прежде всего, распределение тепла между сердечником и краем дуги более равномерное. В настоящее время чистый гелий при сварке TIG используется редко и ограничен особыми случаями, в то время как смеси аргона и гелия (I3) с содержанием гелия 25, 50 или 75% в последние годы используются все чаще и чаще. В результате, например, в случае более толстых алюминиевых конструкций, температура предварительного нагрева, необходимая для достижения адекватного плавления, может быть снижена. Кроме того, также возможно многократно увеличить скорость сварки. В случае сварки TIG хромоникелевых нержавеющих сталей для этой цели также используются смеси аргона и водорода (R1), но содержание водорода не должно значительно превышать 5%, чтобы предотвратить образование пор.
Кроме того, также возможно многократно увеличить скорость сварки. В случае сварки TIG хромоникелевых нержавеющих сталей для этой цели также используются смеси аргона и водорода (R1), но содержание водорода не должно значительно превышать 5%, чтобы предотвратить образование пор.
Количество потока защитного газа зависит от диаметра газового сопла и окружающего воздушного потока. В случае аргона можно принять ориентировочное значение объемного расхода 5-10 л / мин.В просторных помещениях рис. 4, могут потребоваться более высокие скорости потока. В случае смесей аргон / гелий следует установить более высокие скорости потока из-за низкой плотности гелия.
Группа R
Группа R содержит смеси аргона и водорода с восстанавливающим действием. Газы группы R1, кроме аргона и гелия, используются при TIG и плазменной сварке, а газы подгруппы 2 с высоким содержанием водорода (H) — при плазменной резке и для защиты корня (формовочные газы).
Группа I
В группе I сосредоточены инертные газы. Он содержит аргон (Ar) и гелий (He), а также смеси аргона и гелия. Они используются для сварки TIG, MIG и плазменной сварки, а также для защиты гребня.
Группа M
В обширной группе M, разделенной на подгруппы M1, M2 и M3, сосредоточены газовые смеси для сварки MAG. Опять же, каждая группа делится на 3 или 4 подгруппы. Газы от M1.1 до M3.3 заказываются в соответствии с их окислительными свойствами, т. Е.M1.1 — это слабый окисляющий газ, а M3.3 — наиболее окисляющий газ. Основным компонентом этих газов является аргон, активные компоненты смешаны с кислородом (O) или углекислым газом (CO2) соответственно. кислород и углекислый газ (тройные газы).
Группа C
Диапазон газов MAG группы C содержит чистый диоксид углерода и смесь диоксида углерода и кислорода. Последний случай не применим в Германии. Газы группы C обладают самыми сильными окислительными свойствами, поскольку CO2 разлагается при высокой температуре дуги, образуя большое количество кислорода в дополнение к монооксиду углерода.
Помимо окислительных реакций, состав газа также изменяет электрические и физические свойства в пространстве дуги и, следовательно, сварочные свойства. Когда, например, к аргону добавляется гелий, улучшаются теплопроводность и теплосодержание атмосферы дуги. Оба фактора способствуют получению дуги с более высокой плотностью энергии и, следовательно, лучшими методами сварки. Добавление активных ингредиентов в газовые смеси приводит, среди прочего, к к образованию более мелких капель при плавке проволочного электрода.Кроме того, улучшается теплопередача в дуге. Это также позволяет улучшить растушевку.
Требуемый расход защитного газа можно рассчитать на основе эмпирического правила, а именно: в литрах в минуту он должен быть в 10–12 раз больше диаметра проволоки.
В случае сварки алюминия методом MIG из-за высокой склонности материала к окислению скорость потока в газовых смесях Ar / He устанавливается немного выше этого диапазона, что также значительно выше из-за низкой плотности гелия. Давление газа, истекающего из цилиндра или кольцевой трубы, сначала снижается. Установленный расход можно прочитать на манометре, откалиброванном вместе с измерительным соплом, или на расходомере с поплавком.
Давление газа, истекающего из цилиндра или кольцевой трубы, сначала снижается. Установленный расход можно прочитать на манометре, откалиброванном вместе с измерительным соплом, или на расходомере с поплавком.
.
Paton PSI 200 PRO (5-2) MIG / MAG MMA / TIG PULSE
Сварочный аппарат
PATON ™ Сварочный аппарат PSI 200 PRO DC предназначен для полуавтоматической сварки методом MIG / MAG в газовой и защитной среде. смесями, ручная сварка дуговой сваркой методом MMA и дуговой сваркой TIG на постоянном токе в аргоновой защите.
Конструкция 200 PSI PRO 15-2 (катушка 15 кг, также поддерживает катушку 5 кг — устройство подачи с двумя роликами) обеспечивает одну из лучших защит от внешних воздействий на рынке.Номинальный ток этой модели 200A с рабочим циклом 70% является результатом, который позволяет производить интенсивную сварку материалов толщиной 6 мм без риска перегрева устройства. Источник может быть отделен от механизма подачи проволоки для удобства и безопасности. Отличительной чертой полуавтоматов PATON ™ Professional серии является высококачественный герметичный металлический механизм подачи проволоки, а также существующий соединитель типа KZ-2 «EURO», который стал мировым стандартом, позволяя пользователю поменять ручку в будущем как пожелает.
Источник может быть отделен от механизма подачи проволоки для удобства и безопасности. Отличительной чертой полуавтоматов PATON ™ Professional серии является высококачественный герметичный металлический механизм подачи проволоки, а также существующий соединитель типа KZ-2 «EURO», который стал мировым стандартом, позволяя пользователю поменять ручку в будущем как пожелает.
В полностью электронной системе система управления имеет абсолютно все исходные ресурсы в пределах своей полной мощности и независимо от используемого метода. Аппарат серии «Профессионал» предназначен для промышленного использования, для самых требовательных пользователей.
БЕЗГАЗОННАЯ СВАРКА — СВАРКА САМОЗАЩИЩЕННОЙ ПРОВОЛОКОЙ
Все мигоматы ПАТОН приспособлены для сварки самозащитной проволокой.Такая сварка, в отличие от традиционного процесса сварки MIG / MAG, осуществляется без использования защитного газа, однако для этого требуется специальная сварочная проволока. Проволока имеет собственный экран, который помогает защитить сварочную дугу. Здесь можно приобрести самозащитную проволоку, адаптированную для сварочных аппаратов ПАТОН — катушки с проволокой по 5 кг подойдут ко всем механизмам подачи проволоки.
Проволока имеет собственный экран, который помогает защитить сварочную дугу. Здесь можно приобрести самозащитную проволоку, адаптированную для сварочных аппаратов ПАТОН — катушки с проволокой по 5 кг подойдут ко всем механизмам подачи проволоки.
СВАРКА БРАЗЕЛЕЙ — КОНТРОЛЬ ИНДУКЦИИ
МИГОМАТЫ Патона серий Standard и PRO имеют возможность пайки благодаря функции трехступенчатого изменения индуктивности.Контроль индуктивности позволяет оптимизировать характеристики дуги в зависимости от толщины заготовки. Эта функция необходима для изменения скорости протекания тока при изменении напряжения дуги. Чем тоньше элемент, свариваемый методом MIG / MAG, тем больше должна быть индуктивность (мягкая дуга — меньше провара), и наоборот для толстых элементов (жесткая дуга — большее проплавление).
ФУНКЦИЯ ИМПУЛЬСА ВО ВСЕХ МЕТОДАХ
— ИМПУЛЬС в методе TIG — полный контроль тепла, вводимого в материал — отличная функция для сварки нержавеющей и кислотостойкой стали,
— ИМПУЛЬС в MMA метод — более легкое перемещение материала от электрода к сварочной ванне, лучшее качество сварного соединения,
— ПУЛЬС в методе MIG / MAG — более легкое отделение металлической капли от конца электродной проволоки, возможность для регулировки параметров пульсирующего тока. Сварка MIG с пульсацией используется для сварки нержавеющих, кислотостойких сталей и алюминиевых сплавов. Кроме того, импульсная сварка обеспечивает лучшие параметры для пайки CuSi3
Сварка MIG с пульсацией используется для сварки нержавеющих, кислотостойких сталей и алюминиевых сплавов. Кроме того, импульсная сварка обеспечивает лучшие параметры для пайки CuSi3
ОСНОВНЫЕ РАЗЛИЧИЯ МЕЖДУ МИГОМАТАМИ СЕРИИ STANDARD И PRO:
- рабочий цикл — мигранты серии PRO имеют рабочий цикл 70%, в то время как серия Standard имеет рабочий цикл 45% при том же значении сварочного тока. Кроме того, мигоматы серии PRO обеспечивают непрерывный рабочий цикл с более высоким сварочным током, чем мигоматы серии Standard.
- Механизм подачи проволоки — в серии PRO есть отдельный механизм подачи проволоки, который обрабатывает катушки весом от 15 до 18 кг. Устройство подачи можно отделить от источника для удобства сварки другими методами, такими как MMA или TIG на постоянном токе. Серия PRO также оснащена 2- или 4-роликовыми механизмами подачи проволоки. В мигоматах серии Standard питатель встроен в сварочный аппарат, он поддерживает только катушку до 5 кг и всегда имеет два рулона.

ОСНОВНЫЕ ПРЕИМУЩЕСТВА УСТРОЙСТВ PATON ™:
5-летняя гарантия производителя для потребителей и компаний
Высочайшее качество изготовления подтверждено 5-летней гарантией производителя DOOR-to-DOOR .Модели из серии PRO отличаются компактной конструкцией, в которой применен ряд инновационных технологических решений для повышения надежности устройств. Повышена надежность инвертора в пыльной и влажной среде.
Приобретаемый комплект включает:
- Сварочный аппарат PATON ™ PSI 200 PRO DC
- Питатель PATON ™ BPI 15-2 (катушка 15 кг, также поддерживает катушку 5 кг — ролик)
- Держатель электрода ABICOR BINZEL DE2200 3 м
- Держатель массы ABICOR BINZEL MK300 3 м
- Ролики подачи проволоки 1x (0,6 — 0,8), 1x (1,0 — 1,2) V
- Быстроразъемная муфта для газа
- Картон
- Ремень для переноски
- Руководство по эксплуатации
.
Сварочный аппарат MIG MAG TIG Magnum MIG 211 Synergy
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции веб-сайта (кроме необходимых для его работы).Их включение предоставит вам доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям пользователей.
Продавцы аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под управлением которого работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Цель сбора этих файлов — выполнить анализ, который будет способствовать развитию программного обеспечения. Вы можете узнать больше об этом в Политике использования домашних файлов cookie.
Цель сбора этих файлов — выполнить анализ, который будет способствовать развитию программного обеспечения. Вы можете узнать больше об этом в Политике использования домашних файлов cookie.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговую деятельность.
.
Mobile Welding Лос-Анджелес, округ Ориндж, Сан-Бернардино, Калифорния
Mobile Welding Лос-Анджелес, округ Ориндж, Сан-Бернардино, Калифорния | Сертифицированная сварка труб и алюминияЛицензия № 714081
- Дом
- Галерея
- отзывов
- Свяжитесь с нами
Лучший выбор мобильных сварочных услуг в Южной Калифорнии
Сварка стали и алюминия — Моментная сварка — Дуговая сварка — Ремонт тяжелого оборудования
Стальная балка
Сварка
Автомобиль и прицеп
Сварка рамы
Момент
Сварка
Дуговая сварка
- Сварка стальных балок
- Сварка рам автомобилей и прицепов
- Момент сварки
- Дуговая сварка
Обслуживает округа Лос-Анджелес, Ориндж и Сан-Бернардино с 1984 года
Лицензировано и сертифицировано
следующими агентствами:
M&M Portable Welding предоставляет услуги мобильной сварки высочайшего качества в округах Лос-Анджелес, Ориндж и Сан-Бернардино. Имея лицензию сварщика в Лос-Анджелесе и сертифицированного сварщика AWS с более чем 34-летним опытом, компания M & M Portable Welding является лучшим выбором для мобильных сварочных услуг в промышленности, коммерческих и жилых помещениях. На протяжении многих лет мы обслуживали тысячи производственных компаний, строительных подрядчиков, строительных компаний, монтажников стали, жилых комплексов, городских агентств, владельцев бизнеса и частных лиц по всей Южной Калифорнии, включая Лос-Анджелес, Онтарио, Биг-Бэар-Лейк, Голливуд, Ирвин, Анахайм и прилегающие районы. Наши клиенты продолжают полагаться на нас благодаря нашим экспертным навыкам сварки, честной рабочей этике, справедливым ценам и индивидуальному обслуживанию клиентов.
Имея лицензию сварщика в Лос-Анджелесе и сертифицированного сварщика AWS с более чем 34-летним опытом, компания M & M Portable Welding является лучшим выбором для мобильных сварочных услуг в промышленности, коммерческих и жилых помещениях. На протяжении многих лет мы обслуживали тысячи производственных компаний, строительных подрядчиков, строительных компаний, монтажников стали, жилых комплексов, городских агентств, владельцев бизнеса и частных лиц по всей Южной Калифорнии, включая Лос-Анджелес, Онтарио, Биг-Бэар-Лейк, Голливуд, Ирвин, Анахайм и прилегающие районы. Наши клиенты продолжают полагаться на нас благодаря нашим экспертным навыкам сварки, честной рабочей этике, справедливым ценам и индивидуальному обслуживанию клиентов.
Сварка труб, дуговая сварка, сварка алюминия TIG, сварка MIG, сварка конструкций, сварка тонколистового металла, сварка арматуры, плазменная сварка, удаление сварки воздушной дугой и многое другое
С нашей надежной командой сварщиков, современное сварочное оборудование , и несколько сервисных грузовиков, мы полностью оборудованы для выполнения работ любого масштаба. Нужна ли вам дуговая сварка для ремонта производственного оборудования на предприятии в Онтарио, сварка TIG для алюминиевых труб в жилом комплексе в Голливуде или сварка стали для трейлера в Анахайме, у нас есть знания и обширный практический опыт, чтобы выполнить работу. быстро, эффективно и в точном соответствии с вашими спецификациями.
Нужна ли вам дуговая сварка для ремонта производственного оборудования на предприятии в Онтарио, сварка TIG для алюминиевых труб в жилом комплексе в Голливуде или сварка стали для трейлера в Анахайме, у нас есть знания и обширный практический опыт, чтобы выполнить работу. быстро, эффективно и в точном соответствии с вашими спецификациями.
Мы преуспеваем в сварке стали , алюминия, нержавеющей стали, железа и листового металла . Наши комплексные услуги мобильной сварки включают:
- Сварка грузовых автомобилей и прицепов
- Сварка тяжелого оборудования
- Машины сварочные
- Сварка ворот (ограждения, ворота для бассейнов и поручни)
- Сварка труб (газопроводы, паропроводы, водопроводы, черная труба)
- Сварка арматуры
- Сварка листового металла
- Моментная сварка/сварка стальных балок
- Сварка конструкций
- Водонагреватели
- Стальные покрытия и опоры для патио
- Сварка стальных листов
- Алюминиевая трубка
- Ремонт навесов (столбы, рамы и опоры)
- Лестничные перила и ступени
- Ремонт топливного бака
- Аварийная сварка 24/7
Экспертные услуги по сварке от лицензированного сварщика из Лос-Анджелеса с сертификатами AWS и CalTrans
M & M Portable Welding имеет семь лицензий на сварку от города Лос-Анджелес, сертифицирована Американским обществом сварщиков (AWS) и является сертифицированным сварщиком Caltrans. Это означает, что мы соблюдаем и превосходим самые строгие отраслевые стандарты в отношении долговечных, конструктивно надежных методов сварки, соответствующих всем применимым строительным нормам и правилам.
Это означает, что мы соблюдаем и превосходим самые строгие отраслевые стандарты в отношении долговечных, конструктивно надежных методов сварки, соответствующих всем применимым строительным нормам и правилам.
Удобная сварка на месте и круглосуточная служба экстренной сварки в Лос-Анджелесе, Риверсайде и округе Ориндж
Наши мобильные сварочные службы работают быстро, оперативно и доступны 24 часа в сутки, 7 дней в неделю для экстренных служб. Позвоните нам сегодня, чтобы мы могли помочь вам определить лучшие сварочные услуги для ваших нужд. Мы обслуживаем весь округ Лос-Анджелес, округ Ориндж и округ Сан-Бернардино, включая Лос-Анджелес, Голливуд, Студио-Сити, Ирвин, Анахайм, Хантингтон-Бич, Онтарио, озеро Биг-Беар и прилегающие районы.
9 веских причин выбрать M&M Portable Welding
- Более 30 лет опыта
- Исключительное мастерство
- Лицензированный подрядчик по сварке
- Несколько лицензий на профессиональную сварку
- Сертифицировано Американским обществом сварщиков
- Круглосуточная служба аварийной сварки
- Быстрое реагирование и своевременное выполнение работ
- Эксперт по сварке стали, нержавеющей стали, железа и листового металла
- Удобные мобильные сварочные услуги
Зона обслуживания
Отзывы
Майк @ M&M приварил сегодня мой грузовик для продувки мульчи. Он попал в цель. Он позаботился о том, чтобы я был доволен положением и углом всего, что было сварено. Сварные швы крепкие, углы не срезаны. Сразу же приехал на место работы и сразу же завел машину. Очень доволен его обслуживанием, и я буду обращаться снова, если это необходимо.
Он попал в цель. Он позаботился о том, чтобы я был доволен положением и углом всего, что было сварено. Сварные швы крепкие, углы не срезаны. Сразу же приехал на место работы и сразу же завел машину. Очень доволен его обслуживанием, и я буду обращаться снова, если это необходимо.
Просмотреть все
Методы получения сварных швов с полным проплавлением
- Форум
- Сварочные веб-дисциплины
- Сварка MIG, TIG, электродуговая и кислородно-топливная сварка
- Методы получения сварных швов с полным проплавлением
06-06-2017 #1
Методы получения сварных швов с полным проплавлением
Привет всем,
Недавно один очень опытный сварщик сосудов высокого давления рассказал мне о методе, при котором в некоторых случаях проход плавлением сначала накладывается на обратную сторону сварного шва.
Затем сварщик притачивает этот проход с лицевой стороны и приступает к окончательному сварному шву.Я думаю, что в большинстве случаев это используется в тех случаях, когда необходимо прикрепить муфты, а большие корневые зазоры нецелесообразны для обеспечения точности позиционирования. Изучение этого метода было довольно большим моментом «ах-ха».
Существуют ли какие-либо другие методы, кроме этого и сварки с открытым корнем только с одной стороны, при которых FP-шов практически гарантирован, если не считать рентгеновского/разрушающего контроля?
Ответить с цитатой
06-06-2017 #2
Re: Методы получения сварных швов с полным проплавлением.
Я забыл упомянуть, что используемый процесс — это TIG.
Ответить с цитатой
06-06-2017 #3
Re: Методы получения сварных швов с полным проплавлением.
Одинарный (или двойной) сварной шов с разделкой кромок и подкладочной полосой также является сварным швом со сплошным стержнем.
Отправлено с моего iPhone с помощью Tapatalk
Джейсон
Lincoln Idealarc 250 палка/тиг
Термальная динамика Cutmaster 52
Миллер Бобкэт 250
Стол с ЧПУ Torchmate
Тепловая дуга Hefty 2
Металлурги Местный 720Ответить с цитатой
06-06-2017 #4
Re: Методы получения сварных швов с полным проплавлением.
Разве почти ВСЕ сварные швы, которые вроде как заслуживают сварки, не будут сварными швами?
Я не уверен, что смогу придумать пример, в котором мне не хотелось бы полного проникновения.
Последний раз редактировалось Кельвином; 06.06.2017 в 07:45.
Ответить с цитатой
06-06-2017 #5
Re: Методы получения сварных швов с полным проплавлением.
Привет Кельвин,
Я согласен на 100% процентов. Я подумал, что было бы полезно разъяснить, как это достигается последовательно
Ответить с цитатой
06-06-2017 #6
Re: Методы получения сварных швов с полным проплавлением.
Хм. Не должно быть необходимости делать обратную строжку сварных швов TIG. Вот для чего хороши корни Тига.
Но если это в wps, то он должен это сделатьСварка методом «WELDOR», а не «DERR»
MillerDynasty700DX,Dynasty350DX4ea,Dynasty200DX,Li ncolnSW200-2ea.,MillerMatic350P,MillerMatic200w/spoolgun,MKCobraMig260,Lincoln SP-170T,PlasmaCam/Hypertherm1250,HFProTig2ea,MigMax1ea.Ответить с цитатой
06-06-2017 #7
Re: Методы получения сварных швов с полным проплавлением.
Я часто делаю это с предметами, которые треснули, как и большинство других, которых я себе представляю.
Сварите одну сторону, пока трещина совмещена в правильном направлении, отшлифуйте с другой стороны, чтобы заварить ее.
Может быть, это то, на что он намекает?
Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Синкро 350
Инвертек v250-с
Термальная дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
06-06-2017 #8
Re: Методы получения сварных швов с полным проплавлением.
Автор: jlakes85
Привет всем,
Недавно один очень опытный сварщик сосудов высокого давления рассказал мне о методе, при котором в некоторых случаях проход плавлением сначала наносится на обратную сторону сварного шва. Затем сварщик притачивает этот проход с лицевой стороны и приступает к окончательному сварному шву.
Я думаю, что в большинстве случаев это используется в тех случаях, когда необходимо прикрепить муфты, а большие корневые зазоры нецелесообразны для обеспечения точности позиционирования. Изучение этого метода было довольно большим моментом «ах-ха».
Существуют ли какие-либо другие методы, кроме этого и сварки с открытым корнем только с одной стороны, при которых FP-шов практически гарантирован, если не считать рентгеновского/разрушающего контроля?
.
.
Вот как вы свариваете двутавровые балки встык. скосить обе стороны, сварить с одной стороны, отшлифовать другую сторону, продолжить сварку. конструкционные балки, вам, очевидно, потребуется полное проникновение, например, на мостовой кран в зданииОтветить с цитатой
06-06-2017 #9
Re: Методы получения сварных швов с полным проплавлением.
Насколько я понимаю, этот метод используется в основном для муфт, которые больше, чем освобожденный 3-дюймовый NPS, меньший из которых может быть установлен с «угловой канавкой» только с одной стороны, но в зависимости от доступа с задней стороны он все равно будет легче препарировать открытый корень, где есть запас по точности позиционирования
Ответить с цитатой
06-06-2017 #10
Методы получения сварных швов с полным проплавлением
Первоначально Послано Kelvin
Разве почти ВСЕ сварные швы, которые стоит сварить, не будут сварными швами с полным пером?
Я не уверен, что могу придумать пример, где я бы не хотел полного проникновения.
Нет
Угловые сварные швы не сплошные. Ваш прицеп, автомобиль, велосипедная рама и т. д. в основном сварены угловыми швами.
Полная сварка стержнем намного дороже. Большую часть времени они не требуются.Последний раз редактировалось snoeproe; 06.06.2017 в 14:46.
Джейсон
Lincoln Idealarc 250 палка/тиг
Термальная динамика Cutmaster 52
Миллер Бобкэт 250
Стол с ЧПУ Torchmate
Тепловая дуга Hefty 2
Металлурги Местный 720Ответить с цитатой
06-06-2017 #11
Re: Методы получения сварных швов с полным проплавлением.
Первоначально отправлено WNY_TomB
.
В прошлом я сварил много двутавровых балок. На фланцах делаем одинарную коническую канавку, приваренную только с одной стороны, с подкладной планкой. Вам нужно вырезать крысиное/мышиное отверстие в стенке для места для опорной полосы на одном фланце горизонтальной балки и места для вашего стержня на другом фланце. Это обеспечивает полный сварной шов на обоих фланцах с одной стороны без обратной стороны шлифовка.
.
Вот как вы свариваете двутавровые балки встык. скосить обе стороны, сварить с одной стороны, отшлифовать другую сторону, продолжить сварку. структурных балок вам, очевидно, потребуется полное проваривание, например, на мостовом кране в здании
Паутина — это сварной шов с обратной шлифовкой, как вы говорите. Но вы не шлифуете гладко, вы шлифуете до твердого металла, а затем снова свариваете.Джейсон
Lincoln Idealarc 250 палка/тиг
Термальная динамика Cutmaster 52
Миллер Бобкэт 250
Стол с ЧПУ Torchmate
Тепловая дуга Hefty 2
Металлурги Местный 720Ответить с цитатой
07.
06.2017
#12Re: Методы получения сварных швов с полным проплавлением.
Спасибо всем за отличные отзывы. Просто чтобы убедиться, что все это выровнено: скажем, соединение представляет собой одиночный V-образный скос на 37,5 градусов с нулевой площадкой и нулевым зазором. Я бы сначала приварил заднюю сторону V-образной формы, перевернул, выдолбил до металла шва, затем приступил к заполнению фаски и завершил сварку?
Ответить с цитатой
07.
06.2017
№13Методы получения сварных швов с полным проплавлением
Как вы собираетесь шлифовать и повторно приваривать фланцы поверх стенки?
Джейсон
Lincoln Idealarc 250 палка/тиг
Термальная динамика Cutmaster 52
Миллер Бобкэт 250
Стол с ЧПУ Torchmate
Тепловая дуга Hefty 2
Металлурги Местный 720Ответить с цитатой
07.
06.2017
№14Re: Методы получения сварных швов с полным проплавлением.
Первоначально Послано jlakes85
Спасибо всем за отличные отзывы. Просто чтобы убедиться, что все это выровнено: скажем, соединение представляет собой одиночный V-образный скос на 37,5 градусов с нулевой площадкой и нулевым зазором. Я бы сначала приварил заднюю сторону V-образной формы, перевернул, выдолбил до металла шва, затем приступил к заполнению фаски и завершил сварку?
Если мы говорим о конструкционном сварном шве с такими параметрами, то, по моему опыту, вы сначала свариваете на стороне с канавками, а затем переворачиваете ее и выдалбливаете до прочного металла и делаете проход на этой стороне.Ответить с цитатой
07.06.2017 №15
Re: Методы получения сварных швов с полным проплавлением.
Это немного странная ситуация с шаром, потому что две балки разного размера сращиваются вместе, но она показывает использование опорных стержней и крысиных отверстий для создания полного сварного шва на фланцах.
Чтобы никто не запутался.
.. это делается в магазине, где все перевернуто, так что вся сварка была сделана в горизонтальном положении.Последний раз редактировалось HT2-4956; 07.06.2017 в 10:43.
Ответить с цитатой
07.06.2017 №16
Re: Методы получения сварных швов с полным проплавлением.
Первоначально Послано jlakes85
Спасибо всем за отличные отзывы.
Если вы собираетесь делать фаску до лезвия ножа, нет никаких причин, по которым вы не можете получить полное сплавление с одной стороны. Но вы можете в конечном итоге сосать обратно. Зачем беспокоиться? Просто разорвите его, как и предполагалось, и вставьте правильный корень. Собирать все вместе просто лень. Просто чтобы убедиться, что все это выровнено: скажем, соединение представляет собой одиночный V-образный скос на 37,5 градусов с нулевой площадкой и нулевым зазором. Я бы сначала приварил заднюю сторону V-образной формы, перевернул, выдолбил до металла шва, затем приступил к заполнению фаски и завершил сварку?Ответить с цитатой
07.06.2017 # 17
Re: Методы получения сварных швов с полным проплавлением.
для соединения двух двутавровых балок мостового крана я никогда не использовал опорную пластину. просто приварил на место и отшлифовал сварной шов до гладкости там, где колеса крана будут катиться, чтобы не было ударов. Я всегда шлифую шов с другой стороны гладко, чтобы убедиться, что на другой стороне нет скопившегося шлака или канавок колеса вагона от выпуклой формы шва. вы могли бы выдолбить его, но обычно не так уж плохо. просто нужно немного шлифовать, чтобы очистить и сгладить сварной шов. следующие проходы заполнения и покрытия не могут исправить плохие проходы ниже
.
это может занять значительное времяОтветить с цитатой
07.06.2017 # 18
Методы получения сварных швов с полным проплавлением
Настоящая балка мостового крана на самом деле не является конструкционной двутавровой балкой.
Подкрановые балки, которые я видел и над которыми я работал, имели конические полки, очень похожие на швеллер. В балках мостового крана используются скошенные шайбы для крепления болтами из-за конических фланцев.Единственная проблема, связанная с тем, что при сварке двутавровых балок не используются крысиные/мышиные отверстия и опорные стержни, заключается в наличии дефекта в месте соединения фланцев со стенкой. Вы не можете отшлифовать эту область, и это не позволит пройти проверку UT.
Я соединил много двутавровых балок, которые находятся в нужном положении и не могут быть перевернуты. Я также должен был пройти техосмотр UT. В этой ситуации пришлось вырезать крысиное/мышиное отверстие под верхним фланцем и сверху нижнего фланца. Затем необходимо было установить опорные стержни под каждый фланец. Использовался зазор со скосом только с одной стороны. Вы получаете полноценные сварные швы на обоих фланцах в плоском положении.
Последний раз редактировалось snoeproe; 07.
06.2017 в 16:34.Джейсон
Lincoln Idealarc 250 палка/тиг
Термальная динамика Cutmaster 52
Миллер Бобкэт 250
Стол с ЧПУ Torchmate
Тепловая дуга Hefty 2
Металлурги Местный 720Ответить с цитатой
 Затем сварщик притачивает этот проход с лицевой стороны и приступает к окончательному сварному шву.
Затем сварщик притачивает этот проход с лицевой стороны и приступает к окончательному сварному шву.


 Но если это в wps, то он должен это сделать
Но если это в wps, то он должен это сделать

 конструкционные балки, вам, очевидно, потребуется полное проникновение, например, на мостовой кран в здании
конструкционные балки, вам, очевидно, потребуется полное проникновение, например, на мостовой кран в здании

 06.2017
#12
06.2017
#12 06.2017
№13
06.2017
№13 06.2017
№14
06.2017
№14
 .. это делается в магазине, где все перевернуто, так что вся сварка была сделана в горизонтальном положении.
.. это делается в магазине, где все перевернуто, так что вся сварка была сделана в горизонтальном положении. Просто чтобы убедиться, что все это выровнено: скажем, соединение представляет собой одиночный V-образный скос на 37,5 градусов с нулевой площадкой и нулевым зазором. Я бы сначала приварил заднюю сторону V-образной формы, перевернул, выдолбил до металла шва, затем приступил к заполнению фаски и завершил сварку?
Просто чтобы убедиться, что все это выровнено: скажем, соединение представляет собой одиночный V-образный скос на 37,5 градусов с нулевой площадкой и нулевым зазором. Я бы сначала приварил заднюю сторону V-образной формы, перевернул, выдолбил до металла шва, затем приступил к заполнению фаски и завершил сварку?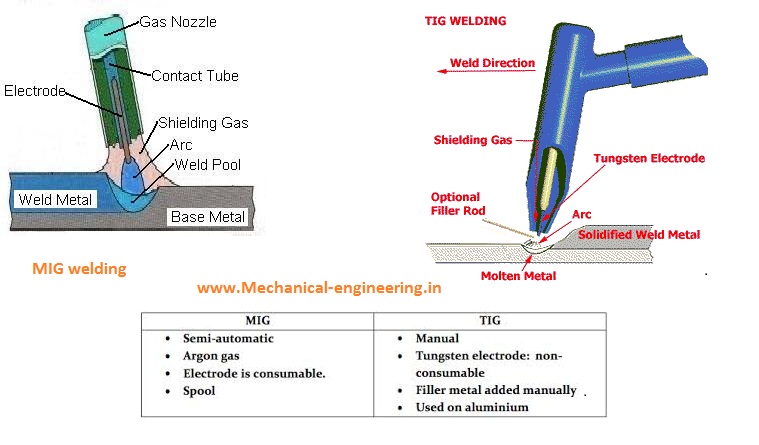
 Подкрановые балки, которые я видел и над которыми я работал, имели конические полки, очень похожие на швеллер. В балках мостового крана используются скошенные шайбы для крепления болтами из-за конических фланцев.
Подкрановые балки, которые я видел и над которыми я работал, имели конические полки, очень похожие на швеллер. В балках мостового крана используются скошенные шайбы для крепления болтами из-за конических фланцев. 06.2017 в 16:34.
06.2017 в 16:34.« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Что это? Для чего это используется?
Сварка Heliarc является начальной версией сварки TIG или дуговой сварки вольфрамовым электродом в среде защитного газа («GTAW»). Первоначально название «гелиарк» использовалось потому, что в его первой разработке в качестве защитного газа использовался гелий.
В большинстве случаев, когда кто-то говорит о гелиаруговой сварке, он имеет в виду процесс сварки TIG. Однако все же может возникнуть некоторая путаница в отношении защитного газа, поскольку название гелиарной дуги подразумевает гелий.
Эта статья прояснит любые недоразумения, объяснив, что такое гелиаруговая сварка, ее история, где ее использовать и как обращаться с ней, когда вы сталкиваетесь с ее названием.
Отличается ли сварка Heliarc от сварки TIG?
Сегодня нет разницы между сваркой TIG и гелиаруговой сваркой, и это одно и то же. Американское общество сварщиков («AWS») официально использует термин GTAW для сварки TIG. Но heliarc, TIG и GTAW — это просто разные названия одного и того же процесса сварки.
Старые сварщики в основном используют термин гелиаруг, поскольку это первоначальное название использовалось для процесса сварки TIG. Но большинство молодых сварщиков даже не услышат слово «гелиаруговая сварка», пока его не упомянет сварщик постарше.
Однако некоторые могут называть сварку ВИГ гелиаруговой, поскольку хотят подчеркнуть, что в процессе сварки ВИГ в качестве защитного газа должен использоваться гелий. Таким образом, это может вызвать некоторую путаницу.
Если ваш работодатель, клиент или инженерная спецификация процедуры сварки («WPS») указывает на гелиаруговую сварку, спросите, хотят ли они, чтобы вы использовали 100% гелий в качестве защитного газа. Если для защитного газа указано иное, нет причин спрашивать об этом. Они просто называли сварку TIG гелиаруговой сваркой.
Если для защитного газа указано иное, нет причин спрашивать об этом. Они просто называли сварку TIG гелиаруговой сваркой.
Кто изобрел гелиаруговую сварку?
Рассел Мередит из Northrop Aircraft усовершенствовал первые попытки процесса сварки в среде защитного газа, разработанного для сварки магния, и создал эффективную воспроизводимую технику сварки под названием гелиарк.
Компания Meredith назвала этот процесс гелиаруговой сваркой, поскольку в нем используется вольфрамовый электрод для дуги и инертный газ гелий для защиты сварочной ванны от атмосферного загрязнения. Но в процессе нет для использования гелия. Таким образом, TIG (вольфрамовый инертный газ) и GTAW (дуговая сварка вольфрамовым электродом) стали нормой, поскольку эти названия являются более всеобъемлющими.
В большинстве оригинальных установок для гелиаруговой сварки использовались горелки с водяным охлаждением. Но горелки с воздушным охлаждением также использовались для сварки с малой силой тока.
Источник изображения: Canadian Metals and Metallurgical Industries, январь 1947 г. сварка обеспечивает чистые, идеальные сварные швы на нержавеющей стали и цветных металлах, таких как алюминий и магний, ее разработка позволила добиться значительных успехов в таких важнейших отраслях, как аэрокосмическая, пищевая, судостроительная и военная.
Процесс гелиаруговой сварки заполнил значительный пробел в производственных потребностях Соединенных Штатов. Было много попыток осуществить дуговую сварку неплавящимся электродом, защищенным защитным газом. Рассел был первым, кто создал устойчивый процесс, который работал каждый раз.
Вот некоторые исторические факты, напечатанные во время создания гелиарка:
Источник изображения: Canadian Metals and Metallurgical Industries, январь 1947 года. Как следует из гравюры выше, гелиаруговая сварка улучшила производство слева и справа в беспрецедентном масштабе. Представьте, если бы сегодня был изобретен новый процесс сварки, повышающий производительность на 300%. Это было бы прорывом, и в то время heliarc раздвинул все известные границы.
Это было бы прорывом, и в то время heliarc раздвинул все известные границы.
Важность сварки гелиаруговой сваркой (TIG)
В то время изобретение гелиаруговой сварки имело настолько важное значение, что 32-й президент США Франклин Д. Рузвельт был проинформирован об этом. Он даже хвастался гелиарковым нововведением в письме Уинстону Черчиллю. Нелегко понять производственный и экономический скачок, который сделал возможным гелиарк.
На первый взгляд процесс гелиаруг был простым. Нерасходуемый вольфрамовый электрод проводил электричество и создавал дугу с металлом, будучи защищенным инертным газом. Но это позволило идеальное соединение металла. Этот прогресс отразился во всей экономике, потому что самолеты и корабли нельзя было строить в невиданных ранее масштабах.
Кроме того, некоторые критические моменты мировой истории были бы невозможны без процесса сварки TIG. Например, в миссии «Аполлон-11», которая высадила первых людей на Луну, использовалась ракета Saturn V SA-506, которая была сварена вручную с использованием процесса GTAW.
Квалифицированные сварщики TIG работали день и ночь, чтобы создать идеальные сварные швы, которые должны были выдержать суровые условия космического полета. Процесс сварки TIG был одной из важнейших технологий, сделавших возможной высадку на Луну.
Интересно, что женщина по имени Маргарет Бреннеке была лучшим инженером-сварщиком НАСА в проекте «Аполлон-11». В то время это нарушало социальные нормы. Она была ведущим сварщиком, ответственным за изготовление криогенных топливных баков. Во время запуска ракеты на этих баках концентрировалось огромное количество тепла, а сварные швы баков должны были выдерживать тяжелые условия, такие как нагрев, вибрация, трение, внутренние и внешние нагрузки.
Изображение Маргарет В. «Хэп» Бреннеке в 1964 году. Источник: NASAГде используется сварка TIG
Сегодня невозможно представить мир без сварки TIG. Конечно, в различных отраслях промышленности используются различные методы сварки. Но процесс TIG по-прежнему доминирует, особенно после многочисленных итераций и улучшений. В настоящее время ручные или роботизированные сварочные аппараты TIG предлагают так много функций, что для полноценного использования процесса требуется значительный опыт.
Конечно, в различных отраслях промышленности используются различные методы сварки. Но процесс TIG по-прежнему доминирует, особенно после многочисленных итераций и улучшений. В настоящее время ручные или роботизированные сварочные аппараты TIG предлагают так много функций, что для полноценного использования процесса требуется значительный опыт.
GTAW используется в аэрокосмической, морской, пищевой, энергетической, транспортной, производственной и трубопроводной отраслях. Он в основном применяется там, где качество сварки имеет жизненно важное значение, особенно при сварке цветных металлов.
Как и старая ракета «Сатурн», современные ракеты SpaceX свариваются вручную методом TIG. Но сегодня SpaceX использует сильно модифицированный процесс сварки TIG, который выходит за рамки этой статьи.
Изображение инженера-сварщика SpaceX, использующего модифицированный процесс ручной сварки TIG для соединения специальных сплавов нержавеющей стали для ракеты Starship, предназначенной для пилотируемой миссии на Марс.
Источник: nasaspaceflight.com
Преимущества сварки ВИГ
Сварка ВИГ позволяет получить прочные, чистые и красивые сварные швы. Это наименее вероятный процесс дуговой сварки с примесями или сварочными включениями. Кроме того, он может сваривать почти все металлы, особенно те, которые обычно используются в производстве, включая все виды стали, железо, алюминий, магний, медь, латунь, серебро и золото.
Кроме того, GTAW предлагает пользователям самый высокий контроль дуги и тепловложения среди всех процессов дуговой сварки. Современные инверторные источники питания TIG предлагают импульсную технологию и различные формы волны, которые обеспечивают максимальный контроль над подачей тепла и формой дуги.
Недостатки сварки ВИГ
Как и все методы сварки, сварка ВИГ не лишена недостатков. По сравнению со сваркой MIG или дуговой сваркой, GTAW выполняется медленно и требует значительно больше времени и усилий для освоения.
Для получения идеальных сварных швов TIG вам необходимо манипулировать горелкой TIG в одной руке, стержнем из присадочного металла в другой и эффективно использовать ножную педаль TIG для управления выходной силой тока. Чтобы стать профессиональным сварщиком TIG, требуется время. Кроме того, выработка «чувства» для расширенных элементов управления TIG, таких как импульсная TIG, баланс переменного тока, контроль амплитуды, частота и выбор формы волны, занимает много времени, потому что сначала вы должны много раз практиковаться в использовании настроек.
Чтобы стать профессиональным сварщиком TIG, требуется время. Кроме того, выработка «чувства» для расширенных элементов управления TIG, таких как импульсная TIG, баланс переменного тока, контроль амплитуды, частота и выбор формы волны, занимает много времени, потому что сначала вы должны много раз практиковаться в использовании настроек.
Тем не менее, большинство любителей могут изучить основы процесса сварки TIG за пару дней. Но для того, чтобы вам доверили критически важные работы, вы должны пройти сертификационные тесты AWS по сварке TIG, а это не пикник. Чтобы стать хорошим сварщиком TIG, может потребоваться шесть месяцев или год обучения, и получение сертификатов — это только ваша первая ступенька. Вы должны иметь многолетний опыт, прежде чем вам будет разрешено сваривать чувствительные детали самолетов, кораблей, трубопроводов или зданий.
Заворачиваем
Процесс сварки TIG, или гелиарк, известный с самого начала, является одним из основных блоков мира, каким мы его знаем. Без гелиарка не было бы ни высадки на Луну, ни крупномасштабного производства кораблей и самолетов. Трудно переоценить его важность, и широкое использование таких материалов, как алюминий и нержавеющая сталь, стало возможным благодаря прочным и чистым сварным швам, полученным с помощью гелиаругового процесса.
Без гелиарка не было бы ни высадки на Луну, ни крупномасштабного производства кораблей и самолетов. Трудно переоценить его важность, и широкое использование таких материалов, как алюминий и нержавеющая сталь, стало возможным благодаря прочным и чистым сварным швам, полученным с помощью гелиаругового процесса.
Сегодня заработная плата высокоточных сварщиков TIG выше, чем у любых других специалистов по дуговой сварке. Ближайшими конкурентами являются сварщики трубопроводов SMAW, поскольку эта профессия требует опыта работы в суровых условиях.
Вы можете научиться сварке TIG самостоятельно. Но чтобы по-настоящему овладеть им, учитесь у профессионала или присоединяйтесь к школе сварщиков. Процесс сварки GTAW будет трудно свергнуть с престола, и он останется актуальным в обозримом будущем.
От системы сварки TIG к многопроцессорной системе сварки: разработка новой серии iWave за 10 шагов
Испытано бесчисленное количество раз, с проверенной управляемостью и выдающимся качеством сварного шва: так зачем вообще заниматься дальнейшими улучшениями сварки TIG система? Наша серия iWave доказывает, что она стоила затраченных усилий: ее многопроцессорные сварочные системы подходят как для сварки TIG, так и для сварки MIG/MAG, на 100 % подготовлены для Индустрии 4. 0 и предлагают значительно оптимизированные сварочные процессы. Но как первоначальные концепции новой системы сварки TIG превратились в готовую к рынку многопроцессорную систему?
0 и предлагают значительно оптимизированные сварочные процессы. Но как первоначальные концепции новой системы сварки TIG превратились в готовую к рынку многопроцессорную систему?
Что должна делать система сварки TIG нового поколения, чтобы войти в число лучших устройств на рынке будущего? Люди, которые знают лучше всего, — это те, кто использует это каждый день — наши клиенты. Их предпочтения, мнения и опыт с самого начала повлияли на разработку нового iWave. Всего в этом проекте участвовало 120 членов команды: они пришли из ряда отделов исследований и разработок, таких как дуговые технологии и моделирование, до разработки программного обеспечения, вплоть до управления продуктами, обслуживания и производства.
Оптимизация сварки TIG «С самого начала разработки этих продуктов нашей главной целью было существенное усовершенствование всех сварочных процессов — непростая задача, учитывая высокий технический уровень существующих систем сварки TIG». подчеркивает Пол Хофер, который в своей роли технического менеджера по продукту принимал активное участие в разработке нового iWave. «С самого начала мы сосредоточились на новых характеристиках зажигания для этих устройств, а также на разработке исключительно высоких характеристик переменного тока и новых процессов TIG — все это было разработано, чтобы открыть перед сварщиками широкий спектр новых возможностей», — добавляет Хофер.
подчеркивает Пол Хофер, который в своей роли технического менеджера по продукту принимал активное участие в разработке нового iWave. «С самого начала мы сосредоточились на новых характеристиках зажигания для этих устройств, а также на разработке исключительно высоких характеристик переменного тока и новых процессов TIG — все это было разработано, чтобы открыть перед сварщиками широкий спектр новых возможностей», — добавляет Хофер.
Вскоре стало очевидно, что «многопроцессорность» является ключевым вопросом. «В качестве технической основы нового iWave наша платформа TPS/i идеально подходит для систем сварки MIG/MAG. Поэтому вскоре мы поняли, что нам нужна сварочная система, которая — наряду с всесторонне оптимизированным процессом TIG — могла бы также справляться с другими сварочными процессами, такими как сварка MIG/MAG, на столь же высоком уровне без ущерба для качества», — объясняет Штефан Айхингер, Менеджер проекта по развитию iWave. «В конечном итоге мы решили стать первым поставщиком качественного оборудования, создавшим пресловутое «универсальное устройство», то есть первую полную комбинированную сварочную систему», — продолжает Айхингер.
Итак, как мы можем визуализировать процесс разработки iWave? В основном его можно разбить на 10 основных шагов:
Шаг 1: Спецификация требований. Какие функции вдохновят наших клиентов?Техническое задание на 180 страницах дает ответы на вопросы, которые мы задали себе после многочисленных обсуждений с заказчиками и изучения рынка:
- Как повысить качество всех сварочных процессов, для которых предназначен iWave?
- Каковы требования к многопроцессорной сварочной системе, чтобы она подходила как для сварки TIG, так и для сварки MIG/MAG без ущерба для качества?
- Насколько интуитивно понятным должен быть пользовательский интерфейс будущего с точки зрения дизайна?
- Как мы можем удовлетворить требования Индустрии 4.0?
- С какими проблемами мы столкнемся в отношении модульности системы и как мы можем концептуализировать устройство таким образом, чтобы защитить планету?
 Как мы это делаем?
Как мы это делаем? В спецификации производительности мы изложили способы реализации предпочтений и требований. Более детально разрабатывались технические решения и концепции. Система управления оказалась особенно сложной: нам нужно было обеспечить идеальную синхронизацию в управляющем программном обеспечении между различными компонентами и тремя типами сварки — каждый со своими индивидуальными вариантами — а также всеми связанными сварочными программами.
В то же время мы хотели, чтобы iWave имел интуитивно понятный и понятный пользовательский интерфейс. «Для iWave мы разработали «графическую динамическую» концепцию управления с сенсорным экраном. Эти графики дают сварщикам наглядное представление о процессах и параметрах, которые они установили. Он также предлагает прямую обратную связь о том, как изменяется сварной шов в соответствии с настройками», — объясняет Пол Хофер.
Разработка iWave: процесс из 10 шагов, включающий командную работу Шаг 3: Создание прототипов — идеи и концепции превращаются во что-то конкретное На следующем этапе iWave наконец-то становится «осязаемым». Используя в качестве основы технологии, описанные в спецификации производительности, проектная группа создает первые прототипы или предсерийную серию iWave.
Используя в качестве основы технологии, описанные в спецификации производительности, проектная группа создает первые прототипы или предсерийную серию iWave.
Если бы предсерийные серии были на 100% идеальными, их бы не существовало. Вот почему мы подвергаем прототипы iWave всестороннему тестированию. Естественно, это делается внутри компании, но также и на практике, с нашими различными зарубежными филиалами, представителями и давними клиентами по всему миру. Чтобы проверить нашу не требующую пояснений концепцию управления, мы намеренно не обучаем наших сварщиков тому, как использовать эти новые устройства. Интересно, как это произошло…
Шаг 5: Мы прислушиваемся к нашим отзывам пользователей, чтобы улучшить наши прототипы Этот шаг включает в себя анализ различных отзывов от прототипов, их правильную классификацию и интеграцию в дальнейший процесс разработки продукта. Команды разработчиков получили особенно положительные отзывы клиентов о характеристиках сварки, и многие пользователи сообщили, что устройство очень простое в эксплуатации.
Команды разработчиков получили особенно положительные отзывы клиентов о характеристиках сварки, и многие пользователи сообщили, что устройство очень простое в эксплуатации.
Теперь пора снять бархатные перчатки: новые устройства должны, помимо прочего, успешно пройти испытание на удар с ударами молотка, падение с заданной высоты и испытание на металлическую пыль. iWave также успешно прошел тест на работоспособность при низких температурах до -40 градусов. Почему сотрудники Fronius подвергли свой iWave столько страданий? Причина двоякая: во-первых, чтобы соответствовать строгим внутренним рекомендациям компании по качеству, а во-вторых, чтобы получить сертификацию и одобрения для определенных рынков.
Тестирование продукта Шаг 7: Заморозка проекта — наконец, с iWave покончено? Многие члены команды разработчиков, по крайней мере, смогли сказать: «Наконец-то с iWave покончено!» в этот момент. «Замораживание проекта» означает, что процесс разработки продукта на данный момент завершен, и в ближайшее время в новые многопроцессорные сварочные системы не будут вноситься дальнейшие изменения. Итак, что будет дальше?
«Замораживание проекта» означает, что процесс разработки продукта на данный момент завершен, и в ближайшее время в новые многопроцессорные сварочные системы не будут вноситься дальнейшие изменения. Итак, что будет дальше?
Теперь пришло время передать бразды правления техническим специалистам Fronius: их роль заключается в подготовке производственных линий для серийного производства iWave. Отдельные производственные этапы оптимизированы для реальных условий и разработаны с учетом максимальной эффективности. Менее чем за три месяца мы произвели почти 60 предсерийных устройств различных типов iWave, чтобы убедиться, что на следующем этапе все будет работать гладко.
Шаг 9: Запуск — начало серийного производстваПочти готово: начинается серийное производство iWave, которое постепенно наращивается.
Шаг 10: Старт продаж — и вперед! 19 января 2022 года новый iWave официально представлен на рынке. Именно в это время отдел продаж и маркетинга Fronius берет на себя основные обязанности. Их роль заключается в том, чтобы помочь превратить многолетнюю самоотверженность команд разработчиков и тяжелую работу производственного персонала в успех на рынке.
Именно в это время отдел продаж и маркетинга Fronius берет на себя основные обязанности. Их роль заключается в том, чтобы помочь превратить многолетнюю самоотверженность команд разработчиков и тяжелую работу производственного персонала в успех на рынке.
Старт продаж знаменует окончание процесса разработки, в который было вложено много времени, денег и сил. Но, в конечном счете, важны результаты, а также множество ощутимых преимуществ и особенностей, которые новый iWave привносит в мир сварки.
Результат: Готовый iWave Разработка никогда не заканчивается «Мы так счастливы, что смогли воплотить предварительные условия, изложенные в спецификации требований, в реальность — и это, очевидно, подтвердило нашу многолетнюю тяжелую работу, — говорит руководитель проекта iWave Стефан Айхингер. Однако процессы разработки технических продуктов, таких как сварочные системы, никогда не бывают полностью завершенными в традиционном смысле: после успешного выхода на рынок команда Fronius Life Cycle будет контролировать все технические аспекты, связанные с iWave. В течение жизненного цикла продукта iWave будет подвергаться регулярным незначительным корректировкам, а иногда и крупным.
В течение жизненного цикла продукта iWave будет подвергаться регулярным незначительным корректировкам, а иногда и крупным.
А что сейчас делают многочисленные техники, участвовавшие в создании нового iWave? Дело в том, что они не останутся без работы в ближайшее время: мы собираемся обновить наш премиальный портфель в области сварочных систем TIG, и мы уже достигли первой вехи с iWave.
Истории сварки TIG
Называете ли вы это сваркой TIG, дуговой сваркой в среде защитного газа (GTAW) или гелиаруговой сваркой, правда в том, что путь каждого сварщика через TIG отличается. В то время как некоторые сравнивают это с операцией на головном мозге, другие называют это утомительным. Некоторым нравится пункт назначения, в то время как другие получают удовольствие от Dodge быстрее, чем вы можете загрязнить свой вольфрам.
Этот процесс, как и его аналоги GMAW, SMAW и FCAW, действительно является формой искусства, но подходит не всем. Если вы вспомните свое личное путешествие по GTAW, вот четыре очень разных пути прохождения этого процесса и уроки, которые они извлекли на этом пути.
Если вы вспомните свое личное путешествие по GTAW, вот четыре очень разных пути прохождения этого процесса и уроки, которые они извлекли на этом пути.
Сварочный аппарат Un-TIG
Марти Райс не стесняется в выражениях. Член местного профсоюза работников металлургической промышленности 263 и инструктор по сварке конструкций в центре карьеры в Далласе уверен, что он следовал своему истинному призванию. Тем не менее, он признает, что ему, вероятно, следовало научиться сварке TIG немного раньше, хотя бы для того, чтобы избавить себя от нескольких нежелательных ситуаций.
Райс, от которой не требовалось изучать TIG в школе ученичества, говорит следующее:
«Если вы не можете одновременно ходить и жевать жвачку, вам будет нелегко научиться TIG-сварка».
Райс вернулся в школу, чтобы получить степень бакалавра после того, как получил производственную травму. Пока он работал над получением степени, он прошел преподавательскую стажировку в техникуме, что послужило тревожным звонком.
«В первый день в магазине парень спросил меня, могу ли я помочь ему со сваркой TIG. Так что я сел и сварил намного хуже, чем он. И вот я новый инструктор».
Но это только заставило Райс работать еще усерднее, чтобы отточить процесс. После завершения своей 10-часовой смены он оставался в школе еще на три часа, читая и практикуя TIG.
«Я просто сверлил себя, пока не разобрался. Учитывая, что я уже некоторое время занимался сваркой, это было не очень сложно. Но это совершенно другой процесс. Мне потребовалось около недели, чтобы понять это, прежде чем я почувствовал себя уверенно, обучая этому снова или вообще преподавая».
Райс, парень, преданный делу SMAW, наслаждается свободой сварки на открытом воздухе и на крышах зданий. По этой причине он находит сварку TIG несколько ограничивающей. Это не значит, что не было времени, когда он, так сказать, не выглядывал из-за забора.
Marty Rice
«Когда я поступил в местный колледж, один из моих инструкторов, слесарь-трубопроводчик, сказал мне, что я должен изучать TIG. Он сказал мне, что если я это сделаю, мне будет намного лучше.
Он сказал мне, что если я это сделаю, мне будет намного лучше.
«Ну, примерно семь или восемь лет спустя я работал на электростанции, и ветер был около 40 градусов ниже нуля. Я висел на стене здания примерно на 20 этаже в корзине, просто замерзая насмерть. Мои пальцы были такими холодными, что мне пришлось остановиться и подуть на перчатки, чтобы согреть их. Я был просто несчастен.
«Знаете, иногда вам кажется, что кто-то смотрит на вас? Я как бы огляделся и увидел большую трубу из нержавеющей стали с лесами, пол вокруг нее и тяжелые пластиковые стены вокруг нее. Внутри я увидел обогреватель, стул и своего старого инструктора по сварке. Он стоял там с чашкой кофе в руке и смотрел на меня — я не видел его в лет — и он одними губами сказал: «Я же говорил!»
«Я чуть не выпал из своей корзины. Это было так смешно. Я до сих пор рад, что стал металлургом, но в тот момент я им не был».
Совет Райс начинающим сварщикам TIG?
«Тебе действительно нужно расслабиться с TIG. Вы можете ясно видеть, как лужа образуется прямо перед вами, и это намного проще, чем другие процессы. Если есть место, где вы накосячили, вы можете вернуться и исправить это».
Вы можете ясно видеть, как лужа образуется прямо перед вами, и это намного проще, чем другие процессы. Если есть место, где вы накосячили, вы можете вернуться и исправить это».
Сварщик «Обе стороны шлема»
Путешествие Джима Уотсона в TIG началось еще ребенком, когда он вместе с отцом собирал детали для своего минибайка. В детстве нынешний президент и основатель компании Arc-Zone.com, поставщика сварочных принадлежностей, а также автор блога Joe Welder™, любил автоспорт, сборку моделей самолетов и настройку велосипедов. Но как только он увидел вблизи TIG-сварку, его зацепило.
«Мне нужно было сделать педаль тормоза и кое-что еще [для моего велосипеда]. Мы с папой просмотрели телефонный справочник и нашли местного сварщика. Когда мы пошли в сварочный цех, сварщик был очень дружелюбен и позволил мне заглянуть ему под капот, пока он сварил. То, что он делал, выглядело очень круто», — сказал Уотсон.
Когда он стал старше, его участие в автоспорте стало более серьезным, как и его интерес к сварке и изготовлению. Он сделал несколько SMAW и газокислородной резки в мастерской средней школы, но только когда один из его спонсоров показал ему гоночную машину, которую он собирал в задней части своего мотоциклетного цеха, серьезный интерес к TIG пробудился. Уотсон хотел помочь сфабриковать его, но знал,
ничего о шасси для сварки TIG.
Он сделал несколько SMAW и газокислородной резки в мастерской средней школы, но только когда один из его спонсоров показал ему гоночную машину, которую он собирал в задней части своего мотоциклетного цеха, серьезный интерес к TIG пробудился. Уотсон хотел помочь сфабриковать его, но знал,
ничего о шасси для сварки TIG.
«Поэтому я пошел в вечернюю школу в местном техническом колледже и пошел на курсы сварщика. Именно тогда я действительно увлекся сваркой TIG. Я сварил для него все шасси».
Джим Уотсон
А потом Уотсон познакомился с владельцем Weldcraft Products, производителя сварочного оборудования TIG.
«Он сказал мне, что гонками нельзя зарабатывать на жизнь, поэтому попросил меня приехать и работать на него. Я только что закончил среднюю школу, когда поступил туда».
Уотсон также проявил особый интерес к оборудованию TIG, создав горелку в своем домашнем магазине и заработав на свое имя патент на форму ручки, а также на несколько других конструктивных особенностей.
«Нахождение по обе стороны шлема показало мне, что для работы нужны правильные инструменты, они должны быть удобными, универсальными и иметь подходящие аксессуары».
Уотсон обнаружил, что мелкая моторика, которую он развил вместе со своим отцом при сборке моделей самолетов, а также опыт сварки кислородом и ацетиленом, значительно облегчили изучение TIG.
«TIG стал для меня естественным. Я действительно уже изучил мелкую моторику и зрительно-моторную координацию. У вас должен быть хороший тайминг и координация».
Один из лучших советов, который получил Ватсон, заключался в том, чтобы устроиться поудобнее и не торопиться.
«Если вы находитесь внутри трубчатого шасси, например, будь то рама самолета или шасси гоночного автомобиля, и вы свариваете не в том положении, правильное положение горелки, стержня и даже шлема делает разница.
«Прямо перед тем, как я закончил школу, мы с отцом построили нашу первую гоночную машину. Это была сборная машина, и он управлял ножным управлением, а я находился внутри трубчатого шасси, готовясь к сварке. Я говорил ему: «Наступи на него!», и он всегда наступал на него, когда я не снимал капюшон.
Я говорил ему: «Наступи на него!», и он всегда наступал на него, когда я не снимал капюшон.
«Раньше я ходил на работу с ощущением песка в глазах от вспышки дуги. Это, конечно, было до появления электронных шлемов. Это была одна из тех вещей, когда сварка нескольких сотен сварных швов на такой машине была очень утомительной, поэтому он немного беспокоился и предполагал, что я готов к работе, потому что я был в определенном положении. Поэтому он нажимал на эту педаль. Когда это будет Бывало, мы звучали немного как семья теутулов из Orange County Choppers, например: «Что ты делаешь? Еще нет!»
Майк Мерриман
Сварщик самолетов, ставший инструктором
Как инструктор по сварке в Колледже Рок-Вэлли, Рокфорд, Иллинойс, Майк Мерриман должен хорошо разбираться во всех процессах сварки, но если бы ему нужно было указать свою специальность, это было бы определенно быть TIG.
Сварочные работы в семье Мерримана: его мать работала судовым сварщиком в Сан-Франциско во время Второй мировой войны.
«Мой папа всегда шутил с ней, что это корабли, которые затонули».
Мерриман начал заниматься сваркой в 1969 году. В старшей школе он делил свое время между классной комнатой и мастерской по ремонту автомобилей Mendota Custom Shop, Мендота, штат Иллинойс, где он научился сварке кислородом и ацетиленом под руководством владельца магазина Фила Буланда. В конце концов он перешел на сварку TIG.
Этот опыт пригодился, когда вскоре после этого он присоединился к Дозорным.
«Говорят никогда не идти добровольцем в армию. Искали добровольцев для поступления в школу авиасварщиков. Ну, парень даже не успел закончить фразу, как я вызвался».
Мерриман был отправлен на военно-морскую авиабазу Северный остров (NASNI), установку на военно-морской базе Коронадо недалеко от Сан-Диего, Калифорния, где он был погружен в сварку TIG алюминия, нержавеющей стали и хромомолибдена. Это были все ремонтные работы, так что ему редко приходилось сваривать что-то чистое и новое.
И он очень рано осознал серьезность профессии авиасварщика.
«Мы сварили самолет, и каждый раз, когда вы свариваете или ремонтируете самолет, в ваших руках оказывается чья-то жизнь. Я научился быть очень дотошным при сварке TIG.
«Помню, когда я учился, мой инструктор подходил ко мне сзади и пытался напугать меня, пока я сваривал; он находил кусок трубы, подкрадывался ко мне сзади и бросал на пол. Или он приходил с трехфунтовой кувалдой и бил по верстаку, где я сваривал. Он просто напугал бы меня до чертиков. Когда вы свариваете TIG, вы должны сосредоточиться на этой луже, поэтому каждый раз, когда он делал что я бы просто погрузил свой вольфрам в сварной шов. Но после месяца или около того, как он это делал, меня это, в конце концов, не смутило. Он сделал это, чтобы научить меня не так нервничать, и это действительно помогло».
Кей Минто
Как и другие, Мерриман говорит, что ключом к тому, чтобы стать хорошим сварщиком TIG, является научиться расслабляться и найти удобное положение тела.
Теперь Merriman помогает студентам-сварщикам ориентироваться в своих собственных сварочных траекториях. Он не подкрадывается к ним сзади и не пугает их, как это делал его наставник, но обязательно обеспечивает конструктивную обратную связь, открытую дверь и много терпения.
«Сварщик камней»
Кей Минто описывает себя как исследователя, поэтому вполне логично, что она нашла способ сварки лавы TIG для создания интересных, юмористических или наводящих на размышления художественных скульптур.
Минто изучала искусство в четырехлетнем университете в Оклахоме, когда впервые познакомилась с созданием металлических предметов с помощью оксиацетилена.
«Художественная школа попросила меня пройти курс по оксиацетилену. Я был очень взволнован, потому что глина действительно ограничивает структуру. Что ж, я, наверное, была единственной женщиной, кроме секретаря, в этом трехэтажном здании промышленного искусства. Но я получил сертификат.
Вскоре после колледжа жизнь, казалось, взяла верх, и это на какое-то время задержало творческое самовыражение Минто. Она вышла замуж, переехала на скотоводческое ранчо в Калифорнию, завела семью и помогала мужу в его бизнесе.
Она вышла замуж, переехала на скотоводческое ранчо в Калифорнию, завела семью и помогала мужу в его бизнесе.
Но уроки сварки в муниципальном колледже Лассена, Сюзанвилл, Калифорния, пробудили в ней творческий дух и познакомили с процессом, который навсегда изменил ее отношение к искусству.
Минто сделала домашнее задание по сварке TIG и была заинтригована тем, что она может дать ей. С помощью инструктора Джона Малкахи, которому она благодарна за то, что он помог ей чувствовать себя менее запуганной в классе и побудил ее исследовать пределы сварки TIG, она нырнула с головой и с тех пор не оглядывалась назад.
«Мой инструктор назвал это операцией сварки головного мозга. Он заставил меня вести блокноты с настройками и материалами. Он стоял позади меня и так ободрял меня. Мне нравится исследовать параметры, поэтому я поставил 1⁄16-дюймовую. алюминиевый стержень в тисках и наложил на него буртик. Окончательным испытанием было наложение шарика на один лист алюминиевой фольги.
«Всякий раз, когда у меня художественный прием, я люблю, когда в зале присутствуют сварщики, потому что только они действительно знают, о чем я говорю и что я пытался выполнить в своей работе».
Так как же стать сварщиком горных пород? Это была случайная встреча с ландшафтной лавой, которая сдвинула все с мертвой точки. Когда она взяла один из них, она начала думать, как он справится с процессом TIG.
«Я узнал, что твердые камни, такие как мрамор и гранит, плохо реагируют на расширение и сжатие при нагревании. Они отслаиваются. Но лавовые камни уже были обожжены матушкой-природой. Они пористые, поэтому хорошо справляются с расширением и сжатием».
За время своего пути Минто стала сторонником сварки TIG и профессионального обучения.
«Я могу честно сказать, что я узнал больше о профессиональной сварке, чем за четыре года в университете. Я узнал, что есть так много способов сделать что-то. Вот что помогло мне, когда я размышлял над тем, как сваривать камни.
«В любое время, когда я могу выступить за то, чтобы идти за своей мечтой и учиться, я это делаю. Между прочим, мне 70 лет».
Импульсная сварка MIG по сравнению с сваркой с использованием наконечника TIG
TIP TIG по сравнению с импульсной сваркой MIG и газозащитной порошковой проволокой
В течение многих десятилетий у нас было пять процессов дуговой сварки для сварки кодового качества. TIG постоянного тока, SMAW, сварка порошковой проволокой в среде защитного газа и импульсная сварка MIG. Однако в 2020 году есть три полуавтоматических процесса дуговой сварки, которым следует уделить наибольшее внимание при сварке по нормам. СОВЕТ TIG, импульсная сварка MIG и порошковая проволока в среде защитного газа. В этом разделе сравниваются функциональные преимущества каждого процесса, и мы надеемся, что это позволит избежать путаницы в процессе и позволит сварочным цехам принимать решения по процессу сварки, которые позволят им достичь высочайшего качества сварки с наименьшими переделок сварки.

При оценке процессов сварки, используемых для сварки труб и других сварных швов с кодовым качеством, полезно, чтобы лицо, принимающее решения по сварке, сначала знало о проблемах процесса сварки, которые возникают в результате выбранного процесса сварки, а не сварщиков. Также выгодно, чтобы лицо, принимающее решения по сварке, не имело предвзятости по отношению к продукту и не влияло на продажи, знало о реальном качестве сварки, преимуществах производительности сварки и особенностях применения для каждого рассматриваемого сварочного процесса.
В отрасли, в которой сварщики, играющие с MIG и средствами управления оборудованием для сварки с флюсовой проволокой, были нормой в течение семи десятилетий, некоторым трудно увидеть реальность процессов дуговой сварки, которые они используют ежедневно.
В течение последних пяти десятилетий в качестве менеджера по сварочному оборудованию или обучению сварке в компаниях Airgas, Praxair, AGA, Liquid Carbonic, а также в качестве менеджера по роботизированной сварке ABB в Северной Америке я хорошо осведомлен о десятилетиях продаж. индуцированные, преувеличенные претензии сварки сталей и легированных сталей при импульсной сварке MIG с использованием оборудования MIG, которое во многих случаях часто было загружено бесполезными электронными наворотами.
индуцированные, преувеличенные претензии сварки сталей и легированных сталей при импульсной сварке MIG с использованием оборудования MIG, которое во многих случаях часто было загружено бесполезными электронными наворотами.
Добавьте к этому десятилетия зависимости большинства сварочных мастерских от советов по сварке от торговых представителей по сварке. большинство из которых никогда не работали и не руководили сварочным цехом. И давайте не будем забывать об общей глобальной нехватке возможностей фронт-офиса для владения процессом сварки и их общей неосведомленности о средствах управления процессом сварки, передовых методах сварки и затратах на сварку. Тогда можно задаться вопросом, почему существует сорок с лишним газовых смесей MIG, доступных для отрасли, которая нуждается только в четырех смесях MIG.
К сожалению, все мы являемся частью отрасли, в которой, когда речь идет о сварочных процессах и требованиях к оборудованию, бычьи фекалии десятилетиями были нормой.

НАЧНИ С ПРОБЛЕМЫ СВАРКИ MIG И КОД КАЧЕСТВА СВАРКИ
T СООТНОШЕНИЕ МЕЖДУ МАССОЙ СВАРКИ MIG И ЭНЕРГИЕЙ СВАРКИ. Большинство сварщиков не знают, что как GMAW (MIG), так и рутил EXOT-1, сварка порошковой проволокой в среде защитного газа имеют характеристики переноса металла шва и энергии дуги/плазмы, в которых с момента начала этих сварочных процессов возникает плохое соотношение между доставляемой массой сварного шва, полученной скоростью сварки и количеством генерируемой энергии сварки/детали.
ДЕФЕКТЫ СВАРКИ MIG, КОТОРЫЕ МОГУТ СОЗДАТЬСЯ ПРОЦЕССОМ СВАРКИ, А НЕ СВАРОЧНЫМ УСТРОЙСТВОМ. Когда сварочный цех использует импульсную сварку MIG или перенос струей на стали и сплавах > 1/4 (> 6 мм), они, как правило, должны наблюдать превосходное плавление углового шва или шва разделки в режиме распыления MIG, и это относится ко всем металлам. Однако спрей MIG слишком горячий для вертикальных сварных швов вверх и, скорее всего, не должен быть распространенным дефектом сварки, на который может повлиять процесс сварки;
- Непровар или непровар. (улучшено для сталей толщиной более 1/4 (> 6 мм) и всех вязких сплавов.
- Недопустимая пористость сварного шва или захваченный мелкий шлак.
- Начало холодной сварки или кратеры на концах сварки, которые могут иметь микроусадочные трещины сварки.
 (улучшено для сталей толщиной более 1/4 (> 6 мм) и всех вязких сплавов.
(улучшено для сталей толщиной более 1/4 (> 6 мм) и всех вязких сплавов.
ВЛИЯНИЕ ПОЛЯРНОСТИ MIG НА ИСКАЖЕНИЕ, ТРЕЩИНЫ, КАЧЕСТВО СВАРКИ И СВОЙСТВА ДЕТАЛИ: В режимах обратной полярности, положительного распыления электрода и импульсной сварки MIG большая часть тепла сосредоточена в плазме MIG. верхняя часть плазмы MIG находится в непосредственной близости от кончика сварочной проволоки с непрерывной подачей. Эта локализованная энергия RP в верхней части плазмы MIG создает концентрацию тепла плазмы, которая приводит к типичным большим зонам термического влияния сварного шва, и это тепловое воздействие также приводит к гораздо более холодному режиму сварки MIG с коротким замыканием, дуга включена — дуга выключена.0003
ЭНЕРГИЯ, ВЫРАБОТАННАЯ ПРИ СВАРКЕ MIG, И СВАРОЧНОЕ ПЛАВЕНИЕ : Во многих случаях при сварке угловыми швами MIG вы обнаружите, что плавление сварного шва на деталях > 6 мм было незначительным, особенно на боковых стенках. При MIG Spray и Pulsed MIG дефекты непровара на металлах > 6 мм часто зависят от высокой скорости наплавки, которая, в отличие от SMAW и TIG, приводит к гораздо более высокой скорости перемещения сварного шва, достигаемой при сварке, которой не хватает энергии / текучести. и время, необходимое для обеспечения требуемого сварного шва. Непровар может усугубляться быстрым переплетением, например, при сварке кромок или при увеличении толщины металла, а также при сварке вязких сплавов, таких как нержавеющая сталь, дуплекс и инконель.
При MIG Spray и Pulsed MIG дефекты непровара на металлах > 6 мм часто зависят от высокой скорости наплавки, которая, в отличие от SMAW и TIG, приводит к гораздо более высокой скорости перемещения сварного шва, достигаемой при сварке, которой не хватает энергии / текучести. и время, необходимое для обеспечения требуемого сварного шва. Непровар может усугубляться быстрым переплетением, например, при сварке кромок или при увеличении толщины металла, а также при сварке вязких сплавов, таких как нержавеющая сталь, дуплекс и инконель.
Скорость наплавки всегда оказывала отрицательное влияние на сварку в вертикальном и вертикальном режимах с ручной импульсной сваркой MIG, а также сварку порошковой проволокой в среде защитного газа на металлах > 6 мм. Эти два ручных полуавтоматических процесса сварки часто требуют быстрого перемещения горелки MIG, что влияет как на требуемые навыки ручной сварки, так и на получаемое сварное соединение.
ЕСЛИ ПЕРСОНАЛ ПО СВАРКАМ ИСПОЛЬЗУЕТ СТРУНГЕРЫ ВМЕСТО ТКАТ, ТО ВСЕ МНОГОПРОХОДНЫЕ СВАРНЫЕ СВАРКИ БУДЕТ СУЩЕСТВЕННО УЛУЧШЕНЫ.
НАЧАЛО СВАРКИ MIG – ОСТАНОВКИ, СПЛАВНЕНИЕ – КРАТЕРЫ – ТРЕЩИНЫ. Большая часть «ручного» сварочного оборудования MIG, доступного в 2020 году, спустя 70 с лишним лет после его разработки, не имеет электронных возможностей для оптимизации сварки как в начале, так и в конце сварки, то есть в областях, в которых дефекты сварки будут обычным явлением. Напротив, дополнительные элементы управления в роботе включают эти важные функции.
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ, ПОЛУЧЕННАЯ ЗДЕСЬ ИНФОРМАЦИЯ УНИКАЛЬНА ДЛЯ ЭТОГО ВЕБ-САЙТА, ЭТО НЕ ИНФОРМАЦИЯ, КОТОРУЮ ВЫ УЗНАЕТЕ ОТ ТОРГОВЫХ ПРЕДСТАВИТЕЛЕЙ WELD. И СВАРОЧНОЕ ОБОРУДОВАНИЕ. ПРОИЗВОДИТЕЛИ:
ИМПУЛЬСНАЯ МИГ ВЛИЯНИЕ МАКСИМАЛЬНОГО ТОКА НА ФОНОВЫЙ СВАРОЧНЫЙ ПЛАВОК: Прежде всего, я хочу отметить, что если вы хотите добиться наилучшего сварного шва МИГ, используйте источник питания МИГ CV и газовую смесь 80-20CO2. и установите сварку в режиме распыления. При использовании импульсной сварки MIG помните, что энергия плазмы MIG и энергии сварки также подвержены колебаниям фонового сварочного тока от пика до НИЗКИХ значений, которые мало способствуют плавлению сварного шва.
Помните, что при калибровочных сварных швах и алюминиевых сварных швах толщиной менее 5 мм сварочный цех выигрывает от более низкой открытой дуги и импульсных режимов MIG с более низкой энергией. При работе с более толстыми металлами или тугоплавкими сплавами ваша цель состоит в том, чтобы добиться наилучшего плавления сварного шва.
Многие обнаружили, что при ручной импульсной сварке MIG с кодом, в котором толщина стенки > 6 мм, качество внутреннего сварного шва проверяется с помощью рентгеновских лучей или ультразвукового неразрушающего контроля, энергии импульсной сварки MIG часто бывает недостаточно для произведенная масса сварного шва и используемые скорости перемещения сварного шва.
ВЛИЯНИЕ СМЕСЕЙ МИГ И РЕАКТИВНЫХ ГАЗОВ НА ПОРИСТОСТЬ – ШЛАКОВЫЕ ОСТРОВКИ: Что касается пористости сварного шва и небольшого захвата шлака в сварных швах МИГ, помимо массы сварного шва и скорости замерзания шва, которые влияют на эти дефекты, сварочный цех также должен помнить что реактивные газовые смеси MIG, содержащие CO2 и кислород, также влияют на образование этих дефектов, как и использование обычных проволок E70S-6 MIG с аргоновыми смесями (слишком много кремния и марганца. Как я пытался сказать апатичному автомобильному Менеджеры со стажем почти 40 лет при использовании аргоновых смесей используют проволоку Э70С-3, и вы увидите уменьшение шлака на этих сваренных роботом поверхностях. Спецификации газа AWS MIG для США.
Как я пытался сказать апатичному автомобильному Менеджеры со стажем почти 40 лет при использовании аргоновых смесей используют проволоку Э70С-3, и вы увидите уменьшение шлака на этих сваренных роботом поверхностях. Спецификации газа AWS MIG для США.
Печальный Lincoln Power Wave, автоматизированный робот-контроль образования кратеров на алюминиевой детали импульсной сварки MIG.
ПРОДОЛЖАЯ РАССМОТРЕНИЕ ПРОЦЕССОВ ИМПУЛЬСНОЙ МИГ И ПОЛУПРОВОДНОЙ ПРОВОДКИ НА ОБРАТНОЙ ПОЛЯРНОСТИ (RP), ВЫ ЗАМЕТИТЕ, ЧТО ЭТИ ДВА ПРОЦЕССА ПРОСТО НЕ МОГУТ КОНКУРИРОВАТЬ С ТЕМПЕРАТУРОЙ ПЛАЗМЕННОЙ СВАРКИ TIG TIG С ЕГО ИНЕРТНОЙ ПЛАЗМОЙ И ОТРИЦАТЕЛЬНЫМ ЭЛЕКТРОДОМ.
Каким бы сложным ни был сегодня или будет завтра источник питания RP Pulsed MIG в сварочном цехе, для создания капель импульсного сварного шва MIG сварочный цех первым использует процесс дуговой сварки, который обеспечивает прибл. 50 % энергии дуги, генерируемой сваркой TIP TIG, а также импульсная сварка MIG тратит 50 % времени дуги в реактивной плазме при низком фоновом сварочном токе, обычно от 80 до 120 ампер.
Вот уже более тридцати лет я пишу о нескончаемом недостатке сварки Ахиллесова пята всех позиций Импульсная сварка MIG при сварке сталей и легированных сталей > 1/4 . И независимо от того, какая электроника добавлена к источнику питания Pulsed MIG , реальность такова, что с характеристикой импульсного фонового тока часто будет «неадекватная энергия сварки, подаваемая на свариваемую массу (наплавку) при условии, что это определяет используемые скорости сварки». . Я также написал много страниц на эту тему на моем веб-сайте weldreality.com, а также в моих учебных ресурсах и в моей книге «Руководство инженера-управления по MIG».
ЧТО О ДРУГИХ РЕЖИМАХ MIG WELD TRANSFERS, ИСПОЛЬЗУЕМЫХ ДЛЯ ОТКРЫТЫХ КОРНЕВЫХ ПРОВОДОВ?
MIG STT Левый – MIG RMD правый. Оба достигают приемлемых результатов корневой сварки 5G, вертикальная сварка вниз.
Вверху: Ed/Em Обучение сварщиков труб Exxon/Imperial Oil различным режимам переноса сварки MIG, доступным для сварки 5G MIG на трубе природного газа. Для повернутых соединений с открытым корнем трубы короткое замыкание MIG позволит получить сварные швы наравне с STT, RMD или любым процессом MIG с низким импульсом.
Для повернутых соединений с открытым корнем трубы короткое замыкание MIG позволит получить сварные швы наравне с STT, RMD или любым процессом MIG с низким импульсом.
Мастерские, занимающиеся сваркой труб, должны знать, что при использовании MIG Short Circuit для сварки корневых швов труб с вращением, RMD или MIG STT или любых других низкоимпульсных режимов с корневыми швами труб в положении 5G, в отличие от СОВЕТ TIG, они используют процессы дуговой сварки низкого качества, которые чувствительны не только к изменениям стержня проволоки, но также чувствительны к зазору корня шва и отклонениям выравнивания корня шва. Эта чувствительность не является частью процесса TIP TIG, и TIP TIG обеспечит улучшенную непрерывность сварного шва с гораздо более совершенным управлением запуском и остановкой дуги.
_______________________
Ниже после порошковой сердцевины вы увидите введение в другой полуавтоматический процесс дуговой сварки, называемый TIP TIG. Тем не менее, чтобы получить действительно глубокое понимание преимуществ процесса TIP TIG как для сварных швов, так и для металлов, а также для рассмотрения TIP TIG сварки приложения .
Тем не менее, чтобы получить действительно глубокое понимание преимуществ процесса TIP TIG как для сварных швов, так и для металлов, а также для рассмотрения TIP TIG сварки приложения .
ГАЗОЗАЩИТНАЯ ПОЛУПОРОШКОВАЯ ПРОШИВКА ДЕФЕКТЫ, ВЫЗВАННЫЕ ПРОЦЕССОМ
Изучите приведенный выше перенос сварного шва порошковой проволокой и запомните непостоянное несоответствие флюса и расплавленного металла, образующегося в реакционноспособном газе, а затем сравните с видео сварки TIP TIG ниже.
ЕСТЬ КОД КАЧЕСТВЕННЫЕ СВАРНЫЕ СВАРКИ, А ЕСТЬ СВАРНЫЕ СВАРКИ. При обсуждении сварных швов качества CODE существуют огромные различия в отраслях и то, как они определяют сварные швы кодового качества». Например, большинство сварных швов MIG по коду AWS, выполненных в автомобильной промышленности, неприемлемы для аэрокосмической или оборонной промышленности. Что касается судостроения, то большинство сварных швов с порошковой проволокой в среде защитного газа на любом корабле не подлежат неразрушающему контролю внутренних сварных швов, и если бы сварной шов подвергался рентгеновскому излучению, корабли никогда бы не были построены. А что касается структурных зданий в таких штатах, как Калифорния, в которых многие сварные швы, соответствующие нормам строительных норм, выполняются с помощью самозащитных сварочных проволок с флюсовой сердцевиной, то связывать слова «качество норм» с этими сварочными проволоками просто смешно, и это также свидетельство отсутствия опыта сварки, которое преобладает сегодня в Северной Америке.
А что касается структурных зданий в таких штатах, как Калифорния, в которых многие сварные швы, соответствующие нормам строительных норм, выполняются с помощью самозащитных сварочных проволок с флюсовой сердцевиной, то связывать слова «качество норм» с этими сварочными проволоками просто смешно, и это также свидетельство отсутствия опыта сварки, которое преобладает сегодня в Северной Америке.
- Требуются сварные швы кодового качества, в которых качество внутреннего сварного шва не оценивается.
- В тех случаях, когда чистота поверхности сварки или подготовки кромки не является оптимальной, требуются сварные швы кодового качества.
- Требуются сварные швы кодового качества, поскольку прочность сварных деталей или коррозионные свойства могут не вызывать беспокойства.
- Существуют сварные швы кодового качества, которые гораздо больше сосредоточены на внешнем, а не на внутреннем качестве сварного шва.

При работе с нормированными сварными швами лица, принимающие решения в сварочном цеху, конечно же, должны знать, что при выборе процесса сварки выбранный процесс будет способствовать возникновению дефектов сварки и, как указано ниже, при сварке порошковой проволокой в среде защитного газа. , полезно понять, почему возникают дефекты сварки.
Контроль процесса сварки и лучшие методы сварки Экспертиза поможет проанализировать основную причину этого дефекта E71T-1.
Итак, в чем основная причина и почему возникает проблема. Подсказка, что это не имеет ничего общего с влажностью. Те, у кого есть контроль процесса дуговой сварки и опыт передовой практики сварки с широко используемым процессом EGas с экранированной порошковой проволокой, должны знать основную причину распространенных проблем со сваркой, показанных ниже, и они также будут знать, что дефекты сварки не имеют никакого значения. делать со сварщиком.
делать со сварщиком.
Когда сварочные мастерские выбирают традиционные процессы дуговой сварки, такие как сварка в среде защитного газа с флюсовой проволокой и импульсный MIG, возникнет множество дефектов процесса и проблем, не зависящих от сварщиков, поэтому менеджеры, инженеры и супервайзеры будут продолжать сосать TUM, и когда требуется неразрушающий контроль внутренних сварных швов, они редко высыпаются по ночам. если вы хотите свести к минимуму (а не устранить) проблемы, возникающие при сварке в среде защитного газа или в импульсной сварке в среде защитного газа, уделите время самообучению и учебным ресурсам по управлению процессом сварки в среде защитного газа и порошковой проволокой. Однако, если вы хотите исключить переделок сварки, выберите способ сварки, и в 2020 году будет только один процесс сварки, и это TIP TIG.
Как и MIG, сварка порошковой проволокой в среде защитного газа — это еще один процесс с обратной полярностью электрода, и опять же эта полярность способствует деформации и размеру ЗТВ сварного шва.
Защитный газ Порошковая проволока работает с аргоном – 20–25 % CO2, или, если вам требуется более плавное плавление (с большим количеством сварочного дыма), используйте чистый CO2. (Я предпочитаю провод Kobelco).
Состав флюса газозащитной проволоки Рутил EX0T-1. производит быстрозамороженный тонкий шлак, который позволяет контролировать сварные швы 5G. Однако шлак также в значительной степени способствует возникновению многих распространенных дефектов сварных швов с порошковой проволокой. Состав и толщина шлака непостоянны, и иногда шлак слишком быстро замерзает, а сварной шов имеет недостаточную защиту от шлака, что приводит к пористости сварного шва, захваченному шлаку и расширенной внутренней пористости, называемой червячными дорожками.
Высокая способность наплавки во всех положениях с использованием порошковых проволок во всех положениях также способствует высокой скорости сварки сварных швов, для которых недостаточно энергии сварки для произведенной массы сварного шва. Шлак часто задерживается, что приводит к образованию шлаковых включений. Состав проволочного флюса – состав часто непостоянен. Флюс также часто загрязняется влагой во время производства проволоки или при ее хранении и использовании. создавая неожиданную пористость и червячные следы. Импульсный МИГ для всех позиций Код Качество сварных швов.
Шлак часто задерживается, что приводит к образованию шлаковых включений. Состав проволочного флюса – состав часто непостоянен. Флюс также часто загрязняется влагой во время производства проволоки или при ее хранении и использовании. создавая неожиданную пористость и червячные следы. Импульсный МИГ для всех позиций Код Качество сварных швов.
Слева. E71T-1 Газозащитная порошковая проволока Вертикально вверх. Верно. СОВЕТ TIG Вертикальная сварка вверх. Как вы думаете, какой сварной шов пройдет рентгеновские лучи?
Сварной шов с флюсовой проволокой слева показывает «хорошие навыки сварщика», однако сварщик или персонал по обеспечению качества, участвовавший в этом сварном шве, вероятно, не знали, что поверхность сварного шва обнаруживает множество внутренних проблем с качеством сварного шва, которые, я уверен, дизайнер этой части вполне мог бы обойтись без (проблемы, описанные ниже). Справа: TIP TIG, показывающий, как должен выглядеть качественный сварной шов вертикально вверх, и помните, что этот процесс также требует наименьшего нагрева деталей, образующих (наименьшую ЗТВ). СОВЕТ TIG при использовании в любом положении в любом приложении с чистой поверхностью будет со всеми металлами, обеспечит высочайшую чистоту сварного шва с максимальной плавностью сварки, и кто бы не хотел этого для любого из своих сварных швов с кодовым качеством.
СОВЕТ TIG при использовании в любом положении в любом приложении с чистой поверхностью будет со всеми металлами, обеспечит высочайшую чистоту сварного шва с максимальной плавностью сварки, и кто бы не хотел этого для любого из своих сварных швов с кодовым качеством.
Тем, кто интересуется оптимизацией процесса сварки и контролем сварки, следует поближе взглянуть на приведенный выше сварной шов с флюсовой проволокой. Да, сварка показывает, что у сварщика были хорошие навыки и твердая рука, и все мы знаем, что большинство сварочных мастерских считают, что навыки сварщика определяют качество сварки. Однако присмотритесь. Обратите внимание на холодную вялость и неровность поверхности сварного шва, зубчатые кромки сварного шва, выпуклость сварного шва — все это признаки недостаточной текучести сварного шва из-за недостаточной энергии сварки.
Сварные швы, подобные приведенным выше, часто просто подвергают проверке поверхности, однако, если внутренний сварной неразрушающий контроль был применен к сварным швам на деталях из тяжелой углеродистой стали, первое, что вы обнаружите, это сильное непроваривание сварных швов, и, как я обнаружил после 35 лет исследований порошковой проволоки и сварных швов малого диаметра в среде защитного газа показали, что с помощью этих сварных швов с быстрым замораживанием было бы практически невозможно не обнаружить избыточный захваченный шлак и пористость. Если бы я выполнял описанные выше сварные швы с флюсовой проволокой, я бы использовал более высокие значения силы тока и уделил особое внимание свариваемости и текучести выбранной проволоки с флюсовым сердечником.
Если бы я выполнял описанные выше сварные швы с флюсовой проволокой, я бы использовал более высокие значения силы тока и уделил особое внимание свариваемости и текучести выбранной проволоки с флюсовым сердечником.
То, что многие сварочные мастерские не понимают при сварке порошковой проволокой в среде защитного газа, производители порошковой проволоки, большинство популярных сварных швов порошковой проволокой в среде защитного газа были разработаны в 1980–90-х установка CV MIG. Если в сварочном цехе используются многопроцессорные или инверторные источники питания MIG с этими проволоками, в отличие от обычного аппарата CV MIG, который имеет более пологий выходной сигнал, более современные электронные источники питания обычно обеспечивают более крутой выходной сигнал, и, следовательно, при заданной скорости подачи порошковой проволоки с установками CV инверторы и многофункциональное оборудование обычно обеспечивают на 15–25 % меньший сварочный ток. Имейте в виду, что указанную выше информацию нельзя получить у вашего торгового представителя или производителя оборудования. Если вам нужна информация о таком типе реального процесса сварки / применения, вы можете рассмотреть мои программы самообучения / обучения для сварки порошковой проволокой, MIG и TIP TIG ниже.
Имейте в виду, что указанную выше информацию нельзя получить у вашего торгового представителя или производителя оборудования. Если вам нужна информация о таком типе реального процесса сварки / применения, вы можете рассмотреть мои программы самообучения / обучения для сварки порошковой проволокой, MIG и TIP TIG ниже.
- Плазма дуги обеспечивает наибольшую энергию сварки.
- Сварной шов защищен инертной атмосферой.
- Используется полярность DCEN, что позволяет выполнять сварку с быстрой заморозкой, что упрощает использование во всех положениях.
- Наплавка (скорость сварки) и полярность обеспечивают наименьшую погонную энергию детали. Четыре простых требования для всех кодовых сварных швов на любых металлах.
- Процесс со сваркой во всех положениях прост в использовании.

НАКОНЕЧНИК ОБЕСПЕЧИВАЕТ СКОРОСТЬ ВЕРТИКАЛЬНОЙ СВАРКИ ВВЕРХ, КАК ИМПУЛЬСНАЯ МИГ. TIP TIG обычно обеспечивает на 200–400 % более высокую скорость наплавки, чем DC TIG, обеспечивая такую же скорость перемещения сварного шва во всех положениях, как и импульсная MIG . В отличие от традиционной TIG, как DCEN, так и процесс TIP TIG с переменной полярностью (квасцы) непрерывно подает обычно используемую сварочную проволоку диаметром 0,035–0,045 (1–1,2 мм) в зону наилучшего восприятия плазмы TIP TIG.
При использовании TIP TIG для чистых операций, таких как угловой шов Super Duplex, обратите внимание на нетронутый цвет сварного шва TIP TIG, который показывает отсутствие влияния окисления в атмосфере. Это возможно только при очень низкой подводимой теплоте свариваемой детали. При использовании TIP TIG сварочные цеха всегда должны рассчитывать на самые чистые, бездефектные сварные швы с наименьшей ЗТВ сварного шва, и это относится к большинству сварных швов > 2 мм. Обратите внимание, попробуйте воспроизвести угловой шов 1/4, показанный слева, с помощью дуплексной, нержавеющей или инконелевой сварочной проволоки и процесса по вашему выбору.
Обратите внимание, попробуйте воспроизвести угловой шов 1/4, показанный слева, с помощью дуплексной, нержавеющей или инконелевой сварочной проволоки и процесса по вашему выбору.
В процессе сварки DC TIP TIG температура дуги может быть в два раза выше, чем при сварке MIG и FCAW. Имейте в виду, что благодаря уникальному расположению сварочной проволоки TIP TIG по отношению к дуговой плазме TIP TIG обеспечивает улучшенное покрытие плазмой TIG сварочной ванны. Кроме того, более высокая скорость наплавки TIP TIG позволяет более высокому сварочному току TIG дополнительно увеличивать энергию плазмы. Таким образом, процесс TIP TIG просто обеспечивает большую энергию сварки и улучшенную текучесть сварного шва, чем это возможно при DC TIG.
ВЫ ХОТИТЕ ПОСМОТРЕТЬ, КАК ВЫГЛЯДИТ ИДЕАЛЬНЫЙ СВАРНЫЙ ПРОЦЕСС С ПРОСТЫМ В ИСПОЛЬЗОВАНИИ ПРОЦЕССОМ СВАРКИ, КОТОРЫЙ ОБЕСПЕЧИВАЕТ ОДИНАКОВОЕ НЕОБЫЧНОЕ КАЧЕСТВО СВАРКИ В ЛЮБОМ ПОЛОЖЕНИИ СВАРКИ.
В отличие от импульсной сварки MIG, если вы хотите просмотреть сварной шов, который является оптимальным в 2020 г. и останется оптимальным в 2050 г., сварной шов, который обеспечивает гораздо более высокую энергию, чем это возможно при любой сварке во всех положениях, выполненной с импульсным В режиме MIG или со сварочной проволокой EX1T-1 внимательно посмотрите это видео TIP TIG.
Внимательно проверьте текучесть сварного шва TIP, чистоту производимого сварного шва, а благодаря отрицательной полярности электрода TIP TIG полученные сварные швы всегда будут обеспечивать минимально возможный нагрев свариваемой детали для достижения наилучших металлургических результатов. Отсутствие сварочных брызг. Минимально возможные сварочные дымы и отсутствие проблем с плавлением сварных швов с этими вялыми сварными швами. Кстати, это также лучший процесс сварки для любого шва с открытым корнем, и он требует меньше навыков сварщика всех положений, чем MIG или порошковая проволока.
Я надеюсь, что вы посмотрите это видео TIP TIG хотя бы дважды, так как в 2008 году, когда мы снимали это видео, мы делали то, что было невозможно ни с одним другим процессом ручной дуговой сварки. SpaceX потребовалось десять лет, чтобы понять это, а профессионалу в области сварки, привыкшему к сварке нержавеющей стали, нужно 10 минут.
КАЖДАЯ МАСТЕРСКАЯ, СВЯЗЫВАЮЩАЯ ТОНКИЕ НЕРЖ.- Окисление сварного шва, которое влияет на очистку и внешний вид сварного шва.
- Сварочный прожог, несмотря на потенциал.
- Деформация сварки, слишком часто.
- Растрескивание сварных швов с некоторыми сплавами.
- Карбид Осадки, влияющие на коррозию.
[] Пожалуйста, обратите внимание на видео выше. Проверьте качество нетронутой поверхности сварного шва из нержавеющей стали. Изучите серебристый цвет сварного шва на этой чувствительной к теплу части датчика, который указывает на отсутствие окисления. Подумайте об улучшении внешнего вида сварного шва и сокращении объема очистки сварного шва.
Подумайте об улучшении внешнего вида сварного шва и сокращении объема очистки сварного шва.
[] Проверьте непрерывность текучести сварного шва на поверхности и пальцах, что предполагает высокую энергию сварки для наилучшего сплавления сварного шва и минимальной пористости сварного шва.
[] Обратите внимание на чрезвычайно малые зоны термического влияния, которые на сварных швах из нержавеющей стали обеспечивают наименьшую деформацию сварного шва, а для некоторых марок нержавеющей стали наименьшую возможность осаждения карбида, что обеспечивает наилучшие коррозионные свойства.
[] Обратите внимание на достигнутую скорость сварки TIP TIG, которая не уступает любой импульсной сварке MIG.
[] Также обратите внимание, что TIP TIG не вызывает беспокойства по поводу брызг или видимого канцерогенного хромового сварочного дыма.
[] Обратите внимание, как сварочный аппарат TIP TIG на нержавеющем стыке может удерживать горелку TIP TIG точно так же, как горелка MIG, или на сварном шве трубы удерживать керамическое сопло в канавке, как горелка TIG.
Вы только что наблюдали, как сварка TIP TIG калибровочными швами дает результаты, невозможные при импульсной сварке MIG, теперь посмотрите, как TIP TIG производит стандартную галтель 1/4 (6 мм) на этой более толстой детали из нержавеющей стали
Медленная, чувствительная к окислению нержавеющая сталь, дуплекс и инконель вызывают больше проблем со сваркой, чем сварка углеродистой стали, поэтому, если сварочный цех может выполнять плавные высокоэнергетические сварные швы, которые выглядят так на нержавеющей стали, представьте, что сварочный цех может сделать со всеми сталей и всех сплавов.
- Еще раз обратите внимание на цвет сварного шва.
- Обратите внимание на поверхностную энергию сварного шва.
- Обратите внимание на небольшую зону термического влияния сварного шва.
- Обратите внимание на скорость сварки.
- Обратите внимание на отсутствие сварочных брызг.
- Обратите внимание на отсутствие сварочного дыма.

ЭТО ВСЕГДА БЫЛО ПРЕИМУЩЕСТВОМ, ПОЛУЧЕННЫМ ИСПОЛЬЗОВАНИЕМ ПОЛУАВТОМАТИЧЕСКОГО ПРОЦЕССА СВАРКИ С РУЧНОЙ СВАРКОЙ:
В течение семи десятилетий обычная ручная сварка TIG постоянным и переменным током требовала от сварщика подачи сварочной проволоки. И в первую очередь из-за общей чувствительности к длине дуги TIG и некоторых других проблем со сваркой, в течение 70 с лишним лет обычная TIG плохо подходила в качестве «ручного полуавтоматического» или полностью автоматизированного процесса дуговой сварки без фиксированной длины дуги или автоматической регулировки длины дуги. оборудование.
Как известно сварочным цехам, полуавтоматическая сварка MIG и порошковой проволокой в среде защитного газа при использовании плоских и горизонтальных швов не только обеспечивает в среднем , по меньшей мере в десять раз большую скорость наплавки потенциала, чем обычная сварка TIG на постоянном токе, но другими важными особенностями полуавтоматического процесса MIG и порошковой сварки являются непрерывная подача проволоки MIG, которая помогает регулировать скорость ручной сварки и помогает обеспечить плавление сварочной проволоки и непрерывность затвердевания сварного шва.
В отличие от сварки TIG механизм подачи проволоки MIG значительно снижает требования к навыкам сварщика MIG и сварки с порошковой проволокой. Однако реальность такова, что в течение семи десятилетий, в отличие от любого режима переноса сварки MIG или сварки с флюсовой проволокой, процесс TIG постоянного тока с более высокой энергией сварки с его защитой инертным газом был процессом, к которому нужно было перейти, когда самая высокая ручная дуговая сварка хотелось качества. Чтобы улучшить TIG, он должен был стать процессом, способным быть полуавтоматическим процессом сварки, обеспечивающим более высокие скорости наплавки.
Запатентованный полуавтоматический механизм подачи проволоки TIP TIG, используемый для ручной или автоматической сварки, обеспечивает в среднем на 200–400 % больше сварных швов, чем TIG.

НЕКОТОРЫЕ ПОДВОДНЫЕ КОМПАНИИ ОБРАБАТЫВАЮТ СВОИ ПЛАКИРОВОЧНЫЕ СВАРНЫЕ СВАРКИ, И ВНУТРЕННЯЯ ПОРИСТОСТЬ СВАРКИ ВЫЗЫВАЕТ ПРОБЛЕМУ:
В отличие от MIG и порошковой сварки, в которых используются реактивные газовые смеси, во всех сварках TIP TIP может использоваться инертный аргон. Таким образом, с TIP TIG в сварочном цехе используется процесс, который обеспечивает максимально высокую энергию сварки, слегка перемешиваемая сварочная ванна, которая помогает избежать пористости, и эти плакированные сварные швы защищены атмосферой инертного газа, поэтому вы всегда ожидаете, что TIP TIG на любые сварные швы, отсутствие проблем со шлаком, наилучшее плавление сварного шва и самая низкая пористость сварного шва.
ИСКЛЮЧЕНИЕ НЕОБХОДИМОСТИ В НЕСКОЛЬКИХ ПРОЦЕССАХ .Почему для качественных сварных швов код любая организация захочет приобрести различное сварочное оборудование и расходные материалы для разработки процедур SMAW, FCAW, TIG, MIG и предоставить различные необходимые навыки когда все, что им нужно, — это более простой в использовании процесс TIP TIG с одним газом и не более чем тремя настройками сварки для всех их сварных швов с кодом .
2020 год и десять лет прошло с тех пор, как мы с моим деловым партнером представили процесс TIP TIG в Северной Америке, а также в Австралии, однако реалии этой «медленно меняющейся отрасли», в которой владение процессом сварки необходимо, чтобы быть движущей силы для экономичных изменений сварных швов часто не хватает.
Если вы поняли, что средства управления процессом сварки являются важной частью карьерного визита лиц, принимающих решения в области сварки, руководство Em’s Manual & Robot MIG – Управление процессом сварки с флюсовой сердцевиной и TIP TIG – передовая практика сварки, самообучение – Обучающие программы.
А ДЛЯ ТАКИХ, КАК Я, У КОГО НЕТ ЖИЗНИ, УЗНАЙТЕ ВСЕ ФАКТЫ О ПРОЦЕССЕ TIP TIG В РАЗДЕЛЕ TIP TIG Vs TIG и TIG TIG.
TIP TIG по сравнению с импульсной сваркой MIG и порошковой проволокой в газовой защите
В течение многих десятилетий у нас было пять процессов дуговой сварки для сварки кодового качества.
 TIG постоянного тока, SMAW, сварка порошковой проволокой в среде защитного газа и импульсная сварка MIG. Однако в 2020 году есть три полуавтоматических процесса дуговой сварки, которым следует уделить наибольшее внимание при сварке по нормам. СОВЕТ TIG, импульсная сварка MIG и порошковая проволока в среде защитного газа. В этом разделе сравниваются функциональные преимущества каждого процесса, и мы надеемся, что это позволит избежать путаницы в процессе и позволит сварочным цехам принимать решения по процессу сварки, которые позволят им достичь высочайшего качества сварки с наименьшими переделок сварки.
TIG постоянного тока, SMAW, сварка порошковой проволокой в среде защитного газа и импульсная сварка MIG. Однако в 2020 году есть три полуавтоматических процесса дуговой сварки, которым следует уделить наибольшее внимание при сварке по нормам. СОВЕТ TIG, импульсная сварка MIG и порошковая проволока в среде защитного газа. В этом разделе сравниваются функциональные преимущества каждого процесса, и мы надеемся, что это позволит избежать путаницы в процессе и позволит сварочным цехам принимать решения по процессу сварки, которые позволят им достичь высочайшего качества сварки с наименьшими переделок сварки.При оценке процессов сварки, используемых для сварки труб и других сварных швов с кодовым качеством, полезно, чтобы лицо, принимающее решения по сварке, сначала знало о проблемах процесса сварки, которые возникают в результате выбранного процесса сварки, а не сварщиков. Также выгодно, чтобы лицо, принимающее решения по сварке, не имело предвзятости по отношению к продукту и не влияло на продажи, знало о реальном качестве сварки, преимуществах производительности сварки и особенностях применения для каждого рассматриваемого сварочного процесса.

В отрасли, в которой сварщики, играющие с MIG и средствами управления оборудованием для сварки с флюсовой проволокой, были нормой в течение семи десятилетий, некоторым трудно увидеть реальность процессов дуговой сварки, которые они используют ежедневно.
В течение последних пяти десятилетий в качестве менеджера по сварочному оборудованию или обучению сварке в компаниях Airgas, Praxair, AGA, Liquid Carbonic, а также в качестве менеджера по роботизированной сварке ABB в Северной Америке я хорошо осведомлен о десятилетиях продаж. индуцированные, преувеличенные претензии сварки сталей и легированных сталей при импульсной сварке MIG с использованием оборудования MIG, которое во многих случаях часто было загружено бесполезными электронными наворотами.
Добавьте к этому десятилетия зависимости большинства сварочных мастерских от советов по сварке от торговых представителей по сварке. большинство из которых никогда не работали и не руководили сварочным цехом. И давайте не будем забывать об общей глобальной нехватке возможностей фронт-офиса для владения процессом сварки и их общей неосведомленности о средствах управления процессом сварки, передовых методах сварки и затратах на сварку. Тогда можно задаться вопросом, почему существует сорок с лишним газовых смесей MIG, доступных для отрасли, которая нуждается только в четырех смесях MIG.
И давайте не будем забывать об общей глобальной нехватке возможностей фронт-офиса для владения процессом сварки и их общей неосведомленности о средствах управления процессом сварки, передовых методах сварки и затратах на сварку. Тогда можно задаться вопросом, почему существует сорок с лишним газовых смесей MIG, доступных для отрасли, которая нуждается только в четырех смесях MIG.
К сожалению, все мы являемся частью отрасли, в которой, когда речь идет о сварочных процессах и требованиях к оборудованию, бычьи фекалии десятилетиями были нормой.
НАЧНИ С ПРОБЛЕМЫ СВАРКИ MIG И КОД КАЧЕСТВА СВАРКИ
T СООТНОШЕНИЕ МЕЖДУ МАССОЙ СВАРКИ MIG И ЭНЕРГИЕЙ СВАРКИ. Большинство сварщиков не знают, что как GMAW (MIG), так и рутил EXOT-1, сварка порошковой проволокой в среде защитного газа имеют характеристики переноса металла шва и энергии дуги/плазмы, в которых с момента начала этих сварочных процессов возникает плохое соотношение между доставляемой массой сварного шва, полученной скоростью сварки и количеством генерируемой энергии сварки/детали.
ДЕФЕКТЫ СВАРКИ MIG, КОТОРЫЕ МОГУТ СОЗДАТЬСЯ ПРОЦЕССОМ СВАРКИ, А НЕ СВАРОЧНЫМ УСТРОЙСТВОМ. Когда сварочный цех использует импульсную сварку MIG или перенос струей на стали и сплавах > 1/4 (> 6 мм), они, как правило, должны наблюдать превосходное плавление углового шва или шва разделки в режиме распыления MIG, и это относится ко всем металлам. Однако спрей MIG слишком горячий для вертикальных сварных швов вверх и, скорее всего, не должен быть распространенным дефектом сварки, на который может повлиять процесс сварки;
- Непровар или непровар. (улучшено для сталей толщиной более 1/4 (> 6 мм) и всех вязких сплавов.
- Недопустимая пористость сварного шва или захваченный мелкий шлак.
- Начало холодной сварки или кратеры на концах сварки, которые могут иметь микроусадочные трещины сварки.
ВЛИЯНИЕ ПОЛЯРНОСТИ MIG НА ИСКАЖЕНИЕ, ТРЕЩИНЫ, КАЧЕСТВО СВАРКИ И СВОЙСТВА ДЕТАЛИ: В режимах обратной полярности, положительного распыления электрода и импульсной сварки MIG большая часть тепла сосредоточена в плазме MIG. верхняя часть плазмы MIG находится в непосредственной близости от кончика сварочной проволоки с непрерывной подачей. Эта локализованная энергия RP в верхней части плазмы MIG создает концентрацию тепла плазмы, которая приводит к типичным большим зонам термического влияния сварного шва, и это тепловое воздействие также приводит к гораздо более холодному режиму сварки MIG с коротким замыканием, дуга включена — дуга выключена.0003
верхняя часть плазмы MIG находится в непосредственной близости от кончика сварочной проволоки с непрерывной подачей. Эта локализованная энергия RP в верхней части плазмы MIG создает концентрацию тепла плазмы, которая приводит к типичным большим зонам термического влияния сварного шва, и это тепловое воздействие также приводит к гораздо более холодному режиму сварки MIG с коротким замыканием, дуга включена — дуга выключена.0003
ЭНЕРГИЯ, ВЫРАБОТАННАЯ ПРИ СВАРКЕ MIG, И СВАРОЧНОЕ ПЛАВЕНИЕ : Во многих случаях при сварке угловыми швами MIG вы обнаружите, что плавление сварного шва на деталях > 6 мм было незначительным, особенно на боковых стенках. При MIG Spray и Pulsed MIG дефекты непровара на металлах > 6 мм часто зависят от высокой скорости наплавки, которая, в отличие от SMAW и TIG, приводит к гораздо более высокой скорости перемещения сварного шва, достигаемой при сварке, которой не хватает энергии / текучести. и время, необходимое для обеспечения требуемого сварного шва. Непровар может усугубляться быстрым переплетением, например, при сварке кромок или при увеличении толщины металла, а также при сварке вязких сплавов, таких как нержавеющая сталь, дуплекс и инконель.
Непровар может усугубляться быстрым переплетением, например, при сварке кромок или при увеличении толщины металла, а также при сварке вязких сплавов, таких как нержавеющая сталь, дуплекс и инконель.
Скорость наплавки всегда оказывала отрицательное влияние на сварку в вертикальном и вертикальном режимах с ручной импульсной сваркой MIG, а также сварку порошковой проволокой в среде защитного газа на металлах > 6 мм. Эти два ручных полуавтоматических процесса сварки часто требуют быстрого перемещения горелки MIG, что влияет как на требуемые навыки ручной сварки, так и на получаемое сварное соединение.
ЕСЛИ ПЕРСОНАЛ ПО СВАРКАМ ИСПОЛЬЗУЕТ СТРУНГЕРЫ ВМЕСТО ТКАТ, ТО ВСЕ МНОГОПРОХОДНЫЕ СВАРНЫЕ СВАРКИ БУДЕТ СУЩЕСТВЕННО УЛУЧШЕНЫ.
НАЧАЛО СВАРКИ MIG – ОСТАНОВКИ, СПЛАВНЕНИЕ – КРАТЕРЫ – ТРЕЩИНЫ. Большая часть «ручного» сварочного оборудования MIG, доступного в 2020 году, спустя 70 с лишним лет после его разработки, не имеет электронных возможностей для оптимизации сварки как в начале, так и в конце сварки, то есть в областях, в которых дефекты сварки будут обычным явлением. Напротив, дополнительные элементы управления в роботе включают эти важные функции.
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ, ПОЛУЧЕННАЯ ЗДЕСЬ ИНФОРМАЦИЯ УНИКАЛЬНА ДЛЯ ЭТОГО ВЕБ-САЙТА, ЭТО НЕ ИНФОРМАЦИЯ, КОТОРУЮ ВЫ УЗНАЕТЕ ОТ ТОРГОВЫХ ПРЕДСТАВИТЕЛЕЙ WELD. И СВАРОЧНОЕ ОБОРУДОВАНИЕ. ПРОИЗВОДИТЕЛИ:
ИМПУЛЬСНАЯ МИГ ВЛИЯНИЕ МАКСИМАЛЬНОГО ТОКА НА ФОНОВЫЙ СВАРОЧНЫЙ ПЛАВОК: Прежде всего, я хочу отметить, что если вы хотите добиться наилучшего сварного шва МИГ, используйте источник питания МИГ CV и газовую смесь 80-20CO2. и установите сварку в режиме распыления. При использовании импульсной сварки MIG помните, что энергия плазмы MIG и энергии сварки также подвержены колебаниям фонового сварочного тока от пика до НИЗКИХ значений, которые мало способствуют плавлению сварного шва.
Помните, что при калибровочных сварных швах и алюминиевых сварных швах толщиной менее 5 мм сварочный цех выигрывает от более низкой открытой дуги и импульсных режимов MIG с более низкой энергией. При работе с более толстыми металлами или тугоплавкими сплавами ваша цель состоит в том, чтобы добиться наилучшего плавления сварного шва.
Многие обнаружили, что при ручной импульсной сварке MIG с кодом, в котором толщина стенки > 6 мм, качество внутреннего сварного шва проверяется с помощью рентгеновских лучей или ультразвукового неразрушающего контроля, энергии импульсной сварки MIG часто бывает недостаточно для произведенная масса сварного шва и используемые скорости перемещения сварного шва.
ВЛИЯНИЕ СМЕСЕЙ МИГ И РЕАКТИВНЫХ ГАЗОВ НА ПОРИСТОСТЬ – ШЛАКОВЫЕ ОСТРОВКИ: Что касается пористости сварного шва и небольшого захвата шлака в сварных швах МИГ, помимо массы сварного шва и скорости замерзания шва, которые влияют на эти дефекты, сварочный цех также должен помнить что реактивные газовые смеси MIG, содержащие CO2 и кислород, также влияют на образование этих дефектов, как и использование обычных проволок E70S-6 MIG с аргоновыми смесями (слишком много кремния и марганца. Как я пытался сказать апатичному автомобильному Менеджеры со стажем почти 40 лет при использовании аргоновых смесей используют проволоку Э70С-3, и вы увидите уменьшение шлака на этих сваренных роботом поверхностях. Спецификации газа AWS MIG для США.
Печальный Lincoln Power Wave, автоматизированный робот-контроль образования кратеров на алюминиевой детали импульсной сварки MIG.
ПРОДОЛЖАЯ РАССМОТРЕНИЕ ПРОЦЕССОВ ИМПУЛЬСНОЙ МИГ И ПОЛУПРОВОДНОЙ ПРОВОДКИ НА ОБРАТНОЙ ПОЛЯРНОСТИ (RP), ВЫ ЗАМЕТИТЕ, ЧТО ЭТИ ДВА ПРОЦЕССА ПРОСТО НЕ МОГУТ КОНКУРИРОВАТЬ С ТЕМПЕРАТУРОЙ ПЛАЗМЕННОЙ СВАРКИ TIG TIG С ЕГО ИНЕРТНОЙ ПЛАЗМОЙ И ОТРИЦАТЕЛЬНЫМ ЭЛЕКТРОДОМ.
Каким бы сложным ни был сегодня или будет завтра источник питания RP Pulsed MIG в сварочном цехе, для создания капель импульсного сварного шва MIG сварочный цех первым использует процесс дуговой сварки, который обеспечивает прибл. 50 % энергии дуги, генерируемой сваркой TIP TIG, а также импульсная сварка MIG тратит 50 % времени дуги в реактивной плазме при низком фоновом сварочном токе, обычно от 80 до 120 ампер.
Вот уже более тридцати лет я пишу о нескончаемом недостатке сварки Ахиллесова пята всех позиций Импульсная сварка MIG при сварке сталей и легированных сталей > 1/4 . И независимо от того, какая электроника добавлена к источнику питания Pulsed MIG , реальность такова, что с характеристикой импульсного фонового тока часто будет «неадекватная энергия сварки, подаваемая на свариваемую массу (наплавку) при условии, что это определяет используемые скорости сварки». . Я также написал много страниц на эту тему на моем веб-сайте weldreality.com, а также в моих учебных ресурсах и в моей книге «Руководство инженера-управления по MIG».
ЧТО О ДРУГИХ РЕЖИМАХ MIG WELD TRANSFERS, ИСПОЛЬЗУЕМЫХ ДЛЯ ОТКРЫТЫХ КОРНЕВЫХ ПРОВОДОВ?
MIG STT Левый – MIG RMD правый. Оба достигают приемлемых результатов корневой сварки 5G, вертикальная сварка вниз.
Вверху: Ed/Em Обучение сварщиков труб Exxon/Imperial Oil различным режимам переноса сварки MIG, доступным для сварки 5G MIG на трубе природного газа. Для повернутых соединений с открытым корнем трубы короткое замыкание MIG позволит получить сварные швы наравне с STT, RMD или любым процессом MIG с низким импульсом.
Мастерские, занимающиеся сваркой труб, должны знать, что при использовании MIG Short Circuit для сварки корневых швов труб с вращением, RMD или MIG STT или любых других низкоимпульсных режимов с корневыми швами труб в положении 5G, в отличие от СОВЕТ TIG, они используют процессы дуговой сварки низкого качества, которые чувствительны не только к изменениям стержня проволоки, но также чувствительны к зазору корня шва и отклонениям выравнивания корня шва. Эта чувствительность не является частью процесса TIP TIG, и TIP TIG обеспечит улучшенную непрерывность сварного шва с гораздо более совершенным управлением запуском и остановкой дуги.
_______________________
Ниже после порошковой сердцевины вы увидите введение в другой полуавтоматический процесс дуговой сварки, называемый TIP TIG. Тем не менее, чтобы получить действительно глубокое понимание преимуществ процесса TIP TIG как для сварных швов, так и для металлов, а также для рассмотрения TIP TIG сварки приложения .
ГАЗОЗАЩИТНАЯ ПОЛУПОРОШКОВАЯ ПРОШИВКА ДЕФЕКТЫ, ВЫЗВАННЫЕ ПРОЦЕССОМ
Изучите приведенный выше перенос сварного шва порошковой проволокой и запомните непостоянное несоответствие флюса и расплавленного металла, образующегося в реакционноспособном газе, а затем сравните с видео сварки TIP TIG ниже.
ЕСТЬ КОД КАЧЕСТВЕННЫЕ СВАРНЫЕ СВАРКИ, А ЕСТЬ СВАРНЫЕ СВАРКИ. При обсуждении сварных швов качества CODE существуют огромные различия в отраслях и то, как они определяют сварные швы кодового качества». Например, большинство сварных швов MIG по коду AWS, выполненных в автомобильной промышленности, неприемлемы для аэрокосмической или оборонной промышленности. Что касается судостроения, то большинство сварных швов с порошковой проволокой в среде защитного газа на любом корабле не подлежат неразрушающему контролю внутренних сварных швов, и если бы сварной шов подвергался рентгеновскому излучению, корабли никогда бы не были построены. А что касается структурных зданий в таких штатах, как Калифорния, в которых многие сварные швы, соответствующие нормам строительных норм, выполняются с помощью самозащитных сварочных проволок с флюсовой сердцевиной, то связывать слова «качество норм» с этими сварочными проволоками просто смешно, и это также свидетельство отсутствия опыта сварки, которое преобладает сегодня в Северной Америке.
- Требуются сварные швы кодового качества, в которых качество внутреннего сварного шва не оценивается.
- В тех случаях, когда чистота поверхности сварки или подготовки кромки не является оптимальной, требуются сварные швы кодового качества.
- Требуются сварные швы кодового качества, поскольку прочность сварных деталей или коррозионные свойства могут не вызывать беспокойства.
- Существуют сварные швы кодового качества, которые гораздо больше сосредоточены на внешнем, а не на внутреннем качестве сварного шва.
При работе с нормированными сварными швами лица, принимающие решения в сварочном цеху, конечно же, должны знать, что при выборе процесса сварки выбранный процесс будет способствовать возникновению дефектов сварки и, как указано ниже, при сварке порошковой проволокой в среде защитного газа. , полезно понять, почему возникают дефекты сварки.
Контроль процесса сварки и лучшие методы сварки Экспертиза поможет проанализировать основную причину этого дефекта E71T-1.
Итак, в чем основная причина и почему возникает проблема. Подсказка, что это не имеет ничего общего с влажностью. Те, у кого есть контроль процесса дуговой сварки и опыт передовой практики сварки с широко используемым процессом EGas с экранированной порошковой проволокой, должны знать основную причину распространенных проблем со сваркой, показанных ниже, и они также будут знать, что дефекты сварки не имеют никакого значения. делать со сварщиком.
Когда сварочные мастерские выбирают традиционные процессы дуговой сварки, такие как сварка в среде защитного газа с флюсовой проволокой и импульсный MIG, возникнет множество дефектов процесса и проблем, не зависящих от сварщиков, поэтому менеджеры, инженеры и супервайзеры будут продолжать сосать TUM, и когда требуется неразрушающий контроль внутренних сварных швов, они редко высыпаются по ночам. если вы хотите свести к минимуму (а не устранить) проблемы, возникающие при сварке в среде защитного газа или в импульсной сварке в среде защитного газа, уделите время самообучению и учебным ресурсам по управлению процессом сварки в среде защитного газа и порошковой проволокой. Однако, если вы хотите исключить переделок сварки, выберите способ сварки, и в 2020 году будет только один процесс сварки, и это TIP TIG.
Как и MIG, сварка порошковой проволокой в среде защитного газа — это еще один процесс с обратной полярностью электрода, и опять же эта полярность способствует деформации и размеру ЗТВ сварного шва.
Защитный газ Порошковая проволока работает с аргоном – 20–25 % CO2, или, если вам требуется более плавное плавление (с большим количеством сварочного дыма), используйте чистый CO2. (Я предпочитаю провод Kobelco).
Состав флюса газозащитной проволоки Рутил EX0T-1. производит быстрозамороженный тонкий шлак, который позволяет контролировать сварные швы 5G. Однако шлак также в значительной степени способствует возникновению многих распространенных дефектов сварных швов с порошковой проволокой. Состав и толщина шлака непостоянны, и иногда шлак слишком быстро замерзает, а сварной шов имеет недостаточную защиту от шлака, что приводит к пористости сварного шва, захваченному шлаку и расширенной внутренней пористости, называемой червячными дорожками.
Высокая способность наплавки во всех положениях с использованием порошковых проволок во всех положениях также способствует высокой скорости сварки сварных швов, для которых недостаточно энергии сварки для произведенной массы сварного шва. Шлак часто задерживается, что приводит к образованию шлаковых включений. Состав проволочного флюса – состав часто непостоянен. Флюс также часто загрязняется влагой во время производства проволоки или при ее хранении и использовании. создавая неожиданную пористость и червячные следы. Импульсный МИГ для всех позиций Код Качество сварных швов.
Слева. E71T-1 Газозащитная порошковая проволока Вертикально вверх. Верно. СОВЕТ TIG Вертикальная сварка вверх. Как вы думаете, какой сварной шов пройдет рентгеновские лучи?
Сварной шов с флюсовой проволокой слева показывает «хорошие навыки сварщика», однако сварщик или персонал по обеспечению качества, участвовавший в этом сварном шве, вероятно, не знали, что поверхность сварного шва обнаруживает множество внутренних проблем с качеством сварного шва, которые, я уверен, дизайнер этой части вполне мог бы обойтись без (проблемы, описанные ниже). Справа: TIP TIG, показывающий, как должен выглядеть качественный сварной шов вертикально вверх, и помните, что этот процесс также требует наименьшего нагрева деталей, образующих (наименьшую ЗТВ). СОВЕТ TIG при использовании в любом положении в любом приложении с чистой поверхностью будет со всеми металлами, обеспечит высочайшую чистоту сварного шва с максимальной плавностью сварки, и кто бы не хотел этого для любого из своих сварных швов с кодовым качеством.
Тем, кто интересуется оптимизацией процесса сварки и контролем сварки, следует поближе взглянуть на приведенный выше сварной шов с флюсовой проволокой. Да, сварка показывает, что у сварщика были хорошие навыки и твердая рука, и все мы знаем, что большинство сварочных мастерских считают, что навыки сварщика определяют качество сварки. Однако присмотритесь. Обратите внимание на холодную вялость и неровность поверхности сварного шва, зубчатые кромки сварного шва, выпуклость сварного шва — все это признаки недостаточной текучести сварного шва из-за недостаточной энергии сварки.
Сварные швы, подобные приведенным выше, часто просто подвергают проверке поверхности, однако, если внутренний сварной неразрушающий контроль был применен к сварным швам на деталях из тяжелой углеродистой стали, первое, что вы обнаружите, это сильное непроваривание сварных швов, и, как я обнаружил после 35 лет исследований порошковой проволоки и сварных швов малого диаметра в среде защитного газа показали, что с помощью этих сварных швов с быстрым замораживанием было бы практически невозможно не обнаружить избыточный захваченный шлак и пористость. Если бы я выполнял описанные выше сварные швы с флюсовой проволокой, я бы использовал более высокие значения силы тока и уделил особое внимание свариваемости и текучести выбранной проволоки с флюсовым сердечником.
То, что многие сварочные мастерские не понимают при сварке порошковой проволокой в среде защитного газа, производители порошковой проволоки, большинство популярных сварных швов порошковой проволокой в среде защитного газа были разработаны в 1980–90-х установка CV MIG. Если в сварочном цехе используются многопроцессорные или инверторные источники питания MIG с этими проволоками, в отличие от обычного аппарата CV MIG, который имеет более пологий выходной сигнал, более современные электронные источники питания обычно обеспечивают более крутой выходной сигнал, и, следовательно, при заданной скорости подачи порошковой проволоки с установками CV инверторы и многофункциональное оборудование обычно обеспечивают на 15–25 % меньший сварочный ток. Имейте в виду, что указанную выше информацию нельзя получить у вашего торгового представителя или производителя оборудования. Если вам нужна информация о таком типе реального процесса сварки / применения, вы можете рассмотреть мои программы самообучения / обучения для сварки порошковой проволокой, MIG и TIP TIG ниже.
- Плазма дуги обеспечивает наибольшую энергию сварки.
- Сварной шов защищен инертной атмосферой.
- Используется полярность DCEN, что позволяет выполнять сварку с быстрой заморозкой, что упрощает использование во всех положениях.
- Наплавка (скорость сварки) и полярность обеспечивают наименьшую погонную энергию детали. Четыре простых требования для всех кодовых сварных швов на любых металлах.
- Процесс со сваркой во всех положениях прост в использовании.
НАКОНЕЧНИК ОБЕСПЕЧИВАЕТ СКОРОСТЬ ВЕРТИКАЛЬНОЙ СВАРКИ ВВЕРХ, КАК ИМПУЛЬСНАЯ МИГ. TIP TIG обычно обеспечивает на 200–400 % более высокую скорость наплавки, чем DC TIG, обеспечивая такую же скорость перемещения сварного шва во всех положениях, как и импульсная MIG . В отличие от традиционной TIG, как DCEN, так и процесс TIP TIG с переменной полярностью (квасцы) непрерывно подает обычно используемую сварочную проволоку диаметром 0,035–0,045 (1–1,2 мм) в зону наилучшего восприятия плазмы TIP TIG.
При использовании TIP TIG для чистых операций, таких как угловой шов Super Duplex, обратите внимание на нетронутый цвет сварного шва TIP TIG, который показывает отсутствие влияния окисления в атмосфере. Это возможно только при очень низкой подводимой теплоте свариваемой детали. При использовании TIP TIG сварочные цеха всегда должны рассчитывать на самые чистые, бездефектные сварные швы с наименьшей ЗТВ сварного шва, и это относится к большинству сварных швов > 2 мм. Обратите внимание, попробуйте воспроизвести угловой шов 1/4, показанный слева, с помощью дуплексной, нержавеющей или инконелевой сварочной проволоки и процесса по вашему выбору.
В процессе сварки DC TIP TIG температура дуги может быть в два раза выше, чем при сварке MIG и FCAW. Имейте в виду, что благодаря уникальному расположению сварочной проволоки TIP TIG по отношению к дуговой плазме TIP TIG обеспечивает улучшенное покрытие плазмой TIG сварочной ванны. Кроме того, более высокая скорость наплавки TIP TIG позволяет более высокому сварочному току TIG дополнительно увеличивать энергию плазмы. Таким образом, процесс TIP TIG просто обеспечивает большую энергию сварки и улучшенную текучесть сварного шва, чем это возможно при DC TIG.
ВЫ ХОТИТЕ ПОСМОТРЕТЬ, КАК ВЫГЛЯДИТ ИДЕАЛЬНЫЙ СВАРНЫЙ ПРОЦЕСС С ПРОСТЫМ В ИСПОЛЬЗОВАНИИ ПРОЦЕССОМ СВАРКИ, КОТОРЫЙ ОБЕСПЕЧИВАЕТ ОДИНАКОВОЕ НЕОБЫЧНОЕ КАЧЕСТВО СВАРКИ В ЛЮБОМ ПОЛОЖЕНИИ СВАРКИ.
В отличие от импульсной сварки MIG, если вы хотите просмотреть сварной шов, который является оптимальным в 2020 г. и останется оптимальным в 2050 г., сварной шов, который обеспечивает гораздо более высокую энергию, чем это возможно при любой сварке во всех положениях, выполненной с импульсным В режиме MIG или со сварочной проволокой EX1T-1 внимательно посмотрите это видео TIP TIG.
Внимательно проверьте текучесть сварного шва TIP, чистоту производимого сварного шва, а благодаря отрицательной полярности электрода TIP TIG полученные сварные швы всегда будут обеспечивать минимально возможный нагрев свариваемой детали для достижения наилучших металлургических результатов. Отсутствие сварочных брызг. Минимально возможные сварочные дымы и отсутствие проблем с плавлением сварных швов с этими вялыми сварными швами. Кстати, это также лучший процесс сварки для любого шва с открытым корнем, и он требует меньше навыков сварщика всех положений, чем MIG или порошковая проволока.
Я надеюсь, что вы посмотрите это видео TIP TIG хотя бы дважды, так как в 2008 году, когда мы снимали это видео, мы делали то, что было невозможно ни с одним другим процессом ручной дуговой сварки. SpaceX потребовалось десять лет, чтобы понять это, а профессионалу в области сварки, привыкшему к сварке нержавеющей стали, нужно 10 минут.
КАЖДАЯ МАСТЕРСКАЯ, СВЯЗЫВАЮЩАЯ ТОНКИЕ НЕРЖ.- Окисление сварного шва, которое влияет на очистку и внешний вид сварного шва.
- Сварочный прожог, несмотря на потенциал.
- Деформация сварки, слишком часто.
- Растрескивание сварных швов с некоторыми сплавами.
- Карбид Осадки, влияющие на коррозию.
[] Пожалуйста, обратите внимание на видео выше. Проверьте качество нетронутой поверхности сварного шва из нержавеющей стали. Изучите серебристый цвет сварного шва на этой чувствительной к теплу части датчика, который указывает на отсутствие окисления. Подумайте об улучшении внешнего вида сварного шва и сокращении объема очистки сварного шва.
[] Проверьте непрерывность текучести сварного шва на поверхности и пальцах, что предполагает высокую энергию сварки для наилучшего сплавления сварного шва и минимальной пористости сварного шва.
[] Обратите внимание на чрезвычайно малые зоны термического влияния, которые на сварных швах из нержавеющей стали обеспечивают наименьшую деформацию сварного шва, а для некоторых марок нержавеющей стали наименьшую возможность осаждения карбида, что обеспечивает наилучшие коррозионные свойства.
[] Обратите внимание на достигнутую скорость сварки TIP TIG, которая не уступает любой импульсной сварке MIG.
[] Также обратите внимание, что TIP TIG не вызывает беспокойства по поводу брызг или видимого канцерогенного хромового сварочного дыма.
[] Обратите внимание, как сварочный аппарат TIP TIG на нержавеющем стыке может удерживать горелку TIP TIG точно так же, как горелка MIG, или на сварном шве трубы удерживать керамическое сопло в канавке, как горелка TIG.
Вы только что наблюдали, как сварка TIP TIG калибровочными швами дает результаты, невозможные при импульсной сварке MIG, теперь посмотрите, как TIP TIG производит стандартную галтель 1/4 (6 мм) на этой более толстой детали из нержавеющей стали
Медленная, чувствительная к окислению нержавеющая сталь, дуплекс и инконель вызывают больше проблем со сваркой, чем сварка углеродистой стали, поэтому, если сварочный цех может выполнять плавные высокоэнергетические сварные швы, которые выглядят так на нержавеющей стали, представьте, что сварочный цех может сделать со всеми сталей и всех сплавов.
- Еще раз обратите внимание на цвет сварного шва.
- Обратите внимание на поверхностную энергию сварного шва.
- Обратите внимание на небольшую зону термического влияния сварного шва.
- Обратите внимание на скорость сварки.
- Обратите внимание на отсутствие сварочных брызг.
- Обратите внимание на отсутствие сварочного дыма.
ЭТО ВСЕГДА БЫЛО ПРЕИМУЩЕСТВОМ, ПОЛУЧЕННЫМ ИСПОЛЬЗОВАНИЕМ ПОЛУАВТОМАТИЧЕСКОГО ПРОЦЕССА СВАРКИ С РУЧНОЙ СВАРКОЙ:
В течение семи десятилетий обычная ручная сварка TIG постоянным и переменным током требовала от сварщика подачи сварочной проволоки. И в первую очередь из-за общей чувствительности к длине дуги TIG и некоторых других проблем со сваркой, в течение 70 с лишним лет обычная TIG плохо подходила в качестве «ручного полуавтоматического» или полностью автоматизированного процесса дуговой сварки без фиксированной длины дуги или автоматической регулировки длины дуги. оборудование.
Как известно сварочным цехам, полуавтоматическая сварка MIG и порошковой проволокой в среде защитного газа при использовании плоских и горизонтальных швов не только обеспечивает в среднем , по меньшей мере в десять раз большую скорость наплавки потенциала, чем обычная сварка TIG на постоянном токе, но другими важными особенностями полуавтоматического процесса MIG и порошковой сварки являются непрерывная подача проволоки MIG, которая помогает регулировать скорость ручной сварки и помогает обеспечить плавление сварочной проволоки и непрерывность затвердевания сварного шва.
В отличие от сварки TIG механизм подачи проволоки MIG значительно снижает требования к навыкам сварщика MIG и сварки с порошковой проволокой. Однако реальность такова, что в течение семи десятилетий, в отличие от любого режима переноса сварки MIG или сварки с флюсовой проволокой, процесс TIG постоянного тока с более высокой энергией сварки с его защитой инертным газом был процессом, к которому нужно было перейти, когда самая высокая ручная дуговая сварка хотелось качества. Чтобы улучшить TIG, он должен был стать процессом, способным быть полуавтоматическим процессом сварки, обеспечивающим более высокие скорости наплавки.
Запатентованный полуавтоматический механизм подачи проволоки TIP TIG, используемый для ручной или автоматической сварки, обеспечивает в среднем на 200–400 % больше сварных швов, чем TIG.
НЕКОТОРЫЕ ПОДВОДНЫЕ КОМПАНИИ ОБРАБАТЫВАЮТ СВОИ ПЛАКИРОВОЧНЫЕ СВАРНЫЕ СВАРКИ, И ВНУТРЕННЯЯ ПОРИСТОСТЬ СВАРКИ ВЫЗЫВАЕТ ПРОБЛЕМУ:
В отличие от MIG и порошковой сварки, в которых используются реактивные газовые смеси, во всех сварках TIP TIP может использоваться инертный аргон. Таким образом, с TIP TIG в сварочном цехе используется процесс, который обеспечивает максимально высокую энергию сварки, слегка перемешиваемая сварочная ванна, которая помогает избежать пористости, и эти плакированные сварные швы защищены атмосферой инертного газа, поэтому вы всегда ожидаете, что TIP TIG на любые сварные швы, отсутствие проблем со шлаком, наилучшее плавление сварного шва и самая низкая пористость сварного шва.
ИСКЛЮЧЕНИЕ НЕОБХОДИМОСТИ В НЕСКОЛЬКИХ ПРОЦЕССАХ .Почему для качественных сварных швов код любая организация захочет приобрести различное сварочное оборудование и расходные материалы для разработки процедур SMAW, FCAW, TIG, MIG и предоставить различные необходимые навыки когда все, что им нужно, — это более простой в использовании процесс TIP TIG с одним газом и не более чем тремя настройками сварки для всех их сварных швов с кодом .
2020 год и десять лет прошло с тех пор, как мы с моим деловым партнером представили процесс TIP TIG в Северной Америке, а также в Австралии, однако реалии этой «медленно меняющейся отрасли», в которой владение процессом сварки необходимо, чтобы быть движущей силы для экономичных изменений сварных швов часто не хватает.
Если вы поняли, что средства управления процессом сварки являются важной частью карьерного визита лиц, принимающих решения в области сварки, руководство Em’s Manual & Robot MIG – Управление процессом сварки с флюсовой сердцевиной и TIP TIG – передовая практика сварки, самообучение – Обучающие программы.
А ДЛЯ ТАКИХ, КАК Я, У КОГО НЕТ ЖИЗНИ, УЗНАЙТЕ ВСЕ ФАКТЫ О ПРОЦЕССЕ TIP TIG В РАЗДЕЛЕ TIP TIG Vs TIG и TIG TIG.
TIP TIG по сравнению с импульсной сваркой MIG и порошковой проволокой в газовой защите
В течение многих десятилетий у нас было пять процессов дуговой сварки для сварки кодового качества.
TIG постоянного тока, SMAW, сварка порошковой проволокой в среде защитного газа и импульсная сварка MIG. Однако в 2020 году есть три полуавтоматических процесса дуговой сварки, которым следует уделить наибольшее внимание при сварке по нормам. СОВЕТ TIG, импульсная сварка MIG и порошковая проволока в среде защитного газа. В этом разделе сравниваются функциональные преимущества каждого процесса, и мы надеемся, что это позволит избежать путаницы в процессе и позволит сварочным цехам принимать решения по процессу сварки, которые позволят им достичь высочайшего качества сварки с наименьшими переделок сварки.При оценке процессов сварки, используемых для сварки труб и других сварных швов с кодовым качеством, полезно, чтобы лицо, принимающее решения по сварке, сначала знало о проблемах процесса сварки, которые возникают в результате выбранного процесса сварки, а не сварщиков. Также выгодно, чтобы лицо, принимающее решения по сварке, не имело предвзятости по отношению к продукту и не влияло на продажи, знало о реальном качестве сварки, преимуществах производительности сварки и особенностях применения для каждого рассматриваемого сварочного процесса.
В отрасли, в которой сварщики, играющие с MIG и средствами управления оборудованием для сварки с флюсовой проволокой, были нормой в течение семи десятилетий, некоторым трудно увидеть реальность процессов дуговой сварки, которые они используют ежедневно.
В течение последних пяти десятилетий в качестве менеджера по сварочному оборудованию или обучению сварке в компаниях Airgas, Praxair, AGA, Liquid Carbonic, а также в качестве менеджера по роботизированной сварке ABB в Северной Америке я хорошо осведомлен о десятилетиях продаж. индуцированные, преувеличенные претензии сварки сталей и легированных сталей при импульсной сварке MIG с использованием оборудования MIG, которое во многих случаях часто было загружено бесполезными электронными наворотами.
Добавьте к этому десятилетия зависимости большинства сварочных мастерских от советов по сварке от торговых представителей по сварке. большинство из которых никогда не работали и не руководили сварочным цехом. И давайте не будем забывать об общей глобальной нехватке возможностей фронт-офиса для владения процессом сварки и их общей неосведомленности о средствах управления процессом сварки, передовых методах сварки и затратах на сварку. Тогда можно задаться вопросом, почему существует сорок с лишним газовых смесей MIG, доступных для отрасли, которая нуждается только в четырех смесях MIG.
К сожалению, все мы являемся частью отрасли, в которой, когда речь идет о сварочных процессах и требованиях к оборудованию, бычьи фекалии десятилетиями были нормой.
НАЧНИ С ПРОБЛЕМЫ СВАРКИ MIG И КОД КАЧЕСТВА СВАРКИ
T СООТНОШЕНИЕ МЕЖДУ МАССОЙ СВАРКИ MIG И ЭНЕРГИЕЙ СВАРКИ. Большинство сварщиков не знают, что как GMAW (MIG), так и рутил EXOT-1, сварка порошковой проволокой в среде защитного газа имеют характеристики переноса металла шва и энергии дуги/плазмы, в которых с момента начала этих сварочных процессов возникает плохое соотношение между доставляемой массой сварного шва, полученной скоростью сварки и количеством генерируемой энергии сварки/детали.
ДЕФЕКТЫ СВАРКИ MIG, КОТОРЫЕ МОГУТ СОЗДАТЬСЯ ПРОЦЕССОМ СВАРКИ, А НЕ СВАРОЧНЫМ УСТРОЙСТВОМ. Когда сварочный цех использует импульсную сварку MIG или перенос струей на стали и сплавах > 1/4 (> 6 мм), они, как правило, должны наблюдать превосходное плавление углового шва или шва разделки в режиме распыления MIG, и это относится ко всем металлам. Однако спрей MIG слишком горячий для вертикальных сварных швов вверх и, скорее всего, не должен быть распространенным дефектом сварки, на который может повлиять процесс сварки;
- Непровар или непровар. (улучшено для сталей толщиной более 1/4 (> 6 мм) и всех вязких сплавов.
- Недопустимая пористость сварного шва или захваченный мелкий шлак.
- Начало холодной сварки или кратеры на концах сварки, которые могут иметь микроусадочные трещины сварки.
ВЛИЯНИЕ ПОЛЯРНОСТИ MIG НА ИСКАЖЕНИЕ, ТРЕЩИНЫ, КАЧЕСТВО СВАРКИ И СВОЙСТВА ДЕТАЛИ: В режимах обратной полярности, положительного распыления электрода и импульсной сварки MIG большая часть тепла сосредоточена в плазме MIG. верхняя часть плазмы MIG находится в непосредственной близости от кончика сварочной проволоки с непрерывной подачей. Эта локализованная энергия RP в верхней части плазмы MIG создает концентрацию тепла плазмы, которая приводит к типичным большим зонам термического влияния сварного шва, и это тепловое воздействие также приводит к гораздо более холодному режиму сварки MIG с коротким замыканием, дуга включена — дуга выключена.0003
ЭНЕРГИЯ, ВЫРАБОТАННАЯ ПРИ СВАРКЕ MIG, И СВАРОЧНОЕ ПЛАВЕНИЕ : Во многих случаях при сварке угловыми швами MIG вы обнаружите, что плавление сварного шва на деталях > 6 мм было незначительным, особенно на боковых стенках. При MIG Spray и Pulsed MIG дефекты непровара на металлах > 6 мм часто зависят от высокой скорости наплавки, которая, в отличие от SMAW и TIG, приводит к гораздо более высокой скорости перемещения сварного шва, достигаемой при сварке, которой не хватает энергии / текучести. и время, необходимое для обеспечения требуемого сварного шва. Непровар может усугубляться быстрым переплетением, например, при сварке кромок или при увеличении толщины металла, а также при сварке вязких сплавов, таких как нержавеющая сталь, дуплекс и инконель.
Скорость наплавки всегда оказывала отрицательное влияние на сварку в вертикальном и вертикальном режимах с ручной импульсной сваркой MIG, а также сварку порошковой проволокой в среде защитного газа на металлах > 6 мм. Эти два ручных полуавтоматических процесса сварки часто требуют быстрого перемещения горелки MIG, что влияет как на требуемые навыки ручной сварки, так и на получаемое сварное соединение.
ЕСЛИ ПЕРСОНАЛ ПО СВАРКАМ ИСПОЛЬЗУЕТ СТРУНГЕРЫ ВМЕСТО ТКАТ, ТО ВСЕ МНОГОПРОХОДНЫЕ СВАРНЫЕ СВАРКИ БУДЕТ СУЩЕСТВЕННО УЛУЧШЕНЫ.
НАЧАЛО СВАРКИ MIG – ОСТАНОВКИ, СПЛАВНЕНИЕ – КРАТЕРЫ – ТРЕЩИНЫ. Большая часть «ручного» сварочного оборудования MIG, доступного в 2020 году, спустя 70 с лишним лет после его разработки, не имеет электронных возможностей для оптимизации сварки как в начале, так и в конце сварки, то есть в областях, в которых дефекты сварки будут обычным явлением. Напротив, дополнительные элементы управления в роботе включают эти важные функции.
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ, ПОЛУЧЕННАЯ ЗДЕСЬ ИНФОРМАЦИЯ УНИКАЛЬНА ДЛЯ ЭТОГО ВЕБ-САЙТА, ЭТО НЕ ИНФОРМАЦИЯ, КОТОРУЮ ВЫ УЗНАЕТЕ ОТ ТОРГОВЫХ ПРЕДСТАВИТЕЛЕЙ WELD. И СВАРОЧНОЕ ОБОРУДОВАНИЕ. ПРОИЗВОДИТЕЛИ:
ИМПУЛЬСНАЯ МИГ ВЛИЯНИЕ МАКСИМАЛЬНОГО ТОКА НА ФОНОВЫЙ СВАРОЧНЫЙ ПЛАВОК: Прежде всего, я хочу отметить, что если вы хотите добиться наилучшего сварного шва МИГ, используйте источник питания МИГ CV и газовую смесь 80-20CO2. и установите сварку в режиме распыления. При использовании импульсной сварки MIG помните, что энергия плазмы MIG и энергии сварки также подвержены колебаниям фонового сварочного тока от пика до НИЗКИХ значений, которые мало способствуют плавлению сварного шва.
Помните, что при калибровочных сварных швах и алюминиевых сварных швах толщиной менее 5 мм сварочный цех выигрывает от более низкой открытой дуги и импульсных режимов MIG с более низкой энергией. При работе с более толстыми металлами или тугоплавкими сплавами ваша цель состоит в том, чтобы добиться наилучшего плавления сварного шва.
Многие обнаружили, что при ручной импульсной сварке MIG с кодом, в котором толщина стенки > 6 мм, качество внутреннего сварного шва проверяется с помощью рентгеновских лучей или ультразвукового неразрушающего контроля, энергии импульсной сварки MIG часто бывает недостаточно для произведенная масса сварного шва и используемые скорости перемещения сварного шва.
ВЛИЯНИЕ СМЕСЕЙ МИГ И РЕАКТИВНЫХ ГАЗОВ НА ПОРИСТОСТЬ – ШЛАКОВЫЕ ОСТРОВКИ: Что касается пористости сварного шва и небольшого захвата шлака в сварных швах МИГ, помимо массы сварного шва и скорости замерзания шва, которые влияют на эти дефекты, сварочный цех также должен помнить что реактивные газовые смеси MIG, содержащие CO2 и кислород, также влияют на образование этих дефектов, как и использование обычных проволок E70S-6 MIG с аргоновыми смесями (слишком много кремния и марганца. Как я пытался сказать апатичному автомобильному Менеджеры со стажем почти 40 лет при использовании аргоновых смесей используют проволоку Э70С-3, и вы увидите уменьшение шлака на этих сваренных роботом поверхностях. Спецификации газа AWS MIG для США.
Печальный Lincoln Power Wave, автоматизированный робот-контроль образования кратеров на алюминиевой детали импульсной сварки MIG.
ПРОДОЛЖАЯ РАССМОТРЕНИЕ ПРОЦЕССОВ ИМПУЛЬСНОЙ МИГ И ПОЛУПРОВОДНОЙ ПРОВОДКИ НА ОБРАТНОЙ ПОЛЯРНОСТИ (RP), ВЫ ЗАМЕТИТЕ, ЧТО ЭТИ ДВА ПРОЦЕССА ПРОСТО НЕ МОГУТ КОНКУРИРОВАТЬ С ТЕМПЕРАТУРОЙ ПЛАЗМЕННОЙ СВАРКИ TIG TIG С ЕГО ИНЕРТНОЙ ПЛАЗМОЙ И ОТРИЦАТЕЛЬНЫМ ЭЛЕКТРОДОМ.
Каким бы сложным ни был сегодня или будет завтра источник питания RP Pulsed MIG в сварочном цехе, для создания капель импульсного сварного шва MIG сварочный цех первым использует процесс дуговой сварки, который обеспечивает прибл. 50 % энергии дуги, генерируемой сваркой TIP TIG, а также импульсная сварка MIG тратит 50 % времени дуги в реактивной плазме при низком фоновом сварочном токе, обычно от 80 до 120 ампер.
Вот уже более тридцати лет я пишу о нескончаемом недостатке сварки Ахиллесова пята всех позиций Импульсная сварка MIG при сварке сталей и легированных сталей > 1/4 . И независимо от того, какая электроника добавлена к источнику питания Pulsed MIG , реальность такова, что с характеристикой импульсного фонового тока часто будет «неадекватная энергия сварки, подаваемая на свариваемую массу (наплавку) при условии, что это определяет используемые скорости сварки». . Я также написал много страниц на эту тему на моем веб-сайте weldreality.com, а также в моих учебных ресурсах и в моей книге «Руководство инженера-управления по MIG».
ЧТО О ДРУГИХ РЕЖИМАХ MIG WELD TRANSFERS, ИСПОЛЬЗУЕМЫХ ДЛЯ ОТКРЫТЫХ КОРНЕВЫХ ПРОВОДОВ?
MIG STT Левый – MIG RMD правый. Оба достигают приемлемых результатов корневой сварки 5G, вертикальная сварка вниз.
Вверху: Ed/Em Обучение сварщиков труб Exxon/Imperial Oil различным режимам переноса сварки MIG, доступным для сварки 5G MIG на трубе природного газа. Для повернутых соединений с открытым корнем трубы короткое замыкание MIG позволит получить сварные швы наравне с STT, RMD или любым процессом MIG с низким импульсом.
Мастерские, занимающиеся сваркой труб, должны знать, что при использовании MIG Short Circuit для сварки корневых швов труб с вращением, RMD или MIG STT или любых других низкоимпульсных режимов с корневыми швами труб в положении 5G, в отличие от СОВЕТ TIG, они используют процессы дуговой сварки низкого качества, которые чувствительны не только к изменениям стержня проволоки, но также чувствительны к зазору корня шва и отклонениям выравнивания корня шва. Эта чувствительность не является частью процесса TIP TIG, и TIP TIG обеспечит улучшенную непрерывность сварного шва с гораздо более совершенным управлением запуском и остановкой дуги.
_______________________
Ниже после порошковой сердцевины вы увидите введение в другой полуавтоматический процесс дуговой сварки, называемый TIP TIG. Тем не менее, чтобы получить действительно глубокое понимание преимуществ процесса TIP TIG как для сварных швов, так и для металлов, а также для рассмотрения TIP TIG сварки приложения .
ГАЗОЗАЩИТНАЯ ПОЛУПОРОШКОВАЯ ПРОШИВКА ДЕФЕКТЫ, ВЫЗВАННЫЕ ПРОЦЕССОМ
Изучите приведенный выше перенос сварного шва порошковой проволокой и запомните непостоянное несоответствие флюса и расплавленного металла, образующегося в реакционноспособном газе, а затем сравните с видео сварки TIP TIG ниже.
ЕСТЬ КОД КАЧЕСТВЕННЫЕ СВАРНЫЕ СВАРКИ, А ЕСТЬ СВАРНЫЕ СВАРКИ. При обсуждении сварных швов качества CODE существуют огромные различия в отраслях и то, как они определяют сварные швы кодового качества». Например, большинство сварных швов MIG по коду AWS, выполненных в автомобильной промышленности, неприемлемы для аэрокосмической или оборонной промышленности. Что касается судостроения, то большинство сварных швов с порошковой проволокой в среде защитного газа на любом корабле не подлежат неразрушающему контролю внутренних сварных швов, и если бы сварной шов подвергался рентгеновскому излучению, корабли никогда бы не были построены. А что касается структурных зданий в таких штатах, как Калифорния, в которых многие сварные швы, соответствующие нормам строительных норм, выполняются с помощью самозащитных сварочных проволок с флюсовой сердцевиной, то связывать слова «качество норм» с этими сварочными проволоками просто смешно, и это также свидетельство отсутствия опыта сварки, которое преобладает сегодня в Северной Америке.
- Требуются сварные швы кодового качества, в которых качество внутреннего сварного шва не оценивается.
- В тех случаях, когда чистота поверхности сварки или подготовки кромки не является оптимальной, требуются сварные швы кодового качества.
- Требуются сварные швы кодового качества, поскольку прочность сварных деталей или коррозионные свойства могут не вызывать беспокойства.
- Существуют сварные швы кодового качества, которые гораздо больше сосредоточены на внешнем, а не на внутреннем качестве сварного шва.
При работе с нормированными сварными швами лица, принимающие решения в сварочном цеху, конечно же, должны знать, что при выборе процесса сварки выбранный процесс будет способствовать возникновению дефектов сварки и, как указано ниже, при сварке порошковой проволокой в среде защитного газа. , полезно понять, почему возникают дефекты сварки.
Контроль процесса сварки и лучшие методы сварки Экспертиза поможет проанализировать основную причину этого дефекта E71T-1.
Итак, в чем основная причина и почему возникает проблема. Подсказка, что это не имеет ничего общего с влажностью. Те, у кого есть контроль процесса дуговой сварки и опыт передовой практики сварки с широко используемым процессом EGas с экранированной порошковой проволокой, должны знать основную причину распространенных проблем со сваркой, показанных ниже, и они также будут знать, что дефекты сварки не имеют никакого значения. делать со сварщиком.
Когда сварочные мастерские выбирают традиционные процессы дуговой сварки, такие как сварка в среде защитного газа с флюсовой проволокой и импульсный MIG, возникнет множество дефектов процесса и проблем, не зависящих от сварщиков, поэтому менеджеры, инженеры и супервайзеры будут продолжать сосать TUM, и когда требуется неразрушающий контроль внутренних сварных швов, они редко высыпаются по ночам. если вы хотите свести к минимуму (а не устранить) проблемы, возникающие при сварке в среде защитного газа или в импульсной сварке в среде защитного газа, уделите время самообучению и учебным ресурсам по управлению процессом сварки в среде защитного газа и порошковой проволокой. Однако, если вы хотите исключить переделок сварки, выберите способ сварки, и в 2020 году будет только один процесс сварки, и это TIP TIG.
Как и MIG, сварка порошковой проволокой в среде защитного газа — это еще один процесс с обратной полярностью электрода, и опять же эта полярность способствует деформации и размеру ЗТВ сварного шва.
Защитный газ Порошковая проволока работает с аргоном – 20–25 % CO2, или, если вам требуется более плавное плавление (с большим количеством сварочного дыма), используйте чистый CO2. (Я предпочитаю провод Kobelco).
Состав флюса газозащитной проволоки Рутил EX0T-1. производит быстрозамороженный тонкий шлак, который позволяет контролировать сварные швы 5G. Однако шлак также в значительной степени способствует возникновению многих распространенных дефектов сварных швов с порошковой проволокой. Состав и толщина шлака непостоянны, и иногда шлак слишком быстро замерзает, а сварной шов имеет недостаточную защиту от шлака, что приводит к пористости сварного шва, захваченному шлаку и расширенной внутренней пористости, называемой червячными дорожками.
Высокая способность наплавки во всех положениях с использованием порошковых проволок во всех положениях также способствует высокой скорости сварки сварных швов, для которых недостаточно энергии сварки для произведенной массы сварного шва. Шлак часто задерживается, что приводит к образованию шлаковых включений. Состав проволочного флюса – состав часто непостоянен. Флюс также часто загрязняется влагой во время производства проволоки или при ее хранении и использовании. создавая неожиданную пористость и червячные следы. Импульсный МИГ для всех позиций Код Качество сварных швов.
Слева. E71T-1 Газозащитная порошковая проволока Вертикально вверх. Верно. СОВЕТ TIG Вертикальная сварка вверх. Как вы думаете, какой сварной шов пройдет рентгеновские лучи?
Сварной шов с флюсовой проволокой слева показывает «хорошие навыки сварщика», однако сварщик или персонал по обеспечению качества, участвовавший в этом сварном шве, вероятно, не знали, что поверхность сварного шва обнаруживает множество внутренних проблем с качеством сварного шва, которые, я уверен, дизайнер этой части вполне мог бы обойтись без (проблемы, описанные ниже). Справа: TIP TIG, показывающий, как должен выглядеть качественный сварной шов вертикально вверх, и помните, что этот процесс также требует наименьшего нагрева деталей, образующих (наименьшую ЗТВ). СОВЕТ TIG при использовании в любом положении в любом приложении с чистой поверхностью будет со всеми металлами, обеспечит высочайшую чистоту сварного шва с максимальной плавностью сварки, и кто бы не хотел этого для любого из своих сварных швов с кодовым качеством.
Тем, кто интересуется оптимизацией процесса сварки и контролем сварки, следует поближе взглянуть на приведенный выше сварной шов с флюсовой проволокой. Да, сварка показывает, что у сварщика были хорошие навыки и твердая рука, и все мы знаем, что большинство сварочных мастерских считают, что навыки сварщика определяют качество сварки. Однако присмотритесь. Обратите внимание на холодную вялость и неровность поверхности сварного шва, зубчатые кромки сварного шва, выпуклость сварного шва — все это признаки недостаточной текучести сварного шва из-за недостаточной энергии сварки.
Сварные швы, подобные приведенным выше, часто просто подвергают проверке поверхности, однако, если внутренний сварной неразрушающий контроль был применен к сварным швам на деталях из тяжелой углеродистой стали, первое, что вы обнаружите, это сильное непроваривание сварных швов, и, как я обнаружил после 35 лет исследований порошковой проволоки и сварных швов малого диаметра в среде защитного газа показали, что с помощью этих сварных швов с быстрым замораживанием было бы практически невозможно не обнаружить избыточный захваченный шлак и пористость. Если бы я выполнял описанные выше сварные швы с флюсовой проволокой, я бы использовал более высокие значения силы тока и уделил особое внимание свариваемости и текучести выбранной проволоки с флюсовым сердечником.
То, что многие сварочные мастерские не понимают при сварке порошковой проволокой в среде защитного газа, производители порошковой проволоки, большинство популярных сварных швов порошковой проволокой в среде защитного газа были разработаны в 1980–90-х установка CV MIG. Если в сварочном цехе используются многопроцессорные или инверторные источники питания MIG с этими проволоками, в отличие от обычного аппарата CV MIG, который имеет более пологий выходной сигнал, более современные электронные источники питания обычно обеспечивают более крутой выходной сигнал, и, следовательно, при заданной скорости подачи порошковой проволоки с установками CV инверторы и многофункциональное оборудование обычно обеспечивают на 15–25 % меньший сварочный ток. Имейте в виду, что указанную выше информацию нельзя получить у вашего торгового представителя или производителя оборудования. Если вам нужна информация о таком типе реального процесса сварки / применения, вы можете рассмотреть мои программы самообучения / обучения для сварки порошковой проволокой, MIG и TIP TIG ниже.
- Плазма дуги обеспечивает наибольшую энергию сварки.
- Сварной шов защищен инертной атмосферой.
- Используется полярность DCEN, что позволяет выполнять сварку с быстрой заморозкой, что упрощает использование во всех положениях.
- Наплавка (скорость сварки) и полярность обеспечивают наименьшую погонную энергию детали. Четыре простых требования для всех кодовых сварных швов на любых металлах.
- Процесс со сваркой во всех положениях прост в использовании.
НАКОНЕЧНИК ОБЕСПЕЧИВАЕТ СКОРОСТЬ ВЕРТИКАЛЬНОЙ СВАРКИ ВВЕРХ, КАК ИМПУЛЬСНАЯ МИГ. TIP TIG обычно обеспечивает на 200–400 % более высокую скорость наплавки, чем DC TIG, обеспечивая такую же скорость перемещения сварного шва во всех положениях, как и импульсная MIG . В отличие от традиционной TIG, как DCEN, так и процесс TIP TIG с переменной полярностью (квасцы) непрерывно подает обычно используемую сварочную проволоку диаметром 0,035–0,045 (1–1,2 мм) в зону наилучшего восприятия плазмы TIP TIG.
При использовании TIP TIG для чистых операций, таких как угловой шов Super Duplex, обратите внимание на нетронутый цвет сварного шва TIP TIG, который показывает отсутствие влияния окисления в атмосфере. Это возможно только при очень низкой подводимой теплоте свариваемой детали. При использовании TIP TIG сварочные цеха всегда должны рассчитывать на самые чистые, бездефектные сварные швы с наименьшей ЗТВ сварного шва, и это относится к большинству сварных швов > 2 мм. Обратите внимание, попробуйте воспроизвести угловой шов 1/4, показанный слева, с помощью дуплексной, нержавеющей или инконелевой сварочной проволоки и процесса по вашему выбору.
В процессе сварки DC TIP TIG температура дуги может быть в два раза выше, чем при сварке MIG и FCAW. Имейте в виду, что благодаря уникальному расположению сварочной проволоки TIP TIG по отношению к дуговой плазме TIP TIG обеспечивает улучшенное покрытие плазмой TIG сварочной ванны. Кроме того, более высокая скорость наплавки TIP TIG позволяет более высокому сварочному току TIG дополнительно увеличивать энергию плазмы. Таким образом, процесс TIP TIG просто обеспечивает большую энергию сварки и улучшенную текучесть сварного шва, чем это возможно при DC TIG.
ВЫ ХОТИТЕ ПОСМОТРЕТЬ, КАК ВЫГЛЯДИТ ИДЕАЛЬНЫЙ СВАРНЫЙ ПРОЦЕСС С ПРОСТЫМ В ИСПОЛЬЗОВАНИИ ПРОЦЕССОМ СВАРКИ, КОТОРЫЙ ОБЕСПЕЧИВАЕТ ОДИНАКОВОЕ НЕОБЫЧНОЕ КАЧЕСТВО СВАРКИ В ЛЮБОМ ПОЛОЖЕНИИ СВАРКИ.
В отличие от импульсной сварки MIG, если вы хотите просмотреть сварной шов, который является оптимальным в 2020 г. и останется оптимальным в 2050 г., сварной шов, который обеспечивает гораздо более высокую энергию, чем это возможно при любой сварке во всех положениях, выполненной с импульсным В режиме MIG или со сварочной проволокой EX1T-1 внимательно посмотрите это видео TIP TIG.
Внимательно проверьте текучесть сварного шва TIP, чистоту производимого сварного шва, а благодаря отрицательной полярности электрода TIP TIG полученные сварные швы всегда будут обеспечивать минимально возможный нагрев свариваемой детали для достижения наилучших металлургических результатов. Отсутствие сварочных брызг. Минимально возможные сварочные дымы и отсутствие проблем с плавлением сварных швов с этими вялыми сварными швами. Кстати, это также лучший процесс сварки для любого шва с открытым корнем, и он требует меньше навыков сварщика всех положений, чем MIG или порошковая проволока.
Я надеюсь, что вы посмотрите это видео TIP TIG хотя бы дважды, так как в 2008 году, когда мы снимали это видео, мы делали то, что было невозможно ни с одним другим процессом ручной дуговой сварки. SpaceX потребовалось десять лет, чтобы понять это, а профессионалу в области сварки, привыкшему к сварке нержавеющей стали, нужно 10 минут.
КАЖДАЯ МАСТЕРСКАЯ, СВЯЗЫВАЮЩАЯ ТОНКИЕ НЕРЖ.- Окисление сварного шва, которое влияет на очистку и внешний вид сварного шва.
- Сварочный прожог, несмотря на потенциал.
- Деформация сварки, слишком часто.
- Растрескивание сварных швов с некоторыми сплавами.
- Карбид Осадки, влияющие на коррозию.
[] Пожалуйста, обратите внимание на видео выше. Проверьте качество нетронутой поверхности сварного шва из нержавеющей стали. Изучите серебристый цвет сварного шва на этой чувствительной к теплу части датчика, который указывает на отсутствие окисления. Подумайте об улучшении внешнего вида сварного шва и сокращении объема очистки сварного шва.
[] Проверьте непрерывность текучести сварного шва на поверхности и пальцах, что предполагает высокую энергию сварки для наилучшего сплавления сварного шва и минимальной пористости сварного шва.
[] Обратите внимание на чрезвычайно малые зоны термического влияния, которые на сварных швах из нержавеющей стали обеспечивают наименьшую деформацию сварного шва, а для некоторых марок нержавеющей стали наименьшую возможность осаждения карбида, что обеспечивает наилучшие коррозионные свойства.
[] Обратите внимание на достигнутую скорость сварки TIP TIG, которая не уступает любой импульсной сварке MIG.
[] Также обратите внимание, что TIP TIG не вызывает беспокойства по поводу брызг или видимого канцерогенного хромового сварочного дыма.
[] Обратите внимание, как сварочный аппарат TIP TIG на нержавеющем стыке может удерживать горелку TIP TIG точно так же, как горелка MIG, или на сварном шве трубы удерживать керамическое сопло в канавке, как горелка TIG.
Вы только что наблюдали, как сварка TIP TIG калибровочными швами дает результаты, невозможные при импульсной сварке MIG, теперь посмотрите, как TIP TIG производит стандартную галтель 1/4 (6 мм) на этой более толстой детали из нержавеющей стали
Медленная, чувствительная к окислению нержавеющая сталь, дуплекс и инконель вызывают больше проблем со сваркой, чем сварка углеродистой стали, поэтому, если сварочный цех может выполнять плавные высокоэнергетические сварные швы, которые выглядят так на нержавеющей стали, представьте, что сварочный цех может сделать со всеми сталей и всех сплавов.
- Еще раз обратите внимание на цвет сварного шва.
- Обратите внимание на поверхностную энергию сварного шва.
- Обратите внимание на небольшую зону термического влияния сварного шва.
- Обратите внимание на скорость сварки.
- Обратите внимание на отсутствие сварочных брызг.
- Обратите внимание на отсутствие сварочного дыма.
ЭТО ВСЕГДА БЫЛО ПРЕИМУЩЕСТВОМ, ПОЛУЧЕННЫМ ИСПОЛЬЗОВАНИЕМ ПОЛУАВТОМАТИЧЕСКОГО ПРОЦЕССА СВАРКИ С РУЧНОЙ СВАРКОЙ:
В течение семи десятилетий обычная ручная сварка TIG постоянным и переменным током требовала от сварщика подачи сварочной проволоки. И в первую очередь из-за общей чувствительности к длине дуги TIG и некоторых других проблем со сваркой, в течение 70 с лишним лет обычная TIG плохо подходила в качестве «ручного полуавтоматического» или полностью автоматизированного процесса дуговой сварки без фиксированной длины дуги или автоматической регулировки длины дуги. оборудование.
Как известно сварочным цехам, полуавтоматическая сварка MIG и порошковой проволокой в среде защитного газа при использовании плоских и горизонтальных швов не только обеспечивает в среднем , по меньшей мере в десять раз большую скорость наплавки потенциала, чем обычная сварка TIG на постоянном токе, но другими важными особенностями полуавтоматического процесса MIG и порошковой сварки являются непрерывная подача проволоки MIG, которая помогает регулировать скорость ручной сварки и помогает обеспечить плавление сварочной проволоки и непрерывность затвердевания сварного шва.
В отличие от сварки TIG механизм подачи проволоки MIG значительно снижает требования к навыкам сварщика MIG и сварки с порошковой проволокой. Однако реальность такова, что в течение семи десятилетий, в отличие от любого режима переноса сварки MIG или сварки с флюсовой проволокой, процесс TIG постоянного тока с более высокой энергией сварки с его защитой инертным газом был процессом, к которому нужно было перейти, когда самая высокая ручная дуговая сварка хотелось качества. Чтобы улучшить TIG, он должен был стать процессом, способным быть полуавтоматическим процессом сварки, обеспечивающим более высокие скорости наплавки.
Запатентованный полуавтоматический механизм подачи проволоки TIP TIG, используемый для ручной или автоматической сварки, обеспечивает в среднем на 200–400 % больше сварных швов, чем TIG.
НЕКОТОРЫЕ ПОДВОДНЫЕ КОМПАНИИ ОБРАБАТЫВАЮТ СВОИ ПЛАКИРОВОЧНЫЕ СВАРНЫЕ СВАРКИ, И ВНУТРЕННЯЯ ПОРИСТОСТЬ СВАРКИ ВЫЗЫВАЕТ ПРОБЛЕМУ:
В отличие от MIG и порошковой сварки, в которых используются реактивные газовые смеси, во всех сварках TIP TIP может использоваться инертный аргон. Таким образом, с TIP TIG в сварочном цехе используется процесс, который обеспечивает максимально высокую энергию сварки, слегка перемешиваемая сварочная ванна, которая помогает избежать пористости, и эти плакированные сварные швы защищены атмосферой инертного газа, поэтому вы всегда ожидаете, что TIP TIG на любые сварные швы, отсутствие проблем со шлаком, наилучшее плавление сварного шва и самая низкая пористость сварного шва.
ИСКЛЮЧЕНИЕ НЕОБХОДИМОСТИ В НЕСКОЛЬКИХ ПРОЦЕССАХ .Почему для качественных сварных швов код любая организация захочет приобрести различное сварочное оборудование и расходные материалы для разработки процедур SMAW, FCAW, TIG, MIG и предоставить различные необходимые навыки когда все, что им нужно, — это более простой в использовании процесс TIP TIG с одним газом и не более чем тремя настройками сварки для всех их сварных швов с кодом .
2020 год и десять лет прошло с тех пор, как мы с моим деловым партнером представили процесс TIP TIG в Северной Америке, а также в Австралии, однако реалии этой «медленно меняющейся отрасли», в которой владение процессом сварки необходимо, чтобы быть движущей силы для экономичных изменений сварных швов часто не хватает.
Если вы поняли, что средства управления процессом сварки являются важной частью карьерного визита лиц, принимающих решения в области сварки, руководство Em’s Manual & Robot MIG – Управление процессом сварки с флюсовой сердцевиной и TIP TIG – передовая практика сварки, самообучение – Обучающие программы.
А ДЛЯ ТАКИХ, КАК Я, У КОГО НЕТ ЖИЗНИ, УЗНАЙТЕ ВСЕ ФАКТЫ О ПРОЦЕССЕ TIP TIG В РАЗДЕЛЕ TIP TIG Vs TIG и TIG TIG.
TIP TIG по сравнению с импульсной сваркой MIG и порошковой проволокой в газовой защите
В течение многих десятилетий у нас было пять процессов дуговой сварки для сварки кодового качества.
TIG постоянного тока, SMAW, сварка порошковой проволокой в среде защитного газа и импульсная сварка MIG. Однако в 2020 году есть три полуавтоматических процесса дуговой сварки, которым следует уделить наибольшее внимание при сварке по нормам. СОВЕТ TIG, импульсная сварка MIG и порошковая проволока в среде защитного газа. В этом разделе сравниваются функциональные преимущества каждого процесса, и мы надеемся, что это позволит избежать путаницы в процессе и позволит сварочным цехам принимать решения по процессу сварки, которые позволят им достичь высочайшего качества сварки с наименьшими переделок сварки.При оценке процессов сварки, используемых для сварки труб и других сварных швов с кодовым качеством, полезно, чтобы лицо, принимающее решения по сварке, сначала знало о проблемах процесса сварки, которые возникают в результате выбранного процесса сварки, а не сварщиков. Также выгодно, чтобы лицо, принимающее решения по сварке, не имело предвзятости по отношению к продукту и не влияло на продажи, знало о реальном качестве сварки, преимуществах производительности сварки и особенностях применения для каждого рассматриваемого сварочного процесса.
В отрасли, в которой сварщики, играющие с MIG и средствами управления оборудованием для сварки с флюсовой проволокой, были нормой в течение семи десятилетий, некоторым трудно увидеть реальность процессов дуговой сварки, которые они используют ежедневно.
В течение последних пяти десятилетий в качестве менеджера по сварочному оборудованию или обучению сварке в компаниях Airgas, Praxair, AGA, Liquid Carbonic, а также в качестве менеджера по роботизированной сварке ABB в Северной Америке я хорошо осведомлен о десятилетиях продаж. индуцированные, преувеличенные претензии сварки сталей и легированных сталей при импульсной сварке MIG с использованием оборудования MIG, которое во многих случаях часто было загружено бесполезными электронными наворотами.
Добавьте к этому десятилетия зависимости большинства сварочных мастерских от советов по сварке от торговых представителей по сварке. большинство из которых никогда не работали и не руководили сварочным цехом. И давайте не будем забывать об общей глобальной нехватке возможностей фронт-офиса для владения процессом сварки и их общей неосведомленности о средствах управления процессом сварки, передовых методах сварки и затратах на сварку. Тогда можно задаться вопросом, почему существует сорок с лишним газовых смесей MIG, доступных для отрасли, которая нуждается только в четырех смесях MIG.
К сожалению, все мы являемся частью отрасли, в которой, когда речь идет о сварочных процессах и требованиях к оборудованию, бычьи фекалии десятилетиями были нормой.
НАЧНИ С ПРОБЛЕМЫ СВАРКИ MIG И КОД КАЧЕСТВА СВАРКИ
T СООТНОШЕНИЕ МЕЖДУ МАССОЙ СВАРКИ MIG И ЭНЕРГИЕЙ СВАРКИ. Большинство сварщиков не знают, что как GMAW (MIG), так и рутил EXOT-1, сварка порошковой проволокой в среде защитного газа имеют характеристики переноса металла шва и энергии дуги/плазмы, в которых с момента начала этих сварочных процессов возникает плохое соотношение между доставляемой массой сварного шва, полученной скоростью сварки и количеством генерируемой энергии сварки/детали.
ДЕФЕКТЫ СВАРКИ MIG, КОТОРЫЕ МОГУТ СОЗДАТЬСЯ ПРОЦЕССОМ СВАРКИ, А НЕ СВАРОЧНЫМ УСТРОЙСТВОМ. Когда сварочный цех использует импульсную сварку MIG или перенос струей на стали и сплавах > 1/4 (> 6 мм), они, как правило, должны наблюдать превосходное плавление углового шва или шва разделки в режиме распыления MIG, и это относится ко всем металлам. Однако спрей MIG слишком горячий для вертикальных сварных швов вверх и, скорее всего, не должен быть распространенным дефектом сварки, на который может повлиять процесс сварки;
- Непровар или непровар. (улучшено для сталей толщиной более 1/4 (> 6 мм) и всех вязких сплавов.
- Недопустимая пористость сварного шва или захваченный мелкий шлак.
- Начало холодной сварки или кратеры на концах сварки, которые могут иметь микроусадочные трещины сварки.
ВЛИЯНИЕ ПОЛЯРНОСТИ MIG НА ИСКАЖЕНИЕ, ТРЕЩИНЫ, КАЧЕСТВО СВАРКИ И СВОЙСТВА ДЕТАЛИ: В режимах обратной полярности, положительного распыления электрода и импульсной сварки MIG большая часть тепла сосредоточена в плазме MIG. верхняя часть плазмы MIG находится в непосредственной близости от кончика сварочной проволоки с непрерывной подачей. Эта локализованная энергия RP в верхней части плазмы MIG создает концентрацию тепла плазмы, которая приводит к типичным большим зонам термического влияния сварного шва, и это тепловое воздействие также приводит к гораздо более холодному режиму сварки MIG с коротким замыканием, дуга включена — дуга выключена.0003
ЭНЕРГИЯ, ВЫРАБОТАННАЯ ПРИ СВАРКЕ MIG, И СВАРОЧНОЕ ПЛАВЕНИЕ : Во многих случаях при сварке угловыми швами MIG вы обнаружите, что плавление сварного шва на деталях > 6 мм было незначительным, особенно на боковых стенках. При MIG Spray и Pulsed MIG дефекты непровара на металлах > 6 мм часто зависят от высокой скорости наплавки, которая, в отличие от SMAW и TIG, приводит к гораздо более высокой скорости перемещения сварного шва, достигаемой при сварке, которой не хватает энергии / текучести. и время, необходимое для обеспечения требуемого сварного шва. Непровар может усугубляться быстрым переплетением, например, при сварке кромок или при увеличении толщины металла, а также при сварке вязких сплавов, таких как нержавеющая сталь, дуплекс и инконель.
Скорость наплавки всегда оказывала отрицательное влияние на сварку в вертикальном и вертикальном режимах с ручной импульсной сваркой MIG, а также сварку порошковой проволокой в среде защитного газа на металлах > 6 мм. Эти два ручных полуавтоматических процесса сварки часто требуют быстрого перемещения горелки MIG, что влияет как на требуемые навыки ручной сварки, так и на получаемое сварное соединение.
ЕСЛИ ПЕРСОНАЛ ПО СВАРКАМ ИСПОЛЬЗУЕТ СТРУНГЕРЫ ВМЕСТО ТКАТ, ТО ВСЕ МНОГОПРОХОДНЫЕ СВАРНЫЕ СВАРКИ БУДЕТ СУЩЕСТВЕННО УЛУЧШЕНЫ.
НАЧАЛО СВАРКИ MIG – ОСТАНОВКИ, СПЛАВНЕНИЕ – КРАТЕРЫ – ТРЕЩИНЫ. Большая часть «ручного» сварочного оборудования MIG, доступного в 2020 году, спустя 70 с лишним лет после его разработки, не имеет электронных возможностей для оптимизации сварки как в начале, так и в конце сварки, то есть в областях, в которых дефекты сварки будут обычным явлением. Напротив, дополнительные элементы управления в роботе включают эти важные функции.
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ, ПОЛУЧЕННАЯ ЗДЕСЬ ИНФОРМАЦИЯ УНИКАЛЬНА ДЛЯ ЭТОГО ВЕБ-САЙТА, ЭТО НЕ ИНФОРМАЦИЯ, КОТОРУЮ ВЫ УЗНАЕТЕ ОТ ТОРГОВЫХ ПРЕДСТАВИТЕЛЕЙ WELD. И СВАРОЧНОЕ ОБОРУДОВАНИЕ. ПРОИЗВОДИТЕЛИ:
ИМПУЛЬСНАЯ МИГ ВЛИЯНИЕ МАКСИМАЛЬНОГО ТОКА НА ФОНОВЫЙ СВАРОЧНЫЙ ПЛАВОК: Прежде всего, я хочу отметить, что если вы хотите добиться наилучшего сварного шва МИГ, используйте источник питания МИГ CV и газовую смесь 80-20CO2. и установите сварку в режиме распыления. При использовании импульсной сварки MIG помните, что энергия плазмы MIG и энергии сварки также подвержены колебаниям фонового сварочного тока от пика до НИЗКИХ значений, которые мало способствуют плавлению сварного шва.
Помните, что при калибровочных сварных швах и алюминиевых сварных швах толщиной менее 5 мм сварочный цех выигрывает от более низкой открытой дуги и импульсных режимов MIG с более низкой энергией. При работе с более толстыми металлами или тугоплавкими сплавами ваша цель состоит в том, чтобы добиться наилучшего плавления сварного шва.
Многие обнаружили, что при ручной импульсной сварке MIG с кодом, в котором толщина стенки > 6 мм, качество внутреннего сварного шва проверяется с помощью рентгеновских лучей или ультразвукового неразрушающего контроля, энергии импульсной сварки MIG часто бывает недостаточно для произведенная масса сварного шва и используемые скорости перемещения сварного шва.
ВЛИЯНИЕ СМЕСЕЙ МИГ И РЕАКТИВНЫХ ГАЗОВ НА ПОРИСТОСТЬ – ШЛАКОВЫЕ ОСТРОВКИ: Что касается пористости сварного шва и небольшого захвата шлака в сварных швах МИГ, помимо массы сварного шва и скорости замерзания шва, которые влияют на эти дефекты, сварочный цех также должен помнить что реактивные газовые смеси MIG, содержащие CO2 и кислород, также влияют на образование этих дефектов, как и использование обычных проволок E70S-6 MIG с аргоновыми смесями (слишком много кремния и марганца. Как я пытался сказать апатичному автомобильному Менеджеры со стажем почти 40 лет при использовании аргоновых смесей используют проволоку Э70С-3, и вы увидите уменьшение шлака на этих сваренных роботом поверхностях. Спецификации газа AWS MIG для США.
Печальный Lincoln Power Wave, автоматизированный робот-контроль образования кратеров на алюминиевой детали импульсной сварки MIG.
ПРОДОЛЖАЯ РАССМОТРЕНИЕ ПРОЦЕССОВ ИМПУЛЬСНОЙ МИГ И ПОЛУПРОВОДНОЙ ПРОВОДКИ НА ОБРАТНОЙ ПОЛЯРНОСТИ (RP), ВЫ ЗАМЕТИТЕ, ЧТО ЭТИ ДВА ПРОЦЕССА ПРОСТО НЕ МОГУТ КОНКУРИРОВАТЬ С ТЕМПЕРАТУРОЙ ПЛАЗМЕННОЙ СВАРКИ TIG TIG С ЕГО ИНЕРТНОЙ ПЛАЗМОЙ И ОТРИЦАТЕЛЬНЫМ ЭЛЕКТРОДОМ.
Каким бы сложным ни был сегодня или будет завтра источник питания RP Pulsed MIG в сварочном цехе, для создания капель импульсного сварного шва MIG сварочный цех первым использует процесс дуговой сварки, который обеспечивает прибл. 50 % энергии дуги, генерируемой сваркой TIP TIG, а также импульсная сварка MIG тратит 50 % времени дуги в реактивной плазме при низком фоновом сварочном токе, обычно от 80 до 120 ампер.
Вот уже более тридцати лет я пишу о нескончаемом недостатке сварки Ахиллесова пята всех позиций Импульсная сварка MIG при сварке сталей и легированных сталей > 1/4 . И независимо от того, какая электроника добавлена к источнику питания Pulsed MIG , реальность такова, что с характеристикой импульсного фонового тока часто будет «неадекватная энергия сварки, подаваемая на свариваемую массу (наплавку) при условии, что это определяет используемые скорости сварки». . Я также написал много страниц на эту тему на моем веб-сайте weldreality.com, а также в моих учебных ресурсах и в моей книге «Руководство инженера-управления по MIG».
ЧТО О ДРУГИХ РЕЖИМАХ MIG WELD TRANSFERS, ИСПОЛЬЗУЕМЫХ ДЛЯ ОТКРЫТЫХ КОРНЕВЫХ ПРОВОДОВ?
MIG STT Левый – MIG RMD правый. Оба достигают приемлемых результатов корневой сварки 5G, вертикальная сварка вниз.
Вверху: Ed/Em Обучение сварщиков труб Exxon/Imperial Oil различным режимам переноса сварки MIG, доступным для сварки 5G MIG на трубе природного газа. Для повернутых соединений с открытым корнем трубы короткое замыкание MIG позволит получить сварные швы наравне с STT, RMD или любым процессом MIG с низким импульсом.
Мастерские, занимающиеся сваркой труб, должны знать, что при использовании MIG Short Circuit для сварки корневых швов труб с вращением, RMD или MIG STT или любых других низкоимпульсных режимов с корневыми швами труб в положении 5G, в отличие от СОВЕТ TIG, они используют процессы дуговой сварки низкого качества, которые чувствительны не только к изменениям стержня проволоки, но также чувствительны к зазору корня шва и отклонениям выравнивания корня шва. Эта чувствительность не является частью процесса TIP TIG, и TIP TIG обеспечит улучшенную непрерывность сварного шва с гораздо более совершенным управлением запуском и остановкой дуги.
_______________________
Ниже после порошковой сердцевины вы увидите введение в другой полуавтоматический процесс дуговой сварки, называемый TIP TIG. Тем не менее, чтобы получить действительно глубокое понимание преимуществ процесса TIP TIG как для сварных швов, так и для металлов, а также для рассмотрения TIP TIG сварки приложения .
ГАЗОЗАЩИТНАЯ ПОЛУПОРОШКОВАЯ ПРОШИВКА ДЕФЕКТЫ, ВЫЗВАННЫЕ ПРОЦЕССОМ
Изучите приведенный выше перенос сварного шва порошковой проволокой и запомните непостоянное несоответствие флюса и расплавленного металла, образующегося в реакционноспособном газе, а затем сравните с видео сварки TIP TIG ниже.
ЕСТЬ КОД КАЧЕСТВЕННЫЕ СВАРНЫЕ СВАРКИ, А ЕСТЬ СВАРНЫЕ СВАРКИ. При обсуждении сварных швов качества CODE существуют огромные различия в отраслях и то, как они определяют сварные швы кодового качества». Например, большинство сварных швов MIG по коду AWS, выполненных в автомобильной промышленности, неприемлемы для аэрокосмической или оборонной промышленности. Что касается судостроения, то большинство сварных швов с порошковой проволокой в среде защитного газа на любом корабле не подлежат неразрушающему контролю внутренних сварных швов, и если бы сварной шов подвергался рентгеновскому излучению, корабли никогда бы не были построены. А что касается структурных зданий в таких штатах, как Калифорния, в которых многие сварные швы, соответствующие нормам строительных норм, выполняются с помощью самозащитных сварочных проволок с флюсовой сердцевиной, то связывать слова «качество норм» с этими сварочными проволоками просто смешно, и это также свидетельство отсутствия опыта сварки, которое преобладает сегодня в Северной Америке.
- Требуются сварные швы кодового качества, в которых качество внутреннего сварного шва не оценивается.
- В тех случаях, когда чистота поверхности сварки или подготовки кромки не является оптимальной, требуются сварные швы кодового качества.
- Требуются сварные швы кодового качества, поскольку прочность сварных деталей или коррозионные свойства могут не вызывать беспокойства.
- Существуют сварные швы кодового качества, которые гораздо больше сосредоточены на внешнем, а не на внутреннем качестве сварного шва.
При работе с нормированными сварными швами лица, принимающие решения в сварочном цеху, конечно же, должны знать, что при выборе процесса сварки выбранный процесс будет способствовать возникновению дефектов сварки и, как указано ниже, при сварке порошковой проволокой в среде защитного газа. , полезно понять, почему возникают дефекты сварки.
Контроль процесса сварки и лучшие методы сварки Экспертиза поможет проанализировать основную причину этого дефекта E71T-1.
Итак, в чем основная причина и почему возникает проблема. Подсказка, что это не имеет ничего общего с влажностью. Те, у кого есть контроль процесса дуговой сварки и опыт передовой практики сварки с широко используемым процессом EGas с экранированной порошковой проволокой, должны знать основную причину распространенных проблем со сваркой, показанных ниже, и они также будут знать, что дефекты сварки не имеют никакого значения. делать со сварщиком.
Когда сварочные мастерские выбирают традиционные процессы дуговой сварки, такие как сварка в среде защитного газа с флюсовой проволокой и импульсный MIG, возникнет множество дефектов процесса и проблем, не зависящих от сварщиков, поэтому менеджеры, инженеры и супервайзеры будут продолжать сосать TUM, и когда требуется неразрушающий контроль внутренних сварных швов, они редко высыпаются по ночам. если вы хотите свести к минимуму (а не устранить) проблемы, возникающие при сварке в среде защитного газа или в импульсной сварке в среде защитного газа, уделите время самообучению и учебным ресурсам по управлению процессом сварки в среде защитного газа и порошковой проволокой. Однако, если вы хотите исключить переделок сварки, выберите способ сварки, и в 2020 году будет только один процесс сварки, и это TIP TIG.
Как и MIG, сварка порошковой проволокой в среде защитного газа — это еще один процесс с обратной полярностью электрода, и опять же эта полярность способствует деформации и размеру ЗТВ сварного шва.
Защитный газ Порошковая проволока работает с аргоном – 20–25 % CO2, или, если вам требуется более плавное плавление (с большим количеством сварочного дыма), используйте чистый CO2. (Я предпочитаю провод Kobelco).
Состав флюса газозащитной проволоки Рутил EX0T-1. производит быстрозамороженный тонкий шлак, который позволяет контролировать сварные швы 5G. Однако шлак также в значительной степени способствует возникновению многих распространенных дефектов сварных швов с порошковой проволокой. Состав и толщина шлака непостоянны, и иногда шлак слишком быстро замерзает, а сварной шов имеет недостаточную защиту от шлака, что приводит к пористости сварного шва, захваченному шлаку и расширенной внутренней пористости, называемой червячными дорожками.
Высокая способность наплавки во всех положениях с использованием порошковых проволок во всех положениях также способствует высокой скорости сварки сварных швов, для которых недостаточно энергии сварки для произведенной массы сварного шва. Шлак часто задерживается, что приводит к образованию шлаковых включений. Состав проволочного флюса – состав часто непостоянен. Флюс также часто загрязняется влагой во время производства проволоки или при ее хранении и использовании. создавая неожиданную пористость и червячные следы. Импульсный МИГ для всех позиций Код Качество сварных швов.
Слева. E71T-1 Газозащитная порошковая проволока Вертикально вверх. Верно. СОВЕТ TIG Вертикальная сварка вверх. Как вы думаете, какой сварной шов пройдет рентгеновские лучи?
Сварной шов с флюсовой проволокой слева показывает «хорошие навыки сварщика», однако сварщик или персонал по обеспечению качества, участвовавший в этом сварном шве, вероятно, не знали, что поверхность сварного шва обнаруживает множество внутренних проблем с качеством сварного шва, которые, я уверен, дизайнер этой части вполне мог бы обойтись без (проблемы, описанные ниже). Справа: TIP TIG, показывающий, как должен выглядеть качественный сварной шов вертикально вверх, и помните, что этот процесс также требует наименьшего нагрева деталей, образующих (наименьшую ЗТВ). СОВЕТ TIG при использовании в любом положении в любом приложении с чистой поверхностью будет со всеми металлами, обеспечит высочайшую чистоту сварного шва с максимальной плавностью сварки, и кто бы не хотел этого для любого из своих сварных швов с кодовым качеством.
Тем, кто интересуется оптимизацией процесса сварки и контролем сварки, следует поближе взглянуть на приведенный выше сварной шов с флюсовой проволокой. Да, сварка показывает, что у сварщика были хорошие навыки и твердая рука, и все мы знаем, что большинство сварочных мастерских считают, что навыки сварщика определяют качество сварки. Однако присмотритесь. Обратите внимание на холодную вялость и неровность поверхности сварного шва, зубчатые кромки сварного шва, выпуклость сварного шва — все это признаки недостаточной текучести сварного шва из-за недостаточной энергии сварки.
Сварные швы, подобные приведенным выше, часто просто подвергают проверке поверхности, однако, если внутренний сварной неразрушающий контроль был применен к сварным швам на деталях из тяжелой углеродистой стали, первое, что вы обнаружите, это сильное непроваривание сварных швов, и, как я обнаружил после 35 лет исследований порошковой проволоки и сварных швов малого диаметра в среде защитного газа показали, что с помощью этих сварных швов с быстрым замораживанием было бы практически невозможно не обнаружить избыточный захваченный шлак и пористость. Если бы я выполнял описанные выше сварные швы с флюсовой проволокой, я бы использовал более высокие значения силы тока и уделил особое внимание свариваемости и текучести выбранной проволоки с флюсовым сердечником.
То, что многие сварочные мастерские не понимают при сварке порошковой проволокой в среде защитного газа, производители порошковой проволоки, большинство популярных сварных швов порошковой проволокой в среде защитного газа были разработаны в 1980–90-х установка CV MIG. Если в сварочном цехе используются многопроцессорные или инверторные источники питания MIG с этими проволоками, в отличие от обычного аппарата CV MIG, который имеет более пологий выходной сигнал, более современные электронные источники питания обычно обеспечивают более крутой выходной сигнал, и, следовательно, при заданной скорости подачи порошковой проволоки с установками CV инверторы и многофункциональное оборудование обычно обеспечивают на 15–25 % меньший сварочный ток. Имейте в виду, что указанную выше информацию нельзя получить у вашего торгового представителя или производителя оборудования. Если вам нужна информация о таком типе реального процесса сварки / применения, вы можете рассмотреть мои программы самообучения / обучения для сварки порошковой проволокой, MIG и TIP TIG ниже.
- Плазма дуги обеспечивает наибольшую энергию сварки.
- Сварной шов защищен инертной атмосферой.
- Используется полярность DCEN, что позволяет выполнять сварку с быстрой заморозкой, что упрощает использование во всех положениях.
- Наплавка (скорость сварки) и полярность обеспечивают наименьшую погонную энергию детали. Четыре простых требования для всех кодовых сварных швов на любых металлах.
- Процесс со сваркой во всех положениях прост в использовании.
НАКОНЕЧНИК ОБЕСПЕЧИВАЕТ СКОРОСТЬ ВЕРТИКАЛЬНОЙ СВАРКИ ВВЕРХ, КАК ИМПУЛЬСНАЯ МИГ. TIP TIG обычно обеспечивает на 200–400 % более высокую скорость наплавки, чем DC TIG, обеспечивая такую же скорость перемещения сварного шва во всех положениях, как и импульсная MIG . В отличие от традиционной TIG, как DCEN, так и процесс TIP TIG с переменной полярностью (квасцы) непрерывно подает обычно используемую сварочную проволоку диаметром 0,035–0,045 (1–1,2 мм) в зону наилучшего восприятия плазмы TIP TIG.
При использовании TIP TIG для чистых операций, таких как угловой шов Super Duplex, обратите внимание на нетронутый цвет сварного шва TIP TIG, который показывает отсутствие влияния окисления в атмосфере. Это возможно только при очень низкой подводимой теплоте свариваемой детали. При использовании TIP TIG сварочные цеха всегда должны рассчитывать на самые чистые, бездефектные сварные швы с наименьшей ЗТВ сварного шва, и это относится к большинству сварных швов > 2 мм. Обратите внимание, попробуйте воспроизвести угловой шов 1/4, показанный слева, с помощью дуплексной, нержавеющей или инконелевой сварочной проволоки и процесса по вашему выбору.
В процессе сварки DC TIP TIG температура дуги может быть в два раза выше, чем при сварке MIG и FCAW. Имейте в виду, что благодаря уникальному расположению сварочной проволоки TIP TIG по отношению к дуговой плазме TIP TIG обеспечивает улучшенное покрытие плазмой TIG сварочной ванны. Кроме того, более высокая скорость наплавки TIP TIG позволяет более высокому сварочному току TIG дополнительно увеличивать энергию плазмы. Таким образом, процесс TIP TIG просто обеспечивает большую энергию сварки и улучшенную текучесть сварного шва, чем это возможно при DC TIG.
ВЫ ХОТИТЕ ПОСМОТРЕТЬ, КАК ВЫГЛЯДИТ ИДЕАЛЬНЫЙ СВАРНЫЙ ПРОЦЕСС С ПРОСТЫМ В ИСПОЛЬЗОВАНИИ ПРОЦЕССОМ СВАРКИ, КОТОРЫЙ ОБЕСПЕЧИВАЕТ ОДИНАКОВОЕ НЕОБЫЧНОЕ КАЧЕСТВО СВАРКИ В ЛЮБОМ ПОЛОЖЕНИИ СВАРКИ.
В отличие от импульсной сварки MIG, если вы хотите просмотреть сварной шов, который является оптимальным в 2020 г. и останется оптимальным в 2050 г., сварной шов, который обеспечивает гораздо более высокую энергию, чем это возможно при любой сварке во всех положениях, выполненной с импульсным В режиме MIG или со сварочной проволокой EX1T-1 внимательно посмотрите это видео TIP TIG.
Внимательно проверьте текучесть сварного шва TIP, чистоту производимого сварного шва, а благодаря отрицательной полярности электрода TIP TIG полученные сварные швы всегда будут обеспечивать минимально возможный нагрев свариваемой детали для достижения наилучших металлургических результатов. Отсутствие сварочных брызг. Минимально возможные сварочные дымы и отсутствие проблем с плавлением сварных швов с этими вялыми сварными швами. Кстати, это также лучший процесс сварки для любого шва с открытым корнем, и он требует меньше навыков сварщика всех положений, чем MIG или порошковая проволока.
Я надеюсь, что вы посмотрите это видео TIP TIG хотя бы дважды, так как в 2008 году, когда мы снимали это видео, мы делали то, что было невозможно ни с одним другим процессом ручной дуговой сварки. SpaceX потребовалось десять лет, чтобы понять это, а профессионалу в области сварки, привыкшему к сварке нержавеющей стали, нужно 10 минут.
КАЖДАЯ МАСТЕРСКАЯ, СВЯЗЫВАЮЩАЯ ТОНКИЕ НЕРЖ.- Окисление сварного шва, которое влияет на очистку и внешний вид сварного шва.
- Сварочный прожог, несмотря на потенциал.
- Деформация сварки, слишком часто.
- Растрескивание сварных швов с некоторыми сплавами.
- Карбид Осадки, влияющие на коррозию.
[] Пожалуйста, обратите внимание на видео выше. Проверьте качество нетронутой поверхности сварного шва из нержавеющей стали. Изучите серебристый цвет сварного шва на этой чувствительной к теплу части датчика, который указывает на отсутствие окисления. Подумайте об улучшении внешнего вида сварного шва и сокращении объема очистки сварного шва.
[] Проверьте непрерывность текучести сварного шва на поверхности и пальцах, что предполагает высокую энергию сварки для наилучшего сплавления сварного шва и минимальной пористости сварного шва.
[] Обратите внимание на чрезвычайно малые зоны термического влияния, которые на сварных швах из нержавеющей стали обеспечивают наименьшую деформацию сварного шва, а для некоторых марок нержавеющей стали наименьшую возможность осаждения карбида, что обеспечивает наилучшие коррозионные свойства.
[] Обратите внимание на достигнутую скорость сварки TIP TIG, которая не уступает любой импульсной сварке MIG.
[] Также обратите внимание, что TIP TIG не вызывает беспокойства по поводу брызг или видимого канцерогенного хромового сварочного дыма.
[] Обратите внимание, как сварочный аппарат TIP TIG на нержавеющем стыке может удерживать горелку TIP TIG точно так же, как горелка MIG, или на сварном шве трубы удерживать керамическое сопло в канавке, как горелка TIG.
Вы только что наблюдали, как сварка TIP TIG калибровочными швами дает результаты, невозможные при импульсной сварке MIG, теперь посмотрите, как TIP TIG производит стандартную галтель 1/4 (6 мм) на этой более толстой детали из нержавеющей стали
Медленная, чувствительная к окислению нержавеющая сталь, дуплекс и инконель вызывают больше проблем со сваркой, чем сварка углеродистой стали, поэтому, если сварочный цех может выполнять плавные высокоэнергетические сварные швы, которые выглядят так на нержавеющей стали, представьте, что сварочный цех может сделать со всеми сталей и всех сплавов.
- Еще раз обратите внимание на цвет сварного шва.
- Обратите внимание на поверхностную энергию сварного шва.
- Обратите внимание на небольшую зону термического влияния сварного шва.
- Обратите внимание на скорость сварки.
- Обратите внимание на отсутствие сварочных брызг.
- Обратите внимание на отсутствие сварочного дыма.
ЭТО ВСЕГДА БЫЛО ПРЕИМУЩЕСТВОМ, ПОЛУЧЕННЫМ ИСПОЛЬЗОВАНИЕМ ПОЛУАВТОМАТИЧЕСКОГО ПРОЦЕССА СВАРКИ С РУЧНОЙ СВАРКОЙ:
В течение семи десятилетий обычная ручная сварка TIG постоянным и переменным током требовала от сварщика подачи сварочной проволоки. И в первую очередь из-за общей чувствительности к длине дуги TIG и некоторых других проблем со сваркой, в течение 70 с лишним лет обычная TIG плохо подходила в качестве «ручного полуавтоматического» или полностью автоматизированного процесса дуговой сварки без фиксированной длины дуги или автоматической регулировки длины дуги. оборудование.
Как известно сварочным цехам, полуавтоматическая сварка MIG и порошковой проволокой в среде защитного газа при использовании плоских и горизонтальных швов не только обеспечивает в среднем , по меньшей мере в десять раз большую скорость наплавки потенциала, чем обычная сварка TIG на постоянном токе, но другими важными особенностями полуавтоматического процесса MIG и порошковой сварки являются непрерывная подача проволоки MIG, которая помогает регулировать скорость ручной сварки и помогает обеспечить плавление сварочной проволоки и непрерывность затвердевания сварного шва.
В отличие от сварки TIG механизм подачи проволоки MIG значительно снижает требования к навыкам сварщика MIG и сварки с порошковой проволокой. Однако реальность такова, что в течение семи десятилетий, в отличие от любого режима переноса сварки MIG или сварки с флюсовой проволокой, процесс TIG постоянного тока с более высокой энергией сварки с его защитой инертным газом был процессом, к которому нужно было перейти, когда самая высокая ручная дуговая сварка хотелось качества. Чтобы улучшить TIG, он должен был стать процессом, способным быть полуавтоматическим процессом сварки, обеспечивающим более высокие скорости наплавки.
Запатентованный полуавтоматический механизм подачи проволоки TIP TIG, используемый для ручной или автоматической сварки, обеспечивает в среднем на 200–400 % больше сварных швов, чем TIG.
НЕКОТОРЫЕ ПОДВОДНЫЕ КОМПАНИИ ОБРАБАТЫВАЮТ СВОИ ПЛАКИРОВОЧНЫЕ СВАРНЫЕ СВАРКИ, И ВНУТРЕННЯЯ ПОРИСТОСТЬ СВАРКИ ВЫЗЫВАЕТ ПРОБЛЕМУ:
В отличие от MIG и порошковой сварки, в которых используются реактивные газовые смеси, во всех сварках TIP TIP может использоваться инертный аргон. Таким образом, с TIP TIG в сварочном цехе используется процесс, который обеспечивает максимально высокую энергию сварки, слегка перемешиваемая сварочная ванна, которая помогает избежать пористости, и эти плакированные сварные швы защищены атмосферой инертного газа, поэтому вы всегда ожидаете, что TIP TIG на любые сварные швы, отсутствие проблем со шлаком, наилучшее плавление сварного шва и самая низкая пористость сварного шва.
ИСКЛЮЧЕНИЕ НЕОБХОДИМОСТИ В НЕСКОЛЬКИХ ПРОЦЕССАХ .Почему для качественных сварных швов код любая организация захочет приобрести различное сварочное оборудование и расходные материалы для разработки процедур SMAW, FCAW, TIG, MIG и предоставить различные необходимые навыки когда все, что им нужно, — это более простой в использовании процесс TIP TIG с одним газом и не более чем тремя настройками сварки для всех их сварных швов с кодом .