Что собой представляет сварка подводная
Для ремонта трубопроводов и других металлоконструкций, находящихся под водой, требуется сварка подводная. Технологии проведения таких работ и их качество в настоящее время требуют усовершенствования. Если почитать различные рефераты по данной теме, то можно узнать, что существует несколько методов подводной сварки. К ним относятся:
- сухая подводная сварка в глубоководной камере;
- сухая сварка в компактном боксе;
- мокрая сварка.
Существует несколько способов подводной сварки, которые отличаются по своей технологии.
Осуществление сварочного процесса
Глубоководная камера предназначена для ремонта крупных объектов. Это дорогостоящий метод, т. к. требует дополнительное использование судов, кранов и т. д.
Все основные процессы подводной сварки отличаются от аналогичных процессов при сварке на воздухе следующими параметрами:
Для осуществления этого процесса в камеру помещаются элементы, которые необходимо сваривать, а затем выкачивают воду.
Подводная сварка в глубоководной камере возможна на глубине до 300 м. Погружение на большую глубину является опасным, поэтому следует соблюдать осторожность и опускаться ниже только при крайней необходимости. Технологий, которые бы заменили водолазов-сварщиков в подобных условиях, пока не придумали.
Метод глубоководных камер невозможно использовать на мелководье, т.к. суда с необходимым оборудованием не смогут добраться до места назначения.
Сухое сваривание в компактном боксе также позволяет работать на большой глубине, но с меньшими объектами. Для подводного сваривания нужна сухая газовая среда, которая обеспечивается компактными камерами. Такие камеры изготавливаются из прозрачного материала и называются гидробоксами.
Вернуться к оглавлению
Виды мокрого сваривания
Схема поста для ручной подводной сварки и оборудование.
Мокрое сваривание бывает двух видов: ручное дуговое и полуавтоматическое. Ручная подводная сварка основывается на возможности горения дуги в газовом пузыре, несмотря на воду вокруг него. Пузырь газа появляется от испарения воды, пара и плавящегося металла.
Во время сваривания, образуется множество газов, из-за чего давление в пузыре повышается. Облако, образуемое продуктами сгорания, создает трудности контроля дуги.
Сваривание под водой проводят при постоянном или переменном токе, это необходимо, чтобы компенсировать тепловые потери от охлаждения водой. Дуга горит лучше на постоянном токе, переменный ток создает пузырь газа только при замыкании.
Дуга горит лучше на постоянном токе, переменный ток создает пузырь газа только при замыкании.
Чтобы работать на больших глубинах, необходимо повысить напряжение и увеличить ток. В этом случае давление окружающей среды не повлияет на горение дуги.
Подводную сварку можно проводить в соленой и пресной воде. Однако стоит учитывать, что в соленой воде дуга горения возникает между электродом и любым металлом, даже если электрод его не коснулся. По этой причине нельзя направлять электрод на снаряжение водолаза.
Вернуться к оглавлению
Ручная дуговая сварка под водой
Режимы ручной подводной сварки.
Чаще всего сваривание под водой проводят методом опирающегося электрода. Детали при этом соединяют внахлест, под прямым углом (образуя Т-образную форму), с углом между поверхностями деталей выше 30°, и иногда методом стыка.
В этом случае дуга горит непрерывно. Сохраняя угол наклона электрода, сварщик проводит дугой поперек шва. Таким образом удобно сваривать в любом положении. Чтобы сделать вертикальный шов, необходимо начинать варить сверху вниз. Электрод наклоняется в направлении ведения сварки. Во время сваривания методом опирающегося электрода, нужно устанавливать силу тока выше, чем на суше.
Чтобы сделать вертикальный шов, необходимо начинать варить сверху вниз. Электрод наклоняется в направлении ведения сварки. Во время сваривания методом опирающегося электрода, нужно устанавливать силу тока выше, чем на суше.
Электроды для подводной сварки используют толщиной 4-6 мм. Их пропитывают специальными растворами: парафином, синтетическими смолами и т. д. Это обеспечивает их водонепроницаемость.
При сварке под водой необходимо использование специальных электродержателей, которые хорошо электроизолированы.
Вернуться к оглавлению
Полуавтоматическая дуговая сварка под водой
Сваривание осуществляется путем автоматической подачи проволоки к дуге горения. Ее преимуществом является длительность процесса сваривания. Во время работы создается меньше продуктов горения, что позволяет без помех наблюдать за созданием шва.
Принципиальная схема горения дуги под водой.
По сравнению с ручной сваркой, качество полуавтоматических швов значительно хуже. Швы сваривания выходят слишком узкими, пористыми и с посторонними включениями.
Улучшить качество помогает применение углекислого газа, помогающего защитить дугу горения. Благодаря этому уменьшается количество выделяемого водорода при сварке.
Хороший метод защиты дуги разработали в институте им. Е. О. Патона. Специальная порошковая проволока сохраняет дугу от влияния окружающей среды. Она создает непрерывное горение дуги, получая при этом качественные и прочные швы.
Для подводного сваривания применяются автоматы различного типа. Они позволяют сваривать металл толщиной от 4 мм на глубине до 60 м. Для работы автомата требуется сила тока около 300 А. Проволока толщиной 1,6 мм подается со скоростью до 22 см/с. Сварка под водой может составить около 2,5 часов.
Материалы для подводного сваривания:
- сварочная проволока;
- электродержатели;
- водолазное снаряжение;
- электроды для сварки под водой толщиной 4-6 мм;
- сварочный электроагрегат.


Вернуться к оглавлению
Процесс подводного сваривания
Водород и кислород выделяются при разложении воды во время сварки. Они находятся возле дуги и значительно влияют на сварные швы. Водород хорошо взаимодействует с жидким металлом, что делает швы хрупкими, а кислород вступает со сталью в реакцию окисления. Возникающие окислы влияют на качество шва, оставаясь внутри него, они ухудшают его пластичность. Часть окислов может всплывать на поверхность.
Так как детали сварки находятся под водой, то это влияет на теплоотдачу стали. Она становится выше, что приводит к закаливанию металла в зоне термической обработки.
Столб дуги сжимается под воздействием высокого давления и охлаждения воды. Также это приводит к повышению его температуры. Из-за этого электродный металл может перегреться.
Выполнение сварочных работ под водой значительно отличается от обычных условий. Сварщик-водолаз во время работы находится под гидростатическим давлением, а кроме того, его действия стесняет водолазный костюм. Плохая видимость, течение и многие другие обстоятельства значительно влияют на качество сварки под водой. Швы не всегда могут быть выполнены идеально.
Плохая видимость, течение и многие другие обстоятельства значительно влияют на качество сварки под водой. Швы не всегда могут быть выполнены идеально.
Однако мокрое сваривание имеет множество положительных моментов: она не требует больших финансовых затрат, может проводиться в короткие сроки, а также во многих труднодоступных местах, где другие виды сварки проводить невозможно.
Подводную сварку рекомендуется проводить на постоянном токе. Переменный ток делает дугу неустойчивой, что является небезопасным.
Для подводной сварки подходят те же агрегаты, которые используют на суше. Чтобы увеличить мощность агрегата, можно соединить их, применяя одну дугу горения.
Вода является хорошим проводником электричества, поэтому следует учитывать, что касание электрода любого металлического предмета приведет к зажиганию дуги. А случайное прикосновение к водолазному снаряжению может прожечь его насквозь.
Перед проведением работ, необходимо принять все меры безопасности, обеспечивающие водолазу наиболее возможную комфортность во время сварки.
Сварка под водой Текст научной статьи по специальности «Прочие технологии»
Технология и мехатроника в машиностроении
УДК 621.812
СВАРКА ПОД ВОДОЙ
А. А. Гагин, Н. С. Дениско, Е. П. Олейников
Сибирский государственный университет науки и технологий имени академика М. Ф. Решетнева Российская Федерация, 660037, г. Красноярск, просп. им. газ. «Красноярский рабочий», 31 E-mail: [email protected], mailto:[email protected]
Освещается способ сварки металла под водой.
Ключевые слова: подводная сварка, мокрая и сухая сварка.
UNDER WATER WELDING
A. A. Gagin, N. S. Denisko, E. P. Oleynikov
Reshetnev Siberian State University of Science and Technology 31, Krasnoyarsky Rabochy Av., Krasnoyarsk, 660037, Russian Federation E-mail: [email protected], mailto:[email protected]
The authors focus on the method of welding metal under water.
Keywords: underwater welding, wet and dry welding.
Теоретическое обоснование возможности горения дуги под водой появились ещё в конце позапрошлого века, а в 1932 году советский инженер К. К. Хренов продемонстрировал, как выглядит подводная сварка практически.
Непосвящённым сварка под водой кажется чем-то парадоксальным и противоречащим законам физики, однако именно эти законы и делают такую сварку возможной: интенсивное испарение воды и выделение газов образуют пузырь, внутри которого и горит дуга.
Разумеется, подводная сварка выдвигает особые требования к изоляции: вода, а морская вода в особенности, является прекрасным проводником, и во избежание потерь электричества все подводящие провода должны быть изолированы с особой тщательностью. Того же требуют и правила техники безопасности.
Подводная сварка необходима для процесса устранения разного рода деформации деталей, находящихся на определенной глубине. Данная разновидность сварочного процесса применима при ремонтах морского и речного судна, гидротехнических работах. Сварочная дуга сохраняет стойкие качества при погружении и увеличении давления. Впервые в мировой практике подводную дуговую резку угольным электродом в лабораторных условиях осуществили в 1887 г. Н. Н. Бенардос и проф. Д. А. Лачинов.
Сварочная дуга сохраняет стойкие качества при погружении и увеличении давления. Впервые в мировой практике подводную дуговую резку угольным электродом в лабораторных условиях осуществили в 1887 г. Н. Н. Бенардос и проф. Д. А. Лачинов.
Подводная сварка бывает двух типов: сухая и мокрая. [1] Сухая подводная сварка подразумевает под собой использование дорогостоящего дополнительного оборудования, обеспечивающего создание вокруг сварочного объекта под водой условий, при которых можно использовать обычные сварочные аппараты, применяемые и на суше. Это может быть подводная камера, отсек с кислородом, бокс и т. д. Мокрая подводная сварка осуществляется специалистом-сварщи-
ком непосредственно в водной среде с использованием только приведенного в работу электрода и собственных навыков и умений.
В настоящее время «мокрый» метод — процесс, осуществляющийся без удаления воды из зоны сварки. В то же время ручная подводная сварка обладала исключительной маневренностью и простотой оборудования, а для ее осуществления не требовались специальные приспособления для удаления воды из зоны сварки, что обуславливало низкую стоимость работ.
Вокруг горящей дуги выделяется большое количество газов, что приводит к повышению давления в газовом пузыре и частичному выделению газов в виде пузырьков на поверхность воды. Вода разлагается в дуге на свободный водород и кислород, последний соединяется с металлом, образуя оксиды. Взвешенные в воде продукты сгорания металла и обмазки, состоящие преимущественно из окислов железа, образуют облако взвесей, которое затрудняет наблюдение за дугой. Для компенсации тепловых потерь из-за охлаждающего действия воды и наличия большого количества водорода напряжение на дуге под водой требуется высокое (30-35 В). [2]
В свою очередь, данный вид сварки подразделяется на подвиды: полуавтоматическая. Сварщик вручную регулирует направление автоматической подачи проволоки. К плюсам данного метода можно отнести его длительность и лучшую видимость при рабочем процессе, поскольку в данном случае производится намного меньше продуктов горения, чем при ручном методе.
Ручная. Сварщик использует электроды для подводной сварки, может свободно передвигаться и применять сварочное оборудование в труднодоступных местах. Сварка в сухой глубоководной камере или передвижном боксе. Данный вид работ используется
Сварка в сухой глубоководной камере или передвижном боксе. Данный вид работ используется
Решетневскуе чтения. 2017
нечасто, поскольку требует больших финансовых затрат и специализированного дополнительного оборудования (краны, суда и т. п.). При данном методе под воду погружается или сооружается глубоководная герметичная камера («кессон»), которая также герметично закрепляется вокруг рабочей поверхности. Сварщик работает внутри данной конструкции, в которой поддерживается атмосферное давление путем наполнения ее газом и вытеснения воды. Качество швов и условия работы при данном виде сварки ничем не уступают тем, что проводятся на суше.
Гипербарическая сварка. Сварочный процесс осуществляется в камерах, где поддерживается газовая среда, вытесняющая воду. Сам специалист-сварщик находится вне данного бокса, сварка производится посредством электродной проволоки. Самое главное условие, которое должно соблюдаться при данном виде сварки — это очень плотное прилегание сварочных элементов в месте соединения [3].
Мокрая сварка под водой. При данном виде сварки и водолаз и рабочий объект находятся в водной среде. Никакого специализированного дополнительного оборудования (помимо сварочного) при данном методе не требуется. Это существенно экономит время, дает свободу передвижения сварщику и не требует дополнительных затрат. Качество швов же, к сожалению, ввиду особенностей сварки, проводимой
непосредственно в воде, уступает сухой подводной сварке. Подводная сварка необходима для процесса устранения разного рода деформации деталей, находящихся на определенной глубине. Данная разновидность сварочного процесса применима при ремонтах морского и речного судна, гидротехнических работах. Сварочная дуга сохраняет стойкие качества при погружении и увеличении давления.
Библиографические ссылки
1. Логунов К. Подводная сварка и резка металлов. 2003. 123 с.
2. Кононенко В. Я. Подводная сварка и резка. 1983. 85 с.
3. Сайт: URL: https://ru.wikipedia.org/wiki/ (дата обращения 09. 09.2017)
09.2017)
References
1. Logunov K. Underwater welding and cutting of metals. 2003. 123 p.
2. Kononenko V. Ya. Underwater welding and cutting. 1983. 85p.
3. Available at: https://en.wikipedia.org/wiki/ (accessed: 09.09.2017).
© Гагин А. А., Дениско Н. С., Олейников Е. П., 2017
Подводная сварка решения проблем разного характера
Подводная сварка требует решения проблем самого разного характера, что влечет за собой необходимость применения глубоких специальных знаний в областях, касающихся как технологических и металлургических аспектов процесса, так и общей организации, включая вопросы безопасности, связанные с процедурой погружения; дальнейшее изложение ограничится рассмотрением лишь тем, входящих в нашу компетенцию, а именно: поведение и особые характеристики, связанные с применением в подводной среде возможных современных средств оборудования
- «Hyperbaric dry welding» {Гипербарическая сухая сварка), выполняемая в сухой среде внутри глубоководной камеры, собранной вокруг свариваемых частей, в которой поддерживается давление, зависящее от глубины погружения. Следует заметить, что еще в конце восьмидесятых годов считалось невозможным добиться приемлемых результатов путем сварки в водной среде, в связи с этим наиболее привычным являлось простое применение технологии гипербарической сварки.
 Следует заметить, что еще в конце восьмидесятых годов считалось невозможным добиться приемлемых результатов путем сварки в водной среде, в связи с этим наиболее привычным являлось простое применение технологии гипербарической сварки.
Следует заметить, что еще в конце восьмидесятых годов считалось невозможным добиться приемлемых результатов путем сварки в водной среде, в связи с этим наиболее привычным являлось простое применение технологии гипербарической сварки.- «Wet welding» (Мокрая сварка), выполняемая в непосредственном контакте с водой и при давлении, зависящем от глубины, на которой производятся работы.
- «Coffer dam welding» (Сварка в кессоне), выполняемая в сухой среде и при атмосферном давлении сварщиком, находящимся внутри погружаемой металлической конструкции, которая герметично закрепляется на подлежащей ремонту детали.
В связи с тем. что «сварка в кессоне» выполняется в обычных условиях земной среды, будут рассмотрены только проблемы, касающиеся гипербарической сухой сварки и мокрой сварки.
Гипербарическая сварка
Сварка в гипербарической камере широко использовалась в последние тридцать лет для монтажа структурных элементов платформ и для соединения морских трубопроводов, следовательно, как для добычи, так и для транспортировки газообразных и жидких углеводородов, более 50% залежей которых находится на океанском дне. В самых авторитетных Институтах Сварки (в числе которых IIS — Итальянский Институт Сварки) и в известных исследовательских Центрах постоянно развивалась интенсивная научная деятельность и экспериментальные разработки с целью определения целесообразных решений для приспособления сварочных технологий (Покрытые Электроды, полуавтоматическая сварка в среде инертных или активных газов MIG/MAG с применением сплошной или снабженной сердечником проволоки, аргонодуговая сварка TIG) к использованию в крайне влажной среде, в атмосферах, отличных от воздуха и. главное, при повышенном давлении.
В самых авторитетных Институтах Сварки (в числе которых IIS — Итальянский Институт Сварки) и в известных исследовательских Центрах постоянно развивалась интенсивная научная деятельность и экспериментальные разработки с целью определения целесообразных решений для приспособления сварочных технологий (Покрытые Электроды, полуавтоматическая сварка в среде инертных или активных газов MIG/MAG с применением сплошной или снабженной сердечником проволоки, аргонодуговая сварка TIG) к использованию в крайне влажной среде, в атмосферах, отличных от воздуха и. главное, при повышенном давлении.
Особо исследовалось влияние давления и защитных смесей на перенос расходных материалов и на потерю элементов, перенесенных в сварочную ванну, влияние расхода защитного газа на раскисление ванны и на стабильность дуги и. безусловно, воздействия на микроструктуру сварного шва и его механические характеристики. В связи с тем, что вновь открытые месторождения как в Средиземном море, так и в Мексиканском заливе и у побережья Бразилии, залегают на глубине более чем 500 метров, были усилены исследования по развитию полностью автоматических и дистанционно управляемых сварочных систем с целью ограничения пребывания подводных сварщиков на этих глубинах. Как для TIG сварки, так и для более производительной сварки непрерывным швом в атмосфере защитных газов были отобраны процедуры. которые гарантируют высокое качество и воспроизводимость результатов сварки на глубине до 450 метров.
Как для TIG сварки, так и для более производительной сварки непрерывным швом в атмосфере защитных газов были отобраны процедуры. которые гарантируют высокое качество и воспроизводимость результатов сварки на глубине до 450 метров.
Газовая атмосфера в гипербарической камере
Следует различать два типа атмосфер: атмосфера сварочной камеры: атмосфера, предназначенная для дыхания сварщика.
В связи с загрязнением среды камеры продуктами процесса сварки, сварщик должен носить респиратор и иметь независимый источник воздуха для дыхания.
Однако в связи с наличием подготовительных работ, предшествующих сварке, и поскольку есть риск, что сварщик неосторожно вдохнет атмосферу внутри камеры, необходимо, чтобы эта среда была пригодна для дыхания.
Азот — это недорогой газ. и его использование было бы выгодным: однако он является сильным анестетиком даже при низком давлении; кроме того, при контакте с горячими, едва затвердевшими поверхностями вне зоны защитного газа образуется значительное количество оксидов азота.
Гелий, напротив, очень дорог, однако в смесях с кислородом пригоден для дыхания даже при увеличении глубины, и его окисление незначительно.
Что касается кислорода, физиологически он пригоден для дыхания в широком диапазоне концентраций; необходимо однако поддерживать компромисс между биологической потребностью и исключением риска возгорания. Следует также заметить, что если выдыхаемый сварщиком газ выводится в камеру, содержание в ней кислорода может стать недопустимым: сварщик должен быть снабжен респиратором, который позволяет вывести газ наружу, в противном случае должна быть предусмотрена система регенерации воздуха, позволяющая держать под контролем и содержание кислорода. Наиболее широко используемая на глубинах до 300 метров смесь состоит из гелия и кислорода при парциальном давлении 300+400 бар. Общее давление смеси должно уравновешивать давление, создающееся на дне сварочной камеры.
В процессе сварки выделяются и такие загрязняющие вещества, как N0, О3 СО С02 и пыль, которые должны удерживаться в пределах предельных пороговых значений (TLV — Threshold Limit Values).
Необходимо держать под контролем не только состав атмосферы сварочной камеры, но также влажность и температуру: влажность влияет как на металлургический процесс, так и на хорошее самочувствие сварщиков; температура же важна д\я хорошего самочувствия сварщиков и должна регулироваться с помощью электрических отопительных (и охладительных) систем, особенно в случае использования гелиевой смеси, которая обладает большей теплопроводностью по сравнению с воздухом и азотом.
Подводные технологии | УНТЦ «Сварка»
Санкт-Петербург
Импортозамещающий продукт
«Отечественный аппарат и порошковая проволока для механизированной сварки и резки под водой мокрым способом»
Подводная сварка в водной среде широко применяется в мире при монтаже и ремонте трубопроводов, нефтегазовых платформ, надводных и подводных речных и морских кораблей, причалов и прибрежных сооружений. Анализ мировой практики свидетельствует об усилении интереса к исследованиям в области сварки подводных металлических конструкций прежде всего в России, а также в Норвегии, Англии, Германии, Японии, Канаде, США и других странах.
Основные факторы, затрудняющие процесс сварки металлоконструкций под водой:
Недостаточно высокое качество формирования металла шва, высокая скорость охлаждения металла шва, затруднение визуального контроля за процессом сварки, высокая доля ручного труда и наличие большого количества сложных сопутствующих операций.
Стремительно увеличивающийся объем выполняемых сварочных работ при изготовлении и ремонте металлических конструкций под водой, аварийный ремонт различных речных, морских судов и трубопроводов требует не только повышения производительности, но качества выполняемых работ.
Использование механизированных качественных сварочных процессов позволяет эффективно решить эти проблемы!
Производительность при выполнении ремонтных сварочных работ под водой механизированным способом увеличена в 5-7 раз по сравнению с ручной дуговой сваркой электродами.
Международная научно-техническая конференция «Актуальные вопросы подводной сварки на опасных производственных объектах и оценки квалификации водолазов – сварщиков» (ноябрь 2019 г. , Санкт-Петербург) определила стратегическое направление развития подводных сварочных работ – применение современных механизированных технологий, высокопроизводительного сварочного оборудования и самозащитных сварочных материалов нового типа.
, Санкт-Петербург) определила стратегическое направление развития подводных сварочных работ – применение современных механизированных технологий, высокопроизводительного сварочного оборудования и самозащитных сварочных материалов нового типа.
ООО «УНТЦ «Сварка» и Санкт-Петербургский Политехнический университет Петра Великого разработали и внедрили производство комплекса механизированной сварки и резки под водой «КОПС-М» и порошковых проволок для сварки и резки.
Комплекс механизированной сварки и резки под водой «КОПС-М» обеспечивает обладателю решение следующих задач:
- Совершенно другая новая организация работ сварки и резки под водой.
- Сокращает рабочее время на производство подводных сварочных работ более чем в 5-7 раз.
- Обеспечивает сварное соединение с предсказуемыми прочностными характеристиками путем применения разных новых марок сварочных материалов.
- Упрощает приёмку выполненных сварных соединений заказчиком сварочных подводно-технический работ, так как КОПС-М и сварочные материалы имеют требуемые эксплуатационные характеристики и регулируются технологическими картами сварки.
- КОПС-М имеет все необходимые сертификационные документы, признаваемые в Российской Федерации.
- Использование (применение) для подводных сварочных работ сварочного оборудования и сварочных материалов отечественного производства по приемлемым ценам.
- Уменьшает время исполнения заданного объема подводных сварочных работ водолазом-сварщиком в 5 раз.
- Улучшает наблюдение за исполнением сварки.
- Обеспечивает качество внешнего вида подводных сварных швов.
- Обеспечивает соответствие механических характеристик подводных сварных швов нормам основного металла.
- КОПС-М может быть также использован для сварки и резки в воздушной среде простой сменой проволоки.

Участок окончательной сборки, наладки и контроля качества комплексов КОПС-М | Надводный и подводный блоки КОПС-М |
| Наименование параметра | Значение |
| Глубина погружения, м | до 30,0* |
| Напряжение питающей сети переменного тока привода подачи проволоки, В | 48 |
| Номинальный сварочный ток при ПВ=60 %, А | 500 |
| Пределы регулирования напряжения на дуге, В | 0-50 |
| Потребляемая мощность, Вт, не более | 600 |
| Диаметр подводной самозащитной сварочной проволоки, мм | 1,6-2,0 |
| Пределы регулирования скорости подачи проволоки, м/ч | 0-40 |
| Габаритные размеры погружного блока | 400х350х100 |
| Габаритные размеры блока управления | 320х200х120 |
| Масса устройства (погружного блока с катушкой проволоки и блока управления), кг | не более 24,0 |
* Известны случаи сварки КОПС-М на глубинах более 30 м.
| Порошковая проволока | Сварочный ток | Напряжение дуги | Скорость подачи проволоки | Скорость сварки одного прохода/резки стали толщиной 8 мм |
| ППС-АПЛ2 для сварки диаметром 1,6 мм | 140-240 А | 32-37 В | 3,5-6 м/мин | 0,18-0,24 м/мин |
| ППР-АПЛ1 для резки диаметром 2,0 мм | До 350 А | 30-36 В | 5-9 м/мин | 0,20-0,25 м/мин |
| а) | б) | в) |
Хранение партии порошковой проволоки ППС-АПЛ-2 для поставки заказчику:
а) в полимерной упаковке и коробках массой 15 кг;
б) в металлических бочках массой 60 кг;
в) в кассете массой 15 кг, готовой к зарядке в КОПС-М.
Демонстрация работы.
 youtube.com/embed/kTk6vsYdpzo» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/kTk6vsYdpzo» frameborder=»0″ allowfullscreen=»allowfullscreen»>
Компания Дайвинг Марин Сервис осуществляет подводную сварку и резку
Новости компаний. 10:14 30.09.2014 // новости партнеров, гидравлические системы, подводная сварка и резка металлов, таможенное оформление
Компании: «Дайвинг Марин Сервис», ООО
ООО «Дайвинг Марин Сервис» предлагает услуги подводной сварки и резки |
Современная морская индустрия предполагает строительство и эксплуатацию сотен тысяч судов. Водная стихия порой безжалостна к своим «гостям», особенно часто подвергается разрушающему воздействию подводная часть любого судна. Как следствие — повреждения подводной части корпуса судна, коррозии, потеря плавучести и прочие проблемы, которые требуют решения. Судоремонт – неотъемлемая часть жизни любого судна, он может быть плановым или срочным. В случае, если повреждения не требуют планового докования или проблему нужно решить срочно, применяются подводные работы, то есть подводный ремонт. Современная подводная сварка чаще всего выполняется следующими способами:
Мокрая сварка, которая как любая другая подводная сваркапроводится в зависимости от условий разными способами, условно делится на ручную дуговую сварку и полуавтоматическую сварку. Процесс мокрой сварки базируется на том, что дуга способна стабильно гореть в газовом пузыре при условии сильного, интенсивного охлаждения водой. Собственно, газовый пузырь получается из-за испарения воды, пара и газов металла, который плавится. Вода в сварочной дуге разлагается на кислород и свободный водород, кислород в свою очередь вступает в союз с металлом и образуются окислы. Подводная резка также подразделяется на следующие способы:
Подводная резка с помощью гидравлических систем- это резка, основанная на использовании мощной энергии, которую создает поток жидкости. Подводная сварка и подводная резка сегодня очень востребованы, поскольку являются очень надежным и эффективным способом бездокового ремонта судов. |
 Подводный ремонт дает возможность в более краткие сроки осуществить аварийные работы без необходимости докования. В перечень подводных работ входит подводная сварка и подводная резка.
Подводный ремонт дает возможность в более краткие сроки осуществить аварийные работы без необходимости докования. В перечень подводных работ входит подводная сварка и подводная резка. Такая подводная сварка контролируется с помощью специального пульта управления, который располагается над водой, также в пульте имеются все необходимые контрольные и измерительные приборы. Сухая глубоководная подводная сварка с помощью подобного устройства регулируется и корректируется.
Такая подводная сварка контролируется с помощью специального пульта управления, который располагается над водой, также в пульте имеются все необходимые контрольные и измерительные приборы. Сухая глубоководная подводная сварка с помощью подобного устройства регулируется и корректируется. Металл, который подвергается резке, нагревается до плавящей температуры с помощью электрической дуги, через электрод поступает струя кислорода, сжигающего металлическую часть и выдувающего окислы. Подводная резка такого типа применяется в основном для резки черных металлов, также она требует стабильный и качественный электрический контакт с металлической поверхностью. Подводная резка, выполняемая таким методом, имеет давнюю историю, а впервые была использована в 1915-м году.
Металл, который подвергается резке, нагревается до плавящей температуры с помощью электрической дуги, через электрод поступает струя кислорода, сжигающего металлическую часть и выдувающего окислы. Подводная резка такого типа применяется в основном для резки черных металлов, также она требует стабильный и качественный электрический контакт с металлической поверхностью. Подводная резка, выполняемая таким методом, имеет давнюю историю, а впервые была использована в 1915-м году. Для создания потока под высоким давлением используют гидравлическое масло, которое нагнетается по гибкому шлангу в гидравлической насосной станции (гидрокомпрессоре). Подводная резка таким способом обладает высоким КПД при разумных затратах. Гидравлические системы и инструмент очень надежны, компактны, устойчивы к низким температурам и достаточно просты в эксплуатации.
Для создания потока под высоким давлением используют гидравлическое масло, которое нагнетается по гибкому шлангу в гидравлической насосной станции (гидрокомпрессоре). Подводная резка таким способом обладает высоким КПД при разумных затратах. Гидравлические системы и инструмент очень надежны, компактны, устойчивы к низким температурам и достаточно просты в эксплуатации.— Не понравилось0+ Понравилось
Поделиться новостью
| Подписка Корабел.ру экономит ваше время Подпишитесь на ежедневную рассылку новостей и будьте в курсе всего самого важного и интересного! |
Комментарии 0.
Предыдущая новость
Page 89 — qazet
89
метное влияние на качество металла сварных швов. Водород интенсивно растворяется в жидком
Водород интенсивно растворяется в жидком
металле, вызывая охрупчивание шва. Кислород окисляет сталь и, в первую очередь, содержащие-
ся в ней легирующие элементы. Из-за контакта основного металла и шва с водой и из-за большой
теплоотдачи металла образуются закалочные структуры в металле шва и околошовной зоне, что
опасно возникновением хрупкости.
Мокрая сварка бывает как ручной, так и полуавтоматической.
Ручную сварку выполняет сварщик-водолаз, направляя электрододержателем дугу в требуе-
мое место соединения трубопровода.
При сварке под водой выполняют соединения внахлестку, тавровые, угловые, реже стыковые,
чаще всего способом опирающегося электрода. Так свариваются швы во всех пространственных
положениях. Сварку в вертикальном положении под водой выполняют не снизу вверх , а сверху
Сварку в вертикальном положении под водой выполняют не снизу вверх , а сверху
вниз, при этом электрод наклонен в сторону движения дуги.
В отличии от сварки на воздухе, для сварки под водой требуется более высокое напряжение
постоянного тока 30…35 В, а сила тока должна быть увеличена на 10…20%. Плюсовой провод с
поперечным сечением не менее 50мм
2
приваривается к свариваемому трубопроводу, а минусовой
– к электрододержателю. Для подводной сварки применяют специальные электрододержатели,
которые имеют надежную изоляцию по всей поверхности. Смена электродов производится толь-
ко после отключения электроэнергии. В качестве источников питания электрической дуги при
сварке под водой чаще используются агрегаты постоянного тока типа ПАС-400, САМ-401, ПС-
500,АСУМ-400, оснащенные аппаратурой плавного регулирования силы сварочного тока. Исполь-
Исполь-
зуются электроды с водонепроницаемым покрытием из воска, парафина, раствора целлулоида в
ацетоне, раствора синтетических смол в дихлорэтане. Применяются электроды ЭП-35, ЭПО-
55,УОНИ-13/45П, ЭПС-5,ЭПС-52. Диаметр электродов 4…5мм,коэффициент наплавки от 5,3 до
9,8 г/а·час; необходимая сила сварочного тока от 160 до 240 ампер.
Мокрая сварка имеет множество практических преимуществ:
·процесс осуществляется без каких-либо дополнительных сооружений или устройств;
·сварщик-водолаз имеет большую свободу перемещений и может осуществлять сварку в мес-
тах, недоступных при других способах сварки;
·сварка производится с меньшими предварительными затратами.
Недостатки мокрой ручной сварки:
· невысокая производительность;
·значительное количество выделяемых газов и механических взвесей в рабочей зоне затрудня-
ют визуальный контроль горения дуги и формирования шва;
·течение и давление воды снижают подвижность и устойчивость сварщика;
·качество сварного шва хуже, чем сваренного с сухой среде, прочность и пластичность шва
ниже.
Перспективной является полуавтоматическая мокрая сварка, сочетающая механическую по-
дачу проволоки в зону дуги с маневренностью и универсальностью ручной сварки. Механическая
подача проволоки позволяет длительное время вести сварку без перерывов на смену электродов.
Эффективно вести сварку порошковой проволокой марки ППС-АН1 диаметром 1,2…2мм, разра-
ботанную в институте электросварки имени Е.О. Патона. При этом обеспечивается стабильное
горение дуги и сварные соединения низкоуглеродистой и низколегированной стали оказываются
равнопрочными основному металлу. Наиболее удачными полуавтоматами являются ППСР-300-2
и «Нептун». В качестве защиты шва используют углекислый газ. Сила сварочного тока – до 300
ампер, скорость подачи сварочной проволоки от 6,6 до21,6 см/с. Непрерывная работа сварщика
Непрерывная работа сварщика
обеспечивается втечении 2…2,5 часов. Полуавтомат и баллоны с защитным газом располагаются
на поверхности.
При монтаже подводных трубопроводов, гидротехнических сооружений, при восстановитель-
но-ремонтных работах возникает необходимость в подводной резке металла. Наибольшее рас-
пространение получили способы термической резки (хотя существует и механическая, и кумуля-
тивно-взрывная резка). Применяются такие способы резки, как:
Что такое подводная сварка и как она работает?
Сварка под водой, также известная как гипербарическая сварка, включает сварку при повышенном давлении.
Сварка может выполняться либо в самой воде (известная как мокрая сварка), либо в сухом герметичном корпусе (известная как сухая сварка), причем чаще всего свариваемым материалом является сталь.
Термин «гипербарическая сварка» обычно используется применительно к сухой сварке и «подводной сварке» во влажной среде.
Сухие сварные швы, как правило, имеют лучшее качество, чем мокрые швы, благодаря большему контролю над условиями сварки и возможности выполнять термообработку до и после сварки.
Однако определить качество подводных сварных швов, особенно при мокрой сварке, может быть сложно, так как дефекты трудно обнаружить под поверхностью сварного шва.
Гипербарическая сварка была изобретена в 1932 году русским металлургом Константином Креновым и с тех пор нашла применение по всему миру, в том числе при ремонте судов, трубопроводов и морских нефтяных платформ.
Содержание
Нажмите на ссылку ниже, чтобы перейти к разделу руководства:
- Как работает подводная сварка?
- Обучение подводной сварке
- Типы
- Приложения
- Часто задаваемые вопросы
- Заключение
Как упоминалось выше, существует два основных типа подводной сварки; сухая сварка и мокрая сварка .
При сухой сварке барокамера герметизируется вокруг свариваемой конструкции. Затем камера заполняется газом (обычно смесью кислорода и гелия), чтобы вытеснить воду и создать сухую атмосферу для выполнения сварки. В камере должно быть давление до нужного уровня, чтобы сварщики не страдали от декомпрессионной болезни во время работы.
Однако бывают случаи, когда водолазы-сварщики не имеют доступа к барокамере или когда срочность означает, что ремонт необходимо произвести немедленно. В этих случаях вместо этого можно использовать мокрую сварку.
Влажная сварка основана на выделении пузырьков газа вокруг электрической дуги для защиты сварного шва и предотвращения прохождения электричества через воду. Этот изолирующий слой из пузырьков защищает дайвера, но также закрывает зону сварки, что затрудняет правильное выполнение сварки. Пузырьки также могут нарушить сварочную ванну, а сварной шов может слишком быстро остыть из-за рассеивания тепла через окружающую воду. Это увеличивает риск появления дефектов, таких как растрескивание.
При подводной сварке используется постоянный ток, а не переменный, так как он безопаснее для подводных сварщиков.
Трудно игнорировать риски, присущие подводной сварке, но эти риски также являются причиной того, что подводная сварка является одним из самых высокооплачиваемых вариантов карьеры для коммерческих дайверов.
Многие подводные сварщики начинают обучение, чтобы стать профессиональными сварщиками, прежде чем изучать коммерческое погружение. Вы должны убедиться, что вы поступили в высококачественные учебные заведения, чтобы изучить аспекты сварки и дайвинга, прежде чем искать дальнейшее обучение в аккредитованном учреждении, чтобы объединить навыки подводного сварщика.
На это обучение могут уйти годы, но оно помогает избежать потенциальных опасностей, включая поражение электрическим током и утопление.
Можно использовать различные сварочные процессы как для мокрой, так и для сухой подводной сварки.
Процессы мокрой сварки:
Дуговая сварка в среде защитного металла Этот метод, также известный как сварка стержнем, часто используется для мокрой сварки. С помощью этого универсального и экономичного процесса сварщики создают электрическую дугу между электродом и свариваемой конструкцией. Эта дуга расплавляет и откладывает наполнитель в шов. Электроды и поверхности основного металла должны быть чистыми для правильного выполнения этой сварки, и дайвер также должен осмотреть участок на наличие препятствий или других угроз безопасности.
С помощью этого универсального и экономичного процесса сварщики создают электрическую дугу между электродом и свариваемой конструкцией. Эта дуга расплавляет и откладывает наполнитель в шов. Электроды и поверхности основного металла должны быть чистыми для правильного выполнения этой сварки, и дайвер также должен осмотреть участок на наличие препятствий или других угроз безопасности.
Подробнее
Дуговая сварка с флюсовой проволокой
В этом методе используется трубка из присадочного материала с флюсом в сердцевине. Электродная проволока автоматически подается через сварочный пистолет, что позволяет выполнять точные и контролируемые сварные швы. Этот метод используется для материалов, включая чугун и металлические сплавы, такие как никелевый сплав.
Подробнее
Сварка трением
Сварка трением использует тепло и трение для сплавления материалов и может выполняться под водой.
Узнать больше
Камеры и процессы для сухой сварки:
Тип метода сварки, используемого при сухой сварке, зависит от размера используемой барокамеры. К ним относятся:
К ним относятся:
Сварка в жилых помещениях
Этот метод использует небольшую камеру и часто используется для огневых работ. Газы непрерывно прокачиваются через камеру, чтобы поддерживать пригодную для дыхания атмосферу и поддерживать давление немного выше, чем давление снаружи. Эта разница давлений предотвращает приток опасных газов и горючих углеводородов, а также выведение токсичных сварочных дымов из камеры. Более крупные места обитания могут вместить двух или трех дайверов одновременно.
Сварка давлением
Сварка давлением использует взрывную силу и/или трение. Этот широкий тип сварки в твердом состоянии включает в себя такие процессы, как диффузионная сварка, сварка взрывом, газовая сварка, контактная сварка, ультразвуковая сварка и сварка трением, которые были изобретены TWI в 1991 году. камеры, которые размещаются над зоной сварки для создания сухой атмосферы. Электрод помещается в камеру для создания сварного шва.
Сварка в сухой камере
Подобно сварке в естественных условиях, этот метод использует гипербарическую камеру для создания сухой атмосферы для сварки. Однако в этом случае камера меньше и вмещает только верхнюю часть тела сварщика.
Однако в этом случае камера меньше и вмещает только верхнюю часть тела сварщика.
Что касается процессов, то при сухой сварке используется дуговая сварка защитным металлом и дуговая сварка с флюсовой проволокой, как и мокрая сварка (см. выше). Кроме того, при сухой сварке также используются:
Дуговая сварка вольфрамовым электродом в среде защитного газа
В этом методе, обычно называемом сваркой ВИГ, используется неплавящийся вольфрамовый электрод для создания электрической дуги и еще одна проволока для присадочного материала. Этот метод создает высококачественные, прочные сварные швы, но также требует высокого уровня навыков и точности сварщика.
Подробнее
Дуговая сварка металлическим электродом в среде защитного газа
В этом методе, также известном как «сварка МИГ», используется сварочный пистолет, который автоматически подает присадочную проволоку при одновременной подаче защитного газа для защиты зоны сварки.
Подробнее
Плазменная дуговая сварка
При плазменной дуговой сварке используется электрод для создания электрической дуги. Этот электрод, обычно изготавливаемый из спеченного вольфрама, расположен в корпусе горелки, чтобы дуга не контактировала с инертным газом. Плазма впрыскивается через медное сопло горелки на высоких скоростях, создавая чрезвычайно высокие температуры. Сопло используется для ограничения плазмы в одном направлении для создания точных сварных швов.
Этот электрод, обычно изготавливаемый из спеченного вольфрама, расположен в корпусе горелки, чтобы дуга не контактировала с инертным газом. Плазма впрыскивается через медное сопло горелки на высоких скоростях, создавая чрезвычайно высокие температуры. Сопло используется для ограничения плазмы в одном направлении для создания точных сварных швов.
Узнать больше
Сварка обычно используется для ряда морских и морских работ. Учитывая трудности и опасности подводной сварки, большая часть этих работ выполняется на мелководье или путем перемещения конструкций в первую очередь в сухие места.
Однако сварка конструкций на большей глубине может сэкономить затраты на извлечение конструкции из воды, а также расходы на стыковку в сухом доке. Сварка под водой не только позволяет сэкономить средства, но также может быть использована для аварийного ремонта.
Используется для сварки полностью или частично погруженных в воду морских конструкций, подводная сварка используется на кораблях, плотинах, нефтяных платформах, трубопроводах, мостах и т. д. Методы подводной сварки также используются в приложениях, связанных с атомными электростанциями, реками, каналами и т. д.
д. Методы подводной сварки также используются в приложениях, связанных с атомными электростанциями, реками, каналами и т. д.
Сколько зарабатывает подводный сварщик?
Из-за опасностей, связанных с работой, подводные сварщики могут получать очень хорошую годовую зарплату. Фактическая заработная плата определяется такими факторами, как опыт, сертификация, местоположение, рабочая среда, глубина работы, расстояние от берега, методы погружения и используемое оборудование и многое другое. Статистические данные показывают, что диапазоны заработной платы могут сильно различаться: от примерно 25 000 фунтов стерлингов в год до более чем 230 000 фунтов стерлингов в год.
Как стать подводным сварщиком
Чтобы стать подводным сварщиком, вам нужно быть опытным дайвером, для чего обычно требуется пройти курс обучения в коммерческой школе дайвинга. Это не только научит вас навыкам дайвинга, но также расскажет о безопасности под водой и действиях в чрезвычайных ситуациях. Помимо прохождения школы дайвинга, вам также необходимо быть сертифицированным сварщиком. Имея за плечами эти навыки, вам нужно будет пройти специальный курс подводной сварки, чтобы узнать о конкретных инструментах и методах, связанных с работой. Это обучение может длиться годами.
Помимо прохождения школы дайвинга, вам также необходимо быть сертифицированным сварщиком. Имея за плечами эти навыки, вам нужно будет пройти специальный курс подводной сварки, чтобы узнать о конкретных инструментах и методах, связанных с работой. Это обучение может длиться годами.
Является ли подводная сварка хорошей карьерой?
Профессия подводного сварщика может быть очень прибыльной, но она также требует серьезной подготовки и может быть опасной. В результате многие подводные сварщики инвестируют свои доходы, чтобы выйти на пенсию раньше.
Почему подводная сварка так опасна?
Сварка под водой более опасна, чем сварка на суше, поскольку она выполняется в условиях, в которых действуют дополнительные факторы безопасности. К ним относятся давление газа, давление воды, снаряжение для дайвинга, работа в ограниченном пространстве, электроснабжение и многое другое. Кроме того, подводным сварщикам часто приходится работать в удаленных и потенциально опасных морских зонах, таких как нефтяные вышки и подводные трубопроводы.
Несмотря на финансовое вознаграждение, подводная сварка является одной из самых опасных работ, которые вы можете выполнять: утопление, взрывы и поражение электрическим током представляют собой очень реальную опасность, наряду с долгосрочными проблемами со здоровьем, связанными с вашим носом, легкими и ушами, если слишком много времени тратится на работу глубоко под водой, декомпрессионную болезнь и нападения морской фауны!
Какова смертность при подводной сварке?
Основными причинами смерти подводных сварщиков являются утопление и декомпрессионная болезнь, при этом, согласно исследованиям, уровень смертности среди подводных сварщиков достигает 15%. Это самый высокий уровень смертности среди всех профессий, и вы можете сравнить его со смертностью в 0,2% среди тех, кто занимается лесозаготовками или рыболовством.
Подводная сварка может быть разделена на сухую и мокрую сварку. Сухая сварка, при которой используется гипербарическая камера для создания сухой среды вокруг зоны сварки, в которой работает сварщик, дает лучшие результаты, чем влажная сварка, при которой используются пузырьки, создаваемые защитным газом, для покрытия области сварки.
Подводная сварка — прибыльная и необходимая, но опасная профессия. Методы, используемые для подводной сварки, используются для ремонта морских сооружений и объектов, включая морские трубопроводы, нефтяные вышки и корабли. Подводные сварщики также работают в таких местах, как атомные электростанции.
Сварка под водой — опасное занятие?
Сварка под водой — тяжелая работа.
Под водой шансы против вас.
Давление грозит раздавить тело.
Облака пузырей затрудняют выполнение любой задачи, блокируя визуальные эффекты.
Несмотря на опасность, тысячи берут на себя ответственность за установку подводных сооружений.
Подводные сварщики отвечают за ремонт. трубопроводы, морские нефтяные буровые установки, корабли, дамбы, шлюзы, подводные среды обитания и объекты ядерной энергетики, и это лишь некоторые из них.
Как сваривать под водой
Соединение двух металлических частей под водой требует большого внимания к безопасности. Есть несколько способов, которыми сварщики подходят к этой задаче. В большинстве случаев и в лучшем случае используется система с сухими камерами. Временные барокамеры используются для предотвращения попадания воды в рабочую зону. В камерах одновременно могут находиться до трех сварщиков.
Есть несколько способов, которыми сварщики подходят к этой задаче. В большинстве случаев и в лучшем случае используется система с сухими камерами. Временные барокамеры используются для предотвращения попадания воды в рабочую зону. В камерах одновременно могут находиться до трех сварщиков.
Вентиляторы, управляемые наземным персоналом, последовательно заменяют отработанный воздух новым воздухом. Кабины находятся под давлением, чтобы свести к минимуму последствия пролежней. Подробнее об этом ниже.
В качестве альтернативы существует мокрая сварка, которая используется в основном в крайнем случае. Выбор метода зависит от легкости доступа к области и уровня серьезности.
Влажные сварные швы имеют дополнительную вероятность слишком быстрого охлаждения водой, что увеличивает вероятность растрескивания.
«Мокрая сварка — это случайность или временное явление», — объясняет сварщик под водой Джефф Питерс.
Работа требует работы в сложных условиях глубоко под водой с минимальной видимостью.
Подводный сварщик Питерс предупреждает «Места, где вы работаете, очень темные и очень холодные». в зависимости от страны, в которой вы живете).
К счастью, есть много коммерческих школ дайвинга, которые могут вам помочь. программы, вы сможете выполнять морской ремонт и строительство.
Как это работает?
Использование электричества под водой кажется невероятно опасным, но не обязательно от электричества. В большинстве случаев подводная сварка выполняется с помощью электродуговой сварки, в которой в качестве источника энергии используется электрическая дуга.
При мокрой сварке образуется толстый слой пузырей, поскольку флюс с внешней стороны стержня испаряется. Газовый слой служит для защиты сварного шва от воды и других окисляющих соединений.
Самые популярные
Насколько опасна подводная сварка?
Конечно, как и ожидалось, подводная сварка — невероятно опасная область работы. Хотя многие опасности, связанные с течением воды, мешают водолазным работам , некоторые из самых больших опасностей для подводных сварщиков могут оказаться неожиданными.
Хотя многие опасности, связанные с течением воды, мешают водолазным работам , некоторые из самых больших опасностей для подводных сварщиков могут оказаться неожиданными.
Одна из самых опасных опасностей для дайверов известна как опасность «Дельта P» (ΔP). Дельта P, или дифференциальное давление, представляет уникальную и потенциально смертельную опасность для дайверов.
Дифференциальное давление возникает при пересечении двух водоемов, каждый из которых имеет разный уровень воды, например, уровень воды у плотины.
Разница в глубине создает разницу в давлении, так как вода с большой силой пытается броситься от одного тела к другому. Кроме того, Delta P практически невозможно обнаружить, пока не становится слишком поздно для побега. Разница давлений может достигать сотен фунтов на квадратный дюйм, что затрудняет их побег.
Следовательно, дайвер, оказавшийся в узком месте потока, имеет невероятно высокий риск утонуть.
Перед безопасным выполнением проекта необходимо рассмотреть надлежащую подготовку и практику. Опыт, технические навыки и физическая сила — дополнительные требования, необходимые для погружения. Если меры безопасности не соблюдаются строго, вероятны несчастные случаи со смертельным исходом.
Опыт, технические навыки и физическая сила — дополнительные требования, необходимые для погружения. Если меры безопасности не соблюдаются строго, вероятны несчастные случаи со смертельным исходом.
«Если дайвер использует акваланг, у него нет вспомогательного персонала или средств связи и он не привязан к поверхности — в отличие от типичного сценария с участием сертифицированных коммерческих дайверов — у коммерческого дайвера может закончиться воздух в ловушке, или может начаться гипотермия».
Будущее подводной сварки
Несмотря на развитие технологий в области робототехники, предпринимаются шаги по защите подводных сварщиков. Несмотря на то, что может быть в будущем, сегодня подводные сварщики помогают обслуживать наиболее неотъемлемые компоненты многих отраслей промышленности по всему миру.
До тех пор, пока высокотехнологичные роботы не смогут выполнять сложные задачи с ловкостью человека, подводные дайверы будут по-прежнему необходимы компаниям по всему миру. Это физически и умственно сложная работа, хотя то, что она создает в условиях стресса, компенсируется гордостью за поддержание технологий, на которые сегодня опирается мир.
Это физически и умственно сложная работа, хотя то, что она создает в условиях стресса, компенсируется гордостью за поддержание технологий, на которые сегодня опирается мир.
Стоит ли подводная сварка?
Еще новости
наука
На МКС теперь есть совершенно новый способ избавиться от мусора
Лукия Пападопулос| 08.07.2022
инновации
Phantom Space: новый ракетный стартап заявляет, что может запускать ракеты вдвое дешевле, чем SpaceX
Крис Янг| 20.09.2022
здоровье
Новое исследование показывает, что употребление алкоголя вредно для людей моложе 40 лет
Лукия Пападопулос| 17.07.2022
Что такое гипербарическая сварка? >> Все, что вам нужно знать
Готов поспорить, что, если вы не являетесь сварщиком, мысль о том, чтобы делать это под водой, может вызвать у вас шок и недоверие. Конечно, вы можете ничего не знать о сварке, но вы знаете, что вода и электричество просто несовместимы! Как вообще можно сваривать под водой? Что такое гипербарическая сварка и как она может быть безопасной?
Конечно, вы можете ничего не знать о сварке, но вы знаете, что вода и электричество просто несовместимы! Как вообще можно сваривать под водой? Что такое гипербарическая сварка и как она может быть безопасной?
Гипербарическая сварка — это процесс сварки под водой в барокамере, который избавляет вас от неприятного «шока», который в противном случае мог бы произойти при смешивании воды и электричества. Это чрезвычайно важный навык, потому что существует множество мест, требующих гипербарической сварки, таких как дамбы, нефтяные вышки, корабли и даже некоторые атомные электростанции.
Везде, где требуется изготовление металлических конструкций под водой, подводные или гипербарические сварщики могут справиться с этой задачей.
Здесь вы можете найти статью с нашего сайта о 7 шагах, чтобы избежать поражения электрическим током при сварке под водой.
Содержание
Подводная сварка 101 На практике гипербарическая сварка на самом деле старше, чем вы можете себе представить. Впервые он был изобретен еще в 1932 году русским металлургом Константином Хреновым. Он работает аналогично обычной наземной сварке, поскольку он также включает сплавление различных соединений и металлических деталей вместе с помощью дуги.
Впервые он был изобретен еще в 1932 году русским металлургом Константином Хреновым. Он работает аналогично обычной наземной сварке, поскольку он также включает сплавление различных соединений и металлических деталей вместе с помощью дуги.
Большая разница, конечно, в том, что вы делаете это под водой, несмотря на то, что наша интуиция подсказывает нам, что смешивать электричество и воду — очень плохая идея.
Прежде чем продолжить чтение, вот статья, которую мы написали о различных типах подводной сварки.
Подводные сварщики обучены специальным методам управления электрическим потоком их инструментов таким образом, чтобы уменьшить этот риск. Как подробно описано ниже, они делают это с помощью методов сухой и мокрой сварки.
Для изучения требуется специальная подготовка. Однако сам процесс сварки во многом похож на обычную сварку.
Таким образом, если вы уже являетесь сварщиком или коммерческим водолазом, у вас будет преимущество в обучении и вы сможете больше сосредоточиться на половине набора навыков, которые вам еще нужно получить.
В дополнение к навыкам сварки, гипербарические сварщики должны уметь легко передвигаться под водой, что означает получение и сдачу коммерческих уроков дайвинга. Обычно требуется от 2,5 до 6 лет , чтобы стать сертифицированным подводным сварщиком.
Во время обучения вы научитесь не только приемам коммерческого дайвинга и тому, как их использовать в контексте гипербарической сварки, , но и дополнительным навыкам, таким как резка, установка такелажа, подгонка и подводная фотосъемка.
Риски и выгоды
Нельзя отрицать, что подводная сварка может быть опасным занятием. Каждый раз, когда речь идет об электричестве, глубоководных погружениях и давлении, всегда присутствует большой риск.
Малейшая ошибка может привести к чему угодно: от неудачной работы до удара током, изгибов или других проблем, связанных с дайвингом.
Тем не менее, вознаграждение за успешную карьеру подводного сварщика потенциально огромно. Дайверы часто могут зарабатывать от 25 до 80 тысяч долларов, хотя шестизначная зарплата для опытных сварщиков гипербарической сварки не является редкостью.
Дайверы часто могут зарабатывать от 25 до 80 тысяч долларов, хотя шестизначная зарплата для опытных сварщиков гипербарической сварки не является редкостью.
Кроме того, вы испытываете удовлетворение от осознания того, что занимаетесь конструктивной, редкой и сложной работой, с которой не каждый может справиться.
Гипербарическая сварка может показаться смесью инженерного азарта, Индианы Джонса и «Двадцать тысяч лье под водой» , объединенных в уникальную водную карьеру.
Если вы уже обладаете навыками подводного плавания или сварки или ищете новый вызов с фиксированной оплатой для опытного персонала, потенциальные выгоды от подводной сварки намного превышают риски.
Сухая и мокрая сваркаДва основных типа подводной сварки — это сухая и мокрая сварка.
Первый из них демонстрирует неправильное название и неправильное представление о подводной сварке, а именно, что все это делается под водой. Наоборот, несмотря на то, что большая часть работы действительно выполняется, когда сварщик находится под водой, поскольку он также использует многие традиционные методы сварки, он также может выполняться в сухих условиях.
Наоборот, несмотря на то, что большая часть работы действительно выполняется, когда сварщик находится под водой, поскольку он также использует многие традиционные методы сварки, он также может выполняться в сухих условиях.
Сухая сварка включает использование барокамеры , в которой происходит большая часть сварки. Именно поэтому гипербарическая сварка является еще одним вариантом подводной сварки.
Это позволяет сварщику работать в сухой атмосфере, все еще находясь под водой, содержащей смесь различных газов , что было бы невозможно в противном случае. Это позволяет сварщику выполнять сварку в контролируемых и надежных условиях.
Тем не менее, барокамеры могут быть дорогими, поэтому мокрая сварка может быть надежной экономичной альтернативой. Практики используют экранированную электрическую дугу, которая использует подключенный источник питания.
Из-за связанных с этим рисков и трудностей мокрая сварка менее предпочтительна, чем гипербарическая сварка. Во-первых, мокрая сварка может привести к проблемам с качеством, из-за слишком быстрого охлаждения сварных соединений из-за того, что вода вызывает быстрое рассеивание тепла.
Во-первых, мокрая сварка может привести к проблемам с качеством, из-за слишком быстрого охлаждения сварных соединений из-за того, что вода вызывает быстрое рассеивание тепла.
Это может привести к растрескиванию сварного металла или повреждению соединений . По этой причине крайне важно следить за тем, чтобы скорость охлаждения металла при сварке тщательно и тщательно контролировалась.
При сварке на открытой воде практически невозможно добиться необходимого для этого уровня осторожности.
Технологии сваркиВ этом основном подразделении мокрой и сухой подводной сварки существует несколько различных типов методов. Точно так же, как для каждой работы существуют разные задачи, существуют разные способы выполнения работы, когда сталкиваешься с задачей, требующей подводной сварки.
Три наиболее распространенных метода гипербарической сварки включают:
- Дуговая сварка металлическим электродом в среде защитного газа: Это самый распространенный тип подводной сварки, который используется более 9 раз. 0% времени, особенно при мокрой сварке. Он также известен как сварка стержнем, потому что он включает в себя использование цилиндрических узлов для создания электрической дуги. Его можно использовать для алюминия, нержавеющей стали и целого ряда других металлов, что делает его одним из самых универсальных методов подводной сварки.
 0% времени, особенно при мокрой сварке. Он также известен как сварка стержнем, потому что он включает в себя использование цилиндрических узлов для создания электрической дуги. Его можно использовать для алюминия, нержавеющей стали и целого ряда других металлов, что делает его одним из самых универсальных методов подводной сварки.
0% времени, особенно при мокрой сварке. Он также известен как сварка стержнем, потому что он включает в себя использование цилиндрических узлов для создания электрической дуги. Его можно использовать для алюминия, нержавеющей стали и целого ряда других металлов, что делает его одним из самых универсальных методов подводной сварки.- Дуговая сварка порошковой проволокой: В этом методе используется катушка, которая обеспечивает постоянную подачу, что дает сварщикам жизненно важный присадочный металл, включая чугун и никелевые сплавы.
- Сварка трением: При этом, как вы уже догадались, трение используется для получения тепла, необходимого для успешной гипербарической сварки. Используется для различных термопластов и металлов.
Гипербарическая сварка, сочетающая в себе навыки подводного плавания и инженерную изобретательность, приносит волшебство металлообработки под водой.
Источник: weldingheadquarters. com
com
Другие статьи о сварке
Сколько времени нужно, чтобы научиться сварке?
Различные типы пламени для газовой сварки и их применение
Можно ли сваривать сталь и алюминий?
Правда о карьере сварщика под водой
Последнее обновление: Гаррет Стронг
Какой-то сварной шов. Какое-то погружение. Никогда не думали о совмещении этих профессий?
Вы не одиноки.
Подводная сварка требует очень мало времени для обучения, но лет для освоения. Многие подводные сварщики начинают свое путешествие в школе подводного плавания, стремясь сделать решительный шаг как можно быстрее.
Подводные сварщики могут зарабатывать серьезные деньги:
При должном опыте вы можете легко забрать домой более 100 000 долларов в год, по словам дайверов и представителей школ дайвинга, с которыми я разговаривал и исследовал .
Большинство зарабатывают около 25 000–80 000 долларов в год. Тем не менее, очень мало вашего времени будет потрачено на сварку под водой. Технически подводных сварщика относятся к категории коммерческих водолазов.
Ваша карьера будет сосредоточена в одном из двух мест: в море или на суше.
Вот вам разбивка:
[elementor-template id=”13402″]
Среди прудов, рек и озер вашего района вы принесете домой зарплату в размере около $40,000 – $80,000 . Большая часть вашей работы будет сосредоточена на доках, мостах, плотинах и малых судах.
Внутренние водолазы-сварщики не получают денег своих оффшорных коллег.
Но они могут позволить себе менее строгий график (40 часов в неделю) и меньше командировок. К сожалению, когда дело доходит до сварки, пресная вода создает более нестабильную среду из-за отсутствия ионов соли.
Запланируйте много практики, прежде чем бить по дуге здесь.
В океане вы будете зарабатывать 40 000–100 000 долларов или более в год.
Морские подводные сварщики проводят большую часть своего времени на нефтяных вышках или больших морских судах, таких как корабли ВМФ. Их рабочий график редко нарушается: нередко они работают по 80 и более часов в неделю. Однако из-за вашего напряженного графика подводные сварщики обычно возвращаются вглубь суши после месяца, проведенного в море.
В океане подводные сварщики много занимаются очисткой, сваркой труб и монтажом под основными платформами. Они должны обладать хорошей головой для ремонта крупной техники.
А если у них есть опыт работы Водолазным медицинским техником — это большой бонус.
В отличие от подводного плавания на суше, водолазы-сварщики должны приезжать на зиму. Океаны просто слишком опасны: приливные волны, ураганы и тому подобное.
Если вы думаете заранее, вы можете найти сезонную работу со сварочным цехом вдоль побережья и получить дополнительный сварочный опыт до наступления весны.
Потенциал заработка подводных сварщиков на суше или на море составляет 9 баллов. 0392 крупных скачков после первых 3-5 лет работы в отрасли.
0392 крупных скачков после первых 3-5 лет работы в отрасли.
Эти годы становления формируют… или ломают тебя. Если вы справитесь, вы станете крупной рыбой: у вас будет гораздо больше шансов найти работу, чем у мелких рыб — ваших менее опытных коллег.
Сварка под водой: Процентили заработка
Хотите подробностей?
Вот разбивка некоторых последних доходов подводных сварщиков в США:
- 29 долларов.,220 (нижние 10%)
- 45 890 долларов США (медиана 50%)
- $84 370 (верхние 90%)
Бюро трудовой статистики выпускает отчет каждый год и предоставляет эту статистику.
Помимо опыта, подводные сварщики должны учитывать и другие характеристики, повышающие ваш заработок.
Под давлением… и на глубине Подводные сварщики редко выполняют настоящую «сварку» ниже 15 метров, но ниже этого уровня существует множество других востребованных морских работ. Дайвинг с насыщением (большая глубина воды в течение нескольких дней или недель) является чрезвычайно конкурентоспособной отраслью этой области, в первую очередь из-за оплаты.
Работодатели могут платить от 1 до 4 долларов за фут .
Может показаться, что это не так уж и много, но ноги, безусловно, складываются; Дайвер нередко работает на глубине 500 футов и более.
Тяжелая работа: сверхурочная работаВ природе водолазной работы есть естественные приливы и отливы, как и приливы. Подводные сварщики на морских проектах могут рассчитывать на две или три 60-часовые рабочие недели подряд (или одну 80-часовую неделю) . И все эти сверхурочные недешевы: обычно 50-процентное увеличение почасовой оплаты считается стандартным.
Подводные сварщики пользуются этим сезоном тяжелой работы, так как в холодные месяцы работы обычно меньше (по крайней мере, в открытом море).
Уровни сертификации : Более высокая квалификация означает, что вы сможете решать более сложные задачи. Работодатели будут платить больше за ваш набор навыков.
Выполнение работы : Как и во всех профессиях, у вас есть определенный набор обязанностей, которые необходимо выполнять на «удовлетворительно» или выше.
Размещение . Если вы находитесь в оффшоре, оплата может увеличиваться по мере удаления от берега. Это связано с большим риском, которому вы подвергаете себя.
Автор: Гаррет Стронг
Я владелец сайта MakeMoneyWelding.com. Сварка действительно затронула меня, и я страстно занимаюсь ею уже почти 9 лет. Недавно я получил квалификацию AWS, чтобы повысить свои навыки. Теперь я решил помочь другим учиться, поэтому я выпустил курс сварки MIG, чтобы помочь новичкам быстро учиться.
Процедуры и безопасность подводной сварки
Посмотреть полную статью здесь.
Дэвид Дж. Китс Минстндт, Engtech, Techweldi
ОСНОВНЫЕ ТЕХНОЛОГИИ
Для успешной мокрой сварки, независимо от того, являетесь ли вы опытным сварщиком или новичком, первое, что вы должны принять, — это ряд личных навыков. которые можно использовать для сварки на поверхности, для подводной сварки не существует. Часто, когда я разговариваю с водолазами, меня спрашивают, могу ли я, не являясь сварщиком, научить кого-нибудь сварке удовлетворительного качества за две недели. Что ж, за исключением отсутствия базовых навыков координации, ответ — да.
Часто, когда я разговариваю с водолазами, меня спрашивают, могу ли я, не являясь сварщиком, научить кого-нибудь сварке удовлетворительного качества за две недели. Что ж, за исключением отсутствия базовых навыков координации, ответ — да.
Подготовив более тысячи водолазов за несколько лет, за редким исключением, можно было бы ожидать, что не сварщик сможет выполнить многопроходную угловую сварку, по крайней мере, в горизонтально-вертикальном и вертикальном положениях вниз в течение этого периода времени. Еще большее удивление вызывает мой обычный ответ опытным сварщикам поверхностей. «Ну, это будет зависеть от того, сможете ли вы достаточно быстро отказаться от общепринятой практики поверхностной сварки». «Нет проблем» — обычный ответ. Тем не менее, я еще не встречал сварщика поверхности, который мог бы просто взяться за методы мокрой сварки без каких-либо краткосрочных трудностей.
Видите ли, для опытного сварщика на поверхности ряд навыков и манипулятивных приемов, которые он понимает, будет работать на поверхности, при определенных обстоятельствах, мало поможет под водой. Он должен, за исключением того, что диапазон личных навыков и таланта, которыми он обладает для поверхностной сварки, на ранних этапах обучения не принесет ему никакой пользы, когда дело доходит до мокрой сварки. Это связано с тем, что основные методы мокрой сварки на самом деле очень просты. Просто нет необходимости в каких-либо умных способах получения хорошего подводного мокрого шва. Лучше всего просто.
Он должен, за исключением того, что диапазон личных навыков и таланта, которыми он обладает для поверхностной сварки, на ранних этапах обучения не принесет ему никакой пользы, когда дело доходит до мокрой сварки. Это связано с тем, что основные методы мокрой сварки на самом деле очень просты. Просто нет необходимости в каких-либо умных способах получения хорошего подводного мокрого шва. Лучше всего просто.
Три основных метода подводной сварки мокрым электродом, которым я обучаю, следующие:
1. Техника перетаскивания или самопотребления.
2. Осцилляционная техника.
3. Техника шаг назад.
Все это сенсорные техники. Это основной принцип всей подводной мокрой сварки. Конечно, по мере того, как вы становитесь намного более компетентным, вы можете и начнете отклоняться от своего собственного стиля. Верно сказать, что сенсорные технологии — это не единственный способ, которым может осуществляться мокрая сварка, но, безусловно, на базовом/стандартном уровне это единственные требуемые методы.
1. ПЕРЕТЯГИВАНИЕ
При использовании метода перетаскивания электрод просто перетаскивается по изделию, и дайверу нужно лишь слегка надавить вниз, пока электрод расходуется. При условии, что он поддерживает соответствующий угол опережения и наклона, а также соответствующую скорость перемещения, электрод почти сам по себе создаст правильный валик подходящего профиля. Возможно, в конце концов это звучит не так просто, со всеми этими разными вещами, которые нужно освоить. Ну, это, конечно, не сложная техника.
Возможно, самое сложное, что большинству тренирующихся трудно освоить на ранних этапах, это не столько правильные углы опережения/наклона, или правильная скорость движения, или даже соблюдение техники касания. Безусловно, наиболее распространенным фактором, который вызывает большинство головных болей, является установление правильного тока. Потому что справедливо сказать, что независимо от того, насколько хорошо вы пытаетесь контролировать вышеперечисленное, без подходящего тока вы находитесь в «липкой калитке» (без выигрыша), и вам может потребоваться некоторое время, чтобы распознать правильные значения тока.
Потому что справедливо сказать, что независимо от того, насколько хорошо вы пытаетесь контролировать вышеперечисленное, без подходящего тока вы находитесь в «липкой калитке» (без выигрыша), и вам может потребоваться некоторое время, чтобы распознать правильные значения тока.
Чтобы разрешить незначительные изменения скорости движения, необходимо изменить угол опережения. Как правило, чем круче угол опережения, тем медленнее скорость перемещения, шире валик сварного шва и глубже проплавление. Для мокрой сварки под водой требуется меньший угол в плане, чем для поверхностной сварки, в пределах 35–45º. Это необходимо для того, чтобы пузыри могли выйти, не мешая чрезмерно сварочной ванне.
Другим очень важным углом является угол наклона. Это используется для обеспечения точного наплавления внутри соединения. Необходимо понимать, что при использовании контактных методов угол наклона является единственным механизмом, который можно использовать для наплавки металла в определенном месте, и поэтому использование контроля угла наклона имеет жизненно важное значение.
Техника перетаскивания сначала будет использоваться новичком. Это позволит на некоторое время адаптироваться, так как информация, предоставляемая дугой, несколько сбивает с толку, и на практике технику постоянного контакта легче поддерживать, и она приведет к воспроизводимости результатов. позволяет лучше контролировать качество.
Однако, как и во всех методах сварки, существует тщательный баланс между всеми органами чувств, т. е. зрением, слухом и осязанием. Этот метод, в частности, лучше всего использовать на втором проходе многопроходного углового сварного шва, поскольку обычно требуется только простой стрингерный валик. Для стыковых сварных швов также очень хорошо подходит метод сопротивления. Положение при сварке очень мало влияет на этот конкретный метод (более подробное руководство по всем методам см. в листе упражнений по сварке). работа. Этот метод подходит как для угловых, так и для стыковых швов.
 youtube.com/embed/kI3GcIuXCHs» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/kI3GcIuXCHs» frameborder=»0″ allowfullscreen=»allowfullscreen»/> 2. КОЛЕБАНИЕ
Я так долго использовал это слово, что, возможно, должен сообщить вам, что, строго говоря, это неправильный термин/определение, используемое для ручной сварки. Тем не менее, я использую его, потому что тогда нет никакого недопонимания между этим и более известным термином «плетение». Я не использую термин «плетение», потому что его значение является неточным. Под водой при использовании сенсорных техник плетение не используется, хотя вполне возможно, но не нужно.
Хорошо, теперь мы с этим разобрались, давайте посмотрим, что мы делаем. При осцилляции электрод колеблется так, что точка, ближайшая к держателю, а не конец, ближайший к работе, поднимается и опускается в вертикальном направлении, т. е. угол наклона постоянно изменяется во время сварки. Это способствует осаждению металла и предотвращает неконцентрическое горение электрода, особенно при сварке в корне шва.
Концентрическое горение можно описать как равномерное плавление электрода по всей его окружности. Из-за того, что для мокрой сварки требуются несколько меньшие углы подъема, а также из-за того, что используется технология касания, электрод контактирует только с небольшой площадью поверхности. Это рано или поздно приводит к тому, что ближайшая к заготовке часть горит немного быстрее, чем ее противоположная сторона. В результате происходит неравномерное оплавление электрода, и дуга отклоняется в ближайшую к работе точку. На данном этапе просто невозможно проконтролировать наплавку металла или даже нормально увидеть дугу. В определенных обстоятельствах это можно исправить, просто повернув запястье, что позволит противоположной стороне электрода соприкоснуться с обрабатываемой деталью, позволяя флюсовому покрытию наверстать упущенное.
Этот особый метод лучше всего использовать для корневого прохода в угловых сварных соединениях, потому что именно в этом случае электрод, скорее всего, будет плохо себя вести.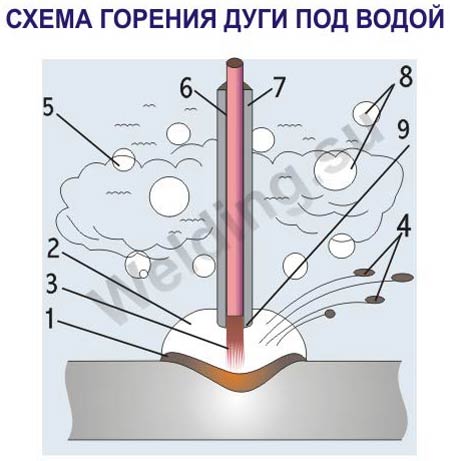
3. ШАГ НАЗАД
Опять же, это слово не является термином, приведенным в BS 499-1: 1991 сварочные термины и символы. Тем не менее, я использую его, потому что он точно описывает технику. Этот метод включает остановку скорости движения вперед на секунду, а затем перемещение назад в сварочную ванну на несколько миллиметров. Этот метод помогает улучшить толщину шва и ширину сварного шва, а также некоторые улучшения в контроле скорости затвердевания/охлаждения сварочной ванны. Однако оба эти метода требуют от дайвера немного большего мастерства и опыта, а также понимания характера затвердевания сварного шва и его воздействия на материал. Достаточно сказать, что это немного сложнее из-за большей степени требуемого контроля.
По крайней мере, для угловых швов этот метод очень хорошо подходит для последнего прохода трехпроходной сварки. Это связано с тем, что он устранит любые небольшие ошибки, вызванные неточным размещением сварного шва во втором проходе, и позволит привести в порядок весь сварной шов. Точное размещение шва, независимо от того, какой метод используется, является еще одной трудностью мокрой сварки, которую может ожидать стажер.
Точное размещение шва, независимо от того, какой метод используется, является еще одной трудностью мокрой сварки, которую может ожидать стажер.
Если вы сейчас быстро взглянете на листы упражнений, то увидите, что угол наклона — это механизм, который контролирует, где именно наплавляется сварной шов. Уверен, вы не удивитесь, узнав, что для того, чтобы сделать из этого полный хэш, многого не нужно. Угловой шов, без сомнения, является наиболее распространенным типом соединения, используемым для мокрой сварки, и эта книга посвящена преимущественно ему. Тем не менее, стыковые швы могут быть выполнены так же успешно, хотя они не требуют ничего такого, как для угловых швов.
В главе о металлургии сварки вы увидите различные сварные швы, как угловые, так и стыковые, которые были успешно завершены. Как упоминалось ранее в отношении электродов для мокрой сварки под водой, флюсовое покрытие выходит за пределы конца основной проволоки, что помогает предотвратить сварку конца электрода или прилипание к изделию и обеспечивает приемлемый перенос расплавленного металла через дуговой промежуток. Следует также помнить, что углы опережения и наклона, а также скорость перемещения, гораздо более важны при подводной сварке, чем сварка на поверхности, из-за условий видимости и окружающей среды, и поэтому вам потребуется некоторое время, чтобы освоить их.
Следует также помнить, что углы опережения и наклона, а также скорость перемещения, гораздо более важны при подводной сварке, чем сварка на поверхности, из-за условий видимости и окружающей среды, и поэтому вам потребуется некоторое время, чтобы освоить их.
ДЭВИД КИТС
Дэвид Китс является управляющим директором Specialty Welds Ltd, компании, специализирующейся на обучении подводных сварщиков, консультировании и услугах по инспекции сварки. Specialty Welds — британская компания, и Дэвид работает в сфере сварки более 39 лет. Дэвид опубликовал две книги по подводной сварке и предлагает курс сварки Weldcraft-Pro другим поставщикам обучения, а также коммерческим компаниям. Для получения дополнительной информации о Дэвиде и его компании посетите сайт //www.specialwelds.com.
ПРИЛОЖЕНИЕ D: БЕЗОПАСНОСТЬ ПРИ ПОДВОДНОЙ РЕЗКЕ И СВАРКЕ
D-1 НАЗНАЧЕНИЕ
В этом приложении описаны меры предосторожности, которые необходимо соблюдать при подготовке и проведении подводной резки или сварки. Весь персонал должен прочитать и усвоить меры предосторожности, перечисленные в этом разделе, а также краткое описание техники безопасности, содержащееся в начале данного руководства. Отклонения от установленных норм, конечно, потенциально опасны; тем не менее, наиболее серьезным аспектом игнорирования правил безопасности может быть не первоначальное отклонение, а склонность относиться к другим правилам так же небрежно. Помните, что безопасность — это работа на полный рабочий день, и чем более осознанным становится каждый член команды, тем безопаснее каждое погружение. операция становится.
Весь персонал должен прочитать и усвоить меры предосторожности, перечисленные в этом разделе, а также краткое описание техники безопасности, содержащееся в начале данного руководства. Отклонения от установленных норм, конечно, потенциально опасны; тем не менее, наиболее серьезным аспектом игнорирования правил безопасности может быть не первоначальное отклонение, а склонность относиться к другим правилам так же небрежно. Помните, что безопасность — это работа на полный рабочий день, и чем более осознанным становится каждый член команды, тем безопаснее каждое погружение. операция становится.
Подробную информацию о химических опасностях, встречающихся при спасении, см. в Руководстве по безопасности при спасании кораблей ВМС США (S0400-AA-SAF-010), которое охватывает токсичные, взрывоопасные, коррозионные и другие опасности особого характера.
D-2 ОБЩИЕ СВЕДЕНИЯ
Операции подводной резки и сварки сопряжены с несколькими опасностями, включая смертельные электрические токи, газы, богатые кислородом и водородом, которые взрываются в присутствии искры, и температуру кончика электрода, превышающую 10 000°F. Невозможно предусмотреть все возможные ситуации, которые могут возникнуть при подводной резке или сварке. Следовательно, нельзя предполагать, что безопасные условия эксплуатации будут созданы просто путем слепого следования рекомендациям, изложенным в данном руководстве. Тем не менее, при наличии глубоких знаний основ резки и сварки в сочетании со здравым смыслом и здравым смыслом процедуры, описанные в данном руководстве, могут выполняться с максимальной безопасностью.
Невозможно предусмотреть все возможные ситуации, которые могут возникнуть при подводной резке или сварке. Следовательно, нельзя предполагать, что безопасные условия эксплуатации будут созданы просто путем слепого следования рекомендациям, изложенным в данном руководстве. Тем не менее, при наличии глубоких знаний основ резки и сварки в сочетании со здравым смыслом и здравым смыслом процедуры, описанные в данном руководстве, могут выполняться с максимальной безопасностью.
D-3 ВЗРЫВООПАСНЫЕ ГАЗЫ
ПРЕДУПРЕЖДЕНИЕ: НЕ пытайтесь ускорить резку, создавая огонь или пламя глубоко внутри металла. Такая ситуация может привести к взрыву.
ПРЕДУПРЕЖДЕНИЕ. Дайвер подвергается риску серьезного поражения электрическим током, выполняя операции по резке или сварке, будучи лишь частично погруженным в воду. Следовательно, зона заплеска является наиболее опасным местом, в котором может находиться дайвер.
ПРЕДУПРЕЖДЕНИЕ: НИКОГДА не подносите резак к раструбу с включенным кислородом или с работающим сварочным генератором.
D-3.1 Общая информация. Газы, образующиеся при подводной резке, богаты кислородом и водородом и могут взорваться, если их поймать и воспламенить. Газы от подводной резки будут собираться в закрытых отсеках, открытых трубчатых конструктивных элементах, открытых системах трубопроводов, фигурных конструктивных элементах и под такими элементами, как двутавровые балки. Перед резкой необходимо обеспечить удаление существующих газов и исключить возможность дальнейшего захвата газа. См. Техническое руководство по кораблям ВМФ NAVSEA S9.086-CHSTM-030/CH-074 Том 3 для получения подробной информации по безгазовой технике.
Если наличие захваченных взрывоопасных газовых смесей неясно, может потребоваться просверлить отверстия в подходящих местах для выхода газов. Это приведет к затоплению отсека морской водой. Альтернативой может быть продувка отсека смесью газов, которые не поддерживают горение.
D-3.2 Специальная информация. В процессе подводной резки и сварки образуются взрывоопасные газы.
. При резке при включенном питании или сварке водород и кислород выделяются из воды и перемещаются отдельно в виде пузырьков. Эти пузырьки могут собираться в ловушке или ограниченном пространстве над головой. Когда водород и кислород объединяются, они воспламеняются, вызывая хлопающий звук.
. Кислородная резка эффективна примерно на 60 процентов, в результате чего в окружающую среду выбрасывается примерно 40 процентов чистого кислорода. Этот газ может попасть в ловушку над рабочей зоной и в сочетании с топливом, таким как углеводороды, может легко воспламениться водородным пузырем или искрой, попавшей в пузырек.
Любой хлопок является признаком скопления взрывоопасных газов над подводной рабочей зоной и моментом, когда необходимо прекратить резку или сварку и выяснить причину.
Перед началом какой-либо подводной резки или сварки необходимо изучить построенные чертежи и физическую конфигурацию рабочей зоны, чтобы определить все эти области и пустоты, которые могут содержать или улавливать взрывоопасные газы. Эти зоны и пустоты должны вентилироваться или инертизироваться в соответствии с Техническим руководством по кораблям ВМФ NAVSEA 59.086-CH-STM-030/CH-074 Vol 3 для предотвращения возможных взрывов.
Эти зоны и пустоты должны вентилироваться или инертизироваться в соответствии с Техническим руководством по кораблям ВМФ NAVSEA 59.086-CH-STM-030/CH-074 Vol 3 для предотвращения возможных взрывов.
Следует также соблюдать осторожность при резке или сварке ограждений, расположенных на руслах рек или над ними, особенно в грязи, поскольку захваченный газ метан в надлежащих концентрациях может взорваться.
Взрывоопасные газы могут образовываться в результате одного из следующих процессов или их комбинации:
. Нефтепродукты, такие как бензин, мазут или смазки;
. Среды для смешивания красок, такие как льняное масло или разбавители;
. Эпоксидные смолы, клеи и растворители;
. Боеприпасы или объемные взрывчатые вещества;
. Разлагающиеся растительные или животные остатки; и
. Несгоревшие газы от резаков.
Необходимо принять все меры предосторожности для предотвращения подводного взрыва. Чтобы свести к минимуму возможность взрыва из-за захваченных газов, рекомендуются следующие процедуры:
a. Начинайте резать с самой высокой точки и двигайтесь вниз.
Начинайте резать с самой высокой точки и двигайтесь вниз.
B. При резке толстого материала, т. е. карданного вала, режьте снаружи и обрабатывайте по окружности. Извлекая электрод каждые несколько секунд, чтобы позволить воде попасть в разрез, внутри металла не может возникнуть чрезвычайно высокая температура. Следует использовать чистку или поглаживание в направлении предполагаемого разреза.
C. Газы могут выпускаться на поверхность с помощью вентиляционной трубы (гибкого шланга), закрепленной на месте от верхней точки, где будут собираться газы, до положения выше ватерлинии.
D. При работе под кингстонным сундуком газ можно выпустить, кратковременно открыв внутренний клапан или вышеописанным способом.
D-4 ЭЛЕКТРИЧЕСТВО ПОД ВОДОЙ
ВНИМАНИЕ: Переменный ток нельзя использовать для подводной резки или сварки из-за чрезвычайной опасности, связанной с переменным током под водой.
Электрошок, вызванный переменным током, предотвращает произвольное расслабление мышц, управляющих рукой. Следовательно, дайвер может быть не в состоянии отпустить воду, если его тело или оборудование случайно войдут в электрическую цепь.
Электричество и вода несовместимы по своей природе, и использование электрооборудования под водой представляет потенциальную опасность поражения электрическим током как для водолаза, так и для тендера. При использовании электрооборудования, такого как резка, сварка или подводное освещение, водолаз и тендер должны быть защищены от поражения электрическим током. Весь персонал, занятый подводной резкой и сваркой, должен пройти тщательную подготовку по СЛР и оказанию первой помощи, чтобы он мог оказать немедленную помощь в случае аварии.
Результаты исследования, проведенного для ВМФ, показали, что основной подводной опасностью поражения электрическим током, с которой сталкиваются водолазы, занятые сваркой и резкой, является поражение электрическим током без летального исхода. Опасность возникает, когда дайвер в неподходящей защитной одежде находится в непосредственной близости от относительно мощного источника электричества. Было обнаружено, что переменный ток представляет значительно большую угрозу для дайвера, чем постоянный ток, поэтому переменный ток НЕ будет использоваться для подводной резки или сварки.
Опасность возникает, когда дайвер в неподходящей защитной одежде находится в непосредственной близости от относительно мощного источника электричества. Было обнаружено, что переменный ток представляет значительно большую угрозу для дайвера, чем постоянный ток, поэтому переменный ток НЕ будет использоваться для подводной резки или сварки.
Известно, что электрический ток выше уровня удара, проходящий через ткани человека, временно изменяет физиологическую функцию клеток. Долгосрочные эффекты, если таковые имеются, неизвестны. Гораздо более высокие уровни могут вызвать термические ожоги. Сильные удары предположительно могут привести к остановке дыхания или сердца у дайверов. Кроме того, легкие удары могут вызвать потерю контроля, панику или травму из-за непроизвольного сокращения мышц. Поэтому, за исключением покалывания при зажигании дуги, неприятные удары электрическим током нельзя допускать при работе под водой, даже если физиологические повреждения могут не проявляться сразу.
Правила безопасности, перечисленные в следующих разделах, необходимо соблюдать, чтобы обеспечить максимальную личную безопасность дайвера.
D-5 ОБЩИЕ МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ ПОДВОДНОЙ РЕЗКЕ И СВАРКЕ
Существует множество условий, которые затрудняют работу под водой. К ним относятся неблагоприятные течения, неустойчивое основание, плохая видимость и низкие температуры. Постоянным источником опасности является падение или перекатывание отрезанных деталей. Особенно это касается аварийно-спасательных работ. Это, в сочетании с опасностями, связанными с использованием электрической дуги, способной вызвать смертельный удар, серьезные ожоги и образование взрывоопасных газов, создают ситуацию, когда дайвер должен быть предельно бдителен. Необходимо соблюдать следующие меры предосторожности:
а. Перед началом резки следует провести тщательный осмотр, чтобы узнать, как будут падать отрезанные детали и нет ли каких-либо выступов, проводов или других предметов, которые могут запутать линии или вызвать неожиданное качание детали.
B. Будьте предельно осторожны при разрезании туго стянутых тросов, например, проволоки, намотанной на корабельный гребной винт. При разрыве проволока может отскочить назад с силой, подобной пружине.
C. Перед резкой убедитесь, что шлангокабели и водолазное оборудование не находятся на пути шлака от операции резки.
D. По возможности избегайте резки над головой, так как падающий расплавленный материал может серьезно повредить водолазный шлем, одежду и шлангокабель.
E. Никогда не кладите и не переносите электрододержатель при включенном питании.
F. Никогда не меняйте электрод при включенном питании.
G. Дайвер никогда не должен допускать, чтобы какая-либо часть тела или оборудование соприкасались с заземленным изделием, когда предохранительный выключатель замкнут.
H. Следует соблюдать осторожность при переноске водолазом больших незакрепленных металлических предметов (например, гаечных ключей и рюкзаков), чтобы исключить их контакт с электродом под напряжением или работой.
Подводная сварка 101: Прочтите это и станьте экспертом за 5 минут!
Идея сварки под водой кажется крайне странной. С самого раннего возраста нас учат никогда не смешивать электричество и воду. Однако бывают случаи, когда трубопроводы и оборудование, находящиеся под водой, нуждаются в ремонте, но не могут быть извлечены и подняты на поверхность. Это создало очень прибыльную, но потенциально очень опасную карьеру, хотя на самом деле опасности больше связаны с дайвингом, чем с использованием электрического оборудования под водой.
Прежде чем мы рассмотрим, что вы можете ожидать от карьеры подводного сварщика, было бы полезно копнуть немного глубже. Давайте посмотрим, как именно работает подводная сварка.
Как работает подводная сварка?
Идея использования электричества в окружении воды чрезвычайно опасна. Однако было разработано современное сварочное оборудование, которое эффективно устраняет подавляющее большинство непосредственных опасностей. Существует два различных типа подводной сварки, которые известны как:
Существует два различных типа подводной сварки, которые известны как:
Сухая сварка
Сухая сварка обычно называется гипербарической сваркой. Он проводится в различных вольерах разного размера, известных как «среды обитания». Это искусственные камеры, которые опускаются в воду и обеспечивают непрерывный поток воздуха, протекающий через рабочую среду. Воздушный поток достигается с помощью труб, которые перекачивают воздух с поверхности через стену/потолок камеры. В то же время они используют вентиляторы для удаления накопления потенциально токсичных паров. Этот постоянный поток воздуха создает среду, в которую вводится безопасная смесь воздуха и других газов. Давление в камере устанавливается на несколько более высоком уровне, чем на поверхности, что способствует усилению воздушного потока.
Все сварочные цеха оборудованы системой вентиляции, которая помогает избежать скопления потенциально опасных газов, которые могут привести к взрыву. Если вы можете себе представить, опасность несколько возрастает при работе в местах обитания под поверхностью. Процесс сухой сварки в среде обитания точно такой же, как и в традиционной среде. Помещение для сухой сварки может быть разного размера: от простого чехла для сварочного электрода до помещения, в котором одновременно могут разместиться три сварщика. Теперь мы рассмотрим мокрую сварку, которая часто оказывается значительно более рентабельной, чем использование дорогостоящих сред обитания.
Процесс сухой сварки в среде обитания точно такой же, как и в традиционной среде. Помещение для сухой сварки может быть разного размера: от простого чехла для сварочного электрода до помещения, в котором одновременно могут разместиться три сварщика. Теперь мы рассмотрим мокрую сварку, которая часто оказывается значительно более рентабельной, чем использование дорогостоящих сред обитания.
Влажная сварка
Первое, что следует упомянуть при мокрой сварке, это тот факт, что все части оборудования полностью изолированы, а дайверы носят тот же тип защитного материала, что и вы, чтобы избежать поражения электрическим током при работе на поверхности. Способ, которым машины защищены от воды, прост, но чрезвычайно эффективен, и мы попытаемся объяснить его простыми словами.
Используемый процесс часто называют дуговой сваркой металлическим электродом в среде защитного газа или электродуговой сваркой, и он включает три основных типа оборудования:
- Сварочный аппарат
- Держатель электрода (называемый жалом)
- Электрод
Источник питания, используемый в процессе мокрой сварки, работает только от постоянного тока, а «рубильник» обеспечивает подачу питания только тогда, когда это необходимо. Это позволяет сварщику мокрой сварки менять электроды по мере необходимости, не опасаясь поражения электрическим током. Теперь мы рассмотрим реальный процесс сварки под водой и способы сведения к минимуму риска поражения электрическим током.
Это позволяет сварщику мокрой сварки менять электроды по мере необходимости, не опасаясь поражения электрическим током. Теперь мы рассмотрим реальный процесс сварки под водой и способы сведения к минимуму риска поражения электрическим током.
Тепловое движение
При нажатии кнопки на устройстве для подводной сварки на электроде создается положительный ток, который направляется к отрицательно заряженной рабочей зоне. Отрицательный заряд рабочей зоны сам притягивается к положительному заряду электрода. Когда эти заряды сталкиваются, они создают сильное тепло, которое может достигать температуры более 5000°C, создавая тепло, которое превращает металл в более ковкий материал, что позволяет завершить сварку. Помимо гидроизоляции снаружи сварочного аппарата, как защищен электрод в воде?
Когда электрод нагревается до температуры свыше 5000°C, флюс на внешней стороне электрода превращается в газ. Это создает пузырь вокруг сварного шва, который также обеспечивает определенную степень защиты электрода. Это также позволяет зоне сварки оставаться сухой, и когда сварочный аппарат перемещается по металлу, остается металлическая жидкость, известная как «шлак». Этот расплавленный металл, который часто считают отходами, покрывает сварной шов, позволяя ему остыть в более благоприятных условиях. Поскольку шлак сразу же остывает, этот слой поверх сварного шва имеет неоценимое значение и при необходимости может быть удален вручную позднее.
Это также позволяет зоне сварки оставаться сухой, и когда сварочный аппарат перемещается по металлу, остается металлическая жидкость, известная как «шлак». Этот расплавленный металл, который часто считают отходами, покрывает сварной шов, позволяя ему остыть в более благоприятных условиях. Поскольку шлак сразу же остывает, этот слой поверх сварного шва имеет неоценимое значение и при необходимости может быть удален вручную позднее.
Неудивительно, что в процессе сварки образуется масса пузырьков воздуха, которые притягиваются к поверхности, что снижает видимость и потенциально влияет на эффективность сварочного электрода. Опытный сварщик под водой знает, как расположить сварочный аппарат таким образом, чтобы свести к минимуму проблемы с обзором.
Глоссарий терминов, связанных с подводной сваркой
- Гипербарическая сварка – процесс сварки при экстремальных давлениях (высоких и низких)
- Сухая сварка – процесс сварки в искусственной камере, известной как среда обитания
- Влажная сварка – процесс сварки под водой без защиты под давлением
- Электрод – создает положительный заряд, который реагирует с отрицательным зарядом рабочей поверхности. Производство тепла свыше 5000°C
- Флюс – флюс окружает электрод, обеспечивая дополнительную защиту. Сильный нагрев вызывает химическую реакцию с образованием газового пузыря вокруг зоны сварки
- Шлак – это расплавленный металл, остающийся после перемещения сварочной палочки, покрывающий сварной шов, что позволяет ему контролируемо охлаждаться
- Дуговая сварка – процесс, при котором электрод вступает в реакцию с рабочей поверхностью, создавая дугообразную область интенсивного нагрева. Это превращает металл в жидкую форму, что позволяет завершить сварку
- Delta P — иначе известный как дифференциальное давление, это может оказаться фатальным, когда два водоема пересекаются на разных уровнях. При ремонте, например, поврежденных труб, при устранении засора вода с каждой стороны очень быстро выровняется. Потенциально создавая выброс огромного давления.
 Производство тепла свыше 5000°C
Производство тепла свыше 5000°CКарьера в области подводной сварки
Любой, кто хочет начать карьеру в области подводной сварки, должен быть не только компетентным сварщиком, но и водолазом. По всему миру существуют различные школы подводной сварки, предлагающие курсы подводной сварки. Некоторые из более специализированных курсов могут занять всего шесть месяцев. Тем не менее, курсы коммерческого дайвинга и общей сварки иногда могут занимать от двух до пяти лет. Это, очевидно, будет зависеть от личного опыта, навыков и приверженности, а также от качества школы подводной сварки.
По всему миру существуют различные школы подводной сварки, предлагающие курсы подводной сварки. Некоторые из более специализированных курсов могут занять всего шесть месяцев. Тем не менее, курсы коммерческого дайвинга и общей сварки иногда могут занимать от двух до пяти лет. Это, очевидно, будет зависеть от личного опыта, навыков и приверженности, а также от качества школы подводной сварки.
Вопросы и ответы по подводной сварке
Сколько зарабатывает в час подводная сварка?
Очевидно, это будет зависеть от типа работы, местоположения, количества проектов и доступности. Однако квалифицированный подводный сварщик может рассчитывать на более чем 26 долларов в час. Трудно указать точную цифру почасовой ставки подводного сварщика, так как за проект платят много. Это могут быть десятки тысяч долларов, но остаток года они проводят в поисках дополнительной работы. Дайвинг опыт также будет иметь большое влияние на уровень вознаграждения для человека. В мире много сварщиков, но мало кто может объединить опыт водолазного дела и навыки сварки.
Насколько опасна подводная сварка?
Многие удивятся, узнав, что риск поражения электрическим током не возглавляет список опасностей для подводных сварщиков. Как мы уже упоминали выше, все используемое оборудование водонепроницаемо, рубильник гарантирует, что питание используется только тогда, когда это необходимо, и все дайверы носят защитную одежду. Также стоит отметить, что сварочная дуга создает путь наименьшего сопротивления между электродом и рабочей зоной, тем самым снижая вероятность поражения электрическим током. Итак, каковы основные опасности?
Основные опасности сварки под водой включают декомпрессионную болезнь, переохлаждение, утопление и взрывы, и, возможно, самое главное, Дельта-P. Дельта-P — это процесс, при котором две стороны соединенной воды автоматически восстанавливают баланс при устранении любых препятствий. Если принять во внимание некоторые глубины, на которых может происходить глубоководная сварка, эти давления могут быть огромными. Известно, что они затаскивают дайверов в трубы, засасывают руки и ноги, и если их не коснутся травмы, то нехватка кислорода. При сварке под водой, как правило, бригада находится в постоянном контакте со сварщиками под водой. Они будут готовы войти в воду, чтобы помочь в случае необходимости.
При сварке под водой, как правило, бригада находится в постоянном контакте со сварщиками под водой. Они будут готовы войти в воду, чтобы помочь в случае необходимости.
Сколько денег зарабатывает в год подводная сварка?
Почти невозможно рассчитать среднюю годовую зарплату подводного сварщика, но данные, предоставленные веб-сайтом https://waterwelders.com/, дают интересное представление. Согласно веб-сайту, средняя зарплата подводных сварщиков составляет чуть менее 54 000 долларов в год. Диапазон может варьироваться от 25 000 до 80 000 долларов США и выше для специализированных проектов. Лучшие 10% подводных сварщиков в мире зарабатывают почти 84 000 долларов в год, в то время как нижние 10 % могут зарабатывать до 30 700 долларов в год. Как и следовало ожидать, в такой потенциально опасной сфере работ работодатели будут платить самые высокие ставки подводным сварщикам с наибольшим опытом.
Какова средняя продолжительность жизни подводного сварщика?
Предсказание ожидаемого срока службы подводного сварочного аппарата не является точной наукой. На протяжении многих лет было проведено несколько исследований, посвященных этому вопросу. Однако многие могут удивиться, узнав, что исследование, проведенное Центром технической информации Министерства обороны США, пролило очень интересный свет на ожидаемую продолжительность жизни. В то время как многие чрезмерно обеспокоены угрозой поражения электрическим током при использовании сварочного оборудования под водой, есть только одна официально зарегистрированная смерть от поражения электрическим током, которая произошла еще в 1919 году.43. Утверждается, что причастный к этому человек выполнял подводные сварочные работы на глубине 10 футов в защитной одежде, за исключением того, что он был босиком.
На протяжении многих лет было проведено несколько исследований, посвященных этому вопросу. Однако многие могут удивиться, узнав, что исследование, проведенное Центром технической информации Министерства обороны США, пролило очень интересный свет на ожидаемую продолжительность жизни. В то время как многие чрезмерно обеспокоены угрозой поражения электрическим током при использовании сварочного оборудования под водой, есть только одна официально зарегистрированная смерть от поражения электрическим током, которая произошла еще в 1919 году.43. Утверждается, что причастный к этому человек выполнял подводные сварочные работы на глубине 10 футов в защитной одежде, за исключением того, что он был босиком.
В статье Центра по контролю и профилактике заболеваний США приводится статистика, по которой можно рассчитать смертность при сварке под водой. Выяснилось, что уровень смертности более чем в 40 раз превышает средний показатель по США — 11 подводных сварщиков умирают каждый год. Дальнейшее исследование, проведенное в период с 2002 по 2014 год, хотя и не проводилось на научной основе, использовало данные Ассоциации дайверов в Америке. Цифры показывают, что водолазы-сварщики умирают в возрасте от 35 до 40 лет. Поскольку многие из них поступают в школу дайвинга только в 20 лет, средняя продолжительность трудовой жизни составляет от 10 до 15 лет. Хотя эти цифры трудно оспорить или подтвердить, это единственное исследование ожидаемой продолжительности жизни, проведенное в отрасли глубоководной сварки.
Цифры показывают, что водолазы-сварщики умирают в возрасте от 35 до 40 лет. Поскольку многие из них поступают в школу дайвинга только в 20 лет, средняя продолжительность трудовой жизни составляет от 10 до 15 лет. Хотя эти цифры трудно оспорить или подтвердить, это единственное исследование ожидаемой продолжительности жизни, проведенное в отрасли глубоководной сварки.
Заключение
Сварка под водой – одна из самых специализированных работ в мире. Он также является одним из самых опасных по причинам, которые не сразу очевидны. Многие люди автоматически предполагают, что поражение электрическим током является главной опасностью. На самом деле можно свести риск поражения электрическим током почти к нулю, если соблюдать все меры предосторожности. Основные опасности связаны с различными аспектами дайвинга: от декомпрессионной болезни до взрывов, от Delta P до утопления.
Ненаучное исследование ожидаемой продолжительности жизни подводных сварщиков вызвало, мягко говоря, тревогу.