Технология сварки титана и его сплавов
Температура плавления титана 1668°С. Имеется около 20 сплавов
Марка | Свариваемость | Технологические особенности сварки |
BT1-00, ВТ1-0, ОТ4-0, ОТ4-1 | Хорошая | Зачистка кромок |
0Т4, ВТ5, ВТ5-1 | Удовлетворительная | |
ВТ6, ВТ3-1, ВТ9, ВТ14, ВТ16, ВТ20 | Ограниченная | Мягкий режим с малыми скоростями охлаждения |
ВТ22 | Последующая термообработка | |
ПТ-7М, ПТ-3В, ПТ-1М | Хорошая | Режим с высокой скоростью охлаждения |
Трудности при сварке
Высокая химическая активность металла при высокой температуре, особенно в расплавленном состоянии. Поэтому необходима надежная защита от воздуха не только сварочной ванны, но и остывающих участков шва и околошовной зоны, пока их температура не снизится до 250-300°С. Требуется защита и обратной стороны шва даже в том случае, если металл не расплавлялся, а только нагревался выше этой температуры.
Поэтому необходима надежная защита от воздуха не только сварочной ванны, но и остывающих участков шва и околошовной зоны, пока их температура не снизится до 250-300°С. Требуется защита и обратной стороны шва даже в том случае, если металл не расплавлялся, а только нагревался выше этой температуры.
Склонность титановых сплавов к росту зерна металла в нагретых до высоких температур участках. Это затрудняет выбор режима сварки — такого, при котором нагрев околошовной зоны был бы минимальным.
Высокая температура плавления титана требует применять концентрированные источники нагрева. Низкая теплопроводность титана приводит к снижению эффективности источника нагрева по сравнению со сваркой сталей.
Поры и холодные трещины сварных соединений титана возникают из-за вредных газовых примесей и водорода. Поэтому необходимо обеспечить чистоту основного металла и сварочных материалов, в том числе присадочной проволоки.
Вблизи точки плавления поверхностное натяжение титана в 1,5 раза выше, чем алюминия, что позволяет формировать корень шва на весу. Однако расплавленный металл обладает низкой вязкостью, и при некачественной сборке деталей могут образоваться прожоги.
Однако расплавленный металл обладает низкой вязкостью, и при некачественной сборке деталей могут образоваться прожоги.
ГАЗОВАЯ ЗАЩИТА СВАРОЧНОЙ ВАННЫ
Существуют три варианта защиты:
- струйная с использованием специальных приспособлений
- местная в герметичных камерах малого объема
- общая в камерах с контролируемой атмосферой (ВКС-1, ВУАС-1, УСБ-1)
При аргонодуговой сварке титана W-электродом следует применять сварочные горелки с возможно большим газовым соплом, создающим обширную зону защиты. Поток аргона через сопло должен быть ламинарным, что достигается газовыми линзами, установленными внутри сопла. Расход газа в зависимости от режима сварки колеблется от 8 до 20 л/мин. Если сопло горелки не гарантирует надежной защиты, то его дополняют специальной насадкой, коробом или другим приспособлением. Дополнительные защитные устройства изготавливают из нержавеющей стали. Внутри имеются рассекатели и газовые линзы. Насадка, прикрепляемая к газовой горелке для защиты кристаллизующейся сварочной ванны, должна иметь ширину 40-50 мм и длину от 60-120 мм в зависимости от режима сварки. Для сварки трубчатых конструкций, кольцевых поворотных и неповоротных стыков применяют местные или малогабаритные защитные камеры.
Для сварки трубчатых конструкций, кольцевых поворотных и неповоротных стыков применяют местные или малогабаритные защитные камеры.
1- дополнительная насадка; 2 — газовая линза
Качество защиты определяют по внешнему виду металла шва. Серебристая или соломенного цвета поверхность шва свидетельствует о хорошей защите. Желто-голубой цвет указывает на нарушение защиты, хотя в отдельных случаях такие швы считаются допустимыми. Темно-синий или синевато-серый цвет с пятнами серого налета характеризует низкое качество шва.
ГАЗОВАЯ ЗАЩИТА НАГРЕТЫХ УЧАСТКОВ
Специальная подкладка для защиты корня шва, нагретого до 250-300°С
Защитные приспособления из нержавеющей стали для тавровых и угловых соединений
ЗАЩИТА ШВА ТРУБОПРОВОДА
Защита при приварке фланца
Защита при сварке секционных отводов
Подготовка к сварке
Резку титана и подготовку кромок под сварку выполняют механическим способом. Для толстостенных изделий пригодны и газотермические способы, но с обязательной последующей механической обработкой кромок на глубину не менее 3-5 мм и на ширину 15-20 мм. После этого кромки зачищают металлическими щетками, шабером и т.п. и обезжиривают. Конструкции, которые перед сваркой испытывали нагрев — при вальцовке, ковке, штамповке и т.д. — должны быть подвергнуты дробеструйной или гидропескоструйной очистке и затем химической обработке: рыхлению оксидной пленки, травлению и осветлению.
После этого кромки зачищают металлическими щетками, шабером и т.п. и обезжиривают. Конструкции, которые перед сваркой испытывали нагрев — при вальцовке, ковке, штамповке и т.д. — должны быть подвергнуты дробеструйной или гидропескоструйной очистке и затем химической обработке: рыхлению оксидной пленки, травлению и осветлению.
Режим химической обработки титана и его сплавов
Раствор | Длительность обработки, мин | |
Назначение | Состав | |
Рыхление оксидной пленки | Нитрит натрия 150-200 г/л Углекислый натрий 500-700 г/л | 120 |
Травление | Плавиковая кислота 220-300 мл/л Азотная кислота 480-550 мл/л | 60-1200 |
Осветление | Азотная кислота 600-750 мл/л Плавиковая кислота 85-100 мл/л | 3-10 |
После этого свариваемые кромки промывают бензином на ширину 20 мм и протирают этиловым спиртом или ацетоном.
Сварочную проволоку предварительно подвергают вакуумному отжигу и обезжиривают ацетоном или спиртом. Окисленную часть удаляют кусачками. Поверхности, подготовленные к сварке, нельзя трогать незащищенными руками.
Выбор параметров режима
Сварку титана и его сплавов рекомендуется вести в отдельном помещении. Температура воздуха в нем должна быть не ниже + 15°С, а скорость его движения — не более 0,5 м/с.
Сварку выполняют на постоянном токе прямой полярности непрерывно горящей или импульсной дугой. Используют аргон высшего сорта и гелий высокой чистоты.
Сварочный ток выбирают в зависимости от толщины свариваемого изделия и диаметра W-электрода.
Техника сварки
Основное пространственное положение шва — нижнее. Ручную сварку ведут без колебательных движений горелкой, короткой дугой, «углом вперед» Проволоку подают непрерывно, угол между ней и горелкой поддерживают около 90°.
Как правило, в качестве присадка используют проволоку того же химического состава, что и основной металл (BTl-00св, ВТ20-1св и т. д.). Для большинства сплавов годится проволока марок СПТ-2 и СП-15.
д.). Для большинства сплавов годится проволока марок СПТ-2 и СП-15.
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ СВАРКИ ТИТАНОВЫХ СПЛАВОВ
Вид разделки кромок | Толщина металла, мм | Сварочный ток, А | Напряжение на дуге, В | Диаметр присадка, мм | Число проходов |
| 1 2 | 40-60 70-90 | 10-14 | 1,2-1,5 1,5-2 | 1 | |
3 4 5 10 | 120-130 130-140 140-160 160-200 | 10-15 11-15 11-15 11-15 | 1,5-2 1.5-2 2-2,5 2-2,5 | 2 2 2-3 8-12 | |
12 16 20 | 180-210 200-230 230-280 | 12-16 13-16 13-16 | 2,5-3 | 12-16 16-20 24-26 | |
Более 20 | 230-280 | 13-16 | 2,5-3 | Более 24 |
При толщине металла до 2,5 мм его сваривают за один проход без разделки кромок. При больших толщинах выполняют многослойные швы с разделкой кромок и обязательным использованием присадка. По окончании сварки или при случайном обрыве дуги аргон подают до тех пор, пока металл не остынет до 250-300°С.
При больших толщинах выполняют многослойные швы с разделкой кромок и обязательным использованием присадка. По окончании сварки или при случайном обрыве дуги аргон подают до тех пор, пока металл не остынет до 250-300°С.
Конструкции из титана и его сплавов толщиной 0,5-2,0 мм сваривают ручной импульсно-дуговой сваркой. Эффективность ее очевидна при различных пространственных положениях шва и для тех сплавов, где требуется минимальный нагрев околошовной зоны.
От размера свариваемых деталей зависит вариант защиты инертным газом.
от подготовки материала до проверки качества шва
Вопросы, рассмотренные в материале:
- Как подготовить титан к сварке
- Как защитить титан при сварке
- Какие технологии сварки титана существуют
- В чем особенности технологии сварки титана плазмой
В наши дни никого уже не удивишь изготовлением изделий из титана с помощью сварки. Металл получил широкое распространение, и технология сварки титана достаточно хорошо отработана. В своей основе она опирается на удивительные свойства этого материала. Об особенностях этого процесса мы расскажем в нашей статье.
В своей основе она опирается на удивительные свойства этого материала. Об особенностях этого процесса мы расскажем в нашей статье.
Подготовка титана к сварке
Подготовительные работы с титаном состоят из обработки кромки деталей, очистки присадочного прутка и обеспечения защиты другой стороны детали. Чтобы предотвратить появление холодных трещин и снизить хрупкость металла во время сварки, желательно снять верхний слой металла, так как в нем содержится большое количество кислорода и азота, а частицы этого слоя могут попасть в сварной шов.
Технология сварки титана подразумевает выполнение разделки кромок с углом раскрытия 60°. Хотя если толщина детали меньше 4 мм, то можно этого не делать. В том случае, когда деталь была изготовлена путем газовой или плазменной резки, желательно удалить не менее 5 мм кромки. Также производится тщательная очистка кромки и присадочной проволоки непосредственно перед началом сварочных работ. Очистка выполняется механически напильником, абразивным кругом, а также с помощью химических средств (ацетона или растворителя).
Согласно технологии сварки титана, следует большое внимание уделить защите обратной стороны деталей и корня шва. Даже если сварочный шов не будет выходить на другую сторону, титан может вступить в реакцию с газами из окружающего воздуха, что возникает даже при температуре +300…+400 °С.
Поддерживайте рабочее место в чистоте. На крупных производствах в сварочном цехе оборудуют специальное место, где выполняются сварочные работы по титану. Здесь не должно быть никаких факторов, которые могут негативно повлиять на качество сварки: сквозняка, пыли, влаги, жира и прочих загрязнений. Все остальные процессы обработки металла (резка, зачистка, краска) должны выполняться в другом месте. Помимо этого, важно контролировать влажность воздуха.
VT-metall предлагает услуги:
Технология сваривания толстостенных конструкций несколько отличается. Здесь допускается отсутствие защиты детали с другой стороны, если сварочный шов не выходит наружу и деталь сильно не нагревается. Такой результат достигается путем производства коротких швов (по 15–20 мм), между выполнением которых обязательно делается перерыв для охлаждения.
Такой результат достигается путем производства коротких швов (по 15–20 мм), между выполнением которых обязательно делается перерыв для охлаждения.
Защита титана при сварке
Титановые сварные соединения выполняются под защитой, которая нужна вплоть до их остывания до температуры +427 °С. Кроме этого, расплавленная сварочная ванна также должна быть под защитой, что не позволит начаться реакции взаимодействия с воздухом. Наиболее распространенными защитными газами являются аргон и гелий. Именно они предусмотрены технологиями сварки титана TIG и MIG.
Защитный газ используется сразу в нескольких направлениях:
- Первичная защита расплавленной сварочной ванны.
- Вторичная защита охлаждающегося расплавленного металла и околошовной зоны.
- Защита обратной стороны сварочного шва.
- Первичная защита расплавленной сварочной ванны. Грамотный выбор сварочной горелки позволяет обеспечить качественную первичную защиту. Так, чтобы не нарушать технологию сварки титана аргоном TIG, понадобится горелка, оборудованная газовой линзой и большим керамическим соплом.
 С помощью газовой линзы инертный газ будет подаваться равномерным потоком, а сопло позволит защитить расплавленную сварочную ванну по всей площади. Аргон дает очень стабильную дугу, поэтому чаще используют именно этот газ. Если необходимо глубже проникнуть в металл или работать при более высоком напряжении, то можно использовать смесь аргона и гелия.
С помощью газовой линзы инертный газ будет подаваться равномерным потоком, а сопло позволит защитить расплавленную сварочную ванну по всей площади. Аргон дает очень стабильную дугу, поэтому чаще используют именно этот газ. Если необходимо глубже проникнуть в металл или работать при более высоком напряжении, то можно использовать смесь аргона и гелия.
Чтобы определить эффективность защитного газа и узнать его расход, можно выполнить предварительные испытания на отдельном образце из титана. Чистые защищенные сварные швы имеют яркий серебристый цвет. - Вторичная защита охлаждающегося расплавленного металла и околошовной зоны. Для осуществления вторичной защиты используют специальную насадку на сварочную горелку. По-другому ее называют «сапожок». Для каждой операции сварки и для разных моделей горелки насадки могут быть разные, поэтому чаще всего их делают на заказ. Общими принципами изготовления насадки являются их компактность и наличие функции равномерного распределения газа в горелке. Кроме этого, для больших насадок может понадобиться водяное охлаждение. Если насадка оборудована бронзовым или медным диффузором, то это позволяет получать ровный поток защитного инертного газа.
- Защита обратной стороны сварочного шва. Для защиты корневой части шва и околошовной зоны используют специальное устройство. Обычно оно представляет собой медную подкладку с водяным охлаждением. Кроме этого, для охлаждения сварных швов могут быть использованы крупные металлические заготовки. В них сделана специальная канавка, которая должна совпадать со сварным швом. Защита с обратной стороны обычно обеспечивается потоком газа, который в два раза меньше, чем поток для первичной защиты. Желательно для каждого вида защиты (первичной, вторичной и с обратной стороны) использовать отдельный газовый редуктор. Продувка перед сваркой и после нее осуществляется с помощью электромагнитных клапанов и таймеров.
 С помощью газовой линзы инертный газ будет подаваться равномерным потоком, а сопло позволит защитить расплавленную сварочную ванну по всей площади. Аргон дает очень стабильную дугу, поэтому чаще используют именно этот газ. Если необходимо глубже проникнуть в металл или работать при более высоком напряжении, то можно использовать смесь аргона и гелия.
С помощью газовой линзы инертный газ будет подаваться равномерным потоком, а сопло позволит защитить расплавленную сварочную ванну по всей площади. Аргон дает очень стабильную дугу, поэтому чаще используют именно этот газ. Если необходимо глубже проникнуть в металл или работать при более высоком напряжении, то можно использовать смесь аргона и гелия.
 Кроме этого, для больших насадок может понадобиться водяное охлаждение. Если насадка оборудована бронзовым или медным диффузором, то это позволяет получать ровный поток защитного инертного газа.
Кроме этого, для больших насадок может понадобиться водяное охлаждение. Если насадка оборудована бронзовым или медным диффузором, то это позволяет получать ровный поток защитного инертного газа.Разновидности технологии сварки титана
1. Ручная дуговая сварка.
Выше мы уже говорили о том, что технология сварки титана в первую очередь опирается на качественный шов, что обеспечивается грамотно созданной защитой, причем и остывающих участков свариваемых деталей.
Технология соединения элементов с тонкими стенками допускает сварочную процедуру без обработки кромок или использования присадочной проволоки. В таком случае зазор между кромками составляет 0,5–1,5 мм. Состав присадки должен быть аналогичен основному материалу изделия.
Сварочная технология подразумевает несколько режимов сварочных работ. Работа выполняется током силой 90–100 ампер в том случае, если используется электрод 1,5-2 мм из вольфрама и присадочная проволока 2 мм. При этом толщина деталей не должна быть более 2 мм. Ток силой 120–140 ампер применяют для соединения деталей большей толщины (до 4 мм). При этом он должен быть переменным постоянной полярности.
Также сварочная технология требует соблюдения целого ряда дополнительных условий:
- Ручная процедура предполагает использование короткой дуги, электрод и присадка не должны колебаться.
- Сваривание производится углом вперед. В этом случае электрод ориентирован в противоположную от направления движения сторону.
- Сваривание титана с применением присадочного материала осуществляется под углом 90° (электрод относительно материала).
- Важно наладить беспрерывную подачу присадки в сварочную ванну.
- Защитный газ в зону сварки должен подаваться даже после гашения дуги, поскольку он обеспечивает процесс охлаждения. В течение одной минуты материал охладится до температуры ниже +400 °С.
- Качество сварного шва во многом зависит от охлаждения материала. Определить его можно по цвету. Светлый желтый или соломенный цвет шва указывает на хорошее качество, а черный, серый и синеватый оттенок указывает на окислительные процессы, что свидетельствует о сниженном качестве.

Технология полуавтоматической и автоматической сварки аналогична ручной. Большое значение имеет размер отверстия в сопле горелки. ГОСТом установлен диаметр 12–15 мм. Желательно использовать специальные планки и подкладки, чтобы зажечь или погасить горелку.
ГОСТом установлен диаметр 12–15 мм. Желательно использовать специальные планки и подкладки, чтобы зажечь или погасить горелку.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
2. Электрошлаковая сварка.
Технология сварки титана и его сплавов зависит от состава материала. Для соединения легированных титановых сплавов чаще всего применяют электрошлаковый метод. Так, для создания сплава ВТ5-1, где в составе есть 5 % алюминия и 3 % олова, больше всего подходит метод прессования и прокатки, в результате чего получаются тонкие листы. Толстостенные изделия создаются путем ковки.
Сваривать толстостенные детали гораздо сложнее. Для этого нужна среда защитного газа аргона и флюс марки АН-Т2. С помощью трехфазного трансформатора в зону обработки подается переменный ток.
Характеристики оборудования имеют определяющее значение. Обязательно должно выдерживаться напряжение 14–16 вольт с силой тока 1600–1800 А. Согласно технологии, зазор между деталями должен составлять 26 мм. Защитный газ аргон подается со скоростью 8 л/мин., а флюс засыпается в объеме 130 г. Качество соединения деталей при данной технологии обуславливается диаметром электрода. 12-миллиметровый электрод позволяет добиться идеальных результатов, а электрод 8 мм может стать причиной снижения прочности на 20 %. Желательно отказаться от использования электродов из легированных сплавов, если вы хотите обеспечить достаточную пластичность металла сварного шва.
Обязательно должно выдерживаться напряжение 14–16 вольт с силой тока 1600–1800 А. Согласно технологии, зазор между деталями должен составлять 26 мм. Защитный газ аргон подается со скоростью 8 л/мин., а флюс засыпается в объеме 130 г. Качество соединения деталей при данной технологии обуславливается диаметром электрода. 12-миллиметровый электрод позволяет добиться идеальных результатов, а электрод 8 мм может стать причиной снижения прочности на 20 %. Желательно отказаться от использования электродов из легированных сплавов, если вы хотите обеспечить достаточную пластичность металла сварного шва.
3. Контактная сварка.
Контактный способ также подходит для соединения деталей из этого металла. Технология сварки титана, предусмотренная ГОСТом, предполагает оптимальную скорость сваривания материала в размере 2-2,5 мм/сек. Нежелательно превышать данный показатель, дабы не понизить прочностные характеристики металла в зазоре. При технологии контактного соединения этот показатель имеет определяющее значение, ведь скорость процесса довольно высокая. В данном случае кромки деталей не зачищают и не фрезеруют.
В данном случае кромки деталей не зачищают и не фрезеруют.
Разработаны разные способы контактного соединения заготовок: линейный, точечный и конденсаторный. Для изделий из титана подходит любой из них. Технология каждого способа опирается на определенную толщину заготовок, диаметр электродов и их давление, размеры сварочной пластины, длительность сжатия и скорость прохождения тока через металл. Сочетания данных параметров помогают установить оптимальный режим для достижения наилучшего результата. Это совсем несложный процесс, если все параметры учтены в соответствии с выбранной технологией.
Особенности технологии сварки титана плазмой
Авиационная и космическая промышленность очень часто используют титан и его сплавы. Для создания несущих конструкций обычно применяют металл толщиной не менее 12 мм.
В таком случае может возникнуть много проблем в процессе сваривания деталей, поскольку этот металл имеет очень специфичные свойства. Технология сварки титана такой толщины максимально эффективна, если опирается на электронно-лучевой метод соединения в вакууме.
В то же время сварочное оборудование для этого метода и сама работа стоят довольно дорого. Альтернативным вариантом соединения деталей из титана с высоким качеством сварных швов, большой производительностью и более низкой стоимостью является плазменная сварка титана проникающей дугой. В данном случае происходит сквозное проплавление. При использовании этой технологии ванна жидкого металла во время создания сварного шва удерживается на весу.
Чем толще металлическая заготовка, тем сложнее удерживать жидкую ванну в стабильном состоянии и делать качественный сварной шов. Технология сварки титана толщиной 10–12 мм рассчитана на довольно узкий диапазон сварочных параметров, поскольку очень сложно поддерживать баланс силовых факторов на передней стенке жидкой ванны. В данном случае очень высоки шансы допустить прожог, если гравитационные силы возьмут верх над силами поверхностного напряжения.
Только при низких скоростях сварки можно сформировать сварной шов. Стоит лишь увеличить скорость соединения, как начинается разрушение сварочной ванны и сброс расплавленного металла. Попытки сварки титана большой толщины до сих пор не увенчались успехом.
Попытки сварки титана большой толщины до сих пор не увенчались успехом.
Если удастся удерживать в стабильном состоянии на весу ванну жидкого металла при сварке титана проникающей дугой, поддерживая соотношение гравитационных и капиллярных сил, то теоретически предельными толщинами для титана могут быть δ=20÷25 мм.
С ростом δ увеличивается вероятность прожога, поскольку нужно снижать поперечные размеры самой жидкой ванны. А это требует повышения концентрации энергии до значений, не достигаемых сжатой дугой.
Если газодинамическое воздействие на переднюю стенку жидкой ванны повышается вследствие увеличения мощности сжатой дуги, то это может привести к неустойчивости силового баланса на передней стенке жидкой ванны, в результате чего появляется прожог.
В ходе практической деятельности доказано, что невозможно увеличить диапазон свариваемых толщин плазмой только через варьирование характеристик сжатой дуги. Важно снизить влияние сжатой дуги на переднюю стенку жидкой ванны, при этом не снижая мощности сжатой дуги. Такое возможно только через подбор оптимального соотношения сжатой дуги и полости кратера.
Такое возможно только через подбор оптимального соотношения сжатой дуги и полости кратера.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Технология сварки титана и его сплавов | Строительный справочник | материалы — конструкции
Титан обладает низкой прочностью и поэтому в чистом виде применяется крайне редко. А для конструктивных целей используют титан с примесями легирующих элементов, значительно увеличивающих его физико-механические свойства. Химическая активность титана под воздействием больших температур может привести к снижению его пластичности и конструкционной прочности, поэтому сварку выполняют с защитой от атмосферного воздействия. Защите подлежит не только сварочная ванна, но и все участки металла, которые подвергаются нагреву до температуры свыше 623°С.
Защите подлежит не только сварочная ванна, но и все участки металла, которые подвергаются нагреву до температуры свыше 623°С.
Обладая низкими теплопроводными свойствами, титан достаточно длительное время поддерживает сварочную ванну в расплавленном состоянии при высокой температуре, что способствует росту зерна не только в сварном соединении, но и в околошовной зоне. Особенно отрицательно сказывается на качестве сварочного шва водород, который попадает в сварочную ванну вместе с адсорбированной влагой на свариваемых кромках и в присадочном материале. Взаимодействуя с кислородом, горячий титан окисляется, что способствует появлению в сварочном шве пор холодных трещин. Поэтому свойства сварных соединений напрямую зависят от качества защиты, подготовки свариваемых кромок и титановой проволоки, служащей присадочным материалом.
Подготовительный этап заключается в механической обработке свариваемых кромок или травлением раствором кислот. Свариваемые кромки зачищают механическими приспособлениями на ширину не менее 20 —25 мм от границ разделки, после чего место сварки тщательно обезжиривают и протравливают. Для зачистки кромок применяют вращающиеся металлические щетки, шаберы, шлифовальную шкурку и другие приспособления, позволяющие добиться необходимой чистоты поверхности. Для изготовления механических щеток применяют проволоку из нержавеющей стали диаметром 02 —03 мм. Зачистку поверхностей осуществляют непосредственно перед сваркой или заблаговременно при условии надежной их защиты от внешних воздействий. Очищенная поверхность должна иметь серебристый оттенок, без трещин, вмятин, заусенец и надрывов.
Для зачистки кромок применяют вращающиеся металлические щетки, шаберы, шлифовальную шкурку и другие приспособления, позволяющие добиться необходимой чистоты поверхности. Для изготовления механических щеток применяют проволоку из нержавеющей стали диаметром 02 —03 мм. Зачистку поверхностей осуществляют непосредственно перед сваркой или заблаговременно при условии надежной их защиты от внешних воздействий. Очищенная поверхность должна иметь серебристый оттенок, без трещин, вмятин, заусенец и надрывов.
Непосредственно перед сваркой кромки обезжиривают и протравливают следующим раствором: соляная кислота — 240 — 390 мл, азотная кислота — 35 — 60 мл, фтористый натрий — 50 г. В качестве обезжиривающего состава может служить ацетон, бензин марки Бр-1и другие растворители на основе ацетона. Поверхность сначала обрабатывают бензином, а после этого — ацетоном. В исключительных случаях допускается обезжиривание одним ацетоном.
Сварочную титановую проволоку подбирают согласно маркировке, которая наносится на упаковке или на специальных бирках. Различают следующие составы проволоки, используемой при сварке титана и его сплавов: ВТ1-00, ВТ1-00С (для сплавов ВТ1-00 и ВТ1-0), ОТ4-1 (для сплавов ОТ4), СПТ2 и ВТ2св (для сплавов ВТ5, ВТ6 и ВТ 15). Непосредственно перед сваркой проволоку обезжиривают, а при необходимости подвергают механической очистке, которую выполняют наждачной шкуркой зернистостью не выше № 12.
Различают следующие составы проволоки, используемой при сварке титана и его сплавов: ВТ1-00, ВТ1-00С (для сплавов ВТ1-00 и ВТ1-0), ОТ4-1 (для сплавов ОТ4), СПТ2 и ВТ2св (для сплавов ВТ5, ВТ6 и ВТ 15). Непосредственно перед сваркой проволоку обезжиривают, а при необходимости подвергают механической очистке, которую выполняют наждачной шкуркой зернистостью не выше № 12.
Допускается предварительное обезжиривание проволоки, которую сразу же следует защитить полиэтиленовой пленкой и хранить в специальных пеналах. В любом случае срок хранения обезжиренной проволоки не должен превышать 5 суток. Качество поверхности проволоки проверяют непосредственно перед сваркой при помощи чистой белой салфетки. Если на салфетке остаются следы загрязнений, то обезжиривание следует повторить.
Кромки деталей перед сваркой плотно сжимают между собой, следя за тем, чтобы на поверхность не попали жировые включения. Поэтому к подготовленным поверхностям нельзя касаться руками или грязной ветошью.
Сварку титана и его сплавов выполняют в ручном или автоматическом режимах с защитой сварочной ванны и околошовной зоны аргоном или инертным газом. Сварку ведут вольфрамовым электродом при постоянном источнике тока прямой полярности. Существует несколько схем защиты сварочного шва. Для сварки ответственных изделий существуют специальные камеры с контролируемой атмосферой.
Сварку ведут вольфрамовым электродом при постоянном источнике тока прямой полярности. Существует несколько схем защиты сварочного шва. Для сварки ответственных изделий существуют специальные камеры с контролируемой атмосферой.
Сварку ведут без колебательных движений горелки, на короткой дуге углом вперед. Угол между электродом и присадочным материалом поддерживают в пределах 90°, а подачу проволоки ведут непрерывно. Чаще всего сварку выполняют «левым» способом, при котором ось вольфрамового электрода наклонена в сторону, противоположную направлению сварки.
Вылет электрода из сопла не должен превышать 5 —7 мм. В труднодоступных местах вылет электрода может быть увеличен при условии надежной защиты сварочного шва. Присадочный материал вводят в сварочную ванну навстречу сварочной горелке, не допуская вывода ее конца из зоны газовой защиты. Снятие защиты производят не ранее, чем при снижении температуры ниже 400°С. Ориентировочные режимы аргонодуговой сварки титана и его сплавов приведены в таблице.
Защита сварочного шва считается качественной, если в зоне стыка отсутствуют следы окисления и металл имеет серебристый цвет. При некачественной защите на сварочном шве появляются следы побежалости. Титан, толщиной до 8 мм, можно сваривать без скоса кромок, более толстый металл сваривают погружной дугой.
Для снижения погонной энергии и сужения зоны термического влияния дополнительно к газовой защите используют флюсы АТН-21А , Атн-23А. Применение флюсов существенно повышает защиту и позволяет повысить качество сварного соединения за счет уменьшения пористости шва. Флюс наносят на свариваемые кромки непосредственно перед сваркой при помощи волосяной кисти толщиной 0,1 —0,15 мм. Для того чтобы из пасты хорошо испарялся спирт, сварку выполняют при температура не ниже 15°С.
Сварка плавящимся электродом выполняется в автоматическом режиме током обратной полярности при мелкокапельном переносе металла.
Режимы аргонодуговой сварки титана и его сплавов
| Толщина свариваемого металла, мм | Диаметр, ми | Сила сварочного тока, А | Напряжение на дуге, В | Расход аргона, л/мин | |||
| Вольфрамового электрода | Присадочной проволоки | В горелку | В насадку | Число проходов | |||
| 0,5 | 1,5 | 1-1,5 | 15-20 | 8-10 | 6-8 | 2-4 | 1 |
| 1 | 1,5-2 | 1-1,5 | 40-60 | 8-10 | 6-8 | 2-4 | 1 |
| 1,5 | 1,5-2 | 1,5-2 | 60-60 | 10-12 | 8-10 | 2-4 | 1 |
| 2 | 2-2,5 | 1,5-2 | 80-100 | 10-12 | 10-12 | 4-6 | 1 |
| 3 | 2,5-3 | 2-3 | 120-140 | 10-12 | 10-12 | 4-6 | 1 |
| 4 | 2,5-3 | 2-3 | 140-160 | 12-14 | 12-14 | 6-8 | 2 |
| 6-10 | 3-4 | 2-3 | 160-180 | 12-14 | 12-14 | 6-8 | 4-8 |
| 12-16 | 3-4 | 3-4 | 180-240 | 14-16 | 14-16 | 10-12 | 10-14 |
| 18-24 | 3-4 | 3-4 | 240-280 | 14-16 | 14-16 | 10-12 | 18-24 |
Как сваривать титан: процесс и методы
Титан считается экзотическим металлом из-за его малого веса, хорошей прочности и коррозионной стойкости. Однако в прошлом считалось, что правильная сварка титана возможна только в герметичных камерах.
Однако в прошлом считалось, что правильная сварка титана возможна только в герметичных камерах.
Это химически активный металл, который может загрязняться атмосферными газами. Но сварка титана на самом деле не так сложна, как думают многие сварщики. Вам просто нужно соблюдать правильную газовую защиту во время сварки, в остальном очень похоже на сварку других типов металлов.
Сварка титанаТитан и его сплавы чаще всего свариваются методами газовой вольфрамовой дуги (GTA или TIG) и газовой дуговой дугой (GMA или MIG). Сопротивление, плазменно-дуговая, электронно-лучевая сварка и сварка трением также в ограниченной степени используются для титана. Все эти процессы предлагают преимущества для конкретных ситуаций.
Титан и большинство титановых сплавов легко свариваются с использованием нескольких способов сварки. Правильно выполненные сварные швы в состоянии после сварки пластичны и в большинстве сред обладают такой же коррозионной стойкостью, как и основной металл. С другой стороны, неправильные сварные швы могут стать хрупкими и менее устойчивыми к коррозии по сравнению с основным металлом.
С другой стороны, неправильные сварные швы могут стать хрупкими и менее устойчивыми к коррозии по сравнению с основным металлом.
Методы и оборудование, используемые для сварки титана, аналогичны тем, которые требуются для других материалов с высокими эксплуатационными характеристиками, таких как нержавеющая сталь или сплавы на основе никеля. Однако титан требует большего внимания к чистоте и использованию вспомогательной защиты от инертного газа, чем эти материалы.
Расплавленный титановый металл шва должен быть полностью защищен от загрязнения воздухом. Кроме того, горячие зоны термического влияния и корневая сторона титановых сварных швов должны быть защищены до тех пор, пока температура не упадет ниже 800°F (427°C).
Титан легко вступает в реакцию с воздухом, влагой, жиром, грязью, огнеупорами и большинством других металлов с образованием хрупких соединений. Реакция титана с газами и флюсами делает непригодными обычные процессы сварки, такие как газовая сварка, дуговая сварка в защитном металле, дуговая сварка с флюсовой сердцевиной и дуговая сварка под флюсом.
Аналогично, сварка титана с большинством разнородных металлов невозможна, потому что титан образует хрупкие соединения с большинством других металлов; однако титан можно сваривать с цирконием, танталом и ниобием.
Несмотря на меры предосторожности, которые необходимо соблюдать, многие производители регулярно и экономично сваривают титан, получая прочные, пластичные сварные швы со скоростью, сравнимой со многими другими высокопроизводительными материалами.
Одним из важных преимуществ сварки технически чистых марок титана является то, что они состоят из более чем 99% чистого титана и не вызывают сегрегации. То же самое относится к сварочной проволоке или катанке технически чистых сортов.
Среда сварки Большая часть сварки титана сегодня выполняется в цехах открытого производства, хотя камерная сварка все еще практикуется в ограниченном количестве. Полевая сварка является обычным явлением. Везде, где выполняется сварка, необходима чистая среда для сварки титана.
Отдельный участок, специально выделенный для сварки титана, помогает выполнять качественные сварные швы. Эта область должна содержаться в чистоте и должна быть изолирована от производящих грязь операций, таких как шлифовка, резка газовой горелкой и покраска. Кроме того, в зоне сварки не должно быть сквозняков, а влажность должна контролироваться.
Подготовка сварного шваОдним из наиболее важных факторов в определении качества сварного шва титана является правильная подготовка сварного шва.
- Очистите поверхность титана, чтобы удалить любые загрязнения и масло, жир или грязь. Лучше всего использовать химикаты, специально предназначенные для титана. Помните, что чем чище титан, тем прочнее будет сварной шов.
- Для удаления загрязнений можно использовать пароочиститель или разбавленный раствор гидроксида натрия.
- Используйте небольшой фен, чтобы убедиться, что на поверхности не осталось влаги. Однако убедитесь, что вы не используете его на легковоспламеняющихся растворителях.
- Убедитесь, что все сварочные детали чистые и сухие.
- Никогда не используйте чистящие средства на основе хлора для очистки титана.
- Даже ваши руки могут быть источником заражения. Но имейте в виду, что резиновые перчатки могут содержать хлор, поэтому вместо этого выбирайте пластиковые или хлопчатобумажные перчатки.
- Прежде чем зажечь дугу, убедитесь, что растворители, которые вы использовали для очистки поверхности, полностью испарились, так как они обычно имеют низкую температуру воспламенения.

Поскольку титан легко вступает в реакцию с воздухом, маслом, грязью, влагой и другими металлами с образованием хрупких соединений, использование правильного защитного газа имеет важное значение, если вы хотите, чтобы в конечном итоге вы с прочным сварным швом. Обычно большинство сварщиков используют для процесса аргон чистотой 99,999%. Только действительно чистые аргон и гелий обеспечивают оптимальную защиту от атмосферы.
Когда вы покупаете защитный газ для своего сварочного проекта, убедитесь, что вы получаете этот газ только от надежных поставщиков. Даже если аргон немного менее чистый, чем требуется, это может привести к обесцвечиванию. В итоге вы получите сварной шов с желтоватым оттенком, чего вы не хотите. Грязный газ или неполное покрытие также могут вызвать синеватый оттенок и пятнистость.
При работе с титаном необходимо убедиться, что не только передняя, но и задняя часть защищены от атмосферы. Любая область, подвергшаяся тепловому воздействию, будет иметь неблагоприятную реакцию, если она вступит в контакт с кислородом.
Для мелких деталей можно использовать закрытые отсеки из перчаточных ящиков, заполненных защитным газом. Вы даже можете использовать специально изготовленные полиэтиленовые камеры продувочного газа в сочетании с монитором продувки. С их помощью вы можете убедиться, что в камере достаточно аргона для обеспечения оптимальной защиты.
Если вы хотите получить идеальный уровень защиты во время сварки, вам необходимо выполнить три шага:
- Первичная защита — обычно встроена в сварочную горелку и обеспечивает первичную защиту необходимо для защиты расплавленной сварочной ванны. Вы можете использовать стандартную горелку с водяным охлаждением, оснащенную керамической чашкой и газовыми линзами. Мы предлагаем вам выбрать фонарь с более широкой чашкой для лучшего освещения.
- Вторичный экран — Висячие щиты обеспечивают вторичную защиту. Они прикреплены к концу большинства сварочных горелок и гарантируют, что все зоны, подверженные тепловому воздействию, защищены от загрязнения.
- Резервное экранирование – Эти устройства похожи на висячие экраны и выполняют практически ту же функцию. Это либо портативные устройства, либо приклеенные скотчем. Они редко поставляются предварительно установленными в сварочной горелке.
 Вы можете использовать стандартную горелку с водяным охлаждением, оснащенную керамической чашкой и газовыми линзами. Мы предлагаем вам выбрать фонарь с более широкой чашкой для лучшего освещения.
Вы можете использовать стандартную горелку с водяным охлаждением, оснащенную керамической чашкой и газовыми линзами. Мы предлагаем вам выбрать фонарь с более широкой чашкой для лучшего освещения. При выборе присадочного металла для сварки титана и его сплавов мы предлагаем вам выбрать присадочную проволоку, которая в первую очередь обладает теми же свойствами, что и основной материал. Вы также можете выбрать проволоку, класс прочности которой на один класс ниже основного металла. В некоторых ситуациях сварщик может даже использовать присадочную проволоку другой категории.
В некоторых ситуациях сварщик может даже использовать присадочную проволоку другой категории.
Выбор присадочной проволоки будет зависеть от свойств и комбинации соединения. Для повышения пластичности суставов:
- При сварке нелегированного титана повышенной прочности используйте присадочный металл с более низким пределом текучести основы.
- При сварке титана классов Ti-5A1-2,5Sn и Ti-6A1-4V можно использовать нелегированный присадочный материал.
- Другим вариантом является присадочный металл с более низким процентным содержанием кислорода, азота, водорода, углерода и других легирующих элементов, чем в основном металле.
При сварке титана и титановых сплавов можно использовать любую из следующих процедур сварки:
- Электронно-лучевая сварка (EBW)
- Дуговая сварка вольфрамовым электродом (GTAW) или (TIG) сварка вольфрамовым электродом в среде инертного газа
- Сварка сопротивлением (RW)
- Лазерная сварка (LBW)
- Плазменная дуговая сварка ( PAW)
- Дуговая сварка в среде защитного газа (GMAW) или (MIG) Металл в среде инертного газа
- Сварка трением (FRW)
1.
 Электронно-лучевая сварка
Электронно-лучевая сварка Это процесс плавления, в котором используются высокоскоростные электроны. балка для соединения двух металлов вместе. Когда луч соприкасается с металлическими деталями, он сильно нагревается. Две пластины плавятся и сплавляются, образуя прочное соединение. В аэрокосмической и авиационной промышленности используется электронно-лучевая сварка из-за долговечности получаемых соединений.
Вы можете использовать процедуру электронно-лучевой сварки для листов толщиной от 6 мм до 76 мм и более. Этот процесс позволяет получать высококачественные сварные швы с низким уровнем загрязнения, поскольку процесс происходит в атмосфере высокого вакуума.
2.
Вольфрам в инертном газе/GTAW В процессах сварки TIG или GTA используется неплавящийся вольфрамовый электрод, который передает ток сварочной дуге. Защитный газ используется для защиты сварочной ванны от внешних загрязнений, которые могут привести к получению слабых и некачественных сварных швов. В процессе вам понадобится присадочный металл или проволока для сварного соединения.
В процессе вам понадобится присадочный металл или проволока для сварного соединения.
Это широко используемый процесс сварки титана и его сплавов. Вы можете использовать TIG без присадочного материала для квадратных стыковых пазов на основных металлах толщиной до 2,5 мм. Для более толстых листов необходимо использовать присадочный металл, чтобы гарантировать долговечность сварного соединения.
3.
Сварка сопротивлением (RW)Сварка сопротивлением – это термоэлектрическая процедура. Он соединяет два куска металла вместе, пропуская контролируемый ток через пластины в течение контролируемого периода времени. Во время процедуры также обычно используется значительное давление. В этом методе тепло строго ограничено областью, которую необходимо соединить.
Сварку сопротивлением можно использовать для соединения титана и его сплавов для точечной или непрерывной сварки. Это особенно полезно, когда речь идет о сварке титана с другими металлами, такими как пластины из углеродистой или нержавеющей стали.
4.
Лазерная сварка (LBW)Это еще один процесс сварки плавлением, при котором два куска металла соединяются вместе с помощью лазера. Он нагревает место пересечения двух пластин, которые плавятся и сливаются, образуя стык. Когда расплавленная сварочная ванна остывает и затвердевает, получается прочный и долговечный шов.
В настоящее время сварщики все чаще предпочитают лазерную сварку титана, поскольку она устраняет необходимость в вакуумной камере. Тем не менее, использование защитного газа по-прежнему является обязательным, поскольку сохраняется риск загрязнения.
Несмотря на то, что лазерный луч и электронный луч являются методами сварки плавлением, область применения первого более ограничена. Вы не можете эффективно использовать процесс на титановых пластинах толщиной более 13 мм.
5.
Плазменно-дуговая сварка (PAW) Плазменно-дуговая сварка похожа на TIG, поскольку в ней также используется дуга между вольфрамовым электродом и заготовкой. Он подходит для использования практически со всеми классами титана и хорошо работает даже с более толстыми листами металла. Технику замочной скважины можно использовать и на однопроходной пластине толщиной до 13 мм.
Он подходит для использования практически со всеми классами титана и хорошо работает даже с более толстыми листами металла. Технику замочной скважины можно использовать и на однопроходной пластине толщиной до 13 мм.
6.
Металл в среде инертного газа (MIG)/Дуговая сварка в среде защитного газа (GMAW)При сварке MIG используется сплошная металлическая проволока, которая непрерывно нагревается и подается через сварочный пистолет. Процесс требует использования защитного газа для защиты сварочной ванны от загрязнения. Многие сварщики предпочитают GMAW из-за высоких показателей наплавки металла и производительности.
Этот процесс можно также использовать для титановых сварных швов на листах толщиной более трех 3 мм. С помощью метода импульсного тока можно производить качественные сварные швы. Этот метод оказывается менее дорогостоящим, чем другие, особенно при использовании на титановых пластинах толщиной более 13 мм.
7. Сварка трением (FRW) Как следует из названия, в этом методе используется трение для соединения двух металлических частей. Это процесс сварки в твердом состоянии, при котором полученное соединение такое же прочное, как и основание. Он широко используется в различных отраслях промышленности и полезен для соединения труб, труб или стержней. Он особенно хорошо работает в ситуациях, когда можно добиться чистоты шва без использования дополнительных защитных мер. Для получения дополнительной информации нажмите Что такое сварка трением?
Это процесс сварки в твердом состоянии, при котором полученное соединение такое же прочное, как и основание. Он широко используется в различных отраслях промышленности и полезен для соединения труб, труб или стержней. Он особенно хорошо работает в ситуациях, когда можно добиться чистоты шва без использования дополнительных защитных мер. Для получения дополнительной информации нажмите Что такое сварка трением?
Сварка титана Видео
Факты о сварке титана
Многие инженеры и изготовители считают, что титан является таинственным и трудным для сварки металлом, что способствует его эксклюзивности и относит его к высококлассным требованиям аэрокосмического рынка, стремлениям игроков в гольф на длинные дистанции и потребности — для скорости велосипедный мир.
Опытные сварщики скажут вам, что это неправда. Фактически, методы сварки титана очень похожи на те, которые используются для сварки никелевых сплавов и нержавеющих сталей. Титан также легче сваривается, чем многие металлургически более сложные металлы и сплавы.
Титан также легче сваривается, чем многие металлургически более сложные металлы и сплавы.
Происхождение устрашающей репутации титана, вероятно, кроется в особенностях сварки титана: более высокая температура плавления, чем у других металлов и сплавов, меры предосторожности во избежание загрязнения во время сварки и слои защиты для предотвращения окисления.
Несмотря на меры предосторожности, которые необходимо соблюдать, все большее число производителей сваривают титан более рутинно и экономично, получая прочные, пластичные сварные швы со скоростью, сравнимой со многими другими высокопроизводительными материалами.
По общему мнению, производственное сообщество находит привлекательными свойства титана; это явно металл на подъеме. За последние 18 месяцев тоннажные продажи и использование титана значительно выросли, и даже самые консервативные прогнозы указывают на то, что в ближайшие годы они продолжат расти. Мировой спрос высок, и ожидается, что общий рыночный спрос почти удвоится за 10 лет. лет (см. Рисунок 1 ), с 34-процентным увеличением с 2006 по 2010 год, по данным Верхнесалдинского металлургического производственного объединения, российского поставщика титана.
лет (см. Рисунок 1 ), с 34-процентным увеличением с 2006 по 2010 год, по данным Верхнесалдинского металлургического производственного объединения, российского поставщика титана.
Strong Material Choice
Высокая прочность и коррозионная стойкость титана и титановых сплавов делают их все более предпочтительными металлами за пределами традиционных отраслей промышленности. Армия представляет собой значительный и растущий рынок систем вооружения на основе титана, которые защищают американских солдат от бесчисленных угроз в глобальной войне с терроризмом.
Несколько компонентов 155-мм легкой гаубицы M777 армии США (см. Рисунок 2 ) и ряд комплектов защиты наводчика (см. Рисунок 3 ) являются примерами компонентов систем вооружения, изготовленных из титана. Титан играет решающую роль в обеспечении дополнительной защиты различных легких тактических транспортных средств в полевых условиях.
Министерство обороны США профинансировало множество достижений для снижения непомерно высокой стоимости титана за счет усовершенствований в обработке и производстве материалов, включая альтернативы традиционным способам производства деталей из титана, новые сплавы, методы обработки одним расплавом и автоматизированную сварку. методы, которые повышают производительность сварки за долю стоимости.
методы, которые повышают производительность сварки за долю стоимости.
Тем не менее, несмотря на все достижения, многие по-прежнему настороженно относятся к сварке титана.
Ресурс для усиления защиты титана
Новый ресурсный инструмент избавляет от догадок и опасений при сварке титана: Американское общество сварщиков (AWS) D1.9/D1.9M Structural Welding Code — Titanium. Выпущенный в июле 2007 г. код выходит за рамки ограничений предыдущих документов, предоставляя информацию, необходимую для проектирования изделия из конструкционного титана от начала до конца — от проектирования до производства и инспекция — в виде структурного справочника.
Рисунок 1 Ожидается, что в ближайшие годы спрос на титан резко возрастет. Источник: RTI International Metals.
Нормы для титана были разработаны с использованием того же процесса AWS, что и широко принятые нормы AWS D1.1 по сварке конструкций — сталь, и включают правила проектирования, квалификации, изготовления и проверки. Это дает конструкторам, инженерам по материалам и технологам возможность использовать титан с большей уверенностью. Его также можно использовать в качестве контрольного списка для агентов по закупкам, чтобы помочь поддерживать
производственные затраты.
Это дает конструкторам, инженерам по материалам и технологам возможность использовать титан с большей уверенностью. Его также можно использовать в качестве контрольного списка для агентов по закупкам, чтобы помочь поддерживать
производственные затраты.
По словам Джона Гейлера, директора по национальным стандартам в AWS, код был инициирован простым запросом к AWS.
«Первоначальные члены комитета и нынешние сопредседатели представляли потребности военного рынка в титане. Однако они признали возможность более широкой поддержки контролируемого структурного изготовления титана на нескольких рынках с определенным набором процессов и спецификаций. для того, чтобы он был сварен с уверенностью», — сказал Гейлер. «И поэтому они распространили приглашение через нескольких отраслях, чтобы помочь создать общепризнанный код».
В состав полностью добровольного комитета входили представители военных, международных производственных предприятий, производителей титана, Японского титанового общества, конечных пользователей и научно-исследовательского сообщества, а также ряд технических консультантов. Основная цель состояла в том, чтобы предоставить новый инструмент для отраслевого набора инструментов, предоставив код ссылки. Публикация кодекса также рассматривалась как
эффективный способ повысить репутацию титана как жизнеспособного, пригодного для использования и свариваемого материала.
Основная цель состояла в том, чтобы предоставить новый инструмент для отраслевого набора инструментов, предоставив код ссылки. Публикация кодекса также рассматривалась как
эффективный способ повысить репутацию титана как жизнеспособного, пригодного для использования и свариваемого материала.
Изготовители, которые в настоящее время занимаются сваркой титана, должны обратиться к разделам сварки и изготовления, а также к соответствующим комментариям, чтобы определить пригодность их текущих методов изготовления. Кодекс определяет минимальные требования к качеству сварки и контроля титана в конструкционных применениях.
Группы контроля качества и специалисты по неразрушающему контролю, которые привыкли работать со сталью и цветными материалами, могут использовать код, чтобы полностью понять уникальные металлургические характеристики титана и последствия ненадлежащих методов производства и контроля. В своде правил содержатся полезные концепции, которые можно использовать для проверки качества производимого сварного шва и обеспечения непрерывности процесса. улучшение среды.
улучшение среды.
Для инженеров, стремящихся построить структурные компоненты, правила расчета усталостной прочности и требования к контролю могут не только гарантировать, что продукт будет структурно прочным, но и помочь им следовать надлежащим процедурам проектирования, чтобы снизить общую стоимость проекта.
«Приложение» к кодексу написано специально для тех, кто разрабатывает и производит компоненты или системы вооружения для военных. «Сварка конструкций из титановой брони» посвящена уникальным требованиям к конструкции, квалификации и испытаниям брони и включает конструкцию плиты для баллистических испытаний и метод испытаний с критериями приемки и отбраковки.
Код содержит информацию об испытаниях нескольких марок титана, в том числе коммерчески чистых марок 1 и 2, Ti-6Al-4V марки 5 и Ti-3Al-2,5V марки 9. Он также предоставляет методологию, которую можно адаптировать для изготовления других популярных конструкционных титановых сплавов в соответствии с этим кодом. Кроме того, в нормах указаны критерии проектирования и допустимые напряжения для различных типов сварных соединений.
соединений и применим для различных сварочных процессов, включая газовую дуговую сварку металлическим электродом, газовую вольфрамовую дуговую сварку, плазменную дуговую сварку, электронно-лучевую сварку и лазерную сварку.
Кроме того, в нормах указаны критерии проектирования и допустимые напряжения для различных типов сварных соединений.
соединений и применим для различных сварочных процессов, включая газовую дуговую сварку металлическим электродом, газовую вольфрамовую дуговую сварку, плазменную дуговую сварку, электронно-лучевую сварку и лазерную сварку.
Возможно, одной из наиболее важных областей кода для тех, кто проектирует конструкции со сложной геометрией, являются данные испытаний на усталостную прочность, показанные на рис. усталостная жизнь.
Рисунок 2 Солдаты стреляют из легкой гаубицы M777, детали которой изготовлены из титана.
Текущие данные по усталости показывают, что профиль носка сварного шва и направление напряжения по сравнению с соединением имеют большее значение, чем сорт или прочность титана. Эти данные могут повысить уверенность инженера-конструктора в использовании титана как в коммерческих, так и в военных целях. Так было и с 777-мм облегченной гаубицей М777; используя данные об усталости
инженеры-конструкторы предложили альтернативные производственные стратегии.
Так было и с 777-мм облегченной гаубицей М777; используя данные об усталости
инженеры-конструкторы предложили альтернативные производственные стратегии.
Помимо предоставления формального метода разработки и утверждения процедур сварки титана, основная цель Кодекса сварки конструкций AWS D1.9/D1.9M — Титан — повысить репутацию титана как пригодного для использования металла.
Веский аргумент в пользу титана
Многие инженеры-конструкторы не хотят предлагать дорогие материалы, такие как титан. Кроме того, они не понимают истинной стоимости рабочей силы и производственных методов, которые могут превзойти затраты на материалы, что приводит к тому, что они уделяют пристальное внимание цене за фунт необработанного титана. Хотя титан и его сплавы являются дорогим сырьем, преимущества их использования со временем возрастают. стоимость на протяжении всего срока службы — и может перевешивать стоимость сырья.
Чтобы достичь потенциальной экономии затрат в течение всего срока службы, инженеры-проектировщики должны знать детали, содержащиеся в коде. Работая с квалифицированными инженерами-сварщиками, проектировщики могут наилучшим образом интегрировать разделы проектирования кода со спецификой разделов сварочного производства и контроля.
Работая с квалифицированными инженерами-сварщиками, проектировщики могут наилучшим образом интегрировать разделы проектирования кода со спецификой разделов сварочного производства и контроля.
В то время как инженеры-конструкторы знают, что сварка должна быть выполнена, некоторые могут не до конца осознавать значение типа сварки или метода контроля.
Например, на чертежах легко написать «Рентгенограмма, пенетрант, визуальный осмотр» и т. д., но если рекомендуемый метод контроля не подходит для конкретного сварного шва, письменные указания могут привести к низкому качеству, потере времени, и повышенные расходы. Понимание методов контроля сварных швов титана, подробно описанных в коде, может помочь инженерам более эффективно проектировать свои конструкции. рентабельно.
Код также предлагает инженерам-сварщикам методы исследования сварных швов титана, такие как проверка цвета наплавленного металла. Цвет не является проблемой для стали, но цвет титана может указывать на проблемы с техникой сварки. Поскольку разные процессы сварки реагируют по-разному и создают разные уровни цвета на титане, рекомендации, используемые в контексте
с процессом сварки может помочь сварщикам быстро распознать и легко определить проблемы со сваркой.
Поскольку разные процессы сварки реагируют по-разному и создают разные уровни цвета на титане, рекомендации, используемые в контексте
с процессом сварки может помочь сварщикам быстро распознать и легко определить проблемы со сваркой.
Подробные, но четкие положения Кодекса сварки конструкций AWS D1.9/D1.9M — Титан развеивают миф о том, что с титаном трудно работать. Руководство представляет собой универсальное средство для надлежащего проектирования, сварки и проверки сварных титановых компонентов.
Комитет по сварке титана AWS приглашает новых членов принять участие в процессе обновления кода дополнительными тестовыми данными и внести в документ новые идеи и разработки.
Заинтересованные стороны могут связаться с AWS, чтобы узнать, как принять участие. Перейдите на http://www.awspubs.com для поиска, предварительного просмотра и приобретения кода.
Стивен Луковски — руководитель группы по производству прототипов, здание 3150, Picatinny Arsenal, NJ 07806, 973-724-3100, stephen. [email protected]. Джон Лоумон — главный инженер компании American Engineering and Manufacturing, 4622 French Creek Road, Sheffield, OH 44054, 614-846-5718, [email protected].
[email protected]. Джон Лоумон — главный инженер компании American Engineering and Manufacturing, 4622 French Creek Road, Sheffield, OH 44054, 614-846-5718, [email protected].
Рисунок 5 Цвет титанового сварного шва может указывать на количество загрязнения сварного шва, присутствующего в сварном шве. Источник: Институт сварки.
Электронно-лучевая сварка титана | ЭБ Индастриз
EB Industries занимается сваркой титана более 50 лет, и это является специализацией компании. В то время как титан трудно сваривается, электронно-лучевая сварка — превосходная технология для использования с титаном — как описал ее один из наших технических специалистов, «титан сваривается как масло с электронным лучом».
Проблемы сварки титана
Титан сочетает в себе превосходную коррозионную стойкость с самым высоким отношением прочности к весу среди всех металлов, сочетание свойств, которое делает его отличным выбором для сложных применений в сложных условиях, поэтому титан часто называют для аэрокосмических и медицинских целей. Титан оптимален для медицинских целей, таких как искусственные суставы или имплантированные устройства. Он легкий, невероятно прочный, и соединения в человеческом теле просто не связываются с ним и не реагируют с ним.
Титан оптимален для медицинских целей, таких как искусственные суставы или имплантированные устройства. Он легкий, невероятно прочный, и соединения в человеческом теле просто не связываются с ним и не реагируют с ним.
Поскольку титан в основном не реагирует с большинством материалов, он не легко сплавляется с другими металлами — практически невозможно приварить титан к любому другому металлу. Однако титан очень активно реагирует с кислородом, что очень затрудняет сварку, если условия жестко не контролируются.
При контакте с кислородом титан быстро образует микроскопический слой оксидов, и эти оксиды тормозят реакции с другими химическими веществами. Когда титан нагревается до точки плавления (3034°F / 1668°C), оксиды образуются еще быстрее. При сварке, требующей расплавления свариваемых материалов, быстро образуются оксиды, растворяются и загрязняют сварочную ванну, в результате чего получается слабый, некачественный шов. По этой причине титан трудно, если вообще возможно, сваривать на открытом воздухе, что требует либо использования защитного газа, либо сварки в вакууме.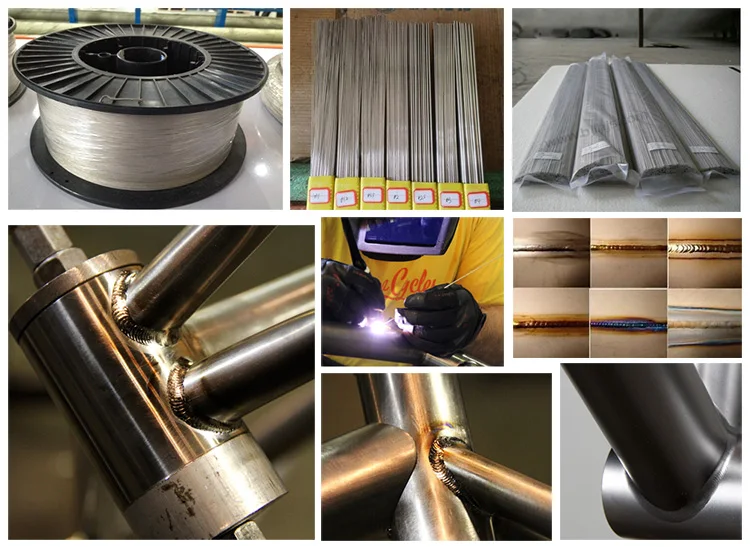
Лазерная сварка против электронно-лучевой
Не знаете, какой процесс лучше всего соответствует вашим требованиям с точки зрения качества и экономической эффективности? Мы составили подробное руководство, полное информации, необходимой для принятия разумного решения. Загрузите его сейчас. См. этоЭлектронно-лучевая сварка титана
Электронно-лучевая сварка является естественным выбором для использования с материалами, подверженными окислению, такими как титан, поскольку процесс сварки ЭЛ должен происходить в вакууме. Электронный пучок может обеспечить проникновение сварного шва до 1,5 дюйма (40 мм) в титане, что является гораздо более глубоким сварным швом, чем может обеспечить любой другой процесс. Электронно-лучевая сварка требует компьютерного управления как электронным лучом, так и сварочной средой и расположением свариваемых деталей, что обеспечивает высокую надежность и простую воспроизводимость. Детали из титана обычно можно сваривать без дополнительной обработки, если они должным образом очищены, а процесс электронно-лучевой сварки может быть очень экономичным благодаря автоматизации.
Очистка и обеззараживание перед сваркой
Перед сваркой титана места соединения должны быть тщательно очищены от всех оксидов и любых углеводородных загрязнений, чтобы гарантировать высокое качество сварных швов. Этого можно добиться механическим путем, используя шлифовку, напильник, соскабливание или, чаще всего, проволочные щетки из нержавеющей стали для удаления оксидов. Существуют также химические методы очистки, погружения в щелочные растворы и в воду, которые могут быть эффективными. Выбранный метод очистки во многом определяется конфигурацией детали и положением сварного шва. Углеводородный остаток на титане удаляют ацетоном или растворителем на спиртовой основе. Хлорсодержащие растворители могут образовывать токсичные газы при нагревании, поэтому их нельзя использовать в зоне сварки и рядом с ней.
Желательно, чтобы свежеочищенные детали из титана приваривались немедленно. Если это невозможно, очищенные детали следует хранить в герметичных пластиковых пакетах, заполненных нейтральным газом, таким как аргон или азот.
Подготовка швов
Титан является относительно твердым металлом, и при его изготовлении не требуется особых мер предосторожности при механической обработке. Тем не менее, следует придерживаться некоторых рекомендаций, основанных на здравом смысле:
- Не используйте для очистки деталей ветошь, которая может быть загрязнена остатками масла. Используйте чистую ткань, например, марлю или бумажные полотенца, при очистке титановых поверхностей растворителями. Работать с прецизионными деталями следует в неопудренных латексных перчатках и очищать их ватными тампонами без звеньев и деликатными салфетками с соответствующим растворителем.
- Если необходимо сдуть мусор с детали, используйте баллонный газ, например азот или аргон. Сжатый цеховой воздух содержит влагу и остатки масла, которые могут загрязнить зону сварки.
- Сначала очистите детали и соединения с помощью растворителей, затем проволочной щеткой из нержавеющей стали. Очистка проволочной щеткой перед очисткой растворителем обычно приводит к проникновению углеводородов и других загрязнений в деталь, что делает растворители гораздо менее эффективными.
- Всегда используйте новые или недавно очищенные щетки из нержавеющей стали для очистки мест соединения. Старые грязные щетки могут содержать масла и другие загрязнения. Щетки, используемые для очистки титана, нельзя использовать с другими материалами, так как на щетинках щетки могут остаться металлические чешуйки.
- Как правило, поверхности, подвергшиеся химическому травлению, пассивации или прецизионной очистке, не следует обрабатывать проволочной щеткой.
- Часто очищайте все проволочные щетки и скребковые/напильниковые/режущие инструменты.

Крепление
Электронно-лучевая сварка требует достаточно точного соединения, чтобы сохранить допустимый зазор и нестыковку. Это связано с тем, что электронно-лучевая сварка представляет собой процесс сварки плавлением, и присадочный материал обычно не используется. Следовательно, любое пространство или зазоры в соединении будут уменьшать количество энергии, вложенной в сварку, что негативно повлияет на соединение.