Полезные советы и рекомендации при сварке тонкого металла
Полезные советы и рекомендации при сварке тонкого металла
В наши дни сварка тонкого металла необходима как никогда. Современные автомашины, лодки, катера, и многие другие товары не обходятся без использования тонкого металла, так как выпускать продукцию по старому методу экономии металла сегодня просто не выгодно.
На самом деле процесс сварки такого металла является очень сложным процессом, поскольку при малейшей ошибке элементы могут прожечься и становится непригодными для использования.
При процессе сваривании тонкого металла чаще всего используют:
- ручную дуговую;
- прерывистую и не прерывистую;
- сварку полуавтоматическим сварочным аппаратом.
Самые основные требования для тонкой металлообработки: требуемый ток, толщина электрода и вид электродов. Для такого процесса нужно использовать электроды, которые имеют диаметр 3 –4 мм.
Следовательно, сварка тонкого металла весьма востребована, как и специалисты этой области, способные сварить различные конструкции и выполнять точные задания.
Для сваривания на невысоком токе рекомендуется применять электроды, которые имеют специальные покрытия, обеспечивающие устойчивое горение и легкое возбуждение. Также следует обращать внимание, чтобы они медленно плавились и давали жидкотекучий металл, который придаёт шву прекрасный вид. Также если свариваемая конструкция имеет толщину более 1 мм, то можно смело применять переменный ток.
Перед процессом сваривания тонких листов металла, специалисты советуют с определённой серьезностью подходить к выбору того или иного сварочного аппарата: он может инверторным либо самым обычным.
Также необходимо помнить, что хорошие результаты сварки можно обеспечить, если сваривать методом «сверху вниз», поскольку данной позиции уменьшается глубина проплавления свариваемого участка. Также иногда используется газовая сварка, однако она «покалечит» будущее изделие, так как деформирует его. Для сварки тонких конструкции очень редко применяется газовая сварка. Однако многие специалисты не рекомендуют применять данный способ. Решение за вами – послушаться рекомендациям или делать по своему.
Какими электродами лучше варить тонкий металл
Начинающим сварщикам — какими электродами лучше варить тонкий металлСварка тонкого металла требует опыта и знаний. Если неправильно варить, то можно прожечь дыру. Однако и ошибки в выборе электродов приводят к не менее значимым проблемам.
Многие используют для сварки «всего» одни и те же электроды 3 мм, что не совсем правильно. Диаметр электродов должен подбираться с учётом толщины свариваемых металлов, и некоторых других параметров.
Диаметр электродов должен подбираться с учётом толщины свариваемых металлов, и некоторых других параметров.
Конечно же, когда под рукой нет ничего кроме электродов 3 мм, то и ими приходится варить. Тем не менее, толстые электроды гасят дугу, так как для сварки тонкого металла нужен пониженный сварочный ток.
Какими электродами лучше варить тонкий металл
Для обеспечения стабильности дуги и качественной сварки тонкого металла необходимо чтобы электрод горел постоянно. Электроды толщиной в 4 и более миллиметра гасят дугу, поскольку сварка ведётся при пониженном токе. Увеличение же сварочного тока приводит к неминуемому прожогу металла.
Пониженный ток, это ток от 10 до 75 А. Следовательно, если взглянуть на таблицу ниже, то можно увидеть, что для сварки на таком токе используются электроды преимущественно 2 мм и меньше диаметром. Опытные сварщики для сварки тонких металлов выбирают электроды от 2 до 2,5 мм.
Кроме этого важно учитывать и то, из какой именно стали выполнена заготовка. Для сварки слабораскисленной и низкоуглеродистой стали выбираются электроды с кислой и основной обмазкой, также бывает рутиловое и целлюлозное электродное покрытие.
Для сварки слабораскисленной и низкоуглеродистой стали выбираются электроды с кислой и основной обмазкой, также бывает рутиловое и целлюлозное электродное покрытие.
Марки электродов для сварки тонколистового металла
Если нужны конкретные марки электродов для сварки тонких металлов, то рекомендуется обратить собственное внимание на следующие электроды:
OK 63.30 ESAB — сварочный шов полученный данными электродами обладает высокой устойчивостью к коррозии. Электроды можно применять для сварки в любом пространственном положении и при осуществлении вертикальных соединений.
ОМА 2 — электроды отлично справляются со сваркой даже сильно окисленных поверхностей. Однако благодаря минимальной проплавляющей способности они популярны именно при сваривании тонколистовой стали. Сварочный шов можно вести в любом пространственном положении.
МТ 2 — используются для сварки металлов, толщина которых составляет менее 1 мм. Важной особенностью электродов МТ 2, является то, что ими можно варить, используя как постоянный, так и переменный ток. Причём для сварки заготовок толщиной менее 1 мм, лучше всего использовать инвертор с постоянным током, а для металлов толщиной более 1 мм, обычный трансформатор переменного тока.
Важной особенностью электродов МТ 2, является то, что ими можно варить, используя как постоянный, так и переменный ток. Причём для сварки заготовок толщиной менее 1 мм, лучше всего использовать инвертор с постоянным током, а для металлов толщиной более 1 мм, обычный трансформатор переменного тока.
Опытный сварщик может получить ровный и аккуратный шов даже на тонком металле. Начинающим электросварщикам в этом деле пока сложно, но ничего страшного, поскольку всё приходит с опытом.
Тем не менее, правильный выбор расходных материалов для сварки поможет более качественно варить тонкий металл, без его сильного разбрызгивания и прожогов.
Поделиться в соцсетях
Как варить тонкий металл инвертором: методы и технологии сварки
Основные трудности при выполнении сварке тонкого металла.
Как уже говорилось ранее, сварить изделие из тонкого железа не так просто, как хочется. Металл с малой толщиной быстро нагревается и прогорает. Образуется прожег металла. Кроме того, тонкие изделия сильно деформируются если их перегреть.
Кроме того, тонкие изделия сильно деформируются если их перегреть.
Еще одна сложность — скорость выполнение процесса. Варить нужно быстро или использовать специальные способы. Об основных методах сварки и технологии их выполнения для тонкого металла речь пойдет ниже. Опытные сварщики используют определенные хитрости, с помощью которых можно легко справиться с такой задачей, как сварка деталей из тонкого металла. Об этих хитростях в нашей статье.
 youtube.com/embed/4giafu96v1w?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/4giafu96v1w?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Методика сварочного процесса
Чтобы не случилось прогорание листового материала, операцию следует выполнять максимально быстро. Электроды проводятся вдоль швов один раз, избегая задержки. Чтобы осуществить без трудности сварку металлических листов, нужно выполнить снижение рабочего тока, насколько это возможно.
Все инверторные аппараты, с помощью которых выполняем эти операции, должны быть оснащены плавной регулировкой выходной мощности.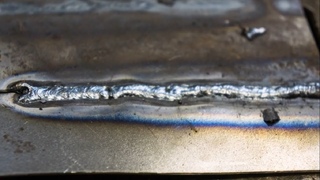 Для того чтобы не случилось трудностей с запалом дуги, применяют аппарат, который дает холостой ход не менее 70 В при напряжении. Выполняя работу всегда обращайте внимание на геометрию тонких листов, которые могут деформироваться при сильном нагревании.
Для того чтобы не случилось трудностей с запалом дуги, применяют аппарат, который дает холостой ход не менее 70 В при напряжении. Выполняя работу всегда обращайте внимание на геометрию тонких листов, которые могут деформироваться при сильном нагревании.
Чтобы соединение встык было прочным, стоит зачищать от ржавчины кромку материала. Также необходимо заготовку выровнять и закрепить если требуется для выполнения операции. Только при ровном и чистом металлическом листе достигается высокое качество шва. После окончания подготовительных работ, на предмет наносят сварку-прихватку через каждые 7-10 см, после чего выполняют заключительное сваривание изделия.
Соединяя два тонкие листа внахлест нужно помнить, что такой сварочный способ дает возможность использования большего тока, тогда уменьшается действие высокой температуры на поверхность изделия.
При этом в несколько раз снижается риск прожжения материалов, а также почти нет изменений в геометрии. Чтобы уменьшить воздействие высокой температуры на свариваемое изделие встык или внахлест, следует подставить под него лист меди. Медь хорошо убирает лишнее тепло от поверхности изделия, что дает уберечь работу от искривления и не дает проявить температурное расширение при сварке поверхностей. Иногда, для этой же цели можно взять проволоку и поместить ее на место стыков двух металлов.
Чтобы уменьшить воздействие высокой температуры на свариваемое изделие встык или внахлест, следует подставить под него лист меди. Медь хорошо убирает лишнее тепло от поверхности изделия, что дает уберечь работу от искривления и не дает проявить температурное расширение при сварке поверхностей. Иногда, для этой же цели можно взять проволоку и поместить ее на место стыков двух металлов.
Чем варить тонкий металл. Способы сварки.
Рассмотрим способы сварки, подходящие для деталей из тонкого металла. Самые распространенные способы:
- Ручная дуговая (РДС)
- Неплавящимся электродом из вольфрама (РАД) в аргоне или смеси газов.
- Полуавтоматом в углекислом газе.
Ручная дуговая сварка (РДС)
Очень популярна из-за недорого оборудования и простоты применения. Варить тонкий металл ей сложнее чем другими двумя способами. Основной плюс при ее использовании, вам не нужен баллон с газом, а аппарат есть у многих. Для ручной дуговой (РД) — это не проблема
Аргонодуговая сварка (РАД, tig или wig).

Её применяют для изделий из тонкой нержавейки, алюминия а также сталей. Данный метод обеспечивается очень высокая степень защиты инертным газом. Газ, который применяют, аргон в чистом виде или смешанный с другими газами в различных соотношениях. Для высококачественной сварки тонких изделий в аргоне лучше всего подойдет. Но цена газа с присадочной проволоки высока, а оборудование тяжелое и габаритное (газовый баллон). Подробнее об данном способе читайте здесь.
Полуавтоматическая сварка(МП, МИГ, МАП)
Часто применяют в автосервисах, как раз для ремонта кузова автомобиля. Там толщины от 1,2 до 2 мм. Способ очень производительный и не сложный в применении. Для него так же, как и для предыдущего способа необходимо применять защитный газ. Чаще всего используют СО2. Иногда для полуавтомата применяют порошковую проволоку. Тогда процесс идет без газа. Порошковая проволока дорогостоящая вещь которую найти бывает сложно. Ее нечасто применяют, поэтому на ней останавливаться подробно не будем.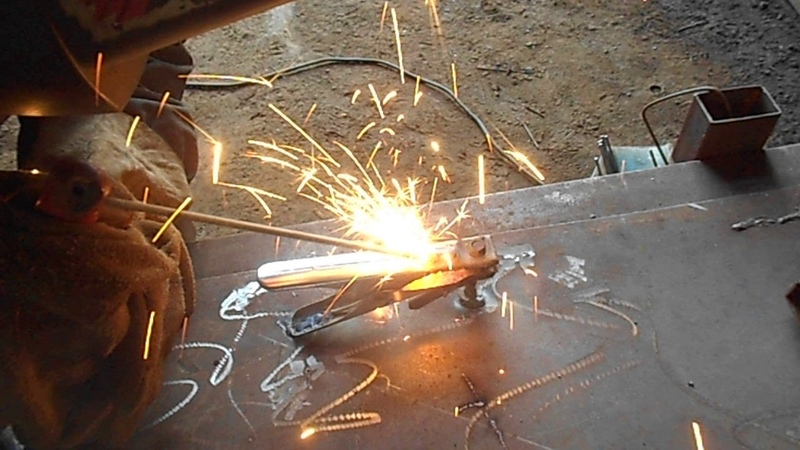 Подробнее об данном способе читайте здесь.
Подробнее об данном способе читайте здесь.
Оборудование.
Для всех из приведенных способов в настоящее время, сварочным аппаратом является инвертор. Электронное устройство с трансформатором и транзисторным блоком выпрямления. Иногда можно встретить выпрямители, но они уходят в прошлое, оставаясь лишь на крупных производствах.
Для ручной дуговой кроме аппарата, держака с комплектом кабелей ничего больше не требуется. Все это, как правило, идет вместе в одном комплекте с аппаратом.
Для выполнения полуавтоматического процесса необходим баллон с защитным газом и редуктор, комплект шлангов. В холодное время года, также необходим подогреватель газа.
Помимо сварочных кабелей, массы, также нежна сварочная горелка.
Для процесса в аргоне неплавящимся электродом требуется так же, как в случае с полуавтоматом газовый баллон, шланг, редуктор, оборудованный ротаметром для контроля количества подаваемого газа. Также используется горелка, но она имеет совершенно другую конструкцию чем горелка полуавтомата.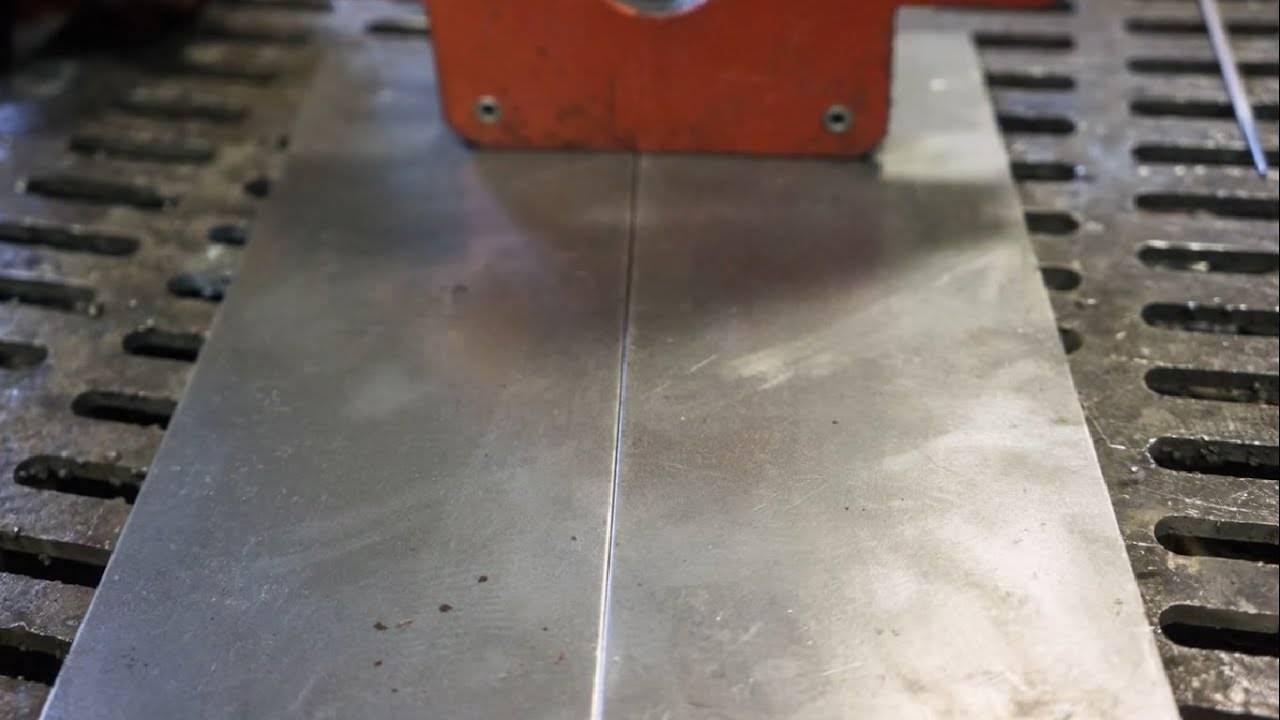 Горелка оснащается неплавящимся электродом. Его устанавливают в цангу фиксируя наконечником.
Горелка оснащается неплавящимся электродом. Его устанавливают в цангу фиксируя наконечником.
Выбор способа.
Предварительно познакомившись со способами, необходимо выбрать подходящий нам.
Выбираем сварку в аргоне когда:
- Требуется варить тонкую нержавейку.
- Требуется варить алюминий или его сплавы.
- Если требуется варить сталь при условии того, что шов должен быть эстетичен (элементы декора, мебель и т.д.).
Выбираем полуавтоматическую когда:
- Требуется варить протяженные швы.
- Когда опыта мало или совсем нет.
В остальных случаях применяем ручную дуговую.
Полярность.
Полярность при сварке деталей из тонкого железа играет очень важную роль. От этого во многом зависит будет ли прогорать металл или нет. Так какой же полярностью варить тонкий металл инвертором? Прямая полярность — это полярность при которой подключения клемм к изделию и аппарату происходит так, что плюс подключается к изделию, а минус (масса) на электрод. При использовании прямой полярности на поверхности температура достигает более высоких значений, чем если бы использовалась обратная полярность. Поэтому ее применение не желательно. При использовании обратной полярностьи – «+» аппарата подключается к держаку с электродом, масса к изделию.
При использовании прямой полярности на поверхности температура достигает более высоких значений, чем если бы использовалась обратная полярность. Поэтому ее применение не желательно. При использовании обратной полярностьи – «+» аппарата подключается к держаку с электродом, масса к изделию.
Сварка металла 1мм инвертором: существующие методы
Способов, с помощью которых осуществляется сварка металла инвертором листов толщиной 1 мм, существует несколько:
Этот способ применяется тогда, когда необходимо сварить листы тонкого металла 1 мм под углом. При этом отгибаются кромки листов под необходимым углом, скрепляются поперечными короткими швами с промежутком 5-10 см. Затем шов проваривается непрерывным движением сверху вниз.
При использовании этого способа изделие из металла успевает несколько остыть, что позволяет избегать перегрева. Прерывистый способ заключается в отрыве на несколько секунд электродуги от поверхности листа, после чего электрод снова опускается в то же место и продвигается на несколько миллиметров. Главное при этом, чтобы металлический лист не остывал слишком сильно.
Главное при этом, чтобы металлический лист не остывал слишком сильно.
- С теплоотводящими прокладками.
Этот способ применяется с использование термоотводящей проволоки или медных пластин. Обычно этот метод применяется при сварке деталей тонколистового металла встык. В первом случае, между листами прокладывается проволока небольшого диаметра (2,5- 3,0 мм) таким образом, чтобы с лицевой стороны она оказалась вровень с поверхностью листа, а с изнаночной немного выступала за его края. Сварочная дуга проходит по месту размещения проволоки, принимающей на себя основную термическую нагрузку. Края свариваемых деталей при этом прогреваются периферийным током. В результате шов получается ровный, металл не перегревается и не деформируется. После сваривания проволока удаляется без видимых следов присутствия.
При использовании медной пластины под стыком в качестве теплоотводящей прокладки, она забирает большую часть тепла, не допуская перегрева металла.
Бывают следующие типы сварных швов:
- Наиболее часто сварной шов делается на стыковке листов внахлест, т.
 к. это более простой метод, при котором один лист перекрывается другим на 1-3 см.
к. это более простой метод, при котором один лист перекрывается другим на 1-3 см. - Точечный шов получается, когда не требуется сваривание деталей непрерывным швом. При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.
- Шов встык. Более сложный тип, при котором два листа свариваются друг с другом стык в стык без нахлеста. Как правило, он получается при методе сварки с теплоотводящими прокладками.
 к. это более простой метод, при котором один лист перекрывается другим на 1-3 см.
к. это более простой метод, при котором один лист перекрывается другим на 1-3 см.Читать также: Как варить аргонной сваркой видео
Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.
Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.
В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.
На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить. Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.
Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм. Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.
Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед. Важно как можно реже останавливаться. Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве. Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.
Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.

Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода. Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
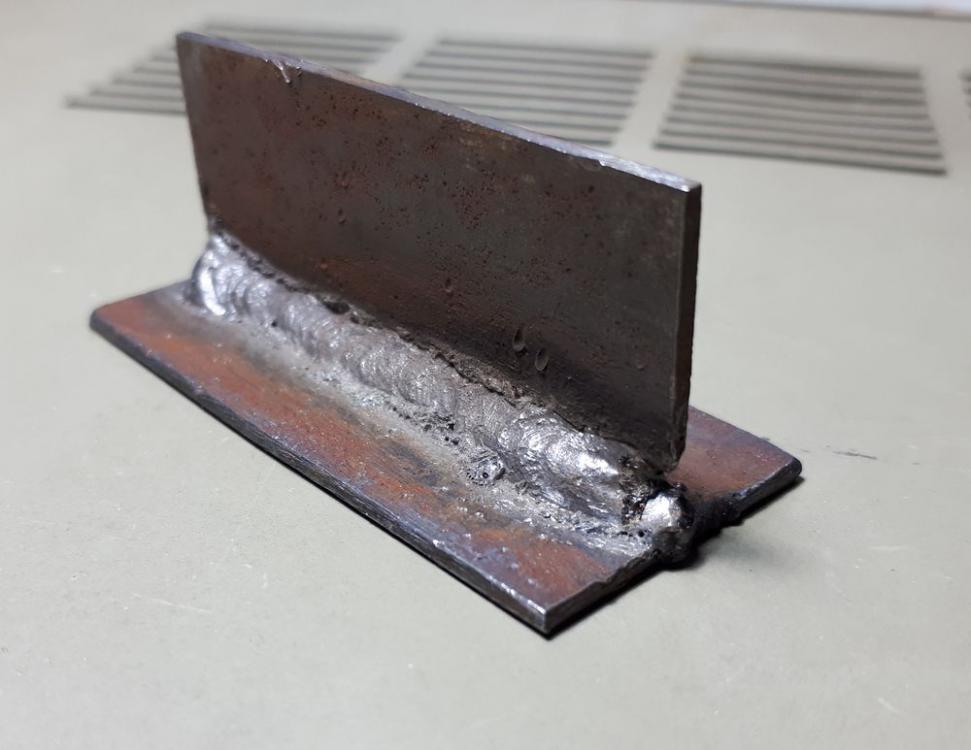
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами.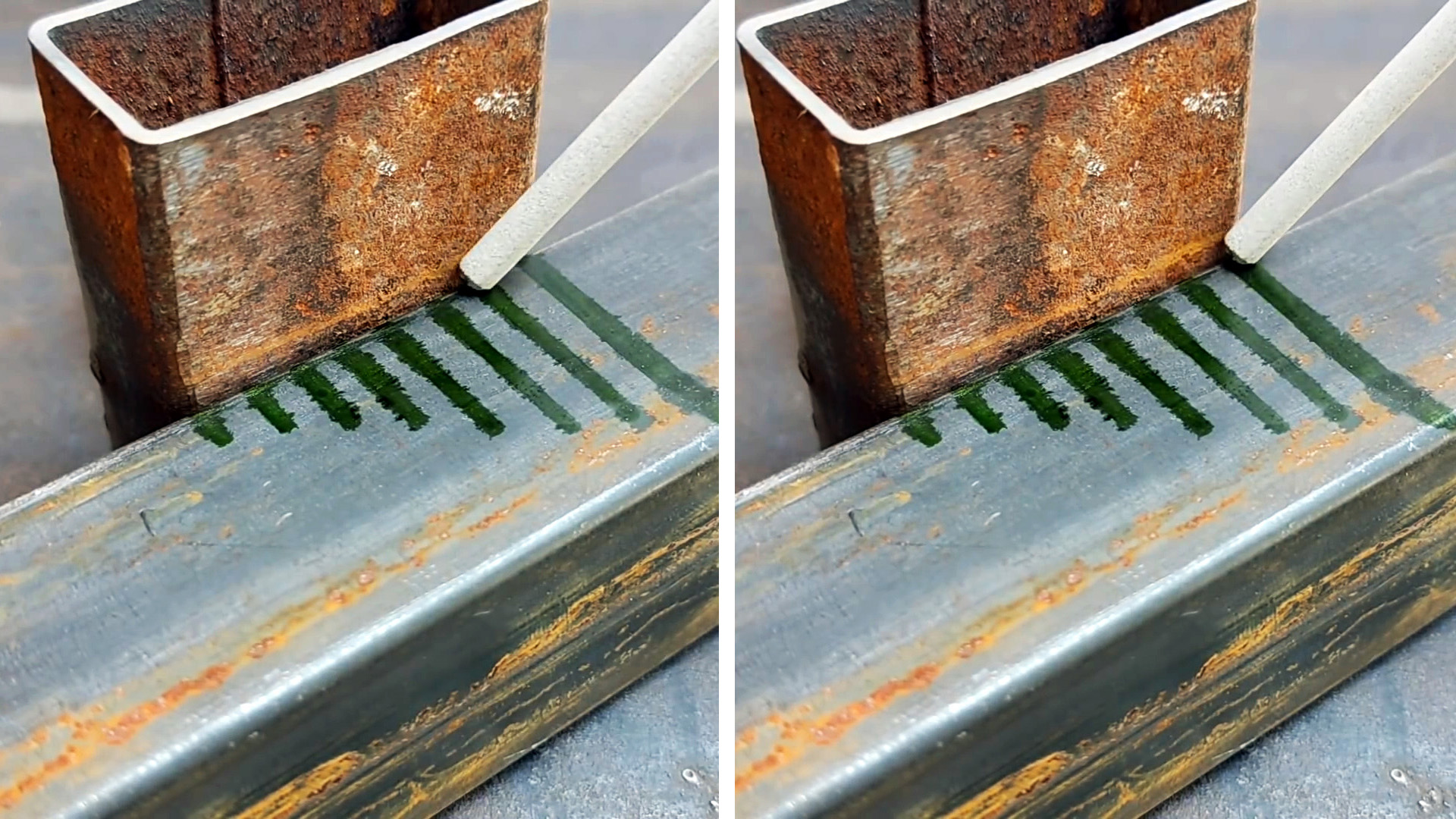 При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Как варить полуавтоматом с углекислотой тонкий металл.
Для того чтобы сваривать полуавтоматом тонкий металл, подключаем оборудование. Каждый конкретный аппарат имеет свои собственные особенности в подключении. Схему подключения лучше всего взять из инструкции завода-изготовителя. Она идет вместе с аппаратом.
Схему подключения лучше всего взять из инструкции завода-изготовителя. Она идет вместе с аппаратом.
Порядок подключения аппарата:
- Проверяем целостность аппарата и сварочных кабелей.
- Подключаем горелку и газовое оборудование к аппарату.
- Открываем баллон и редуктор.
- Включаем подогреватель газа (если установлен).
- Устанавливаем сварочную проволоку в устройство подачи.
- Подключаем к сети аппарат.
- Включаем аппарат и нажав кнопку на горелке и держим пока проволока не выйдет из сопла.
- Подключаем массу к изделию.
Сварочная проволока.
Сварочную проволоку необходимо прокалить 1,5-2 часа при температуре от 150 до 280 °С. Коррозию необходимо удалить, иначе процесс будет идти не стабильно. Лучше всего удалять ржавчину раствором кислоты HCL-5%.
Вот и все теперь можно приступать к настройке. Как же настроить полуавтомат для сварки тонкого металла? Для этого есть специальные таблицы. Они чаще всего идут совместно с полуавтоматом в комплекте.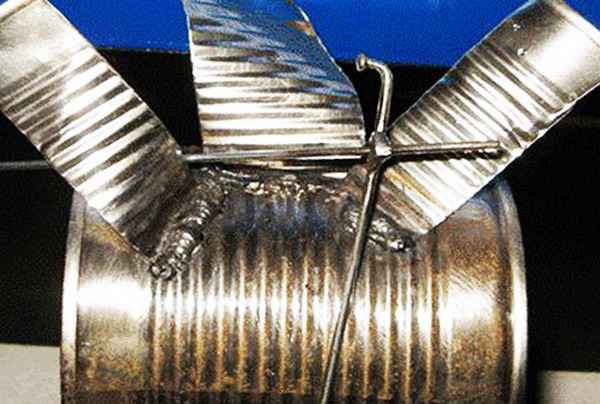 Если нет, то воспользуйтесь таблицами, приведенными ниже.
Если нет, то воспользуйтесь таблицами, приведенными ниже.
После настройки нужно проварить пробный сварочный шов на заготовке. Если процесс идет стабильно, разбрызгивание минимально и нет сильного треска, то все настроено верно. Можем приступать к сварке основной детали. Полуавтоматическая сварка в углекислом газе прекрасно справляется с малыми толщинами. Если хотим варить тонкий металл без обрыва дуги, тогда нужно применять импульсный режим.
Сварочный процесс будет следующий:
- Выставляем зазор и устанавливаем прихватки отступив от края изделия 5-10 мм.
- Варить желательно на теплоотводе съемной подкладке, изготовленной из меди, алюминия или из нержавеющей стали;
- Предпочтительной вести процесс для изделий толщиной стенки от 0,8-1 мм в вертикальном положении на спуск т.е. сверху перемещаться вниз. Это обеспечит минимальный нагрев металла.
- Не совершать колебательных движений горелкой.
Также, как в случае с ручной дуговой необходим теплоотвод в виде подкладки. Полуавтоматическая сварка в среде СО2 проста, именно поэтому ее часто применяют для сварки тонкого металла автомобилей. Ее часто называют кемпи сварка.
Полуавтоматическая сварка в среде СО2 проста, именно поэтому ее часто применяют для сварки тонкого металла автомобилей. Ее часто называют кемпи сварка.
Кстати, название кемпинговая сварка пошло от предприятия производителя полуавтоматов Kemppi. По аналогии как угловую шлифовальную машину (УШМ) называют «Болгарка». Это связано с тем, что из Болгарии на территорию СССР стали поступать первые УШМ. Так и прижилось.
Сварка тонкого металла в аргоне.
Сварка аргоном деталей из тонкой нержавейки очень часто происходит именно данным способом сварки. Инертный газ – аргон обеспечивает высокую степень защиты.
Для выполнения сварки также, как и в предыдущих методах производим подготовку оборудования:
- Проверить целостность электрических кабелей.
- Подключить газовое оборудование к сварочному аппарату.
- Подсоединить горелку и кабель массы к аппарату.
- Включить сварочный аппарат.
- Настроить режим.
- Произвести продувку газовой магистрали.

Настройка сварочного инвертора для сварки в аргоне.
Для настройки аппарата необходимо использовать параметры, рекомендованные заводом-изготовителе. Если таких рекомендаций нет, то воспользуйтесь таблицами с нашего сайта.
Для аргонодуговой сварки тонкого металла используется – прямая полярность.
После настройки параметров сварки переходим к самой технологии. Как и в предыдущий способах, сварочный ток настраиваем на отдельной заготовке. Взяв данные из таблиц за основу. Также производится настройка расхода газа. Стоит учитывать если процесс будет производиться при ветре необходимо использовать сопло с большим диаметром, а также увеличить расход газа. Горелку при этом приближать как можно ближе к сварочной ванне.
Подготовка к сварке:
- Сварочная проволока должна быть зачищена от ржавчины и прокалена 1.5-2 часа при температуре от 150 до 280 °С.
- Кромки изделия должны быть зачищены на 20-30 мм от стыка до металлического блеска и обезжирены.

Работа инвертором
Особенность – применение обратной полярности, то есть к заготовке присоединяется к минусу, а к проводнику отходит плюс. Это способствует обеспечению защиты от пригораний и деформирования. Это объясняется тем, что электрод нагревается быстрее и сильнее, чем место сваривания. Рекомендуется брать расходный материал высокого качества, предпочтительно – иностранного производства. При этом он должен быть не толще 2 мм в диаметре и с высокой плавучестью.
Посмотрим видеозапись о том, как варить инверторной сваркой тонкий металл:
Сварка тонкого металла — способы и технологии.
 Формирование стандартного сварочного шва инвертором
Формирование стандартного сварочного шва инверторомСварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте .
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».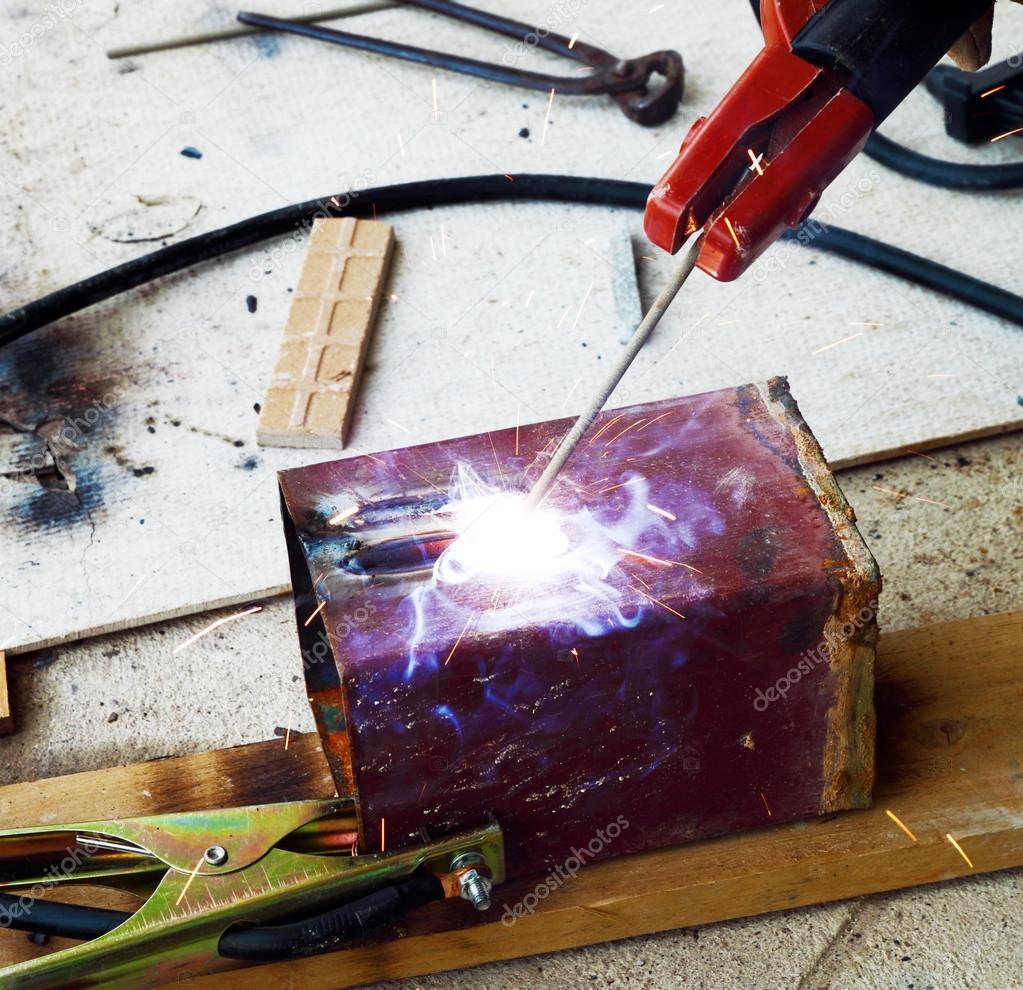
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Инструкция
Прихватите листы друг к другу.
Прихват осуществляется короткими перемычками шва (около 5-10 мм) с расстоянием между ними 50-100 мм на всем протяжении стыка. Ведите с периодическим прерыванием – гася дугу (отдергиванием электрода) и зажигая ее снова, чтобы металл не успел остыть. Время непрерывного горения дуги зависит от толщины листа и силы тока. Для листа толщиной 1 мм и тоньше оно должно составлять 1-3 секунд.
Сварите листы полностью
Варите стык прерывистым швом, время от времени перемещая электрод в новую (холодную) зону стыка. Это позволит избежать сильного коробления металла – особенно в том случае, если длина стыка сравнительно велика (больше 200-250 мм). Чем меньше длина непрерывного шва, тем меньше коробление. Начните варить с одного края стыка, затем перейдите на другой край, потом переместитесь в центр и т.д.
Сварка тонкого металла встык
Добейтесь минимального зазора между кромками стали по всей длине стыка. Идеальным случаем является полное отсутствие зазора. Для сварки тонкого металла встык воспользуйтесь вспомогательной подкладкой, которая укладывается под стык. Варить тонкую (1 мм и тоньше) сталь встык без подкладки довольно сложно, хотя при наличие сварочного и хороших (импортных) электродов вполне возможно. Технология самой сварки (подбор сварочного тока, использование прихватов, прерывистость и пошаговость сварки) остается точно такой же, как и при сварке внахлест.
Варить тонкую (1 мм и тоньше) сталь встык без подкладки довольно сложно, хотя при наличие сварочного и хороших (импортных) электродов вполне возможно. Технология самой сварки (подбор сварочного тока, использование прихватов, прерывистость и пошаговость сварки) остается точно такой же, как и при сварке внахлест.
Сварка со стальной неубирающейся подкладкой
Если конструкция детали допускает наличие неубирающейся подкладки, подложите под стык полоску стали такой же толщины, как и основной лист шириной 13-15 мм. Обеспечьте плотное прилегание к ней свариваемого металла. Такая подкладка позволит сварить деталь, даже если в стыке будет зазор несколько миллиметров. Подкладка в этом случае приваривается к детали.
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые
позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от . Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл . Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Сегодня настало время, когда сварка тонкого металла стала очень важным моментом в жизни каждого человека. Все современные машины, бытовая техника и многое другое изготавливаются с применением тонкого металла. Причем не последнее место в этом вопросе занимает экономия. Использовать толстый металл просто не рентабельно.
Причем не последнее место в этом вопросе занимает экономия. Использовать толстый металл просто не рентабельно.
Следовательно, для того чтобы сваривать тонкий металл, нужны специалисты и мастера. Варить тонкий металл очень непросто, это весьма сложный процесс, так как любая ошибка влечет за собой прожиг металла и, как результат, испорченную деталь.
Тонкий металл можно сваривать самыми разными способами:
- ручная электродуговая;
- непрерывистая;
- прерывистая;
- полуавтоматическая;
- газовая.
Сварка тонкого металла: каковы сложности работы
Главной проблемой работы с особо тонким металлом является тончайшая грань, связанная с прожогом металла, с возникновением прилипания электрода.
Иногда он не прилипает, но появляется другой дефект, так называемый непровар.
Когда регулировка сварочного тока выполнена неверно, например, завышено его значение или электрод задерживается в одном месте, металл прожигается насквозь.
При низком значении тока образуется непровар, сваривания деталей не происходит, они отваливаются, может иметь место прилипание.
Если величина тока недостаточна, увеличение расстояния между свариваемыми деталями и электродом ведет к обрыву дуги.
Вернуться к оглавлению
Режимы сварки и электроды
Чтобы варить тонкий металл, нужны электроды небольшого диаметра. Обычно он не превышает 4 мм. При этом значение тока должно находиться в пределах 140-180 ампер. Данные размеры применяются при , толщина которого 3 мм. Чтобы варить металл намного тоньше, применяют электроды в диапазоне 0,5-2,5 мм. Величина тока находится в пределах 10-90 ампер.
Чтобы проводить сварочные операции, при подаче малого тока требуется использовать электроды, имеющие специальное покрытие. С его помощью происходит быстрое возбуждение и нормальное горение дуги. Такие электроды расплавляются очень медленно, они получают жидкотекучий металл, из-за которого шов получает красивый вид.
Всем вышеописанным требованиям полностью соответствует «ОМА-2». В его состав входит:
- титановый концентрат;
- ферромарганцевая руда;
- мука;
- специальные добавки.
Все эти вещества обеспечивают стабильность горения дуги. Это просто необходимо, когда варится тонкий материал.
Тип электрода «ОМА-2» считается лучшим для работы с тонким материалом. Он может создать устойчивую дугу, используемую при сваривании деталей из углеродистой стали.
Вернуться к оглавлению
Технологический процесс
Варить тонкий металл обыкновенной ручной электродуговой сваркой достаточно сложно. Чтобы исключить беспрерывные прожоги на всей длине свариваемых торцов пользуются определенной технологией:
- подбираются электроды маленького диаметра;
- устанавливается самый маленький сварочный ток;
- чтобы сварочная дуга имела устойчивое горение, применяют токи высокой частотности. С этой целью подключается осциллятор.

Заранее подбирается соединение, при котором полностью исключаются прожоги.
При толщине металлического листа тоньше 2 мм наилучшим будет электрод, диаметр которого не превышает 1,6 мм. Он обязательно должен иметь соответствующее покрытие. Значение сварочного тока регулируют так, чтобы его хватило для плавки электрода. Обычно оно колеблется в диапазоне 50-70 ампер. Применяя осциллятор, получают нормальное горение дуги. Прибор помогает быстро получить дугу, он исключает возникновение прожигов.
Вернуться к оглавлению
Инвертор и работа с тонким металлом
После появления сварочных инверторов сварочная операция стала доступна практически любому человеку. Ранее пользовались аппаратами, которыми было очень сложно работать, они имели большой вес и сложную настройку. Сварка инвертором очень проста, она не вызывает никаких сложностей и доступна новичку. Необходимо просто знать несколько основных правил.
Когда выполняется сварка инвертором, происходит поиск баланса, при котором не должен возникать прожиг и не должно иметь место прилипание электрода. Иными словами, эффективность сварки напрямую зависит от:
Иными словами, эффективность сварки напрямую зависит от:
- зазора между поверхностью металла и электродом;
- силы тока;
- скорости передвижения электрода;
- плавности хода.
Все эти факторы являются самыми сложными для тех, кто впервые начал заниматься сварочным делом. В этом случае очень важно иметь хороший глазомер, специфические навыки. Чем больше варишь, тем лучше получается. Только навыки, полученные в процессе работы, помогут достигнуть успеха и получить хороший результат.
Малоопытному сварщику сложно быстро установить нужную силу тока на инверторе, чтобы исключить прожиг металла и получить надежное соединение.
Варить инвертором тонкий металл — далеко не простое дело. Это сложно даже опытному мастеру. Поэтому в большинстве случаев применяется аргонно-дуговая . Она позволяет свести к минимуму появление прожига, шов получается гладким и имеет красивый внешний вид.
Однако не всегда импульсная сварка возможна, приходится варить инвертором. Чтобы получить хороший результат, можно воспользоваться рекомендациями опытных сварщиков.
Чтобы получить хороший результат, можно воспользоваться рекомендациями опытных сварщиков.
В промышленности при изготовлении самых разных деталей очень часто нужна сварка тонкого металла электродом. Этот вопрос остается сегодня одним из самых проблематичных как для начинающих выполнять сварочные работы, так и для опытных сварщиков. Приходится сваривать самые разные изделия. Например, корпус легкового автомобиля большей частью состоит из тонких стальных листов. В основном применение тонколистового металла, касается вопросов рентабельности производства.
Сварка используется для соединения разных металлов.
Основные предъявляемые требования
Естественно, что данный вид сварки требует особого подхода, к нему применяется несколько особых технологических требований.
Когда варится такой металл, очень важно использование соответствующего электрода. Размер электрода, его величина находится в прямой зависимости от толщины листового металла. Для стального листа, имеющего толщину 3 мм, сварочные работы должны выполняться 3-мм электродом. При более тонком листовом металле специально подбираются очень тонкие электроды. К примеру, когда у листа толщина достигает 2,5 мм, требуется наличие электрода аналогичного диаметра.
Когда проводится сварка тонкого металла, необходимо иметь подачу сварочного тока определенной величины. Этот параметр зависит от двух значений:
- тока;
- размера электрода.
Когда сваривается 3-мм стальной лист, величина сварочного тока обычно делается более 140 А. Когда применяется особо тонкий электрод, требуется понизить значение сварочного тока. Обычно устанавливается 50 А.
Еще одним важным параметром, когда проводятся работы с тонким металлом, является тип применяемых электродов. Маленькая толщина металла требует небольшого тока, ему необходимы электроды, имеющие покрытие, которое позволяет легко получить искру и ее равномерное горение. Плавление подобных электродов должно происходить очень медленно. В процессе сварки металл должен становиться жидкотекучим.
Вернуться к оглавлению
Сварка полуавтоматом: нюансы
Чаще всего сегодня можно встретить сварочный полуавтомат. Этот прибор был специально разработан для сварки тонкого металлического листа. Самым признанным является инвертор.
Для сварки разных металлов используются разные электроды.
Полуавтомат справляется с такой задачей очень легко. Так как у него имеется специальная регулировка, он способен обеспечить подачу очень маленького тока. Такая операция зависит от:
- скорости подачи присадочного материала;
- силы тока.
Однако как и везде на первом месте стоит практика и опыт. Полуавтомат позволяет проводить непрерывную сварку, когда шов плавно ведется по всей поверхности детали. У него имеется возможность выполнять точечную сварку. При использовании полуавтомата не нужно постукивать электродом по металлу, достаточно просто нажать на тумблер в нужный момент.
Вернуться к оглавлению
Основное о применяемых электродах
Разновидностей, размеров и покрытий электродов сегодня можно увидеть очень много. Чтобы проводить сварку на небольшом токе, применяются электроды, имеющие особое покрытие. Оно помогает быстрому появлению искры, поддерживает устойчивое горение. Такой электрод имеет замедленное плавление и образует жидкотекучий металл. В результате шов имеет красивый внешний вид.
Чтобы проводить сварку на небольшом токе, применяются электроды, имеющие особое покрытие. Оно помогает быстрому появлению искры, поддерживает устойчивое горение. Такой электрод имеет замедленное плавление и образует жидкотекучий металл. В результате шов имеет красивый внешний вид.
Этим требованиям полностью отвечает электрод марки «ОМА-2». Его покрытие состоит из:
- титанового концентрата;
- ферромарганцевой руды;
- муки.
Кроме указанных выше веществ, покрытие имеет и другие добавки, которые обеспечивают стабильное горение дуги. Именно это необходимо, когда проводится сварка тонкого металла.
Аналогичными свойствами обладают также электроды марки «МТ-2». Ими также легко варить особо тонкий металл. Но, в отличие от «ОМА-2», сварочные работы должны проводиться только постоянным током, причем имеющим обратную полярность. Когда толщина свариваемых листов металла превышает 1 мм, допускается проводить сварку переменным током.
Тонкие стальные листы хорошо варятся газосваркой.

Получается очень качественный шов, который намного превосходит шов, полученный электросваркой. Но, нужно заметить, при наличии инвертора, совсем не нужно специально приобретать газосварочное оборудование, чтобы сделать один шов. Неэкономно и неэффективно. При определенном опыте и навыке получится хороший шов и при использовании электросварки.
Вернуться к оглавлению
Для выполнения сварочных работ потребуется:
Сварка внахлест делается наложением листов металла. Размер перекрытия зависит от состояния кромок. Чем они ровнее, тем меньше размер перекрытия. Желательно, чтобы размер накладывания листов превышал 5 мм.
Листы между собой должны иметь плотное соприкосновение. Для этого используют струбцины, зажимные кронштейны или тяжелые давящие грузы. Листы не должны иметь никакого просвета между собой, так как он может стать причиной прожига верхнего листа.
Для сварочной операции нужно выставить определенное значение сварочного тока. Эта величина зависит от:
- размера электрода;
- толщины листа.

Когда стальной лист имеет толщину менее 1 мм, параметр сварочного тока обязан достигать 40 А. Гораздо меньший ток применяется для электродов диметром 2 мм. Когда диаметр равен 3 мм, сила тока увеличивается.
Прежде чем приступать к серьезной работе, необходимо немного потренироваться на листе металла аналогичной толщины. Благодаря этому можно будет определить оптимальное значение сварочного тока. Оно находится в прямой зависимости с сетевым напряжением и значениями, установленными на аппарате. При пробной сварке можно будет выработать определенную манеру, чтобы не было прожига металла. Дело в том, что придется часто гасить и вновь зажигать дугу. Если немного промедлить с удалением электрода, обязательно появится отверстие в металле.
Свариваемые листы сначала нужно прихватить между собой. Для этого делаются небольшие шовные перемычки. Обычно их величина не превышает 10 мм. Шаг перемычек равняется 50 мм и делается по всей стыковой длине. Процесс сварки необходимо периодически прерывать. Электрод отдергивается, чтобы погасить дугу, затем быстро зажигается заново, за такие мгновения не будет происходить остывания металла. Величина силы тока и размер толщины металла влияют на время, при котором наблюдается непрерывное горения дуги. Примерно 3 секунды горит дуга, когда толщина металла менее 1 мм.
Электрод отдергивается, чтобы погасить дугу, затем быстро зажигается заново, за такие мгновения не будет происходить остывания металла. Величина силы тока и размер толщины металла влияют на время, при котором наблюдается непрерывное горения дуги. Примерно 3 секунды горит дуга, когда толщина металла менее 1 мм.
Отработав определенные навыки, можно приступать к выполнению основного технологического сварочного процесса. Листы нужно сварить полностью. Для этого сварка делается прерывистым швом. Чтобы получить такой шов, электрод периодически перемещается в холодную часть стыка. В результате металл не начнет коробиться, особенно когда стык имеет длину, превышающую 200 мм. Когда непрерывный шов имеет небольшую длину, коробление сводится к минимуму. Сварку нужно начинать с торца стыка, постепенно переходя на другую сторону, потом в середину и т.д.
Можно проводить сварку очень тонких металлических листов методом встык. Для такой операции необходимо, чтобы кромки листа имели минимальный зазор относительно общей длины стыка. Лучшим считается отсутствие какого-либо зазора. Чтобы варить методом встык тонкого листового металла, снизу устанавливается специальная вспомогательная подкладка. Это нужно обязательно, так как без подкладки проводить сварочные работы с очень тонким листовым металлом весьма трудно. Правда, если имеется сварочный инвертор, отличные электроды, импортного производства, то такая сварка вполне допустима.
Лучшим считается отсутствие какого-либо зазора. Чтобы варить методом встык тонкого листового металла, снизу устанавливается специальная вспомогательная подкладка. Это нужно обязательно, так как без подкладки проводить сварочные работы с очень тонким листовым металлом весьма трудно. Правда, если имеется сварочный инвертор, отличные электроды, импортного производства, то такая сварка вполне допустима.
Сварка тонколистового металла электродом — проблемы и особенности
Сварка тонких металлов всегда вызывает вопросы, не только у начинающих сварщиков, но и у опытных специалистов. В зависимости от изделия, техника, методы и приёмы сварки могут быть различными. Это зависит от назначения металлов и заготовок и того, где они будут использоваться.
В этой статье мы расскажем, как и каким образом сваривать тонкий металл электродом. Если Вы ищите место, где можно выгодно приобрести качественный лист горячекатаный, рекомендуем перейти по ссылке.
Основная
проблема, возникающая при сваривании заготовок из тонколистового металла – это
высокая вероятность сквозного прожога, в результате малейшего неосторожного
движения. А любой прожог, в свою очередь, делает деталь непригодной для
использования. Но, это только половина проблемы.
А любой прожог, в свою очередь, делает деталь непригодной для
использования. Но, это только половина проблемы.
С другой стороны, при чрезмерной аккуратности возникает другой риск – недостаточно плотного прикосновению электрода с металлом, что, в свою очередь, образует низкое качество сварного шва. Иными словами, на месте сварки остается непровар, что также делает деталь непригодной для использования.
Следующая проблема, возникающая при сварке тонколистовых металлов – это частое обрывание дуги из-за работы на низких сварочных токах. Существует еще более десятка проблем и нюансов, при сварке тонких металлов, поэтому следует знать специальные правила и знания.
Во-первых, необходимо подобрать правильную толщину электрода. Она будет зависеть от толщины металла. К примеру, для металла толщиной 3 мм необходимо подобрать диаметр электрода 3-4 мм.
Во-вторых,
следует устанавливать правильную величину сварочного тока. Величина выбирается
исходя из толщины металла и диаметра электрода. При сварке электродами,
толщиной 3 мм, выбирается сварочный ток, величиной 140-180 А. Если электрод еще
тоньше, сварочный ток устанавливается на уровне 10-90 А.
При сварке электродами,
толщиной 3 мм, выбирается сварочный ток, величиной 140-180 А. Если электрод еще
тоньше, сварочный ток устанавливается на уровне 10-90 А.
В-третьих, следует обращать внимание и на сами электроды и их тип. При сварке тонких листов металла, выбираются электроды, с которыми будет обеспечено легкое возбуждение сварочной дуги, сопровождающееся устойчивым горением.
При сварке тонколистовых металлов пользуются полуавтоматической или ручной дуговой сваркой. Сварка полуавтоматом намного проще и удобнее в таком случае. Однако далеко не у всех мастеров есть средства на столь дорогостоящее оборудование. Поэтому, зачастую для сварки пользуются именно дуговой сваркой.
10 лучших сварочных аппаратов для листового металла в 2021 году (включая варианты MIG и TIG)
Добро пожаловать в справочник Томаса по лучшим сварочным аппаратам для листового металла в 2021 году. Томас уже более 120 лет связывает покупателей и поставщиков из Северной Америки.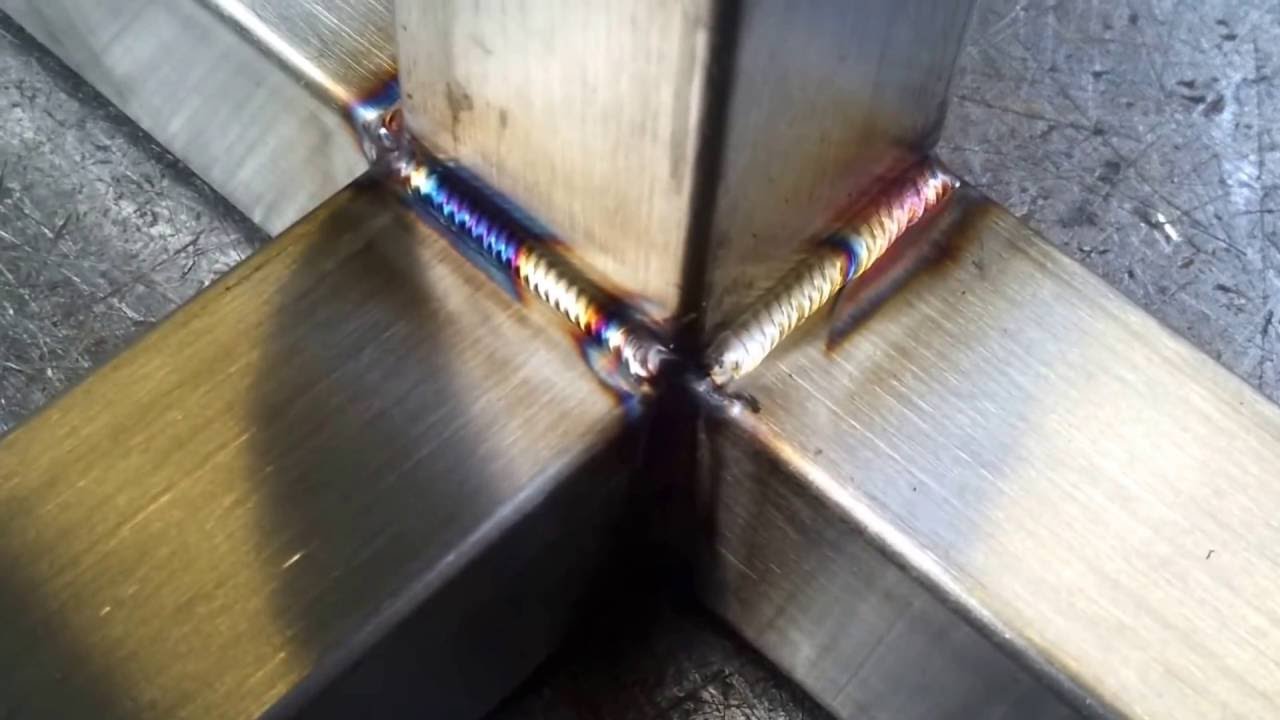 Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.
Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.
Сварка — это сложная наука, в которой задействовано множество движущихся частей, различные типы сварочных аппаратов и методов сварки.Поскольку используемые металлы, сплавы и материалы настолько уникальны по своим характеристикам и потребностям, одна и та же машина, скорее всего, не будет использоваться для разных сварочных работ. При сварке листового металла необходимо тщательно выбирать сварочный аппарат — не все сварщики способны успешно (или чисто) сваривать листовой металл.
Некоторые типы сварочных аппаратов лучше подходят для листового металла, чем другиеИзображение предоставлено: Shutterstock/YAKISTUDIO
Правильный сварочный аппарат не обязательно привязан к одному типу сварщика.Скорее, это зависит от того, насколько можно настроить машину, от процесса сварки, который может работать с машиной, и от того, могут ли настройки соответствовать более тонким материалам, таким как листовой металл. Существует много разных мнений о том, какой вид сварки лучше всего подходит для листового металла, но на самом деле некоторые из них можно без проблем использовать при правильном выполнении.
Существует много разных мнений о том, какой вид сварки лучше всего подходит для листового металла, но на самом деле некоторые из них можно без проблем использовать при правильном выполнении.
Лучший сварочный аппарат для листового металла — Руководство по покупке
Многие люди, заинтересованные в работе с этим конкретным материалом, могут задаться вопросом, как можно сварить листовой металл без повреждений.Тонкий листовой металл рискует быть разрушенным некоторыми типами сварщиков, но с правильными режимами сварки и аппаратами можно чисто и эффективно выполнять работу с листовым металлом даже на тонком металле без усугубления и неисправимых ошибок.
Типы методов сварки и лучшие методы сварки листового металла
Специального сварочного аппарата для листового металла не существует, но есть определенные сварочные аппараты, которые лучше всего подходят для этого проекта. Сварочные проекты с использованием тонких материалов могут быть привередливыми, но вот что нужно знать о некоторых из самых популярных сварочных процессов, которые идеально подходят для сварки листового металла.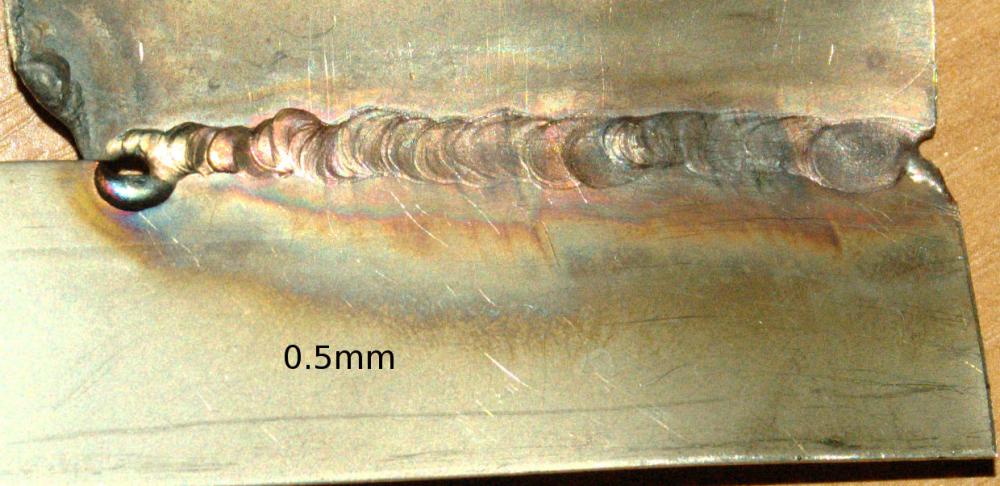
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа(или сварка TIG) известна тем, что хорошо справляется с тонкими металлами, это также самый чистый тип сварки с меньшим количеством шлака и грязи. Эту технику сложнее освоить, потому что есть несколько движущихся частей, которые нужно выполнять одновременно. Из описанных здесь вариантов сварка TIG занимает первое место, когда речь идет о лучших методах точности и контроля. Пользователь может управлять тем, что происходит в сварочной ванне, и отводимым теплом, что делает его очень удобным выбором для тонких материалов.
Сварка МИГ
MIG (сварка металлов в среде инертного газа) — еще один вид дуговой сварки. По мнению большинства, сварка MIG проще, чем сварка TIG, но, несомненно, она сложнее и ее сложнее контролировать. При этом сварка MIG является подходящим методом для листового металла и даже предпочитается некоторыми сварщиками, но пользователи должны учитывать используемые катушки с проволокой. Более тонкая проволока необходима для работы с листовым металлом, и сила тока также должна быть тщательно подобрана.
Более тонкая проволока необходима для работы с листовым металлом, и сила тока также должна быть тщательно подобрана.
Сварка стержнями и точечная сварка
Сварка стержнем — это третий метод дуговой сварки, а точечная сварка — разновидность контактной сварки. Палка обычно не лучше всего подходит для изготовления листового металла, потому что она грязная и часто слишком горячая и напористая для таких хрупких металлов, и любому, кто хочет сварить листовой металл, лучше приобрести машину, которая имеет больше, чем просто соединители. Точечная сварка может быть идеальной для определенных ситуаций, таких как автомобильные работы или сплавление листов, и выходит за рамки работы только с более толстыми металлами.
Независимо от того, ищете ли вы портативный сварочный аппарат, профессиональный сварочный аппарат, аппараты для сварки MIG, TIG или их комбинацию для своего сварочного проекта, здесь представлен выбор лучших аппаратов для процесса сварки листового металла.
Прокрутите вниз, чтобы узнать больше об этих лучших сварочных аппаратах и узнать, что о них говорят тысячи рецензентов.
1. Лучший сварочный аппарат профессионального уровня — Weldpro Digital TIG Welder
Эти сварочные аппараты TIG от Weldpro подходят для сварки стали и алюминия (и не только) и идеально подходят для проектов из листового металла. Он может работать как с переменным, так и с постоянным током и имеет множество регулируемых настроек, таких как сила тока, что делает его отличным выбором для тонких металлов, которые имеют довольно много особенностей. Машина тоже не приходит сама. В комплект входит множество полезных аксессуаров, таких как ножная педаль, электроды, регулятор газа аргона и насадки, которые помогут сваривать алюминий и другие стали и металлы методом TIG.
«Я купил эту машину в первую очередь для сварки алюминия и нержавеющей стали толщиной менее ⅜ дюйма для изготовления компонентов автомобиля типа гоночного дня», — написал рецензент. «Уровень настраиваемости на всех этапах процесса от начала до конца… это то, о чем я даже не подозревал, и даже оценю его, пока вы не поймете, насколько просто это упрощает навигацию по меню».
Технические характеристики
Мощность: 200 А, 110/120 В
Тип сварочного аппарата: TIG/стержень
Рабочий цикл: 40 % при полной силе тока для постоянного тока; Рабочий цикл 60 % для AC
КУПИТЬ СЕЙЧАС:
$878, Amazon2.Многоцелевой сварочный аппарат с лучшим соотношением цены и качества — YESWELDER TIG-205DS HF Welder
Еще один сварочный аппарат с технологией IGBT, Эта модель от YESWELDER также позволяет контролировать силу тока, что означает, что тонкие материалы не будут уничтожены. Хотя он не может справиться с давлением и объемом задач в профессиональных условиях, он обеспечивает отличное качество сварки для домашних мастерских и любителей, которое невозможно превзойти. Его легко носить с собой, он поставляется с педалью, расходными материалами и другими насадками, которые позволяют использовать его сразу после распаковки.
Его сравнивали с другими аппаратами аналогичной (и более высокой) ценовой категории, включая Forney Easy Weld. «Я бы поставил эту машину против любого из именитых сварщиков», — написал покупатель. «В течение многих лет я выполняю сварку методом TIG на работе с помощью сварочных аппаратов известных марок. Я купил этот, чтобы заняться тиггингом дома. Очень впечатлен простотой машины и качеством сварки».
Технические характеристики
Мощность: 205 А, 110/120 В
Тип сварочного аппарата: TIG/стержень
Рабочий цикл: 60%
КУПИТЬ:
$279.99, Амазонка3. Лучший бюджетный сварочный аппарат TIG — S7 TIG Welder
Трата тысяч долларов на сварочный аппарат – обычное дело, особенно для профессионалов отрасли. Но для небольших проектов и самостоятельных домашних мастеров этот сварочный аппарат S7 TIG является отличным вариантом, если бюджет важен. Помимо листового металла (например, он может работать с куском толщиной всего 0,3 мм), один покупатель отметил, что другие тонкие металлы и провода переменного тока также безопасны в руках этой портативной машины.
Помимо листового металла (например, он может работать с куском толщиной всего 0,3 мм), один покупатель отметил, что другие тонкие металлы и провода переменного тока также безопасны в руках этой портативной машины.
«Сварочный аппарат TIG сначала выглядит не очень, когда вы достаете его из коробки», — начал один рецензент. «Но мне нравится то, что он делает; мне потребовалось некоторое время, чтобы собрать все вместе, чтобы я мог его использовать. Я очень впечатлен тем, как он сваривает сталь толщиной ⅛ дюйма с листовой сталью 20 калибра. Это определенно стоит ваших денег».
Технические характеристики
Мощность: 200 А, 110/220 В
Тип сварочного аппарата: TIG/стержень
Рабочий цикл: 85%
КУПИТЬ СЕЙЧАС:
$197, Amazon4.Лучший сварочный аппарат MIG для сварки листового металла — многофункциональный сварочный аппарат Lincoln Electric Powermig
Для более мощной машины этот 40-фунтовый сварочный аппарат MIG от Lincoln Electric по-прежнему довольно портативен, но он тяжелее, чем некоторые из небольших бюджетных аппаратов, что делает его отличным выбором для подрядчиков и домашних сварщиков. У него есть цветной цифровой экран, который помогает пользователям визуализировать и настраивать параметры по своему вкусу, а также полезную схему сварки в интерьере, к которой стоит вернуться.Хотя у Lincoln Electric есть немало более крупных и мощных моделей, это отличный инструмент для начала сварки MIG, в том числе сварки листового металла.
У него есть цветной цифровой экран, который помогает пользователям визуализировать и настраивать параметры по своему вкусу, а также полезную схему сварки в интерьере, к которой стоит вернуться.Хотя у Lincoln Electric есть немало более крупных и мощных моделей, это отличный инструмент для начала сварки MIG, в том числе сварки листового металла.
«Мир машин, похожий на сон, и предустановленные настройки — отличная функция для людей, которые не часто занимаются сваркой», — написал клиент. «Большинство сварочных аппаратов MIG либо отлично работают с листовым металлом, либо посредственно с более толстой сталью, либо наоборот. 210 отлично работает на всех толщинах, просто заменив шнур питания со 120 В переменного тока на 240 В переменного тока, и он одинаково хорошо сваривает палку.
Технические характеристики
Питание: 120/230 В
Тип сварочного аппарата: Многофункциональный сварочный аппарат; Устройство для сварки MIG с возможностью сварки TIG, дуговой сварки и сварки под флюсом
Рабочий цикл: 40%
КУПИТЬ СЕЙЧАС:
$1839,89, Amazon5.
 Лучший аппарат для точечной сварки — профессиональный портативный электрический аппарат для точечной сварки Stark на 240 В
Лучший аппарат для точечной сварки — профессиональный портативный электрический аппарат для точечной сварки Stark на 240 ВСварочный аппарат для точечной сварки использует тепло и давление для сварки, но из-за его более низкой проводимости он отлично подходит для сварки листового металла — мягкой стали, алюминия или других материалов.А поскольку в автомобильной промышленности используется много листового металла, аппарат для точечной сварки, такой как , этот от Stark , может быть таким же распространенным, как и сварочный аппарат TIG или MIG в магазине, и может быть лучшим выбором при покупке подходящего сварочного аппарата.
Этот конкретный вариант может показаться маленьким, но он по-прежнему обеспечивает достаточную мощность и качественные сварные швы в своей довольно тяжелой 28-фунтовой раме. Простым нажатием на рычаг он сваривает материалы вместе и позволяет легко управлять открытием, закрытием и потоками машины. С практикой можно даже сваривать алюминий. «Этот аппарат для точечной сварки действительно ускоряет работу по сварке листового металла», — написал один рецензент. Другой добавил, что это «лучший способ сварить два плоских куска листового металла за считанные секунды».
С практикой можно даже сваривать алюминий. «Этот аппарат для точечной сварки действительно ускоряет работу по сварке листового металла», — написал один рецензент. Другой добавил, что это «лучший способ сварить два плоских куска листового металла за считанные секунды».
Технические характеристики
Питание: 240 В
Тип сварочного аппарата: Точечный сварочный аппарат
Рабочий цикл: 50%
КУПИТЬ СЕЙЧАС:
$199,95, Amazon6. Лучший плазменный резак и сварочный аппарат — PrimeWeld 3-в-1 50-амперный плазменный резак
Универсальный во многих случаях является лучшим, и хотя сварка листового металла может быть на столе в один прекрасный день, вам может понадобиться другая сила тока, навыки или техника в другой день.Чтобы удовлетворить эти потребности, квадратный зверь PrimeWeld является разумным выбором. В один момент он может сварить тонкий металл вместе, а в следующий он способен разрезать своим резаком шесть дюймов материала.
Он также поставляется с множеством насадок и аксессуаров, таких как воздушный шланг, адаптер и несколько расходных материалов. Если его многочисленные навыки и мощность кажутся пугающими для хрупкого металла, возьмите это у одного клиента, который написал: «Я использовал плазменный резак для листового металла (как [] горячий нож для масла) и стали толщиной в четверть дюйма.
Технические характеристики
Питание: 120/240 В
Тип сварочного аппарата: TIG/палочный/плазменный резак
Рабочий цикл: 60%
КУПИТЬ СЕЙЧАС:
$399, Amazon7. Лучший сварочный аппарат для тонкого и толстого металла — Goplus MIG 130 Welder
Переход между тонким и толстым металлом требует машины, такой как Goplus, которая имеет не одну скорость подачи проволоки, а 10. У горелки MIG довольно длинный шнур, который помогает руке маневрировать под странными углами и в более широком пространстве, но многие покупатели смогли успешно подключить его к удлинителю для большей досягаемости.Это ни в коем случае не аппарат профессионального уровня, но он идеально подходит для небольших сварочных задач.
У горелки MIG довольно длинный шнур, который помогает руке маневрировать под странными углами и в более широком пространстве, но многие покупатели смогли успешно подключить его к удлинителю для большей досягаемости.Это ни в коем случае не аппарат профессионального уровня, но он идеально подходит для небольших сварочных задач.
В зависимости от выбранной проволоки пользователи могут настроить ее в соответствии со своими потребностями и типом металла или сплава, с которым они имеют дело. «Отлично работает для того, что есть; стандартная проволока, идущая в комплекте со сварочным аппаратом, не сильно нагревается и ее легко использовать для листового металла», — пояснил покупатель. «Переход на более качественную проволоку увеличивает температуру, что значительно облегчает сварку более толстых металлов, но почти невозможно использовать для листового металла.”
Технические характеристики
Питание: 110 В
Тип сварочного аппарата: MIG/сварочный аппарат с флюсовой проволокой
Рабочий цикл: 10%
КУПИТЬ СЕЙЧАС:
$149,99, Amazon8.
 Лучший автомобильный сварочный аппарат для листового металла — Hobart 500559 Handler 140 MIG Welder
Лучший автомобильный сварочный аппарат для листового металла — Hobart 500559 Handler 140 MIG WelderАппараты для сварки MIG и точечной сварки хорошо подходят для автомобильных работ. Хороший аппарат для точечной сварки для этой цели был рассмотрен, но покупатели на рынке хорошего MIG (который также может выполнять сварку с флюсовой проволокой) могут положиться на Hobart 50059 модель .Машина предназначена для укладки последовательных бусинок и работы с приличным диапазоном металлических калибров, что подтверждают многие обозреватели.
С помощью этого высококлассного инструмента сварка стали, нержавеющей стали и алюминия становится возможной для профессиональных сварщиков или тех, кто занимается ремонтом автомобилей. «Это отличный сварочный аппарат за такую цену», — написал покупатель. «Я купил это для общего использования при ремонте автомобилей. Я использовал его для сварки довольно большого количества сменных панелей из листового металла, ремонта выхлопной системы и изготовления, а также для более тяжелого уголка и труб для общего изготовления.
Технические характеристики
Питание: 115 В
Тип сварочного аппарата: MIG и флюсовая сердцевина
Рабочий цикл: 20%
КУПИТЬ СЕЙЧАС:
529,99 долл. США (было 604,99 долл. США), Amazon9. Лучший сварочный аппарат для тяжелых условий эксплуатации — LOTOS MIG175 175AMP MIG Welding with Free Spool Welding Gun
Один из самых тяжелых в списке, , этот 85-фунтовый сварочный аппарат LOTOS может сваривать мягкую сталь, алюминий и нержавеющую сталь.Несмотря на то, что он хорошо оборудован для небольших подрядчиков и серьезных сварщиков-любителей, настроить его несложно. Он поставляется с катушкой, регулятором аргона, шлангом и другими насадками, и многие люди, которые приобрели, были довольны качеством входящих в комплект деталей (иногда редкость).
Сама подача проволоки также достаточно стабильна, что приводит к более чистым результатам. «При полной мощности этот 175-амперный блок работает плавно и обеспечивает идеальный проход с легкостью и большим проникновением», — описал один человек.«Он также работает одинаково [хорошо] при низких температурах на легком листовом материале».
Технические характеристики
Мощность: 175 А, 220 В
Тип сварочного аппарата: MIG
Рабочий цикл: 20–30 %
КУПИТЬ СЕЙЧАС:
$514,27, Amazon10. Лучший аппарат для сварки TIG и электродуговой сварки — сварочный аппарат Lincoln Electric 200 A Square Wave TIG 200
Для комбинации сварки TIG и сварки электродом обратите внимание на эту высоко оцененную версию от Lincoln Electric .Для тех, кто предпочитает эти методы MIG, эта машина стоит своих денег и не слишком дорогая по сравнению с более крупными моделями той же марки. Он имеет частоты как переменного, так и постоянного тока, причем первый невероятно прост в настройке и настройке, что идеально подходит для листового металла.
Он имеет частоты как переменного, так и постоянного тока, причем первый невероятно прост в настройке и настройке, что идеально подходит для листового металла.
Сварочный аппарат также поставляется с несколькими аксессуарами, включая ножную педаль и зажим. «Я много раз делал MIG для алюминия и всегда изо всех сил пытался сделать алюминий достаточно чистым», — написал рецензент. «Эта машина сравнима со сваркой без очистки и сваривает намного лучше, чем мой Miller Multimatic с очисткой.
Технические характеристики
Питание: 230 В
Тип сварочного аппарата: TIG и аппарат для сварки электродом
Рабочий цикл: 60%
КУПИТЬ СЕЙЧАС:
$2299, Amazon Мягкая сталь, листы металла и алюминий требуют определенной осторожности для успешной сварки, и вышеупомянутые машины могут помочь сварщикам как профессионального уровня, так и начинающего. Сварочный аппарат Хобарта ( $529,99, Amazon ) отлично подходит для автомобильных приложений и более общих проектов и соответствует многим профессиональным стандартам, но если вы предпочитаете что-то с контролируемой скоростью подачи проволоки, которая не ударит по вашему бюджету, Goplus MIG 130 ( $149 .99, Amazon ) — хороший вариант.
Мы надеемся, что наш обзор лучшего сварочного аппарата для листового металла был вам полезен. Чтобы узнать о других похожих поставщиках, включая поставщиков ультразвуковых, лазерных, стыковых и точечных сварочных аппаратов, обратитесь к нашим дополнительным руководствам или посетите Thomas Supplier Discovery Platform.
*Цены, указанные в этой статье, указаны на Amazon.com по состоянию на октябрь 2021 года.
Источники
Прочие сварочные изделия
Другие статьи о лучших продуктах
Больше из Машины, инструменты и расходные материалы
Сварка листового металла | Минифабер
Ноу-хау, приобретенное за эти годы, постоянный процесс инноваций и многофункциональное оборудование позволяют Minifaber предлагать сварку листового металла услуги в соответствии со спецификациями заказчика .
Типы сварочных процессов
Minifaber выполняет сварку MIG, TIG, контактную сварку, рельефную сварку, роботизированную сварку MIG и TIG, а также лазерную сварку различных поверхностей из металлов и алюминиевых сплавов, а также нержавеющей стали и железа.
Сварка МИГ
Сварка MIG, также называемая сварка MAG , представляет собой процесс непрерывной сварки проволокой, при котором защитный газ обеспечивает защиту ванны для обжига. Сварка MIG или MAG используется там, где требуется высокая производительность и высокая гибкость использования.В то время как сварка MIG требует использования инертного газа, сварка MAG выполняется с использованием активного газа.
Сварка ВИГ
Сварка ВИГ — один из самых популярных методов сварки, поскольку он обеспечивает высокое качество компонентов. Особенно рекомендуется для сварки тонких деталей, его можно использовать как для непрерывной, так и для точечной сварки.
Сварка сопротивлением
Сварка сопротивлением — это метод сварки плавлением металлов, при котором материал нагревается электрическим сопротивлением.Сварка сопротивлением, обычно используемая для сварки железа и стали, гарантирует высокие стандарты качества свариваемых компонентов, обеспечивая при этом экономию времени и средств. Если вы хотите узнать больше о контактной сварке , мы вам все объясним.
Выступающая сварка
Выступающая сварка требует размещения шпилек на свариваемых металлах. В процессе сварки металла сварочный ток направляется на шпильку, которая нагревается для получения сложных сварных швов с конечными результатами, гарантирующими превосходное качество при низких затратах.По сути, выступающая сварка — это тип контактной сварки, в которой используется выступ.
Роботизированная сварка TIG MIG MAG
Роботизированная сварка выполняется программируемыми промышленными роботами. В основном используется в ситуациях, когда требуется повторная сварка, он гарантирует повторяющуюся точность, которую трудно достичь при ручной сварке. Повышенная точность и более высокая производительность являются основными преимуществами роботизированной сварки .
Повышенная точность и более высокая производительность являются основными преимуществами роботизированной сварки .
Лазерная сварка
Лазерная сварка позволяет сваривать металлы и металлические сплавы, создавая тонкий и глубокий шов с уменьшенными тепловыми деформациями благодаря пониженному теплу, даже на материалах, которые иначе нельзя было бы сварить.Точность, чистота, минимальное подвод тепла и быстрое производство — вот лишь некоторые из преимуществ лазерной сварки .
Сварочные металлы: металлы, которые мы обрабатываем в Minifaber
Упомянутые процессы сварки применимы к широкому спектру металлов и компонентов из листового металла, которые можно сваривать для создания полуфабрикатов и готовых изделий. С помощью этих процессов Minifaber может обеспечить сварку железа, алюминия, нержавеющей стали и меди.
Сварка железа
Сварка железа является одним из наиболее востребованных сварочных процессов, поскольку этот материал широко используется в нескольких отраслях промышленности. Благодаря передовому оборудованию и обширному ноу-хау, накопленному за годы, Minifaber может предоставлять услуги по сварке чугуна с высочайшей чистотой и точностью . Существует 5 различных способов сварки железа : Minifaber поможет вам выбрать правильный!
Благодаря передовому оборудованию и обширному ноу-хау, накопленному за годы, Minifaber может предоставлять услуги по сварке чугуна с высочайшей чистотой и точностью . Существует 5 различных способов сварки железа : Minifaber поможет вам выбрать правильный!
Сварка алюминия
Известный своей пластичностью, легкостью и стойкостью к окислению, алюминий используется во всех секторах, где требуются эти качества, например, в аэрокосмической отрасли и транспортном секторе.Minifaber специализируется на различных типах сварки алюминия : сварка алюминия MIG , сварка алюминия TIG и других сварочных процессов для производства алюминия в соответствии с желаемой производительностью.
Сварка нержавеющей стали
Нержавеющая сталь — это специальный стальной сплав, обладающий такими важными качествами, как устойчивость к ржавчине, коррозионная стойкость и соответствие высоким стандартам гигиены. По этой причине нержавеющая сталь широко используется в пищевой промышленности.Minifaber предоставляет услуги по сварке нержавеющей стали для любых конкретных требований, а также предлагает три различных услуги по сварке нержавеющей стали .
По этой причине нержавеющая сталь широко используется в пищевой промышленности.Minifaber предоставляет услуги по сварке нержавеющей стали для любых конкретных требований, а также предлагает три различных услуги по сварке нержавеющей стали .
Сварка меди
Медь используется в электротехнике и электромеханике из-за ее высокой проводимости и пластичности. Сварка меди входит в число услуг, предоставляемых Minifaber для национальных и международных клиентов.
Вас интересует сварка металлов? Читайте наши сообщения, чтобы узнать больше.
Сварка металлов MIG: 5 советов, как сделать работу идеальной — опубликовано во вторник, 7 января 2014 г.
7 странных вещей, созданных сваркой металлов — опубликовано во вторник, 21 января 2014 г.
Как правильно выбрать процесс сварки металла, MIG или TIG? – опубликовано во вторник, 4 февраля 2014 г.
Сварка толстых и тонких деталей
Если следовать наилучшему дизайну, соединение толстых и тонких деталей должно быть сведено к минимуму. Когда нам нужно соединить толстое с тонким, мы должны следовать некоторым основным правилам, чтобы добиться успеха. Более толстая часть всегда сможет поглотить больше тепла, чем более тонкая. Также следует учитывать теплопроводность материалов и их влияние на процесс сварки. Такие материалы, как алюминий, могут поглощать гораздо больше тепла, чем сталь или нержавеющая сталь.
Когда нам нужно соединить толстое с тонким, мы должны следовать некоторым основным правилам, чтобы добиться успеха. Более толстая часть всегда сможет поглотить больше тепла, чем более тонкая. Также следует учитывать теплопроводность материалов и их влияние на процесс сварки. Такие материалы, как алюминий, могут поглощать гораздо больше тепла, чем сталь или нержавеющая сталь.
При сварке чего-то толстого с тонким, мы должны убедиться, что у нас правильно настроена сила тока, иначе мы рискуем сжечь более тонкую из двух частей.Если мы установим низкую силу тока, чтобы предотвратить чрезмерное плавление при сварке, мы рискуем не иметь достаточно тепла, чтобы расплавить бегущую часть. Кроме того, если мы установим слишком высокий уровень силы тока, чтобы нагреть более толстую часть, мы рискуем сжечь или расплавить более тонкую часть.
Один из подходов заключается в использовании правильной силы тока для более тонкого материала. Используя горелку или другой нагревательный инструмент, нагрейте более толстую часть до точки, в которой она легко приварится к более тонкой части. Использование этого процесса также полезно для увеличения эффективной теплоты, которую вы можете получить с помощью некоторых небольших сварочных аппаратов.Если мы предварительно нагреем основной материал, мы сможем сварить более толстый материал, чем обычно.
Использование этого процесса также полезно для увеличения эффективной теплоты, которую вы можете получить с помощью некоторых небольших сварочных аппаратов.Если мы предварительно нагреем основной материал, мы сможем сварить более толстый материал, чем обычно.
Другой метод, который мы можем использовать, заключается в установке силы тока, достаточной для сварки более толстой из двух металлических частей. Когда мы свариваем, мы просто целуем край более тонкой части и направляем большую часть тепла на более толстую часть. Угол наклона горелки и электрода может сыграть большую роль при использовании этой техники. Наличие достаточного количества присадочного металла в соединении также действует как огнетушитель на более тонкую часть.
Есть еще одна хитрость, которую мы можем использовать, когда сталкиваемся с проблемой сварки тонкого и толстого . Мы можем разместить радиатор на обратной стороне более тонкой части. Если мы поместим кусок меди, латуни или алюминия на обратную сторону более тонкой части, это может предотвратить преждевременное плавление до того, как более толстая часть будет готова расплавиться.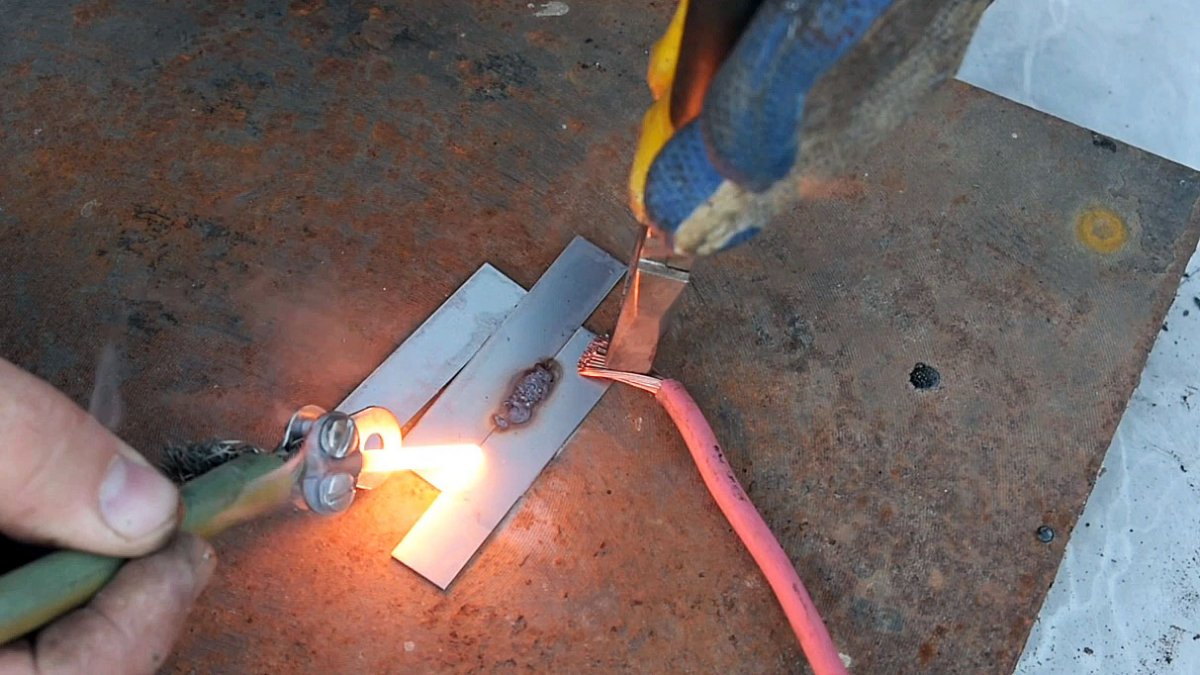 Блок, зажатый на обратной стороне листа или пластины, сделает свое дело.
Блок, зажатый на обратной стороне листа или пластины, сделает свое дело.
Твердый стержень или стержень, вставленный в трубу, также хорошо работает. Возможность механической обработки детали иногда является лучшим способом изготовления необходимого радиатора или оснастки.Для этих целей всегда пригодится немного обрезков алюминия и меди. Будьте изобретательны в использовании и применении, потому что существует более одного правильного подхода к проблеме сварки.
Если детали изготовлены из нержавеющей стали, титана или никелевых сплавов, необходимо рассмотреть возможность продувки инертным газом обратной стороны более тонкого компонента для предотвращения загрязнения, засахаривания или чрезмерного образования карбида. Если мы прожжем более тонкий материал и у нас не будет обратной продувки инертным газом, мы можем повредить материал без возможности ремонта.Мы должны проявлять особую осторожность, чтобы не перегреть эти материалы, и следить за тем, чтобы уровни силы тока соответствовали спецификациям процедуры сварки.
Посетите веб-сайт Longevity (www.longevity-inc.com) или канал YouTube (www.youtube.com/longevitywelding) для получения более подробной информации об оборудовании для различных процессов сварки и резки. У компании Longevity есть подходящая машина для вашего конкретного применения, поэтому взгляните и выберите то, что лучше всего подходит для ваших материалов, продукта и потребностей.
Как приклеивать сварные швы к тонким металлам; Лучшее руководство и советы 2021 года » Часто задаваемые вопросы по сварке
Сварка стержнем — это процесс, известный тем, что он выделяет много тепла. Это может привести к прожогу при сварке тонких листов металла. Значит ли это, что вам не следует использовать электродуговую сварку на тонком металле?
Хотя сварка MIG и TIG рекомендуется для сварки тонкого металла поверх сварки электродом, с помощью этого процесса все же можно сваривать тонкие листы металла. И в этой статье мы рассмотрим сварку тонкого металла.
Как сваривать тонкие листы металла с помощью сварочного аппарата
Шаг первый: выберите электрод
Сварка тонких металлических листов методом стержневой сварки требует электрода, который одновременно прощает ошибки и имеет высокую скорость наплавки. Лучшими стержнями для работы могут быть стержни ⅛ дюйма 6011 или 6013. Если вы работаете с поверхностью, покрытой ржавчиной или краской, модель 6011 немного более щадящая.
Шаг второй: очистите поверхность
Несмотря на то, что сварка электродами известна тем, что она прощает ржавые, окрашенные и грязные поверхности, всегда полезно сначала очистить поверхность сварного шва.Тем не менее, не трите поверхность слишком сильно, иначе у вас может не остаться металла для сварки.
Шаг третий: установка сварочного аппарата
сварка тонким металломДля достижения наилучших результатов рекомендуется использовать отрицательный электрод постоянного тока. Это означает, что держатель электрода будет подключен к отрицательной клемме сварочного аппарата . Причина этого в том, что он производит наименьшее проникновение.
При работе с тонкими металлическими листами глубокое проплавление не всегда рекомендуется, так как это может привести к прожогу, учитывая толщину металла. Что касается выходной силы тока, начните с самой низкой настройки силы тока вашего сварочного аппарата.
Что касается выходной силы тока, начните с самой низкой настройки силы тока вашего сварочного аппарата.
Шаг четвертый: сварка металла
При сварке металла лучше всего зажечь его, как спичку. Чтобы избежать прожога, ударьте по арке и отколите ее, прежде чем снова ударять по ней.
Преимущества электродуговой сварки тонкого металла
- Сварка электродами более щадящая сварка на ржавых, грязных или окрашенных поверхностях, чем сварка ВИГ и МИГ
- Сварка электродов может выполняться на улице в ветреную погоду
- По сравнению со сваркой ВИГ и МИГ необходимое оборудование дешевле
- Нет необходимости во внешнем защитном газе при сварке электродом
Недостатки сварки тонкого металла электродом
- Выделяет большое количество тепла, которое может вызвать прожог листового металла
- При сварке электродом образуется много брызг и шлака
- Готовый шов обычно выглядит не эстетично
Советы по технике безопасности при сварке электродом
- Из-за выделения тепла при сварке электродом рекомендуется надевать перчатки и другое защитное снаряжение при сварке.
- Надевайте сварочную маску для защиты глаз от ультрафиолетового света. спотыкаться и падать
- При сварке убедитесь, что сварочный аппарат остыл, чтобы избежать перегрева

Q-1 : Какой электрод лучше всего подходит для электродуговой сварки тонкого металла?
Ответ: Одним из лучших электродов для обработки листового металла является стержень 6013.Это быстрозамерзающее удилище, которое хорошо работает с тонкой сталью. Стержни 6011 также рекомендуются для сварки тонких металлических листов.
Q- 2: Какой самый тонкий металл можно сваривать электродами? Ответ: При сварке стержнем вы можете перейти на калибр 22. При этом калибре вы в основном будете выполнять сварку прихватками и пропусками. Что-нибудь ниже 22 калибра, и вам будет действительно трудно сваривать, не испытывая прожога.
Ответ: Сварку электродом можно выполнять на различных металлах, включая мягкую сталь, чугун, низколегированную и высоколегированную сталь, а также углеродистую сталь.
ЗаключениеСварка стержнем — идеальный сварочный процесс для сварки ржавых, окрашенных или грязных материалов. Таким образом, хотя это не лучший вариант для сварки тонкого металла, он идеален, когда у вас нет выбора. Это может быть, когда вы не можете должным образом очистить металл для сварки TIG или MIG.
Как MIG листового металла для получения идеального сварного шва
Лист для сварки MIGметалл может быть тверже, чем TIG, во многом благодаря тому, что больше тепла вовлечены в процесс.Первое, что вы пытаетесь сделать, это свести к минимуму подвод тепла к металлу, чтобы он не деформировался и не выдувался.
Сварка листового металла Ключ к сварке листового металла MIG заключается в том, чтобы запустить его с теми же настройками, как если бы вы делали вертикальную сварку вверх. Однако не забывайте, что если ваша машина работает слишком холодно, чтобы правильно расплавить наполнитель и проникнуть в металл, вам придется проводить дополнительное время в каждом месте, что добавляет больше тепла. Хитрость при работе с листовым металлом заключается в том, чтобы найти правильный баланс.
Однако не забывайте, что если ваша машина работает слишком холодно, чтобы правильно расплавить наполнитель и проникнуть в металл, вам придется проводить дополнительное время в каждом месте, что добавляет больше тепла. Хитрость при работе с листовым металлом заключается в том, чтобы найти правильный баланс.
Вы можете сделать несколько вещей, чтобы бороться с этим лишним теплом, первая из которых — выбрать правильный размер провода. В общем, не используйте проволоку, которая толще вашего листового металла.
Если вы свариваете стальной лист толщиной 1 мм, то для достижения наилучших результатов вам следует использовать проволоку диаметром 0,6 мм, хотя 0,8 мм также подойдет. Чем тоньше ваша проволока, тем меньше тепла вам потребуется для ее плавления, и, следовательно, тем меньше тепла вы будете вкладывать в лист во время работы.
Мягкая сталь HYPERMIG ГИПЕРМИГ из нержавеющей стали По той же причине (чтобы снизить уровень нагрева) вы не хотите использовать проволоку для сварки MIG с флюсовой сердцевиной, так как она требует большего нагрева и больше послесварочных работ.
Есть два пути что вы можете подогнать свой металл: с зазором или без него. Есть плюсы и минусы в обоих направлениях, но если ваш металл тоньше 3 мм, вам не понадобится зазор.
ЗазорПри соединении листового металла между двумя частями можно оставить небольшой (например, 1 мм) зазор.
Когда вы приступите к сварке, вы заполните этот зазор присадочной проволокой, что обеспечит лучшее проплавление, так как есть место для заполнения проволоки (что может помочь, поскольку MIG часто наплавляет больше металла).
Проблема с оставлением пробела, особенно если вы все еще учитесь, заключается в том, что его может быть трудно правильно заполнить. Кроме того, если вы неправильно настроите свою машину и продуете металл, вам придется заполнить еще большую дыру.
Если вы работаете с зазором между металлом, вы можете попробовать хороший метод, чтобы начать с горелки под крутым углом (около 45 °, сопло опирается на пластину). Наклон фонарика означает, что вы можете видеть, что делаете.
Как только он растает, потяните резак вверх, обратно на 90° (по вертикали). Все движение должно происходить в течение 1-2 секунд, чтобы вы не продулись.
Вы все еще выполняете прихваточный шов, но в основном «ведете» сварочную ванну от одного края к другому, обеспечивая полное проплавление. Он также оставляет относительно плоский валик, так что вам придется меньше шлифовать его позже.
Без зазораЕсли вы не оставите зазор и прижмете две детали непосредственно друг к другу, вам нужно будет работать немного горячее, чем если бы вы оставляли зазор.Причина в том, что без зазора вы пытаетесь расплавить две части вместе, поэтому вам нужно, чтобы они обе расплавились. Отсутствие зазора не означает, что вы можете получить более плоские сварные швы , если ваша машина настроена на точные настройки.
Настройки Когда вы работаете с листовым металлом, лучшее, что вы можете сделать, это взять дополнительный металл той же толщины и поэкспериментировать с настройками (и попрактиковаться в скорости). Таким образом, вы не пытаетесь понять это на основной части, и вы можете настроить их по мере необходимости.
Таким образом, вы не пытаетесь понять это на основной части, и вы можете настроить их по мере необходимости.
Если вы работаете с автомобильной панелью , выяснение того, что вы работаете слишком жарко и проделываете дыру в фактической части, — это не то, как вы хотите учиться.
Возьмите немного запасного металла и убедитесь, что ваша машина достаточно нагрета, чтобы сформировать лужу и проникнуть должным образом, прежде чем вы начнете настоящую вещь.
Если валик сварного шва утолщен и не обеспечивает полного проплавления, можно увеличить напряжение и/или уменьшить скорость подачи проволоки. Вы хотите, чтобы сварной шов был как можно более плоским, поэтому в конце необходима минимальная шлифовка.
Выполнение сваркиКак только вы получите машина все настроена, пора сваривать. Двумя наиболее распространенными методами являются точечная/прихватка. сварной шов и шовный шов.
Чтобы выполнить точечную сварку, держите горелку над стыком, нажимайте на курок в течение 1-2 секунд, пока не увидите форму лужи. Как только вы увидите эту лужу, вы можете отпустить курок. Это ваша точечная (или прихваточная) сварка. Это точно так же, как если бы вы делали прихватку на обычном сварном соединении, чтобы скрепить две детали.
Как только вы увидите эту лужу, вы можете отпустить курок. Это ваша точечная (или прихваточная) сварка. Это точно так же, как если бы вы делали прихватку на обычном сварном соединении, чтобы скрепить две детали.
Чтобы сварить весь лист, вы делаете серию точечных сварных швов, при этом каждая новая точка перекрывает предыдущую примерно наполовину. Сварка внахлест гарантирует отсутствие зазоров.
При выполнении серии прихваточных/точечных сварных швов вы хотите сделать только 3 или 4 перекрывающихся прихватки в одном месте, если больше, вы рискуете прожечь уже нагретую пластину. Затем перейдите к другому концу сварного шва и сделайте еще одну серию точечных сварных швов внахлест.
Диаграмма точечных сварных швов внахлестШовный шов представляет собой непрерывный короткий шов длиной всего 2–3 см.Вместо серии перекрывающихся галсов у вас будет небольшой пробег. Если вы собираетесь выполнять стежковую сварку, убедитесь, что ваши настройки точны.
Как и в случае прихватки, вам не нужно делать швы непосредственно рядом друг с другом. Начните с одного конца и поменяйте местами на другой, чтобы металл не перегревался в одном месте.
Идея в том, чтобы двигаться вокруг тарелки, чтобы равномерно распределить тепло и предотвратить его деформация. Не возвращайтесь к ранее заваренному участку, пока он не остынет.Вы узнаете, что он снова готов к сварке, если сможете дотронуться до него голым рука.
Сварка листового металла может занять много времени (и терпения), особенно если у вас есть длинная панель для сварка, но если вы поторопитесь и попытаетесь надеть на нее длинный валик, вы просто в конечном итоге возникнут проблемы, которые потребуют исправления, что займет еще больше времени, так что не торопитесь.
Быстрый совет: следите
на выступе провода MIG каждый раз, когда вы оттягиваете его, так как вы хотите его обрезать
всякий раз, когда на конце образуется шар.Шар, который образуется, толще проволоки,
а это значит, что вам понадобится больше тепла, чтобы расплавить его. Если это не заставит вас взорваться
через свой лист, лишний металл потом все равно придется стачивать, так что
лучше всего просто обрезать.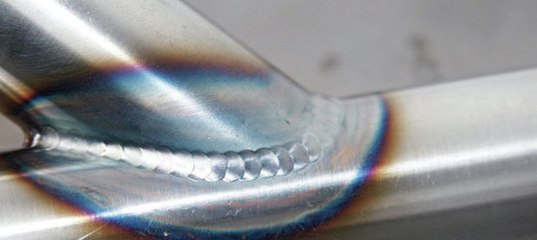
Хороший способ сохранить от случайного продувания заключается в том, чтобы вставить медную опорную пластину за сустав (тот, который можно удалить!). Медь помогает поглощать тепло закачивается в металл, и поскольку это разнородный металл, сварной шов не палку, чтобы вы могли вытащить ее, когда закончите.
После сваркиКогда вы работаете с листовым металлом, особенно если это автомобильные панели, обычно выполнять послесварочные работы, особенно при сварке MIG. Вам нужно сделать сварить заподлицо с основным металлом, чтобы при покраске не было очевидные области, которые торчат.
Поскольку вы будете шлифовать верхнюю часть сварного шва, очень важно добиться полного провара. Если ваш сварной шов не прошел полностью до задней части, когда вы шлифуете и сглаживаете верхнюю часть сварного шва, вы теряете большую его часть.
Еще одна вещь, о которой следует помнить, и почему вы так сильно стараетесь, чтобы ваш сварной шов в первую очередь сел ровно, заключается в том, что вы должны зашлифовать его заподлицо, как только вы закончите. Чем более плоский ваш окончательный шов, тем меньше шлифовки вам придется делать после.
Чем более плоский ваш окончательный шов, тем меньше шлифовки вам придется делать после.
← Просмотреть все статьи
101 Как сварить листовой металл
ОсновыSpeedhunters, познакомьтесь с моим другом Джо. Мы соседи, но в то же время и родственные души, поскольку оба владеют кастомизированными классическими американскими автомобилями.
Он увлекается хот-родами и мотоциклами, а это его грузовик Chevy 49-го года. Грузовик Джо, по моим подсчетам, готов примерно наполовину, и, если честно, он продвинулся так далеко, используя только свою чековую книжку.
На данный момент он собрал довольно хороший грузовик с убийственной рядной шестеркой 235ci на полностью изготовленном по индивидуальному заказу шасси от Total Cost Involved. Он находится в той точке, когда ему нужно научиться делать что-то самому, если он собирается закончить это дело, не разорившись.
Когда я впервые встретил Джо, я заметил кое-что забавное в задних крыльях его пикапа. Поскольку он не умеет сваривать, он разложил их кусками дерева, пока не нашел кого-нибудь, кто расширил бы их для него. Думаю, пришло время это исправить.
Поскольку он не умеет сваривать, он разложил их кусками дерева, пока не нашел кого-нибудь, кто расширил бы их для него. Думаю, пришло время это исправить.
Прошлая суббота началась так. Поскольку мне все равно пришлось вывозить Kaiser из гаража, я подумал, почему бы не взять его на завтрак с буррито?
Приятно сдуть паутину из выхлопной трубы, плюс на душе полезно.
Разобравшись с этим, пришло время для работы на целый день.
Сначала я собрал припасы. Помимо еды и питья, нам понадобится сварочная маска, кожаные перчатки, защита для глаз и ушей, шлифовальная машина и ножовка для распиливания крыльев надвое. Респиратор — это специальная модель для защиты от сварочного дыма, которая поможет избежать худшего похмелья в вашей жизни. Поверьте мне.
Звездой шоу станет мой маленький сварщик Хобарт. Это бюджетная версия Miller, но она безупречно работала большую часть десятилетия.Это сварщик, который построил Kaiser и бесчисленное множество других небольших проектов. Регулятор напряжения в нижней части регулирует количество энергии или тепла при сварке, а регулятор подачи проволоки регулирует скорость выхода проволоки из горелки. Довольно просто, правда? Настройки, которые вы видите здесь, лучше всего работают с листовым металлом для этого сварочного аппарата.
Регулятор напряжения в нижней части регулирует количество энергии или тепла при сварке, а регулятор подачи проволоки регулирует скорость выхода проволоки из горелки. Довольно просто, правда? Настройки, которые вы видите здесь, лучше всего работают с листовым металлом для этого сварочного аппарата.
Это сварка MIG, MIG означает Metal Inert Gas. Газ используется для защиты расплавленной ванны от атмосферы и обеспечения чистой среды для сварки.CO2 — более дешевый способ, но я давно узнал, что C25, который на 25% состоит из аргона и на 75% из углекислого газа, дает более чистый сварной шов. Я также рекомендую взять самую большую бутылку, какую только сможете, потому что заправки не намного дороже, но служат в пять раз дольше, чем маленькие бутылочки.
Наверху вы найдете регулятор. Манометр справа — это давление в резервуаре, а манометр слева — регулируемый расход в кубических футах в час. Я просто оставляю его около 20, и он прекрасно себя чувствует в укрытии гаража.Если есть ветер, вам придется увеличить поток, чтобы обеспечить чистый сварной шов, например, если вы свариваете на подъездной дорожке.
Помимо самого сварщика, маска является самым важным элементом оборудования. В течение многих лет я пользовался дешевыми масками, но теперь я рад, что потратился на это прекрасное устройство с автоматическим затемнением, особенно когда дело доходит до прокладки тысяч прихваточных швов на листовом металле автомобиля.
Маски с автоматическим затемнениемимеют солнечную панель, которая помогает поддерживать заряд аккумуляторов при воздействии вспышки сварочного шва.Эти четыре штуки, похожие на светодиоды, — это датчики света, которые затемняют стекло при воздействии яркого света, например, при сварке.
Вы можете настроить скорость этого перехода и установить задержку, когда он возвращается к очистке. Вы также можете отрегулировать затемнение стекла: 10 — это стандартный оттенок, но я обнаружил, что при его использовании на 11 пятна не попадают в глаза.
Последний важный предмет — кожаная перчатка для защиты руки. Я говорю «рука», а не во множественном числе, потому что та, которая держит горелку, на самом деле не нагревается, особенно при относительно низком нагреве и коротких интервалах при сварке листового металла. По этой причине левая перчатка вся сгорела, а правая практически новая. Я, наконец, начал выбрасывать все новые перчатки для правой руки, которые накапливались.
По этой причине левая перчатка вся сгорела, а правая практически новая. Я, наконец, начал выбрасывать все новые перчатки для правой руки, которые накапливались.
Когда Mechanix представили свои перчатки Fabricator, я был первым в очереди за ними. Эти более тонкие перчатки меньшего размера отлично подходят для работы с листовым металлом, потому что, как вы сейчас увидите, вам нужно придавать металлу форму и чувствовать, что вы делаете во время сварки.
Первый урок
Сварка MIG использует электричество через зажим заземления и сварочную проволоку для замыкания цепи и выделения тепла.Проволока вплавляется в основной металл, обеспечивая тепло и некоторое количество присадочного материала по мере плавления проволоки.
Чтобы показать Джо веревки, я сначала вырезал несколько небольших кусочков листового металла, которые в мире сварки называются купонами. Всегда полезно настроить свой сварочный аппарат на использование того же материала, с которым вы будете работать, если только вы не выполнили тонну сварки на одном и том же типе металла и уже не знаете, какую настройку использовать.
Я позволил Джо воспользоваться моей счастливой левой перчаткой и показал ему, как свободной рукой удерживать горелку и устанавливать проволоку точно в том месте, где он хотел сварить.Остается только нажать на спусковой крючок.
Мир, я даю вам первую сварку Джо. Не плохой человек!
Затем он нажал на курок и намотал дополнительный провод. Ах да, давайте научим его, как отрезать проволоку до нужной длины. Вы можете использовать для этого боковые вырезы или плоскогубцы, у которых есть кусачки, и просто обрежьте проволоку примерно на полдюйма от пистолета.
Первый сварной шов Джо немного гордился поверхностью, а это означало, что скорость проволоки была слишком высокой, и на нее накладывалось слишком много материала.Это просто моя придирчивость — он действительно работал намного лучше, чем большинство людей, но я немного уменьшил скорость провода для него.
Второй путь я бы назвал идеальным. Он хорошо проникал в металл и оставлял плоский шов, так что меньше металла нужно было потом стачивать. Это имеет значение, когда вы свариваете целую машину, а затем отшлифовываете ее до гладкости.
Это имеет значение, когда вы свариваете целую машину, а затем отшлифовываете ее до гладкости.
Джо быстро прижился, поэтому я отпустил его, чтобы он научился прихватке.
Через пару минут он выбежал из комнаты, поэтому мы остановились, чтобы осмотреть его работу.Обратите внимание, что некоторые сварные швы слишком горячие и прогорели до задней стороны. Поскольку мы не меняли напряжение или скорость проволоки, это просто означает, что он слишком долго удерживал курок. Еще одна вещь, которую следует отметить, это то, что некоторые гвозди не проникали в оба куска металла, а вместо этого благоприятствовали одной стороне зазора. Это просто вопрос лучшего управления сварочным пистолетом.
Джо очень хотел сварить сейчас и хотел попробовать валик. Это был бы прекрасный пример для обучения, но он пока не знал, почему.Обратите внимание на то, сколько тепла его шарики отдают панели, по сравнению с меньшими прихваточными швами.
Именно поэтому не наваривайте сплошной валик на листовой металл вашего автомобиля. Вы должны двигаться медленно и раздвигать прихватки, чтобы не нагреть панель корпуса слишком сильно и не деформировать ее вот так. Это также причина, по которой я предпочитаю работать со старыми автомобилями; они были сделаны из более толстого металла, и их гораздо легче сваривать, чем современные автомобили.
Вы должны двигаться медленно и раздвигать прихватки, чтобы не нагреть панель корпуса слишком сильно и не деформировать ее вот так. Это также причина, по которой я предпочитаю работать со старыми автомобилями; они были сделаны из более толстого металла, и их гораздо легче сваривать, чем современные автомобили.
Мы можем перейти к укладке борта в другой раз — сейчас мы собираемся сосредоточиться исключительно на сварке прихватками, так как мы работаем с относительно тонким листовым металлом грузовика Джо Джо «Шеви» 49-го года.
Теперь реальная работаТеперь, когда Джо смог выполнить прихваточный шов, пришло время приступить к работе и исправить эту «ситуацию», которая возникла у него с крыльями грузовика.
Мы сняли крыло с водительского места и выбросили деревянные бруски.
Планируя заранее, я попросил Джо, чтобы стальной склад нарезал несколько полос шириной 2 дюйма из стали 18 калибра, чтобы сэкономить время.
Оставив крыло на верстаке, мы приступили к снятию краски с места, где будем проводить сварку. У меня есть запас красных колес Scotchbrite, которые я купил на предыдущей работе, но я еще нигде не нашел их по разумной цене.Они отлично подходят для удаления краски, не попадая в металл. Вы также можете использовать шлифовальный диск или шлифовальный круг, но вам нужно использовать очень мягкое прикосновение, чтобы не истончить металл и не затруднить сварку. По этой же причине я счищаю краску перед тем, как разрезать панель на части — если вы сделаете это после того, как вы утончите край, проведя по нему шлифовальной машиной.
У меня есть запас красных колес Scotchbrite, которые я купил на предыдущей работе, но я еще нигде не нашел их по разумной цене.Они отлично подходят для удаления краски, не попадая в металл. Вы также можете использовать шлифовальный диск или шлифовальный круг, но вам нужно использовать очень мягкое прикосновение, чтобы не истончить металл и не затруднить сварку. По этой же причине я счищаю краску перед тем, как разрезать панель на части — если вы сделаете это после того, как вы утончите край, проведя по нему шлифовальной машиной.
Затем мы взяли дешевый набор суппортов и прочертили ровную линию по всему внутреннему краю крыла.
Тогда я просто взял пилу для тела и пилил по линии.Это еще один инструмент, где вы получаете то, за что платите. После борьбы с дешевыми версиями я купил хорошую и никогда не оглядывался назад.
Мы уже сняли краску с крыла, но я толком не объяснил зачем. Лучший сварной шов получается из чистого металла, поэтому любая краска, ржавчина или масло только загрязнят сварной шов, сделав его пористым и слабым. Даже на новом металле есть слой масла, полученный в результате производственного процесса, который предохраняет его от ржавчины, пока он находится на сталелитейном дворе.
Даже на новом металле есть слой масла, полученный в результате производственного процесса, который предохраняет его от ржавчины, пока он находится на сталелитейном дворе.
Быстрое протирание чистым полотенцем с небольшим количеством ацетона обнажает блестящий чистый металл под слоем масла.Убедитесь, что вы убрали ацетон и легковоспламеняющееся полотенце, прежде чем начинать сварку!
Как и многое другое, успех проекта зависит от уровня подготовки, которую вы проделаете, прежде чем приступить к самой работе. Наконец, мы смогли начать зажимать металл, чтобы расширить крылья.
Осталась последняя вещь, которую мне нужно было показать Джо. На сопле сварочного аппарата накапливается металл во время сварки, и его необходимо время от времени очищать с помощью отвертки с плоской головкой или острогубцев.Если вы не будете содержать его в чистоте, он в конечном итоге заблокирует защитный газ и приведет к плохому сварному шву.
Мои первые два прихваточных шва дали прекрасный пример хорошего сварного шва (слева) и плохого сварного шва (справа). Я, вероятно, попал в небольшое количество масла или чего-то еще, и это разрушило сварной шов, в результате чего получился пористый, слабый сварной шов, который легко разрушится. С тем же успехом вы могли бы отшлифовать это и переделать сейчас.
Я, вероятно, попал в небольшое количество масла или чего-то еще, и это разрушило сварной шов, в результате чего получился пористый, слабый сварной шов, который легко разрушится. С тем же успехом вы могли бы отшлифовать это и переделать сейчас.
Мы обошли крыло, зажав его заподлицо и добавляя сварные швы через каждые несколько дюймов.
После того, как все было хорошо выровнено, я добавил новый сварной шов между каждой прихваткой.
С помощью Джо мы выровняли вторую половину крыла и собрали ее вместе. Было много ругательств, потому что крыло было слишком большим и громоздким, чтобы работать в свободном состоянии.
Мы решили прикрутить его обратно к грузовику, чтобы убедиться, что он держит правильную форму, прежде чем продолжать сварку.
Пока Джо добавил больше сварных швов, я занялся более сложным проектом по восстановлению изогнутого заднего угла крыла.
Я достал свой инструмент для усадки/растягивания, чтобы сделать изогнутый край. Он работает, захватывая материал и либо собирая его в кучу, либо раздвигая его в стороны, что приводит к изгибу в любом направлении. Я начал с этого прямого куска листового металла с изгибом посередине.
Я начал с этого прямого куска листового металла с изгибом посередине.
И я закончил с этой изогнутой деталью, которая создала новый переход для заднего угла. Да, это тот самый кусок металла.
Более опытные резчики по металлу могут сделать эту деталь из одной детали, но без соответствующих инструментов мне пришлось делать ее из двух частей.Многие парни делают бумажные шаблоны, но мне нравится заклеивать дыру скотчем.
Затем я просто вырезаю его лезвием бритвы и переношу прямо на свой металл.
Я вырезал новую деталь ножницами по металлу и приварил ее на место.
Сварить первое крыло грузовика было непросто, поэтому мы решили использовать другой подход для другой стороны. Мы выполнили тот же шаг, сняв крыло, сошлифовав краску и разрезав его пополам, затем прикрутили его обратно к грузовику и использовали эти специальные сварочные зажимы, чтобы выровнять полосу шириной 2 дюйма.
Джо стал больше практиковаться в сварке. Это действительно лучший способ научиться, потому что потребуются тысячи повторяющихся сварных швов, чтобы сделать эту вещь прочной.
Вскоре мы зажали внешнюю часть крыла, выровняли и приварили. Этот метод был намного проще и требовал меньше ругательств.
Видите отверстия на тех двух сварных швах, которые ближе всего к кровати? Они были слишком горячими и прогорели. Вы можете легко заполнить их во время сварки, так что в этом нет ничего страшного.
Я хотел доварить участок и отшлифовать его, просто чтобы показать процесс.Для начала я добавил прихватки между существующими сварными швами, в основном сузив расстояние. Не забывайте двигаться, чтобы не концентрировать слишком много тепла в одном месте и не деформировать панель.
Затем я начал складывать кнопки поверх старых, по одной, двигаясь слева направо.
Используя эту технику, я могу методично сварить сплошную панель, не нагревая ее слишком сильно, а также обеспечить отсутствие зазоров или отверстий в металле, когда я закончу.
После того, как он заварен, вам просто нужно отшлифовать сварной шов заподлицо.Я предпочитаю использовать для этого тонкий отрезной круг, так как он кажется более точным и нагревает панель меньше, чем шлифовальный круг.
Я тщательно зашлифовал сварной шов, следя за тем, чтобы не врезаться в тонкий листовой металл вокруг него. Теперь просто сделайте это еще сто раз, в течение нескольких часов или дней, и вы будете готовы нанести какую-нибудь шпатлевку, отшлифовать, загрунтовать, снова отшлифовать и покрасить. Легкий!
Пока Джо занимался сваркой, я сделал небольшую накладку с линией кузова для передней части крыла.Их все еще нужно сварить и отшлифовать, прежде чем можно будет приступить к кузову и покраске, но нам придется заняться этим в другой день. По крайней мере, теперь Джо может стильно кататься со своими цельнометаллическими расширенными задними крыльями!
Кейт Чарвония
Instagram: SpeedhuntersКит
[email protected]
Тема семинара о Speedhunters
Истории процесса о Speedhunters
Полное руководство по сварке листового металла
Сварка листового металла является одним из наиболее важных и практичных технологических процессов, используемых в различных отраслях промышленности для создания широкого спектра продуктов. Системы сварки имеют основополагающее значение для металлоконструкций, и их изучение будет полезно для проектов, связанных с архитектурой. В этой статье представлена полная информация о методах сварки листового металла, включая методы MIG и TIG, а также сравнение различных сварных швов. Архитектурные и строительные материалы, такие как алюминиевый сайдинг, современные панели ACM , и другие системы защиты от дождя, выигрывают от этого производственного процесса. Если кто-то хочет заняться металлообработкой, сварка листового металла — это первая и самая важная промышленная процедура, которую ему необходимо освоить.
Системы сварки имеют основополагающее значение для металлоконструкций, и их изучение будет полезно для проектов, связанных с архитектурой. В этой статье представлена полная информация о методах сварки листового металла, включая методы MIG и TIG, а также сравнение различных сварных швов. Архитектурные и строительные материалы, такие как алюминиевый сайдинг, современные панели ACM , и другие системы защиты от дождя, выигрывают от этого производственного процесса. Если кто-то хочет заняться металлообработкой, сварка листового металла — это первая и самая важная промышленная процедура, которую ему необходимо освоить.
Методы и приемы сварки листового металла
Существует множество технологий и методов, которые производители применяют для сварки листового металла. Однако очень распространены только два из этих методов: сварка MIG и сварка TIG. Оба метода просты в использовании и понятны, если сварщики используют надлежащую процедуру и меры предосторожности в процессе. Методы MIG и TIG идеально подходят для сложных проектов, в которых более простые методы, такие как точечная сварка, не могут применяться после изучения техники.
Метод сварки листового металла MIG
Сварка листового металлаMIG, также известная как газовая дуговая сварка, лучше подходит для начинающих, поскольку это распространенный метод изготовления среди новых промышленных рабочих. Перед началом процесса металлическую панель необходимо тщательно очистить для получения максимально гладких поверхностей и наилучших результатов, особенно при изготовлении алюминиевых композитных панелей.
В процессе сварки MIG оператор подает сварочную ванну с твердым электродом через сварочный пистолет, чтобы расплавить основные вещества.Для защиты коллекции от возможного загрязнения необходимо использовать защитный газ. Этот метод является относительно простым, если правильно соблюдаются соответствующие процедуры безопасности и промышленные рекомендации по подготовке оборудования.
MIG часто выбирают сварщики-любители или сварщики-любители из-за уверенности в простоте этого метода. Кроме того, метод MIG не является трудоемким по сравнению с другими системами сварки листового металла.
Сварка ВИГ
Сварка ВИГ— это еще один метод сварки листового металла, который часто используется в промышленности.Эта система также известна как дуговая сварка вольфрамовым электродом и подходит для металлических листов меньшей толщины, таких как системы алюминиевых пластин. Вольфрам используется для создания небольшого и четкого сварного шва, а самый маленький электрод снижает вероятность загрязнения. Для более качественных результатов длина дуги должна быть короче.
В методе сварки TIG используется тепло, выделяемое электрической дугой между электродом и тепловой горелкой для сплавления листового металла. Важно отметить, что зазор между нагревательной горелкой и электродом должен считаться небольшим, чтобы тепло позволяло основному веществу лучше плавиться. Для предотвращения окисления электрода и металла расплавленный металл и электрическая дуга должны быть защищены инертным газом. Благодаря универсальности системы TIG этот метод удобен как для начинающих, так и для опытных сварщиков.
Для предотвращения окисления электрода и металла расплавленный металл и электрическая дуга должны быть защищены инертным газом. Благодаря универсальности системы TIG этот метод удобен как для начинающих, так и для опытных сварщиков.
Стыковая сварка
Стыковая сварка не считается отдельным методом, но может использоваться как для MIG, так и для TIG. Независимо от того, используется ли TIG или MIG, этот метод может иметь важное значение для создания более прочных и надежных металлических изделий, которые можно использовать для разработки любых панельных работ, включая панели ACM для архитектурных и строительных проектов.Благодаря естественной способности соединять две секции стыковая сварка является эффективным способом изготовления листового металла. Используя систему сварки встык, легко определить свойства сварного шва, такие как уровень коррозионной стойкости и общую прочность или долговечность изделия.
При использовании стыковой сварки листового металла крайне важно знать многие ее тонкости для обеспечения создания лучших изделий из металла. Такие факторы, как толщина металла, ширина сварного шва, тип газа, используемого для обеспечения тепла, и тип проволоки имеют решающее значение.
Такие факторы, как толщина металла, ширина сварного шва, тип газа, используемого для обеспечения тепла, и тип проволоки имеют решающее значение.
Проблемы сварки листового металла
Несмотря на то, что невозможно полностью остановить усадку металла при сварке, можно предпринять шаги, чтобы избежать коробления металла в частях изделий, для которых требуются тонкие панели. В процессе изготовления ожидается деформация, так как прямые тонкие панели деформируются сами по себе и очень затрудняют соединение. Важно не сваривать больше, чем достаточно, чтобы избежать таких проблем, и прерывистый процесс может быть полезен. Кроме того, производители уравновешивают сварные швы по естественной оси и делают меньше соединений, чтобы свести к минимуму усадку и коробление тонких панелей.Другими упоминаемыми проблемами являются чрезмерное количество зон термического влияния и проплавление.
Невероятно сложно избежать или исправить все потенциальные проблемы, обеспечив при этом прочность сварного шва в сложных условиях.