Как сделать контактную сварку
Варить на сварочном аппарате — полезное умение. Наличие навыков может подразумевать заинтересованность не только в самостоятельной контактной сварке, но и в изготовлении готового аппарата своими руками.
Технологический процесс контактной сварки
Организация работ по соединению металлоконструкций при помощи сварки доступна не только в промышленных масштабах или на специализированных предприятиях, но и вполне осуществимо в домашних условиях.
Необходимое оборудование:
- сварочный инвертор;
- электроды;
- мощный источник питания.
Принцип действия инвертора заключается в преобразовании электрической энергии в тепловую. Тем самым, металл электрода и рабочей поверхности расплавляется, закрепляя конструкционные элементы металлических деталей.
Главной особенностью дуговой сварки является правильное ведение шва. Традиционно наиболее надежной считается точечная сварка. Особенно это актуально вертикальных поверхностей.
Необходимо задать некоторое время для остывания поверхности шва. Точечное нанесение позволяет создавать надежный и ровный шов.
Для того, чтобы избежать сдвиги, и зафиксировать детали для закрепления необходимо закрепить их при помощи электродов. Происходит это путем подачи электрического тока через инвертор.
При проведении работ в домашних условиях требуется наличие мощных источников питания. Опасность заключается в возможном выходе проводки и бытовой техники.
Перед работой следует убедиться в наличии качественной медной проводки. Если такая отсутствует, то желательно заменить.
Две поверхности детали перед креплением зачищают от грязи и коррозии. В зоне прилегающих краев проводят работу по точечной сварке.
Технология применима для тонких металлов, маленьких деталей и прутов до 5 мм толщиной.
Существует 3 вида соединений.
- Прерывистое оплавление. Включает в себя мероприятия поочередного плотного и неплотного контакта рабочих поверхностей заготовок.
 Путем замыкания в месте соединения, происходит расплавление электрода. Образуется точечное металлическое соединение.
Путем замыкания в месте соединения, происходит расплавление электрода. Образуется точечное металлическое соединение. - Непрерывное оплавление. Способ нанесения, заключающийся в непрерывном воздействии электрода на скрепляемую поверхность. При этом получается сплошное металлическое соединение.
- Путем расплавления сопротивлением. Детали из низкоуглеродистой стали, цветных металлов, меди, латуни, стали, а также при совмещении различных металлов фиксируются. В дальнейшем производится нагрев до плавления. Таким образом, и происходит соединение деталей.
 Путем замыкания в месте соединения, происходит расплавление электрода. Образуется точечное металлическое соединение.
Путем замыкания в месте соединения, происходит расплавление электрода. Образуется точечное металлическое соединение.Для подготовки поверхности следует выполнить следующие шаги:
- зачистить и выровнять рабочие поверхности для сварки;
- совместить края, зафиксировать заготовки для сварочного аппарата;
- обеспечить подачу электрической энергии.
Далее проводится сам процесс сварки:
- прогреваемый электрод при соединении с рабочей поверхностью создаёт эффект оплавления;
- после проведения шва, требуется несколько минут для остывания;
- произвести очистку от шлака на поверхности;
- выключить питание сварочного инвертора.

Для контроля качества сварки, проводится постукиванием молотка. Некачественные элементы откалываются при небольшом усилии.
Контактную сварку в домашних условиях производят и при помощи самодельных аппаратов.
Основу конструкции самодельного аппарата составляют:
- блок подачи напряжения;
- трансформатор;
- сварочный зажим;
- низковольтная обмотка.
Как сделать сварочный аппарат из микроволновки
Данный трансформатор отлично подходит в качестве узла агрегата. Прежде чем браться за изготовление нового аппарата, стоит взвесить все вопросы по стоимости.
Остальные расходные материалы, корпус, крепления легко найти в любом хорошем хозяйственном магазине.
Мощность трансформатора должна составлять не менее 1 киловатта. При помощи какого устройства, появляется возможность легко проводить точечную сварку рабочей поверхности металлических листов, даже с толщиной менее 1 миллиметра.
Удвоив мощность трансформатор, появляется возможность работы с металлическим листом толщиной более 1,8 миллиметра.
Стоит отметить, что современные микроволновые печи достигают мощности 3 киловатт.
Для того, чтобы увеличить мощность сварочного аппарата, следует подключать несколько трансформаторов. Перед использованием трансформатора, необходимо освободить его из металлического кожуха. А также избавиться от шунтов ограничение тока.
Микроволновка работает под высоким напряжением, поэтому первичная обмотка трансформатора имеет меньшее количество петель, чем вторичная.
По этой причине появляется разность потенциалов. Нам необходимо использовать вторичную обмотку, сделав выводы под контактную сварку.
Необходимо зачистить трансформатор. Делать это нужно тщательно, с применением металлической щетки, освобождая от вторичной проводки и шунтов. Первичная обмотка не затрагивается, а вторичная перематывается заново.
Для этих целей используется многожильный электрическая проводка с сечением не менее 1,0 квадратных мм.
Если вы создаете мощный трансформатор из цепочки, то выводы вторичной обмотки соединяются в один провод. Корпус можно использовать на усмотрение, бывает так что подходит старый.
Корпус можно использовать на усмотрение, бывает так что подходит старый.
Вторичная обмотка состоит от 2 до 4 витков провода. Провод следует использовать без изоляции, в качестве таковой используется изолента.
Выключатель необходимо установить в цепь первичной обмотки. В качестве наконечника используется медный провод или наконечники, значительно превосходящих толщину провода обмотки.
Аппарат готов для проведения точечной сварки.
Источник питания в качестве аккумуляторов
Ни для кого не секрет, что бытовые сети терпят значительные перегрузки при проведении сварочных работ. Последствия большой нагрузки могут привести выгорание провода и поломки бытовых устройств.
Поэтому, разумнее всего, провести организацию автономного питания.
Кости альтернативы можно рассматривать генератор автономного питания, основанного на преобразовании дизельного топлива в электрическую энергию. Ну, как правило, такое оборудование достаточно дорого стоит.
Для работы нам понадобится несколько аккумуляторов от автомобиля. Идеальный вариант, когда емкость этих источников совпадает.
Идеальный вариант, когда емкость этих источников совпадает.
Подключение производится последовательно, с установкой дополнительного реостата. Удобство использования такого автономного источника питания заключается в его мобильности.
Таким образом, мы доказали, что точечную сварку можно производить самостоятельно с применением подручных средств.
Контактная сварка своими руками
У многих домашних мастеров возникают проблемы с проведением сварочных работ. Основной причиной является отсутствие практических навыков работы со сваркой, а также отсутствие сварочного аппарата. Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции.
Содержание
Самодельная точечная контактная сварка
Прежде чем приступать к непосредственному изготовлению аппарата, необходимо заранее уточнить, как можно самому сконструировать и собрать контактную сварку. Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских.
Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских.
Принцип действия устройства довольно простой. При использовании контактной сварки создаются сварные соединения деталей. Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования. Напряжение в силовой сварочной цепи должно быть низким – от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса – от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Соблюдение установленных параметров и технических условий является залогом высокого качества сварных соединений. Наиболее простой конструкцией считается сварочный аппарат с переменным сварочным током, сила которого не регулируется. В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса. Для этой цели можно использовать простейшее реле времени, или вообще обойтись без него, регулируя подачу обычным выключателем.
В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса. Для этой цели можно использовать простейшее реле времени, или вообще обойтись без него, регулируя подачу обычным выключателем.
В целом изготовить самому контактную точечную сварку достаточно легко. Основной узел – трансформатор – можно взять от старой микроволновой печи, телевизора, инвертора и других устройств. У выбранного трансформатора обмотки перематываются под необходимое рабочее напряжение и выходной сварочный ток.
Все виды электрических соединений должны выполняться качественно и обеспечивать хороший контакт. Используемые провода должны иметь сечение, соответствующее протекающему по ним току. Особое внимание следует обратить на силовую часть, расположенную между электродами клещей и трансформатором. В случае плохого контакта в этих местах возможны большие потери энергии, а также возникновение неисправностей, вплоть до искрения.
Аппарат контактной сварки своими руками
Большинство сварочных операций, выполняемых в домашних условиях, предполагают работу с листовым металлом, толщиной не более 1 мм. Диаметр прутков и проволоки не превышает 4 мм. Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры. Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока – до 1500 ампер.
Диаметр прутков и проволоки не превышает 4 мм. Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры. Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока – до 1500 ампер.
На принципиальной электрической схеме представлены основные части устройства. В состав аппарата входит силовая часть, цепь управления и автоматический выключатель (АВ1), с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
Все элементы схемы представлены на рисунке 1. Сюда же входит сварочный трансформатор Т2 включенный в цепь с бесконтактным тиристорным однофазным пускателем МТТ4К. С помощью этого пускателя первичная обмотка трансформатора подключается к питающей цепи.
Схема обмоток сварки с указанием количества витков отображается на рисунке 2. В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом. Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом. Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
Пускатель МТТ4К изображен отдельно на рисунке 3. Данный модуль выполнен в виде тиристорного ключа. Когда его контакты № 4 и 5 замыкаются, происходит коммутация нагрузки через контакты № 1 и 3, включаемые в разрыв цепи первичной обмотки трансформатора Т2. Максимальная нагрузка пускателя, на которую он рассчитан, составляет 800 вольт, а сила тока – до 80 ампер.
В состав схемы управления входит блок питания, сама цепь управления и реле К1. Для блока питания может применяться любой трансформатор с мощностью не выше 20 ватт. Он работает от сети 220В и выдает на вторичной обмотке значение напряжения от 20 до 25В. Функцию выпрямителя выполняет диодный мост, например, КЦ402 или другой элемент с такими же параметрами. Для создания выпрямителя можно использовать и отдельные диоды.
Для создания выпрямителя можно использовать и отдельные диоды.
С помощью реле К1 выполняется замыкание контактов № 4 и 5 в ключе МТТ4К во время подачи напряжения от управляющей цепи на обмотку его катушки. Поскольку коммутируемый ток, протекающий через контакты ключа № 4 и 5, довольно слабый, не более 100 мА, то вместо реле К1 можно воспользоваться любым слаботочным реле, которое срабатывает при напряжении 15-20В.
Устройство и работа цепи управления
В сварочном аппарате цепь управления служит своеобразным реле времени. При включении К1 на заданный временной промежуток, задается, таким образом, время, в течение которого электрический импульс будет воздействовать на свариваемые детали. В состав цепи управления входят электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт, переключатели П2К с независимой фиксацией, а также кнопки КН1 и два резистора R1 и R2.
Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ. Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый. Когда включается автоматический выключатель АВ1 начинается зарядка конденсаторов, подключенных через П2К к блоку питания и цепи управления. С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается.
Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый. Когда включается автоматический выключатель АВ1 начинается зарядка конденсаторов, подключенных через П2К к блоку питания и цепи управления. С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается.
Зарядный ток в этот момент протекает через нормально-замкнутый контакт кнопки КН1. После нажатия на эту кнопку, происходит размыкание нормально-замкнутой контактной группы, после чего цепь управления отключается от блока питания. Далее замыкается нормально-разомкнутая контактная группа, в результате чего заряженные емкости подключаются к реле К1. В этот момент происходит разрядка конденсаторов и под действием тока срабатывает подключенное реле.
Поскольку нормально-замкнутые контакты находятся в разомкнутом состоянии, реле не может быть запитано напрямую от блока питания. От времени разряда конденсаторов зависит продолжительность замкнутого состояния контактов 4 и 5 в ключе МТТ4К и, соответственно, продолжительность сварочного импульса. После полной разрядки конденсаторов реле К1 отключается, и сварочный процесс прекращается. Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
После полной разрядки конденсаторов реле К1 отключается, и сварочный процесс прекращается. Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
Трансформатор для контактной сварки своими руками
Основной силовой частью контактной сварки является трансформатор. За основу берется готовое трансформаторное устройство, используемое в различных приборах и оборудовании и рассчитанное на 2,5 А. Старая обмотка удаляется, а на торцах магнитопровода устанавливаются кольца, материалом для которых служит тонкий электрокартон.
Готовые кольца подгибаются по границам внутренней и внешней кромки, после чего поверх колец магнитопровод обматывается лакотканью в три слоя и более. Первичная обмотка изготавливается из проводов, диаметром 1,5 мм. Лучше всего использовать провода с тканевой изоляцией, чтобы обмотка более качественно пропиталась лаком. Для вторичной обмотки потребуется многожильный провод диаметром 20 мм в кремнийорганической изоляции.
Для вторичной обмотки потребуется многожильный провод диаметром 20 мм в кремнийорганической изоляции.
Количество витков рассчитывается в зависимости от запланированной мощности сварочного аппарата. Первичная обмотка делается с промежуточными выводами, а после наматывания пропитывается лаком. Поверх нее наматывается один слой хлопчатобумажной ленты, который также пропитывается лаком. После этого сверху укладывается вторичная обмотка, для пропитки которой также потребуется лак.
Изготовление и установка клещей
В большинстве случаев ручная контактная сварка оснащается специальными клещами. Они могут монтироваться стационарно, непосредственно в корпус устройства или делаться выносными, аналогично конструкции ножниц. Первый вариант обеспечивает более надежную изоляцию, хороший контакт во всей цепи, от трансформатора до самих электродов. Стационарные клещи изготавливаются и подключаются к аппарату значительно проще, чем выносные.
Однако без увеличения длины подвижного рычага прижимное усилие будет незначительным. Длинные ручки существенно легче сделать на выносной конструкции. Кроме того, выносные клещи более удобные, поскольку ими можно работать на определенном расстоянии от сварки. Усилие таких клещей развивается в соответствии с длиной ручек. Особое внимание следует обратить на качество изоляции в точке подвижного соединения. Обычно для этих целей используются текстолитовые втулки и шайбы.
Длинные ручки существенно легче сделать на выносной конструкции. Кроме того, выносные клещи более удобные, поскольку ими можно работать на определенном расстоянии от сварки. Усилие таких клещей развивается в соответствии с длиной ручек. Особое внимание следует обратить на качество изоляции в точке подвижного соединения. Обычно для этих целей используются текстолитовые втулки и шайбы.
При изготовлении клещей необходимо заранее рассчитать вылет их электродов. Этот вылет является расстоянием от корпуса аппарата или точки подвижного соединения до электродов. От него полностью зависит основная техническая характеристика, которой будет обладать самодельная контактная сварка: максимальное расстояние от кромки металлического листа до места сваривания. Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза. Многие мастера пользуются жалами от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток.
 youtube.com/embed/7QBq3hTnEIE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/7QBq3hTnEIE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Контактная сварка своими руками: особенности, виды
Часто владельцы частных территорий и автомобилей сталкиваются с проблемами, подразумевающими сварочные работы. Существует несколько способов, которые можно освоить самому, имея малейшие представления о сварочной технологии. Вот и контактная сварка, используемая для пайки разного рода деталей конструкций из стали, алюминия и меди, не является исключением.
Процесс работы
Контактная сварка необходима для соединения изделий невысокой плотности, имеющих небольшой диаметр. Рабочее действие производится разогревом металла, на который действует сила тока неоднородного происхождения.
Сваривание контактного типа в домашних условиях подразумевает наличие розетки с мощным выходом напряжения в тысячи Ампер. Даже самые малогабаритные аппараты контактного действия должны для пайки иметь высокую силу тока, не говоря об агрегатах более габаритных форм. Контактная точечная сварка производится путем разогрева сварочного участка электротоком, проводимым через исходник под высоким давлением. Главной особенностью данной технологии является сила тока, ее время поступления и сила сжатия.
Даже самые малогабаритные аппараты контактного действия должны для пайки иметь высокую силу тока, не говоря об агрегатах более габаритных форм. Контактная точечная сварка производится путем разогрева сварочного участка электротоком, проводимым через исходник под высоким давлением. Главной особенностью данной технологии является сила тока, ее время поступления и сила сжатия.
Виды контактной сварки
Контактная сварка — это процесс, при котором пайка соединительных участков производится по всей торцевой площади стыковки. Сварочный процесс выполняется методом сопротивления или плавления. В зависимости от значений этих данных, определяют два режима: жесткую и мягкую пайки. Также можно выделить главные типы сварок:
- стыковая;
точечная;
шовная.
Сварка контактного типа основана на применении электродов, размещенных по-разному в инверторе. Различают одностороннее и двухстороннее сваривание.
Различают одностороннее и двухстороннее сваривание.
Технологический процесс контактной пайки производится точечным способом. Исходник зажимается электродом, через который проходит высокоамперное напряжение. Проходит оно через мелкие каналы изделия, которое плавится, а в заключение производится заполнение стыков сварочным материалом.
Контактная точечная сварка проводиться путем прохождения тока через стык деталей для соединения с одинаковым химическим составом. После полноценного накала в сварочной области происходит осадка. Электроды, передающие ток на изделие, производят осадку, при шовном соединении образуя роликовую форму, которая катится по стыку. Из-за этого сварка такого типа получила название роликовая.
Сваривание сопротивлением
Обработанный участок изделий крепко смыкают друг с другом и подают сварочный ток. Подачу тока останавливают после накала стыкуемых участков до первичного состояния с полной итоговой осадкой.
Подачу тока останавливают после накала стыкуемых участков до первичного состояния с полной итоговой осадкой.
Сваркой сопротивлением можно паять элементы, содержащие низкоуглеродисту
Самодельная контактная сварка сопротивлением обеспечивается максимальной чистотой участков для пайки поверхностей под строгим режимом температуры разогрева. Поэтому данный способ не имеет широкого применения.
Сваривание непрерывного оплавления
Контактная сварка своими руками под действием непрерывного оплавления осуществляется по таким этапам:
Части изделий плотно зажимаются машинным крепежом и не спеша перемещают подвижный зажим на стыковочные места после запуска прибора.
Накалившись до полноценной температуры, происходит оплавление торцевых краев изделия. По завершению проводится осадка необходимой величины, подачу тока отключают.
Самодельный контактный инвертор можно применять для пайки исходников, состоящих из стандартной нержавейки с диаметром 0,08-0,9 мм или для соединения стальной проволоки диаметром до 1,5 мм.
Инверторы контактного сварочного режима по своему составу имеют два узла, выполняющих определенные функции: выносное спаечное сопло и электроблок трансформатора с микроволновки. В блоке имеется реле, расположенное на панели сварочного трансформатора от микроволновки.
Один вывод обмотки с низковольтными частотами с помощью кабеля подсоединяется с электродным выходом. Во время соединения второй выводной шнур накрепко соединяют с самой надежной частью свариваемого изделия.
Обмотка первичного действия трансформаторног
о устройства от микроволновки подводится к электроблоку с помощью диодной пластины и запускается диагональный тиристорный модуль. Трансформатор от микроволновки вспомогательного питания с минимальной мощностью подает ток от блока регулировки тиристора от микроволновки к диодной подсветке. По итогам в местах стыков должны появиться зазоры, именуемые вырывами, приблизительной шириной в 0,5-0,8 мм.
Далее выставляют режим длительности сварочного импульса при возможных функциях благодаря построечному резистору. Проверочный этап стоит осуществлять в последовательнос
ти с параллельным подключением конденсатора.


Работая методом контактной сварки, мастер должен использовать прорезиненный коврик для заземления, перчатки и каску с затемненным стеклом.
Похожие статьи
- Сварка труб под давлением — сложно ли это на практике?
- Как самостоятельно сделать точечную сварку?
- Пайка металлов: отличие от сварки и особенности подготовки поверхностей
- Как произвести контактную сварку своими силами
как собрать самому, инструкция, схема, правила безопасности
На разных сайтах, вы найдёте несколько способов , как смастерить контактную сварку самому, но далеко не все варианты, как показала практика, достаточно доступные и простые.
В этой публикации, я расскажу вам один способов, как собрать приспособление для контактной сварки из устройства инверторного типа, и пригодится ли нам для этого сам инвертор.
Содержание статьиПоказать
- Введение
- Детали и инструменты для сбора прибора своими руками
- Сварочный трансформатор
- Рычаги и управление сваркой
- Сварка и электроды
- Краткое послесловие
Введение
Собрать контактную сварку своими руками можно прямо на столе
Думаю, что многие задумывались над одним из способов, как собрать сварочный аппарат из инвертора, но скажу сразу, это далеко не самый удачный вариант, так как такой процесс, это впустую потраченное время, потому, что основным критерием контактной сварки является прижимное усилие, на уровне с электрическим импульсом.
Из этого вытекает, что составляющие самой сварки отходят на второй план. Давай же подробнее разберём, что к чему.
Мой вам совет, если вы впервые слышите и читаете о контактной сварке и решили сразу приступить к делу, тогда вам не сюда. Первооткрывателям я советую начать с теории об электротехники и почитать статьи, что же это такое, контактная сварка.
Первооткрывателям я советую начать с теории об электротехники и почитать статьи, что же это такое, контактная сварка.
Собрать контактную сварку самому, своими руками– технологически просто, нужно иметь минимальные навыки и представления о ней и о принципе её работы.
Хочу ещё раз сконцентрировать ваше внимание, что в данном изложении не будет развёрнутой инструкции, и объяснений, что такое трансформатор и как его намотать.
Детали и инструменты для сбора прибора своими руками
У каждого компетентного мастера всегда найдутся под рукой обычные кнопки типа вкл/выкл, они достаточно будет применить для схемы управления вашей контактной сваркой.
Также недостающей деталью служит медный провод, который в будущем, мы будем использовать для намотки на трансформатор. О сечении этих проводов, я расскажу вам чуть позже в моей статье.
О сечении этих проводов, я расскажу вам чуть позже в моей статье.
Если вы умеете пользоваться формулами и рассчитывать необходимое сечение, я возражать не буду, хотя я вернусь к этому чуть позже.
И последней составляющей будут подручные материалы для рычагов и электродов. Теперь вернёмся к нашим необходимым инструментам, нам нужны будут стамеска или же ножовка, припой и, конечно, паяльник.
Убедительная просьба, не забудьте об изоляции, без неё процесс невозможен!
Мастерить контактную сварку из инвертора своими руками не очень хороший вариант, учитывая, что из него нам будет достаточно одного трансформатора, хотя и на это у меня есть альтернатива, но об этом чуть позже.
Если вы были настроены использовать и электронику, то я бы вам не стал этого советовать, так как процесс этот достаточно трудоёмкий и неэффективный.
Теперь я открою вам завесу. Альтернативой взятого трансформатора из инвертора, является трансформатор из микроволновой печи, всё верно, вам не показалось, именно от туда.
Как показала практика, трансформаторы, взятые с СВЧ, подходят для наших целей, их легко усовершенствовать, так что остановимся на них.
Сварочный трансформатор
Теперь мы пришли к выводу, что собирать контактную сварку из инвертора своими руками, процесс трудоёмкий и неоправданный. И в дальнейшей моей публикации мы будем говорить о сборке аппарата с трансформатором из микроволновой печи.
Для выбора трансформатора (так как любой нам не подойдёт), мы рассчитываем на рекомендуемую мощность, а мощность должна быть не меньше 1кВт и даже более, так как при меньшей мощности вы не сможете варить металл толщиной в 1мм, прошу вас обратить на это внимание.
Трансформаторы, мощность от 1кВт есть далеко не во всех СВЧ, такие мощные микроволновки имеют больше функций, если сравнивать с обычными СВЧ.
Также, если соединить два трансформатора по 1кВт и в результате вы получите, вероятно, мощный сварочный аппарат.
Итак, у нас уже есть трансформатор, теперь приступаем к аккуратному демонтажу вторички, скорее, просто так вы её снять не сможете, не исключён вариант, что она может быть глухо приклеена.
Вторичную обмотку срезаем зубилом или спиливаем ножовкой по металлу, или её можно аккуратно высверлить.
После всех, успешно проделанных приёмов с вторичкой, у вас должны будут остаться первичка и сердечник.
Не стоит переживать, вы вряд ли вам удастся перепутать первичку с вторичкой, так как чаще всего, первая сделана из более толстого провода, и самое главное, не повредите её при демонтаже ненужных деталей.
Дальше, вам нужно убрать шунты, они располагаются с двух сторон трансформатора.
После этого нам понадобятся медные провода, о которых я говорил в начале статьи. Теперь приступаем к намотке вторички. Я рекомендую брать в работу многожильный провод, толщиной 100мм2, так как это сечение нам достаточно подходит, тем более, что нам понадобится всего 3-4 витка, если сделать пару дополнительных витков, то в результате мы получим более мощный аппарат, но в нашем варианте будет достаточно трёх.
Рычаги и управление сваркой
Своими руками можно собрать многое
Как я и упоминал раннее, возможно собрать систему управления с помощью электроники из инвертора, при этом добавить ещё и регулятор силы тока, но мы этого делать не будем, потому что это трудоёмкий и нерентабельный процесс.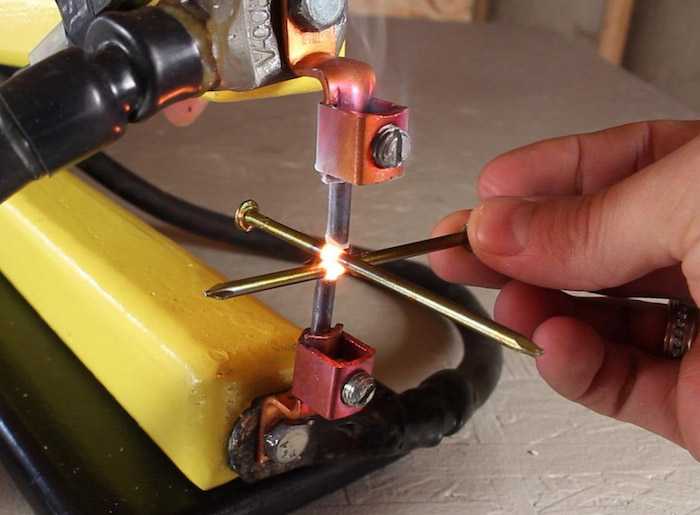
Тем более, что моя статься направлена, на то, чтоб сделать аппарат ещё больше доступным и простым в работе. Всё же, гораздо проще сделать всё самому с самого начала, для этого вам нужна будет только кнопка вкл/выкл.
Выключатель можно выбрать на ваше усмотрение, какой имеется у вас под рукой. Его следует установить в цепь с первичной обмоткой, только не перепутайте с вторичкой, у последней большая сила тока, и она расплавит контакты у выключателя.
Во время сборки своими руками можно применить любые средства, которые есть у вас под рукой, главное, чтоб они не были проводниками тока. А в лучшем случае, вам подойдёт деревянная заготовка или металлическая труба (её необходимо изолировать).
В нашем аппарате, ручками будут служить рычаги, на которых закрепляются проводки, через которые будет проходить ток к электродам. Их желательно сделать длиннее, так как от усилия сжатия зависит качество соединительного шва.
Вы будете браться за ручки, и прижимать электроды к металлу.
Но одних рычагов не достаточно, нужно помнить о прижимном усилии, так как в контактной сварке металл плавится так, же и за счёт усилия сжатия, а не только благодаря нагреву электродов.
Когда вы будете использовать тонкий и хорошо прогреваемый металл, то можно сжимать рычаги вручную, тогда аппарат не нужно будет дорабатывать.
А для сварки более толстого металла, придётся установить рычаг тяжелее, который за счёт своего веса усилит дополнительное сжатие, но в этом случае нужно плотно закрепить аппарат на столе, для этого используют струбцины.
И на конец, если у вас возникнет желание усовершенствовать ваш аппарат, то можно прикрепить к нему винтовую стяжку, она крепится между основанием самого аппарата и его рычагом. Это достаточно прочно и надёжно.
Дам вам несколько рекомендаций на счёт того, где и как удобнее закрепит кнопку пуска. При выборе самой простой конструкции, когда прижимное усилие вырабатывается вручную, то рекомендовано кнопку включения, установить таким образом, что бы при опускании рычага она сжималась, то есть, опустили рычаг- кнопка сработала, аппарат включился, подняли – аппарат выключился, это будет очень удобно для мастера, так как одна рука будет полностью свободна.
Сварка и электроды
Трудно представить себе сварочный аппарат без электродов. Мы используем медные электроды, их конечно можно сделать и вручную, но я не вижу в этом преимущества, так как цена покупных вполне доступна, и в них не будет никаких сомнений.
Существует разные формы электродов, но нам понадобятся самые обычные, прямые электроды. Предпочтение на их стороне, потому что они обеспечивают удобный доступ к самой зоне сварки.
Чем больше будет диаметр электрода, тем больший будет диаметр у сварной точки, соответственно и сварочный шов будет прочнее и надёжнее.
Исходя из этого правила, электроды следует подбирать согласно вашим требованиям, что бы достичь хорошего результата. Если следовать этим рекомендациям, вы получите достойно работающий аппарат без значительных недочётов.
Если вы думаете над тем, чтобы собрать своими руками простой, с небольшой мощность аппарат, тогда вам вполне подойдут медные наконечники от обычного паяльника, у них тоже отличная проводимость тока.
Мы должны помнить, что электроды, материал не вечный, и нужно постоянно следить за их износостойкостью, и в случае необходимости, обязательно заменить.
А теперь несколько слов о технике безопасности. С целью обеспечить вашему аппарату, собранному своими руками верную работу, а вам исключить несчастные случаи, желательно все детали сборки, а также ручки заизолировать специальными материалами.
Пожалуйста, помните о правилах техники безопасности, это важная и необходимая доля в работе с электроприборами. При сборке используйте диэлектрики. Было бы неплохо внедрить предохранители в электрическую схему, но это не всегда рационально.
Краткое послесловие
Сварочный аппарат, сделанный самостоятельно, своими руками, мысль хорошая и удачная. Процесс сварки, выполняемый, на самодельном аппарате практически не имеет отличий от сварки, выполненной на серийном оборудовании.
Процесс сварки, выполняемый, на самодельном аппарате практически не имеет отличий от сварки, выполненной на серийном оборудовании.
Он будет доступнее и экономичнее, чем покупной, с магазина, Особенно, если учесть, что сварочный аппарат не всегда является устройством для ежедневного пользования, и чаще всего он нужен пару-тройку раз в году.
Если вы будете следовать всем правилам, как техники безопасности, так и самой сборки, этот аппарат доставит вам массу приятных эмоций и сохранит ваш бюджет.
Перед началом сборки, обратите внимание, что вы достаточно знаете теорию и полностью готовы приступить к практике. Удачного пользования.
Контактная сварка своими руками из микроволновки :: SYL.ru
В данной статье будет рассказано о том, что такое контактная сварка, своими руками как ее сделать, для каких целей использовать. Но все, что делается самостоятельно, должно иметь простейшую элементную базу, поэтому при рассмотрении конструкции основной упор будет сделан на доступные средства. Главное в любом сварочном аппарате, за исключением инверторных – это трансформатор. Он должен быть подходящей мощности, а величина вторичного напряжения — соответствовать номинальным параметрам. Но если говорить конкретно о контактной сварке, то потребуется еще несколько мелких атрибутов.
Главное в любом сварочном аппарате, за исключением инверторных – это трансформатор. Он должен быть подходящей мощности, а величина вторичного напряжения — соответствовать номинальным параметрам. Но если говорить конкретно о контактной сварке, то потребуется еще несколько мелких атрибутов.
Преимущество точечной сварки
Для начала необходимо разобраться с тем, что такое точечная (контактная) сварка, какие у нее имеются особенности. Сразу бросается в глаза первое отличие ее от обычной – процесс сваривания происходит при помощи высокого тока и сжатия. Причем сжатие производится в том месте, где делает шов контактная сварка. Своими руками из сварочного аппарата изготавливается путем небольшой модернизации. А именно – установкой клещей с медными электродами. О том, как изготовить электроды, какие к ним предъявляются требования, будет рассказано ниже.
Качество точечной сварки зависит от нескольких параметров, но наиболее важными являются сила тока, при которой происходит сварка, а также величина сжатия деталей. К преимуществам использования точечной сварки можно отнести то, что она с точки зрения экологии полностью безопасна. Не требуется высокая квалификация работника, у нее очень большая производительность, а сварной шов получается качественный. Но самое главное – такую сварку можно автоматизировать, установив электроды на конвейере. Наверняка вы видели, как производятся автомобили. Практически все сварные швы точечные.
К преимуществам использования точечной сварки можно отнести то, что она с точки зрения экологии полностью безопасна. Не требуется высокая квалификация работника, у нее очень большая производительность, а сварной шов получается качественный. Но самое главное – такую сварку можно автоматизировать, установив электроды на конвейере. Наверняка вы видели, как производятся автомобили. Практически все сварные швы точечные.
Какое оборудование необходимо?
Первое — и самое главное – это сам сварочный аппарат. Изготовить аппарат контактной сварки своими руками можно без труда, если ознакомиться с основными принципами работы этого устройства. Причем можно выделить несколько типов оборудования:
- стационарное;
- переносное;
- передвижное;
- подвесное;
- специализированное.
У каждого имеются свои особенности, но для использования в быту разумнее применять второй вид – переносной сварочный аппарат. Обратите внимание на то, что сварочный аппарат может работать не только на переменном токе, но и на постоянном. Некоторые конструкции аппаратов содержат в себе пневматический или гидропривод, систему охлаждения. Но в основе, конечно же, лежит трансформатор. Также необходимы электроды, с помощью которых и производится процесс сварки металла.
Некоторые конструкции аппаратов содержат в себе пневматический или гидропривод, систему охлаждения. Но в основе, конечно же, лежит трансформатор. Также необходимы электроды, с помощью которых и производится процесс сварки металла.
Как протекает процесс сварки?
Первым делом готовится оборудование и свариваемый материал. Перед началом проведения работ вам потребуется обезжирить поверхность, с которой предстоит работать. Для этого используют сначала механическую чистку, а затем обработку химическими веществами. Контактная сварка, своими руками из микроволновки сделанная, может не справиться с металлом, который сильно загрязнен, поэтому его нужно подвергать очистке перед началом проведения работ.
Чтобы сварка была максимально эффективной, необходимо, чтобы у деталей поверхности были идеально плоскими и ровными. Обратите внимание на то, что контактной сваркой можно работать и с алюминием, и с его сплавами, но при этом следует учитывать маленькую особенность. Подготовка материала должна начинаться как минимум за 10 часов до начала проведения работ. Причина в оксидной пленке, которой покрывается алюминий. Она сильно мешает сварке. Важным моментом является значение сопротивления (электрического) между свариваемыми деталями. Эту величину нужно измерять, зажав детали электродами (при этом подача тока на них не должна осуществляться).
Причина в оксидной пленке, которой покрывается алюминий. Она сильно мешает сварке. Важным моментом является значение сопротивления (электрического) между свариваемыми деталями. Эту величину нужно измерять, зажав детали электродами (при этом подача тока на них не должна осуществляться).
Типы сварных швов
Зачатую используется точечная сварка. Она характеризуется тем, что соединение металла производится в нескольких (или одной) точках. Причем скорость проведения сварки очень высокая, поэтому точек может быть различное количество – до 600 штук в минуту промышленные образцы способны сделать. Конечно, вряд ли такими параметрами сможет похвалиться самодельная контактная сварка. Своими руками из сварочного аппарата можно изготовить весьма примитивную конструкцию, а все работы будут проводиться исключительно вручную.
Но иногда наносится и сплошной шов, хотя таковым его назвать можно с натяжкой. Это не сплошной шов, а множество близко расположенных точек. Производится такая сварка при помощи специальных электродов, которые имеют роликовую конструкцию. С их помощью металл прокатывается, сжимается, сваривается. Но не меньшую популярность имеет сварка встык. Суть в следующем: две свариваемые детали из металла стыкуются и крепко сжимаются при нагреве. Но тут большую роль играет размер деталей, в зависимости от него может применяться одна из разновидностей соединения стык в стык: оплавлением или сопротивлением.
С их помощью металл прокатывается, сжимается, сваривается. Но не меньшую популярность имеет сварка встык. Суть в следующем: две свариваемые детали из металла стыкуются и крепко сжимаются при нагреве. Но тут большую роль играет размер деталей, в зависимости от него может применяться одна из разновидностей соединения стык в стык: оплавлением или сопротивлением.
Как определяется качество шва
Когда окончены сварочные работы, нужно провести оценку полученного соединения. Помните, что качество сварного шва зависит от всего: от подготовительных работ, от режима проведения сварки. А если речь идет о точечной и шовной сварке, то стоит обращать внимание и на параметр, называемый величиной ядра точки сварки. Причем не суть важно, какой металл обрабатывается, ядро должно быть больше, чем толщина самой тонкой металлической детали, как минимум в три раза.
Частый брак в сварке – это образование пустот и трещин, проявление недостаточной проварки металла. Но все эти недостатки всплывают от того, что интенсивность прогрева недостаточна или чрезмерна. Качество шва необходимо проверять визуально, допустимо использовать неразрушающий метод контроля. Но стоит отметить, что наличие плохо проваренного металла определить не всегда получается.
Качество шва необходимо проверять визуально, допустимо использовать неразрушающий метод контроля. Но стоит отметить, что наличие плохо проваренного металла определить не всегда получается.
Инструменты для сварки
Чтобы качество сварного шва было максимальным, вам потребуется наличие минимального арсенала.
- Во-первых, сам сварочный аппарат. О том, как сделать контактную сварку своими руками, будет рассказано несколько ниже.
- Во-вторых, электроды для проведения сварки.
- В-третьих, металлические щетки, ветошь, кислоты или растворители для того, чтобы провести подготовку свариваемой поверхности металла.
- В-четвертых, необходимо иметь средства защиты: краги, маску, закрывающую все части тела, одежду из плотного негорючего материала.
- В-пятых, все оборудование необходимо заземлять, чтобы не произошло поражения электрическим током.
Это весь комплект сварщика, теперь нужно поговорить о том, как микроволновку превратить в сварочный аппарат.
Материалы для изготовления сварочного аппарата
Ну вот, вы решились самостоятельно изготовить контактную сварку. Но все упирается в элементную базу. А поможет в конструировании простая бытовая микроволновая печь. Кстати, обычно, если она выходит из строя, то разрушается магнетрон – излучатель микроволн. Все остальные узлы остаются невредимыми, в частности силовой трансформатор. Ко всему прочему, корпус микроволновки можно использовать в качестве шасси самой сварки. Но вам потребуется для изготовления некоторый инструмент и материал.
Самое главное – это трансформатор. У него мощность около 0,5 кВт. Но если необходима сварка с большой мощностью, потребуется применить два таких трансформатора. Для изготовления вторичной обмотки необходим либо один провод с большим сечением (причем именно медный), либо же пучок. Рычаги для изготовления держателя электродов, шасси (как было упомянуто, корпус микроволновки для этой цели использовать можно). Отвертки, провода, струбцину, электроды из меди с необходимыми размерами для проведения сварки.
Изготовление трансформатора
А теперь о том, как сделать трансформатор, с помощью которого будет работать контактная сварка. Точечная, своими руками изготовленная, требует особого внимания к качеству используемых элементов. Следует при выборе трансформатора придерживаться средних параметров, а именно – 1 кВт мощности устройства позволит проводить сварку листовой стали, толщина которой максимум 1 мм. Если же возникает необходимость проводить работы с более толстым металлом, нужно увеличивать мощность – добавлять еще один трансформатор. От них вам потребуется только сердечник (магнитопровод) и первичная обмотка.
Дело в том, что вторичная обмотка по умолчанию выдает около 2000 Вольт, причем сила тока крайне мала. Проводить сварочные работы с такими параметрами не получится, поэтому вторичная обмотка должна быть полностью снята. Вместо нее укладывается максимально возможное количество витков (как правило, помещается не более двух) провода сечением около 10 кв. см. Вместо провода можно использовать медную шину, покрытую изоляцией.
Электроды для сварки
При проведении точечной сварки применяются электроды, конструкция которых отличается от тех, которые вы привыкли видеть. Они должны иметь высокую прочность, чтобы между ними можно было провести сжатие. От размеров и формы зависит качество сварки металла. Минимальный диаметр стержня должен составлять 1 см. Максимальный – 4 см. В качестве материала для электродов необходимо использовать только медь. Обратите внимание на то, что сечение электрода необходимо выбирать таким образом, чтобы оно не было больше, нежели у провода вторичной обмотки. Конечно же, вам необходимо своевременно проводить замену медных электродов, так как они теряют свои свойства. Только в этом случае контактная сварка, своими руками из микроволновки изготовленная, будет работать с максимальной эффективностью.
Контактная сварка своими руками в гараже
Контактная сварка — один из наиболее технологичных, но вместе с тем простых методов соединения деталей из металла. Он применяется как на крупном производстве, так и в быту. Данный тип сварки относится к термомеханическому, поскольку для соединения металлов используется высокая температура и механическое давление одновременно. С помощью контактной сварки собирают самолеты, суда, автомобили и микросхемы. На заводах обычно используют крупные мощные аппараты.
Данный тип сварки относится к термомеханическому, поскольку для соединения металлов используется высокая температура и механическое давление одновременно. С помощью контактной сварки собирают самолеты, суда, автомобили и микросхемы. На заводах обычно используют крупные мощные аппараты.
Также вполне осуществима контактная сварка, выполняемая ручным способом. Для этого домашние умельцы используют самодельные аппараты для контактной сварки, поскольку их изготовление не отнимает много времени и позволяет сэкономить. Самодельные аппараты используются и дома, и в небольших частных мастерских. В этой статье мы расскажем, что такое контактный метод сварки, как с его помощью выполняется сварка нержавейки или любого другого металла. Также мы научим вас собирать аппарат для контактной сварки своими руками.
Содержание статьи
- Общая информация
- Преимущества и недостатки
- Разновидности контактной сварки
- Точечная сварка
- Рельефная сварка
- Шовная сварка
- Стыковая сварка
- Делаем аппарат для контактной сварки
- Вместо заключения
Общая информация
Контактная сварка (также «электрическая контактная сварка», «контактная электросварка» или «ERW») — это метод соединения металлов путем их нагрева с помощью тока и одновременной механической деформации с помощью давления. Говоря простыми словами, сварной шов получается в результате нагрева металла и его дальнейшего сжатия под двумя толстыми металлическими электродами. При контактной сварке ключевую роль играет именно ток, а не давление. Ниже представлена схема простейшей контактной сварки.
Говоря простыми словами, сварной шов получается в результате нагрева металла и его дальнейшего сжатия под двумя толстыми металлическими электродами. При контактной сварке ключевую роль играет именно ток, а не давление. Ниже представлена схема простейшей контактной сварки.
Во время прохождения тока при сварке тепло распространяется по металлической детали, в зоне сварного шва, а также между металлическими электродами. При этом все эти элементы нагреваются с разной температурой, наибольшая концентрация тепла наблюдается, когда установлен контакт между электродами и деталью.
Если аппарат настроен правильно и соблюдается технология сварки, то поверхность металла не должна нагреваться слишком сильно, поскольку в контактной сварке важна не столько высокая температура плавления, сколько совокупность температуры и механического воздействия. Кроме того, электроды должны охлаждаться (например, с помощью воды). Так что важно следить за температурой нагрева. Если она избыточна, то это первый признак ошибки сварщика или неисправного оборудования.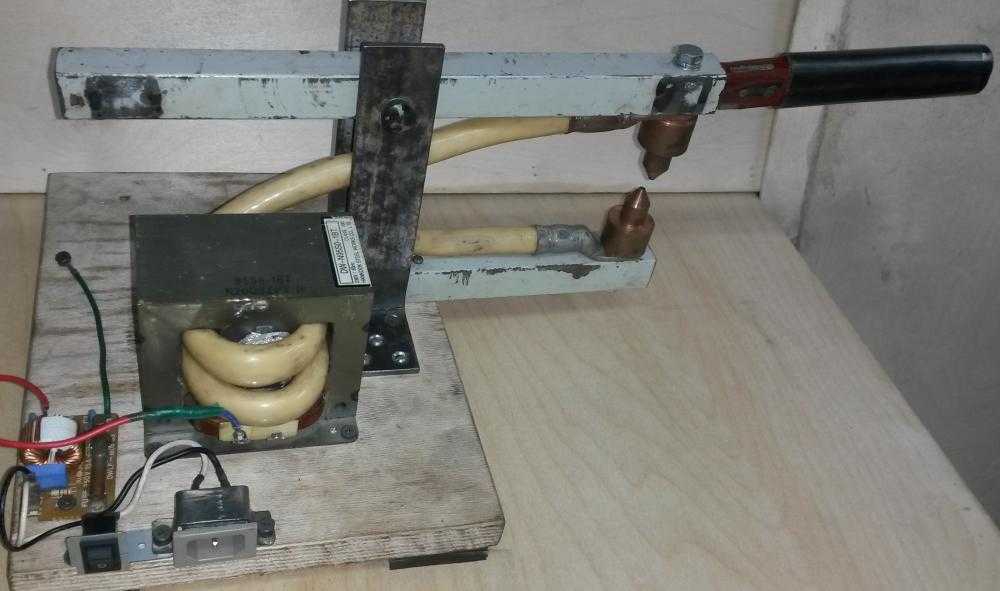
Преимущества и недостатки
У контактной сварки довольно много достоинств, благодаря которым она стала так популярна в последнее время. Прежде всего, такой метод сварки потребляет очень мало энергии при высокой производительности. Ведь метод контактного соединения очень быстрый и на формирование одной сварной точки уходит менее секунды. Качество получаемых швов на высоком уровне, соединения получаются прочными и долговечными.
Не требуется особых знаний, контактной сваркой может заниматься мастер без специальной квалификации. Также возможна полная автоматизация рабочего процесса, вплоть до отсутствия необходимости находиться у станка. Профессиональные станки без проблем встраиваются в крупные сборочные линии.
Также не нужно использовать дополнительные комплектующие, вроде покрытых стержней, флюсов, газов и прочего. Отсюда и высокая экологичность контактной сварки, что тоже важно в условиях современного производства. Еще один плюс — простота сварки сложных металлов. Вам под силу сварка нержавеющей стали, алюминия и цветных металлов. При этом не нужно использовать инертный газ или неплавящиеся стержни.
Вам под силу сварка нержавеющей стали, алюминия и цветных металлов. При этом не нужно использовать инертный газ или неплавящиеся стержни.
Но, как и у всех видов сварки, у контактного метода есть свои недостатки. Самый главный — высокая цена на профессиональное сварочное оборудование. Чтобы укомплектовать небольшой завод необходимым количеством аппаратов для контактной сварки нужно иметь немалый бюджет. Не говоря уже о покупке аппарата для домашней сварки.
Кроме того, такие аппараты требовательны к источнику питания. Им необходимо выдавать ток большого значения, минимум 1000 ампер. А для этого необходимо мощное и стабильное электронапряжение.
Начинающие сварщики, пожалуй, отнесут к недостатку тот факт, что правила контактной сварки регламентируются отдельным ГОСТом и они довольно строгие. Если хоть один пункт из правила не будет соблюдаться, то такую деталь просто не примут на следующий производственный этап. Проще говоря, уклониться от работы не получится. Мы не считаем это недостатком, ведь соблюдение технологии сварки и дальнейший контроль качества — это залог прочной и долговечной металлоконструкции.
Разновидности контактной сварки
Существует несколько видов контактной сварки. К ним относится точечная сварка (она может быть одноточечной, двухточечной и многоточечной), рельефная сварка, шовная сварка (может быть непрерывной, шаговой и прерывистой), стыковая сварка (выполняемая либо с помощью сопротивления, либо с помощью оплавления). Также возможны комбинации разных методов, например, шовно-стыковая сварка или рельефно-точечная. В таком случае комбинированный метод будет обладать всеми характерными особенностями обоих типов контактной сварки.
Давайте подробнее разберем способы контактной электросварки изделий из металла.
Точечная сварка
Точечная сварка — это самый распространенный тип контактной сварки. Ее суть в формировании так называемых точек путем нагрева металла и его дальнейшей деформации. Точки формируются с малым шагом, образуя сварное соединение.
Точечная сварка довольно универсальна, она используется для соединения тонколистового металла, маленьких деталей, используемых в электроприборах, и толстых деталей до 2 сантиметров. С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
Что касается качества и надежности соединения, то здесь все просто: чем больше точек, тем шов надежнее. Новички ошибочно полагают, что такое соединение ненадежно и может разрушиться в любой момент. Но это большое заблуждение. При формировании точки используется большое давление. Оно без труда деформирует нагретый металл, который затем остывает и надежно фиксирует детали между собой.
Рельефная сварка
Контактная рельефная сварка осуществляется по тому же принципу, что и контактная, только перед работой края одной детали обрабатываются с помощью специальных инструментов или станков, образующих выступы. Деталь кладется сверху, выступами вниз. Выступы могут быть полукруглыми или продолговатыми. В месте выступа как раз и будет точка, формируемая аппаратом для контактной сварки. Вторая деталь остается неизменна, она кладется снизу.
Рельефный метод контактной сварки зачастую применяется при сборке автомобилей. Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
Шовная сварка
Шовная сварка несколько отличается от прочих типов контактной сварки. Здесь электроды роликовые, с их помощью металл не только прокатывается, но и сваривается. При этом сварное соединение выглядит, как при точечной сварке. Но точки перекрывают друг друга на несколько миллиметров, образуя шов, больше похожий на соединение, выполненное ручным способом с помощью покрытого электрода.
Шовная сварка применяется при сварке тонких металлов до 3 миллиметров. Также шовная сварка отлично подходит для сварки герметичных изделий, например, баков и цистерн.
Стыковая сварка
Стыковая контактная сварка также использует тепло и давление, но в другой плоскости. Шов формируется не между верхним и нижним электродом, а посередине. Чтобы лучше понять суть, посмотрите на схему ниже.
Стыковая сварка делится на сварку с сопротивлением и с плавлением. При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
При сварке плавлением детали предварительно нагреваются до пластичного состояния и только потом соединяются с применением давления. Нагрев может быть либо постоянным, когда тепло поступает во время всего сварочного процесса, либо прерывистым, когда деталь нагревается интервалами. Прерывистый нагрев используются для экономии электричества. Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно.
Внимательные мастера спросят, куда исчезает расплавленный металл? Ведь при других способах сварки при плавлении металл начинает окисляться, образуется шлак. А это создает дополнительные проблемы. Дело в том, что в контактной сварке ток обладает электродинамическим действием, поэтому он без труда выбрасывает расплавленный металл вне зоны сварки.
Делаем аппарат для контактной сварки
Теперь, когда мы разобрались со всеми особенностями, можно определиться, использовать ли контактную сварку в своей работе. Кого-то отпугнет высокая цена на оборудование, но в оглавлении мы писали о том, что многие умельцы делают сварщик контактной сварки своими руками. Его мощности вполне достаточно для работы дома.
Мы расскажем вам, как сделать такой аппарат самому. С его помощью вы сможете выполнить контактную точечную сварку. Кстати, в интернете есть множество видео с пошаговым руководством. Изучите их, чтобы иметь полную картину. Итак, для изготовления контактной сварки нам понадобится не обязательно новый, но обязательно работающий трансформатор (можете вытащить его из старой микроволновой печи; используйте два трансформатора, если вам требуется аппарат большей мощности).
Также нам нужен медный провод большого диаметра (вместо одного толстого провода можно использовать множество тонких, связав их в жгут), рычаги из металла (их мы будем использовать для зажима электродов), основание для аппарата (это может быть толстый лист тяжелого металла или что-то очень устойчивое; можете прикрутить аппарат прямо к столу), струбцины, отвертки разных размеров, кабели, изолента (или любой другой материал для обмотки), медные детали с заостренным концом, которые будут выполнять роль электродов.
Вот и все. Приступим к сборке. Собирая сварщик контактной сварки вы должны понимать, что ключевой элемент конструкции — трансформатор. Мы не зря рекомендовали вам взять его из микроволновой печи, поскольку это идеальный варит для небольшого самодельного аппарата. Чтобы ваше устройство смогло сварить металл толщиной в 1 миллиметр вам понадобится мощность 1 кВт. Чем больше мощность, тем больше диапазон толщин.
Для работы вам понадобится не весь трансформатор. А только первичная обмотка и магнитопровод. Вторичную обмотку нужно убрать из трансформатора (делайте это максимально осторожно, чтобы не повредить остальные элементы).
Также есть шунты, их тоже нужно демонтировать. Шунты расположены с обеих сторон вторичной обмотки.
Далее нужно сделать новую обмотку. Для этого возьмем многожильный провод с диаметром не менее 10 миллиметров. Двух-трех витков будет достаточно для корректной работы трансформатора. Если у провода будет слишком толстая изоляция, можно ее удалить и обмотать провод изолентой из ткани или ПВХ. Если вы собираете мощный аппарат и для этого взяли два трансформатора, то обмотка должна быть одна на двоих. В таком случае важно правильно соединить все выводы с первичной обмотки обоих трансформаторов.
Если вы собираете мощный аппарат и для этого взяли два трансформатора, то обмотка должна быть одна на двоих. В таком случае важно правильно соединить все выводы с первичной обмотки обоих трансформаторов.
Теперь нужно собрать все компоненты воедино. Нужно установить трансформатор в корпус (можете изготовить его самостоятельно или взять подходящий от неработающего бытового прибора), подсоединить медные электроды, все кнопки и органы управления. Тут вам помогут элементарные знания электротехники.
Вместо заключения
Welding.Com » Введение в сварку сопротивлением
Сварка сопротивлением является одним из старейших процессов электросварки, используемых сегодня в промышленности. Сварка производится комбинацией тепла, давления и времени. Как следует из названия контактной сварки, это сопротивление материала свариваемому, протекающему току, вызывающему локальный нагрев детали.
Давление, оказываемое клещами и наконечниками электродов, через которые протекает ток, удерживает свариваемые детали в тесном контакте до, во время и после временного цикла сварочного тока. Требуемая величина временного тока в соединении определяется толщиной и типом материала, величиной временного тока и поперечным сечением контактных поверхностей сварочных наконечников.
Основы сварки сопротивлением
Точечная сварка сопротивлением осуществляется при пропускании тока через кончики электродов и соединяемые отдельные куски металла. Сопротивление основного металла протеканию электрического тока вызывает локальный нагрев в месте соединения и сварку.
Стержень контактной точечной сварки формируется внутри по отношению к поверхности основного металла. На приведенном ниже рисунке показана точка контактной точечной сварки по сравнению с газовой вольфрамовой дугой.
Пятно газовой вольфрамовой дуги выполнено только с одной стороны. Точечная сварка сопротивлением обычно выполняется электродами с каждой стороны заготовки.
Резистивный очаг точечной сварки образуется при нагреве границы раздела сварного соединения за счет сопротивления поверхностей соединения протеканию электрического тока. Во всех случаях, конечно, ток ДОЛЖЕН протекать, иначе сварка не может быть выполнена. Давление кончиков электродов на заготовку удерживает деталь в тесном контакте во время сварки. Помните, однако, что машины для контактной точечной сварки НЕ предназначены для использования в качестве силовых зажимов для стягивания заготовок во время сварки.
1 – Выработка тепла
Можно внести изменения в закон Ома, если ватты и тепло считаются синонимами. Когда ток проходит через проводник, электрическое сопротивление проводника потоку тока вызывает выделение тепла. Основная формула выделения тепла может быть сформулирована следующим образом:
H = I R, где:
H= ТЕПЛО, I2 = КВАДРАТ СВАРОЧНОГО ТОКА и R= СОПРОТИВЛЕНИЕ
Вторичная часть контура контактной точечной сварки, включая свариваемые детали, на самом деле ряд сопротивлений. Суммарное аддитивное значение этого электрического сопротивления влияет на выходной ток аппарата контактной точечной сварки и тепловыделение цепи.
Ключевым фактом является то, что хотя значение тока одинаково во всех частях электрической цепи, значения сопротивления могут значительно различаться в разных точках цепи.
Машины контактной точечной сварки, производимые Miller Electric Mfg. Co., сконструированы таким образом, чтобы трансформатор, гибкие кабели, клещи и наконечники электродов оказывали минимальное сопротивление. Машины контактной точечной сварки Miller предназначены для наиболее эффективной подачи сварочного тока на свариваемое изделие. Именно в месте сварки требуется наибольшее относительное сопротивление. Термин «относительный» означает по отношению к остальной части фактической сварочной цепи.
В рабочей зоне есть шесть основных точек сопротивления. Это:
- Точка контакта между электродом и верхней заготовкой.
- Верхняя заготовка.
- Интерфейс верхней и нижней заготовок.
- Нижняя заготовка
- Контакт между нижней заготовкой и электродом.
- Сопротивление кончиков электродов.
2 – Время
Точечная сварка сопротивлением зависит от сопротивления основного металла и величины тока, протекающего для получения тепла, необходимого для выполнения точечной сварки. Еще один важный фактор – время. В большинстве случаев при точечной сварке используется сила тока в несколько тысяч ампер. Такие значения силы тока, протекающие через относительно высокое сопротивление, создают много тепла за короткое время. Для выполнения точечной сварки с хорошим сопротивлением необходимо строго контролировать время протекания тока.
3 – Давление
Необходимо тщательно учитывать влияние давления на контактную точечную сварку. Основная цель давления — удерживать свариваемые детали в тесном контакте на границе стыка. Это действие обеспечивает постоянное электрическое сопротивление и проводимость в точке сварки. Запрещается использовать щипцы и наконечники электродов для стягивания заготовки. Машина контактной точечной сварки не предназначена для электрического зажима типа «С». Свариваемые детали должны быть состыкованы ДО приложения давления.
4 – Наконечники электродов
Медь является основным материалом, обычно используемым для наконечников и клещей контактной точечной сварки. Назначение наконечников электродов — проводить сварочный ток к заготовке, быть фокусом давления, прикладываемого к сварному соединению, отводить тепло от рабочей поверхности и сохранять целостность формы и характеристик тепловых и электрических характеристик. электропроводность в рабочих условиях.
Информация предоставлена Miller Electric
Что такое рецепт контактной сварки?
Рэй Микелена, CRWT
При правильном применении контактная точечная сварка является самым быстрым, прочным и наименее дорогим методом соединения металлов. Однако, несмотря на то, что сварка сопротивлением использовалась в производстве в течение десятилетий, этот процесс до сих пор недостаточно изучен за пределами автомобильной промышленности.
Сварка сопротивлением уникальна тем, что это высокоскоростной метод соединения металлов с кованым сварным соединением, образованным с применением точно контролируемого электрического тепла и силы без добавления какого-либо присадочного металла.
Процесс выглядит простым, но в нем задействовано множество переменных, которые необходимо понимать и контролировать для достижения желаемого результата – сварки, которая прочнее основного металла. И, кстати, многие контактные точечные сварные швы должны быть не только прочными, но и привлекательными, что создает еще одну проблему для наладчиков сварки.
Три основные переменные, которые необходимо учитывать для достижения успеха при контактной сварке, можно запомнить как PCT : P давление (усилие ковки), C ток (количество используемых сварочных ампер) и T время (длительность подачи тока)
Без понимания важности этих переменных и их связи друг с другом часто получаются слабые и/или некрасивые сварные швы. И, к сожалению, в этих проблемах часто обвиняют процесс сварки сопротивлением, что иногда приводит к переходу на более дорогой и медленный метод соединения металлов, такой как клепка.
Недавний визит на завод заказчика показал, почему некачественные сварные швы получаются при неправильной настройке машины. В этом случае техник настройки сварщика предполагал, что длительное время сварки приведет к более прочному сварному шву, но мы смогли доказать обратное.
Почему длительное время сварки не дает лучшего сварного шва сопротивлением? Казалось бы, «приготовление» контактного сварного шва с дополнительным нагревом и временем добавит ему прочности. Однако, как и при выпечке торта, правильный рецепт Давления, Течения и Времени имеет решающее значение для достижения успешного результата.
ПОНИМАНИЕ ТОЧЕЧНОЙ СВАРКИ СОПРОТИВЛЕНИЯ
Давайте посмотрим на РСТ и узнаем, что означает этот рецепт и почему простое увеличение времени сварки не улучшило сварку нашего клиента.
H =I2RT — действующая формула контактной сварки, где H — тепло, I — ток, проходящий через комбинацию металлов, R — сопротивление металла и контактных поверхностей, а T — время или продолжительность прохождения тока. Это звучит сложно, поэтому давайте вернемся к РСТ, потому что мы должны понимать эти переменные, чтобы по-настоящему понять контактную сварку и то, как она работает.
P Давление измеряется в фунтах силы, приложенной к зоне сварки, а C Ток измеряется во вторичных сварочных амперах. Длительность протекания сварочного тока ( T ime) измеряется в циклах, где один цикл равен 1/60 th секунды.
Для оптимизации процесса рекомендуется использовать на аппарате высокие значения вторичного сварочного тока – обычно от 5000 до 20 000 ампер. Сварочный ток, создаваемый трансформатором сварщика, подается на заготовку через медные рычаги и сварочные наконечники (электроды). при очень низком вторичном напряжении, обычно от 3 до 12 вольт.
Например, при сварке двух деталей из низкоуглеродистой стали калибра 18 рекомендуемые настройки, указанные в одной из легкодоступных опубликованных таблиц, составляют 660 фунтов давления, 9600 вторичных ампер и восемь циклов сварки. К сожалению, большинство сварочных аппаратов для контактной сварки не имеют дисплеев для этих переменных, поэтому вам, как правило, необходимо использовать внешний монитор сварки и датчик усилия.
Теплота, необходимая для точечной сварки, создается сопротивлением току свариваемого материала — отсюда и название сварки сопротивлением.
Медь, используемая для проводников точечной сварки, считается, что она имеет значение проводимости 100%, а обычная сталь имеет проводимость около 10%, поэтому, если у нас есть данный ток, проходящий через равные объемы и площади сечения меди и стали, в результате выделяется тепло в стали будет примерно в 10 раз больше, чем в меди.
МЕЖФАЗНОЕ СОПРОТИВЛЕНИЕ Все сопротивления в сварочном контуре считаются включенными последовательно, и тепло, выделяемое в любом месте, пропорционально значению сопротивления в этой точке. Мы можем предположить, что поверхность обшивки, где соприкасаются два куска стали, имеет самое высокое сопротивление и, следовательно, будет выделять больше всего тепла. Это межфазное сопротивление должно генерировать достаточно тепла, чтобы довести температуру плавления сопрягаемых поверхностей примерно до 2700 градусов по Фаренгейту.0003
Если тепло, выделяемое в какой-либо точке, пропорционально значению сопротивления в этой точке, как мы можем контролировать сопротивление?
В электрической цепи прижатие соприкасающихся поверхностей с большой силой снижает сопротивление, что, в свою очередь, снижает тепловыделение. Другими словами, изменение давления ( P ) может повышать или понижать сопротивление, что во многом связано с определением тепла в нашем сварном соединении.
« C » в рецепте означает ток или количество ампер, проходящее через заготовку, и это можно отрегулировать с помощью переключателя ответвлений трансформатора, если он есть, и регулировки процентного тока нагрева на электронном блоке сварщика. контроль.
« T » означает время, в течение которого сварочный ток проходит через соединение. Время сварки важно, потому что слишком малое время протекания тока приведет к слабому сварному шву, а слишком большое время сварки приводит к тому, что зона термического влияния становится слишком большой, что ослабляет соединение и создает большую некрасивую вмятину.
Как вы уже могли видеть, давление, время и сила тока являются составляющими нашего рецепта контактной сварки, и каждую переменную необходимо понимать и правильно контролировать для достижения стабильных результатов.
ТОК ДЕЛАЕТ РАБОТУ Проходя через сопротивление зоны сварки, электрический ток выполняет задачу создания необходимого тепла. Проще говоря, ток — это переменная, которая доводит металл до температуры 2700 градусов по Фаренгейту и заставляет металл становиться «пластичным» и готовым к плавлению. Давление на сварной шов склеивает пластиковый металл, а затем молекулы сливаются вместе, образуя сварной шов.
Подумайте о чрезмерно длительном времени сварки при слишком слабом токе таким образом — независимо от того, как долго вы оставите кастрюлю с водой на глазу плиты, вы не сможете заставить воду кипеть без достаточного тепла.
Продолжая нашу кулинарную аналогию, подумайте о приготовлении печенья: Чтобы в итоге получилось однородное, вкусное печенье, мы должны следовать рецепту, который требует выпекания тщательно подобранных ингредиентов в течение определенного периода времени.
Сварка сопротивлением в основном такая же, и для достижения наилучших результатов мы должны следовать рекомендуемому графику, который определяет правильное количество РСТ — давление, ток и время.
Американское общество сварщиков (AWS) и другие источники публикуют рекомендуемые настройки для большинства металлов, обычно соединяемых контактной сваркой. Эти таблицы являются вашей «книгой рецептов», и в них перечислены проверенные настройки для различных толщин металла.
ПОЧЕМУ НЕ ИСПОЛЬЗОВАТЬ ДЛИТЕЛЬНОЕ ВРЕМЯ СВАРКИ? Длительное время сварки часто используется при попытке исправить проблему с рецептом сварки. Если время сварки у вас слишком велико, возможно, ваша текущая настройка не является правильной «порцией» в соответствии с рецептом для расплавления металла, который вы свариваете.
С другой стороны, слишком большой ток или недостаточное давление могут привести к тому, что ваш сварной шов «выкипит» — то, что обычно называют выбросом сварного шва.
Если на вашем аппарате установлено слишком большое давление сварки, что снижает сопротивление, или неправильно установлен низкий ток, уровень нагрева, необходимый для плавления металла, может никогда не быть достигнут. Когда вы пытаетесь преодолеть это, увеличивая время сварки, вы все равно никогда не доведете металл до расплавленного состояния.
ПОСЛЕДОВАТЕЛЬНАЯ, ВЫСОКОКАЧЕСТВЕННАЯ ТОЧЕЧНАЯ СВАРКА СОПРОТИВЛЕНИЯ Ключом к стабильной высококачественной контактной точечной сварке является понимание всех переменных в работе (PCT) и их правильная регулировка и контроль во время производственного цикла.
Хотя сварка сопротивлением иногда считается «черным искусством», это наука, которую можно понять и освоить, обладая небольшими знаниями.
Мы рекомендуем посетить семинар по контактной сварке или найти наставника с необходимым опытом. Кроме того, книги и учебные материалы доступны через Американское общество сварщиков (AWS) и другие источники.
ОСТАЛОСЬ ИСТОРИИВозвращаясь к нашему заказчику, который считал, что чрезвычайно длительное время сварки является ответом на получение прочных точечных сварных швов, мы смогли доказать с помощью разрушающих испытаний, что всего восемь циклов времени сварки обеспечивают гораздо более прочное соединение, чем 73 цикла времени сварки. (намного больше секунды) используется до нашего прибытия.
На самом деле, в то время как переваренный узел легко ломался при ударе молотком, наша правильно сваренная деталь никогда не ломалась, несмотря на все усилия оператора доказать нашу неправоту.
Дополнительным преимуществом такого короткого времени сварки «без дополнительной оплаты» является то, что его производительность резко возросла, и мы оставили его довольным процессом контактной сварки.
Рэй Микелена имеет более чем 20-летний опыт работы в области контактной сварки. В качестве одного из инструкторов семинаров по контактной сварке компании T. J. Snow Company и специалистов по обслуживанию он посещает металлообрабатывающие заводы по всей стране. Он также является директором компании по безопасности и главным пилотом.
Впервые опубликовано в журнале Metalforming Magazine, март 2017 г.
Обучение точечной сварке сопротивлением | Семинары
2022 Даты
Научитесь делать высококачественные сварные швы в производственных условиях
Ключевое значение имеет правильное обучение!
Поскольку обучение имеет решающее значение для успеха вашей операции контактной сварки, мы предлагаем наши региональные семинары по контактной сварке на востоке США в местных конференц-залах. Наши клиенты говорят нам, что обучение увеличивает производительность, сокращает время простоя и продлевает срок службы расходных материалов и самих машин, что приводит к значительной экономии средств.
Чего ожидать
Пристегнитесь! Наши восьмичасовые семинары — это целый день интенсивного обучения в классе, предназначенного для того, чтобы вы лучше поняли и поняли, как выполнять стабильные высококачественные сварные швы в вашей производственной среде. Наши обучающие семинары являются бесценным ресурсом для ваших сварщиков, обслуживающего персонала, руководителей производства и инженеров.
Учитесь у наших опытных инструкторов
Вы не только проведете целый день обучения у одного из наших сертифицированных специалистов по контактной сварке AWS, но и сможете задать нашим специалистам конкретные вопросы, касающиеся сварки сопротивлением в вашей компании. процесс.
доступны два уникальных курса
Бесценный день обучения для вашей команды
Раскрывая тайны контактной сварки
Сессии включают:
Даты предстоящих семинаров:
Нажмите дату ниже, чтобы зарегистрироваться
9 Даты скоро!Выступающая сварка: гайка, шпилька и поперечная проволока
Сеансы включают:
Upcoming Seminar Dates:
Click date below to register
October 5, 2022
Grand Rapids, MI
Delta Hotels Grand Rapids Airport
3333 28th Street SE
Grand Rapids, MI
регистр
ОБРАЗЕЦ ПОВЕСТКИ ДНЯ
Взгляд на наш полный день обучения
7:30
Регистрация и кофе
Участники получают именные бейджи и приветственные пакеты. В наличии кофе и выпечка.
8:00 — 10:00
Сессия 1
Начало занятий. Преподает один из наших сертифицированных AWS специалистов по контактной сварке.
10:10 — 12:00
Сессия 2
Занятия возобновляются после перерыва.
12:00 — 13:00
Обед + вопросы и ответы с инструктором
Обед с обслуживанием. Наслаждайтесь периодом вопросов и ответов с вашим инструктором.
13:00–15:00
Сессия 3
Занятия возобновляются после обеда.
15:10 — 16:15
Сессия 4
Занятия возобновляются после перерыва.
16:15 — 17:00
Вопросы и ответы с инструктором + подарки
Сессия вопросов и ответов с инструктором для обсуждения конкретных вопросов, связанных с процессом контактной сварки в вашей компании.
стоимость семинара
Бесценный день обучения для вашего персонала
Первый посетитель
От вашей компании
См. Даты 2022 г.
Каждый дополнительный участник
От вашей компании
См. Даты 2022 г.
Оплата заказным заказом или кредитной картой. Один из наших представителей свяжется с вами после регистрации, чтобы завершить процесс оплаты.
Кто наши участники Говоря
Этот семинар был лучшим семинаром, который я посетил. У меня 14-летний опыт работы инженером, и этот семинар стал лучшим вложением средств в обучение, в которые я когда-либо вкладывался».
Сильной стороной этого семинара являются знания инструкторов. Они делают действительно хорошую работу и делают это весело!»
«Ваши люди знают свой продукт и бизнес, и они очень открыты для вопросов».
опытные инструкторы
Все семинары проводит один из наших сертифицированных AWS техников по контактной сварке.
РЭЙ МИЧЕЛЕНА
- Сервисный инженер
- Сертифицированный специалист по контактной сварке (CRWT)
- Инструктор семинара
- Пилот
РЕНДИ ДАРБИ
- Сервисный инженер
- Сертифицированный специалист по контактной сварке (CRWT)
- Инструктор семинара
- Пилот
БРЕТ МакИНТАЙР
- Сервисный инженер
- Сертифицированный специалист по контактной сварке (CRWT)
- Инструктор семинара
Образец повестки дня
Чтобы узнать больше о наших семинарах, свяжитесь с нами по телефону
Джош Гармон
Сервисный инженер, CRWT
Кэндес Эдмондс
Администрация обучения
У вас есть вопрос по контактной сварке? Хотите узнать больше о процессе?
Щелкните здесь, чтобы прочитать статьи, написанные экспертами в области контактной сварки, а также задать вопросы о процессе.
Сварка сопротивлением – Soudax
Сварка сопротивлением – это процесс, при котором на поверхности раздела возникает тепло при пропускании через него электрического тока. Выполняется под контролем времени и давления. Этот термин происходит от того факта, что сопротивление между заготовкой и электродами используется для выделения тепла на границе раздела. Эта технология используется в производстве металлических листов и компонентов. В настоящее время он является частью промышленных процессов.
История контактной сварки
Было время, когда сварка металлов производилась путем нагревания металлов до их температуры плавления, а затем их прессования. Технология сварки значительно продвинулась вперед после запуска электричества. Сварка сопротивлением, дуговая сварка и газовая сварка являются усовершенствованными формами этого явления. Теперь также присутствует ультразвуковая, электронно-лучевая и лазерная сварка. Сварка сопротивлением с огромными преимуществами уже много лет способствует росту промышленности.
Принцип контактной сварки
Работает по простым принципам. Сила и ток подаются через электроды. На границе металлических частей возникает тепло сопротивления. Это приводит к расплавлению швов. Хотя огромное количество текущих потоков. При этом опасности поражения электрическим током нет. Потому что присутствует низкое напряжение.
Особенности контактной сварки
- Одной из интересных особенностей контактной сварки является отсутствие флюса. Такие, как припой. Сварные детали легко перерабатываются.
- В процессе не образуются ультрафиолетовые лучи. Так аккуратный и чистый рабочий участок Доступен
- Это простая операция. Только нажатие кнопок приводит к автоматизации. Он не требует специальных навыков, таких как дуговая сварка и газовая сварка.
- Это недорогой и крупносерийный производственный процесс. Сварка может быть выполнена эффективно, не занимая много времени.
- Продолжительность процесса мала. Заготовки меньше подвергаются воздействию тепла.
- Оптимизация процесса зависит от материала и толщины свариваемой детали. Электрооборудование должно присутствовать из-за использования большого тока.
Применение контактной сварки
- Контактная сварка используется в автомобильной промышленности. Он специально используется для проектирования гаек и болтов.
- Сварка швов используется для изготовления резервуаров для воды и бойлеров.
- Сварка сопротивлением используется при сварке труб и трубопроводов
Типы контактной сварки
Процесс контактной сварки подразделяется на множество вариантов в зависимости от формы заготовки и формы электродов. Обычно используемые процессы сварки сопротивлением :
- Точечная сварка
- Выступающая сварка
- Сварка швов
- Стыковая сварка
Точечная сварка
Это преобладающий процесс в автомобильной промышленности. Он используется при сборке кузовов автомобилей и их крупных компонентов. Используется для изготовления мебели и других бытовых изделий. В этом процессе выделение тока и тепла локализовано в форме электрода.
Выступающая сварка
Этот тип контактной сварки выполняется с помощью специально разработанных электродов для изменения формы заготовки. Выступающая сварка используется в электротехнике, электронике, автомобилестроении и строительстве. Этот процесс используется в производстве датчиков, клапанов и насосов.
Сварка швов
В этом процессе сварки сопротивлением , соединения герметичны за счет постоянной противодействующей силы с электродами, состоящими из вращающихся колес . Шовная сварка применяется при изготовлении резервуаров, радиаторов, теплообменников и т. д.
Стыковая сварка
Это операция ковки, применяемая к заготовке при нагревании. Стойки — это процесс контактной сварки для соединения металлических пластин или стержней с приложенным усилием электродов, зажимающих заготовку на концах. Применяется для изготовления колесных дисков, проволочных стыков и стыков железнодорожных путей.
Характеристики сварочного аппарата
Электрические и механические характеристики сварочного аппарата сильно влияют на процесс сопротивления сварке.
- Общее время сварки очень мало. Таким образом, время сварки вверх по склону имеет решающее значение. Крайне важно учитывать фактор магнитных потерь при точечной сварке.
- Одна из основных механических характеристик включает ускорение, а также жесткость рамы.
- Важное значение имеет динамическое время реакции сварки. Потеря индукции из-за размера сварочного окна и расходуемого материала.
- Плотность тока зависит от геометрии электродов.
- Необходим разный сварочный ток в зависимости от толщины металла.
- Для регулировки контактной сварки требуются специальные параметры . По покрытию поверхности заготовки.
Свойства материала
- Удельное сопротивление материала влияет на выделение тепла.
- Теплопроводность материала и теплоемкость определяют передачу тепла.
- В серебре и меди с низким удельным сопротивлением и высокой теплопроводностью при высоком сварочном токе выделяется незначительное количество тепла.
- Серебро и медь считаются хорошими материалами для электродов. При высоком удельном сопротивлении выделяется больше тепла.
- Твердость материала влияет на контактное сопротивление.
Сварка электрическим сопротивлением низкочастотная и высокочастотная
Способ сварки швов в нефтегазопроводах. Труба, изготовленная с помощью этого метода, образует стальной лист цилиндрической формы. Ток подается на кромки стали для нагрева стали, чтобы можно было сформировать соединение без использования сварочного присадочного материала. Он использует низкочастотный переменный ток. В последние годы он был заменен высокочастотным процессом, обеспечивающим высококачественный сварной шов. Сварные швы, выполненные этим способом, не подвергаются коррозии и не образуют крючковидных трещин. В конструкции трубопроводов для изготовления труб используется высокочастотный процесс. К высокочастотным методам относятся сварка оплавлением, сварка контактным выступом и сварка с осадкой.
Преимущества
Существует множество преимуществ контактной сварки для использования в промышленности и в коммерческих масштабах. Эти преимущества увеличили его использование во всех областях.
- Высокая скорость сварки
- Флюс или защитные газы не требуются
- Высокая производительность
- Метод прост и не требует высококвалифицированного труда
- Все типы металлов можно сваривать.
Услуги по сварке сопротивлением — Компания по сварке сопротивлением
Иногда традиционные методы сварки не являются лучшим вариантом для применения. Зажимы мешают, детали спроектированы с ограниченным доступом, или наполнитель не допускается. Все это может преодолеть контактная сварка. Эффективно изготавливайте детали с помощью высококачественных услуг контактной сварки от Superior Joining Technologies, Inc. (SJTI). Как компания, занимающаяся контактной сваркой, мы предоставляем услуги клиентам в различных отраслях промышленности, мы специализируемся на решениях для сварки давлением и нагревом для критических применений.
Сварка кольцевым швом Точечная сварка сопротивлением
Что понимается под сваркой сопротивлением?
Сварка сопротивлением представляет собой соединение металлов путем приложения давления и пропускания тока в течение определенного времени через соединяемый участок металла. Основное преимущество контактной сварки заключается в том, что для соединения не требуются другие материалы. Быстрый и экономичный процесс сварки, контактная сварка предлагает ряд преимуществ, таких как:
- Возможность сварки материалов толщиной от 0,010 до 0,125 дюйма
- Высокая скорость сварки
- Автоматизированный
- Одинаковые и разнородные металлы можно сваривать
- Высокая производительность
- Экологически чистый
- Нет необходимости в присадочном металле, флюсе и защитных газах
Несмотря на то, что сварка сопротивлением является отличным способом создания надежного и долговечного соединения без использования отдельного сварочного материала, она сталкивается с рядом уникальных проблем. Неопытные или неподготовленные операторы могут вызвать разбрызгивание, вмятины на поверхности, трещины в зоне сварки, проблемы с асимметрией и выброс металла вблизи места сварки. Эти проблемы могут привести к дефектам или дефектам, которые ухудшают характеристики готового продукта.
При партнерстве с SJTI эти вопросы не имеют значения. Преданность наших опытных и высококвалифицированных сварщиков мастерству, гибкости и качеству не имеет себе равных, и они позволяют SJTI выполнять работу, которую мало кто может выполнить. Их поддерживает знающая инспекционная группа.
The SJTI AdvantageНаша команда опытных и высококвалифицированных сварщиков и техников выполняет высокоточную контактную сварку в различных областях. Наши методы включают сварку по окружности и контактную точечную сварку.
Объяснение сварки по окружности Сварка по окружности, также называемая контактной шовной сваркой, представляет собой процесс, при котором два или более элемента сборки соединяются внахлестку путем создания ряда перекрывающихся точек сопротивления. Его можно использовать для круговых и цилиндрических применений, а также для плоских сборок. Этот процесс сварки можно сочетать с процессами прокатки SJTI, что помогает оптимизировать цепочки поставок за счет сокращения транзита между поставщиками услуг. Наша система больше всего подходит для использования на узлах из нержавеющей стали, и технические специалисты выполняют сварку в соответствии с AWS D17.2.
Точечная сварка сопротивлением или просто точечная сварка — это экономичная технология соединения, которая идеально подходит для приложений, требующих высокой воспроизводимости и автоматизации. Наша система идеально подходит для углеродистой и нержавеющей стали, а сварка выполняется в соответствии с AWS D17.2. В этом процессе листы прижимаются друг к другу локально с помощью установленных сварочных пистолетов с медным электродом, к которым затем подается ток. Локальный нагрев расплавляет соединительные детали на стыке, в результате чего после затвердевания образуется когезионный композит.
Когда дело доходит до соединения деталей, качество имеет первостепенное значение. Мы работаем в соответствии со строгой системой управления качеством, сертифицированной AS9100. Обеспечение полной прослеживаемости материалов является частью нашего процесса. Кроме того, мы проверяем требования клиентов до того, как начнется производство, чтобы гарантировать, что соответствующие продукты выходят за дверь. Продукция, производимая SJTI, используется в сложных условиях, от полетов до военных и многих других целей. Мы предоставляем сварочные услуги клиентам из различных отраслей промышленности.
- Авиация
- Аэрокосмическая промышленность
- Космические проекты
- Медицинский
- Ядерный
- Промышленный
- Морской
- Защита
SJTI является сертифицированным производителем AS 9100. Кроме того, у нас есть Национальная программа аккредитации подрядчиков в аэрокосмической и оборонной промышленности, или NADCAP, сертификаты для неразрушающего контроля, сварки плавлением и лазерной сварки.
По запросу SJTI может дополнить услуги контактной сварки надежным неразрушающим контролем поверхности и визуальным осмотром. Изготовление и оценка деталей под одной крышей сокращает время выполнения работ при одновременном снижении затрат.
- Магнитопорошковая дефектоскопия или MPI
- Контроль проникновения жидкости или LPI
- Визуальный осмотр, также называемый VI или VT
У нас работают опытные инспекторы по сварке, сертифицированные Американским обществом сварщиков или AWS. SJTI также имеет аккредитацию NADCAP для LPI и MPI. В состав нашего высококвалифицированного персонала по неразрушающему контролю входят два техника, которые получили сертификаты уровня III Американского общества неразрушающего контроля (ASNT) для MPI и LPI. Третий техник является сертифицированным ASNT уровнем III для LPI.
От прототипов компонентов до аэрокосмических деталей, SJTI сочетает торговые навыки с технологиями, чтобы работать эффективнее и достигать лучших результатов. Мы покроем ваши потребности в контактной сварке. Позвоните нам, чтобы узнать больше о наших услугах по контактной сварке.
Обучение сопротивлению – производительность сварки
Потребители возлагают большие надежды, и это правильно. У них есть много вариантов, когда дело доходит до того, чтобы потратить свои с трудом заработанные доллары, и для многих подойдет только самое лучшее. Луч
Рэй Мишелена — сервисный инженер и главный пилот в T.J. Snow Co. Inc., производитель оборудования для контактной сварки. Как ветеран сварки сопротивлением, он всегда поощряет других к расширению своих знаний в этой области посредством обучения и сертификации.Микелена, сервисный инженер и старший пилот T.J. Snow Co. Inc., производитель оборудования для контактной сварки, говорит, что ожидания потребителей постоянно влияют на то, как создаются продукты.
«Мы живем в мире, где совершенство — это ожидание», — говорит он. «Мы не можем просто заставить вещи работать — они должны быть идеальными, и это начинается в цеху. Когда я впервые начал работать в отрасли около 20 лет назад, мы накладывали на деталь 10 сварных швов, потому что знали, что восемь из них выдержат. Сегодня мы делаем восемь сварных швов на одной и той же детали и ожидаем от каждого из них совершенства».
К счастью, современное, сложное оборудование для контактной сварки может обеспечить результаты, которых ожидают потребители. Однако проблема сводится к обучению операторов. Если оператор не знает, как правильно настроить и использовать оборудование, он не сможет работать в полную силу.
«Мы не можем просто взять людей с улицы, поставить их перед этим оборудованием и ожидать совершенства», — говорит Микелена. «Операторы и лица, ответственные за настройку оборудования для контактной сварки, являются огромной частью уравнения. Слишком часто мы ожидаем совершенства от неправильно настроенного оборудования».
Подготовка к сертификации Когда сотрудники лучше понимают основы контактной сварки и используемое оборудование, работодатели могут рассчитывать на лучшее качество сварки и меньше брака.Микелена имеет уникальный взгляд на важность обучения работе с оборудованием для контактной сварки. Он начал свою карьеру в T.J. Сноу в отделе обслуживания, каждый день наблюдая, как отсутствие надлежащей подготовки может повлиять на конечное качество сварного шва. Основываясь на этом опыте, он уже давно выступает за сертификацию сертифицированного специалиста по сварке сопротивлением (CRWT) Американского общества сварщиков (AWS) и особенно в восторге от нового подготовительного курса, предлагаемого AWS, который готовит людей к экзамену CRWT.
Как старший инструктор семинаров по программе CRWT, Микелена имеет уникальную возможность рассказать о сертификации, необходимом экзамене и преимуществах, которые дает и то, и другое. «Если свести все к минимуму, — говорит он, — сертификация CRWT — это просто шкала знаний, которые вы можете ожидать от сертифицированного специалиста».
Чтобы сдать экзамен, требуется трехлетний опыт работы в области контактной сварки, а также много учебы, поэтому Микелена подчеркивает, насколько полезным может быть подготовительный курс. Участники могут ожидать, что курс охватит множество основ и концепций контактной сварки, которые необходимы для демонстрации мастерства на заключительном экзамене CRWT.
«Имейте в виду, однако, что семинар — это не один из тех курсов, где вы изучаете тест, чтобы получить все ответы
», — говорит он. «Он затрагивает области, охваченные тестом, чтобы убедиться, что у вас есть понимание контактной сварки, но все гораздо глубже. Речь идет не только о сдаче теста; речь идет о том, чтобы вывести кого-то на новый уровень, чтобы помочь им стать более продвинутыми и осведомленными в контактной сварке».
Микелена приравнивает сертификацию CRWT к любой другой профессиональной сертификации, где учетные данные, прикрепленные к чьему-либо имени, доказывают, что они получили определенный уровень образования и знаний.
«Технически мы могли бы взять кого-нибудь с улицы и с минимальной подготовкой заставить этого человека производить результаты, — говорит он, — но нам все равно нужен кто-то с техническим пониманием процесса, чтобы настроить эту машину и обслуживать ее. . Когда что-то идет не так, очень важно, чтобы в компании был кто-то, кто понимает и способен оценить проблему и быстро внести коррективы для исправления ситуации, сводя при этом время простоя к минимуму. Вот когда наличие кого-то со знаниями, навыками и способностями действительно окупается».
Стоимость прохождения подготовительного курса AWS и экзамена составляет немногим более 700 долларов США для участников AWS и чуть более 1000 долларов США для лиц, не являющихся членами. Для многих сварщиков сопротивлением
В дополнение к курсу подготовки к экзамену сертифицированного специалиста по сварке сопротивлением Американского общества сварщиков, Микелена преподает различные курсы в T.J. Сноу для расширения знаний рабочих о контактной сварке., ценник может быть досадным сдерживающим фактором, поэтому Микелена говорит, что так важно сосредоточиться на роли работодателя.
«Сертификация должна влиять на конечный результат, — говорит он. «Если компания не думает, что наличие CWRT на борту сделает ее более прибыльной, то зачем ей это делать? Не могу передать, сколько раз я слышала: «Мы занимаемся этим уже 50 лет, так с чего вдруг это стало иметь значение?»
Отвечая на вопросы скептически настроенных владельцев бизнеса, довольно просто: лучшее качество сварки приводит к меньшему количеству брака и меньшему времени простоя и, в свою очередь, к большей прибыльности благодаря довольным клиентам. Но все это зависит от наличия знающего оператора контактной сварки, который может обеспечить совершенство, которое ищут потребители.
«Сертификация получит большой толчок сверху вниз, — говорит он. «Вы не можете ожидать, что работник пройдет тест и сам заплатит за него, если его компании на самом деле все равно. Компании и владельцы должны будут сказать, что сертификация CRWT важна для нас, потому что мы хотим показать нашим клиентам, что мы привержены качеству».
Что касается тех, кто должен пройти сертификацию, не следует упускать из виду сотрудников отдела технического обслуживания. По сравнению с традиционными процессами сварки, такими как MIG или TIG, при контактной сварке устранить проблему в середине проекта намного сложнее.
«На всех своих семинарах я описываю сварку сопротивлением как приготовление печенья, — говорит Микелена. «Есть определенные ингредиенты, необходимые для сварки. Если я выполняю сварку MIG, я могу корректировать свои параметры в процессе, потому что я могу видеть, как это происходит. Когда я делаю контактную сварку, это делается между листами; это скрыто. Это означает, что я должен контролировать все ингредиенты, прежде чем сделать это печенье. Как только я беру все эти ингредиенты и смешиваю их, я больше не могу контролировать результат».
Почему эта аналогия важна, когда речь идет об обслуживании? Все сводится к пониманию ингредиентов. Основными компонентами контактной сварки являются сила, ток и время. Когда обслуживающий персонал понимает, почему сила, например, так важна, он будет мотивирован следить за тем, чтобы машина всегда применяла правильную величину.
В то время как сертификация CRWT ориентирована на людей, которые уже имеют опыт в области контактной сварки, человек с нулевым опытом может и должен освоить основы. В связи с этим Микелена постоянно поощряет интерес большего числа людей к контактной сварке. Учитывая, что это основной процесс в автомобильной промышленности и во множестве других, возможностей трудоустройства предостаточно. Для тех, кто заинтересован, профессиональные и технические школы по всей стране предлагают учебные курсы по основам, как и T.J. Снег.
«Слишком долго сварка сопротивлением была паршивой овцой сварки — никто не хвастается тем, что он сварщик сопротивлением», — сокрушается он. «Они хвастаются тем, что они сварщики MIG или TIG, потому что есть определенный уровень навыков, который, по мнению всех, необходим. Но быть сварщиком сопротивления? Вы просто вставляете детали в машину и нажимаете кнопку, верно? Какой опыт или знания для этого необходимы?»
Чтобы ответить на подобные чувства, Микелена возвращается к идее совершенства. Если целью является получение идеальных сварных швов, для любого типа сварки, включая сварку сопротивлением, потребуется такой же уровень знаний.
«Сварка сопротивлением — одна из тех вещей, которые продолжают бросать нам вызов — в хорошем смысле», — говорит он. «Каждый сварной шов уникален, и каждый продукт уникален. Даже если некоторые продукты похожи, используемое оборудование или материалы могут быть разными. И именно это делает контактную сварку такой интересной и сложной профессией. Чем больше вы копаетесь в металлургии и в том, как на самом деле делается сварной шов, тем больше это вас поразит. Это действительно одна из тех профессий, с которыми вам никогда не будет скучно».