Точечная сварка из инвертора своими руками
Точечная сварка из инвертора своими руками – миф это, или реальность? Ответить на этот вопрос однозначно совсем непросто. В интернете можно найти немало статей на эту тему. Их авторы касаются, как правило, проблем переделки электрических и электронных компонентов. Вопрос о том, как создать необходимое рабочее давление на электродах при этом уходит как бы на второй план. А ведь он является, по сути, ключевым, поскольку речь идёт об усилии в десятки, а иногда и сотни килограммов. Ну да ладно, давайте по порядку.
Содержание страницы
- 1 Открывающиеся возможности
- 2 Нужен ли инвертор?
- 3 Что потребуется
- 4 Изготовление трансформатора
- 5 Теоретическая и практическая помощь
- 6 Осторожно!
- 7 Тщательно изолируем и хорошо охлаждаем
- 8 Монтаж системы управления
- 9 Это важно!
- 10 Делаем клещи
- 11 Обеспечение прижимного усилия
- 12 Подача газа
- 13 Забота о надёжности и безопасности
- 14 Взвесьте всё как следует
Открывающиеся возможности
Преимуществ у контактной сварки достаточно, чтобы сделать её привлекательной для тех, кто намерен наладить массовый выпуск продукции или заниматься ремонтом техники на профессиональном уровне.
- Хорошее качество сварного соединения. Оно обеспечивается стабильностью параметров сварочного тока и давления, оказываемого на соединяемые детали.
- Высокая скорость процесса. На наложение шва уходят секунды. Это особенно важно, когда речь идёт о выполнении большого объёма работ.
- Эксплуатационная простота. Правильно изготовленный аппарат для контактной сварки не требует особых навыков при использовании, и освоить процесс в состоянии даже специалист средней квалификации.
- Использование споттера оправдано при работах по ремонту автомобильных кузовов. Такое устройство упрощает не только процесс сварки, но и рихтовки повреждённых деталей.
Основным препятствием для широкого распространения технологии является высокая стоимость оборудования. Она и наталкивает многих на мысль о том, чтобы изготовить аппарат для контактной сварки самостоятельно.
Нужен ли инвертор?
На самом деле, использование для этих целей инвертора необоснованно. Ведь для контактной сварки нет никакой необходимости в постоянном токе. При наличии уже готового сварочного инвертора лишь несколько упрощается задача монтажа управляющих схем и изготовления трансформаторных катушек требуемых параметров. С таким же успехом можно изготовить оборудование, что называется, с нуля.
При наличии уже готового сварочного инвертора лишь несколько упрощается задача монтажа управляющих схем и изготовления трансформаторных катушек требуемых параметров. С таким же успехом можно изготовить оборудование, что называется, с нуля.
Что потребуется
Приступать к решению такой задачи, не имея необходимых теоретических знаний и практических навыков, не стоит. Это только на словах всё выглядит относительно просто. Но если вы умеете паять и знаете, как правильно перемотать катушки трансформатора, можно попробовать. Для этого вам понадобятся определённые материалы и инструменты.
- Медный провод определённого сечения. Его сечение и количество возможно определить, только выполнив предварительные расчеты.

- Материал для изготовления шины. На худой конец можно обойтись тем же проводом, но целесообразнее приобрести уже готовое изделие.
- Лак для создания на проводах изолирующего слоя и хорошая изоляционная лента.
- Мультиметр для проведения необходимых замеров.
- Принадлежности для пайки – паяльник, флюс, припой и т. п.

Разумеется, придётся приобрести и уже готовый сварочный инвертор.
Изготовление трансформатора
На рисунке №1 схематически показано возможное соотношение витков первичной и вторичной обмоток трансформатора, необходимого для работы контактной сварки. Большое число выходов на вторичной обмотке необходимо для того, чтобы иметь возможность грубой регулировки параметров тока. Но представленная схема требует корректировки в зависимости от требуемых параметров тока. Без предварительных расчётов не обойтись.
Теоретическая и практическая помощь
Количество витков можно рассчитывать по этой формуле: N = 50/S. Где N – количество витков, S – площадь сердечника в см2. Для упрощения задачи рекомендуется воспользоваться уже готовой программой калькулятором. Их также можно найти в сети. Например, программа OER. Это поможет избежать ошибок и упростит задачу. Поскольку речь идёт о конструировании оборудования на базе уже готового инвертора, то следует сначала замерить параметры первичной катушки, произвести расчеты, и только потом приступать к изготовлению вторичной обмотки.
Для упрощения задачи рекомендуется воспользоваться уже готовой программой калькулятором. Их также можно найти в сети. Например, программа OER. Это поможет избежать ошибок и упростит задачу. Поскольку речь идёт о конструировании оборудования на базе уже готового инвертора, то следует сначала замерить параметры первичной катушки, произвести расчеты, и только потом приступать к изготовлению вторичной обмотки.
Осторожно!
Следует обязательно позаботиться о том, чтобы обе обмотки были заземлены. Ведь полученная мощность тока будет очень высокой, и контакт с находящимися под напряжением деталями может оказаться смертелен.
Тщательно изолируем и хорошо охлаждаем
Выполняя намотку проволоки на катушку, следует обязательно наносить на её поверхность изолирующий лак и укладывать витки как можно плотнее. В противном случае нельзя исключить межвитковые замыкания и перегорание проводов из-за перегрева. На первый план выходит охлаждение трансформатора. Об этом авторы многих статей почему-то умалчивают. Не исключено, что потребуется установка дополнительной системы охлаждения, состоящей из радиаторов и обдувающих их вентиляторов. Если об этом не позаботиться, оборудование просто выйдет из строя от перегрева или даже станет пожароопасным. Как вариант, возможна установка уже готовых систем охлаждения, применяемых в электрике и электронике.
Не исключено, что потребуется установка дополнительной системы охлаждения, состоящей из радиаторов и обдувающих их вентиляторов. Если об этом не позаботиться, оборудование просто выйдет из строя от перегрева или даже станет пожароопасным. Как вариант, возможна установка уже готовых систем охлаждения, применяемых в электрике и электронике.
Монтаж системы управления
При монтаже схемы управления рекомендуется использовать уже готовые элементы. Они уже есть в заводском инверторе. Это сильно упростит процесс сборки и сделает аппарат удобным в эксплуатации. А вот ёмкости его штатных конденсаторов может оказаться недостаточно. В этом случае их придётся заменить на детали, подходящие по параметрам. Регулировка параметров тока в аппарате контактной сварки производится ступенчато. Её точность будет зависеть от количества выводов вторичной обмотки и их шага. Это необходимо, если требуется оборудование, способное обеспечивать работу в разных режимах.
Это важно!
Монтаж компонентов схемы следует производить с помощью пайки. Разъёмные соединения не способны обеспечить необходимый режим теплопередачи. Их использование имеет смысл только в тех случаях, когда предполагается частая замена каких-либо деталей.
Разъёмные соединения не способны обеспечить необходимый режим теплопередачи. Их использование имеет смысл только в тех случаях, когда предполагается частая замена каких-либо деталей.
Делаем клещи
Лишь когда трансформатор будет готов, имеет смысл приступать к изготовлению контактных клещей. Их конструкция в первую очередь зависит от характера работ, для которых будет использоваться оборудование. Устройство захвата будет зависеть от системы его привода и предполагаемого размера соединяемых деталей. Важной частью клещей являются контактные наконечники. При малой толщине свариваемого листа вполне допустимо использование медных наконечников от паяльника. Лучше, если приобрести и установить готовые наконечники – они встречаются в продаже и удобны тем, что имеют специальную, хорошо подходящую для работы форму. Но если речь идёт о стальном листе 0,5 мм и более и предполагается наложение соединительных швов значительной протяжённости, наконечники рекомендуется оснастить роликами.
Обеспечение прижимного усилия
Далее придётся решать наиболее практически сложную задачу. Дело в том, что если вы намерены создавать давление на сварочных клещах вручную, от изготовления контактной сварки лучше отказаться. Эффективность работы такого аппарата окажется низкой. Прилагаемое усилие в месте сварки должно быть равномерным и весьма значительным.
Дело в том, что если вы намерены создавать давление на сварочных клещах вручную, от изготовления контактной сварки лучше отказаться. Эффективность работы такого аппарата окажется низкой. Прилагаемое усилие в месте сварки должно быть равномерным и весьма значительным.
В промышленных условиях для этого используются гидравлические или пневматические системы. Изготовить такое устройство самостоятельно крайне проблематично. Разумнее приобрести уже готовый бустер, благо они встречаются в продаже. При изготовлении контактной сварки своими руками, проще задействовать усилители, приводимые в действие сжатым воздухом. В этом случае для их функционирования будет достаточно подключить обычный пневматический компрессор. Оптимально, если максимальное усилие на контактах будет достигать 100 кг и выше. Для изменения давления можно использовать отдельный регулятор, или встроить его в общую систему управления аппаратом.
Подача газа
Для оптимизации условий сварки и улучшения качества соединительного шва стоит позаботиться о подаче в рабочую зону газа. В случае со сталью это должна быть углекислота. Подбор форсунки и место её расположения зависят от размера клещей, контактов и рабочей зоны. Подающий шланг закрепляется так, чтобы не мешать работе остальных компонентов устройства. Он должен быть изготовлен из негорючего термостойкого материала и оснащён регулировочным вентилем.
В случае со сталью это должна быть углекислота. Подбор форсунки и место её расположения зависят от размера клещей, контактов и рабочей зоны. Подающий шланг закрепляется так, чтобы не мешать работе остальных компонентов устройства. Он должен быть изготовлен из негорючего термостойкого материала и оснащён регулировочным вентилем.
Забота о надёжности и безопасности
Для эффективной работы оборудования, а также в целях обеспечения норм безопасности, все компоненты устройства должны быть тщательно закреплены и изолированы. В качестве основы рекомендуется использовать диэлектрические материалы, обладающие хорошей термостойкостью и механической прочностью. Необходимо позаботиться и о встраивании в электрическую схему защитных предохранителей. При работе на оборудовании важно соблюдать все рекомендованные меры безопасности.
Взвесьте всё как следует
Собираясь изготовить аппарат для контактной сварки своими руками. Сначала объективно оцените свои знания и возможности, а также весь объём предстоящих работ. Это позволит избежать напрасной траты времени и средств. Обидно будет осознать где-нибудь в середине пути, что всё было напрасно, и проще было бы купить уже готовое оборудование. Но если всё получится, наградой вам будет существенная денежная экономия и гордость от осознания того факта, что вы сумели справиться с непростой задачей.
Это позволит избежать напрасной траты времени и средств. Обидно будет осознать где-нибудь в середине пути, что всё было напрасно, и проще было бы купить уже готовое оборудование. Но если всё получится, наградой вам будет существенная денежная экономия и гордость от осознания того факта, что вы сумели справиться с непростой задачей.
Контактная сварка своими руками из инвертора
Довольно часто возникает потребность в проведении сварочных работ в домашних условиях. Как правило, это небольшие объемы, выполняемые от случая к случаю. Поскольку сварочные аппараты заводского изготовления стоят очень дорого, многие мастера предпочитают изготавливать их различными способами из подручных материалов. Неплохим вариантом заводского аналога считается контактная сварка своими руками из инвертора, обеспечивающая высокое качество работ за сравнительно низкую себестоимость.
Содержание
Устройство и принцип работы контактной сварки
Принцип действия любого точечного сварочного аппарата заключается в нагревании электротоком в определенных местах металлических деталей, их последующем расплавлении, смешивании между собой и застывании. В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
Для выполнения контактной сварки в домашних условиях потребуются мощные источники питания, что может привести к перегреванию и выходу из строя бытовой электропроводки. В связи с этим рекомендуется заранее проверить состояние проводки и заменить ее, если это необходимо.
При выполнении точечной сварки две заготовки соединяются между собой по прилегающим краям. Данный способ очень эффективен для работы с небольшими деталями, тонкими металлическими листами и прутками, диаметром до 5 мм.
Соединение поверхностей выполняется одним из трех способов:
- При использовании метода оплавления все детали, предназначенные для сварки, соединяются и нагреваются действием электрического тока до их расплавления. Данная технология широко используется в работе с цветными металлами, низкоуглеродистыми сталями, латунными и медными заготовками. В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.
- Непрерывная сварка заготовок методом оплавки выполняется с применением сварочных клещей. Соединение деталей происходит в момент включения тока. После оплавления краев монтируемых деталей, выполняется их осадка, а подача тока прекращается. Данным способом свариваются тонкостенные трубопроводы и заготовки с различной структурой. Основным недостатком этого метода является вероятность вытекания металла из сварочного шва и появление угарного газа.
- Третий способ представляет собой прерывистую оплавку, при выполнении которой обеспечивается поочередное плотное или ослабленное соприкосновение заготовок. Сварочная линия замыкается в области соединения зажимными клещами до поднятия их температуры к отметке 950 градусов. Данный метод применяется, если мощность сварочного устройства изначально недостаточна для выполнения непрерывной оплавки.
 В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.
В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.
Подготовка деталей и сборка точечной сварки
Стандартная конструкция контактного сварочного аппарата состоит из силовой части, автоматического выключателя и защитного устройства. В свою очередь силовая часть включает в себя сварочный трансформатор и тиристорный пускатель, с помощью которых подключается первичная обмотка. Весь инвертор целиком не понадобится для самодельного сварочного аппарата, из него необходимо лишь взять основные детали. Это трансформатор с блоком питания, система управления и выключатель.
При изготовлении точечной сварки в первую очередь с трансформатора нужно снять вторичную обмотку, поскольку она совсем не используется во время работы. Главное при снятие обмотки – сохранить в целость первичной обмотки. Вместо удаленной вторичной обмотки накладывается другая, сделанная из толстого медного провода, сечением примерно 2-3 см. Затем она обматывается изоляционной бумагой и покрывается лаком с целью дополнительной изоляции и фиксации.
Затем проверяется направление каждой обмотки с помощью обычного вольтметра. Во вновь созданной цепи не должно быть коротких замыканий. После этого определяется сила тока. Данная процедура является обязательной для всех подобных устройств с двумя и более обмотками. Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить.
Во вновь созданной цепи не должно быть коротких замыканий. После этого определяется сила тока. Данная процедура является обязательной для всех подобных устройств с двумя и более обмотками. Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить.
Во время подготовки трансформаторной катушки и наматывания вторичной обмотки рекомендуется соблюдать обязательные правила. Для расчета количества витков можно воспользоваться формулой N = 50/S, в которой N является количеством витков, а S – площадью сердечника (см2). Ускорить вычисления поможет онлайн калькулятор расчета катушки индуктивности. Поскольку в конструкции применяются детали от инвертора, то вначале определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку.
Следует обратить внимание на заземление обеих обмоток. Это связано с высокой мощностью получаемого тока, который может оказаться смертельно опасным при контакте с деталями, находящимися под напряжением. Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Дополнительные элементы сварочного аппарата
Следующим этапом после изготовления трансформатора будет изготовление контактных клещей. От качества их изготовления во многом зависит, как станет работать контактная сварка из инвертора. Конструкция клещей выбирается в зависимости от специфики будущих сварочных работ. Захватное устройство изготавливается в соответствии с системой привода и размерами соединяемых деталей.
Важнейшей деталью клещей считаются контактные наконечники. Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учитывать и то, что они не должны плавиться во время работы, поэтому для их изготовления должен применяться тугоплавкий металл. Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.
Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.
Провода соединяются с электродами с помощью обычных медных наконечников. Непосредственное соединение осуществляется болтами или пайкой, что значительно снижает вероятность окисления в местах контактактов. Пайка чаще всего используется в маломощных аппаратах, позволяя исключить неправильные соединения, вызывающие нарушения тока на выходе устройства.
Основным преимуществом болтовых соединений является возможность быстрой замены деталей, вышедших из строя, без проведения дополнительных работ по пайке. Все болты и гайки должны быть медными. Если же предполагается накладывать соединительные швы с большой протяженностью, в этом случае наконечники оснащаются специальными роликами.
После изготовления клещей наступает время для решения не менее сложной задачи – обеспечение необходимого давления электродов в точке сваривания деталей. Основная сложность связана с тем, что вручную невозможно создать высокое и равномерное давление. Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой.
Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой.
В промышленности эта проблема успешно решается путем использования усилителей на основе пневматических или гидравлических систем. В домашних условиях изготовить такие приспособления практически невозможно. Для самодельной точечной сварки лучше всего подойдет система, работающая на сжатом воздухе, которая приводится в действие обычным пневматическим компрессором. Наиболее оптимальным максимальным показателем, необходимым для нормальной работы, будет усилие на концах электродов, составляющее 100 кг и более. Изменение давления происходит с помощью отдельного регулятора, который может быть встроен и в общую систему управления.
На завершающем этапе сборки контактной сварки из инвертора остается лишь смонтировать всю систему. Для монтажа рекомендуется воспользоваться уже готовыми элементами, что существенно упрощает сборку и улучшает эксплуатационные характеристики. Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор.
Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор.
Как делается точечная сварка своими руками и что нужно знать
Изготавливается точечная сварка своими руками буквально за несколько часов. Это не высокотехнологический механизм, который должен собираться только на заводе и скоро вы в этом убедитесь! Сейчас мы соберем аппарат, технические характеристики которого не будут уступать показателям купленного товара!
Собираем трансформатор
Самой важной деталью, сердцем любого электроприбора такого типа является трансформатор, с помощью которого мы будет получать необходимое напряжение. Коэффициент трансформации должен быть очень большим, поэтому сразу обращаем свое внимание на мощные и объемные микроволновые печи – именно там можно раздобыть необходимый элемент. Мощность должна быть около 1 кВт – это идеальный вариант, но, при отсутствии такового, подойдет и на 700-800 Вт. В микроволновке трансформатор повышающего типа, выдает до 4 кВт для питания магнетрона. Именно то, что нам надо. Рассматриваем пошаговую инструкцию по изготовлению необходимого трансформатора.
Коэффициент трансформации должен быть очень большим, поэтому сразу обращаем свое внимание на мощные и объемные микроволновые печи – именно там можно раздобыть необходимый элемент. Мощность должна быть около 1 кВт – это идеальный вариант, но, при отсутствии такового, подойдет и на 700-800 Вт. В микроволновке трансформатор повышающего типа, выдает до 4 кВт для питания магнетрона. Именно то, что нам надо. Рассматриваем пошаговую инструкцию по изготовлению необходимого трансформатора.
Шаг 1Достаем трансформатор из микроволновки.
Не стоит ее сразу разбирать при помощи молота – она нам пригодится целиком. Откручиваем основу, снимаем все крепления, достаем.
Шаг 2Сбиваем вторичную обмотку.
Нам надо только первичная (это та, что внутри, на ней провод намного толще и его меньше). Можно сделать это зубилом, молотком, ножовкой, даже высверлить углы электрической дрелью – чем угодно, лишь бы результат был тот, что надо. Ваша задача: не повредить первичную обмотку и магнитопровод, а со всем остальным можете поступать как захотите, хоть на металлолом.
Шаг 3Наматываем вторичную обмотку.
Нам надо получить в результате ток около 1000 А, поэтому идем на рынок и покупаем провод диаметром от 1 см. Он дорогой, но без него никак не обойтись. Если хотите сэкономить – покупайте его пучком, а не один цельный – на ход дела это не влияет.
Шаг 4Делаем 2-3 витка.
Делаем 2-3 витка вторичной обмотки, на выходе получаем около 2В. Чем больше всунете в окно, тем больше напряжение будет, хотя после 3 витков в окне уже не остается места. Если нужен мощный аппарат, тогда можно разобрать еще 1 микроволновку или найти дополнительный трансформатор и соединить 2 вместе. Можно будет работать с металлом до 5 мм толщиной.
Шаг 5Проверяем направление обмоток.
При помощи вольтметра проверяем направление обмоток, а также наличие коротких замыканий. Если таковых не прослеживается, можно переходить к дальнейшим работам.
Шаг 6Проверить силу тока.
При соединении 2 и более трансформаторных обмоток надо проверить на выходе силу тока. Если она будет более 2000 А – уменьшайте ее. Это приведет к перепадам напряжения сети и вы просто не отобьетесь от соседей, которые будут бегать с жалобами на вас.
Если она будет более 2000 А – уменьшайте ее. Это приведет к перепадам напряжения сети и вы просто не отобьетесь от соседей, которые будут бегать с жалобами на вас.
Теперь трансформатор можно считать готовым. Осталось просто промерять все амперметром, проследить короткие замыкания, просмотреть все соединения.
Делаем электроды
Здесь все проще пареной репы. Электроды покупаем на металлоломе или рынке, для этого подойдут прутики из меди диаметром от 1.5 см. Главное запомнить принцип – диаметр электрода не должен быть меньше диаметра провода и все. Если сварка ваша слабая, тогда можно уничтожить 2 паяльника и взять с них жала – идеальные и стойкие электроды, которые прослужат долго!
Провод, который подходит к электроду, должен иметь минимальную длину, чтобы уменьшить потери тока. Для соединения используется медный наконечник или отверстие, которое можно проделать эле ктрической дрелью и сверлом на 8. Затягиваем болтовое соединение и стержень уже никуда не убежит. Можно спаять наконечник с проводом, чтобы избежать окисления, которое возникнет при первом запуске аппарата. Неспаянные контакты могут создавать дополнительное сопротивление, которое очень заметно при малой мощности аппарата.
Для соединения используется медный наконечник или отверстие, которое можно проделать эле ктрической дрелью и сверлом на 8. Затягиваем болтовое соединение и стержень уже никуда не убежит. Можно спаять наконечник с проводом, чтобы избежать окисления, которое возникнет при первом запуске аппарата. Неспаянные контакты могут создавать дополнительное сопротивление, которое очень заметно при малой мощности аппарата.
Единственное преимущество болтовых соединений – электроды можно будет удалить быстро, а так придется полностью перепаивать. Делают это часто при интенсивной эксплуатации, поэтому есть смысл скреплять именно так. Болты и гайки проще купить медные – результат будет намного лучше. Самодельная контактная сварка получится «веселая», снять электрод можно за минуту, вместо того, чтобы полдня их паять.
Управление процессом и «инфраструктура»
Сюда можно отнести рычаг и выключатели.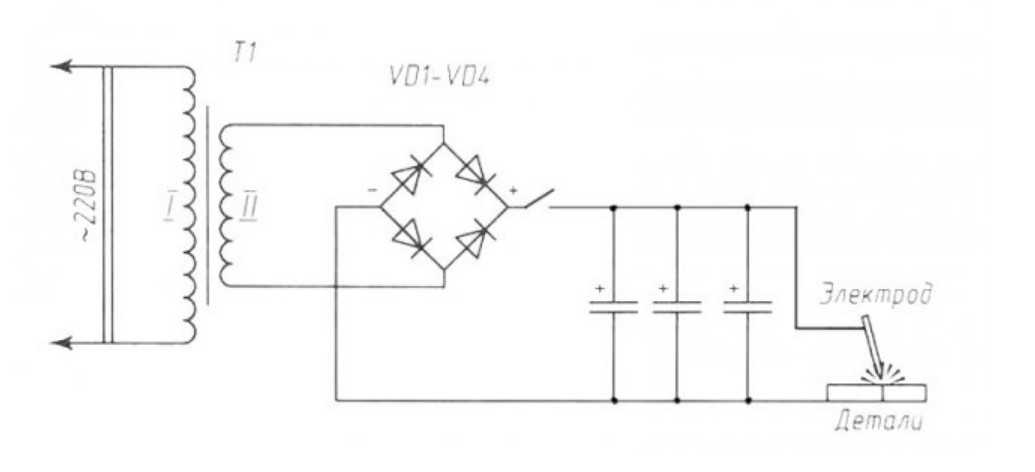 Без хорошей силы сжатия вам просто не обойтись, особенно, при сваривании толстых листов металла. Именно поэтому надо позаботиться о качественном рычаге. В производственных масштабах сила может достигать 50-100 и даже 1000 кг, но нам достаточно будет 30 кг, поэтому рычаг делаем в меру длинным, чтобы сделанная контактная сварка своими руками отличалась удобством.
Без хорошей силы сжатия вам просто не обойтись, особенно, при сваривании толстых листов металла. Именно поэтому надо позаботиться о качественном рычаге. В производственных масштабах сила может достигать 50-100 и даже 1000 кг, но нам достаточно будет 30 кг, поэтому рычаг делаем в меру длинным, чтобы сделанная контактная сварка своими руками отличалась удобством.
Лучше всего начало плеча рычага вытянуть из стола, чтобы упор был именно на него, а не на аппарат (подходит для стационарных сварочных устройств). Длина ручки должна быть около 60 сантиметров с креплением на ¾ снизу, чтобы плечо на зажим было равно не менее как 1:10. Тогда, при оказании 2 кг на ручку, вы будете давить до 20 кг на металл, прислоняющийся к рабочей поверхности.
Что касается выключателя, то здесь все просто: ставим его на первичную обмотку, поскольку на вторичной обмотке будет очень большой ток, сопротивление выключателя будет мешать работать аппарату. Можно вынести рычаг на ручку – оригинально и очень практично. Вы сможете включать аппарат только после контакта металлов, что снизит затраты электроэнергии и обезопасит от искр.
Вы сможете включать аппарат только после контакта металлов, что снизит затраты электроэнергии и обезопасит от искр.
Точечная сварка самодельная уже готова и теперь достаточно просто испытать ее в работе, чтобы проверить всю правильность сборки. Она подойдет для сваривания металла толщиной до 2-3 миллиметров при использовании трансформатора на 1 кВт и до 5 мм при последовательном соединении двух и более!
- Автор: Янис
- Распечатать
Оцените статью:
(7 голосов, среднее: 3.4 из 5)
Поделитесь с друзьями!
Точечная сварка из инвертора своими руками: схема и необходимые элементы
Главная » Технология
В некоторых случаях при ремонте в домашних условиях требуется соединение двух тонкостенных металлических деталей. Для этого можно использовать точечную сварку. Промышленность выпускает большое количество различных аппаратов для точечной сварки. Но эти устройства, как правило, довольно громоздкие и дорогие. Поэтому домашние мастера часто пытаются сделать аппарат для точечной сварки своими руками.
Для этого можно использовать точечную сварку. Промышленность выпускает большое количество различных аппаратов для точечной сварки. Но эти устройства, как правило, довольно громоздкие и дорогие. Поэтому домашние мастера часто пытаются сделать аппарат для точечной сварки своими руками.Содержание
- 1 Варианты точечной сварки
- 2 Инверторный аппарат для точечной сварки
- 3 Схема и необходимые элементы
- 4 Достоинства и недостатки конструкции
Варианты точечной сварки
Основными элементами при создании аппарата для точечной сварки обычно являются трансформатор довольно большой мощности (не менее 1 кВт) и самодельного устройства прижима, состоящее из двух рычагов с электродами.
В качестве первого элемента могут быть выбраны, например, трансформатор от микроволновой печи или сварочный трансформатор. Оба этих типа трансформатора требуют перемотки вторичной обмотки.
В сварочном инверторе силовой трансформатор 50 Гц, преобразующий сетевое напряжение 220 В, как правило, отсутствует. В таком устройстве сетевое напряжение выпрямляется и подается на генератор высокой частоты (50-80 кГц), в схеме которого имеется понижающий трансформатор, предназначенный для работы с повышенной частотой. Работа с такой частотой позволяет резко уменьшить вес и габариты сварочного инвертора. На выходе понижающего трансформатора напряжение снижается до 60-70 В, причем выходной ток может достигать 130 А.
В таком устройстве сетевое напряжение выпрямляется и подается на генератор высокой частоты (50-80 кГц), в схеме которого имеется понижающий трансформатор, предназначенный для работы с повышенной частотой. Работа с такой частотой позволяет резко уменьшить вес и габариты сварочного инвертора. На выходе понижающего трансформатора напряжение снижается до 60-70 В, причем выходной ток может достигать 130 А.
Для осуществления точечной сварки требуется получить ток в 1000-2000 А при напряжении в 1-2 В.
Использовать высокочастотный трансформатор от инвертора отдельно в сети 50 Гц (как это делается в других случаях) невозможно. В принципе, для получения необходимого режима можно перемотать вторичную обмотку трансформатора. Но этот трансформатор имеет малые габариты и часто намотан на сердечнике тороидальной формы, что делает такую переделку трудновыполнимой. Возможен вариант с подключением дополнительного понижающего трансформатора. Он также будет работать на высокой частоте и иметь небольшие габариты. Еще один вариант – использование инвертора в качестве устройства для зарядки конденсаторов в дополнительном конденсаторном блоке.
Еще один вариант – использование инвертора в качестве устройства для зарядки конденсаторов в дополнительном конденсаторном блоке.
Инверторный аппарат для точечной сварки
Этот аппарат собран на базе импульсных схем и позволяет производить точечную сварку даже при питании от низковольтных источников типа аккумуляторов.
Схема и необходимые элементы
Схема данного прибора представляет собой инвертор, который преобразует постоянное напряжение в высокочастотные колебания с частотой 30-50 кГц.
Для преобразования постоянного напряжения в переменное используется двухтактный генератор на мощных полевых транзисторах. Транзисторы должны пропускать ток не менее 40 А и иметь допустимое рабочее напряжение не менее 50 В.
Колебательный контур генератора определяется индуктивностью первичной обмотки трансформатора и конденсатором, емкость которого не должна превышать 2 мкФ. В принципе, емкость можно увеличить, но тогда генератор будет работать на более низких (звуковых) частотах, в результате чего трансформатор будет излучать свист.
Алгоритм создания аппарата:
- Из силового трансформатора блока питания компьютера АТХ 450 делается импульсный трансформатор.
- Из трансформатора удаляются все обмотки и наматывается первичная обмотка жгутом из 3 проводов диаметром 1 мм.
- Поверх первичной обмотки наматывается 1 виток вторичной обмотки, представляющий собой медную ленту шириной 22 мм и толщиной 1 мм.
- Вторичная обмотка фиксируется в трансформаторе эпоксидным клеем, а на концы ее напаиваются латунные клеммы. В клеммы вставляются и фиксируются отрезки медного провода диаметром 2 мм, которые и будут выполнять роль электродов.
- Используемый в схеме дроссель выполняется на тороидальном сердечнике и имеет от 10 до 30 витков провода диаметра 1,5 мм.
- Транзисторные ключи крепятся на небольших радиаторах.
- Все элементы устанавливаются на плате из изоляционного материала и соединяются пайкой с помощью проводов в соответствии со схемой аппарата.
- Сверху электрическая схема закрывается корпусом из изоляционного материала.
- В удобном месте устанавливается кнопка управления.

Достоинства и недостатки конструкции
Достоинства:
- Довольно высокая выходная мощность, позволяющая проводить сварку аккумуляторов и других более крупных деталей.
- Схема может питаться от источника постоянного тока с напряжением от 6 до 24 В
- Можно использовать как сетевой источник питания (например, блок питания от компьютера), так и мощный аккумулятор.
- Малый вес и габариты.
- Низкая себестоимость.
Недостатки:
- Питание должно осуществляться только от мощных источников. При просадках тока источника питания в аппарате могут появиться неисправности.
- При сварке необходимо выполнять правильный режим работы. После двух секунд сварки делать перерыв на 2-3 секунды.
 После двух секунд сварки делать перерыв на 2-3 секунды.
После двух секунд сварки делать перерыв на 2-3 секунды.Рейтинг
( 2 оценки, среднее 3 из 5 )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
Контактная сварка своими руками из инвертора: схема
Создание сварочных аппаратов своими руками является весьма распространенной практикой для тех, кто предпочитает использовать его в домашних условиях не для важных целей. Контактная сварка своими руками из инвертора может стать отличным аналогом заводским вариантам. Новые аппараты зачастую стоят намного дороже, чем самодельные и не всегда их цена оправдана для домашнего применения. Имея сварочный инвертор, вполне возможно получить достаточно качественный результат по относительно невысокой цене.
Контактная сварка своими руками из инвертора может стать отличным аналогом заводским вариантам. Новые аппараты зачастую стоят намного дороже, чем самодельные и не всегда их цена оправдана для домашнего применения. Имея сварочный инвертор, вполне возможно получить достаточно качественный результат по относительно невысокой цене.
Контактная сварка из инвертора
Аппарат контактной сварки, созданный своими руками, может применяться для соединения тонких листовых материалов. Для этого не нужно каких-то тонких регулировок рабочих параметров и сложной электроники, если все делается в домашних условиях. Все это делает актуальным создание техники для сварки самостоятельно. Инвертор есть у многих и его можно применить для создания контактного сварочного аппарата.
Преимущества
Если вас интересует контактная сварка своими руками из сварочного аппарата, то следует ознакомиться с основными ее преимуществами:
- Относительно низкая потребляемая мощность аппарата;
- Достаточные рабочие параметры для проведения основных процедур в домашней обстановке;
- Низкая цена получаемого аппарата;
- Создание регулятора напряжения для изменения параметров работы;
- Легкая работа с тонким листовым металлом;
- Доступные расходные материалы и простая конструкция модели.
Недостатки
Тем не менее, самодельная контактная сварка из сварочного аппарата обладает и своими недостатками:
- Надежность конструкции оставляет желать лучшего, так как крепления и прочие особенности аппарата делаются вручную без контроля качества;
- Диапазон регулировки параметров зачастую ограничен и для профессиональной деятельности непригоден;
- Корпус оказывается слабо защищенным от внешних воздействий.
Устройство
Аппарат контактной точечной сварки состоит из нескольких основных функциональных узлов. В электрической части задействован сварочный инвертор. Как и в сварочном трансформаторе, в нем присутствует свой небольшой трансформатор, который помогает преобразовать электричество из сети до тех параметров, которые пригодны для работы. Данный способ производства существенно выделяет этот способ получения контактной сварки среди остальных.
Механическая часть сильно отличается от стандартных инверторов. Здесь имеются специальные электроды, которые служат одновременно зажимами во время соединения. Работают они чаще всего при помощи специального рычага, тогда как в готовых заводских моделях ставят гидравлические прессы.
Работают они чаще всего при помощи специального рычага, тогда как в готовых заводских моделях ставят гидравлические прессы.
Принцип работы
Данная техника обладает довольно простым принципом работы. Он основан на преобразовании электрической энергии в тепловую. Электричество поступает на силовую часть аппарата, которой выступает трансформатор сварочного инвертора. Там энергия преобразуется до нужных параметров, которые заданы по технологии сварки. После этого электричество передается на электроды, которые прижимают свариваемую заготовку. В месте прижатия образуется область сварки, которая приводит к частичному расплавлению металла под воздействием тепла и свариванию. Все это происходит за очень короткое время, так как время воздействия импульса составляет менее 1 секунды.
Схема
Схема контактной сварки из инвертора
Здесь показан один з возможных вариантов, в котором имеется силовая часть, автоматический выключатель, цепь управления и защита. В первый узел входит сварочный трансформатор и тиристорный пускатель.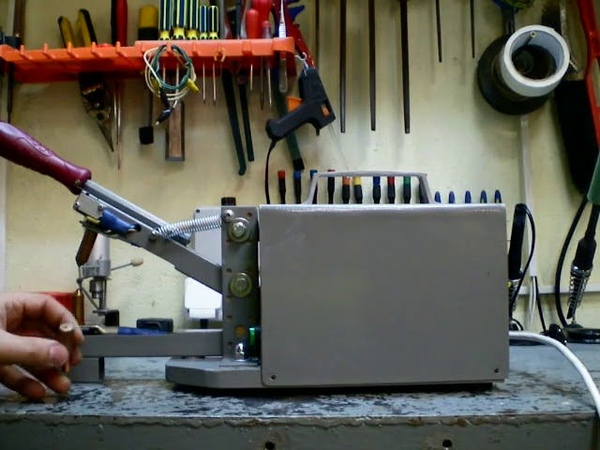 Они предназначаются для подключения первичной обмотки.
Они предназначаются для подключения первичной обмотки.
Какие компоненты необходимы из инвертора
Перед тем как сделать контактную сварку из сварочного инвертора, следует ознакомиться с тем, какие части из него пригодятся. Это должны быть:
- Трансформатор;
- Блок питания;
- Система управления;
- Выключатель.
Процесс изготовления аппарата
Аппарат точечной сварки своими руками производится следующим образом:
- Первым делом сбивается вторичная обмотка, так как во время работы она не используется и нужно исключительно первичная. Внутри трансформатора она обмотана толстым проводом, но ее слой является более тонким. Провести процедуру можно при помощи практически любого удобного инструмента, такого как стамеска, молоток, зубило, дрель и прочее. Главное, чтобы первичная обмотка осталась в целости и сохранности.
Трансформатор от инвертора
- Наложить вторичную обмотку при помощи жгута, который можно сделать из медной проволоки. Сечение ее должно быть около 2-3 см. После этого его нужно обмотать изоляционной бумагой и смазать лаком. Это обеспечит изоляцию и дополнительную фиксацию.
- После этого следует проверить направление обмоток. Для этого вам пригодится стандартный вольтметр. Помимо этого в сети не должно быть коротких замыканий в созданной сети. Когда все вопросы с проверками пройдены, можно приступать далее.
- Далее нужно узнать силу тока, что является обязательной процедурой для всех конструкций, в которых находится от двух и более обмоток.
 Сечение ее должно быть около 2-3 см. После этого его нужно обмотать изоляционной бумагой и смазать лаком. Это обеспечит изоляцию и дополнительную фиксацию.
Сечение ее должно быть около 2-3 см. После этого его нужно обмотать изоляционной бумагой и смазать лаком. Это обеспечит изоляцию и дополнительную фиксацию.«Важно!
Сила тока не должна превышать 2 кило ампер. Если она выше, то ее стоит уменьшить.»
Какие электроды использовать
Для создания электродов нужно учитывать тот фактор, что они не должны расплавляться, соответственно, их требуется делать из тугоплавкого металла. Лучше всего подходят прутки толщиною около 15 мм. Диаметр кабеля всегда должен быть меньше, чем диаметр электрода. Соответствующие прутки можно найти на рынке, в металлоломе или просто разобрать паяльники, если вам не требуется большая мощность аппарата.
Для соединения электрода и провода следует использовать обыкновенные медные наконечники. Это можно сделать при помощи пайки или болтов. Благодаря этому вероятность окисления станет намного ниже, чем ранее. Пайка отлично подходит для маломощных аппаратов, так как неправильное соединение приводит к тому, что появляется дополнительное соединение, приводящее к неправильному выходному значению тока.
Но у болтовых соединений также есть свои преимущества, так как с их помощью можно быстро удалить диоды из конструкции. В ином случае, прибор нужно паять заново. Болты и гайки также должны быть выполнены из меди.
Испытание
При сборке конструкции могут возникнуть различные дефекты, так что перед непосредственным запуском в работу следует проверить все. Проверка заключается в предварительном измерении рабочих параметров измерительными приборами и визуальном осмотре целостности конструкции и правильности соединения. После этого можно сделать пробный запуск. Он делается дважды: первый раз на минимальной мощности, а второй на максимальной. При испытаниях нужно соблюдать технику безопасности. Если все прошло гладко, то технику можно пускать в дело.
При испытаниях нужно соблюдать технику безопасности. Если все прошло гладко, то технику можно пускать в дело.
Заключение
Перед тем как сделать контактную сварку из сварочного аппарата, следует ознакомиться с принципом его действия и техническими характеристиками. Также нужно предварительно рассчитать, для каких целей какие параметры вам нужно будет. Только после этого можно приступать к работе.
Точечная сварка своими руками из аккумулятора и сварочника
Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.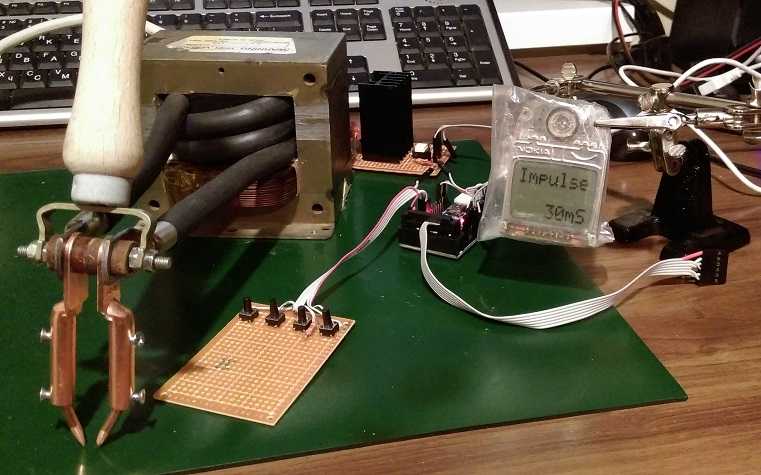
Точечная сварка своими руками предполагает, что на 1 мм2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм2. При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:
Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Точечная сварка из старого сварочного аппарата
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Сечение провода вторичной обмотки должно быть не менее 1,8 см2. Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Технология конденсаторной сварки
Одна из разновидностей контактной сварки – конденсаторная. Такой метод сварки известен с первой половины прошлого века. Сварка происходит за счет расплавления заготовок в тех местах, где происходит короткое замыкание тока, которое получают из энергии разряда конденсаторов. Время процесса сварки составляет от 1 до 3 миллисекунд.
Технология конденсаторной сварки
В основе такого сварочного аппарата находится конденсаторная емкость, заряжаемая от источника постоянного напряжения.
По достижении потребного количества энергии в емкости, электроды смыкают в месте сварки. Ток, протекающий между заготовками, вызывает необходимый нагрев поверхности и в результате металл плавится и образуется шов высокого качества.
К достоинствам конденсаторной сварки можно отнести:
Скорость, применение автоматизированного оборудования позволяет получать до 600 точек сварки в минуту. Точность позиционирования и соединения заготовок. Малое выделение тепла, отсутствие расходных материалов – проволоки или электродов.
На практике применяют два вида аппаратов такого типа сварки. Первые обеспечивают разряд из накопителей энергии на поверхности деталей, вторые получают разряд от второй обмотки трансформатора. Первый метод применяют при проведении ударно-конденсаторной сварки, второй применяют тогда, когда речь идет о необходимости получения качественного шва.
Такая сварка отличается экономичностью и поэтому ее часто применяют в условиях домашней мастерской. На рынке можно встретить устройства с мощностью в 100 – 400 Вт, которые часто применяют для работы в небольших мастерских по ремонту автомобильных кузовов. Продолжительность нагрева и сила давления Режимы сварки определяют следующими характеристиками – силой тока, длительностью нагрева, силой сжатия, размерами рабочего конца электрода.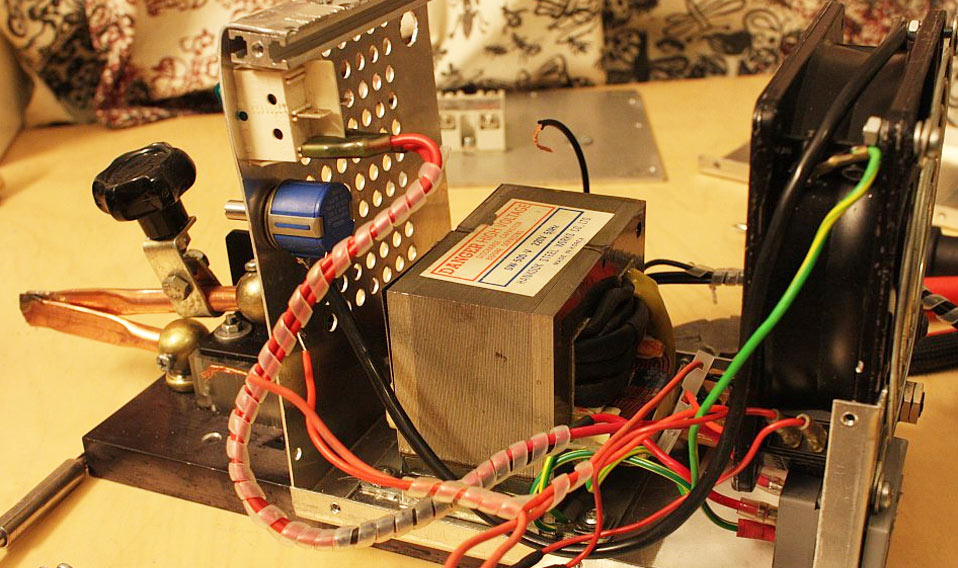
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.
Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Устройство сварочного инвертора
Перед тем как приступать к процессу, стоит узнать, что такое инверторный сварочный аппарат. Раньше данное устройство имело достаточно простую схему работы. Но в последнее время аппарат усовершенствовался и получил массу дополнительных функций, которые смогли сделать его модифицированным. Инженеры смогли дополнить его электроникой, это смогло повысить его функциональность.
Но в последнее время аппарат усовершенствовался и получил массу дополнительных функций, которые смогли сделать его модифицированным. Инженеры смогли дополнить его электроникой, это смогло повысить его функциональность.
Чтобы понять, что такое сварочный инвертор и как он работает, стоит рассмотреть его принцип работы:
- устройство может работать от сети переменного тока с показателем напряжения в 220 или 380 вольт и частоты тока 50 Гц. Обычный бытовой инверторный прибор достаточно подключить в бытовую розетку;
- поступивший в инвертор сварочный ток проходит через диодный мост. В этой области он сглаживается и становится постоянным;
- полученная электрическая энергия проходит через блок транзисторов, при этом наблюдается высокая частота коммутации. В итоге снова получается переменный ток, но он имеет высокий показатель частоты — 20-50 кГц;
- в последующий период происходит преобразование напряжения тока, оно на выходе из инвертора снижается до 70-90 вольт. А если следовать из принципов закона Ома, то снижение показателей напряжения вызывает повышение силы тока. На выходе (на конце электрода) будет наблюдаться сила тока, равная 100-200 ампер. Именно это и является силой тока сварочного процесса.
 А если следовать из принципов закона Ома, то снижение показателей напряжения вызывает повышение силы тока. На выходе (на конце электрода) будет наблюдаться сила тока, равная 100-200 ампер. Именно это и является силой тока сварочного процесса.
А если следовать из принципов закона Ома, то снижение показателей напряжения вызывает повышение силы тока. На выходе (на конце электрода) будет наблюдаться сила тока, равная 100-200 ампер. Именно это и является силой тока сварочного процесса.Точечная сварка из аккумулятора
В интернете встречается информация о том, как сделать точечную сварку своими руками, используя обычный автомобильный аккумулятор на 12 В. Выполнять с ее помощью можно соединение небольших деталей, которые обычно соединяются пайкой. Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Простенькое приспособление для выполнения сварочных работ состоит из двух медных проводков сечения не менее 1,5 мм2, закрепленных в контактной колодке. Расстояние между зачищенными концами электродов 2-3 мм. Конечно, как и в любой самодельной конструкции, вариантов может быть множество, но как базовый лучше всего использовать именно этот тип конструкции. Как работает такая мини установка показано на видео :
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
Устройство и принцип работы контактной сварки
Принцип действия любого точечного сварочного аппарата заключается в нагревании электротоком в определенных местах металлических деталей, их последующем расплавлении, смешивании между собой и застывании. В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
Для выполнения контактной сварки в домашних условиях потребуются мощные источники питания, что может привести к перегреванию и выходу из строя бытовой электропроводки. В связи с этим рекомендуется заранее проверить состояние проводки и заменить ее, если это необходимо.
В связи с этим рекомендуется заранее проверить состояние проводки и заменить ее, если это необходимо.
При выполнении точечной сварки две заготовки соединяются между собой по прилегающим краям. Данный способ очень эффективен для работы с небольшими деталями, тонкими металлическими листами и прутками, диаметром до 5 мм.
Соединение поверхностей выполняется одним из трех способов:
- При использовании метода оплавления все детали, предназначенные для сварки, соединяются и нагреваются действием электрического тока до их расплавления. Данная технология широко используется в работе с цветными металлами, низкоуглеродистыми сталями, латунными и медными заготовками. В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.
- Непрерывная сварка заготовок методом оплавки выполняется с применением сварочных клещей. Соединение деталей происходит в момент включения тока. После оплавления краев монтируемых деталей, выполняется их осадка, а подача тока прекращается. Данным способом свариваются тонкостенные трубопроводы и заготовки с различной структурой. Основным недостатком этого метода является вероятность вытекания металла из сварочного шва и появление угарного газа.
- Третий способ представляет собой прерывистую оплавку, при выполнении которой обеспечивается поочередное плотное или ослабленное соприкосновение заготовок. Сварочная линия замыкается в области соединения зажимными клещами до поднятия их температуры к отметке 950 градусов. Данный метод применяется, если мощность сварочного устройства изначально недостаточна для выполнения непрерывной оплавки.
 Соединение деталей происходит в момент включения тока. После оплавления краев монтируемых деталей, выполняется их осадка, а подача тока прекращается. Данным способом свариваются тонкостенные трубопроводы и заготовки с различной структурой. Основным недостатком этого метода является вероятность вытекания металла из сварочного шва и появление угарного газа.
Соединение деталей происходит в момент включения тока. После оплавления краев монтируемых деталей, выполняется их осадка, а подача тока прекращается. Данным способом свариваются тонкостенные трубопроводы и заготовки с различной структурой. Основным недостатком этого метода является вероятность вытекания металла из сварочного шва и появление угарного газа.Устройство инверторной сварки
Принцип работы осуществляется благодаря правильно подобранным основным узлам сварочного аппарата инверторного типа. К ним относятся:
- Сетевой выпрямитель — делает из переменного тока постоянный.
- Помеховый фильтр — не дает высокочастотным помехам попасть в питающую сеть.
- Инвертор — состоит из нескольких ключевых, очень мощных транзисторов, а также радиатор, который уводит лишнее тепло от этих транзисторов.
- Выходной выпрямитель — косой мост из диодов быстрого действия.
- Блок управления, можно выбрать, например, полуавтомат.
- В качестве резервного источника питания можно выбрать бензогенератор или генератор любого уровня.

Эти части входят в устройство любой модели инверторной сварки. Для изменения характеристик аппарата следует установить сварочный дроссель. Его назначение — стабилизация тока.
Введение
Собрать контактную сварку своими руками можно прямо на столе
Думаю, что многие задумывались над одним из способов, как собрать сварочный аппарат из инвертора, но скажу сразу, это далеко не самый удачный вариант, так как такой процесс, это впустую потраченное время, потому, что основным критерием контактной сварки является прижимное усилие, на уровне с электрическим импульсом.
Из этого вытекает, что составляющие самой сварки отходят на второй план. Давай же подробнее разберём, что к чему.
Мой вам совет, если вы впервые слышите и читаете о контактной сварке и решили сразу приступить к делу, тогда вам не сюда. Первооткрывателям я советую начать с теории об электротехники и почитать статьи, что же это такое, контактная сварка.
Собрать контактную сварку самому, своими руками– технологически просто, нужно иметь минимальные навыки и представления о ней и о принципе её работы.
Хочу ещё раз сконцентрировать ваше внимание, что в данном изложении не будет развёрнутой инструкции, и объяснений, что такое трансформатор и как его намотать.
Найдите свой идеальный аппарат для точечной сварки
Точечная сварка — один из самых эффективных методов сварки для сплавления параллельных стальных листов. Возможность соединения двух металлов за 0,01 секунды делает использование этой машины чрезвычайно эффективным по времени. Этот метод также не требует присадочного металла, что делает его очень экономичным вариантом.
Этот метод также не требует присадочного металла, что делает его очень экономичным вариантом.
Этот вид сварки идеально подходит для производства автомобилей, электроники и даже строительства. Очень простой дизайн и удобный характер позволяют легко подобрать и применить его к любому проекту. С учетом сказанного может быть непросто найти идеальный аппарат для точечной сварки, отвечающий вашим конкретным потребностям.
Вот почему мы сделали все возможное, чтобы предоставить вам лучшее соотношение цены и качества. Вот список лучших аппаратов для точечной сварки на рынке, а также несколько специальных советов, которые вы должны учитывать, прежде чем тратить с трудом заработанные деньги на такое важное оборудование.
Содержание
- Сравнение наших любимых продуктов
- Пять лучших аппаратов для точечной сварки на рынке
- Аккумуляторный аппарат для точечной сварки YaeCCC 737G
- Профессиональный электрический аппарат для точечной сварки Stark, 240 В
- Mophorn 737G Pulse Spot Spot Welder
- Lenco Autobody Dual Spot Welder
- Старк Профессиональный Спеценарий 120 В
- Вещи, которые нужно рассмотреть перед тем, как вы купите Spot Welder
- Заключение
- 4 Comportishison
444444412.

Качественный аппарат для точечной сварки в вашем арсенале может значительно облегчить вашу жизнь, но найти подходящий аппарат для вас может быть непросто. Вот пять лучших аппаратов для точечной сварки, которые вы можете проверить.
Вот пять лучших аппаратов для точечной сварки, которые вы можете проверить.
Аккумуляторная точечная сварка YaeCCC 737G
Аккумуляторный точечный сварочный аппарат YaeCCC — отличный инструмент, когда вам нужна точная машина, которая по-прежнему может выполнять прочные сварные швы для электроники. Функция двойного импульса обеспечивает дополнительную безопасность при работе с тяжелыми объектами, в то время как простая трехкнопочная конструкция остается простой даже для новичков в области точечной сварки.
Аппарат для точечной сварки поставляется с аппаратом для точечной сварки 737G, двумя парами сварочных штифтов, шестигранным ключом, педальным переключателем, двумя трубками предохранителей, 60 никелевыми полосками для сплавления и держателем для четырех аккумуляторов 18650. Это все, что вам нужно для начала работы с аккумуляторной сваркой. Но сначала нужно знать, как его настроить.
Установка машины проста; просто отрегулируйте давление сварки с помощью циферблата в верхней части устройства, чтобы заранее установить натяжение металлических опор. Эти стойки будут удерживать ваши сварочные штифты, и их давление играет жизненно важную роль в прочности всего сварного шва.
Эти стойки будут удерживать ваши сварочные штифты, и их давление играет жизненно важную роль в прочности всего сварного шва.
Чтобы прикрепить сварочные штифты, используйте шестигранный ключ, чтобы ослабить зажимы внутри стоек. Вставьте сварочные штифты в открытые пазы стоек и затяните до надежной фиксации. Убедитесь, что штифты имеют одинаковую высоту для ровного сварного шва на аккумуляторе.
Приобрести сварочный аппарат Handhold YaeCCC 737G на Amazon
Настройки легко изменить. На лицевой стороне машины вы найдете три кнопки: вверх, вниз и звездочку. Звездочка позволяет переключаться между пульсом и текущими настройками, чтобы настроить их по своему вкусу. При нажатии на звездочку начнет мигать либо импульс, либо ток, сигнализируя о том, что вы в данный момент меняете эту конкретную настройку. Когда вы будете удовлетворены, продолжайте нажимать кнопку со звездочкой, пока все светодиодные индикаторы не загорятся.
Это устройство является идеальным инструментом для тех, кто хочет создавать специальные аккумуляторные блоки с использованием аккумуляторов 18650.
Несмотря на это, меньший размер машины делает ее неидеальной для более крупных изделий, требующих более тяжелой сварки. С учетом сказанного, этот аккумуляторный точечный сварочный аппарат по-прежнему делает то, что может, очень хорошо.
Аккумуляторный точечный сварочный аппарат YaeCCC 737G — это невероятная бюджетная машина, которая предлагает множество возможностей с точки зрения удобства и эффективности. Легкая рама позволяет легко перемещать его по цеху, а прочная конструкция означает, что он может безотказно справляться с непрерывными проектами.
Аппарат для точечной сварки Stark Professional, 240 В
Аппарат для точечной сварки Stark Professional отличается от предыдущей записи. Этот конкретный аппарат для точечной сварки отлично справляется со сплавлением металлических пластин вместо тонкого ремонта и настройки электроники.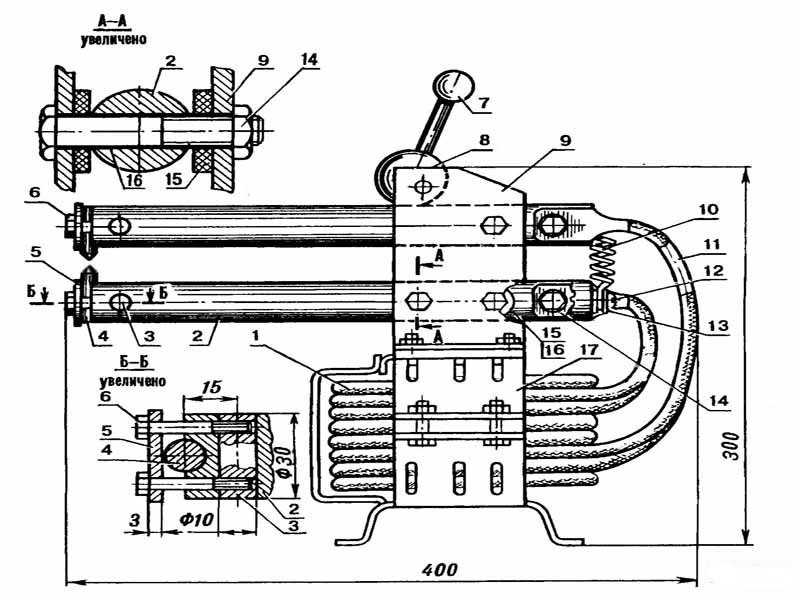
Этот аппарат для точечной сварки отличается инновационной однофазной конструкцией с двумя большими шестидюймовыми клещами, которые надежно захватывают две пластины для сварки. Клещи также служат электродами в процессе сварки, и оба щипца имеют сменные сварочные наконечники, изготовленные из высококачественной стали. К каждой покупке прилагается дополнительная пара советов для вашего удобства.
Пользоваться сварочным аппаратом очень просто. Все, что вам нужно сделать, это быть усердным при подключении вашей машины. Помните, что этот конкретный аппарат для точечной сварки совместим с напряжением от 220 до 240 вольт, поэтому вы всегда должны подключать его к сети в пределах этого диапазона. При напряжении 240 вольт ток будет около 16 ампер.
Получите профессиональный сварщик Stark на Amazon
Аппарат точечной сварки Stark Professional 240 В имеет рабочий цикл 50 % при 16 А, поэтому вы получите хорошие прочные сварные швы, не беспокоясь о перегрузке. Производители заявляют, что вы можете сваривать листы шириной до одной восьмой дюйма, но с высоким входным напряжением мы уверены, что вы можете увеличить это значение как минимум до одной шестой дюйма, если не больше.
Производители заявляют, что вы можете сваривать листы шириной до одной восьмой дюйма, но с высоким входным напряжением мы уверены, что вы можете увеличить это значение как минимум до одной шестой дюйма, если не больше.
Для выполнения сварки достаточно нажать на рычаг. Верхний ключ опустится и надежно скрепит два металлических листа вместе, затем быстро нажмите переключатель под уровнем, чтобы активировать цепь и начать сварку. Хотя щипцы безопасны, мы рекомендуем использовать плоскогубцы или тиски, чтобы удерживать листы на месте во время сварки. Это просто дополнительная мера предосторожности, чтобы каждый раз получать чистый и точный сварной шов.
Одним из лучших качеств этой машины является ее прочная конструкция. Вы можете увидеть качество и прочность материала от точек сварки до рамы, особенно плетеного медного провода за передней защитой. Эти компоненты делают этот невероятный аппарат для точечной сварки практически для любого сценария.
Если вы ищете надежный и портативный аппарат для точечной сварки для умеренных промышленных работ, то Stark Professional Electric Spot Welder 240v — это идеальное устройство для вас. Его прочная конструкция и впечатляющая выходная мощность делают его достойным в среднем ценовом диапазоне.
Его прочная конструкция и впечатляющая выходная мощность делают его достойным в среднем ценовом диапазоне.
Импульсный аппарат для точечной сварки Mophorn 737G
Аппарат для точечной сварки Mophorn 737G — еще один простой, эффективный и портативный аппарат для точечной сварки, идеально подходящий для широкого спектра сварочных работ. Вы можете использовать этот аппарат в качестве удобного аккумуляторного сварочного аппарата, регулируя давление с помощью регулятора давления, или как точный сварочный аппарат с педалью с прилагаемой ножной педалью.
Каждая покупка поставляется с набором компонентов, которые помогут упростить процесс сварки. В комплект поставки входят сварочный аппарат, ножная педаль, фиксированный держатель батареи 18650, четыре сварочные иглы, шестигранный ключ и две трубки для плавких предохранителей. Что касается расходных материалов, в комплект также входит 60 никелированных полос, идеально подходящих для сварки аккумуляторных блоков.
Прежде чем использовать сварочный аппарат, первое, что вы должны сделать, это установить две сварочные иглы в пазы передних стоек. Эти две иглы будут проводить ток и выполнять сварку желаемого материала. Управлять этой машиной можно двумя способами: педалью или отжиманием.
Получите импульсный сварочный аппарат Mophorn 737G на Amazon
Сварка втягиванием — это, безусловно, более простой метод из двух, и мы считаем, что он лучше всего подходит для сварки аккумуляторных батарей. После того, как вы установите импульс и ток в соответствии с вашими требованиями, вы просто поднимаете металл, чтобы он коснулся сварочных игл. Давление штифтов можно регулировать с помощью циферблата в верхней части устройства — сварка отжиманием идеально подходит для последовательных легких сварных швов, которые вы могли бы увидеть при сплавлении нескольких аккумуляторов 18650.
Мы предлагаем использовать ножную педаль для лучшего контроля мощности и более точных сварных швов для любых других проектов. Поддержание тесного контакта с электродами без выключения сварочного аппарата дает вам больше времени для внесения корректировок перед выполнением сварки. Использование педали также дает вам больше контроля над тем, как долго вы хотите поддерживать ток, что также помогает проникать в более толстые материалы и получать более прочные сварные швы.
Поддержание тесного контакта с электродами без выключения сварочного аппарата дает вам больше времени для внесения корректировок перед выполнением сварки. Использование педали также дает вам больше контроля над тем, как долго вы хотите поддерживать ток, что также помогает проникать в более толстые материалы и получать более прочные сварные швы.
Mophorn также оснащает сварочный аппарат 737G интеллектуальным чипом, который предотвращает маловероятный перегрев. Безопасность всегда является важным фактором при покупке таких устройств, как сварочные аппараты, поэтому иметь дополнительную безопасность, которую дает вам эта функция, — это здорово.
Аппарат для точечной сварки Mophorn 737G — еще один компактный аппарат для точечной сварки, который отлично справляется с небольшими практическими проектами. Удобный метод сварки push-up является отличным аргументом в пользу этого устройства, особенно с учетом его достаточно низкой запрашиваемой цены. Мы настоятельно рекомендуем этот аппарат для точечной сварки для небольших и средних проектов.
Двойной точечный сварочный аппарат Lenco Autobody
Lenco Autobody предоставляет нам уникальный аппарат для точечной сварки, который удовлетворяет нашу потребность в более мощном аппарате для точечной сварки промышленного типа в этом списке. Аппарат двойной точечной сварки Lenco Autobody значительно крупнее других устройств в этом списке. Тем не менее, он также обеспечивает гораздо более высокую силу тока, до 50 ампер, что идеально подходит для важных точечных сварных швов в крупных проектах.
Каждая покупка поставляется с аппаратом для точечной сварки на удобной роликовой тележке, двумя сварочными кабелями длиной 5 футов и кабелем питания длиной 50 футов. Минимум деталей и частей упрощает отслеживание и упрощает использование в целом. Благодаря отсутствию присадочного материала и газа этот аппарат для точечной сварки обеспечивает рекордно низкий уровень затрат.
Несмотря на большие размеры, аппарат для точечной сварки Lenco обеспечивает достаточную мобильность. Его тележка позволяет вам без особых проблем перемещаться по мастерской, а благодаря 50-футовому кабелю питания вам не нужно будет постоянно подключать машину каждый раз, когда вы ее перемещаете.
Его тележка позволяет вам без особых проблем перемещаться по мастерской, а благодаря 50-футовому кабелю питания вам не нужно будет постоянно подключать машину каждый раз, когда вы ее перемещаете.
Производительность этой машины позволяет выполнять прихватку углеродистой стали толщиной от 20 до 12 калибра. Выходную мощность сварочного аппарата можно легко отрегулировать с помощью циферблата на передней панели.
Пользоваться сварочным аппаратом чрезвычайно просто. Просто прижмите два электрода к рабочему материалу и нажмите кнопку, чтобы активировать цепь. Время сварки контролируется автоматически с помощью твердотельного таймера аппарата. Эта функция обеспечивает быструю и эффективную сварку, не опасаясь переварки.
Распространенная ошибка, с которой сталкиваются пользователи, заключается в том, что они считают, что два электрода должны быть обращены друг к другу на противоположных сторонах сварочного материала. Вы должны использовать оба электрода одновременно на двух разных точках сварки на одной и той же стороне. Пятифутовые кабели на каждом позволяют проникнуть в труднодоступные места, идеально подходящие для авторемонта или детализации.
Пятифутовые кабели на каждом позволяют проникнуть в труднодоступные места, идеально подходящие для авторемонта или детализации.
Единственная проблема с этой конкретной моделью заключается в том, что она немного громоздка по сравнению с другими моделями. Аппарат для точечной сварки Lenco весом 110 фунтов может быть довольно громоздким для перемещения даже с колесами. Несмотря на свой вес, машина по-прежнему работает исключительно, и на нее не следует обращать внимание.
Мы считаем, что аппарат для двойной точечной сварки Lenco Autobody — это невероятный аппарат для точечной сварки, который превосходен в нескольких ключевых аспектах. Аппарат невероятно экономичен по времени благодаря двойным электродам, надежен благодаря прочной конструкции и в то же время экономичен, поскольку для его правильной работы не требуются расходные материалы.
Аппарат для точечной сварки Stark Professional, 120 В
Последняя запись в этом списке является вариацией предыдущей записи. Аппарат для точечной сварки Stark Professional 120v не делает ничего сумасшедшего; это по-прежнему исключительно надежный аппарат для точечной сварки, идеально подходящий для тех, кто ищет простой, но эффективный инструмент для своей мастерской.
Аппарат для точечной сварки Stark Professional 120v не делает ничего сумасшедшего; это по-прежнему исключительно надежный аппарат для точечной сварки, идеально подходящий для тех, кто ищет простой, но эффективный инструмент для своей мастерской.
Этот сварочный аппарат также имеет простую однофазную конструкцию, которая еще больше упрощает процесс сварки. Двойные щипцы, которые служат крепежом для вашего металла, также являются электродами, передающими ток для получения сварного шва. На каждом щипце имеется точка сварки, и к каждой покупке прилагается запасная пара. Эти сменные насадки просты в установке, так как эти сварочные насадки имеют резьбу.
Эта конкретная модель работает с входным напряжением 120 вольт и работает при 13,5 ампер при максимальном напряжении. Этой выходной мощности достаточно для работы с нержавеющей или оцинкованной сталью толщиной до восьмого дюйма. Этот подвиг весьма впечатляет, учитывая, что толщина в одну восьмую дюйма почти такая же, как у его варианта на 240 В.
Эта конкретная модель работает так же, как и версия на 240 В. Все, что вам нужно сделать, это поместить два скрепленных листа на нижнюю точку клещей в том месте, где вы хотите их сварить. С помощью рычага медленно закрепите два листа и нажмите переключатель под рычагом.
Компактная конструкция этого аппарата для точечной сварки позволяет легко перемещаться по цеху без усталости. Вы даже можете управлять машиной под неудобными углами, с которыми другим точечным сварщикам будет трудно справиться. Простое управление машиной позволяет легко выполнять десятки точечных сварок в кратчайшие сроки.
Единственное опасение, которое у нас было с этой моделью, это то, что она все же несколько слабее, чем аппарат для точечной сварки Stark Professional 240v. И версии на 120 В, и версии на 240 В имеют свои сильные и слабые стороны, сохраняя при этом одинаковую общую работу. Во многих случаях мы считаем, что выходной мощности 120 В достаточно, и в конечном итоге она становится более рентабельной, если учесть энергопотребление устройства.
Несмотря на разное входное напряжение, оба аппарата для точечной сварки Stark Professional изготовлены из прочных и долговечных материалов. Оба могут выдерживать строгие стресс-тесты и непрерывную сварку без каких-либо признаков износа.
С учетом всего сказанного, аппарат для точечной сварки Stark Professional 120 В — это качественное устройство, которое заслуживает вашего внимания. Если вам нужен экономичный, надежный и портативный аппарат для точечной сварки, этот аппарат для точечной сварки на 120 В может быть вашим лучшим вариантом.
На что следует обратить внимание перед покупкой аппарата для точечной сварки
Аппарат для точечной сварки может быть очень дорогостоящим вложением, но при правильном выборе он также может быть очень эффективным. Итак, вот несколько вещей, которые следует учитывать, прежде чем покупать сварочный аппарат для точечной сварки, чтобы убедиться, что вы получите лучший вариант для вас.
Входное напряжение является важным параметром любого сварочного аппарата, и его всегда следует учитывать перед покупкой. Если вы не хотите тратиться на какие-либо дополнительные адаптеры дома, то лучше всего выбрать аппарат для точечной сварки, совместимый с домашними розетками.
Но если вы уже решили купить конкретный сварочный аппарат, не расстраивайтесь. Эти адаптеры стоят не так уж много, и вы даже можете полностью заменить вилки, немного повозившись.
Точечная сварка может быть отличным способом сварки практически всего, от аккумуляторных батарей до автомобильных деталей. Но вы не можете ожидать, что аппарат для точечной сварки, предназначенный для сплавления небольших аккумуляторов 18650, будет достаточно сильным, чтобы сваривать детали автомобиля, точно так же вы не можете ожидать, что аппарат для точечной сварки, предназначенный для автомобилей, будет достаточно деликатным, чтобы работать с небольшими аккумуляторами. Знание того, какую работу вам нужно выполнить, имеет решающее значение для поиска подходящей машины.
Для разных проектов требуются разные расходные материалы, и без них невозможно выполнить определенную работу. Для сплавления батарей требуется наполнитель, который действует как мост между батареями; вот почему YaeCCC и Mophorn специально для этого поставляются с никелированными полосками.
Не все машины поставляются с расходными материалами при каждой покупке. Обратите внимание, если покупка включает в себя дополнительные расходные материалы, чтобы вы могли подготовиться заранее.
Мобильность является решающим фактором при покупке оборудования. Если вы знаете, что будете перемещаться по мастерской или перемещаться между площадками, возможно, вам стоит приобрести компактный аппарат для точечной сварки, который можно носить с собой. Если вы планируете оставаться на одном месте или не собираетесь много передвигаться, не стесняйтесь приобретать более крупный и прочный аппарат для точечной сварки.
У каждого точечного сварщика есть свои сильные и слабые стороны. Некоторые точечные сварщики не так хорошо справляются с определенными металлами, в то время как другие могут. Очень важно провести адекватное исследование в Интернете, чтобы убедиться, что сварочный аппарат, на который вы смотрите, может эффективно выполнять необходимую вам работу. Нет ничего хуже, чем потратить с трудом заработанные деньги на дорогой аппарат для точечной сварки только для того, чтобы узнать, что он не справится с вашим проектом.
Рабочий цикл сварщика показан в процентах и относится к количеству времени, в течение которого сварочный аппарат находится в полной готовности. Рабочий цикл 60% означает, что 10-минутный сеанс включает шесть минут сварки и четыре минуты охлаждения. Это важное соображение, если вы хотите принять во внимание общую эффективность работы сварочного аппарата и его энергопотребление. Мы рекомендуем рабочий цикл 60 % для среднего уровня между временем и энергоэффективностью.
Расходные материалы являются неотъемлемой частью многих проектов точечной сварки. Некоторые компании зарабатывают деньги, продавая запатентованные детали для своих машин, так что вам придется покупать расходные материалы только у них. Мы рекомендуем найти устройство, которое может использовать широко доступные расходные материалы, чтобы снизить общие расходы.
Металлические полоски для аккумуляторных батарей широко распространены и их легко найти, в то время как купить специальные сварочные наконечники может быть сложнее.
Заключение
Точечная сварка — это особый навык, и имеет смысл приобрести себе особенный аппарат. С таким количеством невероятных вариантов на рынке может быть кошмаром найти тот, который может выполнить вашу работу.
Если вы ищете прочный и прочный аппарат для точечной сварки для тяжелых работ, обратите внимание на двухточечный сварочный аппарат Lenco Autobody. Если вам нужно что-то более легкое и мобильное для работы в цеху, обратите внимание на точечный сварочный аппарат Stark Professional Electric 120v. Если вам нужно изготовить несколько блоков аккумуляторов, то вам идеально подойдет аппарат для точечной сварки Mophorn 737G.
Что бы вы ни выбрали, обязательно внимательно ознакомьтесь с каждым аппаратом для точечной сварки, чтобы убедиться, что вы получите правильную отдачу от затраченных средств.
Статьи по теме:
- Лучший сварочный аппарат для кузовных работ – обзоры MIG и TIG
- Лучшие сварочные аппараты в 2022 году — наши обзоры и руководство для покупателя
- Лучшие сварочные аппараты для листового металла 2022 — обзоры и лучшие решения
Что такое точечная сварка (и важно ли это)?
Точечная сварка является одним из самых ранних методов сварки. Он используется в самых разных сферах деятельности, но особенно для сварки автомобильных кузовов из листовой стали.
Так что же такое точечная сварка? Точечная сварка считается одним из наиболее эффективных способов сварки и обычно используется для соединения двух или более металлических листов в один. Чтобы сделать это возможным, сварщик должен применять не только огромное давление и тепло, но и электрический ток через листы, чтобы устранить сопротивление и заставить их сплавиться.
Этот метод используется в нескольких отраслях, о которых мы поговорим в конце, но он особенно примечателен для сварки листов из низкоуглеродистой стали для кузовов автомобилей. Размер и форма сварных швов зависят от размера используемых электродов, который, в свою очередь, зависит от толщины основного металла и навыков сварщика.
Как работает точечная сварка
Лучший способ понять, как работает точечная сварка, — это следовать описанным шагам. Вот краткий обзор:
Шаг 1 – заготовки и металлические листы выравниваются
Сначала заготовки или металлические листы точно выравниваются. Это важный шаг, потому что после того, как листы будут сварены вместе, пути назад уже не будет. Если они не выровнены должным образом, сварной шов будет неправильным, и этот шаг придется повторить с новыми листами.
Этап 2 – запрессовка электрода
На следующем этапе выбираются подходящие электроды для сварки двух заготовок. Вместо электродов сопротивления из чистой меди используются чистые тугоплавкие из-за их способности удерживать тепло и сопротивляться окислению. Он также содержит фракции молибдена (МО), температура плавления которого также достаточно высока, чтобы предотвратить расслоение.
Этап 3 – подача тока через электроды
После установки электродов ножная педаль используется для создания тока высокого напряжения, который течет через стержни в заготовки. Прижатие электродов к металлическим листам с соответствующим давлением имеет жизненно важное значение, когда речь идет о качественных сварных швах.
Теплота, необходимая для расплавления металла, генерируется за счет сопротивления основного металла и ограничивается точкой, где встречаются электрод и зона сварки. На стадии выдержки отключают ток, пока поддерживают давление, и дают остыть самородку.
Время, в течение которого ток проходит через детали, и тип используемого тока зависят от толщины и типа материала, с которым вы работаете. После точного соединения листов электроды снимаются и перемещаются в следующую точку сварки.
Материалы, подходящие для точечной сварки
Для точечной сварки можно использовать несколько типов материалов, помимо металлических материалов; это включает в себя проволочную сетку, а также. Сталь предпочтительнее, особенно в автомобильной промышленности, потому что она имеет высокое электрическое сопротивление и не такой сильный проводник, как другие материалы.
Точно так же низкоуглеродистая сталь используется чаще, чем разновидность с высоким содержанием углерода, из-за ее устойчивости к растрескиванию. Сварные швы из нержавеющей стали также считаются менее прочными, чем сварные швы из мягкой и смешанной стали, но никелевые сплавы и титан также являются популярным выбором.
Напротив, точечная сварка может быть затруднена с такими металлами, как алюминий и оцинкованная сталь, поскольку оба требуют более высоких уровней электрического тока для образования сварного шва. Однако даже самый лучший материал может быть трудно свариваемым, если он не имеет подходящей толщины.
Как правило, толщина листов должна быть не менее 3 мм. И оба должны быть одинакового размера для оптимальных результатов. С другой стороны, если листы имеют разные размеры, для качественного сварного шва следует поддерживать соотношение 3:1.
Параметры точечной сварки
Как один из самых широко используемых вариантов процесса контактной сварки, точечная сварка зависит от нескольких параметров, каждый из которых имеет свое применение и преимущества. К ним относятся:
Электродное усилие
Под электродным усилием мы подразумеваем энергию, которая требуется для соединения металлических листов, подлежащих сплавлению. Чем сильнее сила, тем больше выделяется тепла, поэтому инженеры должны быть осторожны, чтобы гарантировать качество сварки.
Для увеличения усилия необходимо увеличить сварочный ток. Однако, если он выкручен слишком высоко, брызги, образующиеся между листами и электродом, также будут высокими. Результат? Электроды прилипнут к листам и могут испортиться.
Кроме того, если давление слишком высокое, вы в конечном итоге создадите небольшой точечный сварной шов из-за тока, а тепло, выделяемое листами и электродами, будет распространяться на большую площадь, что уменьшит проникновение сварного шва.
Время сжатия
Время сжатия относится к периоду между первоначальным приложением силы электрода к заготовке и первым подачей тока. Этот параметр, также известный как запрограммированное время сжатия, стабилизирует наконечник перед текущим приложением. Если этот шаг пропустить, это может привести к преждевременному износу электрода, межфазному вытеснению и искрению.
Если продолжительность обжатия будет увеличена, это может дать вам качественный сварной шов, но это может стоить вам операций, так как будет производиться меньше свариваемых деталей за смену. Точно так же более короткое время сжатия может привести к нестабильному качеству и выбросу металла.
Как правило, время сжатия должно быть запрограммировано в источнике питания таким образом, чтобы усилие электрода стабилизировалось.
Продолжительность сварки или время сварки
Время сварки относится к продолжительности, в течение которой ток подается на заготовки или металлические листы в процессе сварки. Это рассчитывается в циклах линейного напряжения. Однако время сварки трудно точно определить, поскольку оно зависит от того, что необходимо сделать для точки сварки.
Тем не менее, вы должны соблюдать некоторые правила. Например:
- Время сварки должно быть как можно короче.
- Ток должен обеспечивать оптимальное качество сварки.
- Продолжительность сварки должна быть достаточной для того, чтобы вмятина, оставленная сварным швом, была как можно меньше. Чем меньше время сварки, тем меньше вмятина.
- Время сварки при сварке толстых листов должно давать самородок большого диаметра.
- Параметры, выбранные для сварки, должны как можно меньше изнашивать электроды.
- Продолжительность сварки следует изменить при автоматической заправке наконечника. При этом контактная поверхность электрода поддерживается на постоянном уровне.
Другими словами, наилучшее время сварки для качественной сварки должно быть как можно короче.
Время выдержки
Как следует из названия, время выдержки относится к продолжительности после сварки, когда электроды остаются в контакте с листом. Это делается для того, чтобы место сварки остыло. Кусок сварного шва затем затвердевает до того, как сваренные детали освобождаются.
Если время выдержки увеличивается, тепло в месте сварки может распространиться на электрод и нагреть его, что приведет к его износу. Кроме того, если материал имеет высокое содержание углерода и время выдержки велико, сварной шов может стать хрупким и в нем могут появиться трещины. Однако, если вы удалите электроды до того, как самородок затвердеет, он может разорваться, что приведет к слабому сварному шву.
Применение точечной сварки
Автомобильная промышленность
Точечная сварка является популярным методом сварки в автомобильной промышленности, поскольку это дешевый, но эффективный способ соединения листового металла. Таким образом, его можно использовать либо с обученным элементарным персоналом, либо с роботами, поскольку для этого не требуется особых навыков. Суть в том, что процесс сварки является быстрым и эффективным, а это означает, что за смену разрабатывается больше автомобилей.
Для электроники
Этот метод сварки широко используется в производстве электроники, такой как печатные платы, газовые датчики и даже солнечные панели. Этот метод известен как электронная контактная сварка и также используется для создания сложных и хрупких электрических компонентов, от кабелей до переключателей и ручных инструментов.
Плавящиеся гвозди
Большинство людей не знают об этом, но точечная сварка также используется для соединения рулонов гвоздей. Стальная проволока приваривается к гвоздям на высоких скоростях с помощью пневматических магазинов для гвоздезабивных пистолетов. Если вы используете колеса для шовной сварки, вы можете получить 1200 гвоздей в минуту.
Конечно, чтобы гвозди точно крепились к проводам, ток должен быть максимально точным в той точке, где кончик гвоздя находится под сварочным кругом.
Похожие вопросы
Легко ли точечная сварка?Точечная сварка является одной из самых ранних процедур сварки, она очень хорошо известна и проста в выполнении даже для начинающих сварщиков. Процедура полностью определена и легко применима к большому количеству тонких металлов, таких как нержавеющая сталь, никелевые сплавы и титан. Он часто используется в аэрокосмической и автомобильной промышленности, но очень желательны усовершенствования.
Какой толщины можно выполнять точечную сварку?Точечная сварка в основном используется для соединения деталей, толщина которых обычно составляет около 3 миллиметров. Толщина свариваемых компонентов должна быть одинаковой или соотношение толщины должно быть менее 3:1. Прочность этого соединения зависит от количества и размера этих сварных швов. Диаметр точечной сварки варьируется от 3 мм до 12,5 мм.
Можно ли точечной сваркой алюминия? Точечная сварка алюминия становится все более распространенной, поскольку алюминий заменяет сталь во многих областях, где важен вес, например, в автомобилях. Вы можете использовать трехфазную электроэнергию для точечной сварки легкого алюминия. Точечная сварка обычно подает ток в течение 0,1 секунды или намного меньше, поэтому ток должен быть очень значительным.
Использование оборудования для точечной сварки требует обучения
Насосы и операции
Автор: Empowering Pumps & Equipment Staff
Оборудование для точечной сварки может использоваться только после некоторого обучения. Некоторое оборудование является более сложным в использовании, поэтому лучше узнать больше о различных процессах, прежде чем экспериментировать со сваркой. Аппараты для контактной сварки наиболее известны из-за их относительно невысокой цены. Они прикладывают усилие припоя с помощью рычага. Если руки не выровнены правильно, наконечники могут скользить. Машины с вертикальным прессом не имеют этой проблемы и используются, когда вам нужна красивая поверхность без следов.
Некоторым процесс точечной сварки кажется простым, но на самом деле это не так. Это более или менее похоже на формулу. Вы должны использовать правильную силу и правильное количество тепла в течение нужного периода времени, чтобы получить желаемые результаты. У аппарата для точечной сварки есть несколько настроек, и когда вы научитесь точно настраивать каждую настройку, вы сможете добиться наилучшего результата.
Имеются готовые таблицы, которые можно использовать для проверки рекомендуемых настроек вторичного тока, времени протекания тока и силы сварки. Таким образом, вы можете легко сваривать все типы листового металла различной толщины. Когда вы используете правильное усилие сварки, вы можете получить хорошие соединения, используя высокую температуру нагрева при короткой продолжительности сварки.
Если вы используете небольшую машину для сварки толстого листа металла, вам придется использовать небольшое усилие с большей продолжительностью сварки. Это может привести к сильной маркировке поверхности, в то время как большая площадь металла нагревается. В настоящее время существует нехватка квалифицированных кадров в области точечной сварки. Если вы сможете найти себе гуру, который научит вас всем тонкостям различных процессов сварки, вы сможете стать экспертом всего за несколько недель.
Если поискать в Интернете, то можно найти курсы обучения в вашем городе. Американское общество сварщиков (AWS) является хорошим источником информации. Они также предлагают руководство по контактной сварке, которое вы, возможно, захотите купить. Рекомендуется пройти один из восьми сертификационных курсов, предлагаемых AWS.
После того, как вы пройдете обучение и получите сертификат, вам нужно будет правильно выбрать сварочный аппарат. Аппарат, который вы выбираете для точечной сварки, должен обеспечивать прочные сварные швы. Существует 3 типа сварных швов: класс A, класс B и класс C. Сварные швы класса A предназначены для использования в критических условиях. Если такой сварной шов выйдет из строя, это может привести к выходу из строя системы или основного компонента, потере управления и так далее. Это также может представлять опасность для здоровья человека и самой жизни. Когда сварной шов класса B выходит из строя, это может повлиять на эффективность системы или функции, но не угрожает жизни человека. При отказе сварки класса C ни система, ни персонал не подвергаются опасности.
Когда машина работает и выполняет сварные швы класса А, вам необходимо иметь в резерве не менее 25 процентов существующего диапазона силы тока и усилия. Многие компании не могут правильно подобрать оборудование для своих проектов. Есть специалисты в этой области, которые могут дать вам правильный совет. Есть много онлайн-дистрибьюторов, с которыми вы можете связаться, когда решите купить аппарат для точечной сварки. Они зададут вам такие вопросы, как типы материалов, которые вам нужно сваривать, и на какой скорости вам нужно работать на машине. Вы должны всегда выбирать размер машины в соответствии с вашими потребностями в сварке. Слишком большое или слишком маленькое оборудование может создать проблемы.
Аппараты для точечной сварки, оснащенные трехфазными инверторными источниками питания постоянного тока средней частоты (MFDC), в настоящее время более популярны, чем однофазные аппараты переменного тока. Они предлагают больше преимуществ и потребляют меньше энергии для работы. Если у вас есть старая машина, вы можете добавить к ней новые функции, чтобы повысить производительность. На рынке есть компании, которые могут добавить новые программируемые элементы управления к вашему старому оборудованию. Вам также понадобится манометр для измерения фактической силы сварки между наконечниками.
Оборудование для точечной сварки производства AVIO имеет все интеллектуальные функции, необходимые современному пользователю. Оборудование очень доступно, когда вы покупаете его онлайн. Покупать у местной компании лучше, так как вы всегда можете вернуть свои деньги, если вы не довольны покупкой. На все оборудование распространяется гарантия, а также предоставляется послепродажная поддержка. Когда вы выбираете аппарат для точечной сварки, хорошо протестировать его, прежде чем расстаться со своими деньгами. Большинство продавцов предоставят вам бесплатную тестовую сварку, чтобы вы чувствовали себя комфортно при покупке. Они также научат вас, как ухаживать за оборудованием.
Биография автора:
Дональд Эрнест имеет степень магистра машиностроения. Он работал над сварочными проектами более 20 лет и любит писать о сварочном оборудовании и услугах.
Осевые обратные клапаны для насосов и компрессоров
Насосы и компрессоры являются важными устройствами, используемыми на различных промышленных предприятиях и в зданиях. Они являются источником энергии, который делает возможным…
Посмотреть технические документы
Разница между точечной сваркой и сваркой MIG
Точечная сварка и сварка MIG — это два разных метода соединения материалов с использованием тепла. Оба они используют электричество в качестве источника тепла. Каждый процесс имеет свои преимущества и области применения.
В этом посте вы подробно узнаете об этих двух популярных и интересных методах сварки и их различиях.
Что такое сварка MIG
MIG расшифровывается как Metal Inert Gas, что означает, что для создания зоны сварки используется электрическая дуга, но поток сварочного газа не проходит через держатель проволочного электрода.
Присадочный металл подается из отдельного источника и имеет больший диаметр, чем проволочный электрод. Это позволит сварочному аппарату MIG использовать для сварки более толстую проволоку.
Этот процесс отличается от традиционной дуговой сварки и сварки TIG тем, что материал не расплавляется во время сварки.
Основной металл и присадочный металл нагреваются, но не плавятся вместе. Вместо этого очень небольшая площадь каждого металла расплавляется, а затем они сжимаются вместе. Это создает очень прочный сварной шов с гладкой поверхностью.
СОВЕТ : Прочтите мои советы по сварке MIG.
Где вы используете метод сварки MIG?
Сварка MIG в основном используется для сварки алюминиевых, магниевых и медных сплавов. Его также можно использовать на стали, но он не такой прочный, как швы, созданные другими методами.
Вы также увидите линии массового производства, использующие сварочные аппараты MIG, потому что они просты в эксплуатации и могут создавать стабильные сварные швы.
Что такое точечная сварка
При точечной сварке для создания сварного шва используются два электрода. Электроды располагаются напротив друг друга на свариваемом материале, и через них пропускают электрический ток.
Создает электрическую дугу, которая нагревает материал. Сварной шов создается, когда два куска металла прижимаются друг к другу.
Где мы используем точечную сварку?
Точечная сварка часто используется для сварки тонких металлических деталей. Это более быстрый и эффективный способ сварки, чем сварка MIG, и для него не требуется столько оборудования.
Однако его можно использовать только на материалах одинаковой толщины. Если материал слишком толстый, электроды не смогут создать сварной шов, потому что тепло слишком велико.
Вы увидите точечную сварку, используемую в различных отраслях промышленности, таких как автомобилестроение, упаковка и строительство.
В чем разница между сваркой MIG и точечной сваркой?
Между сваркой MIG и точечной сваркой есть несколько основных различий.
Проволока против электрода
При сварке MIG вам необходимо непрерывно подавать проволоку в сварочный пистолет. Эти провода можно купить разных диаметров, в зависимости от проекта, над которым вы работаете.
Точечная сварка, с другой стороны, использует электрод для создания сварного шва. Этот электрод обычно намного толще проволоки, а это означает, что он может создавать более прочный сварной шов.
Импульсный и постоянный ток
При сварке МИГ используется импульсный ток, который применяется в течение короткого периода времени, после чего аппарат прекращает подачу электричества. Ток должен быть повторно применен, чтобы сварить другую секцию.
Точечная сварка, напротив, использует постоянный ток. Ток непрерывно течет через электрод, пока вы держите его на месте, прижимая к свариваемому материалу.
Постоянный и переменный ток
Сварка МИГ может проводиться как на постоянном (DC), так и на переменном токе (AC). С другой стороны, точечная сварка использует только постоянный ток.
Сварочный газ
При сварке MIG используется защитный газ для защиты сварного шва от загрязнения. Наиболее распространенным типом используемого газа является углекислый газ и аргон, но вы также можете использовать гелий.
При точечной сварке газ не используется в процессе сварки.
Присадочный металл
При сварке MIG используется отдельный кусок присадочного металла, который подается в сварной шов. Этот наполнитель расплавляется электрической дугой, которая затем соединяется с основным металлом, образуя сварной шов.
При точечной сварке в качестве присадочного металла используется сам материал. Два куска металла нагреваются, а затем прижимаются друг к другу, образуя сварной шов.
Скорость сварки
Сварка МИГ намного быстрее, чем точечная сварка. Это связано с тем, что машина может сваривать несколько секций одновременно, тогда как при точечной сварке вы можете сваривать только одну секцию за раз.
Положения сварки
Сварку МИГ можно выполнять во всех положениях — горизонтальном, вертикальном и потолочном, а точечную сварку можно выполнять только в горизонтальном положении.
Стоимость
Сварка МИГ дороже, чем точечная сварка, поскольку требует более специализированного оборудования.
Однако, если вы выполняете крупный проект, вероятно, будет дешевле использовать сварку МИГ, чем точечную сварку.
Какой процесс сварки вам больше всего подходит?
Сварка MIG идеально подходит для проектов, требующих большого объема сварки или требующих большего контроля над сваркой. При поиске лучшего сварочного аппарата MIG обратите внимание на Lincoln, которым я пользуюсь и который мне нравится больше всего.
Тем не менее, точечная сварка отлично подходит, когда нужно быстро и легко соединить два куска металла. Это также отличная отправная точка для тех, кто интересуется сваркой, а также довольно хорошо охватывает основы сварки. Проверьте аппарат для точечной сварки Stark, который мне очень нравится.
Как выполнить точечную сварку с помощью аппарата для точечной сварки?
Аппарат для точечной сварки очень прост в использовании!
- Зажмите металл -Начните с зажима двух металлических частей, которые вы хотите сварить. Убедитесь, что поверхности чистые и не содержат масел или загрязнений.
- Установите электрод – Затем установите электрод на металл и убедитесь, что он соприкасается с обоими кусками металла.
- Включите аппарат – Включите аппарат для точечной сварки и подождите, пока он не нагреется до нужной температуры.
- Начать сварку . Когда устройство нагреется до нужной температуры, просто прижмите электрод к одному из двух кусков металла и нажмите на спусковой крючок на аппарате для точечной сварки. Электричество создаст короткое замыкание между двумя металлическими частями и создаст сварной шов, который будет крепко удерживать их вместе.
- Снимите и осмотрите сварной шов. – Подождите, пока аппарат точечной сварки отключится, а затем извлеките электрод. Вы должны увидеть металлическую полоску на ваших двух деталях, которая сплавит их вместе… таким образом, это намного надежнее, чем клей! 🙂
Можете ли вы превратить сварочный аппарат MIG в аппарат для точечной сварки?
Аппарат для сварки MIG можно превратить в аппарат для точечной сварки, но для этого потребуется небольшая модификация. Вы можете сделать это, используя специальную насадку для точечной сварки MIG.
Можно ли точечной сваркой алюминия?
Да, точечная сварка алюминия вполне возможна, но требуется большой ток.
Вам также понадобится 3-фазный аппарат точечной сварки , чтобы выполнить работу должным образом.
Можно ли точечной сваркой нержавеющей стали?
Да, вы также можете точечной сварки нержавеющей стали. Убедитесь, что вы используете медно-кобальтово-бериллиевые электроды, так как они лучше всего подходят для сварки этого типа металла.
Какие металлы нельзя точечной сварке?
Точечная сварка может использоваться для различных металлов, но есть такие, которые не могут быть сварены с использованием этого метода, например, Латунь, медь, цинк и свинец.
Если вы попытаетесь выполнить точечную сварку этих материалов, вы получите слабый сварной шов, который, скорее всего, выйдет из строя.
Что более популярно? (MIG или Spot)
Сварка MIG обычно более распространена, чем точечная сварка, особенно в промышленных условиях. Однако, если вы ищете быстрый и простой способ сварки двух металлических деталей, то сварка MIG не подходит для использования.
Вместо этого попробуйте точечную сварку! Это будет проще (и дешевле).
Читать дальше
- Сварка МИГ и ТИГ
- Сварка МИГ – газ или флюс?
- Что такое холодная сварка?
- Преимущества и недостатки сварки MIG
- Различные типы сварных соединений
- Что такое сварка прихватками?
- Что такое подрез при сварке?
Самодельный аппарат для точечной сварки – Max Weld MOI
Предыдущая версия аппарата для точечной сварки была ограничена работой только на 230 В переменного тока. Это может быть изменено для использования со 120 опытным человеком, но, возможно, не так просто для начинающих пользователей.
Max Weld теперь включает перемычку для выбора 115/230 В переменного тока со следующими новыми функциями
- Переключатель напряжения 120/240
- Резисторы или предохранители Micro Weld для упаковок 18650
- Светодиодные индикаторы ИМПУЛЬС, ГОТОВ и ПИТАНИЕ
- Конструкция с двумя SCR
- Вход и выход защищены предохранителем
- Защита диодов ТВС Д10, Д11 и Д13
- AC/DC Оптическая изоляция
- Дополнительный разъем сервопривода класса RC
- Время сварки в широком диапазоне от 10 мс до 500 мс
- Бесконечный цикл сварки
- Встроенный последовательный порт программирования
- 2 (строка) x 16 (символов) ЖК-дисплей I2C
- Регулируемые сервоприводы с прецизионным управлением
- Звуковая обратная связь
- 4 режима конфигурации
- Все значения сохраняются в EEPROM, кроме времени сварки
Краткая характеристика
Конструкция с двумя тиристорами
В отличие от предыдущей версии, в которой используется симистор, который предназначен для проведения в обоих направлениях в цепи переменного тока, что делает их идеальными для управления любой нагрузкой переменного тока. Максимальный сварной шов имеет два SCR номиналом 16A каждый. Два SCR в конфигурации «спина к спине» делают общую конструкцию более прочной и надежной, которая управляется всего одной оптопарой, что делает их идеальными для управления индуктивными нагрузками, такими как двигатели и трансформаторы.
Здесь наша нагрузка, трансформатор, обладает высокой индуктивностью, поэтому нам нужно, чтобы нагрузка выключалась в цикле, противоположном тому, когда она была включена, а также пусковой ток, который необходимо уменьшить. Другими словами, если НАГРУЗКА была включена в положительный полупериод, то НАГРУЗКА должна быть выключена в отрицательный полупериод. SCR будет работать только в течение одного цикла в любое время, с другой стороны, TRIAC будет проводить в течение следующего полупериода также там, что делает их менее подходящими для этого приложения для индуктивной нагрузки, но может быть достигнуто другими методами. Подробнее о пусковом токе.
Сервопривод класса RC для опускания/подъема сварочной головки (дополнительно)
Для тех, кто обладает творческим мышлением, Max Weld имеет дополнительное соединение для сервопривода класса RC, который можно использовать для опускания и подъема руки сварочного аппарата для точечной сварки. Это идеальная и недорогая альтернатива пневматическому точечному сварочному аппарату, в котором используется компрессор. У сервопривода достаточно крутящего момента, чтобы поднять груз весом 3 кг и более. Все, что ему нужно, это постоянный ток, подаваемый uBEC или чем-то подобным, что может обеспечить постоянный ток. Код внутри точного управления сервоприводом Atmgea328P делает его лучшим в своем роде для точной точечной сварки.
Широкий диапазон времени сварки от 0 мс до 1000 мс
Аппарат для точечной сварки Max имеет более широкий диапазон для управления временем сварки от 0 мс до 1000 мс (при использовании времени сварки выше 300 мс следите за температурой SCR и при необходимости добавляйте подходящие радиатор или вентилятор внутри корпуса) с шагом 10 мс, что делает его идеальным для управления током для МОТ с более высоким номиналом. При индуктивной нагрузке последняя полярность выключения влияет на следующее включение, поэтому включение МОЛ с шагом 20 помогает справиться с этим явлением. Подробнее о «Обратная полярность» перейдите по ссылке на стр. 4 и 5.
Без проблем Max Weld также можно использовать в качестве микросварочного аппарата. Просто наберите импульс W2 и установите желаемый импульс W1 в режиме конфигурации и начните. 5 мс было бы чем-то для начала, а 10 мс могут привести к перегоранию выводов устройств.
Бесконечный цикл сварки – автоматическая сварка
Эта функция помогает создавать аккумуляторы для электровелосипедов и других гаджетов с батарейным питанием. Как только кнопка сварки удерживается нажатой более 2 секунд и отпускается, сварка начинается и продолжается с задержкой 800 мс между каждым циклом сварки.
Встроенный последовательный порт программирования
Max Weld можно запрограммировать по мере необходимости с помощью встроенного последовательного порта, что делает его более универсальным и настраиваемым с любым стандартным разъемом USB-Seral или с Arduino. На самой плате Arduino не должно быть никаких микросхем, и сетевое питание этой печатной платы должно быть отключено при использовании этого порта с питанием 5 В от печатной платы или игнорировать Vcc при питании платы. Подобный интерфейс FTDI можно использовать с установленным соответствующим драйвером, что исключает необходимость в плате Arduino. При последовательном разъеме контакт CTS должен быть заземлен изд.
Совместимый с Arduino ЖК-дисплей I2C 16×2
Предыдущая версия аппарата для точечной сварки имела 8 светодиодов для индикации времени сварки от 100 до 450 мс. Это ограничивало возможность установки времени сварки менее 100 мс. Теперь на ЖК-дисплее отображается
- Текущий режим работы
- Время перед сваркой (W1), время паузы (P) и набор импульсов сварки (W2)
- Положение сварочного рычага (сервопривода)
Звуковой сигнал
Звуковой сигнал с использованием зуммера указывает, когда операция завершена и когда время сварки увеличивается или уменьшается для W2.
Эксплуатация/работа
Работа этой печатной платы ничем не отличается от предыдущей версии. Есть три клеммы, а именно
- Сеть – для питания печатной платы.
- uBEC pwr представляет собой преобразователь переменного тока в постоянный с номиналом 12 В, 8 А, который питает uBEC (НЕ ПОДКЛЮЧАЙТЕ UBEC НАПРЯМУЮ К ЭТОМУ РАЗЪЕМУ).
- НАГРУЗКА , к которой подключен МТ.
Настройка для первого использования
a. Настройка времени импульса W1 и W2
Предполагая, что вы уже установили сварочный стол на плоской поверхности, а сварочный аппарат находится в вертикальном положении и выровнен относительно стола, мы можем приступить к настройке процесса сварки.
Хороший сварной шов достигается за счет регулировки времени сварки и регулировки давления электрода (о чем я объясню позже). Предварительный сварной шов, также известный здесь как W1, является важным сварным швом в аппарате для точечной сварки с двойным импульсом. Чтобы получить почти точную предварительную сварку, в обычном режиме или в ручном режиме поверните ручку, чтобы уменьшить время W2 до 0 мс, теперь второй сварной шов (W2) отключен. Теперь введите режим конфигурации и перейти к опции W1.
Здесь установите минимальное время W1 (1 мс) для начала. Сохраните конфигурацию. Оставив W2 равным «0», выполните пробную сварку и посмотрите, сварится ли она, но ее можно будет легко удалить. Если это слабый шов, вы увеличиваете время W1, чтобы сварной шов легко удалялся рукой.
W1 не должен сильно приваривать никелевые лепестки, это нужно только для очистки приварных язычков для второго сварного шва W2. Как только у вас будет подходящее время W1, вы также можете установить свое время W2. Увеличьте его от 0 до значения, при котором ваши электроды не прилипают к никелевому выступу после сварки, и вы получаете прочный сварной шов.
Не превышайте мощность W2, так как повышенный сварочный ток может сделать отверстие в ячейке, что приведет к выплескиванию химикатов, ячейка также может взорваться из-за сильного тока.
Я обнаружил, что указанное ниже время дает хороший и прочный сварной шов.
W1: 8 мс
W2: 20 мс
b. Установите сервопривод
Сервопривод должен быть установлен отдельно, чтобы удерживать оба электрода таким образом, чтобы сервопривод перемещал сварочные электроды вверх и вниз. Ход вверх, «Конечная точка» можно настроить на любую точку от 0 до 130, где 0 отключен. То же самое и с движением вниз, которое является «начальной точкой». Здесь следует тщательно отрегулировать начальную точку, так как именно тогда электроды соприкасаются с никелевыми выступами, а прижимное давление очень важно для формирования сварного шва. Отрегулируйте начальную точку так, чтобы было небольшое давление, когда электроды касаются никелевых выступов.
Режимы работы/работы
Экран по умолчанию после инициализации показывает название продукта, предварительную сварку (W1), паузу (P), время сварки (W2) и состояние печатной платы.
Ниже приведены режимы работы.
Режим 1: Ручная сварка
Нажмите и отпустите кнопку сварки, чтобы выполнить одиночные швы. Во время этой операции выполняется первичный сварной шов «W1», чтобы подготовить никелевую полосу к следующему сварному шву. После паузы 450 мс «P» выполняется вторая сварка «W2» в зависимости от времени сварки, установленного POT.
Режим 2: Автоматическая сварка
Эта сварка имеет ту же операцию, что и ручная сварка, с добавленной функцией выполнения нескольких сварок с 2-секундной задержкой между каждым циклом сварки (одна сварка вручную считается одним циклом сварки) . Это инициируется удерживанием кнопки сварки более 2 секунд и не более 5 секунд для активации. Удержание кнопки сварки более 5 секунд активирует режим предварительной настройки сервопривода. Обратите внимание, что в этом режиме трансформатор и электрод могут нагреваться. Если заметили, подождите, пока температура спадет, а затем продолжайте.
Режим 3 :- РЕЖИМ конфигурации
Удерживайте кнопку сварки нажатой, пока не раздастся 5 звуковых сигналов. Этот режим в основном имеет три подкатегории
- Установить начальную точку:
Этот режим активируется поворотом ручки в положение Пуск. Этот режим устанавливает ход рычага сервопривода вниз, другими словами, насколько должна двигаться сварочная головка, прежде чем она коснется никелевого выступа. Настройка начальной точки осуществляется потенциометром R15. Как только желаемый ход установлен, нажмите кнопку Weld, чтобы сохранить значение в EEPROM. Чтобы выйти без сохранения, установите значение таким же, как сохраненное, что приведет к выходу в режим конфигурации.
- Установить конечную точку:
Этот режим активируется, когда на ручке установлено значение 2, которое используется для установки перемещения сварочной головки вверх. Конечная точка или обратный ход настраиваются потенциометром R14. Нажатие кнопок сварки сохраняет текущее значение. Чтобы выйти без сохранения, установите значение таким же, как сохраненное, что приведет к выходу в режим конфигурации.
- Проверка начальной и конечной точки:
В этом режиме просто тестируются две указанные выше конфигурации путем активации сервопривода. Перемещает рычаг сервопривода вниз и возвращается через секунду.
- Установить время W1:
Этот режим устанавливает время предварительной сварки w1. Первый импульс устраняет неровности поверхности и загрязнения. Настройка перед сваркой выполняется с помощью потенциометра на печатной плате. Время предварительной сварки может быть установлено от 0 до 50 мс. В отличие от других режимов, эта настройка не сохраняется мгновенно. Чтобы сохранить настройки, нажмите кнопку сварки, и настройки будут сохранены в EEPROM ATmega328, и это будет постоянным, даже если печатная плата будет сброшена. Запись в EEPROM ограничена определенным количеством раз, поэтому используйте их с умом.
Серийный порт – USB-порт для программирования
Отключайте питание печатной платы Всегда при программировании, если этого не сделать, тиристоры будут работать непрерывно, если их не заметить, тиристоры и трансформатор перегреются.
Проводка от печатной платы к плате Arduino имеет прямое обозначение
RST — к контакту REST на Arduino
RX — к контакту RX на Arduino
TX — к контакту TX на Arduino
Vcc — к 5 В на Arduino
GND – К GND на Arduino
Результаты Test Weld
Корпус Max Weld
«Этот блог или я не буду нести ответственность за какие-либо несчастные случаи, произошедшие во время работы вышеуказанной печатной платы. Плата обрабатывает питание от сети, поэтому избегайте контакта со стороной пайки платы. Если вы не уверены в том, как использовать эту печатную плату, обратитесь за советом к эксперту».
Нравится:
Нравится Загрузка. ..
Рынок роботизированной сварки будет стоить 6,77 млрд долларов к 2029 году
РЕДДИНГ, Калифорния, 19 сентября 2022 г. /PRNewswire/ — Согласно новому отчету об исследовании рынка под названием «Рынок роботизированной сварки по компонентам (роботы, , инструменты на конце манипулятора, контроллеры), процесс сварки , Полезная нагрузка (менее 25 кг, Полезная нагрузка от 25 до 100 кг, Полезная нагрузка более 100 кг), конечное использование Отрасль и география — глобальный Прогноз до 2029 года , рынок роботизированной сварки прогнозируется, что к 2029 году он достигнет $6,77 млрд.с 4,44 млрд долл. США в 2022 году при среднегодовом темпе роста в 6,2 % в период с 2022 по 2029 год. Ожидается, что к 2029 году этот рынок достигнет 163,3 тыс. единиц при среднегодовом темпе роста в 11,2 % в период с 2022 по 2029 год.
Скачать бесплатно Образец отчета сейчас @ https://www.meticulousresearch.com/download-sample-report/cp_id=5303
Роботизированная сварка — это автоматизированный процесс, используемый промышленными роботами, которые выполняют сварку и управляют ею на основе программы, которую можно перепрограммировать в соответствии с намеченным проектом. Роботизированная сварка — это высокотехнологичная версия автоматизированной сварки, при которой сварку выполняют машины, но сварщики по-прежнему контролируют и контролируют процесс. Роботизированная технология обеспечивает точные и быстрые результаты, меньше отходов и большую безопасность. Роботы способны достигать труднодоступных мест и могут выполнять сложные и точные линии сварки и сварки быстрее, чем ручная сварка.
Более широкое внедрение принципов Индустрии 4.0 для стимулирования роста рынка роботизированной сварки
Технология Индустрии 4.0 полностью автоматизирует производственные процессы с минимальным ручным вмешательством. Он работает с промышленным интернетом вещей (IIoT), киберфизическими системами, облачной робототехникой, облачными вычислениями и большими данными. Таким образом, производители сварочных роботов переходят на сетевое и интеллектуальное производство роботов, совместимых с Индустрией 4.0. Многие отрасли конечного использования, такие как автомобилестроение и транспорт, металлургия и машиностроение, электротехника и электроника, аэрокосмическая и оборонная промышленность, начали внедрять концепции Индустрии 4. 0 в свои производственные процессы, чтобы использовать связанные с ней преимущества, включая повышенную производительность, гибкость и безопасность; более высокое качество; снижение потребности в расходных материалах; и снижение производственных затрат.
Участники рынка роботизированной сварки сотрудничают с гигантами отрасли конечного использования для развертывания передовых решений, готовых к Индустрии 4.0. Например, в октябре 2020 года Fujitsu, FANUC Corporation и NTT Communications учредили DUCNET Co., Ltd., чтобы предложить облачный сервис для поддержки цифровой трансформации (DX) сначала в станкостроении, а затем и в обрабатывающей промышленности в целом.
Свяжитесь с нашими аналитиками, чтобы понять влияние COVID-19 на ваш бизнес: https://www.meticulousresearch.com/speak-to-analyst/cp_id=5303
Кроме того, в 2014 году General Motors (GM), одна из крупнейших автомобильных компаний США, в сотрудничестве с FANUC Corporation и CISCO SYSTEMS, INC. разработала решение Zero Down Time (ZDT) — облачную программную платформу, которая анализирует данные, собранные роботами на производственных предприятиях, для выявления потенциальных проблем, которые могут привести к простою производства. Это решение позволило GM избежать более 100 случаев простоя, что обеспечило значительную рентабельность инвестиций для компании.
В автомобильной промышленности простои могут стоить компаниям почти 20 000 долларов в минуту. Эти факторы стимулируют спрос на передовые сварочные решения, что, в свою очередь, способствует росту рынка роботизированной сварки.
Чтобы обеспечить эффективный анализ, компания Meticulous Research ® сегментировала этот рынок на основе компонентов (роботы, устройства обработки на конце руки (EOAT), контроллеры и программное обеспечение), процесса сварки (контактная точечная сварка, дуговая сварка, лазерная сварка, плазменная сварка, ультразвуковая сварка и другие сварочные процессы), полезная нагрузка (полезная нагрузка менее 25 кг, полезная нагрузка от 25 до 100 кг и полезная нагрузка более 100 кг), отрасль конечного использования (автомобильная и транспортная, нефтегазовая, электротехническая, строительство, аэрокосмическая, горнодобывающая, судостроительная, тяжелое машиностроение, оборона и другие отрасли конечного использования) и географическое положение (Северная Америка, Европа, Азиатско-Тихоокеанский регион, Латинская Америка, Ближний Восток и Африка).
На основе компонентов , рынок роботизированной сварки сегментирован на роботов, устройства для обработки на конце руки (EOAT), контроллеры и программное обеспечение. Сегмент роботов далее подразделяется на шарнирных роботов, декартовых роботов, цилиндрических роботов, роботов SCARA, совместных роботов, дельта-роботов и других роботов. Кроме того, сегмент устройств на конце руки (EOAT) подразделяется на сварочные горелки, системы технического зрения, датчики, системы подачи, контроллеры потока плазмы и другие устройства EOAT.
Ожидается, что в 2022 году на сегмент роботов будет приходиться наибольшая доля рынка роботизированной сварки. Большая доля рынка в этом сегменте объясняется широким использованием роботов в различных отраслях, включая автомобильную, нефтегазовую, обрабатывающую и оборонную. Эти роботы очень гибки в своих конфигурациях, что позволяет пользователям регулировать их скорость, точность, длину хода и размер. Кроме того, в этом сегменте планируется зарегистрировать самый высокий CAGR в течение прогнозируемого периода.
В зависимости от процесса сварки рынок роботизированной сварки подразделяется на контактную точечную сварку, дуговую сварку, лазерную сварку, плазменную сварку, ультразвуковую сварку и другие процессы сварки. Ожидается, что в 2022 году на сегмент дуговой сварки будет приходиться наибольшая доля рынка роботизированной сварки. Тем не менее, ожидается, что в сегменте контактной точечной сварки будет зарегистрирован самый высокий среднегодовой темп роста в течение прогнозируемого периода. Роботы для точечной сварки с высокой грузоподъемностью широко используются в автомобильной и транспортной, строительной, металлургической и машиностроительной промышленности для тяжелых условий эксплуатации. Следовательно, повышенный спрос со стороны этих отраслей способствует росту этого сегмента.
Быстрая покупка — Рынок роботизированной сварки — глобальный анализ возможностей и отраслевой прогноз (2022–2029 гг.), исследовательский отчет: https://www.meticulousresearch. com/Checkout/68073734
На основе полезной нагрузки роботизированная сварка рынок сегментирован на грузоподъемность менее 25 кг, грузоподъемность от 25 до 100 кг и грузоподъемность более 100 кг. Ожидается, что в 2022 году на сегмент роботов грузоподъемностью менее 25 кг будет приходиться наибольшая доля рынка роботизированной сварки. Тем не менее, ожидается, что в сегменте полезной нагрузки от 25 до 100 кг будет зарегистрирован самый высокий среднегодовой темп роста в течение прогнозируемого периода. Планируется, что в сегменте от 25 до 100 кг будет зарегистрирован самый высокий среднегодовой темп роста в течение прогнозируемого периода. Автомобильная и транспортная, строительная и судостроительная отрасли являются крупнейшими конечными пользователями сварочных роботов с полезной нагрузкой от 25 до 100 кг. Таким образом, растущий спрос со стороны этих отраслей на сварку крупногабаритных панелей способствует быстрому росту рынка в этом сегменте.
В зависимости от отрасли конечного использования рынок роботизированной сварки сегментирован на автомобильную и транспортную, нефтегазовую, электротехническую, строительную, аэрокосмическую, горнодобывающую, судостроительную, производство тяжелого машиностроительного оборудования, оборону и другие отрасли конечного использования. По оценкам, в 2022 году на автомобильный и транспортный сегмент будет приходиться наибольшая доля рынка роботизированной сварки. Большая доля рынка в этом сегменте объясняется преимуществами, предлагаемыми сварочными роботами в производственном процессе автомобильной промышленности, такими как экономичность, высокая эффективность, безопасность, скорость и точность, что привело к более широкому внедрению этих сварочных роботов. Кроме того, использование роботов позволяет производителям автомобилей и автомобильных компонентов ускорить производство, снизить затраты, повысить качество и обеспечить безопасность рабочих. Кроме того, в этом сегменте планируется зарегистрировать самый высокий CAGR в течение прогнозируемого периода.
В зависимости от географии рынок роботизированной сварки делится на Северную Америку, Европу, Азиатско-Тихоокеанский регион, Латинскую Америку, Ближний Восток и Африку. По оценкам, в 2022 году на Азиатско-Тихоокеанский регион будет приходиться наибольшая доля рынка роботизированной сварки. Этот региональный рынок также должен зафиксировать самый высокий среднегодовой темп роста в течение прогнозируемого периода. Высокий рост рынка в Азиатско-Тихоокеанском регионе объясняется растущими затратами на рабочую силу, что побуждает производителей автоматизировать производственные процессы, чтобы сохранить свое ценовое преимущество.
Кроме того, Азиатско-Тихоокеанский регион готов сохранить сильную рыночную позицию на рынке сварочных роботов благодаря дешевым производственным затратам, связанным с наличием дешевой рабочей силы, высокими стандартами безопасности и правительственными инициативами по ускорению прямых иностранных инвестиций (ПИИ).
Чтобы получить больше информации о рынке с подробным содержанием и цифрами, нажмите здесь: https://www.meticulousresearch.com/product/robotic-welding-market-5303
Объем отчета:
Рынок роботизированной сварки по компонентам
- Роботы
- Шарнирные роботы
- Декартовы роботы
- Цилиндрические роботы
- Роботы SCARA
- Коллаборативные роботы
- Роботы Дельта
- Другие роботы
- Устройства для обработки конца руки (EOAT)
- Сварочные горелки
- Системы технического зрения
- Датчики
- Системы подачи
- Контроллеры потока плазмы
- Другие устройства EOAT
- Контроллеры
- Программное обеспечение
Рынок роботизированной сварки по процессам сварки
- Точечная сварка сопротивлением
- Дуговая сварка
- Лазерная сварка
- Плазменная сварка
- Ультразвуковая сварка
- Прочие сварочные процессы
Рынок роботизированной сварки по полезной нагрузке
- Полезная нагрузка менее 25 кг
- Полезная нагрузка от 25 до 100 кг
- Полезная нагрузка более 100 кг
Рынок роботизированной сварки по отраслям конечного использования
- Автомобильная промышленность и транспорт
- Нефть и газ
- Электрика
- Строительство
- Аэрокосмическая промышленность
- Горнодобывающая промышленность
- Судостроение
- Тяжелое машиностроительное оборудование
- Защита
- Другие отрасли конечного использования
Рынок роботизированной сварки по географическому признаку
- Азиатско-Тихоокеанский регион
- Китай
- Япония
- Южная Корея
- Австралия и Новая Зеландия
- Индия
- Таиланд
- Сингапур
- Тайвань
- Остальные страны Азиатско-Тихоокеанского региона
- Северная Америка
- США
- Канада
- Европа
- Германия
- Норвегия
- Великобритания
- Нидерланды
- Франция
- Швеция
- Италия
- Испания
- Дания
- Австрия
- Остальная Европа
- Латинская Америка
- Ближний Восток и Африка
Загрузите бесплатный образец отчета сейчас по адресу https://www. meticulousresearch.com/download-sample-report/cp_id=5303
Связанный отчет:
Рынок промышленных роботов по типу (декартовы роботы, роботы SCARA и другие), полезная нагрузка (до 60 кг, 60–100 кг, 100–225 кг и более 225 кг), компонент, Применение, отрасль конечного использования и география — глобальный прогноз до 2029 г. Процесс, развертывание (облачное, локальное), приложение и отрасль (BFSI, телекоммуникации и ИТ-индустрия) и география — глобальные прогнозы до 2029 г.
https://www.meticulousresearch.com/product/robotic-process-automation-market-5282
Рынок пищевой робототехники по типу (шарнирные роботы [SCARA, шестиосевые роботы], дельта- и параллельные роботы, коллаборативные роботы, Декартовы роботы, цилиндрические роботы, портальные роботы), полезная нагрузка, применение, конечное использование и география — глобальный прогноз до 2028 г. Рынок по типу (роботы-уборщики, роботы для мытья полов, гибридные роботы), каналу сбыта (онлайн, офлайн), работе (автомобиль), ценовому диапазону (ниже 200, 201–500 долларов США), применению (бытовое, коммерческое) — глобальный прогноз до 2028
https://www. meticulousresearch.com/product/robotic-vacuum-cleaner-market-5181
Ltd. в 2013 году в качестве частной компании с ограниченной ответственностью в соответствии с Законом о компаниях 1956 года. С момента своего основания компания стала ведущим поставщиком первоклассной рыночной информации в Северной Америке, Европе, Азиатско-Тихоокеанском регионе, Латинской Америке, на Ближнем Востоке и в Африке. .
Название нашей компании определяет наши услуги, сильные стороны и ценности. С самого начала мы стремились исследовать, анализировать и представлять важные рыночные данные с большим вниманием к деталям. Благодаря тщательным первичным и вторичным методам исследования мы создали мощные возможности для сбора, интерпретации и анализа данных, включая качественные и количественные исследования с лучшей командой аналитиков. Мы разрабатываем наши тщательно проанализированные интеллектуальные и ориентированные на ценность синдикативные отчеты об исследованиях рынка, индивидуальные исследования, быстрые оборотные исследования и консультационные решения для решения бизнес-задач устойчивого роста.