Сварка нержавейки электродом – способы и особенности
Нержавеющая сталь является востребованным материалом благодаря своим свойствам (коррозионностойкости и долговечности), в связи с чем часто возникает необходимость ее сварить. Однако, есть тонкости при работе с нержавейкой, которые мы и рассмотрим в этой статье.
Сварка электродами по нержавейке
Варить коррозионностойкие стали непросто. Для получения качественного сварного шва достаточной прочности требуется несколько факторов:
- достаточное количество опыта у сварщика;
- правильный подбор сварочных материалов, в частности электрода.
Способы сварки нержавейки
Мы рассмотрим 2 способа сварки:
- Ручная электродом;
- Ручная аргоном.
Каждый из представленных ниже методов предполагает использование определенного оборудования и точно выбранных расходных материалов.
Ручная электродом
Качество сварного шва, полученного этим методом достаточное, чтобы этот метод сварки мог применяться как в быту, так и на производстве.
Достоинства ММА-сварки:
- простой и легкий процесс сварки;
- высокая продолжительность работы аппаратов;
- компактные агрегаты небольшим весом;
- получение прочных сварных швов;
- подходит для самостоятельного обучения этому методу.
От правильности выбора сварочных материалов зависит качество и надежность сварного шва.
При ручной сварке рекомендованы электроды следующих марок:
- ESAB OK 61.30 имеет высокую устойчивость к межкристаллитной коррозии и дает надежное сварное соединение. Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
- AG E 308L-16 подходит для металлов, эксплуатация которых происходит при низких и высоких температурах.
- ESAB OK 63.30 применяют для сварки металлов, контактирующих с агрессивной средой. Эти электроды можно применять при сварке на постоянном и переменном токе.

Для сварки данным методом надо устанавливать режим постоянного тока с обратной полярностью.
Ручная аргоном
Аргонодуговую сварку применяют для получения внешне красивых сварных швов. Этот способ хорошо себя зарекомендовал во время сварки очень тонких деталей.
Для сварки нержавеющей стали аргоном необходимо использовать вольфрамовые электроды. Если следовать этой технологии, то сварной шов непременно получится прочным и качественным, даже при выполнении сварочных работ в бытовых условиях. При сварке этим методом слоя шлака на швах и разбрызгивания металла не будет. Аргонодуговая сварка считается самым чистым способом соединения металлов.
Для данного метода подходит постоянный ток с прямой полярностью или переменный.
Таблица 1. Зависимость силы тока от толщины металла
| Толщина металла, мм | Вид и полярность | Сила тока, А | Диаметр электрода, мм |
| 1 | Постоянный | 30-60 | 2 |
| Переменный | 35-75 | ||
| 1,5 | Постоянный с прямой полярностью | 40-75 | 2 |
| Переменный | 45-85 | ||
| 4 | Постоянный с прямой полярностью | 85-130 | 4 |
Особенности аргонодуговой сварки:
- дуга разжигается бесконтактно, чтобы избежать попадания вольфрамового покрытия от электрода в уже расплавленный металл;
- во время сварки нужно исключить колебания стержня. В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
 В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.Данный метод сварки позволяет снизить расход сварочных материалов. Необходимо после окончания сварочных работ продолжить подачу аргона в течение 10-15 секунд. Эти действия помогут защитить раскаленный электрод от активного окисления.
Сварка нержавейки электродом в домашних условиях
Для этого лучше всего выбрать сварочный инвертор. Для дома подойдет аппарат, работающий от сети 220В. Небольшие габаритные размеры устройства и малый вес позволяют более комфортно работать с ним и перемещать.
Основой популярности инверторов стали доступная цена и получаемое качество сварного шва. Это привело к тому, что сварочные аппараты инверторного типа стали лидерами по продажам.
Таблица 2. Параметры для настройки инвертора
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 1,5 | 40-60 | 2 |
| 3 | 75-85 | 3 |
| 4 | 90-100 | 3 |
| 6 | 140-150 | 4 |
Для сваривания применяют постоянный ток обратной полярности.
Последовательность действий при сварке инверторным аппаратом:
- Зачистить рабочую поверхность металла от ржавчины, масел, других загрязнений при помощи металлической щетки.
- Произвести разделку кромок напильником или болгаркой при необходимости (толщина металла должна быть больше 4 мм). Проводя эту процедуру, мы обеспечиваем высокий уровень проплавления и заполняемость сварочной ванны.
- Если свариваемый металл тонкий, то свариваемые края нужно плотно придвинуть друг к другу и прихватить их.
- Если свариваемый металл толще 7 мм, то мы прогреваем его до 150 С.
- Разжечь дугу.
- Провести сварку короткой дугой.
- В конце сварного шва требуется сделать “замок”, который предотвратит появление свищей и трещин.
- Дать изделию остыть.
- Затем убрать шлак со шва, после этого — зачистить.
- Отполировать и отшлифовать.
Сварка тонкой нержавейки электродом
Чтобы качественно сварить тонкий металл нужно иметь теоретическую базу знаний и достаточно опыта. Помимо этого нужно обратить внимание не только на правильный подбор электродов, но и верно выставленную силу тока.
Помимо этого нужно обратить внимание не только на правильный подбор электродов, но и верно выставленную силу тока.
Для сваривания тонкой нержавейки электродом требуется сила тока меньше на 20% по сравнению с обычной сталью.
Правильно подобранный сварочный электрод-половина успеха при сварке. Например, для толщины заготовки в 3 мм диаметр электрода должен составлять 3-4 мм.
Длина стержня не должна превышать 35 мм, а температура нагрева металла — 500 С.
Так же как и для сварки обычной нержавейки дома, для тонкой лучше применить инвертор.
Сварка тонкой нержавейки инвертором электродом имеет некоторые правила:
- место сварки и сами заготовки не нагревать выше 150 С;
- сварка должна проходить на небольших показателях тока на достаточно высокой скорости и желательно без колебания дуги во время сварки;
- чтобы металл не смог перегреться и, как следствие, не прожегся, перед сваркой нужно подложить под заготовки металлические кусочки, которые отведут часть тепла;
- для сварки металла, толщиной менее 3 мм, разделка кромок не требуется;
- необходимо обеспечить зазор между заготовками, величиной 1-2 мм;
- после сварки не надо резко охлаждать металл.

Если вы планируете использовать в работе электрод толщиной 3 мм, то необходимо выставить ток в 80 А.
Рассмотрим, какие электроды нужны для сварки тонкой нержавейки:
- ЦЛ-11 – является одной из ходовых марок. Шов, полученный при помощи этого электрода, достаточно коррозионностойкий при неблагоприятных условиях.
- ОК 63.20 используется для металла, имеющего контакт с жидкими агрессивными неокислительными средами при температуре до 350 С.
Можно ли сваривать нержавейку инвертором
Такой материал как нержавеющая сталь достаточно часто применяется в промышленности и в быту. Нержавейка не подвластна ржавлению, характеризуется длительным сроком службы и хорошо пригодна для водяных фильтров, различных емкостей и т.д. Многие выбирают этот металл для создания систем отопления или водопровода.
Однако, случаются ситуации, когда изделия дают течь, а специальное оборудование отсутствует. Тогда единственно верным решением является — сварка нержавейки электродом.
Именно о том, что представляет собой этот процесс и как правильно варить нержавейку электродом мы расскажем в этой статье.
Отличительные особенности материалов из нержавейки
Основная характеристика, которой отличается нержавеющая сталь – это устойчивость к коррозионным процессам. Благодаря этому свойству, многие изделия, которые изготавливаются из нержавейки применяются для работы с водой и под высоким давлением. Как варить нержавейку электродом знают опытные сварщики, поэтому у них сварка труб или других элементов не вызывает сложностей. Совсем иначе дело обстоит с начинающими сварщиками, главная проблема, с которой им предстоит столкнуться – это течь, которая образуется после того как шов остывает. Для того, чтобы справиться с течью и сделать ровный и качественный шов, следует быть очень внимательным и аккуратным.
Прежде чем приступать к сварке, необходимо ознакомиться со всеми свойствами нержавеющей стали.
В первую очередь стоит отметить, что данный металл отличается высоким коэффициентом расширения. Это означает, что когда изделие будет нагреваться, дистанция между молекулами будет возрастать, а при остывании наоборот оно будет стягиваться до исходных пропорций. Если шов будет сделан из другого металла, то это чревато трещинами, а то и вовсе его разрывом.
Это означает, что когда изделие будет нагреваться, дистанция между молекулами будет возрастать, а при остывании наоборот оно будет стягиваться до исходных пропорций. Если шов будет сделан из другого металла, то это чревато трещинами, а то и вовсе его разрывом.
«Совет! Подбирайте качественный стержень электрода, который обеспечит хорошую взаимосвязь между нержавейкой и другим дополнительным металлом»
Еще одной проблемой, с которой можно столкнуться в процессе сварки электродами по нержавейке, является низкая температура плавления этого металла. При сильном нагреве, участок, который подвергся такому процессу как сварка электродами, попросту перегреется и все его антикоррозийные свойства исчезнут. В итоге в том месте, где проводилась сварка, образуется ржавчина. В связи с этим, особенно важно включить правильный режим сварки и вести шов в шахматном порядке. Соблюдая эти правила, ваше изделие будет застраховано от перегрева.
Следующий нюанс заключается в том, что если кислород попадет в сварочную ванну, то на поверхности шва образуется газ и могут возникнуть крупные поры. Если произойдет такая реакция, то сварить металл будет просто невозможно. Для того, чтобы избежать этого, уделите особое внимание защите сварочной ванны от окружающей среды. Это можно сделать при помощи защитного газа или посредством обмазки электродов. Каждый из этих методов приведет к образованию газового облака в зоне сварки.
Если произойдет такая реакция, то сварить металл будет просто невозможно. Для того, чтобы избежать этого, уделите особое внимание защите сварочной ванны от окружающей среды. Это можно сделать при помощи защитного газа или посредством обмазки электродов. Каждый из этих методов приведет к образованию газового облака в зоне сварки.
Способы сварки
В настоящее время выделяется несколько способов, позволяющих сваривать нержавейку.
Осуществить сварку нержавеющей стали в домашних условиях можно тремя методами:
— Сварка электродами. Такой вид отличается тем, что плавящийся электрод становится материалом, из которого делается шов. Такой способ подходит для сварки и обычной стали и тонкой нержавейки, и в данном случае процесс сварки осуществляется специальным сварочным аппаратом — инвертором.
— Аргоновая сварка с вольфрамовым электродом. В данном случае с помощью электрода плавится металл заранее выбранной детали. Он и будет выступать в качестве материала, из которого будет производиться шов. Сварку с применением аргона можно осуществить еще одним способом. Для этого для сварки используется присадочная проволока, в которой функцию защиты сварочной ванны выполняет инертный газ – аргон.
Сварку с применением аргона можно осуществить еще одним способом. Для этого для сварки используется присадочная проволока, в которой функцию защиты сварочной ванны выполняет инертный газ – аргон.
— Полуавтоматическая сварка плавящимся электродом. Такой вид сварки производится в газовой среде.
Выбор электродов
Чтобы качественно и надежно сварить нержавеющую сталь, важное внимание стоит уделить выбору электродов.
Данные проводники должны иметь следующие характеристики:
- небольшое температурное расширение,
- они должны быть упругими,
- должны хорошо проводить тепло и быть износоустойчивыми,
- у них должно быть специально покрытие, которое предназначено для работы с нержавейкой.
Выбор электродов в строительных магазинах и на рынке достаточно большой. Широкой популярностью пользуются электроды ОК 67.60 шведской фирмы ESAB. Среди отечественных производителей электродов выделяются марки ОЗЛ-8 и ЦЛ-11. Цена на такие электроды ниже, чем на импортные, но в процессе сварки требуют особой внимательности и профессионализма от человека, выполняющего работу.
В таблице представлены основные показатели, которые должны соблюдаться при сварке металла, разной толщины.
| Толщина металла, мм | Род тока | Сила тока,А | Диаметр электрода или проволоки, мм | Скорость прохождения, см/мин | Напряжение, В | Расход аргона, л/мин |
| 1 | Постоянный | 30..60 | 2 или 1,6 | 12 – 28 | 11…15 | 2,5…3 |
| 1 | Переменный | 35…75 | 2 или 1,6 | 15 – 33 | 12…16 | 2,5…3 |
| 1,5 | Постоянный | 40..75 | 2 или 1,6 | 9 – 19 | 11…15 | 2,5…3 |
| 1,5 | Переменный | 45…85 | 2 или 1,6 | 1 — 14 | 12…16 | 2,5…3 |
| 4 | Постоянный | 85…130 | 4 или 2,5 | — | 11…15 | 10 |
Область применения
Сварка нержавейки инвертором нашла свое активное применение как в домашних условиях, так и в промышленных, на производстве.
Сварка труб из нержавейки электродами будет актуальная только в случае необходимости создать короткие швы. Ручная дуговая сварка часто используется в следующих видах работ:
- изготовление малогабаритных деталей,
- монтаж конструкций из металла,
- наплавка,
- применяется в случае, когда необходимо избавиться от дефектов на небольших участках шва.
Подводя итог вышеизложенного, стоит еще раз подчеркнуть, сварка нержавейки электродом производится только в том случае, если работа будет не очень масштабной.
Технология сварки
В отличие от обыкновенной стали, для сварки тонкой нержавейки электродом, нужно гораздо меньшее количество тока (на 20%).
«Обратите внимание! Если вы осуществляете сварку толстого металла, то между заготовками обязательно должен присутствовать зазор. Иначе могут образоваться трещины.»
Длина электродов должна быть не более 35 см. Если будет задан неверный температурный режим, то материал может лишиться своих антикоррозийных свойств. Температура нагрева не должна превышать показатель 500°С.
Температура нагрева не должна превышать показатель 500°С.
Сварка нержавеющей стали в домашних условиях
Для того, чтобы шов получился и качественным, в процессе сварки нержавейки следует придерживаться следующих рекомендаций:
- Для того чтобы соединить сталь из нержавейки нужно применять ток обратной полярности. В процессе сварки обращайте внимание на шов. Если он не проплавляется, значит он выполнен верно.
- В сварном стыке следует оставлять маленький зазор.
- Сварка нержавеющей стали при помощи обычного электрода обычно свойственна для проведения работ дома. Если вам надо скрепить толстые поверхности, то нужно использовать электроды больше диаметра.
- Для того чтобы верно определить нужную величину сварочного тока, воспользуйтесь таблицей, которая представлена выше. В ней указаны все нужные значения, исходя из толщины материала. Обычно, для того чтобы получить качественное и прочное соединение, нужно использовать ток с минимальным значение 20% от тока, который используется для сварки низкоуглеродных сталей.
- По завершению работы по изготовлению шва, нужно выждать некоторое время, пока он остынет. Благодаря этому сталь будет устойчива к коррозионным процессам.
- Для охлаждения шва используйте медные прокладки.

Защита сварочного шва
Нержавеющая сталь отличается высокой чувствительностью к механической зачистке после завершения процесса сварки. Зачистка подразумевает под собой снятие верхнего окисленного слоя, который как раз предназначен для защиты сварочного шва от ржавления. Восстанавливается окисленный слой только спустя 5-6 часов. Важно, чтобы в это время ничего не попадало в зону зачистки, что чаще всего просто невозможно. Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
Подводя итог, можно прийти к выводу, что прочность и качество швов при сварке нержавеющей стали зависит только от человека, выполняющего работу. Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
#1 kosttya
#2 Шурпет
Мартин Кристофер Кими
- Город: Уфа-Саратов
подскажите, можно ли нвертором варить нержавейку,(слышал что нужно менять полярность), и какими електродами лучше пользоваться.
#3 BAV
#4 AMBIVERT42
Лучше быть бараном среди мудрецов, чем мудрецом среди баранов.
#5 Саша 90
#6 Jekan
#7 Рудольф Шнапс
Jekan, электрод и руки.
Попробуйте электроды ЭСАБ ОК 61.30 или хороший эквивалент, и будет у вас так же:
 com/embed/3njqlQX5JuU?html5=1&fs=1″/>
com/embed/3njqlQX5JuU?html5=1&fs=1″/>
Вдохновлён сталью, бетоном и золотым сечением.
#8 svarnoi69
#9 Рудольф Шнапс
я такое наблюдал на электродах ОЗЛ-8. Электроды были новые и просушенные.
Вдохновлён сталью, бетоном и золотым сечением.
#10 Менгон
в считанные доли секунды эл. красный, обмазка осыпается и варить понятно, что им уже не получиться. На что грешить, электрод или инвертор.
#11 Jekan
#12 Рудольф Шнапс
Jekan, у меня на инверторе холостой ход примерно 50В. Проблем с поджигом электродов нет.
Электроды ОЗЛ-8, ЦЛ-11 и другие отечественные преимущественно с основным покрытием, электроды на видео рутиловые. Основные электроды дают более устойчивый к кислотам шов, чем рутиловые.
Нержавейка варится на относительно низких значениях токах. Отсюда и все проблемы. Бо’льшее количество шлака приводит к тому, что он начинает затекать вперёд дуги и тушит её. Электрод постоянно липнет. Если добавить ток до 90А для ф3, то все сложности пропадают, электроды горят стабильно.
Электрод постоянно липнет. Если добавить ток до 90А для ф3, то все сложности пропадают, электроды горят стабильно.
Импортные электроды очень дорогие. МОжет кто подскажет отечественные электроды по нержавейке с рутиловым покрытием.
Вполне вероятно, что требуется особый навык для сварки нержавейки основными электродами отечественного производства. Надо не позволять шлаку затекать вперёд.
Вдохновлён сталью, бетоном и золотым сечением.
#13 Менгон
#14 Рудольф Шнапс
Вдохновлён сталью, бетоном и золотым сечением.
#15 Grigorii WELD
#16 NickMNS
Извиняюсь за поднятие старой темы. И всем здравствуйте.
Эх, почитал тему, увидел свои проблемы с ОЗЛ-8 (у меня 2,5мм и аппарат СВИ-205 Калибр, но сеть хреноватая). У меня правда всё как-то жестче, даже пару сантиметров шва не выходит, а точечные наплёвки, хотя и залипать уже стал меньше. Ранее залипы были только под отпил болгаркой
С черновым металлом проблем в разы меньше. Посему для набития руки бегаю по округе, варя «за спасибо» чужими электродами (МР-3С 3мм, 2мм неизвестные, и 3мм неизвестные корейцы, со слов соседа). Чтобы не забрасывали помидорами сразу скажу, пока варю только то, что при вылете шва никого не убьёт
Посему для набития руки бегаю по округе, варя «за спасибо» чужими электродами (МР-3С 3мм, 2мм неизвестные, и 3мм неизвестные корейцы, со слов соседа). Чтобы не забрасывали помидорами сразу скажу, пока варю только то, что при вылете шва никого не убьёт
Ну и мучаю железки на досуге. С черновой нормально, а нержу ОЗЛ-8 получается только наплёвками, часто круглых капель металла в среде шлака, то есть до первого удара молотком (так «варил» бур, одна ручка отвалилась при пятой попытке в землю воткнуть).
P.S. Тут специализированной темы для салаг-самоучек нема? Большинство вопросов то раскапываю пока по форуму, но мало ли. Чтобы лишние темы не плодить, если появиться какой специфический вопрос.
#17 di4
ИМХО: ОЗЛ-8. Сварка во всех пространственных положениях шва постоянным током обратной полярности. Плюс у Вас должен быть как шпага у мушкетера в руке! )) Эт Вам не «бесполярный» МР-3. Проверьте контакт обратного провола. Прижмите его стубциной к изделию насмерть. )) И шоб площадь прижатия была хорошая, а не в волосик.) Покрытие электрода основное така шо варить може попробывать опираясь на обмазку. Никода не варил ОЗЛ-8.) Электроды из сарая надо бы прокалить как на пачке написано. (ну а вдруг поможет) Прикупите себе УОНИ и тренируйтесь на кошках.) Они хоть варят короткой дугой и покрытие основное хоть руку набъете почеловечье. МР-3 нелучший вариант чтобы получить первоначальное предствление о сварке покрытыми элетродами покрытие у них кислое и обмазка и шлак токопроводящие поэтому дуга пляшет то по горяцему металлу то по шлаку, а у УОНЕЙ шлак и обмазка электричество не проводят и дуга горит только между расплавленным металлом и сердечником электрода. Удачи!).
)) И шоб площадь прижатия была хорошая, а не в волосик.) Покрытие электрода основное така шо варить може попробывать опираясь на обмазку. Никода не варил ОЗЛ-8.) Электроды из сарая надо бы прокалить как на пачке написано. (ну а вдруг поможет) Прикупите себе УОНИ и тренируйтесь на кошках.) Они хоть варят короткой дугой и покрытие основное хоть руку набъете почеловечье. МР-3 нелучший вариант чтобы получить первоначальное предствление о сварке покрытыми элетродами покрытие у них кислое и обмазка и шлак токопроводящие поэтому дуга пляшет то по горяцему металлу то по шлаку, а у УОНЕЙ шлак и обмазка электричество не проводят и дуга горит только между расплавленным металлом и сердечником электрода. Удачи!).
#18 NickMNS
di4, ОЗЛ-8 Лосиноостровские там было на пачке ограничение «кроме вертикального сверху вниз», а так да, во всех.
То есть с контактом проблема может быть? У моего Калибр СВИ-205 есть болезнь родных кабелей: слабое крепление в районе клеммы с завода. Вчера отваливалась масса, доваривал черновой металл соседу уже на «культе». Сегодня пережал, посмотрел держак, решил: «Хреновато. Пусть работает, пока работает». Через 10 минут пришлось пережимать уже и у держака . Сосед обещал привезти материал, чтобы соединение залудить ещё, надёжности ради.
Вчера отваливалась масса, доваривал черновой металл соседу уже на «культе». Сегодня пережал, посмотрел держак, решил: «Хреновато. Пусть работает, пока работает». Через 10 минут пришлось пережимать уже и у держака . Сосед обещал привезти материал, чтобы соединение залудить ещё, надёжности ради.
Электроды купил где-то с недельку-две назад, лежали на складе, полочка средняя по высоте. А дома под кровать засунул в сухое место, МРки свои также храню, а они у меня куплены раньше.
Опять же, к МРке притензий нет, черновой уже варю, держит, хоть и не всегда эстету шов угодит, а вот ОЗЛ-8 на нерже – это беда. Хотя попробую после ремонта кабелей. Вот пока дожди, тут и решил совета спросить)
Как-то читал в отзывах к моему аппарату, что он вообще с ОУНИями не дружит. К тому ж они по черновому металлу? Так что смысл менять освоенные МР-3С? И кому верить тогда? А с ним у меня и при МРках проблем нет, хотя варю сейчас только в нижних положениях.
Кстати, ОЗЛ-8 2,5мм чуть выше возьму 80-90А (по шкале аппарата, чую, в реале ниже ещё ибо сеть плоха), то раскаляются по длинне и осыпаются. Вот и думаю, можно ли их вообще в печке прокалить, или потекут с плиты в топку печи
Вот и думаю, можно ли их вообще в печке прокалить, или потекут с плиты в топку печи
#19 NickMNS
И так. В продолжении о попытках работать ОЗЛ-8 2,5мм.
Смена полярностей, игра регулятором с 40 до 205А результатов не дала. В любом режиме дуга стабильная не держится, вместо валика получаются шарообразные «наплёвки», о проваре речи нет, так как в большей части сбивается это непотребство ударами молотка.
Самое интересное, что вне зависимости полярности ОЗЛки у меня стреляют шлаком и металлом в стороны в непомерном количестве, токами уже играл, всё одно. При этом то и «наплёвывается» металл с трудом, чаще улетает в даль. Даже пару раз залетало под маску, что окончательно убедило пока забить на попытки мучить нержу и спросить совета.
В чём может быть косяк, кроме моего рукожо непрофессионализма? Тип инвентора (Калибр СВИ-205)? Влажность (хотя вроде они из магазина несколько недель назад, а хранились не в сыром месте)?
Если влажность, то можно ли их в условиях дачи прокалить на плите дровенной печи или сгорят?
Вот 2-3мм электроды имеющиеся для черных металлов не выделываются так. Обидно даже.
Обидно даже.
Кто либо, объясните, насколько работа по черным металлам отлична от работы от нержавейки (электродами соответствующих типов). Лучше ссылкой на материал сравнительный, если таковой есть. Не хочу излишне грузить форумчан.
Сообщение отредактировал NickMNS: 02 Июль 2014 19:50
Подскажите,варит инвертор нержавейку или нет? Решил попробовать,взял бачок от стиральной машины,пошёл к соседу(сварщику)взял электрод нержавейку и не чего не получилось.Дугу вообще не поймаешь, добавляю ток опять дуги нет и бачок жжёт электрод 3-ка
Какой аппарат «справится» с нержавейкой?
Для сварки нержавеющих сталей нужен аппарат с хорошо выпрямленным током или встроенным осцилятором. Поэтому о сварке нержавейки должно быть указано в паспорте, а заодно и тип электродов. Идеальный вариант для работы с нержавейкой (а также с алюминеем, титаном) – сварка неплавящимся электродом в среде аргона. Из нашей продукции( ВЗЯТО С КАКОГО-ТО САЙТА) с нержавейкой «справится» «ТОРУС-200» . Для него достаточно приобрести аргонодуговую горелку и балон с аргоном.
Для него достаточно приобрести аргонодуговую горелку и балон с аргоном.
likhac написал :
Подскажите,варит инвертор нержавейку или нет? Решил попробовать,взял бачок от стиральной машины,пошёл к соседу(сварщику)взял электрод нержавейку и не чего не получилось.Дугу вообще не поймаешь, добавляю ток опять дуги нет и бачок жжёт электрод 3-ка
тут дело может быть и в инверторе и в электродай или и в том и в другом
попробуйте электроды для переменного тока – например ок 61.30
Сварка нержавеющих сталей
Выбор метода сварки зависит от марки стали и назнаения, и не во всех случаях получаются равнозначные механические и коррозионные свойства. При определении режимов сварки необходимо учитывать склонность основного металла и металла шва к растрескиванию, что связано с физическими свойствами и структурными изменениями, протекающими в процессе нагрева металла под сварку, процессами, протекающими во время плавления и застывания литого металла, и процессами, протекающими при охлаждении в сварном шве.
В тех случаях, когда требуется высокая коррозийная стойкость при сварке и последующей термической обработке сварных соединений, нужно применять такие режимы термической обработки, при которых обеспечиваются эти свойства.
Сварка хромистых нержавеющих сталей мартенситного класса
Хромистые нержавеющие стали склонны к подзакалке на воздухе, которая в сильной степени зависит от концентрации углерода. Лучше всего сваривается нержавеющая сталь с очень низким содержанием углерода.
Хромистые стали обладают меньшей теплопроводностью, меньшим коэффициентом линейного расширения по сравнению с углеродистой сталью и способностью к подзакалке при охлаждении, что связанно с объемными изменениями и приводит к возникновению больших сварочных напряжений. Эти напряжения могут быть очень высокими и привести к появлению трещин и разрыву сварных соединений. Чтобы этого избежать и сгладить резкие перепады температур, металл (трубы, нержавеющий круг или лист) подогревают перед сваркой до 250-3500 С.
В качестве электродов при сварке хромистых сталей чаще всего применяют аустенитные стали, у которых образуется более вязкий сварной шов.
Сварка ферритных сталей
При сварке этого типа сталей сварные швы получается хрупкие и часто растрескиваются. Поэтому сварку сталей следует производит в подогретом состоянии при температуре примерно 2000 С, но разогрев металла во время сварки должен быть минимальным. Лучшие результаты получаются при электродуговой, чем при газовой сварке. После сварки сварное соединение рекомендуется нагреть до 720-7800 С и быстро охладить.
Сварки с 15-17% Cr иногда при сварке подкаливаются. Чтобы это избежать, рекомендуется применять стали с присадкой титана или ниобия, а в случае стали с 13% Cr – с присадкой 1% Al.
Сварка нержавеющих аустенитных сталей
Аустенитные стали обладают пониженной температурой павления, более низкой теплопроводностью и высоким коэффициентом линейного расширения, чем углеродистые стали. Поэтому при сварке этих нержавеющих сталей расплавление идет быстрее с большим перепадом температуры от шварного шва к остальному металлу. Нестабилизированные титаном или ниобием стали при сварке приобретают склонность к межкристаллитной коррозии и тем больше, чем выше содержание углерода. Стабилизированные стали не склонны к межкристаллитной коррозии, но при повышении содержания углерода они могут приобретать способность к поражению ножевой коррозией концентрированной азотной кислоте. Все это необходимо учитывать и особенно следить за скоростями сварки и охлаждения при сварке сталей первой группы. В тех случаях, когда требуется особо высокая коррозийная стойкость, проволока нержавеющая или другие сварные изделия из нестабилизированных сталей следует подвергать закалке при 1050-11500 С с последующим быстрым охлаждением. Когда такая термическая обработка исключается, следует применять сталь с очень низким содержанием углерода или стабилизированные нержавеющие стали.
Нестабилизированные титаном или ниобием стали при сварке приобретают склонность к межкристаллитной коррозии и тем больше, чем выше содержание углерода. Стабилизированные стали не склонны к межкристаллитной коррозии, но при повышении содержания углерода они могут приобретать способность к поражению ножевой коррозией концентрированной азотной кислоте. Все это необходимо учитывать и особенно следить за скоростями сварки и охлаждения при сварке сталей первой группы. В тех случаях, когда требуется особо высокая коррозийная стойкость, проволока нержавеющая или другие сварные изделия из нестабилизированных сталей следует подвергать закалке при 1050-11500 С с последующим быстрым охлаждением. Когда такая термическая обработка исключается, следует применять сталь с очень низким содержанием углерода или стабилизированные нержавеющие стали.
Так как аустенитные стали имеют высокий коэффициент линейного расширения, они при очень медленной сварке дают большое коробление. Поэтому целесообразно сварку вести с более высокими скоростями и быстрым охлаждением, что часто осуществляется благодаря применению охлаждающих накладок или накладок из меди и подкладок под сварной шов.
Сварка нержавеющей стали применяемые технологии
Такой процесс, как сварка нержавеющей стали, требует серьезного подхода. Любое несоответствие технологии выполнения работ может привести к отрицательному результату. Химический состав нержавеющей стали и ее физические свойства определяют целый ряд требований к способам и технике выполнения работ.
Свариваемость нержавеющей стали
На способность сваривания различных марок нержавеющей стали влияет целый ряд факторов, наиболее существенными из них являются:
- Данный материал по сравнению с низкоуглеродистой сталью имеет меньшую теплопроводность, для различных марок такая разница может составлять 50-100%. Поэтому технология выполнения работ должна учитывать этот фактор, так как повышенная концентрация тепла в районе сварочного шва вызывает прожог металла. Для устранения такого влияния необходимо выбирать режим сварки с пониженным на 17-20% током.
- Нержавейка отличается и повышенным электрическим сопротивлением, что может привести к значительному нагреву электрода, именно этот фактор объясняет значительную скорость его сгорания, к которой необходимо привыкнуть. Поэтому работу желательно выполнять хромоникелевыми электродами.
- Нержавеющая сталь имеет значительный коэффициент линейного расширения. В связи с этим при сваривании деталей, имеющих значительную толщину, необходимо выдерживать определенный зазор, который обеспечит необходимую усадку шва. Пренебрежение данным правилом способно вызвать появление трещин.
- При сварке аустенитной хромоникелевой нержавейки, при неправильном режиме термической обработки, существует возможность потери ей своих антикоррозионных качеств. Это связано с образованием карбидов железа и хрома. Одним из основных способов борьбы с этим явлением является быстрое охлаждение сварного шва, холодная вода, применяемая для этой цели, позволит значительно уменьшить потерю стойкости к коррозии.
 Поэтому работу желательно выполнять хромоникелевыми электродами.
Поэтому работу желательно выполнять хромоникелевыми электродами.Разнообразие применяемого сварочного оборудования позволяет выполнять такой процесс как сварка нержавейки не только в промышленных масштабах, она вполне осуществима в домашних условиях.
Как подготовить металл
По большому счету подготовка нержавейки к сварочному процессу не отличается от аналогичных процедур для других металлов. Единственное на что требуется обратить особое внимание, это следующие моменты.
Единственное на что требуется обратить особое внимание, это следующие моменты.
- Кромки свариваемых деталей зачищаются до стального блеска, лучше всего это сделать металлической щеткой.
- Поверхности обезжириваются при помощи подходящего растворителя, можно применять авиационный бензин, ацетон. Этот прием позволит снизить пористость шва и повысит устойчивость дуги.
Методы сварки нержавеющей стали
Существует множество способов сварки такой стали в домашних и заводских условиях, чаще всего применяют следующие ее виды:
- ММА (покрытыми электродами).
- В режиме DC/AC TIG (аргонодуговая с применением вольфрамового электрода).
- Полуавтоматическая (MIG) аргоновая сварка с использованием нержавеющей проволоки.
- Контактная точечная и шовная (сопротивлением).
- Холодная (соединение под давлением без плавления).
Эти способы и разберем более детально.
MMA
В случае отсутствия каких-либо жестких требований к качеству сварного соединения вполне можно выполнить сварку покрытым электродом, это основной тип сварки, применяемый в домашних условиях. Основная трудность заключается в правильном его подборе. Лучше всего узнать марку нержавейки, которую необходимо сварить, выяснив по ГОСТу свойства материала необходимо выбрать соответствующий им электрод.
Основная трудность заключается в правильном его подборе. Лучше всего узнать марку нержавейки, которую необходимо сварить, выяснив по ГОСТу свойства материала необходимо выбрать соответствующий им электрод.
- В большинстве случаев сварка осуществляется током обратной полярности.
- Работа должна выполняться электродом минимально возможного диаметра, сварочный ток должен обеспечивать небольшую передачу тепловой энергии, как уже говорилось, его величина должна быть снижена.
- Технология выполнения работ предполагает быстрое охлаждение завершенного шва. С этой целью необходимо осуществлять обдув сжатым воздухом или использовать медные подкладки под детали. Для некоторых типов стали допускается применение холодной воды.
DC/AC TIG
Аргоновая технология сварки применяется при повышенных требованиях к качеству шва, она дает отличные результаты при работе с тонкой нержавейкой. Такой способ рекомендован для сварки труб, работающих под давлением.
- Работы могут выполняться как на постоянном, так и на переменном токе.
- Присадочная проволока должна иметь более высокую (по сравнению с основным металлом) степень легирования.
- Для предотвращения нарушения зоны сварки необходимо избегать колебательных движений электродом, это также предотвратит окисления стали. Защита внутренней стороны шва нержавейки должна осуществляться поддувом инертного газа (аргона). Кстати, нержавейка, в отличие от титана, не так критична к качеству защиты внутренней стороны.
- При работе поджог дуги необходимо выполнять бесконтактным методом, в крайнем случае, можно ее зажечь на графитовой (угольной) плите и перенести ее на сталь, это предотвратит попадание в сварочную ванну вольфрама.
- Режимы сварки выбираются исходя из толщины свариваемых деталей. При этом определяется полярность и сила тока, диаметры присадочной проволоки и электрода, скорость выполнения сварки и примерный расход аргона.
- Расход вольфрамового электрода можно значительно снизить простым способом. После разрыва дуги и окончания сварки н отключайте подачу аргона, пусть он в течение 10-15 секунд обдует электрод, это снизит его окисление.


Полуавтоматическая сварка MIG
Принципы такого метода практически не отличается от описанного выше метода, данная технология отличается механизированной подачей нержавеющей проволоки. Сварка нержавейки на таком оборудовании позволяет получить соединение высокого качества, кроме того значительно ускоряется и упрощается сам процесс выполнения работы. Различные сварочные техники позволяют соединять материалы различной толщины:
- Сварка короткой дугой применяется для тонкой листовой стали.
- Метод струйного переноса применим к деталям со значительной толщиной.
- Технология импульсной сварки считается наиболее управляемым способом осуществления сварочных работ. Металл при ней подается серией импульсов, это позволяет значительно снизить среднюю величину сварочного тока, что уменьшает тепловое воздействие и исключает возможность прожога металла.

Контактная сварка
Точечная и роликовая сварка нержавеющей стали может осуществляться на оборудовании, предназначенном для соединения других металлов. Такому виду сварки подвергаются тонкие листы металла (до 2 мм). Разница заключается в применяемых режимах.
Повышенное сопротивление нержавейки приводит к увеличенному выделению тепла в процессе работы, поэтому точечная сварка должна осуществляться при меньшей силе тока и увеличенном давлении сжатия. Это позволит сократить время цикла и предохранит сталь от прожога, кроме того снижается возможность образования карбидов и шов нержавейки не теряет своих антикоррозионных качеств. Стоить отметить, что роликовая сварка обеспечивает большую надежность шва, точечная технология применяется в основном для неответственных соединений.
Холодная сварка
Данный метод в домашних условиях не применим, но используется на производстве. Холодная сварка (под давлением) нержавейки не предполагает плавления соединяемых элементов. При этом основную работу выполняет приложенное давление. Принцип данного метода сварки основан на соединении заготовок на уровне кристаллической решетки стали.
При этом основную работу выполняет приложенное давление. Принцип данного метода сварки основан на соединении заготовок на уровне кристаллической решетки стали.
При сварке нержавеющей стали заготовки соединяются внахлест или в тавр. Величина нахлеста выбирается в зависимости от толщины металла. Холодная сварка может выполняться по односторонней или двухсторонней схеме. В первом случае пластической деформации подвергается только верхний лист нержавейки, давление прилагается только к нему. При этом качество соединения не страдает. При двухсторонней сварке давление прикладывается к обеим свариваемым деталям.
Существует еще несколько способов сварки нержавейки, считают перспективными плазменные и лазерные технологии, но так же как в случае с холодной сваркой, применение их в домашних условиях затруднено. В основном применяют первые три из описанных технологий. При этом важно помнить, какой бы способ не был бы выбран, качество сварного соединения нержавейки в первую очередь зависит от квалификации исполнителя.
Сварка нержавейки современным инвертором с электродами
Рассмотрим вопрос, какая же бывает электросварка, нержавеющей стали, покрытыми электродами.Сварочный инвертор
Сварочный инвертор – это устройство являющееся источником питания для электрической дуги сварочного аппарата. Главная задача инвертора – обеспечить стабильную сварку, горение дуги и легкий поджиг. Сварочный процесс зависит от нескольких параметров.
Самый важным фактор – устойчивость к помехам и колебаниям. Сварочная дуга может питаться от выпрямителя, инвертора или трансформатора. Инверторный тип аппарата появился в 20 веке и стал невероятно популярным, благодаря своим рабочим показателям. Об известности инвертора можно судить по видео в сети Интернет. Каждый современный сварщик использует компактный инвертор.
Профессионалы, тщательно подбирают оборудование, для каждой работы
Принцип действия инвертора
Он достаточно прост: сетевое напряжение подается на выпрямитель, в котором преобразуется в постоянный ток с большей частотой. Сварочная дуга на постоянном токе становится более устойчивой и удобной для процесса сварки. Преимуществом использования инвертора для нержавейки, является уменьшение габаритов аппарата и улучшение динамических показателей дуги. Сварка инвертором повышает КПД работы, можно плавно регулировать параметры сварки и добиться минимального разбрызгивания металла. Если снять видео, то видно, что практически нет потерь металла во время работы.
Сварочная дуга на постоянном токе становится более устойчивой и удобной для процесса сварки. Преимуществом использования инвертора для нержавейки, является уменьшение габаритов аппарата и улучшение динамических показателей дуги. Сварка инвертором повышает КПД работы, можно плавно регулировать параметры сварки и добиться минимального разбрызгивания металла. Если снять видео, то видно, что практически нет потерь металла во время работы.
Технология варки легированных сталей
Сварка нержавейки – это трудная задача в домашних условиях, зависящая от многих параметров. Согласно принятой классификации нержавеющая сталь относиться к типу высоколегированных сталей. В качестве легирующего элемента используется хром с содержанием около 20%. Кроме него в нержавейке могут присутствовать молибден, никель, марганец, титан и другие. Дополнительные металлы увеличивают антикоррозионные свойства нержавейки, а также придают ей другие физико-механические качества.
На сварку нержавейки оказывают влияние несколько свойств, которыми обладает высоколегированный металл:
- Теплопроводность. У высоколегированных сталей теплопроводность ниже в 2 раза, чем у низкоуглеродистых металлов. Из-за этого сварка нержавейки происходит при пониженной силе тока на 20%.
- Коэффициент линейного расширения больше, чем у других металлов. Поэтому необходим достаточный зазор между толстыми деталями, чтобы избежать деформаций. Если снять процесс сварки на видео, то видно как неравномерно расширяются детали из нержавейки.
- Высокохромистые стали могут терять свои антикоррозионные свойства. Это явление назвали межкристаллической коррозией. Дело в том, что при температуре сварочных работ, по краям металлических зерен появляется карбид хрома и железа, с помощью которого в структуру металла проникает коррозия. С этим явлением борются различными способами. В основном быстро охлаждают место сварки, чтобы не допустить потери коррозионной стойкости.
 У высоколегированных сталей теплопроводность ниже в 2 раза, чем у низкоуглеродистых металлов. Из-за этого сварка нержавейки происходит при пониженной силе тока на 20%.
У высоколегированных сталей теплопроводность ниже в 2 раза, чем у низкоуглеродистых металлов. Из-за этого сварка нержавейки происходит при пониженной силе тока на 20%.При выборе сварочного аппарата, необходимо учитывать множество важных факторов
Перед началом сварки нержавейки инвертором в домашних условиях поверхность тонкой или толстой детали обрабатывается таким же методом, как и перед сваркой низкоуглеродистых сталей. За исключением одного момента – сварной стык должен быть с зазором, чтобы происходила свободная усадка. Поверхность деталей и кромки зачищают стальной щеткой и промывают растворителями (бензином или ацетоном). С помощью растворителя убирают жир, которые снижает устойчивость дуги.
За исключением одного момента – сварной стык должен быть с зазором, чтобы происходила свободная усадка. Поверхность деталей и кромки зачищают стальной щеткой и промывают растворителями (бензином или ацетоном). С помощью растворителя убирают жир, которые снижает устойчивость дуги.
Ручная сварка нержавейки в домашних условиях с помощью инвертора и покрытых электродов позволяет соединить детали с приемлемым качеством шва, а когда нет особых требований к соединению, то не надо заморачиваться с другими способами сварки. Чтобы определить какую марку электрода выбрать, достаточно обратиться к ГОСТу “Электроды покрытые для сварки высоколегированных сталей”. Если известна марка легированной стали, то легко по ГОСТу определить тип электрода. Например, это могут быть ЦП-11 или ОЗЛ-8.
Сварка нержавейки производится током обратной полярности. Во время работы нужно стараться меньше проплавлять шов и использовать электроды маленького диаметра. Но это справедливо для тонкой детали из легированной стали. Чем толще свариваемая поверхность, тем больше по диаметру выбирается электрод. Сила тока в инверторе должна быть понижена на 20% по сравнению со сваркой низколегированных сталей. Низкая теплопроводность электродов и высокое сопротивление при использовании тока высокого номинала может привести к отваливанию кусков покрытия электродов. По тем же самым причинам электроды плавятся быстрей во время сварки нержавейки. Это надо учитывать, если вы первый раз варите нержавеющую сталь электродом.
Чем толще свариваемая поверхность, тем больше по диаметру выбирается электрод. Сила тока в инверторе должна быть понижена на 20% по сравнению со сваркой низколегированных сталей. Низкая теплопроводность электродов и высокое сопротивление при использовании тока высокого номинала может привести к отваливанию кусков покрытия электродов. По тем же самым причинам электроды плавятся быстрей во время сварки нержавейки. Это надо учитывать, если вы первый раз варите нержавеющую сталь электродом.
Чтобы сохранить коррозионную стойкость тонкой или толстой детали нержавейки, нужно производить охлаждение. Для этого используют медные подкладки, а если нержавейка является хромоникелевой аустенитной сталью, то можно использовать воду.
Как добиться качественного сварного шва
Сварка нержавейки требует особого мастерства. Даже полезное видео с техникой работы не сможет помочь, если вы не владеете определенными навыками. Разумеется, задача упрощается при сварке под аргоном, но и простым инвертором с прямым током можно добиться высокого качества шва. Самый главный показатель сварного шва нержавейки – это его герметичность. Из-за плохой теплопроводности металла, в сварном шве получаются раковины и поры. Они получаются в результате вскипания металла. Чтобы избежать этого явления, достаточно использовать специальные электроды для нержавейки.
Разумеется, задача упрощается при сварке под аргоном, но и простым инвертором с прямым током можно добиться высокого качества шва. Самый главный показатель сварного шва нержавейки – это его герметичность. Из-за плохой теплопроводности металла, в сварном шве получаются раковины и поры. Они получаются в результате вскипания металла. Чтобы избежать этого явления, достаточно использовать специальные электроды для нержавейки.
Большинство изделий из нержавейки применяются в фармацевтической, пищевой отрасли или в домашних условиях. Это требует определенной обработки шва. Чтобы изделие выглядело привлекательно в жизни и на видео, сварной шов зачищают и полируют при помощи абразивов на основе оксида циркония или алюминия. После такой обработки нержавеющее изделие не требует дополнительного санитарного ухода.
Сварка нержавеющей стали электродом — Все о сварке
Такой материал как нержавеющая сталь достаточно часто применяется в промышленности и в быту. Нержавейка не подвластна ржавлению, характеризуется длительным сроком службы и хорошо пригодна для водяных фильтров, различных емкостей и т. д. Многие выбирают этот металл для создания систем отопления или водопровода.
д. Многие выбирают этот металл для создания систем отопления или водопровода.
Однако, случаются ситуации, когда изделия дают течь, а специальное оборудование отсутствует. Тогда единственно верным решением является – сварка нержавейки электродом.
Именно о том, что представляет собой этот процесс и как правильно варить нержавейку электродом мы расскажем в этой статье.
Содержание статьи
- Отличительные особенности материалов из нержавейки
- Способы сварки
- Выбор электродов
- Область применения
- Технология сварки
- Сварка нержавеющей стали в домашних условиях
- Защита сварочного шва
Отличительные особенности материалов из нержавейки
Основная характеристика, которой отличается нержавеющая сталь – это устойчивость к коррозионным процессам. Благодаря этому свойству, многие изделия, которые изготавливаются из нержавейки применяются для работы с водой и под высоким давлением. Как варить нержавейку электродом знают опытные сварщики, поэтому у них сварка труб или других элементов не вызывает сложностей. Совсем иначе дело обстоит с начинающими сварщиками, главная проблема, с которой им предстоит столкнуться – это течь, которая образуется после того как шов остывает. Для того, чтобы справиться с течью и сделать ровный и качественный шов, следует быть очень внимательным и аккуратным.
Совсем иначе дело обстоит с начинающими сварщиками, главная проблема, с которой им предстоит столкнуться – это течь, которая образуется после того как шов остывает. Для того, чтобы справиться с течью и сделать ровный и качественный шов, следует быть очень внимательным и аккуратным.
Прежде чем приступать к сварке, необходимо ознакомиться со всеми свойствами нержавеющей стали.
В первую очередь стоит отметить, что данный металл отличается высоким коэффициентом расширения. Это означает, что когда изделие будет нагреваться, дистанция между молекулами будет возрастать, а при остывании наоборот оно будет стягиваться до исходных пропорций. Если шов будет сделан из другого металла, то это чревато трещинами, а то и вовсе его разрывом.
«Совет! Подбирайте качественный стержень электрода, который обеспечит хорошую взаимосвязь между нержавейкой и другим дополнительным металлом»
Еще одной проблемой, с которой можно столкнуться в процессе сварки электродами по нержавейке, является низкая температура плавления этого металла. При сильном нагреве, участок, который подвергся такому процессу как сварка электродами, попросту перегреется и все его антикоррозийные свойства исчезнут. В итоге в том месте, где проводилась сварка, образуется ржавчина. В связи с этим, особенно важно включить правильный режим сварки и вести шов в шахматном порядке. Соблюдая эти правила, ваше изделие будет застраховано от перегрева.
При сильном нагреве, участок, который подвергся такому процессу как сварка электродами, попросту перегреется и все его антикоррозийные свойства исчезнут. В итоге в том месте, где проводилась сварка, образуется ржавчина. В связи с этим, особенно важно включить правильный режим сварки и вести шов в шахматном порядке. Соблюдая эти правила, ваше изделие будет застраховано от перегрева.
Следующий нюанс заключается в том, что если кислород попадет в сварочную ванну, то на поверхности шва образуется газ и могут возникнуть крупные поры. Если произойдет такая реакция, то сварить металл будет просто невозможно. Для того, чтобы избежать этого, уделите особое внимание защите сварочной ванны от окружающей среды. Это можно сделать при помощи защитного газа или посредством обмазки электродов. Каждый из этих методов приведет к образованию газового облака в зоне сварки.
Способы сварки
В настоящее время выделяется несколько способов, позволяющих сваривать нержавейку.
Осуществить сварку нержавеющей стали в домашних условиях можно тремя методами:
– Сварка электродами. Такой вид отличается тем, что плавящийся электрод становится материалом, из которого делается шов. Такой способ подходит для сварки и обычной стали и тонкой нержавейки, и в данном случае процесс сварки осуществляется специальным сварочным аппаратом – инвертором.
Такой вид отличается тем, что плавящийся электрод становится материалом, из которого делается шов. Такой способ подходит для сварки и обычной стали и тонкой нержавейки, и в данном случае процесс сварки осуществляется специальным сварочным аппаратом – инвертором.
– Аргоновая сварка с вольфрамовым электродом. В данном случае с помощью электрода плавится металл заранее выбранной детали. Он и будет выступать в качестве материала, из которого будет производиться шов. Сварку с применением аргона можно осуществить еще одним способом. Для этого для сварки используется присадочная проволока, в которой функцию защиты сварочной ванны выполняет инертный газ – аргон.
Вольфрамовые прутки для сварки
– Полуавтоматическая сварка плавящимся электродом. Такой вид сварки производится в газовой среде.
Выбор электродов
Чтобы качественно и надежно сварить нержавеющую сталь, важное внимание стоит уделить выбору электродов.
Данные проводники должны иметь следующие характеристики:
- небольшое температурное расширение,
- они должны быть упругими,
- должны хорошо проводить тепло и быть износоустойчивыми,
- у них должно быть специально покрытие, которое предназначено для работы с нержавейкой.
Выбор электродов в строительных магазинах и на рынке достаточно большой. Широкой популярностью пользуются электроды ОК 67.60 шведской фирмы ESAB. Среди отечественных производителей электродов выделяются марки ОЗЛ-8 и ЦЛ-11. Цена на такие электроды ниже, чем на импортные, но в процессе сварки требуют особой внимательности и профессионализма от человека, выполняющего работу.
В таблице представлены основные показатели, которые должны соблюдаться при сварке металла, разной толщины.
Толщина металла, мм
Род тока
Сила тока,А
Диаметр электрода или проволоки, мм
Скорость прохождения, см/мин
Напряжение, В
Расход аргона, л/мин
1
Постоянный
30..60
2 или 1,6
12 – 28
11…15
2,5…3
1
Переменный
35…75
2 или 1,6
15 – 33
12…16
2,5…3
1,5
Постоянный
40. .75
.75
2 или 1,6
9 – 19
11…15
2,5…3
1,5
Переменный
45…85
2 или 1,6
1 – 14
12…16
2,5…3
4
Постоянный
85…130
4 или 2,5
–
11…15
10
Область применения
Сварка нержавейки инвертором нашла свое активное применение как в домашних условиях, так и в промышленных, на производстве.
Сварка труб из нержавейки электродами будет актуальная только в случае необходимости создать короткие швы. Ручная дуговая сварка часто используется в следующих видах работ:
- изготовление малогабаритных деталей,
- монтаж конструкций из металла,
- наплавка,
- применяется в случае, когда необходимо избавиться от дефектов на небольших участках шва.
Подводя итог вышеизложенного, стоит еще раз подчеркнуть, сварка нержавейки электродом производится только в том случае, если работа будет не очень масштабной.
Технология сварки
В отличие от обыкновенной стали, для сварки тонкой нержавейки электродом, нужно гораздо меньшее количество тока (на 20%).
«Обратите внимание! Если вы осуществляете сварку толстого металла, то между заготовками обязательно должен присутствовать зазор. Иначе могут образоваться трещины.»
Длина электродов должна быть не более 35 см. Если будет задан неверный температурный режим, то материал может лишиться своих антикоррозийных свойств. Температура нагрева не должна превышать показатель 500°С.
Сварка нержавеющей стали в домашних условиях
Для того, чтобы шов получился и качественным, в процессе сварки нержавейки следует придерживаться следующих рекомендаций:
- Для того чтобы соединить сталь из нержавейки нужно применять ток обратной полярности. В процессе сварки обращайте внимание на шов. Если он не проплавляется, значит он выполнен верно.
- В сварном стыке следует оставлять маленький зазор.
- Сварка нержавеющей стали при помощи обычного электрода обычно свойственна для проведения работ дома. Если вам надо скрепить толстые поверхности, то нужно использовать электроды больше диаметра.
- Для того чтобы верно определить нужную величину сварочного тока, воспользуйтесь таблицей, которая представлена выше. В ней указаны все нужные значения, исходя из толщины материала. Обычно, для того чтобы получить качественное и прочное соединение, нужно использовать ток с минимальным значение 20% от тока, который используется для сварки низкоуглеродных сталей.
- По завершению работы по изготовлению шва, нужно выждать некоторое время, пока он остынет. Благодаря этому сталь будет устойчива к коррозионным процессам.
- Для охлаждения шва используйте медные прокладки.

Защита сварочного шва
Нержавеющая сталь отличается высокой чувствительностью к механической зачистке после завершения процесса сварки. Зачистка подразумевает под собой снятие верхнего окисленного слоя, который как раз предназначен для защиты сварочного шва от ржавления. Восстанавливается окисленный слой только спустя 5-6 часов. Важно, чтобы в это время ничего не попадало в зону зачистки, что чаще всего просто невозможно. Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
Подводя итог, можно прийти к выводу, что прочность и качество швов при сварке нержавеющей стали зависит только от человека, выполняющего работу. Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
Сварка пищевой нержавейки
Многие знакомы с ситуацией, когда разбивается чашка или тарелка. В таком случае некоторые семьи решают использовать металлическую посуду из нержавеющей стали. Смена посуды с керамической на посуду из обычного металла является не совсем правильным решением, потому как посуда из обычной стали поддается коррозии. В случае падения посуды, покрытой эмалью, возможно нарушение цельного покрытия и дальнейшее ее разрушение. По этим причинам использование посуды из нержавеющей стали является наиболее правильным вариантом.
Пищевая нержавейка может быть подвергнута механическим повреждениям, которые могут привести к повреждению поверхности посуды. В случае повреждения посуды из нержавейки Вы можете обратиться к мастеру, чтобы он заварил Вам ее или сделать всю работу самостоятельно. Решив произвести сваривание самостоятельно, Вы будут гарантировать результат самому себе, а все претензии по качеству сваривания можете обращать только к себе.
Наиболее подходящими электродами для сваривания пищевой нержавеющей стали являются ЦЛ-11. С их помощью можно производить сваривание во всех пространственных положениях, а также использовать ток обратной полярности, благодаря чему они пользуются большой популярностью среди профессиональных сварщиков.
С их помощью можно производить сваривание во всех пространственных положениях, а также использовать ток обратной полярности, благодаря чему они пользуются большой популярностью среди профессиональных сварщиков.
Сварочные электроды ЦЛ-11 для работы с нержавейкой могут наглядно показать свои самые лучшие стороны. Ими можно прекрасно работать с хромоникелевыми сталями и металлами, устойчивыми к коррозии. Это позволяет производить сварку таких сталей, как 12Х17Х9Т, 08Х18Н12Б, 08Х18Н12Т, а также одной из популярнейших сталей – 12Х18Н10Т. ЦЛ-11 – это специальная разработка для сваривания пищевой нержавеющей стали. В своей основе они имеют стальной стержень из проволоки, изготовленной из стали высокого легирования. Они прекрасно подходят для формирования различных конструкций и узлов при изготовлении посуды из нержавеющей стали.
Перед свариванием электроды ЦЛ-11 следует прокалить. Данное требование очень важно, потому как от него зависит качество сваривания деталей. Прокаливание электродов следует производить на протяжении 90 минут.
Прокаливание электродов следует производить на протяжении 90 минут.
Электроды Цл-11 отличаются высоким качеством металла шва, малым разбрызгиванием и устойчивым горением дуги. Отличное удаление шлаков позволяет сварочным электродам обрести большую популярность при сваривании пищевой нержавейки.
Собираясь приобрести электроды ЦЛ-11 для сварки пищевой нержавейки, обратите внимание на то, что лучше всего покупать продукцию у завода-изготовителя, потому как обычные торговцы, желая заработать, могут предлагать товар по высокой цене или не надлежащего качества. Еще худшим вариантом является то, что они могут продавать подделки, сделанные кустарным методом в гараже или подвале одного из них.
Технология сварки нержавеющей стали. Выбор электрода для нержавейки
Нержавеющая сталь в силу своих особенностей требует специального подхода к технологии сварки. По сравнению с углеродистыми или низколегированными сталями
нержавейка обладает плохой свариваимостью, под которой понимают создание при помощи сварки надежных неразъемных соединений.
Основная проблема сварки нержавеющей стали в том, что при неправильном выборе режима или оборудования для сварки коррозионная устойчивость конструкции может быть нарушена из-за межкристаллитной коррозии, которая возникает в зоне сварного шва. При нагреве свыше 5000С в зоне сварки образуются карбиды железа и хрома, которые негативно влияют на прочность соединения и снижают коррозионную стойкость. Теплопроводность нержавеющей стали в два раза меньше чем углеродистой и отвод тепла от зоны сварки происходит значительно медленнее, что накладывает ограничение на величину используемого сварочного тока. Как правило, ток при сварке нержавейки на 15-20% ниже, чем при сваривании обычных сталей. Еще одной особенностью процесса сварки нержавейки является то, что необходимо выдерживать достаточную величину зазора между свариваемыми поверхностями, во избежание образования микротрещин в структуре металла, прилегающего к зоне сварки.
Технологий сварки нержавеющей стали несколько. Наиболее распространена сварка в среде защитных газов. С использованием данной технологии сваривают листы и конструкции из нержавеющей стали, толщиной до 1,5 мм. Сварка в среде защитных газов проводится при помощи неплавящихся вольфрамовых электродов ручным, полуавтоматическим или автоматическим способом.
Наиболее распространена сварка в среде защитных газов. С использованием данной технологии сваривают листы и конструкции из нержавеющей стали, толщиной до 1,5 мм. Сварка в среде защитных газов проводится при помощи неплавящихся вольфрамовых электродов ручным, полуавтоматическим или автоматическим способом.
Еще одним методом сварки является сваривание деталей с использованием специальных плавящихся электродов, сердечник которых состоит из высоколегированного материала.
Виды сварки нержавеющей стали
Импульсно дуговая сварка плавящимися и неплавящимися электродами. Основной принцип данного вида сварки в том, что сварочный ток не является постоянным, а на него накладываются кратковременные скачки – импульсы, в момент которых, сила тока возрастает в несколько раз. Импульсы накладываются на основной (фоновый) ток, который составляет 10-15% от тока в момент импульса. Сплошной сварной шов при этом представляет собой расплавленные отдельные точки с перекрытием.
Кроме неплавящихся вольфрамовых, импульсно дуговая сварка может производится плавящимися электродами. В данном случае на фоновый ток накладываются импульсы с частотой в несколько десятков герц. В момент импульса происходит отделение капли и перенос металла. Импульсно дуговая сварка плавящимися электродами позволяет повысить производительность процесса в несколько раз без снижения качества сварного шва. Кроме нержавеющей стали, данный вид сварки используется для сваривания алюминиевых, медных, никелевых сплавов и титана. Пространственное положение шва может быть любое.
Основное применение импульсно-дуговой сварки — сваривание тонких листов нержавейки (до 3 мм.) и автоматическая сварка стыков труб при монтаже трубопроводов. Благодаря возможности формирования качественного сварного шва в любом пространственном положении, данный вид сварки используется для вертикальных, горизонтальных и потолочных соединений.
Короткодуговая сварка в среде инертных газов применяется для сваривания нержавеющих листов толщиной от 0,8 до 3 мм. плавящимися электродами. В качестве примера электродов для короткодуговой сварки можно привести электроды марки ЭА. Используют данные электроды для сваривания ответственных конструкций из легированных сталей высокой прочности, без дополнительной обработки сварного шва.
плавящимися электродами. В качестве примера электродов для короткодуговой сварки можно привести электроды марки ЭА. Используют данные электроды для сваривания ответственных конструкций из легированных сталей высокой прочности, без дополнительной обработки сварного шва.
Дуговая струйная сварка применяется для соединения элементов и конструкций из нержавеющей стали толщиной более трех миллиметров.
Дуговая сварка под слоем флюса для конструкций толщиной свыше десяти миллиметров. Основной принцип данного вида сварки в том, что электрическая дуга в процессе находится под слоем флюса, в так называемом парогазовом пузыре, который образуется в результате плавления основного металла и флюса. Сварка проходит на переменном токе, полярность может быть прямой или обратной. Отличается этот способ сварки высокой производительностью и высоким качеством сварного шва при использовании автоматической сварки.
Плазменная сварка – соединение конструкций любой толщины.
Выбор электродов для сварки нержавеющей стали
На сегодняшний день в продаже существует большое количество марок электродов для нержавейки, и выбор зависит от множества параметров, среди которых – марка свариваемых материалов, пространственное расположение шва, температура в процессе сварки, вид сварки и многое другое. Универсального электрода не существует, и опытные сварщики имеют собственные предпочтения, основанные на личном опыте.
Среди наиболее распространенных марок электродов для нержавейки электроды марки ЦЛ-11, которые применяются для сваривания сталей хромоникелевой группы, к которым относится самая распространенная в отечественном производстве сталь 12Х18Н10Т. Покрытие (обмазка) электродов ЦЛ-11 состоит из карбонатов и соединений фтора.
Межкристаллитная коррозия при сварке электродами ЦЛ-11 минимальна при температуре, не превышающей 4500С. К другим достоинствам данных электродов относят минимальное разбрызгивание металла, высокую ударную вязкость шва, любые пространственные положения сварки, высокую пластичность и прочность сварного соединения.
Для сварки пищевой нержавейки, а также сплавов хромоникелевой и хромоникелемолибденовой группы используют электроды марки НЖ-13 с основным покрытием. Данными электродами сваривают конструкции и оборудование из сталей марок 08Х18Н10Т, 08Х18Н10Т-ДТ, 12Х18Н10Т, AISI 318, AISI 321 с температурой эксплуатации до 3500С.
При сварке конструкций, эксплуатация которых планируется в условиях повышенных температур (до 10000С) — жаростойких сталей 20Х23Н13, 20Х23Н18 используют электроды марки ОЗЛ-6. Покрытие электродов ОЗЛ-6 основное, сварка данными электродами производится только постоянным током.
Электроды ЗИО-8 также имеют основное покрытие и используются для соединения жаростойких сталей. Сваривание также проходит под постоянным током обратной полярности. Пространственное положение шва – любое.
Еще одна марка электродов для нержавеющей стали с основным покрытием это ЦТ-15. Электроды предназначены для сварки деталей и узлов с температурой эксплуатации до 6500С из сталей хромоникелевой группы марок 12Х18Н9Т, Н20Н12Т-Л, Х16Н13Б, 12Х18Н12Т. Сваривание электродами ЦТ-15 при правильном режиме обеспечивает высокую стойкость сварного шва к межкристаллитной коррозии.
Электроды предназначены для сварки деталей и узлов с температурой эксплуатации до 6500С из сталей хромоникелевой группы марок 12Х18Н9Т, Н20Н12Т-Л, Х16Н13Б, 12Х18Н12Т. Сваривание электродами ЦТ-15 при правильном режиме обеспечивает высокую стойкость сварного шва к межкристаллитной коррозии.
Для сварки изделий из нержавеющих сталей, устойчивых к воздействию жидких агрессивных сред с температурой эксплуатации до 3500С — аустенитная группа, используют электроды марки ЭФ400/10У.
Универсальные электроды НИИИ-48Г с основным покрытием используются для соединения ответственных конструкций из низколегированных сталей. Ток – постоянный, полярность – обратная, пространственное положение любое.
Среди электродов зарубежного производства наиболее популярными у сварщиков являются электроды производства шведской компании ESAB. Вот некоторые марки электродов ESAB:
ОК 61.30 – электрод с рудно-кислой обмазкой, универсальный. Ток сварки постоянный или переменный, полярность – прямая. Расположение шва любое (исключая сварку сверху вниз). Данные электроды подойдут начинающим сварщикам, они обладают легким поджигом, шов получается ровным, шлак отделяется легко.
Ток сварки постоянный или переменный, полярность – прямая. Расположение шва любое (исключая сварку сверху вниз). Данные электроды подойдут начинающим сварщикам, они обладают легким поджигом, шов получается ровным, шлак отделяется легко.
ОК 63.30 – простые универсальные электроды для сварки любых марок нержавеющей стали.
Для ответственных конструкций используют электроды маки ОК 61.35 с основной обмазкой. Основное применение электродов – соединение трубопроводов. Постоянный ток прямой полярности.
Рекомендации по сварке нержавеющей стали и советы специалистов
Как говорилось выше, нержавеющая сталь в силу своих специфических свойств обладает плохой свариваемостью и требует особого подхода к процессу сварки как от начинающего сварщика, так и от опытного специалиста. Многое зависит от выбранного режима и технологии сварки, выбора сварочного электрода, инвертора и т. д. Можно отметить основные моменты, которые следует учитывать.
Следует контролировать температуру в зоне сварки. При повышении температуры свыше 5000С почти неизбежно растрескивание металла, что приводит к снижению прочности шва и снижению стойкости всей конструкции к коррозии. Для минимизации риска перегрева следует проводить сварку быстро (не перегревать металл), при послойной сварке обязательно охлаждение каждого слоя, перед нанесением последующего.
Рекомендуется предварительный нагрев элементов свариваемых конструкций до 12000С, с последующим естественным охлаждением.
Все типы и марки электродов требуют прокалки перед сваркой. Температурный режим подготовки электродов отличается в зависимости от марки.
Вернуться к списку статей
Советы по сварке TIG нержавеющей стали: Ресурсы: Американское сварочное общество
Наконечники для сварки TIG нержавеющей стали
Кевин Стоун — старший производитель, который начал применять свои навыки сварки и рисования для создания массивных скульптур из нержавеющей стали еще в 2005 году. С тех пор он использовал процесс газовой вольфрамовой дуговой сварки (GTAW / AKA TIG) для создания впечатляющей коллекции орлов, драконов, динозавров и т. д.Сварка нержавеющей стали может быть сложной задачей, потому что она очень хорошо сохраняет тепло, и это может привести к таким проблемам, как коробление, охрупчивание и ржавчина. Фактически, всего пять ампер могут иметь значение между идеальным сварным швом и вороненой или прожженной деталью. К счастью для нас, есть ряд проверенных и надежных советов, которые каждый из нас может использовать для управления подводом тепла и овладения искусством сварки TIG нержавеющей стали.
С тех пор он использовал процесс газовой вольфрамовой дуговой сварки (GTAW / AKA TIG) для создания впечатляющей коллекции орлов, драконов, динозавров и т. д.Сварка нержавеющей стали может быть сложной задачей, потому что она очень хорошо сохраняет тепло, и это может привести к таким проблемам, как коробление, охрупчивание и ржавчина. Фактически, всего пять ампер могут иметь значение между идеальным сварным швом и вороненой или прожженной деталью. К счастью для нас, есть ряд проверенных и надежных советов, которые каждый из нас может использовать для управления подводом тепла и овладения искусством сварки TIG нержавеющей стали.
Правильная установка — Правильная установка гарантирует использование только необходимого количества присадочного металла.Вы не можете добавить присадочный металл, не добавив тепла, поэтому вам не захочется заполнять пробелы.
Присадочный металл — Чем толще пруток или проволока, тем больше тепла требуется для их плавления. Следовательно, диаметр присадочного металла должен быть меньше диаметра основного металла. Для обеспечения целостности сварного шва присадочный металл и основной материал должны быть химически совместимыми и обладать схожими механическими свойствами.
Следовательно, диаметр присадочного металла должен быть меньше диаметра основного металла. Для обеспечения целостности сварного шва присадочный металл и основной материал должны быть химически совместимыми и обладать схожими механическими свойствами.
Размер электрода — Обычные размеры вольфрамовых электродов варьируются от 3/32 до 1-1 / 4 дюйма.Выбор правильного размера зависит от таких переменных, как полярность, сила тока, размер соединения и толщина основного металла. Убедитесь, что вы проверили рекомендации производителя для выбора подходящего размера.
Геометрия электрода — Конус, не превышающий 2,5 диаметра электрода, создает сфокусированную дугу, способную создавать глубокие тонкие валики и узкую зону термического влияния. Если конус электрода превышает его диаметр более чем в 2,5 раза, дуга может разлететься. Это приводит к меньшему проникновению и более широкой зоне термического влияния.
Педаль и педаль — Педаль позволяет более точно контролировать силу тока и не мешает руке с фонариком. Однако при сварке на лестницах или в неудобных местах управление пальцами может быть единственным выходом. Существуют разные дизайны, поэтому убедитесь, что вы выбрали тот, который лучше всего подходит для вас. Если ваш сварщик относительно точен, вам нужно будет только немного отрегулировать кончик пальца или педаль, чтобы управлять тепловложением. Начните с низкой силы тока и дайте луже образоваться . Затем отодвиньте два или три ампера и добавьте наполнитель.
Однако при сварке на лестницах или в неудобных местах управление пальцами может быть единственным выходом. Существуют разные дизайны, поэтому убедитесь, что вы выбрали тот, который лучше всего подходит для вас. Если ваш сварщик относительно точен, вам нужно будет только немного отрегулировать кончик пальца или педаль, чтобы управлять тепловложением. Начните с низкой силы тока и дайте луже образоваться . Затем отодвиньте два или три ампера и добавьте наполнитель.
Размер лужи — Толщина сварочной ванны должна соответствовать толщине основного металла. Если лужа становится слишком большой, используйте кончики пальцев или ножную педаль, чтобы уменьшить тепловыделение. Вы можете устранить кратеры, ослабив ток в конце сварного шва и добавив присадочный металл, пока лужа не затвердеет.
Расход газа и скорость движения — Держите поток газа и направляйте его на лужу, пока оранжевый цвет не исчезнет.Последующий поток также охлаждает лужу и электрод. Не перемещайте фонарик слишком быстро. Это может сдувать газ с электрода, сделать его черным и затруднить запуск в следующий раз.
Не перемещайте фонарик слишком быстро. Это может сдувать газ с электрода, сделать его черным и затруднить запуск в следующий раз.
- Нажмите, чтобы посмотреть руководство по импульсной сварке TIG для начинающих
Полярность и импульсный режим — Используйте импульсную газовую сварку вольфрамовым электродом (GTAW-P) с отрицательным током электрода постоянного тока. В импульсном режиме ток чередуется между высокой пиковой силой тока и низкой фоновой силой тока.Пиковый ток обеспечивает хорошее плавление и проплавление, в то время как фоновый ток поддерживает дугу и позволяет области сварного шва охладиться, предотвращая коробление, охрупчивание и осаждение карбидов. Чем выше частота импульсов (измеряется в импульсах в секунду или PPS), тем более узкий и концентрированный конус дуги. Это, в свою очередь, увеличивает проникновение и сужает ширину валика. Кроме того, частота импульсов ограничивает тепловложение. Высокоскоростной импульсный режим (обычно выше 100 PPS) помогает взбалтывать лужу и высвобождать пористость или газ, оставшийся в сварном шве.
Высокоскоростной импульсный режим (обычно выше 100 PPS) помогает взбалтывать лужу и высвобождать пористость или газ, оставшийся в сварном шве.
Обычные сварочные аппараты TIG ограничиваются примерно 10 PPS. Для повышения своего мастерства неопытные сварщики могут подсчитывать импульсы (от 0,5 до 2 импульсов в секунду) для определения времени движения горелки и холодной проволоки. Однако более опытные сварщики захотят использовать инвертор TIG, способный производить сотни или тысячи импульсов в секунду. Для сварки углеродистой или нержавеющей стали начните со 100 PPS и постепенно увеличивайте до 500 PPS. Не забывайте дышать нормально. «Многие люди склонны задерживать дыхание, но это может иметь противоположный эффект», — говорит Стоун.«Кроме того, нежный захват делает руку более устойчивой. Держите резак крепко, но не слишком сильно, иначе наступит усталость, которая приведет к тряске ». Всегда заранее проверяйте свои настройки и технику на тестовом образце и, конечно же, ПРАКТИКА, ПРАКТИКА, ПРАКТИКА! Сварка нержавеющей стали TIG может быть сложной задачей, но результат стоит затраченных усилий.
ИСТОЧНИКИ:
Художник Кевин Стоун использует продвинутый сварочный аппарат TIG для создания «Shock and Awe» Art
Руководство по сварке; 9 выпуск, том 2
Сварка нержавеющей стали MIG — электроды, газы и контроль деформаций
Как выполнить MIG-сварку нержавеющей стали и сплавов на никелевой основе
MIG-сварка нержавеющей стали и сплавов на никелевой основе довольно проста.Сварной шов во многом схож с характеристиками сварного шва из углеродистой стали. В действительности вам не следует сваривать нержавеющую сталь или сплавы на основе никеля, пока вы не освоите углеродистую сталь. Помимо легкого обучения, сварочный процесс MIG прекрасно работает с нержавеющей сталью, за исключением двух проблем:
- Установка стыка / деформация сварного шва
- Проблемы со шнуром / подкладкой пистолета MIG
Как настроить и контролировать деформацию Сварные швы из нержавеющей стали
Монтаж стыков из нержавеющей стали требует довольно чистой поверхности, но это действительно большая проблема, связанная с контролем деформации металла. Очевидно, что чистый стык идеально подходит для всех сварочных ситуаций, поэтому к нержавеющей стали применяются те же правила, что и к углеродистой стали. Деформация сварного шва контролируется двумя способами:
Очевидно, что чистый стык идеально подходит для всех сварочных ситуаций, поэтому к нержавеющей стали применяются те же правила, что и к углеродистой стали. Деформация сварного шва контролируется двумя способами:
- Укрепление сварного соединения
- Распространение тепла
Как закрепить и контролировать деформацию сварного шва?
Укрепление сварного шва выполняется разными способами. Это может быть так же просто, как вклинить кусок дерева между двумя сторонами, чтобы они не сомкнулись (надеюсь, вы сможете удалить его позже).Вплоть до создания такой системы опор, как строительные леса, которые позволяют контролировать искажения. Каждый сварной шов отличается с точки зрения «Как закрепить его, чтобы предотвратить деформацию». Еще один способ закрепить зону сварного шва — построить приспособление, чтобы все детали оставались на месте во время сварки. На самом деле все сводится к тому, что каждая ситуация отличается и сколько сварного шва необходимо. Чем больше потребуется сварных швов, тем больше потребуется распорок. В случае сплавов на основе нержавеющей стали и никеля каждое соединение требует крепления, в том числе точечной и прихваточной сварки.Нержавеющая сталь сильно искажает.
На самом деле все сводится к тому, что каждая ситуация отличается и сколько сварного шва необходимо. Чем больше потребуется сварных швов, тем больше потребуется распорок. В случае сплавов на основе нержавеющей стали и никеля каждое соединение требует крепления, в том числе точечной и прихваточной сварки.Нержавеющая сталь сильно искажает.
Большой урок для сварки нержавеющей стали методом MIG состоит в том, чтобы хорошо закрепить суставы, сделать столько прихваточных швов, сколько необходимо, и равномерно распределить тепло по всему стыку.
Распределение тепла
Сварные соединения из нержавеющей стали, правильно скрепленные и сваренные Распределение тепла — основной метод сварки никелевых сплавов и нержавеющих сталей. Сварочный шов разводят в шахматном порядке, отступают назад и / или ждут, пока соединение остынет, перед дальнейшей сваркой.Нержавеющая сталь очень быстро нагревается и удерживает это тепло очень долго по сравнению с углеродистой сталью для сварки MIG. Причины перегрева можно увидеть буквально во время сварки. Тонкая нержавеющая сталь будет сдвигаться на несколько дюймов при прихваточном шве, а простое тройное соединение под углом 90 градусов может деформироваться на 45 градусов.
Причины перегрева можно увидеть буквально во время сварки. Тонкая нержавеющая сталь будет сдвигаться на несколько дюймов при прихваточном шве, а простое тройное соединение под углом 90 градусов может деформироваться на 45 градусов.
Наиболее распространенные электроды и газ для сварки MIG нержавеющей стали
Наиболее распространенным электродом для сварки нержавеющей стали является ER308 L, тип газа — C2 или 2% диоксида углерода и 89% аргона.
Настройки сварочного аппарата MIG для нержавеющей стали и большинства сплавов на основе никеля очень похожи. Вы можете обратиться за рекомендациями к своему поставщику сварочных аппаратов или, если у вас есть сварочный аппарат MIG, внутри которого находится электродная проволока и таблица выбора газа, как показано на рисунке ниже, вы можете следовать этому. Если вам нужна более подробная информация о выборе и вариантах электродов из нержавеющей стали и газа, нажмите здесь. Https://gowelding.org/welding/mig-gmaw/st Stainless-steel-electrodes-and-gasses/
Таблица выбора сварочных электродов MIGВыберите разумно при сварке тонкого листа
Минимизация прожога и деформации очень важна для получения хорошего сварного шва при газовой дуговой сварке тонкостенных материалов.
Газовая дуговая сварка металлическим электродом (GMAW) — эффективный метод соединения легких металлов, таких как углеродистая сталь и аустенитная нержавеющая сталь. Тонкостенные материалы — 24-га. до 0,1875 дюйма углеродистая сталь и 18-га. до 0,1875 дюйма нержавеющая сталь — используется в таких приложениях, как HVAC, автомобилестроение, ограждения и кабины мобильной техники, а также мелкие детали, а также в пищевой промышленности и переработке нержавеющей стали. оборудование, средства санитарии и агрессивные среды.
Режим сварки
Сведение к минимуму прожога и деформации имеет важное значение для получения хорошего сварного шва при работе с тонкостенными материалами.По этой причине часто используется режим передачи короткого замыкания (SCT) с его низким тепловложением. Импульсный режим передачи также используется, когда скорость движения может быть увеличена в достаточной степени, чтобы предотвратить прогорание, а подвод тепла [(Амперы x Вольт) x 60 / Скорость движения = Джоули на дюйм] сопоставим с
SCT.
Новые машины могут быть запрограммированы на импульсный или импульсный режим короткого замыкания, так что два различных режима сварки могут быть запрограммированы на предварительно установленное время, а источник питания будет переключаться между двумя наборами параметров сварки.Однако, если подводимое тепло несопоставимо с подводимым теплом SCT, может произойти искажение.
Сварка в последовательности, ограничивающей количество тепла, может помочь минимизировать деформацию тонкого материала. Например, при изготовлении 3-футового. сваривайте в вертикальном положении вниз, сваривайте 6 дюймов, а затем остановитесь, чтобы дать сварному шву остыть перед повторным запуском. На более крупном и тонком материале нанесите несколько меньших сварных швов на стык.
Наклон и индуктивность
Использование источника питания с регулировкой наклона или индуктивности может улучшить внешний вид сварного шва, особенно при сварке с присадочными металлами из нержавеющей стали. Из-за более низкой теплопроводности присадочные металлы из нержавеющей стали не передают тепло так же хорошо, как углеродистая сталь, поэтому сварной шов может иметь большее количество брызг, а сам валик может быть не таким плоским, как углеродистая сталь.
сварка выполнена электродом ER 70S-6 с теми же настройками (см. Рисунок 1 ).
Из-за более низкой теплопроводности присадочные металлы из нержавеющей стали не передают тепло так же хорошо, как углеродистая сталь, поэтому сварной шов может иметь большее количество брызг, а сам валик может быть не таким плоским, как углеродистая сталь.
сварка выполнена электродом ER 70S-6 с теми же настройками (см. Рисунок 1 ).
Slope ограничивает ток короткого замыкания, в то время как индуктивность замедляет время отклика источника питания, что приводит к более медленному и контролируемому сгоранию проводов во время короткого замыкания.В зависимости от источника питания и сварочного тока при передаче короткого замыкания может происходить от 20 до более 200 коротких замыканий в секунду. Число увеличивается с увеличением скорости подачи проволоки.
Некоторое новое оборудование обеспечивает обратную связь от дуги к источнику питания и автоматически регулирует напряжение, чтобы обеспечить то, что считается оптимальным для полученной обратной связи.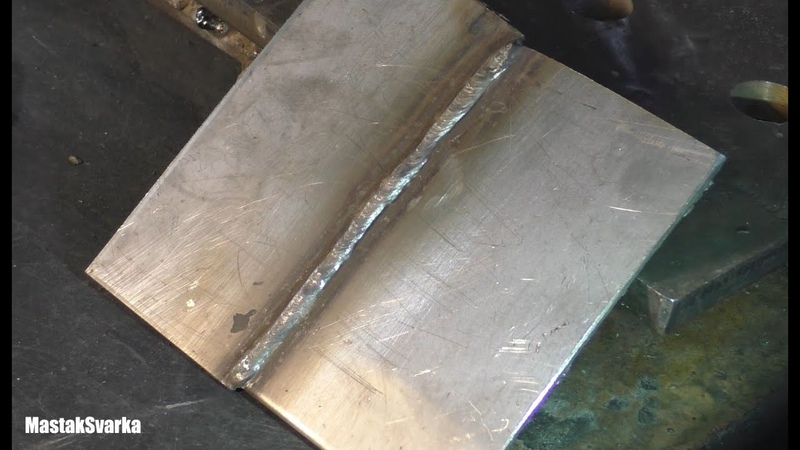 Эти машины подходят для менее опытных сварщиков, а также обладают гибкостью, позволяющей при необходимости вносить изменения.
Эти машины подходят для менее опытных сварщиков, а также обладают гибкостью, позволяющей при необходимости вносить изменения.
Защитный газ
Защитный газ также может влиять на уровень тока, разбрызгивание и внешний вид капель. Наиболее распространенными газами, используемыми для SCT, являются 75 процентов аргона / 25 процентов CO2 для углеродистой стали и 90 процентов гелия / 7,5 процента аргона / 2,5 процента CO2 для нержавеющей стали. Параметры, перечисленные в таблице 1, были разработаны для этих газовых смесей.
При использовании других газов, типов соединений или конфигураций для SCT вам потребуется внести незначительные изменения.
Угол резака
Угол горелки также является критическим параметром при сварке тонкостенных материалов.Обычно при сварке в плоском, горизонтальном и потолочном положениях используется толкающий угол наклона горелки, так как это обычно помогает предотвратить прожиг материала. При вертикальной сварке более тонких материалов в режиме SCT чаще всего продвигается от верха до низа соединения.
Рис. 1. При сварке нержавеющей стали с переносом короткого замыкания внешний вид валика отличается, если он изготовлен без наклона и индуктивности (слева) и с наклоном и индуктивностью (справа).
При сварке в режиме SCT важно использовать относительно короткое расстояние от контактного наконечника до рабочей поверхности, обычно от 0,25 до 0,5 дюйма максимум. Чрезмерное расстояние между контактным наконечником и рабочей поверхностью приводит к нестабильной дуге из-за большего сопротивления между заготовкой и контактным наконечником.
Диаметр проволоки
Типичные диаметры проволоки для сварки коротким замыканием углеродистой стали включают 0,023, 0,030, 0,035 и 0,045 дюйма. В то время как диаметры проволоки из нержавеющей стали, используемые для SCT, преимущественно равны 0.030, 0,035 и 0,045 дюйма, вы можете использовать меньший диаметр при сварке тонких материалов. Однако вам потребуется более высокая скорость подачи проволоки, чтобы соответствовать текущему уровню большей проволоки.
(PDF) Сварка сопротивлением тонких многослойных листов из нержавеющей стали с волокнистым металлическим сердечником: экспериментальные и численные исследования
Опубликовано Maney Publishing (c) IOM Communications Ltd
Сопротивление на начальном этапе сварки. В установившемся режиме
было обнаружено полное сопротивление до
, оставшееся на уровне 200 мВ.Модель RSW
успешно предсказывает историю напряжения и сопротивления в этот период,
подразумевая, что характеристики переноса ядра
адекватно смоделированы.
3. Было обнаружено, что клееный многослойный лист (MG)
можно сваривать без шунта. Это стало возможным благодаря тому, что в процессе производства использовался клей низкой вязкости
, а отверждение проводилось под давлением
. Был достигнут лучший контакт между концами волокна и лицевой панелью
, что повысило электрическую проводимость.
4. Геометрия и размер слепка хорошо согласовывались с прогнозами модели
. Это говорит о том, что тепловые поля
Это говорит о том, что тепловые поля
были правильно предсказаны. Первоначально тепловыделение
сосредоточено на границах раздела сердечник-лицевая панель,
, возникающее из-за изначально низкой проводимости межфазного электрического контакта
(при низкой температуре). Однако, когда температура повышается, максимальная температура смещается к разрушенной сердцевине
из-за более высокого удельного сопротивления сердцевины.Прогнозируется, что плавление
начнется вблизи активной зоны,
, за которым последует плавление внутренних лицевых пластин. Расплавленный самородок
впоследствии растет в радиальном направлении, поскольку
тепла постоянно рассеивается в осевом направлении на
электродов с водяным охлаждением.
5. Сварные швы, полученные при уровнях тока ниже, 5kA
, показали увеличивающийся диаметр самородка по мере увеличения силы тока
. Это из-за увеличения вклада
от джоулева нагрева. Однако при более высоких токах
Однако при более высоких токах
(0,5 кА) измеренный размер самородка начал уменьшаться, как результат вытеснения расплава
. Сварка при более высоких токах
может привести к различным дефектам сварных швов, таким как растрескивание лицевой панели,
усадочное растрескивание и образование пористости (из-за разложения
и улетучивания клея).
Благодарности
Один из авторов (Дж. К. Тан) благодарит
за финансирование исследований, предоставленное Schlumberger &
Стипендия Содружества Малайзии, ORS Awards
и TWI.Также выражаем благодарность г-ну Мартину Ландерту из
Кембриджского университета за предоставленные данные испытаний на растяжение нержавеющей стали
316L.
Список литературы
1. R. N.-G. Густафссон: Proc. 5-й Int. Конф. по «Сэндвич-конструкции —
ция», 169–176; 2000, Zu¨ Rich, Emas Publishing.
2. Т. Натале и Б. Ирвинг: Weld. J., 1992, 71, (3), 47–52.
3. Н. Харлин, Т. Б. Джонс и Дж. Д. Паркер: Sci. Tech. Сварка. Присоединяйтесь.,
Н. Харлин, Т. Б. Джонс и Дж. Д. Паркер: Sci. Tech. Сварка. Присоединяйтесь.,
2002, 7, (1), 35–41.
4. Н. Т. Уильямс: в «Справочнике ASM: сварка, пайка и пайка
», 226–230; 1993, Парк материалов, Огайо, ASM.
5. W. Hardin: Weld. J., 2003, 82, (11), 46–49.
6. С. К. Ван и П. С. Вэй: J. Heat Transfer (Trans. ASME), 2001,
123, (3), 576–585.
7. К. С. Йунг и П. Х. Торнтон: Weld. J., 1999, 78, (1), 1с – 6с.
8. Д. Дж. Браун, Х. В. Чендлер, Дж. Т. Эванс и Дж. Вен: Weld. J.,
1995, 74, (10), 339с – 344с.
9. J. A. Khan, L. Xu, Y.-J. Чао: Sci. Tech. Сварка. Присоединяйтесь., 1999, 4,
(4), 201–207.
10. Л. Сюй и Дж. А. Хан: Proc. 5-й Int. Конф. «Тенденции в сварке
исследований», Пайн-Маунтин, Джорджия, США, июнь 1998 г., ASM Int, 616–
621.
11. PS Wei и FB Yeh: J. Heat Transfer (Trans. ASME), 1991 ,
113, 643–649.
12. П. С. Вей и К. Й. Хо: J. Heat Transfer (Trans. ASME), 1990,
ASME), 1990,
112, 309–316.
13.X. Лонг и С. К. Ханна: Trans ASME, 2003, 125, 222–226.
14. З. Фенг, Дж. Э. Гулд, С. С. Бабу, М. Л. Сантелла и Б. В. Реймер:
Proc. 5-й Int. Конф. «Тенденции исследований в области сварки», Pine
Mountain, GA, USA, июнь 1998 г., ASM Int., 599–604.
15. А. Е. Маркаки, С. А. Вестгейт и Т. В. Клайн: «Обработка и свойства
легких ячеистых металлов и структур», 15–24;
2002, Сиэтл, ТМС.
16. А. Нисимото, Ю.Watanabe, Y. Fujii, S. Kabasawa и
Y. Matsuda: NKK Tech. Rev., 1988, (53), 10–18.
17. Х. Оберле, К. Коммаре, Р. Магно, К. Минье и Г. Прадере:
Weld. J., 1998, 77, (1), 8С – 13С.
18. M. Sato, Y. Tanaka, Y. Yutori, H. Nishikawa и M. Miyahara:
Proc. Int. Конг. Exposit., (Серия технических статей SAE), 1–8; 1991,
Детройт, Мичиган, САЕ.
19. J. C. Tan, J. A. Elliott, T. W. Clyne: Adv. Англ. Матер., 2006, 8,
(6), 495–500.
20. J. C. Tan, S. A. Tsipas, I. O. Golosnoy, S. Paul, J. A. Curran и
J. C. Tan, S. A. Tsipas, I. O. Golosnoy, S. Paul, J. A. Curran и
T. W. Clyne: Surf. Пальто. Технологии, 2006, 201, (3–4), 1414–1420.
21. А. Ф. Уайтхаус, К. М. Уорвик и Т. В. Клайн: J. Mater. Sci.,
1991, 26, 6176–6182.
листов aMG, сваренных при 5–32 кА, с растрескиванием лицевой панели и выбросом расплава; листы bSF, сваренные при 5? 57 кА, с дефектным самородком из-за вытеснения расплава; Листы cMG, свариваемые при 4–24 кА, демонстрируют асимметричный слиток сварного шва, содержащий пористость
14 Микрофотографии многослойных листов RSW, показывающих различные дефекты: все швы были выполнены с использованием времени сварки 200 мс
Tan et al.Сварка сопротивлением тонких многослойных листов из нержавеющей стали с волокнистым металлическим сердечником
Наука и технология сварки и соединения 2007 ТОМ 12 NO 6503
Свариваемость нержавеющих сталей — Мир нержавеющей стали
Сварка нержавеющих сталей и большинства других коррозионно-стойких сплавов, которая когда-то считалась серьезной проблемой, сегодня среди сварщиков чаще описывается как «другая», а не «более трудная». Сварка нержавеющих сталей и свойства сварных швов в отношении коррозионной стойкости и механических свойств действительно включают сочетание металлургических, геометрических аспектов и аспектов обработки поверхности.
Сварка нержавеющих сталей и свойства сварных швов в отношении коррозионной стойкости и механических свойств действительно включают сочетание металлургических, геометрических аспектов и аспектов обработки поверхности.
Никель (плюс углерод, марганец и азот) способствует образованию аустенита, а хром (плюс кремний, молибден и ниобий) способствует образованию феррита, поэтому структуру сварных швов в нержавеющих сталях можно в значительной степени предсказать на основе их химического состава. . Из-за разной микроструктуры группы сплавов имеют разные сварочные характеристики и подверженность дефектам.
Аустенитная нержавеющая сталь
Аустенитные нержавеющие стали обычно содержат 16–26% хрома (Cr) и 8–22% никеля (Ni).Тип 304, который содержит приблизительно 18% Cr и 10% Ni, является обычно используемым сплавом для сварных конструкций, и эти сплавы можно легко сваривать с использованием любого из процессов дуговой сварки (TIG, MIG, MMA и SA). Они обладают хорошей ударной вязкостью, поскольку не подвергаются закалке при охлаждении, и нет необходимости в термообработке до или после сварки.
Как избежать дефектов сварного шва Аустенитная нержавеющая сталь легко сваривается, но металл шва и растрескивание в зоне термического влияния могут образоваться. Растрескивание металла сварного шва при затвердевании с большей вероятностью произойдет в полностью аустенитных структурах, которые более чувствительны к трещинам, чем структуры, содержащие небольшое количество феррита, поскольку феррит обладает способностью растворять вредные примеси, которые в противном случае образовали бы сегрегации с низкой температурой плавления и междендритные трещины.Присутствие 5-10% феррита в микроструктуре чрезвычайно полезно, поэтому выбор состава присадочного материала имеет решающее значение для снижения риска растрескивания. Индикация баланса феррит-аустенит для различных составов обеспечивается диаграммой Шеффлера. Например, при сварке нержавеющей стали типа 304 используется присадочный материал типа 308, который имеет немного другое содержание сплава.

Ферритная нержавеющая сталь
Ферритные нержавеющие стали имеют содержание Cr от 11 до 28%.Обычно используемые сплавы включают марку 430, содержащую 16-18% Cr, и марку 407, содержащую 10-12% Cr. Поскольку эти сплавы можно рассматривать как преимущественно однофазные и не закаливаемые, их можно легко сваривать плавлением. Однако крупнозернистая ЗТВ будет иметь низкую ударную вязкость.
Как избежать дефектов сварного шва
Основная проблема при сварке этой ферритной нержавеющей стали — низкая ударная вязкость в зоне термического влияния. Чрезмерное укрупнение зерна может привести к растрескиванию сильно затянутых соединений и материала толстого сечения.При сварке тонкого материала (менее 6 мм) никаких специальных мер предосторожности не требуется. В более толстом материале необходимо использовать низкое тепловложение, чтобы минимизировать ширину зоны с укрупненными зернами, и аустенитный наполнитель, чтобы получить более прочный металл сварного шва. Хотя предварительный нагрев не приведет к уменьшению размера зерна, он снизит скорость охлаждения ЗТВ, сохранит температуру металла шва выше температуры вязко-хрупкого перехода и может снизить остаточные напряжения. Температура предварительного нагрева должна быть в пределах 50–250 ° C в зависимости от состава материала.
Хотя предварительный нагрев не приведет к уменьшению размера зерна, он снизит скорость охлаждения ЗТВ, сохранит температуру металла шва выше температуры вязко-хрупкого перехода и может снизить остаточные напряжения. Температура предварительного нагрева должна быть в пределах 50–250 ° C в зависимости от состава материала.
Мартенситная нержавеющая сталь
Наиболее распространенные мартенситные сплавы, например тип 410, имеют умеренное содержание хрома 12-18% с низким содержанием Ni, но, что более важно, имеют относительно высокое содержание углерода. Принципиальным отличием по сравнению со сваркой нержавеющей стали аустенитного и ферритного сортов является потенциально твердая мартенситная структура ЗТВ и соответствующий состав сварочного металла. Этот материал можно успешно сваривать при условии соблюдения мер предосторожности во избежание растрескивания в ЗТВ, особенно в компонентах с толстым сечением и сильно зажатых соединениях.
Как избежать дефектов сварного шва
Высокая твердость в зоне термического влияния делает этот тип нержавеющей стали очень склонным к водородному растрескиванию. Риск растрескивания обычно увеличивается с увеличением содержания углерода. Меры предосторожности, которые необходимо предпринять для минимизации риска:
Риск растрескивания обычно увеличивается с увеличением содержания углерода. Меры предосторожности, которые необходимо предпринять для минимизации риска:
• используя процесс с низким содержанием водорода (TIG или MIG) и убедитесь, что флюс или расходные материалы с покрытием из флюса высушены (MMA и SAW) в соответствии с инструкциями производителя;
• предварительный нагрев примерно до 200–300 ° C.Фактическая температура будет зависеть от процедуры сварки, химического состава (особенно содержания Cr и C), толщины сечения и количества водорода, попадающего в металл шва;
• поддержание рекомендованной минимальной температуры промежуточного прохода;
• проведение термообработки после сварки, например при 650-750 ° С. Время и температура будут определяться химическим составом.
Тонкий срез из низкоуглеродистого материала, обычно менее 3 мм, часто можно сваривать без предварительного нагрева, при условии, что используется процесс с низким содержанием водорода, соединения имеют низкую фиксацию и внимание уделяется очистке области соединения. Для материала с более толстым сечением и большим содержанием углерода (> 0,1%), вероятно, потребуется предварительный нагрев и термообработка после сварки. Термическую обработку после сварки следует проводить сразу после сварки, чтобы не только закалить (упрочнить) структуру, но и дать водороду возможность диффундировать от металла шва и ЗТВ.
Для материала с более толстым сечением и большим содержанием углерода (> 0,1%), вероятно, потребуется предварительный нагрев и термообработка после сварки. Термическую обработку после сварки следует проводить сразу после сварки, чтобы не только закалить (упрочнить) структуру, но и дать водороду возможность диффундировать от металла шва и ЗТВ.
Дуплексные нержавеющие стали
Дуплексные нержавеющие сталиимеют двухфазную структуру с почти равными пропорциями аустенита и феррита. Состав наиболее распространенных дуплексных сталей находится в диапазоне 22-26% Cr, 4-7% Ni и 0-3% Mo, обычно с небольшим количеством азота (0.1-0,3%) для стабилизации аустенита. Современные дуплексные стали легко поддаются сварке, но для получения правильной структуры металла сварного шва необходимо строго соблюдать процедуру, особенно поддержание диапазона погонной энергии.
Как избежать дефектов сварного шва
Хотя можно использовать большинство сварочных процессов, обычно избегают процедур сварки с низким тепловложением. Предварительный нагрев обычно не требуется, и необходимо контролировать максимальную температуру между проходами.Выбор присадочного материала важен, поскольку он предназначен для создания структуры металла сварного шва с балансом феррит-аустенит, соответствующим основному металлу. Чтобы компенсировать потерю азота, наполнитель может быть чрезмерно легирован азотом, или сам защитный газ может содержать небольшое количество азота.
Предварительный нагрев обычно не требуется, и необходимо контролировать максимальную температуру между проходами.Выбор присадочного материала важен, поскольку он предназначен для создания структуры металла сварного шва с балансом феррит-аустенит, соответствующим основному металлу. Чтобы компенсировать потерю азота, наполнитель может быть чрезмерно легирован азотом, или сам защитный газ может содержать небольшое количество азота.
Как сваривать листовой металл — TIG / MIG /
Как сваривать листовой металл? Это вопрос, который волнует многих начинающих сварщиков, когда они начинают работать с материалами разной толщины.Листовой металл намного тоньше других материалов, которые нужно сваривать, поэтому необходим совершенно другой подход. Начинающим сварщикам необходимо понимать, что каждый материал требует особого подхода. Иногда даже у профессиональных сварщиков могут возникнуть проблемы со сваркой более тонких материалов. Это связано со многими факторами, которые вступили в игру.
В этой статье я собираюсь объяснить основные способы сварки листового металла, которым могут следовать даже профессионалы.
Я также составил список лучших сварщиков для сварки листового металла, так что если вы хотите его прочитать, заходите.
Наконечники для сварки листового металла
Нет однозначного ответа на вопрос, как следует подходить к сварке листового металла. Но есть несколько способов сделать это. В этом случае очень важен опыт, но вам также необходимо знать основы, связанные с этим типом сварки.
А именно, тепло является самым большим фактором при сварке более тонких материалов. Правильная регулировка обеспечит идеальный сварной шов. Если вы перейдете слишком много, вы только прожигете материал.Но для более толстого материала, такого как балки, вам потребуется включить питание в зависимости от панели, которую вы свариваете.
Различные типы материалов также подвержены искажению. Так обстоит дело с более тонкими. Искривление может также произойти, если температура слишком высока, поэтому сварщику необходимо правильно отрегулировать, чтобы сварной шов имел достаточную механическую прочность для применения.
Искривление может также произойти, если температура слишком высока, поэтому сварщику необходимо правильно отрегулировать, чтобы сварной шов имел достаточную механическую прочность для применения.
Некоторые важные моменты, которые следует учитывать:
Выбор процесса: Чтобы избежать обычных проблем, возникающих при сварке тонкого металла, вам следует тщательно продумать процесс, который вы используете.Предпочтительны прецизионные методы сварки, такие как импульсная газовая дуговая сварка металлическим электродом (GMAW-P), дуговая сварка металлическим электродом с коротким замыканием с переносом газа (GMAW), импульсная GTAW и газовая дуговая сварка вольфрамовым электродом (GTAW).
- Проволока меньшего диаметра: рассмотрите возможность подачи проволоки меньшего диаметра. Чем меньше размер проволоки, тем меньше тепла вам потребуется для ее плавления, что, в свою очередь, снижает тепло, выделяемое вами на общей поверхности. Меньшая проволока также обеспечивает лучший контроль и больше шансов исправить ошибки.
- Полярность электродов : Сварка сплошной проволокой потребует использования электродов положительной полярности. Положительные электроды действительно выделяют больше тепла, чем электроды отрицательной полярности, но положительный электрод дает лучшие результаты.
- Держите вещи в чистоте : Вы должны очистить зону сварки или патч-панель, которую вы используете, особенно когда дело касается алюминия. При контакте с воздухом на алюминии образуется оксидный слой. Создаваемый оксидный слой требует не менее 2000 ° F для плавления, что больше, чем необходимо для плавления алюминия.Щетка из нержавеющей стали или шлифовальный станок помогут удалить окисленный слой.
- Источники питания GMAW : Всегда выбирайте сварочный аппарат с хорошим контролем напряжения. Это обеспечивает хорошее зажигание дуги и стабильность.

Помимо тепла, нужно также учитывать оборудование, которое они используют, а также выбрать правильный метод для этого.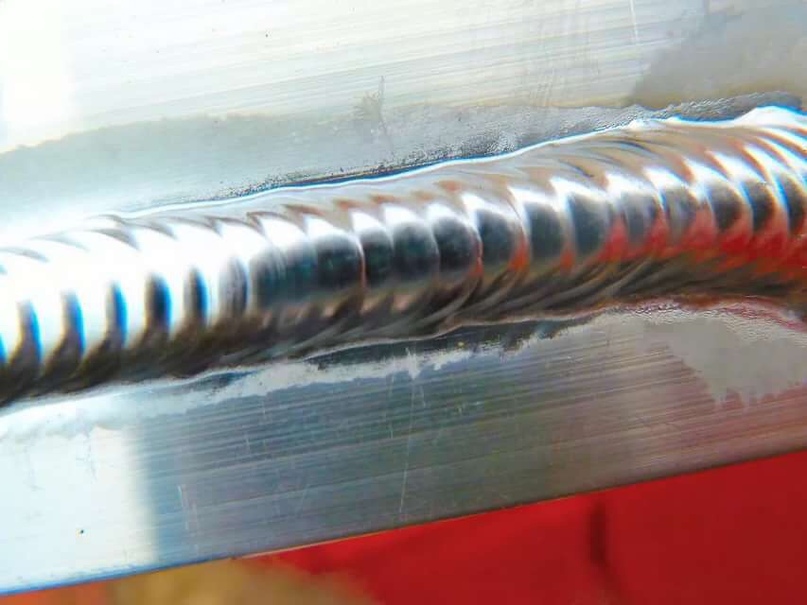 Два наиболее часто используемых метода сварки листового металла — это методы MIG и TIG. Однако в некоторых случаях применяется и точечная сварка.
Два наиболее часто используемых метода сварки листового металла — это методы MIG и TIG. Однако в некоторых случаях применяется и точечная сварка.
Действующий код купона со скидкой 10%: «Февраль — 10% WeldP»
Сварка листовым металлом MIG
СваркаMIG — один из наиболее подходящих методов для листового металла. Этот метод хорош, поскольку он дает новичкам возможность попрактиковаться и поправиться. А именно, это оставляет вам место для ошибок, которые можно исправить с опытом или с помощью некоторых советов и приемов. Самая большая ошибка сварщика — проделать дыру в панели.Это может произойти по неопытности или из-за слишком сильного нагрева.
В любом случае, сварщик должен учитывать определенные моменты при сварке листового металла методом MIG.
Самый очевидный совет для сварщика MIG — использовать проволоку наименьшего диаметра. Пламя меньшего размера требует меньше тепла для плавления и в то же время не нагревает металл так сильно, как при использовании более толстой проволоки. Кроме того, использование проволоки меньшего диаметра позволит лучше контролировать сварной шов, а также позволит вам легче устранять ошибки из-за скорости наплавки.
Кроме того, использование проволоки меньшего диаметра позволит лучше контролировать сварной шов, а также позволит вам легче устранять ошибки из-за скорости наплавки.
Как правило, при сварке листового металла методом MIG никогда не используйте присадочный металл, толщина которого превышает толщину основного металла. Сварщику рекомендуется использовать проволоку диаметром 0,023 или 0,024 дюйма для работы с тонким листовым металлом. Однако, если вы имеете дело с материалами толщиной 18 и более, можно использовать сварочную проволоку 0,030 дюйма. Что касается низкоуглеродистой стали, рекомендуется использовать проволоку типа ER70S-6, так как у нее есть сварочная опора, которая хорошо смачивается.
Что касается защитного газа, рекомендуется использовать более высокий газ на основе аргона.Лучше всего использовать смесь 75% аргона / 25% углекислого газа. Лучшее в аргоне — это то, что он переносит меньше тепла, чем CO2, что в свою очередь приводит к меньшему разбрызгиванию.
Кроме того, если вы планируете сваривать нержавеющую сталь, лучше всего использовать сварочную проволоку ER308, ER308L и ER308LSI. Но в случае нержавеющей стали 316L вам понадобится проволока 316L. Для этих типов материалов рекомендуется трехгазовая смесь, состоящая из 90% гелия, 8% аргона и 2% CO2.
Но в случае нержавеющей стали 316L вам понадобится проволока 316L. Для этих типов материалов рекомендуется трехгазовая смесь, состоящая из 90% гелия, 8% аргона и 2% CO2.
Наконец, если вы свариваете листовой металл сплошной проволокой, рекомендуется использовать положительный электрод или электрод с обратной полярностью.Но имейте в виду, что более тонкий материал, такой как листовой металл, нельзя сваривать порошковой проволокой. Провода такого типа нагревают основной металл сильнее, что может привести к деформации и нежелательным ошибкам.
Наконечники для сварки MIG листового металла
- Бесконечная регулировка : Если вы по какой-то причине не можете использовать сварочный аппарат MIG, важно приобрести аппарат, который обладает неограниченными возможностями регулировки. Это означает, что вы можете регулировать скорость подачи проволоки или напряжение практически в любой конфигурации.Таким образом, вы можете легко приспособиться к толщине металла, над которым работаете.
- Quick & Short Welds : Никогда не пытайтесь сделать один длинный валик, как это делают из более тяжелых материалов. Таким образом, сварщик MIG должен выполнять короткие и быстрые сварные швы при работе с более тонкими материалами. Для длинных бусин требуется больше тепла, поэтому существует большая вероятность прожечь материал или искривить его.
- Практика : Практика ведет к совершенству, а в случае с более тонкими материалами так и должно быть.Попробуйте использовать кусок металлолома той же толщины, что и тот, который вы собираетесь сварить. Правильная регулировка сварочного аппарата MIG является ключевым моментом, и вы избежите прожигания дыр.
- Используйте более тонкую проволоку : начинающие сварщики должны понимать, что при сварке листового металла методом MIG необходимо использовать более тонкую проволоку. Более толстая сварочная проволока также означает больше тепла, что приведет к повреждению свариваемой панели.
- Держите вылет коротким : Вылет проволоки MIG важен при сварке любого типа материала, но особенно важен для более тонких материалов.Если держать наконечник слишком далеко от поверхности, проволока будет слишком сильно выходить, чтобы касаться металла. Дополнительный провод вызовет падение напряжения, прежде чем оно достигнет поверхности. Это также приведет к падению тепла сварочной дуги.
- Стыковые швы вместо швов внахлест : Швы внахлест хороши только тогда, когда нужно что-то делать быстро. Но в конечном итоге они чувствительны к влаге с тыльной стороны. Вот почему стыковой шов — гораздо лучший вариант. особенно для сварки MIG.Их самым большим преимуществом является то, что они выдерживают нагрузки намного лучше, чем любые другие сварные соединения. Убедитесь, что патч-панель установлена правильно, и оставьте зазор 1/32 дюйма между основной панелью и патчем.
- Прихваточная сварка ; Тонкую металлическую панель установить намного сложнее. Таким образом, прихваточные швы — хороший способ удерживать панель во время процесса сварки. Прихваточный шов на расстоянии дюйма друг от друга более чем достаточно, а прихваточный шов может быть более чем полезен при сварке MIG.
- Оставить зазор : При сварке MIG коммутационной панели на панели кузова вашего автомобиля следует подумать о том, чтобы оставить небольшие зазоры между коммутационной панелью и оригинальным металлом.В процессе сварки металл нагревается, и зазор, который оставляет сварщик, компенсирует возникающее расширение. Вы можете сначала проверить панель с зазором 1/16 дюйма вокруг заплатки. Сварочная лужа заполнит оставленный вами зазор.


 Таким образом, прихваточные швы — хороший способ удерживать панель во время процесса сварки. Прихваточный шов на расстоянии дюйма друг от друга более чем достаточно, а прихваточный шов может быть более чем полезен при сварке MIG.
Таким образом, прихваточные швы — хороший способ удерживать панель во время процесса сварки. Прихваточный шов на расстоянии дюйма друг от друга более чем достаточно, а прихваточный шов может быть более чем полезен при сварке MIG.Действующий код купона со скидкой 10%: «Февраль — 10% WeldP»
Сварка TIG листового металла
Использование аппаратов для сварки TIG означает, что можно работать с материалами толщиной 26 мм.Использование этого процесса позволяет более чем эффективно работать с тонкими материалами, поскольку обеспечивает высокую точность и качество работы. Но использование этого метода также требует некоторой практики и практических советов, чтобы понять его.
Но использование этого метода также требует некоторой практики и практических советов, чтобы понять его.
Например, использование меньших электродов, которые легче запускаются, на самом деле работает намного лучше при более низких уровнях нагрева. Это предотвратит прожиг материала, а также позволит вам больше сосредоточиться на меньшей области дуги.
Что касается присадочного металла, ER70S-2 является наиболее часто используемым типом стали.Но если вы не можете приобрести эту кремниевую бронзу, это отличный вторичный выбор. Он намного мягче и при правильном применении снижает тепло до необходимого для этого типа сварки уровня.
Правило, которому мы должны здесь следовать, — использовать присадочный металл, который тоньше основного металла. Или, по крайней мере, держите толщину как можно ближе. Это важно, так как это предотвратит перегрев основного металла до того, как у вас появится возможность соединить его с присадочным металлом.
Наконечники для сварки TIG листового металла
- Правило 1 к 1 : Лучший способ оценить подвод тепла, необходимого для сварки, — это применить правило 1 к 1. Это означает, что на 1 тысячную (0,001) дюйма толщины следует использовать 1 ампер. Это особенно полезно для углеродистой стали. Но когда дело доходит до нержавеющей стали или других металлов на основе никеля, требуется меньше тепла. На самом деле, вы должны использовать 2/3 ампер на тысячную, так как никель не проводит столько тепла. Но для алюминия и магния следует немного увеличить нагрев.
- Защитите заднюю сторону : При сварке листового металла всегда следует закрывать заднюю сторону сварного шва.Таким образом вы предотвратите окисление и одновременно снизите тепловложение. Но он имеет двоякое применение, поскольку улучшает качество сварочного процесса. Устранение возможных дефектов поверхности.
- Сохраняйте спокойствие : Если вы используете отверстия для аргона, тогда следует добавить медные охлаждающие стержни с вашим защитным газом. Но будьте осторожны, чтобы не допустить контакта углерода с кобальтовым сплавом, поскольку цинк в меди может создать проблемы. Таким образом, лучше использовать никелированный охлаждающий стержень в сочетании с кобальтовым сплавом.
- Обратный шаг : При сварке TIG сварщики обычно толкают сварочную ванну в непрерывном направлении. Но когда дело доходит до более блестящих материалов, сварщику необходимо отступить на шаг и разбить сварной шов на участки вместо того, чтобы использовать один длинный шов. таким образом вы рассеиваете тепло. Длина каждой ступеньки будет зависеть от длины стыка.
- Размер чашки имеет значение : В большинстве случаев применения в процессах сварки TIG требуется использование чашки №7.Однако, если вы хотите получить качественный сварной шов на листовом металле, лучше иметь чашку № 15 или даже больше. Манжеты большего размера обеспечивают лучшее покрытие защитным газом сварочной ванны, а также зоны, подверженной воздействию тепла.
- Помните о правиле зазора : Обработка листового металла приведет к усадке кератиновых деталей. Поэтому, если вам нужно создать что-то в соответствии с конкретными размерами, вы должны планировать заранее. Перед тем, как приступить к работе, следует определить необходимый предварительный зазор.Не обрезайте листовой металл по размеру, а вместо этого делайте детали большего размера, чем требуется.
- Используйте стеклянную линзу : Если вы используете сварку TIG, вам также следует подумать об использовании стеклянной линзы. Линзу можно просто вставить внутрь чашки. Это сгладит поток газа и предотвратит турбулентность, которая сильно влияет на качество сварного шва.
- Ближе к делу : Работа с электричеством также означает, что в какой-то момент оно может отключиться. Поэтому лучше всего использовать острый вольфрам, который делает процесс сварки управляемым.Кроме того, это поможет сварщикам правильно отводить тепло от деталей, которые в нем не так много нуждаются.
- Инвестируйте в свое оборудование : Обычный сварочный аппарат TIG не может пульсировать быстрее 10 импульсов в секунду (PPS). Этого недостаточно, чтобы контролировать сварочную лужу до края. В этом случае мастерство играет важную роль. Но если вы приобретете сварочный аппарат TIG с производительностью не менее 100 PPS, вам не придется беспокоиться о расплавлении края панели, над которой вы работаете. Но всегда проверяйте спецификации вашего оборудования.
 Это означает, что на 1 тысячную (0,001) дюйма толщины следует использовать 1 ампер. Это особенно полезно для углеродистой стали. Но когда дело доходит до нержавеющей стали или других металлов на основе никеля, требуется меньше тепла. На самом деле, вы должны использовать 2/3 ампер на тысячную, так как никель не проводит столько тепла. Но для алюминия и магния следует немного увеличить нагрев.
Это означает, что на 1 тысячную (0,001) дюйма толщины следует использовать 1 ампер. Это особенно полезно для углеродистой стали. Но когда дело доходит до нержавеющей стали или других металлов на основе никеля, требуется меньше тепла. На самом деле, вы должны использовать 2/3 ампер на тысячную, так как никель не проводит столько тепла. Но для алюминия и магния следует немного увеличить нагрев. Таким образом, лучше использовать никелированный охлаждающий стержень в сочетании с кобальтовым сплавом.
Таким образом, лучше использовать никелированный охлаждающий стержень в сочетании с кобальтовым сплавом. Этого недостаточно, чтобы контролировать сварочную лужу до края. В этом случае мастерство играет важную роль. Но если вы приобретете сварочный аппарат TIG с производительностью не менее 100 PPS, вам не придется беспокоиться о расплавлении края панели, над которой вы работаете. Но всегда проверяйте спецификации вашего оборудования.
Этого недостаточно, чтобы контролировать сварочную лужу до края. В этом случае мастерство играет важную роль. Но если вы приобретете сварочный аппарат TIG с производительностью не менее 100 PPS, вам не придется беспокоиться о расплавлении края панели, над которой вы работаете. Но всегда проверяйте спецификации вашего оборудования.Точечная сварка листового металла
Точечная сварка применяется для листового металла уже давно. Он специально стал опорой в автомобильной промышленности, где используется с 1930-х годов.
Он не требует флюса или наполнителя, так как вам нужно только приложить концентрированное короткое замыкание и физическое давление к месту толщиной в три толщины металла мальчика, чтобы соединить его. Для этого метода характерно сочетание сильного нагрева с короткими замыканиями с высокой силой тока.Это необходимо делать в точке сварного шва через короткие промежутки времени, прикладывая давление к внешним поверхностям области сварного шва и сварочным электродам и превращая точечные сварные швы в сварной шов плавлением.
Однако некоторые сварщики не сжимают зону сварки между двумя электродами. Они просто приложат силу и тепло к одному куску металла, который заземлен через другой кусок, который необходимо соединить.
Этот метод действительно полезен, когда сварной шов нелегко или почти невозможно достать.
Однако у точечной сварки есть и обратная сторона. При соединении панели кузова она будет подвержена коррозии, так как будет притягивать влагу между соединяемыми деталями. Проблема усугубляется тем фактом, что испарители для точечной сварки используются почти во всех процессах, которые используются для обработки, например, в цинковании. Проблему можно решить, используя праймеры, содержащие высокую концентрацию цинка. Это сделает их более проводящими и позволит им лучше пропускать сварочный ток.Он также защищает готовые сварные швы с помощью ионов от частиц цинка, обнаруживаемых в покрытии после его выполнения.
Методы сварки листового металла
Чтобы сварить листовой металл или патч-панель, вы должны соблюдать определенные правила и использовать определенные методы. Правильная техника придет с практикой и опытом. Кроме того, это гарантирует, что материалы, над которыми вы работаете, не деформируются, а также не пройдут прожиг.
Правильная техника придет с практикой и опытом. Кроме того, это гарантирует, что материалы, над которыми вы работаете, не деформируются, а также не пройдут прожиг.
Один из способов добиться этого — всегда использовать максимально возможную скорость движения и всегда выполнять сварку по прямой линии.Это обеспечит сохранение хорошего профиля сварного шва.
Чтобы предотвратить прожог, можно использовать технику проталкивания из пистолета MIG. Это означает направление проволоки к более холодному краю основного металла и сварочной ванны. Вытягивание пистолета приведет к перемещению проволоки к более горячей части сварочной ванны, что, следовательно, увеличивает вероятность прожога.
Но вот еще несколько полезных методов, которые люди могут использовать при сварке листового металла:
- Пропустить сварку : Если вы сделаете ошибку, распределив тепло неравномерно, это приведет к деформации или деформации панели.Это только вызовет дополнительные проблемы для панелей, которые должны плотно прилегать друг к другу. Поэтому, чтобы этого не происходило, тепло необходимо распределять как можно быстрее. Техника пропуска свадьбы в этом случае идеально подходит, так как позволяет выполнить серию отдельных сварных швов. Таким образом, в одном месте не будет сосредоточено чрезмерное количество тепла.
- Опорные стержни : Хороший способ отвода тепла быстрее, чем просто использование только атмосферного охлаждения. Сварщик может использовать подкладные или охлаждающие стержни, помещая их в контакт с зоной термического влияния.Это можно сделать легко, так как вам нужно только поставить простой металлический стержень и прижать его к сварной конструкции. Предпочтительно использовать медные или алюминиевые стержни, поскольку они обладают способностью быстрее рассеивать тепло.
- Посадка и конструкция стыков : Сварка листового металла требует очень плотной посадки. В ситуации, когда сварщику необходимо выполнить стыковой шов на панели 20 калибра, а детали не могут касаться друг друга даже на 1/16 дюйма, вы создадите зазор, который не может быть поглощен жара. Так что, если вы не хотите делать это снова, лучше воспользуйтесь старым приемом: один раз отрежьте и дважды отмерьте. Но вы также можете изменить дизайн панели, используя соединения, способные поглощать более высокие уровни тепла. Существует также возможность использовать электрозаклепку в местах, где на самом деле не требуется сплошной сварной шов.
 Поэтому, чтобы этого не происходило, тепло необходимо распределять как можно быстрее. Техника пропуска свадьбы в этом случае идеально подходит, так как позволяет выполнить серию отдельных сварных швов. Таким образом, в одном месте не будет сосредоточено чрезмерное количество тепла.
Поэтому, чтобы этого не происходило, тепло необходимо распределять как можно быстрее. Техника пропуска свадьбы в этом случае идеально подходит, так как позволяет выполнить серию отдельных сварных швов. Таким образом, в одном месте не будет сосредоточено чрезмерное количество тепла.Часто задаваемые вопросы [FAQ]
В: Какую толщину можно сваривать точечной сваркой?
A: Точечная сварка — один из старейших используемых методов сварки.Его основное применение — сварка кузовов автомобилей и листового металла. Точечная сварка обычно используется для соединения панели из листового металла внахлест, деталей толщиной обычно 3 мм. Соотношение толщины не должно превышать 3,1 мм. Это связано с тем, что прочность соединений зависит от количества и размера сварного шва. Таким образом, диаметр точечной сварки варьируется от 3 мм до 12,5 мм.
В: Какой самый тонкий листовой металл можно сваривать?
A: Сварщику следует осторожно подходить к сварке тонких материалов. Вы также должны принять во внимание тип материала и сварочный процесс, который вы планируете реализовать. Газовая дуговая сварка (GMAW) — очень эффективный метод соединения более тонких материалов. Так, например, вы можете работать над 18-ga. до 0,1875 дюйма нержавеющая сталь или 24-га. до 0,1875 дюйма углеродистая сталь.
Вы также должны принять во внимание тип материала и сварочный процесс, который вы планируете реализовать. Газовая дуговая сварка (GMAW) — очень эффективный метод соединения более тонких материалов. Так, например, вы можете работать над 18-ga. до 0,1875 дюйма нержавеющая сталь или 24-га. до 0,1875 дюйма углеродистая сталь.
Может применяться для мелких деталей, автомобилей, систем отопления, вентиляции и кондиционирования воздуха, ограждений и кабин мобильной техники, санитарных систем и агрессивных сред.
В: Как предотвратить деформацию сварного шва?
A: Иногда при сварке листового металла может возникать деформация из-за толщины материала.Даже что-то минималистичное, например, исправление панели, может привести к разрушительным эффектам. Лучший способ предотвратить это — как можно больше не создавать искажений.
Некоторые методы включают:
- Размер сварного шва : Избегайте перегрузки при выполнении сварного шва.
- Прерывистая сварка : Попробуйте сделать разрывы вместо одного длинного сварного шва.
- Меньше сварочных проходов : Чем больше сварочных проходов сварщик, тем больше вероятность усадки материалов.Попробуйте зарабатывать меньше.
- Место сварки: Сварку следует выполнять вблизи нейтральной оси, в центре или на детали.
- Сварка с обратным зазором : Сварщик должен выполнять сварку слева направо, размещая каждый сварной шов слева направо, а не наоборот.
- Предустановленные детали: Сделайте пробные сварные швы перед тем, как начать процесс, соединяя детали вместе.
- Используйте зажимы : зажимы — хороший способ использовать вместо прихваточного шва. Вы просто зажимаете детали и устанавливаете их желаемым образом перед началом сварки.
- Термическое снятие напряжения : Процесс включает контролируемый нагрев сварного изделия с последующим контролируемым охлаждением.
- Минимизируйте время сварки: Чем больше времени вы потратите на сварку панели, тем выше вероятность возникновения деформации. Просто попробуйте сократить время, необходимое для сварки.


Заключение
Так какой метод сварки листового металла вы используете? Если вы правильно использовали упомянутые выше, то вам все равно.Но если вы заметили какие-то серьезные ошибки, вам стоит задуматься об изменении своего пути.
Сварка листового металла может быть простой, если вы примените необходимую технику. У сварщика не должно возникнуть проблем с настройкой сварочного аппарата, если он применяет необходимые методы. Адаптируйте свою сварку, и со временем и опытом результаты значительно улучшатся.
Ресурсов:
# НАЗВАНИЕ № || КОБЕЛКО — КОБЕ СТАЛЬ, ООО. —
Сварка нержавеющей стали
7.Сварка плакированной нержавеющей стали
Нержавеющая плакированная сталь состоит из подложки из углеродистой или низколегированной стали и плакированного металла из тонкой (толщиной около 2 мм) нержавеющей стали, которая используется для резервуаров для хранения и цистерн-химовозов.
Плакированная нержавеющая сталь основана на концепции коррозионной стойкости. требуется только на поверхности и что он дешевле, чем цельная нержавеющая сталь.
Ключевым моментом при сварке плакированной стали является сварка переходной зоны между подложкой (основным металлом) и плакированным металлом, где требуется сварка разнородных металлов.
Выбор и метод наплавки для плакированной стали SS400 (ASTM A 36) и SUS304 (AISI 304) показаны на рисунке ниже.
Когда SUS304 (AISI 304) наплавляется в сварном шве первого слоя, сварочный материал типа 309 используется на всем протяжении сварочной канавки до поверхности соединения. Когда SUS304 (AISI 304) наплавляется в последнем слое, необходимо использовать три различных типа сварочных материалов, такие как углеродистая сталь для SS400 (ASTM A36), тип 309 для переходной зоны и 308 −тип для SUS304 (AISI 304).
8. Ключевые моменты процедур сварки различными способами сварки нержавеющей стали.
 стали
стали(1) Общий
- ①
- При сварке аустенитных нержавеющих сталей обычно следует избегать предварительного нагрева и поддерживать температуру между проходами на уровне 150 ℃ или ниже.
- ②
- В случае сварки разнородных металлов см. Таблицу 7 (Рекомендуемые сварочные материалы для сварки разнородных металлов).Разбавление металла сварного шва основным металлом (углеродистой сталью и низколегированной сталью) также следует надлежащим образом контролировать во время сварки. Когда сварочные материалы типа 309 используются для сварки разнородных металлов, необходимо использовать низкий сварочный ток, поскольку при чрезмерном разбавлении металла сварного шва основным металлом может возникнуть растрескивание сварного шва.
- ③
- Полностью аустенитные сварочные материалы (например, NC-30 и DW-310) имеют тенденцию к образованию горячих трещин, поэтому необходимо использовать низкие сварочный ток и скорость.

(2) Дуговая сварка в экранированном металле (SMAW)
- ①
- Использование слишком высокого тока может привести к ожогу электрода, что приведет к ухудшению эксплуатационных качеств и ухудшению свойств металла сварного шва. Поэтому следует использовать сварочный ток в рекомендованном диапазоне.
- ②
- Длина дуги должна быть как можно короче.
- ③
- При плетении ширина должна быть не более 2.В 5 раз больше диаметра электрода.
(3) Сварка MAG (порошковой проволокой)
- ①
- Источник питания
Источник постоянного напряжения для дуговой сварки постоянным током подходит с положительной полярностью электрода (DCEP). Также можно использовать источник питания с инверторным управлением. При использовании импульсного источника питания может увеличиться разбрызгивание; в таком случае следует отключить схему генерации импульсов. - ②
- Защитный газ
100% CO 2 газ подходит для проволоки DW из нержавеющей стали шлакового типа.Хотя можно использовать смесь Ar + 20 50% CO 2 , имеет тенденцию возникать пористость, такая как ямки и раковины. Скорость потока защитного газа должна составлять 20-25 л / мин. Смесь Ar + 10 ~ 20% CO 2 подходит для проволоки из нержавеющей стали MX − A металлического типа. - ③
- Удлинитель провода
Расстояние зазора контактного наконечника от основного металла должно составлять около 15 мм для проволоки диаметром 0,9 мм и 15 ~ 20 мм для проволоки диаметром 1.2 или 1,6 мм. Если удлинение проволоки слишком короткое, может возникнуть пористость в виде ямок и удлиненных раковин. Для смеси Ar + CO 2 удлинение проволоки должно быть немного больше, чем при 100% CO 2 . - ④
- Меры против ветра
Когда скорость ветра превышает 1 м / сек, эффект защиты дуги от ветра становится недостаточным, и, таким образом, в металле шва появляется пористость. Кроме того, азот в атмосфере может растворяться в металле сварного шва, тем самым ухудшая удаляемость шлака или вызывая горячие трещины.Поэтому необходимо подавать достаточное количество защитного газа и использовать ветрозащитный экран в ветреную погоду. - ⑤
- Сварочный дым
Скорость выделения дыма в единицу времени при сварке MAG выше, чем при дуговой сварке в среде защитного металла. Поскольку сварочный дым вреден, следует использовать либо локальную систему удаления дыма, либо соответствующий респиратор. - ⑥
- Хранение сварочной проволоки
После того, как проволока DW из нержавеющей стали впитала влагу, ее нельзя повторно высушить при высокой температуре, в отличие от электродов, покрытых SMAW.Если сварочная проволока остается в механизме подачи проволоки в сезон дождей или в очень влажной атмосфере летом или в ночное зимнее время, когда может происходить конденсация росы, может образоваться пористость в виде ямок и удлиненных раковин. При хранении сварочной проволоки без упаковки следите за тем, чтобы пыль или конденсат не попадали на поверхность проволоки, и храните ее в сухом месте с низкой влажностью.

 Кроме того, азот в атмосфере может растворяться в металле сварного шва, тем самым ухудшая удаляемость шлака или вызывая горячие трещины.Поэтому необходимо подавать достаточное количество защитного газа и использовать ветрозащитный экран в ветреную погоду.
Кроме того, азот в атмосфере может растворяться в металле сварного шва, тем самым ухудшая удаляемость шлака или вызывая горячие трещины.Поэтому необходимо подавать достаточное количество защитного газа и использовать ветрозащитный экран в ветреную погоду. При хранении сварочной проволоки без упаковки следите за тем, чтобы пыль или конденсат не попадали на поверхность проволоки, и храните ее в сухом месте с низкой влажностью.
При хранении сварочной проволоки без упаковки следите за тем, чтобы пыль или конденсат не попадали на поверхность проволоки, и храните ее в сухом месте с низкой влажностью.(4) Сварка МИГ (сплошной проволокой)
- ①
- Сварочную проволоку следует использовать с положительной полярностью электрода постоянного тока.
- ②
- Ar + 2% O 2 используется в качестве защитного газа с расходом 20 ~ 25 л / мин. Ar + 10 ~ 20% CO 2 не подходит для низкоуглеродистой нержавеющей стали (например, SUS304L), потому что C в металле шва будет увеличиваться.
- ③
- Обычно MIG-сварка нержавеющей стали выполняется в условиях дуговой сварки со струйным переносом, при которых напряжение дуги должно быть отрегулировано так, чтобы длина дуги составляла 4 ~ 6 мм.Если длина дуги слишком короткая, образовываются раковины. может произойти, и, если он слишком длинный, смачиваемость расплавленного металла сварного шва основным металлом становится плохой.
- ④
- Сварка MIG подвержена влиянию ветра, вызывая образование раковин при сильном ветре. Поэтому при скорости ветра 0,5 м / сек следует использовать ветрозащитный экран. или выше.
- ⑤
- Импульсная дуговая сварка позволяет получить стабильную дугу со струйным переносом в диапазоне малых токов.Поэтому он подходит для наплавки, сварки тонких листов и вертикальной сварки.
 может произойти, и, если он слишком длинный, смачиваемость расплавленного металла сварного шва основным металлом становится плохой.
может произойти, и, если он слишком длинный, смачиваемость расплавленного металла сварного шва основным металлом становится плохой.(5) Сварка TIG
- ①
- Полярность электрода должна быть отрицательной по постоянному току.
- ②
- Ar обычно используется в качестве защитного газа, и его соответствующая скорость потока при ручной сварке составляет 7 ~ 15 л / мин в диапазоне тока 100 200 A. И 12 ~ 20литров / минуту в текущем диапазоне 200 ~ 300A.
- ③
- Есть два вида сварочных горелок TIG. Один с газовой линзой, другой — без. Поскольку газовая линза обеспечивает регулярный поток газа, она обеспечивает хороший экранирующий эффект и особенно эффективна для предотвращения окисление поверхности наплавленного валика.
- ④
- Соответствующее удлинение электрода от наконечника сварочной горелки обычно составляет 4 ~ 5 мм. Для сварки углового стыка с плохим экранирующим эффектом он должен составлять 2 ~ 3 мм.В глубокой канавке он должен быть в пределах 6 мм.
- ⑤
- Длина дуги должна составлять 1 ~ 3 мм. Если он слишком длинный, экранирующий эффект ухудшается.
- ⑥
- При сварке сквозным плавлением используется обратная защита для предотвращения окисления заднего валика. Однако с помощью присадочных стержней с флюсовой сердцевиной, предназначенных исключительно для сварки плавлением нержавеющей стали, можно обеспечить надежный обратный валик. получен без заднего экранирования.

 получен без заднего экранирования.
получен без заднего экранирования.(6) Сварка под флюсом
- 1) Конфигурация соединения
- ①
- При выполнении двухсторонней сварки без образования обратного скола параметры сварки должны быть тщательно проверены, чтобы предотвратить недостаточный провар и прожог.
- ②
- Если есть опасность прожога, для корневого прохода следует использовать дуговую сварку защищенным металлом.
- ③
- На толстых листах обычно следует использовать двустороннюю конфигурацию канавок для предотвращения деформации при сварке.
- ④
- При сварке канавок многопроходная послойная сварка обеспечивает хорошее удаление шлака.
- 2) Хранение и повторная сушка флюса
- ①
- Поскольку склеенные флюсы могут впитывать влагу, их следует хранить в сухом помещении.
- ②
- Если костяной флюс впитал влагу, необходимо повторно высушить его при температуре 200 300 ℃ в течение примерно часа.

- 3) Сварочный ток
- ①
- Использование высокого сварочного тока может вызвать ухудшение коррозионной стойкости зоны термического влияния (HAZ) и увеличение размера зерен HAZ.
- ②
- Следует выбирать сварочный ток, соответствующий диаметру проволоки.
- ③
- Если диаметр проволоки небольшой (2,4 мм или меньше), лучше использовать сварку постоянным током, так как легче контролировать проплавление и форму сварного шва.
- ④
- Так как проплавление может стать глубоким (таким образом, большое разбавление основным металлом), следует соблюдать осторожность при сварке соединения разнородных металлов между нержавеющей сталью и углеродистой сталью. В частности, никогда не следует применять двухстороннюю однопроходную сварку для соединений разнородных металлов.
 В частности, никогда не следует применять двухстороннюю однопроходную сварку для соединений разнородных металлов.
В частности, никогда не следует применять двухстороннюю однопроходную сварку для соединений разнородных металлов.- 4) Напряжение дуги
- ①
- Если напряжение дуги слишком низкое, может произойти прожог в корневом проходе или недостаточное плавление может произойти с обеих сторон сварного шва.
- ②
- Если напряжение дуги слишком высокое, невозможно добиться достаточного проплавления.
- ③
- Поскольку расход флюса изменяется в зависимости от напряжения дуги, химический состав металла шва также может колебаться.
- ④
- Обычно правильное напряжение дуги составляет 30 ~ 34 В.
- 5) Глубина / высота распределения потока
- Если глубина / высота распределения флюса слишком велики, поверхность сварного шва может быть неровной.
