Сварка нержавейки электродом: разбираемся в нюансах
СОДЕРЖАНИЕ
- Выбор аппарата для сварки нержавейки электродом
- Подбор электродов для сварки нержавейки
- Технология сварки нержавейки электродом
- Нюансы сварки тонкой нержавейки и труб электродом
- Сварка тонкой нержавейки
- Сварка нержавеющих труб
- Сложности сварки нержавейки электродами
Сварка нержавейки электродами – процесс весьма непростой, который требует как теоретической подготовки, так и практического опыта сварщика. Неправильный выбор режима работы или электрода приведут к снижению качества шва, а чаще всего и к его порче.
Впрочем, даже начинающий сварщик способен заварить нержавейку, если будет точно следовать всем правилам. В нашей статье мы расскажем о том, в чем заключается сложность сваривания нержавеющей стали, как выбрать электроды и режимы для этого процесса, а также поговорим об особенностях сварки некоторых изделий из этого материала.
Выбор аппарата для сварки нержавейки электродом
Нержавейка – это высоколегированная сталь. Данный материал примечателен высоким содержанием в своем составе таких элементов, как хром, титан, никель и молибден. Назначения этих составляющих заключаются в предохранении нержавейки от коррозии.
Сварка нержавейки – мероприятие не из легких, так как материал имеет невысокую теплопроводность. Для успешной процедуры необходимо подавать ток обратной полярности, а напряжение при этом должно быть невысоким.
Если сварка выполняется в домашних условиях, то можно использовать инвертор любой марки. На рынке достаточно большой выбор моделей высокого качества.
Самые главные требования, предъявляемые к аппарату для сварки нержавейки:
- Наличие режима ручной сварки.
- Возможность самостоятельно регулировать подачу тока (от 20 до 200 А).
Аппарат должен иметь следующие функции
:- «Форсаж», за счет которого понижается напряжение дуги и увеличивается сила тока;
- ПВ – длительность работы в непрерывном режиме.


Оптимальная длина кабеля аппарата для сварки – не более 6 м. Особое внимание следует обратить на инверторы, которые могут работать при пониженной температуре.
Подбор электродов для сварки нержавейки
Сварка нержавейки электродом – это востребованный и популярный сегодня метод. Чтобы минимизировать риск появления трещин на материале, есть смысл остановить свой выбор на присадке, имеющей стержень с некоторыми совпадениями с заготовками в составе.
Разберем марки электродов, используемых при сварке нержавейки:
- ЦЛ-11. Такой стержень используется, если необходимо сварить хромоникелевый сплав. Процедуру можно проводить при высокой температуре. Рекомендованная максимальная – +450 °С. Преимущество стержня заключается в том, что электрод может эффективно работать, независимо от того, в каком положении он находится.
- ОЗЛ-6. Этот стержень подходит только для тех материалов, которые являются достаточно стойкими к высокой температуре. В противных случаях шов сварки окажется непрочным.
- НЖ-13 – стержень для пищевой нержавеющей стали. Также НЖ-13 может быть использован для хромоникелевой стали, легированной молибденом. С ним слой шлака на поверхности получается тонким и имеет защитную функцию от окисления.
- ЗИО-8 – подходит исключительно для сплавов с высокой жаростойкостью. Не стоит применять для сварки бытовой нержавеющей стали.
- НИИ-48Г – подходит для всех видов нержавейки.
- ЭФ400/10У, ОЛЗ-17У – такие электроды прекрасно подойдут для сваривания аустенитных сплавов. Не стоит использовать для бытовых сварок в связи с высокой вредностью.
- ЭА, ESAB – им, как правило, отдают предпочтение при сварке ответственных соединений. В остальных случаях есть смысл рассмотреть варианты попроще. До начала работы необходимо прокалить стержни, а затем выполнить обмазку. Важно: обмазка делается до охлаждения стержня.
 В противных случаях шов сварки окажется непрочным.
В противных случаях шов сварки окажется непрочным.
Если электрод содержит вольфрам, он подходит для сварки легированного металла. Тугоплавкий стержень плавит материал, в результате чего образуется стык, в который вводится присадочная проволока.
Все это мероприятие осуществляется с использованием полуавтомата, одна из функций которого заключается в создании защитной атмосферы.
Процесс достаточно тяжелый, поэтому новичкам не советуют заниматься сваркой легированной нержавейки электродами, содержащими вольфрам.
Технология сварки нержавейки электродом
- Соединение нержавеющей стали вручную можно выполнять, используя только постоянный ток с обратной полярностью.
- Ручную аргоновую сварку выполняют только при прямой полярности. Неважно, какой ток при этом применяется: он может быть как постоянным, так и переменным.
- В работе следует использовать только инверторы, которые имеют постоянный обратный ток.
- Когда в работе используются вольфрамовые электроды, ток должен быть постоянным, если толщина изделия составляет 1 и 4 мм, если же 2 мм – используется переменный ток.

Читайте также: «Контроль сварных швов: разбираемся в методах оценки»
Сварка нержавейки электродами происходит в два этапа:
-
Подготовка
Процесс подготовки к сварке нержавейки электродом в домашних условиях не вызовет трудностей даже у начинающих сварщиков. В самом начале необходимо зачистить рабочее место. Для зачистки используется наждак или специальная щетка, которая имеет металлический ворс.Затем выполняется обезжиривание рабочей зоны – для этого специалисту понадобится ацетон или бензин. Далее необходимо разложить все детали, подлежащие сварке.
Обязательное условие – чтобы между элементами были зазоры. Затем элементы необходимо нагреть до температуры +200–300 °С, за счет этого будет значительно снижено напряжение, а риск возникновения трещин сведен к минимуму.
-
Процесс
Первое, что делает сварщик в ходе самой процедуры, – это прокаливание стержня. Температура накала зависит непосредственно от его марки.
Если в работе используются тугоплавкие стержни, в образующийся стык необходимо ввести присадочную проволоку. Мастеру следует выполнять все требования по безопасности, поэтому работа должна выполняться в защитной атмосфере.
Углеродистые стержни следует применять для сварки нержавейки электродом, только если есть крайняя необходимость. При их использовании не получится крепкого шва, существует вероятность, что во время его остывания появятся трещины.
Все дело в том, что нержавеющая сталь сокращается значительно сильнее, нежели черный металл. Из-за этого и возникают трещины, которые приводят к коррозии.


Таким образом, использование простых электродов нежелательно для
:- канистр;
- отопительных котлов;
- полотенцесушителей;
- труб системы отопления и горячего водоснабжения;
- частей банных и дачных печей, каминов.
Какая бы техника сварки ни была выбрана, прихватывать шов придется не единожды. Стержень можно направлять в любую сторону, но при этом должно сохраняться условие: угол наклона стержня обязательно должен находиться в диапазоне от 45 до 60 градусов.
При создании шва стежки должны быть аккуратными и быстрыми, никаких колебаний в движениях мастера не может быть.
Чтобы стежки были ровными, есть смысл использовать аппарат с постоянным током. При применении трансформатора следует иметь в виду, что могут возникнуть наплывы, которые плохо повлияют на прочность самого стыка. Сечение электрода должно быть меньше ширины заготовки. Для того чтобы выполнить сварку нержавейки толщиной 4 мм, необходимо использовать ток силой 100 А.
Если соблюдать все вышеперечисленные рекомендации, достаточно высока вероятность, что шов будет прочным и качественным.
Нюансы сварки тонкой нержавейки и труб электродом
Сварка тонкой нержавейки
Сварка тонкой нержавейки электродом – мероприятие ответственное, и не каждый новичок сможет с ним справиться. Здесь важно иметь знания, которые позволят правильно выбрать электроды для работы и определиться с подходящим уровнем напряжения.
Сила тока для сварки тонкой нержавеющей стали должна быть меньше той, что используется для обычных материалов, примерно на 20 %. Есть определенные требования к диаметру расходника. К примеру, если изделие имеет толщину 3 мм, то расходник должен быть от 3 до 4 мм.
Длина стержня не должна превышать 3,5 см. При нагреве следует внимательно следить за температурой – если она будет превышать +500 °С, есть риск, что изделие не выдержит нагрузки. Резкое охлаждение детали нежелательно.
В домашних условиях сварка тонкой нержавейки электродом выполняется инвертором.
Есть ряд правил для того, чтобы мероприятие прошло успешно:
- Нагрев места стыка не должен быть выше +150 °С.
- Величина тока во время сварки должна быть небольшой, скорость работы при этом – значительно высокой.
- В процессе работы мастер не должен делать колебательных движений дуги.
- Под изделие следует подкладывать специальные пластины, функция которых заключается в «заборе» некоторой части тепла. Таким образом, рабочие элементы будут защищены от перегрева.
Металл, толщина которого не превышает 3 мм, не нужно разделывать в процессе сварки. Напомним, что между соседними элементами обязательно должен быть зазор не менее 1 мм.
Во время инверторной сварки нержавейки электродами диаметром 3 мм, необходимо обеспечить силу тока 80 А.
Сварка нержавеющих труб
Для соединения труб из нержавейки часто используется сварка. В процессе преимущественно отдают предпочтение электродам, которые имеют либо основную, либо рутиловую обмазку. Мероприятие необходимо проводить с использованием постоянного тока обратной полярности.
Мероприятие необходимо проводить с использованием постоянного тока обратной полярности.
У постоянного тока обратной полярности есть свои достоинства:
- Минимальное разбрызгивание в процессе сварки.
- Простота работы.
- Возможность сварки труб с тонкими стенами.
- Итог – шов высокого качества.
Читайте также: «Контактная сварка»
Если же используются вольфрамовые электроды, тогда сварка выполняется на постоянном токе прямой полярности.
У этого способа тоже есть свои важные преимущества:
- Создается защищенность от воздействия кислорода, а, следовательно, и от окисления.
- Дуга получается максимально устойчивой.
- Соединение получается стойким к коррозии.
Сварка нержавейки электродами происходит в три этапа:
- Подготовительный этап. В процессе к работе готовится сам мастер, а также подготавливается материал. Сварщику необходимо убедиться в наличии средств индивидуальной защиты и спецодежды. Что касается материала, его надо зачистить до начала сварки, а также обработать стыки наждаком или специальной щеткой.
- В начале сварки зажигается электрод и возбуждается дуга. Процесс может быть успешным лишь в том случае, если у мастера получится удержать дугу. После этого необходимо выполнить соединение.
- По окончании работы следует проверить качество шва и удалить с его поверхности шлаки.
 Сварщику необходимо убедиться в наличии средств индивидуальной защиты и спецодежды. Что касается материала, его надо зачистить до начала сварки, а также обработать стыки наждаком или специальной щеткой.
Сварщику необходимо убедиться в наличии средств индивидуальной защиты и спецодежды. Что касается материала, его надо зачистить до начала сварки, а также обработать стыки наждаком или специальной щеткой.Сложности сварки нержавейки электродами
Когда мастер выполняет сварку нержавейки электродами, он может столкнуться с некоторыми проблемами, из-за которых возможны дефекты шва. Чтобы проблем не возникло, следует придерживаться грамотного режима и использовать нужные расходники.
Рассмотрим основные сложности:
- Повышенное линейное напряжение. В таком случае есть вероятность появления трещин. Чтобы не столкнуться с этой проблемой, рекомендуется использовать в работе такие электроды, которые имеют в своем составе эластичные добавки. Также есть смысл выполнения длинных швов по аналогии с шахматным расположением. Места соединения должны размещаться таким образом, что началу нового шва будет соответствовать окончание предыдущего.
- Выгорание легированных элементов. С этой проблемой сварщики сталкиваются из-за воздействия сварочной дуги. Вследствие чего на материале появляются коричневые точки, которые впоследствии протекают. Чтобы решить проблему, необходимо использовать в работе материалы, которые обладают наибольшим количеством легирующих элементов. Если подойти к этому вопросу без должной ответственности, получившийся стык будет пористым и негерметичным.
 Также есть смысл выполнения длинных швов по аналогии с шахматным расположением. Места соединения должны размещаться таким образом, что началу нового шва будет соответствовать окончание предыдущего.
Также есть смысл выполнения длинных швов по аналогии с шахматным расположением. Места соединения должны размещаться таким образом, что началу нового шва будет соответствовать окончание предыдущего.Из всего сказанного выше можно сделать вывод о том, что качество швов при сварке нержавейке электродами напрямую зависит от самого сварщика. Только при соблюдении всех правил и рекомендаций, получится ожидаемый результат.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка нержавейки своими руками: особенности и нюансы
Екатерина
Сварочные работы с необходимость соединить детали из нержавейки становятся настоящей проблемой для многих начинающих сварщиков. У данной разновидности стали есть множество нюансов, которые нужно учесть перед тем, как приступить к работе.
Как правильно и качественно варить нержавейку? Какие особенности сварки нержавеющей стали нужно знать? Какие электроды по нержавеющей стали выбрать, чтобы сварить металл в домашних условиях? На эти, и многие другие вопросы мы постараемся ответить в этой статье.
Содержание статьи
- Общая информация
- Особенности сварки
- Способы сварки нержавейки
- Ручная сварка инвертором
- Сварка в среде аргона
- Вместо заключения
Общая информация
Существует общемировая классификация металлов, согласно которой нержавейка относится к классу высоколегированных сталей. А это значит, что такой металл будет особенно устойчив к коррозии и разрушению. Для потребителя это безусловный плюс, а вот для сварщика это скорее недостаток.
Устойчивость к коррозии обеспечивает оксидная пленка, покрывающая лист нержавеющей стали. Пленка состоит из хрома и кислорода, она невидима, но при этом способна к регенерации. Если поцарапать лист нержавейки, то пленка потеряет свои свойства, но спустя время восстановится. Отсюда невероятная долговечность использования изделий из нержавеющей стали.
Благодаря своим достоинствам нержавейка стала очень популярна, ее широко применяют при производстве изделий для быта и для крупной промышленности. Вы с одинаковой вероятностью обнаружите дома стальную нержавеющую кастрюлю и узнаете о производстве стальных комплектующих для лабораторий.
Вы с одинаковой вероятностью обнаружите дома стальную нержавеющую кастрюлю и узнаете о производстве стальных комплектующих для лабораторий.
На этом фоне очень востребована сварка труб из нержавейки и любая сварка тонкой нержавейки. Любому мало-мальски опытному сварщику нужно уметь выполнять такой вид работ. Тем более, обучиться этому несложно. Все, что сказано в этой статье, относится и к домашней сварке.
Особенности сварки
Как мы уже писали выше, у данного металла есть некоторые нюансы. И все особенности сварки нержавейки нужно обязательно учитывать, чтобы выполнить работу быстро и качественно. Из основных особенностей можно выделить как раз оксидную пленку. Не пытайтесь полностью избавиться от нее, просто как следует зачистите металл перед сваркой, подготовьте поверхность. Для этого можно использовать шлифмашинку, или болгарку со шлифовальным кругом. Также можно использовать металлическую щетку. После такого метода обработки металл потеряет свою внешнюю привлекательность, так что его нужно будет потом отполировать до блеска.
Если вы все же располагаете свободным временем, то можете использовать метод травления. Он особенно хорош, если детали не очень большого размера. Для травления используют специальные растворы. Дома можно выполнить травление с помощью специальной пасты. Ее наносят с помощью толстой широкой кисти. Но учтите, что перед началом травления поверхность деталей нужно как следует вымыть и обезжирить.
Также не забудьте подготовить кромки, предварительно разделав их. Обратите внимание, что в сварном стыке обязательно должен быть зазор, чтобы у шва была свободная усадка в процессе охлаждения. Вернемся к подготовке кромок. Их также нужно тщательно зачистить щеткой и промыть ацетоном (или любым другим растворителем), чтобы обезжирить поверхность. Это поспособствует улучшению качества шва, а дуга будет гореть стабильно.
Способы сварки нержавейки
Сначала расскажем о плазменной сварке. Этот метод получил широкое распространение в последнее время. Можно варить нержавейку различной толщины. Суть плазменной сварки заключается в сужении дуги с помощью специального сопла. В итоге создается мощный поток плазмы, температура которой достигает 20 тысяч градусов по Цельсию.
Суть плазменной сварки заключается в сужении дуги с помощью специального сопла. В итоге создается мощный поток плазмы, температура которой достигает 20 тысяч градусов по Цельсию.
Сварку нержавейки в условиях дома или крупного цеха можно провести и с помощью других способов. Самый популярный — TIG сварка. Она выполняется с помощью вольфрамовых электродов и в среде защитного газа (аргона, например). Этот метод особенно хорош, когда нужно сварить лист толщиной более 1.5 миллиметров. Чтобы сварить трубы или тонкие листы можно использовать ручную дуговую сварку в среде инертного газа.
Такая сварка часто называется ручной сваркой инвертором, поскольку для работы вам достаточно иметь полуавтомат инверторного типа и покрытые электроды. Такой метод сварки отлично подойдет для тонкой нержавейки (менее 1 миллиметра). На данный момент это два самых распространенных метода сварки нержавеющей стали, их широко применяют и в профессиональной, и в домашней практике. Далее мы подробнее разберем эти методы, позволяющие довольно качественно сварить нержавейку в домашних условиях.
Ручная сварка инвертором
Соединение нержавейки инверторной сваркой с применением покрытых электродов — это очень популярный метод, если у вас нет особых требований к качеству шва. Если вам нужно сварить стеллаж или залатать кастрюлю, то нет смысла использовать другие методы, поскольку они дороже и не оправданны в таких ситуациях. Ключевой элемент здесь не сам инвертор, а именно электроды. От правильного выбора которых как раз и зависит качество шва.
Сварка нержавейки инвертором не предполагает использование больших значений сварочного тока. Лучше не экспериментируйте с этим параметром, установите значение поменьше. Перегрев металла (а это очень вероятно, учитывая, что нержавейка обладает низкой теплопроводностью) может привести к деформации детали. В особо запущенных случаях у детали могут отламываться целые куски. Так что будьте готовы, что электроды для нержавейки плавятся довольно быстро по сравнению с другими стержнями, и здесь нужна предельная внимательность.
Чтобы сохранить положительные качества нержавеющей стали деталь нужно охладить после сварки. Мы рекомендуем обдувать деталь холодным воздухом, так охлаждение будет постепенным и шов не деформируется. Если качество не играет большой роли, то просто поместите деталь в холодную воду или полейте ею шов.
Если вам предстоит сварка тонколистовой нержавейки и шов должен получиться аккуратным, то обратите внимание на сварку в среде аргона.
Сварка в среде аргона
Сварку нержавеющей стали в среде аргона (или просто TIG («тиг») сварка — современный и очень популярный метод. Он отлично подойдет, если нужно сварить очень тонкие листы нержавеющей стали, при этом не деформировав их, и если к шву предъявляются особые требования по качеству. Сварка листовой нержавейки осуществляется в среде инертного газа (чаще всего именно аргона) и с применением вольфрамовых стержней.
Возможна сварка нержавейки переменным током и постоянным током, но в обоих случаях обязательна прямая полярность. Также нужно использовать присадочный материал, например, проволоку. Проволока должна быть изготовлена из высоколегированного материала. Важно выполнять работу с «твердой рукой», не отклоняясь в сторону. Иначе шов начинает стремительно окисляться, а это уже проблема.
Также нужно использовать присадочный материал, например, проволоку. Проволока должна быть изготовлена из высоколегированного материала. Важно выполнять работу с «твердой рукой», не отклоняясь в сторону. Иначе шов начинает стремительно окисляться, а это уже проблема.
Обратную сторону шва нужно защитить от воздуха с помощью аргона, которые будет поддуваться. Но это необязательно. Также мы рекомендуем поджигать дугу бесконтактным методом, на специальной пластине, а затем переносить ее на нержавейку. После того, как окончите процедуру, не выключайте сразу газ. Подождите 10 секунд, и только затем выключите. Так вольфрамовые электроды будут меньше окисляться и их срок службы продлится.
Вместо заключения
Варить нержавейку не так уж сложно, как кажется на первый взгляд. Тем более, вы можете выбрать один из двух способов: варить электродами по нержавейке или решить, что сварка нержавейки переменным током в среде аргона для вас предпочтительнее. В любом случае, практикуйтесь как можно больше.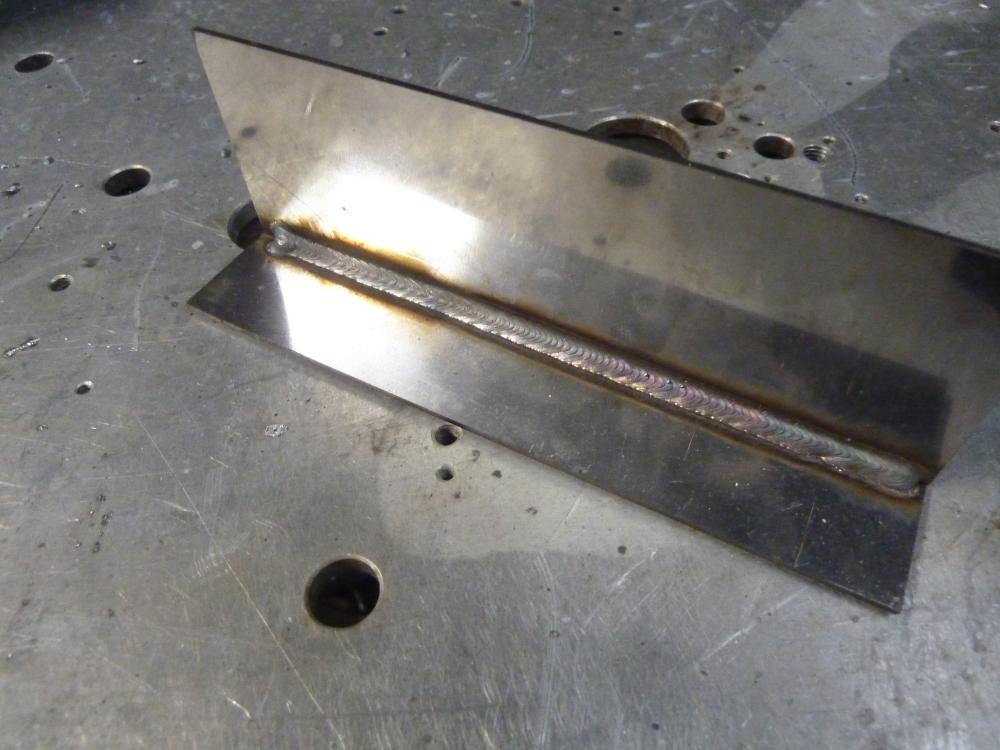 Это крайне полезный навык, и он поможет улучшить ваши профессиональные способности.
Это крайне полезный навык, и он поможет улучшить ваши профессиональные способности.
Похожие публикации
Сварка нержавеющей стали в бытовых условиях и выбор подходящего оборудования.
Содержание
- 0.1 Какова необходимая производительность и источники питания.
- 1 Соответствие качества швов ожиданиям и квалификация сварщика.
- 1.1 Недостатки в работе аппаратов инверторного типа.
- 1.2 Особенности сваривания высоколегированных металлов.
- 1.3 Подготовительные работы. Основные приемы сваривания.
- 1.4 Визуальные показатели качества шва.
Сварка нержавеющей стали в домашних условиях требует наличия качественного оборудования. Перед покупкой сварочного аппарата следует решить для себя ряд вопросов.
Если есть необходимость варить высоколегированную и нержавеющую сталь, то выбор стоит остановить на сварочном выпрямителе или инверторе.
Вы должны определиться, каким будет обрабатываемый металл (марка и толщина). Толщина свариваемой стали имеет большое влияние на величину сварочного тока и выбор диаметра проволоки и электродов. Если мощность тока будет недостаточной, шов не получится. Толстый металл хорошо отводит тепло, в связи с чем он плохо поддается сварке. В результате на месте шва остаются только кусочки расплавленной проволоки и шлак.
Толщина свариваемой стали имеет большое влияние на величину сварочного тока и выбор диаметра проволоки и электродов. Если мощность тока будет недостаточной, шов не получится. Толстый металл хорошо отводит тепло, в связи с чем он плохо поддается сварке. В результате на месте шва остаются только кусочки расплавленной проволоки и шлак.
Сварка необходима не только на производстве, но и в быту
Какова необходимая производительность и источники питания.
Высокая производительность требует от оборудования для сварки большой продолжительности включения. В противном случае, значительный процент времени будет потрачен на ожидание охлаждения аппарата. Что касается бытовых моделей, то по продолжительности включения (ПВ) трансформаторы и выпрямители значительно уступают инверторам с их ПВ в 80%.
Нужно помнить о том, что сварочный аппарат будет работать от бытовой сети. Поэтому, выбирая оборудование, помните о соседях. Если работать будете много, а напряжение в сети «скачет», обратите пристальное внимание на мощность прибора для сварки.

Моргание лампочек и выход из строя бытовых приборов, вызванное использованием сварочных трансформаторов и выпрямителей, провоцирует агрессию в адрес соседей-сварщиков. В этом смысле менее энергозатратный и имеющий функцию «анти-залипание электродов» инвертор способствует поддержанию теплых отношений с соседями. Контактируя со сталью, инвертор только снижает величину сварочного тока (т.е. напряжение на клеммах). Однако работоспособность при низком напряжении сети совершенно не страдает. Основная масса инверторов обеспечивает отличное качество шва при напряжении 160-250В.
Если опыт сварщика мал, а ожидаемое качество работ высоко, следует сделать выбор в пользу инвертора с функциями Arc Force, Anti Stick и Hot Start.
Arc Force («форсирование дуги»)
Автоматическое увеличение напряжения на клеммах, которое не дает «залипнуть» электроду в момент отделения от него большой капли металла.
Hot Start («горячий старт»)
Усиление сварочного тока на начальном этапе сварки для облегчения поджога сварочной проволоки.
Anti Stick («противозалипание»)
В процессе сваривания напряжение на клеммах снижается таким образом, что приваривание электрода к стали прекращается.
Эти дополнительные возможности в большой мере облегчают работу сварщика даже невысокой квалификации. Они позволяют:
- сформировать качественный шов в различных положениях;
- сократить разбрызгивание при сварке;
- справиться со свариванием очень сложных конструкций.
Принимая во внимание все перечисленное, стоит отметить, инверторы с их минимальными габаритами и весом от 4 до 10 кг – идеальный вариант для сварки нержавеющих сталей в бытовых условиях.
Недостатки в работе аппаратов инверторного типа.
Минусовая температура ниже 10-15°С губительна для таких чувствительных приборов. Хранение и эксплуатация зимой в неотапливаемых помещениях для инвертора крайне нежелательны.
Также не подходят инверторы для работы в запыленных помещениях. Пыль затрудняет охлаждение транзисторов и ухудшает отдачу тепла.
Пыль затрудняет охлаждение транзисторов и ухудшает отдачу тепла.
Кроме всего прочего, цена на инверторы, а также их ремонт, достаточно высока.
Особенности сваривания высоколегированных металлов.
Нержавеющие стали из-за своих антикоррозионных свойств и прочности лидируют в качестве материала для создания промышленных и используемых в быту металлоконструкций.
При желании и старание, возможно стать автором, таких шедевров
При сваривании нержавейки в бытовых условиях следует учитывать ряд особенностей.
- Подобный металл обладает пониженной теплопроводностью, легко проплавляется в шве, а значит необходимо снизить силу тока на 15-20%
- Материал подвержен значительной деформации во время сварочных работ и по их завершении — следует оставлять достаточный зазор между элементами конструкции во избежание трещин.
- Наиболее подходящими электродами являются те, что изготовлены на основе хромоникелевой проволоки длиной до 350 мм.
- Так как нержавейка имеет свойство терять антикоррозийные качества при неверно выбранной температурной обработке, место сварки необходимо быстро охлаждать любыми доступными способами (использование медных прокладок, обдувание воздухом, обливание водой).

Подготовительные работы. Основные приемы сваривания.
Начинать работу следует с зачистки стальных кромок металлической щеткой и обработки растворителем. Это служит отличной профилактикой возникновения пор в швах и увеличивает устойчивость дуги.
Различают три основных технологии сваривания нержавейки:
- аргонная сварка нержавеющей проволокой. Однако этот способ применяется для полуавтоматов и не подходит для инверторов.
- сварка покрытыми электродами. Самый простой способ сварки. Является приемлемым, если требования к качеству соединения не высоки.
- сварка электродами на основе вольфрамовой проволоки в среде аргона используется для работы с тонкой сталью, если требования к шву достаточно велики (обычно таким образом сваривают емкости для перевозки газа и жидкости под давлением). В этом случае для присадки стоит применять проволоку с более высокой в сравнении с основным металлом степенью легирования.
Перво наперво, качество шва определяют визуально
Визуальные показатели качества шва.

Визуальный контроль качества сварного соединения нержавеющих сталей – самая простая и доступная из имеющихся технологий. Он производится еще в процессе выполнения сварочных работ и является одной из обязанностей самого сварщика, который должен систематически осматривать швы. Так же это технология контроля работы по ее окончании.
Качественное сварное соединение не имеет:
- пережога проволок;
- чрезмерной шероховатости;
- наплывов;
- подрезов;
- усиления и ослабления швов;
- непроваренных участков;
- ломкости при изгибе;
- искажения катетов угловых швов;
- перепадов по ширине и высоте.
Технология сварки алюминия и нержавеющей стали аргоном, полуавтоматом
Особенности сварки нержавеющей стали
Существует масса нюансов работы инвертором с нержавейкой. Требуется ответственно и внимательно подойти к каждому из них предварительно изучив все особенности.
Что из себя представляет инверторный аппарат
Каждый агрегат имеет свои конструктивные особенности, и перед началом любой работы требуется ознакомится с его инструкцией. Однако принцип действия и итоговый результат, при грамотном подходе, у всех схож.
Однако принцип действия и итоговый результат, при грамотном подходе, у всех схож.
Основным предназначением инвертора является преобразование переменного тока с напряжением 220В в постоянный, и увеличение его частоты одновременно со снижением высокого напряжения.
Когда сила тока будет переведена в необходимую и установленную на аппарате, можно производить сваривание заготовок.
Особенностью домашнего инвертора также является правило: им нельзя пользоваться очень долго. От перегрева кабеля и самих внутренних частей может случится авария. Именно поэтому этот прибор больше популярен для бытовых целей.
Настройка инвертора
Чтобы результат был такой, как нужно, необходимо правильно настроить значение агрегата до начала работы. Для сварки нержавейки подойдет абсолютно любой инвертор (даже самый менее мощный или самодельный).
Параметры будут зависеть непосредственно от толщины нержавеющей стали:
- с толщиной металла 1.5мм требуется выбрать диаметр электрода 2мм, выставить минимальное напряжение 13V, выбрать силу тока 40А;
- при 3мм потребуется электрод 3мм, напряжение 15V, а сила тока 75-85А;
- если толщина металла 6мм, то электрод следует выбирать не менее 4мм, выставлять напряжение в 18V, а силу тока увеличить до 140-150А.

Обратите внимание! Все параметры указаны приблизительно. Перед началом сваривания нужной заготовки, неопытному сварщику необходимо потренироваться на подобном материале получив требующийся опыт.
Важные нюансы сваривания нержавейки
Несмотря на относительную несложность работы с нержавейкой, следует ознакомиться с необходимыми для успешной работы правилами и некоторыми нюансами:
- лучше при покупке электродов выбирать не простые, а со специальной обмазкой, которая будет изолировать зону сварки и защищать сварочный материал от всевозможных внешних газов. Это необходимо так как нержавейка очень быстро реагирует с окружающей средой и если ее не защитить, то можно получить неровный шов, на который подействует углерод, образовавшийся от соединения кислорода и расплавленного железа;
- нержавейка склонна подвергаться быстрому расплавлению если на нее будет долго воздействовать высокие температуры. Поэтому во время работы, желательно снижать мощность силы тока своего инвертора на 20% в отличие от сварки стали и вести работу в шахматном порядке. Это предотвратит деформацию металла;
- одним из важнейших правил является грамотно выбранный электрод. Именно от его материала будет зависеть успешное завершение дела. Если присадочный материал выбран неверно это грозит образованию на стали микротрещин и нарушению герметичности.
 Это предотвратит деформацию металла;
Это предотвратит деформацию металла;Как выбрать электрод
Важно помнить, что для нержавеющей стали не подходят обычные электроды. Для такого металла они должен соответствовать определенным требованиям:
- снижать затраченную на сварку мощность;
- экономно расходоваться;
- изготавливать шов ровно, без больших отложений шлака;
- уменьшать длину и глубину зоны, подвергшейся термической обработке.
Для этих целей отлично подойдут электроды таких маркировок:
- ОЗЛ-8, ЦП-11 – если требования к полученному шву минимальны;
- ОК-45, МР-3 – более комфортен в процессе сварки. Шлак после них легко отчищается с поверхности;
- ОК-61-30, ОК-67-45 – электроды, которые нужно использовать, когда необходимо сваривать между собой нержавейку с черным металлом;
- неплавящиеся электроды – для сваривания нержавейки и алюминия;
- самое высокое качество: ЭА-981-15, ОЗЛ-9-1. Они хорошо подойдут для сваривания жаропрочных сталей.
 Они хорошо подойдут для сваривания жаропрочных сталей.
Они хорошо подойдут для сваривания жаропрочных сталей.Чтобы технология была соблюдена полностью нужно помнить и об угле наклона. Он должен соответствовать приблизительно 75° к образовавшейся дуге.
Подготовка металла
Важно правильно подготовить материал, обработав его до процесса сварки. При работе с инвертором, нержавейку необходимо полностью зачистить, кромки разделать (если на то имеется необходимость).
Обратите внимание! Заготовки лучше всего зачищать специально предназначенной для этого щеткой.
Сварка в среде аргона нержавейки: подготовительные работы
Сварка тонкой нержавейки аргоном требует специальной подготовки для получения качественного конечного результата. Есть несколько видов сварки нержавеющей стали. Сегодня наиболее популярными и востребованными считаются:
- Применение в работе покрытых электродов;
- Использование вольфрамового электрода;
- сварка аргоном тонкого металла в режиме «полуавтомат» с использованием специальной нержавеющей проволоки.

Каждый из этих способов имеет свои особенности и нюансы. Чтобы выбрать оптимальный вариант для работы необходимо понимать, что вы хотите сделать и какой материал у вас для этого имеется. Настройка аргонной сварки для нержавеющей стали проводится в зависимости от материала и нюансов планируемой работы.
Как варить инвертором
Произведя все правила подготовки, можно приступать к главному процессу – сварить несколько деталей. Здесь также требуется знать некоторые нюансы, а также соблюдать определенную последовательность действий.
Когда приходится варить нержавейку инвертором в домашних условиях, важно запомнить и всегда применять следующие ключевые правила:
- не допускать нагревание заготовки или места, где будет шов более чем на 150°С;
- для соединения выставлять малый ток, однако на высокой скорости;
- не допускаются колебательные движения короткой дугой;
- так как нержавейка является хорошо проводимым тепло металлом, его необходимо отводить. Для лучшего теплоотвода, следует использовать медные пластины, которые нужно подкладывать под заготовки;
- если необходимо сваривать толстые металлы, лучше использовать многопроходное соединение;
- когда процесс будет окончен, следует зачистить место шва, обработать его пастой, обеспечивающей антикоррозионные свойства.
Когда все правила выполнены, можно начинать самое ответственное дело. Лучше всего это делать в такой последовательности:
- проколоть в печи приготовленные электроды. Это лучше делать согласно инструкции расположенной на их упаковке;
- если толщина металла менее 3мм, его можно начинать обрабатывать без разделки;
- зазор между выложенными на медную пластину деталями не должен быть более 1-2мм;
- настроив инвертор согласно необходимым параметрам можно приступать к сварочному процессу;
- для недопущения дефектов, выполнять сварку лучше короткой дугой, аккуратно без колебательных или поперечных движений;
- когда шов будет выложен, его следует избавить от нароста шлака, а также обработать пастой;
- когда железо остынет, остатки грязи и пасты можно смыть водой.
Работать с нержавейкой может быть не просто, ведь чем тоньше материал, тем сложнее с ним обращаться. Но чтобы все вышло хорошо, требуется выполнять ключевые правила:
- верно настроить инвертор;
- определится с необходимой маркировкой электрода;
- правильно обработать и подготовить поверхность;
- аккуратно наносить шов.
Все эти действия вместе с постоянной практикой обязательно приведут неопытного сварщика к доскональному итогу.
Трудности сваривания алюминия с нержавейкой
Нержавеющая сталь – высоколегированная, в ее состав входят цветные металлы и неметаллы. Теплопроводность в сравнении с углеродистыми сталями вдвое ниже. Сплав прогревается неравномерно, концентрируется в контактной точке, это приводит к прожогам области шва. При сварке алюминия с нержавейкой необходимо поддерживать небольшой ампераж, работать на низких токах. Допустимая температура в рабочей зоне 500°С.
Алюминий хорошо проводит тепло, но при нагреве активно окисляется. Для работы с ним нужна защитная атмосфера. Еще один нюанс – алюминиевые сплавы плавятся при 600°С, а оксидная пленка – только при нагреве свыше 2000°С. Перед соединением необходимо снимать слой окислов.
Обратите внимание!
При укладке алюминия со сталью важно соблюдать величину зазора, учитывать высокое линейное расширение нержавейки.
Как подготовить нержавейку к варке?
И алюминий, и нержавеющая сталь требуют соответствующей подготовки перед работой. Существует несколько способов варки нержавеющей стали. Наибольшее распространение получили следующие:
Режимы сварочных работ в среде инертных газов.
- Работа с использованием покрытых электродов.
- Применение вольфрамового электрода.
- Полуавтоматический режим сварки с применением нержавеющей проволоки.
Читать также: Основные параметры центробежного насоса
Каждый из этих методов имеет свои особенности и подходит для выполнения конкретного перечня работ. В процессе варки нержавейки аргоном вам понадобятся:
- Сварочный аппарат.
- Электроды. Подбираются в соответствии с характеристиками обрабатываемого материала.
- Нержавеющая проволока.
- Стальная щетка.
- Растворитель.
Прежде чем сваривать детали, нужно обработать их кромки. Делается это почти так же, как и в случае работы с низкоуглеродистыми сталями. Особенность лишь одна: чтобы обеспечить свободную усадку шва, при создании сварного стыка нужно делать некоторый зазор. Конечно же, в разумных пределах.
Перед работой нужно зачистить поверхности кромок. Для этого воспользуйтесь стальной щеткой. Также кромки нужно промыть растворителем. Подойдет ацетон либо авиационный бензин. Такая обработка позволяет избавиться от жира и является обязательной. Ведь при наличии жира устойчивость дуги будет снижаться и в шве начнут появляться поры.
Инструкция по сварке вольфрамовым электродом
Схема движения электрода.
Такой режим применяется в тех случая, когда нужно сварить изделия из очень тонкой нержавейки или получить сварное соединение высокого качества. К примеру, сварка аргоном с использованием вольфрамовых электродов лучше всего подходит для нержавеющих труб, по которым транспортируются газы или жидкости под давлением.
Работа ведется на переменном либо постоянном токе. Переменный подходит для работы с алюминием. Полярность тока – прямая. Используется аргон. Прежде чем приступать к сварке, следует подготовить присадочную проволоку к работе. Лучше, если она будет иметь более высокую, чем у нержавейки или алюминия, степень легирования.
При работе электродом нельзя совершать колебательных движений: из-за них защитное пространство зоны сварки нарушится, металл шва окислится. Обратную сторону шва нужно защищать от воздуха путем поддува аргона.
При работе стремитесь к тому, чтобы в сварочную ванну не попадал вольфрам. Можете применять бесконтактный поджог дуги. Также ее можно зажигать на угольной либо графитовой пластине с дальнейшим переносом на основной металл.
Когда сварочные работы будут завершены, не нужно выключать подачу аргона сразу. Сделайте это примерно через 15 секунд. Этим вы исключите чрезмерное окисление нагретого рабочего электрода. Так он прослужит заметно дольше.
Меры безопасности при сварке
Помните, нарушение техники безопасности могут привести к серьезным последствиям. Можно не только испортить исходный материал, но и получить травмы и даже увечья. Никогда не начинайте работу, не ознакомившись с правилами безопасности и нюансами работы с инструментом. Поэтому перед началом работы примите к сведению и подробно рассмотрите правила и технику работы:
- вначале рекомендуется изолировать все провода, которые непосредственно связаны с блоком питания тока и со сварочной дугой. В источниках питания обязательно должны быть автоматические выключатели высокого напряжения;
- сварку аргоном металлических изделий необходимо проводить в сухой одежде, специальных рукавицах и галош;
- важно правильно и аккуратно оборудовать рабочее место и убрать все лишние инструменты и вещи;
- проводить сварочные работы рекомендуется в помещении с хорошей вентиляцией воздуха.
Работы по сварке довольно сложные и требуют некоторых знаний и подготовки. Помните, недостаточно посмотреть обучающее видео. Важно приобрести опыт и практические навыки работы под руководством опытного мастера, которые сможет дать практические советы и рекомендации.
Сварка MIG нержавеющей стали с помощью компактных сварочных аппаратов
В: В моей мастерской есть небольшой сварочный аппарат с механизмом подачи проволоки на 120 В, который я использую для сварки МИГ мягкой стали. У меня новая работа по изготовлению листового металла из нержавеющей стали марки 16 калибра 304, и мне интересно, могу ли я использовать этот же сварочный аппарат для сварки MIG из нержавеющей стали? Если да, то как настроить сварочный аппарат?
A: Во-первых, обратите внимание, что марка 304 представляет собой аустенитную нержавеющую сталь. Поэтому в этой статье речь пойдет только об этом типе. Хотя аустенитные нержавеющие стали очень распространены, существуют также ферритные, мартенситные, дуплексные и дисперсионно-твердеющие типы нержавеющих сталей.
Ответ на ваш первый вопрос: да, вы можете сваривать МИГ тонкую нержавеющую сталь в режиме короткого замыкания с помощью компактных сварочных аппаратов МИГ с входным питанием 120 В или 230 В (см. пример в , рис. 1 ). Машина будет иметь такую же силу тока и результирующую толщину материала с нержавеющей сталью, как и с углеродистой сталью.
Прежде чем ответить на ваш второй вопрос, необходимо кратко обсудить различия некоторых физических и химических свойств нержавеющей стали по сравнению с углеродистой сталью и то, как это влияет на параметры сварки. Во-первых, коэффициент теплового расширения аустенитных сталей примерно на 50 % больше, чем у углеродистой стали, что может привести к большей деформации. Поэтому, чтобы свести к минимуму деформацию (особенно на листовом металле), сваривайте на самом низком возможном уровне силы тока или «нагрева», который по-прежнему обеспечивает полное сплавление между проволокой и базовой пластиной. Во-вторых, нержавеющая сталь имеет более низкую теплопроводность, а это означает, что тепловая энергия не передается и не удаляется от зоны сварки так быстро. Это полезно при сварке, поскольку для достижения полного плавления не требуется такого большого тока, поскольку тепло не так быстро отводится из зоны сварки.
Нержавеющая сталь также имеет более низкую электропроводность (т. е. более высокое электрическое сопротивление). Это означает, что при той же скорости подачи проволоки, что и при использовании углеродистой стали, уровень тока при работе с нержавеющей сталью будет ниже. Кроме того, поддержание постоянного расстояния контакта наконечника до рабочего места (CTWD) более важно для нержавеющей стали, так как отклонения приводят к большей степени изменения уровней тока.
Наконец, основным свойством нержавеющей стали является ее коррозионная стойкость (то есть она не ржавеет, как углеродистая сталь). Это свойство достигается за счет гораздо более высокого содержания сплавов в основном материале (а именно хрома и никеля). Однако эти более высокие уровни сплавов также снижают свариваемость нержавеющей стали, поскольку она имеет более вялые или тягучие характеристики сварного шва.
Теперь переведите эти различия свойств в различные параметры, необходимые для сварки MIG нержавеющей стали. Во-первых, машина должна быть установлена на полярность DC+ (постоянный ток положительная). Что касается настроек скорости подачи проволоки и напряжения, у большинства этих компактных сварочных аппаратов MIG есть таблица рекомендуемых настроек на дверце. Однако в таблице могут отсутствовать настройки для нержавеющей стали. Если нет, или если они не найдены в руководстве по эксплуатации аппарата, то в качестве отправной точки используйте рекомендуемые настройки таблицы для углеродистой стали, основанные на толщине листового металла из нержавеющей стали, в котором вы свариваете. Затем отрегулируйте настройки оттуда, чтобы точно настроить сварной шов. В общем, вам, вероятно, потребуется немного более высокая скорость подачи проволоки, чем при использовании низкоуглеродистой стали, но это, вероятно, приведет к немного более низкому уровню тока. Кроме того, вам, вероятно, потребуется использовать более высокие настройки напряжения, которые помогут лучше смочить ванну, придавая более плоскую поверхность и лучшую промывку на концах сварного шва.
Вам не нужны какие-либо специальные приспособления для подачи проволоки (например, рекомендательный катушкодержатель для алюминиевой проволоки). Однако вам потребуется использовать проволоку MIG из нержавеющей стали. Я бы порекомендовал диаметр 0,030 дюйма на двухфунтовой или десятифунтовой катушке. Для вашего конкретного применения используйте марку 308LSi. три наиболее распространенных сорта проволоки из аустенитной нержавеющей стали: 308, 309и 316. Эти сорта проволоки также могут иметь обозначение «L», указывающее на то, что уровень содержания углерода в проволоке находится в нижней части диапазона содержания углерода. Я бы также порекомендовал марку с обозначением «Si», указывающим на более высокое содержание кремния, что обеспечивает большую текучесть в луже. Примеры (см. рис. 2) включают провода Harris 308LSi, Harris 309LSi и Harris 316LSi.
Обратите внимание, что режим переноса металла с коротким замыканием представляет собой процесс с более низкой энергией дуги или меньшим подводом тепла по сравнению с другими процессами дуговой сварки. Хотя это помогает снизить вероятность прожога листового металла, оно также дает более холодный и верёвочный сварной шов. При сварке нержавеющей стали проблема усугубляется тем фактом, что нержавеющая сталь имеет более вялый валик сварного шва (как уже обсуждалось). Таким образом, рекомендуемый защитный газ для сварки MIG нержавеющей стали с коротким замыканием представляет собой трехкомпонентный защитный газ, такой как 9.0%He/7,5%Ar/2,5%CO2. Высокая теплопроводность гелия помогает обеспечить более плоский сварной шов и хорошее сплавление с базовой пластиной. Хотя смеси с высоким содержанием гелия могут быть более дорогими, чем другие типы защитных газов, высокий процент гелия в смеси помогает нейтрализовать холодные и вялые характеристики валика. Другой приемлемой смесью защитного газа для сварки MIG нержавеющей стали с коротким замыканием является смесь 98%Ar/2%O2 (или эквивалентная смесь 98%Ar/2%CO2). Эта последняя смесь дает более холодный сварной шов, чем тройная смесь гелия, и поэтому расплавленная сварочная ванна также не смачивается.
Хотя это помогает снизить вероятность прожога листового металла, оно также дает более холодный и верёвочный сварной шов. При сварке нержавеющей стали проблема усугубляется тем фактом, что нержавеющая сталь имеет более вялый валик сварного шва (как уже обсуждалось). Таким образом, рекомендуемый защитный газ для сварки MIG нержавеющей стали с коротким замыканием представляет собой трехкомпонентный защитный газ, такой как 9.0%He/7,5%Ar/2,5%CO2. Высокая теплопроводность гелия помогает обеспечить более плоский сварной шов и хорошее сплавление с базовой пластиной. Хотя смеси с высоким содержанием гелия могут быть более дорогими, чем другие типы защитных газов, высокий процент гелия в смеси помогает нейтрализовать холодные и вялые характеристики валика. Другой приемлемой смесью защитного газа для сварки MIG нержавеющей стали с коротким замыканием является смесь 98%Ar/2%O2 (или эквивалентная смесь 98%Ar/2%CO2). Эта последняя смесь дает более холодный сварной шов, чем тройная смесь гелия, и поэтому расплавленная сварочная ванна также не смачивается. Тем не менее, сварочные характеристики по-прежнему приемлемы, и, как правило, стоимость газовой смеси меньше, чем у трехкомпонентной смеси гелия, а также она более доступна.
Тем не менее, сварочные характеристики по-прежнему приемлемы, и, как правило, стоимость газовой смеси меньше, чем у трехкомпонентной смеси гелия, а также она более доступна.
В обеих этих газовых смесях для нержавеющей стали второстепенные газы в смеси необходимы для обеспечения хороших характеристик зажигания дуги. Таким образом, вы не хотите использовать полностью инертный защитный газ, такой как 100% гелий или 100% аргон, для сварки MIG нержавеющей стали. Характеристики дуги будут плохими. Примечание. Не путайте эту рекомендацию с рекомендуемыми защитными газами для дуговой сварки вольфрамовым электродом в среде защитного газа или процесса TIG, которые представляют собой 100 % аргона или 100 % гелия (или их смесь) для любого типа основного металла, включая нержавеющую сталь. . Динамика дуги при сварке TIG совершенно иная, чем при сварке MIG. Кроме того, вы не хотите использовать тот же тип защитного газа, который вы используете с проволокой из углеродистой стали, например, 75%Ar/25%CO2 или 100%CO2. И углерод, и кислород из защитного газа реагируют с нержавеющей сталью под действием тепла дуги, что приводит к некоторому окислению и снижению коррозионной стойкости. Максимальный уровень кислорода или углекислого газа, который следует использовать в смеси защитного газа с нержавеющей сталью, составляет 3% или 5% соответственно.
И углерод, и кислород из защитного газа реагируют с нержавеющей сталью под действием тепла дуги, что приводит к некоторому окислению и снижению коррозионной стойкости. Максимальный уровень кислорода или углекислого газа, который следует использовать в смеси защитного газа с нержавеющей сталью, составляет 3% или 5% соответственно.
Сварочный аппарат для нержавеющей стали — MIG, TIG, сварка электродом
Все категории/ Все сварочное оборудование/ Тип материалов/ Нержавеющая сталь
Найдено 479 объектов
Картридж FlushCut SmartSYNC 85 A
Millermatic 252 208/230 вольт сварочный аппарат +бесплатная каска
Система плазменной резки Hypertherm Powermax 30xp
Millermatic 211 Auto-Set Mig Welder
Сварочный комплект Miller Diversion 180AC/DC TIG
Miller Trailblazer 302 Сварочный аппарат с пневмоприводом и двигателем
Millermatic 211 Auto-Set/Small Cart Сварочный аппарат Mig 110/220 В
Система плазменной резки Thermal Dynamics Cutmaster 82 230 В
Система плазменной резки Thermal Dynamics Cutmaster 102 230 В
Miller MULTIMATIC 200 115/230 50/60 Гц 1PH #
8ESAB Fabricator 186 Сварочный аппарат переменного/постоянного тока
Плазменный резак Powermax 125
Multimatic 200 упаковок с комплектом TIG (ранее 951586)
НОВИНКА! Millermatic 141 W/Auto Set 110 Вольт сварочный аппарат MIG с тележкой
Hypertherm Powermax 30 Air 120–240 В CSA с наклейкой Building America
ESAB #W1006313 ArcMaster 141 AC/DC
Сварочный аппарат Miller Dynasty 280 DX TIG
Miller Dynasty 280 DX (Auto-Line 208-575 В) с CPS
Dynasty 280 Dx (с CPS) TIGrunner
Miller Dynasty 280 Dx (с Cps) Полная упаковка с ножным управлением
Miller Dynasty 280 Dx (с Cps) в комплекте с беспроводной педалью управления
Blue Star 185 Сварочный аппарат/генератор
Fabricator 3-в-1 141i MP Integrated Welding Pkg
Комплект Thermal Arc 186 AC/DC с ножным управлением и вспомогательной тележкой
Лучший сварочный аппарат для нержавеющей стали
Сварка нержавеющей стали известна своей долговечностью и коррозионной стойкостью, поэтому она широко используется для строительных материалов, мебели, контейнеры для еды и напитков, медицинское оборудование и тысячи других применений. Это сплав на основе железа, содержащий хром, элемент, который позволяет ему противостоять ржавчине. Уровни хрома в нержавеющей стали варьируются от 11% до 30%. Из-за этого она в 5 раз дороже низкоуглеродистой стали и с ней сложнее работать, особенно для начинающих сварщиков. При сварке нержавеющей стали вам необходимо использовать проволоку или пруток той же марки (или выше), что и сталь, которую вы свариваете.
Это сплав на основе железа, содержащий хром, элемент, который позволяет ему противостоять ржавчине. Уровни хрома в нержавеющей стали варьируются от 11% до 30%. Из-за этого она в 5 раз дороже низкоуглеродистой стали и с ней сложнее работать, особенно для начинающих сварщиков. При сварке нержавеющей стали вам необходимо использовать проволоку или пруток той же марки (или выше), что и сталь, которую вы свариваете.
Сварочные аппараты для сварки нержавеющей стали
Ручная сварка, также известная как дуговая сварка в среде защитного металла (SMAW), является распространенным вариантом сварки нержавеющей стали при техническом обслуживании и ремонте. Но сваривать тонкую нержавеющую сталь сложно, и при этом выделяется значительное количество шлака. Вам нужно опустить шлем или надеть защитные очки, чтобы защитить глаза и лицо от летящего шлака во время очистки сварного шва. Сварка нержавеющей стали стержнем так же проста, как и работа с мягкой сталью, а стержни, как правило, дают ровную, мягкую дугу. Он создает прочные сварные соединения, хотя и не такие прочные и красивые, как сварка, выполненная с помощью аппарата для сварки TIG.
Он создает прочные сварные соединения, хотя и не такие прочные и красивые, как сварка, выполненная с помощью аппарата для сварки TIG.
Преимущества сварки электродом нержавеющей стали
- Внешний защитный газ не требуется
- Аппарат для сварки электродом дешевле, чем аппарат для сварки MIG или TIG
- Можно использовать на открытом воздухе в ветреную или дождливую погоду
- Зажим заземления можно прикрепить далеко от точки сварки
- Оборудование переносное
Покупайте все сварочные аппараты в Welders Supply
Какой тип сварочного аппарата вам нужен для сварки нержавеющей стали?
Тремя наиболее часто используемыми сварочными аппаратами для работы с нержавеющей сталью являются сварочные аппараты MIG, TIG и Stick. Давайте вкратце рассмотрим каждый из них:
Сварочные аппараты MIG для нержавеющей стали
Если вас не беспокоит качество сварки, сварочный аппарат MIG — лучший выбор для сварки нержавеющей стали. Сварка MIG создает прочное соединение между двумя кусками нержавеющей стали, но сварные швы будут выглядеть не так красиво, как сварка TIG. Сварочные аппараты MIG часто используются, потому что подача импульсного тока облегчает сварку в труднодоступных местах. Недостатком сварочных аппаратов MIG для нержавеющей стали является то, что они обеспечивают очень ограниченный контроль деформации при работе с тонкой сталью.
Сварка MIG создает прочное соединение между двумя кусками нержавеющей стали, но сварные швы будут выглядеть не так красиво, как сварка TIG. Сварочные аппараты MIG часто используются, потому что подача импульсного тока облегчает сварку в труднодоступных местах. Недостатком сварочных аппаратов MIG для нержавеющей стали является то, что они обеспечивают очень ограниченный контроль деформации при работе с тонкой сталью.
Преимущества сварки MIG для нержавеющей стали
- Оборудование для сварки MIG относительно простое и легко транспортируемое
- Создает прочное сварное соединение
- Легче работать в труднодоступных местах
- Хорошо подходит для соединения больших деталей из нержавеющей стали
- Быстрый процесс делает его идеальным для производственных сред
Покупайте все сварочные аппараты MIG в Welders Supply
ВИГ сварочные аппараты для нержавеющей стали
ВИГ сварка является наиболее широко используемым процессом сварки нержавеющей стали. Мало того, что сварка TIG позволяет получить компактные и точные сварные швы, опытный сварщик также может легко контролировать количество тепла в сварочной ванне, чтобы металл не деформировался. Недостатком сварки TIG нержавеющей стали (или низкоуглеродистой стали) является то, что она занимает больше времени, чем сварка MIG или сварка Stick, и требует хорошей техники. Кроме того, машины имеют несколько настроек и более сложны в использовании для новичков, чем машины MIG.
Мало того, что сварка TIG позволяет получить компактные и точные сварные швы, опытный сварщик также может легко контролировать количество тепла в сварочной ванне, чтобы металл не деформировался. Недостатком сварки TIG нержавеющей стали (или низкоуглеродистой стали) является то, что она занимает больше времени, чем сварка MIG или сварка Stick, и требует хорошей техники. Кроме того, машины имеют несколько настроек и более сложны в использовании для новичков, чем машины MIG.
Ознакомьтесь с нашими сварочными аппаратами, включая:
- Многопроцессорный сварочный аппарат Miller Multimatic 220 AC/DC
- Millermatic 211 Autoset Mig Welder #4 +БЕСПЛАТНЫЕ перчатки +БЕСПЛАТНЫЙ шлем
Преимущества аппаратов TIG для сварки нержавеющей стали
- Точные, эстетичные сварные швы
- Более прочные и долговечные сварные соединения, чем сварка MIG
Покупайте все сварочные аппараты TIG в Welders Supply
Не знаете, какой тип сварочного аппарата купить?
Если вы не знаете, какой тип сварочного аппарата выбрать, или у вас есть вопросы о конкретном аппарате, который вы рассматриваете, напишите или позвоните нам. Мы можем помочь вам выбрать сварочный аппарат, который соответствует вашим потребностям и вашему бюджету.
Мы можем помочь вам выбрать сварочный аппарат, который соответствует вашим потребностям и вашему бюджету.
View Welders Supply Company подбор сварочных масок, плазменных резаков и других сварщиков по сварочному материалу.
Избранное
Перчатки Tillman 24C Premium Kidskin TIG
Просмотр продукта
Защитные очки Gateway StarLite — прозрачные/незапотевающие
Просмотр продукта
Наушники Jackson Safety, VIBE
Просмотр продукта
Сварочная маска Miller Digital Elite AutoDarkening «Черная»
Просмотр продукта
Зеленые рукава Tillman
Просмотр продукта
Кожаная куртка сварщика Tillman
Просмотр продукта
Сопло Hypertherm Powermax 65/85/105 65A (5 шт. )
)
Просмотр продукта
ECONOMY MESH — ПЕРЕДНИЙ ЗАЩИТНЫЙ ЖИЛЕТ НА КРЮЧКАХ И ПЕТЛЯХ
Просмотр продукта
Накладка для удара слева Tillman
Просмотр продукта
Наконечники Miller Fastip Contact 2061(86,87,88,89,90)
Просмотр товара
Импульсная сварка TIG— сварка тонкая, как у профессионалов
перейти к содержаниюИмпульсная сварка TIG обеспечивает более глубокое проплавление при одновременном снижении подвода тепла к металлу. Управление нагревом является основной причиной использования импульсной сварки TIG, но у этой функции сварочного аппарата TIG есть множество преимуществ.
Фото @escorza_engineerings
С помощью импульса можно создавать безупречные, гладкие, глубоко проникающие швы даже на тонколистовом материале без прожогов.
В этой статье мы обсудим, что такое импульсный TIG, как он работает, как его настроить, его преимущества, недостатки и как его применять для разных металлов.
Что такое импульсная сварка TIG?
Проще говоря, импульсная сварка TIG — это усовершенствованный механизм контроля подвода тепла. Это что-то вроде педального управления TIG, но на стероидах.
Видео от @niallmenzies
Педальное управление позволяет регулировать выходную силу тока сварщика TIG. Нажмите на педаль, и выходная сила тока увеличится; отпустите педаль, и сила тока на выходе ниже. Конечно, вы также можете использовать импульсную сварку TIG с педалью. Но импульсная сварка TIG создает тот же эффект, что и педаль.
Фото @tig_welder86
Импульсный режим TIG позволяет установить максимальную силу тока, которую должен выдавать сварочный аппарат, минимальную силу тока и частоту чередования выходного сигнала между ними.
Фото @tig_welder86
Например, 10 Гц со 100 А на верхнем конце и 20 А на нижнем конце создают десять импульсов в секунду («PPS»), где каждый импульс представляет собой одно переключение между 100 А и 20 А.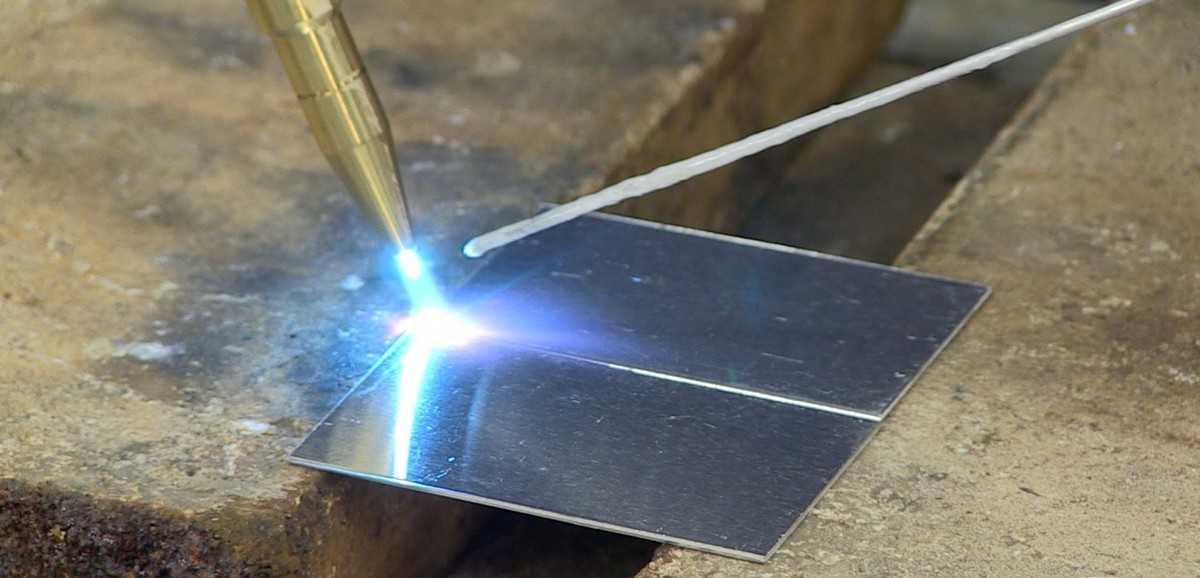 Таким образом, за одну секунду ток будет переключаться десять раз между 100А и 20А.
Таким образом, за одну секунду ток будет переключаться десять раз между 100А и 20А.
Вы могли бы сделать то же самое с ножной педалью TIG, если бы вы были роботом. Но, поскольку мы сделаны из плоти и крови, а наши рефлексы далеко не так быстры, вместо этого мы должны позволить цифровым контроллерам IGBT выполнять такие действия. Кроме того, вам не придется испытывать сильную усталость ног.
Как работает импульсная сварка TIG?
Импульсная сварка TIG имеет несколько важных переменных для установки:
- Пиковая сила тока — максимальная сила тока в одном импульсе
- Фоновая сила тока — Минимальная сила тока в одном импульсе
- Ширина импульса, также называемая «время импульса» — процент времени, в течение которого активна пиковая сила тока
- Частота импульсов — количество импульсов в секунду
Существуют сотни конфигураций, которые вы можете сделать с этими четырьмя переменными. Их значения во многом зависят от свариваемого материала, толщины, скорости перемещения, желаемой формы валика, положения сварки и используемого метода сварки.
Стандартная сварка TIG на переменном/постоянном токе обеспечивает постоянную силу тока, которую вы устанавливаете на своем сварочном аппарате. Если вы используете педаль, вам необходимо выбрать максимальное и минимальное значение силы тока, аналогично импульсной сварке TIG.
Фото DY Homestead Projects
Итак, когда вы выбираете импульсный режим на своем сварочном аппарате TIG, вам необходимо определить максимальную и минимальную выходную силу тока. Частота импульсов определяет, как часто переключаются заданные значения, а время включения определяет продолжительность пиковой силы тока в одном импульсе.
Фото @foxdogwelding
Это может показаться запутанным, если вы никогда раньше не играли с импульсной сваркой TIG. Итак, давайте объясним это на двух примерах — настройки низкого и высокого пульса.
Пример низкой частоты импульсов:
- Пиковая сила тока 150 А
- Фоновая сила тока 50 А
- Ширина импульса 30 %
- Частота импульсов 1 Гц
При указанных выше настройках выводится один импульс в секунду. Этот импульс будет иметь 30% времени 150А, а 70% времени будет выход 50А. Итак, 0,3 с на выходе 150 А и 0,7 с на выходе 50 А.
Этот импульс будет иметь 30% времени 150А, а 70% времени будет выход 50А. Итак, 0,3 с на выходе 150 А и 0,7 с на выходе 50 А.
Пример высокой частоты импульсов:
- Пиковая сила тока 250 А
- Фоновая сила тока 70 А
- Время импульса 60%
- Частота импульсов 200 Гц
В этом примере сварочный аппарат TIG выдает 200 импульсов в секунду. Каждый из этих импульсов будет иметь 60% времени выхода 250А и 40% времени выхода 70А. Итак, длительность одного импульса составляет 1 с/200 или 0,005 с. Эта крошечная продолжительность дополнительно делится между высокой и низкой выходной силой тока — 60% от 0,005 с выдает 250 А, а 40% от 0,005 с — 70 А.
Вам не нужно возиться с математикой. Мы просто хотели продемонстрировать основные принципы.
Преимущества импульсной сварки TIG
Трудно перечислить все преимущества импульсной сварки TIG, поскольку они во многом зависят от вашей работы. Но импульсная TIG позволяет изменять некоторые из наиболее важных параметров сварки, такие как: глубина провара, тепловложение, ширина валика и внешний вид сварного шва. Таким образом, импульсной сварке TIG легко найти применение, позволяющее повысить производительность и сократить расходы.
Таким образом, импульсной сварке TIG легко найти применение, позволяющее повысить производительность и сократить расходы.
Фото @l0rdwelder
Итак, давайте посмотрим, как это работает в действии.
Улучшение контроля тепловложения
Сварка тонкого материала всегда является сложной задачей, независимо от того, насколько хорошим сварщиком вы являетесь. Сварить листовой металл без деформации практически невозможно. Лучшее, что мы можем сделать, это управлять подводом тепла и свести деформацию к минимуму.
При дуговом нагреве следует опасаться не только деформации. Некоторые металлы, такие как нержавеющая сталь, могут значительно потерять свои качества при перегреве. Нержавеющая сталь теряет коррозионную стойкость при перегреве, так как углерод концентрируется в зоне термического влияния. Это делает контроль подводимого тепла гораздо более важным.
Импульсная сварка TIG позволяет значительно улучшить контроль нагрева. В результате у вас будет меньше неудачных сварных швов и меньше необходимости в доработке. Иногда это может сэкономить вам много денег, потому что такие металлы, как нержавеющая сталь, хромомолибден или алюминий, недешевы, особенно если они были обработаны перед сваркой.
Иногда это может сэкономить вам много денег, потому что такие металлы, как нержавеющая сталь, хромомолибден или алюминий, недешевы, особенно если они были обработаны перед сваркой.
За счет уменьшения длительности пикового импульса тока и увеличения частоты переключения между импульсами можно резко снизить тепловложение. Это улучшает управление теплом и снижает вероятность того, что тонкий калибр деформируется, обесцветится или потеряет коррозионную стойкость.
Однако имейте в виду, что при уменьшении продолжительности пиковой мощности автоматически увеличивается продолжительность низкого фонового тока. Это приводит к меньшему подводу тепла и менее жидкой луже. Поиск правильного баланса, который работает с вашей предпочтительной скоростью перемещения, является ключом к использованию импульсной сварки TIG в ваших интересах.
Кроме того, при более высокой частоте импульсов зона термического влияния становится уже. Это предотвращает ненужные потери тепла в окружающий металл и позволяет сфокусировать дугу в нужном месте — в стыке.
Улучшенное проплавление и скорость перемещения
Чем выше частота импульсов, тем более сжатой становится дуга и тем глубже достигается провар. Итак, если вам нужно сварить толстый металл, полезно увеличить частоту и поддерживать фоновые усилители где-то около 50% от пиковой силы. Но точные настройки зависят от материала, толщины и других переменных.
Однако, независимо от материала, высокий PPS создает узкую, сфокусированную дугу, которая проникает глубоко, не тратя слишком много энергии на окружающий металл. Таким образом, вы можете более эффективно использовать мощность вашей машины.
Помимо улучшенного провара, вы также можете быстрее сваривать с более высокими настройками импульса. Все, что выше 100 Гц (100 импульсов в секунду), повышает скорость сварки. Это полезно при сварке толстого или тонкого хромомолибдена или других чувствительных металлов.
Сварка в нерабочем положении
При выполнении сварки TIG в потолке трудно удержать сварочную ванну от падения на сварочную маску. Сила тяжести работает против вас, и чем более жидкой будет сварочная ванна, тем легче она упадет.
Сила тяжести работает против вас, и чем более жидкой будет сварочная ванна, тем легче она упадет.
Фото Weldingstars.com
Таким образом, снижение продолжительности пиковой силы тока может поддерживать достаточное охлаждение сварного шва, чтобы предотвратить образование чрезмерно жидкой лужи. Вы также можете попробовать увеличить настройку импульса и снизить пиковую силу тока. Это обеспечит проникновение благодаря сфокусированной дуге, но не должно слишком сильно разжижать лужу благодаря более низкой силе тока. Это зависит от металла, поэтому требуется некоторая настройка, пока вы не наберете правильные настройки импульса.
Улучшенное качество сварки
Быстрое переключение между низкой и высокой выходной силой тока с высоким значением PPS создает особый эффект ряби в сварочной ванне. Чем более жидкая лужа, тем сильнее волновой эффект.
Фото @glaisterwelds
Этот волновой эффект, также известный как волнение сварного шва, иногда приносит пользу соединению. Он помогает предотвратить застревание загрязняющих веществ под сварным швом, нарушая поверхностное натяжение, и более равномерно заполняет шов. Во многих промышленных сварочных процессах используется перемешивание сварного шва, поэтому очень полезно иметь возможность испытать что-то подобное с инверторным сварочным аппаратом TIG.
Он помогает предотвратить застревание загрязняющих веществ под сварным швом, нарушая поверхностное натяжение, и более равномерно заполняет шов. Во многих промышленных сварочных процессах используется перемешивание сварного шва, поэтому очень полезно иметь возможность испытать что-то подобное с инверторным сварочным аппаратом TIG.
Улучшенный внешний вид сварки
Функция импульсной сварки TIG часто отвечает за те феноменальные сварные швы TIG, которые сварщики размещают в своих профилях в Instagram. Конечно, скромность — это добродетель, но эй, тот, кто делает красивую стопку десятицентовиков при сварке трубы из нержавеющей стали, заслуживает каждого лайка, который он получает в социальных сетях.
Фото @lattinprecision
Если вы хотите добиться отчетливого вида сложенных десятицентовиков, лучше всего использовать настройку низкого импульса, например 1-2 Гц, и синхронизировать добавление присадочного металла с высоким выходным током. Используя низкую частоту импульсов, вы можете вводить присадочный металл в сварочную ванну, когда импульс переключает ток.
Импульсы значительно облегчают выполнение сварного шва, состоящего из десяти центов, поскольку у вас есть визуальное руководство — при переключении силы тока дуга становится тусклее, а затем снова ярче. Легко поймать ритм и соответствующим образом коснуться провода.
Фото @lucky_13_welding
С другой стороны, если вы предпочитаете чистую и гладкую поверхность сварного шва, вам подойдет высокий PPS. Все, что выше 30 PPS, начинает сглаживать сварной шов. Но лучше всего использовать очень высокую частоту, например 200 Гц и выше. Переключение силы тока при высокой частоте увидеть невозможно, но оно сглаживает поверхность сварного шва. Это зависит от того, как вы наносите присадочную проволоку, но если вы будете тянуть ее за собой во время сварки и поддерживать плавление, вы получите гладкую поверхность сварного шва.
Фото @lucky_13_welding
Дополнительно возможно сделать дополнительный проход без присадочного металла по ранее проложенному шву. Используя более низкую силу тока и высокие настройки импульса, вы можете расплавить только поверхность сварного шва и сгладить ее, если это необходимо. В результате вы сократите время подготовки поверхности после сварки.
Используя более низкую силу тока и высокие настройки импульса, вы можете расплавить только поверхность сварного шва и сгладить ее, если это необходимо. В результате вы сократите время подготовки поверхности после сварки.
Сварка вблизи кромок или отверстий
Приваривать кромки или выполнять сварку вблизи отверстий сложно, особенно при работе с тонким листовым металлом. Кромки выгорают, деформируются, теряют первоначальную форму, и вы должны исправлять это присадочным металлом в режиме реального времени во время сварки. Сварка кромок требует умелой руки.
Фото @lucky_13_welding
Процесс импульсной сварки TIG упрощает эту задачу. Снизив среднее тепловложение при пульсации, вы повысите свои шансы на сохранение надлежащего края.
Основной недостаток импульсной сварки TIG
Основным недостатком импульсной сварки TIG является кривая обучения. Если вы новичок в сварке TIG, скорее всего, вы не сразу освоите импульсную сварку. Требуется некоторое время для наработки необходимых навыков, особенно подачи проволоки в импульсную дугу.
Фото @jtwonable
Однако, как и большинство вещей в жизни — если это стоит делать, это не будет легко — и практика импульсной TIG определенно стоит потраченного времени. Кроме того, импульсная сварка предназначена не только для профессионалов. Любой может научиться этому; это просто требует некоторой практики.
Мы советуем сначала научиться выполнять обычную сварку TIG и развить свой стиль. Затем вы можете начать использовать импульсную сварку TIG в своей работе и увидеть, как волшебство оживает.
Фото @rl.works
Если у вас нет импульсного сварочного аппарата, лучший способ испытать базовую импульсную сварку TIG — использовать ножную педаль для ее имитации. Установите низкие и высокие уровни мощности для педали и выполняйте простые 1 Гц (1 PPS), нажимая и отпуская педаль один раз в секунду. Это также хороший способ начать практиковаться в импульсной сварке, прежде чем приобретать аппарат TIG, поддерживающий эту функцию.
Заключение
Требуется опыт, метод проб и ошибок, чтобы правильно настроить параметры пульса для каждого задания. Но, как правило, высокая частота импульсов означает узкую, сфокусированную дугу и глубокое проникновение. Кроме того, чем меньше разница между высокой и низкой силой тока импульсного цикла, тем выше проникновение и тепловложение. Таким образом, если вы сделаете большой разрыв между низким и высоким током и уменьшите время на высоких токах, вы уменьшите тепловложение.
Но, как правило, высокая частота импульсов означает узкую, сфокусированную дугу и глубокое проникновение. Кроме того, чем меньше разница между высокой и низкой силой тока импульсного цикла, тем выше проникновение и тепловложение. Таким образом, если вы сделаете большой разрыв между низким и высоким током и уменьшите время на высоких токах, вы уменьшите тепловложение.
Фото @foxdogwelding
Импульсная сварка TIG — это фантастическая функция, которая повышает скорость сварки, проплавление и улучшает внешний вид сварного шва при минимальном подводе тепла. Если параметры импульса установлены правильно, вы получите лучшее из обоих миров — проникновение с пониженным тепловложением.
Назад к новостям
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
 «,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено,
«,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердить аккаунт»,»spending_card»:»Карта правил расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Выполненное правило»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно вознаграждения»,»birthday_field»:»Поле дня рождения»,»shop_it»:»КУПИТЬ»,»назад»: «Назад»,»click_for_sound_on»:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Посмотреть в Instagram»,»view_on_tiktok»:»Посмотреть в Tiktok»,»instagram_gallery»: «Галерея Инстаграм»}
Как выполнять точечную сварку нержавеющей стали
Метод сварки нержавеющей стали варьируется в зависимости от толщины материала и отделки, а также применения готового продукта. Хотя существует ряд инструментов для сварки нержавеющей стали, три из них наиболее широко используются сварщиками в Соединенных Штатах.
Основы точечной сварки нержавеющей стали
Распространенным методом соединения двух листов тонкого металла, например нержавеющей стали, является точечная сварка нержавеющей стали. Между двумя сварочными электродами, на которые подается давление, монтируются листы. Прохождение электрического тока между сварочными электродами и металлическими листами приводит к высокой степени сопротивления металлических листов, что гарантирует выделение достаточного количества тепла для расплавления металла и его соединения. Величина тока должна соответствовать свариваемому материалу, времени, в течение которого ток проходит через электроды, и напряжению, прикладываемому к электродам.
Соединяемые листы нержавеющей стали помещаются между электродами аппарата для точечной сварки (часто называемого аппаратом для точечной сварки). Для сварки нержавеющей стали медно-кобальт-бериллиевые электроды обладают оптимальной прочностью на разрыв и электропроводностью. Сделайте верхний электрод меньше. Чтобы натянуть металлические листы, приложите усилие зажима.
Чтобы натянуть металлические листы, приложите усилие зажима.
Сварите листы переменным током низкого напряжения в течение фиксированного периода времени, используя спецификации производителя для определенного типа и толщины нержавеющей стали, которую вы свариваете. Отключите ток от сварки. В соответствии с инструкциями производителя, поддерживайте силу зажима в течение заданного периода времени. Поднимите верхний электрод, и сваренная нержавеющая сталь освободится.
Метод сварки нержавеющей стали варьируется в зависимости от толщины материала и отделки, а также применения готового продукта. Хотя существует ряд инструментов для сварки нержавеющей стали, три из них наиболее широко используются сварщиками в Соединенных Штатах. Сварка TIG, пайка сопротивлением и сварка MIG — это процессы сварки нержавеющей стали. Это сварка TIG, сварка сопротивлением и сварка MIG.
Сварка ВИГ и Сварка МИГ
TIG — это наиболее широко используемый метод сварки нержавеющей стали, обеспечивающий высокую эффективность, гибкость и долговечность. Этот метод сварки обеспечивает низкий подвод тепла, что делает его подходящим для тонких материалов. На основе газа аргон также сочетается с другими газами гелием, водородом и азотом. Процесс односторонней сварки можно использовать для предотвращения окисления и повышения коррозионной стойкости, обеспечивая защиту инертным защитным газом между внутренними и внешними сварными швами.
Этот метод сварки обеспечивает низкий подвод тепла, что делает его подходящим для тонких материалов. На основе газа аргон также сочетается с другими газами гелием, водородом и азотом. Процесс односторонней сварки можно использовать для предотвращения окисления и повышения коррозионной стойкости, обеспечивая защиту инертным защитным газом между внутренними и внешними сварными швами.
Сварка MIG, с другой стороны, представляет собой полуавтоматический процесс, который обеспечивает хорошее соединение между двумя частями из нержавеющей стали при правильном выполнении. В этом методе используется защитный газ, обогащенный аргоном, и сплошной проволочный электрод. Сварка MIG распространена, потому что она позволяет сварщику использовать подачу импульсного тока, что упрощает сварку труднодоступных мест в сложных проектах из нержавеющей стали. Смеси других газов, в том числе содержащие водород, кислород и углекислый газ, также используются для балансировки дуги и повышения эффективности сварки.
:: Подробнее: Обзор точечной сварки листового металла
Какой тип сварки нержавеющей стали лучше?
Выбор лучшего процесса сварки нержавеющей стали всегда зависит от того, какие характеристики вы ищете. Если вы ищете более экономичный сварной шов, лучшим выбором для работы может быть точечная сварка нержавеющей стали. Но если материал, с которым мы имеем дело, тонкий, лучшим вариантом может быть сварка TIG или газовой вольфрамовой дугой.
Группа экспертов по сварке оценит инструменты, навыки и стиль отделки, необходимые для вашего проекта, и решит, какой процесс сварки больше подходит для данной работы. Обладая обширными знаниями в области сварки и многолетним опытом работы, некоторые из них могут выбрать и внедрить для вас лучший метод сварки нержавеющей стали. Это все о процессе и дает все ответы, которые вы ищете.
Самый недорогой способ соединения двух частей листового металла – это точечная сварка нержавеющей стали для большинства поставщиков./5000bed0a5d4e58.ru.s.siteapi.org/img/bf9fa9e25a5b8d1ee121043eeceb2f62a0ee61ac.jpg) Хотя наиболее распространенным применением этой процедуры является соединение листового металла, оборудование для контактной сварки (RW) также может использоваться для широкого спектра задач соединения и термообработки, некоторые из которых не так хорошо известны.
Хотя наиболее распространенным применением этой процедуры является соединение листового металла, оборудование для контактной сварки (RW) также может использоваться для широкого спектра задач соединения и термообработки, некоторые из которых не так хорошо известны.
Стойкость к сварке Отжиг
Отжиг также требуется для производственных компонентов. Хотя отправка этих деталей в печь для отжига может быть недорогой, нагревание целых компонентов также способствует нежелательным искажениям. Кроме того, отжиг в печи не всегда осуществим, если размеры продукции малы.
Например, сварка трением — высокоскоростное вращение детали относительно неподвижной детали — к валу из нержавеющей стали исторически была компонентом из высокоуглеродистой стали. Область становилась пористой в месте соединения и не могла подвергаться механической обработке без разрушения.
Прохождение тока через соединение было обходным путем. Регулирование RW использует ввод оптимизированной инфракрасной температуры на левой стороне сварного шва, прямо над электродом. Картина. Без изменения металлургии или структуры остальной части компонента была выполнена полностью регулируемая кривая повышения и удержания температуры для отжига всего соединения.
Картина. Без изменения металлургии или структуры остальной части компонента была выполнена полностью регулируемая кривая повышения и удержания температуры для отжига всего соединения.
Сварочная поперечная проволока
Многие считают систему RW средством крепления круглой проволоки для создания торговых витрин или стеллажей для посудомоечных машин. Однако для соединения других деталей можно использовать сварку перекрестной проволокой, от нитей накаливания до сидений автомобиля. Потенциально одним из примеров может служить кухонный стол: ваш тостер для хлеба. Огромное количество поперечных соединений, используемых для формирования направляющих для хлеба и подключения нагревательных решеток к электричеству, поразит вас, если вы заглянете внутрь своего тостера. Для создания рабочего механизма тостера требуется более 84 сварных швов. Внутри тостера с четырьмя прорезями восемьдесят четыре отдельных точечных сварных шва. Сварочный аппарат, используемый для изготовления тостера, позволяет этому устройству выполнять большое количество соединений, которые переживут существование самого прибора, а точечная сварка нержавеющей стали — это потрясающе, не так ли?
Выставка IMTS
IMTS собрала мировых производителей машин для точечной сварки на этой онлайн-платформе. Просмотрите и найдите вашего следующего поставщика вместе с нами.
Просмотрите и найдите вашего следующего поставщика вместе с нами.
Если у вас возникнут какие-либо трудности, пожалуйста, не стесняйтесь обращаться к нам.
Быстрая ссылка на поставщиков
Начальный комплект для сварки TIG тонких металлов
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Скидка $-45,00
Поделитесь этим продуктом
Новый стартовый набор Weld Metals Online Thin metal полностью ориентирован на металлы толщиной менее 0,040 дюйма (1 мм). включает в себя 25 кусков присадочного металла соответствующего размера (и их трудно найти), а также кусок вольфрама, который подходит для всего этого!Хотите ли вы повысить свои навыки TIG до максимума, или вам просто нужно попрактиковаться на немного тонкого металла — в этом стартовом наборе Thin Metals есть все, что вам нужно, и он готов к сварке прямо из коробки!0005
Каждый комплект включает:
(2) 10 упаковок 20 калибра, (0,032 дюйма), алюминий, купоны 2 x 4 дюйма
(2) 10 упаковок, нержавеющая сталь 20 калибра, (2,038 дюйма). Купоны «x 4»
Купоны «x 4»
(2) 10 упаковок 20ga. (0,036 «) Сталь 2» x 4 «Купоны
(25) кусочки 0,045″ ER4043 наполнитель
(25) кусочки 0,035 «ER308 наполнитель
(25) кусочки 0,035 ER70552
(25). Наполнитель
(1) CK WorldWide LaYZr Tungsten
American ExpressApple PayDiners ClubDiscoverMeta PayGoogle PayMastercardPayPalShop PayVenmoVisaВаша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Country
—AfghanistanÅland IslandsAlbaniaAlgeriaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAscension IslandAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongo — BrazzavilleCongo — KinshasaCosta RicaCroatiaCuraçaoCyprusCzechiaCôte d’IvoireDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFinlandFranceFrench GuianaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHondurasHong Kong SARHungaryIcelandIndiaIndonesiaIraqIrelandIsle of человекИзраильИталияЯмайкаЯпонияДжерси JordanKazakhstanKenyaKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SARMadagascarMalawiMalaysiaMaldivesMaliMaltaMartiniqueMauritaniaMauritiusMayotteMexicoMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Burma)NamibiaNepalNetherlandsNew ZealandNicaraguaNigerNigeriaNorth MacedoniaNorwayOmanPakistanPalestinian TerritoriesPanamaParaguayPeruPhilippinesPolandPortugalQatarRéunionRomaniaRussiaRwandaSan MarinoSão Tomé & PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSomaliaSouth AfricaSouth KoreaSouth SudanSpainSri LankaSt. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТогоТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосУгандаУкраинаОбъединенные Арабские ЭмиратыСоединенное КоролевствоСоединенные ШтатыУругвайУзбекистанВатиканВенесуэлаВьетнамЗападная СахараЙеменЗамбия
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТогоТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосУгандаУкраинаОбъединенные Арабские ЭмиратыСоединенное КоролевствоСоединенные ШтатыУругвайУзбекистанВатиканВенесуэлаВьетнамЗападная СахараЙеменЗамбия
Почтовый индекс
Возврат
Наш полис действует 14 дней. Если с момента покупки прошло 14 дней, к сожалению, мы не можем предложить вам возврат или обмен.
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным и находиться в том же состоянии, в котором вы его получили. Он также должен быть в оригинальной упаковке. очевидные разрывы или порезы в оригинальной упаковке не допускаются.
Некоторые виды товаров не подлежат возврату.
Подарочные карты
Загружаемые программные продукты
Любой продукт, который был извлечен из упаковки
Любой продукт, в котором отсутствуют части
Любой металл с признаками ржавчины или коррозии
Для оформления возврата нам требуется квитанция или подтверждение покупки.
Пожалуйста, не отправляйте нам свою покупку, предварительно не связавшись с нами.
Существуют определенные ситуации, когда предоставляется только частичное возмещение (если применимо)
Любой товар не в своем первоначальном состоянии поврежден или отсутствует по причинам, не связанным с нашей ошибкой
Любой товар, возвращенный более чем через 14 дней после доставки
Любой товар с отсутствующими деталями
Поврежденный, грязный, ржавый или корродированный металл
Упаковка, которая была повторно запечатана
Возврат средств (если применимо)
После получения и проверки возврата , мы отправим вам электронное письмо, чтобы уведомить вас о том, что мы получили ваш возвращенный товар. Мы также уведомим вас об одобрении или отклонении вашего возмещения.
Если вы одобрены, ваш возврат будет обработан, и кредит будет автоматически применен к вашей кредитной карте или исходному способу оплаты в течение определенного количества дней.
Задержка или отсутствие возмещения (если применимо)
Если вы еще не получили возмещение, сначала проверьте свой банковский счет еще раз.
Затем свяжитесь с компанией, выпустившей вашу кредитную карту, может пройти некоторое время, прежде чем ваш возврат будет официально отправлен.
Далее обратитесь в свой банк. Часто перед отправкой возмещения требуется некоторое время на обработку.
Если вы сделали все это, но до сих пор не получили возмещение, свяжитесь с нами по адресу [email protected].
Товары для продажи (если применимо)
Возврат возможен только за товары по обычной цене, к сожалению, за товары со скидкой возврат невозможен.
Обмен (если применимо)
Мы заменяем товары только в случае их дефекта или повреждения. Если вам нужно обменять его на такой же товар, отправьте нам электронное письмо по адресу [email protected] и отправьте свой товар по адресу: Weld Metals Online, 3125 W. Ali Baba Ln, Ste. 707, Лас-Вегас, штат Невада, 89118, США.
Подарки
Если товар был помечен как подарок при покупке и доставке непосредственно вам, вы получите подарочный кредит на сумму вашего возврата. После получения возвращенного товара вам будет отправлен подарочный сертификат.
После получения возвращенного товара вам будет отправлен подарочный сертификат.
Если товар не был помечен как подарок при покупке, или даритель отправил заказ себе, чтобы передать вам позже, мы отправим возврат дарителю, и он узнает о вашем возврате.
Доставка
Чтобы вернуть товар, отправьте его по почте: Weld Metals Online, 3125 W. Ali Baba Ln, Ste. 707, Las Vegas NV 89118, United States
Вы будете нести ответственность за оплату транспортных расходов при возврате товара. Стоимость доставки не возвращается. Если вы получите возмещение, первоначальная стоимость доставки будет вычтена из вашего возмещения.
В зависимости от того, где вы живете, время, которое может потребоваться для того, чтобы ваш обмененный товар был доставлен к вам, может различаться.
Если вы отправляете товар на сумму более 75 долларов США, вам следует рассмотреть возможность использования службы доставки с возможностью отслеживания или приобретения страховки доставки. Мы не гарантируем, что получим ваш возвращенный товар.
Как сварить нержавеющую сталь без деформации (11 практических занятий) – Сварка зубчатых колес
Нержавеющая сталь будет деформироваться при сварке. Если попытаться сварить детали из нержавеющей стали без каких-либо ограничительных мер, оставив ее в свободном состоянии, она при сварке покоробится.
Итак, если вам нужно сварить нержавеющую сталь, вам нужно постараться максимально ограничить естественную деформацию от сварки.
Нержавеющая стальНачнем с того, что нержавеющая сталь представляет собой сплав на основе железа с процентным содержанием хрома, который может варьироваться от 11% до 30%. Хром способствует устойчивости нержавеющей стали к ржавчине. Это прочный металл, устойчивый к коррозии от химических веществ, жидкостей или газообразных источников.
Наиболее часто используемым процессом сварки при работе с нержавеющей сталью является сварка ВИГ. Поскольку этот процесс сварки требует очень мало тепла, он идеально подходит для тонких материалов, таких как нержавеющая сталь.
Это важно, поскольку нержавеющая сталь сохраняет тепло. Если температура сварки повышается слишком сильно, нержавеющая сталь может деформироваться даже после сварки в процессе охлаждения.
Деформация, деформация или усадкаДеформация возникает из-за высокого уровня нагрева. При температуре около 9000°F молекулы металла движутся очень быстро, изменяя форму.
Затем, поскольку трудно поддерживать этот уровень тепла и управлять равномерным приложением, где вы работаете, молекулы также быстро остывают, вызывая искажение.
Эта проблема особенно актуальна при сварке листового металла, поскольку он будет тоньше и легче, что делает его еще более подверженным короблению. Положительным аспектом этого является то, что его легче шлифовать, шлифовать или полировать, что ускоряет подготовку.
Почему следует избегать коробления Существует несколько причин избегать деформации при сварке. Начнем с того, что детали больше не будут лежать ровно. Затем они не подходят правильно и, наконец, ваш проект может не работать.
Затем они не подходят правильно и, наконец, ваш проект может не работать.
Но не менее важным является тот факт, что сам сварной шов, вероятно, будет нарушен. Разрушение сварного шва из-за деформации может быть губительным. Кроме того, ваш проект, скорее всего, не будет привлекательным с эстетической точки зрения.
Настоящий риск возникает в процессе охлаждения. Металл хочет вернуться в исходное состояние при охлаждении. Если нержавеющая сталь не удерживается каким-либо зажимом, она вернется к своей первоначальной форме после полного охлаждения.
Может ли сварной шов деформироваться?
На самом деле да, так как те же самые принципы применимы к сварке. Сварной материал будет расширяться, пока он горячий, и сжиматься, когда остынет. Если случайно основной металл деформируется, сварной шов не сможет нормально сжаться, что сделает его неровным и тонким в месте соединения и вызовет нежелательную усадку.
Методы ограничения и предотвращения коробления При сварке нержавеющей стали можно предпринять несколько действий, чтобы ограничить деформацию и риск коробления.
Имейте в виду, что при сварке MIG в шов вводится новый материал, что делает его более подверженным деформации. По этой причине сварка TIG является предпочтительным методом.
1.) Двигайтесь быстро. Немедленно создайте ванну и выполните сварку. Поскольку нержавеющая сталь имеет очень низкую теплопроводность, тепло будет быстро накапливаться, поэтому быстрая сварка может повлиять на формирование деформации. Чем дольше вам нужно накладывать сварной шов, тем больше тепла вы подаете на нержавеющую сталь.
2.) Попробуйте зажать кусок меди или латуни позади или под сварным швом. Это может служить инструментом охлаждения, часто называемым «радиатором». Идея состоит в том, что медь или латунь будут поглощать тепло и не допускать прогорания. Вы также можете сварить весь шов без перерыва.
3.) Попробуйте прерывистую сварку . Ваш проект действительно требует длинной бусины? При прерывистой сварке вы оставляете равномерно расположенные отверстия между сварными швами вместо одного длинного непрерывного валика, который проходит по всей длине соединения. Используя прерывистую сварку, вы оставляете нетронутыми и недеформированными металлические участки среди участков, затронутых тепловым воздействием, оставляя место для небольшого расширения.
Используя прерывистую сварку, вы оставляете нетронутыми и недеформированными металлические участки среди участков, затронутых тепловым воздействием, оставляя место для небольшого расширения.
3.) Шаг назад. Как и при прерывистой сварке, первые сварные швы будут разнесены. После этого будет нанесен линейный валик. Этот метод часто используется, когда необходим действительно прочный сварной шов.
Первые сварные швы или прихватки выполняются при минимальной температуре. Когда придет время накладывать вторые сварные швы, валик будет наложен в обратном направлении в направлении самой последней кнопки прихватки. Это делается до тех пор, пока у вас не получится полная бусина.
Самое замечательное в этой технике то, что вы не используете длинную бусину, которая требует непрерывного нагревания нержавеющей стали. Нагретые секции будут расширяться в ненагреваемые секции, а охлаждение будет относительно равномерным по всему основанию из нержавеющей стали.
4. ) Избегать множественных проходов . Иногда использование электрода большего размера вместо электрода меньшего размера позволяет сделать меньшее количество проходов.
) Избегать множественных проходов . Иногда использование электрода большего размера вместо электрода меньшего размера позволяет сделать меньшее количество проходов.
Так как эффекты повторяющихся проходов нагрева, а затем охлаждения будут кумулятивными, большее количество проходов приводит к большему риску коробления. Однако всегда выбирайте электрод правильного размера для проекта.
5.) Найдите свою нейтральную ось. Нейтральная ось должна проходить через геометрический центр вашей нержавеющей стали. Это точка, в которой деформация и напряжение металла будут минимальными. Если есть возможность разместить сварные швы вдоль этой оси или рядом с ней, это будет способствовать предотвращению деформации.
6.) Предвидеть деформацию . Неспособность предвидеть потенциальные проблемы — один из самых быстрых путей к неудаче. Изучите весь свой проект заранее. Изучите, что вам нужно сварить и как вы собираетесь действовать. Выберите лучший метод для проекта под рукой.
7.) Предварительная настройка. Одной из наиболее распространенных процедур ограничения деформации является предварительная настройка деталей, которые вы собираетесь сваривать. Вы можете соединить части вместе, когда собираетесь их сварить, и выполнить несколько пробных сварных швов.
Прихваточные сварные швы могут использоваться для соединения деталей. Если вы не будете сваривать весь проект сразу, это нормально, потому что чем больше времени проходит, тем больше времени у металла есть, чтобы остыть после каждого вмешательства.
8.) Усадка может быть преимуществом. Правда? Да, используйте его, если вы предварительно устанавливаете партии. Вы размещаете свои части в том месте, где вы хотите, чтобы они соединились. Проверьте соответствие и наличие зазоров. Узнайте, где две части могут не соответствовать друг другу. Вы можете подпилить или отшлифовать части, которые не выровнены, но должны быть соединены.
Например, детали, которые необходимо сваривать под углом 90°. При предустановке охлажденных деталей может показаться, что они подходят идеально, но во время сварки, вероятно, произойдет усадка, которая сделает посадку несовершенной.
При предустановке охлажденных деталей может показаться, что они подходят идеально, но во время сварки, вероятно, произойдет усадка, которая сделает посадку несовершенной.
Просто отогните одну из двух частей немного назад, чтобы угол был чуть меньше 90°. Во время сварки усадка должна втянуть его на место, если ваш изгиб был точным.
9.) Удерживающие устройства. Не всегда возможно выполнить предварительную настройку детали с прихваточными швами. Таким образом, вам может понадобиться использовать зажимы, приспособления или тиски, чтобы держать детали под нужным углом при сварке.
Эти сдерживающие устройства помогут уменьшить искажения, если они размещены правильно. Предпочтительнее использовать устройство, чем допускать расширение или сжатие без каких-либо ограничений.
10.) Избегайте секвенирования. Не обязательно выполнять сварку в порядке один, два, три. Лучше перемещаться и сваривать вне последовательности, чтобы свести к минимуму любые искажения.