Инверторные источники питания
Инверторные сварочные источники питания обладают многими преимуществами над традиционными моделями. Во-первых, инверторные аппараты отличаются компактностью и низким весом, что намного упрощает их транспортировку. Во-вторых, инверторные источники часто универсальны, то есть пригодны для нескольких процессов сварки — РДС, MIG/MAG, TIG, FCAW, а также дуговой строжки и даже сварки импульсной дугой. Что еще более важно, инверторные источники Линкольн Электрик поддерживают технологию управления формой волны сварочного тока, которая позволяет точно настраивать различные характеристики сварочного тока и обеспечить высокое качество сварки в любых условиях.
Кроме этого, инверторные сварочные аппараты намного экономичнее традиционных. Ежегодно на электроэнергию для сварки по всему миру расходуется 99 миллионов долларов. Одним из способов увеличить эффективность производства и значительно сократить затраты на электроэнергию является переход на инверторные аппараты.
Почему инверторные модели расходуют меньше энергии? В конструкции инверторных аппаратов, например, Invertec® V350 Pro от компании Линкольн Электрик, используются самые энергоэффективные компоненты силовых электронных реле, сердечник и обмотка трансформатора. Кроме того, инверторные модели более экономичны по многим другим причинам:
-
Высокая эффективность силового трансформатора благодаря использованию ферритовых сердечников. Это позволяет сократить энергопотери и, как следствие, ток холостого хода в силовых проводах.
-
Обмотка трансформатора физически меньше по сравнению с традиционными моделями. Это означает меньшую накрутку проволоки на сердечник
и низкие энергопотери. -
Элементы силовой электроники инверторных моделей специально разрабатывалась с целью сократить потери и продлить срок службы аппарата.
-
Во многих инверторных моделях, например, Invertec V350 Pro, в качестве проводникового материала используется медь.
 Она имеет более высокую тепло- и электропроводимость по сравнению с алюминием, что позволяет еще больше увеличить эффективность.
Она имеет более высокую тепло- и электропроводимость по сравнению с алюминием, что позволяет еще больше увеличить эффективность. -
Более высокая частота по сравнению с традиционными моделями для бесперебойной работы требует более низкой выходной индуктивности. Энергия, необходимая для ручной дуговой сварки или крупнокапельного переноса металла, хранится в конденсаторах, что позволяет сократить нехватку выходной мощности.
-
Компактная конструкция и относительно небольшой физический размер инверторного аппарата избавляют от необходимости в кабелях большой длины (или даже прямом подключении) между силовыми компонентами. Меньшая длина электрического контура означает меньшее сопротивление и более высокую эффективность.
-
Так как инверторные источники предполагают более низкие тепловые потери, на них устанавливаются вентиляторы меньшего размера. Это означает меньший расход энергии на нагнетание охлаждающего воздуха.
-
Меньший размер компонентов инверторных моделей приводит к снижению рассеивания тепла и, опять же, более высокой эффективности.
 Она имеет более высокую тепло- и электропроводимость по сравнению с алюминием, что позволяет еще больше увеличить эффективность.
Она имеет более высокую тепло- и электропроводимость по сравнению с алюминием, что позволяет еще больше увеличить эффективность.
Как рассчитать, насколько инвертор будет экономичнее традиционных трансформаторов-выпрямителей и какая инверторная модель окажется наиболее эффективной? Попробуем сделать расчеты.
Шаг 1 — Расчет номинальной мощности
Сначала нужно определить выходное напряжение своего аппарата (Vout), которое должно быть указано в вольтах на паспортной табличке. В нашем примере это 32В. Затем умножьте эту величину на выходную силу тока (Iout), которая указывается в амперах. В нашем случае это 300А.
Vout x Iout = номинальная мощность в ваттах
32В x 300А = 9600 ватт или 9,6 кВт (KWout)
Шаг 2 — Расчет потребляемой мощности
Теперь возьмем полученное выше значение номинальной мощности (KWout) и разделим его на эффективность (Eff). Информацию об эффективности должен указать производитель. В результате получим потребляемую мощность в киловаттах.
В результате получим потребляемую мощность в киловаттах.
KWout ÷ Eff = потребляемая мощность в киловаттах
9.6 KW ÷ 88,2% (или 0,882) = 10,88 кВт (KWin)
Шаг 3 — Расчет затрат на электричество для сварки
A) Затем рассчитаем расходуемые за 1 день киловатт-часы (кВтч/1день), перемножив полученную выше потребляемую мощность (KWin) на часы работы (в нашем случае допустим, что сварка проводится в течение 4 часов в день).
KWin x часов в день = киловатт-часы за 1 день (кВт/1 день)
Б) Теперь перемножим полученное значение на стоимость киловатт-часа. Возьмем для нашего примера среднюю стоимость 0,12578$.:
KWin x часов в день x стоимость кВт-ч = дневные расходы на сварку
10,88 x 4 x 0,12578$ = 5,47$
Шаг 4 — Расчет затрат на электричество во время простоя
A) Теперь рассчитаем дневные расходы на электричество во время простоя (кВт-ч 2)./20140801163252.jpg) Для этого возьмем мощность холостого хода (KWIdle), которая указывается на трансформаторе отдельно (в нашем случае 400 Вт или 0,4 кВт) и умножим ее на часы простоя в день (предположим, что в течение 8-часового рабочего дня сварка и простой длятся по 4 часа):
Для этого возьмем мощность холостого хода (KWIdle), которая указывается на трансформаторе отдельно (в нашем случае 400 Вт или 0,4 кВт) и умножим ее на часы простоя в день (предположим, что в течение 8-часового рабочего дня сварка и простой длятся по 4 часа):
KWIdle x часы простоя = киловатт-часы во время простоя за 1 день (KWh3)
0,4 кВт x 4 часа = 1,6 кВт-часов
Б) Перемножим полученное значение на стоимость 1 киловатт-часа:
KWidle x IdleHrs x стоимость кВт-ч = дневные расходы при простое
0,4 кВт x 4 часа x 0,12578$ = 0,20$
Шаг 5 — Расчет общих операционных затрат
Наконец, сложим дневные расходы на сварку (Шаг 3) и дневные расходы при простое (Шаг 4):
Затраты на электричество во время сварки + затраты на электричество по время простоя = дневные операционные затраты (итого $/день):
5,47$ + 0,20$ = 5,67$
Проведя эти расчеты для традиционных и инверторных источников, Вы сможете наглядно сравнить их экономическую эффективность.
Инверторная модель стоимостью 3200$ с эффективностью 87% по сравнению с традиционным выпрямителем стоимостью 2800$ с эффективностью 67% будет ежегодно экономить Вам около 300 долларов. Разница в стоимости окупится за один-полтора года.
|
Заглавная страница
КАТЕГОРИИ: Археология ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ? Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. |
Стр 1 из 3Следующая ⇒ Источники питания Свойства сварочной дуги. Требования, предъявляемые к источникам питания. Физические явления, протекающие в сварочной дуге. Электрические свойства дуги постоянного и переменного тока. Виды сварочной дуги. Статистические вольт-амперные характеристики сварочной дуги. Влияние формы внешней характеристики источника на изменение тока при колебаниях длины дуги. Явление саморегулирования длины дуги. Выбор характеристики источника в зависимости от характеристики дуги. Литература:[3] с. 7-32 Вопросы для самоконтроля: 1. Что понимают под сварочной дугой? 2. Какой процесс называют ионизацией? 3. Что называют вольт-амперной характеристикой сварочной дуги? 4. Какие бывают типы источников питания? 5. Какие требования предъявляют к источникам питания для ручной дуговой сварки покрытыми электродами? 6. 7. Какую зависимость называют внешней вольт-амперной характеристикой источника питания? 8. От чего зависит мощность сварочной дуги? Сварочные генераторы Основные сведения о сварочных генераторах. Конструкция, формирование внешней характеристики и регулирование режима коллекторных генераторов с независимым возбуждением и самовозбуждением. Основные сведения о вентильных генераторах. Конструкция, формирование внешней характеристики и регулирование режима вентильных генераторов. Требования по охране труда, безопасные методы и приемы работы со сварочным генератором. Литература:[3] с. 34-52 1. Какое устройство называют генератором? 2. Из каких устройств состоят сварочный агрегат и сварочный преобразователь? 3. В каких условиях целесообразно применять сварочные агрегаты? 4. Какое основное преимущество сварочного генератора? 5. 6. Из чего состоят вентильный генератор? Сварочные трансформаторы. Назначение, классификация, достоинства и недостатки однофазных сварочных трансформаторов. Конструкция, принцип действия, формирование внешней характеристики трансформатора с нормальным рассеянием и трансформатора с увеличенным рассеянием. Режимы работы сварочных трансформаторов: холостой ход, нагрузка, короткое замыкание. Способы регулирования сварочного тока трансформаторов: изменение напряжения холостого хода (переключение обмоток параллельного и последовательного соединения) и изменение индуктивного сопротивления трансформатора (перемещение обмоток относительно друг друга, перемещение подвижного магнитного шунта, изменение силы тока в обмотке управления неподвижного магнитного шунта). Области использования способов регулирования сварочного тока. Назначение, классификация, достоинства и недостатки трехфазных сварочных трансформаторов. Литература:[3] с. 53-74 Вопросы для самоконтроля 1. Какой электрический аппарат называют трансформатором? 2. Какими достоинствами обладает сварочный трансформатор? 3. Для каких способов сварки используют сварочные трансформаторы? 4. Что происходит при увеличении расстояния между обмотками в трансформаторе с подвижными обмотками? 5. Какие недостатки присущи трансформаторам с фазовым регулированием? Сварочные выпрямители Назначение, классификация, достоинства и недостатки сварочных выпрямителей. Основные технические характеристики сварочных выпрямителей и их обозначение. Литература:[3] с. 76-102 Вопросы для самоконтроля 1. Для чего предназначен сварочный выпрямитель? 2. Как классифицируют сварочные выпрямители? 3. За счет чего обеспечиваются получение крутопадающей искусственной внешней характеристики выпрямителя? 4. На какие группы разделяют сварочные выпрямители по способу формирования внешней характеристики? 5. Вопросы для самоконтроля 1. Каково назначение и конструкция инверторных источников питания? 2. Дайте характеристику принципу работы инверторного источника питания. 3. Как осуществляется регулирование режима сварки в выпрямителе с инвертором? 4. Перечислите достоинства и недостатки сварочных инверторов. Вопросы для самоконтроля 1. Для каких целей используют многопостовые источники питания? 2. Какое максимальное количество постов ручной дуговой сварки со сварочным током до 400А можно запитать многопостового выпрямителя на 1200 А? 3. На какие токи изготовляются многопостовые выпрямительные системы? 4. Что является основным недостатком многопостовых выпрямителей с балластными реостатами? 5. Какие функции выполняют постовые балластные реостаты? 6. Каковы достоинства у многопостовых выпрямительных систем? Аппараты для дуговой сварки Сварочные полуавтоматы. Назначение, классификация, достоинства и недостатки сварочных полуавтоматов. Требования к оборудованию для механизированной сварки. Общая компоновка, составные части сварочных полуавтоматов и их назначение. Блок управления сварочным полуавтоматом. Основные технические характеристики. Виды механизмов подачи сварочной проволоки в полуавтоматах. Способы регулирования скорости подачи сварочной проволоки в механизмах подачи. Газовая аппаратура сварочных полуавтоматов: баллон с газом, вентиль баллонный, редуктор газовый, подогреватель газа, осушитель газа, шланги. Традиционные сварочные полуавтоматы и их существенные недостатки. Особенности конструкции современных сварочных полуавтоматов. Полуавтоматы для импульсно-дуговой сварки. Программное управление сварочным током. Синергетические системы управления параметрами процесса сварки. Требования по охране труда, безопасные методы и приемы работы на сварочных полуавтоматах. Литература:[3] с.152-172. Вопросы для самоконтроля 1. 2. Как подразделяют полуавтоматы по конструктивному исполнению? 3. Какое устройство называют горелкой для дуговой сварки? 4. На какие три группы конструктивно подразделяют горелки ? 5. Из каких конструктивных элементов состоят горелки? 6. Какие конструкции наконечников бывают? 7. Как устроен шланг? 8. Как устроены механизмы подачи сварочной проволоки? 9. Что относится к газовому оборудованию? 10. Как устроен полуавтомат для сварки под флюсом? Сварочные автоматы Назначение, классификация, достоинства и недостатки однодуговых сварочных автоматов. Требования к оборудованию для автоматической сварки. Общая компоновка, составные части сварочных автоматов и их назначение. Основные технические характеристики. Принцип регулирования длины дуги и управления сварочными автоматами. Конструкция и принцип работы самоходных и подвесных аппаратов. Конструкция и принцип работы сварочных тракторов. Литература:[3] с.173-202. Вопросы для самоконтроля 1. Какой автомат называют трактором? 2. По каким признакам классифицируют сварочные автоматы? 3. В чем заключается саморегулирование дуги? 4. Из каких основных узлов состоят сварочные автоматы? 5. Из каких основных узлов состоят автоматы для сварки под флюсом? 6. Каково назначение сварочных установок? 7. Для каких целей используют специальные автоматы? Вопросы для самоконтроля 1. Каковы назначение и конструкция установки для сварки неплавящимся электродом? 2. Каковы устройство и принцип действия составных частей установки: источника; осциллятора; импульсного стабилизатора; систем слежения по стыку; горелки; системы управления? 3. Вопросы для самоконтроля: 1. Как устроен плазмотрон? 2. Какие требования предъявляются к конструкции плазмотрона? 3. Какие типы установок выпускают для плазменной сварки? 4. Какое оборудование разработано для микроплазменной сварки? 5. За счет чего обеспечивается качество плазменной и микроплазменной cварки?
Вопросы для самоконтроля 1. В чем отличие дугового и электрошлакового процесса сварки? 2. Какие используют способы ЭШС и в чем их отличие? 3. Какие виды сварных соединений можно выполнять ЭШС? 4. В чем особенности электрошлакового переплава? 5. Какие требования предъявляют к оборудованию для ЭШС? 6. Каковы конструктивные особенности аппаратов ЭШС? 7. Какие дефекты могут образовываться при ЭШС? Вопросы для самоконтроля 1. Что называют техническим обслуживанием сварочного оборудования? 2. 3. Какие неисправности встречаются у сварочных полуавтоматов? 4. Какие требования безопасности необходимо соблюдать при эксплуатации сварочного оборудования? Список используемой литературы 1.В.С.Милютин. Р.Ф. Катаев. ” Источники питания и оборудование для электрической сварки плавлением. ” Москва 2013г. 2.Куликов, В.П. Технология и оборудование сварки плавлением и термической резки /В. П. Куликов. Минск, 2003. 3.Лупачев А.В. Источники питания и оборудование сварки плавлением/ А.В.Лупачев, В.Г.Лупачев. Минск РИПО 2018г. 4.Лупачев В.Г. Источники питания сварочной дуги. В.Г.Лупачев, С.В. Болотов. Минск 2013г. 5.Милютин, В.С. Источники питания и оборудование для электрической сварки плавлением / В.С. Милютин, Р.Ф. Катаев. М., 2010.
Общие методические рекомендации по выполнению домашней контрольной работы Программой предусмотрено выполнение одной контрольной работы, состоящей из 3-х вопросов. Контрольную работу выполнять в отдельной тетради в клетку, или, что предпочтительно, на стандартных листах сброшюрованных и с обложкой из плотной бумаги. На обложке указывать фамилию, имя, отчество, номер личного дела (шифра), наименование предмета, номер контрольной работы, дату отправления, точный почтовый адрес учащегося. Контрольная работа должна представлять полное раскрытие вопросов учащимися. На листах тетради необходимо оставить поля, в конце работы — 1 страницу для замечаний преподавателя (рецензента). Работа может выполняться на формате А—4 (210×297), шрифтом — 14 через одинарный интервал, на одной стороне листа. Все разделы содержания (введение, 3 вопроса, заключение, список использованных источников, каждое приложение) начинаются с новых страниц. Заголовки подразделов печатают строчными буквами (первая — прописная). Точку в конце заголовка, располагаемого посредине строки, не ставят. Страницы считают с титульного листа, но нумеруют с третьего. Страницы следует нумеровать арабскими цифрами. Номер страницы проставляют на верхнем поле по центру. В конце работы следует указать литературу (автор, наименование издательства, год издания, страницы), которой воспользовались при выполнении работы. Работа должна быть выслана на рецензию не позднее, чем за 20 дней доначала экзаменационной сессии. Объём выполненной домашней контрольной работы не должен превышать объёма ученической тетради (18 листов) или быть не более 12 листов формата Л-4. После получения проверенной работы студент обязан просмотреть все замечания и внести в работу соответствующие исправления. Работа, оцененная неудовлетворительно, должна быть представлена на проверку вторично. Для допуска к экзаменационной сессии учащемуся необходимо выполнить контрольную работу, сделать все необходимые исправления, указанные преподавателем в рецензии и защитить работу, т.е. в процессе опроса показать хорошую осведомленность и самостоятельность выполнения. Задания на домашнюю контрольную работу по дисциплине «Источники питания и оборудование сварки плавлением» для заочного отделения
1. Опишите основные узлы сварочного преобразователя и агрегата 2. Опишите основные узлы аппарата для электрошлаковой сварки 3. Режимы работы сварочных генераторов конструкцию, назначение. 4. Опишите технику безопасности и пожарную безопасность при обслуживании сварочных выпрямителей 5. Опишите технику безопасности и пожарную безопасность при работе на сварочной полуавтомате 6. Опишите способы регулирования напряжения в сварочных выпрямителях 7. Опишите технику безопасности и пожарную безопасность при ремонте оборудования для электрической сварки плавлением 8. 9. Охарактеризуйте аппараты для электрошлаковой сварки: конструкцию, назначение. 10. Опишите основные узлы специализированных источников питания 11. Охарактеризуйте свойства сварочной дуги 12. Назначение, устройство, принцип действия оборудования для сварки неплавящимся электродом 13. Требования, предъявляемые к источникам питания 14. Назовите общие сведения об инверторных источниках питания 15. Опишите технику безопасности и пожарную безопасность при обслуживании преобразователей и агрегатов 16. Назовите общие сведения об устройстве сварочных полуавтоматов 17. Опишите основные узлы аппарата и установки для плазменной сварки 18. Назовите общие сведения о полуавтоматах электрической сварки плавящимся электродом 19. Опишите основные узлы установки для электронно-лучевой сварки 20. Принцип действия полуавтоматов для сварки в среде защитных газов: конструкцию, назначение. 21. Опишите виды неисправностей при работе сварочных установок 22. Назовите общие сведения об устройстве сварочных автоматов 23. Перечислите и опишите причины возникновения неисправностей в сварочных установках и способы их устранения 24. Назовите общие сведения об автоматах электрической сварки плавящимся электродом 25. Опишите назначение, конструкцию и принцип действия сварочных автоматов для сварки под флюсом 26. Опишите технику безопасности и пожарную безопасность при работе на сварочных автоматах 27. Опишите назначение, конструкцию и принцип действия сварочных автоматов для сварки в защитных газах 28. Опишите технику безопасности и пожарную безопасность при обслуживании аппаратов для электрошлаковой сварки 29. Опишите технику безопасности и пожарную безопасность при обслуживании сварочных преобразователей агрегатов. 30. Назовите возможные неисправности сварочных преобразователей, их причины и способы устранения. 31. 32. Назовите возможные неисправности сварочных трансформаторов, их причины и способы устранения. 33. Опишите техническое обслуживание и организацию ремонта источников питания. 34. Назовите общие сведения об устройстве полуавтоматов и их классификации. 35. Назовите общие сведения об устройстве автоматов, их классификацию. 36. Назовите основные узлы полуавтоматов, их функции и взаимодействие при работе. 37. Назовите основные узлы автоматов, их функции и взаимодействие при работе. 38. Охарактеризуйте газовую аппаратуру, применяемую в полуавтоматах для сварки в защитных газах. 39. Охарактеризуйте падающие механизмы, применяемые в сварочных полуавтоматах. 40. Назовите общие сведения о полуавтоматах для сварки в защитных газах. 41. Назовите общие сведения об универсальных полуавтоматах для дуговой сварки. 42. Назовите общие сведения о полуавтоматах для сварки под флюсом. 43. Охарактеризуйте специальные полуавтоматы: конструкцию, назначение.
Таблица 1 – Варианты заданий на домашнюю контрольную работу по учебной дисциплине «Источники питания и оборудования сварки плавлением»
Продолжение таблицы 1
Источники питания Свойства сварочной дуги. Физические явления, протекающие в сварочной дуге. Электрические свойства дуги постоянного и переменного тока. Виды сварочной дуги. Статистические вольт-амперные характеристики сварочной дуги. Влияние формы внешней характеристики источника на изменение тока при колебаниях длины дуги. Явление саморегулирования длины дуги. Выбор характеристики источника в зависимости от характеристики дуги. Литература:[3] с. 7-32 Вопросы для самоконтроля: 1. Что понимают под сварочной дугой? 2. Какой процесс называют ионизацией? 3. Что называют вольт-амперной характеристикой сварочной дуги? 4. Какие бывают типы источников питания? 5. Какие требования предъявляют к источникам питания для ручной дуговой сварки покрытыми электродами? 6. Какая температура может быть в столбе дуги? 7. Какую зависимость называют внешней вольт-амперной характеристикой источника питания? 8. Сварочные генераторы Основные сведения о сварочных генераторах. Конструкция, формирование внешней характеристики и регулирование режима коллекторных генераторов с независимым возбуждением и самовозбуждением. Основные сведения о вентильных генераторах. Конструкция, формирование внешней характеристики и регулирование режима вентильных генераторов. Требования по охране труда, безопасные методы и приемы работы со сварочным генератором. Литература:[3] с. 34-52 Вопросы для самоконтроля 1. Какое устройство называют генератором? 2. Из каких устройств состоят сварочный агрегат и сварочный преобразователь? 3. В каких условиях целесообразно применять сварочные агрегаты? 4. Какое основное преимущество сварочного генератора? 5. Какую внешнюю характеристику имеет коллекторный генератор типа ГСО? 6. Из чего состоят вентильный генератор? Сварочные трансформаторы. Назначение, классификация, достоинства и недостатки однофазных сварочных трансформаторов. Конструкция, принцип действия, формирование внешней характеристики трансформатора с нормальным рассеянием и трансформатора с увеличенным рассеянием. Режимы работы сварочных трансформаторов: холостой ход, нагрузка, короткое замыкание. Способы регулирования сварочного тока трансформаторов: изменение напряжения холостого хода (переключение обмоток параллельного и последовательного соединения) и изменение индуктивного сопротивления трансформатора (перемещение обмоток относительно друг друга, перемещение подвижного магнитного шунта, изменение силы тока в обмотке управления неподвижного магнитного шунта). Области использования способов регулирования сварочного тока. Назначение, классификация, достоинства и недостатки трехфазных сварочных трансформаторов. Конструкция, принцип действия, формирование внешней характеристики трансформатора с нормальным рассеянием и трансформатора с увеличенным рассеянием. Литература:[3] с. 53-74 Вопросы для самоконтроля 1. Какой электрический аппарат называют трансформатором? 2. Какими достоинствами обладает сварочный трансформатор? 3. Для каких способов сварки используют сварочные трансформаторы? 4. Что происходит при увеличении расстояния между обмотками в трансформаторе с подвижными обмотками? 5. Какие недостатки присущи трансформаторам с фазовым регулированием? Сварочные выпрямители Назначение, классификация, достоинства и недостатки сварочных выпрямителей. Основные технические характеристики сварочных выпрямителей и их обозначение. Схемы выпрямления тока, используемые в сварочных выпрямителях: однофазная мостовая, трехфазная мостовая, шестифазная с выведенным нулем, шестифазная кольцевая, шестифазная с уравнительным дросселем. Литература:[3] с. 76-102 Вопросы для самоконтроля 1. Для чего предназначен сварочный выпрямитель? 2. Как классифицируют сварочные выпрямители? 3. За счет чего обеспечиваются получение крутопадающей искусственной внешней характеристики выпрямителя? 4. На какие группы разделяют сварочные выпрямители по способу формирования внешней характеристики? 5. Какими достоинствами обладает фазовое управление выпрямителем? Инверторные источники питания Назначение, конструкция, достоинства и недостатки сварочных инверторов. Литература:[3] с. 198-199 Вопросы для самоконтроля 1. Каково назначение и конструкция инверторных источников питания? 2. Дайте характеристику принципу работы инверторного источника питания. 3. Как осуществляется регулирование режима сварки в выпрямителе с инвертором? 4. Перечислите достоинства и недостатки сварочных инверторов. 123Следующая ⇒ Читайте также: Техника прыжка в длину с разбега Организация работы процедурного кабинета Области применения синхронных машин Оптимизация по Винеру и Калману |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Последнее изменение этой страницы: 2020-10-24; просмотров: 167; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 Какая температура может быть в столбе дуги?
Какая температура может быть в столбе дуги? Какую внешнюю характеристику имеет коллекторный генератор типа ГСО?
Какую внешнюю характеристику имеет коллекторный генератор типа ГСО? Конструкция, принцип действия, формирование внешней характеристики трансформатора с нормальным рассеянием и трансформатора с увеличенным рассеянием. Определение по внешней характеристике и параметрам сварочного трансформатора технологического способа сварки. Требования по охране труда, безопасные методы и приемы работы со сварочным трансформатором.
Конструкция, принцип действия, формирование внешней характеристики трансформатора с нормальным рассеянием и трансформатора с увеличенным рассеянием. Определение по внешней характеристике и параметрам сварочного трансформатора технологического способа сварки. Требования по охране труда, безопасные методы и приемы работы со сварочным трансформатором. Схемы выпрямления тока, используемые в сварочных выпрямителях: однофазная мостовая, трехфазная мостовая, шестифазная с выведенным нулем, шестифазная кольцевая, шестифазная с уравнительным дросселем. Методы регулирования напряжения и тока в сварочных выпрямителях. Назначение и конструкция сварочных выпрямителей с падающей, жесткой и универсальной внешней характеристикой. Основные технические характеристики сварочных выпрямителей и их обозначение. Определение по внешней характеристике и параметрам сварочного выпрямителя технологического способа сварки. Требования по охране труда, безопасные методы и приемы работы со сварочным выпрямителем.
Схемы выпрямления тока, используемые в сварочных выпрямителях: однофазная мостовая, трехфазная мостовая, шестифазная с выведенным нулем, шестифазная кольцевая, шестифазная с уравнительным дросселем. Методы регулирования напряжения и тока в сварочных выпрямителях. Назначение и конструкция сварочных выпрямителей с падающей, жесткой и универсальной внешней характеристикой. Основные технические характеристики сварочных выпрямителей и их обозначение. Определение по внешней характеристике и параметрам сварочного выпрямителя технологического способа сварки. Требования по охране труда, безопасные методы и приемы работы со сварочным выпрямителем. Какими достоинствами обладает фазовое управление выпрямителем?
Какими достоинствами обладает фазовое управление выпрямителем?
 Как классифицируют сварочные полуавтоматы?
Как классифицируют сварочные полуавтоматы? Конструкция и принцип работы специальных автоматов: аппаратов для автоматической дуговой сварки с принудительным формированием шва и орбитальной сварки. Требования по охране труда, безопасные методы и приемы работы на сварочных автоматах.
Конструкция и принцип работы специальных автоматов: аппаратов для автоматической дуговой сварки с принудительным формированием шва и орбитальной сварки. Требования по охране труда, безопасные методы и приемы работы на сварочных автоматах. Перечислите достоинства и недостатки установок для сварки неплавящимся электродом.
Перечислите достоинства и недостатки установок для сварки неплавящимся электродом. Какие бывают виды ремонта?
Какие бывают виды ремонта? Работа, выполненная не по своему варианту и не в полном объеме, преподавателем не проверяется и высылается обратно учащемуся. Прежде чем приступить к выполнению контрольной работы, следует тщательно изучить темы, включенные в содержание вопросов и задания по рекомендуемой литературе. Перед изложением каждого ответа следует написать содержание вопроса (задания). Работу выполнять аккуратно, ответы излагать четко, ясно и грамотно.
Работа, выполненная не по своему варианту и не в полном объеме, преподавателем не проверяется и высылается обратно учащемуся. Прежде чем приступить к выполнению контрольной работы, следует тщательно изучить темы, включенные в содержание вопросов и задания по рекомендуемой литературе. Перед изложением каждого ответа следует написать содержание вопроса (задания). Работу выполнять аккуратно, ответы излагать четко, ясно и грамотно.

 Опишите устройство многопостовых источников питания
Опишите устройство многопостовых источников питания
 Опишите технику безопасности и пожарную безопасность при обслуживании сварочных трансформаторов.
Опишите технику безопасности и пожарную безопасность при обслуживании сварочных трансформаторов.
 Требования, предъявляемые к источникам питания.
Требования, предъявляемые к источникам питания.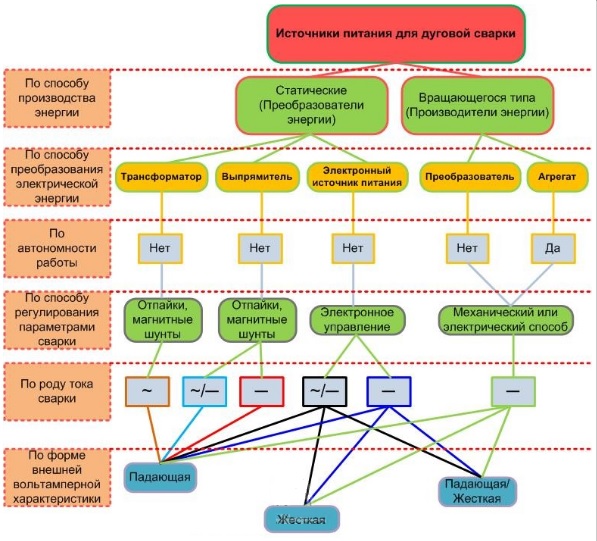 От чего зависит мощность сварочной дуги?
От чего зависит мощность сварочной дуги?
 Определение по внешней характеристике и параметрам сварочного трансформатора технологического способа сварки. Требования по охране труда, безопасные методы и приемы работы со сварочным трансформатором.
Определение по внешней характеристике и параметрам сварочного трансформатора технологического способа сварки. Требования по охране труда, безопасные методы и приемы работы со сварочным трансформатором. Методы регулирования напряжения и тока в сварочных выпрямителях. Назначение и конструкция сварочных выпрямителей с падающей, жесткой и универсальной внешней характеристикой. Основные технические характеристики сварочных выпрямителей и их обозначение. Определение по внешней характеристике и параметрам сварочного выпрямителя технологического способа сварки. Требования по охране труда, безопасные методы и приемы работы со сварочным выпрямителем.
Методы регулирования напряжения и тока в сварочных выпрямителях. Назначение и конструкция сварочных выпрямителей с падающей, жесткой и универсальной внешней характеристикой. Основные технические характеристики сварочных выпрямителей и их обозначение. Определение по внешней характеристике и параметрам сварочного выпрямителя технологического способа сварки. Требования по охране труда, безопасные методы и приемы работы со сварочным выпрямителем. Преобразование тока в сварочном инверторе. Технические характеристики и принцип работы инверторного источника питания. Отличия сварочного инвертора от трансформатора и выпрямителя. Регулирование режима сварки в выпрямителе с инвертором. Сварочные свойства выпрямителя с инвертором. Требования по охране труда, безопасные методы и приемы работы со сварочным инвертором.
Преобразование тока в сварочном инверторе. Технические характеристики и принцип работы инверторного источника питания. Отличия сварочного инвертора от трансформатора и выпрямителя. Регулирование режима сварки в выпрямителе с инвертором. Сварочные свойства выпрямителя с инвертором. Требования по охране труда, безопасные методы и приемы работы со сварочным инвертором. su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 161.97.168.212 (0.029 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 161.97.168.212 (0.029 с.)ТЕСТ «Источники питания сварочной дуги» | Тест на тему:
Бюджетное профессиональное образовательное учреждение
Омской области
«Седельниковское училище № 65».
ТЕСТ
Источники питания сварочной дуги
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2015
Источники питания сварочной дуги.
Тест.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ.
1. Какую внешнюю вольт-амперную характеристику может иметь источник питания для ручной дуговой сварки?
а) Падающую.
б) Жесткую.
в) Возрастающую.
2. В соответствии с нормами безопасности труда, напряжение холостого хода не должно превышать:
а) 40-70 В;
б) 80-90 В;
в) 127 В.
- Как осуществляется грубое регулирование силы тока в сварочном трансформаторе?
а) Путем изменения расстояния между обмотками.
б) Посредством изменения соединений между катушками обмоток.
в) Не регулируется.
4. Как осуществляется плавное регулирование силы тока в сварочном трансформаторе?
а) Путем изменения расстояния между обмотками.
б) Посредством изменения соединений между катушками обмоток.
в) Не регулируется.
5. Как осуществляется грубое регулирование силы тока в сварочном выпрямителе?
а) С помощью изменения расстояния между обмотками.
б) Путем изменения соединений между катушками обмоток
в) Не регулируется.
6. Как осуществляется плавное регулирование силы тока в сварочном выпрямителе?
а) Путем изменения расстояния между обмотками.
б) Посредством изменения соединений между катушками обмоток.
в) Не регулируется.
- Инверторные источники обладают:
а) малой массой и габаритами;
б) низким коэффициентом полезного действия;
в) бесступенчатым регулированием сварочного тока.
- Выпрямители имеют маркировку:
а)ВД;
б)ТД;
в) ТС.
- Напряжение холостого хода источника питания — это:
а) напряжение на выходных клеммах при разомкнутой сварочной цепи;
б) напряжение на выходных клеммах при горении сварочной дуги;
в) напряжение сети, к которой подключен источник питания.
10. Номинальные сварочный ток и напряжение источника питания — это:
а) максимальные ток и напряжение, которые может обеспечить источник;
б) напряжение и ток сети, к которой подключен источник питания;
в) ток и напряжение, на которые рассчитан нормально работающий источник.
Эталон ответа:
вопрос | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
ответ | а | б | в | а | в | а | а, в | а | а | в |
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.
Список литературы
- Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
- Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
- Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009;
- Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010;
- Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006;
- Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
Инверторный источник сварочного тока
25-04-2021, 19:22
Инверторный источник сварочного тока (ИИСТ, Инверторный сварочный аппарат, Cварочный инвертор) — один из современных видов источника питания сварочной дуги.
Инверторные источники сварочного тока для всех видов сварки устроены одинаково. Отличие состоит лишь в формируемой вольт-амперной характеристике. Поэтому возможен выпуск универсальных ИИСТ, пригодных для различных видов сварки (MMA, TIG, MIG/MAG).
История
Основное назначение всех сварочных источников — обеспечивать стабильное горение сварочной дуги и её легкий поджиг. Одним из самых важных параметров сварочного процесса является его устойчивость к колебаниям и помехам. Существует несколько видов источников питания сварочной дуги — трансформаторы, дизельные или бензиновые электрогенераторы, выпрямители и инверторы. Инверторный источник сварочного тока появился в XX веке, а в начале XXI века стал одним из самых популярных сварочных аппаратов для всех видов дуговой сварки.
Принцип действия
Сварочный инвертор представляет собой силовой трансформатор для понижения напряжения сети до необходимого напряжения холостого хода источника, блок силовых электрических схем, в основу которых заложены транзисторы MOSFET или IGBT и стабилизирующего дросселя для уменьшения пульсаций выпрямленного тока. Принцип действия инверторного источника сварочной дуги следующий: сетевое напряжение переменного тока подается на выпрямитель, после которого силовой модуль преобразует постоянный ток в переменный с повышенной частотой, который подается на высокочастотный сварочный трансформатор, имеющий существенно меньшую массу, чем сетевой, напряжение которого, после выпрямления, подается на сварочную дугу. Дуга на постоянном токе более устойчива.
Принцип действия инверторного источника сварочной дуги следующий: сетевое напряжение переменного тока подается на выпрямитель, после которого силовой модуль преобразует постоянный ток в переменный с повышенной частотой, который подается на высокочастотный сварочный трансформатор, имеющий существенно меньшую массу, чем сетевой, напряжение которого, после выпрямления, подается на сварочную дугу. Дуга на постоянном токе более устойчива.
Преимущества
Преимуществом инверторного источника питания сварочной дуги является уменьшение размеров силового трансформатора и улучшение динамической характеристики дуги. Использование инверторных технологий привело к уменьшению габаритов и массы сварочных аппаратов, улучшению качественного показателя сварочной дуги, повышению КПД, минимальному разбрызгиванию при сварке, позволило реализовать плавные регулировки сварочных параметров.
Недостатки
- До конца 2000-х годов инверторные источники были намного дороже трансформаторных и менее надежны. По состоянию на 2010-е годы цена на инверторные аппараты значительно снизилась и приблизилась к трансформаторным. Надежность ИИСТ тоже существенно возросла, особенно с началом массового применения IGBT-модулей.
- Ограниченность по коэффициенту загрузки, что связано со значительным нагревом элементов схемы.
- Повышенная чувствительность к влажности воздуха и конденсату, выпадающему внутри корпуса.
- Высокий (а зачастую — опасный) уровень создаваемых высокочастотных электромагнитных помех. Эта проблема частично решается применением так называемой улучшенной широтно-импульсной модуляции и синхронными выпрямителями во вторичных цепях. Однако эти решения существенно удорожают и утяжеляют устройство поэтому нашли применение лишь в профессиональных стационарных моделях. В ряде стран, например, в Канаде, Бельгии и Нидерландах, есть ограничения на применение импульсных источников питания с «жестким» переключением транзисторов. Наиболее ранние типы сварочных инверторов (построенные на биполярных транзисторах) использовали резонансный принцип и переключение выходных транзисторов при нулевой фазе тока, что существенно сужает спектр электромагнитных помех и уменьшает их спектральную мощность. По состоянию на 2015 год сварочные инверторы резонансного типа все ещё выпускаются в России и некоторыми производителями в Китае.
 По состоянию на 2010-е годы цена на инверторные аппараты значительно снизилась и приблизилась к трансформаторным. Надежность ИИСТ тоже существенно возросла, особенно с началом массового применения IGBT-модулей.
По состоянию на 2010-е годы цена на инверторные аппараты значительно снизилась и приблизилась к трансформаторным. Надежность ИИСТ тоже существенно возросла, особенно с началом массового применения IGBT-модулей.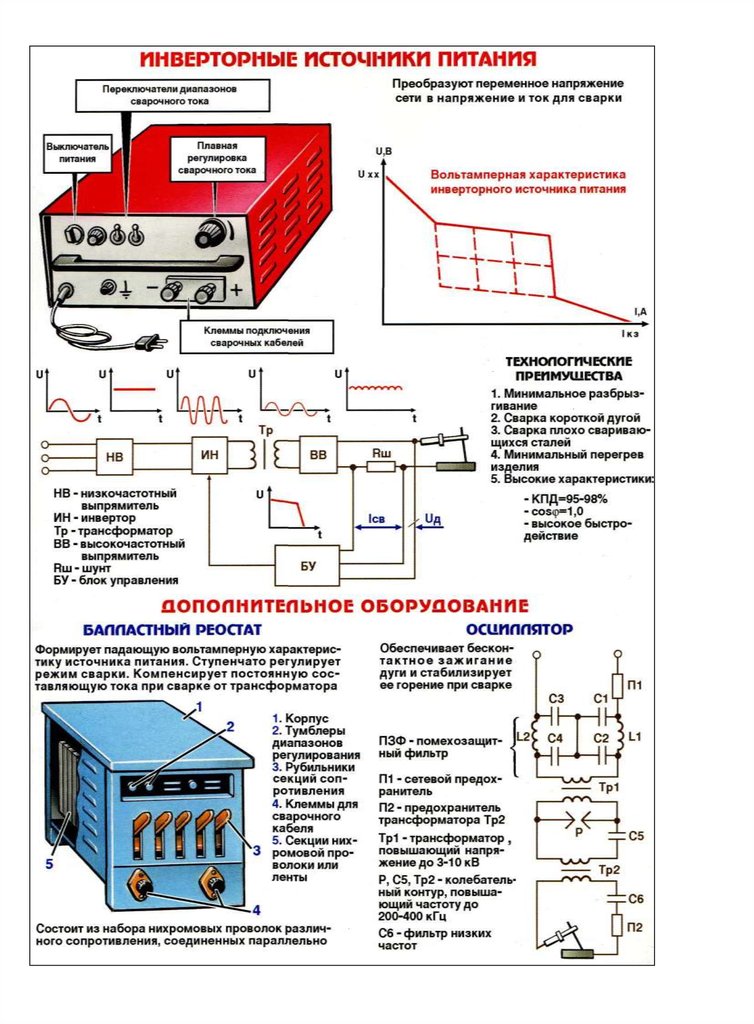 По состоянию на 2015 год сварочные инверторы резонансного типа все ещё выпускаются в России и некоторыми производителями в Китае.
По состоянию на 2015 год сварочные инверторы резонансного типа все ещё выпускаются в России и некоторыми производителями в Китае.Схемотехника
Инверторные источники сварочного тока могут строиться по самым различным схемам, но на практике преобладают три:
 Схема применяется в переносных сварочных аппаратах, рассчитанных на небольшую мощность (до 4 кВт). Несмотря на малое число компонентов такие инверторы достаточно дорогие, причем 60-70 % стоимости составляют специальные транзисторы и диоды. Схема распространена у европейских и японских производителей.
Схема применяется в переносных сварочных аппаратах, рассчитанных на небольшую мощность (до 4 кВт). Несмотря на малое число компонентов такие инверторы достаточно дорогие, причем 60-70 % стоимости составляют специальные транзисторы и диоды. Схема распространена у европейских и японских производителей. Гибкость, скорость и точность ШИМ-регулирования позволяет управлять током дуги по сложным законам, что повышает качество сварки. Схема популярна у американских и корейских производителей.
Гибкость, скорость и точность ШИМ-регулирования позволяет управлять током дуги по сложным законам, что повышает качество сварки. Схема популярна у американских и корейских производителей. В виду нетребовательности резонансных преобразователей к характеристикам транзисторов цена таких изделий может быть сравнительно низкой. По этой причине большая часть сварочных инверторов производства России и Китая делаются именно с использованием резонансной схемотехники. Доступны резонансные преобразователи и для кустарного изготовления. Резонансный преобразователь имеет сравнительно узкий диапазон и невысокую скорость регулирования, поэтому реализовать на нем можно только сравнительно простые законы управления током дуги.
В виду нетребовательности резонансных преобразователей к характеристикам транзисторов цена таких изделий может быть сравнительно низкой. По этой причине большая часть сварочных инверторов производства России и Китая делаются именно с использованием резонансной схемотехники. Доступны резонансные преобразователи и для кустарного изготовления. Резонансный преобразователь имеет сравнительно узкий диапазон и невысокую скорость регулирования, поэтому реализовать на нем можно только сравнительно простые законы управления током дуги.Инверторные источники питания принцип работы
Сварщики-профессионалы, да и просто те, кому нравиться дома при помощи сварки делать что-либо, относительно недавно получили возможность значительно облегчить себе работу. В продаже появились сварочные инверторы, которые позволяют совершить качественный скачок в электросварке.
В продаже появились сварочные инверторы, которые позволяют совершить качественный скачок в электросварке.
Достаточно вспомнить просто неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки.
Сварочные инверторы – это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.
Принцип действия сварочного инвертора
Переменный ток от потребительской сети, частотой 50 Гц, поступает на выпрямитель.
Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов с очень большой частотой коммутаций в переменный, но уже высокой частоты 20-50 кГц.
Затем переменное напряжение высокой частоты понижается до 70-90 В, а сила тока соответственно повышается до необходимых для сварки 100-200 А.
Высокая частота является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.
Устройство сварочного инвертора
В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не путем преобразования ЭДС в катушке индукции как это происходит в трансформаторных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами.
К примеру, чтобы получить в инверторе сварочный ток 160А достаточно трансформатора вес, которого 250 г, а на обычных сварочных аппаратах необходим медный трансформатор с весом 18 кг.
Как устроен и работает сварочный инвертор на видео:
Преимущества и недостатки сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна.
Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна.
Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргонодуговой сварки неплавящимся электродом.
Помимо этого в каждом инверторе есть функции: «Hot start» (горячий старт) для поджига электрода подаются максимальная величина тока, «Anti-Sticking» при коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью, «Arc Force» – для предотвращения залипания в момент отрыва капли металла ток возрастает до оптимального значения.
Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2 – 3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза.
Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза.
Так при температуре ниже -15 о С эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем.
И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра, но к этому нужно просто привыкнуть.
Передняя панель сварочного инвертора
Сварочные инверторы – качество и удобство сварочных работ
Дуговая сварка – ответственная работа. Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории. Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Первая решённая проблема – это поджигание дуги. У прежних сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать».
Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать».
При добавлении тока трансформатора, наоборот, металл «пережигается». Устройство сварочных инверторов таково, что напряжение на выходе не зависит от напряжения на входе, а установленный сварочный ток держится неизменным независимо от сетевого напряжения. Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу.
При работе с обычными аппаратами возможно «пережечь» или «недожечь» металл. Это обусловлено тем, что они плохо держат требуемую величину тока сварки. Ведь она меняется и зависит от напряжения сети.
Когда металл «пережжён», сварочный шов ослабляется, в нём образуются отверстия и раковины. При «недожоге» также происходит ослабление шва. У сварочного инвертора ток устанавливается потенциометром согласно шкале сварочного тока и остаётся неизменным.
Начинающему сварщику трудно научиться удерживать дугу. После образования дуги электроду даётся наклон примерно в 15 градусов и его нужно перемещать относительно стыка деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные виды электродов предусмотрены для работы короткой дугой. Поэтому нужно постоянно двигать электрод в перпендикулярном направлении таким образом, чтобы от электрода до свариваемых деталей был промежуток примерно в два его диаметра.
Сварочные инверторы способны строго поддерживать выбранный ток и к тому же он постоянный. Эти факторы позволяют не особо критично относиться к длине дуги, что облегчает работу сварщика, особенно начинающего, причём качество шва в данном случае с длиной дуги уже не связано.
Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается земному притяжению так же, как и капля воды.
При работе с потолочными и вертикальными швами нужно своевременно остановиться и выждать, когда расплавленная капля внутри шва слегка остынет, и сразу же «поджигать» рядом следующую дугу, двигаясь выше и выше вдоль шва. Такую сварку называют «прихватками». Применяя сварочный инвертор, овладеть «прихватками» не составляет труда даже новичку.
Опыт показывает, сварочный инверторы облегчают «поджиг», контролируют дугу, устраняют «залипание», не требуют специальных навыков для обращения с собой. Всё это делает инверторы выгодными для применения и в сфере профессионального строительства, и домашнего ремонта.
Сварочный аппарат инверторного типа
Сколько электроэнергии потребляет сварочный инвертор в различных режимах работы? Смотрите на видео:
Как выбрать сварочный инвертор
В зависимости от того, где будет работать сварочный аппарат нужно покупать бытовой, или профессиональный инвертор. Разница между ними в продолжительности времени работы.
Профессиональный сварочный инвертор рассчитан на 8-ми часовой рабочий день, бытовой же потребует после 20 – 30 минут работы, перерыва минут 30 – 60, поэтому бытовые дешевле. Есть еще промышленные инверторные сварочные аппараты, которые предназначены для работы продолжительное время в тяжелых условиях.
Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении в сети хотя бы 210 В. При низком сетевом напряжении лучше купить инвертор на 200 А.
Сварочные инверторы «Ресаната»:
Практически все мировые лидеры в области сварочного производства ориентированы преимущественно на разработку и производства инверторных сварочных источников питания. Из наиболее известных производителей можно отметить итальянские “Selco” и “Helvi”, французский “Gysmi”, корейский “Power Man”, немецкий “Fubag”, также есть российский инверторный сварочный аппарат “Торус”.
А вы используете в работе сварочный инвертор? Поделитесь своими впечатлениями!
В большинстве современных электронных устройств практически не используются аналоговые (трансформаторные) блоки питания, им на смену пришли импульсные преобразователи напряжения. Чтобы понять, почему так произошло, необходимо рассмотреть конструктивные особенности, а также сильные и слабы стороны этих устройств. Мы также расскажем о назначении основных компонентов импульсных источников, приведем простой пример реализации, который может быть собран своими руками.
Конструктивные особенности и принцип работы
Из нескольких способов преобразования напряжения для питания электронных компонентов, можно выделить два, получивших наибольшее распространение:
- Аналоговый, основным элементом которого является понижающий трансформатор, помимо основной функции еще и обеспечивающий гальваническую развязку.
- Импульсный принцип.
Рассмотрим, чем отличаются эти два варианта.
БП на основе силового трансформатора
Рассмотрим упрощенную структурную схему данного устройства. Как видно из рисунка, на входе установлен понижающий трансформатор, с его помощью производится преобразование амплитуды питающего напряжения, например из 220 В получаем 15 В. Следующий блок – выпрямитель, его задача преобразовать синусоидальный ток в импульсный (гармоника показана над условным изображением). Для этой цели используются выпрямительные полупроводниковые элементы (диоды), подключенные по мостовой схеме. Их принцип работы можно найти на нашем сайте.
Упрощенная структурная схема аналогового БП
Следующий блок играет выполняет две функции: сглаживает напряжение (для этой цели используется конденсатор соответствующей емкости) и стабилизирует его. Последнее необходимо, чтобы напряжение «не проваливалось» при увеличении нагрузки.
Приведенная структурная схема сильно упрощена, как правило, в источнике данного типа имеется входной фильтр и защитные цепи, но для объяснения работы устройства это не принципиально.
Все недостатки приведенного варианта прямо или косвенно связаны с основным элементом конструкции – трансформатором. Во-первых, его вес и габариты, ограничивают миниатюризацию. Чтобы не быть голословным приведем в качестве примера понижающий трансформатор 220/12 В номинальной мощностью 250 Вт. Вес такого агрегата – около 4-х килограмм, габариты 125х124х89 мм. Можете представить, сколько бы весила зарядка для ноутбука на его основе.
Понижающий трансформатор ОСО-0,25 220/12
Во-вторых, цена таких устройств порой многократно превосходит суммарную стоимость остальных компонентов.
Импульсные устройства
Как видно из структурной схемы, приведенной на рисунке 3, принцип работы данных устройств существенно отличается от аналоговых преобразователей, в первую очередь, отсутствием входного понижающего трансформатора.
Рисунок 3. Структурная схема импульсного блока питания
Рассмотрим алгоритм работы такого источника:
- Питание поступает на сетевой фильтр, его задача минимизировать сетевые помехи, как входящие, так и исходящие, возникающие вследствие работы.
- Далее вступает в работу блок преобразования синусоидального напряжения в импульсное постоянное и сглаживающий фильтр.
- На следующем этапе к процессу подключается инвертор, его задача связана с формированием прямоугольных высокочастотных сигналов. Обратная связь с инвертором осуществляется через блок управления.
- Следующий блок – ИТ, он необходим для автоматического генераторного режима, подачи напряжения на цепи, защиты, управления контроллером, а также нагрузку. Помимо этого в задачу ИТ входит обеспечение гальванической развязки между цепями высокого и низкого напряжения.
В отличие от понижающего трансформатора, сердечник этого устройства изготавливается из ферримагнитных материалов, это способствует надежной передачи ВЧ сигналов, которые могут быть в диапазоне 20-100 кГц. Характерная особенность ИТ заключается в том, что при его подключении критично включение начала и конца обмоток. Небольшие размеры этого устройства позволяют изготавливать приборы миниатюрных размеров, в качестве примера можно привести электронную обвязку (балласт) светодиодной или энергосберегающей лампы.
Теперь, как и обещали, рассмотрим принцип работы основного элемента данного устройства – инвертора.
Как работает инвертор?
ВЧ модуляцию, можно сделать тремя способами:
- частотно-импульсным;
- фазо-импульсным;
- широтно-импульсным.
На практике применяется последний вариант. Это связано как с простотой исполнения, так и тем, что у ШИМ неизменна коммуникационная частота, в отличие от двух остальных способов модуляции. Структурная схема, описывающая работу контролера, показана ниже.
Структурная схема ШИМ-контролера и осциллограммы основных сигналов
Алгоритм работы устройства следующий:
Генератор задающей частоты формирует серию прямоугольных сигналов, частота которых соответствует опорной. На основе этого сигнала формируется UП пилообразной формы, поступающее на вход компаратора КШИМ. Ко второму входу этого устройства подводится сигнал UУС, поступающий с регулирующего усилителя. Сформированный этим усилителем сигнал соответствует пропорциональной разности UП (опорное напряжение) и UРС (регулирующий сигнал от цепи обратной связи). То есть, управляющий сигнал UУС, по сути, напряжением рассогласования с уровнем, зависящим как от тока на грузке, так и напряжению на ней (UOUT).
Данный способ реализации позволяет организовать замкнутую цепь, которая позволяет управлять напряжением на выходе, то есть, по сути, мы говорим о линейно-дискретном функциональном узле. На его выходе формируются импульсы, с длительностью, зависящей от разницы между опорным и управляющим сигналом. На его основе создается напряжение, для управления ключевым транзистором инвертора.
Процесс стабилизации напряжения на выходе производится путем отслеживания его уровня, при его изменении пропорционально меняется напряжение регулирующего сигнала UРС, что приводит к увеличению или уменьшению длительности между импульсами.
В результате происходит изменение мощности вторичных цепей, благодаря чему обеспечивается стабилизация напряжения на выходе.
Для обеспечения безопасности необходима гальваническая развязка между питающей сетью и обратной связью. Как правило, для этой цели используются оптроны.
Сильные и слабые стороны импульсных источников
Если сравнивать аналоговые и импульсные устройства одинаковой мощности, то у последних будут следующие преимущества:
- Небольшие размеры и вес, за счет отсутствия низкочастотного понижающего трансформатора и управляющих элементов, требующих отвода тепла при помощи больших радиаторов. Благодаря применению технологии преобразования высокочастотных сигналов можно уменьшить емкость конденсаторов, используемых в фильтрах, что позволяет устанавливать элементы меньших габаритов.
- Более высокий КПД, поскольку основные потери вызывают только переходные процессы, в то время как в аналоговых схемам много энергии постоянно теряется при электромагнитном преобразовании. Результат говорит сам за себя, увеличение КПД до 95-98%.
- Меньшая стоимость за счет применения мене мощных полупроводниковых элементов.
- Более широкий диапазон входного напряжения. Такой тип оборудования не требователен к частоте и амплитуде, следовательно, допускается подключение к различным по стандарту сетям.
- Наличие надежной защиты от КЗ, превышения нагрузки и других нештатных ситуаций.
К недостаткам импульсной технологии следует отнести:
Наличие ВЧ помех, это является следствием работы высокочастотного преобразователя. Такой фактор требует установки фильтра, подавляющего помехи. К сожалению, его работа не всегда эффективна, что накладывает некоторые ограничения на применение устройств данного типа в высокоточной аппаратуре.
Особые требования к нагрузке, она не должна быть пониженной или повышенной. Как только уровень тока превысит верхний или нижний порог, характеристики напряжения на выходе начнут существенно отличаться от штатных. Как правило, производители (в последнее время даже китайские) предусматривают такие ситуации и устанавливают в свои изделия соответствующую защиту.
Сфера применения
Практически вся современная электроника запитывается от блоков данного типа, в качестве примера можно привести:
- различные виды зарядных устройств; Зарядки и внешние БП
- внешние блоки питания;
- электронный балласт для осветительных приборов;
- БП мониторов, телевизоров и другого электронного оборудования.
Импульсный модуль питания монитора
Собираем импульсный БП своими руками
Рассмотрим схему простого источника питания, где применяется вышеописанный принцип работы.
Принципиальная схема импульсного БП
Обозначения:
- Резисторы: R1 – 100 Ом, R2 – от 150 кОм до 300 кОм (подбирается), R3 – 1 кОм.
- Емкости: С1 и С2 – 0,01 мкФ х 630 В, С3 -22 мкФ х 450 В, С4 – 0,22 мкФ х 400 В, С5 – 6800 -15000 пФ (подбирается),012 мкФ, С6 – 10 мкФ х 50 В, С7 – 220 мкФ х 25 В, С8 – 22 мкФ х 25 В.
- Диоды: VD1-4 – КД258В, VD5 и VD7 – КД510А, VD6 – КС156А, VD8-11 – КД258А.
- Транзистор VT1 – KT872A.
- Стабилизатор напряжения D1 – микросхема КР142 с индексом ЕН5 – ЕН8 (в зависимости от необходимого напряжения на выходе).
- Трансформатор Т1 – используется ферритовый сердечник ш-образной формы размерами 5х5. Первичная обмотка наматывается 600 витков проводом Ø 0,1 мм, вторичная (выводы 3-4) содержит 44 витка Ø 0,25 мм, и последняя – 5 витков Ø 0,1 мм.
- Предохранитель FU1 – 0.25А.
Настройка сводится к подбору номиналов R2 и С5, обеспечивающих возбуждение генератора при входном напряжении 185-240 В.
Благодаря снижению цены, в настоящее время стали очень популярны сварочные аппараты инверторного типа. Лёгкие и надёжные, они широко используются и на производстве, и во время дачно-гаражных поделок. Мы на сайте уже знакомили вас (в статье про ремонт инверторов), в общих чертах, с устройством этих сварочников. Здесь подробно объясним принцип работы сварочного инвертора.
«Изюминки» сварочного инвертора
Сварочным инвертором принято называть блок питания сварочного аппарата, оснащённый инвертором. Сам по себе инвертор – это устройство, преобразующее постоянное напряжение в высокочастотное переменное.
В двух словах, происходит следующее:
- входной выпрямитель получает напряжение из электросети (220 В, 50 Гц) и постоянным током питает «косой мост» на ключевых транзисторах;
- «косой мост» формирует прямоугольные импульсы высокой частоты (до 50 КГц). Преобразование позволяет применить в схеме высокочастотный импульсный понижающий трансформатор. Этот узел, благодаря материалу сердечника, весит на порядок меньше своего 50-герцового «собрата», что положительно сказывается на общей массе девайса. А это приводит к уменьшению веса всего сварочного аппарата. Кроме того, экономится медь и другие дорогостоящие материалы, из которых изготавливается оборудование. Импульсный трансформатор понижает высокочастотное напряжение до необходимого рабочего.
Схемотехническое решение и применение в инверторе специальных компонентов, позволили сконструировать устройство, не критичное, в широких пределах, к колебаниям напряжения питающей электросети. При понижении его ниже допустимого предела — происходит отключение генератора и загорается жёлтая лампочка «авария».
В этом и заключаются две «изюминки»: малый вес и некритичность в широком диапазоне к колебаниям напряжения источника питания;
- выходной выпрямитель преобразует напряжение (уже имеющее необходимую амплитуду) в постоянное рабочее.
Внедрение указанных выше преобразований привело к тому, что в схемотехнике источника питания появилось большое количество всяких дополнительных элементов, обеспечивающих его стабильную работу.
Теперь рассмотрим принцип работы сварочного инвертора подробно.
Как работает сварочный инвертор
В качестве примера рассмотрим устройство сварочного инвертора бренда «TELWIN» (рисунки к указанному бренду отношения не имеют). Внешний вид платы с указанием расположения элементов схемы приведён на рисунке.
Вариант компоновки деталей сварочного инвертора.
Схема сварочного инвертора состоит из двух основных частей: силовой и управляющей.
Силовая схема сварочного инвертора
Принципиальная схема приведена на рисунке (рисунки в статье кликабельные: для увеличения и удобства просмотра нажмите на него и он откроется в новом окне).
Силовая часть схемы сварочного инвертора.
Электронный силовой блок состоит из следующих узлов:
- сетевой выпрямитель;
- помехозащитный фильтр;
- инвертор;
- выходной выпрямитель.
Сетевой выпрямитель
Выпрямитель состоит из:
- двухполупериодного диодного моста;
- сглаживающего фильтра из двух параллельных электролитических конденсаторов.
Через диодный мост протекают большие токи, и он нагревается. Для рассеяния тепла его устанавливают на охлаждающий радиатор. С целью предотвращения перегрева и выхода из строя диодного моста, на радиаторе установлен элемент защиты — термопредохранитель. Он отключает питание при превышении температуры радиатора выше 90 °С. Постоянное напряжение после выпрямителя и фильтра подаётся на инвертор.
Помехозащитный фильтр
Мощный инвертор в процессе работы создаёт высокочастотные помехи. Что бы исключить их попадание в электросеть, перед выпрямителем устанавливается фильтр ЭМС (электромагнитной совместимости). Фильтр состоит из конденсаторов и дросселя (в приведённой схеме — на тороидальном магнитопроводе).
Помехозащитный фильтр (на тороиде).
Инвертор
Инвертор собран по схеме «косого моста» на двух мощных ключевых полупроводниковых приборах. В качестве последних могут быть транзисторы типов «IGBT» и «MOSFET». Оба ключевых транзистора монтируются на радиаторы для охлаждения.
На первичную обмотку импульсного понижающего трансформатора поступает напряжение со входного выпрямителя, прошедшее преобразование на ключевых транзисторах и ставшее высокочастотным. С одной из вторичных обмоток снимается уже значительно меньшее по амплитуде напряжение (рабочее значение, необходимое для сварки). Эта обмотка выполнена несколькими витками ленточного медного провода в изоляции, что позволяет производить сварку током 120…130 А.
Понижающий импульсный трансформатор (от него отходят шины).
Выходной выпрямитель
С вторичной обмотки импульсного трансформатора переменный ток высокой частоты поступает на высокочастотные мощные диодные выпрямители. Они собираются на базе сдвоенных диодов по схеме с общим катодом. Диоды обладают высоким быстродействием (время восстановления trr Предыдущая статья: Покраска кованых изделий надежно и надолго Следующая статья: Табурет ИП Моисеева кованый
Чтобы получать сообщения о новых статьях на сайте подпишитесь на рассылку (без спама).
Владислав, спасибо за уточнение, исправлено
В тексте описания инверторного сварочника написано: «Работа инверторного блока питания основана на инверсии — фазовом сдвиге напряжения (отсюда и название)» Правильно написать: ‘… на инвертировании — преобразовании энергии постоянного тока в энергию переменного тока повышенной частоты».
А так спасибо за информацию.
1
Первый слайд презентации: МДК 01.02 Основное оборудование для производства сварных конструкций Специальность: 22.02.02 Сварочное производство, 1-й год обучения
Выполнил: студент гр.40 Бабкин Андрей Преподаватель: Шишкина Л.Н МДК 01.02 Основное оборудование для производства сварных конструкций Специальность: 22.02.02 Сварочное производство, 1-й год обучения ФЕСТИВАЛЬ ПРОФЕССИЙ-2021 Источники питания сварочной дуги
Изображение слайда
2
Слайд 2
Я, как студент Алчевского строительного колледжа Дон ГТИ, по профессии сварщик, да и просто тот, кто кому нравиться дома при помощи сварки делать что-либо, относительно недавно получил возможность значительно облегчить себе работу. В продаже появились сварочные инверторы, которые позволяют совершить качественный скачок в электросварке.
Достаточно вспомнить просто неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки.
Сварочные инверторы — это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.
Изображение слайда
3
Слайд 3
Инверторный источник сварочного тока — один из современных видов источника питания сварочной дуги. Инверторные источники сварочного тока для всех видов сварки устроены одинаково. Отличие состоит лишь в формируемой вольт-амперной характеристике. Поэтому возможен выпуск универсальных ИИСТ, пригодных для различных видов сварки (MMA, TIG, MIG/MAG).
Изображение слайда
4
Слайд 4
История Основное назначение всех сварочных источников — обеспечивать стабильное горение сварочной дуги и её легкий поджиг. Одним из самых важных параметров сварочного процесса является его устойчивость к колебаниям и помехам. Существует несколько видов источников питания сварочной дуги — трансформаторы, дизельные или бензиновые электрогенераторы, выпрямители и инверторы. Инверторный источник сварочного тока появился в XX веке, а в начале XXI века стал одним из самых популярных сварочных аппаратов для всех видов дуговой сварки.
Изображение слайда
5
Слайд 5
Принцип действия
Сварочный инвертор представляет собой силовой трансформатор для понижения напряжения сети до необходимого напряжения холостого хода источника, блок силовых электрических схем, в основу которых заложены транзисторы MOSFET или IGBT и стабилизирующего дросселя для уменьшения пульсаций выпрямленного тока. Принцип действия инверторного источника сварочной дуги следующий: сетевое напряжение переменного тока подается на выпрямитель, после которого силовой модуль преобразует постоянный ток в переменный с повышенной частотой, который подается на высокочастотный сварочный трансформатор, имеющий существенно меньшую массу, чем сетевой, напряжение которого, после выпрямления, подается на сварочную дугу. Дуга на постоянном токе более устойчива.
Изображение слайда
6
Слайд 6
Принцип действия сварочного инвертора
Переменный ток от потребительской сети, частотой 50 Гц, поступает на выпрямитель.
Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов с очень большой частотой коммутаций в переменный, но уже высокой частоты 20-50 кГц. Затем переменное напряжение высокой частоты понижается до 70-90 В, а сила тока соответственно повышается до необходимых для сварки 100-200 А.
Изображение слайда
7
Слайд 7
Преимущества Преимуществом инверторного источника питания сварочной дуги является уменьшение размеров силового трансформатора и улучшение динамической характеристики дуги. Использование инверторных технологий привело к уменьшению габаритов и массы сварочных аппаратов, улучшению качественного показателя сварочной дуги, повышению КПД, минимальному разбрызгиванию при сварке, позволило реализовать плавные регулировки сварочных параметров.
Изображение слайда
8
Слайд 8
Недостатки
До конца 2000-х годов инверторные источники были намного дороже трансформаторных и менее надежны. По состоянию на 2010-е годы цена на инверторные аппараты значительно снизилась и приблизилась к трансформаторным. Надежность ИИСТ тоже существенно возросла, особенно с началом массового применения IGBT -модулей.
Ограниченность по коэффициенту загрузки, что связано со значительным нагревом элементов схемы.
Повышенная чувствительность к влажности воздуха и конденсату, выпадающему внутри корпуса.
Изображение слайда
9
Слайд 9
Сварочные инверторы Переносной инверторный источник питания сварочной дуги Принципиальная схема инверторного источника питания для дуговой сварки
Изображение слайда
10
Слайд 10
В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не путем преобразования ЭДС в катушке индукции как это происходит в трансформаторных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами. К примеру, чтобы получить в инверторе сварочный ток 160А достаточно трансформатора вес, которого 250 г, а на обычных сварочных аппаратах необходим медный трансформатор с весом 18 кг.
Изображение слайда
11
Слайд 11
Профессиональный сварочный инвертор рассчитан на 8-ми часовой рабочий день, бытовой же потребует после 20 – 30 минут работы, перерыва минут 30 – 60, поэтому бытовые дешевле. Есть еще промышленные инверторные сварочные аппараты, которые предназначены для работы продолжительное время в тяжелых условиях.
Изображение слайда
12
Слайд 12
Практически все мировые лидеры в области сварочного производства ориентированы преимущественно на разработку и производства инверторных сварочных источников питания. Из наиболее известных производителей можно отметить итальянские “ Selco ” и “ Helvi ”, французский “ Gysmi ”, корейский “ Power Man ”, немецкий “ Fubag ”, также есть российский инверторный сварочный аппарат “Торус”.
Изображение слайда
13
Слайд 13
Аппарат создан работать 24 ч/сутки, в три смены, сварщиками Плюс выдерживать просадку напряжения до 160В или перепады до 275В. Плюс длинные сварочные концы по 200 м, если надо. Плюс поджиг и стабильную дугу при работе с любыми электродами.
Изображение слайда
14
Последний слайд презентации: МДК 01.02 Основное оборудование для производства сварных конструкций: СПАСИБО ЗА ВНИМАНИЕ!
Изображение слайда
Тенденция источников сварочного тока к утилите пользователя
OEM-производители говорят, что нехватка квалифицированных сварщиков приводит к снижению производительности, низкому качеству, доработкам и браку. Ключевыми факторами являются повторяемость сварных швов, обеспечение качества и регистрация/отслеживаемость данных. OEM-производители источников питания ESAB, Fronius и Miller Electric рассказали, как они изменились, чтобы помочь производителям решить эту проблему. Изображения: Miller Electric
Миллиметры качественного сварного шва прокладываются по ходу работы, скрепляя все вместе. При чем тут мощность? Ничто не может произойти без источника питания, который подает электрический ток на сварочную горелку. Итак, что нового в сварочных аппаратах?
Мы попросили OEM-производителей источников питания ESAB, Miller и Fronius предоставить обновленную информацию о достижениях в области источников питания. ESAB Welding & Cutting Products North America Старший менеджер по продукции Джефф Читтим; Джейсон Дунаху, менеджер по развитию бизнеса Miller Electric, подразделение промышленного оборудования; и старший системный инженер Fronius Стив Затезало указали на нехватку квалифицированных сварщиков — поиск, обучение и удержание сварщиков — как на серьезную проблему, с которой сталкивается отрасль.
По их словам, нехватка квалифицированных сварщиков приводит к снижению производительности, низкому качеству, доработкам и браку. Ключевыми факторами являются повторяемость сварных швов, обеспечение качества и регистрация/отслеживаемость данных.
Дополнительные проблемы включают отказы оборудования и связанные с ними простои, а также управление большими парками сварочного оборудования.
OEM-производители рассказали, как эволюционировали их источники питания, чтобы помочь производителям смягчить эти проблемы.
1. С какими проблемами в настоящее время сталкиваются производители, связанные с источниками питания для дуговой сварки?
Джейсон Дунаху, Miller Electric Mfg. : Одной из самых больших проблем, с которыми сегодня сталкиваются изготовители, являются трудовые вопросы, затрагивающие все аспекты бизнеса. В сварочном цехе нехватка квалифицированных сварщиков проявляется в виде проблем с качеством и снижения производительности, что приводит к увеличению затрат и снижению рентабельности.
По мере развития технологий и изменения рабочей силы способность адаптироваться будет иметь решающее значение для сохранения конкурентоспособности производителей.
Джефф Читтим, ЭСАБ. : Нехватка квалифицированных сварщиков остается одной из самых насущных проблем отрасли, особенно в то время, когда производство в США находится на подъеме. Майский индекс менеджеров по закупкам составляет 62,1 по сравнению с 43,1 в 2020 году.
В результате производители должны выбирать сварочные системы и технологии, которые помогают им увеличить производительность на одного работника, а также выявлять и удалять отходы из своих производственных циклов. Суть в том, что вы не можете улучшить то, что не можете измерить, поэтому мы рекомендуем производителям начать с понимания своих истинных производственных показателей, таких как время горения дуги.
Системы Deltaweld от Miller доступны с технологией Accu-Pulse и включают технологию EZ-Set, которая упрощает настройку параметров в зависимости от толщины материала, устраняя сложность и сокращая время обучения сварщиков.
Менеджеры обычно оценивают время горения дуги в 25% или выше; реальность такова, что высокоэффективные магазины работают где-то в середине подросткового возраста, а средний магазин составляет от 8% до 10%. Это несоответствие возникает, когда менеджеры имеют ограниченное представление об истинных источниках простоя или рычагах производительности.
Эти показатели должны быть конкретными — на сварочный пост, на смену, а для компаний с несколькими объектами — на цех; фактические параметры сварки; подтверждение соответствия; расход проволоки; и состояние машины.
Стив Затезало, Fronius: Одна из самых больших проблем — найти квалифицированных сварщиков. Мало того, что нынешняя рабочая сила стареет, молодое поколение ищет менее трудоемкую карьеру. Эксперты прогнозируют нехватку 400 000 квалифицированных сварщиков к 2024 году9.0005
С этим связана сложность и степень сложности многих производственных работ. Недостаточно найти кого-то, кто умеет сваривать; Производственным цехам также нужен адаптивный, умный и творческий человек, способный справиться с проблемами современной сварочной среды.
Наконец, среди сварщиков существует боязнь техники. Лица, принимающие решения, беспокоятся не столько о финансовых затратах на новое оборудование, сколько о том, что существующий персонал не может или не хочет использовать новую технологию, чтобы воспользоваться преимуществами, которые она предлагает. Всегда есть кривая обучения, и опытным сварщикам трудно пройти через это, если они чувствуют, что могут достаточно хорошо выполнять работу на старых машинах, независимо от того, что показывают результаты.
2. Как эволюционируют источники питания/сварочные аппараты для решения этих задач?
Затезало, Фрониус: Мы наблюдаем изменения по трем направлениям. Во-первых, интерфейс сварочного аппарата не только становится проще в использовании, но и позволяет лучше определять параметры сварки и процедуры. Дисплеи позволяют отображать полный текст, изображения и даже видео. Это действительно может повлиять на то, как в конечном итоге будет использоваться машина.
Второе изменение, которое мы наблюдаем, — это усиление зависимости от мощной и высокоскоростной электроники. Сварочная дуга быстрая, и чтобы модифицировать дугу, вы должны быть быстрее дуги. Сначала сварщик должен обнаружить изменения, затем определить наилучший порядок действий и, наконец, реализовать эти действия. За последнее десятилетие основные электронные технологии претерпели значительные изменения и были интегрированы в новые машины.
В-третьих, дизайн программного обеспечения оказывает огромное влияние. Современные машины принимают невероятно большое количество входных данных и рисуют из них изображение сварочной дуги. Команда программистов должна понимать не только то, как программировать, но и возможности электроники и физику сварки. Дизайн современных машин хорош настолько, насколько хороша команда.
Читтим, ESAB: Во-первых, сварочные аппараты следует рассматривать в контексте сварочной системы. Ничто не работает изолированно, и каждый компонент системы способствует повышению производительности. Следует отметить, что одним из самых больших достижений являются источники сварочного тока с коммуникационными модулями, которые позволяют источнику питания подключаться к онлайн-системам управления данными.
Источник питания для тяжелой промышленности Aristo 500ix компании ЭСАБ может подключаться к набору онлайн-приложений для анализа данных WeldCloud через стандартный Wi-Fi. ESAB
Если у изготовителей меньше квалифицированных сварщиков, им необходимо использовать более совершенную систему управления для компенсации. Усовершенствованные элементы управления помогают операторам сосредоточиться на основах правильной механики сварки (угол горелки, скорость перемещения, манипулирование и расстояние от контактного наконечника до изделия) и меньше беспокоиться о настройке параметров и других технических деталях.
Первым шагом на пути к постоянному качеству сварки является увязка производственных переменных с результатами, такими как системы контроля качества сварки. Даже в этом случае контроль качества сварки происходит после того, как деталь изготовлена или отправлена на производственную линию. Система обеспечения качества, основанная на взгляде в зеркало заднего вида, является дорогостоящей, особенно если несколько деталей имеют дефекты.
И наоборот, система мониторинга данных может предоставлять оператору или менеджеру обратную связь в режиме реального времени. Представьте себе ценность немедленного выявления дефекта сварного шва на корневом проходе соединения толщиной в дюйм вместо того, чтобы после выполнения прохода заглушки. В автоматизированной системе оператор сможет определить местонахождение дефекта в большом шве, потому что также будет фиксироваться скорость перемещения.
3. Что вы разработали с источниками питания для дуговой сварки, чтобы решить эти проблемы.
Читтим, ЭСАБ: Серия продуктов ЭСАБ для тяжелой промышленности предлагает множество средств контроля, которые помогают производителям улучшить качество сварки, воспроизводимость и навыки сварки имеющейся рабочей силы.
Приложение WeldCloud Productivity, созданное для руководителей производства, повышает производительность сварки и отслеживаемость. Он отслеживает время горения дуги, чистую скорость наплавки и скорость перемещения при каждом сварном шве и сеансе для каждой машины в парке, а также создает отчеты и аналитические функции. Обеспечивая видимость фактических производственных показателей, он может улучшить время горения дуги на 10–50 % в течение первого года.
Для менеджеров по обслуживанию и техническому обслуживанию с большим парком сварочного оборудования приложение WeldCloud Fleet позволяет им управлять сварочными работами для всего парка оборудования, просматривая время дуги на каждой сварочной станции; зная местоположение сварочного оборудования через GPS; а также получение поддержки в планировании, документировании и предоставлении напоминаний о проведении работ по обслуживанию, техническому обслуживанию и калибровке.
Новейший продукт ESAB с коммуникационными модулями, выпущенный в 2021 году, — это Aristo 500ix, усовершенствованный многопроцессорный источник питания на 500 ампер для GMAW, импульсной GMAW, порошковой сварки, подъемной GTAW и строжки угольной дугой. Источник питания, а также другие источники питания тяжелой промышленности ESAB, оснащенные коммуникационным модулем, могут подключаться к набору онлайн-приложений ESAB для анализа данных WeldCloud через стандартный Wi-Fi. Эти приложения, которые просты в освоении, интуитивно понятны в использовании и работают с любого подключенного устройства, помогают производителям решать и устранять ключевые проблемы, влияющие на сварочную отрасль, за счет оцифровки.
Для сварочного оборудования любой марки универсальный разъем ESAB подключается к положительным и отрицательным клеммам для сбора основных данных, включая время включения/выключения дуги, продолжительность сеанса сварки, а также сварочное напряжение и силу тока.
Компания ЭСАБ добивается интеллектуальных результатов, объединяя свои промышленные источники питания — Warrior CC/CV и усовершенствованную серию Aristo — с механизмом подачи проволоки серии Robust Feed. Вся технологическая логика находится на панели управления механизма подачи проволоки.
Онлайн-приложения для управления данными WeldCloud от ESAB помогают производителям решать и устранять ключевые проблемы, влияющие на сварочную отрасль, посредством оцифровки. ESAB
Проблемы с качеством чаще всего возникают в начале дуги и в конце сварки. Усовершенствованные фидеры решают эти проблемы с помощью таких функций, как контроль скорости приработки, заполнение кратера, предварительная и постпоточная подача газа, прерывание короткого замыкания и обратное прожигание. В целом, усовершенствованные устройства подачи помогают менее опытным сварщикам или сварщикам средней квалификации добиваться лучших результатов и могут превратить хороших сварщиков в отличных сварщиков.
Контроль скорости припуска (также называемый медленным пуском) снижает скорость, с которой проволока приближается к пластине, а затем увеличивает скорость сварки до полной, когда система обнаруживает, что дуга установлена. Дополнительное время нагревает электрод, способствует более положительному началу дуги, уменьшает разбрызгивание и способствует лучшему плавлению. Некоторые устройства подачи предлагают функцию горячего пуска для увеличения общей мощности на несколько миллисекунд во время начала сварки, что также помогает предотвратить холодный нахлест.
Механизмы подачи проволоки с функцией заполнения кратера снижают параметры в конце сварного шва для заполнения кратера при более низкой скорости подачи проволоки и/или уровне напряжения, что может предотвратить растрескивание кратера и плавление краев пластины.
Управление предварительной и последующей подачей газа позволяет оператору установить продолжительность времени подачи газа. Эти функции особенно полезны в приложениях, где критически важен охват газа, особенно в нержавеющей стали.
Технология прерывания короткого замыкания заостряет конец сплошной проволоки GMAW в конце сварного шва, чтобы способствовать положительному началу следующей дуги, уменьшить разбрызгивание и снизить вероятность холодного нахлеста. Технология SCT также избавляет оператора от необходимости зажимать провод. В операции с многочисленными остановками и пусками сварки экономия времени быстро возрастает.
Функция обратного прожига регулирует количество проволоки, которая продолжает подаваться после того, как оператор отпускает курок, оставляя оптимальный вылет проволоки, поэтому оператору не нужно обрезать проволоку до нужной длины.
Усовершенствованные устройства подачи также предлагают дополнительные функции, которые могут значительно улучшить качество и постоянство:
Функция ограничения не позволяет оператору выполнять сварку с параметрами, выходящими за пределы спецификаций сварки, а функция блокировки не позволяет операторам изменять программу. Например, производитель, использующий систему Aristo 500ix/Robust Feed U6, может запрограммировать доступ оператора таким образом, чтобы одна настройка была предназначена для распыления, одна — для импульсного режима и две — для строжки. Таким образом, сварщики могут немного регулировать напряжение и скорость подачи проволоки, но при этом оставаться в пределах параметров WPS.
Функция под названием QSet («быстрая настройка») автоматически оптимизирует дугу короткого замыкания для установленной комбинации газ/провод. После нескольких секунд сварки система адаптирует параметры сварки в соответствии с индивидуальным стилем сварки оператора, в частности компенсируя изменения контактного наконечника, рабочего расстояния и угла наклона горелки. Это позволяет оператору сосредоточиться на механике резака, а не беспокоиться о том, установлены ли правильные параметры.
Наши предварительно запрограммированные синергетические линии имеют оптимизированные параметры для типа и диаметра проволоки, защитного газа и выбранного процесса. Операторы по-прежнему могут точно настраивать дугу, регулируя напряжение/подстройку и силу тока, но синергетические линии позволяют операторам быстро приступить к работе, ускоряя настройку. Синергетические линии для импульсной сварки MIG могут сэкономить много часов времени на разработку процесса.
WeldCube — это система управления сбором данных Fronius. Показанная здесь WeldCube Premium представляет собой централизованную систему документирования с интеллектуальными функциями управления, статистики и анализа с графической визуализацией результатов. Fronius
Dunahoo, Miller: Miller Electric Mfg. LLC развивает наши сварочные системы, чтобы справиться с сегодняшней проблемой нехватки квалифицированных рабочих, демонстрируя одну из наших основных ценностей: простоту. Когда сложность сведена к минимуму, а взаимодействие с пользователем упрощено, операторы гораздо менее склонны совершать ошибки качества из-за неправильной конфигурации оборудования.
Технология Miller EZ-Set помогает операторам найти хорошую отправную точку для параметров сварки без необходимости поиска и проверки сварных швов.
Для новичков в сварке поддержание надлежащего вылета и расстояния от наконечника до детали может оказаться сложной задачей. Импульсная технология GMAW компании Miller Accu-Pulse имеет на 28 % более широкий рабочий диапазон по сравнению с обычной технологией GMAW. Это может помочь быстрее превратить новых сварщиков в более опытных сварщиков, вовлекая их в производство и быстрее выполняя качественные сварные швы.
Zatezalo, Fronius: Во-первых, мы постоянно расширяем границы возможного в мире электроники и сварки. Наша конструкция направлена на создание универсальной, стабильной и точной дуги, которая будет расти вместе с будущими потребностями производителя. Нас не останавливает то, что что-то никогда не делалось раньше. Мы спрашиваем, что возможно с электроникой, программным обеспечением и физикой, и делаем это.
В качестве примера возьмем проникновение. Здравый смысл подсказывает, что если вы двигаете сварочную горелку, проплавление, скорее всего, будет неравномерным или недостаточным. Мы знаем, как в электронном виде выглядят неравномерное проплавление или отсутствие сварных швов. Мы воспользовались этой идеей и использовали нашу технологию для обеспечения равномерного проникновения, даже если это невозможно при обычных условиях.
Далее мы учитываем пользовательский опыт. Мы гарантируем, что дисплей/интерфейс понятен пользователю и удобен для его уровня опыта. Наша система предназначена для изменения того, что видит пользователь, не только в целях безопасности, но и для того, чтобы позволить ему расти вместе с машиной. Поскольку они понимают технологию, машина обеспечивает более широкий доступ к настройкам, повышая комфорт благодаря опыту.
Компания Fronius предлагает несколько систем для производителей, желающих внедрить на своих предприятиях Индустрию 4.0. Например, WeldCube Premium — это централизованная система, которая собирает данные о сварке и предоставляет их для анализа сторонним системам. Мы также предлагаем децентрализованные решения для прямого сбора данных со сварочного оборудования путем реализации протоколов MQTT и OPC UA в сварочном аппарате для отправки данных непосредственно в MES, ERP или другую стороннюю систему компании для сбора и анализа.
4. Какие текущие и важные изменения вы наблюдаете?
Затезало, Fronius: Цифровая трансформация и Индустрия 4. 0 — это трансформационные тенденции. Индустрия 4.0 — это не отдельная единица оборудования или поставщик, собирающий данные, а гештальт всех поставщиков, объединяющий данные со всего оборудования, ответственного за производство конечного продукта. Это помогает производителю полностью понимать и контролировать производственный процесс.
Производители никогда не хотят видеть дефекты сварки или проблемы с качеством, но если они все же случаются, их следует устранять до того, как они покинут цех. Переход идет от обнаружения дефектов сварки к выявлению причины дефекта и быстрому устранению его последствий. Это смещает производственные группы от реагирования на отдельные дефекты к предотвращению распространения дефектов. Хорошо известно, что вариации деталей влияют на качество сварки. Индустрия 4.0 подталкивает производственные линии к обнаружению отклонений деталей еще до того, как они станут дефектом сварки.
WeldCube — это система управления сбором данных Fronius. Показанная здесь WeldCube Premium представляет собой централизованную систему документирования с интеллектуальными функциями управления, статистики и анализа с графической визуализацией результатов. Fronius
Ни одна технология сама по себе не может определить источник дефекта; однако при объединении данных от источника сварочного тока, систем технического зрения, штамповочного оборудования, роботов и т. д. несоответствия в производстве могут быть идентифицированы алгоритмически. Прослеживаемость была важной темой в Индустрии 4.0. Это помогает обнаруживать источники дефектов до того, как большой объем дефектных деталей будет отправлен в производство.
Однако мы не думаем о машине как о замене сварщика. Источник сварочного тока должен повышать квалификацию сварщика. Машина усердно работает, чтобы сделать дугу стабильной и точной, позволяя мастерству пользователя добиться еще лучшего результата. Мы не заинтересованы в том, чтобы компания заменяла своих квалифицированных сварщиков. Мы хотим, чтобы наши машины делали каждого сварщика лучше.
Читтим, ESAB: Система обеспечения качества WeldQAS от HKS, бренда ESAB, представляет собой онлайн-систему управления данными, которая может собирать данные с частотой 23 кГц и выше. Сравнивая измеренные параметры с эталонными кривыми, эти системы могут вычислять оценки качества для каждого сварного шва и обеспечивать мгновенное уведомление при возникновении несоответствия, таким образом обеспечивая обратную связь в режиме реального времени. Типы обнаруживаемых дефектов включают плохое зажигание дуги, пористость, прожоги, слишком короткую или слишком большую длину шва и разрыв шва.
Dunahoo, Miller: По мере развития технологий и изменения рабочей силы способность адаптироваться имеет решающее значение для сохранения конкурентоспособности производителей.
Переход на новые технологии сварки может помочь производителям решить множество проблем. Когда сложность сведена к минимуму, а взаимодействие с пользователем упрощено, операторы менее подвержены ошибкам качества в результате неправильной настройки оборудования.
Дуговая сварка металлическим электродом в среде защитных газов с высокодинамичной…
Ежегодно около 20 000 тонн металлоконструкций покидают производственные мощности Plauen Stahl Technologie GmbH, малого и среднего предприятия, насчитывающего 190 сотрудников. Передовые производственные процессы для распиловки и сверления профилей, газопламенной резки, сверления и снятия фасок с металлических пластин, а также для выполнения ответственных соединений с помощью современной технологии сварки позволяют изготавливать конструкции в соответствии с самыми высокими техническими стандартами, даже для экстравагантных архитектурных проектов. Для этих проектов безопасность и качество являются главными приоритетами. Усилия по достижению этих приоритетов в сочетании со стремлением к большей экономической эффективности привели к тому, что два года назад компания инвестировала в forceArc®, самый инновационный в настоящее время процесс дуговой сварки металлическим электродом в среде защитного газа (GMAW).
Больше медиа…
По словам дипл.-инж. Йорг Нойдель, руководитель отдела планирования процессов и инженер, ответственный за сварку (EWE) в штаб-квартире компании в Плауэне, основным направлением деятельности Plauen Stahl является «проектирование металлоконструкций, специализирующееся на тяжелых металлоконструкциях». Затем он добавляет: «Обычно мы занимаемся крупносерийные проекты, где вес отдельных компонентов начинается примерно с 50 т». Нойдель описывает проекты и отрасли следующим образом: «В мостостроении мы являемся игроком международной премьер-лиги, производящим стальные конструкции для железнодорожных и трамвайных мостов, а также крупномасштабных проектов, таких как гигантский виадук Мийо во Франции, выше Эйфелевой башни и длиннее. чем Елисейские поля, для которых компания Plauen Stahl Technologie поставила отдельные компоненты моста. Мы являемся мировым лидером в производстве стальных конструкций котлов для электростанций [см. рис. 3]. Наш опыт в этой области восходит к 1970-х». Компания также специализируется на крановых мостах с пролетами от 50 до 100 м и металлоконструкциях для шлюзовых ворот. Размеры этих сегментов впечатляют, с пролетами 40–70 м и высотой до 20 м. Для специальных ворот на Дунае компания изготовила сегмент шлюза высотой 35 м.
Шаг за шагом к основному методу соединения
Хорошо продуманные потоки материалов на производственных объектах в Плауэне составляют основу эффективного и экономичного производства. На первом этапе профили и металлические листы отправляются со склада на производство для балочной обработки и резки под управлением ЧПУ. После этого они направляются в один из двух участков с производственными участками для частичных сегментов и сборок, а оттуда направляются на доводку с окончательным сохранением цвета.
В цехах изготовления и отделки частичных сегментов кипит работа. Модель работы здесь в основном определяется сварочными работами – двух- или трехсменная работа в зависимости от ситуации с заказом. Сварочный персонал имеет доступ к новейшим системам и технологиям источников питания для своей работы. Для соединения используется процесс сварки под флюсом по одно- и двухпроводной технологии – механизированный на нескольких порталах. К этому добавляются несколько «тракторов» для сварки под флюсом.
Для задач GMAW доступен ряд традиционных источников питания с металлическим активным газом (MAG). Сварочный присадочный материал варьируется между сплошной и порошковой проволокой в зависимости от спецификации соединения. Защитный газ от замкнутых трубопроводов в производственных цехах одинаков для всех устройств GMAW: M21, смесь 82 % аргона и 18 % углекислого газа, слегка модифицированная для требований высокого качества.
Два года назад сварка MAG в Plauen Stahl вступила в новую эру. Компания заказала 14 высокодинамичных инверторных источников питания Phoenix 521 puls forceArc® у ведущего немецкого производителя EWM HIGHTEC WELDING в Мюндерсбахе. Эти устройства идеально подходят для метода соединения forceArc®, который становится все более распространенным в отрасли металлоконструкций.
Незначительный эффект имеет большое значение
Решение о приобретении технологии EWM не было трудным. Как опытный и осмотрительный эксперт по сварке, Йорг Нойдель всегда держит руку на пульсе отрасли: «Мы… сварочная компания с чрезвычайно высокими стандартами качества. Это означает, что мы производим все больше и больше стыковых сварных швов, которые мы % случаев, подлежащих неразрушающему контролю – с помощью ультразвука или рентгенографии Мы хотели сделать процесс соединения MAG еще более надежным с помощью forceArc®. Тем временем мы продемонстрировали это для некоторых применений с одно- и двухскатными швами с канавками , и при этом добился значительного улучшения качества. Частота отказов по сравнению с обычными распылительными или импульсными дугами значительно ниже.Эффект, который сначала казался второстепенным, стал едва ли не главной причиной использования forceArc® – целенаправленное использование Использование этой технологии в корневой зоне и для промежуточных слоев экономит нам время, очень много времени.В прошлом корень шва, как правило, должен был быть удален с помощью воздушно-дуговой строжки, прежде чем можно было приварить подкладочный слой. с другой стороны металлической пластины. Соответственно, геометрия шва была настроена с соотношением две трети к одной трети: одна треть с большим углом раскрытия шва для выдалбливаемой стороны, две трети для стороны, заполняемой в начале. Благодаря симметричному углу раскрытия для процесса forceArc® мы экономим объем шва и намного лучше справляемся с угловыми искажениями».
Абсолютно чистый и высоко оцененный процесс
Присоединение к MAG теперь значительно более определено в Плауэне. Чтобы сделать это возможным, подготовка канавок и предварительное производство были реструктурированы. Это начинается с того, что слесари более дисциплинированно подходят к сборочным работам. Им необходимо уделять особое внимание соблюдению точного воздушного зазора между компонентами. Это требует от них более сильного отождествления со своей работой, но не требует больше времени. Глядя только на процесс сварки, forceArc® значительно сокращает непроизводительное время — работа по очистке и строжке сведена к минимуму, что позволяет сварщику делать то, ради чего он пришел в свою профессию: сваривать, не прерывая своего ритма. Хотя Нойдель не указывает точный процент экономии, он считает улучшение потока по всей производственной цепочке отличным результатом.
Поэтому сварщики высоко оценивают процесс forceArc®. Точно так же они безоговорочно относятся и к источнику энергии Феникса. Наряду с инновациями, это также идеально подходит для вариантов MAG с импульсной дугой и струйной дугой, которые обычно использовались до сих пор. Нойдель резюмирует следующим образом: «Аппарат работает абсолютно чисто в зоне струйной дуги для швов вертикальных вверх при подаче проволоки 5–6 м/мин и сварочном токе 200 А; то же самое относится и к импульсной дуге при 20 м/мин. мин подачи проволоки при 400 А».
Сварщики очень хорошо подготовлены к своим задачам. Все они подходят для соединения материалов группы 1 (до марки конструкционной стали S 355). Определенная группа лиц также специализируется на сварке мелкозернистых конструкционных сталей и хромоникелевых сталей. На заводе в Фогтланде также перерабатываются мелкозернистые конструкционные стали до S 960. В мостостроении используется сталь марки С 355 МЛ из-за ее стойкости к низким температурам, а также высокопрочная мелкозернистая конструкционная сталь С 460. черно-белые связи.
SSO открывает новые двери: убедительный пробный запуск
Нойдель считает приверженность дилера EWM Петера Шулера еще одним фактором, который стал неотъемлемой частью нового процесса, закрепившегося в Плауэне. Динамичный владелец SSO Schweiß- und Schneidtechnik Oelsnitz работал вместе с Plauen Stahl над определением конфигураций и настроек машины и процесса, а также над определением характеристических кривых. Он обеспечивает выдающийся уровень обслуживания. Компания SSO поставила Плауэну источник питания Phoenix для испытаний в течение трех месяцев — качество машины и процесс оказались убедительными.
Для Йорга Нойделя особые технические и экономические преимущества комбинации машины и процесса заключаются в деталях: «Ключевым фактором для нас является то, что мы всегда добиваемся армирования корня с помощью forceArc®, в отличие от стандартной сварки MAG. заданное армирование может в некоторых случаях устранить необходимость полной выдалбливания подпорного прогона, для этого мы научились работать с точностью». Он рассматривает внедрение мощной и направленно стабильной сварки forceArc® как технологическую трансформацию своего производственного процесса: «В прошлом мы обычно использовали дуговую сварку под флюсом для сечений более 500 мм. Теперь с помощью forceArc® мы также соединяем секции до 800 мм – с листами толщиной до 80 мм, где, например, необходимо уложить 100 слоев сварки. В отличие от дуговой сварки под флюсом, вариант MAG требует меньше времени на настройку и чрезвычайно прост в управлении. Это также обеспечивает превосходное проплавление по боковой поверхности сварного шва. Нам пока не удалось обнаружить ни одного случая непровара между наплавленными слоями. Если мы обнаружим несплавление или поры, дефект обычно обнаруживается на краевых участках основного металла. Даже при самой тщательной работе в этих местах спорадически продолжали появляться поры». Инженер-сварщик Йорг Нойдель убежден, что основной причиной этого является основной металл с его неметаллическими примесями. Существует потребность в более качественном толстолистовом прокате с меньшим количеством примесей.
Поразительно простое решение
Отраслевые эксперты лишь постепенно осознают, в чем на самом деле заключается огромный потенциал forceArc®. Любовь к экспериментам и открытый подход к новым возможностям технологических применений уже привели к открытиям и результатам на заводе в Плауэне, которые полностью переопределяют физику сварки. Усиление корня одинарного скошенного шва создает готовый угловой шов с требуемым размером а на обратной стороне, отвечающим всем требованиям качества.
Йорг Нойдель объясняет это не без тени гордости: «После серии предварительных испытаний мы использовали односкатный шов на коробчатом сечении мостового крана; для укладки швов длиной 30 м применялся forceArc®. Внутри коробки выяснилось, что мы получаем угловые швы, которые соответствуют группе оценки B в соответствии с ISO 5817, с определенным полым угловым швом и соответствующим нахлестом – и при 3 мм размер а также соответствует значению, требуемому стандартом. Причина этого в том, что мы сохраняем определенный воздушный зазор от конца до конца.Мы понимаем, что этот результат означает для будущего сварочных технологий». Он имеет в виду, что некоторые швы теперь можно сваривать только с одной стороны, подкладочный шов создается «автоматически» — нет стыковки — нет сварки.
Инновационная техника
Йорг Нойдель также с удовольствием рассказывает о мелких деталях – методах работы, материалах, сварочном процессе – исходя из опыта, накопленного им за 26 месяцев использования forceArc®: «Наши сварщики должны работать с полной концентрацией. шлаковые включения в металле шва. Поэтому обратная сварка является преимуществом. Мы производим предварительный нагрев в начале шва и разработали методы, исключающие образование концевых кратеров. Это в равной степени относится как к двусторонним угловым швам, так и к полным соединениям».
Сварочный процесс в Плауэне полностью ориентирован на безопасность и качество компонентов. Нойдель не видит ограничений для forceArc® в том, что касается свариваемых стальных материалов, независимо от того, работаете ли вы с жаростойкими марками для электростанций или хромоникелевыми сталями.
Меньше значит больше — Производительность сварки
Сварка на строительной площадке, верфи или другом крупном объекте – непростая задача. В дополнение к типичным проблемам сварки сварщики должны иметь дело с другими шумными, отвлекающими процессами, происходящими поблизости; суровые условия; и рабочие зоны, которые рассредоточены или расположены на возвышенностях или в небольших помещениях с ограниченным доступом к месту сварки.
Помимо трудностей, которые приходится преодолевать сварщикам, само сварочное оборудование также сталкивается с трудностями на стройплощадке, в том числе с ограничением мощности.
«Часто это первая строительная площадка, поэтому вокруг не так много коммуникаций, — говорит Уэйн Чуко, менеджер по продукции Lincoln Electric Co. некоторые из которых находятся далеко от источника питания. Вам не нужно перемещать источник питания во все эти места».
Во многих случаях сварочные кабели подключаются к источнику питания, который может быть расположен на расстоянии до нескольких сотен футов от места сварки.Одним из решений является использование сварочного аппарата с газовым или дизельным двигателем. Этот сварочный аппарат, в некотором смысле, является его собственным генератором энергии. Другой способ — использовать источник питания, подключенный к генератору.
Следует отметить, что инверторные источники питания более энергоэффективны, чем неинверторные источники питания (выпрямительного/трансформаторного типа). Они потребляют вдвое меньше электроэнергии, а также намного меньше по размеру и их легче передвигать.
На стройплощадках обычно используют стальную трубчатую стойку инвертора для размещения многофункциональных инверторных источников питания, обычно вмещающих от четырех до восьми машин. Первичное падение мощности идет от генератора к стойке с инверторными сварочными аппаратами. Без стойки у каждого из сварочных аппаратов было бы свое первичное падение мощности. Это нежелательно, потому что первичное падение мощности связано с высоким напряжением, что делает его более опасным и дорогостоящим, поскольку требует более крупного и дорогого кабеля.
Неисправность кабеля При сварке проволокой в месте сварки устройство подачи проволоки поперек дуги питается от сварочного кабеля – стандартного медного кабеля, подающего питание от источника питания. Однако некоторые механизмы подачи проволоки оснащены дополнительным кабелем управления, который подключается к источнику питания. По кабелю управления передаются сигналы, управляющие различными параметрами, доступными от источника питания, включая напряжение. Это позволяет сварщику регулировать напряжение в месте сварки. Недостатком является то, что эти кабели подключены к источнику питания, который может быть расположен на расстоянии до нескольких сотен футов от места сварки.
«Напряжение контролируется на расстоянии 200 футов от инверторной стойки, и вы добавили еще один кабель, так что теперь через ваши 200 футов. у вас есть два троса, — говорит Чуко. «Если эти 200 футов. Обратный путь проходит по ровной местности, это довольно легко, но если эти 200 футов включают в себя спуск с четырех этажей или выход из корпуса корабля, это намного сложнее и опаснее».
Сварщик должен установить напряжение источника питания на стойке, выйти на место сварки, установить скорость подачи проволоки и произвести сварку. Затем он проверяет, как это выглядит, и выясняет, нужно ли ему больше или меньше напряжения.
Технология CrossLinc обеспечивает контроль напряжения в точке использования без громоздкого и дорогого кабеля управления.«Каждый раз, когда вы ходите по рабочей площадке, есть вероятность пораниться», — добавляет Чуко. «Опасности и оборудование повсюду, поэтому чем меньше времени вы тратите на прогулки по рабочей площадке, тем безопаснее для всех».
Кроме того, кабель управления стоит дорого и усложняет процесс сварки. «Это еще один кабель, который нужно проложить утром и разобрать вечером», — говорит он. «Это гораздо более дорогой и сложный кабель, который вам нужно обслуживать. Это не просто медный кабель; это кабель управления, внутри которого шесть или семь пар проводов, которые можно повредить или оборвать».
Есть и другие проблемы. Как только кабель выходит за пределы 100 футов, он также перестает работать. Сигнал может ухудшиться, что приведет к более медленному или неточному отклику источника питания.
Если сварщик не хочет долго идти обратно к инверторному сварочному аппарату, он может перезвонить или попросить помощника отрегулировать напряжение. Но в любом случае все это снижает безопасность, производительность и качество сварки на стройплощадке.
Чтобы избежать всех этих проблем, технология Lincoln CrossLinc является разумным решением. Эта технология определяется как протокол связи, который передает регулировки напряжения на механизме подачи проволоки в источник питания с использованием стандартного медного сварочного кабеля. Дополнительный кабель управления не требуется. CrossLinc используется в инверторном источнике питания Flextec 350X и механизме подачи проволоки LN-25X.
«Сам механизм подачи проволоки питается от того же кабеля, по которому подается ток сварочной дуги, а не от отдельного кабеля, — говорит Чуко. «Все, что у вас есть между механизмом подачи проволоки и стойкой инвертора, — это медный кабель, который прост, относительно недорог и прост в установке. Это означает отсутствие дополнительных первоначальных затрат, дополнительных затрат на техническое обслуживание, дублирования кабелей и дополнительного времени на настройку и демонтаж.
«Но у вас есть полный контроль над напряжением, поэтому вы можете получить именно то напряжение, которое вам нужно в месте сварки», — добавляет он.
В дополнение к безопасности и производительности технология CrossLinc также повышает качество сварки, поскольку сварщик может легко регулировать параметры по своему усмотрению.
«Если бы вам нужно было пройти 200 футов. пройти пару раз или перезвонить несколько раз кому-то, кто может быть или не быть там, в зависимости от того, какая работа, может возникнуть соблазн сказать, что параметры сварки достаточно близки, и не вносить изменения», — говорит Чуко. . «В некоторых случаях сварной шов может быть достаточно хорошим, но в других случаях позже вы можете обнаружить, что сделали плохой сварной шов, который необходимо отремонтировать».
Еще одним преимуществом CrossLinc является то, что сварщик может видеть, какое напряжение в режиме реального времени во время сварки. Это также позволяет инспектору по сварке, который проверяет рабочую площадку, смотреть прямо на цифровой измеритель и определять, следует ли сварщик спецификации процедуры сварки.
Для сварки электродом или сварки TIG доступен пульт дистанционного управления CrossLinc Remote. Устройство имеет цифровой измеритель и одну выходную ручку, которая регулирует ток (поскольку при сварке электродом контролируется ток, а не напряжение) и проходит между сварочным кабелем и электрододержателем.
«Вы просто отсоединяете электрододержатель от кабеля, подключаете кабель к одной стороне пульта CrossLinc Remote, а электрододержатель — к другому 6-футовому. до 10 футов. кабель с другой стороны между устройством и электрододержателем», — объясняет Чуко.
Часть будущегоCrossLinc делает всю рабочую площадку более безопасной и приводит к повышению производительности и качества. Но хотя здравый смысл подсказывает, что эта технология появилась уже давно, Чуко говорит, что, возможно, раньше в ней не было необходимости.
«В последние годы произошло и продолжает происходить то, что все отслеживают данные и качество гораздо более тщательно, чем раньше», — говорит он. «Технологии, доступные сегодня, позволяют собирать информацию, которая помогает повысить качество и эффективность на рабочем месте».
На строительной площадке все, включая строительную компанию, инженерную компанию и сварочную компанию, подчиняются кому-то другому. Этот человек наверху может мало знать о сварке и, следовательно, хочет быть уверенным, что здание строится правильно. Документация является ключевой частью.
«CrossLinc помогает вам гораздо легче придерживаться спецификаций процедуры сварки», — отмечает Чуко.
В дополнение к инверторному источнику питания Flextec 350X также доступен Flextec 650X. Источник питания на 650 ампер может чаще использоваться в судостроительной промышленности.
«Дело не в том, что вам обычно нужны 650 ампер для сварки; более высокая сила тока используется для строжки угольной дугой, что является типичной частью процесса в судостроении», — говорит Чуко.
Lincoln Electric продолжает расширять ассортимент оборудования, включающего функцию CrossLinc. Дополнение к оборудованию принесет дополнительные преимущества при различных видах сварки строительных конструкций на стройплощадке.
The Lincoln Electric Co.
Инверторные источники питания для сварки TIG и MMA на переменном/постоянном токе
Инверторные генераторы серии SKYLINE ALU специально разработаны для сварки алюминия и его сплавов методом TIG на переменном токе . Они также позволяют выполнять сварку стали DC TIG и сварку MMA кислотными, рутиловыми и основными электродами. Зажигание дуги при сварке TIG запускается HF или LIFT ARC.
ТЕХНОЛОГИЯ
Инверторная технология и особенности конструкции позволяют уменьшить вес и габариты без потери надежности и производительности.
Благодаря микропроцессорам сварка контролируется от момента к моменту, что обеспечивает стабильность, динамику даже при минимальной силе тока и идеальное зажигание дуги.
Эти генераторы были разработаны для обеспечения высокой производительности, предлагая значительные преимущества с точки зрения эффективности и надежности. Эффективность процессов экономит время производства; регулируемая вентиляция и охлаждение позволяют дополнительно снизить затраты на электроэнергию.
Панель управления позволяет легко и интуитивно настраивать параметры как в режиме сенсорного экрана, так и с помощью ручек. Можно настроить 3 уровня сложности в зависимости от уровня опыта оператора. Вы можете сохранить до 99 программ в качестве заданий. Для дополнительной безопасности интерфейс может быть заблокирован с доступом к функциям, защищенным паролем.
ПРОЦЕССЫ
Для сварки TIG доступны многочисленные функции, в том числе:
- рампа подъема и спуска (от 0 до 10 секунд), предварительная подача газа и последующая подача газа (от 0 до 25 секунд)
- синергетический постгаз
- Возможность установки начального и конечного текущего времени
- Возможность установки базового тока, тока 2, начального и конечного тока может быть установлена как абсолютное значение или как процент от основного тока
- Опция ИМПУЛЬСНАЯ ВИГ, с регулируемой частотой импульсов от 0,1 до 5000 Гц, с регулировкой базового и пикового тока и коэффициента заполнения во всем диапазоне частот. Этот параметр позволяет выполнять сварку очень тонких материалов, поскольку ограниченное тепловложение уменьшает деформации свариваемого металла.
- Сварка переменным током с закругленной прямоугольной волной для снижения шума дуги при сохранении качества сварки.
- Высокий пиковый ток, позволяющий сварку TIG на переменном токе без волновой деформации вплоть до максимального тока
- Сварка смешиванием на постоянном и переменном токе (функция TIG mix)
- Автоматическое округление вольфрамовой сварочной горелки на переменном токе
- Сварка по времени с оптимальным управлением временем (точечная сварка)
- Функция TACK: позволяет соединить две кромки с высокой проникающей способностью, скоростью и точностью
При сварке MMA параметры Hot Start и ARC Force регулируются.
Имеется также функция VRD, необходимая для использования в условиях повышенного риска.
___________
Дистанционная регулировка может выполняться с помощью ручного, педального управления или управления горелкой вверх-вниз.