Сварка трением с перемешиванием конструкционных материалов и свойства соединений
Новый метод получения сварных соединений, получивший название «сварка трением с перемешиванием» (СТП) был разработан Британским институтом сварки (TWI) в 1991 г. [1]. Интенсивное изучение данного процесса, направленное на совершенствование технологии и оборудования, позволило внедрить данный способ за рубежом в производство высокотехнологичных изделий в таких отраслях как вагоно-, судо-, авиастроение и многих других. Сварка трением с перемешиванием относится к процессам соединения материалов в твердой фазе и поэтому лишена недостатков, связанных с расплавлением и испарением металла. Исследователи данного процесса считают, что если 10% общего объема сварных соединений в США заменить СТП, то будет достигнуто на 500 млн. фунтов/год меньше выделений парникового газа. Расчетная экономическая выгода промышленности США от внедрения СТП в промышленное производство составляет $4,9 млрд./год [2].
Сущность процесса заключается в следующем (рис.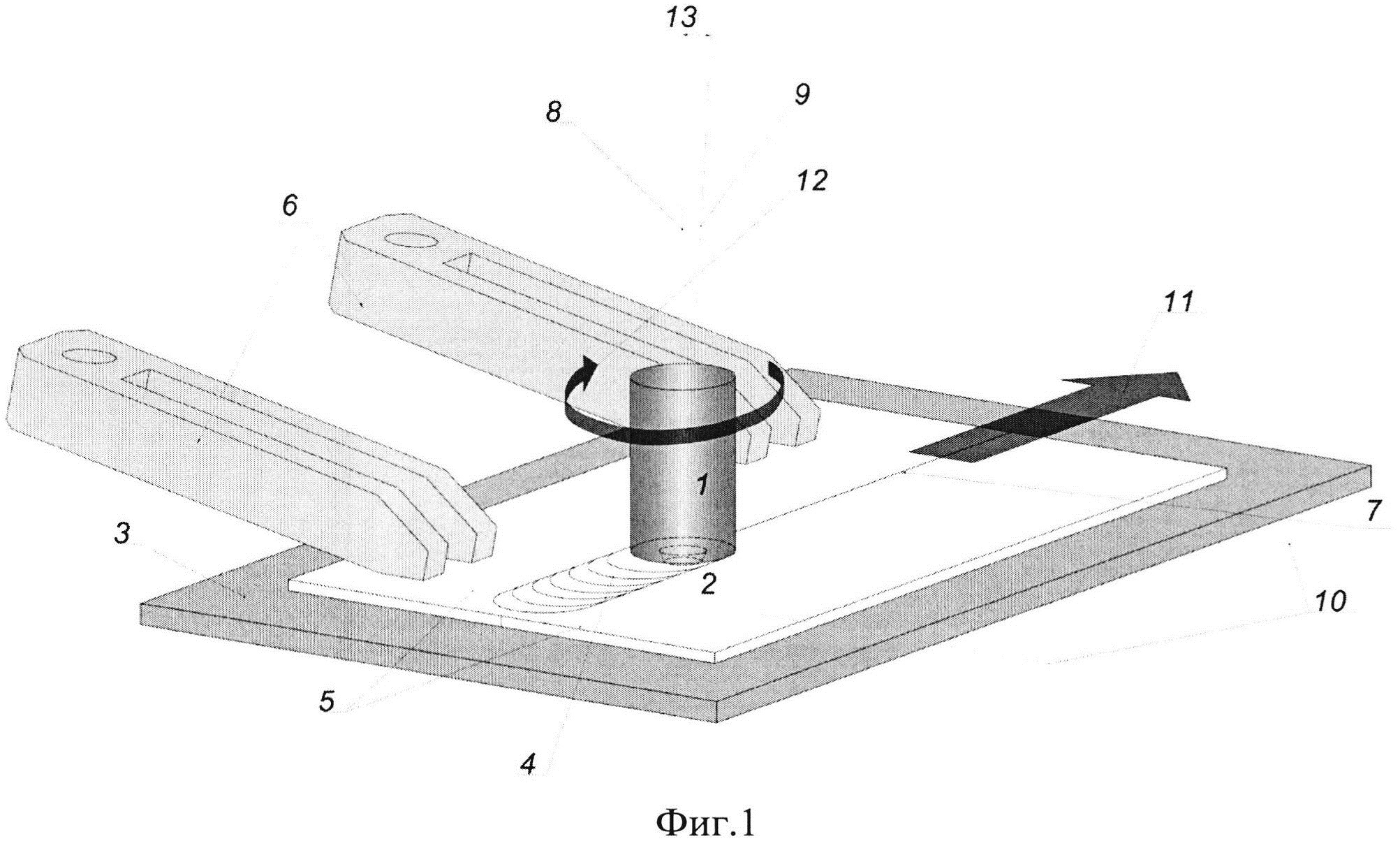
Длину наконечника устанавливают приблизительно равной толщине детали, подлежащей сварке. Диаметр заплечика может изменяться от 1,2 до 25 мм. Вращающийся с высокой скоростью инструмент в месте стыка вводится в соприкосновение с поверхностью заготовок так, чтобы наконечник внедрился в заготовки на глубину, примерно равную их толщине, а заплечик коснулся их поверхности. После этого инструмент перемещается по линии соединения со скоростью сварки. В результате работы сил трения происходит нагрев металла до пластического состояния, перемешивание его вращающимся инструментом и вытеснение в освобождающееся пространство позади движущегося по линии стыка инструмента. Объем, в котором формируется шов, ограничивается сверху заплечиком инструмента.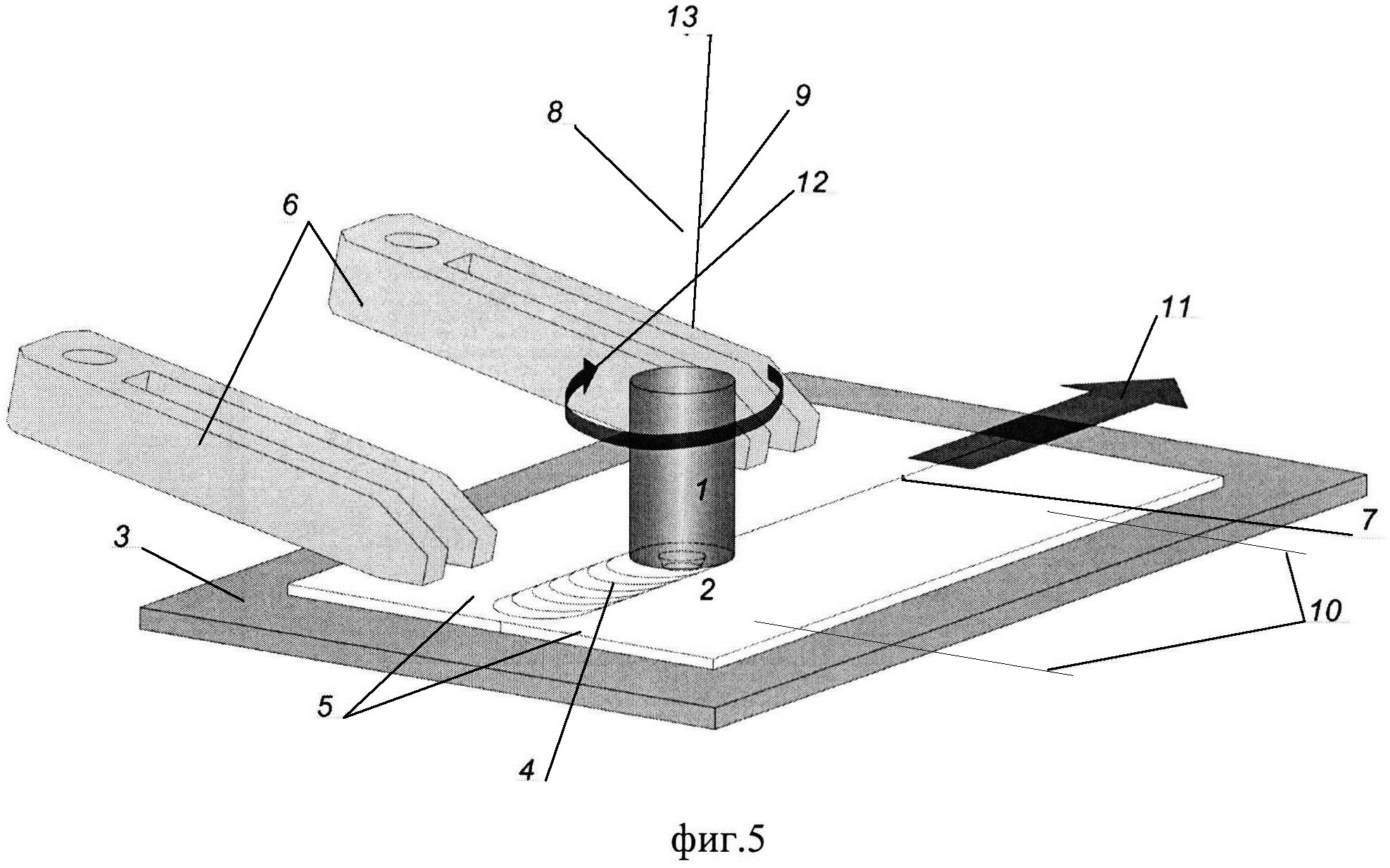
Рис. 1. Схема процесса сварки трением с перемешиванием.
СТП применяют в основном для соединения материалов со сравнительно низкой температурой плавления, прежде всего алюминиевых [3] и магниевых сплавов [4]. Выполнена успешная сварка данным способом медных [5], никелевых и титановых сплавов [2], а также сталей [6]. С помощью СТП сваривают алюминиевые сплавы толщиной до 75 мм за один проход [7]. Сварка трением с перемешиванием позволяет получать нахлесточные соединения алюминиевых листов толщиной от 0,2 мм [8]. Скорость сварки сплава 6082 толщиной 5мм может достигать 6 м/мин [9]. Основными параметрами процесса СТП являются: скорость сварки, частота вращения инструмента, усилия прижатия и перемещения инструмента, угол наклона инструмента, его размеры.
Большинство исследователей указывают на следующие преимущества сварки трением с перемешиванием по сравнению с другими способами получения неразъемных соединений [11, 12]:
– в зоне сварки лучше сохраняются свойства основного металла по сравнению со способами сварки плавлением;
– отсутствие вредных испарений и ультрафиолетового излучения в процессе сварки;
– возможность получения бездефектных швов на сплавах, которые при сварке плавлением склонны к образованию горячих трещин и пористости в швах;
– не требуется использование присадочного материала и защитного газа, удаление поверхностных оксидов на кромках перед сваркой, а также шлака и брызг после сварки;
– отсутствуют потери легирующих элементов металла при его сварке.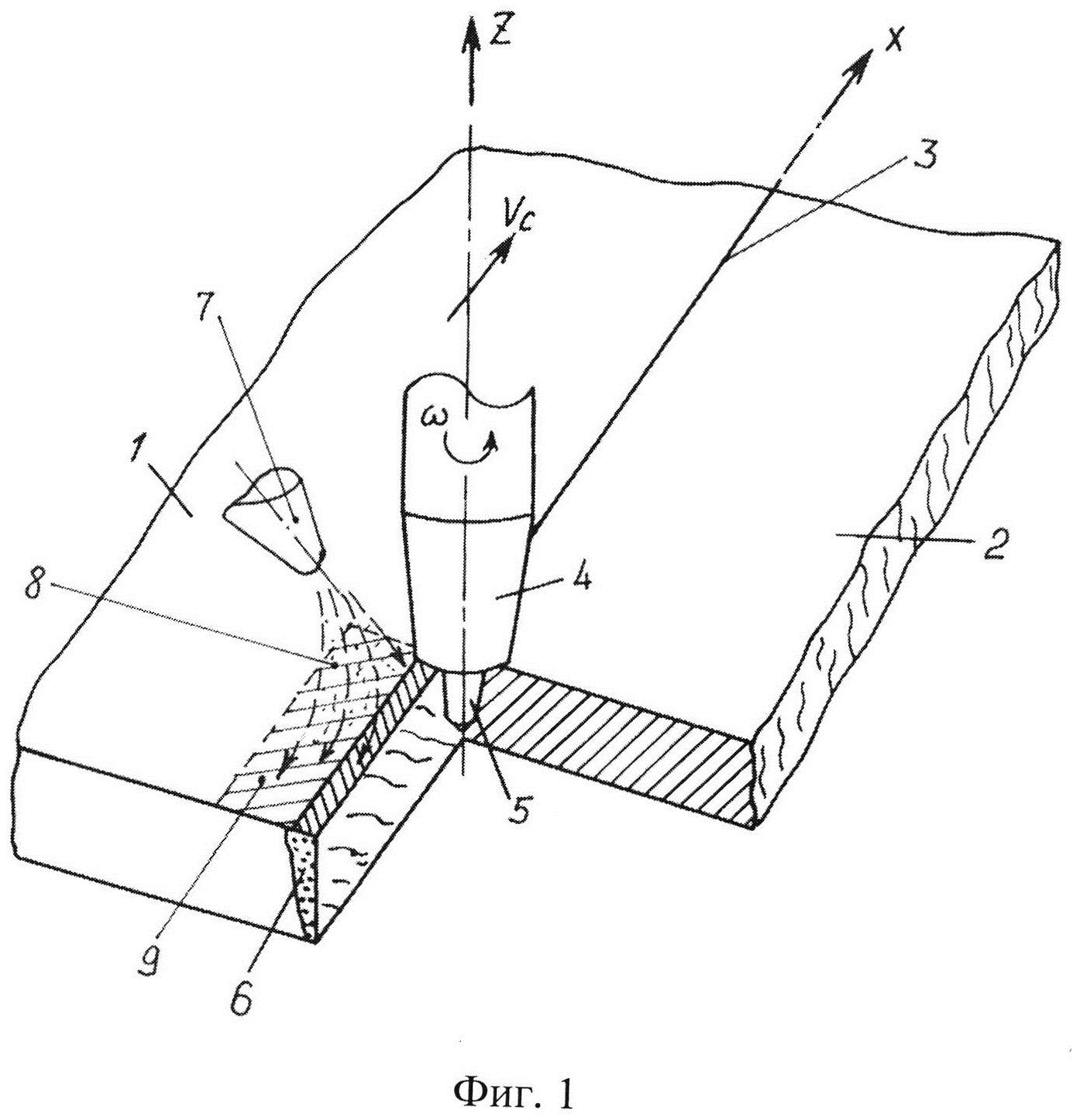
Уровни выделений Cr, Cu, Mn, Cr+6 при СТП сталей по сообщению RockwellScientific (США) значительно ниже (<0,03, <0,03, <0,02 и <0,01 мг/мм3 соответственно), чем при аргонодуговой сварке (0,25, 0,11, 1,88 и 0,02 мг/мм3 соответственно) [2]. Сравнение затрат на производство при использовании сварки трением с перемешиванием и сварки плавящимся электродом (СПЭ) показало, что начальные капиталовложения при СТП более высокие, но с увеличением объемов производства сварка трением с перемешиванием становится экономически выгоднее, чем дуговая сварка [11].
Рис. 2. Распределение температур в продольном сечении образца.
Судя по экспериментальным результатам TWI, максимальная температура при сварке трением с перемешиванием составляет около 70% значения температуры плавления и для алюминия не превышает 550°С. Тепловложение при СТП меньше, чем при аргонодуговой сварке примерно в 2 раза и для сплава 6N01 – Т5 толщиной 4 мм равно соответственно 190 и 390 Дж/мм (скорость сварки 500 мм/мин) [13].
Рис. 3. Сравнение угловой деформации при сварке трением с перемешиванием и сварке плавящимся электродом (алюминиевый сплав серии 6000, толщина 2 мм).
Предполагается, что из-за невысокого уровня температур процесса, остаточные напряжения низкие. Но жесткое закрепление налагает большие ограничения на деформацию пластин. Это препятствует сокращению металла при охлаждении зоны динамической рекристаллизации и зоны термического влияния (ЗТВ) в продольном и в поперечном направлении, приводя к поперечным и продольным остаточным напряжениям. При СТП сплавов 2024 – Т3 і 6013 – Т6 обнаружено, что продольные остаточные напряжения выше поперечных (скорость сварки составляла 300 ÷ 1000 мм/мин, скорость вращения инструмента – 1000 ÷ 2500 об/мин).
Рис. 4. Схема зон стыкового соединения, выполненного СТП: А – основной металл, В – зона термического влияния (ЗТВ), С – зона термомеханического влияния, D – зона динамической рекристаллизации (сторона набегания слева).
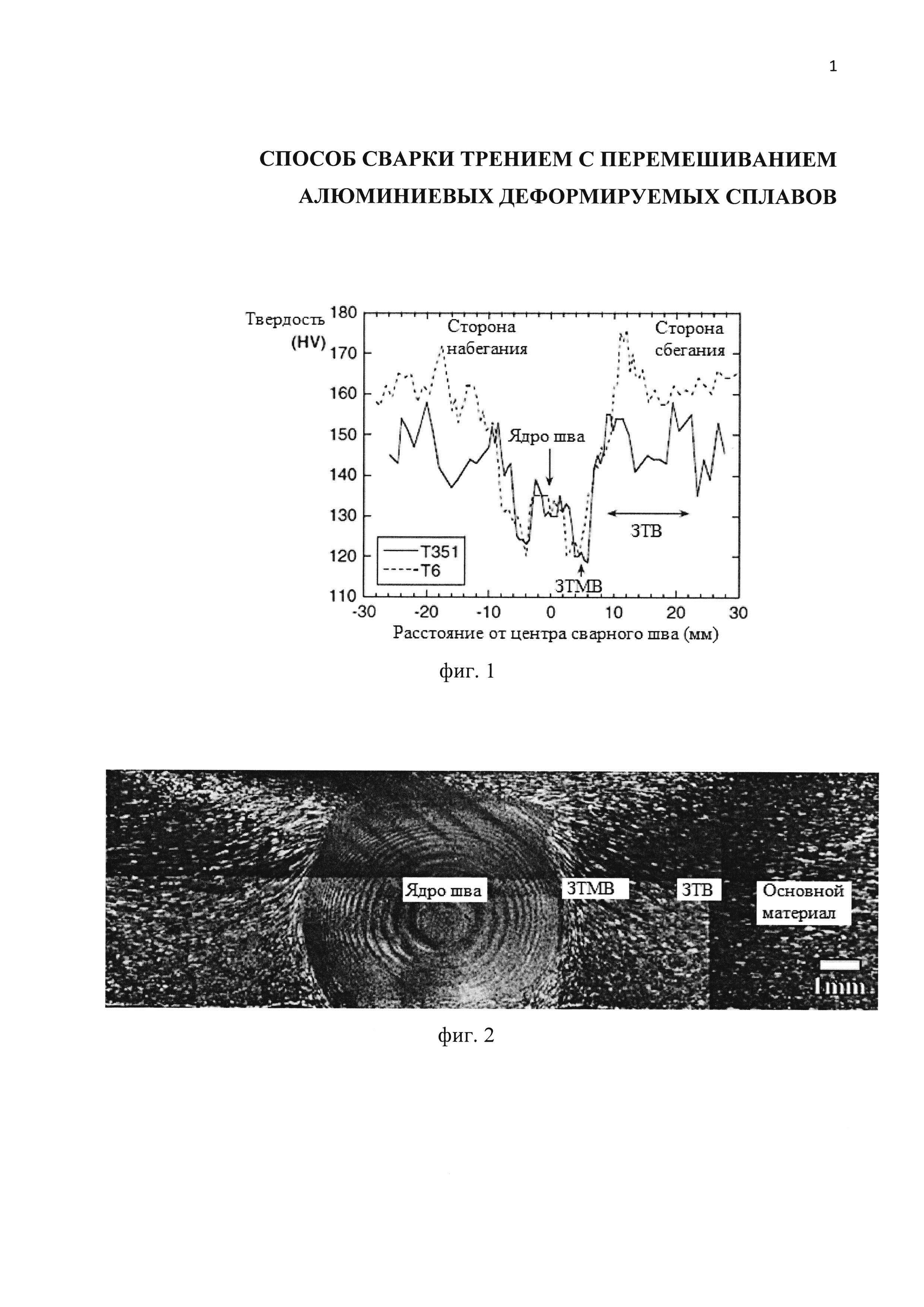
Макроструктура сварных соединений при сварке трением с перемешиванием характеризуется особенностями, не свойственными швам, полученным способами сварки плавлением. Типичным для СТП является образование в центре соединения ядра, которое содержит овальные концентричные кольца, различающиеся структурой [16]. К ядру примыкает сложный профиль, который образует верхнюю часть шва. Образование овальных колец связывается с особенностями перемешивания металла наконечником инструмента. В сварном соединении при СТП выделяют четыре зоны, которые схематически представлены на рисунке 4. Непосредственно к зоне А (основной металл) примыкает зона В, где металл заготовок остается недеформированным и изменяет свою структуру только под воздействием нагрева (зона термического влияния). Зона С, где металл подвергается значительным пластическим деформациям и нагреву, названа зоной термомеханического влияния (ЗТМВ). Зона D – это ядро соединения, где происходит динамическая рекристаллизация. Твердость металла уменьшается в направлении от основного металла к центру шва, и минимальное значение достигается в ЗТВ (рис. 5). Снижение твердости в ЗТВ происходит за счет перестаривания, уменьшения плотности дислокаций либо за счет обоих этих механизмов.
В сварном соединении при СТП выделяют четыре зоны, которые схематически представлены на рисунке 4. Непосредственно к зоне А (основной металл) примыкает зона В, где металл заготовок остается недеформированным и изменяет свою структуру только под воздействием нагрева (зона термического влияния). Зона С, где металл подвергается значительным пластическим деформациям и нагреву, названа зоной термомеханического влияния (ЗТМВ). Зона D – это ядро соединения, где происходит динамическая рекристаллизация. Твердость металла уменьшается в направлении от основного металла к центру шва, и минимальное значение достигается в ЗТВ (рис. 5). Снижение твердости в ЗТВ происходит за счет перестаривания, уменьшения плотности дислокаций либо за счет обоих этих механизмов.
Рис. 5. Распределение твердости в зоне сварного соединения сплава 7075 – Т7351 [17].
О высоком уровне механических свойств сварных соединений сообщают многие исследователи. При СТП сварное соединение сплава 6082 –Т6 имеет предел прочности σв=245 МПа, тогда как основной металл имеет σв=317 МПа. Для 6082 –Т4, состаренного после сварки, σв=308 ÷ 310 МПа. Испытания на усталость свидетельствуют о более высоком уровне механических свойств соединений при СТП по сравнению с аналогичными при аргонодуговой сварке [18].
Для 6082 –Т4, состаренного после сварки, σв=308 ÷ 310 МПа. Испытания на усталость свидетельствуют о более высоком уровне механических свойств соединений при СТП по сравнению с аналогичными при аргонодуговой сварке [18].
Авторы [19] проводили исследования механических свойств соединений, полученных сваркой трением с перемешиванием сплава 5083 при криогенных температурах, что имело целью подготовить производство емкостей для сжиженного водорода. Образцы толщиной 30 мм были сварены со скоростью 40 мм/мин. Исследования при 77К в жидком азоте, 20К в жидком водороде и 4К в жидком гелии показали, что уровень свойств соединений при СТП выше, чем при аргонодуговой сварке.
Рис. 6. Механические свойства сварного соединения, выполненного различными способами сварки.
Проблемами СТП литейных алюминиевых сплавов занимались авторы работы [20]. В промышленном производстве литейные сплавы часто приходится сваривать с получаемыми экструдированием. Использовали сплавы ADC1 и А6061 – Т6 толщиной 4мм. Результаты, полученные при СТП, сравнивались с аналогичными при аргонодуговой и лазерной сварке. Как видно из рисунка 6, СТП обеспечивает лучшие свойства соединений. Предел прочности составляет 80% прочности А6061 – Т6. При испытании на изгиб разрушение при сварке трением с перемешиванием происходит по основному металлу. О положительных результатах сварки трением с перемешиванием разнородных сплавов, а также алюминиевых сплавов со сталями сообщается в публикации [21]. При СТП стали SS400 и сплава А5083 толщиной 2 мм предел прочности был равен 240 МПа, что составляет 86% прочности алюминиевого сплава.
Результаты, полученные при СТП, сравнивались с аналогичными при аргонодуговой и лазерной сварке. Как видно из рисунка 6, СТП обеспечивает лучшие свойства соединений. Предел прочности составляет 80% прочности А6061 – Т6. При испытании на изгиб разрушение при сварке трением с перемешиванием происходит по основному металлу. О положительных результатах сварки трением с перемешиванием разнородных сплавов, а также алюминиевых сплавов со сталями сообщается в публикации [21]. При СТП стали SS400 и сплава А5083 толщиной 2 мм предел прочности был равен 240 МПа, что составляет 86% прочности алюминиевого сплава.
Рис. 7. Установка для точечной сварки трением с перемешиванием (слева), поперечное сечение (вверху справа) и внешний вид образцов (внизу справа).
В качестве недостатка способа СТП авторы [2, 12] отмечают образование в конце шва отверстия, равного диаметру наконечника, что требует выведения шва за пределы рабочего сечения заготовки или заполнения отверстия после сварки с помощью других методов, таких как вварка трением специальных пробок.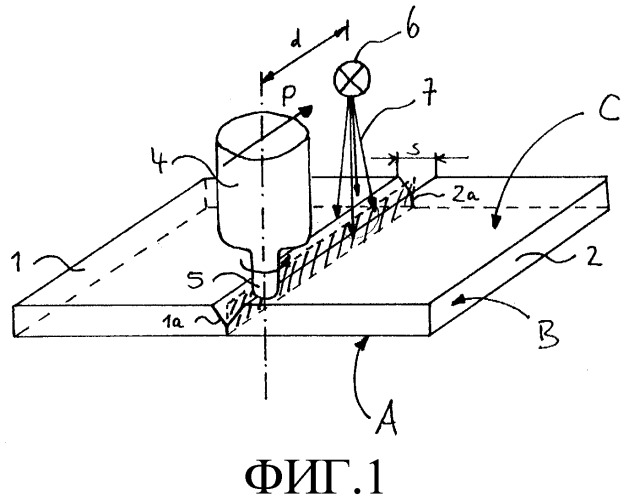
Происходящее совершенствование технологии и оборудования позволяет преодолеть существующие недостатки, а также расширить области применения способа. Хотя сварка трением с перемешиванием применяется в основном для стыковых и нахлесточных швов, возможно также получение угловых, тавровых, точечных швов. Точечную сварку трением с перемешиванием можно реализовать двумя способами. Первый способ – это точечная сварка погружением (PFSW), который был запатентован фирмой Mazda (Япония) в 2003 году. При этом вращающийся инструмент погружается в деталь, доводя до пластического состояния и перемешивая металл под заплечиком. После этого инструмент поднимается, оставляя характерное углубление в детали. Второй способ – точечная сварка трением с заполнением шва (RFSW), который запатентован GKSS– GmbH в 2002 году [2]. Для этого способа используют инструмент, у которого наконечник и заплечик имеют раздельные системы привода. Вращающийся инструмент опускается в деталь, при этом наконечник выдавливает и перемешивает находящийся под ним металл, а после он убирается, и металл под заплечиком заполняет углубление, и, таким образом, получается шов без отверстия (рис. 7).
7).
Рис. 8. Внешний вид инструмента из поликристаллического кубического нитрида бора [2].
Сварочный инструмент обычно изготавливается из инструментальных сталей Н13 (AISI), SKD61, SKD 11, SKH 57 (JIS), нержавеющей мартенситной стали SUS440C(JIS). При этом возможно использование составных инструментов, у которых наконечник изготовлен из кобальтового сплава МР159, а заплечик – из Н13 [22]. Для сварки методом СТП сталей толщиной до 0,5″ MegaStir разработала инструмент из поликристаллического кубического нитрида бора. Его стойкость против разрушения выше и позволяет придать наконечнику форму необходимую для благоприятного течения металла в зоне сварки (рис. 8). Инструмент по отношению к поверхности детали располагают под небольшим углом 2 ÷ 3° [16, 23]. При таком расположении инструмента под небольшим углом к поверхности детали достигаются наиболее высокие показатели качества.
Рис. 9. Конструкция инструмента Bobbin Tool.
Инструмент, одновременно выполняющий также роль подкладки соединяемых заготовок, приведен на рисунке 9 [24]. В NASA разрабатывается саморегулирующийся инструмент, длина наконечника которого определяется силами, действующими на него. При отклонении нагрузки на наконечник от заданного значения, происходит автоматическая корректировка его длины. Это позволяет сваривать заготовки переменного сечения и избегать образования отверстия при выполнении кольцевых швов.
В NASA разрабатывается саморегулирующийся инструмент, длина наконечника которого определяется силами, действующими на него. При отклонении нагрузки на наконечник от заданного значения, происходит автоматическая корректировка его длины. Это позволяет сваривать заготовки переменного сечения и избегать образования отверстия при выполнении кольцевых швов.
Рис. 10. Варианты конструкции рабочего инструмента WhorlTM.
Для сварки алюминиевых сплавов значительной толщины разработаны семейства инструментов WhorlTM(рис. 10) и TrifluteTM[25], которые позволяют выполнять сварку за один проход алюминиевых сплавов толщиной 50 мм. Новыми вариантами СТП являются технологии Re– StirTM, Skew– StirTM, Com– StirTM[26]. Технология Re– StirTM с переменным вращением инструмента по часовой и против часовой стрелки позволяет исключить асимметрию шва, присущую традиционной СТП. По технологии Skew– StirTM инструмент немного наклонен по отношению к шпинделю машины так, что точка пересечения осей шпинделя и инструмента, получившая название фокусной точки, может располагаться над, под или в свариваемой заготовке в зависимости от свойств материала и параметров режима. Это позволяет получить при вращении инструмента в процессе сварки более широкий шов. Инструменты A – SkewTMи Flare – TrifluteTMобеспечивают формирование более прочных нахлесточных соединений. Технология Com– StirTM состоит в совмещении в процессе сварки вращательного и орбитального движений инструмента. В результате получают более широкие швы и в основном применяют для соединения разнородных материалов. Разработана система с двумя параллельными инструментами Twin – StirTM [27].
Это позволяет получить при вращении инструмента в процессе сварки более широкий шов. Инструменты A – SkewTMи Flare – TrifluteTMобеспечивают формирование более прочных нахлесточных соединений. Технология Com– StirTM состоит в совмещении в процессе сварки вращательного и орбитального движений инструмента. В результате получают более широкие швы и в основном применяют для соединения разнородных материалов. Разработана система с двумя параллельными инструментами Twin – StirTM [27].
Рис. 11. Соединения, выполненные на автомобиле Mazda RX – 8 с помощью точечной сварки трением с перемешиванием [2].
Развитие новых технологий сварки трением с перемешиванием продолжается. В Университете Миссури – Колумбия (США) занимаются разработкой СТП с сопутствующим дополнительным нагревом при пропускании тока через наконечник инструмента. Центр обработки и соединения передовых материалов (США) разрабатывает СТП с индукционным предварительным подогревом материала, что позволит увеличить скорость сварки, уменьшить силы, действующие на инструмент, и уменьшить его износ [2].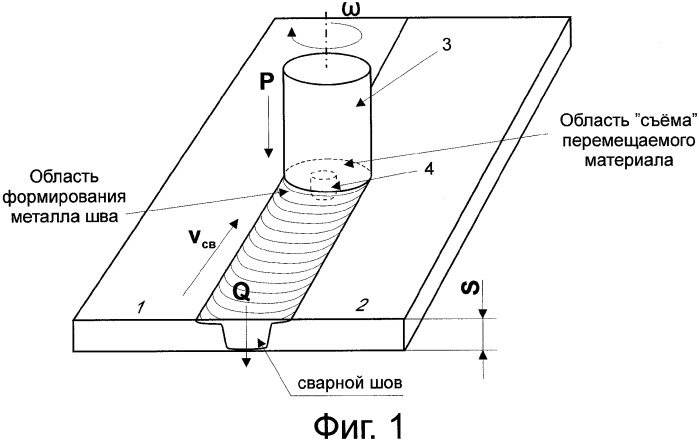 В работе [28] изучается возможность использования лазера для предварительного подогрева металла при СТП магниевых сплавов.
В работе [28] изучается возможность использования лазера для предварительного подогрева металла при СТП магниевых сплавов.
Рис. 12. Оборудование для сварки трением с перемешиванием в вертикальном положении.
Благодаря небольшому количеству факторов, влияющих на процесс СТП, и достаточно простой конструкции оборудования, способ идеально подходит для автоматизации и роботизации [29]. Установка Tricept805 позволяет выполнять сварку алюминия толщиной до 10 мм.
Сварка трением с перемешиванием уже используется многими производителями различных высокотехнологичных изделий. Фирмы GDLS (GeneralDynamicsLandSystems) и EWI (EdisonWeldingInstitute) провели совместные работы, целью которых было обеспечить требуемые баллистические характеристики соединений броневых плит из алюминиевого сплава 2195 – Т87 для морских бронированных транспортеров. Сварка методом СТП вместо аргонодуговой плит толщиной 31,8 мм позволила получить приемлемые прочностные свойства соединений и более пластичные (в 2 – 3 раза) швы. В итоге сварные соединения (в том числе угловые) успешно прошли баллистические испытания [22].
В итоге сварные соединения (в том числе угловые) успешно прошли баллистические испытания [22].
Рис. 13. Установка для сварки трением с перемешиванием топливного бака ракеты «Delta» на предприятии «Boeing».
Для предотвращения ухудшения свойств сверхпроводящей Nb – Ti проволоки её необходимо соединять с жестким элементом из чистого Al при температуре ниже 400°С. Раньше для этого использовали низкотемпературную пайку, но паяные швы имели низкую прочность. СТП обеспечила требуемые свойства сварного соединения в жидком гелии [12].
В течение трех лет с 2003 года компания FordMotorCo. (США) изготовила несколько тысяч автомобилей FordGT, применяя СТП для сварки центрального отсека, который вмещает и изолирует топливный бак от внутреннего отделения и обеспечивает пространственную жесткость каркаса [2]. СТП повышает точность размеров и на 30% увеличивает прочность по сравнению со сходными узлами при дуговой сварке в защитном газе. В другой работе [30] описывается процесс изготовления точечной сваркой трением кузова автомобиля MazdaRX – 8 (рис.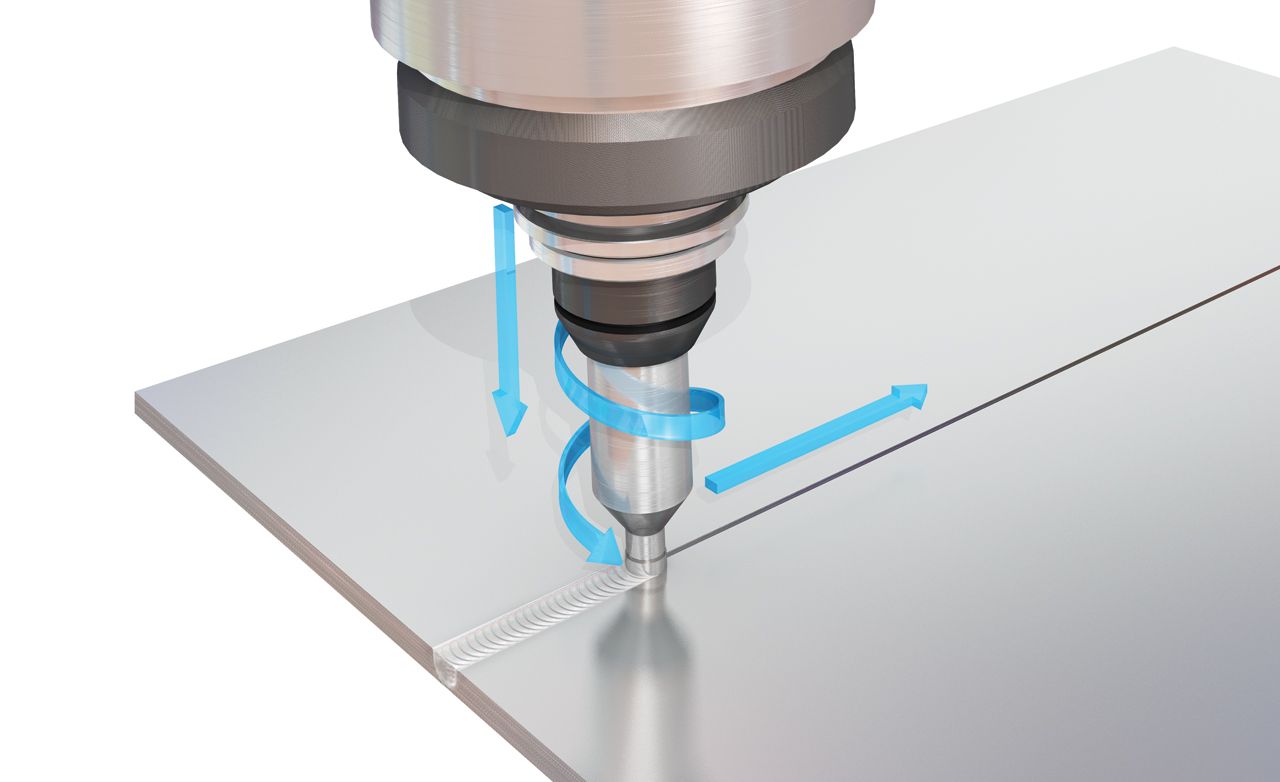 11). С 2003 года было произведено свыше 100 тыс. автомобилей, двери которых изготовлены точечной сваркой трением [7]. На основании успешного применения данного способа сварки сообщается о планах фирмы выполнить подобные соединения на новом поколении автомобилей модели MX – 5.
11). С 2003 года было произведено свыше 100 тыс. автомобилей, двери которых изготовлены точечной сваркой трением [7]. На основании успешного применения данного способа сварки сообщается о планах фирмы выполнить подобные соединения на новом поколении автомобилей модели MX – 5.
Рис. 14. Самолет Eclipse 500 с узлами, изготовленными сваркой трением с перемешиванием.
Активно занимаются изучением процесса СТП в аэрокосмической сфере (рис. 12) [24]. В 2001 году процесс внедрен в производство внешнего бака ракеты носителя для возвращаемых космических кораблей. Технология предусматривает сварку 8 продольных швов на резервуаре из сплава 2195 для жидкого водорода и 4 продольных шва на резервуаре для жидкого кислорода. Это приблизительно ½ мили швов на каждом баке. Разрабатывается оборудование для ремонтной сварки трением с перемешиванием в условиях космического вакуума. Концепция основана на том, что высокая скорость вращения инструмента (30000 об/мин) при СТП позволит уменьшить усилия, необходимые для выполнения сварки.
Компания «Boeing» начала использовать сварку трением с перемешиванием при производстве ракеты «Delta» II и III (рис. 13) [31]. Сварка выполняется на топливном баке длиной 8,4 м, на баке для жидкого кислорода длиной 12 м и на других конструкциях. Сварка трением с перемешиванием обеспечивает повышение качества (один дефект на 76,2 м шва) по сравнению с аргонодуговой сваркой (один дефект на 8,4 м шва). При СТП уменьшается время изготовления сварной конструкции. Производство ракет «Delta» II выросло с 8 до 17 единиц в год.
О работах по СТП оребренных панелей для крыла самолета из сплавов 2024, 7475, 7050 толщиной 4 мм сообщается в статье [32]. Высокое качество соединений обеспечено при использовании СТП на самолете Airbus А350 и двух новых версиях А340 (А340 – 500 и А340 – 600) [2]. Компания EclipseAviation завершает сертификацию реактивного самолета бизнес класса Eclipse 500 с узлами, изготовленными методом СТП (рис. 14).
Рис. 15. Внешний вид экспериментальной установки для СТП тонколистовых (1,8 ÷ 2,5 мм) алюминиевых сплавов.
Приведенный анализ опубликованной информации свидетельствует о том, что сварка трением с перемешиванием успешно развивается и находит применение в различных отраслях промышленного производства. Большинство публикаций касаются сварки алюминиевых сплавов средней и сравнительно большой толщины. Следует иметь в виду, что затруднения обычно возникают при соединении заготовок толщиной 0,5 – 3 мм, а также более 40 мм. В связи с этим, а также с возникающими осложнениями при обеспечении точности сборки тонкостенных заготовок под сварку в ИЭС им. Е. О. Патона проведены исследования процесса СТП на специальной экспериментальной установке (рис. 15). Работы выполнены на алюминиевых сплавах АМг6, 1201, 1460 толщиной 1,8 … 2,5 мм. На рис. 16 приведен внешний вид сварного соединения сплава АМг6, полученного методом СТП. Одновременно проверена эффективность сварочных инструментов с различными профилями рабочей части.
Рис. 16. Внешний вид шва, полученного сваркой трением с перемешиванием (алюминиевый сплав АМг6 толщиной 2 мм).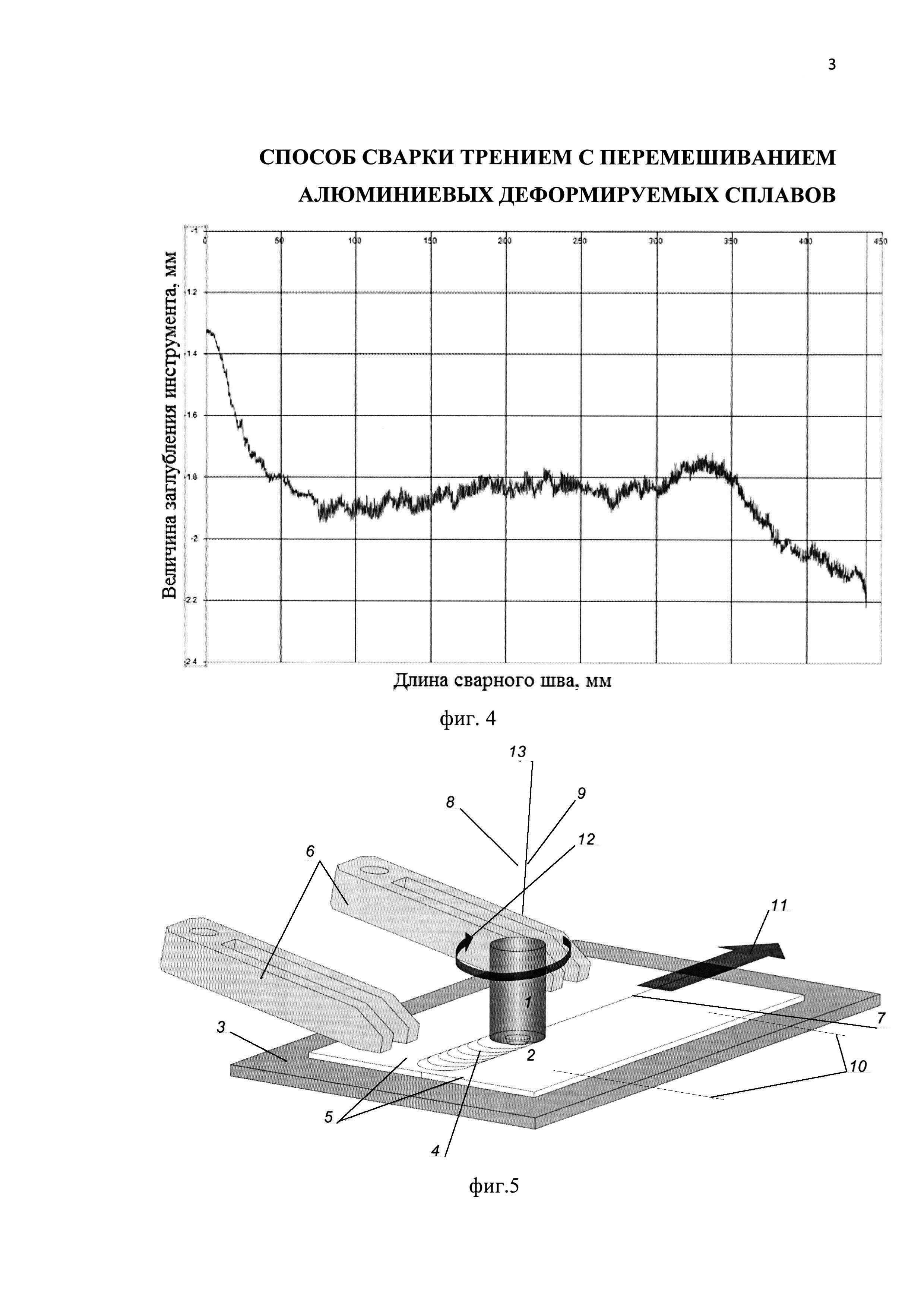
Установлено, что соединения при данном способе сварки обладают высоким уровнем механических свойств (коэффициент прочности сварных соединений составляет 0,7 ÷ 0,9 от уровня прочности основного металла (табл.)) и подтверждена актуальность работ по усовершенствованию способа сварки трением с перемешиванием конструкций с применением тонколистовых материалов.
Таблица
Механические свойства соединений алюминиевых сплавов, полученных сваркой трением с перемешиванием
| Алюминиевыйсплав | Прочность сварного соединения σвсв, МПа | Угол загиба сварного соединения α, град |
| АМг6 | 343 | 180 |
| 1420 | 362 | 96 |
| 1201 | 294 | 180 |
| 1460 | 325 | 180 |
Литература
- US Pat. No 5460317.
 Friction stir butt welding/ W.M. Thomas, E.D. Nicholas, J.C. Needham et al.; Опубл. 1995.
Friction stir butt welding/ W.M. Thomas, E.D. Nicholas, J.C. Needham et al.; Опубл. 1995. - Arbegast W.J. Friction stir welding. After a decade of development// Welding J. – 2006. – 85, №3. – P. 28 – 35.
- Ito T., Motohashi Y., Goloborodko A. et al. Microstructures and room temperature mechanical properties in friction-stir-welded joints of 7075 aluminum alloys// Journal of the Japan Welding Society. – 2005. – 74, №3. – P. 9 – 13.
- Aritoshi M. Friction stir welding of magnesium alloys sheets// Journal of the Japan Welding Society. – 2005. – 74, №3. – P. 18 – 23.
- Nakata K. Friction stir welding of copper and copper alloys// Journal of the Japan Welding Society. – 2005. – 74, №3. – P. 14 – 17.
- Klingensmith S., Dupont J.N., Marder A.R. Microstructural characterization of a double-sided friction stir weld on a superaustenitic stainless steel// Welding J. – 2005. – May. – P. 77 – 85.
- Martin J. Pushing the boundaries – friction stir goes deeper than before// TWI Connect. – 2006. – January/February. – P. 1.
- Teh N.J. Small joints make a big difference// TWI Connect. – 2006. – 143, №4. – Р. 1.
- Эрикссон Л.Г., Ларссон Р. Ротационная сварка трением – научные исследования и новые области применения// Технология машиностроения. – 2003. – №6. – Р. 81 – 84.
- Hassan A.A., Prangnell P.B., Norman A.F. et al. Effect of welding parameters on nugget zone microstructure and properties in high strength aluminium alloy friction stir welds// Sci. Technol. Weld. Joining. – 2003. – 8, №4. – Р. 257 – 268.
- Defalco J. Friction stir welding vs. fusion welding// Welding J. – 2006. – 85, №3. – P. 42 – 44.
- Okamura H., Aota K., Ezumi M. Friction stir welding of aluminum alloy and application to structure// J. of Jap. Institute of Light Metals. – 2000. – 50, №4. – P. 166 – 172.
- Aota K., Okamura H., Masakuni E. et al. Heat inputs and mechanical properties friction stir welding// Proc. of the 3rd International Friction Stir Welding Symposium, Kobe, Japan, 27 – 28 September, 2001.
- Lambrakos S.G., Fonda R.W., Milewski J.O. et al. Analysis of friction stir welds using thermocouple measurements// Sci. Technol. Weld. Joining. – 2003. – 8, №5. – Р. 385 – 390.
- Dalle Donne C., Lima E., Wegener J. et al. Investigation on residual stresses in friction stir welds// Proc. of the 3rd International Friction Stir Welding Symposium, Kobe, Japan, 27 – 28 September, 2001.
- Volpone M., Mueller S.M. Friction stir welding (FSW): le ragioni di un successo// Rivista Italiana della Saldatura. – 2005. – №1. – Р. 23 – 30.
- Chao Y.P., Wang Y., Miller K.W. Effect of friction stir welding on dynamical properties of AA 2024-T3 and AA 7075-T7351// Welding J. – 2001. – №8. – Р. 196 – 200.
- Ericsson M., Sandstorm R. Influence of welding speed on the fatigue of friction stir welds, and comparison with MIG and TIG// International Journal of Fatigue. – 2003. – №25. – P. 1379 – 1387.
- Hayashi M., Oyama K., Eguchi H. et al. Mechanical properties of friction stir welded 5083 aluminum alloy at cryogenic temperatures// Proc. of the 3rd International Friction Stir Welding Symposium, Kobe, Japan, 27 – 28 September, 2001.
- Nagano Y., Jogan S., Hashimoto T. Mechanical properties of aluminum die casting joined by FSW// Proc. of the 3rd International Friction Stir Welding Symposium, Kobe, Japan, 27 – 28 September, 2001.
- Kimapong K., Watanabe T. Friction stir welding of aluminum alloy to steel// Welding J. – 2004. – October. – P. 277 – 282.
- Colligan K.J., Konkol P.J., Fisher J.J. et al. Friction stir welding demonstrated for combat vehicle construction// Welding J. – 2003. – March. – P. 34 – 40.
- Shibayanagi T., Maeda M. Characteristics of microstructure and hardness in friction stir welded 7075 aluminum alloy joints// Trans. JWRI. – 2004. – 33, №1. – P. 17 – 23.
- Ding J., Carter R., Lawless K. et al. Friction stir welding flies high at NASA// Welding J. – 2006. – March. – P. 54 – 59.
- Dolby R.E., Johnson K.J., Thomas W.M. The joining of aluminium extrusions// La metallurgia italiana. – 2004. – №3. – P. 25 – 30.
- Pekkari B. The future of welding and joining// Svetsaren. – 2004. – №1. – Р. 53 – 59.
- Thomas W., Staines D. Better joints using two contra – rotating FSW tools// TWI Connect. – 2006. – May/June. – P. 7.
- Kohn G., Greenberg Y., Makover I. et al. Laser – assisted friction stir welding// Welding J. – 2002. – February. – P. 46 – 48.
- Cook G.E., Smartt H.B., Mitchell J.E. et al .Controlling robotic friction stir welding//Welding J. – 2003. – June. – P. 28 – 34.
- Kato K., Sakano R. Development of spot friction welding and application for automobile body// J. of Light Metal Welding & Construction. – 2004. – 42, №11. – P. 8 – 13.
- Imuta M., Kamimuki K. Development and Application of Friction Stir Welding for Aerospace Industry// Proc. of the IIW International Conference on Technical Trends and Future Prospectives of Welding Technology for Transportation, Land, Sea, Air and Space, Osaka, Japan, 15 – 16 July, 2004. – P. 53 – 64.
- Kumagai M. Application of FSW for aircraft// Welding Technology. – 2003. – 51, №5. – P. 74 – 78.
 Friction stir butt welding/ W.M. Thomas, E.D. Nicholas, J.C. Needham et al.; Опубл. 1995.
Friction stir butt welding/ W.M. Thomas, E.D. Nicholas, J.C. Needham et al.; Опубл. 1995. – 2006. – January/February. – P. 1.
– 2006. – January/February. – P. 1.
 of the 3rd International Friction Stir Welding Symposium, Kobe, Japan, 27 – 28 September, 2001.
of the 3rd International Friction Stir Welding Symposium, Kobe, Japan, 27 – 28 September, 2001. – 2004. – №3. – P. 25 – 30.
– 2004. – №3. – P. 25 – 30.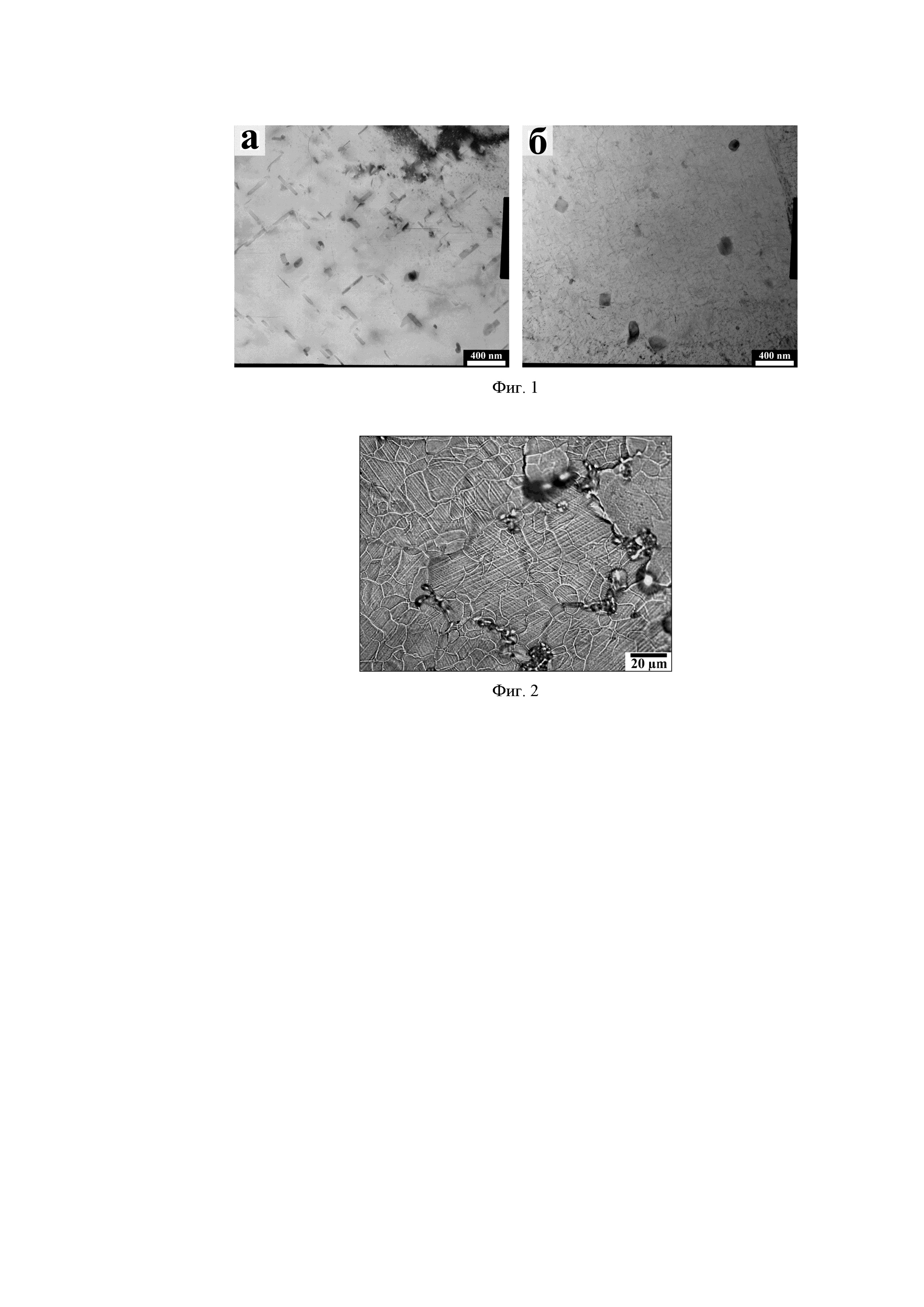 – P. 53 – 64.
– P. 53 – 64.Сварка трением с перемешиванием титановых и алюминиевых сплавов с ультразвуковым воздействием
Please use this identifier to cite or link to this item: http://earchive.tpu.ru/handle/11683/68356
| Title: | Сварка трением с перемешиванием титановых и алюминиевых сплавов с ультразвуковым воздействием |
| Other Titles: | Friction stir welding Ti-al alloys with ultrasonic impact |
| Authors: | Ермакова, С. А. Елисеев, А. А. |
| metadata.dc.contributor.advisor: | Колубаев, Евгений Александрович |
| Keywords: | сварка трением с перемешиванием; титановые сплавы; алюминиевые сплавы; ультразвуковые воздействия; прочность; шероховатость; интерметаллиды; дефекты |
| Issue Date: | 2021 |
| Publisher: | Томский политехнический университет |
| Citation: | Ермакова, С.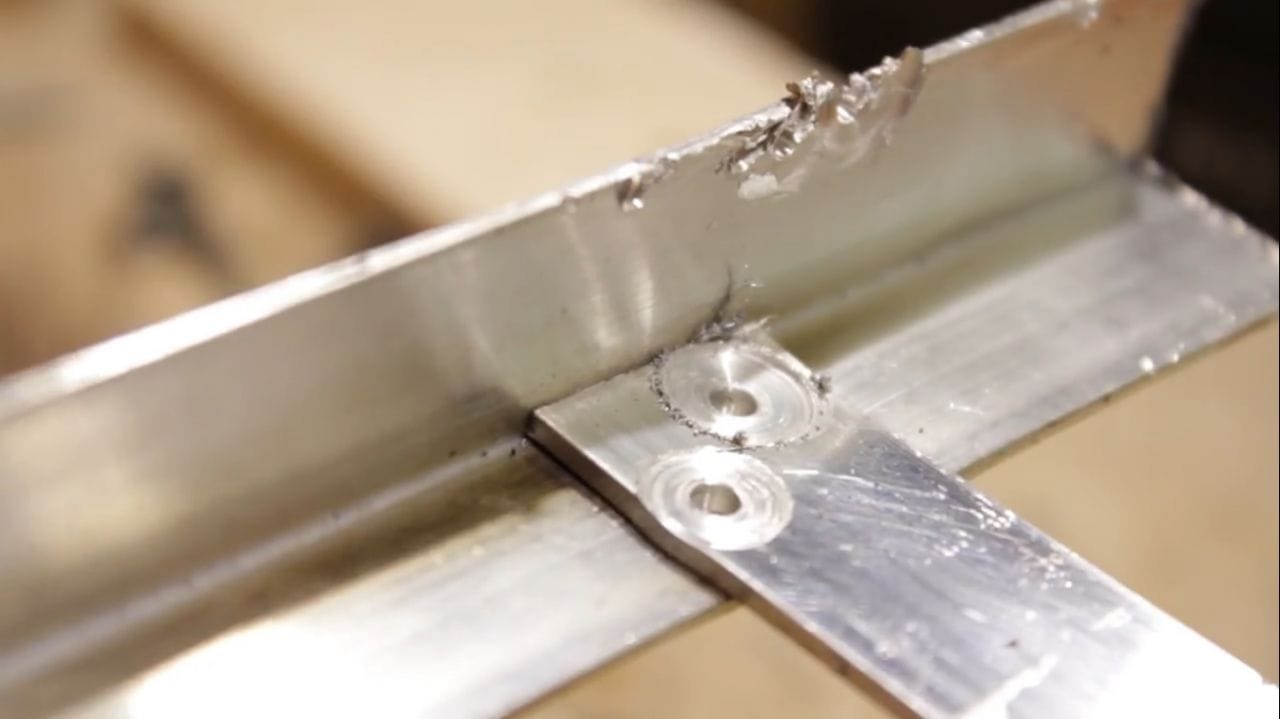 А. Сварка трением с перемешиванием титановых и алюминиевых сплавов с ультразвуковым воздействием / С. А. Ермакова, А. А. Елисеев ; науч. рук. Е. А. Колубаев // Перспективы развития фундаментальных наук : сборник научных трудов XVIII Международной конференции студентов, аспирантов и молодых ученых, г. Томск, 27-30 апреля 2021 г. : в 7 т. — Томск : Изд-во ТПУ, 2021. — Т. 1 : Физика. — [С. 118-120]. А. Сварка трением с перемешиванием титановых и алюминиевых сплавов с ультразвуковым воздействием / С. А. Ермакова, А. А. Елисеев ; науч. рук. Е. А. Колубаев // Перспективы развития фундаментальных наук : сборник научных трудов XVIII Международной конференции студентов, аспирантов и молодых ученых, г. Томск, 27-30 апреля 2021 г. : в 7 т. — Томск : Изд-во ТПУ, 2021. — Т. 1 : Физика. — [С. 118-120]. |
| Abstract: | High performance and reduced weight and cost are gaining importance in the aviation industry. There are different approaches to meet these requirements. In this study, titanium and aluminum alloys were welded using friction stir welding. The samples were divided into two groups, one of which was welded using ultrasound. Studies have shown that the strength of samples is influenced by many factors that are usually not taken into account. For example, the complexity of the interface between dissimilar materials and its roughness. It was found that the application of ultrasound during welding often increases the complexity of the interface and decreases its roughness, which generally leads to strengthening. This effect can neutralize the increase in the volume fraction of intermetallic compounds during the intensification of the welding process. The final strength consists of the number of defects, the volume fraction of intermetallics and the complexity of the interface. This effect can neutralize the increase in the volume fraction of intermetallic compounds during the intensification of the welding process. The final strength consists of the number of defects, the volume fraction of intermetallics and the complexity of the interface. |
| URI: | http://earchive.tpu.ru/handle/11683/68356 |
| Appears in Collections: | Материалы конференций |
Items in DSpace are protected by copyright, with all rights reserved, unless otherwise indicated.
технология, применение, схема, недостатки и преимущества
История появления
История сварки трением с перемешиванием (СТП) началась в 1991 году. Это была инновационная разработка Британского Института Сварки (TWI). Спустя несколько лет технология была использована в строительстве самолетов и морских судов.
Первыми компаниями, запустившими новую технологию в производство, были норвежская Marine Aluminium и американская Boeing. На своих предприятиях они использовали сварочное оборудование концерна ESAB, специализирующегося на разработках в области ротационной сварки трением (РСТ).
На своих предприятиях они использовали сварочное оборудование концерна ESAB, специализирующегося на разработках в области ротационной сварки трением (РСТ).
С 2003 года компания непрерывно ведет исследования возможностей сварки трением с перемешиванием. Например, были разработаны способы сваривания алюминиевых сплавов и их модификаций, применяющихся в областях строительства самолетов, морских судов и железнодорожных контейнеров.
В авиастроении была найдена возможность заменить заклепочные соединения сварными. Причем скорость сварки методом СТП значительно превышает скорость электродуговой. Сварной шов длинной 6 метров может быть сформирован за одну минуту, тогда как скорость сварки обычным способом достигает всего 0,8-2 м/мин при толщине детали 0,5 см.
svarka-24.info
Новый метод получения сварных соединений, получивший название «сварка трением с перемешиванием» (СТП) был разработан Британским институтом сварки (TWI) в 1991 г. [1]. Интенсивное изучение данного процесса, направленное на совершенствование технологии и оборудования, позволило внедрить данный способ за рубежом в производство высокотехнологичных изделий в таких отраслях как вагоно-, судо-, авиастроение и многих других.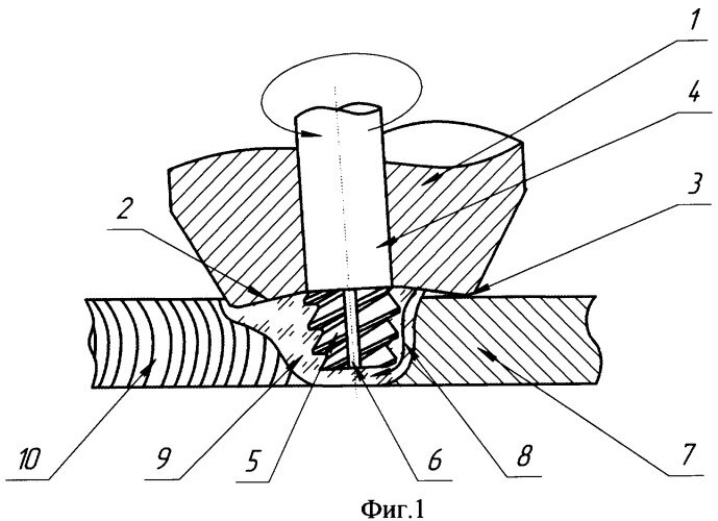 Сварка трением с перемешиванием относится к процессам соединения материалов в твердой фазе и поэтому лишена недостатков, связанных с расплавлением и испарением металла. Исследователи данного процесса считают, что если 10% общего объема сварных соединений в США заменить СТП, то будет достигнуто на 500 млн. фунтов/год меньше выделений парникового газа. Расчетная экономическая выгода промышленности США от внедрения СТП в промышленное производство составляет $4,9 млрд./год [2].
Сварка трением с перемешиванием относится к процессам соединения материалов в твердой фазе и поэтому лишена недостатков, связанных с расплавлением и испарением металла. Исследователи данного процесса считают, что если 10% общего объема сварных соединений в США заменить СТП, то будет достигнуто на 500 млн. фунтов/год меньше выделений парникового газа. Расчетная экономическая выгода промышленности США от внедрения СТП в промышленное производство составляет $4,9 млрд./год [2].
Сущность процесса заключается в следующем (рис. 1). Для сварки используют инструмент в форме стержня, состоящий из двух основных частей, а именно: заплечика или бурта (утолщенная часть) и наконечника (выступающая часть). Размеры этих конструктивных элементов выбирают в зависимости от толщины и материала свариваемых деталей.
Длину наконечника устанавливают приблизительно равной толщине детали, подлежащей сварке. Диаметр заплечика может изменяться от 1,2 до 25 мм. Вращающийся с высокой скоростью инструмент в месте стыка вводится в соприкосновение с поверхностью заготовок так, чтобы наконечник внедрился в заготовки на глубину, примерно равную их толщине, а заплечик коснулся их поверхности. После этого инструмент перемещается по линии соединения со скоростью сварки. В результате работы сил трения происходит нагрев металла до пластического состояния, перемешивание его вращающимся инструментом и вытеснение в освобождающееся пространство позади движущегося по линии стыка инструмента. Объем, в котором формируется шов, ограничивается сверху заплечиком инструмента. По окончании сварки вращающийся инструмент выводят из стыка за пределы заготовки. В связи с асимметрией структуры швов в поперечном сечении сварных соединений, полученных сваркой трением с перемешиванием, принято различать сторону набегания, где направление вращения инструмента совпадает с направлением сварки, и противоположную сторону – отхода.
После этого инструмент перемещается по линии соединения со скоростью сварки. В результате работы сил трения происходит нагрев металла до пластического состояния, перемешивание его вращающимся инструментом и вытеснение в освобождающееся пространство позади движущегося по линии стыка инструмента. Объем, в котором формируется шов, ограничивается сверху заплечиком инструмента. По окончании сварки вращающийся инструмент выводят из стыка за пределы заготовки. В связи с асимметрией структуры швов в поперечном сечении сварных соединений, полученных сваркой трением с перемешиванием, принято различать сторону набегания, где направление вращения инструмента совпадает с направлением сварки, и противоположную сторону – отхода.
Рис. 1. Схема процесса сварки трением с перемешиванием.
СТП применяют в основном для соединения материалов со сравнительно низкой температурой плавления, прежде всего алюминиевых [3] и магниевых сплавов [4]. Выполнена успешная сварка данным способом медных [5], никелевых и титановых сплавов [2], а также сталей [6].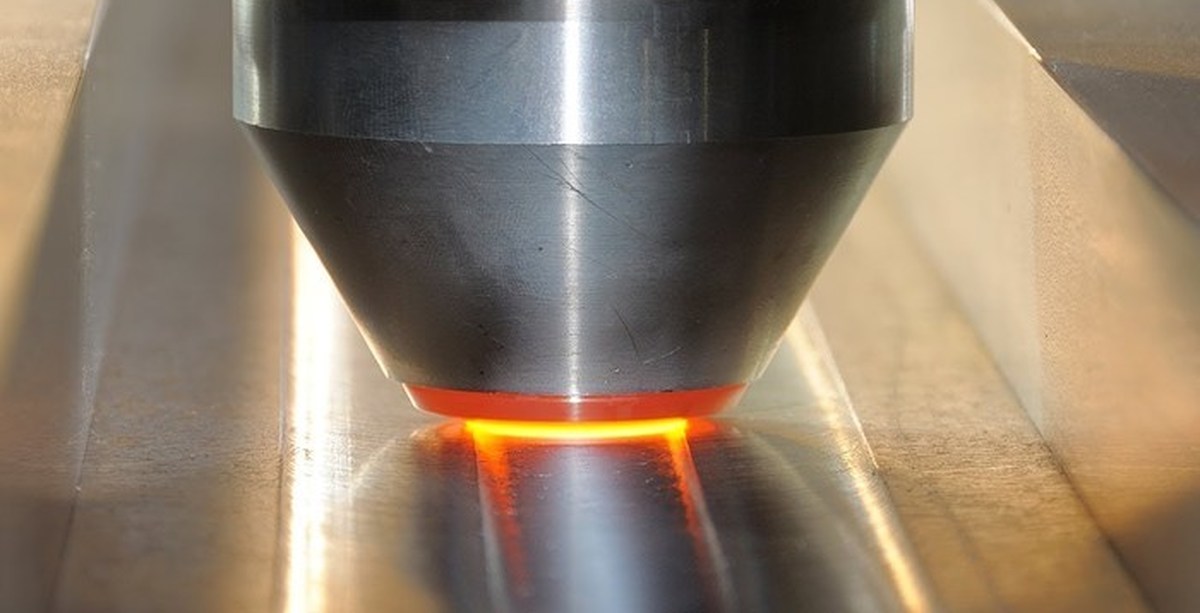 С помощью СТП сваривают алюминиевые сплавы толщиной до 75 мм за один проход [7]. Сварка трением с перемешиванием позволяет получать нахлесточные соединения алюминиевых листов толщиной от 0,2 мм [8]. Скорость сварки сплава 6082 толщиной 5мм может достигать 6 м/мин [9]. Основными параметрами процесса СТП являются: скорость сварки, частота вращения инструмента, усилия прижатия и перемещения инструмента, угол наклона инструмента, его размеры. Усилия прижатия и перемещения зависят от типа свариваемого материала, его толщины и скорости сварки. Сварка образцов из сплава 7010 – Т7651 толщиной 6,35 мм при изменении скорости сварки в диапазоне от 59 до 159 мм/мин и скорости вращения инструмента от 180 до 660 об/мин показала, что при увеличении скорости вращения увеличивается тепловложение в металл и в сварном соединении формируется микроструктура с более однородными зернами [10]. При этом также повышаются прочностные и пластические свойства до определенного предела. При увеличении скорости сварки необходимо увеличивать скорость вращения инструмента для достижения оптимальных условий.
С помощью СТП сваривают алюминиевые сплавы толщиной до 75 мм за один проход [7]. Сварка трением с перемешиванием позволяет получать нахлесточные соединения алюминиевых листов толщиной от 0,2 мм [8]. Скорость сварки сплава 6082 толщиной 5мм может достигать 6 м/мин [9]. Основными параметрами процесса СТП являются: скорость сварки, частота вращения инструмента, усилия прижатия и перемещения инструмента, угол наклона инструмента, его размеры. Усилия прижатия и перемещения зависят от типа свариваемого материала, его толщины и скорости сварки. Сварка образцов из сплава 7010 – Т7651 толщиной 6,35 мм при изменении скорости сварки в диапазоне от 59 до 159 мм/мин и скорости вращения инструмента от 180 до 660 об/мин показала, что при увеличении скорости вращения увеличивается тепловложение в металл и в сварном соединении формируется микроструктура с более однородными зернами [10]. При этом также повышаются прочностные и пластические свойства до определенного предела. При увеличении скорости сварки необходимо увеличивать скорость вращения инструмента для достижения оптимальных условий.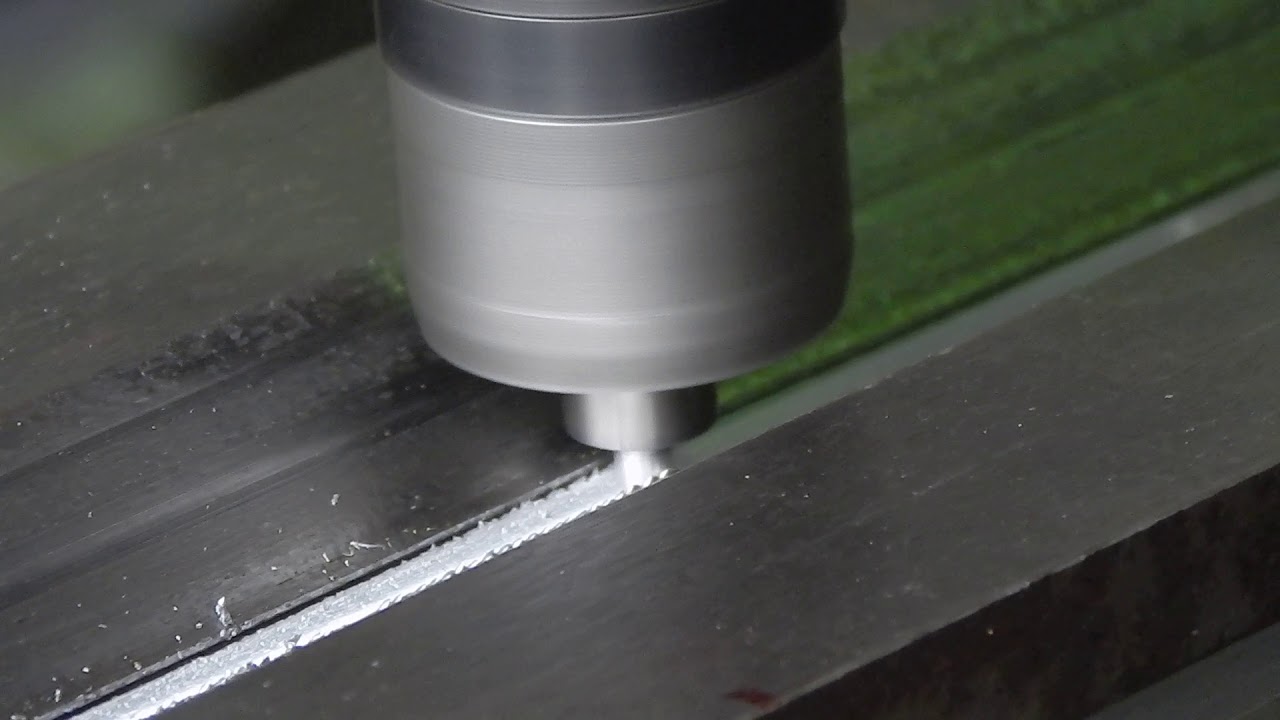 Однако для полного отсутствия дефектов, а также для обеспечения всех необходимых свойств, надежности и технологичности необходимо строго выбирать режимы, оптимально подходящие для определенной продукции.
Однако для полного отсутствия дефектов, а также для обеспечения всех необходимых свойств, надежности и технологичности необходимо строго выбирать режимы, оптимально подходящие для определенной продукции.
Большинство исследователей указывают на следующие преимущества сварки трением с перемешиванием по сравнению с другими способами получения неразъемных соединений [11, 12]:
– в зоне сварки лучше сохраняются свойства основного металла по сравнению со способами сварки плавлением;
– отсутствие вредных испарений и ультрафиолетового излучения в процессе сварки;
– возможность получения бездефектных швов на сплавах, которые при сварке плавлением склонны к образованию горячих трещин и пористости в швах;
– не требуется использование присадочного материала и защитного газа, удаление поверхностных оксидов на кромках перед сваркой, а также шлака и брызг после сварки;
– отсутствуют потери легирующих элементов металла при его сварке.
Уровни выделений Cr, Cu, Mn, Cr+6 при СТП сталей по сообщению RockwellScientific (США) значительно ниже (<0,03, <0,03, <0,02 и <0,01 мг/мм3 соответственно), чем при аргонодуговой сварке (0,25, 0,11, 1,88 и 0,02 мг/мм3 соответственно) [2]. Сравнение затрат на производство при использовании сварки трением с перемешиванием и сварки плавящимся электродом (СПЭ) показало, что начальные капиталовложения при СТП более высокие, но с увеличением объемов производства сварка трением с перемешиванием становится экономически выгоднее, чем дуговая сварка [11].
Сравнение затрат на производство при использовании сварки трением с перемешиванием и сварки плавящимся электродом (СПЭ) показало, что начальные капиталовложения при СТП более высокие, но с увеличением объемов производства сварка трением с перемешиванием становится экономически выгоднее, чем дуговая сварка [11].
Рис. 2. Распределение температур в продольном сечении образца.
Судя по экспериментальным результатам TWI, максимальная температура при сварке трением с перемешиванием составляет около 70% значения температуры плавления и для алюминия не превышает 550°С. Тепловложение при СТП меньше, чем при аргонодуговой сварке примерно в 2 раза и для сплава 6N01 – Т5 толщиной 4 мм равно соответственно 190 и 390 Дж/мм (скорость сварки 500 мм/мин) [13]. С помощью математического моделирования тепловых процессов при СТП в работе [14] построено распределение температур в свариваемой пластине (рис. 2). Более низкая температура зоны соединения при сварке трением с перемешиванием по сравнению со сваркой плавящимся электродом объясняет меньший уровень угловых деформаций в сварном соединении. При СТП угловая деформация равна 1/5÷1/7 значений при СПЭ [12] (рис. 3).
При СТП угловая деформация равна 1/5÷1/7 значений при СПЭ [12] (рис. 3).
Рис. 3. Сравнение угловой деформации при сварке трением с перемешиванием и сварке плавящимся электродом (алюминиевый сплав серии 6000, толщина 2 мм).
Предполагается, что из-за невысокого уровня температур процесса, остаточные напряжения низкие. Но жесткое закрепление налагает большие ограничения на деформацию пластин. Это препятствует сокращению металла при охлаждении зоны динамической рекристаллизации и зоны термического влияния (ЗТВ) в продольном и в поперечном направлении, приводя к поперечным и продольным остаточным напряжениям. При СТП сплавов 2024 – Т3 і 6013 – Т6 обнаружено, что продольные остаточные напряжения выше поперечных (скорость сварки составляла 300 ÷ 1000 мм/мин, скорость вращения инструмента – 1000 ÷ 2500 об/мин). Высокие растягивающие напряжения преобладают в ЗТВ. Величина остаточных напряжений уменьшается при снижении скорости сварки и скорости вращения инструмента. Максимальные значения продольных растягивающих напряжений достигают значений 30 ÷ 60% предела текучести сварного соединения и 20 ÷ 50% предела текучести основного металла [15].
Рис. 4. Схема зон стыкового соединения, выполненного СТП: А – основной металл, В – зона термического влияния (ЗТВ), С – зона термомеханического влияния, D – зона динамической рекристаллизации (сторона набегания слева).
Макроструктура сварных соединений при сварке трением с перемешиванием характеризуется особенностями, не свойственными швам, полученным способами сварки плавлением. Типичным для СТП является образование в центре соединения ядра, которое содержит овальные концентричные кольца, различающиеся структурой [16]. К ядру примыкает сложный профиль, который образует верхнюю часть шва. Образование овальных колец связывается с особенностями перемешивания металла наконечником инструмента. В сварном соединении при СТП выделяют четыре зоны, которые схематически представлены на рисунке 4. Непосредственно к зоне А (основной металл) примыкает зона В, где металл заготовок остается недеформированным и изменяет свою структуру только под воздействием нагрева (зона термического влияния). Зона С, где металл подвергается значительным пластическим деформациям и нагреву, названа зоной термомеханического влияния (ЗТМВ). Зона D – это ядро соединения, где происходит динамическая рекристаллизация. Твердость металла уменьшается в направлении от основного металла к центру шва, и минимальное значение достигается в ЗТВ (рис. 5). Снижение твердости в ЗТВ происходит за счет перестаривания, уменьшения плотности дислокаций либо за счет обоих этих механизмов.
Зона С, где металл подвергается значительным пластическим деформациям и нагреву, названа зоной термомеханического влияния (ЗТМВ). Зона D – это ядро соединения, где происходит динамическая рекристаллизация. Твердость металла уменьшается в направлении от основного металла к центру шва, и минимальное значение достигается в ЗТВ (рис. 5). Снижение твердости в ЗТВ происходит за счет перестаривания, уменьшения плотности дислокаций либо за счет обоих этих механизмов.
Рис. 5. Распределение твердости в зоне сварного соединения сплава 7075 – Т7351 [17].
О высоком уровне механических свойств сварных соединений сообщают многие исследователи. При СТП сварное соединение сплава 6082 –Т6 имеет предел прочности σв=245 МПа, тогда как основной металл имеет σв=317 МПа. Для 6082 –Т4, состаренного после сварки, σв=308 ÷ 310 МПа. Испытания на усталость свидетельствуют о более высоком уровне механических свойств соединений при СТП по сравнению с аналогичными при аргонодуговой сварке [18].
Авторы [19] проводили исследования механических свойств соединений, полученных сваркой трением с перемешиванием сплава 5083 при криогенных температурах, что имело целью подготовить производство емкостей для сжиженного водорода.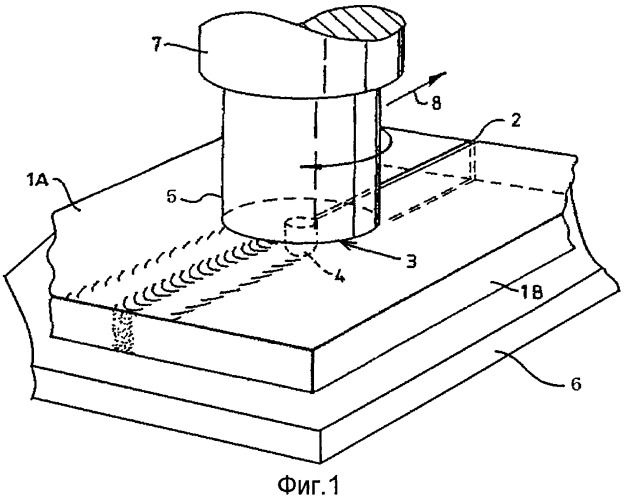 Образцы толщиной 30 мм были сварены со скоростью 40 мм/мин. Исследования при 77К в жидком азоте, 20К в жидком водороде и 4К в жидком гелии показали, что уровень свойств соединений при СТП выше, чем при аргонодуговой сварке.
Образцы толщиной 30 мм были сварены со скоростью 40 мм/мин. Исследования при 77К в жидком азоте, 20К в жидком водороде и 4К в жидком гелии показали, что уровень свойств соединений при СТП выше, чем при аргонодуговой сварке.
Рис. 6. Механические свойства сварного соединения, выполненного различными способами сварки.
Проблемами СТП литейных алюминиевых сплавов занимались авторы работы [20]. В промышленном производстве литейные сплавы часто приходится сваривать с получаемыми экструдированием. Использовали сплавы ADC1 и А6061 – Т6 толщиной 4мм. Результаты, полученные при СТП, сравнивались с аналогичными при аргонодуговой и лазерной сварке. Как видно из рисунка 6, СТП обеспечивает лучшие свойства соединений. Предел прочности составляет 80% прочности А6061 – Т6. При испытании на изгиб разрушение при сварке трением с перемешиванием происходит по основному металлу. О положительных результатах сварки трением с перемешиванием разнородных сплавов, а также алюминиевых сплавов со сталями сообщается в публикации [21]. При СТП стали SS400 и сплава А5083 толщиной 2 мм предел прочности был равен 240 МПа, что составляет 86% прочности алюминиевого сплава.
При СТП стали SS400 и сплава А5083 толщиной 2 мм предел прочности был равен 240 МПа, что составляет 86% прочности алюминиевого сплава.
Рис. 7. Установка для точечной сварки трением с перемешиванием (слева), поперечное сечение (вверху справа) и внешний вид образцов (внизу справа).
В качестве недостатка способа СТП авторы [2, 12] отмечают образование в конце шва отверстия, равного диаметру наконечника, что требует выведения шва за пределы рабочего сечения заготовки или заполнения отверстия после сварки с помощью других методов, таких как вварка трением специальных пробок.
Происходящее совершенствование технологии и оборудования позволяет преодолеть существующие недостатки, а также расширить области применения способа. Хотя сварка трением с перемешиванием применяется в основном для стыковых и нахлесточных швов, возможно также получение угловых, тавровых, точечных швов. Точечную сварку трением с перемешиванием можно реализовать двумя способами. Первый способ – это точечная сварка погружением (PFSW), который был запатентован фирмой Mazda (Япония) в 2003 году. При этом вращающийся инструмент погружается в деталь, доводя до пластического состояния и перемешивая металл под заплечиком. После этого инструмент поднимается, оставляя характерное углубление в детали. Второй способ – точечная сварка трением с заполнением шва (RFSW), который запатентован GKSS– GmbH в 2002 году [2]. Для этого способа используют инструмент, у которого наконечник и заплечик имеют раздельные системы привода. Вращающийся инструмент опускается в деталь, при этом наконечник выдавливает и перемешивает находящийся под ним металл, а после он убирается, и металл под заплечиком заполняет углубление, и, таким образом, получается шов без отверстия (рис. 7).
При этом вращающийся инструмент погружается в деталь, доводя до пластического состояния и перемешивая металл под заплечиком. После этого инструмент поднимается, оставляя характерное углубление в детали. Второй способ – точечная сварка трением с заполнением шва (RFSW), который запатентован GKSS– GmbH в 2002 году [2]. Для этого способа используют инструмент, у которого наконечник и заплечик имеют раздельные системы привода. Вращающийся инструмент опускается в деталь, при этом наконечник выдавливает и перемешивает находящийся под ним металл, а после он убирается, и металл под заплечиком заполняет углубление, и, таким образом, получается шов без отверстия (рис. 7).
Рис. 8. Внешний вид инструмента из поликристаллического кубического нитрида бора [2].
Сварочный инструмент обычно изготавливается из инструментальных сталей Н13 (AISI), SKD61, SKD 11, SKH 57 (JIS), нержавеющей мартенситной стали SUS440C(JIS). При этом возможно использование составных инструментов, у которых наконечник изготовлен из кобальтового сплава МР159, а заплечик – из Н13 [22]. Для сварки методом СТП сталей толщиной до 0,5″ MegaStir разработала инструмент из поликристаллического кубического нитрида бора. Его стойкость против разрушения выше и позволяет придать наконечнику форму необходимую для благоприятного течения металла в зоне сварки (рис. 8). Инструмент по отношению к поверхности детали располагают под небольшим углом 2 ÷ 3° [16, 23]. При таком расположении инструмента под небольшим углом к поверхности детали достигаются наиболее высокие показатели качества.
Для сварки методом СТП сталей толщиной до 0,5″ MegaStir разработала инструмент из поликристаллического кубического нитрида бора. Его стойкость против разрушения выше и позволяет придать наконечнику форму необходимую для благоприятного течения металла в зоне сварки (рис. 8). Инструмент по отношению к поверхности детали располагают под небольшим углом 2 ÷ 3° [16, 23]. При таком расположении инструмента под небольшим углом к поверхности детали достигаются наиболее высокие показатели качества.
Рис. 9. Конструкция инструмента Bobbin Tool.
Инструмент, одновременно выполняющий также роль подкладки соединяемых заготовок, приведен на рисунке 9 [24]. В NASA разрабатывается саморегулирующийся инструмент, длина наконечника которого определяется силами, действующими на него. При отклонении нагрузки на наконечник от заданного значения, происходит автоматическая корректировка его длины. Это позволяет сваривать заготовки переменного сечения и избегать образования отверстия при выполнении кольцевых швов.
Рис. 10. Варианты конструкции рабочего инструмента WhorlTM.
Для сварки алюминиевых сплавов значительной толщины разработаны семейства инструментов WhorlTM(рис. 10) и TrifluteTM[25], которые позволяют выполнять сварку за один проход алюминиевых сплавов толщиной 50 мм. Новыми вариантами СТП являются технологии Re– StirTM, Skew– StirTM, Com– StirTM[26]. Технология Re– StirTM с переменным вращением инструмента по часовой и против часовой стрелки позволяет исключить асимметрию шва, присущую традиционной СТП. По технологии Skew– StirTM инструмент немного наклонен по отношению к шпинделю машины так, что точка пересечения осей шпинделя и инструмента, получившая название фокусной точки, может располагаться над, под или в свариваемой заготовке в зависимости от свойств материала и параметров режима. Это позволяет получить при вращении инструмента в процессе сварки более широкий шов. Инструменты A – SkewTMи Flare – TrifluteTMобеспечивают формирование более прочных нахлесточных соединений. Технология Com– StirTM состоит в совмещении в процессе сварки вращательного и орбитального движений инструмента. В результате получают более широкие швы и в основном применяют для соединения разнородных материалов. Разработана система с двумя параллельными инструментами Twin – StirTM [27].
Технология Com– StirTM состоит в совмещении в процессе сварки вращательного и орбитального движений инструмента. В результате получают более широкие швы и в основном применяют для соединения разнородных материалов. Разработана система с двумя параллельными инструментами Twin – StirTM [27].
Рис. 11. Соединения, выполненные на автомобиле Mazda RX – 8 с помощью точечной сварки трением с перемешиванием [2].
Развитие новых технологий сварки трением с перемешиванием продолжается. В Университете Миссури – Колумбия (США) занимаются разработкой СТП с сопутствующим дополнительным нагревом при пропускании тока через наконечник инструмента. Центр обработки и соединения передовых материалов (США) разрабатывает СТП с индукционным предварительным подогревом материала, что позволит увеличить скорость сварки, уменьшить силы, действующие на инструмент, и уменьшить его износ [2]. В работе [28] изучается возможность использования лазера для предварительного подогрева металла при СТП магниевых сплавов.
Рис. 12. Оборудование для сварки трением с перемешиванием в вертикальном положении.
Благодаря небольшому количеству факторов, влияющих на процесс СТП, и достаточно простой конструкции оборудования, способ идеально подходит для автоматизации и роботизации [29]. Установка Tricept805 позволяет выполнять сварку алюминия толщиной до 10 мм.
Сварка трением с перемешиванием уже используется многими производителями различных высокотехнологичных изделий. Фирмы GDLS (GeneralDynamicsLandSystems) и EWI (EdisonWeldingInstitute) провели совместные работы, целью которых было обеспечить требуемые баллистические характеристики соединений броневых плит из алюминиевого сплава 2195 – Т87 для морских бронированных транспортеров. Сварка методом СТП вместо аргонодуговой плит толщиной 31,8 мм позволила получить приемлемые прочностные свойства соединений и более пластичные (в 2 – 3 раза) швы. В итоге сварные соединения (в том числе угловые) успешно прошли баллистические испытания [22].
Рис. 13. Установка для сварки трением с перемешиванием топливного бака ракеты «Delta» на предприятии «Boeing».
13. Установка для сварки трением с перемешиванием топливного бака ракеты «Delta» на предприятии «Boeing».
Для предотвращения ухудшения свойств сверхпроводящей Nb – Ti проволоки её необходимо соединять с жестким элементом из чистого Al при температуре ниже 400°С. Раньше для этого использовали низкотемпературную пайку, но паяные швы имели низкую прочность. СТП обеспечила требуемые свойства сварного соединения в жидком гелии [12].
В течение трех лет с 2003 года компания FordMotorCo. (США) изготовила несколько тысяч автомобилей FordGT, применяя СТП для сварки центрального отсека, который вмещает и изолирует топливный бак от внутреннего отделения и обеспечивает пространственную жесткость каркаса [2]. СТП повышает точность размеров и на 30% увеличивает прочность по сравнению со сходными узлами при дуговой сварке в защитном газе. В другой работе [30] описывается процесс изготовления точечной сваркой трением кузова автомобиля MazdaRX – 8 (рис. 11). С 2003 года было произведено свыше 100 тыс. автомобилей, двери которых изготовлены точечной сваркой трением [7]. На основании успешного применения данного способа сварки сообщается о планах фирмы выполнить подобные соединения на новом поколении автомобилей модели MX – 5.
автомобилей, двери которых изготовлены точечной сваркой трением [7]. На основании успешного применения данного способа сварки сообщается о планах фирмы выполнить подобные соединения на новом поколении автомобилей модели MX – 5.
Рис. 14. Самолет Eclipse 500 с узлами, изготовленными сваркой трением с перемешиванием.
Активно занимаются изучением процесса СТП в аэрокосмической сфере (рис. 12) [24]. В 2001 году процесс внедрен в производство внешнего бака ракеты носителя для возвращаемых космических кораблей. Технология предусматривает сварку 8 продольных швов на резервуаре из сплава 2195 для жидкого водорода и 4 продольных шва на резервуаре для жидкого кислорода. Это приблизительно ½ мили швов на каждом баке. Разрабатывается оборудование для ремонтной сварки трением с перемешиванием в условиях космического вакуума. Концепция основана на том, что высокая скорость вращения инструмента (30000 об/мин) при СТП позволит уменьшить усилия, необходимые для выполнения сварки.
начала использовать сварку трением с перемешиванием при производстве ракеты «Delta» II и III (рис.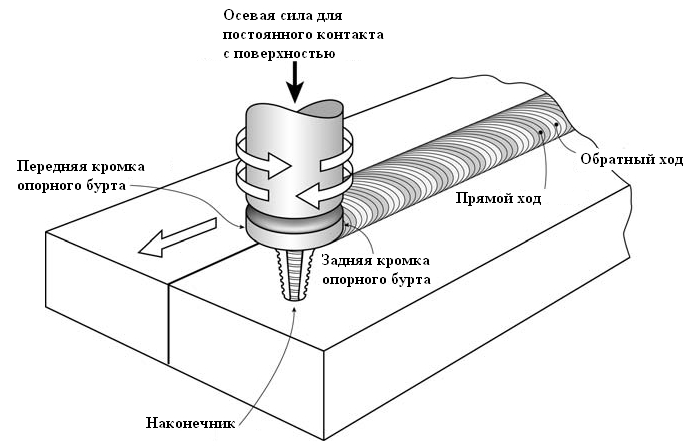 13) [31]. Сварка выполняется на топливном баке длиной 8,4 м, на баке для жидкого кислорода длиной 12 м и на других конструкциях. Сварка трением с перемешиванием обеспечивает повышение качества (один дефект на 76,2 м шва) по сравнению с аргонодуговой сваркой (один дефект на 8,4 м шва). При СТП уменьшается время изготовления сварной конструкции. Производство ракет «Delta» II выросло с 8 до 17 единиц в год.
13) [31]. Сварка выполняется на топливном баке длиной 8,4 м, на баке для жидкого кислорода длиной 12 м и на других конструкциях. Сварка трением с перемешиванием обеспечивает повышение качества (один дефект на 76,2 м шва) по сравнению с аргонодуговой сваркой (один дефект на 8,4 м шва). При СТП уменьшается время изготовления сварной конструкции. Производство ракет «Delta» II выросло с 8 до 17 единиц в год.
О работах по СТП оребренных панелей для крыла самолета из сплавов 2024, 7475, 7050 толщиной 4 мм сообщается в статье [32]. Высокое качество соединений обеспечено при использовании СТП на самолете Airbus А350 и двух новых версиях А340 (А340 – 500 и А340 – 600) [2]. Компания EclipseAviation завершает сертификацию реактивного самолета бизнес класса Eclipse 500 с узлами, изготовленными методом СТП (рис. 14).
Рис. 15. Внешний вид экспериментальной установки для СТП тонколистовых (1,8 ÷ 2,5 мм) алюминиевых сплавов.
Приведенный анализ опубликованной информации свидетельствует о том, что сварка трением с перемешиванием успешно развивается и находит применение в различных отраслях промышленного производства. Большинство публикаций касаются сварки алюминиевых сплавов средней и сравнительно большой толщины. Следует иметь в виду, что затруднения обычно возникают при соединении заготовок толщиной 0,5 – 3 мм, а также более 40 мм. В связи с этим, а также с возникающими осложнениями при обеспечении точности сборки тонкостенных заготовок под сварку в ИЭС им. Е. О. Патона проведены исследования процесса СТП на специальной экспериментальной установке (рис. 15). Работы выполнены на алюминиевых сплавах АМг6, 1201, 1460 толщиной 1,8 … 2,5 мм. На рис. 16 приведен внешний вид сварного соединения сплава АМг6, полученного методом СТП. Одновременно проверена эффективность сварочных инструментов с различными профилями рабочей части.
Большинство публикаций касаются сварки алюминиевых сплавов средней и сравнительно большой толщины. Следует иметь в виду, что затруднения обычно возникают при соединении заготовок толщиной 0,5 – 3 мм, а также более 40 мм. В связи с этим, а также с возникающими осложнениями при обеспечении точности сборки тонкостенных заготовок под сварку в ИЭС им. Е. О. Патона проведены исследования процесса СТП на специальной экспериментальной установке (рис. 15). Работы выполнены на алюминиевых сплавах АМг6, 1201, 1460 толщиной 1,8 … 2,5 мм. На рис. 16 приведен внешний вид сварного соединения сплава АМг6, полученного методом СТП. Одновременно проверена эффективность сварочных инструментов с различными профилями рабочей части.
Рис. 16. Внешний вид шва, полученного сваркой трением с перемешиванием (алюминиевый сплав АМг6 толщиной 2 мм).
Установлено, что соединения при данном способе сварки обладают высоким уровнем механических свойств (коэффициент прочности сварных соединений составляет 0,7 ÷ 0,9 от уровня прочности основного металла (табл.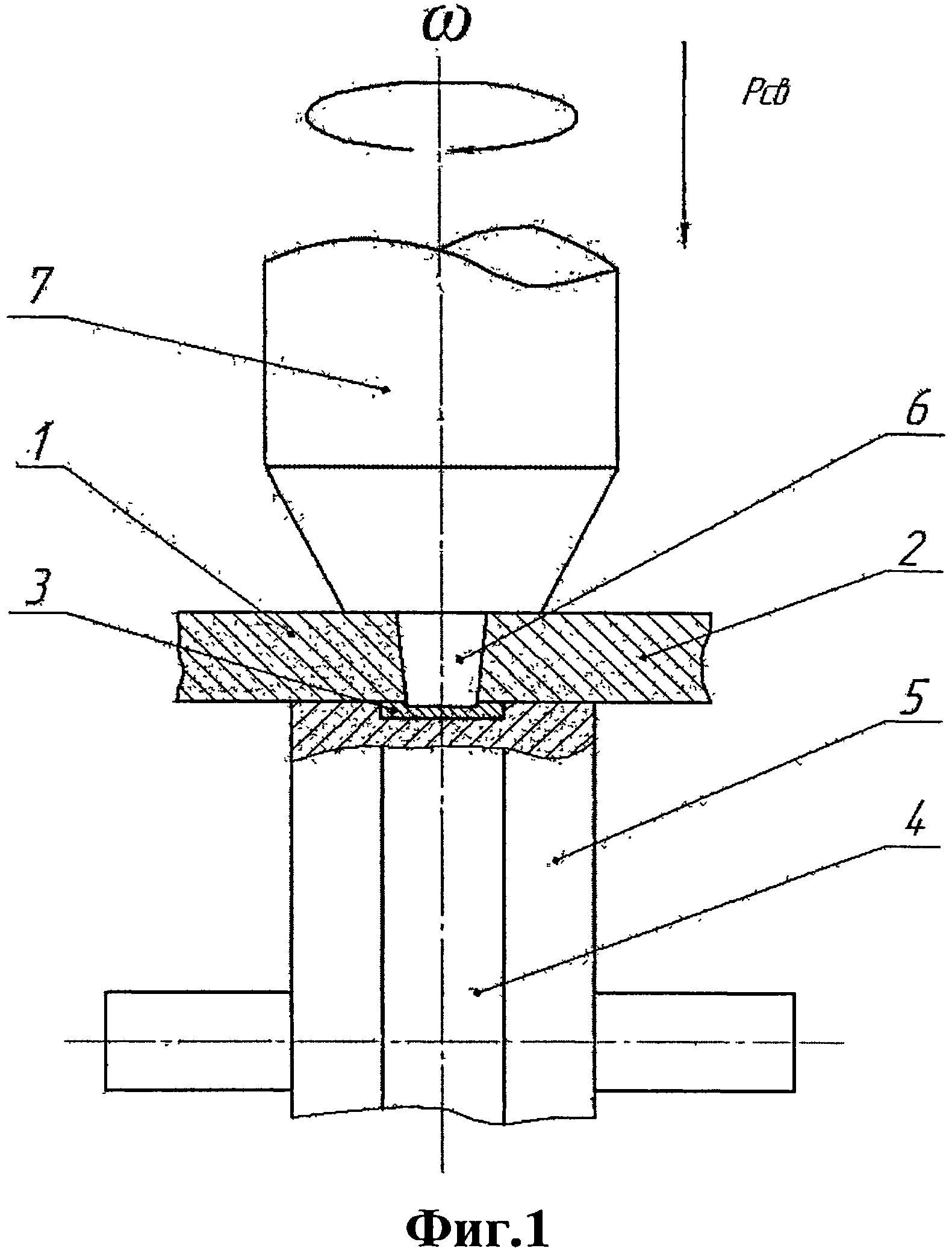 )) и подтверждена актуальность работ по усовершенствованию способа сварки трением с перемешиванием конструкций с применением тонколистовых материалов.
)) и подтверждена актуальность работ по усовершенствованию способа сварки трением с перемешиванием конструкций с применением тонколистовых материалов.
Таблица
Механические свойства соединений алюминиевых сплавов, полученных сваркой трением с перемешиванием
| Алюминиевыйсплав | Прочность сварного соединения σвсв, МПа | Угол загиба сварного соединения α, град |
| АМг6 | 343 | 180 |
| 1420 | 362 | 96 |
| 1201 | 294 | 180 |
| 1460 | 325 | 180 |
Литература
- US Pat. No 5460317. Friction stir butt welding/ W.M. Thomas, E.D. Nicholas, J.C. Needham et al.; Опубл. 1995.
- Arbegast W.J. Friction stir welding. After a decade of development// Welding J. – 2006. – 85, №3. – P. 28 – 35.
- Ito T., Motohashi Y., Goloborodko A. et al. Microstructures and room temperature mechanical properties in friction-stir-welded joints of 7075 aluminum alloys// Journal of the Japan Welding Society. – 2005. – 74, №3. – P. 9 – 13.
- Aritoshi M. Friction stir welding of magnesium alloys sheets// Journal of the Japan Welding Society. – 2005. – 74, №3. – P. 18 – 23.
- Nakata K. Friction stir welding of copper and copper alloys// Journal of the Japan Welding Society. – 2005. – 74, №3. – P. 14 – 17.
- Klingensmith S., Dupont J.N., Marder A.R. Microstructural characterization of a double-sided friction stir weld on a superaustenitic stainless steel// Welding J. – 2005. – May. – P. 77 – 85.
- Martin J. Pushing the boundaries – friction stir goes deeper than before// TWI Connect. – 2006. – January/February. – P. 1.
- Teh N.J. Small joints make a big difference// TWI Connect. – 2006. – 143, №4. – Р. 1.
- Эрикссон Л.Г., Ларссон Р. Ротационная сварка трением – научные исследования и новые области применения// Технология машиностроения. – 2003. – №6. – Р. 81 – 84.
- Hassan A.A., Prangnell P.B., Norman A.F. et al. Effect of welding parameters on nugget zone microstructure and properties in high strength aluminium alloy friction stir welds// Sci. Technol. Weld. Joining. – 2003. – 8, №4. – Р. 257 – 268.
- Defalco J. Friction stir welding vs. fusion welding// Welding J. – 2006. – 85, №3. – P. 42 – 44.
- Okamura H., Aota K., Ezumi M. Friction stir welding of aluminum alloy and application to structure// J. of Jap. Institute of Light Metals. – 2000. – 50, №4. – P. 166 – 172.
- Aota K., Okamura H., Masakuni E. et al. Heat inputs and mechanical properties friction stir welding// Proc. of the 3rd International Friction Stir Welding Symposium, Kobe, Japan, 27 – 28 September, 2001.
- Lambrakos S.G., Fonda R.W., Milewski J.O. et al. Analysis of friction stir welds using thermocouple measurements// Sci. Technol. Weld. Joining. – 2003. – 8, №5. – Р. 385 – 390.
- Dalle Donne C., Lima E., Wegener J. et al. Investigation on residual stresses in friction stir welds// Proc. of the 3rd International Friction Stir Welding Symposium, Kobe, Japan, 27 – 28 September, 2001.
- Volpone M., Mueller S.M. Friction stir welding (FSW): le ragioni di un successo// Rivista Italiana della Saldatura. – 2005. – №1. – Р. 23 – 30.
- Chao Y.P., Wang Y., Miller K.W. Effect of friction stir welding on dynamical properties of AA 2024-T3 and AA 7075-T7351// Welding J. – 2001. – №8. – Р. 196 – 200.
- Ericsson M., Sandstorm R. Influence of welding speed on the fatigue of friction stir welds, and comparison with MIG and TIG// International Journal of Fatigue. – 2003. – №25. – P. 1379 – 1387.
- Hayashi M., Oyama K., Eguchi H. et al. Mechanical properties of friction stir welded 5083 aluminum alloy at cryogenic temperatures// Proc. of the 3rd International Friction Stir Welding Symposium, Kobe, Japan, 27 – 28 September, 2001.
- Nagano Y., Jogan S., Hashimoto T. Mechanical properties of aluminum die casting joined by FSW// Proc. of the 3rd International Friction Stir Welding Symposium, Kobe, Japan, 27 – 28 September, 2001.
- Kimapong K., Watanabe T. Friction stir welding of aluminum alloy to steel// Welding J. – 2004. – October. – P. 277 – 282.
- Colligan K.J. , Konkol P.J., Fisher J.J. et al. Friction stir welding demonstrated for combat vehicle construction// Welding J. – 2003. – March. – P. 34 – 40.
- Shibayanagi T., Maeda M. Characteristics of microstructure and hardness in friction stir welded 7075 aluminum alloy joints// Trans. JWRI. – 2004. – 33, №1. – P. 17 – 23.
- Ding J., Carter R., Lawless K. et al. Friction stir welding flies high at NASA// Welding J. – 2006. – March. – P. 54 – 59.
- Dolby R.E., Johnson K.J., Thomas W.M. The joining of aluminium extrusions// La metallurgia italiana. – 2004. – №3. – P. 25 – 30.
- Pekkari B. The future of welding and joining// Svetsaren. – 2004. – №1. – Р. 53 – 59.
- Thomas W., Staines D. Better joints using two contra – rotating FSW tools// TWI Connect. – 2006. – May/June. – P. 7.
- Kohn G., Greenberg Y., Makover I. et al. Laser – assisted friction stir welding// Welding J. – 2002. – February. – P. 46 – 48.
- Cook G.E., Smartt H.B., Mitchell J.E. et al .Controlling robotic friction stir welding//Welding J. – 2003. – June. – P. 28 – 34.
- Kato K., Sakano R. Development of spot friction welding and application for automobile body// J. of Light Metal Welding & Construction. – 2004. – 42, №11. – P. 8 – 13.
- Imuta M., Kamimuki K. Development and Application of Friction Stir Welding for Aerospace Industry// Proc. of the IIW International Conference on Technical Trends and Future Prospectives of Welding Technology for Transportation, Land, Sea, Air and Space, Osaka, Japan, 15 – 16 July, 2004. – P. 53 – 64.
- Kumagai M. Application of FSW for aircraft// Welding Technology. – 2003. – 51, №5. – P. 74 – 78.
 – 2005. – 74, №3. – P. 9 – 13.
– 2005. – 74, №3. – P. 9 – 13. Technol. Weld. Joining. – 2003. – 8, №4. – Р. 257 – 268.
Technol. Weld. Joining. – 2003. – 8, №4. – Р. 257 – 268. – 2005. – №1. – Р. 23 – 30.
– 2005. – №1. – Р. 23 – 30. , Konkol P.J., Fisher J.J. et al. Friction stir welding demonstrated for combat vehicle construction// Welding J. – 2003. – March. – P. 34 – 40.
, Konkol P.J., Fisher J.J. et al. Friction stir welding demonstrated for combat vehicle construction// Welding J. – 2003. – March. – P. 34 – 40. – 2003. – June. – P. 28 – 34.
– 2003. – June. – P. 28 – 34.Суть процесса
Соединение металлов происходит за счет разогрева в зоне сварки методом трения. Основным сварочным инструментом сварки трением с перемешиванием является металлический стержень, состоящий из двух половинок: бурта и заплечика.
Своей выступающей частью вращающийся стержень погружается в материал, вызывая сильный нагрев. Его подачу ограничивает заплечик, не позволяя пройти насквозь свариваемую деталь. В зоне нагрева материал значительно увеличивает свою пластичность и, придавливаемый заплечиком, формирует единую массу.
В зоне нагрева материал значительно увеличивает свою пластичность и, придавливаемый заплечиком, формирует единую массу.
Следующим этапом происходит перемещение стержня вдоль свариваемой зоны. Двигаясь вперед, бурт перемешивает разогретую металлическую массу, которая после остывания образует прочное соединение.
Общая информация
Сваркой трением (или фрикционная сварка) — метод соединения однородных и разнородных металлов, суть которого заключается в нагреве двух деталей путем их трения друг о друга. Образующееся в ходе трения тепло плавит металл, формируя неразъемное соединение. Но трение — не единственное, что используется во время сварки. Здесь также большую роль играет проковка деталей после сварки, а также давление, оказываемое на заготовки.
Как видите, суть сварки трением крайне проста, поэтому такое сварочное оборудование применяется на многих современных производствах. Данный метод позволяет улучшить качество и производительность труда без найма дополнительных сотрудников высокой квалификации.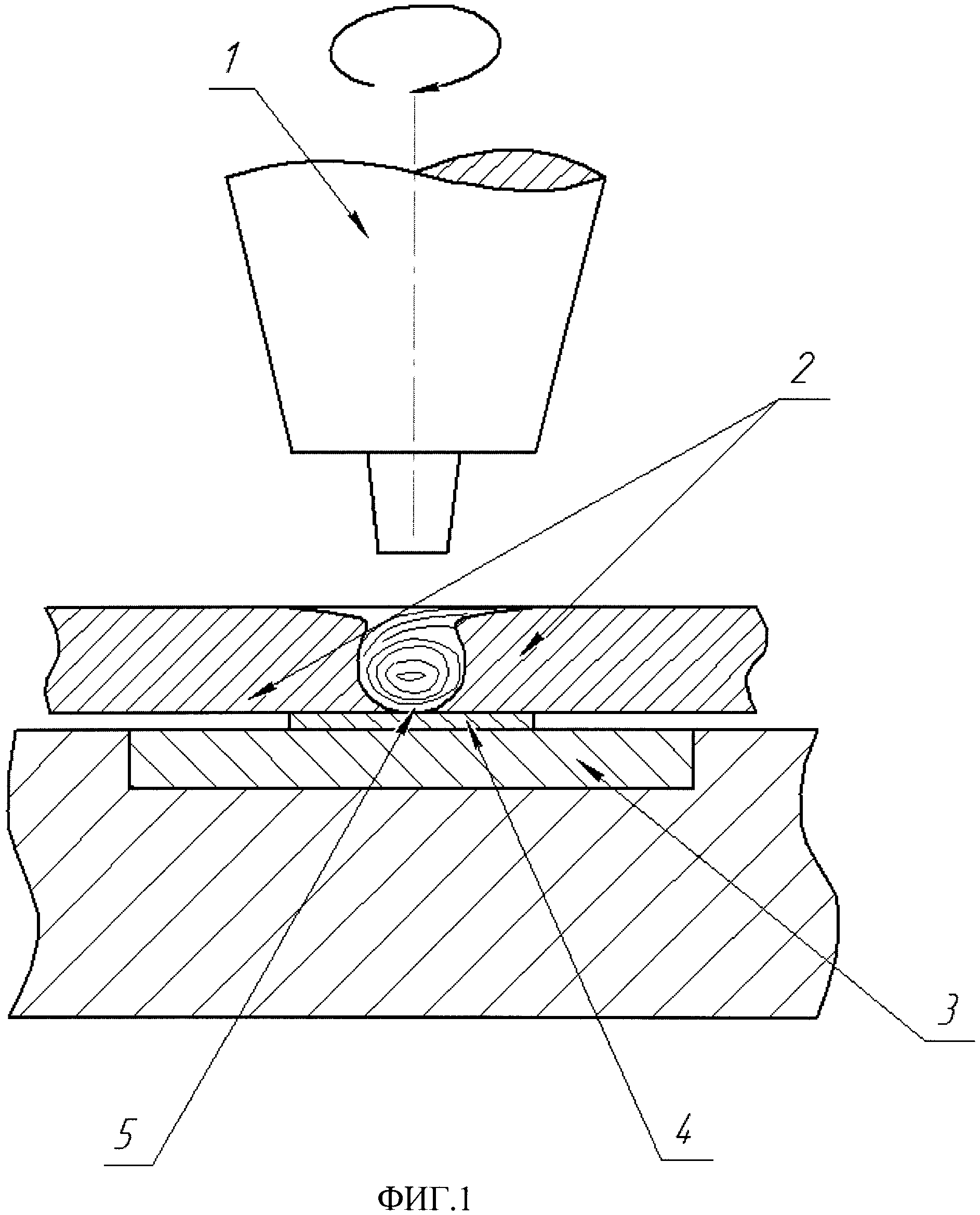 Достаточно обучить сварщика, как правильно настраивать оборудование, остальные процессы проходят в автоматическом режиме.
Достаточно обучить сварщика, как правильно настраивать оборудование, остальные процессы проходят в автоматическом режиме.
Что влияет на качество СТП
Сварка трением с перемешиванием — это процесс постоянно развивающийся. Но уже сейчас можно выделить несколько параметров, влияющих на качество соединения:
- Усилие, создаваемое инструментом.
- Скорость подачи сварочной головки.
- Величина бурта.
- Окружная скорость вращения стержня.
- Угол наклона.
- Усилие подачи стержня.
Манипулирование характеристиками сварки позволяет достигать соединения разнородных металлов. Например, алюминия и лития. Литий благодаря своей малой плотности и высокой прочности может выступать как легирующий компонент деталей из алюминиевых сплавов, что позволяет применять эту технологию в аэрокосмической отрасли.
Сварка трением с перемешиванием может с легкостью заменить ковку, штамповку, литье, когда они применяются для производства деталей из трудно сочетающихся металлов.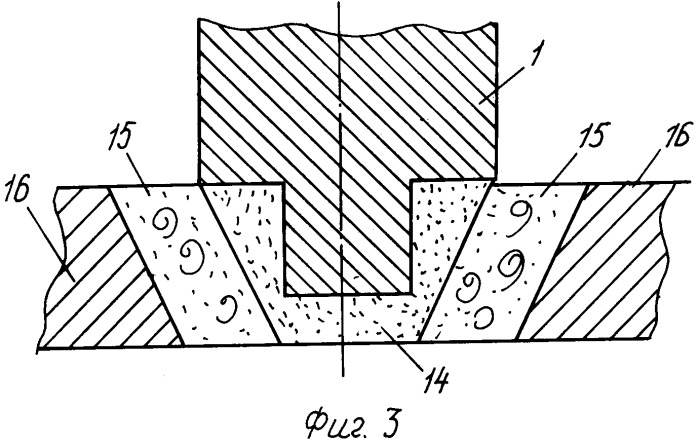 Например, сталей со структурой аустенита и перлита, стали из алюминия или бронзы.
Например, сталей со структурой аустенита и перлита, стали из алюминия или бронзы.
Область применения
Фрикционная сварка изначально разрабатывалась для оборонной промышленности, атомного комплекса. Затем метод стали использовать в машиностроении, электротехнике. Радиальным методом сваривают трубы для добывающей отрасли. Подходит для соединения плохо свариваемых металлов, магниевых, алюминиевых сплавов, цветных металлов, углеродистой, легированной стали, разнородных пластичных сплавов. Технология заменяет клепку, контактную электросварку. Используется для наплавки режущего инструмента, восстановления деталей.
В каких сферах применяется
Такие сферы производства, как автомобилестроение, постоянно работают над тем, как увеличить прочностные качества изделия при уменьшении его массы. В связи с этим непрерывно идет внедрение новых материалов, которые были ранее не свойственны ввиду сложности обработки. Все чаще силовые элементы, такие как подрамники, а иногда и кузова целиком, делают из алюминия или его сочетания с другими материалами.
Так, в 2012 году компания “Хонда” применила аддитивные технологии и сварку трением с перемешиванием для производства подрамников для своих автомобилей. Они внедрили сочетание стали и алюминия.
При производстве сварных элементов кузова из алюминия может возникать прожиг листов металла. Этого недостатка лишена СТП. Кроме того, что потребление электричества снижается в 1,5-2 раза, снижаются затраты на расходные материалы, такие как сварочная проволока, защитные газы.
Кроме производства автомобилей СТП применяется в следующих областях:
- Строительное производство: алюминиевые опорные фермы, пролеты мостов.
- Железнодорожный транспорт: рамы, колесные тележки, вагоны.
- Судостроение: переборки, элементы конструкции.
- Авиастроение: топливные баки, части фюзеляжа.
- Пищепром: различные емкости для жидких продуктов (молоко, пиво).
- Производство электротехники: корпуса электродвигателей, параболические антенны.
Кроме алюминиевых сплавов сварка трением с перемешиванием применяется для получения соединений меди, например, при производстве медных контейнеров для захоронения отработанного радиоактивного топлива.
Достоинства СТП
Исследование СТП позволило подобрать режимы сварки при соединении различных групп сплавов. Несмотря на то, что изначально СТП разрабатывалась для работы с металлами с низкой температурой плавления, такими как алюминий (660 °C), впоследствии стала применяться для соединения никеля (1455 °С), титана (1670 °C), железа (1538 °C).
Исследования показывают, что шов, полученный таким способом, полностью соответствует по своей структуре металлу свариваемых деталей и имеет более высокие показатели прочности, меньшие затраты трудоемкости и низкую остаточную деформацию.
Правильно подобранный режим сварки гарантирует соответствие материала шва и свариваемого металла по следующим показателям:
- усталостная прочность:
- прочность на изгиб и растяжение;
- ударная вязкость.
Технология
Теперь перейдем непосредственно к технологии сварки. Первый этап — это подготовка металла. Она обязательна и выполняется вне зависимости от выбранной вами технологии сварки.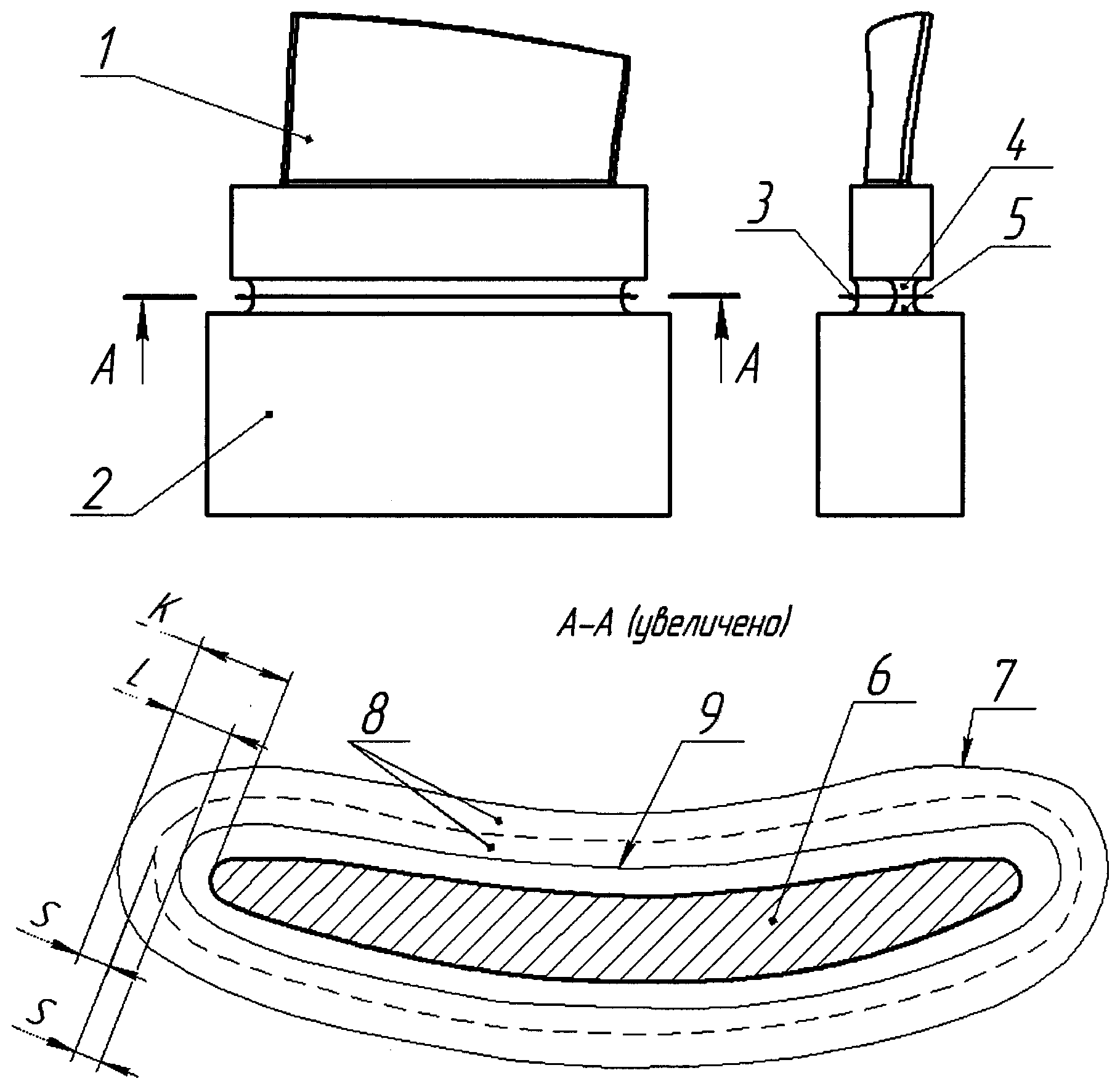 Но при сварке трением подготовка не особенно важна, поскольку все неровности можно исправить. А качество подготовки деталей не влияет на качество готово шва.
Но при сварке трением подготовка не особенно важна, поскольку все неровности можно исправить. А качество подготовки деталей не влияет на качество готово шва.
Так что вы можете разрезать детали с помощью ножниц по металлу или дисковой пилы. Если будут какие-о неровности, то их можно затереть или просто нагревать детали подольше. Вам даже не обязательно удалять загрязнения, масло, признаки коррозии или следы краски, поскольку все эти недостатки нивелируются при нагреве металла.
Куда важнее правильно установить режим сварки, поскольку от этого уже напрямую зависит качество сварного соединения.
Преимущества перед другими видами сварки
СТП имеет множество достоинств. Среди них:
- Нетоксична. В отличие от других разновидностей, здесь нет горения электрической дуги, благодаря которой расплавленный металл испаряется в зоне сварки.
- Увеличение скорости формирования шва, благодаря чему снижается время производственного цикла.
- Снижение затрат на электроэнергию в два раза.
- Отсутствие необходимости в дальнейшей обработке сварного шва. Инструмент для сварки трением с перемешиванием в процессе работы формирует идеальный шов, не требующий зачистки.
- Нет необходимости в дополнительных расходных материалах (сварочной проволоки, технических газов, флюсов).
- Возможность получения соединений металлов, недоступных для остальных видов сварки.
- Нет необходимости в особой подготовке сварочных кромок, за исключением очистки и обезжиривания.
- Получение однородной структуры шва без пор, в результате чего становится проще контроль качества, который регламентирован для сварки трением с перемешиванием ГОСТ Р ИСО 857-1-2009.

Разновидности сварки трением
Инерционная сварка
Инерционная сварка
была изобретена в США и широко там распространена. Инерционная сварка отличается от обычного способа сварки трением лишь тем, что потребляемая из электрической сети энергия, преобразованная электродвигателем в механическую энергию, поступает к месту сварки не непосредственно, а предварительно (в промежутках между сварками) аккумулируется в маховике машины. Эта особенность процесса позволила своеобразно решить некоторые вопросы технологии и конструкцию оборудования.
Эта особенность процесса позволила своеобразно решить некоторые вопросы технологии и конструкцию оборудования.
Процесс инерционной сварки заранее закрепленных в зажимах подлежащих сварке заготовок начинается с того, что маховик машины с помощью электродвигателя приводится во вращение. По мере нарастания угловой скорости маховика в нем нарастает запас кинетической энергии Эк, величина которого определяется из уравнения
где J — момент инерции маховика и связанных с ним вращающихся частей машины; ω — угловая скорость маховика.
Когда накопленная энергия достигнет заданной величины Зmax, необходимой и достаточной для сварки деталей, а угловая скорость достигнет соответственно величины
специальное устройство, реагирующее на величину угловой скорости, сработает и пошлет сигнал на механизм, подключающий шпиндель машины к вращающемуся маховику и отключающий маховик от приводного двигателя.
Одна из свариваемых деталей при этом приводится во вращение; если детали предварительно были прижаты осевым усилием одна к другой, то в стыке начинается процесс тепловыделения. Момент сил трения МT в стыке является единственным (если не считать потерь на трение в узлах машины) тормозным моментом в системе, и, следовательно, им определяется тормозной путь («выбег»)
Момент сил трения МT в стыке является единственным (если не считать потерь на трение в узлах машины) тормозным моментом в системе, и, следовательно, им определяется тормозной путь («выбег»)
и длительность торможения (сварки) tсв; работа трения может быть записана в виде
Совместное решение приведенных выражений позволяет определить время сварки как
где k — коэффициент пропорциональности.
Таким образом, режим сварки данных деталей при уже выбранном для них маховике однозначно определяется лишь двумя параметрами процесса — величиной запасенной энергии и моментом трения в стыке, или иначе — начальной угловой скоростью маховика ωmax и усилием Р (удельным давлением) сжатия деталей.
Как видно из рис. 47, время нагрева при инерционной сварке в несколько раз меньше, чем при обычной сварке трением, что является основной особенностью этой разновидности сварки, определяющей ее технологические преимущества; так, например, кратковременный цикл нагрева-охлаждения позволяет с помощью инерционной сварки соединять такие разнородные материалы, как титан с алюминием и другие сочетания, в то время как при обычной сварке трением это в ряде случаев невыполнимо. Следует, однако, отметить, что в некоторых случаях эта особенность инерционной сварки оказывается вредной: при соединении материалов, склонных к образованию закалочных структур, например быстрорежущей стали с конструкционной, вследствие быстротечности термического цикла соединения получаются хрупкими, в них возможно образование закалочных трещин.
Следует, однако, отметить, что в некоторых случаях эта особенность инерционной сварки оказывается вредной: при соединении материалов, склонных к образованию закалочных структур, например быстрорежущей стали с конструкционной, вследствие быстротечности термического цикла соединения получаются хрупкими, в них возможно образование закалочных трещин.
Значительное сокращение машинного времени инерционной сварки по сравнению с обычной сваркой трением не означает, однако, что производительность процесса также резко возрастает; при одинаковой мощности, потребляемой из сети машинами, и при сварке идентичных заготовок время одного цикла сварки в обеих сравниваемых разновидностях сварки трением практически одинаково, так как при инерционной сварке в качестве составляющей в него входит достаточно большое время разгона тяжелого маховика.
Отрицательной особенностью машин для инерционной сварки следует считать ведение процесса на повышенных угловых скоростях при больших осевых усилиях, что требует применения тяжелых подшипниковых узлов и зажимов, выдерживающих большие радиальные усилия.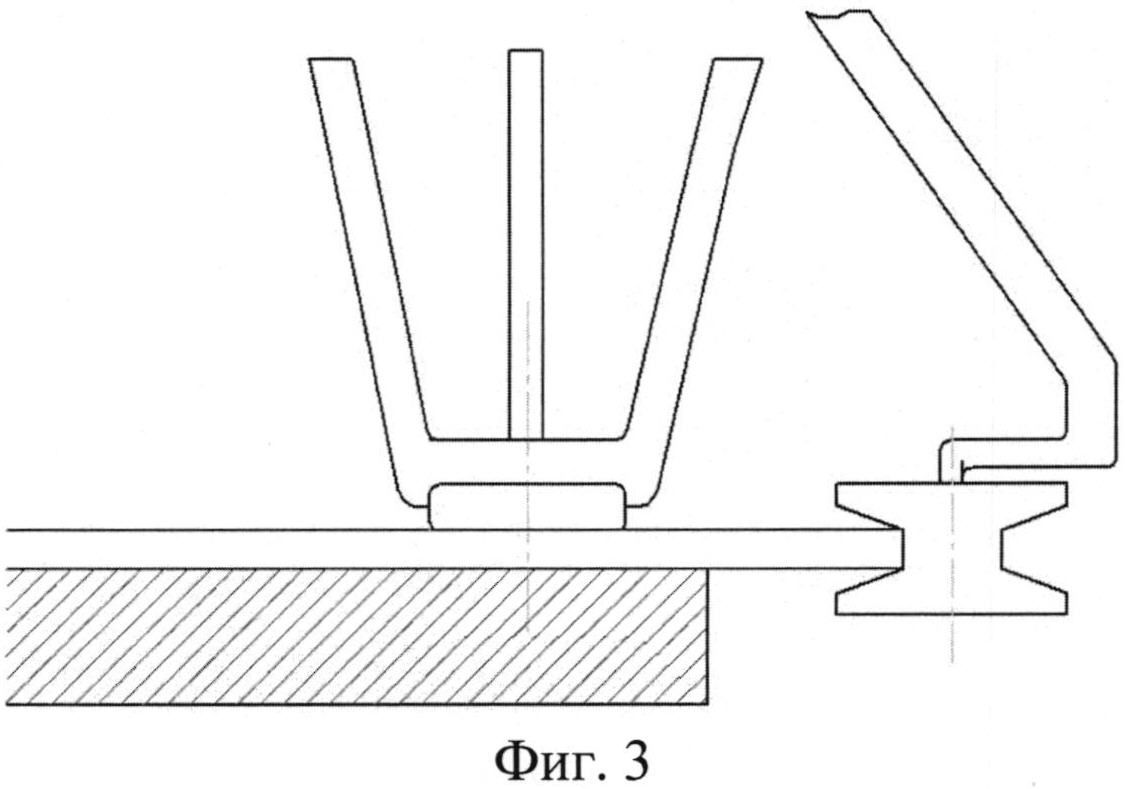 В результате машины для инерционной сварки сложнее, тяжелее и дороже машин для обычной сварки трением, а так как они не отличаются существенно повышенной производительностью, целесообразность их использования ограничивается теми случаями, когда соединяют материалы в сочетаниях, не сваривающихся обычным способом сварки трением (алюминий—титан и др.)
В результате машины для инерционной сварки сложнее, тяжелее и дороже машин для обычной сварки трением, а так как они не отличаются существенно повышенной производительностью, целесообразность их использования ограничивается теми случаями, когда соединяют материалы в сочетаниях, не сваривающихся обычным способом сварки трением (алюминий—титан и др.)
Орбитальная сварка
Орбитальная сварка
является разновидностью сварки трением и отличается тем, что она позволяет осуществлять соединение не только круглых заготовок, но также и заготовок любой произвольной формы сечения. Это достигается путем вращения обеих свариваемых заготовок с одинаковой угловой скоростью в одну и ту же сторону (синхронно и синфазно). При этом, даже если торцы заготовок и были прижаты один к другому, силы трения между ними возникнуть не могут, до тех пор, однако, пока оси вращения обеих заготовок совпадают. Достаточно одну из них сместить параллельно самой себе на некоторую величину эксцентриситета е, как тотчас же в стыке возникнет трение, начнется тепловыделение и т. д.
д.
Эта схема процесса (рис. 48) отличается от других разновидностей сварки трением тем, что каждая точка на торце одной из свариваемых заготовок описывает окружности относительно соответствующей точки на торце второй заготовки с угловой скоростью, равной угловой скорости заготовок. Следовательно, мощность тепловыделения на всей поверхности трения постоянна и определяется, как обычно, величиной удельного давления, которая в данном случае может быть найдена из выражения
а ее численные значения должны лежать в пределах, обычных для сварки трением — от 0,5 до 2 м/с (для черных металлов и алюминия). Процесс тепловыделения завершается в результате принудительного совмещения осей все еще вращающихся заготовок; в то же время к свариваемым заготовкам прикладывается проковочное давление, и их совместное вращение прекращается; к моменту полной остановки деталь оказывается сваренной.
Кроме названной особенности — возможности сварки деталей некруглого сечения, орбитальная сварка обладает другим важным преимуществом — повышенной производительностью.
При орбитальной сварке нет необходимости оси свариваемых деталей совмещать с осью вращения, и, следовательно, вместо одной пары заготовок на планшайбах, смонтированных на шпинделях машины, на разном удалении от оси вращения могут быть закреплены и одновременно свариваться не одна пара заготовок, а несколько таких пар; при этом мощность машины и величина осевого усилия должны быть соответственно увеличены.
Орбитальной сваркой благодаря синхронности вращения заготовок можно осуществлять соединение таких заготовок, которые после сварки должны быть строго сориентированы по углу поворота.
Процесс орбитальной сварки пока еще не нашел промышленного применения, что, вероятно, объясняется недостаточной популяризацией возможностей орбитальной сварки.
Орбитальная сварка. Orbital Welding — ESAB
Видео: ESAB.ru
Как проверяется качество сварного шва
Качество сварки проверяется двумя разновидностями контроля. Первый подразумевает разрушение опытного образца, полученного в результате соединения двух деталей. Второй допускает проверку без разрушения. Применяются такие методы, как оптический контроль, аудиометрическое исследование. Оно помогает определить наличие пор и неоднородных включений, ухудшающих характеристики шва. Результаты звукового контроля представляют собой диаграмму, наглядно показывающую места отклонения акустического эха от нормы.
Второй допускает проверку без разрушения. Применяются такие методы, как оптический контроль, аудиометрическое исследование. Оно помогает определить наличие пор и неоднородных включений, ухудшающих характеристики шва. Результаты звукового контроля представляют собой диаграмму, наглядно показывающую места отклонения акустического эха от нормы.
Недостатки метода
При многочисленных достоинствах метод сварки трением имеет сопутствующие минусы:
- Отсутствие мобильности. СТП предполагает соединение неподвижных деталей, жестко закрепленных в пространстве. Это накладывает на оборудование для сварки трением с перемешиванием определенные свойства, такие как неподвижность.
- Низкая универсальность. Громоздкое оборудование настраивается на выполнение однотипных операций. В связи с этим приспособления для сварки проектируются под конкретные задачи. Например, для сваривания автомобильных боковин на конвейере, и ни для чего другого.
- Сварочный шов имеет радиальную структуру. В связи с этим при определенных видах деформации или при работе детали в агрессивной среде может накапливаться усталость сварного шва.
 В связи с этим при определенных видах деформации или при работе детали в агрессивной среде может накапливаться усталость сварного шва.
В связи с этим при определенных видах деформации или при работе детали в агрессивной среде может накапливаться усталость сварного шва.Разновидности СТП по принципу действия
Сварочные процессы, использующие в основе трение, можно разделить на несколько типов:
- Линейное трение. Суть метода сводится к получению неразъемного соединения не в результате действия вращающегося наконечника, а по причине движения деталей друг относительно друга. Воздействуя на поверхность в точке соприкосновения, они создают трение и, как следствие, высокую температуру. Под давлением происходит расплавление примыкающих частей, и возникает сварное соединение.
- Радиальная сварка. Этот метод применяется для производства емкостей большого диаметра, железнодорожных цистерн. Он сводится к тому, что стыки деталей разогреваются вращающимся кольцом, одетым снаружи. Силой трения оно вызывает температуру, близкую к температуре плавления. Примером предприятия, использующего данную технологию, может служить чебоксарская фирма по производству цистерн “Сеспель”. Сварка трением с перемешиванием занимает основную долю сварочных работ.
- Штифтовая сварка. Данная разновидность заменяет собой заклепочное соединение. Этот вид применяется при соединениях внахлест. Вращающийся штифт в месте соприкосновения разогревает свариваемые детали. От высокой температуры происходит расплавление, и штифт проникает внутрь. Остыв, он создает прочное неразъемное соединение.
 Сварка трением с перемешиванием занимает основную долю сварочных работ.
Сварка трением с перемешиванием занимает основную долю сварочных работ.Применяемое оборудование
Для сваривания используют металлорежущие станки, но они не подходят для длительного применения, быстро выходят из строя. Специальные машины с блоком управления созданы по одному принципу: силовой привод подводится к двигающимся механизмам. Для фиксации свариваемых заготовок предусмотрены зажимные устройства, двигающие механизмы. Работает оборудование в автоматическом или полуавтоматическом режиме (укладка заготовок, выемка готовых изделий производится в ручном режиме). Машины бывают универсальными и под определенную технологию. На некоторых устройствах предусмотрена предварительная подготовка свариваемых поверхностей, заточка и выравнивание кромок.
Разновидности СТП по уровню сложности
Сварочные операции, выполняемые при помощи трения, можно условно разделить на плоскостные и объемные. Главное отличие этих разновидностей в том, что в первом случае сварочный шов формируется в двухмерном пространстве, а во втором в трехмерном.
Так, для плоскостных соединений предприятие по выпуску сварочного оборудования ESAB разработало 2D-установку LEGIO. Она представляет собой настраиваемую систему для сварки трением с перемешиванием различных цветных металлов. Разные размерные группы оборудования позволяют сваривать детали малых и больших размеров. Согласно маркировке оборудование LEGIO имеет несколько компоновок, которые отличаются количеством сварочных головок, возможностью сварки по нескольким осевым направлениям.
Для сварочных работ со сложным положением в пространстве существуют 3D-роботы. Такие аппараты устанавливаются на автомобильных конвейерах, где требуются сварные швы непростой конфигурации. Одним из примеров таких роботов может служить установка Rosio производства ESAB.
Плюсы и минусы
Среди преимуществ сварки трением можно отметить отличное качество сварных швов, высокую производительность сварки и возможности сварки разнородных металлов. Недостатки есть и порой они критичны. Так, например, нельзя варить детали любого размера, поскольку станки рассчитаны под работу с заготовками определенных габаритов. К тому же вы не сможете сварить детали, у которых площадь поперечного сечения больше, чем 150 мм2. В остальном же сварка трением характеризуется, как крайне эффективная.
Сварка трением с перемешиванием алюминиевых сплавов
Среди большого количества самых разных технологий сварки необходимо отметить сварку трением с перемешиванием. Аналогичный процесс не учитывает применение защитных газов и расходных сварочных материалов. При этом можно получить соединение отличного качества. Технология во многих случаях используется при обработке алюминия и остальных сплавов. Рассмотрим принцип процесса и некоторые прочие моменты детальнее.
Принцип процесса
Сварка трением с перемешиванием проходит при использовании специнструмента, который напоминает форму стержня. Среди свойств сварки трением с перемешиванием можно подчеркнуть приведенные ниже моменты:
- Применяемое сварочное оборудование трением с перемешиванием состоит из 2-ух весомых частей: заплечика и бурта, а еще наконечника.
- Инструмент подбирается в зависимости от толщины материала и его типа. Некоторые сплавы отличаются невысокой степенью обрабатываемостью.
- Длина наконечника монтируется в зависимости от толщины детали.
- Такой способ сварки может делаться с присадочным материалом. На момент сварки инструмент крутится с большой скоростью в месте плавления. Давимое приводит к тому, что наконечника внедряется в заготовку на требуемую толщину. При этом заплечник должен затронуть поверхности которая обрабатывается.
- Второй шаг состоит в перемещении инструмента по линии шва с конкретной скоростью. При сильном трении поверхность материалов начинает сильно разогреваться, благодаря чему он начинает становится пластичным. Дефармация проходит одинаково.
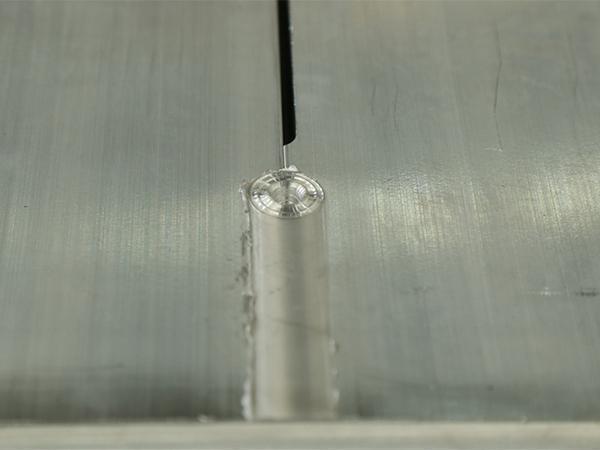 Дефармация проходит одинаково.
Дефармация проходит одинаково.С помощью специализированной установки можно сделать качественное соединение, которое отличается довольно хорошим качеством.
Важные параметры которые оказывают влияние на свойства шва
Необходимо учесть, что некоторые параметры влияют на главные качества образующегося шва. К ключевым можно отнести:
- Скорость перемещения инструмента определяет силу трения, появляющуюся между режущей поверхностью и заготовкой. От этого может зависеть также температура.
- Скоростей вращения инструмента также влияет на температуру в зоне отделке.
- Наклонный угол инструмента также влияет на характерности проведения сварки трение с перемешиванием.
- Геометрические размеры используемого прибора подбираются в зависимости от того, какой необходимо получить соединение.
- Усилие прижатия и перемещения также можно считать наиболее основными параметрами.
При рассмотрении способа сварки трением напомним, что аналогичная технология в наше время очень активно развивается.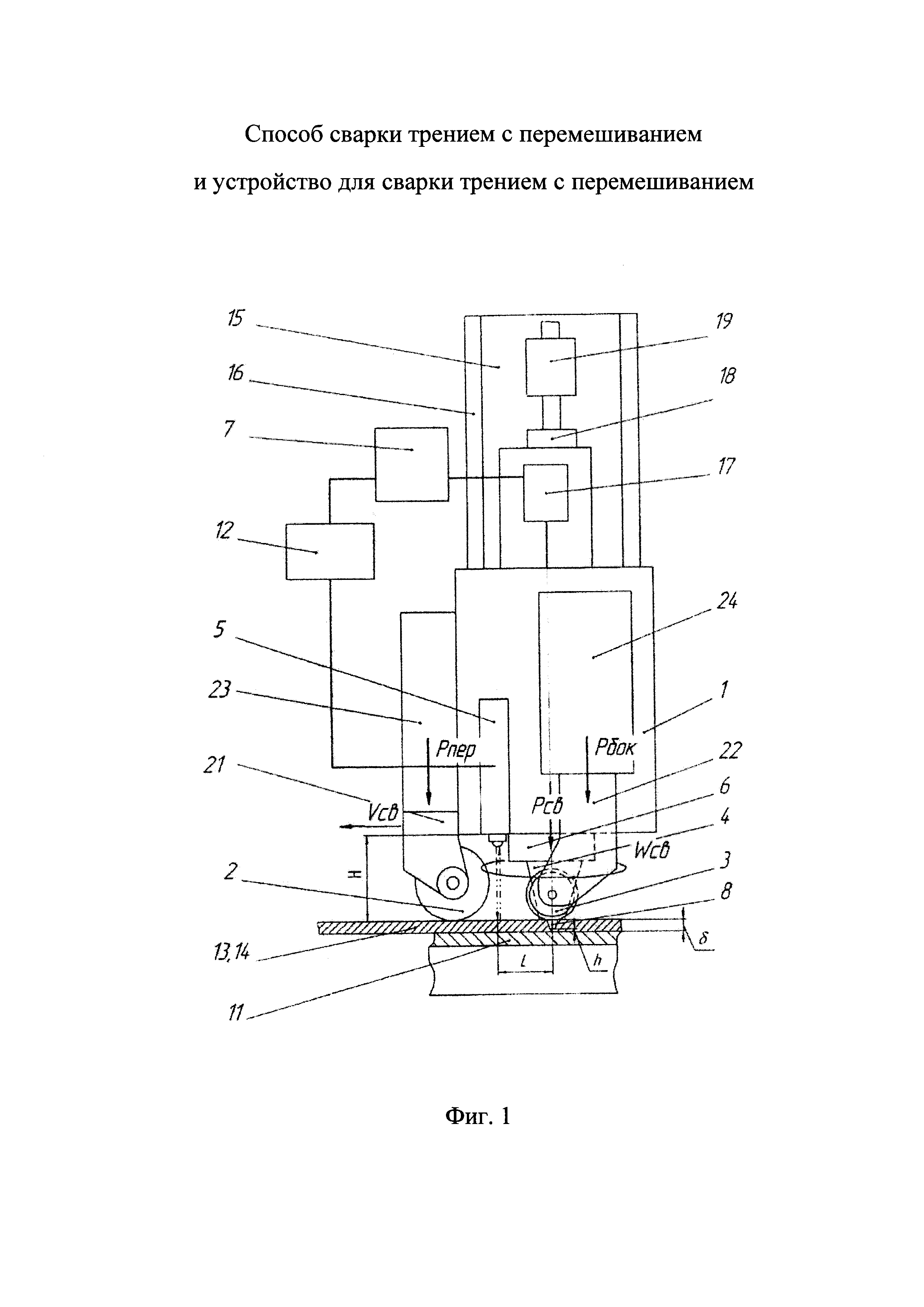 Связывают это с тем, что природный процесс нагрева не приводит к возникновению внутренних деформирований и других недостатков.
Связывают это с тем, что природный процесс нагрева не приводит к возникновению внутренних деформирований и других недостатков.
Главные сфере использования
На данное время рассматриваемая технология применяется во многих случаях при выпуске ТС. Это связано с приведенными ниже моментами:
- При использовании технологии, которая учитывает плавление металла, может возникнет повторяющиеся отверстия тонких стальных листов. Примером можно назвать обработку алюминия.
- Рассматриваемая технология СТП определяет выделение меньшего количества тепла. Собственно поэтому вероятность возникновения аналогичных недостатков незначительна.
- Сварки трением с перемешиванием отличается большой эффективностью, так как ее применение приводит к уменьшению степени потребления энергии вдвое.
- Использование технологии дает возможность уменьшить вес получаемой конструкции.
Все вышеприведенные моменты формируют то, что рассматриваемая технология обрела следующее распространение:
- Кораблестроение.
- Космическая промышленность.
- Электротехническая промышленность.
- Строительство.
- Пищевая промышленность.
- ЖД транспорт.

Сварочное оборудование трением с перемешиванием
Очень часто сварки трением с перемешиванием используется при соединении медных сплавов. Примером можно назвать получение контейнеров, которые можно применять для хранения ядерных отходов и ответственных деталей.
Преимущества
Рассматриваемый метод отличается неограниченным количеством достоинств. Перемешивая заготовки трением можно получить качественный шов. Качество сварки трением перемешиванием увеличивается во время использования самых разных инструментов. Хорошими качествами можно назвать такие моменты:
- Заготовки не надо тщательно готовить. Если рассматривать контактную и иную технологию, то перед непосредственной обработкой поверхность должна быть тщательно очищена от всевозможных загрязнений и быть ровной. В другом случае качество шва будет невысоким, достичь необходимой герметичности не выйдет. В рассматриваемом случае достаточно почистить поверхность от больших и сильно проявляющихся загрязнений.
- Не появляется надобности в особенной подготовке кромок. Некоторые технологии предполагают снятие слоя поверхности металла и проведение отдельных технологических операций, которые дадут возможность значительно увеличить надежность соединения.
- Имеется возможность провести соединение металла, который нельзя обработать традиционным способом. Примером можно назвать материалы, не подающиеся традиционным методам сварки. При этом необходимость в предварительном подогреве зоны обработки почти что не появляется.
- Крепость получаемого соединения очень большая. Собственно поэтому технология может использоваться для получения ответственных изделий с разной сферой использования.
- Нет надобности в применении присадочной проволки. Данный момент значительно уменьшает отпускная цена проводимой работы.
- В месте соединения зернистость небольшая. Благодаря этому увеличивается плотность сварочного шва и его стойкость к очень разного рода влияния.
- Отсутствие пор также благотворно проявляется на качестве полученного соединения. Данное свойство можно связать с тем, что при сильном нагреве проходит выделение самых разных газов и веществ, которые и становятся основой образования пористости.
- Фактически полное отсутствие признаков коробления и термической деформации определяет то, что завершальная обработка требуется очень нечасто.
- В результате проведения работ по сварке при сварке трением с смешивание изделие фактически сразу готово к использованию. При этом нет надобности в проведении каких-нибудь подготовительных действий.
- Не увеличивается степень реакции поверхности на влияние внешней среды. Иначе говоря материал не покрывается коррозией.
- При проведении процедуры на момент сварки трением с перемешиванием не появляется ядовитых газов либо иных выделений. По мимо этого, более распространенные методы, сформированые на влиянии тока, приводят к появлению электрической дуги, которая оказывает неблагоприятное воздействие на оператора и находящихся вокруг при условиях отсутствия спецсредств индивидуальной защиты.
- Уменьшается длительность цикла производства приблизительно на 50% если сравнивать с остальными популярными способами.
- Экономия на количестве используемой энергии составляет 20%.
 В рассматриваемом случае достаточно почистить поверхность от больших и сильно проявляющихся загрязнений.
В рассматриваемом случае достаточно почистить поверхность от больших и сильно проявляющихся загрязнений.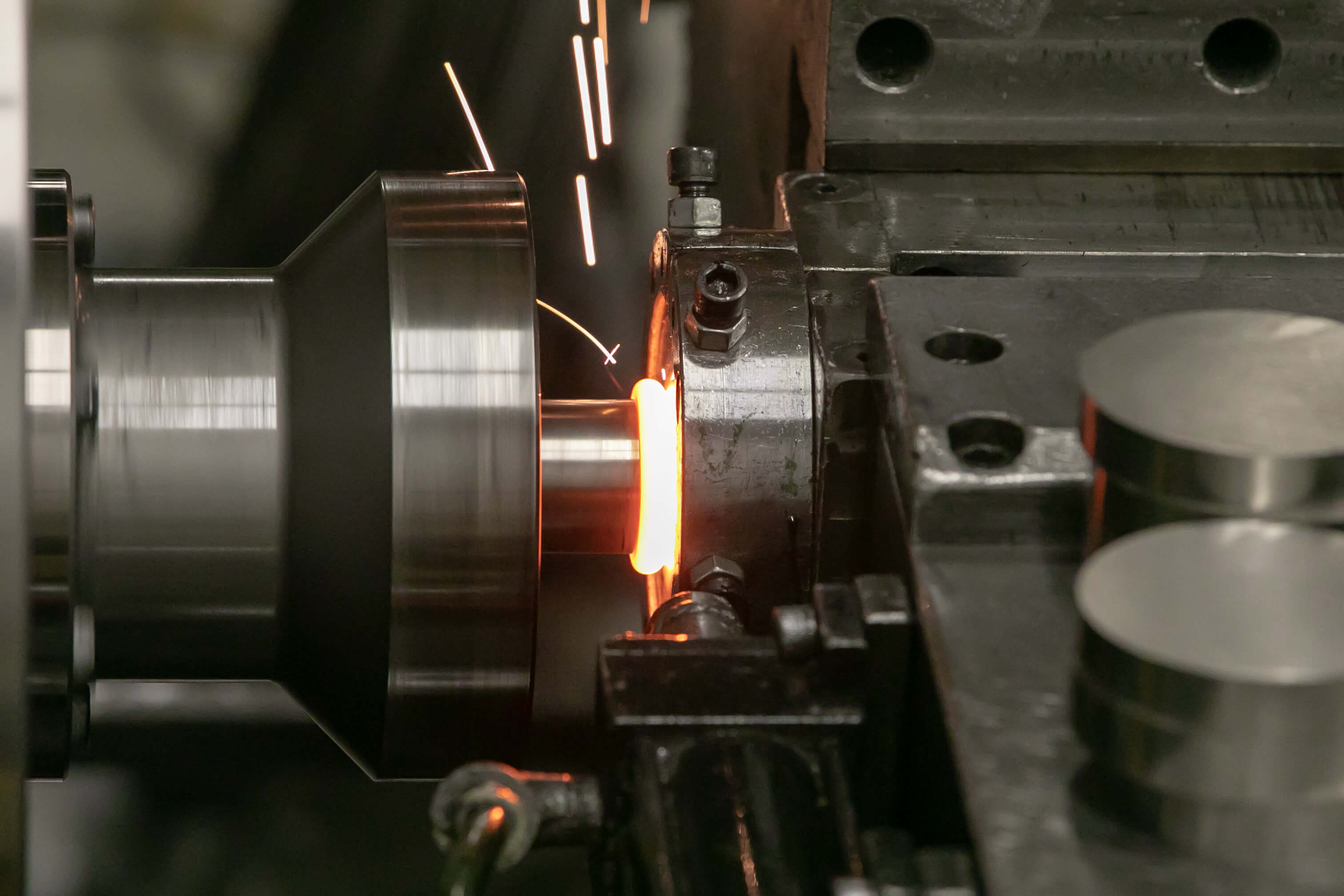

Как раньше было отмечено, получение бездефектных швов на сплавах определило большое распространение сварки трением с перемешиванием. Примером можно назвать получение кузовных деталей.
Минусы
У проводимой процедуры также существует несколько минусов, которые необходимо брать во внимание. Примером можно назвать возможность нарушение сплошности шва. По мимо этого, некоторые сплавы в малой степени склонны к действию силы трения.
Совершенствование рассматриваемого способа определило то, что на поверхности шва появляются изъяны в самых крайних случаях. Практически всегда это бывает при нарушении технологии и применении низкокачественного инструмента.
Технологичные возможности у рассматриваемой процедуры довольно обширны. Примером назовем такие моменты:
Примером назовем такие моменты:
- Автоматизация процесса.
- Получение надежных изделий при незначительных материальных затратах.
- Получение шва без сильного наплыва металла.
Медная сварка и стали
Как раньше было отмечено, сварка трением с перемешиванием в наше время очень активно развивается. Собственно поэтому в перспективе может возникнет оборудование с более большим коэффициентом продуктивности.
Характерности формирования соединений при использовании СТП
Как раньше уже было отмечено, сварка трением с перемешиванием отличается достаточно достаточным количеством свойств. Среди главных нюансов, касающихся формирования соединения, можно подчеркнуть приведенную ниже информацию:
- Нагрев металла проходит понемногу до температуры, которая не приводит к изменению ключевых параметров.
- Температура увеличивается только в одном локальном месте. Благодаря этому обеспечивается большое качество получаемого соединения.
- При воплощении советов по проведению рассматриваемой процедуры изъяны появляются очень нечасто. Собственно поэтому во многих случаях достаточно провести зрительный осмотр места соединений для контроля качества.

Новейшее оборудование дает возможность получать самый маленький шов, которые после завершальной обработки фактически невиден. Большое распространение рассматриваемого метода также можно связать с тем, что она подойдет для работы с труднообрабатываемыми металлами.
Сварка трением с перемешиванием – быстро развивающаяся технология, которая в наше время очень часто внедряется в различное производство.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
ЭВОЛЮЦИЯ МИКРОСТРУКТУРЫ, СОСТАВА И ТВЕРДОСТИ ПЛАСТИН ИЗ АЛЮМИНИЕВОГО СПЛАВА AA2024 В ПРОЦЕССЕ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ПОД ВЛИЯНИЕМ УДЕЛЬНОГО ДАВЛЕНИЯ НА ИНСТРУМЕНТ
На набегающей стороне размер рекристаллизованных
удлиненных зерен в направлении от основного материала к
ЗТВ уменьшается от 80 мкм до 25 мкм (рис. 6: 1, 2). Зона тер-
6: 1, 2). Зона тер-
момеханического влияния (ЗТМВ) и ядро состоят из равноо-
сных зерен (рис. 6: 3). В ядре на НС и СС обнаружены зоны
Гинье-Престона-Багаряцкого (ГПБ) (рис. 6: 4, 5). Порядок
расположения атомов в ГПБ подобен порядку расположения
атомов в стабильной S(Al2CuMg)-фазе с сильными упругими
искажениями на границе зона-матрица. Кристаллическая ре-
шетка ГПБ полностью сопряжена с решеткой матрицы [14].
Область 1 показывает протяженность снижения твердости в
ядре с 140 HV на НС до 90 HV на СС в связи с уменьшением ко-
личества выделяющихся наноразмерных выделений. Твердость
ЗТВ и ЗТМВ на сбегающей стороне уменьшается до твердости
основного материала в связи с укрупнением зерен (рис. 6: 6).
Динамика повышения твердости сварного шва по сечению
при увеличении удельного давления приведена в таблице 3.
При понижении удельного давления уменьшается ширина шва
в донной области с 9 мм при 230 МПа до ~8,0 мм при 180 МПа
и наблюдается сдвиг корня шва вправо. Снижение твердости
Снижение твердости
от верхней к донной части шва вызвано неоднородным пере-
мешиванием материала в процессе СТП, увеличением дефек-
тов кристаллического строения (дислокаций) и коагуляцией
выделившихся фаз, вследствие уменьшения температуры и
механического воздействия.
Таблица 3
Твердость сварного шва по сечению в зависимости от
удельного давления (HV)
qр,
МПа
Части сварного шва
Верхняя Центральная Донная
180 125 105 95
205 140 110 100
230 140…145 130.. .135 118.. .120
Установлено, что твердость основного материала в нор-
мальном направлении от верхней части образца повыша-
ется на 5–8 HV, а в поперечном направлении при удале-
нии на 18-19 мм от центральной линии сварного шва — на
8–10 HV. Для объяснения данного изменения твердости съем-
ка образцов в донной части сварного шва была проведена
параллельно плоскости прокатки.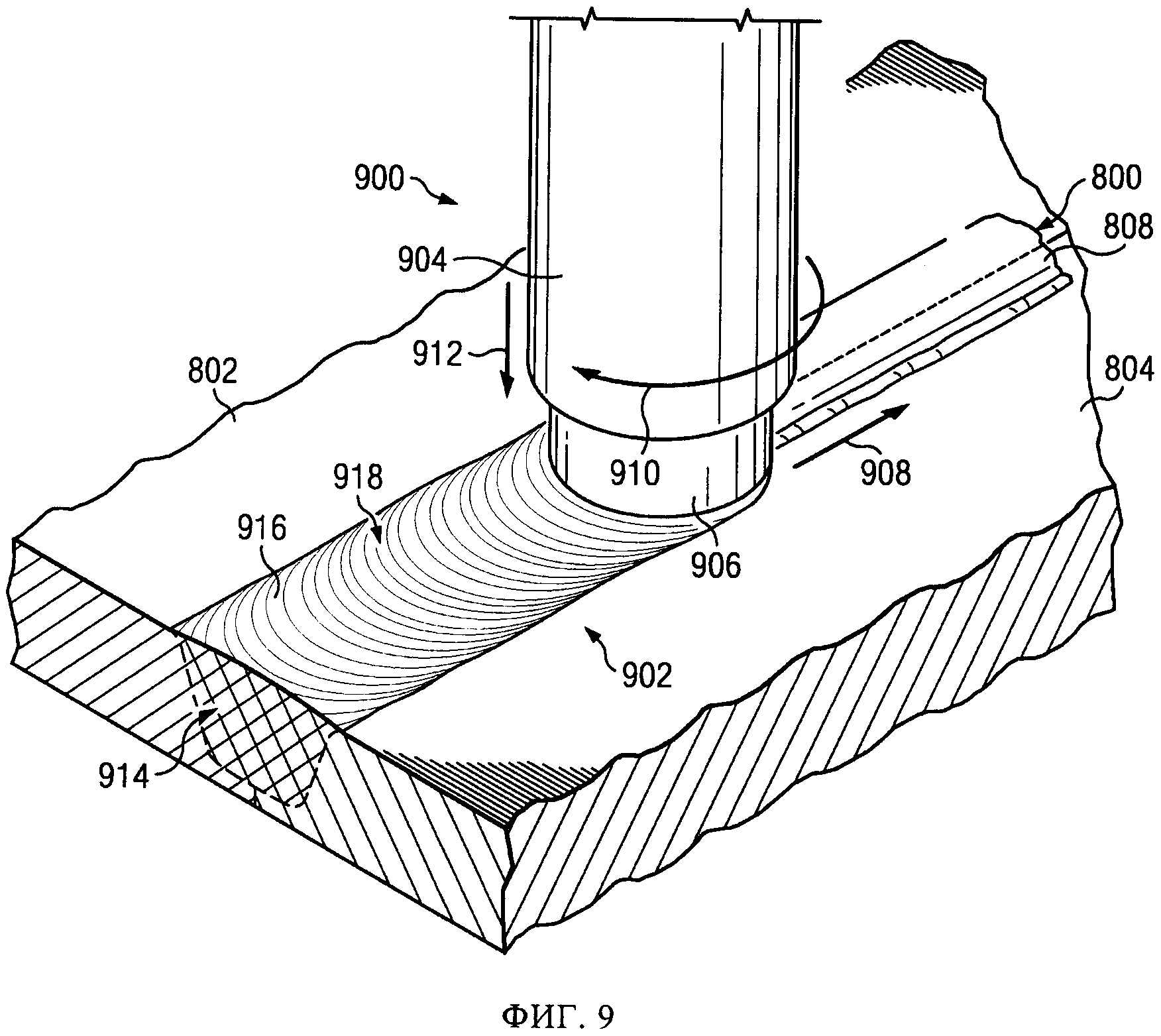 В области полос скольже-
В области полос скольже-
ния, ориентиро-
ванных в направ-
лении прокатки,
обнаружены вы-
деления упрочня-
ющей стабильной
фазы CuAl2, по-
влекшие за собой
повышение твер-
дости основного
материала в дон-
ной части свар-
ного шва (рис. 7).
Полосы скольже-
ния в средней и верхней части шва не обнаружены.
Элементный состав шва в зависимости от величины удельно-
го давления. Меньшая твердость сварного шва в донной области
по сравнению с другими частями также объясняется наличием
пор и другим химическим составом, вызванным неоднородным
перемешиванием материала в процессе СТП (см. границу между
центром и дном сварного шва на рис. 4). Результаты рентгено-
спектрального анализа зон сварных швов приведены в табл. 4.
Сварной шов по химическому составу отличается от ос-
новного материала АА2024-Т4 только по содержанию меди.
Установлено незначительное превышение на 0,1-0,2% содер-
жания меди в сварных соединениях относительно основного
материала.
Выводы
Повышение удельного давления на инструмент приводит
к росту температуры в ядре сварного шва, повышению сте-
пени перемешивания его материала, измельчению зерна до
2…10 мкм, формированию симметричного сварного шва, об-
разованию на начальном этапе старения наноразмерных зон
ГПБ и, в конечном итоге, к повышению твердости сварного
шва и минимальному снижению твердости к его донной части.
Фазовые изменения, приводящие к росту твердости, проте-
кают только при оптимальном удельном давлении на инстру-
мент. В ядре сварного шва образуются наноразмерные зоны
ГПБ, порядок расположения атомов в которых подобен рас-
положению атомов в стабильной S(Al2CuMg)-фазе с сильными
упругими искажениями на границе зона-матрица. В основном
материале упрочняющая стабильная фаза CuAl2 выделяется
в донной части шва, как в нормальном, так и в поперечном
направлении.
Таблица 4
Химический состав сварного шва в зависимости от удельного давления
Элемент Si Fe Cu Mn Mg Cr Zn Ti Другие Al
Действительно значение
(масс. %) при qр (МПа)
180 0,38 0,47 5,10 0,37 1,16 0,008 0,02 0,03 0,07 основа
205 0,38 0,48 5,15 0,37 1,18 0,007 0,02 0,06 0,03 основа
230 0,39 0,47 5,00 0,39 1,21 0,007 0,02 0,06 0,03 основа
Рис. 7. Выделение упрочняющей фазы
CuAl2 в основном материале
ISSN 2071-5234. Сварка и Диагностика. 2015. № 5 20
Наука и техника
Сварка трением с перемешиванием алюминия и его сплавов — Страница 3 — Остальные вопросы
Сварка трение с перемешиванием обеспечивается за счет очень качественной подгонки двух поверхностей. Зазоры, провалы и т.п. не допустимы. Сварка осуществляется на холодную. Конечно в пятне перемешивания, там температура пластичности. Но алюминий, до красна … В ТИГ сварке, я не видел красного алюминия после того как ванна закристализавалась.
Используется специальный инструмент. Головка в неком виде похожа на центровочное сверло. Сразу же этим инструментом осуществляется и поверхностная фрезеровка. Поэтому после сварки идет утонение материала, что для шва дает порядка 95% прочности основного материала.
Головка в неком виде похожа на центровочное сверло. Сразу же этим инструментом осуществляется и поверхностная фрезеровка. Поэтому после сварки идет утонение материала, что для шва дает порядка 95% прочности основного материала.
Но не все так просто, как они показали. И удивительно лично для меня, должны были проведены 1000 + 1 испытания. В серию точно не должно было это пойти. Должны были запустить несколько тестовых баков с таким видом сварки.
Посмотрите «СЕСПЕЛЬ». Завод в Чебоксарах для сварки алюминиевых полуприцепов использует именно этот вид сварки. Результат отличный но не все радужно. Обварку горлышек и прочей нависухи, все равно делают ТИГ сваркой. Сварка очень щепетильна к зазорам и смене высоты. Поэтому только гарантированное прилегание и простое в пространственном положении варится.
Но в руках интересно держать, что было из двух элементов, а сейчас это одно целое. А шва как бы и нет…
P.S. разновидность сварки алюминия из периода СССР, сварка на постоянном токе на обратной полярности плазмой. Лично у меня опыт без разделки кромок 15 мм алюминия за один проход продавливал. Т.е. корень шва получается и усиление шва сразу же. Но очень интересно, точнее очень не приятно, когда алюминий в жидком состоянии начинает кипеть… Но это уже другая история. Для сталей использовали ТИГ сварку погруженной дугой. А вот трение с перемешиванием, я не помню на наших заводах. Наверное все же из-за бугра пришла технология. И на сколько понимаю, что имеется ограничение по толщине материала, не весь можно так вот сварить.
Лично у меня опыт без разделки кромок 15 мм алюминия за один проход продавливал. Т.е. корень шва получается и усиление шва сразу же. Но очень интересно, точнее очень не приятно, когда алюминий в жидком состоянии начинает кипеть… Но это уже другая история. Для сталей использовали ТИГ сварку погруженной дугой. А вот трение с перемешиванием, я не помню на наших заводах. Наверное все же из-за бугра пришла технология. И на сколько понимаю, что имеется ограничение по толщине материала, не весь можно так вот сварить.
а пока искал видео, забавный станочек попался….
selco, видео с болгаркой, довольно информационное получается. В целом дает понимание процесса.
Сообщение отредактировал copich: 19 Октябрь 2020 20:00
Особенности формирования сварного соединения при сварке трением с перемешиванием алюминиевого сплава
Подробности- Подробности
-
Опубликовано 15. 05.2016 12:02
- Просмотров: 2844
 05.2016 12:02
05.2016 12:02
Одним из главных направлений снижения массы конструкции и, тем самым, повышения весовой эффективности современных изделий авиакосмической техники является применение алюминиево-литиевых сплавов.
За рубежом алюминиево-литиевые сплавы широко применяют ведущие производители авиационной техники (Airbus, Boeing, Bombardier и др.). Большинство сплавов за рубежом разработаны на базе системы AI—Си—Li, в основном фирмами Alcoa и Alcan: 2297, 2099, 2195, в России — ГНЦ РФ ФГУП «ВИАМ».
Изготовление крупногабаритных сварных конструкций из высокопрочных алюминиеволитиевых сплавов связано с большими сложностями вследствие значительной их склонности к образованию горячих трещин.
В большинстве публикаций подтверждены преимущества СТП по сравнению с другими технологическими процессами сварки по показателям остаточных напряжений, возможности получения соединений сплавов с ограниченной свариваемостью, трудоемкости, экологичности, а также по всему комплексу механических характеристик сварных соединений. Кроме того, при использовании СТП по сравнению с методами сварки плавлением значительно снижается количество дефектов на 1 м шва.
Кроме того, при использовании СТП по сравнению с методами сварки плавлением значительно снижается количество дефектов на 1 м шва.
Однако в случае отклонения от оптимальных значений основных технологических параметров сварки (скорости перемещения и частоты вращения инструмента, усилия прижатия, угла наклона инструмента и его конструкции) возникают дефекты в сварном шве, отличные от дефектов, характерных для сварки плавлением. Поэтому поиск причин образования дефектов, их идентификация и выбор методов контроля для корректировки технологических параметров весьма актуальны.
В данной работе исследовали заготовки из плит сплава В-1469 в закаленном состоянии (Т)и после закалки и искусственного старения (Т1), полученные СТП на экспериментальной установке на базе вертикально-фрезерного станка и на установке TWI (Великобритания). На опытной установке сваривали заготовку толщиной 4 мм, а на установке — толщиной 30—35 мм.
Для предотвращения расхождения кромок при отработке технологического процесса СТП заготовок толщиной 4 мм стыковое соединение фиксировали на прихватах, выполненных в начале и конце стыка ручной аргонодуговой сваркой.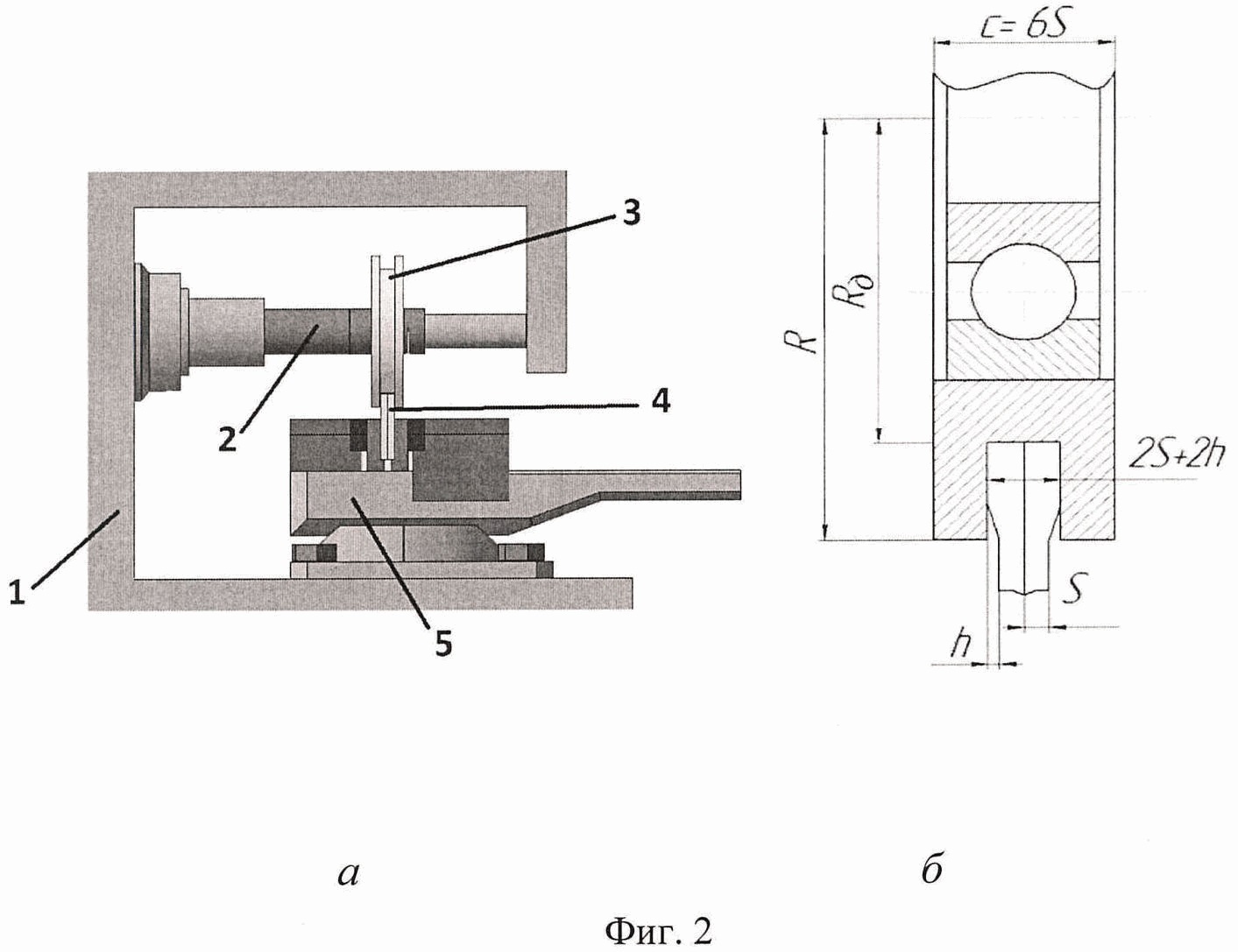
Установили, что причина снижения механических свойств сварных соединений — наличие различного рода дефектов («тоннельный дефект», схватывание с подкладкой, оплавление металла, рыхлота, расслоение), возникновение которых связано с конструкцией инструмента и оснастки, а также режимами сварочного процесса.
К дефектам, связанным с инструкцией инструмента, можно отнести непровары. Их можно наблюдать на сварных соединениях, полученных СТП с использованием инструмента с гладким рабочим стержнем. Так называемый «тоннельный дефект» также может быть вызван конструкцией инструмента. С учетом требований интенсивного перемешивания металла выбрали конструкцию инструмента, рабочий стержень которого имеет форму усеченного конуса со спиральной нарезкой на поверхности.
С целью исключения образования дефектов типа непроваров (при недостаточной глубине погружения инструмента в стык) или приваривания деталей к подкладке (при большой глубине погружения) в процессе сварки поддерживали глубину погружения инструмента, равную 0,8—0,9 толщины свариваемого металла, а также использовали формирующую подкладку с низкой теплопроводностью (титановый сплав).
Наибольшее количество дефектов, возникающих при СТП, связаны с режимами сварки. Из-за несоблюдения режима может возникать расслаивание металла или недостаточный его разогрев, что может привести к поломке рабочего стержня инструмента из-за высоких изгибающих нагрузок или к образованию недостаточно перемешанной «глыбообразной» структуры. Результаты исследований показали, что для данного сплава оптимальное формирование сварного соединения на образцах толщиной 4 мм достигается при скорости вращения инструмента со = 1000 об/мин, скорости сварки 130 мм/мин и угле наклона инструмента а = 2°, при которых обеспечивается необходимый нагрев металла заготовок и получение бездефектного сварного соединения.
Влияние скорости вращения инструмента и скорости сварки (50, 75 и 125 мм/мин) на внешний вид соединения при сварке плит толщиной 35 мм.
Для оценки качества соединений и выявления внешних и внутренних дефектов использовали следующие методы контроля: внешний осмотр, рентгеновский, капиллярный методом красок, ультразвуковой.
Для рентгеновского контроля применяли рентгеновский аппарат с мягким излучением при ускоряющем напряжении не более 40 кВ. В данном исследовании применяли рентгеновский аппарат «Руслан» с регистрацией дефектов на пленку РТК.
Рентгеновским контролем выявляют все дефекты типа несплошностей, полостей и «тоннельного». Данный метод не позволяет выявить «слипание» в корне шва.
Наличие «тоннельного» дефекта в соединении можно определить визуально, если подвергнуть осмотру кратер от инструмента.
При капиллярном контроле сварных соединений применяли два вида реактивов: ИМ15-В (реактивы, смываемые ацетоном, уровень чувствительности 1—2 мкм) и реактивы SPOTCHECK компании MAGNA-FLUX (реактивы на водной основе, уровень чувствительности 1—10 мкм). Оба вида реактивов выявляют поверхностные дефекты, а также слипание в корне шва. Картина дефекта при использовании реактива ИМ15-В получается более четкой.
При контроле соединения, у которого не был удален корень шва наряду с выявлением слипания по середине шва с корневой стороны капиллярный метод идентифицирует границы выступающего металла в качестве дефекта. В случае зачистки корня шва заподлицо с поверхностью образца выявляется только слипание по оси шва.
В случае зачистки корня шва заподлицо с поверхностью образца выявляется только слипание по оси шва.
Для ультразвукового контроля использовали преобразователь (с углом наклона пьезопластинки 67°), создающий поверхностную волну. Для приема сигнала применяли стандартный дефектоскоп с частотой 2,5 МГц.
С помощью ультразвукового контроля выявили наличие слипания в корне шва на тех же участках сварного шва, на которых дефекты были выявлены капиллярным методом.
Как уже отмечалось, наибольшее количество дефектов, возникающих при СТП, связаны с параметрами режима сварки, и гарантированно выявляется методом рентгенографического контроля. Скорость вращения инструмента значительно влияет на выделяющуюся в ходе процесса теплоту.
Установили, что при определенных соотношениях между частотой вращения инструмента и скоростью сварки наблюдается образование непровара в шве со стороны набегания инструмента. Этот дефект может как выходить на лицевую поверхность шва, так и располагаться в пределах толщины свариваемого металла. В первом случае наличие непровара выявляется визуальным осмотром, а во втором — рентгеновским контролем.
В первом случае наличие непровара выявляется визуальным осмотром, а во втором — рентгеновским контролем.
При превышении частоты вращения инструмента оптимального значения для данной скорости сварки могут возникать локальные оплавления металла, что сопровождается снижением механических характеристик сварного соединения.
В случае, когда длина рабочего стержня инструмента меньше толщины свариваемых образцов на 0,5—1,0 мм, в корне соединения образуется четко выраженный непровар. Наличие непровара определяется визуально, а также с помощью рентгеновского контроля и метода красок.
При оптимальном соотношении между толщиной образца и длиной рабочего стержня инструмента наблюдается сквозное формирование деформированной структуры на всю толщину образцов. В отдельных случаях с корневой стороны соединения металлографическим анализом выявили наличие слипания высотой 0,15—0,22 мм, которое не затрагивает сечение образца. Такой тип дефекта выявляется только ультразвуковым или капиллярным методом контроля.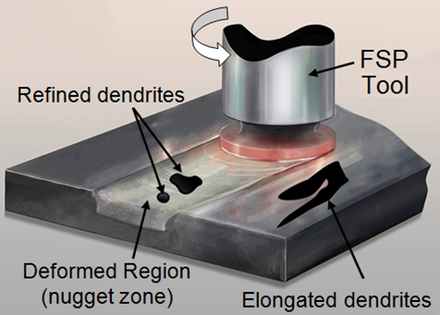
В процессе исследований при изготовлении образцов для механических испытаний выявлено наличие на отдельных образцах несплошностей в металле шва.
Выявление таких дефектов не представляет особой сложности для капиллярного метода контроля (на вырезанном образце для механических испытаний), но довольно проблематично при контроле сварного образца до механической обработки.
Таким образом, основные виды дефектов СТП (несплошности, «тоннельный» дефект, непровары, слипания) гарантированно выявляются методом рентгеновской дефектоскопии. Для выявления несплавления «слипания» в корне шва целесообразно применять капиллярный и ультразвуковой методы контроля.
СТП на промышленной установке TWI плит из сплава В-1469 толщиной 30—35 мм позволила получить качественные сварные соединения с формированием равноосной мелкозернистой структуры зерна размером 5—11 мкм в ядре сварного соединения и отсутствием дефектов в шве и переходной зоне.
Для заготовок, полученных на установке TWI, оценку механических свойств проводили на образцах, вырезанных из различных зон по высоте сварного соединения и на целых образцах толщиной 30 мм непосредственно после сварки и проведения старения по режиму: 160 °С, 40 ч (см. таблицу).
таблицу).
Результаты механических испытаний показали, что прочность сварного соединения плит из сплава В-1469Т составляет 0,8—0,85 прочности основного материала при высоких значениях ударной вязкости и хорошей пластичности. Применение термической обработки сварного соединения по режиму термической обработки основного материала позволяет повысить уровень прочности сварного соединения до 0,9 прочности основного материала в состоянии Т1. Сварные соединения, выполненные на плите в состоянии Т1, имеют прочность, равную приблизительно 0,7 прочности основного материала.
Оценка механических свойств по высоте сварного соединения, выполненного на установке TWI, показала, что максимум прочности соответствует средней части соединения, а минимум — нижней. Ударная вязкость сварных соединений имеет высокие значения: 400—600 кДж/м2. Значения пластичности аналогичны значениям, полученным при сварке на опытной установке заготовок толщиной 4 мм. Различия в значениях ударной вязкости можно объяснить тем, что при сварке на опытной установке происходит худшее формирование соединения и возникновение большего количества дефектов.
Фрактографический анализ показал, что причиной снижения механических свойств сварных соединений, выполненных СТП, может быть наличие таких структурных дефектов, как слоистость, которая возникает при недостаточном перемешивании металла рабочим инструментом. Повторные проходы СТП позволяют устранить данный дефект и повысить механические свойства сварных соединений. Так же использование предохранителей помогает держать сварочную дугу стабильной и постоянной.
При увеличении скорости вращения инструмента возникает вероятность образования рыхлот и оплавлений по границам зерен, что обусловлено повышенным разогревом соединения при сварке, и также может вызывать снижение механических свойств.
Выводы
1. Установлено, что при сварке трением с перемешиванием алюминиевых сплавов возможно возникновение дефектов в виде несплошностей, расслоений, рыхлот, «слипания», а также специфического «тоннельного» дефекта, большинство из которых связаны с параметрами режима сварки и гарантированно выявляются методом рентгенографического контроля. Для выявления «слипания» в корне шва целесообразно применять капиллярный и ультразвуковой методы контроля.
Для выявления «слипания» в корне шва целесообразно применять капиллярный и ультразвуковой методы контроля.
2. Для каждой марки сплава и толщины свариваемых деталей при использовании конкретной формы рабочего инструмента должно существовать определенное соотношение между частотой вращения инструмента и скоростью сварки, при котором обеспечивается получение бездефектных швов с максимальными значениями механических свойств.
3. Прочность сварных соединений плит из сплава В-1469 для различных вариантов термической обработки материала перед сваркой составляет 0,7—0,85 прочности основного материала при высоких значениях ударной вязкости и пластичности.
Читайте также
Добавить комментарий
Что такое сварка алюминия с перемешиванием трением?
Q — Я слышал о сварочном процессе под названием Сварка трением с перемешиванием. Судя по всему, это довольно новый способ сварки алюминия.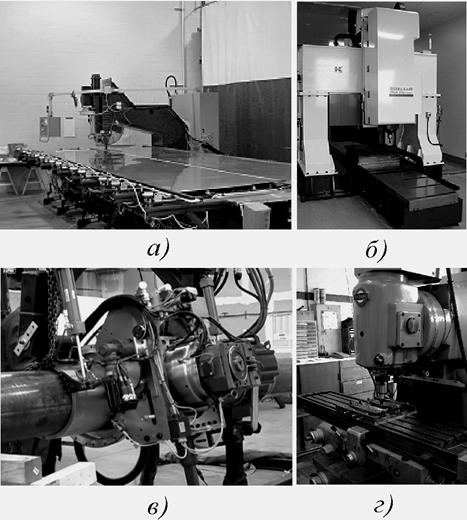 Не могли бы вы дать мне некоторую информацию об этом процессе и типах приложений, для которых он используется?
Не могли бы вы дать мне некоторую информацию об этом процессе и типах приложений, для которых он используется? A — Процесс сварки трением с перемешиванием (FSW), изобретенный в 1991 году, был разработан и запатентован Институтом сварки (TWI) в Кембридже, Великобритания.Первые специализированные и коммерчески доступные аппараты для сварки трением с перемешиванием были произведены ESAB Welding and Cutting Products на своем заводе по производству оборудования в Лаксе, Швеция. Развитие этого процесса было значительным отличием от традиционных процессов сварки трением с вращательным движением и линейным возвратно-поступательным движением. Это обеспечило большую гибкость в группе процессов сварки трением.
Обычный процесс ротационной сварки трением требует, чтобы по крайней мере одна из соединяемых частей вращалась, и имеет практическое ограничение соединения компонентов правильной формы, предпочтительно круглых в поперечном сечении и ограниченной по длине.![]() Короткие трубы или круглые прутки одинакового диаметра — хороший пример.
Короткие трубы или круглые прутки одинакового диаметра — хороший пример.
Линейный возвратно-поступательный процесс также требует перемещения соединяемых деталей. В этом процессе используется прямолинейное движение вперед и назад между двумя частями для создания трения. В этом процессе не так важна регулярность соединяемых частей; однако перемещение детали во время сварки имеет важное значение.
Очевидным ограничением обоих этих процессов является ограничение конструкции соединения и геометрии компонентов.По крайней мере, одна из соединяемых частей должна иметь ось симметрии и быть способной вращаться или перемещаться вокруг этой оси.
При сварке трением с перемешиванием (FSW) можно изготавливать стыковые соединения или соединения внахлест в широком диапазоне толщины и длины материалов. Во время FSW тепло генерируется за счет трения нерасходуемого инструмента о подложку, предназначенную для соединения, и за счет деформации, возникающей при пропускании инструмента через соединяемый материал. Вращающийся инструмент создает объемный нагрев, поэтому по мере продвижения инструмента создается непрерывное соединение.FSW, как и другие типы сварных швов трением, в основном является твердотельным по своей природе. В результате сварные швы трением с перемешиванием не подвержены дефектам, связанным с затвердеванием, которые могут препятствовать другим процессам сварки плавлением. Схема процесса FSW представлена на рис. 1. Детали, предназначенные для соединения, обычно располагаются встык. Затем вращающийся инструмент приводится в контакт с заготовками. Инструмент состоит из двух основных компонентов: щупа, который выступает из нижней поверхности инструмента, и уступа относительно большого диаметра.Длина зонда обычно подбирается таким образом, чтобы точно соответствовать толщине обрабатываемых деталей. Сварка начинается с погружения вращающегося щупа в заготовки до тех пор, пока буртик не войдет в плотный контакт с верхней поверхностью детали. Тепло от трения возникает, когда вращающийся заплечик трется о верхнюю поверхность под действием приложенной силы.
Вращающийся инструмент создает объемный нагрев, поэтому по мере продвижения инструмента создается непрерывное соединение.FSW, как и другие типы сварных швов трением, в основном является твердотельным по своей природе. В результате сварные швы трением с перемешиванием не подвержены дефектам, связанным с затвердеванием, которые могут препятствовать другим процессам сварки плавлением. Схема процесса FSW представлена на рис. 1. Детали, предназначенные для соединения, обычно располагаются встык. Затем вращающийся инструмент приводится в контакт с заготовками. Инструмент состоит из двух основных компонентов: щупа, который выступает из нижней поверхности инструмента, и уступа относительно большого диаметра.Длина зонда обычно подбирается таким образом, чтобы точно соответствовать толщине обрабатываемых деталей. Сварка начинается с погружения вращающегося щупа в заготовки до тех пор, пока буртик не войдет в плотный контакт с верхней поверхностью детали. Тепло от трения возникает, когда вращающийся заплечик трется о верхнюю поверхность под действием приложенной силы. После того, как достаточно тепла будет произведено и проведено в заготовке, вращающийся инструмент продвигается вперед. Материал размягчается за счет нагрева плеча и перемещается зондом через линию скрепления, облегчая соединение.
После того, как достаточно тепла будет произведено и проведено в заготовке, вращающийся инструмент продвигается вперед. Материал размягчается за счет нагрева плеча и перемещается зондом через линию скрепления, облегчая соединение.
Одним из ограничений процесса FSW является механическая стабильность инструмента при рабочей температуре. Во время FSW инструмент отвечает не только за нагрев материала подложки до температур ковки, но и за обеспечение механического воздействия ковки. Следовательно, инструментальный материал должен выдерживать высокие нагрузки и температуры ковки при контакте с деформируемым материалом основы без чрезмерного износа или деформации. В результате большая часть применений FSW связана с материалами с низкой температурой ковки.Из них самым важным классом материалов был алюминий. Ряд практически всех классов алюминиевых сплавов успешно подвергается сварке трением с перемешиванием. К ним относятся сплавы 1xxx, 2xx, 3xxx, 4xxx, 5xxx, 6xxx и 7xxx, а также более новые сплавы Al-Li. Каждая система сплавов отличается в металлургическом отношении. Кроме того, разные сплавы данного класса могут иметь разные характеристики ковки. В результате обработка для каждого сплава может отличаться. Однако соединения высокой прочности можно получить во всех классах.
Каждая система сплавов отличается в металлургическом отношении. Кроме того, разные сплавы данного класса могут иметь разные характеристики ковки. В результате обработка для каждого сплава может отличаться. Однако соединения высокой прочности можно получить во всех классах.
Некоторые приложения:
Из-за потенциальных преимуществ перед дуговой сваркой в некоторых приложениях, связанных с этим процессом, FSW вызвала интерес во многих областях промышленности, работающих с алюминием. К преимуществам относится возможность выполнять сварные швы большой длины в алюминии без плавления основного материала. Это обеспечивает важные металлургические преимущества по сравнению с традиционной дуговой сваркой. При СТП не происходит плавления основного материала, что исключает возможность образования трещин при затвердевании, что часто является проблемой при дуговой сварке некоторых алюминиевых сплавов.Другие преимущества могут включать: низкую деформацию, связанную с меньшим нагревом во время процесса сварки; устранение проблем пористости, которые возникают при дуговой сварке алюминия; минимальная подготовка кромок, так как стыковые соединения обычно выполняются с подготовкой под квадрат; и отсутствие сварочных материалов, таких как защитный газ или присадочный материал.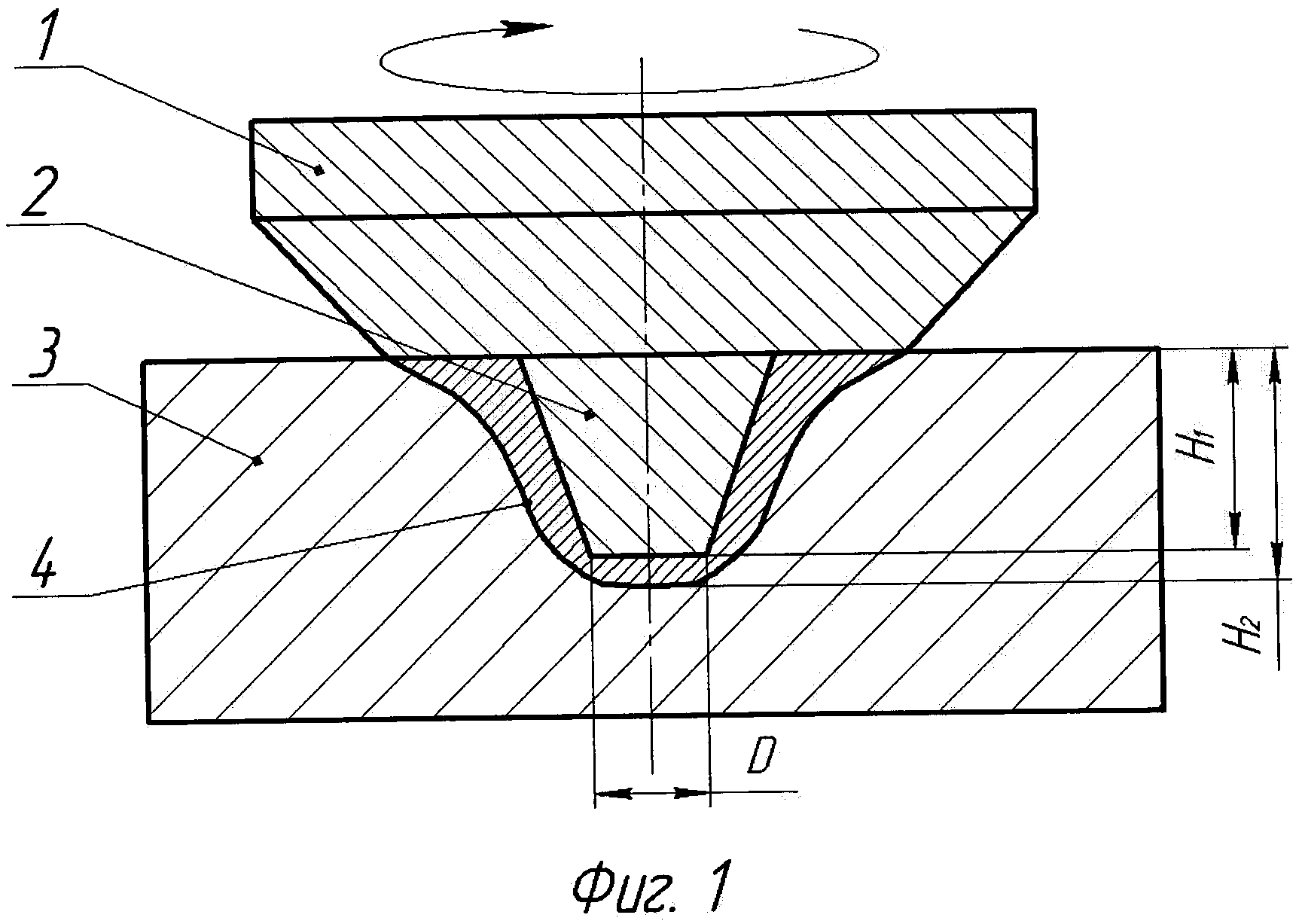
Процесс сварки трением с перемешиванием используется и / или оценивается для использования в аэрокосмической, военной, авиационной, автомобильной, судостроительной, железнодорожной промышленности и, скорее всего, в других отраслях.
(PDF) Сварка алюминиевых сплавов трением с перемешиванием
Сериядисперсионно-твердеющих алюминиевых сплавов включает серии 2ххх, 6ххх и 7ххх. Достоинства серий
2xxx состоят в том, что они обладают превосходными механическими свойствами при высоких температурах, тогда как серия
7xxx демонстрирует хорошие механические свойства при низких температурах, а также демонстрирует высокие свойства коррозионной стойкости к коррозии
[1]. Определение подходящего процесса соединения и используемых параметров процесса
становится важным для эксплуатационных характеристик этих материалов и в его фактических условиях эксплуатации
.алюминиевые сплавы легче, но обладают хорошей прочностью и пластичностью.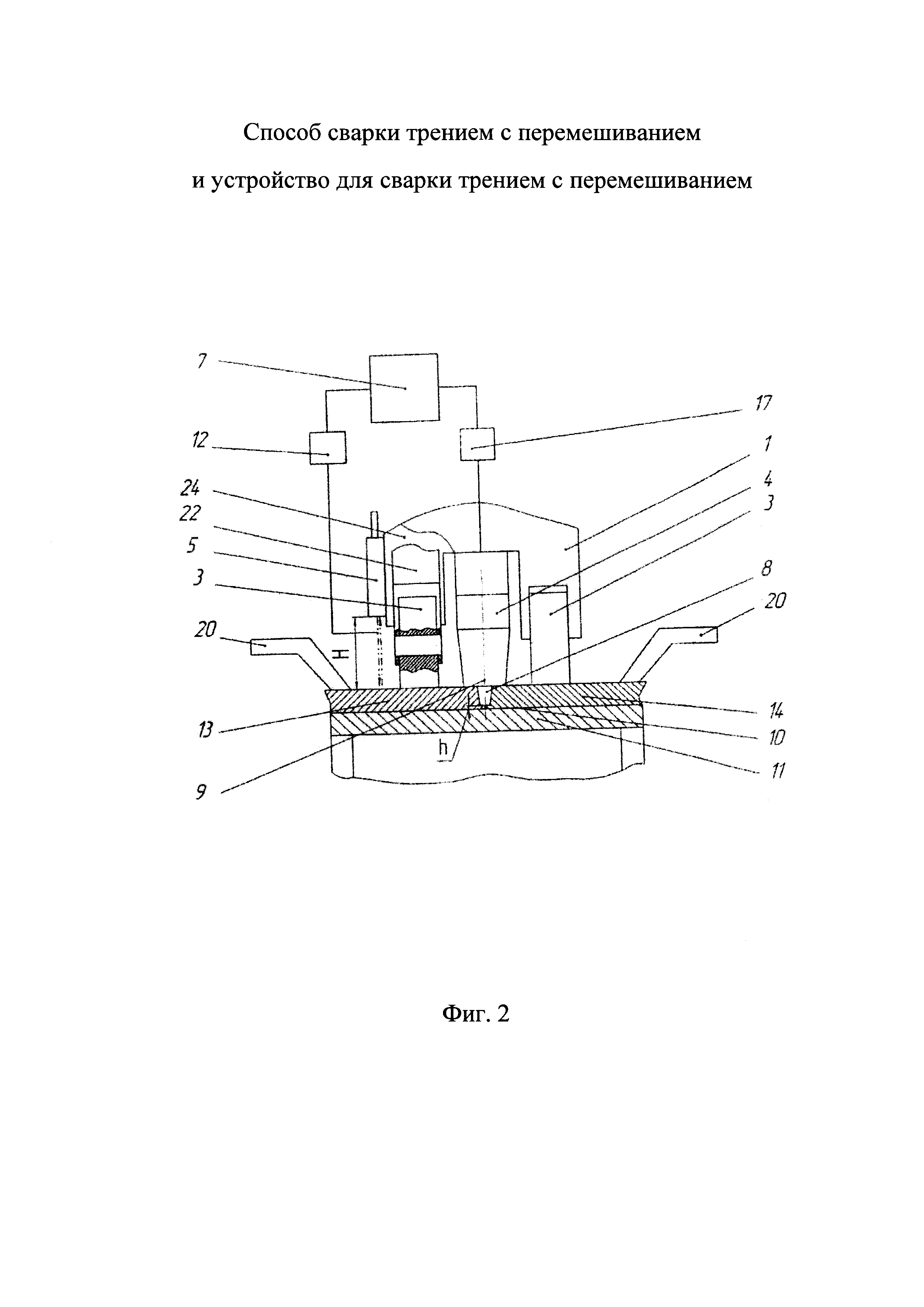 Это делает этот материал предпочтительным кандидатом для работы в различных рабочих средах. Алюминиевые сплавы
Это делает этот материал предпочтительным кандидатом для работы в различных рабочих средах. Алюминиевые сплавы
AA2024, AA5052 широко используются в автомобильной, авиакосмической и судостроительной отраслях
[2]. Сварка плавлением разнородных алюминиевых сплавов является очень сложной задачей, в основном из-за образования легкоплавкой эвтектики составляющими элементами, что приводит к катионному растрескиванию сварного шва.Горячее растрескивание в алюминиевых сплавах чрезвычайно чувствительно к металлу сварного шва, составляющему
позиций [3]. Следовательно, процесс соединения в твердом состоянии становится более подходящим для сварки алюминиевых сплавов
, поскольку этот процесс не включает плавление. Следовательно, с помощью этого метода можно избежать таких дефектов, как затвердевание сварного шва
, трещины, пористость, сегрегация, жидкое растрескивание в зоне теплового воздействия и образование брильных интерметаллических элементов
[2, 4]. В методах сварки FS геометрия инструмента
В методах сварки FS геометрия инструмента
играет важную роль в достижении желаемых металлургических и механических свойств [5–7].
В данном исследовании AA2024 и AA5052 были изготовлены с использованием процесса сварки трением с перемешиванием с использованием различных профилей штифтов инструмента ve
. В этом исследовании использовались четыре традиционных профиля штифта, а именно цилиндрический, резьбовой, квадратный, конический штифт
и новый ступенчатый профиль штифта. Разные металлы Al-Cu
сваривали, как в [4], и было обнаружено, что более высокие значения прочности на разрыв
были достигнуты в пластинах, свариваемых при 710 об / мин, где испытанный диапазон скоростей составлял
600–1000 об / мин.Они также пришли к выводу, что бездефектные соединения могут быть получены, если пластины
, которые имели превосходные механические свойства, были зафиксированы на продвигающейся стороне. Автор
сообщил, что штифт переносит материал слой за слоем, в то время как плечо переносит материал
в большом количестве и кует его. При сварке FS AA 6061, как и в ссылке [8], были проведены эксперименты с изменением отношения диаметра уступа к диаметру штифта
При сварке FS AA 6061, как и в ссылке [8], были проведены эксперименты с изменением отношения диаметра уступа к диаметру штифта
и сообщалось, что бездефектная сварка может быть получена при сохранении отношения D / d 3: 1.Исследования FS сварки сплава AA 2219-AA5083
, как в [3], путем изменения различных профилей штифта, и обнаружили, что цилиндрический резьбовой штифт
обеспечивает бездефектную сварку с хорошей прочностью на растяжение. Из обширного обзора литературы
можно сделать вывод, что недавно разработанный ступенчатый профиль штифта не применялся при сварке трением с перемешиванием алюминиевых сплавов.
Алюминиевый сплав AA6061, широко используется в морской промышленности и в строительстве
резервуаров для хранения и трубопроводов.Процесс соединения разнородных материалов
считается довольно сложным по сравнению с соединением аналогичных металлов из-за изменения химического состава основных металлов
и их механических свойств [9–11]. Сварка плавлением цветных металлов
Сварка плавлением цветных металлов
утомительна из-за больших тепловыделений. Образование вторичной фазы в процессе сварки трением с перемешиванием (FSW)
отсутствует, поскольку температура, достигаемая в этом процессе, намного ниже точки плавления
основных металлов.
Рассеяние тепла вызывает локальные изотермические напряжения. Этот образовавшийся тепловой градиент
имеет важное и неблагоприятное влияние на металлургические свойства и, в свою очередь, на механические свойства
соединения, а именно на формирование мягких зон. Это микроструктурное изменение
влияет на рабочие характеристики сварных соединений, поскольку механические свойства
Алюминиевые сплавы — Последние тенденции в обработке, характеристиках, механических свойствах и применениях82
Исследование дефектов сварных швов при сварке трением с перемешиванием и плавлении сварка алюминиевых сплавов | Международный журнал машиностроения и материаловедения
Введение
Алюминиевые сплавы были одними из основных кандидатов для выбора материалов во многих отраслях промышленности, включая коммерческую и военную авиацию и морскую отрасль, на протяжении более 80 лет, в основном из-за их хороших качеств. известное механическое поведение, простота конструкции, технологичность и наличие установленных методов контроля (Dursun and Soutis 2013).Растущее использование алюминия в различных отраслях промышленности является основной движущей силой в поисках жизнеспособной и эффективной технологии соединения алюминия, которая не вызывает ухудшения желаемых механических, химических и металлургических характеристик материала.
известное механическое поведение, простота конструкции, технологичность и наличие установленных методов контроля (Dursun and Soutis 2013).Растущее использование алюминия в различных отраслях промышленности является основной движущей силой в поисках жизнеспособной и эффективной технологии соединения алюминия, которая не вызывает ухудшения желаемых механических, химических и металлургических характеристик материала.
В последние годы растущие опасения, связанные с энергосбережением и охраной окружающей среды, увеличили спрос на легкие конструкции. В то время как современные сплавы, такие как усовершенствованная высокопрочная сталь (AHSS), позволили достичь многих промышленных целей, например, снижение веса при сохранении ударопрочности транспортных средств, дальнейшее значительное снижение веса, порядка 30%, маловероятно без использование многоматериальных структур (Сакияма и др.2013).
Лучшими комбинациями для таких многоматериальных конструкций считаются алюминиевые сплавы и AHSS. Однако такие разнородные материалы трудно соединить сваркой из-за различий в их механических и физических свойствах, а также из-за образования большого количества хрупких интерметаллических соединений (Ogura et al. 2012). Алюминий является уникальным металлом сварного шва по сравнению с железными сплавами, поскольку в нем отсутствует твердотельное фазовое превращение при охлаждении. Следовательно, только затвердевание определяет его микроструктуру.Однако высокие температуры, обнаруживаемые во время процессов соединения плавлением, значительно влияют на микроструктуру металлов, что напрямую влияет на свойства и поведение материала (Courbiere 2008).
Однако такие разнородные материалы трудно соединить сваркой из-за различий в их механических и физических свойствах, а также из-за образования большого количества хрупких интерметаллических соединений (Ogura et al. 2012). Алюминий является уникальным металлом сварного шва по сравнению с железными сплавами, поскольку в нем отсутствует твердотельное фазовое превращение при охлаждении. Следовательно, только затвердевание определяет его микроструктуру.Однако высокие температуры, обнаруживаемые во время процессов соединения плавлением, значительно влияют на микроструктуру металлов, что напрямую влияет на свойства и поведение материала (Courbiere 2008).
В данной работе рассматриваются три метода сварки: сварка трением с перемешиванием (FSW), лазерная сварка и дуговая сварка. Во-первых, мы сосредоточимся на факторах, способствующих возникновению дефектов СТП алюминиевых сплавов. Поскольку FSW представляет собой сложный процесс горячей резки и штамповки, выявить происхождение дефектов непросто. На скопление дефектов и остаточные напряжения в зоне сварного шва большое влияние оказывает сложный процесс пластической деформации. Таким образом, давняя проблема заключалась в отсутствии четкой информации о влиянии параметров процесса сварки трением с перемешиванием на дефекты сварного шва, которые позволили бы установить взаимосвязи и корреляции и помогли бы оптимизировать FSW. Выявлены взаимосвязи между механизмом пластического обтекания инструмента, параметрами процесса (такими как наклон инструмента или проникновение в соединение) и дефектами FSW.Во второй части статьи мы сосредоточимся на сварке лазерным лучом и исследуем механизмы дефектов при лазерной сварке алюминия. Лазерная сварка постоянно развивается по мере развития технологии источников питания лазерного луча. Однако еще предстоит решить ряд проблем и вопросов. Обсуждаются формирование и предотвращение основных дефектов сварных швов при лазерной сварке алюминиевых сплавов, таких как пористость и горячее растрескивание. Третья часть статьи посвящена дефектам сварного шва при дуговой сварке алюминиевых сплавов.
На скопление дефектов и остаточные напряжения в зоне сварного шва большое влияние оказывает сложный процесс пластической деформации. Таким образом, давняя проблема заключалась в отсутствии четкой информации о влиянии параметров процесса сварки трением с перемешиванием на дефекты сварного шва, которые позволили бы установить взаимосвязи и корреляции и помогли бы оптимизировать FSW. Выявлены взаимосвязи между механизмом пластического обтекания инструмента, параметрами процесса (такими как наклон инструмента или проникновение в соединение) и дефектами FSW.Во второй части статьи мы сосредоточимся на сварке лазерным лучом и исследуем механизмы дефектов при лазерной сварке алюминия. Лазерная сварка постоянно развивается по мере развития технологии источников питания лазерного луча. Однако еще предстоит решить ряд проблем и вопросов. Обсуждаются формирование и предотвращение основных дефектов сварных швов при лазерной сварке алюминиевых сплавов, таких как пористость и горячее растрескивание. Третья часть статьи посвящена дефектам сварного шва при дуговой сварке алюминиевых сплавов. Тепло, выделяемое при соединении, может вызвать значительные изменения в микроструктуре материала, тем самым ставя под угрозу механические свойства основного металла и вызывая деформацию сварного шва. Например, при сварке плавлением алюминиевых сплавов выделяемое тепло, которое поддерживает соединение металла, может привести к микросегрегации легирующих элементов, таких как медь, магний, кремний и марганец. Растрескивание при затвердевании, пористость сварного шва и ликвационное растрескивание в зоне термического влияния — вот лишь некоторые из исследованных дефектов.
Тепло, выделяемое при соединении, может вызвать значительные изменения в микроструктуре материала, тем самым ставя под угрозу механические свойства основного металла и вызывая деформацию сварного шва. Например, при сварке плавлением алюминиевых сплавов выделяемое тепло, которое поддерживает соединение металла, может привести к микросегрегации легирующих элементов, таких как медь, магний, кремний и марганец. Растрескивание при затвердевании, пористость сварного шва и ликвационное растрескивание в зоне термического влияния — вот лишь некоторые из исследованных дефектов.
Характеристики сварки трением с перемешиванием
Сварка трением с перемешиванием (FSW) считается наиболее значительным достижением в области соединения металлов за последнее десятилетие. Она считается экологически чистой технологией из-за ее энергоэффективности, экологичности и универсальности. FSW, твердотельный процесс соединения горячим сдвигом, был разработан Институтом сварки (TWI) в 1991 году (Thomas et al.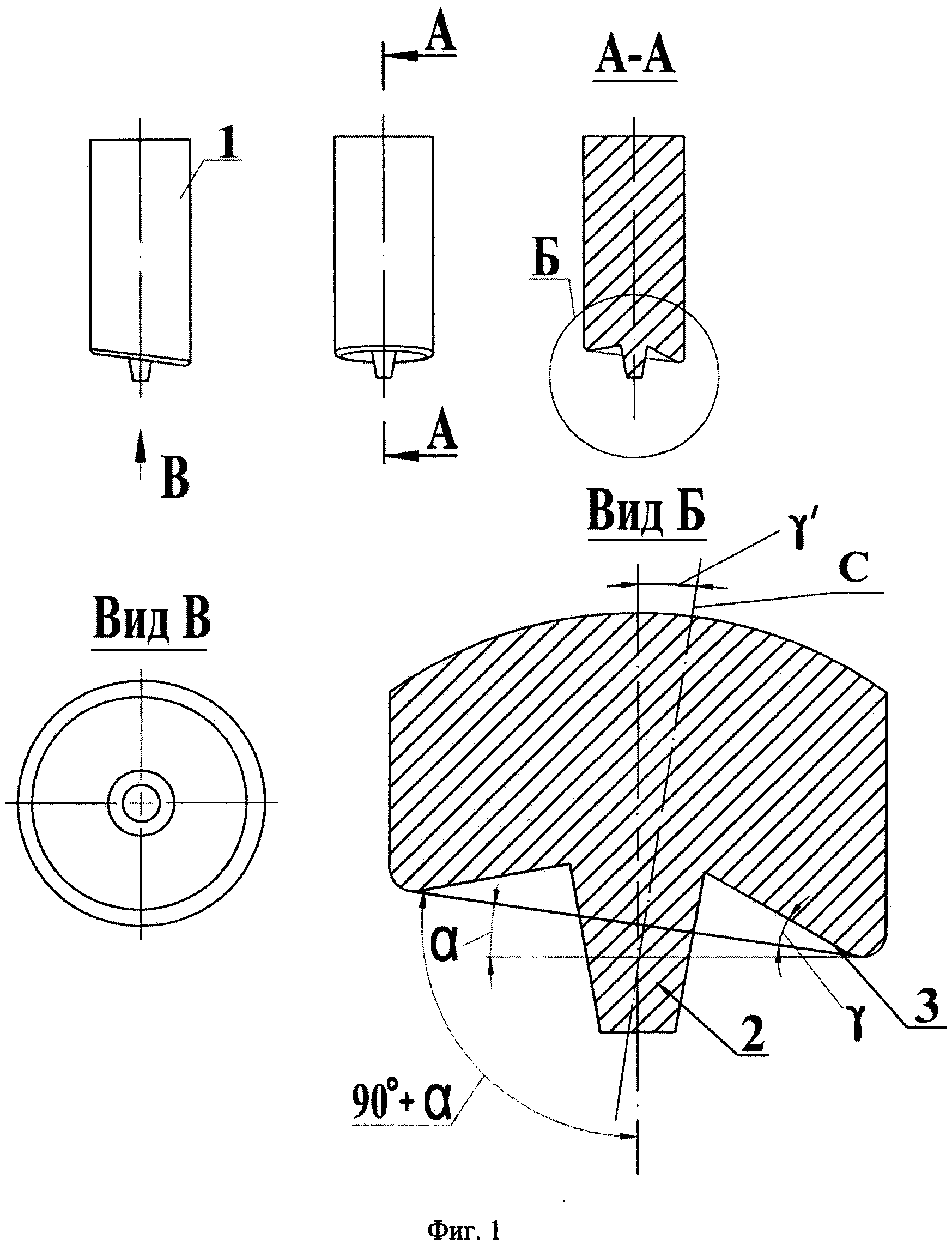 1991). Использование FSW приобрело видную роль в производстве высокоинтегрированных твердофазных сварных швов в алюминиевых сплавах серий 2000, 5000, 6000 и 7000 Al-Li и композитных материалах с алюминиевой матрицей.В таблице 1 представлены преимущества FSW перед традиционными процессами.
1991). Использование FSW приобрело видную роль в производстве высокоинтегрированных твердофазных сварных швов в алюминиевых сплавах серий 2000, 5000, 6000 и 7000 Al-Li и композитных материалах с алюминиевой матрицей.В таблице 1 представлены преимущества FSW перед традиционными процессами.
Принципы процесса
Процесс FSW последовательно проходит через металлургические этапы предварительного нагрева, начальной деформации, экструзии, ковки и охлаждения. На рисунке 1 показана схема сварки трением с перемешиванием. Процесс сварки начинается, когда теплота трения, возникающая между заплечиком и поверхностью свариваемого материала, размягчает материал, что приводит к сильной пластической деформации.Материал транспортируется от передней части инструмента к задней кромке, где он выковывается в соединение (Grujicic et al. 2010; Nandan et al.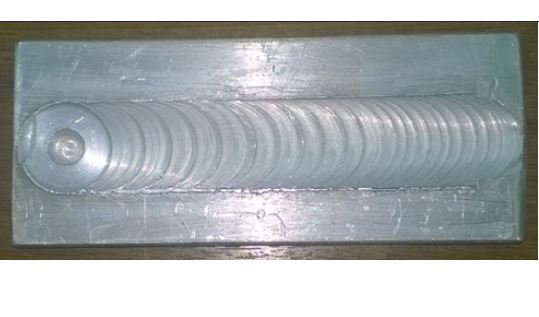 2008). Следовательно, процесс сварки трением с перемешиванием представляет собой как деформационный, так и термический процесс, происходящий в твердом состоянии; он использует тепло трения и источник тепла деформации для связывания металла под действием приложенной нормальной силы. Как видно на фиг. 1, сторона пластины, где направление вращения совпадает с направлением вращения, является продвигающейся стороной, а другая сторона обозначена отступающей стороной.
2008). Следовательно, процесс сварки трением с перемешиванием представляет собой как деформационный, так и термический процесс, происходящий в твердом состоянии; он использует тепло трения и источник тепла деформации для связывания металла под действием приложенной нормальной силы. Как видно на фиг. 1, сторона пластины, где направление вращения совпадает с направлением вращения, является продвигающейся стороной, а другая сторона обозначена отступающей стороной.
Схема процесса сварки трением с перемешиванием (Мишра и Ма 2005)
Обычно микроструктура сварных швов трением с перемешиванием несколько отличается от микроструктуры сварных швов, полученных при сварке плавлением, поскольку максимальная пиковая температура в зоне термического влияния значительно ниже температуры солидуса, а источник тепла также довольно рассеян (Nandan et al. 2008 г.). На рис. 2 показано поперечное сечение стыка FSW, иллюстрирующее отдельные зоны сварного шва.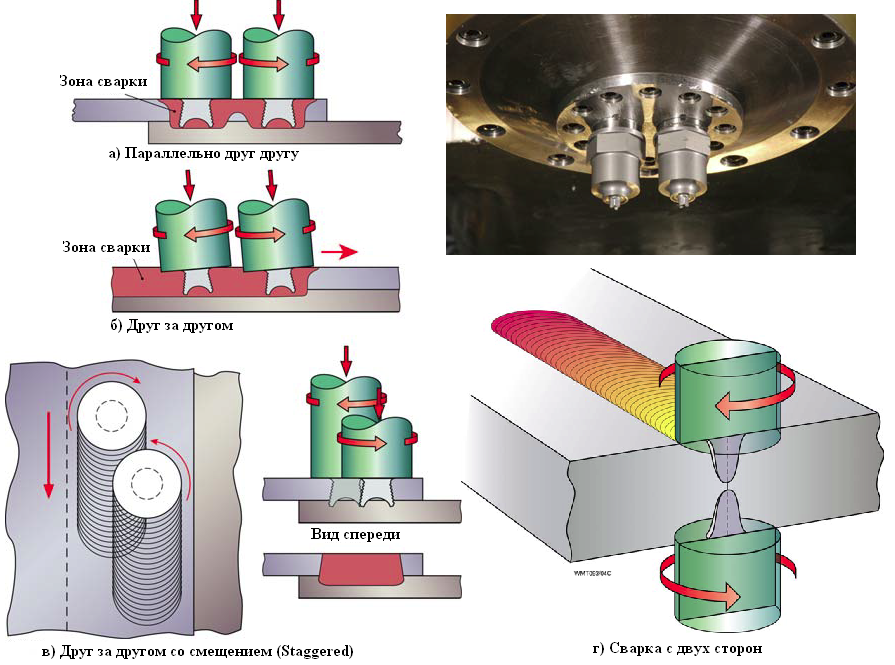 Зона термомеханического воздействия (ЗТВ), где зерна деформируются, но сохраняются исходные микроструктуры, находится между зоной термического влияния (ЗТВ) и сварочным ядром (зона перемешивания). Параметры процесса сильно влияют на течение пластически деформированного материала (Mishra and Ma 2005). Следовательно, следует обратить внимание на обеспечение подходящих условий обработки, чтобы избежать потенциальных дефектов в зоне сварных швов (WNZ), TMAZ или иногда на границе WNZ / TMAZ (Crawford et al.2006 г.). Например, характеристика «луковичного кольца» в центральной области самородка, где происходит наиболее серьезная деформация, является результатом того, как материал осаждается спереди назад с помощью резьбового инструмента.
Зона термомеханического воздействия (ЗТВ), где зерна деформируются, но сохраняются исходные микроструктуры, находится между зоной термического влияния (ЗТВ) и сварочным ядром (зона перемешивания). Параметры процесса сильно влияют на течение пластически деформированного материала (Mishra and Ma 2005). Следовательно, следует обратить внимание на обеспечение подходящих условий обработки, чтобы избежать потенциальных дефектов в зоне сварных швов (WNZ), TMAZ или иногда на границе WNZ / TMAZ (Crawford et al.2006 г.). Например, характеристика «луковичного кольца» в центральной области самородка, где происходит наиболее серьезная деформация, является результатом того, как материал осаждается спереди назад с помощью резьбового инструмента.
Схема поперечного сечения типичного сварного шва FSW: a основной металл, b зона термического влияния, c зона термомеханического влияния и d зона сварного шва (перемешанная зона)
Проблемы при сварке трением с перемешиванием алюминиевых сплавов
В FSW одновременно происходят несколько термодинамических процессов взаимодействия, включая различные скорости нагрева и охлаждения и пластическую деформацию, а также физический обтекание обрабатываемого материала вокруг инструмента.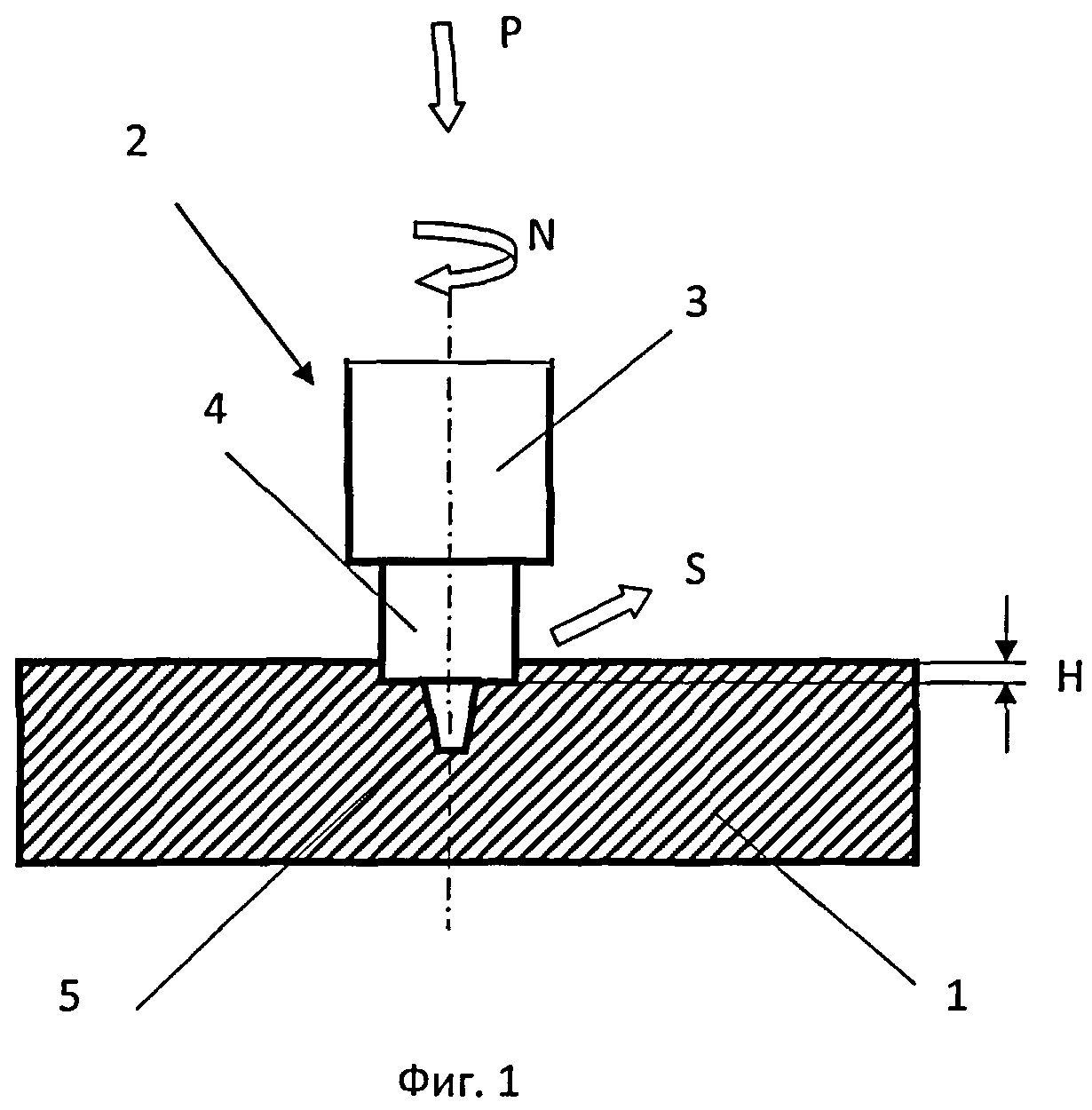 На протяжении всей термической истории шва трением с перемешиванием не существует крупномасштабного жидкого состояния (Grujicic et al. 2010). Такие дефекты, как пористость и горячие трещины, не обнаруживаются при сварке трением с перемешиванием, поскольку это процесс соединения в твердом состоянии (Arbegast 2003). Когда металл сваривается трением с перемешиванием, соединение происходит значительно ниже точки плавления, и поэтому основной металл не подвергается объемному плавлению в месте соединения.
На протяжении всей термической истории шва трением с перемешиванием не существует крупномасштабного жидкого состояния (Grujicic et al. 2010). Такие дефекты, как пористость и горячие трещины, не обнаруживаются при сварке трением с перемешиванием, поскольку это процесс соединения в твердом состоянии (Arbegast 2003). Когда металл сваривается трением с перемешиванием, соединение происходит значительно ниже точки плавления, и поэтому основной металл не подвергается объемному плавлению в месте соединения.
В большинстве сварочных процессов материалы обычно соединяются путем снижения сопротивления деформации за счет подачи необходимого количества энергии в виде тепла.Однако подводимое тепло создает условия, вызывающие микроструктурные изменения, такие как рекристаллизация, рост ориентации зерен и укрупнение или растворение упрочняющих выделений. Такие микроструктурные изменения происходят при разных температурах для разных материалов и зависят от химического состава используемых материалов.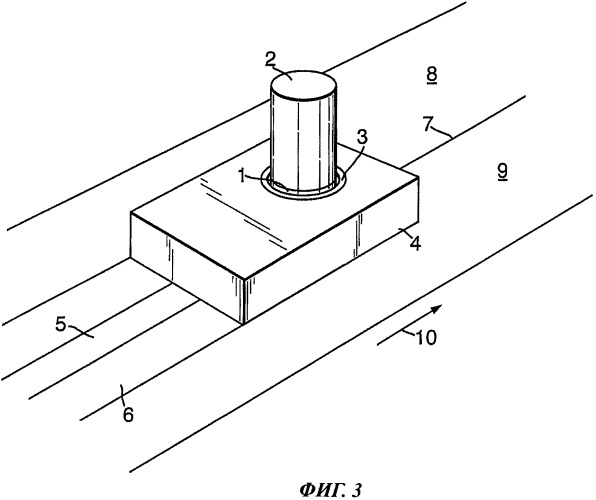 Следовательно, в зависимости от химического состава материала, условия обработки можно назвать «очень горячей» или «очень холодной» обработкой (Schneider et al.2006 г.). Сварка трением с перемешиванием по-прежнему подвержена образованию дефектов, поскольку в ней отсутствует возможность дисбаланса между отдельными зонами обработки. Такие дефекты, как неслипание или образование пустот, могут возникать в условиях очень холодной сварки из-за недостаточного потока материала, а такие дефекты, как образование заусенцев, схлопывание крупинки в зоне перемешивания и ухудшение прочностных свойств соединения, могут возникать при очень жаркие условия из-за чрезмерного потока материала (Annette 2007). В дополнение к этим дефектам, связанным с потоком, также существуют другие дефекты, связанные с геометрией, такие как отсутствие проплавления и отсутствие соединения, которые в основном возникают из-за ошибок оператора.
Следовательно, в зависимости от химического состава материала, условия обработки можно назвать «очень горячей» или «очень холодной» обработкой (Schneider et al.2006 г.). Сварка трением с перемешиванием по-прежнему подвержена образованию дефектов, поскольку в ней отсутствует возможность дисбаланса между отдельными зонами обработки. Такие дефекты, как неслипание или образование пустот, могут возникать в условиях очень холодной сварки из-за недостаточного потока материала, а такие дефекты, как образование заусенцев, схлопывание крупинки в зоне перемешивания и ухудшение прочностных свойств соединения, могут возникать при очень жаркие условия из-за чрезмерного потока материала (Annette 2007). В дополнение к этим дефектам, связанным с потоком, также существуют другие дефекты, связанные с геометрией, такие как отсутствие проплавления и отсутствие соединения, которые в основном возникают из-за ошибок оператора.
Факторы, связанные с дисбалансом потока материала, связанные с положением инструмента по отношению к соединению, являются основными причинами образования дефектов при сварке трением с перемешиванием. Например, неправильная установка положения инструмента на линию стыка может привести к отсутствию стыковки. В зависимости от расстояния от инструмента такие явления, как растворение и укрупнение осадков или извлечение и перекристаллизация, могут происходить в разной степени (Wanjara et al. 2013; Annette 2007). Можно ожидать дополнительных проблем, если не контролировать зазор между прилегающими пластинами.Значительное снижение усталостной прочности происходит при увеличении зазора между свариваемыми пластинами.
Например, неправильная установка положения инструмента на линию стыка может привести к отсутствию стыковки. В зависимости от расстояния от инструмента такие явления, как растворение и укрупнение осадков или извлечение и перекристаллизация, могут происходить в разной степени (Wanjara et al. 2013; Annette 2007). Можно ожидать дополнительных проблем, если не контролировать зазор между прилегающими пластинами.Значительное снижение усталостной прочности происходит при увеличении зазора между свариваемыми пластинами.
Формирование микроструктуры луковичных колец
Луковично-кольцевые структуры в сварных швах трением с перемешиванием алюминиевых сплавов могут наблюдаться в виде полос в сварных швах. Структуры луковичных колец имеют заметные темные и светлые полосы, а расстояние между полосами равно поступательному движению инструмента за один оборот. В структуре луковичного кольца расстояние между чередующимися полосами увеличивается с увеличением вращения инструмента и увеличением транспортировки материала на меру длины сварного шва (Кришнан, 2002). Скорость вращения инструмента определяет количество тепла, выделяемого в единицу времени, а также перемешивание и перемешивание материала вокруг стержня (Peel et al. 2003). Скорость вращения и скорость перемещения инструмента определяют пиковую температуру, возникающую во время сварки, и время, необходимое для сварки материала. Перемещение инструмента захватывает материал с продвигающейся стороны, и материал вращается вокруг штифта и откладывается на задней стороне отступающей стороны. Материал, уносимый с отходящей стороны сварного шва, осаждается, чтобы заполнить материальную полость вслед за штифтом (Кришнан, 2002; Нандан и др.2008 г.). Таким образом, самородок FSW состоит из смеси двух потоков материала с разной историей и механическими свойствами, что часто приводит к микроструктуре луковой кожи.
Скорость вращения инструмента определяет количество тепла, выделяемого в единицу времени, а также перемешивание и перемешивание материала вокруг стержня (Peel et al. 2003). Скорость вращения и скорость перемещения инструмента определяют пиковую температуру, возникающую во время сварки, и время, необходимое для сварки материала. Перемещение инструмента захватывает материал с продвигающейся стороны, и материал вращается вокруг штифта и откладывается на задней стороне отступающей стороны. Материал, уносимый с отходящей стороны сварного шва, осаждается, чтобы заполнить материальную полость вслед за штифтом (Кришнан, 2002; Нандан и др.2008 г.). Таким образом, самородок FSW состоит из смеси двух потоков материала с разной историей и механическими свойствами, что часто приводит к микроструктуре луковой кожи.
Повышение температуры процесса существенно влияет на формирование и последующую роль, которую полосы играют в формировании пути трещины в сварном ядре, подвергающемся циклической нагрузке. Различия в размере, форме и плотности интерметаллических частиц внутри полос являются результатом более горячих сварных швов.На возникновение трещин в сварном шве влияют частичные дефекты соединения луковой кожи, и шаг инструмента напрямую влияет на эти дефекты. При постоянной скорости вращения размягчение сварочного шва уменьшается по мере увеличения скорости подачи или поступательной скорости инструмента (Кришнан, 2002). Следовательно, очевидно, что формирование макроструктуры луковой шкурки связано с изменением шага инструмента вдоль сварного шва. Следовательно, существует возможность оптимизации процесса для изменения микроструктуры сварного шва и улучшения свойств материала, включая сопротивление разрушению.
Различия в размере, форме и плотности интерметаллических частиц внутри полос являются результатом более горячих сварных швов.На возникновение трещин в сварном шве влияют частичные дефекты соединения луковой кожи, и шаг инструмента напрямую влияет на эти дефекты. При постоянной скорости вращения размягчение сварочного шва уменьшается по мере увеличения скорости подачи или поступательной скорости инструмента (Кришнан, 2002). Следовательно, очевидно, что формирование макроструктуры луковой шкурки связано с изменением шага инструмента вдоль сварного шва. Следовательно, существует возможность оптимизации процесса для изменения микроструктуры сварного шва и улучшения свойств материала, включая сопротивление разрушению.
Образование вкраплений
Свариваемый материал подвергается очень горячей обработке, так как инструментальный штифт вращается с очень высокой скоростью. Таким образом, выделяемое чрезмерное тепло термически размягчает материал вблизи границы уступа инструмента и выталкивает большие объемы материала в виде поверхностных вспышек. Причиной образования заусенца является чрезмерное тепловое размягчение материала уступа инструмента при трении, а высокое давление на уступ инструмента приводит к выбросу чрезмерного количества заусенца (Bo et al.2011). Неправильная длина штифта инструмента относительно толщины заготовки и изменение глубины проплавления из-за изменения толщины листа по линии шва или из-за изогнутой пластины может привести к непровару. Когда глубина заглушки штифта высока, пластмассовый материал возле штифта выдавливается, что приводит к появлению сварного шва. Когда глубина штифта очень велика, в корнях сварного шва, рядом с штифтом, может возникать выдавливание. При больших углах наклона инструмента остается недостаточно пластифицированного материала, чтобы заполнить полость, оставшуюся в сварном стержне, и на отходящей стороне появляется сварной заусенец (Keivani et al.2013).
Причиной образования заусенца является чрезмерное тепловое размягчение материала уступа инструмента при трении, а высокое давление на уступ инструмента приводит к выбросу чрезмерного количества заусенца (Bo et al.2011). Неправильная длина штифта инструмента относительно толщины заготовки и изменение глубины проплавления из-за изменения толщины листа по линии шва или из-за изогнутой пластины может привести к непровару. Когда глубина заглушки штифта высока, пластмассовый материал возле штифта выдавливается, что приводит к появлению сварного шва. Когда глубина штифта очень велика, в корнях сварного шва, рядом с штифтом, может возникать выдавливание. При больших углах наклона инструмента остается недостаточно пластифицированного материала, чтобы заполнить полость, оставшуюся в сварном стержне, и на отходящей стороне появляется сварной заусенец (Keivani et al.2013).
Образование туннельных дефектов
Как упоминалось ранее, если условия обработки, то есть скорость движения сварного шва, вращение инструмента и т. Д., Не позволяют генерировать необходимое тепло для склеивания, может произойти неадекватное перемешивание материала и перемешивание, что приведет к образованию туннельных дефектов (Grujicic et al. 2010). Быстрый отвод тепла от непосредственной зоны деформации также может привести к слишком холодным сварным швам. Сварной шов, полученный в слишком холодных условиях сварки, становится макроскопически твердым, и из-за дефекта может произойти разрушение.
Д., Не позволяют генерировать необходимое тепло для склеивания, может произойти неадекватное перемешивание материала и перемешивание, что приведет к образованию туннельных дефектов (Grujicic et al. 2010). Быстрый отвод тепла от непосредственной зоны деформации также может привести к слишком холодным сварным швам. Сварной шов, полученный в слишком холодных условиях сварки, становится макроскопически твердым, и из-за дефекта может произойти разрушение.
По мере продвижения инструмента по сварному шву пластифицированный материал вокруг стержня инструмента переносится слой за слоем. Ширина пластифицированного материала вокруг штифта и объем материала, переносимого за один оборот, определяют ограничение потока материала от отступающей стороны к продвигающейся стороне внутри полости. Позади инструментального штифта создается полость из-за неизрасходованного объема погруженного штифта. Чтобы поддерживать большой подвод тепла во время сварки трением с перемешиванием, можно уменьшить поперечную скорость, тем самым вырабатывая больше тепла и больше пластичного металла, что улучшает текучесть металла шва (Kumar and Satish Kailas 2008; Xiaopeng et al. 2014). Экспериментальные результаты (Zhao 2014) показывают, что область, в которой могут возникать туннельные дефекты, значительно увеличивается с увеличением скорости перемещения. Увеличение диаметра заплечика значительно увеличивает объем подводимого тепла, что напрямую улучшает текучесть металла сварного шва в полости. Следовательно, оптимизированный подвод тепла и хорошая структура потока пластика необходимы, чтобы избежать очень холодных условий обработки и, таким образом, устранить дефекты туннелей. Следовательно, сварочный инструмент с относительно большим заплечиком может помочь уменьшить возникновение дефектов в туннелях.
2014). Экспериментальные результаты (Zhao 2014) показывают, что область, в которой могут возникать туннельные дефекты, значительно увеличивается с увеличением скорости перемещения. Увеличение диаметра заплечика значительно увеличивает объем подводимого тепла, что напрямую улучшает текучесть металла сварного шва в полости. Следовательно, оптимизированный подвод тепла и хорошая структура потока пластика необходимы, чтобы избежать очень холодных условий обработки и, таким образом, устранить дефекты туннелей. Следовательно, сварочный инструмент с относительно большим заплечиком может помочь уменьшить возникновение дефектов в туннелях.
Образование дефектов сцепления или зигзагообразных дефектов
При высоких скоростях сварки или низких скоростях вращения недостаточное перемешивание металла может привести к частичному разрушению естественного оксидного слоя Al 2 O 3 и низкому тепловложению, что ограничивает текучесть пластического материала. Как следствие, включение разорванных оксидных частиц в виде темной волнистой зигзагообразной линии или дефекта поцелуев (как показано на рис.3 (а) и 3 (б). Стрелками на рис. 3 (б) отмечены дефекты сварного шва. На рис. 3 (c) и 3 (d) в увеличенном масштабе представлены дефекты из рис. 3 (a) и (3 (b)), которые могут возникать в сварных швах с низким тепловложением (Zhao et al. 2005).
Как следствие, включение разорванных оксидных частиц в виде темной волнистой зигзагообразной линии или дефекта поцелуев (как показано на рис.3 (а) и 3 (б). Стрелками на рис. 3 (б) отмечены дефекты сварного шва. На рис. 3 (c) и 3 (d) в увеличенном масштабе представлены дефекты из рис. 3 (a) и (3 (b)), которые могут возникать в сварных швах с низким тепловложением (Zhao et al. 2005).
Микроструктура дефектов слипания или зигзагообразной линии в зоне сварных швов (Bo et al. 2011)
При очень высокой скорости вращения достаточное количество подводимого тепла поддерживает правильное перемешивание материала с широким и диффузным распределением частиц оксида.Средний размер зерна алюминия, присутствующего в сварке, уменьшается с увеличением скорости сварки или уменьшением скорости вращения. Следовательно, контроль скорости вращения позволяет значительно снизить количество дефектов зигзагообразных линий (Xiaopeng et al. 2014). Сообщалось, что усталостные характеристики соединений, полученных сваркой трением с перемешиванием из сплава 7075-Т6, ухудшались из-за наличия дефекта в виде зигзагообразной линии; трещина возникла у корня по зигзагообразной линии и вызвала разрушение сварного шва во время испытаний на растяжение (Di et al.2007). Эффективный выбор параметров FSW исключает образование зигзагообразных линий, что способствует улучшению механических характеристик.
2014). Сообщалось, что усталостные характеристики соединений, полученных сваркой трением с перемешиванием из сплава 7075-Т6, ухудшались из-за наличия дефекта в виде зигзагообразной линии; трещина возникла у корня по зигзагообразной линии и вызвала разрушение сварного шва во время испытаний на растяжение (Di et al.2007). Эффективный выбор параметров FSW исключает образование зигзагообразных линий, что способствует улучшению механических характеристик.
Образование дефектов корня в виде трещин
Параметры процесса играют ключевую роль в образовании дефектов корня. Эти дефекты возникают из-за недостаточного тепловложения или из-за неполного разрушения поверхностных оксидных слоев. Когда глубина врезания пальца недостаточна, на продвигающейся стороне может возникнуть дефект канавки.Если штифт слишком короткий, на продвигающейся стороне сварного шва появляются длинные корневые канавки. Корневые дефекты в виде трещин (как на рис. 4 (a) и (b)) возникают из-за недостаточной длины штифта для толщины заготовки. При меньших углах наклона недостаточная проковка пластифицированного металла вниз приводит к образованию корневой канавки из-за непровара. Следовательно, очень малые углы наклона инструмента и, соответственно, очень большие углы наклона вносят значительный вклад в образование корневых дефектов (Bo et al. 2011).
4 (a) и (b)) возникают из-за недостаточной длины штифта для толщины заготовки. При меньших углах наклона недостаточная проковка пластифицированного металла вниз приводит к образованию корневой канавки из-за непровара. Следовательно, очень малые углы наклона инструмента и, соответственно, очень большие углы наклона вносят значительный вклад в образование корневых дефектов (Bo et al. 2011).
( a ) и ( b ) представляет микроструктуру трещиноподобного дефекта корня (Bo et al. 2011)
Образование пустот
Наличие пустот в сварном шве — частый дефект при сварке трением с перемешиванием. Гидродинамика, связанная с пластическим течением в сварном шве, играет ключевую роль в образовании таких пустот. Хотя высокие скорости сварки обеспечивают более экономичную сварку трением с перемешиванием и более высокую производительность, слишком высокие скорости сварки приводят к образованию пустот под верхней поверхностью сварного шва или на продвигающейся стороне на краю сварочного стержня. Дальнейшее увеличение скорости приводит к образованию более крупных дефектов червоточины (Crawford et al. 2006).
Дальнейшее увеличение скорости приводит к образованию более крупных дефектов червоточины (Crawford et al. 2006).
Характеристики лазерной сварки
Лазерная сварка (LBW) является многообещающей и все более важной технологией соединения изделий из алюминиевых сплавов. Лазерная сварка использует лучистую энергию, переносимую в очень маленьком поперечном сечении луча с очень высокой плотностью мощности, для сварки граничных поверхностей двух свариваемых деталей. Лазерная сварка обеспечивает высокое качество, точность и производительность сварных швов с низкой деформацией или искажением.Точная фокусировка и высокая плотность мощности лазеров обеспечивают очень хорошую гибкость и очень высокие скорости сварки, узкие и глубокие сварные швы, небольшие зоны термического влияния и хорошие механические свойства. Выгодные характеристики, такие как уменьшенная потребность в рабочей силе, полная автоматизация и пригодность для интеграции с роботизированными системами (Katayama 2005), делают LBW подходящим для широкого диапазона приложений и контекстов сварки.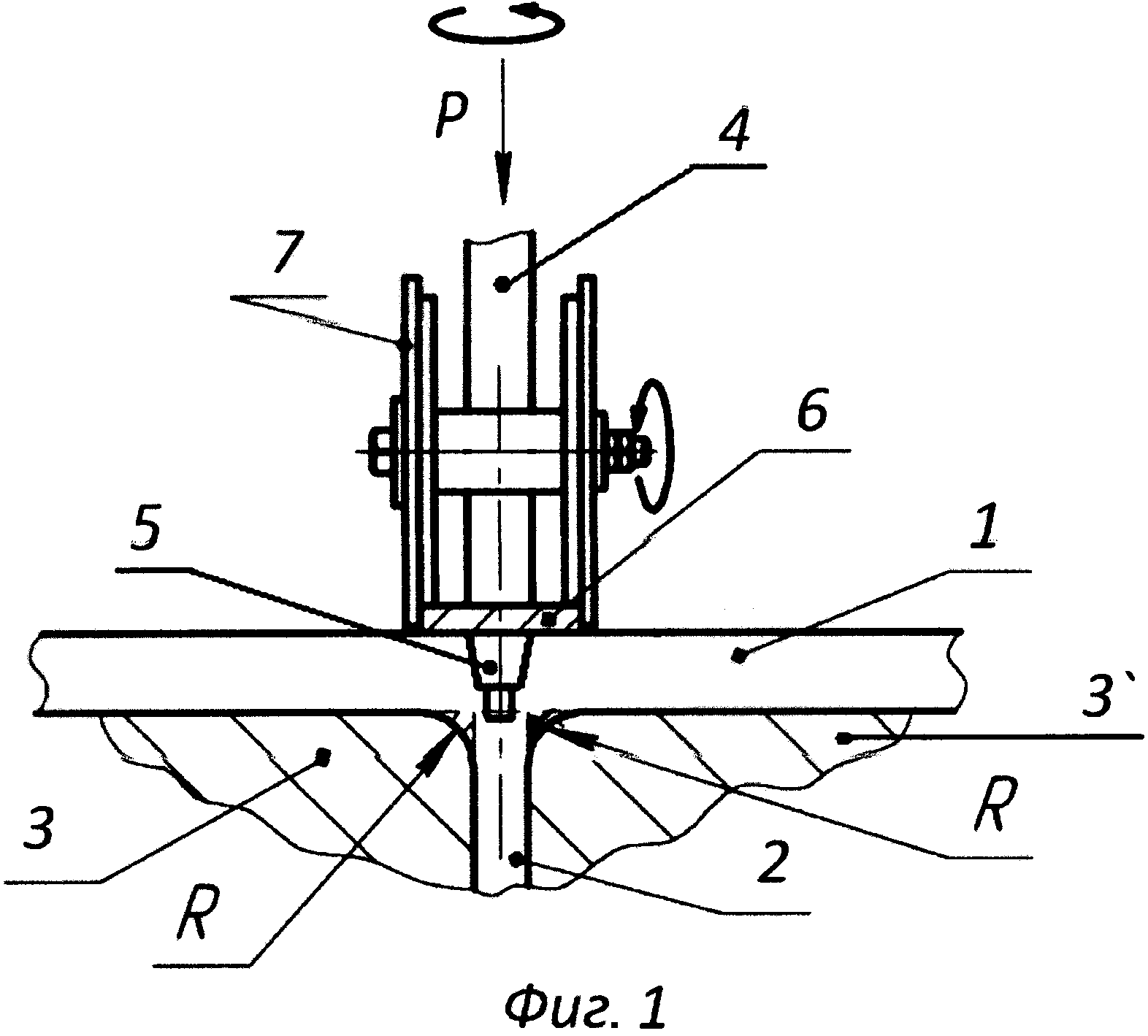
Длины волн CO 2 и Nd: YAG лазеров равны 10.6 и 1.03–1.07 мкм соответственно и, таким образом, попадают в инфракрасный режим. Из рис. 5 видно, что при сварке алюминия лазеры CO 2 отражают больше, чем лазеры Nd: YAG. Лазеры CO 2 обычно имеют КПД 20%, с очень хорошим качеством луча, высокой точностью и высокой скоростью сварки (Chang et al. 2010). Высокая отражательная способность поверхности, высокая теплопроводность и улетучивание компонентов с низкой температурой кипения делают LBW алюминия довольно трудным (Tu and Paleocrassas 2011).Кроме того, требуется очень точная подготовка деталей, поскольку во время выравнивания деталей допускается отсутствие зазора или в некоторых случаях только минимальный зазор. Во время лазерной сварки алюминиевые сплавы нагреваются до температуры, превышающей точку отжига, и состояние термообработки нарушается. Сообщалось (Лоуренс и др., 2010), что более высокая скорость охлаждения с мелкозернистой микроструктурой в зоне плавления сварного шва может быть достигнута с помощью лазерной сварки и гибридных процессов лазерной / дуговой сварки. При сравнении изменений глубины сварного шва при лазерной сварке CO 2 и лазерной сварке Nd: YAG, Cao et al.(2003) обнаружили, что лазер CO 2 мощностью 4,5 кВт обеспечивает глубину проникновения 3,5 мм в алюминиевых сплавах серий 5000 (без термической обработки) и 6000 (с возможностью термообработки). Nd: YAG мощностью 4 кВт обеспечивает глубину сварного шва 4 мм с той же скоростью.
При сравнении изменений глубины сварного шва при лазерной сварке CO 2 и лазерной сварке Nd: YAG, Cao et al.(2003) обнаружили, что лазер CO 2 мощностью 4,5 кВт обеспечивает глубину проникновения 3,5 мм в алюминиевых сплавах серий 5000 (без термической обработки) и 6000 (с возможностью термообработки). Nd: YAG мощностью 4 кВт обеспечивает глубину сварного шва 4 мм с той же скоростью.
Связь между отражательной способностью металла и длиной волны (Duley 1998)
Трещины, возникающие при сварке алюминиевых сплавов, возникают в результате прямого взаимодействия ряда сложных факторов, таких как усадка при затвердевании и термическое напряжение, широкий диапазон затвердевания, температурный и временной цикл затвердевания, химический состав сплава (как показано на рисунке). на рис.6) и систему крепления сварочных компонентов (Chang et al. 2010). Исследования (Hu и Richardson 2004; Cicala et al.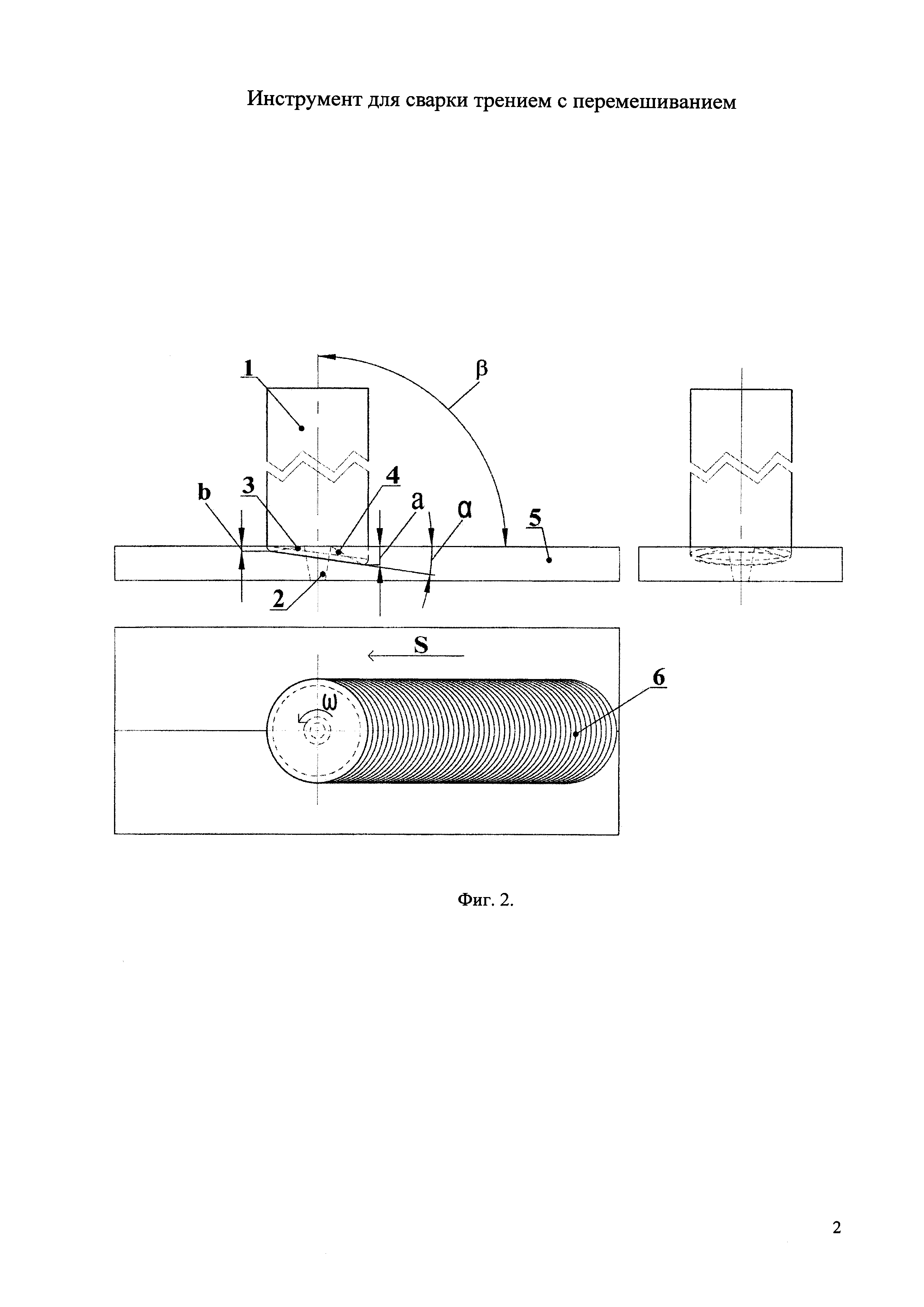 2005) показали, что растрескивание в зоне плавления сварного шва увеличивается с увеличением поперечной скорости сварного шва. CO 2 лазер, Nd: YAG-лазер и дисковая или волоконная лазерная сварка демонстрируют разное поведение и разные эффекты плазменного шлейфа на проплавление сварного шва (Katayama et al. 2010). В лазерах CO 2 плазменный шлейф образуется только после запуска замочной скважины; эта проблема не обнаруживается при использовании лазеров Nd: YAG.Сообщалось, что импульсные лазерные лучи Nd: YAG на алюминии имеют очень низкий уровень ионизации и лишь ограниченную потерю мощности из-за рассеяния на частицах металла и оксида. Следовательно, при лазерной сварке Nd: YAG контроль плазмы не требуется.
2005) показали, что растрескивание в зоне плавления сварного шва увеличивается с увеличением поперечной скорости сварного шва. CO 2 лазер, Nd: YAG-лазер и дисковая или волоконная лазерная сварка демонстрируют разное поведение и разные эффекты плазменного шлейфа на проплавление сварного шва (Katayama et al. 2010). В лазерах CO 2 плазменный шлейф образуется только после запуска замочной скважины; эта проблема не обнаруживается при использовании лазеров Nd: YAG.Сообщалось, что импульсные лазерные лучи Nd: YAG на алюминии имеют очень низкий уровень ионизации и лишь ограниченную потерю мощности из-за рассеяния на частицах металла и оксида. Следовательно, при лазерной сварке Nd: YAG контроль плазмы не требуется.
Чувствительность алюминиевых сплавов к образованию горячих трещин (Dausinger et al. 2000)
Пористость сварного шва и методы предотвращения
Критической проблемой при лазерной сварке алюминиевых сплавов является пористость, которая вызывает эффекты концентрации напряжений. При лазерной сварке алюминиевых сплавов возникают два типа пористости: металлургическая пористость и пористость «замочная скважина». Металлургическая пористость в основном возникает из-за присутствия водорода в сварочной ванне. Поры «замочная скважина» сравнительно больше и имеют неправильную форму. Эти пористости в основном присутствуют в центре сварного шва. Пористость «замочная скважина» в основном наблюдается в сварных швах с частичным проплавлением и редко наблюдается в сварных швах с полным проплавлением (Whitaker et al. 1993; Katayama et al. 2010). Matsunawa et al.(1998) предполагают, что основной причиной пористости является нестабильный характер отверстия, пробуренного в залежи жидкости. Другие наблюдения (Катаяма и др. 2010; Сето и др. 2000; Менга и др. 2014) подтверждают эту гипотезу, и сообщалось, что нестабильность замочной скважины является основной причиной образования пузырей, особенно при сварке с глубоким проплавлением. Katayama et al. (2010) описывают механизм образования пористости при импульсной лазерной сварке.
При лазерной сварке алюминиевых сплавов возникают два типа пористости: металлургическая пористость и пористость «замочная скважина». Металлургическая пористость в основном возникает из-за присутствия водорода в сварочной ванне. Поры «замочная скважина» сравнительно больше и имеют неправильную форму. Эти пористости в основном присутствуют в центре сварного шва. Пористость «замочная скважина» в основном наблюдается в сварных швах с частичным проплавлением и редко наблюдается в сварных швах с полным проплавлением (Whitaker et al. 1993; Katayama et al. 2010). Matsunawa et al.(1998) предполагают, что основной причиной пористости является нестабильный характер отверстия, пробуренного в залежи жидкости. Другие наблюдения (Катаяма и др. 2010; Сето и др. 2000; Менга и др. 2014) подтверждают эту гипотезу, и сообщалось, что нестабильность замочной скважины является основной причиной образования пузырей, особенно при сварке с глубоким проплавлением. Katayama et al. (2010) описывают механизм образования пористости при импульсной лазерной сварке. Seto et al. (2000) сообщают ту же информацию для непрерывной лазерной сварки.Сообщается, что для импульсной лазерной сварки, когда лазер прекращается, расплав, окружающий верхнюю часть замочной скважины, течет вниз, заполняя замочную скважину. Пористость образуется, когда верхняя часть расплава быстро затвердевает, не позволяя расплаву стекать вниз, чтобы заполнить замочную скважину. При непрерывной лазерной сварке пузырьки образуются на нижнем конце замочной скважины. Некоторые из этих пузырьков могут выходить из ванны расплава, но другие задерживаются на фронте затвердевания, что приводит к образованию пористости на дне сварного шва.При низких скоростях сварки пористость образуется из пузырьков, образующихся на конце замочной скважины; тогда как при высокой плотности мощности лазерного излучения пористость образуется в средней части замочной скважины (Katayama et al. 2010). Matsunawa et al. (2000) также сообщили, что колебания замочной скважины приводят к образованию пузырьков на вершине замочной скважины, которые, в свою очередь, формируют пористость.
Seto et al. (2000) сообщают ту же информацию для непрерывной лазерной сварки.Сообщается, что для импульсной лазерной сварки, когда лазер прекращается, расплав, окружающий верхнюю часть замочной скважины, течет вниз, заполняя замочную скважину. Пористость образуется, когда верхняя часть расплава быстро затвердевает, не позволяя расплаву стекать вниз, чтобы заполнить замочную скважину. При непрерывной лазерной сварке пузырьки образуются на нижнем конце замочной скважины. Некоторые из этих пузырьков могут выходить из ванны расплава, но другие задерживаются на фронте затвердевания, что приводит к образованию пористости на дне сварного шва.При низких скоростях сварки пористость образуется из пузырьков, образующихся на конце замочной скважины; тогда как при высокой плотности мощности лазерного излучения пористость образуется в средней части замочной скважины (Katayama et al. 2010). Matsunawa et al. (2000) также сообщили, что колебания замочной скважины приводят к образованию пузырьков на вершине замочной скважины, которые, в свою очередь, формируют пористость.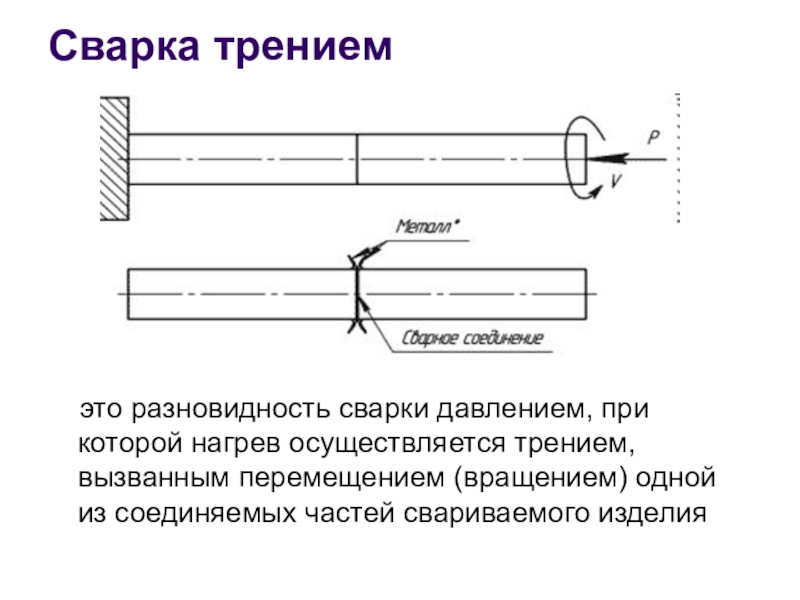 Водородная пористость может быть эффективно уменьшена за счет увеличения скорости сварки, так что для накопления водорода остается недостаточно времени из-за быстрого охлаждения и затвердевания.Используя мощный волоконный лазер, Катаяма и др. (2009) исследовали проплавление и образование дефектов в нескольких алюминиевых сплавах. Они обнаружили, что пластины AA5083 толщиной 10 мм были полностью пронизаны при плотности мощности 64 МВт / см 2 и что газообразный азот более эффективен, чем аргон, в предотвращении пористости. Их исследования показали, что пористости, вызванной замочной скважиной, можно избежать, используя эффективные параметры сварки и условия вакуума. Результаты подтвердили работу Kawahito et al.(2007), которые заявили, что параметры обработки и состояние поверхности несут ответственность за формирование пористости, но их можно эффективно контролировать с помощью оптимизации.
Водородная пористость может быть эффективно уменьшена за счет увеличения скорости сварки, так что для накопления водорода остается недостаточно времени из-за быстрого охлаждения и затвердевания.Используя мощный волоконный лазер, Катаяма и др. (2009) исследовали проплавление и образование дефектов в нескольких алюминиевых сплавах. Они обнаружили, что пластины AA5083 толщиной 10 мм были полностью пронизаны при плотности мощности 64 МВт / см 2 и что газообразный азот более эффективен, чем аргон, в предотвращении пористости. Их исследования показали, что пористости, вызванной замочной скважиной, можно избежать, используя эффективные параметры сварки и условия вакуума. Результаты подтвердили работу Kawahito et al.(2007), которые заявили, что параметры обработки и состояние поверхности несут ответственность за формирование пористости, но их можно эффективно контролировать с помощью оптимизации.
Другие дефекты при лазерной сварке
При лазерной сварке (LBW) алюминиевых сплавов деградация зоны термического влияния незначительна, поскольку в этом процессе используется малая мощность и малое тепловложение. Однако сильно локализованное изменение механических свойств может оказаться пагубным для конструкционных материалов из-за локальной деформации. Кроме того, некоторые сплавы очень подвержены растрескиванию металла шва или ЗТВ, что особенно характерно для сплавов серии 6ххх из-за образования выделений Mg – Si.Однако правильное добавление присадочной проволоки может смягчить эту проблему за счет уменьшения диапазона замерзания металла сварного шва и, таким образом, минимизации тенденции к растрескиванию при затвердевании. Процессы с высокой плотностью мощности не рекомендуются для некоторых сплавов, таких как 6061 и некоторые сплавы серий 5000, 6000 и 7000, потому что высокая плотность мощности может привести к испарению упрочняющих элементов, таких как Mg и Zn. Присутствие Mg очень важно в сплавах серий 5000 и 6000; как и Zn в сплавах серии 7000 (Cross et al.2003 г.). Рамасами и Олбрайт (2000) обнаружили, что происходит испарение магния и кремния и снижается твердость металла при сварке алюминиевого сплава 6111-T4 с помощью Nd: YAG-лазера мощностью 2 кВт в импульсном режиме, непрерывного лазера Nd: YAG мощностью 3 кВт.
Однако сильно локализованное изменение механических свойств может оказаться пагубным для конструкционных материалов из-за локальной деформации. Кроме того, некоторые сплавы очень подвержены растрескиванию металла шва или ЗТВ, что особенно характерно для сплавов серии 6ххх из-за образования выделений Mg – Si.Однако правильное добавление присадочной проволоки может смягчить эту проблему за счет уменьшения диапазона замерзания металла сварного шва и, таким образом, минимизации тенденции к растрескиванию при затвердевании. Процессы с высокой плотностью мощности не рекомендуются для некоторых сплавов, таких как 6061 и некоторые сплавы серий 5000, 6000 и 7000, потому что высокая плотность мощности может привести к испарению упрочняющих элементов, таких как Mg и Zn. Присутствие Mg очень важно в сплавах серий 5000 и 6000; как и Zn в сплавах серии 7000 (Cross et al.2003 г.). Рамасами и Олбрайт (2000) обнаружили, что происходит испарение магния и кремния и снижается твердость металла при сварке алюминиевого сплава 6111-T4 с помощью Nd: YAG-лазера мощностью 2 кВт в импульсном режиме, непрерывного лазера Nd: YAG мощностью 3 кВт.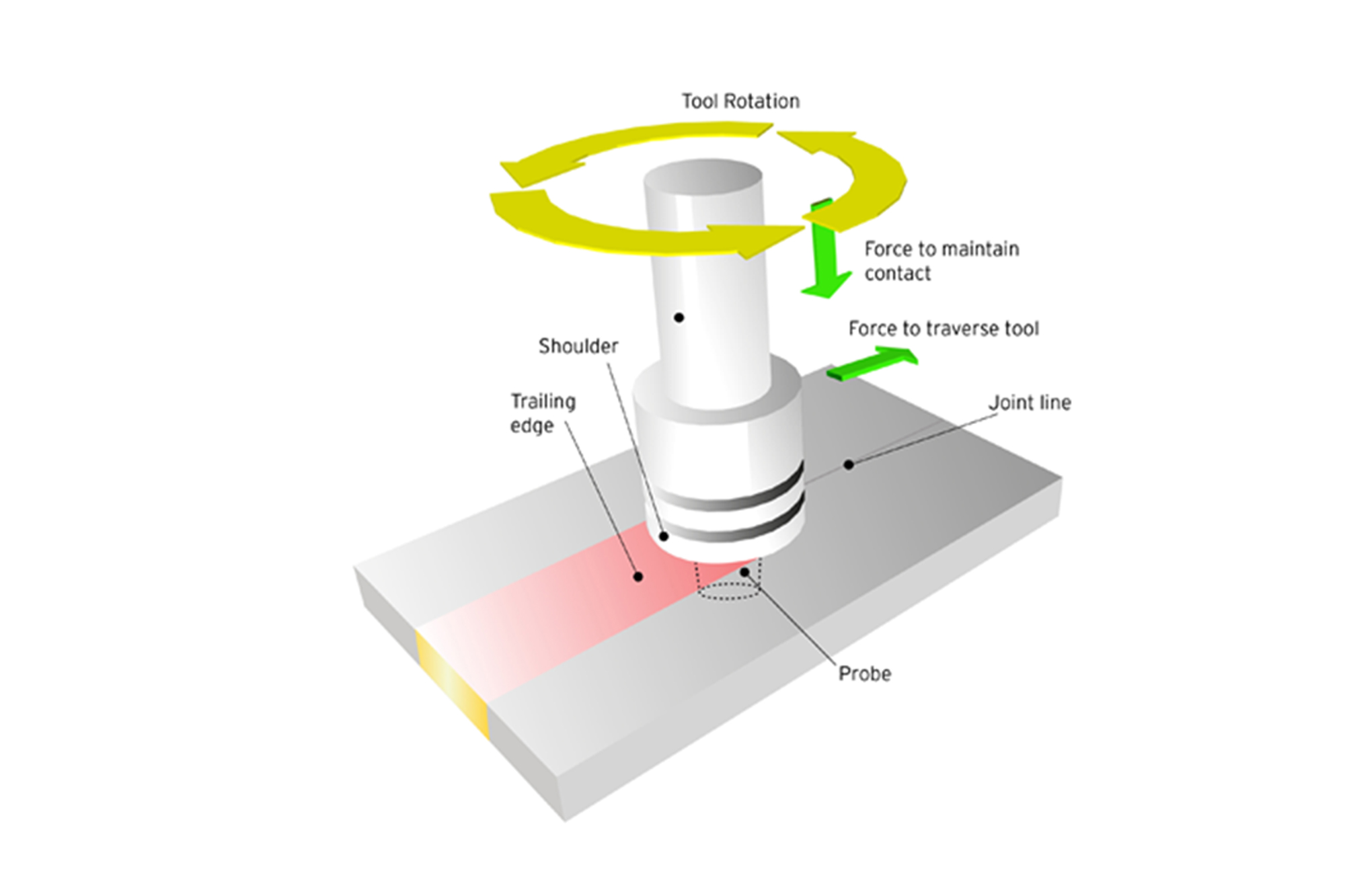 или CO 2 мощностью 3–5 кВт.
или CO 2 мощностью 3–5 кВт.
Характеристики процессов дуговой сварки
Дуговая сварка — широко используемый метод соединения. Из доступных в настоящее время процессов дуговой сварки алюминиевые сплавы обычно соединяют с использованием дуговой сварки вольфрамовым электродом (GTAW) и дуговой сварки металлическим электродом в газе (GMAW).Изначально GMAW был разработан как процесс наплавки с высокой скоростью сварки, которому способствует непрерывная подача проволоки и высокие сварочные токи (Regis 2008). Этот процесс универсален, поскольку его можно применять для сварки во всех положениях. Процесс легко автоматизируется и поддерживает интеграцию с робототехникой для крупномасштабного производства. Контроль процесса сварки алюминия сильно отличается от контроля при сварке стали. Было показано, что алюминиевые сплавы в 28 раз более чувствительны к изменениям скорости подачи проволоки, чем низкоуглеродистая сталь, при том же удлинении проволочного электрода (Quinn 2002). В случае GTAW ряд исследований показал, что рекомендуемый режим работы для алюминия и его сплавов — это GTAW на переменном токе, но эффект самопрямления в дуге требует подавления составляющих постоянного тока, и требуется некоторая помощь для повторного зажигания дуги. Использование высокочастотного транзистора, схем реверсивного переключателя и обычного источника питания постоянного тока обеспечивает выход переменного тока прямоугольной формы. Сообщалось (Kyselica, 1987), что эта технология полезна для катодной очистки алюминиевых сплавов. Плоское или приподнятое положение идеально подходит для процессов сварки GTAW и GMAW; Сварка потолка и карниза особых проблем не представляет.Однако следует избегать нисходящего положения сварного шва, чтобы не приваривать к ванне расплавленного металла, что является частой причиной отсутствия проплавления. Неспособность обеспечить хороший электрический контакт с землей может привести к плохому запуску или ухудшению стабильности дуги из-за присутствия глинозема на поверхности деталей (Courbiere 2008).
В случае GTAW ряд исследований показал, что рекомендуемый режим работы для алюминия и его сплавов — это GTAW на переменном токе, но эффект самопрямления в дуге требует подавления составляющих постоянного тока, и требуется некоторая помощь для повторного зажигания дуги. Использование высокочастотного транзистора, схем реверсивного переключателя и обычного источника питания постоянного тока обеспечивает выход переменного тока прямоугольной формы. Сообщалось (Kyselica, 1987), что эта технология полезна для катодной очистки алюминиевых сплавов. Плоское или приподнятое положение идеально подходит для процессов сварки GTAW и GMAW; Сварка потолка и карниза особых проблем не представляет.Однако следует избегать нисходящего положения сварного шва, чтобы не приваривать к ванне расплавленного металла, что является частой причиной отсутствия проплавления. Неспособность обеспечить хороший электрический контакт с землей может привести к плохому запуску или ухудшению стабильности дуги из-за присутствия глинозема на поверхности деталей (Courbiere 2008). В таблице 2 представлены некоторые недавние разработки в области смесей защитных газов, используемых при дуговой сварке алюминиевых сплавов, а также основные характеристики газов.
В таблице 2 представлены некоторые недавние разработки в области смесей защитных газов, используемых при дуговой сварке алюминиевых сплавов, а также основные характеристики газов.
Трещины при дуговой сварке и методы предотвращения
Тепло, выделяемое при соединении металлов, может вызывать значительные изменения в микроструктуре материала, тем самым ухудшая механические свойства основного металла и вызывая деформацию сварного шва.Горячее растрескивание, механизм высокотемпературного растрескивания, является основной причиной почти всех трещин в сварных швах алюминия. Горячий крекинг также известен как крекинг при затвердевании, горячий растрескивание и ликвационный крекинг. Растрескивание при затвердевании, пористость сварного шва и ликвационное растрескивание под воздействием тепла — это некоторые из специфических недостатков, обнаруживаемых при сварке плавлением алюминиевых сплавов (Леонард и Локьер, 2003). При сварке плавлением алюминиевых сплавов средняя часть алюминиевых швов остается в квазистационарном состоянии, но на оконечном конце (кратер сварного шва) время от времени происходят интенсивные изменения в передаче энергии, массы и импульса.Это приводит к неустойчивым полям температуры и потока жидкости (Saunders 1997; Dickerson 1998). Поскольку подача тепла прекращается, трещины развиваются из-за недостаточной пластичности металла и из-за растягивающего напряжения (Guo et al. 2009). Высокая теплопроводность алюминиевых сплавов обеспечивает более быстрое затвердевание сварочной ванны, что приводит к образованию трещин в кратерах сварного шва. Высокое тепловое расширение в сочетании с хрупкой структурой чуть ниже температуры затвердевания приводит к тому, что алюминиевые сплавы чувствительны к растрескиванию при затвердевании (Runnerstam and Persson 1995).Растрескивание при затвердевании носит межкристаллитный характер, т. Е. По границам зерен металла шва. Отсутствие эвтектики с низкой температурой плавления на границах зерен предотвращает образование трещин затвердевания в чистом алюминии.
При сварке плавлением алюминиевых сплавов средняя часть алюминиевых швов остается в квазистационарном состоянии, но на оконечном конце (кратер сварного шва) время от времени происходят интенсивные изменения в передаче энергии, массы и импульса.Это приводит к неустойчивым полям температуры и потока жидкости (Saunders 1997; Dickerson 1998). Поскольку подача тепла прекращается, трещины развиваются из-за недостаточной пластичности металла и из-за растягивающего напряжения (Guo et al. 2009). Высокая теплопроводность алюминиевых сплавов обеспечивает более быстрое затвердевание сварочной ванны, что приводит к образованию трещин в кратерах сварного шва. Высокое тепловое расширение в сочетании с хрупкой структурой чуть ниже температуры затвердевания приводит к тому, что алюминиевые сплавы чувствительны к растрескиванию при затвердевании (Runnerstam and Persson 1995).Растрескивание при затвердевании носит межкристаллитный характер, т. Е. По границам зерен металла шва. Отсутствие эвтектики с низкой температурой плавления на границах зерен предотвращает образование трещин затвердевания в чистом алюминии. В алюминиевых сплавах с высоким содержанием растворенных веществ чувствительность к трещинам очень низка, так как эвтектика в большом количестве заполняет и залечивает зарождающиеся трещины. Однако при определенных композиционных пределах количество эвтектической жидкости достаточно велико для образования сплошных пленок на границах зерен. Это в сочетании с высокой усадкой приводит к растрескиванию при затвердевании.Большинство присадочных материалов на основе алюминия с содержанием магния или кремния от 4 до 5 мас.% Успешно предотвращают образование трещин при затвердевании во время сварки. Керр и Като (1987) наблюдали линейное увеличение длины трещины при соответствующем увеличении дополнительной деформации или подводимого тепла. Согласно исследованиям Pereira et al. (1994), форма сварочной ванны оказывает значительное влияние на образование трещин при затвердевании, а развитие мелкозернистых структур будет иметь тенденцию к снижению тенденции к растрескиванию при затвердевании.На основе моделирования ликвационного растрескивания в алюминиевом сплаве 7017 (Лу и др.
В алюминиевых сплавах с высоким содержанием растворенных веществ чувствительность к трещинам очень низка, так как эвтектика в большом количестве заполняет и залечивает зарождающиеся трещины. Однако при определенных композиционных пределах количество эвтектической жидкости достаточно велико для образования сплошных пленок на границах зерен. Это в сочетании с высокой усадкой приводит к растрескиванию при затвердевании.Большинство присадочных материалов на основе алюминия с содержанием магния или кремния от 4 до 5 мас.% Успешно предотвращают образование трещин при затвердевании во время сварки. Керр и Като (1987) наблюдали линейное увеличение длины трещины при соответствующем увеличении дополнительной деформации или подводимого тепла. Согласно исследованиям Pereira et al. (1994), форма сварочной ванны оказывает значительное влияние на образование трещин при затвердевании, а развитие мелкозернистых структур будет иметь тенденцию к снижению тенденции к растрескиванию при затвердевании.На основе моделирования ликвационного растрескивания в алюминиевом сплаве 7017 (Лу и др. , 1996) было отмечено, что уровень приложенного напряжения и температура, при которой прикладывается напряжение, определяют развитие ликвационного растрескивания. Увеличение скорости охлаждения может уменьшить растрескивание. В сварных конструкциях из алюминиевых сплавов горячее растрескивание возникает в результате неподходящего присадочного материала, чрезмерного разбавления металла шва основным сплавом и неправильной конструкции соединения (Guo et al. 2009). Вырабатываемое тепло, которое поддерживает плавление и соединение металла, может привести к микросегрегации легирующих элементов, таких как медь, магний, кремний и марганец (Chong et al.2003 г.). Восприимчивость к пористости и дефектам плавления ограничила использование дуговой сварки алюминия в областях, где качество сварки не имеет первостепенного значения (таблица 3).
, 1996) было отмечено, что уровень приложенного напряжения и температура, при которой прикладывается напряжение, определяют развитие ликвационного растрескивания. Увеличение скорости охлаждения может уменьшить растрескивание. В сварных конструкциях из алюминиевых сплавов горячее растрескивание возникает в результате неподходящего присадочного материала, чрезмерного разбавления металла шва основным сплавом и неправильной конструкции соединения (Guo et al. 2009). Вырабатываемое тепло, которое поддерживает плавление и соединение металла, может привести к микросегрегации легирующих элементов, таких как медь, магний, кремний и марганец (Chong et al.2003 г.). Восприимчивость к пористости и дефектам плавления ограничила использование дуговой сварки алюминия в областях, где качество сварки не имеет первостепенного значения (таблица 3).
Сварка трением с перемешиванием Al 5052 со сплавами Al 6061
Сварка трением с перемешиванием (FSW), технология соединения в твердом состоянии, широко используется как для аналогичных, так и для разнородных соединений Al, Mg, Cu, Ti и их сплавов. .В настоящем исследовании сварка трением с перемешиванием двух алюминиевых сплавов — AA6061 и AA5052 — выполнялась при различных комбинациях скоростей вращения инструмента и скорости перемещения инструмента. Поперечное сечение сварного шва использовалось как для оптических, так и для электронных наблюдений. Микроструктурные исследования использовались для определения степени перемешивания материала как в макро-, так и в микромасштабе. Было замечено, что на границе раздела оба материала демонстрируют аналогичную текстуру, несмотря на нестрогое перемешивание материалов в самородке.Степень взаимной диффузии легирующих элементов на границе раздела исследовали с помощью электронно-зондового микроанализа. Оценка испытаний на растяжение этих образцов показала хорошие механические свойства. Взаимная диффузия легирующих элементов и развитие сходных ориентаций в самородке могли способствовать улучшению свойств растяжения сваренных трением с перемешиванием образцов AA5052-AA6061.
.В настоящем исследовании сварка трением с перемешиванием двух алюминиевых сплавов — AA6061 и AA5052 — выполнялась при различных комбинациях скоростей вращения инструмента и скорости перемещения инструмента. Поперечное сечение сварного шва использовалось как для оптических, так и для электронных наблюдений. Микроструктурные исследования использовались для определения степени перемешивания материала как в макро-, так и в микромасштабе. Было замечено, что на границе раздела оба материала демонстрируют аналогичную текстуру, несмотря на нестрогое перемешивание материалов в самородке.Степень взаимной диффузии легирующих элементов на границе раздела исследовали с помощью электронно-зондового микроанализа. Оценка испытаний на растяжение этих образцов показала хорошие механические свойства. Взаимная диффузия легирующих элементов и развитие сходных ориентаций в самородке могли способствовать улучшению свойств растяжения сваренных трением с перемешиванием образцов AA5052-AA6061.
1. Введение
Соединение разнородных материалов имеет жизненно важное значение, поскольку оно предназначено для получения продукта, имеющего комбинацию желаемых свойств обоих исходных материалов. Хорошо известны трудности соединения материалов с сильно различающимися свойствами с использованием обычных методов сварки плавлением. Выбор подходящего наполнителя (обладающего промежуточными свойствами) имеет решающее значение. В противном случае возможное образование сложных хрупких интерметаллических соединений может ухудшить качество сварного шва, что приведет к ухудшению качества сварных швов. Точно так же непросто напрямую соединить эти материалы с использованием методов твердотельного соединения, учитывая проблемы совместимости физических свойств материалов, а также образование интерметаллических соединений.Следовательно, в таких случаях часто используется подходящий промежуточный слой, который предотвращает образование интерметаллических соединений.
Хорошо известны трудности соединения материалов с сильно различающимися свойствами с использованием обычных методов сварки плавлением. Выбор подходящего наполнителя (обладающего промежуточными свойствами) имеет решающее значение. В противном случае возможное образование сложных хрупких интерметаллических соединений может ухудшить качество сварного шва, что приведет к ухудшению качества сварных швов. Точно так же непросто напрямую соединить эти материалы с использованием методов твердотельного соединения, учитывая проблемы совместимости физических свойств материалов, а также образование интерметаллических соединений.Следовательно, в таких случаях часто используется подходящий промежуточный слой, который предотвращает образование интерметаллических соединений.
Сварка трением с перемешиванием (FSW) стала очевидным выбором для сварки «трудносвариваемых» алюминиевых сплавов (серия 5xxx) или высокопрочных алюминиевых сплавов (серии 2xxx и 7xxx). Он также упростил сварку разнородных алюминиевых сплавов. Сварка разнородных алюминиевых сплавов привлекла больше внимания, поскольку она позволяет понять многие явления (например,g., поток материала), которые не были очевидны при сварке трением с перемешиванием аналогичных алюминиевых сплавов. Многие исследователи интересуются многими вопросами, такими как изменение микротвердости, расход материала, расположение материала, распределение температуры, остаточные напряжения и т. Д. На границе соприкасающихся материалов и их последующее влияние на механические свойства [1–3].
Сварка разнородных алюминиевых сплавов привлекла больше внимания, поскольку она позволяет понять многие явления (например,g., поток материала), которые не были очевидны при сварке трением с перемешиванием аналогичных алюминиевых сплавов. Многие исследователи интересуются многими вопросами, такими как изменение микротвердости, расход материала, расположение материала, распределение температуры, остаточные напряжения и т. Д. На границе соприкасающихся материалов и их последующее влияние на механические свойства [1–3].
Ли и др. [1] исследовали разнородное соединение внахлест FSW пластин AA5052-h212 и AA6061-T6 толщиной 1 мм и 2 мм, соответственно, с различными скоростями вращения инструмента и скоростями перемещения инструмента в зависимости от фиксированного расположения каждого материала сверху или снизу. лист.Они обнаружили, что морфология интерфейса характеризовалась подтягиванием и опусканием интерфейса на наступающей и отступающей стороне. Толщина более тонкого листа AA5052 уменьшилась из-за вертикального перемещения материалов. Было установлено, что величина вертикального перемещения увеличивалась и, следовательно, толщина AA5052 уменьшалась, когда подвод тепла был увеличен либо за счет увеличения скорости вращения инструмента, либо за счет уменьшения скорости движения инструмента. Прочность соединений в основном зависела от морфологии поверхности раздела и вертикального движения материала.
Было установлено, что величина вертикального перемещения увеличивалась и, следовательно, толщина AA5052 уменьшалась, когда подвод тепла был увеличен либо за счет увеличения скорости вращения инструмента, либо за счет уменьшения скорости движения инструмента. Прочность соединений в основном зависела от морфологии поверхности раздела и вертикального движения материала.
Парк и Ким [2] исследовали влияние скорости вращения инструмента и скорости перемещения инструмента на перемешивающее действие и теплоту трения во время экспериментов FSW с разнородными алюминиевыми сплавами — AA5052-O и AA6061-T6. Они использовали ряд технологических параметров для определения механической прочности сварного шва из разнородных материалов. Они пришли к выводу, что оптимальными условиями были скорость передвижения 61 мм / мин и скорость вращения 1600 об / мин. Их наблюдения за чистотой поверхности сварного шва и поведением пластической текучести показали, что эффект перемешивания увеличивался, а количество дефектов уменьшалось при уменьшении скорости перемещения.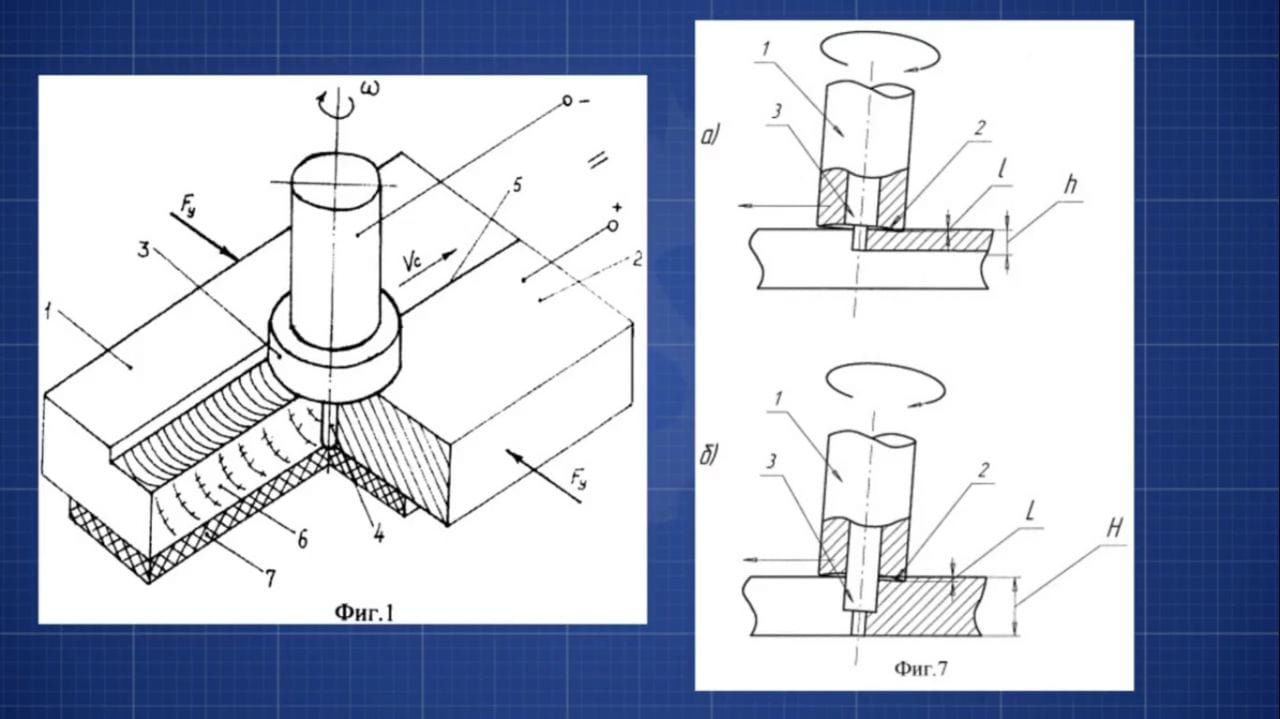
Park et al. [3] исследовали влияние расположения материала на свойства разнородных FSW соединений AA5052-h42 и AA6061-T6. Они показали, что схемы смешивания материалов в стыках СТС различаются в зависимости от расположения основных материалов. Для данных алюминиевых сплавов материалы были более правильно перемешаны, когда AA5052-h42 находился на наступающей стороне, а AA6061-T6 был на отступающей стороне, чем в случае AA6061-T6 на наступающей стороне и алюминиевого сплава AA5052-h42 на отступающей стороне. боковая сторона.Было обнаружено, что для обеих комбинаций расположения материалов AA5052-h42 показал самое низкое значение микротвердости в зоне термического влияния (HAZ), что четко объясняет причины разрушения образцов для испытаний на растяжение на стороне 5052-h42.
Настоящее исследование описывает развитие микроструктуры и результирующие механические свойства, связанные с сваркой разнородных сплавов трением с перемешиванием — AA5052 и AA6061.
2. Экспериментальная часть
В настоящих исследованиях сварки трением с перемешиванием использовались два коммерческих алюминиевых сплава AA5052 и AA6061, первый из которых представлял собой частично рекристаллизованный твердый сплав, упрочненный твердым раствором, а второй — алюминиевый сплав, упрочненный дисперсным твердым раствором.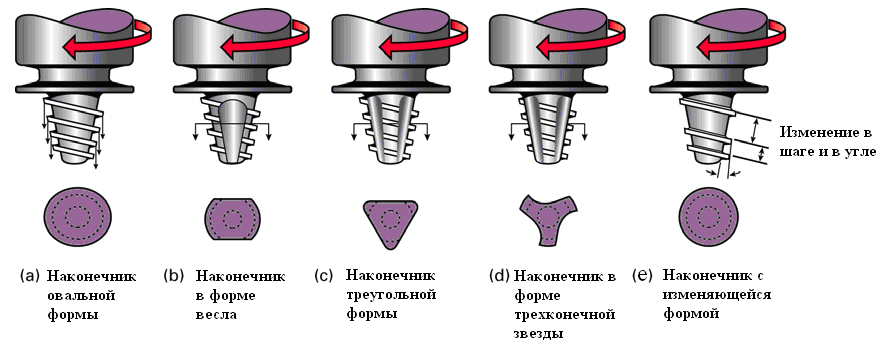 AA6061 находился в растворенном состоянии (термообработка раствора при 530 ° C в течение 0,5 ч с последующей закалкой в воде), тогда как AA5052 находилась в состоянии поставки. Химический состав и механические свойства этих сплавов перечислены в таблицах 1 и 2 соответственно.
AA6061 находился в растворенном состоянии (термообработка раствора при 530 ° C в течение 0,5 ч с последующей закалкой в воде), тогда как AA5052 находилась в состоянии поставки. Химический состав и механические свойства этих сплавов перечислены в таблицах 1 и 2 соответственно.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||
Эксперименты по FSW проводились с использованием специально разработанного и изготовленного на месте оборудования для сварки трением с перемешиванием в Машиностроении. Отделение Индийского института науки, Бангалор. Во время экспериментов регистратор данных использовался для сбора данных (состоящих из нормальной нагрузки, поперечной нагрузки, крутящего момента шпинделя и т. Д.) От тензодатчиков, прикрепленных к оборудованию. Размеры используемых заготовок составляли 300 мм × 50 мм × 5 мм. Перед сваркой одна сторона заготовок обрабатывалась в плоскости продольного поперечного сечения (плоскость длина-толщина) на фрезерном оборудовании. Это способствовало хорошему контакту сопрягаемых поверхностей друг с другом, когда они расположены встык.Заготовки были тщательно очищены ацетоном для удаления любой грязи, органических материалов и мелких частиц, оставшихся после процесса обработки. Был использован инструмент из коммерческой быстрорежущей стали (HSS), имеющий цилиндрическую геометрию с длиной штифта 4,8 мм и диаметром штифта 6 мм и с диаметром уступа 25 мм. Наклон инструмента поддерживался постоянным на уровне 3 ° на протяжении всех сварочных испытаний.
Отделение Индийского института науки, Бангалор. Во время экспериментов регистратор данных использовался для сбора данных (состоящих из нормальной нагрузки, поперечной нагрузки, крутящего момента шпинделя и т. Д.) От тензодатчиков, прикрепленных к оборудованию. Размеры используемых заготовок составляли 300 мм × 50 мм × 5 мм. Перед сваркой одна сторона заготовок обрабатывалась в плоскости продольного поперечного сечения (плоскость длина-толщина) на фрезерном оборудовании. Это способствовало хорошему контакту сопрягаемых поверхностей друг с другом, когда они расположены встык.Заготовки были тщательно очищены ацетоном для удаления любой грязи, органических материалов и мелких частиц, оставшихся после процесса обработки. Был использован инструмент из коммерческой быстрорежущей стали (HSS), имеющий цилиндрическую геометрию с длиной штифта 4,8 мм и диаметром штифта 6 мм и с диаметром уступа 25 мм. Наклон инструмента поддерживался постоянным на уровне 3 ° на протяжении всех сварочных испытаний.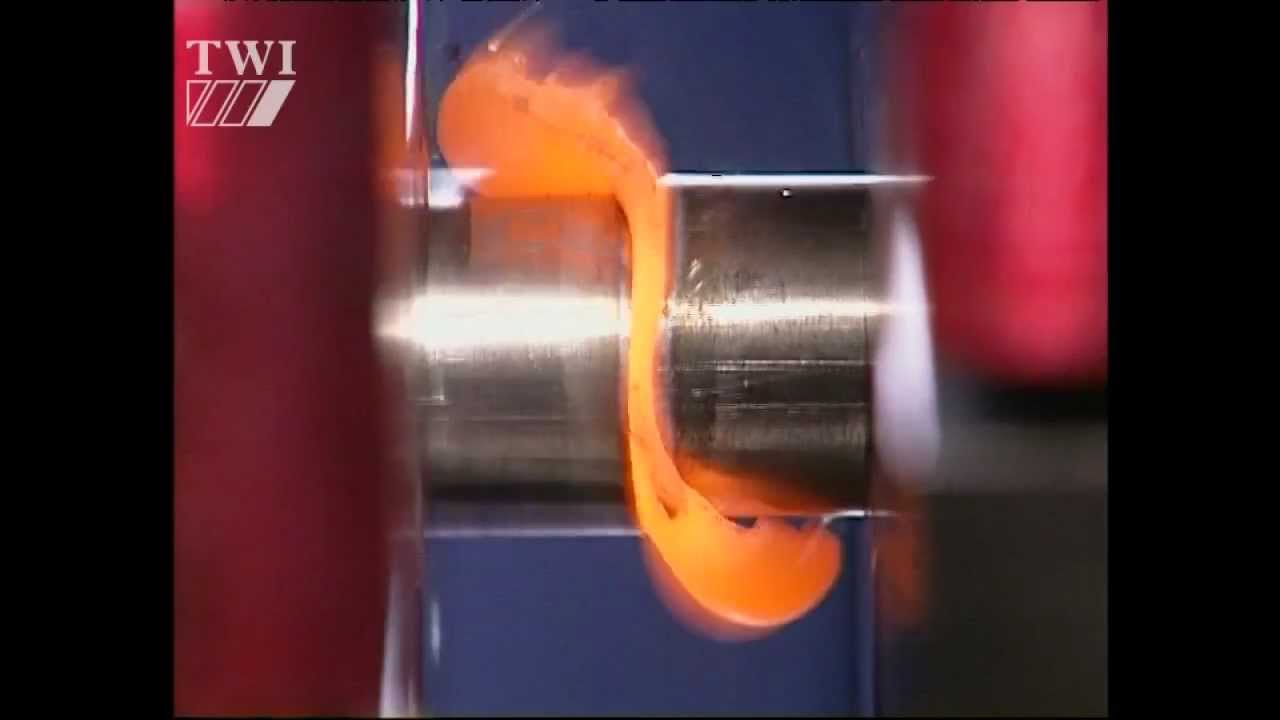 Несколько испытаний FSW были проведены при 1120 и 1400 об / мин и для различных скоростей перемещения в диапазоне от 60 мм / мин, 80 мм / мин и 100 мм / мин.В зависимости от сочетания используемой скорости вращения инструмента и скорости перемещения инструмента, образцам были присвоены идентификаторы в соответствии с номенклатурой (R «скорость вращения инструмента» F «скорость движения инструмента», где R «скорость вращения инструмента» означает скорость вращения инструмента в об / мин и F «скорость перемещения инструмента» относится к подаче или скорости перемещения инструмента в мм / мин; например, комбинация параметров процесса 1120 об / мин и 100 мм / мин обозначается как R1120F100). Аттестация бездефектных швов проводилась с помощью рентгенографии и тестов на проникновение красителя.Было замечено, что для образца R1400F080 (сваренного при скорости вращения инструмента 1400 об / мин и скорости перемещения инструмента 80 мм / мин) были получены бездефектные соединения по всей поверхности раздела.
Несколько испытаний FSW были проведены при 1120 и 1400 об / мин и для различных скоростей перемещения в диапазоне от 60 мм / мин, 80 мм / мин и 100 мм / мин.В зависимости от сочетания используемой скорости вращения инструмента и скорости перемещения инструмента, образцам были присвоены идентификаторы в соответствии с номенклатурой (R «скорость вращения инструмента» F «скорость движения инструмента», где R «скорость вращения инструмента» означает скорость вращения инструмента в об / мин и F «скорость перемещения инструмента» относится к подаче или скорости перемещения инструмента в мм / мин; например, комбинация параметров процесса 1120 об / мин и 100 мм / мин обозначается как R1120F100). Аттестация бездефектных швов проводилась с помощью рентгенографии и тестов на проникновение красителя.Было замечено, что для образца R1400F080 (сваренного при скорости вращения инструмента 1400 об / мин и скорости перемещения инструмента 80 мм / мин) были получены бездефектные соединения по всей поверхности раздела.
Поперечное сечение сварного шва использовалось как для оптических, так и для электронных микроскопий. Этот поперечный разрез был тщательно подготовлен с использованием стандартных металлографических методов для получения зеркальной отделки поверхности. Для оптической микроскопии полированные образцы подвергались химическому травлению травителем для выявления микроструктуры.Используемый травитель представлял собой разбавленный раствор 5 мл HF + 10 мл H 2 SO 4 в 85 мл воды. Профиль микротвердости был получен в области средней толщины по всей этой структуре с использованием нагрузки 50 г и времени выдержки 10 с. Электронно-зондовый микроанализатор Cameca SX100 (EPMA), оборудованный тремя спектрометрами с дисперсией по длине волны, использовался при рабочем напряжении 20 кВ и регулируемом токе пучка 20 нА для определения химического состава. Для дифракции обратно рассеянных электронов (EBSD) образцы электрополировали при -40 ° C и 11 В в растворе, содержащем 20 об. Хлорной кислоты и 80 об. Этилового спирта.Измерения EBSD были получены на сканирующем электронном микроскопе Fei Quanta-200 HV с пакетом TSL-OIM. Детали соглашений, принятых для анализа данных EBSD, и различных форм представления / анализа данных микротекстур описаны в другой работе, опубликованной авторами [4].
Хлорной кислоты и 80 об. Этилового спирта.Измерения EBSD были получены на сканирующем электронном микроскопе Fei Quanta-200 HV с пакетом TSL-OIM. Детали соглашений, принятых для анализа данных EBSD, и различных форм представления / анализа данных микротекстур описаны в другой работе, опубликованной авторами [4].
Стандартный образец для растяжения, имеющий расчетную длину 25 мм и ширину 5 мм, был вырезан с помощью электроэрозионного станка (EDM) из сваренных пластин, удерживая ось растяжения перпендикулярно направлению сварки.Измерительная длина образца для растяжения простиралась от зоны перемешивания до исходного материала. Образцы на растяжение были испытаны с использованием винтовой машины Instron при скорости деформации 10 -4 с -1 .
3. Результаты и обсуждение
3.1. Оптимизация параметров процесса
Изменение нормальной нагрузки, поперечной нагрузки и крутящего момента шпинделя во времени во время экспериментальных испытаний для FSW AA5052-AA6061 показано на рисунке 1. Подробное описание динамики изменения нагрузки (как нормальной, так и нормальной). и траверса), а крутящий момент во время FSW AA5052 приведен в разделе 4.1 главы 4 статьи [5]. Из экспериментов по сварке трением с перемешиванием для разнородной комбинации AA5052 и AA6061 было замечено, что нормальная нагрузка, испытываемая инструментом, варьировалась в диапазоне 3,5–7 кН при скорости вращения 1120 об / мин. В то время как при более высокой скорости вращения 1400 об / мин нормальная нагрузка уменьшалась и находилась в диапазоне 3,5–6 кН. Было обнаружено, что во время испытаний FSW AA5052-AA6061 нормальная нагрузка была меньше при более высокой скорости вращения 1400 об / мин. Однако нельзя сделать никаких окончательных выводов для нормальной нагрузки при скорости вращения 1120 об / мин.Поперечная нагрузка находилась в пределах 0,6–1,2 кН и 0,7–1,3 кН для скоростей вращения 1120 и 1400 об / мин соответственно. Крутящий момент шпинделя уменьшается с увеличением скорости вращения. Значения крутящего момента шпинделя на этапе перемещения находились в диапазоне 33–38 Нм при 1120 об / мин и 25–30 Нм при 1400 об / мин.
Подробное описание динамики изменения нагрузки (как нормальной, так и нормальной). и траверса), а крутящий момент во время FSW AA5052 приведен в разделе 4.1 главы 4 статьи [5]. Из экспериментов по сварке трением с перемешиванием для разнородной комбинации AA5052 и AA6061 было замечено, что нормальная нагрузка, испытываемая инструментом, варьировалась в диапазоне 3,5–7 кН при скорости вращения 1120 об / мин. В то время как при более высокой скорости вращения 1400 об / мин нормальная нагрузка уменьшалась и находилась в диапазоне 3,5–6 кН. Было обнаружено, что во время испытаний FSW AA5052-AA6061 нормальная нагрузка была меньше при более высокой скорости вращения 1400 об / мин. Однако нельзя сделать никаких окончательных выводов для нормальной нагрузки при скорости вращения 1120 об / мин.Поперечная нагрузка находилась в пределах 0,6–1,2 кН и 0,7–1,3 кН для скоростей вращения 1120 и 1400 об / мин соответственно. Крутящий момент шпинделя уменьшается с увеличением скорости вращения. Значения крутящего момента шпинделя на этапе перемещения находились в диапазоне 33–38 Нм при 1120 об / мин и 25–30 Нм при 1400 об / мин. Кроме того, было замечено, что для конкретной скорости вращения крутящий момент шпинделя не зависел от изменения скорости перемещения (60, 80 и 100 мм / мин).
Кроме того, было замечено, что для конкретной скорости вращения крутящий момент шпинделя не зависел от изменения скорости перемещения (60, 80 и 100 мм / мин).
3.2. Микроструктурные характеристики
На рис. 2 показан мотив оптических изображений поперечного сечения образца FSW AA5052-AA6061 R1400F080.На рисунке отмечены различные области разнородных сварных швов трением с перемешиванием. Можно заметить, что граница раздела между AA5052 и AA6061, которая изначально была линейной до сварки, теперь имеет нелинейный, волнистый и искаженный вид. Интерфейс кажется зубчатым по всей толщине сварного шва. Этот интерфейс можно рассматривать как несовершенство, и Threadgill назвал его «остатком линии сустава» [6]. Следует отметить, что наличие остатка линии стыка не влияет на растягивающие свойства сварных швов [6].Однако при использовании существующей комбинации параметров процесса (R1400F080) макроскопическое перемешивание материалов (AA5052 и AA6061) в самородке не наблюдалось. Несколько исследователей [2, 7–11] изучали образование сложных интеркаляционных структур, состоящих из вихревых элементов и перемешанных разнородных ламелей во время перемешивания, происходящего в СТП разнородных материалов. Парк и Ким [2] показали различные микрофотографии, чтобы проиллюстрировать степень перемешивания материала, имеющую место для одной и той же комбинации алюминиевых сплавов (AA5052 и AA6061), при постоянной скорости вращения 1250 об / мин и различных скоростях перемещения (в диапазоне от 15 мм / мин. до 507 мм / мин).Основной причиной наблюдаемого эффективного перемешивания является использование резьбового инструмента для испытаний FSW. Напротив, Коллиган [12] указал, что во время процесса FSW не весь материал, на который воздействует инструментальный штифт, перемешивался: большая часть движения материала определялась экструзией.
Несколько исследователей [2, 7–11] изучали образование сложных интеркаляционных структур, состоящих из вихревых элементов и перемешанных разнородных ламелей во время перемешивания, происходящего в СТП разнородных материалов. Парк и Ким [2] показали различные микрофотографии, чтобы проиллюстрировать степень перемешивания материала, имеющую место для одной и той же комбинации алюминиевых сплавов (AA5052 и AA6061), при постоянной скорости вращения 1250 об / мин и различных скоростях перемещения (в диапазоне от 15 мм / мин. до 507 мм / мин).Основной причиной наблюдаемого эффективного перемешивания является использование резьбового инструмента для испытаний FSW. Напротив, Коллиган [12] указал, что во время процесса FSW не весь материал, на который воздействует инструментальный штифт, перемешивался: большая часть движения материала определялась экструзией.
В настоящем исследовании использовался инструмент без резьбы. Следовательно, значительного смешения между двумя сплавами не наблюдалось. Lorrain et al. [10] сообщили, что поток материала с использованием инструмента без резьбы имел те же особенности, что и поток материала с использованием инструментов с резьбой: осаждение материала на продвигающейся стороне (AS) в верхней части сварного шва и на отступающей стороне (RS). в нижней части шва.В данном случае смешивание материалов было не таким эффективным, как наблюдали Park et al. [3]. Park et al. [3] заметили, что смешивание материалов было более эффективным, когда AA5052 находился на продвигающейся стороне для комбинации AA5052-AA6061 FSW. В настоящем исследовании после травления можно было заметить зону закрутки на дне зоны самородка, ограниченную режимом AA6061. Это согласуется с результатами Оуянга и Ковачевича [7], которые сообщили о вихревых особенностях для FSW AA6061.Интерфейс наступающей стороны на стороне AA6061 был четко виден, но интерфейс отступающей стороны на стороне AA5052 было трудно разграничить.
Lorrain et al. [10] сообщили, что поток материала с использованием инструмента без резьбы имел те же особенности, что и поток материала с использованием инструментов с резьбой: осаждение материала на продвигающейся стороне (AS) в верхней части сварного шва и на отступающей стороне (RS). в нижней части шва.В данном случае смешивание материалов было не таким эффективным, как наблюдали Park et al. [3]. Park et al. [3] заметили, что смешивание материалов было более эффективным, когда AA5052 находился на продвигающейся стороне для комбинации AA5052-AA6061 FSW. В настоящем исследовании после травления можно было заметить зону закрутки на дне зоны самородка, ограниченную режимом AA6061. Это согласуется с результатами Оуянга и Ковачевича [7], которые сообщили о вихревых особенностях для FSW AA6061.Интерфейс наступающей стороны на стороне AA6061 был четко виден, но интерфейс отступающей стороны на стороне AA5052 было трудно разграничить.
На рис. 2 можно распознать отчетливую ЗТВ на стороне AA6061, тогда как на стороне AA5052 на удаляющейся стороне такая характерная область не различима. AA5052 является твердым сплавом, упрочненным на раствор, поэтому вблизи ЗТВ на нем не наблюдалось теплового воздействия. AA6061 представляет собой дисперсионно-твердый сплав, и эффект нагрева во время процесса деформации четко отражается на микроструктуре в виде ЗТВ, которая выглядит ярче, чем прилегающие самородок и основной материал (BM).
AA5052 является твердым сплавом, упрочненным на раствор, поэтому вблизи ЗТВ на нем не наблюдалось теплового воздействия. AA6061 представляет собой дисперсионно-твердый сплав, и эффект нагрева во время процесса деформации четко отражается на микроструктуре в виде ЗТВ, которая выглядит ярче, чем прилегающие самородок и основной материал (BM).
На рис. 3 (а) показана оптическая микрофотография при малом увеличении образца R1400F080. Вторичное электронное изображение области в самородке, обозначенной прямоугольником «X», показано на рисунке 3 (b). Линия AB в области средней толщины показывает положение профиля микротвердости в поперечном сечении образца AA5052-AA6061 R1400F080, полученного сваркой трением с перемешиванием. Аналогичным образом линия PQ на рисунке 3 (b) показывает расположение анализа профиля линии для Al K α , Mg K α и Si K α через интерфейс AA5052-AA6061, показанный на рисунке 3 (c).Было замечено, что ширина взаимной диффузии составляла приблизительно 80 мкм м при относительно небольшой продолжительности отжига (приблизительно несколько минут). На этом рисунке периодические всплески на кривой Si K α указывают на присутствие богатых Si частиц второй фазы. Таким образом, был сделан вывод, что, несмотря на недостаточное перемешивание материалов (AA5052 и AA6061), вызванное перемешивающим действием инструмента, это не привело к простой механической блокировке алюминиевых сплавов.Из профилей EPMA на рисунке 3 (c) видно, что существует значительная взаимная диффузия легирующих элементов.
На этом рисунке периодические всплески на кривой Si K α указывают на присутствие богатых Si частиц второй фазы. Таким образом, был сделан вывод, что, несмотря на недостаточное перемешивание материалов (AA5052 и AA6061), вызванное перемешивающим действием инструмента, это не привело к простой механической блокировке алюминиевых сплавов.Из профилей EPMA на рисунке 3 (c) видно, что существует значительная взаимная диффузия легирующих элементов.
На рисунке 4 (а) показана карта обратной полюсной фигуры области на границе раздела AA5052 и AA6061 в самородке образца FSW AA5052-AA6061 R1400F080. Область показывает мелкие зерна в самородке для обоих алюминиевых сплавов. Эта показанная область была разделена на две области A и B. Область A состояла из мелких зерен AA6061, а область B состояла из улучшенной микроструктуры AA5052.Средние диаметры зерен для областей A и B составляли 11 и 20 мкм м соответственно. Из диаграммы полюсных фигур {111} этих областей, показанных на рисунке 4 (b), можно видеть, что распределение ориентации было одинаковым для обоих алюминиевых сплавов. Большинство полюсов {111} были выровнены в направлении ND (т. Е. Параллельно направлению сварки).
Большинство полюсов {111} были выровнены в направлении ND (т. Е. Параллельно направлению сварки).
3.3. Оценка механических свойств
3.3.1. Микротвердость
На рис. 5 показано изменение микротвердости по поперечному сечению образца FSW AA5052-AA6061 R1400F080 в области средней толщины по линии AB (показано на рис. 3 (а)).На рисунке закрашенными и незаполненными символами обозначены значения микротвердости, соответствующие областям / доменам сплавов AA5052 и AA6061 соответственно. Резкий переход через интерфейс AA5052-AA6061 в самородке наблюдался при переходе от AA5052 к AA6061. Следует отметить, что микроиндентирование в самородке проводилось с интервалами 250 мкм м. Из профилей EPMA, показанных на рисунке 3 (c), было замечено, что ширина переходной области составляла приблизительно 80 мкм м.Следовательно, какое-либо возможное плавное изменение (переход) микротвердости при использовании техники микроиндентирования не наблюдалось. Значения микротвердости оставались почти постоянными в самородке и прилегающей ЗТВ для обоих алюминиевых сплавов (56–61 VHN в AA5052 и 86–91 VHN в AA6061).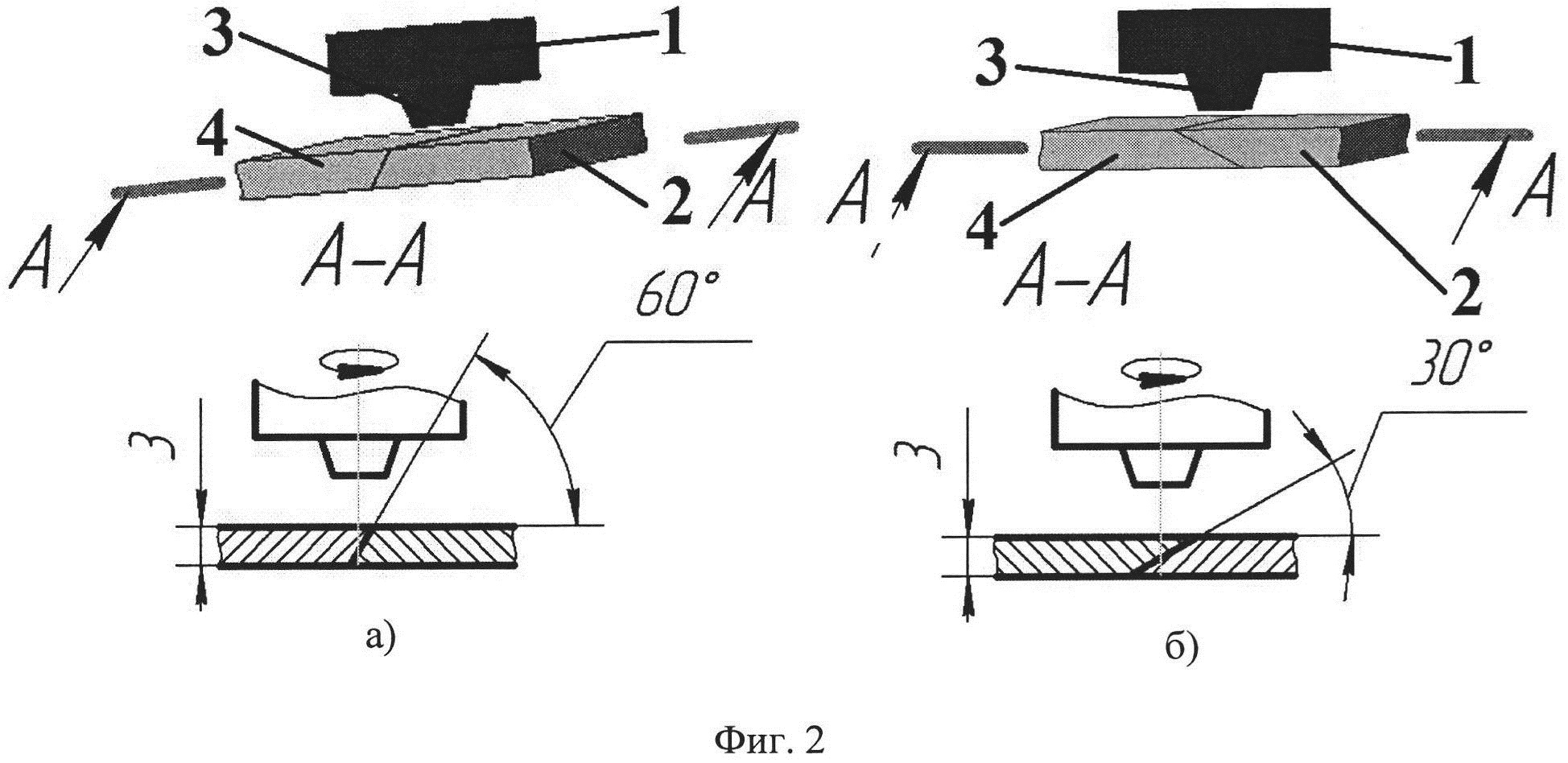 За пределами ЗТВ в область основного материала наблюдался плавный переход микротвердости к значениям микротвердости основного материала — снижение от более высокой твердости в наггете на стороне AA6061 и увеличение от более низкой твердости в наггете на стороне AA5052.
За пределами ЗТВ в область основного материала наблюдался плавный переход микротвердости к значениям микротвердости основного материала — снижение от более высокой твердости в наггете на стороне AA6061 и увеличение от более низкой твердости в наггете на стороне AA5052.
В более ранней работе [4], опубликованной авторами по FSW AA5052, было замечено небольшое увеличение микротвердости на границе самородок-TMAZ на продвигающейся стороне. Такого заметного повышения микротвердости на границе самородок-ТМАЗ на продвигающейся стороне для настоящей работы по FSW AA5052-AA6061 не наблюдалось.
3.3.2. Испытание на растяжение
На рисунке 6 показаны результаты испытаний на растяжение образцов FSW AA5052-AA6061. По оси абсцисс параметры процесса расположены в порядке убывания шага сварного шва (отношение скорости перемещения к скорости вращения, выраженное в мм / об), что означает, что подвод тепла увеличивается по мере продвижения слева направо.Параметры процесса слева приводят к более низкому тепловложению, тогда как параметры процесса справа имеют более высокое тепловложение. Было замечено, что образец R1120F100 с наименьшим тепловложением привел к худшим свойствам при растяжении по сравнению с другим образцом. Остальная часть образца показала хорошие показатели прочности (~ 225 МПа), где предел прочности при растяжении был сопоставим, а значения предела текучести находились в диапазоне 135–150 МПа. Было замечено, что параметры процесса с высоким тепловложением привели к хорошей пластичности (~ 7%).В целом было замечено, что использование более высоких скоростей вращения (1400 об / мин) было существенным для обеспечения хорошего подводимого тепла, и полученные таким образом сварные швы имели хорошую прочность на разрыв. Было обнаружено, что результаты испытаний на растяжение образца FSW AA5052-AA6061 согласуются с результатами, полученными Park et al. [3] для той же системы сплавов. Согласно их результатам, для скоростей вращения и перемещения инструмента 2000 об / мин и 100 мм / мин соответственно предел прочности и предел текучести составили ~ 220 МПа и 110 МПа соответственно.
Было замечено, что образец R1120F100 с наименьшим тепловложением привел к худшим свойствам при растяжении по сравнению с другим образцом. Остальная часть образца показала хорошие показатели прочности (~ 225 МПа), где предел прочности при растяжении был сопоставим, а значения предела текучести находились в диапазоне 135–150 МПа. Было замечено, что параметры процесса с высоким тепловложением привели к хорошей пластичности (~ 7%).В целом было замечено, что использование более высоких скоростей вращения (1400 об / мин) было существенным для обеспечения хорошего подводимого тепла, и полученные таким образом сварные швы имели хорошую прочность на разрыв. Было обнаружено, что результаты испытаний на растяжение образца FSW AA5052-AA6061 согласуются с результатами, полученными Park et al. [3] для той же системы сплавов. Согласно их результатам, для скоростей вращения и перемещения инструмента 2000 об / мин и 100 мм / мин соответственно предел прочности и предел текучести составили ~ 220 МПа и 110 МПа соответственно. Однако процент удлинения оказался выше (10–17%) по сравнению с настоящим исследованием. Однако результаты настоящего исследования сопоставимы с работой Leitao et al. [13] о сварке трением с перемешиванием разнородных типов AA5182 и AA6016, в которой% удлинения было получено как 8%, а UTS и YS составили 200–220 МПа и 115–150 МПа, соответственно.
Однако процент удлинения оказался выше (10–17%) по сравнению с настоящим исследованием. Однако результаты настоящего исследования сопоставимы с работой Leitao et al. [13] о сварке трением с перемешиванием разнородных типов AA5182 и AA6016, в которой% удлинения было получено как 8%, а UTS и YS составили 200–220 МПа и 115–150 МПа, соответственно.
4. Выводы
(1) Сварка трением с перемешиванием разнородных материалов AA5052 и AA6061 была успешно выполнена. Было замечено, что при более высоких скоростях вращения требования к нормальной нагрузке и крутящему моменту шпинделя уменьшались.(2) Микроструктурные исследования показали, что не было строгого перемешивания обоих материалов в самородке. Произошло резкое изменение микротвердости на границе раздела в самородке. Однако результаты электронно-зондового микроанализа показали, что существует связь на атомном уровне из-за значительной взаимной диффузии легирующих элементов на границе раздела обоих сплавов в самородке.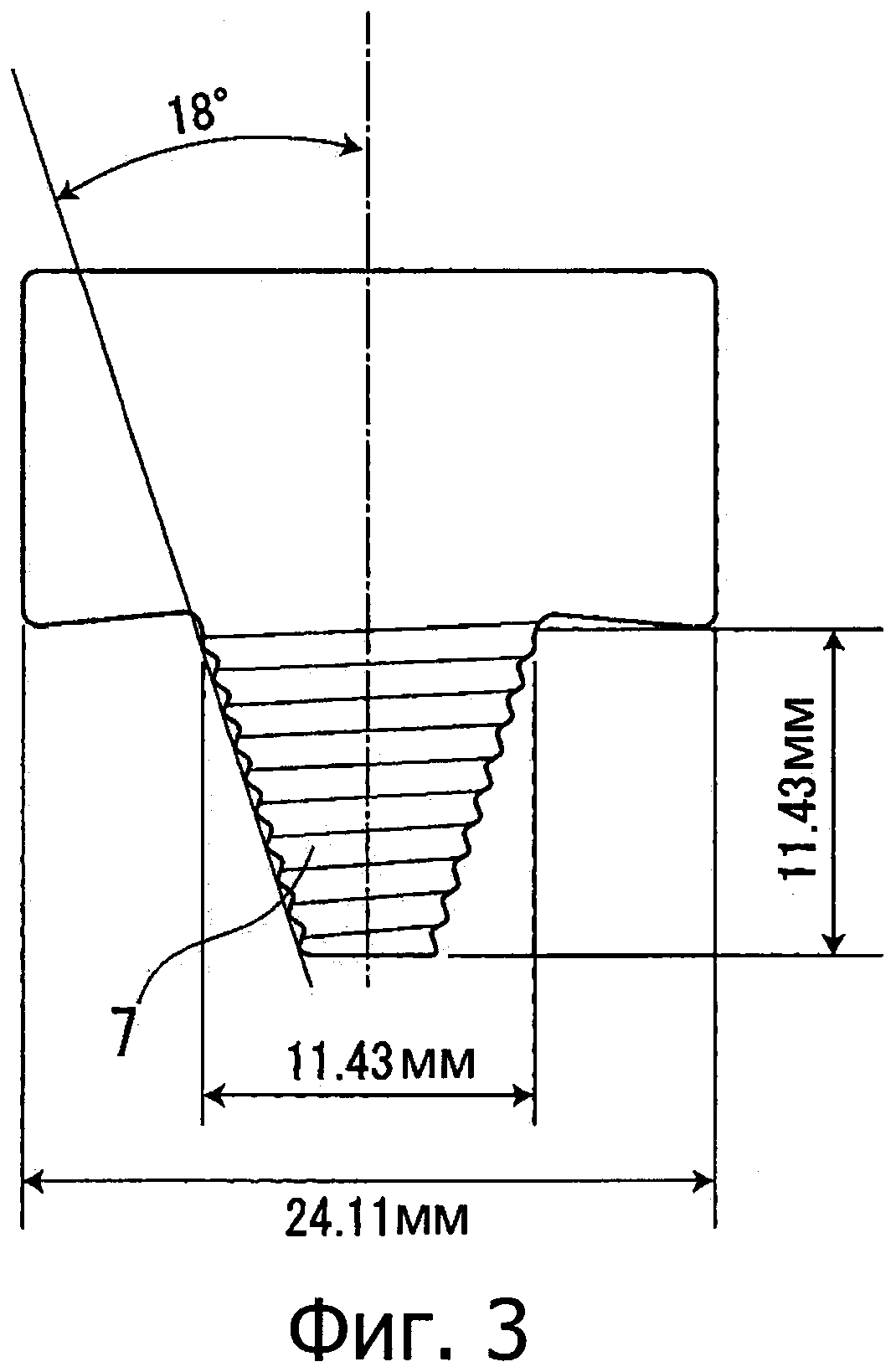 Кроме того, микроскопия с визуализацией ориентации в межфазной области показала, что, несмотря на нестрогое перемешивание и материалы, удерживаемые в своей области, оба материала имеют схожую текстуру.(3) Таким образом, взаимная диффузия легирующих элементов и достижение аналогичных ориентаций в самородке могли способствовать хорошим механическим свойствам образцов AA5052-AA6061, полученных сваркой трением с перемешиванием. Свойства на растяжение образцов FSW AA5052-AA6061 были лучше, чем свойства самых мягких из аналогичных систем сварки трением с перемешиванием (например, FSW AA6061).
Кроме того, микроскопия с визуализацией ориентации в межфазной области показала, что, несмотря на нестрогое перемешивание и материалы, удерживаемые в своей области, оба материала имеют схожую текстуру.(3) Таким образом, взаимная диффузия легирующих элементов и достижение аналогичных ориентаций в самородке могли способствовать хорошим механическим свойствам образцов AA5052-AA6061, полученных сваркой трением с перемешиванием. Свойства на растяжение образцов FSW AA5052-AA6061 были лучше, чем свойства самых мягких из аналогичных систем сварки трением с перемешиванием (например, FSW AA6061).Благодарности
Авторы хотели бы поблагодарить профессора С. В. Кайласа, Отдел машиностроения, Индийский институт науки, Бангалор, за его поддержку в проведении экспериментов по сварке трением с перемешиванием.Авторы выражают признательность Национальному центру текстуры и OIM (DST-IRPHA) за проведение исследований микротекстур. Первый автор выражает признательность за стипендию, предоставленную Министерством атомной энергии Индии в рамках программы совместных исследований Университета Мумбаи и BARC. Авторы выражают благодарность д-ру А. К. Сури, директору группы материалов BARC, и д-ру Г. К. Дей, руководителю отдела материаловедения BARC, за их живой интерес к этой работе.
Авторы выражают благодарность д-ру А. К. Сури, директору группы материалов BARC, и д-ру Г. К. Дей, руководителю отдела материаловедения BARC, за их живой интерес к этой работе.
Сварка трением с перемешиванием — больше свободы в проектировании и сокращении затрат
Дизайн-мышлениеМетоды сварки трением с перемешиванием развиваются более двух десятилетий, преобразив процессы сварки алюминия.Тем не менее, некоторые люди не доверяют технологии ЖКС. Вот почему им следует переосмыслить.
Сварка трением с перемешиванием
Сварка трением с перемешиванием (FSW) коммерчески используется не менее 20 лет. Boeing был одним из первых в аэрокосмической промышленности, и Apple использовала сварку трением с перемешиванием для улучшения iMac в 2012 году. Даже в этом случае я все еще нахожу людей, которые боятся этой технологии.
Но ей можно доверять. Вот почему.
Вот почему.
Что такое сварка трением с перемешиванием?
При сварке трением с перемешиванием соединение двух металлических частей выполняется вращающимся инструментом без плавления материала.Трение между инструментом и материалом вызывает нагревание, которое приводит к локальному размягчению металла вокруг инструмента. Соединение формируется, когда инструмент перемещается вдоль линии соединения, смешивая и выковывая материал из двух кусков металла. Несмотря на то, что FSW широко применяется для различных материалов, он наиболее часто используется для обработки кованого или экструдированного алюминия, в конструкциях, требующих высокой прочности и высококачественных сварных швов.
Преимущества сварки трением с перемешиванием
Сварка трением с перемешиванием дает важные преимущества.Сварка трением с перемешиванием — это твердотельный процесс, который устраняет проблемы, связанные с плавлением, такие как пористость и растрескивание. Кроме того, поскольку сварка происходит при температуре ниже точки плавления металла, результатом является минимальное тепловое искажение и низкие уровни остаточного напряжения, что упрощает контроль деформации. Это основная причина того, почему плоскостность панелей для сварки трением с перемешиванием превосходит их сваренные плавлением эквиваленты в виде пластин или профилей.
Кроме того, поскольку сварка происходит при температуре ниже точки плавления металла, результатом является минимальное тепловое искажение и низкие уровни остаточного напряжения, что упрощает контроль деформации. Это основная причина того, почему плоскостность панелей для сварки трением с перемешиванием превосходит их сваренные плавлением эквиваленты в виде пластин или профилей.
FSW позволяет соединять разнородные материалы с отличной целостностью сварного шва.Комбинации включают разнородные алюминиевые сплавы или даже алюминий и медь, а также алюминий и сталь, хотя последняя комбинация еще не полностью коммерциализирована.
Сварка трением с перемешиванием обеспечивает более высокую прочность соединения по сравнению с обычной сваркой плавлением и более воспроизводима, чем другие методы сварки. Консистенция выше. Не используются присадочный материал, подогреватель или защитный газ. FSW оставляет аккуратный и чистый вид, который обычно не требует доработки.
Зачем нужна сварка трением с перемешиванием?
Вы проектируете алюминиевое изделие, требующее длинных сварных швов? Или прочная и непроницаемая алюминиевая рама для защиты аккумуляторов в электромобиле? Может быть, вы хотите сократить расходы на обслуживание оффшорных приложений? Ваши варианты дизайна ограничены?
Вкратце, это то, что вы получаете при сварке трением с перемешиванием по сравнению с традиционной сваркой плавлением:
- Повышенная сила
- Улучшенное уплотнение с герметичными соединениями без пустот
- Сварка заподлицо с основным материалом
- Жесткие допуски за счет уменьшения теплового искажения
- Возможность использования более тонких материалов с одинаковой прочностью соединения
- Меньше обучения
Прочность на разрыв алюминиевых сплавов, полученных сваркой трением с перемешиванием, превосходит дуговую сварку, при неизменно более высокой эффективности соединений. Данные также показывают, что усталостные характеристики сварных швов трением с перемешиванием выше, чем у аналогов с дуговой сваркой.
Данные также показывают, что усталостные характеристики сварных швов трением с перемешиванием выше, чем у аналогов с дуговой сваркой.
Обеспечение высокого качества стыков FSW
Внимание к нескольким факторам обеспечивает стабильные и высококачественные соединения FSW. Необходима машина, способная выдерживать высокие технологические нагрузки и оснащенная прочными приспособлениями и зажимами для фиксации материала во время сварки. Использование инструментов из прочного материала и конструкции инструмента в зависимости от марки материала, толщины и геометрии соединения являются ключевыми факторами для эффективного процесса.Очень важно выбрать параметры процесса, обеспечивающие стабильность процесса и неизменно высокое качество соединений. Проверьте вариации материала, так как очень важны жесткие допуски и хорошая подгонка.
В каких отраслях промышленности используется сварка трением с перемешиванием?
Сварка трением с перемешиванием используется для производства алюминия в таких отраслях, как:
• Железнодорожный транспорт
• Судостроение
• Автомобилестроение
• Транспорт
• Силовая электроника
• Морское оборудование
Хотите узнать больше о ЖКС?
Ознакомьтесь с этим подробным техническим описанием сварки трением с перемешиванием.
Влияние влияния профиля инструмента при сварке разнородных сплавов трением с перемешиванием (AA5083 и AA7068)
Сварка трением с перемешиванием — это инновационный процесс сварки для эффективного соединения одинаковых и разнородных материалов. FSW просто изменил структуру зерна, а также повысил прочность соединений для любых типов легирующих элементов. В этом экспериментальном исследовании планировалось провести процесс соединения разнородных материалов, таких как алюминиевые сплавы 5083 и 7068. Для определения предельной прочности на разрыв и твердости по Виккерсу используются инструменты трех различных типов. Типы инструментов: прямой цилиндрический инструмент, конический цилиндрический инструмент и треугольный инструмент. Факторами процесса для этого исследования являются частота вращения 800, 1000, 1200 и 1400 об / мин, скорость сварки 30, 40, 50 и 60 мм / мин, осевое усилие 3, 4, 5 и 6 кН и толщина пластины 5, 6, 7 и 8 мм. В зоне сварки были увеличены значения твердости и предел прочности при растяжении, что свидетельствует об эффективном использовании влияния профилей инструмента.
Для определения предельной прочности на разрыв и твердости по Виккерсу используются инструменты трех различных типов. Типы инструментов: прямой цилиндрический инструмент, конический цилиндрический инструмент и треугольный инструмент. Факторами процесса для этого исследования являются частота вращения 800, 1000, 1200 и 1400 об / мин, скорость сварки 30, 40, 50 и 60 мм / мин, осевое усилие 3, 4, 5 и 6 кН и толщина пластины 5, 6, 7 и 8 мм. В зоне сварки были увеличены значения твердости и предел прочности при растяжении, что свидетельствует об эффективном использовании влияния профилей инструмента.
1. Введение
Алюминиевый сплав является одним из эффективных материалов, используемых во всем мире во всех областях, и благодаря превосходной прочности алюминиевого сплава он используется для всех строительных работ в области строительства [1]. Алюминиевый сплав подходит для всех типов сварочных процессов и обладает хорошей коррозионной стойкостью в морской среде. Алюминиевые сплавы с армированием улучшают износостойкость при трении скольжения. Метод сварки трением с перемешиванием используется для сварки листа минимальной толщины без повреждения образца, а процесс FSW исключает изгиб детали после сварки [2–4].Для соединения образцов с необычайной прочностью и хорошей модификацией поверхности используются различные профили штифтов. Основным преимуществом FSW является использование неплавящегося инструмента, поскольку исключается стоимость электрода для сварочного процесса [5]. Скорость вращения инструмента и скорость сварки напрямую влияют на сварочную прочность компонентов, и это отражается на механических испытаниях. Все листы и плиты качественно свариваются; в настоящее время круглый образец также успешно сваривается посредством процесса FSW в стыках труб и сплошных круглых стержней [6].Зона заплечика инструмента прижима и выравнивания смешиваемых материалов без потерь во время процесса сварки, основанная на выборе инструмента для однопроходного и многопроходного хода, использовалась для получения жесткой сварки. Угол наклона положения инструмента обеспечивает равномерное перемешивание и уменьшает дефекты материалов после сварки, а износ инструмента был предотвращен за счет выбора подходящего материала инструмента для работы и подходящих параметров [7–9].
Метод сварки трением с перемешиванием используется для сварки листа минимальной толщины без повреждения образца, а процесс FSW исключает изгиб детали после сварки [2–4].Для соединения образцов с необычайной прочностью и хорошей модификацией поверхности используются различные профили штифтов. Основным преимуществом FSW является использование неплавящегося инструмента, поскольку исключается стоимость электрода для сварочного процесса [5]. Скорость вращения инструмента и скорость сварки напрямую влияют на сварочную прочность компонентов, и это отражается на механических испытаниях. Все листы и плиты качественно свариваются; в настоящее время круглый образец также успешно сваривается посредством процесса FSW в стыках труб и сплошных круглых стержней [6].Зона заплечика инструмента прижима и выравнивания смешиваемых материалов без потерь во время процесса сварки, основанная на выборе инструмента для однопроходного и многопроходного хода, использовалась для получения жесткой сварки. Угол наклона положения инструмента обеспечивает равномерное перемешивание и уменьшает дефекты материалов после сварки, а износ инструмента был предотвращен за счет выбора подходящего материала инструмента для работы и подходящих параметров [7–9].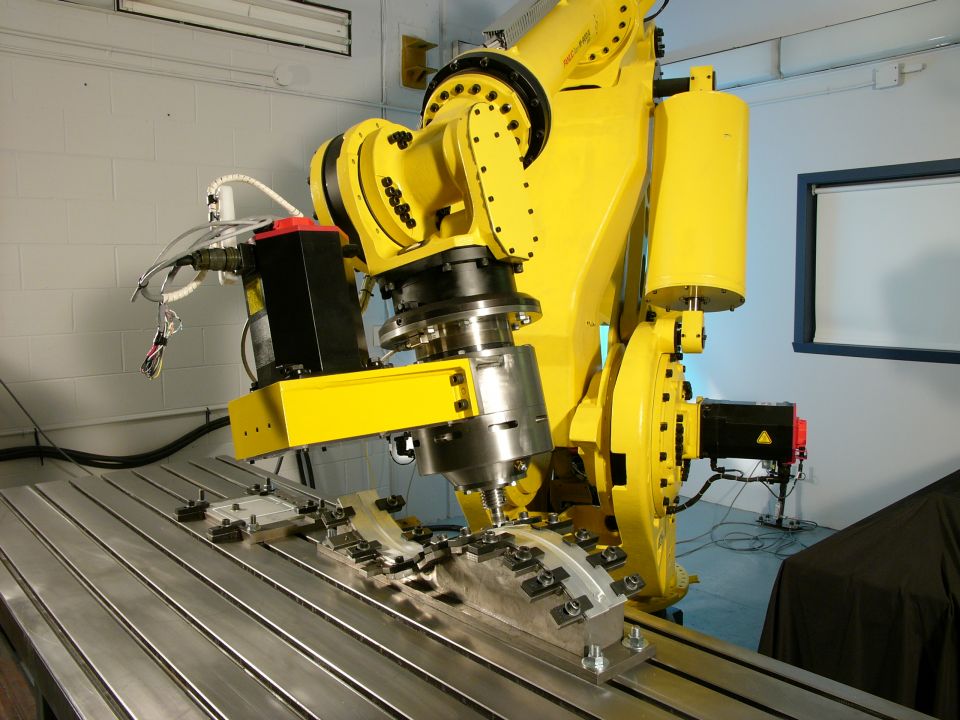 Процесс FSW был представлен Уэйном Томасом из TWI Ltd.в 1991 г. Скорость вращения инструмента изменяет микроструктуру материала за счет перемешивания. Многие исследователи эффективно использовали процесс FSW, и в этом исследовании планировалось успешно провести разнородное сварное соединение с использованием материала AA5083 и AA7068. На него влияют различные параметры: скорость вращения, скорость сварки, осевое усилие и толщина листа [10].
Процесс FSW был представлен Уэйном Томасом из TWI Ltd.в 1991 г. Скорость вращения инструмента изменяет микроструктуру материала за счет перемешивания. Многие исследователи эффективно использовали процесс FSW, и в этом исследовании планировалось успешно провести разнородное сварное соединение с использованием материала AA5083 и AA7068. На него влияют различные параметры: скорость вращения, скорость сварки, осевое усилие и толщина листа [10].
2. Выбор материалов
Рассмотрение области применения и выбор материала — одна из основных ролей в расследовании.
Различный материал соединения FSW выбирается на основе характеристик применения и механической прочности. Алюминиевый сплав AA7068 обеспечивает превосходную механическую прочность и коррозионную стойкость [11]. Этот сплав AA7068 обычно применяется для изготовления топливных насосов, сборки коромысел, высокоскоростных двигателей, конструкции корпуса клапана и шестерен. AA7068 обеспечивает максимальную прочность на разрыв и твердость, и этот сплав используется при производстве кузовов контейнеровозов и самосвалов. Химический состав AA5083 и AA7068 показан в таблице 1.
Химический состав AA5083 и AA7068 показан в таблице 1.

 Инструментальный материал процесса был быстрорежущей сталью (HSS). Образцы устанавливаются на стол с помощью приспособления, а инструмент вращает и погружает обрабатываемый материал с выбранными параметрами. Благодаря высокому проникновению получилась однородная смесь и неразъемные швы. После сварки образец был подготовлен в соответствии со стандартными размерами для проведения испытания на растяжение, и для проведения испытания на растяжение использовалась Универсальная испытательная машина с грузоподъемностью 40 тонн [14].Все образцы были испытаны эффективно, показания были записаны, и была определена максимальная прочность на разрыв. Микротвердость образцов проверяли на твердомере по Виккерсу для каждого образца. Максимальное значение твердости образца было эффективно классифицировано среди других образцов.
Инструментальный материал процесса был быстрорежущей сталью (HSS). Образцы устанавливаются на стол с помощью приспособления, а инструмент вращает и погружает обрабатываемый материал с выбранными параметрами. Благодаря высокому проникновению получилась однородная смесь и неразъемные швы. После сварки образец был подготовлен в соответствии со стандартными размерами для проведения испытания на растяжение, и для проведения испытания на растяжение использовалась Универсальная испытательная машина с грузоподъемностью 40 тонн [14].Все образцы были испытаны эффективно, показания были записаны, и была определена максимальная прочность на разрыв. Микротвердость образцов проверяли на твердомере по Виккерсу для каждого образца. Максимальное значение твердости образца было эффективно классифицировано среди других образцов. нет.
нет. Результат дисперсионного анализа представлен в таблице 3. Из дисперсионного анализа в линейной модели, скорость вращения имеет большой вклад, такой как 15,16%, а в квадратной модели, толщина пластины (мм), толщина пластины (мм) составляла 14,09. %. В модели двухстороннего взаимодействия скорость сварки (мм / мин), толщина листа (мм) составляла 33,24%. Скорость вращения была самым важным фактором этого исследования, а вторым фактором влияния была скорость сварки, Таблица 4.
Результат дисперсионного анализа представлен в таблице 3. Из дисперсионного анализа в линейной модели, скорость вращения имеет большой вклад, такой как 15,16%, а в квадратной модели, толщина пластины (мм), толщина пластины (мм) составляла 14,09. %. В модели двухстороннего взаимодействия скорость сварки (мм / мин), толщина листа (мм) составляла 33,24%. Скорость вращения была самым важным фактором этого исследования, а вторым фактором влияния была скорость сварки, Таблица 4. 1
1 09 7
09 7 1. Уравнение регрессии
1. Уравнение регрессии Достигнутая максимальная прочность на растяжение составила 267 МПа при скорости вращения 1200 об / мин, скорости сварки 30 мм / мин и осевом усилии 3 кН. При использовании инструмента треугольной формы максимальная прочность на разрыв составила 286 МПа, что было обусловлено влиянием скорости вращения 1200 об / мин, скорости сварки 30 мм / мин и осевого усилия 3 кН.При использовании прямого цилиндрического инструмента максимальная прочность на разрыв 275 МПа была достигнута за счет скорости вращения 1200 об / мин, скорости сварки 30 мм / мин и осевого усилия 3 кН. Из этого анализа видно, что все инструменты обеспечивали максимальную прочность на разрыв с учетом скорости вращения 1200 об / мин, скорости сварки 30 мм / мин и осевого усилия 3 кН.
Достигнутая максимальная прочность на растяжение составила 267 МПа при скорости вращения 1200 об / мин, скорости сварки 30 мм / мин и осевом усилии 3 кН. При использовании инструмента треугольной формы максимальная прочность на разрыв составила 286 МПа, что было обусловлено влиянием скорости вращения 1200 об / мин, скорости сварки 30 мм / мин и осевого усилия 3 кН.При использовании прямого цилиндрического инструмента максимальная прочность на разрыв 275 МПа была достигнута за счет скорости вращения 1200 об / мин, скорости сварки 30 мм / мин и осевого усилия 3 кН. Из этого анализа видно, что все инструменты обеспечивали максимальную прочность на разрыв с учетом скорости вращения 1200 об / мин, скорости сварки 30 мм / мин и осевого усилия 3 кН.
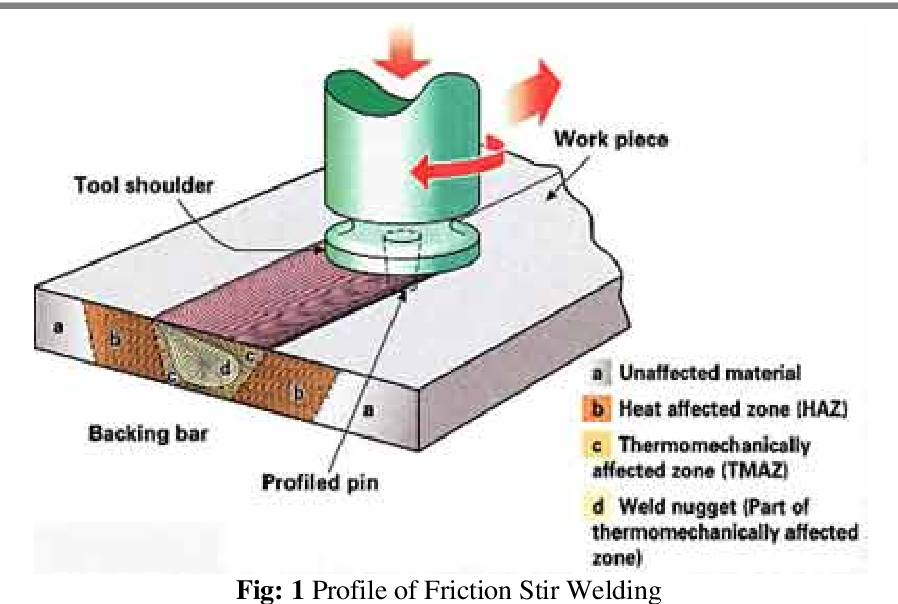
 Треугольный инструмент получил максимальный предел прочности на разрыв 286 МПа.
Треугольный инструмент получил максимальный предел прочности на разрыв 286 МПа.
 Как показано на Рисунке 3 (c), максимальное значение твердости, полученное при использовании прямого цилиндрического инструмента со скоростью вращения 1200 об / мин, скоростью сварки 30 мм / мин и осевым усилием 3 кН, составило 82 HV.
Как показано на Рисунке 3 (c), максимальное значение твердости, полученное при использовании прямого цилиндрического инструмента со скоростью вращения 1200 об / мин, скоростью сварки 30 мм / мин и осевым усилием 3 кН, составило 82 HV. С увеличением скорости вращения с 1200 до 1400 оборотов на разрыв быстро снижается. При использовании инструмента с цилиндрическим конусом минимальная и максимальная микротвердость были получены как 42 HV и 75 HV.Выполнение инструмента треугольной формы обеспечило минимальную и максимальную микротвердость 48 HV и 86 HV. Применение прямого цилиндрического инструмента обеспечило минимальную и максимальную микротвердость 46 HV и 82 HV. Инструмент треугольной формы показал максимальную прочность на разрыв и микротвердость из всех исследуемых. В будущем в настоящем исследовании будет проанализирована износостойкость и коррозионное поведение разнородных материалов, а также планируется провести испытание на усталость для анализа отказов.
С увеличением скорости вращения с 1200 до 1400 оборотов на разрыв быстро снижается. При использовании инструмента с цилиндрическим конусом минимальная и максимальная микротвердость были получены как 42 HV и 75 HV.Выполнение инструмента треугольной формы обеспечило минимальную и максимальную микротвердость 48 HV и 86 HV. Применение прямого цилиндрического инструмента обеспечило минимальную и максимальную микротвердость 46 HV и 82 HV. Инструмент треугольной формы показал максимальную прочность на разрыв и микротвердость из всех исследуемых. В будущем в настоящем исследовании будет проанализирована износостойкость и коррозионное поведение разнородных материалов, а также планируется провести испытание на усталость для анализа отказов.
 Des. 2007, 28, 2080–2092.10.1016 / j.matdes.2006.05.027 Искать в Google Scholar
Des. 2007, 28, 2080–2092.10.1016 / j.matdes.2006.05.027 Искать в Google Scholar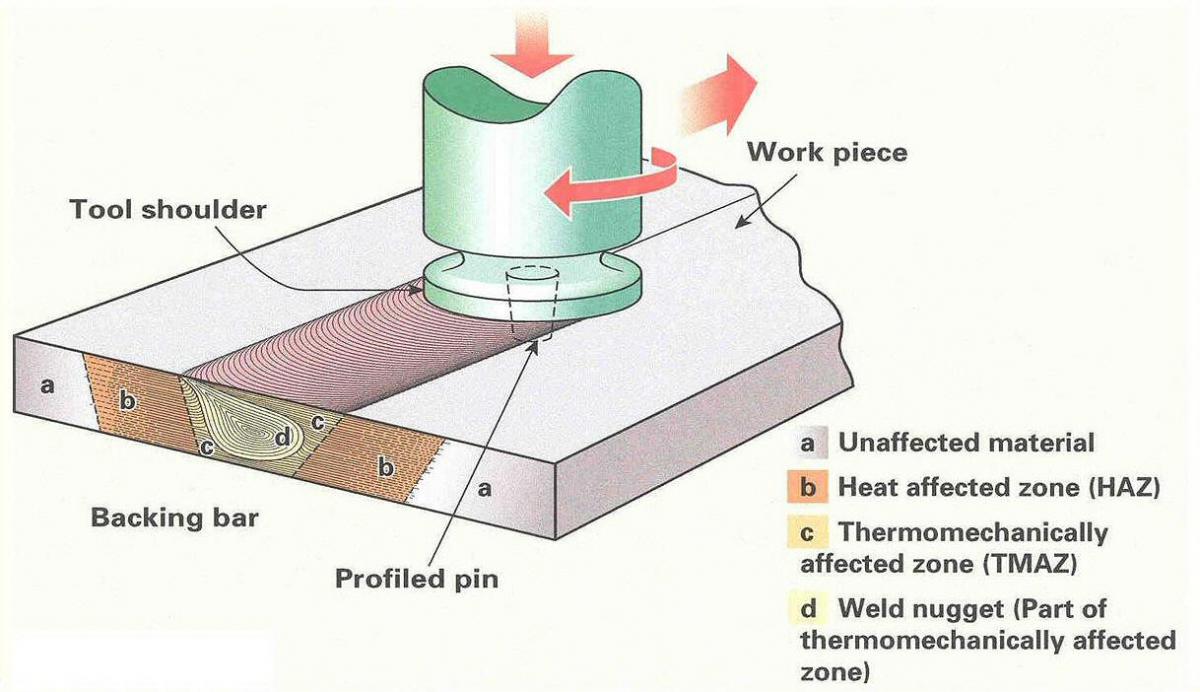 Mater. Sci. Англ. A 2009, 500, 84–91.10.1016 / j.msea.2008.09.064 Поиск в Google Scholar
Mater. Sci. Англ. A 2009, 500, 84–91.10.1016 / j.msea.2008.09.064 Поиск в Google Scholar