Сварка трением с перемешиванием — технология
Сварка СТП, трением с перемешиванием — это разновидность соединения с использованием давления. Она обозначает, что свариваемые части будут нагреваться в результате трения друг об друга. Одна часть остаётся неподвижной, а другая вращается, что и позволяет деталям соединяться между собой.
Такой способ довольно новый, и, возможно, не все специалисты или сварщики любители успели познакомиться с такой технологией сварки. Поэтому далее будут подробнее рассмотрены принципы её работы, преимущества, недостатки, параметры, особенности и разновидности этого способа.
Принципы использования трения для соединений
Этот процесс означает, что одна делать во время своего вращения, будет создавать тепловую энергию, в результате чего и произойдет соединение материалов друг с другом. Но вращаться может не только одна из деталей, а и специальный инструмент для сварки трением с перемешиванием в виде вставки, который также способствует качественному соединению деталей.
Когда сварка завершена, происходит осадка, а деталь быстро перестаёт вращаться. Зоне стыковки характерны такие процессы, как притирание друг к другу контактных поверхностей в результате увеличения давления на детали и увеличения частоты вращения материала. Жировые пленки, которые находятся на заготовках в исходном состоянии будут разрушаться, после чего граничное трение сменится на сухое. Определённые небольшие выступы будут входить в контакт, и начинать деформироваться.
Весь процесс соединения можно разделить на несколько этапов:
- С помощью трения удаляются окисленные плёнки;
- Нагрев свариваемой поверхности до состояния плавления;
- Появление и разрушение временного контакта;
- Из стыка убираются самые пластичные части материала;
- Завершение процесса и образование монолитной сварной стыковки.
Преимущества соединения трением
Преимуществ у СТП достаточно много как со стороны производства и металлургии, так и со стороны энергетики, экономики и экологии, рассмотрим подробнее каждые из них:
- При сварке трением всегда можно добиться высокого качества сварочной зоны соединения.
 Но это всегда зависит от опыта специалиста и правильности выбора режима для сварки. В полученном шве всегда будут отсутствовать поры, раковины другой брак, а сам металл в зоне соединения будет иметь однородную структуру;
Но это всегда зависит от опыта специалиста и правильности выбора режима для сварки. В полученном шве всегда будут отсутствовать поры, раковины другой брак, а сам металл в зоне соединения будет иметь однородную структуру; - Производительность находится на высоком уровне. Толщина слоя, который нагревается в результате трения, невелик, поэтому вся процедура сваривания не занимает много времени, обычно это промежуток от нескольких секунд до одной минуты. Это будет зависеть от материала деталей и их сечения. Таким образом, соединение может составить конкуренцию по производительности даже электрической стыковой сварке;
- Сварка трением с перемешиванием подразумевает повышенные характеристики качества шва на постоянной основе. Если используется одинаковый режим соединения для всех металлов, он будет иметь аналогичные друг другу свойства. Это угол изгиба, временные показатели сопротивления, ударная вязкость, а также иные показатели, которые будут отличаться один от другого всего на 7-10%. В итоге есть возможность применить выборочный контроль финального качества, он будет играть очень важную роль, так как более дешевые и простые способы контроля соединения, которые не будут нарушать их целостность, в среде цехов по сварке в основном отсутствуют;
- Повышенная энергоэффективность. Высокий уровень КПД обеспечивает тепло, которое образуется локально, в ограниченных объемах, это позволяет сократить расходы энергии почти в 10 раз, если сравнивать со стыковой контактной сваркой;
- При сварке трением не выдвигаются особые требования по подготовке и чистке свариваемой поверхности. Это позволит сэкономить время на процессе сварки в целом;
- При полностью автоматическом режиме сварки результат будет таким же качественным, а сам процесс не создаст никаких сложностей специалисту;
- Всегда есть возможность провести сварку различного рода металлов. Это касается как однородных сплавов, так и разноименных металлов, что выгодно отличает СТП от других способов соединения, которые в подобной ситуации не принесут положительного результата;
- При трении не выделяются ультрафиолетовые излучения, что позитивно сказывается на гигиеничности процесса. Также отсутствуют брызги и выделение других вредных газов.
 Но это всегда зависит от опыта специалиста и правильности выбора режима для сварки. В полученном шве всегда будут отсутствовать поры, раковины другой брак, а сам металл в зоне соединения будет иметь однородную структуру;
Но это всегда зависит от опыта специалиста и правильности выбора режима для сварки. В полученном шве всегда будут отсутствовать поры, раковины другой брак, а сам металл в зоне соединения будет иметь однородную структуру; В итоге есть возможность применить выборочный контроль финального качества, он будет играть очень важную роль, так как более дешевые и простые способы контроля соединения, которые не будут нарушать их целостность, в среде цехов по сварке в основном отсутствуют;
В итоге есть возможность применить выборочный контроль финального качества, он будет играть очень важную роль, так как более дешевые и простые способы контроля соединения, которые не будут нарушать их целостность, в среде цехов по сварке в основном отсутствуют; Также отсутствуют брызги и выделение других вредных газов.
Также отсутствуют брызги и выделение других вредных газов.Недостатки
Несмотря на все вышеперечисленные плюсы, сварка может иметь и обратную сторону, которая имеет определённые недостатки:
- Оборудование может быть неудобным и громоздким. Такой процесс не является довольно гибким и заключается в использовании стационарных машин. Если речь пойдёт о приварке небольшой заготовке к массивной части, осуществить такую операцию с помощью переносного устройства станет невозможным;
- Процесс имеет низкую универсальность. Это обозначает, что нужно всегда учитывать особенность такого соединения, при котором одна из деталей должна обязательно вращаться. А вторая должна иметь соответствующую плоскость и быть устойчивой. Но назвать это недостатком в полной мере не приходится, это лишь конкретный принцип, который характерен данному способу соединения;
- Текстурные волокна детали в зоне сварки могут подвергаться деформации. В зоне стыковки волокна располагаются радиально и выходят на наружную часть материала. Поэтому если деталь используется в агрессивной среде или с постоянными нагрузками, есть вероятность образования коррозии или усталостные разрушения.
 В зоне стыковки волокна располагаются радиально и выходят на наружную часть материала. Поэтому если деталь используется в агрессивной среде или с постоянными нагрузками, есть вероятность образования коррозии или усталостные разрушения.
В зоне стыковки волокна располагаются радиально и выходят на наружную часть материала. Поэтому если деталь используется в агрессивной среде или с постоянными нагрузками, есть вероятность образования коррозии или усталостные разрушения.Виды
Этот способ сварки с трением и перемешиванием был изобретен ещё в 1991 году. После чего появились и его подвиды. К ним относят:
- Линейная сварка трением. При данном способе для соединения не используется вращение деталей. Это и есть главное отличие способа от остальных. Соединяемые детали трутся друг об друга до тех пор, пока не образуется требуемая среда для прочного соединения. Одна из заготовок будет производить возвратно-поступательные движения, а давление позволить добиться требуемого соединения.
- Штифтовая сварка. Её в основном используют при ремонтных работах. Для начала нужно просверлить отверстие и направить в него штифт из соответствующего материала. Затем он вращается, образуя тепло и пластификацию поверхности, что дает возможность получить прочное соединение заготовок.
 На стыках труб находится специальное кольцо, которое при вращении образует требуемый показатель тепла для соединения поверхностей.
На стыках труб находится специальное кольцо, которое при вращении образует требуемый показатель тепла для соединения поверхностей.Особенности и сферы применения
СТП широко используется во многих сферах производства. В авиаракетостроении её применяют для формирования конструкций фюзеляжа или панелей с различными назначениями. Если говорить о судостроении, она служит для сварки корпуса небольших кораблей. И это далеко не все, такая популярность объясняется высоким качеством образующегося соединения.
Межатомные связи при сварке могут обеспечить прочность, которая будет равна или быть на более высоком уровне, чем основной материал. Качество таких швов обычно выдерживает большие нагрузки и надёжно служит на протяжении долгого времени.
Сварка трением соединяет металлы, находящиеся в твердом состоянии. В этом случае используется специальный вращающийся инструмент, он состоит из бурта, профилированного основания и наконечника с профилем, он перемещается вдоль стыка заготовок, подвергающихся соединению. Далее происходит тепловыделение с последующим соединением материала. Давление бурта на стыке, способствует пластической деформации и течению свариваемого металла, который перемешивается профилированным наконечником.
Вывод
Ознакомиться с данным процессом более близко, несомненно, стоит каждому, ведь он всегда обладает высокой производительностью и качеством соединения. Также способ имеет большое количество преимуществ, которые выгодно отличают его среди прочих технологий сварки. Особое значение нужно уделить простоте и удобности использования СТП, при которой всегда можно сэкономить уйму времени, не тратя его на тщательные подготовительные работы при установке сварки трением.
Сварка трением с перемешиванием
Сварка трением с перемешиванием
Длительные исследования, изучение технологии, разработок, оборудования и инструментов по проблеме «сварки трением», позволили Ступинскому Торговому дому получить положительные отзывы со стороны заказчиков, решивших в своем производственном процессе применить изделия из алюминия полученные сваркой трением.
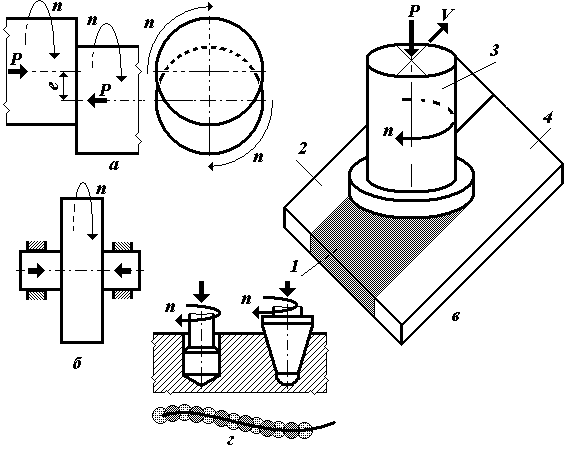
Сварка трением – это процесс, преобразующий механическую энергию движения одной из деталей в тепловую энергию. Чаще всего для этого используется вращение; вращаться может либо одна из деталей, либо вставка между ними. Одновременно детали придавливаются друг к другу постоянным либо увеличивающимся давлением.
Новости / Служба новостей ТПУ
Первые специалисты Ракетно-космической корпорации «Энергия» прошли обучение в Томске по новой программе повышения квалификации, разработанной Томским политехническим университетом совместно с Институтом физики прочности и материаловедения СО РАН. В течение двух недель сотрудники РКК «Энергия» знакомились с передовым научным опытом разработки и применения оборудования для сварки трением с перемешиванием и контроля качества, чтобы внедрить эту технологию у себя на производстве.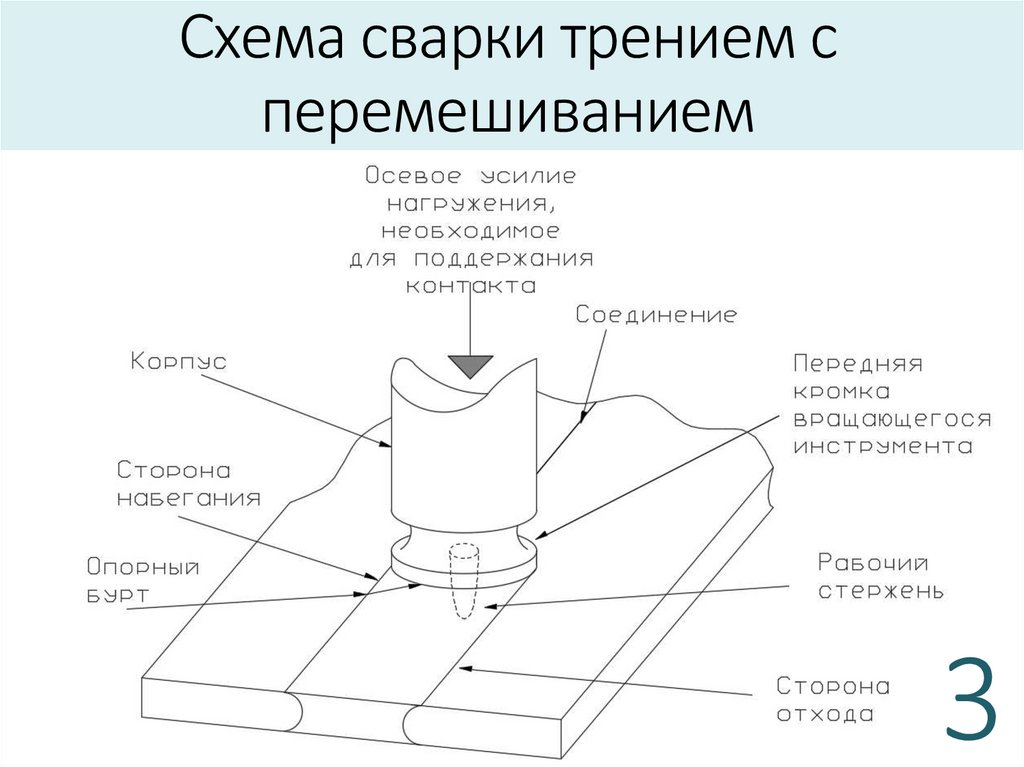
По словам заместителя директора по развитию Инженерной школы новых производственных технологий Евгения Колубаева, программа повышения квалификации «Формирование неразъемных соединений методом сварки трением с перемешиванием» стала продолжением многолетнего сотрудничества между Томским политехом, РКК «Энерия» и ИФПМ СО РАН.
Это сотрудничество началось в 2013 году в ходе совместной работы, реализуемой в рамках 218-го постановления Правительства РФ по разработке технологии активно-пассивного контроля сварных соединений изделий, получаемых методом сварки трением с перемешиванием. В рамках проекта томские ученые разработали технологию контроля качества швов, получаемых сваркой трением с перемешиванием, комплекс оборудования для диагностики сварных соединений, а также стандарт предприятия для контроля таких сварных соединений.
«Сейчас РКК “Энергия” находится на стадии внедрения этой технологии.
Так, ракетно-космической корпорацией заказан станок по сварке трением с перемешиванием для изготовления перспективного космического корабля. Также на производстве ведется отработка технологии на опытных изделиях. Однако необходимо, чтобы у сотрудников РКК «Энергия» была базовая подготовка, глубокие знания по использованию современных технологий и оборудования. В связи с этим и возникла необходимость создания нашего нового курса повышения квалификации», — объясняет Евгений Колубаев.
Также на производстве ведется отработка технологии на опытных изделиях. Однако необходимо, чтобы у сотрудников РКК «Энергия» была базовая подготовка, глубокие знания по использованию современных технологий и оборудования. В связи с этим и возникла необходимость создания нашего нового курса повышения квалификации», — объясняет Евгений Колубаев.
Первыми слушателями курса стали восемь сотрудников РКК «Энергия» — это высококвалифицированные специалисты (технологи, инженеры, конструкторы), деятельность которых связана с разработкой новых технологий и современных конструкций на предприятии.
В течение двух недель на базе лаборатории динамического моделирования и контроля ответственных конструкций ТПУ и лаборатории контроля качества материалов и конструкций ИФПМ сотрудники РКК проходили обучение методике подбора режимов сварки, осваивали методы определения структуры и свойств СТП-соединений, проводили диагностику сварных соединений рентгеновским, ультразвуковым и вихретоковым методами при помощи уникального дефектоскопического оборудования.
Слушатели курса сами подбирали режимы сварки трением с перемешиванием и проводили собственные исследования.
Каждый из них выполнил выпускную квалификационную работу, в ходе которой должен был подобрать под определенный металл и инструмент режим сварки, сделать шов, а затем провести его диагностику методами неразрушающего и разрушающего контроля. Также сотрудники РКК «Энергия» получили опыт работы с нормативно-технической документацией и каталогами различных производителей оборудования, приобрели навыки анализа основных параметров технологических процессов, освоили методику проведения лабораторных испытаний.
Авторы курса отмечают, что все эти знания и навыки позволят специалистам работать на уникальном оборудовании для формирования неразъемных соединений методом сварки трением с перемешиванием, производить комплексную оценку качества СТП-соединений, выявлять дефекты, а также анализировать технические характеристики и экономические показатели отечественных и зарубежных разработок в данной области.
«Предполагается, что в дальнейшем по этой программе будут проходить обучение и другие сотрудники РКК “Энергия”»,
— заключает Евгений Колубаев.
Добавим, сварка трением c перемешиванием (СТП) — относительно новый метод получения неразъемных соединений материалов. Это технология так называемой «холодной» сварки, которая отличается от стандартной сварки плавлением тем, что позволяет сваривать детали широкого спектра самых различных сплавов, зачастую не поддающихся температурной обработке. Происходит это за счет того, что между двумя свариваемыми деталями внедряется специальный инструмент, который вращается, создавая трение, за счет которого повышается температура металла, и он размягчается и перемешивается в соединении. В результате соединение деталей получается прочнее, чем при использовании обычного метода, ускоряется сам процесс сварки. Технология позволяет сваривать изделия толщиной до 130 мм за один проход.
Ученые ТПУ и ИФПМ СО РАН пошли еще дальше и разработали уникальный метод сварки трением с перемешиванием с ультразвуковым воздействием.

Здесь используется уже не только сила трения, но и ультразвук. Ученые применяют вместе с рабочим инструментом ультразвуковой волновод, генерирующий ультразвуковые колебания, которые затем распространяются в свариваемое изделие. Большая мощность ультразвукового воздействия позволяет размягчить металл, но при этом он не нагревается до критичных температур. Это важно для алюминиевых и других сплавов, изменяющих свой структурно-фазовый состав при воздействии температур. Кроме этого, технология делает перемешиваемость свариваемых деталей еще лучше, повышает прочностные характеристики и структуру шва, снижает количество образуемых в процессе сварки трением с перемешиванием дефектов.
ГОСТ ISO 25239-2-2020 Сварка трением с перемешиванием. Алюминий. Часть 2. Конструкция сварных соединений, ГОСТ от 29 октября 2020 года №ISO 25239-2-2020
ГОСТ ISO 25239-2-2020
МКС
25. 160.10
160.10
25.160.40
Дата введения 2020-11-01
Предисловие
Цели, основные принципы и
общие правила проведения работ по межгосударственной стандартизации
установлены ГОСТ 1.0
«Межгосударственная система стандартизации. Основные положения» и
ГОСТ 1.2 «Межгосударственная
система стандартизации. Стандарты межгосударственные, правила и
рекомендации по межгосударственной стандартизации. Правила
разработки, принятия, обновления и отмены»
Сведения о
стандарте
1
ПОДГОТОВЛЕН федеральным государственным автономным учреждением
«Научно-учебный центр «Сварка и контроль» при МГТУ им.Н.Э.Баумана»
(ФГАУ «НУЦСК при МГТУ им.Н.Э.Баумана») на основе собственного
перевода на русский язык англоязычной версии стандарта, указанного
в пункте 5
2
ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и
родственные процессы»
3
ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и
сертификации (протокол от 29 мая 2020 г. N 130-П)
N 130-П)
За принятие
проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО «Национальный орган по
стандартизации и метрологии» Республики Армения |
Беларусь | BY | Госстандарт Республики
Беларусь |
Казахстан | KZ | Госстандарт Республики
Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4
Приказом Федерального агентства по техническому регулированию и
метрологии от 29 октября 2020 г. N 972-ст межгосударственный
стандарт ГОСТ ISO 25239-2-2020 введен в действие в качестве
национального стандарта Российской Федерации с 1 ноября 2020 г.
N 972-ст межгосударственный
стандарт ГОСТ ISO 25239-2-2020 введен в действие в качестве
национального стандарта Российской Федерации с 1 ноября 2020 г.
5
Настоящий стандарт идентичен международному стандарту ISO
25239-2:2011* «Сварка трением с перемешиванием. Алюминий. Часть 2.
Конструкция сварных соединений» («Friction stir welding — Aluminium
— Part 2: Design of weld joints», IDT).
________________
*
Доступ к международным и зарубежным документам, упомянутым в
тексте, можно получить, обратившись в Службу поддержки пользователей. —
Примечание изготовителя базы данных.
Международный стандарт
разработан подкомитетом SC 7 «Обозначения и термины» Технического
комитета ISO/TC 44 «Сварка и родственные процессы» Международной
организации по стандартизации (ISO).
При применении настоящего
стандарта рекомендуется использовать вместо ссылочных международных
стандартов соответствующие им межгосударственные стандарты,
сведения о которых приведены в дополнительном приложении ДА
6
ВВЕДЕН ВПЕРВЫЕ
Информация о введении
в действие (прекращении действия) настоящего стандарта и изменений
к нему на территории указанных выше государств публикуется в
указателях национальных стандартов, издаваемых в этих государствах,
а также в сети Интернет на сайтах соответствующих национальных
органов по стандартизации.
В случае пересмотра,
изменения или отмены настоящего стандарта соответствующая
информация будет опубликована на официальном интернет-сайте
Межгосударственного совета по стандартизации, метрологии и
сертификации в каталоге «Межгосударственные стандарты»
Введение
Серия стандартов ГОСТ ISO
25239 состоит из следующих частей под общим наименованием «Сварка
трением с перемешиванием. Алюминий»:
—
часть 1. Словарь;
—
часть 2. Конструкция сварных соединений;
—
часть 3. Аттестация сварщиков-операторов;
—
часть 4. Технические требования и аттестация процедур сварки;
—
часть 5. Требования к качеству и контролю.
1 Область применения
Настоящий стандарт
устанавливает требования к конструкции сварных соединений,
полученных сваркой трением с перемешиванием. В настоящем стандарте
термин «алюминий» относится к алюминию и его сплавам.
В настоящем стандарте
термин «алюминий» относится к алюминию и его сплавам.
Настоящий стандарт не
распространяется на точечную сварку трением с перемешиванием.
2 Нормативные ссылки
В
настоящем стандартЕ использованы нормативные ссылки на следующие
стандарты. Для датированных ссылок применяют только указанное
издание ссылочного стандарта, для недатированных — последнее
издание (включая все изменения).
| ArticleName | Сварка трением с перемешиванием в производстве крупногабаритных изделий из алюминиевых сплавов | ArticleAuthorData | ЗАО «Чебоксарское предприятие «Сеспель», г. Чебоксары, Россия: В. А. Бакшаев, директор П. А. Васильев, ведущий спец., эл. почта: [email protected] | Abstract | В статье представлены практические результаты применения в серийном производстве алюминиевых автомобильных полуприцепов в ЗАО «Чебоксарское предприятие «Сеспель» технологии сварки трением с перемешиванием. | References | 1. А. с. 195846 СССР. Способ сварки металлов трением / Ю. В. Клименко ; опубл. 01.01.1967, Бюл. № 10. 14. Бакшаев В. А. Технологии сварки трением с перемешиванием и ротационной вытяжки в производстве алюминиевых полуприцепов // Новым изделиям РКТ — новые технологии производства : науч.-практ. конф. — Королев : ИПК «Машприбор», 2011. |
 Первоначально была освоена сварка заготовок размером 3000×3000×5 мм из сплава АА5083, предназначенных для изготовления крупногабаритных конструкционных элементов полуприцепов. Сварку выполняли на установке, изготовленной компанией ESAB и доработанной специалистами предприятия. Были отработаны технологические режимы процесса. Проведенные механические испытания образцов сварных швов показали, что предел прочности сварного соединения не уступает этой характеристике основного металла, при этом наблюдалось значительное измельчение зерна в зоне сварного шва. Результаты усталостных испытаний удовлетворительные. Освоена технология ротационной вытяжки днищ цистерн полуприцепов из сварных заготовок на станке PNC 135 производства компании Leifeld. Описана конструкция алюминиевого полуприцепа, предназначенного для перевозки сыпучих грузов с указанием швов, выполненных по технологии сварки трением с перемешиванием. По результатам эксплуатации установки ESAB была спроектирована и изготовлена линия сварки листового алюминиевого проката российского производства.
Первоначально была освоена сварка заготовок размером 3000×3000×5 мм из сплава АА5083, предназначенных для изготовления крупногабаритных конструкционных элементов полуприцепов. Сварку выполняли на установке, изготовленной компанией ESAB и доработанной специалистами предприятия. Были отработаны технологические режимы процесса. Проведенные механические испытания образцов сварных швов показали, что предел прочности сварного соединения не уступает этой характеристике основного металла, при этом наблюдалось значительное измельчение зерна в зоне сварного шва. Результаты усталостных испытаний удовлетворительные. Освоена технология ротационной вытяжки днищ цистерн полуприцепов из сварных заготовок на станке PNC 135 производства компании Leifeld. Описана конструкция алюминиевого полуприцепа, предназначенного для перевозки сыпучих грузов с указанием швов, выполненных по технологии сварки трением с перемешиванием. По результатам эксплуатации установки ESAB была спроектирована и изготовлена линия сварки листового алюминиевого проката российского производства. Назначение линии — получение заготовок из алюминиевого листа конечным размером до 8000×8000×5 мм. Конструктивно линия сварки состоит из станины с вакуумными столами и перемещающейся вдоль станины консоли со сварочной головкой. Процесс сварки включает фрезеровку кромок свариваемых листов и их последующую сварку как в поперечном, так и в продольном направлении. Размер получаемой заготовки в поперечном направлении не ограничен благодаря консольной конструкции линии сварки. Получение заготовок такого размера позволило отказаться от операции сварки кольцевых швов при изготовлении корпуса полуприцепа. Приведен расчет трудоемкости сварочных работ применительно к изготовлению описанного полуприцепа.
Назначение линии — получение заготовок из алюминиевого листа конечным размером до 8000×8000×5 мм. Конструктивно линия сварки состоит из станины с вакуумными столами и перемещающейся вдоль станины консоли со сварочной головкой. Процесс сварки включает фрезеровку кромок свариваемых листов и их последующую сварку как в поперечном, так и в продольном направлении. Размер получаемой заготовки в поперечном направлении не ограничен благодаря консольной конструкции линии сварки. Получение заготовок такого размера позволило отказаться от операции сварки кольцевых швов при изготовлении корпуса полуприцепа. Приведен расчет трудоемкости сварочных работ применительно к изготовлению описанного полуприцепа. 2007. № 11. С. 32–38.
2007. № 11. С. 32–38. Standard Test Methods for Tension Testing of Metallic Materials. — West Conshohocken, 2008.
Standard Test Methods for Tension Testing of Metallic Materials. — West Conshohocken, 2008. — Введ. 1981-01-01. — М. : Изд-во стандартов, 2005.
— Введ. 1981-01-01. — М. : Изд-во стандартов, 2005.Сварка кузова автомобиля при помощи трения с перемешиванием
Сварка кузовных деталей автомобиля при помощи инновационных технологий
Типичные изображения сварки – манипулятор, изрыгающий искры, или мужчина в сварочной маске, нависший над лужей светящегося металла – не распространяются на сварку трением с перемешиванием (СТП). Металло-соединяющий метод был разработан в 1991 году промышленным исследовательским Институтом сварки недалеко от Кембриджа, Англия. В середине 1990-х годов две скандинавские алюминиево-экструзивные компании стали первыми использовать данную технику в коммерческих целях. С тех пор она получила широкое распространение в авиакосмической промышленности и постепенно проникла в автомобильную сферу.
В середине 1990-х годов две скандинавские алюминиево-экструзивные компании стали первыми использовать данную технику в коммерческих целях. С тех пор она получила широкое распространение в авиакосмической промышленности и постепенно проникла в автомобильную сферу.
Искры и защитные очки являются частью сварки методом плавления, где электрический ток нагревает два куска металла до расплавленного состояния. Когда металл остывает, результатом становится оно — твердое металлическое соединение. В противоположность этому методу, СТП является твердотелым методом сварки не предусматривающим расплавление металла. Тепло, выделяемое давлением и трением, это все, что необходимо для обеспечения прочной связи между металлами.
Преимущества сварки трения с перемешиванием
Преимущества данного метода многочисленны. Наиболее важным является то, что СТП работает для разнородных металлов. Сварить различные сплавы алюминия можно не только этим методом, но только им можно приварить сталь к алюминию. До изобретения СТП это было трудоемким, дорогостоящим процессом, а хрупкое соединение, которое часто было результатом попыток такой сварки, не подходило для несущих конструкций.
До изобретения СТП это было трудоемким, дорогостоящим процессом, а хрупкое соединение, которое часто было результатом попыток такой сварки, не подходило для несущих конструкций.
Сфера применения в сварке кузова автомобиля
Область применения сварки кузовных деталей автомобиля путем трения с перемешиванием довольно широка. К примеру, компания Mazda, использует СТП, чтобы прикрепить стальные шипы к алюминиевой панели внутри багажника в модели MX-5 Miata. Передний подрамник в автомобиле Honda Accord, который несет на себе вес двигателя и некоторые компоненты подвески, сделан на половину из стали и алюминия. Подробности конструкции являются секретом компании, хотя Honda все-таки призналась, что это первое их использование непрерывной, или линейной, сварки трением с перемешиванием в биметаллических структурных компонентах для производства автомобилей. Технология проста: две половины соединяемых частей металла перекрывают друг друга, а их соединительные швы распологаются между ними. Барьер, устанавливаемый между сталью и алюминием, уменьшает вероятность биметаллической коррозии кузова автомобиля. По словам компании Honda, во время процесса СТП формируется новое железо-алюминиевое химическое соединение – Fe4A113 – а соединение между металлами такое же прочное, как при обычной сварке двух одинаковых металлов.
Барьер, устанавливаемый между сталью и алюминием, уменьшает вероятность биметаллической коррозии кузова автомобиля. По словам компании Honda, во время процесса СТП формируется новое железо-алюминиевое химическое соединение – Fe4A113 – а соединение между металлами такое же прочное, как при обычной сварке двух одинаковых металлов.
Модели автомобилей в которых сварка трением с перемешиванием была использована только в особых случаях:
- 2013 Honda Accord (передний подрамник)
- 2010 Toyota Prius (задняя дверь)
- 2007 Audi R8 (часть пространственной рамы)
- 2006 Mazda MX-5 Miata (багажник и капот)
- 2005 Ford GT (часть пространственной рамы)
- 2004 Mazda RX-8 (задняя дверь и капот)
- 2003 Lincoln Town Car L (элементы подвески)
- 2001 Volvo V70 (рама заднего сидения)
Метод СТП также набирает популярность среди автопроизводителей благодаря своей способности точечной сварки тонких листов алюминия, как в вышеупомянутом случае с панелями багажника MX-5. Сварка плавлением может перфорировать тонколистовой алюминий, но так как при СТП выделяется меньше тепла, такие повреждения менее вероятны. Кроме того, по сравнению со сваркой плавлением, при сварке трением с перемешиванием потребляется в два раза меньше электроэнергии.
Сварка плавлением может перфорировать тонколистовой алюминий, но так как при СТП выделяется меньше тепла, такие повреждения менее вероятны. Кроме того, по сравнению со сваркой плавлением, при сварке трением с перемешиванием потребляется в два раза меньше электроэнергии.
Также, в отличие от обычной сварки кузова автомобиля, которая добавляет вес в виде швов из сварочной проволоки присадочного металла, СТП ничего не добавляет. Таким образом, данный метод сварки уменьшает вес готовой продукции, что особенно важно в современном автомобильном мире, когда идет борьба за высокую эффективность расхода топлива (про методы уменьшения веса в конструкции автомобилей читайте здесь). Особенно это преимущество актуально для сборки электрических и гибридных автомобилей, так как такие модели, как правило, покупают не из-за внешнего вида, не из-за технических характеристик, а в надежде сэкономить на топливе. Учитывая этот факт, а также возможность сварки разнородных металлов, сварка трением с перемешиванием открывает большие возможности для использования алюминия во всех конструкциях автомобиля для максимального снижения веса. Глядя на успешные результаты применения СТП в производстве транспортных средств, можно с уверенностью сказать, что вскоре СТП будут использовать в автомобильной промышленности повсеместно.
Глядя на успешные результаты применения СТП в производстве транспортных средств, можно с уверенностью сказать, что вскоре СТП будут использовать в автомобильной промышленности повсеместно.
Ну и на закуску видеоролик!
Вестник ИШ ДВФУ
ТЕХНИЧЕСКИЕ НАУКИ: КОРАБЛЕСТРОЕНИЕ
DOI.org/10.5281/zenodo.897023
УДК 621.791.14:62-97
СТАЦЕНКО ВЛАДИМИР НИКОЛАЕВИЧ – д.т.н., профессор, e-mail: [email protected]
НЕГОДА ЕВГЕНИЙ НИКОЛАЕВИЧ – к.т.н., профессор, e-mail: [email protected]
СУХОРАДА АЛЕКСЕЙ ЕВГЕНЬЕВИЧ – магистрант, e-mail: [email protected]
Кафедра сварочного производства Инженерной школы
Дальневосточный федеральный университет
Суханова ул. 8, Владивосток, 690091
Аннотация: Представлен анализ процесса сварки методом трения с перемешиванием.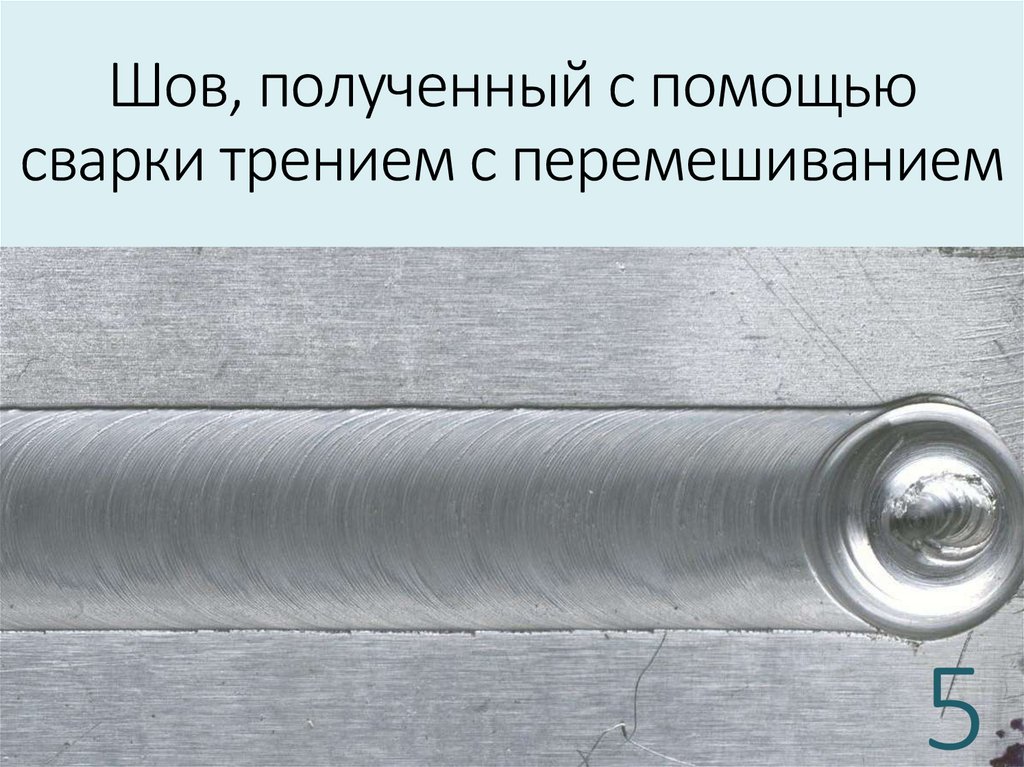 Важным этапом этого исследования является определение температур материала в зоне перемешивания, которую возможно найти расчетом. Для нахождения величины тепловой мощности, вносимой в зону сварки, проведены эксперименты. Расчеты распределения температур в плоскости и попе-речном сечении пластины из алюминиевого сплава АМГ61 толщиной 4 мм при сварке трением с перемешиванием произведены по программе, разработанной авторами данной статьи в пакете Mathlab. Представлены результаты измерений удельной тепловой мощности в зависимости от ча-стоты вращения рабочего инструмента.
Важным этапом этого исследования является определение температур материала в зоне перемешивания, которую возможно найти расчетом. Для нахождения величины тепловой мощности, вносимой в зону сварки, проведены эксперименты. Расчеты распределения температур в плоскости и попе-речном сечении пластины из алюминиевого сплава АМГ61 толщиной 4 мм при сварке трением с перемешиванием произведены по программе, разработанной авторами данной статьи в пакете Mathlab. Представлены результаты измерений удельной тепловой мощности в зависимости от ча-стоты вращения рабочего инструмента.
Ключевые слова: сварка трением с перемешиванием, пластины из алюминиевого сплава, измерение момента трения, стенд, тепловложение, расчет полей температур.
Statsenko V., Nehoda E., Sukhorada A.
VLADIMIR STATSENKO, Professor, e-mail: [email protected]
EVGENIY NEGODA, Candidate of Engineering Sciences, Professor, e-mail: [email protected]
ALEXEY SUKHORADA, Graduate Student, e-mail: alexeyman_09@mail. ru
ru
Department of Welding Production, School of Engineering
Far Eastern Federal University
8 Sukhanova St., Vladivostok, Russia, 690091
Abstract: The paper presents an investigation of the process of friction stir welding. Crucial to the study is to determine the temperatures of the material in the stirring zone, which can be found by calculation. Experimental studies were carried out to find the value of the thermal power introduced into the welding zone. Calculations of the distribution of temperatures in the plane and in the cross-section of a plate made of an aluminum alloy AMG61 4 mm thick with friction welding were performed according to a program developed by the authors in the Mathlab package. Presented are the results of measurements of the specific thermal power depending on the rotational speed of the working tool.
Key words: friction stir welding, aluminum alloy plates, measuring friction torque, booth, heat output, temperature fields calculation.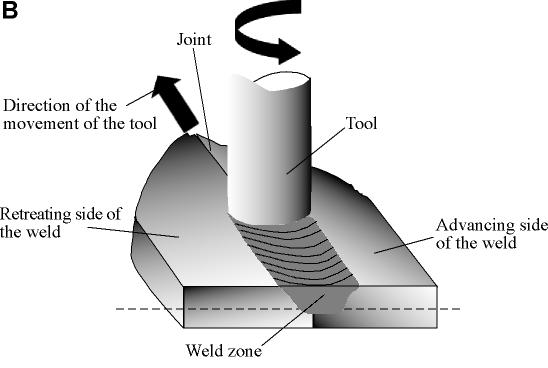
Скачать статью в формате PDF
Что такое сварка алюминия с перемешиванием трением?
Что такое сварка алюминия с перемешиванием трением?
Q — Я слышал о сварочном процессе, называемом сваркой трением с перемешиванием. Судя по всему, это довольно новый способ сварки алюминия. Не могли бы вы дать мне некоторую информацию об этом процессе и типах приложений, для которых он используется? A — Технология сварки трением с перемешиванием (FSW), изобретенная в 1991 году, была разработана и запатентована Институтом сварки (TWI) в Кембридже, Великобритания.Первые специализированные и коммерчески доступные аппараты для сварки трением с перемешиванием были произведены компанией ESAB Welding and Cutting Products на заводе по производству оборудования в Лаксе, Швеция. Развитие этого процесса было значительным отличием от традиционных процессов сварки трением с вращательным движением и линейным возвратно-поступательным движением. Это обеспечило большую гибкость в группе процессов сварки трением.
Это обеспечило большую гибкость в группе процессов сварки трением.
Обычный процесс ротационной сварки трением требует, чтобы по меньшей мере одна из соединяемых частей вращалась, и имеет практическое ограничение соединения компонентов правильной формы, предпочтительно круглых в поперечном сечении и ограниченной по длине.Короткие трубы или круглые прутки одинакового диаметра — хороший пример.
Линейный возвратно-поступательный процесс также требует перемещения соединяемых деталей. В этом процессе используется прямолинейное движение вперед и назад между двумя частями для создания трения. При этом процессе не требуется регулярность соединяемых частей; однако движение детали во время сварки имеет важное значение.
Очевидным ограничением обоих этих процессов является ограничение конструкции соединения и геометрии компонентов.По крайней мере, одна из соединяемых частей должна иметь ось симметрии и быть способной вращаться или перемещаться вокруг этой оси.
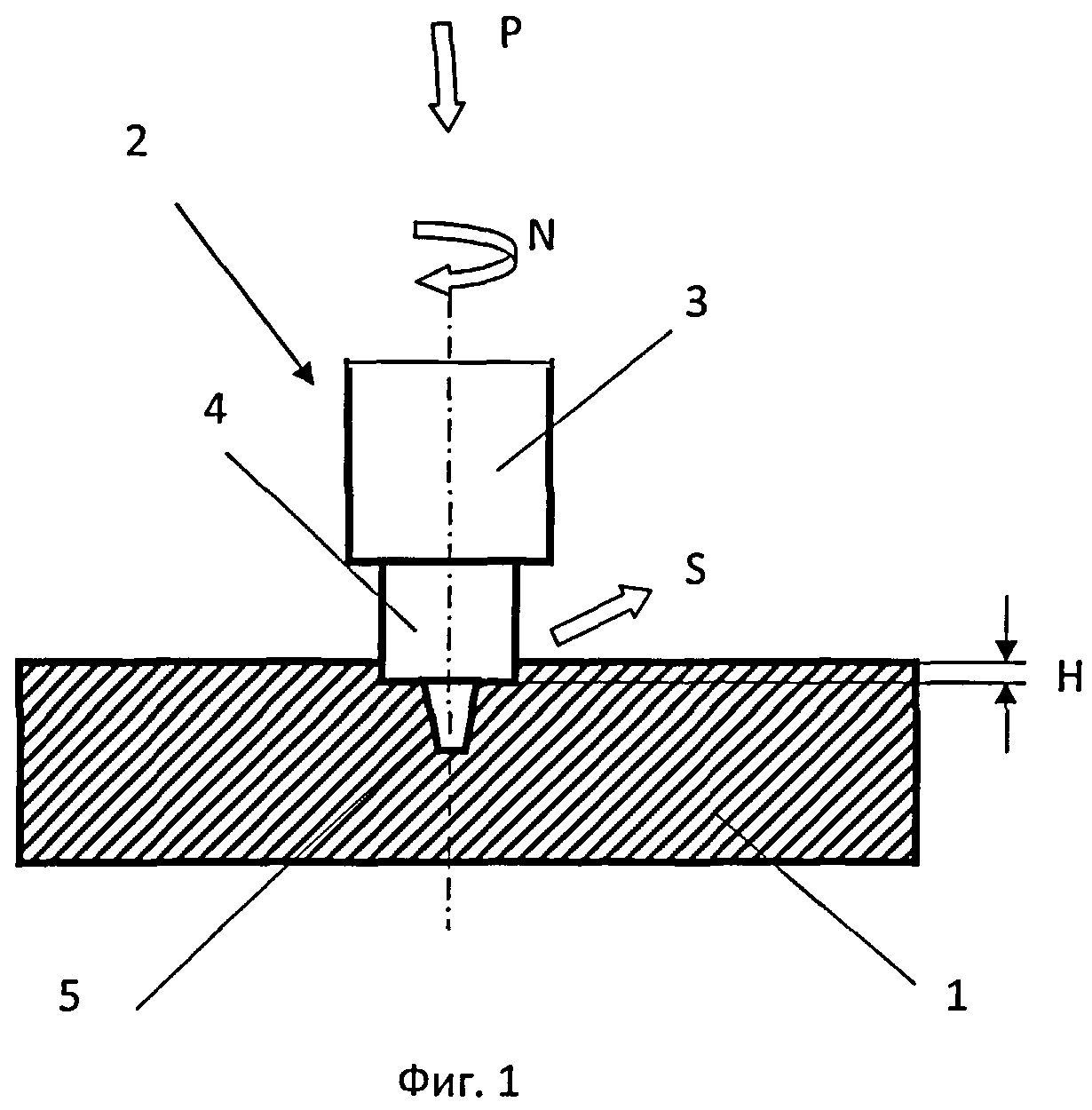
Сварка трением с перемешиванием (FSW) позволяет изготавливать стыковые соединения или соединения внахлест в широком диапазоне толщин и длин материалов. Во время FSW тепло генерируется за счет трения нерасходуемого инструмента о подложку, предназначенную для соединения, и за счет деформации, возникающей при пропускании инструмента через соединяемый материал. Вращающийся инструмент создает объемный нагрев, поэтому по мере продвижения инструмента создается непрерывное соединение.FSW, как и другие типы сварных швов трением, в основном является твердотельным по своей природе. В результате сварные швы трением с перемешиванием не подвержены дефектам, связанным с затвердеванием, которые могут препятствовать другим процессам сварки плавлением. Схема процесса FSW представлена на рис. 1. Детали, предназначенные для соединения, обычно расположены встык. Затем вращающийся инструмент приводится в контакт с заготовками. Инструмент состоит из двух основных компонентов: щупа, который выступает из нижней поверхности инструмента, и заплечика, который имеет относительно большой диаметр.Длина зонда обычно подбирается таким образом, чтобы точно соответствовать толщине обрабатываемых деталей.
Во время FSW тепло генерируется за счет трения нерасходуемого инструмента о подложку, предназначенную для соединения, и за счет деформации, возникающей при пропускании инструмента через соединяемый материал. Вращающийся инструмент создает объемный нагрев, поэтому по мере продвижения инструмента создается непрерывное соединение.FSW, как и другие типы сварных швов трением, в основном является твердотельным по своей природе. В результате сварные швы трением с перемешиванием не подвержены дефектам, связанным с затвердеванием, которые могут препятствовать другим процессам сварки плавлением. Схема процесса FSW представлена на рис. 1. Детали, предназначенные для соединения, обычно расположены встык. Затем вращающийся инструмент приводится в контакт с заготовками. Инструмент состоит из двух основных компонентов: щупа, который выступает из нижней поверхности инструмента, и заплечика, который имеет относительно большой диаметр.Длина зонда обычно подбирается таким образом, чтобы точно соответствовать толщине обрабатываемых деталей. Сварка начинается с погружения вращающегося щупа в заготовки до тех пор, пока буртик не войдет в плотный контакт с верхней поверхностью детали. Теплота трения возникает, когда вращающийся заплечик трется о верхнюю поверхность под действием приложенной силы. После того, как достаточно тепла будет произведено и проведено в обрабатываемой детали, вращающийся инструмент продвигается вперед. Материал размягчается за счет нагрева плеча и транспортируется зондом через линию соединения, облегчая соединение.
Сварка начинается с погружения вращающегося щупа в заготовки до тех пор, пока буртик не войдет в плотный контакт с верхней поверхностью детали. Теплота трения возникает, когда вращающийся заплечик трется о верхнюю поверхность под действием приложенной силы. После того, как достаточно тепла будет произведено и проведено в обрабатываемой детали, вращающийся инструмент продвигается вперед. Материал размягчается за счет нагрева плеча и транспортируется зондом через линию соединения, облегчая соединение.
Одним из ограничений процесса FSW является механическая стабильность инструмента при рабочей температуре. Во время FSW инструмент отвечает не только за нагрев материала подложки до температур ковки, но и за обеспечение механического воздействия ковки. Следовательно, инструментальный материал должен выдерживать высокие нагрузки и температуры ковки при контакте с деформируемым материалом основы без чрезмерного износа или деформации. В результате большая часть применений FSW связана с материалами с низкой температурой ковки. Из них самым важным классом материалов был алюминий. Ряд практически всех классов алюминиевых сплавов был успешно сварен трением с перемешиванием. К ним относятся сплавы 1xxx, 2xx, 3xxx, 4xxx, 5xxx, 6xxx и 7xxx, а также более новые сплавы Al-Li. Каждая система сплавов отличается в металлургическом отношении. Кроме того, разные сплавы данного класса могут иметь разные характеристики ковки. В результате обработка для каждого сплава может отличаться. Однако соединения высокой прочности можно получить во всех классах.
Из них самым важным классом материалов был алюминий. Ряд практически всех классов алюминиевых сплавов был успешно сварен трением с перемешиванием. К ним относятся сплавы 1xxx, 2xx, 3xxx, 4xxx, 5xxx, 6xxx и 7xxx, а также более новые сплавы Al-Li. Каждая система сплавов отличается в металлургическом отношении. Кроме того, разные сплавы данного класса могут иметь разные характеристики ковки. В результате обработка для каждого сплава может отличаться. Однако соединения высокой прочности можно получить во всех классах.
Некоторые приложения:
Из-за потенциальных преимуществ перед дуговой сваркой в некоторых приложениях, связанных с этим процессом, FSW вызвала интерес со стороны многих областей промышленности, работающих с алюминием. К преимуществам относится возможность производить сварные швы большой длины в алюминии без плавления основного материала. Это обеспечивает важные металлургические преимущества по сравнению с традиционной дуговой сваркой. При сварке FSW плавление основного материала не происходит, что исключает возможность растрескивания при затвердевании, которое часто является проблемой при дуговой сварке некоторых алюминиевых сплавов. Другие преимущества могут включать: низкую деформацию, связанную с меньшим нагревом во время процесса сварки; устранение проблем пористости, которые возникают при дуговой сварке алюминия; минимальная подготовка кромок, так как стыковые соединения обычно выполняются с подготовкой под квадрат; и отсутствие сварочных материалов, таких как защитный газ или присадочный материал.
Другие преимущества могут включать: низкую деформацию, связанную с меньшим нагревом во время процесса сварки; устранение проблем пористости, которые возникают при дуговой сварке алюминия; минимальная подготовка кромок, так как стыковые соединения обычно выполняются с подготовкой под квадрат; и отсутствие сварочных материалов, таких как защитный газ или присадочный материал.
Процесс сварки трением с перемешиванием используется и / или оценивается для использования в аэрокосмической, военной, авиационной, автомобильной, судостроительной, железнодорожной промышленности и, скорее всего, в других отраслях.
Как работает сварка трением с перемешиванием?
Считается одним из самых значительных нововведений в сварке за последнее десятилетие. Сварка трением с перемешиванием (FSW) — это процесс соединения твердого тела, который является экологически чистым, универсальным и эффективным с точки зрения энергопотребления.
Сварка работает трением с перемешиванием?
Проще говоря, он использует энергию трения для сварки двух материалов. При этом не используются расходные материалы.
При этом не используются расходные материалы.
Сварка трением с перемешиванием была изобретена Уэйном Томасом в 1991 году, а патенты были зарегистрированы в Европе, США, Японии и Австралии. Этот процесс был дополнительно изучен в 1992 году в Институте сварки, и промышленное производство с использованием сварки трением с перемешиванием продолжалось к середине 1990-х, что сделало его одним из самых коротких периодов времени, за которые любой сварочный процесс прошел от изобретения до столь широкого применения. .
Процесс сварки трением с перемешиванием
Идея проста — сварка трением с перемешиванием включает вращение для создания трения, а затем тепло, выделяемое этим трением для сварки.
Для сварки трением с перемешиванием требуется специальный инструмент. Этот инструмент вращается с высокой скоростью над швами, которые необходимо сварить. Тепло выделяется, когда инструмент вращается над металлом с высокой скоростью.
Сварка трением с перемешиванием позволяет сваривать соединения двух типов:
Инструмент, используемый для сварки трением с перемешиванием, состоит из двух частей. Есть цилиндрическая часть, называемая плечом, которая воздействует на шов, и булавка, выходящая из плеча.
Есть цилиндрическая часть, называемая плечом, которая воздействует на шов, и булавка, выходящая из плеча.
Сначала штифт вставляется в шов, чтобы удерживать его на месте, а выступ поворачивается поверх заготовки в течение достаточного времени, чтобы создать оптимальную температуру и позволить ей впитаться в материал. После этого инструмент перемещается по шву, создавая непрерывный сварной шов. Это возможно только из-за нагрева, производимого инструментом, и металлических частиц, которые смешиваются профильным штифтом.
Размягченные частицы здесь «перемешиваются» штифтом, чтобы сплавить их, и именно здесь процесс получил название «сварка трением с перемешиванием».’
При повышении температуры контактной поверхности в материале образуются три типа восстановления. Сварной стержень, зона термомеханического влияния и зона термического влияния. Слиток сварного шва — это лужа расплавленного металла, которая остывает и затвердевает в круглое соединение.
Зона термомеханического воздействия — это исключительная зона, образующаяся в сварных соединениях трением в качестве переходной зоны между зоной термического влияния и зоной перемешивания. Зона термического влияния — это область основного материала, которая не расплавилась, но микроструктура и свойства были затронуты из-за операций резания с интенсивным нагревом.
Зона термического влияния — это область основного материала, которая не расплавилась, но микроструктура и свойства были затронуты из-за операций резания с интенсивным нагревом.
Сравнение сварки трением с перемешиванием и сварки трением
Существует ряд методов сварки, в которых для выделения тепла используется трение, и наиболее распространенным из них является сварка трением. В этом методе тепло обычно генерируется при перемещении одной заготовки относительно другой по швам. Это трение заставляет поверхности плавиться и плавиться.
Однако это накладывает ограничение на сварку трением, когда дело доходит до настройки, потому что для перемещения заготовки с высокой скоростью должно быть линейное возвратно-поступательное движение, что означает, что детали можно размещать только определенным образом.
Сварка трением с перемешиванием преодолевает это ограничение, поскольку детали фиксируются на месте, а инструмент перемещается вдоль шва для создания сварного шва.
Применение сварки трением с перемешиванием
Сварка трением с перемешиванием используется в основном в промышленности для соединения алюминиевых сплавов всех серий, независимо от того, отливаются ли они, прокатываются или даже прессуются. Показано, что с помощью этого процесса можно сваривать стыковые соединения из алюминиевого сплава толщиной от 0,3 до 75 мм за одну попытку, в зависимости от таких факторов, как используемый материал, используемая мощность машины и жесткость конструкции.
К другим материалам, соединяемым сваркой трением с перемешиванием, относятся такие металлы, как магний, титан, медь и их сплавы, а также сталь. Но также прошли испытания пластмассы и композитные материалы с металлическими компонентами. Сварка трением с перемешиванием показала, что может соединять комбинации этих материалов, которые не похожи друг на друга.
Процесс сварки трением с перемешиванием может применяться множеством способов в различных отраслях промышленности, включая авиакосмическую, судостроительную, железнодорожную и электронную, включая сварку трением с перемешиванием поддона аккумуляторной батареи электромобиля.
Преимущества сварки трением с перемешиванием
Сварка трением с перемешиванием имеет ряд преимуществ по сравнению с другими типами традиционных процессов дуговой сварки.
- Сварка трением с перемешиванием — это процесс сварки в твердом состоянии, поэтому это в значительной степени бездефектный метод соединения и не имеет проблем с горячим растрескиванием или образованием трещин при затвердевании или пористостью
- Более низкая температура по сравнению с другими процессами означает, что усадка и деформация после соединения материала могут быть уменьшены.
- При сварке трением с перемешиванием не требуются присадочные материалы или расходные материалы, такие как флюс или защитный газ для алюминиевых сплавов.
- Сварка трением с перемешиванием — это экологически безопасный процесс, при котором не образуется дыма, брызг или излучения. Для обезжиривания не требуются растворители, отходы и очистка поверхности.
- Требуется меньше энергии, чем при лазерной сварке — около 2,5%.
- Пониженный расход топлива необходим в автомобилях, самолетах и кораблях, где используется сварка трением с перемешиванием.
- В этом процессе используется технология станков, которая упрощает автоматизацию и обеспечивает высокую повторяемость при сокращении потребности в сварщиках очень высокой квалификации.
- Сварка трением с перемешиванием может выполняться под любым углом и не обязательно должна быть линейной
- Механические и микроструктурные свойства алюминиевых сплавов, сваренных трением с перемешиванием, оказались лучше, чем у других сварочных процессов.
- Этот процесс также позволяет соединять многие алюминиевые сплавы, которые обычно считаются несвариваемыми, например сплавы марок 2ххх или 7ххх.
- В большинстве случаев этот процесс обычно не требует специальной подготовки кромок.
Недостатки сварки трением с перемешиванием
Несмотря на то, что сварка трением с перемешиванием имеет много преимуществ, она также имеет некоторые ограничения.
- Выходное отверстие остается от штифта после того, как инструмент вынут из свариваемых материалов.
- Необходимы значительные уровни прижимной силы, а также поперечных сил, что означает, что зажим становится более вероятным и сильнее влияет на материал.
- Отсутствует гибкость по сравнению с ручными и дуговыми процессами, например, сварка трением с перемешиванием не может использоваться там, где необходимо наплавление металла.
Тем не менее, несмотря на свои недостатки, сварка трением с перемешиванием является гениальной концепцией благодаря своей универсальности, устойчивости и функциональности. Благодаря сварке трением с перемешиванием теперь возможно соединение металлов различного состава и сплавов при сохранении отличной прочности на разрыв. Благодаря энергоэффективности, совместимости с автоматизацией и использованию роботами, этот процесс сварки является надежным для многих отраслей промышленности.
Связанные вопросы
Какие материалы можно сваривать трением с перемешиванием?
Изначально сварка трением с перемешиванием была ограничена более мягкими материалами, такими как свинец, цинк и алюминиевые сплавы. Однако в последнее время другие металлы, такие как медь, титан, низкоуглеродистая железная сталь, сплавы сталей и никель, также стали материалами, для которых можно использовать сварку трением с перемешиванием.
Однако в последнее время другие металлы, такие как медь, титан, низкоуглеродистая железная сталь, сплавы сталей и никель, также стали материалами, для которых можно использовать сварку трением с перемешиванием.
Каковы преимущества сварки трением с перемешиванием?
Передняя сторона при сварке трением с перемешиванием — это место, откуда твердый материал начинает превращаться в полутвердый и начинает обтекать инструментальный штифт, который вставляется в материал.
В чем основное различие между сваркой трением и сваркой трением с перемешиванием?
При сварке трением выделяется тепло за счет линейного движения двух деталей друг относительно друга, в то время как при сварке трением с перемешиванием используется инструмент, который генерирует тепло вдоль шва двух деталей и перемешивает их частицы вместе после размягчения для их сварки.
Подобные сообщения:
Сварка трением с перемешиванием | Статьи и блог
Признанная самой значительной инновацией в области соединения металлов за последнее десятилетие, сварка трением с перемешиванием (FSW) представляет собой процесс соединения твердотельных электродов, который является экологически чистым, универсальным и энергоэффективным.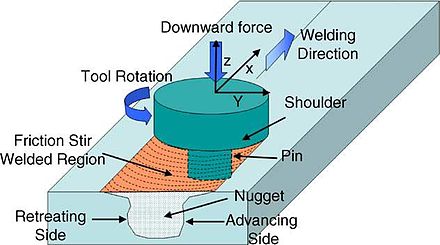 FSW превосходит обычную сварку плавлением, соединяя аэрокосмические алюминиевые сплавы и другие металлические сплавы, обладающие высокой прочностью. Значимость этого достижения заключается в том, что аэрокосмические алюминиевые сплавы, такие как серии 2XXX и 7XXX, были классифицированы как практически несвариваемые с помощью обычных сварочных процессов из-за пористости и характеристик кристаллизации микроструктуры.Контактную сварку можно выполнять с алюминиевыми сплавами, однако необходимо проводить подготовку поверхности, что является дорогостоящим и возникает проблема с оксидом поверхности.
FSW превосходит обычную сварку плавлением, соединяя аэрокосмические алюминиевые сплавы и другие металлические сплавы, обладающие высокой прочностью. Значимость этого достижения заключается в том, что аэрокосмические алюминиевые сплавы, такие как серии 2XXX и 7XXX, были классифицированы как практически несвариваемые с помощью обычных сварочных процессов из-за пористости и характеристик кристаллизации микроструктуры.Контактную сварку можно выполнять с алюминиевыми сплавами, однако необходимо проводить подготовку поверхности, что является дорогостоящим и возникает проблема с оксидом поверхности.
Как работает сварка трением с перемешиванием
Упрощенная по своей концепции, FSW состоит из вращающегося инструмента с различными выступами и штифтами, перемещающегося вдоль линии соединения. За счет комбинации направленной вниз силы и вращения инструмента процесс нагрева и перемещения материала создает соединение. Интенсивный нагрев вызывает пластическую деформацию, то есть движение материала вокруг штифта, в результате чего образуются рекристаллизованные зерна. Таким образом, перемещение материала штифтом приводит к образованию соединения в твердом состоянии. Этот процесс также обеспечивает улучшение использования материалов за счет возможности соединения металлов из различных алюминиевых сплавов, композитов и толщин.
Таким образом, перемещение материала штифтом приводит к образованию соединения в твердом состоянии. Этот процесс также обеспечивает улучшение использования материалов за счет возможности соединения металлов из различных алюминиевых сплавов, композитов и толщин.
Экологически чистые преимущества сварки трением с перемешиванием
FSW, в отличие от своих предшественников, считается «зеленой» технологией. Процесс FSW потребляет меньше энергии, не использует покровный газ или флюс, что делает его более экологически чистым.
Энергетические преимущества этого твердофазного процесса позволяют соединять сплавы различной толщины, снижая вес.Некоторые из дополнительных экологических и энергетических преимуществ включают:
- Удаление растворителей для обезжиривания
- Утилизация помольных отходов
- Очистка поверхности не требуется
- Требуется 2,5 процента энергии, используемой при лазерной сварке
- Пониженный расход топлива в автомобилях, самолетах и кораблях, где используется ЖСБ
FSW — это гениальная концепция универсальности, устойчивости и функциональности. Метод соединения металлов из различных композитов и сплавов при сохранении отличной прочности на растяжение и усталость.В сочетании с энергоэффективностью и совместимостью с автоматизацией и использованием роботов, FSW обеспечивает надежный сварной шов для многих отраслей промышленности.
Метод соединения металлов из различных композитов и сплавов при сохранении отличной прочности на растяжение и усталость.В сочетании с энергоэффективностью и совместимостью с автоматизацией и использованием роботов, FSW обеспечивает надежный сварной шов для многих отраслей промышленности.
Чтобы узнать больше об инновационных решениях для изготовления металлов, включая гидроформование, гидравлические прессы, лазерную резку и сварку, свяжитесь с нами сегодня!
16 июля 2018 г. / МеталлообработкаВсе о сварке трением с перемешиванием (FSW)
Сварка трением с перемешиванием (FSW) — это метод соединения деталей из металла или металлического сплава в месте соединения с использованием теплового трения, создаваемого прядильным инструментом, для сварки различных участков.Поскольку металл не плавится во время FSW, это называется процессом соединения в твердом состоянии. Относительно новая технология, FSW была изобретена в 1991 году Уэйном Томасом, и Институт сварки все еще имеет международный патент, но передал этот процесс в аренду многочисленным компаниям.
Процесс сварки трением с перемешиванием
В FSW цилиндрический инструмент с выпуклым концом, на конце которого находится зонд, называемый наконечником или штифтом, удлиняется до места соединения двух листов или пластин из металла или металлического сплава.Затем цилиндрический инструмент вращается с постоянной скоростью перемещения, создавая трение до тех пор, пока тепло и давление инструмента не начинают оказывать достаточную сварочную прочность, чтобы изнашивать металл до точки, где детали свариваются. Под воздействием тепла металл пластифицируется и размягчается, а вращающийся инструмент смешивает размягченный металл в сплошную точку сварки. При достижении этого уровня трения инструмент равномерно перемещается по стыку, сваривая разрыв в одну сплошную деталь.
Соединение должно быть прочно соединены для FSW, чтобы работать должным образом, так что листы или пластины должны быть прочно встык друг с другом посредством использования зажимов и бар подложки.Неправильная деформация может быть результатом неправильного соединения металлических сторон. Также важно следить за тем, чтобы сварочный инструмент двигался по траектории вращения инструмента. Скорость вращения обычно составляет от 200 до 2000 оборотов в минуту, в то время как скорость штифта обычно составляет от 10 до 500 миллиметров в минуту. Обратите внимание, что хотя эти скорости являются общими, более низкие или высокие скорости не являются неизвестными для обработки FSW.
Также важно следить за тем, чтобы сварочный инструмент двигался по траектории вращения инструмента. Скорость вращения обычно составляет от 200 до 2000 оборотов в минуту, в то время как скорость штифта обычно составляет от 10 до 500 миллиметров в минуту. Обратите внимание, что хотя эти скорости являются общими, более низкие или высокие скорости не являются неизвестными для обработки FSW.
Как работает сварка трением с перемешиванием?
Вращательное движение штифта можно описать как размягчение или пластикацию металлической подложки, но на самом деле происходит микроструктурное преобразование металла.Тепло, генерируемое трением вращения, позволяет пластифицированному металлу рекристаллизоваться, в процессе разрушения твердой структуры металла на молекулярном уровне, а затем их вращения или перемешивания с образованием различных кристаллических структур. Из-за ориентации перемещающего инструмента сварной шов проявляется в виде мелкозернистой канавки, обычно, но не всегда, без дефектов.
FSW Машины
Хотя результаты FSW аналогичны стандартной тепловой сварке, процесс и оборудование сильно отличаются.Действительно, FSW больше похож на процесс фрезерования, чем на традиционные методы сварки. Многие производители считают, что инструмент должен быть изготовлен из более прочного металла, чем свариваемый, но другие считают, что металл может быть похожим, тем более что разные цветные металлы могут успешно подвергаться СТП.
Металлы в FSW
FSW считается эффективным процессом обработки, поскольку его можно использовать для металлов, которые обычно не поддаются традиционным методам сварки.Например, железные сплавы, такие как сталь, имеют сложные композитные материалы с металлической матрицей, что значительно затрудняет выполнение газовой сварки должным образом. Обычно любой металл с высокой температурой плавления трудно сваривать пламенем, включая суперсплавы, такие как никель, железо-никелевые сплавы, сплавы на основе кобальта или сплавы, включающие хром, молибден, вольфрам или другие материалы. FSW может работать с этими материалами, потому что тепло, выделяемое при трении, нагревает инструмент, а также подложку, что является функцией тепловых свойств, напряжения течения при высокой температуре и глубины проникновения.
FSW может работать с этими материалами, потому что тепло, выделяемое при трении, нагревает инструмент, а также подложку, что является функцией тепловых свойств, напряжения течения при высокой температуре и глубины проникновения.
Алюминий — наиболее распространенный металл, используемый в СТС. Обычно он гибкий и хорошо реагирует на вращение инструмента в FSW.
Параметры FSW
При использовании FSW в качестве процесса обработки необходимо учитывать множество параметров сварки. Важно изучить эти факторы, чтобы определить, подходит ли FSW для вашего приложения.
Скорость инструмента Как отмечалось выше, FSW может быть более медленным процессом, чем другие виды сварки, такие как дуговая или лазерная сварка.Это связано с тем, что цилиндрический инструмент должен повернуться, чтобы нагреть соединение, а затем пересечь длину соединения, передавая это тепло. Инструмент снабжен наконечником, называемым штифтом или наконечником, который обычно вращается в диапазоне от 200 до 2000 оборотов в минуту (об / мин).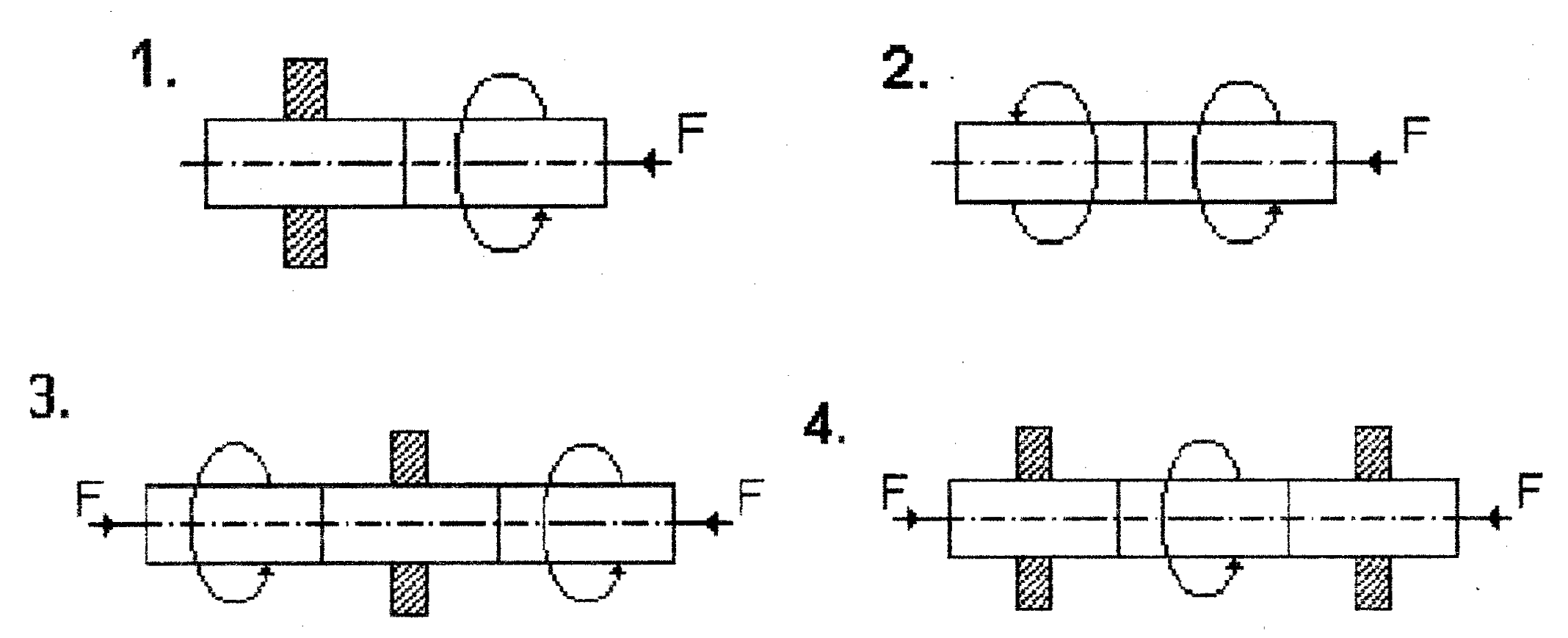 Скорость перемещения инструмента по линии соединения составляет от 10 до 500 миллиметров в минуту (мм / мин). Однако эти цифры являются средними, и ставки за пределами этих диапазонов все еще используются. Скорость в значительной степени определяется применением и соединяемым металлом, но они не являются взаимоисключающими — например, медленно вращающийся инструмент не может перемещаться с невероятной скоростью по линии соединения.
Скорость перемещения инструмента по линии соединения составляет от 10 до 500 миллиметров в минуту (мм / мин). Однако эти цифры являются средними, и ставки за пределами этих диапазонов все еще используются. Скорость в значительной степени определяется применением и соединяемым металлом, но они не являются взаимоисключающими — например, медленно вращающийся инструмент не может перемещаться с невероятной скоростью по линии соединения.
Наклон цилиндрического инструмента может существенно повлиять на процесс сварки. Обычный диапазон наклона инструмента составляет от 2 до 4 градусов, так что инструмент наклоняется в соединение. Несмотря на то, что этот наклон очень незначителен, он может повлиять на то, насколько легко инструмент может перемещаться по линии соединения, потому что в направлении линии соединения оказывается меньшее давление.
Глубина погружения Глубина врезания — это глубина, на которую уступ инструмента погружается в материал. В то время как штифт выходит дальше («головка» по отношению к уступу инструмента), на этом расстоянии трение создает тепло, необходимое для пластификации металла. Глубина погружения определяется временем вращения. Некоторые автоматизированные системы создают концентрированное трение в течение определенного периода времени, а затем вставляют инструмент до заданной глубины погружения. Другие автоматически отслеживают глубину погружения, рассчитанную заранее, исходя из того, как долго инструмент должен проработать эту конкретную глубину.
В то время как штифт выходит дальше («головка» по отношению к уступу инструмента), на этом расстоянии трение создает тепло, необходимое для пластификации металла. Глубина погружения определяется временем вращения. Некоторые автоматизированные системы создают концентрированное трение в течение определенного периода времени, а затем вставляют инструмент до заданной глубины погружения. Другие автоматически отслеживают глубину погружения, рассчитанную заранее, исходя из того, как долго инструмент должен проработать эту конкретную глубину.
Подробнее о ЖКС можно узнать на сайте Кембриджского университета.
Прочие сварочные изделия
Больше от Custom Manufacturing & Fabricating
Сварка трением с перемешиванием | Производственная лаборатория Quad City
Помощь производителям в реализации высококачественных и недорогих сварочных решений
Для надежной сварки при сниженных эксплуатационных расходах производственная лаборатория Quad City Manufacturing Laboratory (QCML) помогает производителям разрабатывать и внедрять процессы сварки трением с перемешиванием, адаптированные к их уникальной области применения.
Сварка трением с перемешиванием — это процесс твердофазной сварки, то есть его можно использовать для сварки без плавления металла.Вместо этого тепло производится за счет нагрева трением между вращающимся инструментом и свариваемым металлом. Два металла пластифицируются или размягчаются, когда вращающийся инструмент пересекает длину соединения, сваривая их вместе без расходных материалов, дыма и с низким тепловложением. Горячая пластическая деформация двух металлов создает кованую микроструктуру с уменьшенными размерами зерен и меньшими зонами термического воздействия, что приводит к прочным и надежным сварным швам.
QCML Сварка трением с перемешиванием
QCML обладает опытом, чтобы помочь на всех этапах процесса разработки сварки трением с перемешиванием и помочь преодолеть распространенные ошибки при реализации сварки трением с перемешиванием.
Наш опыт включает:
- Конструкция сварного шва
- Конструкция штифтового инструмента
- Разработка необходимой оснастки и приспособлений
- Разработка и аттестация процесса согласно соответствующим техническим условиям на сварку трением с перемешиванием
Наши решения для сварки трением с перемешиванием охватывают широкий спектр областей применения и отраслей, в том числе:
- Аэрокосмическая промышленность
- Сельское хозяйство
- Автомобилестроение / транспорт
- Оборона / Правительство
- Общее производство
Для процессов сварки трением с перемешиванием мы можем обрабатывать широкий спектр материалов, таких как литые алюминиевые сплавы, пластины или профили из алюминиевого сплава или тонкие листы из алюминиевого сплава. Наши решения для сварки трением с перемешиванием также работают с материалами с высокой температурой плавления, такими как сталь, нержавеющая сталь, сплавы на основе никеля, титан и медь.
Наши решения для сварки трением с перемешиванием также работают с материалами с высокой температурой плавления, такими как сталь, нержавеющая сталь, сплавы на основе никеля, титан и медь.
QCML — ведущий американский ресурс для исследований и разработок в области производства
Свяжитесь с нами, чтобы узнать больше о том, чем мы можем вам помочь.
Поговорите с нами. Звоните (309) 788-2089
Свяжитесь с нами
Заполните форму ниже
Примечание: для этого содержимого требуется JavaScript.Регулировка силы сварки трением с перемешиванием
Аннотация
Как новая технология в области соединения материалов, сварка трением с перемешиванием (FSW) может быть автоматизирована с помощью робототехники. Из-за относительно больших сил, связанных с FSW, для робототехнических приложений необходимо управление силой, чтобы компенсировать отклонение рычажного механизма робота. Предыдущие исследования показали, что осевая сила, связанная с FSW, является функцией глубины врезания инструмента, скорости перемещения и скорости вращения. Исследование, представленное в этой диссертации, исследует, как каждый из этих параметров влияет на силу.
Архитектура управления усилием с обратной связью была реализована в системе FSW. Контроллер был настроен с использованием метода настройки Циглера-Николса, и эксперименты проводились путем стыковой сварки образцов алюминия 6061 длиной ¼ дюйма на 1 ½ дюйма на 8 дюймов.
Результаты показывают, что управление усилием посредством регулировки глубины погружения может быть достигнуто с погрешностью менее 3%. Однако этот режим управления силой уязвим для проблем со стабильностью.Для успешной реализации управления усилием посредством глубины погружения определены четыре ключевых фактора.
Результаты показывают, что для управления усилием через скорость перемещения гораздо меньшая ошибка — менее ½% результатов. Энергетическая модель предсказывает, что мощность сварки будет постоянной, но из-за изменяющейся скорости перемещения изменяется энергия, выделяемая вдоль сварного шва. Предполагается, что обратная связь по осевой силе позволяет измерить относительную температуру.
Исследование, представленное в этой диссертации, исследует, как каждый из этих параметров влияет на силу.
Архитектура управления усилием с обратной связью была реализована в системе FSW. Контроллер был настроен с использованием метода настройки Циглера-Николса, и эксперименты проводились путем стыковой сварки образцов алюминия 6061 длиной ¼ дюйма на 1 ½ дюйма на 8 дюймов.
Результаты показывают, что управление усилием посредством регулировки глубины погружения может быть достигнуто с погрешностью менее 3%. Однако этот режим управления силой уязвим для проблем со стабильностью.Для успешной реализации управления усилием посредством глубины погружения определены четыре ключевых фактора.
Результаты показывают, что для управления усилием через скорость перемещения гораздо меньшая ошибка — менее ½% результатов. Энергетическая модель предсказывает, что мощность сварки будет постоянной, но из-за изменяющейся скорости перемещения изменяется энергия, выделяемая вдоль сварного шва. Предполагается, что обратная связь по осевой силе позволяет измерить относительную температуру. Таким образом, контроль распределения тепла вдоль сварного шва достигается как побочный продукт управления усилием с помощью скорости перемещения.Управление усилием через скорость вращения дает аналогичные результаты, но с большей погрешностью.
Было обнаружено, что управление крутящим моментом представляет собой привлекательную альтернативу управлению силой. Результаты показывают, что крутящий момент позволяет лучше определить глубину погружения. Это подтверждается уравнением, которое показывает, что глубина погружения прямо пропорциональна крутящему моменту.
Сделан вывод о целесообразности использования крутящего момента в качестве сигнала обратной связи для управления роботизированной FSW. Управление крутящим моментом имеет большой потенциал для продвижения FSW в производстве и автоматизации, потому что сигнал обратной связи может быть получен из тока двигателя шпинделя.
Таким образом, контроль распределения тепла вдоль сварного шва достигается как побочный продукт управления усилием с помощью скорости перемещения.Управление усилием через скорость вращения дает аналогичные результаты, но с большей погрешностью.
Было обнаружено, что управление крутящим моментом представляет собой привлекательную альтернативу управлению силой. Результаты показывают, что крутящий момент позволяет лучше определить глубину погружения. Это подтверждается уравнением, которое показывает, что глубина погружения прямо пропорциональна крутящему моменту.
Сделан вывод о целесообразности использования крутящего момента в качестве сигнала обратной связи для управления роботизированной FSW. Управление крутящим моментом имеет большой потенциал для продвижения FSW в производстве и автоматизации, потому что сигнал обратной связи может быть получен из тока двигателя шпинделя.
Основы сварки трением с перемешиванием
В Bond Technologies мы много говорим о невероятных преимуществах сварки трением с перемешиванием и всегда работаем над развитием технологии сварки трением с перемешиванием (FSW). Но мы также стараемся периодически делать паузы и возвращаться к основам.
Но мы также стараемся периодически делать паузы и возвращаться к основам.
Это для наших клиентов, новых и старых. В Bond мы считаем обучение клиентов частью нашей работы, потому что обучение клиентов основам ЖСБ всегда актуально и всегда полезно.
Опираясь на этот фундамент знаний, можно добиться трех целей:
- Дать вам более глубокое понимание технологии FSW, которую вы используете для своего продукта.Это означает, что затем вы можете объяснить эту технологию своим заинтересованным сторонам и повысить уровень компетентности в своей организации.
- Укрепите свое доверие к Bond Technologies и той роли, которую мы продолжаем играть в расширении возможностей технологии FSW.
- Помогите вам рассмотреть новые варианты внедрения FSW способами, которые ранее не рассматривались для вашей компании.
Сварка трением с перемешиванием — это твердотельный процесс, запатентованный в 1991 г. Институтом сварки (TWI) в Кембридже, Англия.(Срок действия этого патента истек.) С момента своего изобретения процесс продолжает вызывать значительный интерес в сообществе исследователей и разработчиков.
Институтом сварки (TWI) в Кембридже, Англия.(Срок действия этого патента истек.) С момента своего изобретения процесс продолжает вызывать значительный интерес в сообществе исследователей и разработчиков.
С момента своего изобретения процесс FSW привлек внимание всего мира. Сегодня FSW используется не только в исследованиях, но и в производстве во многих секторах, включая аэрокосмическую, автомобильную, железнодорожную, судостроительную, корпуса для электроники, теплообменники и контейнеры для ядерных отходов.
Как работает FSW?FSW — это метод соединения деталей из металла или металлического сплава в стыке с использованием тепла трения, генерируемого вращающимся инструментом.
Иногда описывается как скорее процесс ковки, чем фактическая сварка (поскольку металл не плавится во время FSW) — сварка трением с перемешиванием может использоваться для соединения металлов, которые нелегко сплавить при традиционной сварке.
При сварке трением с перемешиванием инструмент с цилиндрическим штифтом выдвигается к месту соединения двух листов или пластин из металла или металлического сплава, которые стыкуются вместе. Чтобы предотвратить раздавливание стыковых поверхностей стыка, детали зажимаются на несущей балке.Затем инструмент-штифт вращается с постоянной скоростью перемещения, создавая трение до тех пор, пока тепло и давление инструмента не пластифицируют или не размягчают металл, доводя его до температуры чуть ниже точки плавления. Вращающийся инструмент буквально перемешивает размягченные металлы вместе, создавая однородную металлическую связь, эффективно соединяя две части в одну непрерывную деталь. Весь процесс обеспечивает минимальную деформацию соединяемых деталей и чрезвычайно высокую прочность сварного шва.
Чтобы предотвратить раздавливание стыковых поверхностей стыка, детали зажимаются на несущей балке.Затем инструмент-штифт вращается с постоянной скоростью перемещения, создавая трение до тех пор, пока тепло и давление инструмента не пластифицируют или не размягчают металл, доводя его до температуры чуть ниже точки плавления. Вращающийся инструмент буквально перемешивает размягченные металлы вместе, создавая однородную металлическую связь, эффективно соединяя две части в одну непрерывную деталь. Весь процесс обеспечивает минимальную деформацию соединяемых деталей и чрезвычайно высокую прочность сварного шва.
Сварка трением с перемешиванием позволяет прочно соединять алюминий, медь и даже твердые стальные сплавы без дуговой сварки.Эта операция выполняется на оборудовании, напоминающем стандартные фрезерные станки.
FSW Machines Хотя результаты FSW аналогичны стандартной сварке плавлением, процесс и оборудование сильно отличаются. Действительно, FSW больше похож на процесс фрезерования, чем на традиционные методы сварки.
Более десяти лет команда Bond Technologies поставляла системы FSW и обслуживала клиентов по всему миру. Мы предлагаем полную линейку машин для сварки трением с перемешиванием от компактных машин до крупномасштабных многоосевых и многошпиндельных систем.Компания Bond разработала нашу линейку жестких, высокопрочных и универсальных аппаратов, отвечающих требованиям большинства сварочных работ трением с перемешиванием.
Обладая более чем 60-летним совместным опытом, наши профессионалы проектируют и поставляют машины и приспособления для небольших производственных деталей для крупных систем, используемых в аэрокосмической, судостроительной и железнодорожной промышленности.
Хотите узнать больше или вы не уверены, подойдет ли FSW для вашего приложения? Свяжитесь с Bond Technologies. Мы можем помочь вам найти решение.
Назад к основам сварки трением с перемешиванием2018-10-112018-10-12https: //bondtechnologies.net/wp-content/uploads/2018/06/bond-logo-white-e1529625987968.