Автоматическая сварка на производстве труб
Энергетика – это одна из самых быстроразвивающихся отраслей промышленности. В данный момент ведется строительство тысяч километров нефте- и газопроводов в России, США, Индии, Китае и Бразилии, а для монтажа каждого километра трубопровода и изготовления оборудования для обслуживания и ремонта труб нужна сварка.
Расположенная в городе Талса фирма TD Williamson Inc. производит оборудование для холодных врезок и закупорки, которые позволяют проводить ремонт и обслуживание трубопроводов без необходимости в остановке газа или нефти. Сюда входят надземные и подземные трубопроводы высокого давления, в также морские трубопроводы, которые часто прокладываются на глубине 300 м и больше.
Компания столкнулась со значительным ростом заказов из-за беспрецедентного бума в отрасли, но вместо того, чтобы спешно начать расширение производства, ее специалисты решили проанализировать весь процесс сварки на предприятии.
Одна из главных производственных сложностей в компании – это соединительные части трубопроводов, которые могут иметь диаметр 10, 15 и 20 см. Они нужны для монтажа продукции компании во время строительства, обслуживания или других работ.
Они нужны для монтажа продукции компании во время строительства, обслуживания или других работ.
«Нам было необходимо значительно увеличить скорость изготовления соединений, – говорит Майк Филлипс (Mike Phillips), инженер-технолог TD Williamson. – На прихваточную сварку, корневой, горячий и облицовочный проход у нас уходило около 30 минут, и это не считая времени на шлифовку между проходами».
Из-за этого компания начала рассматривать возможности автоматической сварки.
Переход на автоматическую систему
После подробного анализа было принято решение отказаться от ручной сварки в пользу автоматической. В итоге производительность компании подскочила на 87 процентов, однако для этого ей понадобился полностью переработанный рабочий процесс, который не только смог бы обеспечить новый интенсивный график производства, но и сохранить при этом воспроизводимость и качество продукции.
Тесное сотрудничество с экспертами отделения Lincoln Electric в Талсе и штаб-квартире в Кливленде, а также работа с компанией AMET (производителем автоматических систем сварки) позволили TD Williamson установить систему автоматической сварки Power Wave® 455M с механизмом подачи сварочной проволоки Power Feed® 10R на основе робота AMET.
Объединенная система AMET/Lincoln разработана как автоматическая система сварки с электронным управлением, предназначенная для массовой промышленной сварки, где важны постоянство и повторяемость качества сварки. В системе также используются захваты и позиционирующее оборудование.
Power Wave® 455M предназначен для роботизированной автоматической или полуавтоматической сварки толстостенных материалов, где необходим точный контроль тепловложения, минимальный риск деформаций и низкое разбрызгивание. Power Wave® 455M также поддерживает разработанную Lincoln Electric функцию контроля формы волны сварочного тока, которая позволяет оператору точно регулировать параметры дуги в зависимости от задачи, состава материала, его толщины, характеристик металла, пространственных положений и характеристик прочности – при том, что для TD Williamson очень важны все эти параметры.
«Сварные соединения и соединительные детали на нашем оборудовании подвергаются невероятным нагрузкам и давлению, ведь сегодня трубопроводы становятся все более сложными системами с высокой рабочей температурой и давлением. Также возрастает диаметр труб и неустойчивость нефтепродуктов, – говорит Филлипс. – Технология управления формой волны позволила нам справиться со всеми этими требованиями, улучшить контроль над ходом сварки и быстрее изготавливать детали».
Также возрастает диаметр труб и неустойчивость нефтепродуктов, – говорит Филлипс. – Технология управления формой волны позволила нам справиться со всеми этими требованиями, улучшить контроль над ходом сварки и быстрее изготавливать детали».
Отказ от многопроходной сварки
Power Wave® 455M позволил компании пользоваться разработанными Lincoln формами волны тока для импульсной сварки. Переход на этот процесс позволил TD Williamson избавиться от многих проблем, с которыми компания сталкивалась при ручной сварке. Power Wave® 455M также позволил улучшить управляемость и снизить уровень разбрызгивания. Теперь компания может поддерживать на высоком уровне качество и производительность и обеспечивать при этом более чем достаточную глубину проплавления толстостенных углеродистых труб и значительно ускорить корневую и заполняющую сварку.
«По рекомендации Lincoln мы перешли с проволоки диаметром 0,9 мм на проволоку Ultracore® и SuperArc® диаметром 1,1 мм, что позволило решить нашу проблему с проникновением проволоки через трубу и снизить число проходов, – рассказывает Филлипс. – Это еще одна из причин такого роста производительности. Мы сэкономили за счет меньшей потребности в сварочной проволоке и трудовых затрат по проекту».
– Это еще одна из причин такого роста производительности. Мы сэкономили за счет меньшей потребности в сварочной проволоке и трудовых затрат по проекту».
Еще одно объяснение роста производительности – отказ от четырех проходов сварки.
«До внедрения новой системы мы делали по шесть проходов. После этого мы с легкостью смогли снизить их число до двух, что сделало процесс гораздо более эффективным», – добавляет Филлипс.
Соединительные детали изготавливаются из стальных пластин. Их помещают в печь с температурой 980°C и проводят опрессовку в гидравлическом прессе. Затем они проходят пескоструйную обработку и размещаются на стол для автоматизированной сварки с помощью захватов и позиционирующего оборудования, где на ранее созданный рукав к ним приваривается фланец. После этого соединительные детали проходят чистку, итоговую сборку, нумерацию и покраску.
Последний этап включает тестирование каждого сварного шва рентгеновским излучением. Благодаря новому Power Wave® и системе AMET фирма TD Williamson добилась 100-процентного показателя успешности тестов. В прошлом этот показатель составлял 95-98%.
В прошлом этот показатель составлял 95-98%.
Перед установкой новой системы сварки в компании TD Williamson практически вся сварка проводилась вручную. Рукав устанавливался на крепление и к нему прихваточной сваркой присоединялся фланец. Затем проводилась основная сварка. Новая автоматизированная система позволила избавиться от прихваточной сварки и подгонки. Также она не требует шлифовки сварного шва.
87% снижение времени производства
«То, что раньше занимало у нас восемь недель, мы теперь можем сделать за 48 часов, – говорит Филлипс. – Мы можем работать в реальном времени и выполнять текущие заказы по мере их поступления. Раньше нам приходилось угадывать, что понадобится клиентам через два месяца, и сталкивались с большими проблемами, когда угадывали неправильно».
Благодаря этому 87-процентному снижению времени производства компания смогла значительно сэкономить на трудовых затратах и увеличить общее качество сварки соединений. Это означает большую глубину проплавления, меньшее время простоя и доработок и минимальное время доставки продукции на место монтажа трубопровода.
По словам Филлипса, во многом успех использования новой системы обусловлен готовностью Lincoln Electric и AMET проводить много времени на заводе в Талсе, занимаясь установкой и наладкой оборудования вместе со специалистами компании и подробно разъясняя любые вопросы.
«Наша производительность значительно выросла. Мы стали производить больше деталей более высокого качества. Это означает быстрое выполнение заказов, а в нашем деле нет ничего важнее этого. Система AMET/Lincoln Electric дала нам преимущество над конкурентами».
Автоматическая и полуавтоматическая сварка труб под флюсом
Инженеры уже давно думали об автоматизации сварки, которая бы посодействовала ускорению многих работ на производстве. Один из изобретенных вариантов — автоматическая сварка под флюсом. Этот метод был внедрен в промышленность в 1939 году благодаря разработкам академика Патона Е.О. и его команды при институте электросварки. Как осуществляется дуговая сварка под флюсом? В чем ее преимущества? Какое используется оборудование для автоматической сварки?
Содержание страницы
- 1 Суть процесса и варианты
- 2 Применение сварочного метода
- 3 Преимущества автоматического метода
- 4 Разновидности автоматической сварки
- 4.
 1 В среде аргона
1 В среде аргона - 4.2 Порошковой проволокой
- 4.3 Плазменная сварка
- 4.
- 5 Режимы и особенности
 1 В среде аргона
1 В среде аргонаСуть процесса и варианты
Автоматическая сварка под слоем флюса, называемая в международной системе SAW, основана на горении электрической дуги, плавящей кромки металла. Для этого в зону сварки подается проволока, (ГОСТ 16130-72 или с иными составами), между кончиком которой и изделием возбуждается дуга. Сварочный трактор, параллельно с этим, подает в зону соединения специальный порошок — флюс, который покрывает расплавленную часть шва, защищая от воздействия внешних газов. Дополнительно, слой флюса содействует лучшей вплавляемости легирующих элементов в шовную структуру, и уменьшает разбрызгивание металла.
Плавящийся конец проволоки удерживается головкой сварочного автомата на определенном расстоянии от изделия. Сварочный станок может работать неподвижно, когда его используют для сварки труб, которые вращаются на роликах, приводящихся в движение редуктором. Или же головка аппарата может двигаться по заданной траектории, благодаря наличию шаблона, соответствующего форме соединения. Оператор установки только настраивает режимы сварки и запускает процесс. Технология автоматической сварки под флюсом требует человеческого контроля над работой и корректировки режимов, а также периодической оценки качества результата. Модели, называемые сварочный трактор, передвигаются самостоятельно на собственных шасси, вдоль линии соединения. Все основные узлы такой машины двигаются вместе с ней.
Или же головка аппарата может двигаться по заданной траектории, благодаря наличию шаблона, соответствующего форме соединения. Оператор установки только настраивает режимы сварки и запускает процесс. Технология автоматической сварки под флюсом требует человеческого контроля над работой и корректировки режимов, а также периодической оценки качества результата. Модели, называемые сварочный трактор, передвигаются самостоятельно на собственных шасси, вдоль линии соединения. Все основные узлы такой машины двигаются вместе с ней.
По ГОСТ 8713-79 различают следующие виды работ, которые может выполнять сварочный станок:
- сваривать изделия на весу, без поддержек для обратной стороны шва;
- на специальной медной подкладке, предохраняющей от протекания и наплывов;
- на подушке из порошка;
- на медном ползуне, сопровождающем движение головки аппарата.
В некоторых случаях требуется накладывать предварительный корневой шов, по которому сварочный трактор будет вести свою работу. В других технологиях необходимо производить подварочные швы с обратной стороны изделия.
В других технологиях необходимо производить подварочные швы с обратной стороны изделия.
https://www.youtube.com/watch?v=elCSbt438e0
Применение сварочного метода
Автоматическая дуговая сварка соответствует параметрам ГОСТ 8713-79. Благодаря высокой скорости работы она успешно применяется для нанесения ровных швов в продольном положении. Для обеспечения прямого движения головки, сварочный станок снабжается шаблонами, вдоль края которых двигается электродная проволока и горит дуга. Таким методом быстро соединяются толстые листы железа, используемые для промышленных конструкций. Возможны и фигурные движения головки аппарата. Для этого устанавливают соответствующий шаблон.
Сварочные трактора для сварки под флюсом способны выполнять все швы, обозначенные ГОСТ 11533-75. Они хорошо подходят для соединений: встык, внахлест, угловых и тавровых. Шов получается ровный и хорошо расплавленный, без перерасхода присадочного материала.
Там где требуется проложить трубопровод особенно успешно применяется автоматическая сварка кольцевых швов.
Преимущества автоматического метода
Сварочный станок, работающий в автоматическом режиме, отличается рядом преимуществ перед другими видами сварки. А именно:
- высокая производительность выполнения работ за счет увеличенной силы тока и скорости ведения шва, которая может превышать показатели других методов в 15 раз;
- хорошее качество соединения благодаря стабильность подачи присадки и постоянной скорости прохода всей линии;
- глубокое проплавление;
- работа с трубами больших диаметров;
- задействование меньшего количества сварщиков на одинаковый объем работ;
- более благоприятные условия труда для сварщика и меньший вред для здоровья, ввиду удаленности от источника излучения и дыма.

Быстрые режимы автоматической сварки под флюсом достигаются и за счет использования порошка, который подается в зону горения дуги из специального бункера по трубке. Количество высыпания регулируется широтой открытия заслонки. Внешне, флюс похож на круглые светлые шарики, мелкого гранулирования. Посыпание зоны сварки флюсом имеет следующие преимущества:
- исключает разбрызгивание металла сварочной ванны и присадочного элемента;
- придает стабильности дуге;
- задерживает процесс остывания сварочного шва, что улучшает его физические свойства;
- защищает сварочную ванну от взаимодействия расплавленного металла с кислородом;
- раскисляет металл и помогает качественней вплавляться легирующим элементам.
Сварочный трактор плавит часть порошка электрической дугой от проволоки, вследствие чего образуется небольшая корка на поверхности соединения. Другая часть порошка так и остается в виде гранул. После завершения шва требуется удаление слоя шлака молотком и щеткой по металлу. Очищенное изделие готово к покраске или обработке антикоррозийными составами.
Очищенное изделие готово к покраске или обработке антикоррозийными составами.
Разновидности автоматической сварки
Автоматический сварочный аппарат, создающий дугу подачей тока на проволоку, и защищающий сварочную ванну слоем флюса, может иметь несколько вариантов исполнения. Это могут быть станки с подвижной головкой, выполняющие ровные или шаблонные линии швов. Для трубопроводов используют неподвижные головки, под которыми изделие вращается на роликах. Тракторы сами ездят по изделию, перевозя аппарат и одновременно ведя сварку. Во всех моделях применяется плавящийся электрод (проволока ГОСТ 16130-72). За последующее время, после внедрения в промышленность этих методов, были разработаны и другие устройства, позволяющие автоматизировать сварочные работы. Некоторые принципы работы таких установок похожи, а другие отличаются в корне.
В среде аргона
Одной из разновидностей является автоматическая аргонодуговая сварка неплавящимся электродом. В качестве последнего выступает стержень из вольфрама с некоторыми добавками. Между ним и изделием возбуждается электрическая дуга, а аргоновый состав газовой смеси, подаваемый через сопло головки аппарата, не дает углероду вырываться через поверхность шва. Благодаря этому соединение получается крепким и ровным. Сварка в среде защитных газов может выполняться стационарно закрепленной головкой устройства, под которой изделие проворачивается, так и движущейся частью по линии соединения. Аргонно-дуговой метод активно применяется при работе с нержавеющими трубами и емкостями.
Между ним и изделием возбуждается электрическая дуга, а аргоновый состав газовой смеси, подаваемый через сопло головки аппарата, не дает углероду вырываться через поверхность шва. Благодаря этому соединение получается крепким и ровным. Сварка в среде защитных газов может выполняться стационарно закрепленной головкой устройства, под которой изделие проворачивается, так и движущейся частью по линии соединения. Аргонно-дуговой метод активно применяется при работе с нержавеющими трубами и емкостями.
Порошковой проволокой
Еще одним вариантом является автоматическая сварка порошковой проволокой. Аппарат подает плавящийся электрод в зону сварки по роликам. Напряжение на конце проволоки создает дугу. Но для защиты расплавленного металла используется не порошок из бункера, а флюс, находящийся в самой проволоке. Для этого последняя изготавливается трубчатой формы и укладывается в бобины. Такой расходный материал стоит дороже, но облегчает подготовку к сварочному процессу. Сварочный станок не требует загрузки флюса в бункер.
Плазменная сварка
Для быстрого соединения легированных сталей была разработана автоматическая плазменная сварка. В подобных устройствах электрическая дуга горит между двумя электродами в головке горелки. Аргон или гелий, подающиеся под высоким давлением и закрученный завихрителем, содействует ионизации пламени дуги, и усилению ее температуры. Плазменная сварка устанавливается на кронштейны, которые могут вращаться по оси. Расстояние от центра до головки может изменяться, что делает удобным это оборудование для круговых автоматических швов днищ емкостей. В зависимости от толщины металла и требуемой высоты шва, устройство может снабжаться дополнительным блоком подающим присадочную проволоку.
Кроме вышеперечисленных агрегатов встречаются их полуавтоматические версии, где сварщику требуется направлять сварочную головку или руководить движением трактора.
Режимы и особенности
Сваривание автоматическим методом происходит на повышенных токах. Это обеспечивает высокую скорость и эффективность процесса. Рекомендуемые параметры следующие:
| Диаметр проволоки, мм | Сила тока, А |
| 2 | 200-300 |
| 3 | |
| 4 | 400-700 |
| 5 | 500-1000 |
Кроме этого, на каждый вид работы при задействовании автоматической сварки на трубопроводе, составляется технологическая карта, в которой указывается весь комплекс усилий и ресурсов, чтобы соединить один километр трубы. Сюда входят: трудоемкость (наличие определенного числа человек и дней на выполнение), выработка за одну смену, необходимость в кране (количество машин на смену), затрачиваемость энергетических ресурсов (тока и горючего), конкретные требования по сборке и сварке изделий, техника безопасности.
Сюда входят: трудоемкость (наличие определенного числа человек и дней на выполнение), выработка за одну смену, необходимость в кране (количество машин на смену), затрачиваемость энергетических ресурсов (тока и горючего), конкретные требования по сборке и сварке изделий, техника безопасности.
Благодаря автоматизации сварочного процесса ускорилось выполнение многих работ. Эти машины облегчают монтаж трубопроводов и других конструкций. А высокое качество швов позволяет использовать их на ответственных соединениях.
Сварочное оборудование и технологии для предприятия. Rotoweld, Lonestar и Liburdi.
Комплекс автоматической поворотной сварки Rotoweld
Скачать брошюру >Комплекс поворотной автоматической сварки Rotoweld компании Tecnar позволяет сваривать трубопроводы с полной проваркой корневого шва в V-образном стыковом соединении.
Оборудование Rotoweld оснащено системой технического зрения, адаптивным управлением и роботизированной технологией, которые помогают осуществлять контроль и управление сварочным процессом в режиме реального времени.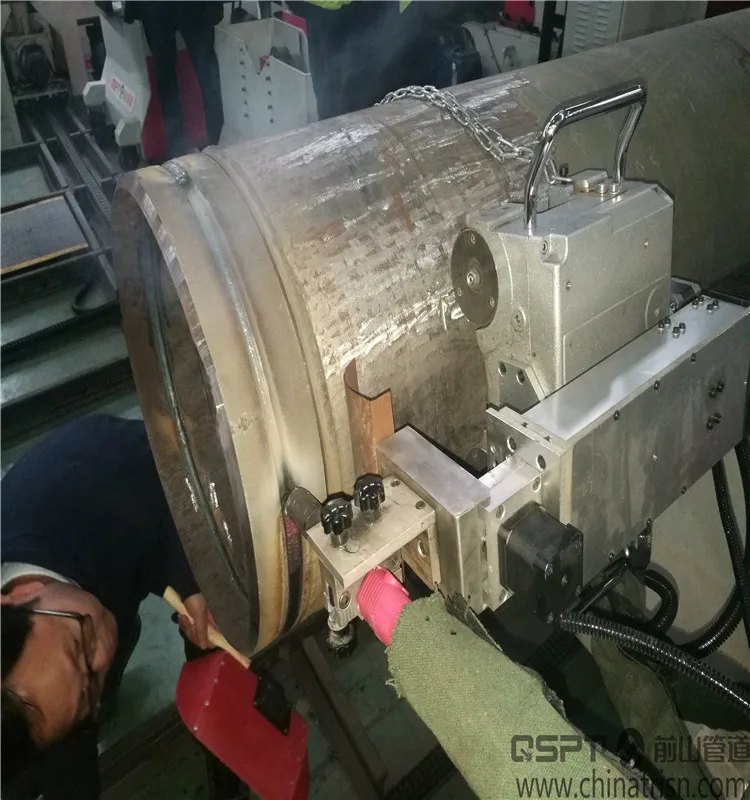
Основной чертой этой системы, которая отличает её от других, является возможность осуществления сварки с полной проваркой корневого шва в открытом конусном (косоугольном) соединении. Встроенная система наблюдения (миниатюрная видеокамера) и автоматическое изменение параметров сварки контролируют проварку шва, постоянно изменяя параметры сварки, чтобы оптимизировать ее процесс.
Система наблюдения действует как глаза сварщика : миниатюрная видео камера, установленная в «сварочной руке», постоянно держит в поле зрения сварочную ванну.
Программное обеспечение комплекса анализирует видеоизображение сварочной ванны и изменяет параметры сварки, постоянно адаптируя процесс к изменяющимся геометрическим параметрам шва (таким как зазор, притупление, угол наклона кромок разделки). Быстродействие компьютера позволяет системе работать с высокой степенью диспозиции и высокой скоростью перемещения сварочной горелки (дуги), имитируя движение руки сварщика.
 youtube.com/embed/BHBFynFXl7I» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/BHBFynFXl7I» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Все основные оси координат оснащены серводвигателями с кодированной обратной связью, которые действуют как рука и кисть сварщика и позволяют добиться абсолютной точности и повторяемости всех программных переменных параметров. Механизм для поворота трубы также оснащен серводвигателем, что позволяет осуществлять контролируемое вращение сварочной ванны во время сварки даже с разбалансированными заготовками.
Вдобавок, вся система Rotoweld специально спроектирована для сварки трубных секций в подготовительном трубном производстве. Система спроектирована таким образом, чтобы минимизировать время простоя и максимизировать производительность (двусторонняя схема загрузки, регулируемые откалиброванные гидравлические роликовые опоры, стандартные допуски для кромок соединения под сварку, наличие необходимых сварочных процессов, возможны следующие конфигурации: MIG-MIG, MIG-SAW, MIG-MIG/FCAW, MIG-MIG/FCAW-SAW).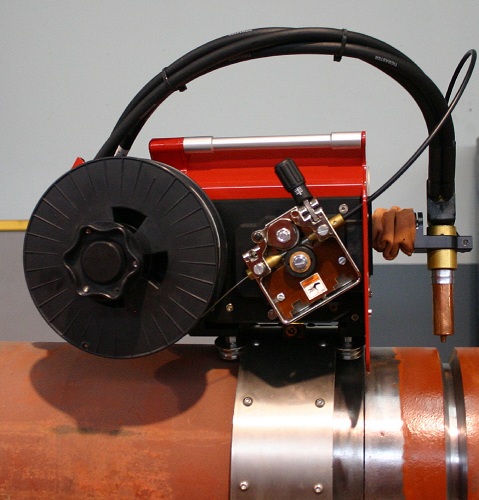
Двусторонняя схема загрузки сварочного комплекса Rotoweld состоит из двух разделенных систем, каждая из которых оснащена собственным независимым механизмом вращения. Такая конфигурация позволяет загружать и разгружать, и вести подготовительные работы на одной секции без вмешательства в процесс сварки, которая происходит на другой.
Продолжительный рельсовый путь позволяет перемещаться сварочной тележке в обе секции. Комплекс Rotoweld также оснащён регулируемыми откалиброванными гидравлическими роликовыми опорами, которые перемещаются вдоль рельсовых путей. Рельсовый путь выровнен по центральной оси каждого вращательного механизма. Таким образом, трубная секция, закрепленная в патроне вращательного механизма и лежащая на калиброванных роликовых опорах, автоматически отцентрирована по оси вращения.
Комплекс орбитальной сварки трубопроводов Lonestar
Скачать брошюру >Комплекс орбитальной сварки трубопроводов Lonestar (Dyna-Torque Technologies Ltd. ) позволяет сваривать неповоротные стыковые (V и J-образные) соединения методами GMAW, FСAW, TIG. Контроль параметров и обновление показателей положения сварочной горелки на трубе осуществляется в реальном времени.
) позволяет сваривать неповоротные стыковые (V и J-образные) соединения методами GMAW, FСAW, TIG. Контроль параметров и обновление показателей положения сварочной горелки на трубе осуществляется в реальном времени.
Орбитальная сварка трубопроводов LoneStar является наиболее прогрессивной и отработанной системой неповоротной сварки трубопроводов из множества аналогичных систем, представленных на рынке. Данная система позволяет осуществлять предварительное программирование параметров сварочных проходов и в дальнейшем осуществлять их контроль в режиме реальной сварки. Цифровой модуль сварочной системы способен сохранять до 100 программируемых сварочных проходов. Система LoneStar включает в себя так называемую «bug-and-band» систему с внешним устройством подачи проволоки и источником питания для сварки. В системе имеется переносной пульт управления с удобным пользовательским интерфейсом.
Система очень компактна, что облегчает её транспортировку, установку и наладку. Питание системы осуществляется от сварочного источника питания, что устраняет необходимость дополнительных соединений и позволяет работать в широком диапазоне напряжений и частот электропитания.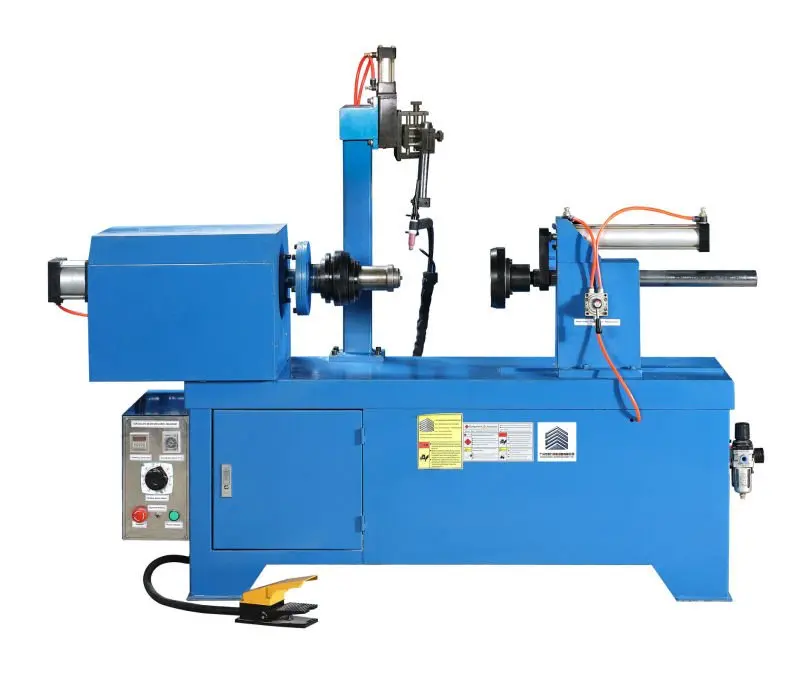 Система LoneStar предназначена для проведения сварочных работ методом GMAW (Gas Metal Arc Welding – дуговая сварка металлическим плавящимся электродом в газовой среде) в импульсном режиме или в режиме выполнения узкого J-образного скоса кромки.
Система LoneStar предназначена для проведения сварочных работ методом GMAW (Gas Metal Arc Welding – дуговая сварка металлическим плавящимся электродом в газовой среде) в импульсном режиме или в режиме выполнения узкого J-образного скоса кромки.
Система также позволяет работать методом FCAW (Flux-Сored Arc Welding – дуговая сварка порошковой проволокой) с использованием или без использования защитного газа в случае подготовленных под сварку кромок. Система LoneStar может выполнять сварку корня шва с использованием или без использования медных кольцевых подкладок. Система также позволяет выполнять сварку корня шва с открытым зазором в случае подготовленных под сварку кромок.
Система LoneStar обеспечивает выполнение всех операций, начиная с корневого прохода и заканчивая облицовочным проходом. Микроконтроллер обеспечивает контроль параметров сварки в режиме реального времени. Параметры сварки обновляются в реальном времени на основе фактической позиции на трубе. Система регистрирует все важные параметры сварки в режиме реального времени с целью контроля гарантии качества или для последующей обработки данных.
Автоматическое сварочное оборудование для наплавки деталей турбин и авиационных двигателей
Оборудование позволяет наплавлять детали сложной формы с высоким качеством. Например, осуществлять наплавку (ремонт) лопаток турбин авиадвигателей. Автоматические комплексы оснащены системой технического зрения и могут использовать лазерные, плазменные и аргонодуговые методы сварки с использованием порошка и сварочной проволоки.
Оборудование разработано компанией Liburdi и поставляется в следующих модификациях:
Скачать брошюру >LAWS 1000 — это автоматическая система сварки, в которой интегрированы робототехника, система технического зрения и необходимый сварочный процесс. Данная система сварки может использоваться для сварки или наплавки различных деталей турбин (HPT, IPT LPT) и компрессоров (LPC, IPC, HPC).
Скачать брошюру >LAWS 4000/5000 — это автоматическая система сварки с 5-7-ю степенями свободы (рабочими осями). Данная система обеспечивает компьютерную синхронизацию дискретной подачи проволоки и тока для обеспечения управления тепловложением в процессе сварки/наплавки. Функция управления тепловложением позволяет данной системе производить сварку/наплавку с высоким качеством таких важных авиационных деталей, как уплотнения с тонкими кромками, корпуса турбин и гильз камер сгорания.
Функция управления тепловложением позволяет данной системе производить сварку/наплавку с высоким качеством таких важных авиационных деталей, как уплотнения с тонкими кромками, корпуса турбин и гильз камер сгорания.
Dabber Pro — это автоматическая система сварки с 3-8-ю степенями свободы (рабочими осями) позволяет наплавлять (используя процессы GTAW и / или PAW) узкие сварные швы на плотно расположенных тонких кромках с минимальным воздействием тепла. Пониженное тепловложение сварного шва решает проблемы усадки и деформации, которые могут возникнуть при других сварочных процессах. Это обеспечивает универсальность в применениях, таких как сварка титана, сварка уплотнений реактивного двигателя из супер сплава, пресс-форм из легированной стали и клапанов дизельного двигателя.
«РД 153-34.1-003-01. Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования (РТМ-1с). Руководящий документ» (утв. приказом Минэнерго России от 02.
 07.2001 N 197)
07.2001 N 197)
- Главная
- Документы
- РД 153-34.1-003-01. Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования (РТМ-1с). Руководящий документ
- Предисловие
- 1. Назначение и область применения
- 2. Нормативные ссылки
- 3. Основные положения организации сварочных работ при изготовлении, монтаже и ремонте котлов и трубопроводов
- 4. Сварочные материалы
- 4.1. Электроды для ручной дуговой сварки
- 4.2. Сварочная проволока
- 4.3. Флюс для автоматической сварки
- 4.4. Аргон, кислород, ацетилен и углекислый газ
- 4.5. Вольфрамовые электроды для аргонодуговой сварки
- 5. Подготовка производства
- 5.1. Требования к квалификации персонала
- 5.2. Проверка состояния оборудования для сварки, термообработки и дефектоскопии
- 5.3. Входной контроль основных материалов
- 5. 4. Входной контроль сварочных материалов и материалов для дефектоскопии
- Контроль электродов для ручной дуговой сварки
- Контроль сварочной проволоки
- Контроль флюса
- Контроль защитного газа
- Контроль материалов для дефектоскопии
- 6. Общие положения технологии сборки и сварки стыков труб
- 6.1. Подготовка деталей к сварке
- 6.2. Сборка стыков труб
- 6.3. Выполнение прихваток
- 6.4. Подогрев стыков при прихватке и сварке
- 6.5. Технология сварки стыков труб
- 7. Ручная дуговая сварка труб из углеродистых и низколегированных сталей
- 7.1. Сварка трубопроводов пара и горячей воды, на которые распространяются правила Госгортехнадзора России
- 7.2. Сварка труб малых диаметров
- 7.3. Сварка газопроводов (трубопроводов горючего газа)
- 7.4. Сварка трубопроводов, на которые не распространяются правила Госгортехнадзора России
- 7.5. Приварка фланцев, арматуры и других деталей к трубам
- 7. 6. Сварка труб слоями повышенной толщины
- 7.7. Приварка штуцеров (труб) к коллекторам котлов и трубопроводам
- 8. Ручная аргонодуговая сварка неплавящимся электродом труб из углеродистых и низколегированных сталей
- 8.1. Аргонодуговая и комбинированная сварка труб малых диаметров
- 8.2. Аргонодуговая сварка корневого слоя шва стыков толстостенных трубопроводов
- 8.3. Приварка подкладного кольца к трубе аргонодуговой сваркой
- 9. Автоматическая аргонодуговая сварка неплавящимся электродом неповоротных стыков труб
- 9.1. Сварка корневой части шва
- 9.2. Сварка стыков труб без разделки кромок
- 9.3. Заполнение разделки стыка
- 10. Газовая (ацетилено-кислородная) сварка труб из углеродистых и низколегированных сталей
- 11. Механизированная сварка в углекислом газе плавящимся электродом трубопроводов из углеродистых и низколегированных конструкционных сталей
- 12. Автоматическая сварка под флюсом поворотных стыков труб
- 13. Особенности сварки труб из аустенитных сталей
- 14. Особенности сварки труб из мартенситных и мартенситно-ферритных хромистых сталей
- 15. Особенности сварки трубных элементов из разнородных сталей
- 16. Сварка газоплотных панелей котлов
- 16.1. Общие положения
- 16.2. Сварка стыков труб
- 16.3. Сварка продольных швов
- 16.4. Приварка уплотнительных вставок, гребенок и накладок
- 17. Термообработка сварных соединений труб
- 17.1. Общие положения
- 17.2. Режимы термообработки
- 17.3. Оборудование, материалы и оснастка
- Нагревательные устройства
- 17.4. Технология термообработки
- Индукционный способ нагрева
- Радиационный и комбинированный способы нагрева
- Нагрев электронагревателем сопротивления (ГЭН)
- Нагрев гибким радиационным электронагревателем (ГРЭН)
- Нагрев электронагревателем комбинированного действия (КЭН)
- Групповая термообработка стыков труб с помощью электронагрева
- Газопламенный способ нагрева
- 17. 5. Контроль температуры при термообработке
- 18. Контроль качества сварных соединений
- 18.1. Общие положения
- 18.2. Стилоскопирование деталей и металла шва
- 18.3. Визуальный и измерительный контроль
- 18.4. Измерение твердости металла шва
- 18.5. Ультразвуковая и радиографическая дефектоскопия
- 18.6. Механические испытания и металлографические исследования
- Требования к изготовлению и испытанию образцов при контроле производственных сварных соединений и аттестации технологии сварки
- 18.7. Прогонка металлического шара
- 18.8. Капиллярный и магнитопорошковый контроль
- 18.9. Гидравлические испытания
- 19. Исправление дефектов в сварных соединениях трубопроводов и труб поверхностей нагрева котлов
- 20. Ремонт с помощью сварки барабанов котлов давлением до 4 МПа (40 кгс/см2) включительно
- 20.1. Общие положения
- 20.2. Наплавка коррозионных раковин
- 20.3. Заварка трещин
- 20. 4. Вварка заплат
- 20.5. Глушение трубных отверстий
- 20.6. Устранение неплотностей вальцовочных соединений
- 21. Оформление технической документации на сварочные работы
- Приложение 1. Категории и группы трубопроводов пара и горячей воды (по правилам Госгортехнадзора России)
- Приложение 2. Химический состав сталей, применяемых для изготовления трубопроводов и трубных систем котлов
- Таблица П2.1. Трубы из углеродистой стали, состав, %
- Таблица П2.2. Трубы из низколегированный и легированной стали, состав, %
- Таблица П2.3. Трубы из высоколегированной стали, состав, %
- Таблица П2.4. Отливки из углеродистой стали по ГОСТ 977, состав, %
- Таблица П2.5. Отливки из углеродистой и легированной стали по ОСТ 108.961.03, состав, %
- Приложение 3. Механические свойства сталей, применяемых для изготовления трубопроводов и трубных систем котлов
- Таблица П3.1. Бесшовные трубы
- Таблица П3.2. Электросварные трубы. Основной металл
- Прямошовные трубы
- Трубы со спиральным швом
- Таблица П3.3. Электросварные трубы. Сварные соединения
- Таблица П3.4. Отливки из углеродистой стали (по ГОСТ 977)
- Таблица П3.5. Отливки из углеродистой и легированной стали (по ОСТ 108.961.03-79)
- Приложение 4. Область применения листовой стали для изготовления фасонных деталей трубопроводов
- Приложение 5. Содержание раздела «Сварочные работы и работы по контролю качества сварных соединений» проекта производства тепломонтажных работ
- Приложение 6. Рекомендуемые структуры служб сварки и контроля монтажного и ремонтного участков
- 1. Структура служб сварки и контроля монтажного участка (управления)
- 2. Структура служб сварки и контроля ремонтного участка
- Приложение 7. Химический состав и механические свойства наплавленного металла отечественных электродов
- Таблица П7.1. Химический состав металла, наплавленного электродами для сварки углеродистых и низколегированных конструкционных сталей, % (по данным стандартов и технических условий)
- Таблица П7. 2. Химический состав металла, наплавленного электродами для сварки легированных сталей, %
- Таблица П7.3. Механические свойства наплавленного металла электродов при комнатной температуре
- Приложение 8. Химический состав и механические свойства наплавленного металла зарубежных электродов (по данным каталогов)
- Таблица П8.1. Химический состав наплавленного металла, % (средние значения)
- Таблица П8.2. Механические свойства наплавленного металла
- Приложение 9. Характеристика сварочной проволоки
- Таблица П9.1. Химический состав, %, сварочной проволоки сплошного сечения (ГОСТ 2246)
- Таблица П9.2. Характеристика порошковой проволоки
- Приложение 10. Требования к однотипности сварных соединений
- Приложение 11. Примеры приспособлений для сборки стыков труб
- Рис. П11.1. Сборка на стяжных уголках стыков труб диаметром более 100 мм
- Рис. П11.2. Приспособление для центровки труб диаметром 32 — 83 мм (размеры даны для труб диаметром 32 мм)
- Рис. П11.3. Приспособление для стыковки труб диаметром 60 мм
- Рис. П11.4. Приспособление для центровки труб диаметром 25 — 60 мм
- Рис. П11.5. Приспособление хомутного типа для центровки труб диаметром 133 — 377 мм (7 — вырезы в хомутах для наложения прихваток)
- Приложение 12. Технология выполнения облицовочного слоя сварных швов стыков труб
- Приложение 13. Технические характеристики трубосварочных автоматов (сварочных головок) для аргонодуговой сварки неповоротных стыков труб
- Таблица П13.1. Автоматы для сварки без присадки
- Таблица П13.2. Автоматы для сварки с присадкой
- Приложение 14. Технические данные источников питания для термообработки
- Таблица П14.1. Сварочные трансформаторы, используемые для термообработки сварных соединений
- Таблица П14.2. Преобразователи машинные средней частоты для индукционного нагрева сварных соединений
- Таблица П14.3. Тиристорные преобразователи частоты (инверторы) для индукционного нагрева сварных соединений
- Таблица П14. 4. Установки для термической обработки сварных соединений труб
- Приложение 15. Конденсаторы средней частоты, применяемые для компенсации реактивной мощности при термообработке сварных стыков
- Таблица П15.1. Параметры конденсаторов
- Таблица П15.2. Схемы включения групп конденсаторов
- Приложение 16. Характеристика теплоизоляционных материалов
- Приложение 17. Технические данные гибких неизолированных проводов для индукционных нагревателей (медные провода марки М по ГОСТ 839, МГ и МГЭ по ТУ 16-705.466-87)
- Приложение 18. Технические данные водоохлаждаемых кабелей для индукционных установок
- Приложение 19. Техническая характеристика проволок (ГОСТ 12766.1) и лент (ГОСТ 12766.2) из прецизионных сплавов для электронагревателей радиационного и комбинированного действия
- Приложение 20. Технические данные электронагревателей радиационного и комбинированного действия
- Таблица П20.1. Технические данные гибких пальцевых радиационных нагревателей типа ГЭН (ТУ 36-1837-82)
- Таблица П20. 2. Технические данные радиационных нагревателей типа ГРЭН (УГНК.01.0001.000 ТУ)
- Таблица П20.3. Технические данные электронагревателей комбинированного действия типа КЭН (ТУ 36.44.15-8-88)
- Приложение 21. Техническая характеристика программного блока управления термопроцессом (БУТ) при использовании нагревателя ГРЭН
- Приложение 22. Технические данные хромель-алюмелевых термоэлектрических преобразователей (термопар)
- Таблица П22.1. Общая характеристика термоэлектрических преобразователей (термопар) типа ТХА по ГОСТ Р 50 431
- Таблица П22.2. Марки термоэлектрических преобразователей типа ТХА
- Таблица П22.3. Таблица соответствия обозначений термопреобразователей аналогичного назначения
- Приложение 23. Технические данные термоизмерительных приборов
- Таблица П23.1. Автоматические регистрирующие термоизмерительные приборы и устройства
- Таблица П23.2. Милливольтметры
- Таблица П23.3. Пирометры излучения
- Приложение 24. Технические данные термоэлектродных удлиняющих проводов (ТУ 16.К19-04-91)
- Таблица П24.1. Характеристика термоэлектродного удлиняющего провода для термопары типа ТХА
- Таблица П24.2. Марки и области применения термоэлектродных проводов для термопар типа ТХА
- Таблица П24.3. Характеристика термоэлектродных проводов
- Приложение 25. Требования к результатам стилоскопирования основного металла оборудования
- Приложение 26. Переносные приборы для измерения твердости
- Приложение 27. Формы технической документации на сварочные работы
- Перечень трубопроводов, подлежащих сдаче заказчику после окончания монтажа (ремонта) (Форма П27.1)
- Сведения о сварных соединениях и результатах их контроля (Форма П27.2)
- Схема расположения сварных стыков трубопровода (Форма П27.3)
- Сводная таблица сварных стыков (Форма П27.4)
- Сварочный формуляр фронтового экрана котла (Форма П27.5)
- Сведения о сварщиках (Форма П27.6)
- Акт на проверку сварочно-технологических свойств электродов (Форма П27. 7)
- Акт на проверку соответствия присадочного материала марочному составу (Форма П27.8)
- Акт на сварку контрольного соединения (Форма П27.9)
- Акт на вырезку производственных сварных стыков (Форма П27.10)
- Акт на визуальный контроль и измерение размеров шва сварных соединений (Форма П27.11)
- Наряд-заказ на испытание образцов сварных соединений (Форма П27.12)
- Протокол механических испытаний образцов сварных соединений (Форма П27.13)
- Протокол металлографических исследований образцов сварных соединений (Форма П27.14)
- Заключение по ультразвуковому контролю сварных соединений (Форма П27.15)
- Заключение по радиографированию сварных соединений (Форма П27.16)
- Протокол стилоскопирования деталей и металла шва (Форма П27.17)
- Протокол измерения твердости металла шва (Форма П27.18)
- Журнал термообработки сварных соединений (Форма П27.19)
- Акт на проверку сварных соединений путем прогонки металлического шара (Форма П27. 20)
- Приложение 28. Деление сталей на группы
- Таблица П28.1. Деление сталей на группы по ПБ 03-164-97
- Таблица П28.2. Деление сталей на группы при аттестации сварщиков и при аттестации технологии сварки
- Приложение 29. Пределы допустимых по согласованию с ЗАО «Прочность МК» отступлений от установленных РД 153-34.1-003-01 норм оценки качества сварных соединений
- Приложение 30. Определение основных терминов, встречающихся при контроле качества сварных соединений
- Приложение 31. Организации, с которыми могут быть согласованы отступления от РД 153-34.1-003-01 для объектов Минэнерго России
 4. Входной контроль сварочных материалов и материалов для дефектоскопии
4. Входной контроль сварочных материалов и материалов для дефектоскопии 6. Сварка труб слоями повышенной толщины
6. Сварка труб слоями повышенной толщины Особенности сварки труб из аустенитных сталей
Особенности сварки труб из аустенитных сталей 5. Контроль температуры при термообработке
5. Контроль температуры при термообработке 4. Вварка заплат
4. Вварка заплат Основной металл
Основной металл 2. Химический состав металла, наплавленного электродами для сварки легированных сталей, %
2. Химический состав металла, наплавленного электродами для сварки легированных сталей, % П11.3. Приспособление для стыковки труб диаметром 60 мм
П11.3. Приспособление для стыковки труб диаметром 60 мм 4. Установки для термической обработки сварных соединений труб
4. Установки для термической обработки сварных соединений труб 2. Технические данные радиационных нагревателей типа ГРЭН (УГНК.01.0001.000 ТУ)
2. Технические данные радиационных нагревателей типа ГРЭН (УГНК.01.0001.000 ТУ) Технические данные термоэлектродных удлиняющих проводов (ТУ 16.К19-04-91)
Технические данные термоэлектродных удлиняющих проводов (ТУ 16.К19-04-91) 7)
7) 20)
20)РД 153-34.1-003-01. Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования (РТМ-1с). Руководящий документ
ИНСТРУКЦИЯ ПО СВАРКЕ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ С РАБОЧИМ ДАВЛЕНИЕМ ДО 9,8 МПа ВКЛЮЧИТЕЛЬНО
AИ-95
0
AИ-98
0
8490
 org/ImageObject»>
org/ImageObject»>СТО Газпром 2-2.2-115-2007
Вводится в действие с 22 сентября 2007
ПРЕДИСЛОВИЕ
1 РАЗРАБОТАН Обществом с ограниченной ответственностью «Научно-исследовательский институт по строительству и эксплуатации трубопроводов и объектов ТЭК» — ООО «Институт ВНИИСТ» с участием Управления по транспортировке газа и газового конденсата Департамента по транспортировке, подземному хранению и использованию газа ОАО «Газпром» и Общества с ограниченной ответственностью «Научно-исследовательский институт природных газов и газовых технологий — ВНИИГАЗ»
2 ВНЕСЕН Управлением по транспортировке газа и газового конденсата Департамента по транспортировке, подземному хранению и использованию газа ОАО «Газпром»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ распоряжением ОАО «Газпром» от 14 марта 2007 г. № 42
4 ВЗАМЕН ВСН 006-89, СП 105-34-96 (в части сварки труб диаметром 1020-1420 мм с толщинами стенок 18,0-32,0 мм).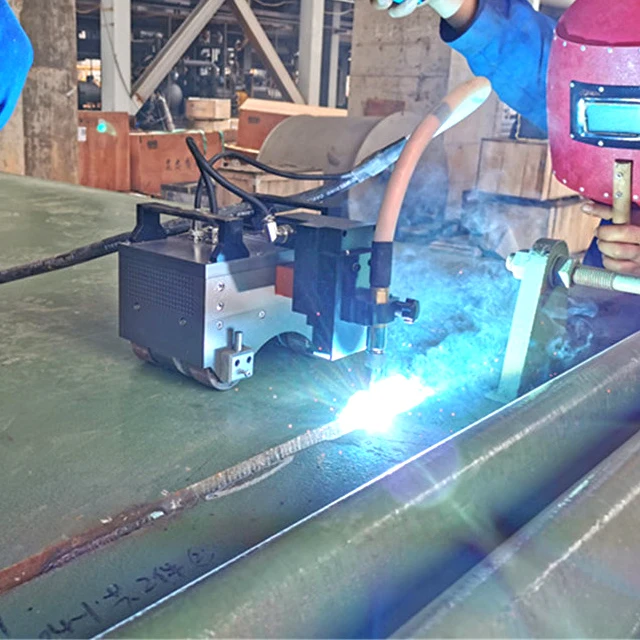
Содержание
|
1 Область применения 2 Нормативные ссылки 3 Термины, определения и сокращения 4 Общие положения. Требования к сварным соединениям магистральных газопроводов 4.1 Общие положения 4.2 Требования к сварным соединениям магистральных газопроводов 5 Сварочные материалы 5.1 Применяемые сварочные материалы и требования к ним 5.2 Хранение и подготовка сварочных материалов к сварке 6 Источники сварочного тока. Передвижные самоходные агрегаты питания (установки) 6.1 Требования к источникам сварочного тока 6.2 Требования к передвижным и самоходным (установкам) агрегатам питания
7 Подготовка к сварке. 7.1 Подготовка к сварке, сборка и предварительный подогрев 7.2 Требования к выполнению сборочно-сварочных работ 8 Технология выполнения сварочных работ на магистральных газопроводах 8.1 Автоматическая сварка проволокой сплошного сечения в среде защитных газов комплексом оборудования фирмы «СRС-Еvans AW» 8.2 Автоматическая сварка в среде защитных газов комплексом оборудования фирмы «Serimer Dasa» 8.3 Автоматическая сварка в среде защитных газов комплексом CWS.02 фирмы «Pipe Welding Technology» 8.4 Автоматической сварка порошковой проволокой в среде защитных газов головками системы М300-С и М300 8.5 Двухсторонняя автоматическая сварка под флюсом 8.6 Односторонняя автоматическая сварка под флюсом
8. 8.8 Механизированная сварка самозащитной порошковой проволокой 8.9 Ручная дуговая сварка 9 Сварка стыковых соединений захлестов, прямых вставок («катушек») 10 Сварка разнотолщинных соединений труб, соединительных деталей трубопроводов, запорной и регулирующей аппаратуры 10.1 Общие требования 10.2 Сварка разнотолщинных соединений труб 10.3 Сварка разнотолщинных соединений «труба + соединительная деталь трубопровода» и «труба + запорная и регулирующая арматура» 11 Ремонт сварных соединений 12 Сварка выводов электрохимической защиты 12.1 Общие требования 12.2. Ручная дуговая сварка выводов ЭХЗ
12. Приложение А (обязательное) Порядок аттестации технологии сварки при строительстве линейной части магистральных газопроводов диаметром от 1020 до 1420 мм с рабочим давлением до 9,8 МПа включительно Приложение Б (обязательное) Методика механических испытаний сварных соединений Приложение В (рекомендуемое) Типовая карта технологического процесса сварки контрольного сварного соединения Приложение Г (рекомендуемое) Акт №_______ производственной аттестации технологии сварки для применения при строительстве магистрального газопровода Приложение Д (обязательное) Допускные испытания сварщиков Библиография |
 Требования к выполнению сборочно-сварочных работ
Требования к выполнению сборочно-сварочных работ
 7 Механизированная сварка проволокой сплошного сечения в среде углекислого газа методом STT
7 Механизированная сварка проволокой сплошного сечения в среде углекислого газа методом STT
 3 Термитная сварка выводов ЭХЗ
3 Термитная сварка выводов ЭХЗ
Последние новости
Новости СМИ2
Произвольные записи из технической библиотеки
Используя данный сайт, вы даете согласие на использование файлов cookie, помогающих нам сделать его удобнее для вас. Подробнее.
Подробнее.
Автоматическая сварка
Исходя из степени механизации сварочных процедур, выделяют электродуговую сварку автоматическую и полуавтоматическую. К первому типу следует относить сварку либо наплавку с автоматизированным зажиганием дуги и поддержкой процесса ее работы, механизацией подачи электродных сварочных материалов в область расплавления и передвижения дуги по оси соединения. В полуавтоматической сварке и наплавке механизации подвергается лишь подача электродного материала, а продвижение дуги осуществляется вручную.
Устройство установки для автоматической сварки
Специализированное оборудование, составляемое из сварочного аппарата либо машины, источника электропитания дуги и автоматизированного дополнительного оснащения называется установкой для автоматической сварки в углекислом газе. Сварочный аппарат, представляющий собой соединение конструкций, включает сварочную головку с устройством для ее передвижения по линии шва, приспособления для подачи газовой защиты или флюса, кассеты либо катушки для сварочной проволоки и управляющий пульт. Аппарат, перемещаемый в ходе проведения работ по сварке автоматизированным способом по отношению к соединяемым деталям, называют сварочным автоматом.
Аппарат, перемещаемый в ходе проведения работ по сварке автоматизированным способом по отношению к соединяемым деталям, называют сварочным автоматом.
Важнейшим элементом оборудования аппарата для автоматической сварки служит сварочная головка. Данное электромеханическое приспособление призвано производить подачу электродного материала в область действия дуги, подводить сварочный электроток, поддерживать устойчивость дугового горения и своевременно прекращать процесс сварки.
Передвижение сварочной головки осуществляется по особому пути (проложенным по изделию направляющим рельсам) либо непосредственно по обрабатываемой заготовке. Считается самоходной та сварочная головка, в устройстве которой присутствует приспособление для ее передвижения над обрабатываемой заготовкой. Когда сварочную головку закрепляют на стенде выше свариваемой конструкции в неподвижном положении, она называется подвесной. Такие головки обычно не имеют устройства для собственного передвижения, поэтому по отношению к дуге посредством специального механизма либо стенда с закрепленной головкой движется заготовка.
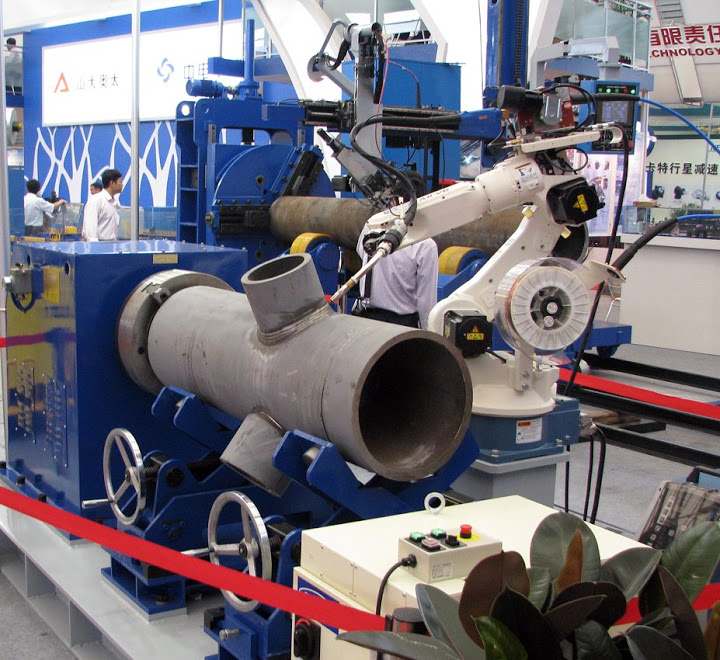
Используемый в технологии автоматической сварки в защитных газах переносимый сварочный агрегат называют сварочным трактором. Он оснащен самодвижущейся тележкой, перемещающей его на плоскости детали вдоль соединяемых кромок либо по особому переносному пути, проложенному по заготовке. Применяемые в промышленном производстве сварочные аппараты (автоматы) отличаются большим разнообразием, исходя из назначения, и бывают как универсальными, так и специализированными.
В комплектацию сварочных (наплавочных) аппаратов (автоматов), кроме сварочного инструментария (горелки либо мундштука), входит еще целый ряд приспособлений. В первую очередь, это механизмы автоматизированной подачи присадочного и электродного материалов в область действия дуги, а также устройство передвижения аппаратуры по линии шва. Помимо этого, необходимы еще приспособления для дополнительного передвижения (корректировочного, настроечного, вспомогательного).
Особое место занимают газовая аппаратура, приспособления, размещающие электродный и присадочный материалы, а также флюсы для автоматической дуговой сварки.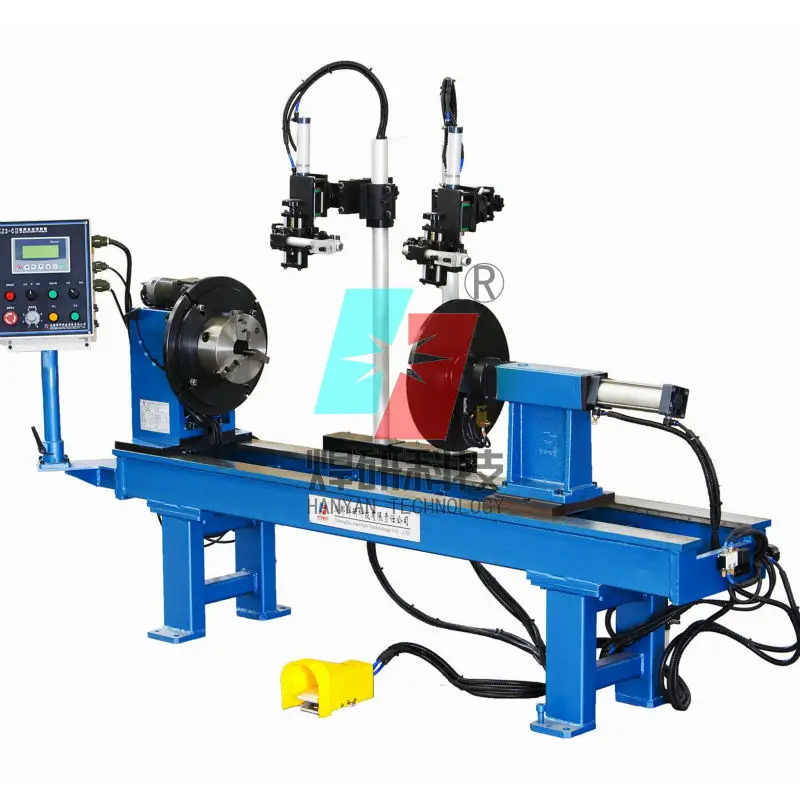 Практически все оборудование соединяется с источником электротока, управляющими системами, средствами обеспечения безопасности. Причем сущность автоматической сварки под флюсом предполагает использование в автоматах подвесных головок, снабженных особым электрическим приводом для подачи сварочных материалов.
Практически все оборудование соединяется с источником электротока, управляющими системами, средствами обеспечения безопасности. Причем сущность автоматической сварки под флюсом предполагает использование в автоматах подвесных головок, снабженных особым электрическим приводом для подачи сварочных материалов.
Принцип работы автоматического сварочного оборудования
При автоматизированном способе ведения сварочного процесса наиболее целесообразно использование источников питания с пологопадающими и жесткими характеристиками. Первые оптимальны для сварочных работ под флюсом, а вторые при сварке в защитных газовых средах. В автоматической сварке кольцевых швов трубопроводов нередки случаи колебания длины дуги, а в ходе проведении работ в труднодоступном месте соединения сварщику это приходится делать искусственно самому. Поэтому наиболее предпочтительны источники электропитания крутопадающих характеристик. С их использованием изменения силы электротока при определенных режимах автоматической аргонодуговой сварки неплавящимся электродом будут несущественными. А это значит, что и основные размеры шва не будут сильно изменяться.
А это значит, что и основные размеры шва не будут сильно изменяться.
В автоматах применяется принцип саморегулирования электродуги. Поэтому отличается постоянством скорость подачи электродного материала и проволоки для орбитальной автоматической сварки труб, не имеющая зависимости от дугового напряжения. Данные аппараты снабжены асинхронным двигателем, который с неизменяемой частотой вращает посредством редуктора подающий ролик, что обеспечивает постоянство скорости подачи сварочной проволоки в область горения дуги. Также к преимуществам сварочных автоматов относят надежность функционирования и простоту их электрической схемы.
Для сборочно-сварочных операций в массовом и серийном производстве используются автоматические линии сварки, представляющие собой комплексы оборудования, взаимосвязанного и согласованно работающего по единому технологическому циклу. Такие поточные линии включают механизмы, приспособления и устройства для производства процессов подготовки металла с его раскроем, сборки, сварки и контрольных операций в отношении готовой продукции. Автоматизация линий позволяет выполнять полный цикл операций изготовления изделия в заданной технологией последовательности.
Автоматизация линий позволяет выполнять полный цикл операций изготовления изделия в заданной технологией последовательности.
Для всех процедур и оборудования линии предусмотрены единый механизм управления и общие транспортные приспособления, с помощью которых осуществляется передвижение свариваемых заготовок от одной операционной аппаратуры к другой. Благодаря автоматизации оборудования и применению специальной оснастки поточные линии способны осуществлять под наблюдением нескольких операторов все сборочно-сварочные работы по производству серийной продукции.
Сварочный аппарат для труб | Робот для сварки катушек
Робот для сварки катушек
Первый в мире робот для совместной сварки
ЗАКАЗАТЬ ДЕМО-ПРОГРАММУ SWR
небольшой сосуд высокого давления и другие виды сварки роликов. Компании, инвестировавшие в SWR™, увеличили производительность сварки труб до диаметров 200–350 дюймов в смену на трубах из углеродистой стали и диаметром 569-998 дюймов в смену на нержавеющей стали, а снизили коэффициент ремонта до менее 1% . Это делает наших клиентов более конкурентоспособными при торгах за рабочие места и увеличивает маржу по контрактам, которые они уже выиграли.
Компании, инвестировавшие в SWR™, увеличили производительность сварки труб до диаметров 200–350 дюймов в смену на трубах из углеродистой стали и диаметром 569-998 дюймов в смену на нержавеющей стали, а снизили коэффициент ремонта до менее 1% . Это делает наших клиентов более конкурентоспособными при торгах за рабочие места и увеличивает маржу по контрактам, которые они уже выиграли.
SWR™ занимает минимальное место в отрасли, и если вы объедините нашу запатентованную систему Welding Vision System с информацией, полученной от NovData™, вы получите решение мирового класса, которое сделает вас более конкурентоспособным на вашем рынке.
Пневматический манипулятор с регулируемой высотой: легко перемещайте манипулятор между соединениями в пределах 15 футов от основания // подходит ко всему диапазону труб от 2 до 60 дюймов на разной высоте
Тонкая конструкция и компактная головка: зазор всего 1,6 дюйма вокруг требуется труба
Простой в использовании человеко-машинный интерфейс (ЧМИ) позволяет оператору: Выбрать предварительно запрограммированную процедуру сварки // Настроить параметры сварки и движения // Получить доступ к функции отслеживания проходов и просмотреть графическое представление нарастания сварного шва в процессе сварки
Легкий и прочный кулон. Операторы легко запускают, останавливают и изменяют движение и параметры сварки. Включает в себя: 6,5-дюймовый резистивный сенсорный экран // Проводной безопасный аварийный останов // Легкодоступные тумблеры, кнопки и джойстик
Операторы легко запускают, останавливают и изменяют движение и параметры сварки. Включает в себя: 6,5-дюймовый резистивный сенсорный экран // Проводной безопасный аварийный останов // Легкодоступные тумблеры, кнопки и джойстик
Точечный лазер: поддерживает контакт с рабочим расстоянием
Камера: записывает видео в режиме реального времени отслеживание швов и облачное резервное копирование
Трехосный роботизированный манипулятор: имитирует все движения сварки роликами // Перемещает горелку вверх/вниз, влево/вправо, создавая переплетение
Источник питания: доступны различные варианты источников питания (Lincoln Power Wave R450, Miller Auto-Continuum™ 500).
- Пневматический манипулятор с регулируемой высотой: Легко перемещайте манипулятор между соединениями в пределах 15 футов от основания // Подходит ко всему диапазону труб от 2 до 60 дюймов на разной высоте
- Изящная конструкция и компактная головка: Требуется только зазор 1,6 дюйма вокруг трубы
- Простой в использовании человеко-машинный интерфейс (ЧМИ) позволяет оператору: выбирать предварительно запрограммированную процедуру сварки // настраивать параметры сварки и движения // получать доступ к функции отслеживания проходов и просматривать графическое представление сварного шва наплавка шва во время сварки
- Легкий и прочный кулон. Операторы легко запускают, останавливают и изменяют параметры движения и сварки. Включает в себя: 6,5-дюймовый резистивный сенсорный экран // Электронный аварийный останов с классом безопасности // Легкодоступные кулисные переключатели, кнопки и джойстик
- Лазерная камера: Отслеживает шов в режиме реального времени — без предварительного сканирования // Точечный лазер: поддерживает контакт с рабочим расстоянием
- Система Welding Vision записывает каждый сварной шов в режиме реального времени
- Трехосный роботизированный манипулятор: Имитирует все движения при сварке валком // Перемещает горелку вверх/вниз, влево/вправо, создавая переплетение
- Источник питания: Доступны различные варианты источников питания (Lincoln Power Wave R450, Miller Auto-Continuum™ 500)
- EWR 2: Экономит защитный газ, обеспечивая лучшее покрытие газом.
 Операторы легко запускают, останавливают и изменяют параметры движения и сварки. Включает в себя: 6,5-дюймовый резистивный сенсорный экран // Электронный аварийный останов с классом безопасности // Легкодоступные кулисные переключатели, кнопки и джойстик
Операторы легко запускают, останавливают и изменяют параметры движения и сварки. Включает в себя: 6,5-дюймовый резистивный сенсорный экран // Электронный аварийный останов с классом безопасности // Легкодоступные кулисные переключатели, кнопки и джойстикРобот для сварки катушек Преимущества
- Повышение производительности сварки труб из углеродистой стали в 3-5 раз и до 12x на трубах из нержавеющей стали
- Менее 1% Уровень ремонта
- В среднем ROI от 6 до 18 месяцев
- Подотчетность и прослеживаемость для вашей команды QA/AC через нашу систему Welding Vision System
- Легкий доступ к подробным отчетам об операциях через NovData™
- Самый компактный в отрасли
- Продлите карьеру сварщиков
Краткий обзор робота для сварки катушек
Значительное повышение производительности
Наши клиенты добиваются значительного повышения производительности с помощью SWR™, что делает их намного более конкурентоспособными при размещении заявок на заказы и увеличивает прибыль от уже выполненных работ. выиграл. С SWR™ вы можете:
выиграл. С SWR™ вы можете:
- Достичь диаметра 200-350 дюймов за смену на трубах из углеродистой стали и 569-998 дюймов диаметра за смену на трубах из нержавеющей стали
- Увеличьте время горения дуги до максимума с помощью нашего непрерывного процесса полного цикла
- Производить полный провар Сварные швы рентгеновского качества
- Снижение зависимости от дефицита высококвалифицированных сварщиков труб
Не верьте нам на слово, услышьте это от наших клиентов:
“ Нашим старым способом сварки нержавеющей стали была сварка ВИГ с использованием внутренней продувки. Для 16-дюймового сварного шва по графику 10 потребуется 2-1/2 часа или около того, чтобы настроить продувку, а затем сварить. Теперь мы можем выполнить сварку 16-дюймовой сварки по графику 10 за 12 минут, которая пройдет RT .
Читать полный пример из практики
 »- Дэвид Рэй, начальник производственного цеха W.W. Гей Механик Инк.
»- Дэвид Рэй, начальник производственного цеха W.W. Гей Механик Инк.Самая маленькая в отрасли площадь основания
SWR™ занимает самую маленькую площадь в отрасли — всего 4 x 4 дюйма. Он достаточно мал, чтобы поместиться в любом месте вашего магазина без необходимости изменять текущий рабочий процесс магазина. Мы тесно сотрудничаем с вашей командой, чтобы создать индивидуальный макет, который будет соответствовать уникальным потребностям вашего магазина.
- Интегрируется с 2-5 позиционерами/поворотными роликами для максимального времени горения дуги
- Гибкая компоновка для использования с широким диапазоном размеров и конфигураций катушек
- Расположите в любом месте вашего магазина (у стены, в углу или в центре магазина)
- Менее 1% коэффициенты ремонта
“ При поиске решений для сварки мы рассмотрели несколько других вариантов.
 Преимущество Novarc заключается в занимаемой площади оборудования, у нас гораздо больше гибкости с SWR™ . », — Мартин Картье, директор Ganotec-Muga Fab.
Преимущество Novarc заключается в занимаемой площади оборудования, у нас гораздо больше гибкости с SWR™ . », — Мартин Картье, директор Ganotec-Muga Fab.Прочитать весь пример из практики
Улучшенное качество сварки
В Северной Америке скорость ремонта в цехах по изготовлению труб составляет около 3-5%. SWR™ снижает этот показатель до менее чем 1 %, каждый раз производя стабильные высококачественные сварные швы. Если в настоящее время вы производите 6000 сварных швов в год с коэффициентом ремонта 3%, вы, вероятно, тратите на ремонт около 180 000 долларов в год. Снизив скорость ремонта до менее 1%, вы можете вернуть затраты на ремонт в свою прибыль. Вот что вы должны ожидать от своего SWR™:
- Менее 1% Уровень ремонта
- Стабильно высокое качество сварных швов каждый раз
- Соответствует ключевым требованиям к испытаниям качества, таким как Радиографический тест , Испытание на удар по Шарпи , Испытание на твердость , Испытание на изгиб , Испытание на растяжение и многое другое
- Приварка к стандартам ASME B31. 1 , ASME B31.3 , EN 13445 и EN 13480
 1 , ASME B31.3 , EN 13445 и EN 13480
1 , ASME B31.3 , EN 13445 и EN 13480 “ Мы показали машину более полудюжине наших клиентов. Это мощное послание нашим клиентам о том, что мы инвестируем в технологию, которая сделает работу, которую мы делаем для них, менее дорогой, более качественной и занимающей меньше часов . Люди действительно уважают компании, которые инвестируют в свой бизнес, а не делают что-то еще на деньги, которые они генерируют ». – Пол Хебсон, вице-президент и генеральный директор Vancouver Drydock.
Читать полный пример из практики
NovEye™
NovEye™ записывает каждый сварной шов в режиме реального времени, чтобы обеспечить отчетность и прослеживаемость для ваших менеджеров по обеспечению/контролю качества. Вот некоторые основные моменты:
- Улучшенный вид канавки, лужи и стержня
- Каждый сварной шов записывается в реальном времени с ключевыми параметрами сварки, встроенными в экран
- Улучшение качества сварки путем анализа записанных видео параллельно с параметрами сварки, сохраненными NovData™
“ Качественная сторона этого, безусловно, связана с данными; возможность связать данные сварки и видеожурналы с нашей информацией BIM была очень большим бонусом .
Читать полный пример из практики
 Возможность войти и получить такой уровень инспекции действительно недостижима с помощью обычных методов. », — Уэйд Ино, генеральный директор RoboFab.
Возможность войти и получить такой уровень инспекции действительно недостижима с помощью обычных методов. », — Уэйд Ино, генеральный директор RoboFab.NovData™
Комплексное программное обеспечение Novarc для мониторинга производства, NovData™, обеспечивает дополнительную отслеживаемость вашего производства за счет автоматического создания подробных производственных отчетов. Вот некоторые особенности NovData™:
- Отслеживайте и повышайте производительность при сварке труб с помощью ежедневных отчетов о работе, автоматически создаваемых каждый день
- Делайте ставки на конкурс по проектам , применяя экономию средств, полученную из ежедневных оперативных отчетов
- Управляйте критическими параметрами сварки и отслеживайте их для точного устранения неполадок и улучшения методов контроля качества с автоматическим созданием отчетов журнала для каждого сварного шва
» Машина Novarc обеспечивает новый уровень качества и согласованности для каждого сварного шва , а также встроенного видео сварного шва в модель BIM.
 ”- Pitt Meadows Plumbing & Mechanical Systems Ltd.
”- Pitt Meadows Plumbing & Mechanical Systems Ltd.https://www.novarctech.com/wp-content/themes/salient/css/fonts/svg/ecommerce_graph_increase.svg
Advanced Welding Features
- Безостановочная сварка встык без отключения дуга
- Tack Fusion™, Root Save™ и Repeat Pass для прихваток и подгонки
- Возможность сварки стрингеров и многопроходных соединений
- Узел переключателя автоматического позиционера (APSA), автоматически переключающий сварочный кабель и провод датчика напряжения между позиционерами в зависимости от выбора оператором позиционера
https://www.novarctech.com/wp-content/themes/salient/css/fonts/svg/arrows_clock_dashed.svg
Полуавтономное
- Полуавтоматическое отслеживание шва с помощью лазерного сканера с точностью 0,3 мм (для труб из углеродистой и нержавеющей стали толщиной до 0,75 дюйма и диаметром более 4 дюймов)
- Автоматический контроль расстояния вылета (расстояние от наконечника до трубы) с точностью до 0,1 мм
https://www.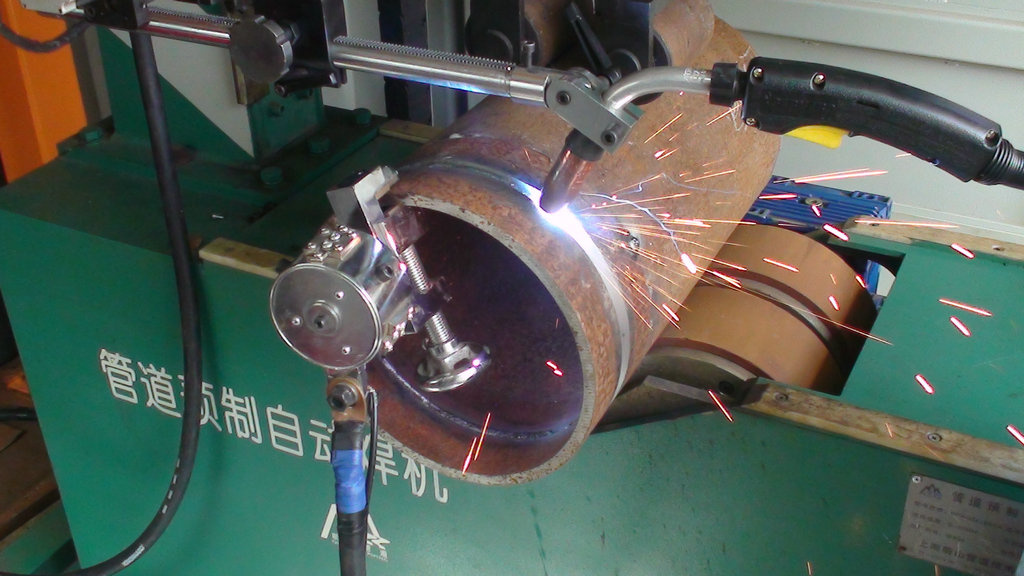 novarctech.com/wp-content/themes/salient/css/fonts/svg/basic_joypad.svg
novarctech.com/wp-content/themes/salient/css/fonts/svg/basic_joypad.svg
Совместный сварочный робот (сварочный кобот)
- Работает совместно с младшим оператором
- Оснащен мощной встроенной системой безопасности, устраняющей необходимость в жестком ограждении
- Нет необходимости в специальном языке программирования для работы
- Быстрая и простая установка
Опции SWR™
Источник питания на ваш выбор- Lincoln Power Wave® R450.
- Модуль Lincoln STT.
- Пятилетняя гарантия от Lincoln Electric.
- SWR™ может быть легко интегрирован для работы с несколькими позиционерами/токарными роликами, включая Team Industries, Profax, Preston Eastin, Triofab, Pandjiris и Chapel Welding
- Novarc может интегрироваться с одним или несколькими позиционерами/поворотными роликами в зависимости от ваших потребностей (до пяти)
- Возможность интеграции с вашими существующими позиционерами/поворотными роликами
- Гибкость для удовлетворения конкретных требований заказчика (флюсовая и металлическая сердцевина для заполнения и закрытия)
- Гибкость переключения между проходами наполнения и укупорки
- Интеграция позволяет пользователям планировать свои сложные строительные проекты на основе 3D-моделей, определять свойства труб и сварных швов в сборочных узлах и отслеживать выполнение всех процедур изготовления
- Наши комплексные пакеты NovCare Бронзовый, Серебряный и Золотой предназначены для удовлетворения ваших потребностей в обучении, обслуживании и устранении неполадок на любом этапе жизненного цикла робота для сварки катушек
- EWR 2 Net использует запатентованную функцию с быстродействующими электромагнитными клапанами для регулирования потока газа в реальном времени и синхронно со сварочным током
- Простая и быстрая сварка фланцев с натягиванием
- Сварные швы рентгеновского качества
- Подотчетность и прослеживаемость для ваших менеджеров по обеспечению/контролю качества
Академия Новарк
В Новарк мы стремимся предоставлять нашим клиентам наилучшую поддержку и обслуживание, и поэтому мы создали «Академию Новарк» — библиотеку видео и курсов, обеспечивающую простую пошаговую — пошаговое объяснение того, как работать, устранять неполадки и обслуживать робот для сварки катушек.
Узнайте, подходит ли робот для сварки катушек для вашего цеха
[email protected]
+1 236 477 5347
Автоматизация сварки труб
Роботизированная сварка труб и трубопроводов означает больший контроль над задачей, которая может быть изнурительной для сварщиков, если выполнять ее вручную.
Охват различных областей применения, от выхлопных систем и крыльев до мебели и ограждений, сварки труб и труб, является сложной задачей.
Вот почему роботы так важны. Роботы обычно сваривают холоднокатаную и горячекатаную сталь, нержавеющую сталь и другие листовые металлы различной формы — круглой, квадратной и прямоугольной.
Конечно, роботизированная автоматизация не ограничивается сваркой. Но ради этого обсуждения мы сконцентрируемся на сварке, потому что переход от ручной сварки к автоматизации не всегда является самой легкой задачей.
Но ради этого обсуждения мы сконцентрируемся на сварке, потому что переход от ручной сварки к автоматизации не всегда является самой легкой задачей.
Автоматизация 101
Производители, рассматривающие возможность перехода на автоматизацию своих сварочных процессов, сталкиваются с несколькими вопросами:
Может ли робот адаптироваться к расположению сварного шва?
Да, с тактильным датчиком и контролем дуги робот будет поддерживать траекторию сварного шва.
Какова оптимальная подготовка суставов?
Самое главное, чтобы у вас была точная подгонка соединения. Кроме того, рекомендуется, чтобы зазоры были не больше толщины сварочной проволоки.
Каковы основные преимущества робототехники по сравнению с ручной сваркой?
Стабильное качество сварных швов, отсутствие пропусков сварных швов и сокращение времени производства.
Как избежать пористости и обеспечить приемлемое качество сварки?
Мониторинг данных дуги позволяет вам наблюдать за процессом сварки и обеспечивать соблюдение параметров для достижения желаемого провара.
Что можно сделать, чтобы устранить проблемы, связанные со временем переналадки, необходимым для труб разных диаметров?
Автономное программирование может сократить время переналадки. Робот может выполнять сварку с минимальным временем простоя всего за несколько точек подкраски для обеспечения точности.
Проблемы, которые необходимо преодолеть
Отбросив некоторые основные вопросы, давайте рассмотрим некоторые конкретные препятствия, ожидающие производителей, рассматривающих роботизированную сварку. Возможно, главной из этих проблем является определение того, есть ли у вас подходящее приложение и среда для роботов.
Одной из самых больших проблем является поиск надлежащей подгонки деталей для приемлемых условий сварки. Например, непровар или прожог может возникнуть, если сварные швы имеют большие зазоры. Кроме того, большие зазоры требуют переплетения, в результате чего могут образоваться маленькие отверстия.
Роботы требуют постоянной, ровной плоскости сварки для сварочной ванны, что создает для вас еще одну проблему: поддержание положения сварки между роботом и деталью. Чтобы поддерживать ровную платформу, робот должен двигаться в координации с позиционером, что может быть проблемой при сварке больших труб, а также труб квадратного или прямоугольного сечения, поскольку с ними трудно манипулировать.
Чтобы поддерживать ровную платформу, робот должен двигаться в координации с позиционером, что может быть проблемой при сварке больших труб, а также труб квадратного или прямоугольного сечения, поскольку с ними трудно манипулировать.
Вы также сталкиваетесь с проблемами, связанными с размерами деталей. Если деталь слишком мала, у роботизированного сварочного пистолета возникают проблемы с доступом к детали или ее перемещением; если труба слишком большая, потребуется несколько роботов, чтобы дотянуться до детали. Вам также необходимо обратить внимание на тонкость стенки трубки, так как это ограничивает процессы, используемые для предотвращения прожога.
Тип выполняемой сварки также создает препятствия. Многие производители предпочитают качественную дуговую сварку вольфрамовым электродом в среде защитного газа (GTAW) дуговой сварке металлическим электродом в среде защитного газа (GMAW), поскольку она хорошо работает с тонколистовыми материалами и ее трудно прожечь. Однако GTAW намного сложнее автоматизировать из-за открытого электрода. Когда электрод загрязняется, перед продолжением необходимо выполнить очистку и повторную настройку, что приводит к длительным перерывам. Электроды GMAW подаются автоматически, их можно обрезать и выровнять без участия оператора.
Когда электрод загрязняется, перед продолжением необходимо выполнить очистку и повторную настройку, что приводит к длительным перерывам. Электроды GMAW подаются автоматически, их можно обрезать и выровнять без участия оператора.
Кроме того, когда необходимы инструменты для приварки приспособлений к трубе и трубе, приспособления, удерживающие детали на месте, могут мешать работе сварочного оборудования. Сварочные работы на открытом воздухе также могут быть проблемой, так как линейные системы могут не подходить для роботов.
Хотя роботы являются очевидным выбором для предотвращения прожогов, устранения и минимизации дефектов сварки, таких как пористость и непровар, они не всегда являются единственным вариантом. Аппараты для орбитальной сварки труб и труб следует использовать для небольших, тонких труб и прямых сварных швов. Из-за ограниченного доступа и других ограничений сварка внутреннего диаметра также не является лучшим применением для роботов; тем не менее, сварка внахлестку, процесс, который позволяет одной трубе наматывать другую, является идеальным применением.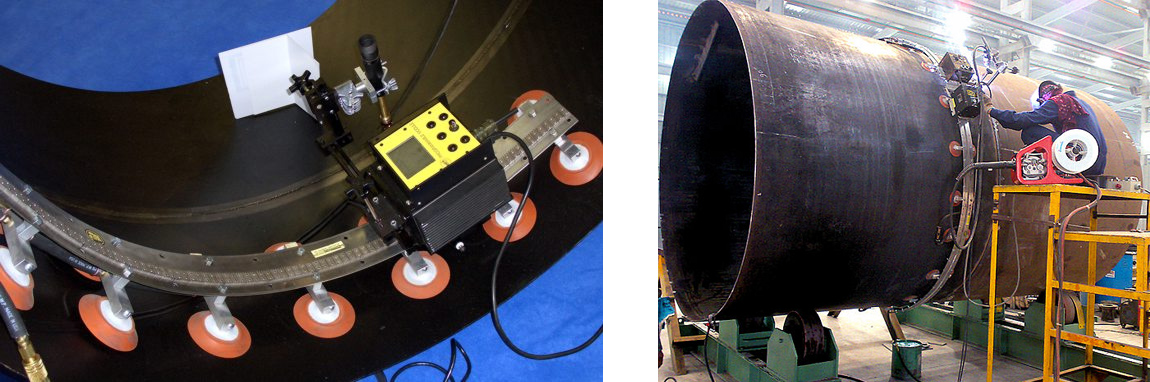
Чтобы получить максимальную отдачу от затраченных средств, вам следует инвестировать в улучшение процесса изготовления деталей, чтобы добиться более высоких допусков и качества, а также разработать сварные соединения, удобные для роботов. Детали должны быть согласованными и точными по размеру для повторяющегося размещения деталей в приспособлениях, гарантируя, что места сварки находятся в пределах допуска для непрерывного расположения сварного шва в течение производственного цикла. Удобные для роботов соединения точно определяют место шва, создавая минимальный зазор.
Наконец, сроки производства деталей важны для обеспечения организации всего производственного процесса, который может потребовать от оператора одновременной загрузки нескольких деталей или многозадачности между заменами.
Роботы работают на прибыль
Как только вы определите, что автоматизация является подходящей стратегией, инженер по применению может найти лучший способ максимизировать производительность роботизированной системы. Инженеру-технологу необходимо определить объем сварочных работ, необходимых для соблюдения сроков и производственных обязательств, а также возможность простоя для других деталей и компонентов. При необходимости робот может быть оснащен устройством смены инструмента для переключения между двумя или более процессами или сварочными проволоками. Как правило, вы можете начать работу в течение нескольких дней.
Инженеру-технологу необходимо определить объем сварочных работ, необходимых для соблюдения сроков и производственных обязательств, а также возможность простоя для других деталей и компонентов. При необходимости робот может быть оснащен устройством смены инструмента для переключения между двумя или более процессами или сварочными проволоками. Как правило, вы можете начать работу в течение нескольких дней.
Окупаемость инвестиций в типичную роботизированную систему обычно достигается в течение от шести до 24 месяцев, в зависимости от компонентов, сложности системы и периода обучения тех, кто будет ее использовать. Улучшения качества обычно видны сразу. Кроме того, отслеживая процесс, вы можете вносить изменения, чтобы сократить время производства и определить производительность системы для точного прогнозирования производства деталей.
Автоматический сварочный аппарат для труб — WALDUN
Автоматический сварочный аппарат для труб бывает различных форм и размеров. Они являются неотъемлемой частью промышленности и частью почти каждого здания, построенного за последние восемьдесят лет. Это делает машины для сварки труб ценной частью создания мира, в котором мы живем. Мы находим, что они бывают различных типов, которые могут сваривать вертикально, горизонтально или в других формах.
Это делает машины для сварки труб ценной частью создания мира, в котором мы живем. Мы находим, что они бывают различных типов, которые могут сваривать вертикально, горизонтально или в других формах.
Когда трубу необходимо сварить горизонтально вдоль оси, существуют автоматические трубосварочные машины, которые справятся с этой задачей. В зависимости от размера свариваемой трубы заготовка может поступать или не поступать в машину для процесса. Для труб диаметром около восьми дюймов (20 сантиметров) материал, скорее всего, будет помещен внутрь этой специально изготовленной машины. Для больших труб продольная сварка выполняется снаружи. Иногда оператор больших труб просто наблюдает за подготовкой металла. Это связано с тем, что многие машины для сварки труб управляются компьютером. Оператор может настроить сварочную головку машины, но не более того для автоматических трубосварщиков.
Это еще один тип сварочного аппарата, который соединяет трубы металлического солнечного водонагревателя. Эта машина может использоваться не только для изготовления солнечных водонагревателей, поскольку материалы будут одинаковыми. У солнечного нагревателя с трубками из нержавеющей стали соединение сваривается после того, как концы трубок скошены. Затем, после установки труб в машину, сварочная головка настраивается на правильную скорость и температуру. Оператор может выбрать силу тока для каждой конкретной работы. Трубки из более легкого металла потребуют меньше силы тока. Оператор сварочного аппарата сможет выбирать между методами сварки TIG, MIG, MAG или плазменной сварки. Сенсорный экран позволяет рабочему легко выбрать правильные параметры для ширины свариваемой трубы. Непрерывная подача присадочной проволоки является стандартной.
Затем, после установки труб в машину, сварочная головка настраивается на правильную скорость и температуру. Оператор может выбрать силу тока для каждой конкретной работы. Трубки из более легкого металла потребуют меньше силы тока. Оператор сварочного аппарата сможет выбирать между методами сварки TIG, MIG, MAG или плазменной сварки. Сенсорный экран позволяет рабочему легко выбрать правильные параметры для ширины свариваемой трубы. Непрерывная подача присадочной проволоки является стандартной.
для свадьбы с помощью машины, сгла в воздух. Кнопки на панели управления регулируют направление. Управляется как вертикальное, так и горизонтальное движение, а также угол наклона головы. Давление воздуха можно использовать для позиционирования и фиксации трубы на месте во время процесса сварки. Программируемые логические контроллеры, или ПЛК, используются как мозг сварочного процесса. Если в процессе сварки возникает проблема, машина подает сигнал тревоги, чтобы сообщить мастеру о том, что произошло.
Программируемые логические контроллеры, или ПЛК, используются как мозг сварочного процесса. Если в процессе сварки возникает проблема, машина подает сигнал тревоги, чтобы сообщить мастеру о том, что произошло.
Трубосварочный станок с зубчатой головкой подобен станку с ЧПУ. Это контролируется численно и точно с помощью компьютера. Трансмиссия приводит в движение шестерни, которые двигают голову сварщика. Благодаря этому сварные швы отличаются высоким качеством и точностью. Для воспроизведения однородных деталей можно получить широкий диапазон стабильных скоростей. Это означает повышенный уровень контроля качества и большую прибыль.
Современный способ автоматизации процесса сварки с помощью машины для сварки труб с компьютерным управлением никуда не делся. Точно так же, как компьютеры взяли на себя многие производственные рабочие места в других отраслях, то же самое происходит и с теми, кто использует сварочные аппараты в производственных целях.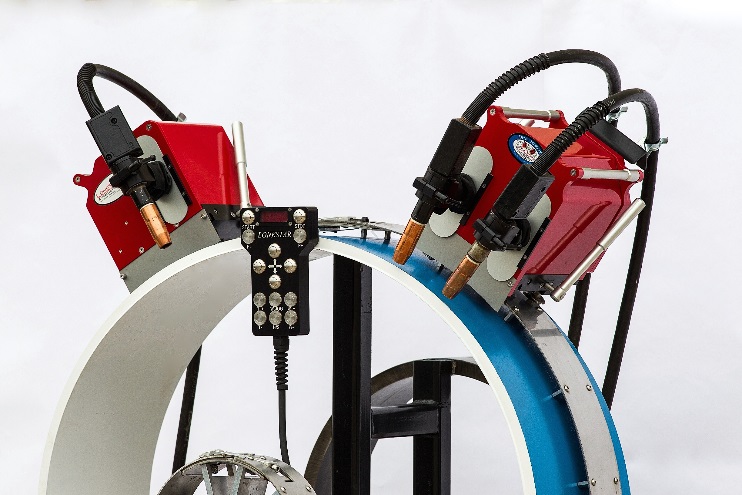 Человеческая ошибка не полностью устранена, но сведена на нет. Длина сварки, режим сварки, время дуги и другие параметры могут контролироваться оператором в цифровом виде с помощью сенсорного экрана. Сварка прошла долгий путь с первых дней простого использования угольной дуги для сплавления двух кусков металла вместе. Эти машины выполняют почти всю работу, и им нужно только ввести несколько инструкций.
Человеческая ошибка не полностью устранена, но сведена на нет. Длина сварки, режим сварки, время дуги и другие параметры могут контролироваться оператором в цифровом виде с помощью сенсорного экрана. Сварка прошла долгий путь с первых дней простого использования угольной дуги для сплавления двух кусков металла вместе. Эти машины выполняют почти всю работу, и им нужно только ввести несколько инструкций.
Рассмотрим каждый из них подробно.
- Автоматическая машина для сварки труб
- Автоматическая машина для сварки труб, выполняющая продольные швы
- Автоматическая машина для сварки труб, сварка по диаметру трубы
- Автоматическая машина для сварки труб для солнечных водонагревателей
- Автоматическая машина для сварки труб, использующая пневматическую систему
- Использование шестерен для управления сварочной головкой
ПОИСК
Сопутствующие товары
- Raycus Laser Cutter RFL -C150015, 2021 — 6:09
- Сварка Троллинояб.
- Фворично -лазерный каттерн. , город Фэнхуан, Чжанцзяган, Сучжоу, Китай
- Мобильный телефон: +8618652469606
- Электронная почта: [email protected]

Получить предложение сейчас!
Имя
Электронная почта
Сообщение
Автоматические машины для сварки труб Размер рынка | Акции
Перейти к содержимому
- Описание
- Содержание
- Методология
- Анализ воздействия COVID-19
Объем рынка автоматических сварочных аппаратов для труб и прогноз мирового рынка по сварке труб
5 Машины для сварки труб проверены 900 растет более быстрыми темпами со значительными темпами роста за последние несколько лет, и, по оценкам, рынок значительно вырастет в прогнозируемый период, то есть в 2019 году.до 2026
В отчете о мировом рынке автоматических трубосварочных машин представлена целостная оценка рынка на прогнозируемый период (2017–2026 гг. ). Отчет включает в себя различные сегменты, а также анализ тенденций и факторов, играющих существенную роль на рынке. Эти факторы; динамика рынка включает в себя движущие силы, ограничения, возможности и проблемы, посредством которых обрисовывается в общих чертах влияние этих факторов на рынок. Движущие силы и ограничения являются внутренними факторами, тогда как возможности и проблемы являются внешними факторами рынка. Исследование мирового рынка автоматических трубосварочных аппаратов дает представление о развитии рынка с точки зрения доходов в течение прогнозируемого периода.
). Отчет включает в себя различные сегменты, а также анализ тенденций и факторов, играющих существенную роль на рынке. Эти факторы; динамика рынка включает в себя движущие силы, ограничения, возможности и проблемы, посредством которых обрисовывается в общих чертах влияние этих факторов на рынок. Движущие силы и ограничения являются внутренними факторами, тогда как возможности и проблемы являются внешними факторами рынка. Исследование мирового рынка автоматических трубосварочных аппаратов дает представление о развитии рынка с точки зрения доходов в течение прогнозируемого периода.
>>> Скачать образец отчета @- https://www.verifiedmarketresearch.com/download-sample/?rid=14621
Глобальный рынок автоматических трубосварочных машин: методология исследования
Методология исследования представляет собой сочетание первичных исследований, вторичных исследований и обзоров экспертной группы. Вторичные исследования включают в себя такие источники, как годовые отчеты компаний в пресс-релизах и исследовательские работы, связанные с отраслью. Другие источники включают отраслевые журналы, торговые журналы, правительственные веб-сайты и ассоциации, которые также можно просмотреть для сбора точных данных о возможностях расширения бизнеса на мировом рынке автоматических трубосварочных аппаратов.
Другие источники включают отраслевые журналы, торговые журналы, правительственные веб-сайты и ассоциации, которые также можно просмотреть для сбора точных данных о возможностях расширения бизнеса на мировом рынке автоматических трубосварочных аппаратов.
Первичное исследование включает в себя телефонные интервью с различными отраслевыми экспертами о принятии назначений для проведения телефонных интервью, отправку вопросников по электронной почте (взаимодействия по электронной почте) и, в некоторых случаях, личное общение для более подробного и непредвзятого обзора Global Automatic Pipe. Рынок сварочных аппаратов в разных регионах. Первичные интервью обычно проводятся на постоянной основе с отраслевыми экспертами, чтобы получить недавнее понимание рынка и подтвердить подлинность существующего анализа данных. Первичные интервью предлагают информацию о важных факторах, таких как рыночные тенденции, размер рынка, тенденции роста конкурентной среды, перспективы и т. д. Эти факторы помогают подтвердить подлинность, а также подкрепить результаты вторичного исследования, а также помогают развить понимание рынка аналитической группой.
Мировой рынок автоматических сварочных аппаратов для труб: объем отчета
В этом отчете представлена всеобъемлющая среда анализа мирового рынка автоматических сварочных аппаратов для труб. Рыночные оценки, представленные в отчете, являются результатом углубленных вторичных исследований, первичных интервью и внутренних экспертных оценок. Эти рыночные оценки были рассмотрены путем изучения влияния различных социальных, политических и экономических факторов, а также текущей динамики рынка, влияющей на рост мирового рынка Автоматические сварочные аппараты для труб.0003
Наряду с обзором рынка, который включает в себя динамику рынка, глава включает анализ пяти сил Портера, который объясняет пять сил: рыночную власть покупателей, рыночную власть поставщиков, угрозу новых участников, угрозу заменителей и степень конкуренция на мировом рынке автоматических трубосварочных аппаратов. Это объясняет различных участников, таких как системные интеграторы, посредники и конечные пользователи в экосистеме рынка. В отчете также рассматривается конкурентная среда на мировом рынке Автоматические сварочные аппараты.
В отчете также рассматривается конкурентная среда на мировом рынке Автоматические сварочные аппараты.
Глобальный рынок автоматических сварочных аппаратов для труб: конкурентная среда
Анализ рынка включает в себя раздел, посвященный исключительно основным игрокам на мировом рынке автоматических сварочных аппаратов для труб, где наши аналитики дают представление о финансовой отчетности всех основных игроков, а также их ключевые разработки, бенчмаркинг продуктов и SWOT-анализ. Раздел профиля компании также включает обзор бизнеса и финансовую информацию. Компании, которые представлены в этом разделе, могут быть настроены в соответствии с требованиями клиента.
>>> Спросите о скидке @ – https://www.verifiedmarketresearch.com/ask-for-discount/?rid=14621
Мировой рынок автоматических трубосварочных аппаратов, по продуктам
• Двойная головка
• Одиночная головка
• Прочие
Мировой рынок автоматических трубосварочных аппаратов, по применению
• Нефтехимическая и химическая промышленность
• Производство электроэнергии
• Целлюлозно-бумажные комбинаты
• Пищевая, молочная промышленность и производство напитков
• Прочее
Мировой рынок автоматических трубосварочных аппаратов по географическому признаку
• Северная Америка
o США
o Канада
o Мексика
• Европа
o Германия
o Великобритания
o Франция
o Остальная Европа
20424 •4 Азиатско-Тихоокеанский регион o Япония
o Индия
o Остальные страны Азиатско-Тихоокеанского региона
• Остальной мир
o Латинская Америка
o Ближний Восток и Африка
Глобальный рынок автоматических трубосварочных машин, ключевые игроки
• Magnatech LLC
• PWT
• ARC MACHINES, Inc
• COPIER B.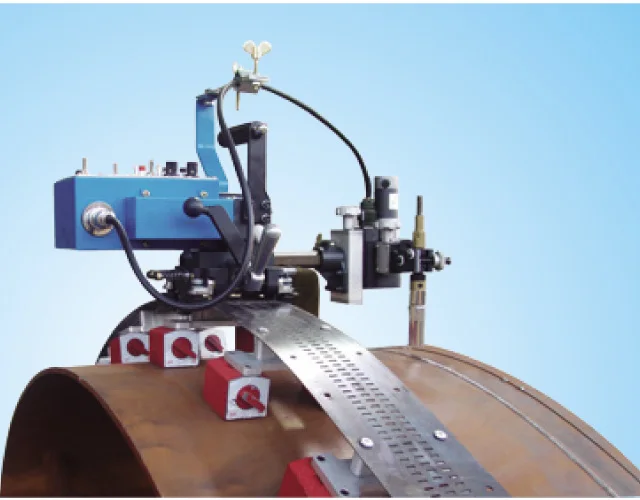 V
V
• CRC-Evans
• Lonestar
• Dyna Torque Technologies
• Nissan Tanaka Corporation
• Polysoude SAS
• Fronius
• Bonatti
• Lincoln2 Trending Electric
• Vermaat Technics
Отчеты:
Объем мирового рынка автоматических газонокосилок по продуктам, по приложениям, по географическому охвату и прогнозу
Глобальный рынок клейких герметиков по продуктам, по применению, по географическим охватам и прогнозам0003
Методология исследования проверенного рынка:
Чтобы узнать больше о методологии исследования и других аспектах исследования, пожалуйста, свяжитесь с нашим отделом продаж в отделе продаж Verified Market Research .
Причины для покупки этого отчета:
• Качественный и количественный анализ рынка на основе сегментации, включающей как экономические, так и неэкономические факторы
• Предоставление данных о рыночной стоимости (в миллиардах долларов США) для каждого сегмента и подсегмента
• Указывает регион и сегмент, которые, как ожидается, будут демонстрировать самый быстрый рост, а также будут доминировать на рынке
• Анализ по географии с выделением потребления продукта/услуги в регионе, а также с указанием факторов, влияющих на рынок в пределах каждый регион
• Конкурентная среда, включающая рыночный рейтинг основных игроков, а также запуск новых услуг/продуктов, партнерские отношения, расширение бизнеса и приобретения компаний за последние пять лет
• Обширные профили компаний, включающие обзор компании, информацию о компании, сравнительный анализ продуктов и анализ SWOT для основных игроков рынка
• Текущие, а также будущие перспективы рынка в отношении последних событий (которые включают возможности роста и движущие силы, как а также проблемы и ограничения как развивающихся, так и развитых регионов
• Включает углубленный анализ рынка с различных точек зрения с помощью анализа пяти сил Портера
• Дает представление о рынке через цепочку создания стоимости
• Сценарий динамики рынка, а также возможности роста рынка в ближайшие годы
• Аналитическая поддержка в течение 6 месяцев после продажи
Настройка отчета
• В случае любые запросы или требования к настройке , пожалуйста, свяжитесь с нашим отделом продаж, который обеспечит выполнение ваших требований.
1. Представление мирового рынка автоматических трубосварочных машин
• Обзор рынка
• Объем отчета
• Предположения
2. Краткий обзор
3. Методология проверенного исследования рынка
• Интеллектуальный анализ данных
• Проверка данных
• Первичный список
Источники
4. Обзор мирового рынка автоматических трубосварочных машин
• Обзор
• Динамика рынка
○ Драйверы
○ Ограничения
○ Возможности
• Модель Porters Five Force
• Анализ цепочки создания стоимости
5. Мировой рынок автоматических трубосварочных машин, по продуктам
•Двойная головка
•Одноголовочная
•Другие
6. Мировой рынок автоматических трубосварочных машин, по применению
•Нефтехимическая и химическая промышленность
• Целлюлозно-бумажные комбинаты
• Пищевая промышленность, производство молочных продуктов и напитков
• Прочее
7. Мировой рынок автоматических трубосварочных машин по географическому признаку
Мировой рынок автоматических трубосварочных машин по географическому признаку
• Северная Америка
o США
o Канада
o Мексика
• Европа
o Германия
o UK
O FRANCE
O В остальная часть Европы
• Asia Pacific
O China
O Япония
O India
o China
O Япония
O India
o Pace
O Япония
o Латинская Америка
o Ближний Восток и Африка
8. Глобальный рынок автоматических трубосварочных машин Конкурентная среда
•Обзор
•Рыночный рейтинг компании
•Ключевые стратегии развития
9. Профили компании
• Magnatech LLC
• PWT
• Arc Machines, Inc
• Copier B.V
• CRC-Evans
• Lonestar
• Dyna Correce Technologies
• NISSAN TANAKA
• DYNA Correct Technologies
• NISSAN 4.
•Bonatti
•Lincoln Electric
•Vermaat Technics
10. Приложение
Приложение
•Связанные отчеты
Методология исследования отчетов
Проверенные исследования рынка используют новейшие инструменты исследования для предоставления точных данных. Наши эксперты предоставляют лучшие исследовательские отчеты с рекомендациями по получению дохода. Аналитики проводят обширные исследования, используя как методы «сверху вниз», так и методы «снизу вверх». Это помогает в изучении рынка с разных сторон.
Это дополнительно помогает исследователям рынка сегментировать различные сегменты рынка для их индивидуального анализа.
Мы назначаем стратегии триангуляции данных для изучения различных областей рынка. Таким образом, мы гарантируем, что все наши клиенты получают надежную информацию, связанную с рынком. Различные элементы методологии исследования, назначенные нашими экспертами, включают:
Разведочный анализ данных
Рынок наполнен данными. Все данные собираются в необработанном формате, который проходит строгую систему фильтрации, чтобы гарантировать, что останутся только необходимые данные. Оставшиеся данные должным образом проверяются, и их подлинность (источника) проверяется перед их дальнейшим использованием. Мы также собираем и смешиваем данные из наших предыдущих отчетов об исследованиях рынка.
Оставшиеся данные должным образом проверяются, и их подлинность (источника) проверяется перед их дальнейшим использованием. Мы также собираем и смешиваем данные из наших предыдущих отчетов об исследованиях рынка.
Все предыдущие отчеты хранятся в нашем большом внутреннем хранилище данных. Также специалисты собирают достоверную информацию из платных баз данных.
Чтобы понять всю картину рынка, нам также необходимо получить подробную информацию о прошлых и текущих тенденциях. Для этого мы собираем данные от разных участников рынка (дистрибьюторов и поставщиков), а также от государственных веб-сайтов.
Последняя часть головоломки «исследование рынка» выполняется путем просмотра данных, собранных из анкет, журналов и опросов. Аналитики VMR также уделяют особое внимание динамике различных отраслей, например движущим силам рынка, ограничениям и денежным тенденциям. В результате окончательный набор собранных данных представляет собой комбинацию различных форм необработанной статистики. Все эти данные преобразуются в пригодную для использования информацию путем прохождения через процедуры аутентификации и с использованием лучших в своем классе методов перекрестной проверки.
Все эти данные преобразуются в пригодную для использования информацию путем прохождения через процедуры аутентификации и с использованием лучших в своем классе методов перекрестной проверки.
Data Collection Matrix
| Perspective | Primary Research | Secondary Research |
|---|---|---|
| Supplier side |
|
|
| Demand side |
|
|
Econometrics and data visualization model
Наши аналитики предлагают оценки рынка и прогнозы с использованием первых в отрасли имитационных моделей. Они используют панель инструментов с поддержкой BI для предоставления рыночной статистики в режиме реального времени. С помощью встроенной аналитики клиенты могут получить информацию, связанную с анализом бренда. Они также могут использовать программное обеспечение для онлайн-отчетности, чтобы понять различные ключевые показатели эффективности.
Они используют панель инструментов с поддержкой BI для предоставления рыночной статистики в режиме реального времени. С помощью встроенной аналитики клиенты могут получить информацию, связанную с анализом бренда. Они также могут использовать программное обеспечение для онлайн-отчетности, чтобы понять различные ключевые показатели эффективности.
Все исследовательские модели настроены в соответствии с предварительными условиями, общими для глобальных клиентов.
Собранные данные включают динамику рынка, технологический ландшафт, разработку приложений и тенденции ценообразования. Все это передается в исследовательскую модель, которая затем производит соответствующие данные для изучения рынка.
Наши специалисты по исследованию рынка предлагают как краткосрочный (эконометрические модели), так и долгосрочный анализ (модель рынка технологий) рынка в одном отчете. Таким образом, клиенты могут достичь всех своих целей, а также воспользоваться открывающимися возможностями. Технологические достижения, запуск новых продуктов и денежные потоки на рынке сравниваются в разных случаях, чтобы продемонстрировать их влияние в течение прогнозируемого периода.
Технологические достижения, запуск новых продуктов и денежные потоки на рынке сравниваются в разных случаях, чтобы продемонстрировать их влияние в течение прогнозируемого периода.
Аналитики используют корреляцию, регрессию и анализ временных рядов для получения надежной бизнес-аналитики. Наша опытная команда профессионалов распространяет информацию о технологическом ландшафте, нормативно-правовой базе, экономических перспективах и принципах ведения бизнеса, чтобы поделиться подробностями внешних факторов на исследуемом рынке.
Различные демографические данные анализируются индивидуально, чтобы предоставить соответствующие сведения о рынке. После этого все региональные данные объединяются, чтобы обслуживать клиентов с глобальной точки зрения. Мы гарантируем, что все данные точны, а все действенные рекомендации могут быть выполнены в рекордно короткие сроки. Мы работаем с нашими клиентами на каждом этапе работы, от изучения рынка до реализации бизнес-планов. Мы в основном ориентируемся на следующие параметры для прогнозирования рынка под объективом:
- Рыночные факторы и ограничения, а также их текущее и ожидаемое воздействие
- Сценарий сырьевых ресурсов и предложение относительно ценовых тенденций
- Сценарий регулирования и ожидаемые изменения
- Текущие мощности и ожидаемое увеличение мощностей до 2027 года
Мы присваиваем разный вес вышеперечисленным параметрам. Таким образом, у нас есть возможность количественно оценить их влияние на импульс рынка. Кроме того, это помогает нам предоставлять доказательства, связанные с темпами роста рынка.
Таким образом, у нас есть возможность количественно оценить их влияние на импульс рынка. Кроме того, это помогает нам предоставлять доказательства, связанные с темпами роста рынка.
Первичная проверка
Последний этап создания отчета связан с прогнозированием рынка. Для подтверждения выводов наших экспертов проводятся исчерпывающие интервью с отраслевыми экспертами и лицами, принимающими решения в уважаемых организациях.
Предположения, сделанные для получения статистики и элементов данных, перепроверяются путем опроса менеджеров в ходе дискуссий F2F, а также по телефону.
Различные участники цепочки создания стоимости на рынке, такие как поставщики, дистрибьюторы, продавцы и конечные потребители, также получают доступ к объективной картине рынка. Все интервью проводятся по всему миру. Благодаря нашей опытной и многоязычной команде профессионалов нет языкового барьера. Интервью могут дать критическую информацию о рынке. Текущие бизнес-сценарии и будущие ожидания рынка повышают качество наших пятизвездочных отчетов об исследованиях рынка. Наша высококвалифицированная команда использует первичное исследование с ключевыми участниками отрасли (KIP) для проверки прогнозов рынка:
Наша высококвалифицированная команда использует первичное исследование с ключевыми участниками отрасли (KIP) для проверки прогнозов рынка:
- Устоявшиеся участники рынка
- Поставщики первичных данных
- Участники сети, такие как дистрибьюторы
- Конечные потребители
Целями проведения первичного исследования являются:
- Проверка собранных данных с точки зрения точности и надежности.
- Чтобы понять текущие рыночные тенденции и предвидеть модели будущего роста рынка.
Матрица анализа отрасли
| Качественный анализ | Quantitative analysis |
|---|---|
|
|

После вспышки вируса COVID-19 в декабре 2019 года эпидемия распространилась почти на все страны мира, и Всемирная организация здравоохранения (ВОЗ) объявила коронавирусную болезнь 2019 года (COVID-19) пандемией. Наше исследование показывает, что лидеры стремятся к росту во всех измерениях, включая расширение ядра, географическое положение, движение вверх и вниз по цепочке создания стоимости, а также в смежных областях.
Пандемия COVID-19 затронула все отрасли, такие как аэрокосмическая промышленность и оборона, сельское хозяйство, продукты питания и напитки, автомобили и транспорт, химия и материалы, потребительские товары, розничная торговля и электронная коммерция, энергетика и энергетика, фармацевтика и здравоохранение, упаковка, строительство, Горнодобывающая и газовая промышленность, электроника и полупроводники, банковские финансовые услуги и страхование, ИКТ и многое другое.
Население во всем мире ограничило выход из дома и стремится ограничить себя домами, что отрицательно или положительно влияет на весь рынок. В соответствии с текущей рыночной ситуацией в отчете дополнительно оцениваются нынешние и будущие последствия пандемии COVID-19 на рынке в целом, что дает более надежные и достоверные прогнозы
Распространение коронавируса нанесло ущерб всему миру. Почти все страны ввели карантин и строгие меры социального дистанцирования. Это привело к сбоям в цепочках поставок. Пандемия изменила общие системы во всем мире.
Пандемия изменила общие системы во всем мире.
Влияние на рынок
По мере распространения COVID-19 COVID-19 повлиял на рынок в целом, а также на темпы роста в 2019–2020 годах. Наши последние исследования, взгляды и идеи по вопросам управления, которые наиболее важны для компаний и организаций в отношении рынка, который в условиях кризиса COVID-19 ведет к управлению рисками и оцифровке операций для предоставления надежной информации и опыта лицам, принимающим решения.
Соображения, связанные с прогнозом рынка
- Воздействие на каждую страну и регион
- Изменение в работе цепочки поставок
- Положительные и отрицательные сценарии рынка во время продолжающейся пандемии
- Воздействие на различные сектора, сталкивающиеся с наибольшими трудностями: производство, транспорт и логистика, а также розничная торговля и товары народного потребления
ЗВОНИТЕ +1 (650) 7814080
Сварочная автоматика вступает в свои права
- Нестор Гула
- 10 июня 2015 г.
- Артикул
- Сварка
- Присоединиться к обсуждению
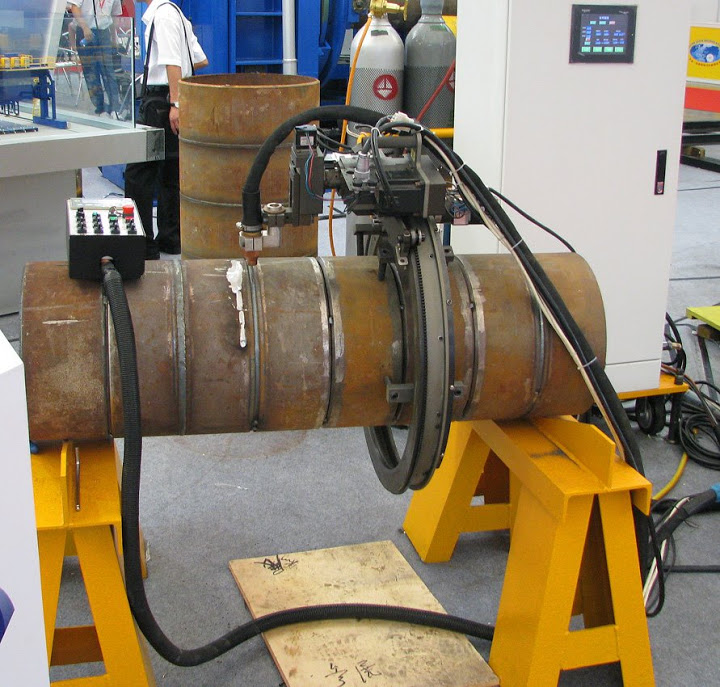
Поскольку автоматизация проникает в большинство отраслей промышленности, неудивительно, что автоматизированные процессы будут присутствовать при сварке труб.
В отличие от большинства модулей автоматизации сварки, автоматизация сварки трубопроводов не принимает форму манипулятора, перемещающегося по трубе. Автомат для сварки труб состоит из рамы с дорожками, построенными вокруг стыка или рядом с ним, и «жучка», который перемещается по дорожке с соплом, создающим сварной шов.
Установка рамки и дорожки может показаться долгим и трудоемким процессом, но это может быть быстро. «В три раза быстрее, используя автоматическую сварку порошковой проволокой с ручным корневым проходом», — говорит Гордон Иди, менеджер по глобальному сегменту трубопроводов ЭСАБ. «Настройка обычно выполняется в автономном режиме, и сварщики приходят только тогда, когда приходит время сварки.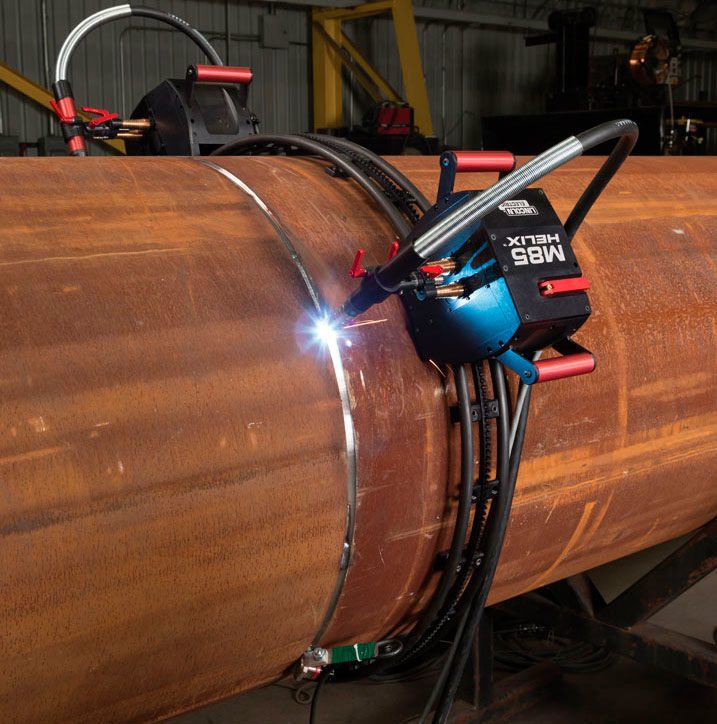
Другая группа, называемая распорками, установит стык до прибытия сварщиков. Все, что делают сварщики, — это сварка и ничего больше», — говорит он, объясняя, как они переходят от одного стыка к другому и сваривают, а не проволочной щеткой или шлифованием.
Автоматическая сварка труб использует сварку с подачей проволоки и позволяет избежать пусков и остановок, которые неизбежны при сварке электродом, когда сварщик должен поместить новый электрод в держатель.
«Автоматизированная система с ошибками превзойдет владельца буровой установки со сварочным аппаратом. Они практически несравнимы, — говорит Джо Райан, менеджер по маркетингу Miller Electric Mfg. Co. — На трубе малого диаметра стержень будет быстрее перемещаться от стыка к стыку, потому что вам не нужно отключать всю автоматическую систему обнаружения ошибок. а затем сбрасывать его на следующем стыке», — добавляет Тайлер Эдвардс, специалист по техническим продажам трубопроводов в Miller Electric Mfg. Co. «Вы все равно можете добиться того же уровня ремонта менее одного процента с любой системой. Между ними нет большой разницы в качестве».
Между ними нет большой разницы в качестве».
В автоматической системе есть только два пуска и остановки для каждого стыка трубы, потому что с каждой стороны трубы поднимаются два сварочных жука. «Сварочный жук может легко выполнить 60-дюймовую сварку без остановки, в то время как сварщик может начинать и останавливаться каждые шесть дюймов. Любой старт-стоп в процессе сварки может привести к дефекту», — говорит Иди.
Использование автоматизированной сварки труб окупается, когда размер свариваемой трубы или длина свариваемой трубы оправдывают затраты на автоматизированную систему.
«При ручной сварке вам потребуется внутренний зажим для выравнивания, а затем приспособления и сварочные аппараты для первого прохода (корневой валик) и дополнительные сварочные приспособления для второго прохода (горячий проход) и заключительные проходы заполнения и закрытия», — говорит Брюс. Кларк, директор по маркетингу и экспортным продажам канадской компании Lincoln Electric. «Количество буровых установок зависит от диаметра трубы и от того, насколько быстро вы хотите закончить линию. При использовании автоматических сварочных аппаратов (насекомых) вам в первую очередь требуется укрытие (собачья конура) для защиты сварочной дуги MIG от ветра, который может сдуть защитный газ из ванны. Далее идет очень сложный внутренний выравнивающий зажим, который также направляет две или более внутренних сварочных головок, укладывая корневой валик внутри обработанного соединения или, в качестве альтернативы, снаружи на поддерживающий стержень, который является частью внутреннего выравнивающего зажима. . Труба требует прецизионной механической обработки поверхности для такого вида сварки.
При использовании автоматических сварочных аппаратов (насекомых) вам в первую очередь требуется укрытие (собачья конура) для защиты сварочной дуги MIG от ветра, который может сдуть защитный газ из ванны. Далее идет очень сложный внутренний выравнивающий зажим, который также направляет две или более внутренних сварочных головок, укладывая корневой валик внутри обработанного соединения или, в качестве альтернативы, снаружи на поддерживающий стержень, который является частью внутреннего выравнивающего зажима. . Труба требует прецизионной механической обработки поверхности для такого вида сварки.
«После того, как корневой валик готов, достаточно просто заполнить и закрыть соединение таким количеством внешних головок, которое необходимо для диаметра и толщины трубы.
Автоматические системы обычно арендуются для работы вместе с бригадой специально обученных техников, которые обеспечивают бесперебойную работу.
Хотя сварка стержнем считается основным процессом сварки, для сварки труб по коду требуется большое мастерство. «Сварка труб палкой по-прежнему считается высшим навыком, — говорит Кларк. «Переменные, с которыми приходится сталкиваться сварщику, многочисленны: некруглые соединения труб, изменения зазора между двумя трубами, разная толщина поверхности, высокая низкая, погода, рельеф местности, список можно продолжить».
«Сварка труб палкой по-прежнему считается высшим навыком, — говорит Кларк. «Переменные, с которыми приходится сталкиваться сварщику, многочисленны: некруглые соединения труб, изменения зазора между двумя трубами, разная толщина поверхности, высокая низкая, погода, рельеф местности, список можно продолжить».
Ручная сварка может потребовать больше навыков, но автоматический процесс не является надежным. «Эти сварочные жучки устроены так, что инженер-сварщик разрабатывает сварочный профиль, который сохраняется в жучке», — говорит Иди. «Все сварщики должны установить горелку в начальное положение и нажать «Пуск» и, по сути, просто внести в нее любые изменения, которые необходимо внести. Существует другой набор навыков, связанных с настройкой жука».
Набор навыков разный, но не одинаковый. Оператор автоматизированной системы обнаружения ошибок должен знать процесс сварки, чтобы обнаруживать любые ошибки. «Вам еще предстоит понять, как настроить жучок, как разместить жучок и как запустить контроллер», — говорит Райан. «В то время как в палке вам нужно знать угол наклона горелки, угол электрода, для этого требуется большая координация глаз и рук, но при этом требуется гораздо меньше оборудования. Вы просто устанавливаете температуру и уходите. Если вам повезет, у вас есть помощник, который может регулировать температуру, пока вы свариваете трубу».
«В то время как в палке вам нужно знать угол наклона горелки, угол электрода, для этого требуется большая координация глаз и рук, но при этом требуется гораздо меньше оборудования. Вы просто устанавливаете температуру и уходите. Если вам повезет, у вас есть помощник, который может регулировать температуру, пока вы свариваете трубу».
Существует гораздо больше оборудования, связанного с автоматической сваркой трубопроводов, и вам нужно будет снабжать сварочные аппараты газом, а на месте по-прежнему требуются квалифицированные сварщики. «Вам по-прежнему нужен сварщик, контролирующий автоматические сварочные системы, — сказал Эдвардс. «Сварщик или тот, кто работает с жуком, все равно должен точно знать, что он ищет».
Самое замечательное в сварке электродами то, что это самый простой вид сварки. Для этого требуется наименьшее количество оборудования, и это является большим преимуществом при сварке в удаленных местах. «Сварка стержнем требует минимального количества сложного оборудования. Существует источник сварочного тока — будь то двигатель с приводом или электрический. Автоматизированный жучок сложен механически и электрически и требует дополнительного оборудования, а также сварочного оборудования», — говорит Иди. Тип выполненной сварки также определит, будет ли процесс сварки палкой или автоматизированной системой правильным. «Когда длина непрерывно прокладываемой трубы слишком мала, чтобы гарантировать наличие всего оборудования, необходимого для выполнения работы, или когда диаметр слишком мал, компании обращаются к сварщикам на станке», — говорит Кларк. В то время как многие крупные подрядчики трубопроводов переходят на автоматическую сварку для сварки магистральных трубопроводов, «они будут использовать владельцев буровых установок для выполнения ремонтных работ, врезок или мостовых переходов и тому подобного», — говорит Райан. «Вы никогда не откажетесь от электродуговой сварки, если будете сваривать на открытом воздухе из-за местоположения. Всякий раз, когда есть ремонт, который необходимо зашлифовать и заново сварить, это в первую очередь будет делать владелец буровой установки с помощью палки».
Существует источник сварочного тока — будь то двигатель с приводом или электрический. Автоматизированный жучок сложен механически и электрически и требует дополнительного оборудования, а также сварочного оборудования», — говорит Иди. Тип выполненной сварки также определит, будет ли процесс сварки палкой или автоматизированной системой правильным. «Когда длина непрерывно прокладываемой трубы слишком мала, чтобы гарантировать наличие всего оборудования, необходимого для выполнения работы, или когда диаметр слишком мал, компании обращаются к сварщикам на станке», — говорит Кларк. В то время как многие крупные подрядчики трубопроводов переходят на автоматическую сварку для сварки магистральных трубопроводов, «они будут использовать владельцев буровых установок для выполнения ремонтных работ, врезок или мостовых переходов и тому подобного», — говорит Райан. «Вы никогда не откажетесь от электродуговой сварки, если будете сваривать на открытом воздухе из-за местоположения. Всякий раз, когда есть ремонт, который необходимо зашлифовать и заново сварить, это в первую очередь будет делать владелец буровой установки с помощью палки».
Автоматические машины для сварки труб Рынок 2028 по продуктам, применению и географии
ВВЕДЕНИЕ НА РЫНОК
В промышленности автоматические машины для сварки труб используются для соединения двух частей трубы. Комплексные действия по соединению являются частью сварочного процесса. Воспроизводимость сварки является важным аспектом производства продукции. По сравнению с ручными аппаратами для сварки труб автоматические аппараты для сварки труб обеспечивают более высокую скорость сварки. Кроме того, они обеспечивают более стабильный сварной шов, а также меньше дефектов процесса и продукта. Оборудование для автоматической сварки труб может работать с легированной сталью, алюминием, углеродистой сталью, нержавеющей сталью и другими материалами. По сравнению с оборудованием для ручной сварки труб, это автоматическое и полуавтоматическое оборудование для сварки труб более эффективно. Рост автоматизации по вертикали является ключевым фактором, ответственным за рост рынка.
ДИНАМИКА РЫНКА
Основными движущими факторами рынка автоматических трубосварочных аппаратов являются рост автоматизации по отраслевым вертикалям, технологические достижения в технологии сварки, растущая индустриализация во всем мире. Кроме того, растущий спрос на автоматические сварочные аппараты для труб по вертикали, вероятно, будет способствовать росту рынка в течение прогнозируемого периода. Кроме того, такие факторы, как высокая производительность, меньшее техническое обслуживание и высокая эффективность, приводят к использованию автоматических трубосварочных аппаратов. Принимая во внимание, что нехватка квалифицированной рабочей силы и высокая стоимость оборудования, как ожидается, будут сдерживать рост рынка в течение прогнозируемого периода.
ОБЛАСТЬ РЫНКА
«Глобальный анализ рынка автоматических трубосварочных машин до 2028 года» представляет собой специализированное и углубленное исследование рынка автоматических трубосварочных машин с особым акцентом на анализ тенденций мирового рынка. Отчет призван предоставить обзор рынка Автоматические сварочные аппараты для труб с подробной сегментацией рынка по продуктам и приложениям. Ожидается, что мировой рынок автоматических сварочных аппаратов для труб продемонстрирует высокие темпы роста в течение прогнозируемого периода. В отчете представлена основная статистика о состоянии рынка ведущего игрока на рынке Автоматические сварочные аппараты, а также предлагаются основные тенденции и возможности на рынке Автоматические сварочные аппараты.
Отчет призван предоставить обзор рынка Автоматические сварочные аппараты для труб с подробной сегментацией рынка по продуктам и приложениям. Ожидается, что мировой рынок автоматических сварочных аппаратов для труб продемонстрирует высокие темпы роста в течение прогнозируемого периода. В отчете представлена основная статистика о состоянии рынка ведущего игрока на рынке Автоматические сварочные аппараты, а также предлагаются основные тенденции и возможности на рынке Автоматические сварочные аппараты.
СЕГМЕНТАЦИЯ РЫНКА
Мировой рынок автоматических трубосварочных машин сегментируется по продуктам и приложениям. В зависимости от продукта рынок подразделяется на двухголовые, одноголовочные и другие. Кроме того, в зависимости от применения рынок сегментируется на нефтехимическую и химическую промышленность, производство электроэнергии, целлюлозно-бумажное производство, пищевую, молочную промышленность и производство напитков и другие.
РЕГИОНАЛЬНАЯ РАМКА
В отчете представлен подробный обзор отрасли, включая качественную и количественную информацию. В нем представлен обзор и прогноз мирового рынка автоматических сварочных аппаратов для различных сегментов. Он также предоставляет размер рынка и прогнозные оценки на период с 2019 по 2028 год в отношении пяти основных регионов, а именно; Северная Америка, Европа, Азиатско-Тихоокеанский регион (APAC), Ближний Восток и Африка (MEA) и Южная Америка. Рынок автоматических трубосварочных аппаратов по каждому региону позже подразделяется на соответствующие страны и сегменты. Отчет охватывает анализ и прогноз по 18 странам мира, а также текущие тенденции и возможности, преобладающие в регионе.
В нем представлен обзор и прогноз мирового рынка автоматических сварочных аппаратов для различных сегментов. Он также предоставляет размер рынка и прогнозные оценки на период с 2019 по 2028 год в отношении пяти основных регионов, а именно; Северная Америка, Европа, Азиатско-Тихоокеанский регион (APAC), Ближний Восток и Африка (MEA) и Южная Америка. Рынок автоматических трубосварочных аппаратов по каждому региону позже подразделяется на соответствующие страны и сегменты. Отчет охватывает анализ и прогноз по 18 странам мира, а также текущие тенденции и возможности, преобладающие в регионе.
В отчете анализируются факторы, влияющие на рынок Автоматические сварочные машины для труб, как со стороны спроса, так и со стороны предложения, а также оценивается динамика рынка, влияющая на рынок в течение прогнозируемого периода, то есть движущие силы, ограничения, возможности и будущие тенденции. В отчете также представлен исчерпывающий анализ PEST для всех пяти регионов, а именно; Северная Америка, Европа, Азиатско-Тихоокеанский регион, Ближний Восток и Африка и Южная Америка после оценки политических, экономических, социальных и технологических факторов, влияющих на рынок автоматических сварочных аппаратов для труб в этих регионах.
Получите дополнительную информацию об этом отчете:
Отчеты охватывают ключевые события на рынке автоматических трубосварочных машин, стратегии органического и неорганического роста. Различные компании сосредотачиваются на стратегиях органического роста, таких как запуск продуктов, одобрение продуктов и другие, такие как патенты и мероприятия. Стратегии неорганического роста, наблюдаемые на рынке, включали приобретения, партнерство и сотрудничество. Эти мероприятия открыли путь для расширения бизнеса и клиентской базы участников рынка. Ожидается, что игроки рынка на рынке автоматических трубосварочных машин получат прибыльные возможности для роста в будущем благодаря растущему спросу на рынке автоматических трубосварочных машин. Ниже приведен список нескольких компаний, работающих на рынке автоматических трубосварочных аппаратов.
Отчет также включает профили ключевых компаний рынка Автоматические сварочные машины для труб, а также их SWOT-анализ и рыночные стратегии. Кроме того, в отчете основное внимание уделяется ведущим игрокам отрасли с такой информацией, как профили компаний, предлагаемые компоненты и услуги, финансовая информация за последние 3 года, ключевые события за последние пять лет.
— MAGNATECH LLC
— COPIER B.V.
— Bonatti Società per Azioni
— ESAB
— CRC-Evans Pipeline International
— Lonestar
— dyna-torque
— NISSAN TANAKA CORPORATION
— Polysoude SAS
— Vermaat Technics BV
Специализированная исследовательская и аналитическая группа Insight Partner состоит из опытных специалистов с передовыми статистическими знаниями и предлагает различные варианты настройки в существующем исследовании.
Получите дополнительную информацию об этом отчете:
92.
 COPIER B.V. .NISSAN TANAKA CORPORATION
COPIER B.V. .NISSAN TANAKA CORPORATION 9.Polysoude SAS
10.Vermaat Technics BV
Код отчета
TIPRE00022734
Полное имя
Номер телефона
Country
Select a CountryAfghanistanAland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCaribbean Netherlands Cayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, Democratic Republic ofCook IslandsCosta RicaCote dIvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGlobalGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHea rd and McDonald IslandsHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLao Peoples Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint Vincent and the GrenadinesSaint-Martin (France)SamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (голландская часть)SlovakiaSl духовияСоломоновы островаСомалиЮжная АфрикаЮжная Джорджия и Южные Сандвичевы островаЮжная КореяЮжный СуданИспанияШри-ЛанкаSt.