Сварка труб большого диаметра: особенности процесса
Сварка труб на сегодняшний день является самым распространенным методом, так как в итоге можно получить надежное и долговечное соединение электросетевой или отопительной магистрали. Однако такой результат можно получить, только если соблюдать технологию процесса. Поэтому подобная работа – удел профессионалов.
Виды сварки труб
Сварочный процесс разных видов труб подразделяется на два вида: сварка под давлением и сварка методом плавления. В первом случае металлические торцы деталей разогреваются от источника нагрева. Металл плавится по краям соединительных деталей под воздействием сжатого атмосферного давления. При таком действии температура падает, а при плавлении — повышается.
К плавленой ручной сварке относится и газовая. В данной технологии плавки металлических частей применяется газовое пламя, предварительно сжигаемое в горелке.
Сварка труб отопления подбирается с учетом диаметра трубопровода, плотности свариваемых поверхностей. Данныйручной способ позволит свести к минимуму возможный расход плавленого металла внутри трубы. Во избежание этого и в газовой, и в дуговой сварке, должна быть задействована специальная муфта, которая надевается на участок стыков двух трубопроводов. После этого соединяются не две части труболинии, а один край муфты приваривается к одной трубе, а вторая часть соединяется ко второму краю.
Процесс сварки
После того как дуга зажглась, происходит плавка металла (исходного и электродного). Качество шва будет зависеть от диаметра дуги и от мощности, производимой аппаратом.
Подача электродов в дугу должна быть рассчитана, исходя со скорости плавки электродов. Дуга, имеющая 0,7-1,2 мм в диаметре, является стандартной. Чтобы правильно рассчитать расходное количество необходимых электродов, нужно исходить из их марки.
Чтобы правильно рассчитать расходное количество необходимых электродов, нужно исходить из их марки.
Если дуговой инвертор имеет длинную горелку, то стойкость горения несколько снизится, вследствие чего шов выходит неровный, а глубина расплавки — неточной.
В первую очередь для применения дуговой сварки нужно иметь навыки сварщика, чтобы в итоге получить качественный и прочный шов.
Также профессионально выполненная работа позволит безопасно осуществить монтаж трубопроводной магистралибольшого диаметра. Кроме того, стыковая сварка металлических труб требует подготовки таких аппаратов, как:
болгарка для разрезания труб различного состава;
насадки;
сварочный ручной инвертор;
разного рода марок электродов.


Особенности
С учетом того, из какого материала состоят трубы, соединимые ручной сваркой, применяются различные технологии и способы ее проведения.
Самым главным требованием к процессу дуговой спайки относится то, что итоговый шов обязан быть прочным, без изъянов.
- Правила пожарной безопасности должны быть включены в процесс.
На территории проводимых работ должен располагаться чан с водой, которая поможет устранить случайное воспламенение. Сварщик должен быть оснащен огнеупорным костюмом, сварочной маской и перчатками.
Учитывая диаметр соединения трубопровода, могут быть задействованы различные способы дуговой электросварки.
Часто применимым является соединение методом дуговой спайки. При этом свободное пространство между трубами должно иметь 4 мм в диаметре.
 Часто применимым является соединение методом дуговой спайки. При этом свободное пространство между трубами должно иметь 4 мм в диаметре.
Часто применимым является соединение методом дуговой спайки. При этом свободное пространство между трубами должно иметь 4 мм в диаметре.Это позволит не использовать способ полного расплавления металла, из которого состоит труба, а только благодаря плавлению проволоки замостить деформируемый участок. Процесс носит название «стыковая технология».
Способы соединения труб
При ручной сварке разного рода трубопроводов используется индивидуальная сварочная технология, благодаря которой можно получить ровный и долговечный шов. Для оцинкованных изделий применяется флюсовый порошок, который служит защитным материалом от выгорания цинкового покрытия. Флюсовый порошок под действием силового импульса имеет способность к расплавке и преобразованию в жидкое вязкое состояние, полноценно заполняющее все деформированные участки труболиний большого диаметра.
Материал надежен и имеет повышенную стойкость к коррозийным проявлениям.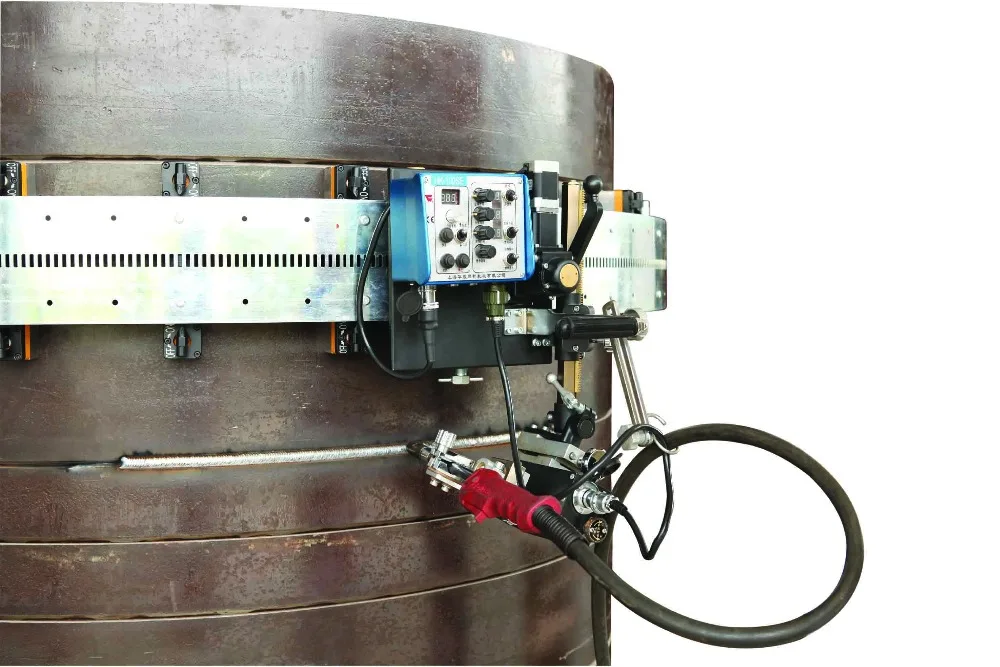 Данная технология с применением флюсового состава может активно использоваться в качестве соединения и заполнения трещин на трубах водопровода.
Данная технология с применением флюсового состава может активно использоваться в качестве соединения и заполнения трещин на трубах водопровода.
Данный материал-заполни
Сварка труб отопления под давлением наделена сложностями из-за неудобного месторасположени
Стыковая спайка вертикальных швов может зависеть от расположения горелки. Она должна быть направлена к верху под углом. Вертикальные швы можно создавать, используя точечный способ. После первичного создания шва стоит проварить участок повторно для стабильной прочности. Для профессионалов это действие может быть пропущено, так как благодаря навыкам можно на глаз определить прочность соединения свариваемых деталей.
Она должна быть направлена к верху под углом. Вертикальные швы можно создавать, используя точечный способ. После первичного создания шва стоит проварить участок повторно для стабильной прочности. Для профессионалов это действие может быть пропущено, так как благодаря навыкам можно на глаз определить прочность соединения свариваемых деталей.
Способ изготовления двухшовных труб большого диаметра
Изобретение относится к производству стальных сварных труб и может быть использовано для изготовления двухшовных труб большого диаметра до 1420 мм с толщиной стенки до 45 мм, выполненных из двух предварительно сваренных узких стальных листов.
В настоящее время для крупных газотранспортных и строительных проектов трубы большого диаметра до 1420 мм и с толщиной стенки до 50 мм производят одношовными из одного широкого листа. Однако в некоторых случаях, при выполнении требований по механическим свойствам и конструктивной прочности, допускается поставка двушовных труб того же диаметра и толщины стенки, в частности, сформованных из двух, предварительно сваренных рабочим швом, узких идентичных стальных листов, (https://truba24.
Известен способ изготовления двухшовной трубы, описанный в патенте CN 101074749 A, F16L 9/17, F16L 9/02, 21.11.2007, наиболее близкий к предлагаемому. В соответствии со способом два узких стальных листа стыкуют подготовленными к сварке первыми продольными кромками и сваривают первым рабочим швом (наружный и внутренний) дуговой сваркой под слоем флюса. Шов выполняют с учетом требований к механическим свойствам сварного шва и листового проката. После чего формуют сваренный широкий лист по технологии UOE в цилиндрическую трубную заготовку, в которой первый сварной шов является образующей цилиндра, и сваривают вторым рабочим швом (наружный и внутренний) вторые состыкованные кромки широкого листа дуговой сваркой под слоем флюса. Затем выполняют экспандирование, в которое входит калибровка, раздача сваренной трубы, для обеспечения требований к геометрии трубы: овальности, отклонения наружного диаметра.
Однако формование в цилиндрическую трубную заготовку широкого листа, полученного из двух узких листов, предварительно сваренных рабочим швом, приводит к тому, что в процессе изготовления трубы первый рабочий шов, в отличие от второго рабочего шва, претерпевает несколько пластических деформаций, а именно при формовке и экспандировании, что ухудшает его механические свойства и, как следствие, ухудшает механические свойства трубы в целом.
Таким образом, при изготовлении двухшовных труб большого диаметра существует проблема уравнивания количества пластических деформаций для обоих сварных швов трубы.
Из вышеизложенного следует, что заявленный способ изготовления двухшовных труб большого диаметра при осуществлении решает проблему уравнивания количества пластических деформаций для обоих сварных швов трубы.
При осуществлении заявленного способа изготовления двухшовных труб большого диаметра достигается технический результат, заключающийся в достижении однородности механических характеристик рабочих швов трубы и равномерности распределения несущей способности между ними.
Сущность заявленного изобретения заключается в том, что в способе изготовления двухшовных труб большого диаметра, в соответствии с которым используют два идентичных узких стальных листа, первые продольные кромки которых собирают в первый стык кромок первым сварным швом, при этом продольные кромки узких стальных листов предварительно разделывают под сварку; формуют полученный в результате сварки широкий стальной лист в трубную цилиндрическую заготовку, в которой первый сварной шов совпадает с образующей цилиндра; у цилиндрической трубной заготовки стыкуют вторые кромки узких листов во второй стык кромок вторым сварным швом; экспандируют сваренную трубу, выполняют неразрушающий контроль сварных швов, новым является то, что первые продольные кромки узких листов собирают в первый стык кромок первым технологическим сварным швом, выполняют визуальный контроль качества технологического шва и, при необходимости, ремонтируют, затем полученный широкий лист формуют в цилиндрическую трубную заготовку, после чего у цилиндрической трубной заготовки стыкуют вторые кромки узких листов во второй стык кромок вторым технологическим швом, затем выполняют визуальный контроль технологических швов и, при необходимости, ремонтируют, затем на первый и второй стыки кромок накладывают рабочие внутренние и наружные швы, при этом первый и второй технологические швы полностью переваривают таким образом, чтобы перекрытие внутреннего и наружного рабочих швов составляло не менее 1,5 мм.
Заявленный технический результат достигается следующим образом.
Существенные признаки формулы изобретения: «Способ изготовления двухшовных труб большого диаметра, в соответствии с которым используют два идентичных узких стальных листа, первые продольные кромки которых собирают в первый стык кромок первым сварным швом, при этом продольные кромки узких стальных листов предварительно разделывают под сварку; формуют полученный в результате сварки широкий стальной лист в трубную цилиндрическую заготовку, в которой первый сварной шов совпадает с образующей цилиндра; у цилиндрической трубной заготовки стыкуют вторые кромки узких листов во второй стык кромок вторым сварным швом; экспандируют сваренную трубу, выполняют неразрушающий контроль сварных швов, …» — являются неотъемлемыми признаками заявленного способа обеспечивают его осуществимость, а, следовательно, обеспечивают достижение заявленного технического результата.
В заявленном способе первый сварной шов, который обеспечивает соединение двух узких листов в широкий лист, выполняют технологическим, а формовку трубной заготовки выполняют с технологическим швом. В результате в процессе формования из полученного широкого листа трубной цилиндрической заготовки пластической деформации подвергается технологический шов, принимая на себя возможные отрицательные последствия относительно качества шва. При этом выполнение визуального контроля первого технологического шва перед формованием трубной заготовки позволяет устранить выявленные дефекты шва, что обеспечивает механическую прочность шва, достаточную для формования цилиндрической трубной заготовки.
Затем у цилиндрической трубной заготовки стыкуют вторые кромки узких листов во второй стык кромок вторым технологическим швом. Поскольку при формовании широкого стального листа в трубную цилиндрическую заготовку первый сварной шов совпадает с образующей цилиндра, то полученная цилиндрическая трубная заготовка имеет два продольных сварных шва. При этом второй сварной шов, фиксирующий положение вторых кромок сформованной трубной заготовки друг относительно друга перед сваркой рабочих швов, также выполняют технологическим. В результате описанной последовательности операций получается сформованная цилиндрическая трубная заготовка с двумя продольными стыками кромок двух узких листов, при этом выполняющиеся далее рабочие швы будут претепревать только одну пластическую деформацию, которая осуществляется во время экспандирования трубы.
При этом второй сварной шов, фиксирующий положение вторых кромок сформованной трубной заготовки друг относительно друга перед сваркой рабочих швов, также выполняют технологическим. В результате описанной последовательности операций получается сформованная цилиндрическая трубная заготовка с двумя продольными стыками кромок двух узких листов, при этом выполняющиеся далее рабочие швы будут претепревать только одну пластическую деформацию, которая осуществляется во время экспандирования трубы.
Кроме того, перед формовкой трубы сваренный широкий лист может быть перевернут, в результате чего при формовании трубы технологические швы оказываются снаружи.
На первый и второй стыки кромок накладывают рабочие внутренние и наружные швы, главными задачами которых являются заполнение разделки кромок присадочным металлом и обеспечение металлом шва механических характеристик, которым должна соответствовать труба. При этом, поскольку в процессе накладки рабочих швов первый и второй технологические швы полностью переваривают, то это позволяет ликвидировать возможные дефекты технологических швов, например, скрытые поры и трещины, образованные в результате сборки трубной заготовки.![]() Кроме того, при такой последовательности операций обеспечивается равномерное распределение внутренних напряжений на оба шва, при этом швы имеют одинаковые механические свойства и характеристики.
Кроме того, при такой последовательности операций обеспечивается равномерное распределение внутренних напряжений на оба шва, при этом швы имеют одинаковые механические свойства и характеристики.
Кроме того, перекрытие внутреннего и наружного рабочих швов должно составлять не менее 1,5 мм, поскольку отсутствие перекрытия швов допускает сохранение внутренних дефектов технологических швов и, как следствие, являться причиной снижения механических свойств и характеристик.
Таким образом, в заявленном способе изготовления двухшовных труб большого диаметра обеспечение одинакового количества пластических деформаций достигается путем предварительной сборки трубной заготовки первым и вторым технологическим швом.
Из вышеизложенного следует, что заявленный способ изготовления двухшовных труб большого диаметра при осуществлении решает проблему уравнивания количества пластических деформаций для обоих сварных швов трубы.
При осуществлении заявленного способа изготовления двухшовных труб большого диаметра достигается технический результат, заключающийся в достижении однородности механических характеристик рабочих швов трубы и равномерности распределения несущей способности между ними.
На фигурах изображен графически последовательно процесс осуществления заявленного способа изготовления двухшовных труб большого диаметра:
Фиг. 1 — Приварка технологических планок к узкому листу.
Фиг. 2 — Фрезеровка узкого листа.
Фиг. 3 — Сварка двух узких отфрезерованных листов в стык.
Фиг. 4 — Сваренный первый технологический шов.
Фиг. 5 — Сформованная трубная заготовка.
Фиг. 6 — Собранная трубная заготовка.
Фиг. 7 — Наложение второго технологического шва (кантовка листа перед фрезерованием).
Фиг. 8 — Наложение второго технологического шва (без кантовки листа перед фрезерованием).
Фиг. 9 — Наложение внутренних швов (кантовка листа перед фрезерованием).
Фиг. 10 — Наложение внутренних швов (без кантовки листа перед фрезерованием).
Фиг. 11 — Наложение наружных швов.
При этом позиционные обозначения на фигурах относятся: 1 — первый и второй узкие стальные листы, 2 — технологические планки, привариваемые к торцам длинных сторон узких листов (по четыре планки на лист), 3 — фрезы, 4 — сварочная головка, 5 — первый технологический шов, 6 — цилиндрическая трубная заготовка, 7 — сварочная головка, 8 — второй технологический шов; 9, 10 — первый и второй внутренние рабочие швы; 11, 12 — первый и второй наружные рабочие швы.
Заявленный способ изготовления двухшовных труб большого диаметра осуществляют следующим образом.
Используют два идентичных узких стальных листа, которые предварительно соединяют первым технологическим швом по всей длине встык первыми кромками длинных сторон. Кромки длинных сторон узких стальных листов предварительно разделывают под сварку с образованием при стыковке X или Y-образной разделки. После чего выполняют визуальный контроль качества первого технологического шва и затем, при положительных результатах контроля, формуют полученный в результате сварки широкий стальной лист в трубную цилиндрическую заготовку, в которой первый технологический сварной шов совпадает с образующей цилиндра. Состыковывают вторые кромки длинных сторон узких листов и соединяют их по всей длине вторым технологическим швом. Затем выполняют визуальный контроль качества второго технологического шва. После чего, при положительных результатах контроля, на стыки кромок длинных сторон узких листов по всей длине накладывают рабочие внутренние и наружные швы, при этом технологические швы полностью переваривают с образованием перекрытия внутреннего и наружного рабочих швов не менее 1,5 мм. Перед формовкой трубной цилиндрической заготовки широкий лист может быть перевернут. Сваренную трубу экспандируют, выполняют неразрушающий контроль сварных швов.
Перед формовкой трубной цилиндрической заготовки широкий лист может быть перевернут. Сваренную трубу экспандируют, выполняют неразрушающий контроль сварных швов.
Пример. Два узких прокатных листа 1, прошедших входной контроль, а также, при необходимости, дробеметную очистку поверхности и выравнивание стыкуемых торцев листов газовой/лазерной/плазменной резкой при отклонении торцев листов от прямолинейности, подают поочередно на операцию приварки технологических планок 2, где их приваривают к торцу листа с обеих сторон (Фиг. 1) (для того, чтобы не обрезать трубу выполняют приварку технологических планок к узким листам). После этого листы 1 с приваренными планками 2 проходят кромкофрезерный стан, где фрезами 3 на узкие листы 1 наносят разделочные фаски для сварки (Фиг. 2), например, которые при стыковке образуют X или Y-образную разделку. Затем на горизонтальном столе узкие листы 1 выкладывают в стык отфрезерованными сторонами и проваривают стык сварочной головкой 4 по технологии электродуговой сварки под слоем флюса или в среде защитных газов (Фиг. 3) для получения первого технологического шва 5 (Фиг. 4). Далее, полученный в результате сварки технологического шва 5 широкий лист формуют в цилиндрическую заготовку 6 (Фиг. 5) Перед формовкой сваренный широкий лист может быть перевернут, в результате чего первый технологический шов в сформованной трубной заготовке может быть либо с наружной стороны трубы (фиг. 7), либо с внутренней (фиг. 8). После этого в сборочно-сварочном стане трубную заготовку 6 собирают (Фиг. 6) и сварочной головкой 7 проваривают второй стык вторым технологическим швом 8 (Фиг. 7, Фиг. 8) электродуговой сваркой под слоем флюса или в среде защитных газов. Затем трубную заготовку перемещают на стан внутренней сварки, где поочередно накладывают первый 9 и второй 10 внутренние швы (Фиг. 9, Фиг. 10) электро дуговой сваркой под слоем флюса или в среде защитных газов. После этого трубную заготовку подают на стан наружной сварки, где поочередно накладывают первый 11 и второй 12 наружные швы (Фиг. 11) электро дуговой сваркой под слоем флюса или в среде защитных газов.
3) для получения первого технологического шва 5 (Фиг. 4). Далее, полученный в результате сварки технологического шва 5 широкий лист формуют в цилиндрическую заготовку 6 (Фиг. 5) Перед формовкой сваренный широкий лист может быть перевернут, в результате чего первый технологический шов в сформованной трубной заготовке может быть либо с наружной стороны трубы (фиг. 7), либо с внутренней (фиг. 8). После этого в сборочно-сварочном стане трубную заготовку 6 собирают (Фиг. 6) и сварочной головкой 7 проваривают второй стык вторым технологическим швом 8 (Фиг. 7, Фиг. 8) электродуговой сваркой под слоем флюса или в среде защитных газов. Затем трубную заготовку перемещают на стан внутренней сварки, где поочередно накладывают первый 9 и второй 10 внутренние швы (Фиг. 9, Фиг. 10) электро дуговой сваркой под слоем флюса или в среде защитных газов. После этого трубную заготовку подают на стан наружной сварки, где поочередно накладывают первый 11 и второй 12 наружные швы (Фиг. 11) электро дуговой сваркой под слоем флюса или в среде защитных газов. При этом технологические швы полностью переваривают. Последовательность наложения внутренних и наружных швов может быть иной: первыми накладывают наружные швы, вторыми — внутренние. После этого выполняют экспандирование и неразрушающий контроль рабочих швов трубы.
При этом технологические швы полностью переваривают. Последовательность наложения внутренних и наружных швов может быть иной: первыми накладывают наружные швы, вторыми — внутренние. После этого выполняют экспандирование и неразрушающий контроль рабочих швов трубы.
В ТЭСЦ «Высота 239» ПАО «ЧТПЗ» была сварена партия труб диаметром 1420 мм с толщинами стенки 15,7 и 17,0 мм класса прочности К60. Образцы сварных соединений были испытаны. Результаты испытаний показали, что уровень механических характеристик сварных соединений удовлетворяет требованиям имеющейся нормативно — технической документации.
Негода Е. Усталость сварных соединений труб большого диаметра
ТЕХНИЧЕСКИЕ НАУКИ. Машиностроение
Е.Н. Негода
НЕГОДА ЕВГЕНИЙ НИКОЛАЕВИЧ – кандидат технических наук, профессор кафедры сварочного производства Инженерной школы (Дальневосточный федеральный университет, Владивосток). Суханова ул., 8, Владивосток, 690950. E-mail: [email protected]
E-mail: [email protected]
Усталость сварных соединений труб большого диаметра
На основе структурно-механической модели представлен алгоритм расчета усталостных характеристик при сварке трубы большого диаметра кольцевым швом. Предложен метод определения асимметрии цикла и эквивалентных напряжений, позволяющий рассчитать параметры усталости в каждой физической точке сварной конструкции. Рассчитаны характеристики напряженно-деформированного состояния при сварке трубы для реальной технологической схемы изготовления и в процессе циклического нагружения. Получены данные о распределении усталостной поврежденности в сварном соединении трубы.
Ключевые слова: сварка труб, напряженное состояние, параметры усталости.
Negoda E.
EVGENIY N. NEGODA, Ph.D., Professor, Department of Welding Production, School of Engineering, Far Eastern Federal University, Vladivostok. 8 Sukhanova St., Vladivostok, Russia, 690950, e-mail: [email protected]
Fatigue of welded joints of large diameter pipes
Basing on the structural engineering model the article presents the algorithm of calculating the fatigue characteristics when making girth welding in large diameter tube. It offers a method of determining the asymmetry of the cycle and that of equivalent stresses, which enables one to calculate the parameters of fatigue in each physical point of the welded construction. Calculated are the characteristics of the stress-strain state of the welded tube within the real technological scheme as well as in the process of cyclic loading. The data have been obtained on the distribution of fatigue damage in welded joints.
It offers a method of determining the asymmetry of the cycle and that of equivalent stresses, which enables one to calculate the parameters of fatigue in each physical point of the welded construction. Calculated are the characteristics of the stress-strain state of the welded tube within the real technological scheme as well as in the process of cyclic loading. The data have been obtained on the distribution of fatigue damage in welded joints.
Key words: welded pipes, the state of stress, fatigue parameters.
Скачать статью в формате PDFПрактическая работа №4 и №5 по МДК.01.02. Построение схем сварки труб малого диаметра. Построение схем сварки труб большого диаметра
Практическая работа №4 и №5
Тема: Построение схем сварки труб малого диаметра.
Построение схем сварки труб большого диаметра
Цель работы: Приобрести практические навыки при изучении сварки труб малого и большого диаметров
Ход выполнения работы:
Ознакомление с теоретическими сведениями
Изучить технологию сварки труб большого и малого диаметра
Начертить схемы сварки труб большого диаметра
Начертить схемы сварки труб малого диаметра
Начертить схему сварки стыков труб с козырьком
Ответить на контрольные вопросы
Сделать выводы
Теоретические сведения
Общие сведения.
При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и горизонтальными (рис.1).
Рис. 1. Сварные стыки труб:
а — поворотный, б — неповоротный, в — горизонтальный
Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по которому сооружается трубопровод, и техническим условиям. Основные требования: наличие сертификата на трубы, отсутствие эллипсности труб, отсутствие разностенности труб, соответствие химического состава и механических свойств металла трубы требованиям, указанным в технических условиях или ГОСТах.
При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, угол раскрытия кромок и величину притупления. Угол раскрытия шва должен составлять 60-70°, а величина притупления 2-2,5 мм (рис.2). Фаски снимают с торцов труб механическим способом, газовой резкой или другими способами, обеспечивающими требуемую форму, размеры и качество обрабатываемых кромок.
Рис. 2. Подготовка кромок труб под сварку при толщине стенок 8-12 мм
Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% толщины стенки, но быть не более 3 мм. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2-3 мм.
Перед сборкой кромки стыкуемых труб, а также прилегающие к ним внутренние и наружные поверхности на длине 15-20 мм очищают от масла, окалины, ржавчины и грязи.
Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением тех же электродов. При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в четырех местах швом высотой 3-4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250-300 мм.
При монтаже трубопроводов необходимо стремиться к тому, чтобы по возможности больше стыков сваривалось в поворотном положении. Трубы, толщина стенки которых составляет 12 мм, сваривают в три слоя. Первый слой создает местный провар в корне шва и надежное сплавление кромок. Для этого необходимо, чтобы наплавленный металл образовал внутри трубы узкий ниточный валик высотой 1-1,5 мм, равномерно распределяющийся по всей окружности. Для получения провара без сосулек и грата движение электрода должно быть возвратно-поступательным с непродолжительной задержкой электрода на сварочной ванне, незначительным поперечным колебанием между кромками и образованием небольшого отверстия в вершине угла скоса кромок. Отверстие получается в результате проплавления основного металла дугой. Размер его не должен превышать на 1-2 мм установленный зазор между трубами.
Трубы, толщина стенки которых составляет 12 мм, сваривают в три слоя. Первый слой создает местный провар в корне шва и надежное сплавление кромок. Для этого необходимо, чтобы наплавленный металл образовал внутри трубы узкий ниточный валик высотой 1-1,5 мм, равномерно распределяющийся по всей окружности. Для получения провара без сосулек и грата движение электрода должно быть возвратно-поступательным с непродолжительной задержкой электрода на сварочной ванне, незначительным поперечным колебанием между кромками и образованием небольшого отверстия в вершине угла скоса кромок. Отверстие получается в результате проплавления основного металла дугой. Размер его не должен превышать на 1-2 мм установленный зазор между трубами.
Сварка поворотных стыков.
Первый слой высотой 3-4 мм сваривают электродами диаметром 2, 3 и 4 мм, второй слой наплавляется электродами большего диаметра и при повышенном токе.
Первые два слоя можно выполнить одним из следующих способов:
1. Стык делят на четыре участка. Вначале сваривают участки 1-2, после чего трубу поворачивают на 180° и заваривают участки 3 и 4 (рис.3). Затем трубу поворачивают еще на 90° и сваривают участки 5 и 6, затем поворачивают трубу на 180º и сваривают участки 7 и 8.
Стык делят на четыре участка. Вначале сваривают участки 1-2, после чего трубу поворачивают на 180° и заваривают участки 3 и 4 (рис.3). Затем трубу поворачивают еще на 90° и сваривают участки 5 и 6, затем поворачивают трубу на 180º и сваривают участки 7 и 8.
Рис. 3. Схема сварки стыка трубы:
а — первого слоя, б — второго слоя
2. Стык делят на четыре участка. Вначале сваривают 1 и 2, затем поворачивают трубу на 90° и сваривают участки 3 и 4 (рис. 4). После сварки первого слоя трубу поворачивают на 90° и сваривают участки 5 и 6, затем поворачивают трубу на 90° и сваривают участки 7 и 8.
Рис. 4. Схема сварки стыка трубы по второму методу
3. Стык делят на несколько участков (при сварке труб диаметром более 500 мм), сварку ведут обратно-ступенчатым способом отдельными участками (рис. 5). Длина каждого участка шва (1-8) составляет 150300 мм и зависит от диаметра трубы.
5). Длина каждого участка шва (1-8) составляет 150300 мм и зависит от диаметра трубы.
Рис. 5. Схема сварки стыка труб большого диаметра:
а — первого слоя, б — второго слоя
Третий слой во всех рассмотренных выше способах накладывают в одном направлении при вращении трубы. На трубах диаметром до 200 мм можно не делить стык на участки и сваривать его сплошным швом с поворотом трубы в процессе сварки (рис. 6). Второй и третий слои выполняются аналогично первому, но в противоположных направлениях. Во всех случаях необходимо каждый последующий перекрывать предыдущим на 10-15 мм.
Рис. 6. Схема сварки стыка труб малого диаметра
Сварка неповоротных стыков.
Неповоротные стыки труб при толщине стенок до 12 мм сваривают в три слоя, высота каждого слоя не должна превышать 4 мм, а ширина валика должна быть равной двум-трем диаметрам электрода.
Стыки труб диаметром более 300 мм сваривают обратно-ступенчатым способом, длина каждого участка должна быть 150-300 мм, порядок их наложения показан на рис. 7.
Рис. 7. Схема наложения слоев при сварке неповоротных стыков труб диаметров до 400 мм (цифрами показана последовательность сварки участков по слоям, а стрелками – направление сварки)
Первый слой образуется при возвратно-поступательном движении электрода с задержкой дуги на сварочной ванне. Величина тока устанавливается 140-170 А, что позволяет проплавлять кромки стыка с образованием узкого ниточного валика высотой 1-1,5 мм на его внутренней стороне. При этом на свариваемые кромки не должны попадать крупные брызги расплавленного металла и сварка должна быть выполнена без прожогов. Для этого дуга должна быть короткой. Отрывая дугу от ванны, нельзя удалять ее более чем на 1-2 мм. Перекрытие начала и конца смежного слоя должно составлять 20-25 мм.
Режим для сварки второго слоя тот же, что и для сварки первого слоя. Электрод при сварке второго слоя должен иметь поперечные колебания от края одной кромки к краю другой кромки.
При сварке поверхность каждого слоя может быть вогнутой (рис. 8, а) или слегка выпуклой (рис. 8, б), чрезмерная выпуклость шва, особенно при потолочной сварке (рис. 8, в), может быть причиной непровара.
Рис. 8. Поверхность корневого шва:
а — вогнутая, 6 — слегка выпуклая, в — сильно выпуклая (стрелками указаны возможные места непровара)
Для облегчения наблюдения за зоной сварки в направлении ведения последнего слоя предпоследний слой накладывают в области кромок так, чтобы его поверхность была на 1-1,5 мм ниже свариваемых кромок (рис. 9). Последний слой выполняют высотой 2-3 мм и шириной на 2-3 мм большей, чем ширина разделки кромок; он должен иметь плавный переход от наплавленного металла к основному.
Рис. 9. Схема заполнения разделки кромок
Сварка горизонтальных стыков.
При сборке горизонтальных стыков труб нет необходимости полностью снимать кромки нижней трубы, достаточно лишь раскрыть ее на угол 10-15°, что улучшает процесс сварки без изменения ее качества (рис. 10, а). При сборке неответственных трубопроводов на нижней трубе фаска совсем не снимается (рис. 10, б).
Рис. 10. Схема разделки кромок горизонтальных стыков ответственных (а) и неответственных (б) трубопроводов и их сварки (в), цифрами указан порядок наложения слоев
Лучшим методом сварки горизонтальных стыков является сварка отдельными валиками небольшого сечения. Первый валик накладывают в вершине шва (рис. 10, в) электродами диаметром 4 мм (при токе 160-190 А) при возвратно-поступательном движении электрода с обязательным образованием на внутренней стороне стыка узкого ниточного валика высотой 1-1,5 мм. После первого валика (слоя) зачищают его поверхность, второй валик накладывают так, чтобы он перекрывал первый при возвратно-поступательном движении электрода и его небольшом колебании от края нижней кромки до края верхней кромки. Сварку выполняют в том же направлении, что и сварку первого слоя (валика), затем ток увеличивают до 250-300 А и сваривают третий валик электродами диаметром 5 мм, что повышает производительность сварки. Третий валик накладывают в направлении, противоположном первому, он должен перекрывать 70% ширины второго валика. Четвертый валик укладывают в том же направлении, но располагают в углублении между третьим валиком и верхней кромкой.
После первого валика (слоя) зачищают его поверхность, второй валик накладывают так, чтобы он перекрывал первый при возвратно-поступательном движении электрода и его небольшом колебании от края нижней кромки до края верхней кромки. Сварку выполняют в том же направлении, что и сварку первого слоя (валика), затем ток увеличивают до 250-300 А и сваривают третий валик электродами диаметром 5 мм, что повышает производительность сварки. Третий валик накладывают в направлении, противоположном первому, он должен перекрывать 70% ширины второго валика. Четвертый валик укладывают в том же направлении, но располагают в углублении между третьим валиком и верхней кромкой.
При сварке стыка трубы более чем в три слоя, начиная с третьего слоя каждый последующий выполняется в противоположном направлении, чем предыдущий. Трубы диаметром до 200 мм сваривают сплошными швами, а диаметром более 200 мм — обратно-ступенчатым методом.
Рис. 11. Порядок сварки стыков труб с козырьком
Трубы, применяемые для изготовления ферм, стоек, колонн, опор и других строений, свариваются с различными углами сопряжений (рис. 12). В этих случаях наиболее сложна и ответственна подготовка кромок под сборку и сварку. Сборочные прихватки делают в удобных местах сопряжения. Швы по контуру сопряжения соединяемых трубчатых элементов лучше выполнять по принципу обратноступенчатой сварки. Часто трубчатые узлы изготовляют дуговой сваркой неплавящимся электродом в защитном газе. Кроме ручной дуговой сварки возможно применение полуавтоматической. Для труб с толщиной стенки менее 1 мм целесообразна импульсно-дуговая сварка. Сантехнические трубы целесообразно сваривать дугопрессовой сваркой.
12). В этих случаях наиболее сложна и ответственна подготовка кромок под сборку и сварку. Сборочные прихватки делают в удобных местах сопряжения. Швы по контуру сопряжения соединяемых трубчатых элементов лучше выполнять по принципу обратноступенчатой сварки. Часто трубчатые узлы изготовляют дуговой сваркой неплавящимся электродом в защитном газе. Кроме ручной дуговой сварки возможно применение полуавтоматической. Для труб с толщиной стенки менее 1 мм целесообразна импульсно-дуговая сварка. Сантехнические трубы целесообразно сваривать дугопрессовой сваркой.
Рис. 12. Сопряжение труб под разными углами
Наиболее прочное соединение труб можно обеспечить сваркой с поддувочным газом, подаваемым по самой трубе. В этом случае (рис. 13) газ формирует обратный валик регулируемой величины и охлаждает металл шва с образованием дендритов, направленных по толщине металла шва. Это увеличивает прочность сварного соединения и устраняет необходимость внутренних подкладных колец, как практиковалось по старой технологии сварки. В качестве поддувочного газа могут служить аргон, азот, углекислый газ и др.
В качестве поддувочного газа могут служить аргон, азот, углекислый газ и др.
Рис. 12. Схема приспособления для сварки труб с поддувом газа:
1 — входной и выходной ниппели, 2 — металлические шайбы, 3 — резиновые шайбы,
4 — соединительные скобы из проволоки диаметром 2 — 3 мм, 5 — сварные трубы,
6 — шланг для подачи газа,
7 — приклеенная бумага
Контрольные вопросы:
В какой последовательности нужно выполнять швы при изготовлении ферм и соединении балок между собой?
Расскажите о сущности процесса сварки стыков труб покрытыми электродами.
В каких случаях и как выполняется сварка стыка труб с козырьком?
Опыт работы с полиэтиленовыми трубами большого диаметра
Полиэтиленовые трубы (PE) используются в Испании для водоснабжения и водоотведения с 1960 года. С тех пор были достигнуты успехи и значительные улучшения в самом сырье, а также в производственном оборудовании и методах. Родольфо Вегас, технический инженер и блоггер, с 40-летним опытом работы с пластиковыми трубами представляет практическое применение.
С тех пор были достигнуты успехи и значительные улучшения в самом сырье, а также в производственном оборудовании и методах. Родольфо Вегас, технический инженер и блоггер, с 40-летним опытом работы с пластиковыми трубами представляет практическое применение.
Повторное использование сточных вод – трубы PE100 DN 1000 PN 6 бар (фото: Rodolfo Vegas)
Водяной цикл
Выход в море – трубы PE100 DN 1600 PN 6 бар
ТрубыПЭ используются на всех этапах круговорота воды, от сбора в реки, колодцы, водохранилища или моря до их возврата в среду. На практике мы берем воду, которая может быть загрязнена, подвергаем ее процессу водоподготовки, чтобы гарантировать, что когда она попадет к потребителю, она станет чистой и пригодной для питья.Цикл постоянно повторяется.
Транспортировка труб для опреснительной установки – трубы PE100 DN 1200 и DN 1600 PN 6 бар
Вот уже более 20 лет вода, поступающая из очистных сооружений или ливневых резервуаров, очищается, чтобы ее можно было использовать в сельском хозяйстве или для полива садов. Полиэтиленовые трубы идеально подходят для этого применения и имеют то преимущество, что они могут иметь цветовую маркировку, чтобы с первого взгляда определить цель, для которой они используются, например, трубы, используемые для питьевой воды, имеют синие полосы, а фиолетовые или коричневые полосы. используются для непитьевой воды.По всему миру под водой проложены трубы большого и большого диаметра для подачи предварительно очищенных сточных и соленых вод под давлением для последующей очистки.
Полиэтиленовые трубы идеально подходят для этого применения и имеют то преимущество, что они могут иметь цветовую маркировку, чтобы с первого взгляда определить цель, для которой они используются, например, трубы, используемые для питьевой воды, имеют синие полосы, а фиолетовые или коричневые полосы. используются для непитьевой воды.По всему миру под водой проложены трубы большого и большого диаметра для подачи предварительно очищенных сточных и соленых вод под давлением для последующей очистки.
Восстановление оросительного канала – трубы PE100 DN 1200 PN 6 бар
В испанской экономике сельское хозяйство является важным сектором и основным потребителем воды. В настоящее время около 70% поставляемой воды предназначено для орошения, что примерно в шесть раз превышает количество, используемое в домашних условиях. Во многих случаях системы ирригационных сетей устарели, что приводит к утечкам воды до 60%.Другим важным фактором являются длительные периоды засухи, которые в настоящее время происходят все чаще. Полиэтиленовые трубы большого диаметра доказали свою полезность при перемещении больших объемов воды в места, где это необходимо.
Полиэтиленовые трубы большого диаметра доказали свою полезность при перемещении больших объемов воды в места, где это необходимо.
Установка орошения при высоком уровне грунтовых вод – трубы PE100 DN 1000 PN 6bar
Дожди в Средиземном море, как правило, кратковременны, но очень интенсивны, вызывая локальные наводнения и увеличивая скопление грунтовых вод. Полиэтиленовые трубы используются для откачки питьевой и непитьевой воды из затопленных территорий.
Привод дождевой воды. Трубы ПЭ100 Ду 1000 Ру 6 бар
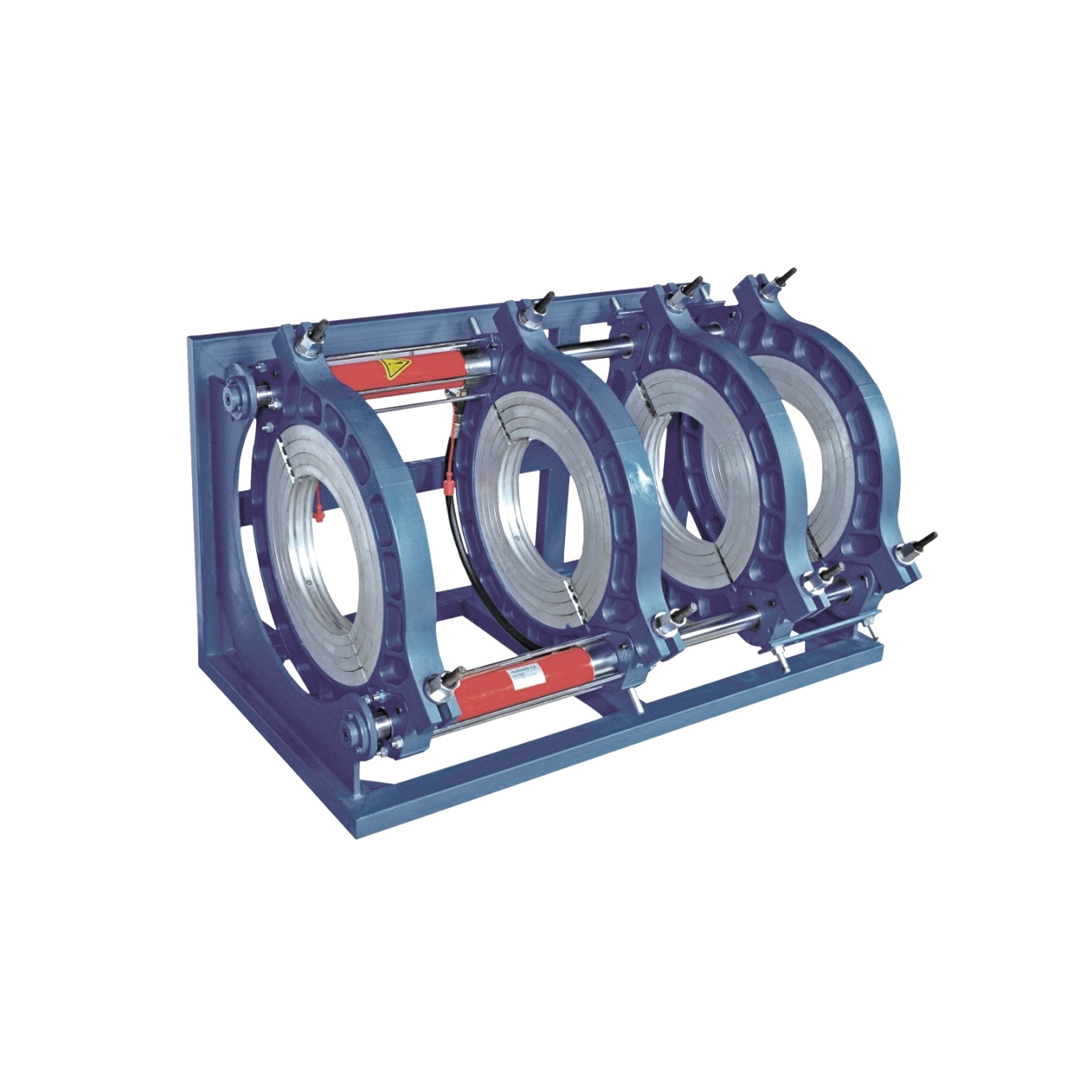
Штуцер для стыковой сварки
Наиболее распространенной системой соединения полиэтиленовых труб большого диаметра (<630 мм) является сварка встык. Для получения идеального сварного шва параметры сварки, давление, температура листа, время и очистка должны тщательно контролироваться, а само сварочное оборудование должно быть строго откалибровано в соответствии с действующими нормами.
Возможно, самым важным моментом при работе с полиэтиленовыми трубами большого диаметра является то, что операторы должны быть полностью обучены методам сварки. Настоятельно рекомендуется, чтобы сварщики получили квалификацию AseTUB (Испанская ассоциация производителей труб и пластиковых аксессуаров) Carné в системах пластиковых трубопроводов или аналогичную квалификацию. В стандарте ISO 21307 указано, что трубы PE100, изготовленные из сырья, имеющего скорость течения расплава (MFR) от 0,3 до 1,7 г/10 мин при температуре 190°C/5 кг, могут быть сварены с использованием сварочного оборудования, соответствующего стандарту ISO 12176.
Настоятельно рекомендуется, чтобы сварщики получили квалификацию AseTUB (Испанская ассоциация производителей труб и пластиковых аксессуаров) Carné в системах пластиковых трубопроводов или аналогичную квалификацию. В стандарте ISO 21307 указано, что трубы PE100, изготовленные из сырья, имеющего скорость течения расплава (MFR) от 0,3 до 1,7 г/10 мин при температуре 190°C/5 кг, могут быть сварены с использованием сварочного оборудования, соответствующего стандарту ISO 12176.
Машина для одинарной сварки давлением и низким давлением
ISO 21307: Пластмассовые трубы и фитинги – процедуры стыкового соединения полиэтиленовых (ПЭ) труб и фитингов, используемых при строительстве газо- и водораспределительных систем.Это стандарт, который предусматривает следующие три процедуры стыковой сварки, показанные в таблицах ниже:
Машина для одинарного давления и высокого давления сварки
Сравнение одиночных систем низкого и высокого давления
Как показано на графиках различных систем, метод стыковой сварки под высоким давлением требует меньше времени для выполнения сварного шва, чем метод низкого давления. Это очень важный фактор снижения стоимости монтажа, так как время цикла, необходимое для стыковой сварки труб большого диаметра, велико.Использование метода высокого давления означает, что дневная производительность может быть значительно увеличена.
Это очень важный фактор снижения стоимости монтажа, так как время цикла, необходимое для стыковой сварки труб большого диаметра, велико.Использование метода высокого давления означает, что дневная производительность может быть значительно увеличена.
– обзор
Шпалы
Шпалы обычно представляют собой секцию трубы большого диаметра с простым опорным основанием или без него, предварительно уложенную на морское дно перпендикулярно маршруту трубопровода для подъема и поддержки трубопровода над морским дном.На рис. 10.9 показаны два типа устройств для смягчения деформации, использующих шпалы: одинарные и двойные шпалы. Шпалы создают вертикальные отклонения от прямолинейности в отдельных местах вдоль трубопровода, которые вызывают начальные вертикальные перемещения и впоследствии формируют глобальные боковые изгибы, когда эффективная осевая сжимающая сила в трубопроводе достаточно высока.
Преимущества вертикальных шпал заключаются в том, что они создают определенное отклонение от прямолинейности, что снижает критическую силу продольного изгиба и снижает неопределенность в отношении взаимодействия трубы с грунтом.Контакт трубы со шпалой снижает боковое сопротивление трубопровода в местах проектных изгибов, хотя грунтовые бермы в точках касания трубопровода с обеих сторон шпалы могут оказывать некоторое сопротивление боковому перемещению трубопровода. Уменьшение бокового сопротивления движению трубопровода помогает трубопроводу легче инициировать глобальные изгибы и снижает неопределенность, связанную с боковым сопротивлением грунта. Тем не менее, шпала не может быть использована в районах рыболовства, а созданная длина пролета трубопровода должна быть в допустимом диапазоне без проблем с VIV.
На рисунке 10.17 показаны обследованные позиции 12-дюймового трубопровода и одиночной шпалы в проекте BP Greater Plutonio с указанием положения в состоянии укладки (серая вертикальная линия) и положения после потери устойчивости (справа) трубопровода, где светлая горизонтальная линия представляет спящего. Тень слева — это место, куда труба изначально переместилась во время гидроиспытаний, до того, как в процессе эксплуатации образовалась полная боковая выпуклость.
Тень слева — это место, куда труба изначально переместилась во время гидроиспытаний, до того, как в процессе эксплуатации образовалась полная боковая выпуклость.
Рисунок 10.17. Боковой изгиб 12-дюймового трубопровода на одной шпале.
Источник : Matheson et al. [14]. (За цветной версией этого рисунка читатель может обратиться к онлайн-версии этой книги.) Шпалы должны быть установлены с особым акцентом на точность укладки трубопровода до укладки труб. КЭ-анализ обычно проводится для определения уровня смещения после сгибания, изгибающего момента и деформации и рассматривается как проектная проблема управления тепловым расширением. Компания BP впервые применила подход к смягчению последствий с использованием одинарной шпалы для внутрипромысловых трубопроводов проекта King в Мексиканском заливе [15], в то время как Petrobras впервые применила подход к смягчению последствий с использованием двух шпал в трубопроводе проекта PDET у побережья Бразилии [10]. .В проекте PDET первым подходом было использование стандартной одинарной шпалы, но критерий допустимости усталости не был выполнен. Конфигурация с двумя шпалами была достаточной, чтобы инициировать боковое выпучивание при более низкой критической нагрузке на изгиб и соответствовать критериям проектирования в конфигурации после потери устойчивости.
Конфигурация с двумя шпалами была достаточной, чтобы инициировать боковое выпучивание при более низкой критической нагрузке на изгиб и соответствовать критериям проектирования в конфигурации после потери устойчивости.
Система сварки труб большого диаметра с внутренним и наружным диаметром
Magnatech Pipeliner предназначен для выполнения сварных швов между трубами и трубами с фитингами с использованием процессов GMAW/FCAW.Сменные направляющие кольца крепят головку к трубе, что позволяет работать с заготовками в широком диапазоне размеров от 16,8 до 152 см (6–60 дюймов) и больше. Pipeliner повышает производительность за счет увеличения рабочего цикла, снижения частоты ремонтов и обеспечения стабильного качества сварных швов. Системы используются во всем мире для сварки трубопроводов в самых разных отраслях промышленности.
В дополнение к сварке трубопроводов трубопровод также используется для сварки внутреннего и наружного диаметра больших резервуаров, резервуаров и воздуховодов. Гибкая направляющая позволяет устанавливать на сложные криволинейные поверхности. Стандартная секция гусеницы длиной 2,3 м скрепляется болтами для большей длины с магнитным или вакуумным креплением.
Гибкая направляющая позволяет устанавливать на сложные криволинейные поверхности. Стандартная секция гусеницы длиной 2,3 м скрепляется болтами для большей длины с магнитным или вакуумным креплением.
В типичном случае подрядчику необходимо было сварить трубопровод большого диаметра, транспортирующий окись углерода от новой башни коксования к котлу на CO для производства пара для производства электроэнергии. Эта работа была частью расширения компании Syncrude, которая перерабатывает нефть битуминозных песков, найденную в Альберте, Канада. По окружности сварного шва было очень ограниченное пространство для доступа, что затрудняло ручную сварку.
Мартин Кольер, региональный суперинтендант KBR, сообщил об использовании трубопровода с Flx-Track, прикрепленного к этим трубам очень большого диаметра с помощью магнитов:
«Мы завершили сварку кольцевых сварных швов на воздушной линии горелки. На сегодняшний день мы выполнили десять сварных швов диаметром 3,25 м и два сварных шва диаметром 2,4 м с толщиной стенки 25 мм. проверка на соответствие нормам ASME для котлов и сосудов под давлением, раздел 8, с отличной производительностью.Это было выполнено только с одним ремонтом длиной около 100 мм, или процент ремонта 0,086%.
проверка на соответствие нормам ASME для котлов и сосудов под давлением, раздел 8, с отличной производительностью.Это было выполнено только с одним ремонтом длиной около 100 мм, или процент ремонта 0,086%.
Оборудование для орбитальной сварки Magnatech было отличным выбором для выполнения этого процесса благодаря минимальной скорости ремонта, высокой производительности и отсутствию простоев при работе с этим оборудованием».
Спирально-сварная труба
Nucor Skyline имеет большой опыт в производстве трубных свай для стальных фундаментов в Северной Америке. Благодаря нашим производственным предприятиям, расположенным в стратегически важном месте, мы можем обслуживать потребности в стали любого государственного или частного проекта по всему региону.
- Спиральный шов: до 120” НД; 1 дюйм Толщина
- Пользовательские длины и толщины
- Услуги по изготовлению на заказ
- Принят DOT в сейсмоактивных районах
- Возможности внутреннего и стороннего тестирования
- Сделано в США
Спирально-сварные трубы, как и ВПВ, также изготавливаются из рулонной стали. Разница в том, что катушка намотана под углом, поэтому сварной шов проходит по внешней стороне трубы в форме спирали.Это допускает большее изменение диаметра и толщины, чем трубы, сваренные электрическим сопротивлением (ERW). Труба со спиральной сваркой чаще всего используется для труб диаметром от 24 дюймов до 120 дюймов и с толщиной стенки 1,0 дюйм или менее.
Разница в том, что катушка намотана под углом, поэтому сварной шов проходит по внешней стороне трубы в форме спирали.Это допускает большее изменение диаметра и толщины, чем трубы, сваренные электрическим сопротивлением (ERW). Труба со спиральной сваркой чаще всего используется для труб диаметром от 24 дюймов до 120 дюймов и с толщиной стенки 1,0 дюйм или менее.
Для чего используется спиральная сварная труба?
ТрубаSpiralweld может выдерживать большое давление, поэтому она используется для самых разных проектов. Некоторые виды использования спиральношовных труб включают сваи, структурные применения, воду, шлам, дноуглубительные работы и различные другие трубопроводы.
Преимущества использования спиральношовной трубы
Использование спиральношовных труб имеет несколько преимуществ. Как уже упоминалось, спиральношовная труба оказывает меньшее давление на шов, чем ее прямошовный аналог, что позволяет ей выдерживать большее давление. Труба со спиральной сваркой более гибкая и настраиваемая, что позволяет использовать трубы большего диаметра и большей длины с различными уровнями. Еще одно преимущество спиральношовных труб заключается в том, что они эффективны и экономичны, что дает больше возможностей при меньших затратах.
Труба со спиральной сваркой более гибкая и настраиваемая, что позволяет использовать трубы большего диаметра и большей длины с различными уровнями. Еще одно преимущество спиральношовных труб заключается в том, что они эффективны и экономичны, что дает больше возможностей при меньших затратах.
Производственный процесс
Процесс производства спиральношовных труб является одним из наиболее рентабельных способов производства стальных труб.Труба со спиральной сваркой изготавливается из рулонной стали и обычно использует спиральную двойную дуговую сварку под флюсом (DSAW). Труба с прямым швом, сваренная двойной дугой под флюсом, защищена от внешних загрязнений в воздухе, таким образом сохраняя чистоту свариваемой стали. Установка стана предлагает различную степень гибкости, позволяя производить широкий диапазон диаметров труб и толщин стенок. В результате Nucor Skyline может предложить стальные трубы со спиральным швом для конструкционных и неконструкционных применений.
РАЗМОТКА
При получении рулона он укладывается на горизонтальную оправку разматывателя и подается на правильную машину.
ПРАВКА
Стальная полоса в рулонах вводится в правильный стан через прокатную клеть, и комплект рулонов удаляется.
СОЕДИНЕНИЕ КОНЦОВ КАТУШКА
По мере прохождения рулона через правильный станок передняя и задняя кромки полосы обрезаются для подготовки к сварке встык – рулон к рулону.
ФРЕЗЕРОВАНИЕ КРОМОК
Края рулона обработаны твердосплавными зубьями для подготовки к сварке.
СПИРАЛЬНАЯ ТРУБА
Рулонная полоса поступает в трехвалковый аппарат, состоящий из ведущих, опорных и оправочных валков. На этом этапе катушка начинает формировать форму спирали, которая затем становится трубой.
СВАРКА ТРУБ
Сварочная система сваривает трубу сначала по внутреннему диаметру, а затем по внешнему диаметру, используя процесс дуговой сварки под флюсом.
КОНТРОЛЬ КАЧЕСТВА
После завершения сварки готовая труба визуально проверяется отделом контроля качества (QC) и, при необходимости, проводится ультразвуковой контроль (UT), чтобы убедиться в отсутствии дефектов сварного шва.
ОТРЕЗ ТРУБЫ
Как только труба достигает нужной длины, включается отрезной станок. Перемещаясь с трубой, плазмотрон обеспечивает отсечку готовой трубы. Для облегчения сращивания в полевых условиях могут быть запрошены специальные концевые опоры, такие как скошенные или прямоугольные концы.
Скачать техпаспорт
Катаная и сварная стальная труба большого диаметра
Стальная труба большого диаметра играет важную роль в транспортировке нефти и газа. Он часто использовался для проектов трубопроводов на большие расстояния, поскольку мог переносить больше жидкости и с большим расходом. Особенно в последние годы увеличивается использование стальных труб большого диаметра.
Когда мы говорим о трубах большого диаметра, это обычно относится к сварным трубам, таким как труба LSAW или труба SSAW; Более того, в некоторых случаях он также включает бесшовные трубы большого диаметра.
Следует отметить, что для трубопровода высокого давления предпочтительнее бесшовная труба большого диаметра. Так как в сварном типе не предполагается, что бесшовные типы выдерживают большое давление (самым слабым местом сварной трубы является сварной шов на ней). Сварной шов может порваться или треснуть в любой момент, поэтому люди ищут бесшовные большие трубы для разных вещей.
Сертификаты: API 5L PSL1, PSL2, API 5CT, ISO, CE, DIN, JIS Труба из углеродистой стали, нефтепровод, газопровод, труба, трубы, стальные трубы, стальная труба
1.Внешний диаметр: 219-3620 мм, Вес: 6-30 мм;
2. Стандарт: API 5L PSL2
3. Материал: X52
4. Спецификация WT: СЧ20С, СЧ30, 40, 80, 160,
5. Технология производства: SAW
6. Обработка поверхности: FBE, 2PE/3PE, 2PP /3PP ИЛИ ПО ТРЕБОВАНИЮ
7. Тип упаковки: В пачках с пластиковыми крышками, накрытые полиэтиленовым тканым мешком, обвязанные ремнями. Стальной лентой или по вашему требованию.
8. Стальная труба стандартной длины: 5,8 м для 20 футов gp, 11,8 м для 40 футов gp, возможна произвольная длина.
 030
030 Обратитесь к трубе выше 457 мм (16 дюйм) и 508 мм (20 дюймов)
Обратитесь к трубе выше 457 мм (16 дюйм) и 508 мм (20 дюймов) 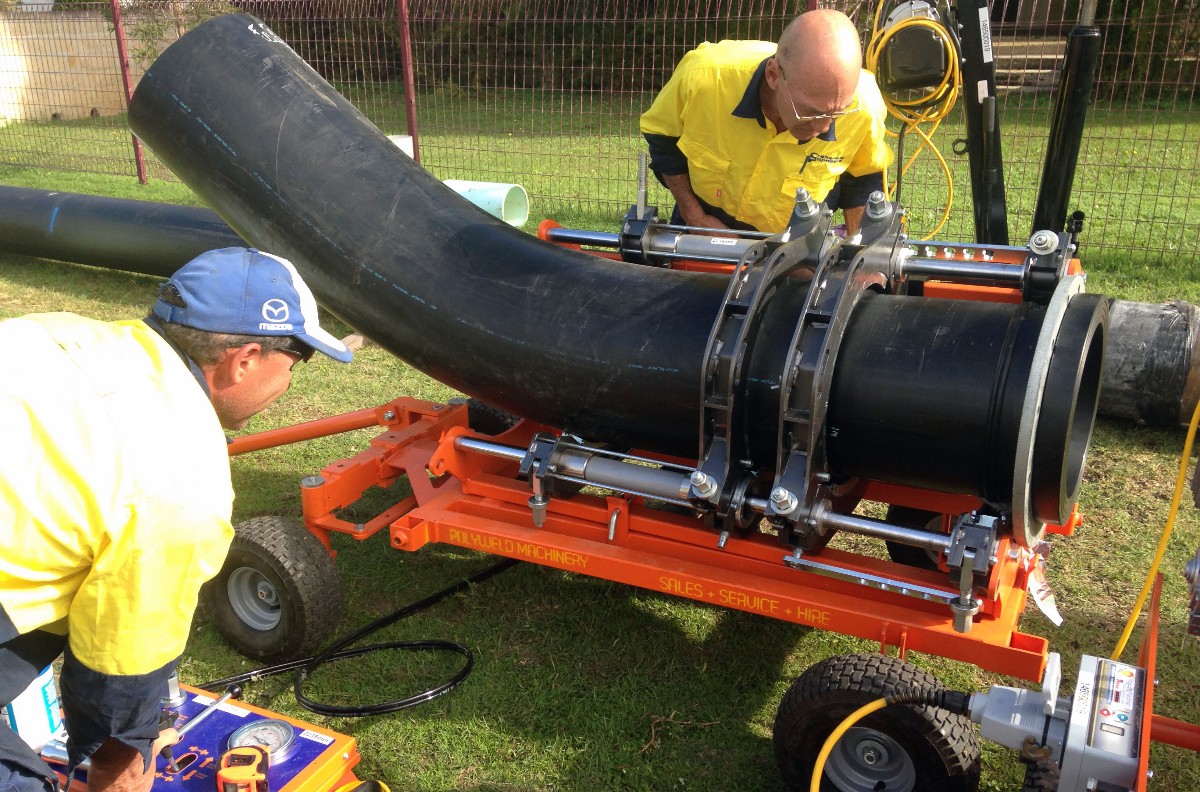
 B Бесшовная стальная труба
B Бесшовная стальная труба  Заказ: 5 тонн
Заказ: 5 тонн Заказ: 1 тонна
Заказ: 1 тонна Заказ: 1 тонна
Заказ: 1 тонна Затем другая половина стальной пластины также сгибается и спрессовывается в форме буквы «С», образуя отверстие. Форма «О»
Затем другая половина стальной пластины также сгибается и спрессовывается в форме буквы «С», образуя отверстие. Форма «О» 

 25 мм-2,5 мм
25 мм-2,5 мм
