Газосварка на системе отопления в квартире — Сварка в сантехнике
#1 Mount
Отправлено 08 May 2016 18:07
Нужна консультация профессионального сварщика и я надеюсь на Вашу помощь.
Подскажите пожалуйста:
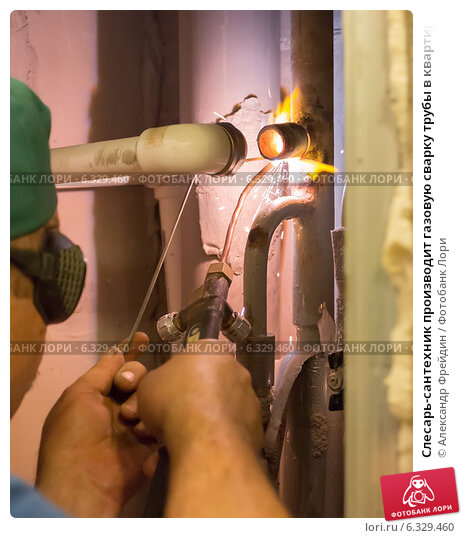
1. сколько (кол-во) и на какой длине допустимы по ГОСТу сварные швы (без учета шва на байпасе) на подводке отопления в квартире — фото 1?
2. допустимо ли по ГОСТу наращивание шва с помощью наварки проволоки в 1-2 см. на подводке отопления в квартире — фото 2?
3. должен ли сварщик по пожарной безопасности при проведении газосварочных работ в жилой квартире иметь при себе огнетушитель?
4. допустимы ли по ГОСТу на сварочных швах кратеры и подрезы на подводке отопления в квартире — фото 3?
5. сварочное соединение трубы не по центрам на подводке отопления в квартире — фото 4
Заранее спасибо.
Прикрепленные изображения
- Наверх
- Вставить ник
#2 z777
Отправлено 09 May 2016 00:16
сами изучайте: http://dokipedia.ru/document/5148482
газосваркой по госту такие трубы( толщина стенки 2.8 мм) надо варить вот так
- Наверх
- Вставить ник
#3 денис федотов
Отправлено 13 May 2016 06:10
Нужна консультация профессионального сварщика и я надеюсь на Вашу помощь.
Подскажите пожалуйста:
1. сколько (кол-во) и на какой длине допустимы по ГОСТу сварные швы (без учета шва на байпасе) на подводке отопления в квартире — фото 1?
2. допустимо ли по ГОСТу наращивание шва с помощью наварки проволоки в 1-2 см. на подводке отопления в квартире — фото 2?
3. должен ли сварщик по пожарной безопасности при проведении газосварочных работ в жилой квартире иметь при себе огнетушитель?
4. допустимы ли по ГОСТу на сварочных швах кратеры и подрезы на подводке отопления в квартире — фото 3?
5. сварочное соединение трубы не по центрам на подводке отопления в квартире — фото 4Заранее спасибо.
госты конечно есть но когда работа происходит без надзора и контроля играет роль профессионализм и репутация сварщика.судя по фоткам это «лепила» просто накидал присадку а затем размазал.на практике осевое смещение стенок трубы применяется в неудобных»трудно доступных»местах сварки.при любом раскладе шов это визитная карточка сварного.
Прикрепленные изображения
- Наверх
- Вставить ник
#4 Mount
Отправлено 13 May 2016 08:23
госты конечно есть но когда работа происходит без надзора и контроля играет роль профессионализм и репутация сварщика.судя по фоткам это «лепила» просто накидал присадку а затем размазал.на практике осевое смещение стенок трубы применяется в неудобных»трудно доступных»местах сварки.при любом раскладе шов это визитная карточка сварного.
При таком раскладе получается, что им (дезовским) деньги заплати, госты изучи, а потом еще и сам свари да еще и ответственность за все эти нарушения на себя возьми, а они посидят покурят, посмотрят и деньги заберут. В таком случае, а нахрена они такие вообще нужны?
В таком случае, а нахрена они такие вообще нужны?
- Наверх
- Вставить ник
#5 Mount
Отправлено 13 May 2016 08:30
госты конечно есть но когда работа происходит без надзора и контроля играет роль профессионализм и репутация сварщика.судя по фоткам это «лепила» просто накидал присадку а затем размазал.на практике осевое смещение стенок трубы применяется в неудобных»трудно доступных»местах сварки.при любом раскладе шов это визитная карточка сварного.
p.s. у них есть начальник службы эксплуатации, это тот кто должен делать надзор и контроль. теперь будет по этим нарушениям и надзор и контроль из комиссии мосжилинспекции, пожарных, роспотребнадзора и прокуратуры.
- Наверх
- Вставить ник
#6 денис федотов
Отправлено 13 May 2016 21:01
p.s. у них есть начальник службы эксплуатации, это тот кто должен делать надзор и контроль. теперь будет по этим нарушениям и надзор и контроль из комиссии мосжилинспекции, пожарных, роспотребнадзора и прокуратуры.
если у вас получить ся натянуть систему жкх я буду очень рад.но на практике это утопия и мясорубка осваивания денег жельцов.дефецит специалистов что сварных,инженер,техник,мастер люди тянут жопо чяс и выжимают бабло а хороший ответственный сварной в этом балоте долго не протянет очень большой соблаз работы в нефтянке,газ,энергетика»вариш и вариш»каждый винтек делает свою работу не просто хорошо а сторается идеально. подтверждаеш свою квалификацию ежегодно,работаеш под контролем лаборатории металлов.а в жкх не потекло сегодня и хорошо и пофиг нормы,госты.замазал и ок.
подтверждаеш свою квалификацию ежегодно,работаеш под контролем лаборатории металлов.а в жкх не потекло сегодня и хорошо и пофиг нормы,госты.замазал и ок.
- Наверх
- Вставить ник
#7 Mount
Отправлено 13 May 2016 23:00
в жкх ……….. пофиг нормы,госты.замазал и ок.
да нет, это смотря где, в моем случае прокуратура их может натянуть ук рф 119
- Наверх
- Вставить ник
#8 саид гадаев
Отправлено 27 May 2016 23:17
ну что сказать за такую сварку меня расстрелали бы как вредителя
- Наверх
- Вставить ник
#9 денис федотов
Отправлено 19 October 2016 06:46
подготовка к отопительному сезону. конец сентября центральное отопление вот вот запустят.летом людям некогда этим заниматься отпуск,дачя.какие батареи менять попозже.
конец сентября центральное отопление вот вот запустят.летом людям некогда этим заниматься отпуск,дачя.какие батареи менять попозже.
Прикрепленные изображения
- Наверх
- Вставить ник
#10 денис федотов
Отправлено 02 November 2016 08:03
варим потихоньку.
Прикрепленные изображения
- Наверх
- Вставить ник
#11 svarnoi69
Отправлено 02 November 2016 08:35
денис федотов, госзаказ?
- Наверх
- Вставить ник
#12 Isperyanc
Отправлено 02 November 2016 19:31
денис федотов, а что за жёлтая подмотка?
- Наверх
- Вставить ник
#13 SergDemin
Отправлено 02 November 2016 19:40
Isperyanc, вроде обычная ФУМ. Широкая, желтая.
Широкая, желтая.
- Наверх
- Вставить ник
#14 Isperyanc
Отправлено 02 November 2016 19:42
SergDemin, я кроме белой ФУМ другой не видел.
- Наверх
- Вставить ник
#15 SergDemin
Отправлено
Isperyanc, уже давно жёлтая пошла. Продаваны вначала её пытались втюхивать как специальную, для газа .
Обычная ФУМ, довольно хорошая, толстая. С ней удобно работать.
Это два разных объекта. Первые две фотки — кухня, балкон с кухней объединяют. Краны вроде Бугатти, хорошие. А вторая — первый этаж, похоже — не квартира.
Краны вроде Бугатти, хорошие. А вторая — первый этаж, похоже — не квартира.
денис федотов, коллега . И машина такая же, только поновее.
Сообщение отредактировал SergDemin: 02 November 2016 19:53
- Наверх
- Вставить ник
#16 денис федотов
Отправлено 04 November 2016 17:01
цвет особо роли не играет главное толщина ленты.сначяла немного подматывается лен затем перекрывается фум лентой результат 100% как на новых резьбах так и на старых на больших диаметрах тоже поковки 100% тоесть 32,50,63.
- Наверх
- Вставить ник
#17 денис федотов
Отправлено 04 November 2016 17:05
не в чястном порядке люди купили квартиру на первом этаже и будет толи офис толи салон. здавать в аренду.в этом году с тендарами засада находят пехоту работающию за копейки.чясник выручяет.
здавать в аренду.в этом году с тендарами засада находят пехоту работающию за копейки.чясник выручяет.
- Наверх
- Вставить ник
#18 денис федотов
Отправлено 04 November 2016 17:09
Isperyanc, уже давно жёлтая пошла. Продаваны вначала её пытались втюхивать как специальную, для газа .
Обычная ФУМ, довольно хорошая, толстая. С ней удобно работать.
Это два разных объекта. Первые две фотки — кухня, балкон с кухней объединяют. Краны вроде Бугатти, хорошие. А вторая — первый этаж, похоже — не квартира.
денис федотов, коллега . И машина такая же, только поновее.
машинка 2014 года,еще 1982 тоже бухан в работе. в процессе эксплуатации и ремонта освоил уаз но техника дает заробатывать.
в процессе эксплуатации и ремонта освоил уаз но техника дает заробатывать.
- Наверх
- Вставить ник
#19 Влад130582
Отправлено 16 June 2021 14:52
Контора наварила трубопровод батарей. Фото приложил. Подскажите это край, это норма или ничего не ясно по фото. В одном случаи швы по швам, во втором случае обратный изгиб.
Прикрепленные изображения
- Наверх
- Вставить ник
#20 Oswer
Отправлено 16 June 2021 16:38
А это нормально, что обои сгорели? Конторе явно стоит быть осторожнее. Сама сварка выглядит страшновато.
Сама сварка выглядит страшновато.
Сообщение отредактировал Oswer: 16 June 2021 16:39
- Наверх
- Вставить ник
особенности, материалы и оборудование, технология, способы
Для соединения металлических труб небольшого диаметра (до 100-150 мм) при монтаже чаще всего используют газовую сварку.
Содержание
- 1 Что собой представляет газовая сварка
- 2 Особенности применения при работе с трубами
- 3 Материалы и оборудование
- 4 Технология
- 5 Подготовка труб
- 6 Способы газосварки
Что собой представляет газовая сварка
Основой газовой сварки является разогрев срезов металла пламенем, образующимся при горении смеси кислорода с горючим газом, и затем заполнение стыка между свариваемыми элементами расплавленным металлом. Прочность сварного шва при газовой сварке ниже, чем в результате других видов сварки (например, электродуговой), но при монтаже труб небольшого диаметра (до 150 мм) или с тонкими стенками (менее 3,5 мм) это единственный возможный способ их соединения.
Особенности применения при работе с трубами
Трубопроводы чаще всего предназначены для транспортировки жидкости или газа. Чтобы на месте стыковых швов внутри не образовывались наплывы, препятствующие продвижению содержимого трубопровода, не допускается проплавление стенок насквозь. По этой причине подготовка деталей при сварке труб будет другой, чем при сварке иных изделий и конструкций.
Газовая сварка труб осуществляется одним слоем и за один проход. Допустимая выпуклость стыкового шва не более 1-3 мм.
Шов должен быть гладким, без пропусков и неровностей, с постепенным переходом к металлу свариваемых частей.
Материалы и оборудование
При газовой сварке применяются материалы:
- Кислород. Обеспечивает процесс горения.
- Горючее вещество (газ). Используются ацетилен (чаще всего), пропан, метан, пары керосина. Для соединения труб из цветных металлов или легированной стали применяют аргон.

- Присадочный материал – сварочная проволока. Ее состав зависит от состава свариваемого материала.
- Флюсы. Смеси веществ для предотвращения окисления металлических поверхностей, применяются при сварке чугунных и медных труб, а также деталей из легированной стали.

Оборудование для газосварочных работ:
- Баллоны с кислородом и горючим веществом.
- Горелка.
- Газовые редукторы для регулирования давления на выходе газа из баллона.
- Генератор ацетилена (если ацетилен не в баллоне).
Технология
Газосварочные работы включают в себя два этапа: подготовку свариваемых деталей и непосредственно сам процесс сварки.
Подготовка труб
Перед работой металл необходимо очистить от загрязнений, ржавчины, технических масел. Очищают кромки и прилегающую к ним поверхность – внутреннюю и внешнюю – на расстояние не менее 20 мм.
Очищают кромки и прилегающую к ним поверхность – внутреннюю и внешнюю – на расстояние не менее 20 мм.
Затем следует механическая обработка деталей – при толщине металла более 3,5 мм на кромках делают скосы под углом около 45º. Это связано со способностью металла прогреваться на глубину до 4 мм. Если толщина менее 3,5 мм, выполнять скосы не нужно. Острый край кромки притупляется, чтобы металл не плавился и не стекал внутрь трубы. Точный угол скоса и притупление регулируются ГОСТ 16037-80.
В случаях когда трубопровод не предназначается для транспортировки газа или жидкости под высоким давлением, используются и другие варианты стыковки:
- с подкладным кольцом, без скосов кромок;
- со вставным кольцом и раструбом;
- с выполнением внутренней вытачки в трубах для их центровки.
Перед началом газосварочных работ трубы центруют и прихватывают в разных местах с равным интервалом. Количество прихваток зависит от диаметра.

Материал для прихваток обычно используют тот же, что и для сварки – сварочную проволоку. Поверхность прихватки очищают, а при работе ее переплавляют или удаляют.
Способы газосварки
Сварка труб осуществляется двумя способами:
- Шов выполняется слева направо (правый способ). Этот способ используется при толщине металла более 5 мм. При проведении работы правым способом пламя горелки направлено назад – на уже обработанную часть шва, сварочная проволока находится за горелкой. Это способствует увеличению глубины плавления. Правый способ имеет преимущества: низкое потребление горючего газа и высокую производительность труда.
- Проложение шва справа налево (левый способ). Таким образом свариваются тонкостенные элементы. При этом пламя горелки направлено вперед – на еще несваренные стыки, сварочная проволока располагается перед горелкой. Сварщик хорошо видит рабочую поверхность. Это более трудоемкий способ, но в результате получается более аккуратный шов, равномерный и красивый.

Если объект в процессе сварки можно повернуть, то работу производят в нижнем положении. Если стык неповоротный, то работу осуществляют поэтапно нижним, вертикальным и потолочным швом. Это наиболее сложный вариант газосварочных работ. Если диаметр не превышает 150 мм, выполняется сначала нижняя половина шва, затем верхняя в обратном направлении. Более широкие трубы (до 300 мм и больше) свариваются по четырем участкам окружности.
После проведения сварочных работ швы очищаются от шлаков и окалины и проверяются на наличие дефектов: трещин, отверстий, подрезов. Выпуклость шва должна быть 1-3 мм, но не больше 40% толщины металла, ширина не должна превышать толщину стенки трубы больше, чем в 2,5 раза. Поверхность должна быть ровной и гладкой. Если шов имеет дефекты, его необходимо исправить.
Сварочные работы — сварка труб, стоимость сварного шва, расценка на сварочные работы
гарантия на работу до 2 лет
работаем без выходных 7 дней в неделю с 8:00 до 20:00
гарантия на сварочные работы до 2 лет
более 15 лет опыта
цена на сварочные работы от 1000 грн.
приступаем к работе в день обращения в 67% заказов
работаем в 26 городах Украины
более 15 лет опыта
- Услуги сантехника / Сварочные работы
Оплата после работы
Мы уверены в качестве каждой нашей услуги, потому не берем авансов перед работой.
Вы ничем не рискуете, т.к. платите после того, как мастер качественно выполнил работу, а вы ее приняли и всем довольны.
Наличными мастеру
Оптата на карту
Безналичный расчет
Сварочные работы
Удобство и комфортная атмосфера в доме не редко зависят от мелочей, которые на первый взгляд не бросаются в глаза. При проведении ремонтных действий должный уровень благоустроенности быта помогают обеспечить специалисты по проведению сварочных работ и опытные сантехники-сварщики. В квартире, доме, офисе не редко требуется консультационная помощь и услуги сварщика, чтобы обеспечить надёжное соединение сантехнического оборудования, провести сварку труб отопления или безопасно установить полотенцесушитель.
Стоимость сварочных работ формируется на основе оценки сложности и объёмов заказа и определяется в зависимости от необходимого оборудования, длительности монтажно-ремонтного обслуживания, нужных расходных материалов.
Основные виды сварочных работ
Традиционно услуги сварщика подразделяют на два базовых направления: бытовая сварка сантехники и промышленная сварка металлов. Современные инновационные достижения позволяют проводить такой вид монтажа в любых обстоятельствах и неблагоприятных условиях. При этом на универсальные услуги сварщика цена будет выше, поскольку мастера-универсалы качественно работают с исходными материалами обоих направлений (металл, сантехника). Это позволяет производить монтаж труб быстро и без лишних затрат средств и нервов.
Проведение сварочных работ предусматривает обязательное наличие высокой квалификации сварщика (5-6 разряд), достаточного опыта владения оборудованием (автоматическая, дуговая, газовая, электросварка), умений в сфере проектирования и контроля сварных швов.
Избежать проблем с сантехническими трубами или отопительными системами поможет правильный выбор специалиста. Профессионалы Сервисной службы Домовой обладают достаточными практическими навыками, чтобы безошибочно провести установку и сварочные работы труб, проложить инженерные коммуникации в частном доме или обеспечить разводку и сварку сантехники.
Перечень сварочных работ
Сварщики службы Домовой гарантируют ответственный и профессиональный подход при проведении сантехнических и сварочных работ любого направления и сложности. Использование новейшего оборудования, современных технологических новинок и методов проведения сварки труб позволяют нам выполнять:
- газосварку каркасов, арматурных комплексов,
- сварку труб отопления,
- монтирование конструкций фундамента и перекрытия в коттеджах и загородных домах,
- установку и формирование гидросистем,
- сварку труб водоснабжения,
- установку металлических решёток для повышения безопасности в многоквартирных домах,
- наваривание броне накладок на двери.

Сварка стальных труб относится к наиболее дорогим видам монтажного обслуживания, так как от мастерства сварщика будет зависеть функциональность и длительность успешного использования материалов.
Цена сварочных работ
Если возникла срочная необходимость провести ремонт или восстановление сантехнических или отопительных труб, вы можете ознакомиться с детальным прайсом услуг сварщика на сайте Сервисной службы Домовой. Мы придерживаемся политики открытого сотрудничества с клиентами и предлагаем заказчикам возможность самостоятельно изучить расценки на сварочные работы на страничках нашего вебсайта.
Стоимость сварочных работ указана исходя из параметров сложности и требуемого количества сварных швов (стыков). Наши специалисты предоставляют полные профессиональные консультации по проведению монтажа, помогают клиентам осуществить экономную закупку комплектующих, обеспечивают безопасное и результативное выполнение ремонта отопления и водоснабжения.
Сервисная служба Домовой активно работает на рынке с 2007 года. Мы предоставляем высококачественные и оперативные услуги сварщика в крупнейших городах, обеспечивая проведение сварочных работ по умеренной цене и с гарантированным качеством. Акт выполненного обслуживания и письменная гарантия подтверждают нашу уверенность в высоком профессионализме сварщиков и формируют доброе имя Сервисной службы Домовой на рынке сервиса.
Мы предоставляем высококачественные и оперативные услуги сварщика в крупнейших городах, обеспечивая проведение сварочных работ по умеренной цене и с гарантированным качеством. Акт выполненного обслуживания и письменная гарантия подтверждают нашу уверенность в высоком профессионализме сварщиков и формируют доброе имя Сервисной службы Домовой на рынке сервиса.
Получите консультацию эксперта бесплатно по телефону или в чате
Почему люди доверяют сварочные работы именно нам?
Открытые цены
Подробный прайс-лист на все услуги в разделе «Цены». Все цены честно прописаны.
Лучшие мастера
У каждого мастера более 3 лет опыта работы. У специалиста есть весь необходимый инструмент.
Оплата после работы
Мы уверены в качестве каждой нашей услуги. Вы платите после того, как приняли работу.
Гарантия на сварочные работы до 2 лет
Акт выполненных работ с гарантией. Гарантия на услуги заказанные у менеджера!
Полный прайс-лист на сварочные работы в городах
Цены на сварочные работы в Киеве Цены на сварочные работы в Харькове Цены на сварочные работы в Днепре Цены на сварочные работы в Одессе Цены на сварочные работы в Запорожье Цены на сварочные работы в Черкассах Цены на сварочные работы в Мариуполе Цены на сварочные работы в Виннице Цены на сварочные работы в Полтаве Цены на сварочные работы в Хмельницком Цены на сварочные работы в Кривом Роге Цены на сварочные работы в Житомире Цены на сварочные работы в Николаеве Цены на сварочные работы в Сумах Цены на сварочные работы в Чернигове Цены на сварочные работы в Львове Цены на сварочные работы в Черновцах Цены на сварочные работы в Херсоне Цены на сварочные работы в Ровно Цены на сварочные работы в Ивано-Франковске Цены на сварочные работы в Луцке Цены на сварочные работы в Тернополе Цены на сварочные работы в Ирпене Цены на сварочные работы в Ужгороде Цены на сварочные работы в Кропивницком Цены на сварочные работы в Кременчуге Цены на сварочные работы в Броварах
Исключительный
уровень сервиса
для вас
Часто задаваемые вопросы
Какая гарантия на услуги?
Сервисная служба Домовой предоставляет гарантию на выполненные работы, которые вы заказали через менеджера.
Срок гарантии указывается в акте выполненных работ, который подписывается мастером и клиентом после предоставления услуги. Также срок гарантии на каждую услугу указан в прайс-листе в последнем столбце.
Гарантийный период составляет от 1 до 24 месяцев в зависимости от вида работы.
Гарантия не предоставляется на прочистку канализации и демонтажные работы.
Также мы не даем гарантию на работы со старыми материалами. Например, установка замка, который стоял в другой двери.
Сколько стоит вызов мастера?
Вызов мастера на дом в Сервисной службе Домовой бесплатный!
Вы платите только за качественно выполненную работу, или за консультацию мастера на месте, а не за то, что мастер просто приехал.
Если мастер не может выполнить работу по своей вине (нет инструмента, не умеет), то мастеру не нужно платить деньги!
Что такое консультация мастера?
Довольно распространенной является ситуация, когда клиент точно не знает как лучше выполнить определенную работу, или сколько и каких именно материалов необходимо приобрести и имеет множество важных вопросов к мастеру!
В таком случае менеджер бесплатно консультирует клиента по телефону, но консультация не может быть абсолютно точной, поскольку менеджер не видит условий и объема работ. Поэтому мы рекомендуем заказать консультацию мастера на месте выполнения работы.
Поэтому мы рекомендуем заказать консультацию мастера на месте выполнения работы.
В удобное для вас время к вам приезжает специалист Сервисной службы Домовой, выполняет все необходимые замеры, отвечает на ваши вопросы, озвучивает список работ и пожелания к материалам и рассчитает общую стоимость работ.
Консультация мастера платная и оплачивается согласно прайс-листа в вашем городе. Так же консультация мастера у вас дома может быть бесплатной, если в этот же день мастер приступает к выполнению работ или если сумма работ более 4 000 грн.
Бесплатная консультация мастера
у вас дома
- Мастер приедет к вам на удобное время.
- Проведет все необходимые замеры.
- Точно оценит объем и стоимость работы.
- Напишет список необходимых материалов.
- Мастер может приступить к работе в тот же день, тогда консультация мастера будет для вас бесплатной.
- Если стоимость работ в заказе более 4 000 грн., то стоимость консультации мы вычтем из суммы заказа, т. е. консультация мастера будет для вас бесплатной.
Популярные услуги сантехника
- Прочистка канализации
- Установка ванны
- Установка душевой кабины
- Установка унитаза
- Установка раковины в ванной
- Установка мойки на кухне
- Установка смесителя
- Установка полотенцесушителя
- Монтаж труб
- Замена труб в квартире
- Монтаж канализации
- Замена стояка канализации
- Монтаж отопления
- Замена батарей отопления
- Сантехнические работы
- Сварочные работы
- Установка счетчиков воды
Сварочные услуги | Сантехник — слесарь Москва круглосуточно
Сварочные услуги для частных лиц, в многоквартирном и частном доме, любые виды сварочных работ.
Сварочные услуги на сегодняшний день, очень востребованный вид работ, как в многоквартирных домах, так и в жилье частной застройки, вне зависимости от года их введения в эксплуатацию. Замена отслужившего свой ресурс оборудования в ходе проведения капитального ремонта, выполняется высоко квалифицированными и опытными специалистам в области сварочных работ. Именно такие сотрудники работают в нашей компании по оказанию сантехнических услуг.
В каких целях сварочные работы могут проводиться в жилой квартире или доме?
Основное назначение сварки – это надежное и герметичное соединение металлических деталей, и основной претендент на первое место, который требует применения сварки – это, конечно же, водопроводная система, особенно актуален этот вопрос в крупных городах. Можно перечислить лишь некоторые наиболее частые случаи, где мы окажем вам качественные услуги:
— изъятие проржавевшего или лопнувшего участка трубопроводной магистрали и замена путем сварки новым фрагментом трубы;
— демонтаж и замена проржавевших старых труб, новыми;
— монтаж с нуля водопроводной системы в отдельно стоящем строении или жилом доме, в целях подключения специализированного оборудования;
— Демонтаж устаревшего полотенцесушителя и установка нового с современным дизайном;
— Разогрев заржавевших намертво металлических соединений, которые в результате этого нет возможности выкрутить, либо их демонтаж путем применения сварки;
Какие еще распространенные причины могут побудить вас воспользоваться нашими услугами?
На втором месте в рейтинге сварочных услуг находится система центрального отопления. Зачастую проблемы возникают в моменты прорывов батарей в результате их физического износа. В результате требуется замена радиаторов отопления газосваркой. Стандартной проблемой, чаще всего становятся старые радиаторы из чугуна или самих труб подводящим к ним тепловой носитель.
Зачастую проблемы возникают в моменты прорывов батарей в результате их физического износа. В результате требуется замена радиаторов отопления газосваркой. Стандартной проблемой, чаще всего становятся старые радиаторы из чугуна или самих труб подводящим к ним тепловой носитель.
В таких случаях сварка радиаторов отопления осуществляется путем запаивания либо заваривания поврежденного участка. Решение как именно выполнить работы принимается в зависимости от характера и масштаба повреждений. Основная отличительная черта отопительной системы – это ограничения в размерах соединяемых деталей. При размерах до пятидесяти миллиметров, монтаж выполняется по средствам соединений на основе резьбы. Если же диаметр деталей больше указанного диаметра, то осуществляя монтаж, сантехники прибегают к газовой сварке.
Практически невозможно (во всяком случае, очень сложно) осуществить монтаж и установку отапливаемого пола и не прибегнуть к такой услуге как «сварка отопления». Конечно, имеется ввиду подогрев полов, где в качестве теплового носителя используется разогретая вода, поступающая из центральной системы отопления. Всегда надо быть готовым, что даже обычная на первый взгляд установка сантехники, потребует вмешательства квалифицированного специалиста, вызвать которого вы можете обратившись к нам.
Всегда надо быть готовым, что даже обычная на первый взгляд установка сантехники, потребует вмешательства квалифицированного специалиста, вызвать которого вы можете обратившись к нам.
В обязательном порядке придется обращаться за помощью опытного сварщика, в случае прорыва трубы отопления, в месте, где она скрыта под поверхностью бетонного перекрытия. В данном случае потребуется проведения большого объема строительных работ, сварочных работ. Понадобятся и услуги сантехника и услуги сварщика, так как нужна будет замена радиаторов отопления газосваркой.
Некоторые характерные особенности при проведении работ с использованием газосварки в жилых квартирах и домах.
Многое зависит от задачи стоящей перед специалистом. Исходя из характера предстоящей работы, делается выбор либо в пользу электросварки, либо в пользу газовой сварки. К примеру, замена радиаторов газосваркой (отметим, что для таких работ довольно часто используют именно этот способ сварки) потребует расположить в квартире несколько баллонов с такими газами как пропан, кислород и ацетилен.
Уровень квалификации и опытности нашего специалиста, которым выполнялась для вас сварка радиаторов отопления, вы увидите по тому, как он наложил сварочный шов на обрабатываемые детали, он будет ровным, прочным, полностью герметичным. В обязательном порядке, продуктами горения, не должны быть испорчены окружающие место сварки предметы интерьера и мебель, мы так же гарантируем это. Специалист применит защиту от возгорания материалов с легким воспламенением.
В случае с чугунными батареями, замена радиаторов газосваркой обычно не осуществляется, при необходимости ремонта или сварки деталей, используют электрическую сварку с электродом. Это оборудование в процессе своей активности довольно ощутимо дымит, выделяя при этом едкий запах. В этом случае обязательно организуйте хорошую вентиляцию в квартире.
Мы оперативно окажем вам помощь в монтаже любой сантехники и оборудования. У нас работают только самые квалифицированные и опытные сотрудники, ведь сварка отопления, требует определенных навыков. Наши специалисты проведут сварочные работы любой сложности и в любом помещении. Звоните и мы предоставим консультацию на любые имеющиеся у вас вопросы.
Наши специалисты проведут сварочные работы любой сложности и в любом помещении. Звоните и мы предоставим консультацию на любые имеющиеся у вас вопросы.
Предварительный подогрев труб и трубопроводов на строительной площадке
В критических случаях сварки труб часто требуется предварительный подогрев и, возможно, термическая обработка после сварки, чтобы уменьшить вероятность образования трещин. Изучение различных методов и правильное применение предварительного нагрева при сварке может помочь сэкономить время и деньги.
Неправильный предварительный нагрев, вероятно, увеличит вероятность появления трещин и других проблем со сваркой, что может привести к дорогостоящим доработкам или повреждению сварных швов.
Ресурс Американского общества сварщиков (AWS), используемый для справки при предварительном нагреве в полевых условиях: AWS D10.10, Рекомендуемая практика локального нагрева сварных швов трубопроводов и труб . Используя этот документ в сочетании с примерами из реальной жизни, в этой статье обсуждаются основные причины, по которым требуется предварительный нагрев, и рассматриваются три метода нагрева, обычно используемые сегодня на стройплощадках: индукция, открытое пламя и сопротивление.
Используя этот документ в сочетании с примерами из реальной жизни, в этой статье обсуждаются основные причины, по которым требуется предварительный нагрев, и рассматриваются три метода нагрева, обычно используемые сегодня на стройплощадках: индукция, открытое пламя и сопротивление.
Зачем нужен предварительный подогрев сварных швов
Как подробно описано в D10.10, существует три причины для предварительного подогрева при сварке труб и труб:
— Чтобы предотвратить водородное растрескивание в металле сварного шва или в околошовной зоне. Это достигается предварительным подогревом за счет удаления влаги перед началом сварки, снижения скорости охлаждения сварного шва и увеличения скорости диффузии водорода;
— Для перераспределения напряжений затвердевания, возникающего при более медленном охлаждении, что позволяет увеличить время уменьшения внутренних напряжений; и
— Для снижения скорости охлаждения материалов, которые образуют твердые или хрупкие микроструктурные компоненты при слишком быстром охлаждении от температур сварки.
Методы предварительного нагрева при сварке
Тип и толщина материала, сроки и бюджет проекта, а также наличие персонала и опыта являются факторами, которые следует учитывать при выборе метода предварительного нагрева для сварки труб на строительной площадке. В D10.10 обсуждается несколько методов нагрева, но наиболее часто на рабочих площадках используются три метода нагрева: индукционный, пламенный и резистивный.
Индукционный нагрев
Эта технология используется уже несколько десятилетий, но ее популярность растет благодаря портативному оборудованию, специально предназначенному для сварочных работ. Индукция использует электромагнитные поля, которые генерируют вихревые токи в основном металле, нагревая его изнутри — рис. 1. Индукционные аксессуары, такие как кабели или одеяла, генерируют магнитное поле и размещаются на детали или рядом с ней для обеспечения непрерывного контролируемого и равномерного нагрева.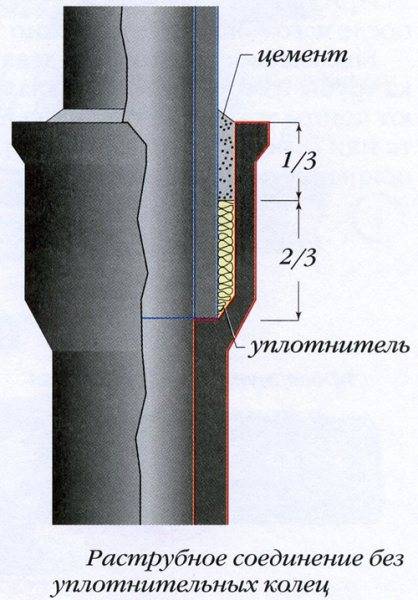 нагреваться везде, где расположены принадлежности.
нагреваться везде, где расположены принадлежности.
Рис. 1 — Индукционный нагрев обеспечивает равномерную площадь нагрева, что позволяет легко достичь и оставаться в пределах даже строгого температурного диапазона.
D10.10 отмечает многочисленные преимущества индукционного нагрева (рис. 2), в том числе следующие:
-Высокие скорости нагрева за счет высокой удельной мощности;
— Быстрый нагрев по толщине, поскольку индукция не зависит исключительно от проводимости;
-Возможность обогрева узкой полосы, прилегающей к областям, имеющим температурные ограничения;
-Более равномерный нагрев, позволяющий избежать локальных горячих точек;
— Нагревательные змеевики, обеспечивающие относительно долгий срок службы и с меньшей вероятностью выхода из строя во время нагрева по сравнению с оборудованием в других системах; и
— Общая эффективность нагрева с точки зрения преобразования частоты и эффективности катушки может превышать 90% при правильной конструкции выходной цепи.
Рис. 2 — Некоторые из преимуществ индукционного нагрева, отмеченные D10.10, включают более равномерный нагрев, который позволяет избежать локальных горячих точек, хорошую общую эффективность нагрева и быстрый нагрев по толщине.
Тем не менее, у индукционных систем есть некоторые недостатки, в том числе следующие:
— Первоначальная стоимость оборудования может быть выше, чем у других источников тепла, но для тех, кто нагревает на регулярной основе, многие индукционные системы окупают себя в от трех до девяти месяцев с полученными сбережениями.
— Некоторое оборудование может быть больше и менее портативным, чем другие варианты. Операторы использовали салазки или кран для перемещения более крупных машин. Тем не менее, портативность может быть менее важной проблемой теперь, когда доступно новое инверторное оборудование. Компания Miller уже много лет имеет в наличии систему мощностью 35 кВт и представила небольшой портативный блок мощностью 8 кВт весом 43 фунта, обеспечивающий гибкость и мобильность для предварительного обогрева рабочей площадки. Новые системы нагрева ArcReach® питаются от источников сварочного тока с поддержкой ArcReach, которые во многих случаях уже находятся на строительной площадке. Доступны новые инструменты с воздушным охлаждением, более быстрой наладкой и подогревом труб самых разных размеров — рис. 3.
Новые системы нагрева ArcReach® питаются от источников сварочного тока с поддержкой ArcReach, которые во многих случаях уже находятся на строительной площадке. Доступны новые инструменты с воздушным охлаждением, более быстрой наладкой и подогревом труб самых разных размеров — рис. 3.
Рис. 3 — Кабели с воздушным охлаждением для индукционного нагрева обеспечивают гибкость и экономят время при предварительном нагреве сварки на строительной площадке, устраняя необходимость в охладителе, изоляции или кабельных соединениях с жидкостным охлаждением. Гибкие кабели могут быть согнуты или приданы такой форме, чтобы они лучше всего подходили к свариваемой трубе или детали.
Открытое пламя
При нагреве пламенем операторы сжигают топливный газ с помощью горелки, иногда со сжатым воздухом, и направляют пламя непосредственно на деталь — рис. 4. Это остается наиболее часто используемым методом нагрева. на строительной площадке, в основном потому, что он хорошо знаком в отрасли, а стоимость начала его использования относительно невелика. Скорее всего, он останется преобладающим методом, когда операции по предварительному нагреву требуются редко или от случая к случаю.
Скорее всего, он останется преобладающим методом, когда операции по предварительному нагреву требуются редко или от случая к случаю.
Рис. 4 — Сварщик использует пламенный нагрев трубопровода перед сваркой.
Однако в D10.10 указано, что нагрев пламенем является скорее искусством, чем наукой, и этот метод должен применяться с осторожностью и только опытным оператором, поскольку сварные изделия могут быть серьезно повреждены при неправильном нагреве пламенем. . При использовании этого метода довольно часто встречается неравномерный нагрев. Количество и концентрация тепла, передаваемого сварному шву, зависит от нескольких факторов, включая количество израсходованного топлива, полноту сгорания, регулировку пламени, расстояние между пламенем и сварным швом, манипулирование пламенем и контроль тепловых потерь в сварочный шов. атмосфера.
D10.10 перечисляет преимущества пламенного нагрева следующим образом:
— Низкая стоимость; и
— Мобильность на рабочей площадке.
Существуют также недостатки пламенного нагрева, указанные в D10.10:
— Минимальная точность и воспроизводимость;
— Риск неравномерного нагрева;
— Требуются большие навыки оператора; и
— Риск повреждения материала при неправильном применении.
Дополнительными недостатками, о которых сообщают пользователи в полевых условиях, являются длительное время, необходимое для нагрева детали, связанное с подачей и обращением с топливным газом, а также очевидные риски безопасности при работе с открытым пламенем и побочными продуктами токсичного газа.
Сопротивление
С помощью этого метода керамические прокладки с электрическим нагревом помещаются на основной металл. Плитки передают тепло за счет лучистого и проводящего тепла, когда подушечки касаются детали. Эта форма электрического нагрева существует уже несколько десятилетий и представляет собой простую технологию, иногда описываемую как использование элементов тостера для нагрева детали. Многие подрядчики по отоплению до сих пор используют этот метод и имеют обученный персонал для его использования.
Многие подрядчики по отоплению до сих пор используют этот метод и имеют обученный персонал для его использования.
D10.10 отмечает следующие преимущества резистивного нагрева:
-Стандартные нагреватели могут работать с деталями самых разных размеров и геометрических конфигураций;
-Способность поддерживать непрерывный и равномерный нагрев;
-Возможность быстрой регулировки температуры; и
— Способность сварщиков работать в относительном комфорте без необходимости периодически останавливаться для повышения температуры предварительного нагрева.
К недостаткам относятся нагревательные элементы, которые могут перегореть во время обработки, а также тот факт, что неправильные методы работы могут привести к короткому замыканию элемента на трубу с образованием дугообразных участков.
Дополнительные наблюдения пользователей в полевых условиях о недостатках резистивного нагрева включают следующее:
— Источники питания тяжелые и неэффективные, что требует больших перепадов мощности на объекте.
— Для каждой группы керамических прокладок требуется жгут проводов и термопара для питания и управления ими. На некоторых рабочих площадках жгуты проводов доставляются грузовиками и натягиваются по всей площадке.
— Время установки и отключения больше, чем при использовании других методов.
— Случайные отказы контактных площадок или залипание выходов могут привести к возникновению холодных или горячих точек, поэтому необходимо контролировать контактные площадки, чтобы предотвратить повреждение деталей.
— Проблемы безопасности со стороны пользователей включают опасность ожога из-за горячих соединительных проводов к контактным площадкам, а также опасность поражения электрическим током, когда керамические шарики отрываются от контактных площадок, а разъемы имеют оголенный электрический провод и не подлежат ремонту при необходимости.
Правильный способ подачи тепла
После выбора метода нагрева пользователи должны подавать тепло таким образом, чтобы обеспечить надлежащую температуру детали. Чтобы соответствовать требованиям норм, в спецификации процедуры сварки для данной работы будут указаны минимальная и максимальная температуры предварительного нагрева, а также необходимая продолжительность предварительного нагрева. Требования к температуре обычно зависят от состава и толщины основного материала. Хотя процедура обычно определяет температуру и площадь покрытия, D10.10 помогает пользователям с настройкой выбранного метода нагрева, контроля температуры и изоляции, если это необходимо.
Чтобы соответствовать требованиям норм, в спецификации процедуры сварки для данной работы будут указаны минимальная и максимальная температуры предварительного нагрева, а также необходимая продолжительность предварительного нагрева. Требования к температуре обычно зависят от состава и толщины основного материала. Хотя процедура обычно определяет температуру и площадь покрытия, D10.10 помогает пользователям с настройкой выбранного метода нагрева, контроля температуры и изоляции, если это необходимо.
Во время предварительного нагрева сварщики или помощники сварщиков должны контролировать температуру материала между проходами сварки, чтобы убедиться, что она остается в требуемом диапазоне. В зависимости от метода нагрева это измерение может быть выполнено с помощью мелков, термопар, инфракрасных термометров или тепловизионных камер. Регистраторы температуры также можно использовать для записи температуры во время предварительного нагрева, и может потребоваться документация.
Предварительный подогрев на рабочей площадке
Многие критические сварные швы труб, выполненные в полевых условиях, требуют предварительного нагрева, чтобы снизить риск растрескивания и возможность разрушения сварного шва. Как указано в D10.10, существует несколько методов предварительного нагрева рабочей площадки, хотя некоторые из них менее эффективны и гибки, чем другие. Знание плюсов и минусов каждого метода и выбор того, который лучше всего подходит для конкретного применения, наряду с правильным применением тепла, может помочь сэкономить время и деньги и обеспечить высокое качество сварных швов. Обсудите варианты нагрева с местным дистрибьютором или представителем производителя, чтобы определить, какой метод лучше всего подходит для конкретной детали или сварного шва.
Как указано в D10.10, существует несколько методов предварительного нагрева рабочей площадки, хотя некоторые из них менее эффективны и гибки, чем другие. Знание плюсов и минусов каждого метода и выбор того, который лучше всего подходит для конкретного применения, наряду с правильным применением тепла, может помочь сэкономить время и деньги и обеспечить высокое качество сварных швов. Обсудите варианты нагрева с местным дистрибьютором или представителем производителя, чтобы определить, какой метод лучше всего подходит для конкретной детали или сварного шва.
Эта статья была написана Элом Шерил (Al Sherrill) (менеджер по поддержке продаж в индукционном оборудовании, Miller Electric Mfg. LLC) для Американского общества сварщиков.
Индукционный нагрев улучшает качество сварки трубопровода
Сварка магистральных трубопроводов часто требует предварительного нагрева зоны сварки для обеспечения необходимой прочности и твердости соединения. Надлежащий предварительный нагрев также помогает свести к минимуму риск замедленного растрескивания, вызванного водородом, что является серьезной проблемой, влияющей на качество сварки и целостность магистральных трубопроводов.
Надлежащий предварительный нагрев также помогает свести к минимуму риск замедленного растрескивания, вызванного водородом, что является серьезной проблемой, влияющей на качество сварки и целостность магистральных трубопроводов.
Существует несколько методов нагрева, когда при сварке трубопроводов необходим предварительный нагрев и снятие напряжения с деталей. Одним из широко используемых методов является открытое пламя. Однако при этом возникают некоторые проблемы, которые могут негативно сказаться на качестве и целостности сварного шва.
Другим вариантом, который следует рассмотреть, является индукционный нагрев, метод, предлагающий многочисленные преимущества в плане качества сварки, эффективности и безопасности, которых нет у других методов нагрева.
Индукция обеспечивает более стабильное нагревание и устраняет потенциальный источник водорода, который является побочным продуктом нагревания открытым пламенем. Эти преимущества делают индукцию хорошим решением, помогающим подрядчикам магистральных трубопроводов соблюдать нормы и требования к качеству — как при строительстве новых трубопроводов, так и при ремонте и техническом обслуживании существующих линий электропередач.
Индукционный нагрев трубопроводов электропередач
Индукционный нагрев уже много лет успешно используется в трубопроводах электропередач с высокопрочными сталями.
Системы индукционного нагрева быстро нагревают проводящие металлы, индуцируя ток в детали. Индукция не использует нагревательный элемент или пламя для передачи тепла. Вместо этого через нагревательное устройство проходит переменный ток, создавая вокруг него магнитное поле. Когда магнитное поле проходит через проводящую заготовку, оно создает внутри детали локальные вихревые токи. Сопротивление металла борется с протеканием вихревых токов, выделяя тепло в детали. Деталь становится собственным нагревательным элементом, нагреваясь изнутри, что делает индукцию очень эффективной, поскольку в процессе теряется мало тепла.
Применения, для нагрева которых обычно требуются часы, можно выполнить за несколько минут, используя индукционный нагрев и различные варианты жидкостного и воздушного охлаждения. Системы индукционного нагрева могут сочетаться с различными конфигурациями змеевиков для нагрева в зависимости от размера и геометрии детали.
Системы индукционного нагрева могут сочетаться с различными конфигурациями змеевиков для нагрева в зависимости от размера и геометрии детали.
При нагреве открытым пламенем температура обычно контролируется вручную с помощью термометров, которые не обеспечивают точности индукции. Для сравнения, индукционные системы используют обратную связь от датчиков термопары для автоматического и равномерного контроля температуры.
В последние годы индукционный нагрев успешно использовался во многих крупных проектах трубопроводов по всему миру. Среди своих многочисленных преимуществ индукционный нагреватель обеспечивает высокую стабильность нагрева, более быстрое достижение температуры детали, простоту использования и безопасность в эксплуатации.
Устранение риска образования водорода
Одна из основных проблем качества при использовании открытого пламени для предварительного нагрева трубы в полевых условиях заключается в том, что побочный продукт процесса представляет опасность образования водорода.
Побочным продуктом сжигания любого топлива в пламенном нагреве является водяной пар. Влага в водяном паре может быть источником водорода в сварном шве, что может привести к
водородному растрескиванию. Снижение риска захвата водорода в сварном шве имеет решающее значение для получения высококачественных сварных швов в трубопроводах.
Использование индукционного нагрева вместо нагрева открытым пламенем устраняет риск водорода, не допуская попадания влаги в процесс, и, следовательно, помогает улучшить качество и целостность сварного шва
для соответствия необходимому коду
требования.
Быстрый и последовательный нагрев
Для применения в магистральных трубопроводах обычно требуются минимальные и максимальные температурные требования для предварительного нагрева, которые определяются процедурами сварки труб из этого конкретного сплава. Нахождение в температурном диапазоне важно для качества сварки и достижения желаемых свойств готового шва.
Типичная минимальная температура предварительного нагрева при сварке трубопроводов составляет 250 градусов по Фаренгейту. Поддержание минимальной температуры помогает устранить любую влагу, которая может образовываться, поскольку трубы обычно хранятся на открытом воздухе на строительных площадках, где может быть холодно и сыро.
Открытое пламя часто приводит к неравномерному нагреву всей детали, и оператору также труднее поддерживать определенную температуру или следить за тем, чтобы температура оставалась в пределах указанного окна. Падение ниже или превышение требуемого диапазона температур может отрицательно сказаться на качестве сварки.
Напротив, индукционный нагрев обеспечивает постоянный и равномерный нагрев всей детали. Индукционные системы также облегчают поддержание температуры на определенном уровне и постоянный контроль нагрева, чтобы гарантировать, что труба остается в пределах надлежащего температурного окна на протяжении всего сварного шва.
Индукционный нагрев также обеспечивает более быстрое достижение температуры, что важно при строительстве новых магистральных трубопроводов. В этих случаях скорость имеет решающее значение, поскольку операторы могут пытаться сварить как можно больше соединений в день. Эти работы обычно включают в себя многочисленные сварочные станции вдоль полосы отчуждения. Цель состоит в том, чтобы нагреть трубу вдоль полосы отвода, а затем быстро перейти к нагреву следующего сварного шва перед сварочной станцией.
В этих случаях скорость имеет решающее значение, поскольку операторы могут пытаться сварить как можно больше соединений в день. Эти работы обычно включают в себя многочисленные сварочные станции вдоль полосы отчуждения. Цель состоит в том, чтобы нагреть трубу вдоль полосы отвода, а затем быстро перейти к нагреву следующего сварного шва перед сварочной станцией.
Предварительный подогрев действующих трубопроводов
Хотя скорость не так критична в проектах по ремонту или техническому обслуживанию действующих трубопроводов, системы индукционного нагрева также предлагают многочисленные преимущества для этих приложений.
В этих случаях трудно должным образом нагреть сталь открытым пламенем, потому что все, что протекает по трубе, имеет эффект теплоотвода, который отводит тепло от стали. Как только оператор нагревает область и убирает горелку, сталь может остыть в течение нескольких секунд.
В этих приложениях часто нецелесообразно или невыполнимо останавливать трубопровод, пока ремонтные работы или работы по техническому обслуживанию завершены.
Индукционный нагрев позволяет оператору поддерживать необходимый уровень предварительного нагрева, чтобы замедлить охлаждение сварочной ванны и свести к минимуму риск образования холодных трещин в сварном шве. Это можно сделать, не останавливая поток нефти или природного газа по трубе.
Индукционные катушки с жидкостным охлаждением хорошо подходят для работ на действующих трубопроводах электропередачи, поскольку катушки можно расположить так, чтобы они соответствовали геометрическим переходам, характерным для разъемных тройников, используемых для горячей врезки и сварки труб с клапанами. Результаты испытаний, финансируемых Международным исследовательским советом по трубопроводам (PRCI), поддерживают использование индукционного нагрева для сварочных проектов на действующих трубопроводах для снижения риска водородного растрескивания.
Одна из основных проблем с качеством при использовании открытого пламени для предварительного нагрева труб в полевых условиях заключается в том, что побочный продукт процесса — водяной пар — создает риск образования водорода. Использование индукционного нагрева вместо нагрева открытым пламенем устраняет риск водорода, не допуская попадания влаги в процесс.
Использование индукционного нагрева вместо нагрева открытым пламенем устраняет риск водорода, не допуская попадания влаги в процесс.
Дополнительные преимущества для качества сварки
Индукционный нагрев также дает преимущества при рассмотрении ряда других факторов, связанных со сваркой магистральных трубопроводов.
• Трубы с покрытием: при выполнении проектов по ремонту магистральных трубопроводов, требующих вырезов и врезок, часто возникает необходимость повторного нанесения покрытия для защиты трубы от коррозии. Многие материалы, используемые в промышленности, не отверждаются должным образом, если в этих случаях сталь не нагревается до определенного уровня температуры. Индукционные одеяла с воздушным охлаждением можно использовать для нагрева зон трубы, чтобы создать большую площадь нагреваемой стали, чтобы можно было нанести эпоксидное покрытие на трубу при температуре, необходимой для надлежащего отверждения.
• Сегменты труб: в некоторых случаях требуется приваривание сегментов труб к клапанам. В этих ситуациях индукционный нагрев может свести к минимуму риск повреждения уплотнений и клапанов, что является обычной проблемой, возникающей при нагреве пламенем. Концы клапана обычно изготавливаются из стали намного толще трубы, что увеличивает риск повреждения уплотнений клапана при использовании пламени. Индукция обеспечивает гораздо более локализованное тепло, которое можно направить на определенную область детали, что помогает предотвратить повреждение. Из-за этих преимуществ несколько крупных трубопроводных компаний рекомендуют использовать индукционный нагрев для предварительного нагрева в приложениях, которые включают сегмент трубы или клапан.
В этих ситуациях индукционный нагрев может свести к минимуму риск повреждения уплотнений и клапанов, что является обычной проблемой, возникающей при нагреве пламенем. Концы клапана обычно изготавливаются из стали намного толще трубы, что увеличивает риск повреждения уплотнений клапана при использовании пламени. Индукция обеспечивает гораздо более локализованное тепло, которое можно направить на определенную область детали, что помогает предотвратить повреждение. Из-за этих преимуществ несколько крупных трубопроводных компаний рекомендуют использовать индукционный нагрев для предварительного нагрева в приложениях, которые включают сегмент трубы или клапан.
Когда качество имеет решающее значение
Все больше компаний, занимающихся магистральными трубопроводами, переходят на индукцию, успешно используя этот процесс для предварительного нагрева в новых строительных проектах, а также при ремонте и техническом обслуживании.
Помимо многочисленных преимуществ, индукция обеспечивает высокую стабильность нагрева и более быстрое достижение температуры детали, а также устраняет потенциальный источник водорода, который является побочным продуктом нагрева открытым пламенем. Кроме того, индукция обеспечивает безопасность на стройплощадке.
Результатом является процесс предварительного нагрева, который способствует повышению качества и целостности сварных швов, что является решающим фактором, помогающим подрядчикам в достижении успеха.
Стив Лэтвис — специалист по индукционному нагреву в компании Miller Electric Mfg. Co., производящей сварочное оборудование, расположенной в Эпплтоне, штат Висконсин.
Метки: апрель 2017 г. Печатный выпуск, водородный крекинг, индукционный нагрев, обеспечение качества, сварка
Эффективный пламенный нагрев перед сваркой и резкой – истории Linde
Стремление к прочности материала и связанное с этим уменьшение веса сварных конструкций стимулировали разработку новой высокопрочной стали. Эффективный пламенный нагрев перед сваркой и резкой современной стали часто необходим для улучшения механических свойств.
Кроме того, в некоторых случаях даже рекомендуется предварительный нагрев перед резкой. Существует ряд различных методов предварительного нагрева, каждый из которых имеет свои преимущества и недостатки. В этой статье мы подробно рассмотрим, как работает несколько забытый метод предварительного нагрева, и рассмотрим сильные и слабые стороны, связанные с ним.
Зачем использовать предварительный нагрев?Во многих случаях улучшение механических свойств стали означает, что она более восприимчива к холодным трещинам во время сварки. Возникновение холодных трещин связано с:
- Химическим составом основного материала и металла шва
- Толщина листа
- Содержание водорода в металле сварного шва
- Подводимая теплота/Уровни внутреннего напряжения
- Уровни напряжения
На микроструктуру металла сварного шва значительное влияние оказывает сочетание нагрева, химического состава и толщины.
Широкий спектр факторов может привести к образованию трещин, включая выбор материала, конструкции, выбор процесса и параметров сварки (подвод тепла, наполнители, газ и/или порошок с низким содержанием водорода), управление процесс сварки и предварительный/последующий нагрев.
В этой статье основное внимание уделяется нагреву пламенем как методу снижения риска образования холодных трещин во время сварки (и резки). Предварительный нагрев снижает скорость охлаждения (влияя на изменение структуры, например, за счет уменьшения доли мартенсита, а также твердости металла шва и ЗТВ). Предварительный нагрев также снижает содержание водорода (это также можно сделать с помощью PWHT).
Для ферритной стали см. рекомендации EN 1011-2: 2001. Типичные температуры для некоторых материалов:
- CMn- и HSS 50-150°C
- Сталь, устойчивая к ползучести: 75-200 °C
- Инструментальная сталь: 200-350°C
Поскольку существует большое разнообразие, лучше проконсультироваться с вашим поставщиком стали, чтобы получить правильные рекомендации по предварительному нагреву. Что менее известно, так это то, что некоторые материалы, например HARDOX, иногда требуют предварительного нагрева перед резкой.
Что менее известно, так это то, что некоторые материалы, например HARDOX, иногда требуют предварительного нагрева перед резкой.
Альтернативы предварительному нагреву
На рынке представлено множество различных вариантов нагрева, каждое из которых имеет свои преимущества и недостатки. К ним относятся резистивный или индуктивный нагрев, а также нагрев в печах. Эта статья, однако, посвящена исключительно нагреву пламенем.
Нагрев пламенемНесмотря на то, что этот метод использовался в течение ряда лет, разработка новых горелок и использование воздуха в качестве окисляющей среды в некоторых случаях создали новые возможности, когда речь идет о производительности и безопасности.
Для поддержания пламени и тем самым повышения температуры заготовки необходимы горючий газ и окисляющая среда. Теоретически любой газ, который горит в сочетании с воздухом, может использоваться в качестве легковоспламеняющегося газа, хотя чаще всего используются ацетилен, СНГ (сжиженный нефтяной газ), пропилен и природный газ. В качестве окисляющей среды также используются кислород (ODOROX), сжатый воздух и атмосферный воздух, в зависимости от требуемой температуры пламени.
В качестве окисляющей среды также используются кислород (ODOROX), сжатый воздух и атмосферный воздух, в зависимости от требуемой температуры пламени.
Выбор горючих газов и окислителей
Для поддержания пламени и тем самым повышения температуры заготовки необходимы горючий газ и окисляющая среда. Теоретически любой газ, который горит в сочетании с воздухом, может использоваться в качестве легковоспламеняющегося газа, хотя чаще всего используются ацетилен, СНГ (сжиженный нефтяной газ), пропилен и природный газ. В качестве окисляющей среды также используются кислород (ODOROX), сжатый воздух и атмосферный воздух, в зависимости от требуемой температуры пламени.
Температура пламени для различных горючих газов в сочетании со сжатым воздухом. Температура пламени с различными горючими газово-кислородными смесями и распределение температуры в ацетиленово-кислородном пламени.
Ацетилен
Ацетилен образует самое горячее пламя из всех горючих газов, достигая температуры около 3100 °C в сочетании с кислородом. Ацетилен также генерирует концентрированный подвод тепла, так как большая часть энергии приходится на первичное пламя. Ацетилен обеспечивает быстрый локальный нагрев и рекомендуется для приложений, требующих высокого уровня точности и производительности.
Ацетилен также генерирует концентрированный подвод тепла, так как большая часть энергии приходится на первичное пламя. Ацетилен обеспечивает быстрый локальный нагрев и рекомендуется для приложений, требующих высокого уровня точности и производительности.
Температура пламени для различных горючих газов в сочетании со сжатым воздухом.
В сочетании со сжатым воздухом температура пламени ниже, около 2300 °C. В результате получается мягкое пламя, которое, тем не менее, эффективно и подходит для ряда операций нагрева. Включение воздуха снижает скорость горения, полностью устраняя риск обратного воспламенения.
LPG (сжиженный нефтяной газ)
В сочетании с кислородом температура может достигать примерно 2800 °C. Температура в пламени распределяется более равномерно, чем при использовании ацетилена, хотя нагрев не такой точный. LPG рекомендуется для нагрева более толстых металлов шва. Соотношение смеси кислорода и сжиженного нефтяного газа составляет 4:1, что значительно увеличивает потребление кислорода в дополнение к уровню шума. Большое пламя также приводит к повышенной тепловой нагрузке на оператора.
Большое пламя также приводит к повышенной тепловой нагрузке на оператора.
Использование сжатого воздуха вместо кислорода в пламени LPG нереально, так как поток воздуха примет огромные размеры. Тем не менее, это возможность для небольших факелов.
Пропилен, природный газ
Пропилен и природный газ также имеются в продаже для обогрева. Пропилен (иногда называемый термоленом, его торговое название) имеет много общих характеристик со сжиженным нефтяным газом. Однако температура пламени несколько выше и используется меньше кислорода. Природный газ практически доступен только при наличии подключения к сети природного газа. Температура пламени несколько ниже, чем при использовании СУГ/кислорода.
Кроме того, имеется широкий ассортимент так называемых горелок Бунзена. Они работают на легковоспламеняющемся газе и атмосферном воздухе. Общим для них является то, что они часто не обеспечивают эффекта, необходимого для требовательных систем отопления.
Горелки
На рынке представлен широкий выбор нагревательных горелок. Для простых применений к имеющейся горелке прикрепляются так называемые вставки горелки. Однако в настоящее время существуют специальные горелки для обогрева. Существуют как ручные, так и механические горелки, которые можно адаптировать для любого возможного применения.
Для простых применений к имеющейся горелке прикрепляются так называемые вставки горелки. Однако в настоящее время существуют специальные горелки для обогрева. Существуют как ручные, так и механические горелки, которые можно адаптировать для любого возможного применения.
Механические горелки для ацетилена/сжатого воздуха.
Подходящие для крупносерийного производства механизированные горелки могут быть оснащены автоматическим зажиганием, беспроводным контролем температуры и контролем пламени для обеспечения максимальной безопасности. Они бывают размеров, которые могут перерабатывать до 30 000 литров горючего газа в час.
Вверху: ручной пламенный нагрев.
Ручные горелки бывают самых разных форм, для кислорода, сжатого воздуха и различных горючих газов. Есть также широкий выбор размеров. Самые маленькие горелки, потребляющие пару сотен литров горючего газа в час, подходят для небольших работ, а более крупные, обрабатывающие до 20 000 литров газа в час, используются для нагрева более тяжелых плит и конструкций. При работе с более тонкими металлами или если требуется более мягкое пламя, кислород/ODOROX можно заменить сжатым воздухом.
При работе с более тонкими металлами или если требуется более мягкое пламя, кислород/ODOROX можно заменить сжатым воздухом.
Несмотря на то, что за последние несколько лет это приложение несколько ускользнуло от внимания, это приложение по-прежнему чрезвычайно полезно, и его следует учитывать всякий раз, когда возникает потребность в отоплении. Преимущества процесса следующие:
- Превосходная гибкость
- Высокоэффективный класс
- Быстрый нагрев
- Низкие инвестиционные затраты
- Используемый горючий газ можно адаптировать к требованиям работы
Прочтите о LINDOFLAMM Flame Solutions по этой ссылке.
Естественно, есть и недостатки:
- Подача газа должна соответствовать потреблению. Должна учитываться газификационная мощность используемых газовых баллонов, а количество подключаемых ацетиленовых пакетов должно соответствовать размерам горелок.
- Безопасность. Обучение требуется для обеспечения оптимальной безопасности и производительности при выполнении приложения.

Существует множество различных применений. Ниже приведен ряд сценариев, в которых пламенный нагрев используется в процессе производства.
Предварительный нагрев при производстве специальных труб и башен для ветряных электростанций.
Параллельно соединенные ацетиленовые/горячевоздушные горелки используются для механического предварительного нагрева; экономичный, бесшумный метод. Используется для продольной сварки при изготовлении специальных труб и приварки фланцев при производстве башен ветрогенераторов.
Предварительный подогрев при поверхностной сварке
Предварительный подогрев при ремонтной сварке инструментальной стали. Ацетилен/сжатый воздух.
Вверху: Нагрев ацетиленом/сжатым воздухом при сварке теплообменников.
Нагрев ацетиленом/сжатым воздухом обеспечивает отсутствие влаги на поверхности и, при необходимости, повышенную рабочую температуру.
Подробнее о резке и сварке читайте по этой ссылке.
Индукционный нагрев для трубной промышленности
- Дом
- Промышленность
- Трубка и трубка
EFD Induction — хорошо известное имя в трубной промышленности. Превосходная надежность, эффективность и надежность наших высокочастотных полупроводниковых трубосварочных аппаратов Weldac подтверждают нашу лидирующую позицию в качестве поставщика экономичных систем с длительным временем безотказной работы.
Некоторые области, для которых мы поставляем решения:
- Отжиг продольных сварных швов труб
- Полный отжиг как магнитных, так и немагнитных трубных изделий
- Предварительный и последующий нагрев различных заготовок
- Сварка продольных швов труб и труб с наружным диаметром от 3/8”-26”/10 мм до 660 мм
- Пайка трубок теплопередачи (бойлеры, холодильники и ОВКВ)
- Предварительный подогрев и снятие напряжений с концов труб нефтяного сортамента
- Покрытие и термообработка после сварки (PWHT) нефтегазовых труб
- Индивидуальные решения для любого размера и типа сплава
Дочерняя компания EFD Induction, EHE Consumables, поставляет широкий ассортимент индукционных катушек, импедеров, ферритов, систем зачистки и других продуктов для сварки труб.

Видео
Маленькая революция. Представляем новый Compact Weldac
Иногда большие вещи поставляются в маленьких упаковках или, как в случае с новым Compact Weldac, в маленьком шкафчике. Этот высокопроизводительный полупроводниковый сварочный аппарат высотой менее 1300 миллиметров занимает минимум места при высокой мощности.
Индукционная сварка
Индукционная сварка применяется в трубной промышленности для продольной сварки нержавеющих сталей (магнитных и немагнитных), алюминия, низкоуглеродистых и высокопрочных низколегированных (HSLA) сталей и многие другие проводящие материалы.
Нормализация шва
Встроенные системы нормализации шва от EFD Induction — проверенный способ соответствия стандартам нефтегазовых труб.
изображений
Автоматизированная индукционная продольная сварка — надежный и высокопроизводительный процесс.
Высокая производительность и надежность индукционной сварки делают ее идеальной для трубной промышленности.
Weldac может быть оснащен различными индукционными катушками или быстросъемными контактными головками.
Низкое энергопотребление и высокая эффективность систем индукционной сварки EFD снижают затраты.
Расширенная нормализация шва. Для современных сплавов и труб.
Системы нормализации шва EFD Induction просты в управлении. Они специально разработаны для работы с источниками питания, катушками и погрузочно-разгрузочными механизмами EFD Induction.
Одна из наших систем нормализации горизонтальных швов. Индукционные катушки располагаются над трубой и отслеживают шов с помощью специально разработанной камеры слежения.
Припайка медной трубки к алюминиевому теплообменнику. Обратите внимание на автоматическую подачу присадочного материала.
Индукционная пайка теплообменника.
Индукционная пайка теплораспределителей.
Индукционная пайка теплораспределителей.
Технические статьи
Сборник статей
Сборник из четырех статей, опубликованных в журнале Tube & Pipe Technology.
ПОДРОБНЕЕЭКСКЛЮЗИВНЫЙ ОТЧЕТ — EFD Induction Weldac
EFD Induction Weldac: что это такое, как оно работает и почему вас это должно волновать.
ПОДРОБНЕЕМаксимальная производительность при высокочастотной сварке труб и труб
Авторы оценивают параметры, влияющие на производительность сварщика и образование брака при переходе на другой способ высокочастотной сварки труб и труб.
Увеличение времени безотказной работы при высокочастотной сварке труб и трубопроводов
В этой статье объясняются некоторые основные принципы конструкции твердотельных сварочных аппаратов, которые имеют решающее значение для поддержания работы в различных условиях.
Скачать статьюСтабильное качество при высокочастотной сварке труб и труб
Авторы оценивают параметры, влияющие на качество сварного шва и образование брака при высокочастотной сварке труб и труб. Статья посвящена сварщику. Исследуются две стадии производственного процесса – стационарная работа и неидеальные условия. Задействованными параметрами являются пульсации выходной мощности и короткие замыкания в нагрузке.
Задействованными параметрами являются пульсации выходной мощности и короткие замыкания в нагрузке.
Настройка сварки, переменная частота и зоны термического влияния
В статье исследуется влияние геометрических изменений в зоне сварки на частоту сварки и зону термического влияния (ЗТВ).
Скачать статьюНепревзойденная энергоэффективность окупается
По словам руководителя отдела Мортена Лавергрена, аппараты для сварки труб Weldac компании EFD Induction продолжают продаваться как горячие пирожки, и на то есть веские причины.
Выбор Weldac за его скорость и эффективность
Компания Birlik Makina, лидер трубной отрасли на Ближнем Востоке и в Восточной Европе, недавно заказала новую машину Compact Weldac. Эта сделка была такой же быстрой и эффективной, как и сама машина.
Боретесь с высокими счетами за электроэнергию?
«Мы можем помочь!», — говорит Гжегож Коржушек. Управляющий директор EFD Induction Poland хочет, чтобы производители труб, оказавшиеся в условиях энергетического кризиса, увидели, как высококачественные импедеры могут снизить энергопотребление.
Новый Compact Weldac покоряет промышленность
С момента своего появления в мае прошлого года новый аппарат для высокочастотной индукционной сварки Compact Weldac от EFD Induction оказал огромное влияние на трубную промышленность. Но чему именно этот сварочный аппарат обязан своим успехом?
Удаленный ввод в эксплуатацию
Внедрение новой цифровой системы управления EFD Induction в начале прошлого года оказалось своевременным. Поскольку Covid-19 продолжает усложнять планы поездок, возможность удаленного ввода в эксплуатацию имеет неоценимое значение.
Устойчивый выбор
Высокоэффективный Compact Weldac настраивает вас на экологичное и прибыльное будущее.
Высокая производительность с Weldac на заводе SRM
Компания Borusan Mannesmann сообщает о высокой производительности своего нового трубоделательного стана с трубосварочным аппаратом EFD Induction мощностью 750 кВт.
Compact Weldac для индукционной сварки
Новый аппарат Compact Weldac от EFD Induction — это не только самый компактный аппарат для сварки труб на рынке, но и самый интеллектуальный, эффективный и экологичный — при этом с низкими затратами.
Сварка труб: простая арифметика
Если вы ищете новый аппарат для сварки полупроводниковых труб, расчеты на новом Compact Weldac окупятся.
Маленькая революция в индукционной сварке
Иногда большие вещи приходят в маленьких упаковках или, как в случае с новым Compact Weldac, в маленьком шкафчике. Этот высокопроизводительный полупроводниковый сварочный аппарат высотой менее 1300 миллиметров занимает минимальное пространство и обладает высокой мощностью.
Больше производительности на меньшем пространстве — индукционная сварка труб
Инвестировав в сварочный аппарат EFD Induction Weldac, компания Sperrin Trading Services Ltd (STS) в Северной Ирландии смогла увеличить производительность и высвободить ценное пространство.
Меньшие потери с SiC-транзисторами
В то время как некоторые карбидокремниевые транзисторы менее устойчивы к короткому замыканию, EFD Induction использует такой же прочный тип транзисторов, как и IGBT, но обеспечивающий более высокий КПД и меньшее энергопотребление.
Компания EFD Induction Weldac выбрана для 16-дюймовой мельницы
Для компании SSAB Europe ключевыми факторами при выборе аппарата для индукционной сварки труб EFD были меньшие габариты, новая передовая технология с пятилетней гарантией на инверторные модули и высокий коэффициент мощности при любом уровне мощности сварочного аппарата.
Компания Marcegaglia установила новую установку EFD Induction WELDAC.
В августе 2017 года компания Marcegaglia UK установила новую систему высокочастотной сварки труб EFD Induction WELDAC мощностью 400 кВт на крупнейшем трубном заводе на своем заводе в Дадли в Великобритании.
Tata Steel инвестирует в EFD Induction Weldacs на европейских заводах
Превосходная надежность, эффективность и надежность аппаратов EFD Induction Weldacs делают эти аппараты для сварки труб в твердом состоянии действительно надежной инвестицией.
Представляем SiC-транзисторы
«После всесторонних испытаний ряда различных типов транзисторов компания EFD Induction теперь готова использовать транзисторы из карбида кремния в некоторых из наших высокочастотных полупроводниковых сварочных аппаратов, — говорит Питер Рунеборг, директор по глобальным продажам Tube and Pipe.
Модернизация сварочного аппарата улучшает общее гармоническое искажение
Компания EFD Induction объявила о том, что ее маломощные сварочные аппараты Weldac будут оснащены 12-импульсным диодным выпрямителем в качестве опции.
Крупный европейский производитель труб заказывает Weldac мощностью 750 кВт
Один из крупнейших производителей труб и труб в Европе выбрал EFD Induction для проектирования, изготовления и установки одношкафного сварочного аппарата Weldac мощностью 750 кВт / 200 кГц.
Weldac впечатляет на мероприятии в Китае
Десятки высокопоставленных представителей трубной промышленности Китая недавно посетили специальный технический семинар, организованный EFD Induction в Шанхае.
Три способа охладиться
При производстве сварных труб по спецификации API или аналогичной сварной шов и зона термического влияния (ЗТВ) должны быть нормированы. EFD Induction предлагает три решения.
EFD Induction предлагает три решения.
Декларация независимости
Independence Tube Corporation (ITC) является одним из ведущих производителей труб квадратного и прямоугольного сечения из конструкционной стали в Северной Америке.
Baoshan устанавливает Weldac и две машины для отжига швов
Базирующаяся в Шанхае компания Baoshan Iron & Steel Company Ltd. является крупнейшим производителем чугуна и стали в Китае. Недавняя установка Weldac на основе IGBT и двух машин для отжига швов позволяет им производить полный спектр труб.
Индукционный сварочный аппарат EFD для уникальной линии профильной сварки
KS Roll Forming выбирает расходные материалы EFD Induction и EHE для своей первой линии высокочастотной сварки специальных и сложных профилей.
Индустрия 4.0 как никогда актуальна
Индукционный нагрев играет жизненно важную роль в формирующемся связанном промышленном ландшафте. Концентрированное и контролируемое тепло упрощает производственный процесс. Также внедряются удаленные службы для сбора данных для анализа, улучшения обращения с запасными частями и сведения к минимуму необходимости поездок для проверки.
Часто задаваемые вопросы по сварке труб — Adams Gas
выбрать продуктБесплатная аренда, 2% CO2 в аргоновой смеси 20 л, 200 бар для сварки MIG Нержавеющая стальАренда бесплатно, 12% CO2 в аргоновой смеси 20 л, 200 бар для сварки MIGБесплатная аренда, 12% CO2 в аргоновой смеси 50 л для MIG WeldingГазовые баллоны с пищевым CO2 для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматов по производству замороженных напитков Slushy Jack — 3,15 кг5 кг Газовый свет, пропановый барбекю и легкий вес газа для патио10 кг Газовый свет, пропановый барбекю и газ для патио, легкий вес заправка газом14 кг Газовый свет, вилочный погрузчик из стекловолокна Заправка газом Баллоны с углекислым газом для конфетти-пушек и бластеров 15 кгПищевые газовые баллоны с углекислым газом для конфетти-пушек и бластеров — 34 кг CO2 для татуировок аэрографом, 1,5 кг CO2 для татуировок аэрографом, 3,15 кг CO2 для татуировок аэрографом, 6,35 кг CO2 для аквариума Рост растений, 6,35 кг CO2 для выращивания аквариумных растений, 1,5 кг CO2 для выращивания аквариумных растений, 3,15 кг углекислого газа для сцены и театральных спецэффектов 6,35 кг — с погружной трубкойДвуокись углерода для сцены и театральных эффектов ecial Effects 34 кг — с погружной трубкойДвуокись углерода для сценических и театральных спецэффектов 15 кг — с погружной трубкойГазовые баллоны с пищевым CO2 для автоматов по производству замороженных напитков Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и Slushy Jack — 6,35 кгГазовые баллоны с пищевым CO2 для Автоматы по производству замороженных напитков Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и Slushy Jack — 34 кг Баллоны с пищевым углекислым газом для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматы по производству замороженных напитков Slushy Jack — 15 кг 10 л пропиленового топливного газа для сварки , Пайка, Нагрев и РезкаColeman B/P C250170g Газовый картридж с бутаном/пропаном — 2175POWERSOURCE 445G B/P MIX CARTRIDGE350G BUTANE PROPANE MIX GAS CARTRIDGE227GM BAYONET BUTANE CARTRIDGECAMPINGAZ C206 Gas CartridgeCAMPINGAZ CV300 Gas Cartridge27CAMPINGAZ19 Gas19CV4 Gas2, Портативный пропановый обогреватель Инфракрасный обогреватель шкафа Phoenix12623, Пропановый шланг с отводом в сборе 35 дюймов ST POL x W2012622, Пропановый шланг с отводом в сборе 20 дюймов ST POL x W20Оранжевый шланг высокого давления – диаметр отверстия 8 мм, 3 м CoilOrange Шланг высокого давления – диаметр 8 мм, 2 м CoilOrange Шланг высокого давления — диаметр 8 мм, 1 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, 3 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, 2 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, катушка 1 м15527, комплект пропановой автогорелки Bullfinch 233P (рычажное зажигание) 14850 , Bullfinch No. 404 Autotorch Набор паяльной лампы для пайки21479, Bullfinch № 135/01 Удлиненный комплект горелки с регулятором 11325, Сопло для газового шланга Fulham — сжатие 15 мм x 10 мм8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм12572, Стандартный комплект пропановой горелки Bullfinch — 140P12571, Стандартный комплект пропановой горелки Bullfinch — 110P8196, Насадка для шланга высокого давления — 3/8 дюйма BSP TM x 10 мм нар. диам. 8870, Насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм нар. Форсунка для газового шланга — 3/8 дюйма BSP, внутренняя резьба x 10 мм6244, Газовая форсунка Fulham, газовая форсунка — 1/4 дюйма, внутренняя резьба BSP x 10 мм8009, Форсунка для газового шланга Fulham — 1/8″ BSP F x 10 мм6247, Форсунка для газового шланга Fulham — 1/2″ BSP TM x 10 мм8871, Форсунка для газового шланга Fulham — 3/8″ BSP TM x 10 мм6246, Форсунка для газового шланга Fulham — 1/ 4″ BSP TM x 10мм6245, Сопло для газового шланга Fulham — 1/8″ BSP TM x 10мм8843, 3 НАСАДКА ДЛЯ ШЛАНГА — 90°8842, 3 НАСТРОЙКА ДЛЯ ШЛАНГА — 60°8844, 4 НАСТРОЙКА ДЛЯ ШЛАНГА 8862, ДВОЙНАЯ ГОРЕЛКА КИПЯЩЕГО КОЛЬЦА 24035, КИПЕНИЕ КОЛЬЦО, ОДИНАРНАЯ ТРОЙНАЯ ГОРЕЛКА19537, БОЛЬШОЕ КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА22744, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА с FFD8861, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА12679, НАБОР ДЛЯ РУЧНОЙ ПЕРЕМЕНЫ ДЛЯ ДВУХ КОМПЛЕКТОВ21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ ПЕРЕМЕНЫ ДЛЯ ЧЕТЫРЕХ КОМПЛЕКТОВ С OPSO13493, Комплект для автоматической замены из двух частей11725, Гаечный ключ из кованой стали POL — черный11724, Гаечный ключ из прессованной стали из поливинилхлорида — оцинкованная23142, ЗАЖИМ 12 мм НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ ДАВЛЕНИЯ 3714 мбар, PRO3714mbar С МАНОМЕТРОМ8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА 0,5-4 БАР С НАПРАВЛЯЮЩЕЙ 8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1БАР (ФИКСИРОВАННЫЙ)8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 50 мбар SMALL8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 37 мбар SMALL8802, 37 мбар ЗАЖИМ НА ПРОПАНЕРЕ REG15163, 37 мбар 8888, КЛАПАН ПОЕЗДНОГО ЦИЛИНДРА 8809, Camping Gas Regulator LP8807, регулятор бутана (4,5 -километровый калорный бутылка) 8805, 21 мм зажима на бутановом регуляторе.
404 Autotorch Набор паяльной лампы для пайки21479, Bullfinch № 135/01 Удлиненный комплект горелки с регулятором 11325, Сопло для газового шланга Fulham — сжатие 15 мм x 10 мм8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм12572, Стандартный комплект пропановой горелки Bullfinch — 140P12571, Стандартный комплект пропановой горелки Bullfinch — 110P8196, Насадка для шланга высокого давления — 3/8 дюйма BSP TM x 10 мм нар. диам. 8870, Насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм нар. Форсунка для газового шланга — 3/8 дюйма BSP, внутренняя резьба x 10 мм6244, Газовая форсунка Fulham, газовая форсунка — 1/4 дюйма, внутренняя резьба BSP x 10 мм8009, Форсунка для газового шланга Fulham — 1/8″ BSP F x 10 мм6247, Форсунка для газового шланга Fulham — 1/2″ BSP TM x 10 мм8871, Форсунка для газового шланга Fulham — 3/8″ BSP TM x 10 мм6246, Форсунка для газового шланга Fulham — 1/ 4″ BSP TM x 10мм6245, Сопло для газового шланга Fulham — 1/8″ BSP TM x 10мм8843, 3 НАСАДКА ДЛЯ ШЛАНГА — 90°8842, 3 НАСТРОЙКА ДЛЯ ШЛАНГА — 60°8844, 4 НАСТРОЙКА ДЛЯ ШЛАНГА 8862, ДВОЙНАЯ ГОРЕЛКА КИПЯЩЕГО КОЛЬЦА 24035, КИПЕНИЕ КОЛЬЦО, ОДИНАРНАЯ ТРОЙНАЯ ГОРЕЛКА19537, БОЛЬШОЕ КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА22744, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА с FFD8861, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА12679, НАБОР ДЛЯ РУЧНОЙ ПЕРЕМЕНЫ ДЛЯ ДВУХ КОМПЛЕКТОВ21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ ПЕРЕМЕНЫ ДЛЯ ЧЕТЫРЕХ КОМПЛЕКТОВ С OPSO13493, Комплект для автоматической замены из двух частей11725, Гаечный ключ из кованой стали POL — черный11724, Гаечный ключ из прессованной стали из поливинилхлорида — оцинкованная23142, ЗАЖИМ 12 мм НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ ДАВЛЕНИЯ 3714 мбар, PRO3714mbar С МАНОМЕТРОМ8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА 0,5-4 БАР С НАПРАВЛЯЮЩЕЙ 8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1БАР (ФИКСИРОВАННЫЙ)8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 50 мбар SMALL8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 37 мбар SMALL8802, 37 мбар ЗАЖИМ НА ПРОПАНЕРЕ REG15163, 37 мбар 8888, КЛАПАН ПОЕЗДНОГО ЦИЛИНДРА 8809, Camping Gas Regulator LP8807, регулятор бутана (4,5 -километровый калорный бутылка) 8805, 21 мм зажима на бутановом регуляторе. 600’CP3622 Сварное одеяло 2m x 2m 600’cp3621 Сварное одеяло 2m x 1m 600’cfr-ext extension 0,6MP3630 Сварное одеяло 50m x 1m 600’cp3886fr Стальная рама 2,4 × 1,8 МП 3666FR. 2,4 x 1,8MP3666CG Зеленое сварки сварки Зеленого холста 1,8 x 1,8MP3646CG Зеленое холст. MP3886O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 2,4М X 1,8MP3466O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,8М X 1,8MP3446O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,2М X 1,8MP3590 EAR DEFENDERSP3266 BROW GUARDP3261 CLEAR VISORP3261-5 SHADE 5 VISORP3260-5 SHADE 5 VISORP3260-3 SHADE 3 VISORP3390 4.5 x 2″ FLIP UP WELDING GOGGLESP3310 SKI TYPE WELDING GOGGLESXR270 VELCRO SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 FACE SEAL AND FIXINGSXR1013 HEAD GEAR FIXING KITXR1012 SWEAT BAND FOR HEAD GEARXR1011 HEAD GEAR INC ВОЗДУХОВОД XR1010 КРЫШКА ПЕРЕДНЕГО ШЛАНГА XR1009 ВОЗДУШНЫЙ ШЛАНГ И СОЕДИНИТЕЛИ0 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ В КОРОБКЕ НАБОР ПОДРЯДЧИКОВ BC18/90 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ НАБОР ДЛЯ ПОДРЯДЧИКОВ В КОРОБКЕ Набор для резки с заглушками – Заглушенный – Набор для подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4″ установлен Шланг пропана 761020-OX 20 мм 10M 3/8″ установлен Кислородный шланг761005-OX 5 мм 10 м 3/8 дюйма Кислородный шланг 760620-OX 6 мм 20 м 1/4 дюйма Кислородный шланг 760610-OX 6 мм 10 м 1/4 дюйма Кислородный шланг 761620-OX 6 мм 20 м 3/8 дюйма Кислородный шланг 761605-OX 6 мм 3/8″ Fitted Oxygen Hose760805-OX 8mm 5m 3/8″ fitted Oxygen hoseHeating Nozzle 5 705105Heating Nozzle 4 705104Heating Nozzle 3 705103Heating Nozzle 2 705102SWAGED NOZZLE 25 704225SWAGED NOZZLE 18 704218SWAGED NOZZLE 13 704213SWAGED NOZZLE 10 704210SWAGED NOZZLE 7 704207Lightwieght Nozzle 13 704113Lightwieght Nozzle 10 704110Легкое сопло 7 704107Обжатое сопло 5 704205VVC РЕЖУЩЕЕ СОПЛО 5,5 703113VVC РЕЖУЩЕЕ СОПЛО 5 703112VVC РЕЖУЩЕЕ СОПЛО 4 703111VVC РЕЖУЩЕЕ СОПЛО 3Сопла резания VVC 2 703108Vv «3,2 мм 7023332PNME Режущаяся сопла 3/32» 2,4 мм 702324PNME Режущая сопла 5/64 «2,0 мм 702320PNME Режущий сопла 1/16» 1,6 мм 702316PNME режущий сопла 3/64 «1,2 мм 702312PNME RIDGER NOTRUCK 1/32» 0,8 мм 7 мм 702312PNME RINTRUCT 1/32 Сону 1/8 «3,2 мм 702132PNM Ружая сопла 3/32» 2,4 мм 702124PNM Ружая сопла 1/32 «0,8 мм 702108Pachi Режущий сопла 1/8» 3,2 мм 7123332APACHI Sutruct 3/32 «2.
600’CP3622 Сварное одеяло 2m x 2m 600’cp3621 Сварное одеяло 2m x 1m 600’cfr-ext extension 0,6MP3630 Сварное одеяло 50m x 1m 600’cp3886fr Стальная рама 2,4 × 1,8 МП 3666FR. 2,4 x 1,8MP3666CG Зеленое сварки сварки Зеленого холста 1,8 x 1,8MP3646CG Зеленое холст. MP3886O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 2,4М X 1,8MP3466O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,8М X 1,8MP3446O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,2М X 1,8MP3590 EAR DEFENDERSP3266 BROW GUARDP3261 CLEAR VISORP3261-5 SHADE 5 VISORP3260-5 SHADE 5 VISORP3260-3 SHADE 3 VISORP3390 4.5 x 2″ FLIP UP WELDING GOGGLESP3310 SKI TYPE WELDING GOGGLESXR270 VELCRO SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 FACE SEAL AND FIXINGSXR1013 HEAD GEAR FIXING KITXR1012 SWEAT BAND FOR HEAD GEARXR1011 HEAD GEAR INC ВОЗДУХОВОД XR1010 КРЫШКА ПЕРЕДНЕГО ШЛАНГА XR1009 ВОЗДУШНЫЙ ШЛАНГ И СОЕДИНИТЕЛИ0 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ В КОРОБКЕ НАБОР ПОДРЯДЧИКОВ BC18/90 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ НАБОР ДЛЯ ПОДРЯДЧИКОВ В КОРОБКЕ Набор для резки с заглушками – Заглушенный – Набор для подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4″ установлен Шланг пропана 761020-OX 20 мм 10M 3/8″ установлен Кислородный шланг761005-OX 5 мм 10 м 3/8 дюйма Кислородный шланг 760620-OX 6 мм 20 м 1/4 дюйма Кислородный шланг 760610-OX 6 мм 10 м 1/4 дюйма Кислородный шланг 761620-OX 6 мм 20 м 3/8 дюйма Кислородный шланг 761605-OX 6 мм 3/8″ Fitted Oxygen Hose760805-OX 8mm 5m 3/8″ fitted Oxygen hoseHeating Nozzle 5 705105Heating Nozzle 4 705104Heating Nozzle 3 705103Heating Nozzle 2 705102SWAGED NOZZLE 25 704225SWAGED NOZZLE 18 704218SWAGED NOZZLE 13 704213SWAGED NOZZLE 10 704210SWAGED NOZZLE 7 704207Lightwieght Nozzle 13 704113Lightwieght Nozzle 10 704110Легкое сопло 7 704107Обжатое сопло 5 704205VVC РЕЖУЩЕЕ СОПЛО 5,5 703113VVC РЕЖУЩЕЕ СОПЛО 5 703112VVC РЕЖУЩЕЕ СОПЛО 4 703111VVC РЕЖУЩЕЕ СОПЛО 3Сопла резания VVC 2 703108Vv «3,2 мм 7023332PNME Режущаяся сопла 3/32» 2,4 мм 702324PNME Режущая сопла 5/64 «2,0 мм 702320PNME Режущий сопла 1/16» 1,6 мм 702316PNME режущий сопла 3/64 «1,2 мм 702312PNME RIDGER NOTRUCK 1/32» 0,8 мм 7 мм 702312PNME RINTRUCT 1/32 Сону 1/8 «3,2 мм 702132PNM Ружая сопла 3/32» 2,4 мм 702124PNM Ружая сопла 1/32 «0,8 мм 702108Pachi Режущий сопла 1/8» 3,2 мм 7123332APACHI Sutruct 3/32 «2. 4mm 712324APACHI НЕТ 1/16″ 1.6MM 712316APACHI CUTTING NOZZLE 3/64″ 1.2MM 712312APACHI CUTTING NOZZLE 1/32″ 0.8MM 712308ASNM CUTTING NOZZLE SIZE 1 705301AFNM CUTTING NOZZLE 1/16″ 1.6MM 705203AFNM CUTTING NOZZLE 3/64″ 1.2MM 705202AFNM CUTTING NOZZLE 1/32″ 0,8 ММ 705201AGNM ИЗОГНУТОЕ РЕЖУЩЕЕ СОПЛО, РАЗМЕР 25 702225AGNM ИЗОГНУТО РЕЖУЩАЯ СОПЛА РАЗМЕР 19702219AGNM Размер сопла сопла с нагнутой насадкой 13 702213ANME Выреженный сопло 1/8 ″ /3,2 мм 701232ANME Выреженный сопла 3/32 ″ /2,4 мм 701224ANME Вырезом сопла 5/64 ″ /2.0mm 701220ANME Cut10 1/16 ″ /1,6 мм 701 216 -мм 701 2116. /64″/1,2 ММ 701212ANM РЕЖУЩАЯ СОПЛА 5/64″/2,0 ММ 701120ANM РЕЖУЩАЯ СОПЛА 1/32″/1,6 ММ 701116CSS1010 Плоские супертонкие отрезные диски, нержавеющая сталь 230 x 1,0 x 22 мм (9″)CSS1210 Плоские, сверхтонкие отрезные диски нержавеющая сталь 125 x 1,0 x 22 мм (5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 115 x 1,0 x 22 мм (4,5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 100 x 1,0 x 16 мм (4 дюйма)Parweld PRO3600-30ER Pro- Сварочная горелка Grip 360A, с кабелем 5 м и еврофитингамиParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с кабелем 4 м и еврофитингамиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5 м и еврофитингамиParweld PRO2500-30ER Pro -Grip 250A Сварочная горелка, с кабелем 4 м и евро фитингомParweld PRO1500-40ER Pro-Grip 150A сварочная горелка, включая 5 м кабель и евро фитингPar сварка PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и европейский фитингP3788 Сварочная куртка Parweld Panther (размер XXL)P3788 Сварочная куртка Parweld Panther (размер XL)P3788 Сварочная куртка Parweld Panther (размер M)P3829Алюминизированный щиток для рукP3810 Перчатка механикаP3840 Латексная перчатка с термозахватомP3824 Panther Pro GauntletXR938H/F Parweld True Color Light Reactive Welding & Grinding Helmet (дизайн пламени)ANME CUT NOZZLE 1/32″/0,8MM /32″/2.
4mm 712324APACHI НЕТ 1/16″ 1.6MM 712316APACHI CUTTING NOZZLE 3/64″ 1.2MM 712312APACHI CUTTING NOZZLE 1/32″ 0.8MM 712308ASNM CUTTING NOZZLE SIZE 1 705301AFNM CUTTING NOZZLE 1/16″ 1.6MM 705203AFNM CUTTING NOZZLE 3/64″ 1.2MM 705202AFNM CUTTING NOZZLE 1/32″ 0,8 ММ 705201AGNM ИЗОГНУТОЕ РЕЖУЩЕЕ СОПЛО, РАЗМЕР 25 702225AGNM ИЗОГНУТО РЕЖУЩАЯ СОПЛА РАЗМЕР 19702219AGNM Размер сопла сопла с нагнутой насадкой 13 702213ANME Выреженный сопло 1/8 ″ /3,2 мм 701232ANME Выреженный сопла 3/32 ″ /2,4 мм 701224ANME Вырезом сопла 5/64 ″ /2.0mm 701220ANME Cut10 1/16 ″ /1,6 мм 701 216 -мм 701 2116. /64″/1,2 ММ 701212ANM РЕЖУЩАЯ СОПЛА 5/64″/2,0 ММ 701120ANM РЕЖУЩАЯ СОПЛА 1/32″/1,6 ММ 701116CSS1010 Плоские супертонкие отрезные диски, нержавеющая сталь 230 x 1,0 x 22 мм (9″)CSS1210 Плоские, сверхтонкие отрезные диски нержавеющая сталь 125 x 1,0 x 22 мм (5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 115 x 1,0 x 22 мм (4,5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 100 x 1,0 x 16 мм (4 дюйма)Parweld PRO3600-30ER Pro- Сварочная горелка Grip 360A, с кабелем 5 м и еврофитингамиParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с кабелем 4 м и еврофитингамиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5 м и еврофитингамиParweld PRO2500-30ER Pro -Grip 250A Сварочная горелка, с кабелем 4 м и евро фитингомParweld PRO1500-40ER Pro-Grip 150A сварочная горелка, включая 5 м кабель и евро фитингPar сварка PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и европейский фитингP3788 Сварочная куртка Parweld Panther (размер XXL)P3788 Сварочная куртка Parweld Panther (размер XL)P3788 Сварочная куртка Parweld Panther (размер M)P3829Алюминизированный щиток для рукP3810 Перчатка механикаP3840 Латексная перчатка с термозахватомP3824 Panther Pro GauntletXR938H/F Parweld True Color Light Reactive Welding & Grinding Helmet (дизайн пламени)ANME CUT NOZZLE 1/32″/0,8MM /32″/2. 4MMANM РЕЖУЩАЯ ФОРСУНКА 3/64″/1.2MMANM РЕЖУЩАЯ ФОРСУНКА 1/8″/3.2MMРЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК CO2 БОКОВОЙ ВХОДРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК АРГОНАРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ ДАТЧИК 2 ДАТЧИК 2 КИСЛОРОДРЕГУЛЯТОР 2 ACETYLENEREGULATOR SINGLE STAGE GAUGE ARGONREGULATOR 25 BAR SINGLE STAGE PLUGGED PROPANEREGULATOR 300 BAR 0-10 SINGLE STAGE PLUGGED OXYGENREGULATOR 25 BAR SINGLE STAGE PLUGGED ACETYLENEPARWELD XTM 2001 MIG INVERTER 200AMP PACKAGE 1PARWELD TIG INVERTER XTT 200P RANGE P1 PACKAGEPARWELD XTS 163 MMA INVERTER RANGE P1 PACKAGEPARWELD XTS 403 MMA ЛИНЕЙКА ИНВЕРТОРОВ ПАКЕТ P1Parweld XTE201C Компактный автомобильный сварочный аппарат — пакет P1Parweld XTE 171 Компактный автомобильный сварочный аппарат Пакет 1GS1060 Par Сварной шлифовальный диск 100 мм * 6,0 мм (одиночные) XR938H/P Parweld True Color Легкая реактивная сварочная и шлифовальная каскаP3765 Parweld Panther Кожаные рукава сварщиков (одинарные)P3745 Parweld кожаные сварщики SpatsP3788 Parweld Panther сварочная куртка (размер L)P3725 Parweld Panther сварочный фартук C/W Пряжки и галстукиP3870 Parweld Nitrile Gripper Glove LiteP3860 Parweld PU Gripper GloveP3855 Parweld Panther Driver GloveP3854 Parweld Panther Mesh Back Driver GloveP3845 Parweld ISO cut C GloveP3839 Parweld Panther Pro TIG GloveP3838 Parweld Panther Fingertip TIG GloveP3835 Parweld Fingertip Sensitivity TIG GloveP3830 Parweld TIG Glove, GreyP3829Алюминизированные перчатки Parweld Теплозащитный экран (одинарные)P3828 Алюминизированные рукавицы Parweld PantherP3826 Двусторонние рукавицы/перчатки Parweld Panther (одинарные)P3825 Перчатки/перчатки Parweld PantherP3822 Перчатки/перчатки Parweld, Panther Pro Ex LengthP3820 Перчатки/перчатки Parweld для сваркиP3802 Перчатки Parweld Power Rigger (SE)P380 Parweld Double Palm Rigger GloveParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4,0 мм * 350 мм, 5 кг PackParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг PACKParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, ARC 4.
4MMANM РЕЖУЩАЯ ФОРСУНКА 3/64″/1.2MMANM РЕЖУЩАЯ ФОРСУНКА 1/8″/3.2MMРЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК CO2 БОКОВОЙ ВХОДРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК АРГОНАРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ ДАТЧИК 2 ДАТЧИК 2 КИСЛОРОДРЕГУЛЯТОР 2 ACETYLENEREGULATOR SINGLE STAGE GAUGE ARGONREGULATOR 25 BAR SINGLE STAGE PLUGGED PROPANEREGULATOR 300 BAR 0-10 SINGLE STAGE PLUGGED OXYGENREGULATOR 25 BAR SINGLE STAGE PLUGGED ACETYLENEPARWELD XTM 2001 MIG INVERTER 200AMP PACKAGE 1PARWELD TIG INVERTER XTT 200P RANGE P1 PACKAGEPARWELD XTS 163 MMA INVERTER RANGE P1 PACKAGEPARWELD XTS 403 MMA ЛИНЕЙКА ИНВЕРТОРОВ ПАКЕТ P1Parweld XTE201C Компактный автомобильный сварочный аппарат — пакет P1Parweld XTE 171 Компактный автомобильный сварочный аппарат Пакет 1GS1060 Par Сварной шлифовальный диск 100 мм * 6,0 мм (одиночные) XR938H/P Parweld True Color Легкая реактивная сварочная и шлифовальная каскаP3765 Parweld Panther Кожаные рукава сварщиков (одинарные)P3745 Parweld кожаные сварщики SpatsP3788 Parweld Panther сварочная куртка (размер L)P3725 Parweld Panther сварочный фартук C/W Пряжки и галстукиP3870 Parweld Nitrile Gripper Glove LiteP3860 Parweld PU Gripper GloveP3855 Parweld Panther Driver GloveP3854 Parweld Panther Mesh Back Driver GloveP3845 Parweld ISO cut C GloveP3839 Parweld Panther Pro TIG GloveP3838 Parweld Panther Fingertip TIG GloveP3835 Parweld Fingertip Sensitivity TIG GloveP3830 Parweld TIG Glove, GreyP3829Алюминизированные перчатки Parweld Теплозащитный экран (одинарные)P3828 Алюминизированные рукавицы Parweld PantherP3826 Двусторонние рукавицы/перчатки Parweld Panther (одинарные)P3825 Перчатки/перчатки Parweld PantherP3822 Перчатки/перчатки Parweld, Panther Pro Ex LengthP3820 Перчатки/перчатки Parweld для сваркиP3802 Перчатки Parweld Power Rigger (SE)P380 Parweld Double Palm Rigger GloveParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4,0 мм * 350 мм, 5 кг PackParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг PACKParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, ARC 4. 0 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 2,5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 3,5 кг PackPar1d 2,56 кг Электроды для дуговой сварки малоуглеродистой стали MMA, 2,5 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали MMA, 2 мм * 300 мм 5 кг PackParweld PRO20-12S1BW PRO-Grip20 Горелка для сварки TIG с водяным охлаждением, 250 А, доступна с кабелем 12 или 25 футов Инверторный сварочный аппарат TIG 400 ВParweld XTT 353P-P1 350A AC/DC 400V Импульсный инверторный сварочный аппарат TIGParweld XTT 202P-P1 AC/DC 200A 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIG, 2DV230VP1 Комплект инверторного сварочного аппарата TIGParweld PR17-25S1BG Сварочная горелка TIG Pro-Grip Max 150A, доступна с кабелями длиной 4 м или 8 мParweld PRO9-12S1BG Сварочная горелка TIG Pro-Grip Max 125A, с кабелем 4 или 8 мParweld PRO5000-30ER Сварочная горелка Pro-Grip 501 Вт с водяным охлаждением, с кабелем длиной 3 м, 4 м и 5 мParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с Кабель 3M и европейские фитингиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 3M и еврофитингомParweld PRO1500-30ER Pro-Grip 150A сварочная горелка, включая кабель 3M и европейские фитингиParweld XTS 203 MMA инвертор 200А, 400В с опцией Scratch Start TIG TorchParweld XTS 203 MMA Inverter 200AMP 400VParweld XTS 202 MMA Inverter 200AMP 240V with Optional Scratch Start TIG TorchParweld XTS 202 MMA Inverter 200AMP 240VParweld XTS 142 MMA Inverter 140AMP 240V with Optional Scratch Start TIG TorchParweld XTS 142 MMA Inverter 140AMP 240VParweld XTP103 Inverter Plasma Cutter 100 AMP 400V Package 1Parweld XTP63 Инверторный плазменный резак, комплект 400 В 1Parweld XTP40 Инверторный плазменный резак, 100/240 В, комплект 1 Тип 5, кислородно-ацетиленовая резка и сварочный комплект Легкий комплект для кислородно-ацетиленовой резки и сварки, включая футлярЛегкий комплект для кислородно-ацетиленовой сварки и пайки, включая футляр18/90 Набор для резки кислородом / ацетиленом – 2 манометра, включая набор для подрядчиков ACO Комплект для резки кислородом / пропаном подключен, набор для подрядчиков XTM 503I Synergic MIG Inverter — 500 AMP — 400V — Package 1Parweld XTM 254I Synergic MIG Inverter — 250 AMP — 400V — Package 1Parweld XTM 252I Synergic MIG Inverter — 250AMP — Package 1Parweld XTM 403S MIG Transformer Machine — 350 AMP MIG1C Machine XTM1C — 300AMP — Package 1Parweld XTM 301S MIG Transformer Machine 300 AMP — Package 1Parweld XTM 182I MIG Inverter, 180 AMP — Package 1Parweld XTM 160I MIG Inverter, 160 AMP — Package 1Parweld XTM 252I 250 AMP Synergic MIG InverterELCK3 ARCAIR STYLE K3 600A STRAIGHT GOUGING TORCHESEV010215101 SAMSON 150A ЕС ЭЛЕКТРОД / ДЕРЖАТЕЛЬ СТЕРЖНЯREW1625PW ВИЛКА ТИПА DIN 16-25MMEW200C ЗАЖИМ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СТОЙКА ДЛЯ СВАРКИ / ДУГОВАЯ СВАРКА ДЛЯ ЧУГУНА.
0 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 2,5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 3,5 кг PackPar1d 2,56 кг Электроды для дуговой сварки малоуглеродистой стали MMA, 2,5 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали MMA, 2 мм * 300 мм 5 кг PackParweld PRO20-12S1BW PRO-Grip20 Горелка для сварки TIG с водяным охлаждением, 250 А, доступна с кабелем 12 или 25 футов Инверторный сварочный аппарат TIG 400 ВParweld XTT 353P-P1 350A AC/DC 400V Импульсный инверторный сварочный аппарат TIGParweld XTT 202P-P1 AC/DC 200A 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIG, 2DV230VP1 Комплект инверторного сварочного аппарата TIGParweld PR17-25S1BG Сварочная горелка TIG Pro-Grip Max 150A, доступна с кабелями длиной 4 м или 8 мParweld PRO9-12S1BG Сварочная горелка TIG Pro-Grip Max 125A, с кабелем 4 или 8 мParweld PRO5000-30ER Сварочная горелка Pro-Grip 501 Вт с водяным охлаждением, с кабелем длиной 3 м, 4 м и 5 мParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с Кабель 3M и европейские фитингиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 3M и еврофитингомParweld PRO1500-30ER Pro-Grip 150A сварочная горелка, включая кабель 3M и европейские фитингиParweld XTS 203 MMA инвертор 200А, 400В с опцией Scratch Start TIG TorchParweld XTS 203 MMA Inverter 200AMP 400VParweld XTS 202 MMA Inverter 200AMP 240V with Optional Scratch Start TIG TorchParweld XTS 202 MMA Inverter 200AMP 240VParweld XTS 142 MMA Inverter 140AMP 240V with Optional Scratch Start TIG TorchParweld XTS 142 MMA Inverter 140AMP 240VParweld XTP103 Inverter Plasma Cutter 100 AMP 400V Package 1Parweld XTP63 Инверторный плазменный резак, комплект 400 В 1Parweld XTP40 Инверторный плазменный резак, 100/240 В, комплект 1 Тип 5, кислородно-ацетиленовая резка и сварочный комплект Легкий комплект для кислородно-ацетиленовой резки и сварки, включая футлярЛегкий комплект для кислородно-ацетиленовой сварки и пайки, включая футляр18/90 Набор для резки кислородом / ацетиленом – 2 манометра, включая набор для подрядчиков ACO Комплект для резки кислородом / пропаном подключен, набор для подрядчиков XTM 503I Synergic MIG Inverter — 500 AMP — 400V — Package 1Parweld XTM 254I Synergic MIG Inverter — 250 AMP — 400V — Package 1Parweld XTM 252I Synergic MIG Inverter — 250AMP — Package 1Parweld XTM 403S MIG Transformer Machine — 350 AMP MIG1C Machine XTM1C — 300AMP — Package 1Parweld XTM 301S MIG Transformer Machine 300 AMP — Package 1Parweld XTM 182I MIG Inverter, 180 AMP — Package 1Parweld XTM 160I MIG Inverter, 160 AMP — Package 1Parweld XTM 252I 250 AMP Synergic MIG InverterELCK3 ARCAIR STYLE K3 600A STRAIGHT GOUGING TORCHESEV010215101 SAMSON 150A ЕС ЭЛЕКТРОД / ДЕРЖАТЕЛЬ СТЕРЖНЯREW1625PW ВИЛКА ТИПА DIN 16-25MMEW200C ЗАЖИМ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СТОЙКА ДЛЯ СВАРКИ / ДУГОВАЯ СВАРКА ДЛЯ ЧУГУНА. NI99 CI 2,5 ММ 1.0KGRC3082540 ПРОВОД ДЛЯ ДУГОВОЙ СВАРКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ — SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КРЫШКА (9 20) (41V33)RWN45V42 ГОРЕЛКА TIG (ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ GOLPMM5 GOD) — 1.0 (45V42)RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 Цанга (5 шт.) (13N21)RWN13N21 ЗАПАСНАЯ Цанга для горелки TIG 0,040 (5 шт.) (13N21)RWN13N08 WCF — КЕРАМИКА — 1/4 АЛЮМИНИЕВАЯ СОПЛА (PK10) (13N08)HP Сварка — 1,6 мм Superstrike вольфрам продан каждый HP16616 Золотой кончик — 1,6 мм 1,5% вольфрамовый вольф WELDING — 1.0MM 2% CERIA TUNGSTEN .040 EAHP16216 WHITE TIP TIG TUNGSTON — 1.6MM ZIRCON Tungsten 1/16 SOLD EACHHP16110 — RED TOP TORED Tungsten — 1.0MM 2% THOR TUNGSTEN .040 EARO961250 TIG BRONZE BRAZING — SIFSILCOPPER NO 968 1.2MM 5.0KGRO211650 STAINLESS STEEL TIG RODS — SIFSTEEL 316L 1.6MM 5.0KG STAINLESSRO151625 ALUMINIUM TIG RODS — SIFALUMIN NO 15 4043A 1.6MM 2.5KGRA151225 SIF MILD STEEL TIG RODS — SIFSTEEL A15 1.2MM 2.5KG STEELSW120573 PLASMA Резак -запасная часть — электрод Hafniumsw020382 Запасная часть плазмы — электрод Hyp Max 20SWPC801ZR Резка запасные части плазмы — электрод Zirconiumswpc306 Electrode Zr x 14,5 мм для Binzel PSB30 PACK30303030303032030303030303030H -плазменное пластическое пластическое пластическое плаз.
NI99 CI 2,5 ММ 1.0KGRC3082540 ПРОВОД ДЛЯ ДУГОВОЙ СВАРКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ — SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КРЫШКА (9 20) (41V33)RWN45V42 ГОРЕЛКА TIG (ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ GOLPMM5 GOD) — 1.0 (45V42)RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 Цанга (5 шт.) (13N21)RWN13N21 ЗАПАСНАЯ Цанга для горелки TIG 0,040 (5 шт.) (13N21)RWN13N08 WCF — КЕРАМИКА — 1/4 АЛЮМИНИЕВАЯ СОПЛА (PK10) (13N08)HP Сварка — 1,6 мм Superstrike вольфрам продан каждый HP16616 Золотой кончик — 1,6 мм 1,5% вольфрамовый вольф WELDING — 1.0MM 2% CERIA TUNGSTEN .040 EAHP16216 WHITE TIP TIG TUNGSTON — 1.6MM ZIRCON Tungsten 1/16 SOLD EACHHP16110 — RED TOP TORED Tungsten — 1.0MM 2% THOR TUNGSTEN .040 EARO961250 TIG BRONZE BRAZING — SIFSILCOPPER NO 968 1.2MM 5.0KGRO211650 STAINLESS STEEL TIG RODS — SIFSTEEL 316L 1.6MM 5.0KG STAINLESSRO151625 ALUMINIUM TIG RODS — SIFALUMIN NO 15 4043A 1.6MM 2.5KGRA151225 SIF MILD STEEL TIG RODS — SIFSTEEL A15 1.2MM 2.5KG STEELSW120573 PLASMA Резак -запасная часть — электрод Hafniumsw020382 Запасная часть плазмы — электрод Hyp Max 20SWPC801ZR Резка запасные части плазмы — электрод Zirconiumswpc306 Electrode Zr x 14,5 мм для Binzel PSB30 PACK30303030303032030303030303030H -плазменное пластическое пластическое пластическое плаз. MMQh280301W КОНИЧЕСКАЯ ФОРСУНКА ДЛЯ МИГ 180AQh280306W КОНТАКТНАЯ НАСАДКА ДЛЯ МИГ 0,6 ММ 180A M6 — УПАКОВКА ИЗ 10 TWN802048 ОДНОРАЗОВЫЙ ГАЗОВЫЙ БАЛЛОН С АРГОНОМ/СО2 390 Gramih55sd100 Песочный диск (AL -OX) 115×16 мм 100 GRITSC60100GKW LACK DISC 100×22 мм 60 ГРИТ — CERIM40DCGM DPC GRINDING DISC (100×6,4×16 мм) HELIUM BALLOON INFULATOR — PremiumHelium Balloon Inflator — STANDERVZFC08045) Гелийский баллон. Ferous MIG Wire 0.8mm 3.75kgWO270865 SifMIG 5356 Non-Ferous MIG Wire 6.5kgWO150865 SifMIG 4043 Non-Ferous 0.8mm 6.5kg MIG WireDZ10001 Oxygen and Acetylene Gas Cylinder TrollyDZ10004 Portable Gas Cylinder Trolly SmallPC600630T Welding Table Kit 600mm * 630mmP3410 NYLON BLACK FRAME SPECTACLES — CLEARP3420 Clear Safety Spectsesf287000 Kromer Swarding Safety Safety Safety Размер 6 7/8 «EHW4420010 Замена 4 1/4» x 2 «Увеличительные линзы сварки сварки — 1,0 Диоптерные маги11060SP Замена зеркального стекла. * 2» ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW1109010 Золотая замена объектива 110 мм x 90 мм глэйн с золотым покрытием SH20 для сварки Helmetehw442010G Стеклянное стекло 4 1/4 x 2 10ew 8ew Lens CE для сварки HelmeteHW442006G Замена стекла 4 1/4 x 2 6ew Lens CE для сварки HelmeteHW442005G Замена стекла 4 1/4 x 2 5ew РЕГУЛЯТОР ЗАЩИТНОГО ГАЗА ДЛЯ СВАРКИ MIG И TIGПищевой углекислый газ CO2, 34 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2, 15 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2 Заправка 6,35 кг Отвод жидкости для глазирования стеклаКонтрактная заправка Tecatlantis 1 л CO2 ЦилиндрWA1912250 SIFMIG ZERO SG3 1.
MMQh280301W КОНИЧЕСКАЯ ФОРСУНКА ДЛЯ МИГ 180AQh280306W КОНТАКТНАЯ НАСАДКА ДЛЯ МИГ 0,6 ММ 180A M6 — УПАКОВКА ИЗ 10 TWN802048 ОДНОРАЗОВЫЙ ГАЗОВЫЙ БАЛЛОН С АРГОНОМ/СО2 390 Gramih55sd100 Песочный диск (AL -OX) 115×16 мм 100 GRITSC60100GKW LACK DISC 100×22 мм 60 ГРИТ — CERIM40DCGM DPC GRINDING DISC (100×6,4×16 мм) HELIUM BALLOON INFULATOR — PremiumHelium Balloon Inflator — STANDERVZFC08045) Гелийский баллон. Ferous MIG Wire 0.8mm 3.75kgWO270865 SifMIG 5356 Non-Ferous MIG Wire 6.5kgWO150865 SifMIG 4043 Non-Ferous 0.8mm 6.5kg MIG WireDZ10001 Oxygen and Acetylene Gas Cylinder TrollyDZ10004 Portable Gas Cylinder Trolly SmallPC600630T Welding Table Kit 600mm * 630mmP3410 NYLON BLACK FRAME SPECTACLES — CLEARP3420 Clear Safety Spectsesf287000 Kromer Swarding Safety Safety Safety Размер 6 7/8 «EHW4420010 Замена 4 1/4» x 2 «Увеличительные линзы сварки сварки — 1,0 Диоптерные маги11060SP Замена зеркального стекла. * 2» ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW1109010 Золотая замена объектива 110 мм x 90 мм глэйн с золотым покрытием SH20 для сварки Helmetehw442010G Стеклянное стекло 4 1/4 x 2 10ew 8ew Lens CE для сварки HelmeteHW442006G Замена стекла 4 1/4 x 2 6ew Lens CE для сварки HelmeteHW442005G Замена стекла 4 1/4 x 2 5ew РЕГУЛЯТОР ЗАЩИТНОГО ГАЗА ДЛЯ СВАРКИ MIG И TIGПищевой углекислый газ CO2, 34 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2, 15 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2 Заправка 6,35 кг Отвод жидкости для глазирования стеклаКонтрактная заправка Tecatlantis 1 л CO2 ЦилиндрWA1912250 SIFMIG ZERO SG3 1. 2MM 250KG COPPER FREEWA1910250 SIFMIG ZERO SG3 1.0MM 250KG COPPER FREEWA191218 SIFMIG ZERO SG3 1.2MM 18KG COPPER FREEWA191018 SIFMIG ZERO SG3 1.0MM 18KG COPPER FREEWA1 SIFMIG ZERO SG3 0.8MM 15KG COPPER FREEVZ181215LSG3 1.2MM SG3 MIG WIRE (15KG) REELVZ181015LSG3 1.0MM SG3 MIG WIRE (15KG) REELVZ180815LSG3 0.8MM SG3 MIG WIRE (15KG) REELVZ181215LW SG2 1.2MM LAYER A18 WIRE 15KG REELVZ181015LW SG2 1.0MM LAYER A18 WIRE 15KG REELVZ1808050L SG2 1.0MM LAYER A18 WIRE 5KG REELVZ180815LW SG2 0.8MM LAYER A18 WIRE 15KG REELVZ180850L SG2 0.8MM A18 MIG WIRE (5KG) REELVZ180807L SG2 0.8MM A18 MIG WIRE (0.7KG) REELVZ180615LW SG2 0.6MM LAYER A18 WIRE 15KG REELVZ180650L SG2 0.6MM A18 MIG WIRE (5KG) REELVZ160607L SG2 0.6MM A18 MIG WIRE (0.7KG) REELFXTIPDIP50 Sif Tip Dip Anti Splatter Paste 500 гEG1001w Спрей для защиты от брызг на водной основе 400 млAU300 Расходомер 0-40 литров в минутуAEARGBN Адаптер аргона к CO2AECO2BN Адаптер CO2 к аргонуНа месте кислород/пропановый режущий набор — штекер ged — Contractors Set 2OP1000w Weldability Sif Toolbox Case OnlyFO010022 Sifbronze Relay Flux 225gDZ205001 Tri Flint Spark LightDA4003838RH Муфта шланга от 3/8″ до 3/8″ правая/высотаDA4003838LH Муфта шланга от 3/8″ до 3/8″ LHDA4003814RH 1/4″ /8 «RH Шлаковая соединение 400141414 1/4» RH равна шланг -шланге 4001414LH 1/4 «LH равные шланг -шланги.
2MM 250KG COPPER FREEWA1910250 SIFMIG ZERO SG3 1.0MM 250KG COPPER FREEWA191218 SIFMIG ZERO SG3 1.2MM 18KG COPPER FREEWA191018 SIFMIG ZERO SG3 1.0MM 18KG COPPER FREEWA1 SIFMIG ZERO SG3 0.8MM 15KG COPPER FREEVZ181215LSG3 1.2MM SG3 MIG WIRE (15KG) REELVZ181015LSG3 1.0MM SG3 MIG WIRE (15KG) REELVZ180815LSG3 0.8MM SG3 MIG WIRE (15KG) REELVZ181215LW SG2 1.2MM LAYER A18 WIRE 15KG REELVZ181015LW SG2 1.0MM LAYER A18 WIRE 15KG REELVZ1808050L SG2 1.0MM LAYER A18 WIRE 5KG REELVZ180815LW SG2 0.8MM LAYER A18 WIRE 15KG REELVZ180850L SG2 0.8MM A18 MIG WIRE (5KG) REELVZ180807L SG2 0.8MM A18 MIG WIRE (0.7KG) REELVZ180615LW SG2 0.6MM LAYER A18 WIRE 15KG REELVZ180650L SG2 0.6MM A18 MIG WIRE (5KG) REELVZ160607L SG2 0.6MM A18 MIG WIRE (0.7KG) REELFXTIPDIP50 Sif Tip Dip Anti Splatter Paste 500 гEG1001w Спрей для защиты от брызг на водной основе 400 млAU300 Расходомер 0-40 литров в минутуAEARGBN Адаптер аргона к CO2AECO2BN Адаптер CO2 к аргонуНа месте кислород/пропановый режущий набор — штекер ged — Contractors Set 2OP1000w Weldability Sif Toolbox Case OnlyFO010022 Sifbronze Relay Flux 225gDZ205001 Tri Flint Spark LightDA4003838RH Муфта шланга от 3/8″ до 3/8″ правая/высотаDA4003838LH Муфта шланга от 3/8″ до 3/8″ LHDA4003814RH 1/4″ /8 «RH Шлаковая соединение 400141414 1/4» RH равна шланг -шланге 4001414LH 1/4 «LH равные шланг -шланги. MM 702116PNM CUTTING NOZZLE 3/64″ 1.2MM 702112Lightwieght Nozzle 5 704105lightwieght Nozzle 3 704103lightwieght Nozzle 2 704102CCANM04W Weldability ANM Type 5/64 Nozzle 100mmCCANM03W Weldability ANM Type 1/16 Nozzle 75mmBW8001038BFT 8mm 10m 3/8″ fitted Acetylene hoseBW8001038PFT 8mm 10m 3/8 » Установленный шланг для пропана760810-OX 8мм 10м 3/8″ Кислородный шлангBW600538PFT 6мм 5м 3/8″ Установленный шланг для пропанаBW600514RFT 6мм 5м 1/4″ Установленный ацетиленовый шланг764605-PR 6мм 5м 1/4″ Установленный пропановый шланг760605-OX 6мм 5м 1/4″ 4-дюймовый фит ed Кислородный шланг761610-OX 6 мм 10 м 3/8″ Кислородный шланг в сборе764610-PR 6 мм 10 м 1/4″ в сборе Пропановый шланг BW6002038BFT 6 мм 10 м 3/8″ Ацетиленовый шланг в сбореBW10002038RF 10 мм 20 м 3/8″ 2 0410-8/3/8 мм Ацетиленовый шланг в сборе7 «Оставленный пропановый шланг760820-OX 8 мм 20 мл 3/8» Околочный кислород HoseBW10001038RF 10 мм 10 мм 3/8 «Околочный ацетилен-штангибел10001038PF 10 мм 3/8» Установленная пропана Hose761010-OX 10 мм 3/8 «.
MM 702116PNM CUTTING NOZZLE 3/64″ 1.2MM 702112Lightwieght Nozzle 5 704105lightwieght Nozzle 3 704103lightwieght Nozzle 2 704102CCANM04W Weldability ANM Type 5/64 Nozzle 100mmCCANM03W Weldability ANM Type 1/16 Nozzle 75mmBW8001038BFT 8mm 10m 3/8″ fitted Acetylene hoseBW8001038PFT 8mm 10m 3/8 » Установленный шланг для пропана760810-OX 8мм 10м 3/8″ Кислородный шлангBW600538PFT 6мм 5м 3/8″ Установленный шланг для пропанаBW600514RFT 6мм 5м 1/4″ Установленный ацетиленовый шланг764605-PR 6мм 5м 1/4″ Установленный пропановый шланг760605-OX 6мм 5м 1/4″ 4-дюймовый фит ed Кислородный шланг761610-OX 6 мм 10 м 3/8″ Кислородный шланг в сборе764610-PR 6 мм 10 м 1/4″ в сборе Пропановый шланг BW6002038BFT 6 мм 10 м 3/8″ Ацетиленовый шланг в сбореBW10002038RF 10 мм 20 м 3/8″ 2 0410-8/3/8 мм Ацетиленовый шланг в сборе7 «Оставленный пропановый шланг760820-OX 8 мм 20 мл 3/8» Околочный кислород HoseBW10001038RF 10 мм 10 мм 3/8 «Околочный ацетилен-штангибел10001038PF 10 мм 3/8» Установленная пропана Hose761010-OX 10 мм 3/8 «. LPG Heating Torch 45mm with leverBB6002 LW Cutting AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Cutting AttachmentBB5001 HD Welders ShankAU2001 RESETTABLE COLLAR, OXYGEN FLASH BACK ARRESTORAU2001 RESETTABLE COLLAR, FUEL GAS FLASH BACK ARRESTORAU11107 DGN BARREL, FUEL GAS, FLASH BACK ARRESTORAU111002 DGN BARREL, OXYGEN FLASH BACK ARRESTORAE3004LX ПЕРВАЯ СТУПЕНИ, ДВУХКАЧЕСТВЕННЫЕ КИСЛОРОДНЫЕ РЕГУЛЯТОРЫAE2004LX ПЕРВАЯ СТУПЕНИ, ОДИНАРНЫЕ КАМЕРЫ, СЕРИЯ LX ПРОПАН/ПРОПИЛЕН GUAGEОдноразовые гелиевые баллоны с 50 баллонами и лентой под собственной маркойСобственные Фирменные одноразовые газовые баллоны с гелием без 50 воздушных шаров и лентыОптовая продажа, цилиндр Fill’N’Away + 30 воздушных шаров и ленты.Fill’N’Away Одноразовый баллон с гелием с 30 воздушными шарами и лентойОптовая продажа, цилиндр Fill’N’Away + 50 воздушных шаров и лента.Fill Одноразовые гелиевые баллоны ‘N’Away для заполнения 50 9″ BalloonsFill’N’Away Одноразовый гелиевый баллон для наполнения 30 9-дюймовых воздушных шаровАзот 9,4 л 137 бар — для гоночных командАзот 2 л 200 бар — для гоночных командАзот 20 л 200 бар — для гоночных командПищевой азот 9,4 л 137 бар — для хранения и раздачи винаПищевой азот 2 л 200 бар — для хранения и розлива винаПищевой азот 20 л 200 бар — для хранения и розлива вина Бескислородный азот 20 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 2 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 50 л 200 бар — для кондиционирования воздуха и трубопроводов Очистка бескислородным азотом 9L 137 бар — только заправка — для кондиционирования воздуха и продувки трубопроводов.
LPG Heating Torch 45mm with leverBB6002 LW Cutting AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Cutting AttachmentBB5001 HD Welders ShankAU2001 RESETTABLE COLLAR, OXYGEN FLASH BACK ARRESTORAU2001 RESETTABLE COLLAR, FUEL GAS FLASH BACK ARRESTORAU11107 DGN BARREL, FUEL GAS, FLASH BACK ARRESTORAU111002 DGN BARREL, OXYGEN FLASH BACK ARRESTORAE3004LX ПЕРВАЯ СТУПЕНИ, ДВУХКАЧЕСТВЕННЫЕ КИСЛОРОДНЫЕ РЕГУЛЯТОРЫAE2004LX ПЕРВАЯ СТУПЕНИ, ОДИНАРНЫЕ КАМЕРЫ, СЕРИЯ LX ПРОПАН/ПРОПИЛЕН GUAGEОдноразовые гелиевые баллоны с 50 баллонами и лентой под собственной маркойСобственные Фирменные одноразовые газовые баллоны с гелием без 50 воздушных шаров и лентыОптовая продажа, цилиндр Fill’N’Away + 30 воздушных шаров и ленты.Fill’N’Away Одноразовый баллон с гелием с 30 воздушными шарами и лентойОптовая продажа, цилиндр Fill’N’Away + 50 воздушных шаров и лента.Fill Одноразовые гелиевые баллоны ‘N’Away для заполнения 50 9″ BalloonsFill’N’Away Одноразовый гелиевый баллон для наполнения 30 9-дюймовых воздушных шаровАзот 9,4 л 137 бар — для гоночных командАзот 2 л 200 бар — для гоночных командАзот 20 л 200 бар — для гоночных командПищевой азот 9,4 л 137 бар — для хранения и раздачи винаПищевой азот 2 л 200 бар — для хранения и розлива винаПищевой азот 20 л 200 бар — для хранения и розлива вина Бескислородный азот 20 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 2 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 50 л 200 бар — для кондиционирования воздуха и трубопроводов Очистка бескислородным азотом 9L 137 бар — только заправка — для кондиционирования воздуха и продувки трубопроводов. Принадлежит заказчику, наполнение огнетушителя CO2, цена за килограмм. Для выращивания водных растенийПищевой, без арендной платы, 34 кг CO2-газ для гидропоники и выращивания водных растенийПищевой класс, без арендной платы, 3,15 кг CO2-газ для гидропоники и для выращивания водных растенийПищевой класс, без арендной платы, 15 кг CO2-газ для гидропоники и для выращивания водных растенийCO2 Gas Refill 6,35 кг для наполнения пейнтбольного баллона, с погружной трубкой, сменный баллон с углекислым газом 34 кг, идеально подходит для заправки большого количества пейнтбольных баллонов, с погружной трубкой, сменный баллон с углекислым газом, 6,35 кг, отвод жидкости для пейнтбола, с погружной трубкой, сменный баллон с углекислым газом, 15 кг, идеально подходит для дома или бизнеса использование шаров для рисования, с погружной трубкойCalor Gas 5KG Patio GasCalor Gas 13kg Patio Gas BottleCalor Gas Butane Bottle 7KG — нет в наличииCalor Gas Butane Bottle 4.5KG — Нет в наличииCalor Баллон с бутановым газом 15 кг — Доступен в ограниченном количестве — Пожалуйста, позвоните перед заказом Баллон с пропановым газом Calor 6 кг — нет в наличии Баллон с газовым пропаном 6 кг Калорийный газовый баллон с пропаном 6 кг Легкий вес Баллон с газовым пропаном 47 кг Калорийный газовый пропан 3.
Принадлежит заказчику, наполнение огнетушителя CO2, цена за килограмм. Для выращивания водных растенийПищевой, без арендной платы, 34 кг CO2-газ для гидропоники и выращивания водных растенийПищевой класс, без арендной платы, 3,15 кг CO2-газ для гидропоники и для выращивания водных растенийПищевой класс, без арендной платы, 15 кг CO2-газ для гидропоники и для выращивания водных растенийCO2 Gas Refill 6,35 кг для наполнения пейнтбольного баллона, с погружной трубкой, сменный баллон с углекислым газом 34 кг, идеально подходит для заправки большого количества пейнтбольных баллонов, с погружной трубкой, сменный баллон с углекислым газом, 6,35 кг, отвод жидкости для пейнтбола, с погружной трубкой, сменный баллон с углекислым газом, 15 кг, идеально подходит для дома или бизнеса использование шаров для рисования, с погружной трубкойCalor Gas 5KG Patio GasCalor Gas 13kg Patio Gas BottleCalor Gas Butane Bottle 7KG — нет в наличииCalor Gas Butane Bottle 4.5KG — Нет в наличииCalor Баллон с бутановым газом 15 кг — Доступен в ограниченном количестве — Пожалуйста, позвоните перед заказом Баллон с пропановым газом Calor 6 кг — нет в наличии Баллон с газовым пропаном 6 кг Калорийный газовый баллон с пропаном 6 кг Легкий вес Баллон с газовым пропаном 47 кг Калорийный газовый пропан 3. 9Бутылка в килограммах — Нет на складе Калорийный газ Пропан 19 кг Калорийный газ 13 кг Баллон с пропановым газомCamping Gaz 907 Бутановый газовый баллон — НЕТ В НАЛИЧИИCamping Gaz 904 Бутановый баллон — НЕТ В НАЛИЧИИCamping Gaz 901 — Только заправка — нет в наличии Калорийный газ пропан 18 кг Автогаз для вилочного погрузчика Калорийный газ пропан 12 кг Автогаз для вилочных погрузчиков Многоразовый гелиевый баллон объемом 9,4 л, идеально подходит для цветочных магазинов, магазинов открыток и вечеринок, только для торговли Многоразовый гелиевый баллон объемом 9,4 л идеально подходит для вечеринок и юбилеев, включая аренду адаптера для наполнения Многоразовый гелиевый баллон объемом 50 л идеально подходит для цветочных магазинов, магазинов открыток и вечеринок — Trade Only2 л Многоразовый гелиевый баллон с газом, идеальные вечеринки и юбилеи20 л Многоразовый гелиевый баллон с газом, идеально подходит для цветочных магазинов, открыток и магазинов для вечеринок 200 бар для сварки TIG Без арендной платы, кислородный газовый баллон 2 л, 200 бар без арендной платы, без кислорода (OFN) Азот 2 л 200 бар без арендной платы, углекислый газ de Газ CO2 1,5 кг для сварки MIG без арендной платы, 5% смесь CO2 / аргона 2 л 200 бар для сварки MIG без арендной платы, чистый аргон 20 л 200 бар для сварки TIG без арендной платы, кислородный газ 20 л 200 бар для резки, сварки, пайки и пайки без арендной платы, без кислорода (OFN) ) Азот 20 л 200 бар без арендной платы, 20% CO2 в смеси аргона 20 л, 200 бар для сварки MIG Бесплатно 5% CO2 в смеси аргона 20 л для сварки MIG 20 л пропиленового топливного газа для сварки, пайки, нагрева и резки Бесплатно 34 кг газа CO2 для сварки MIG Без арендной платы, чистый Аргон 50 л 200 бар для сварки TIG и MIG Без арендной платы, газообразный кислород 50 л 200 бар Без арендной платы, без кислорода (OFN) Азот 50 л 200 бар Без арендной платы, 20% CO2 в аргоновой смеси Газовые баллоны 10 л, 200 бар без арендной платы, чистый аргон для сварки TIG 10 л, 200 бар без арендной платы, бескислородный (OFN) азот 9.
9Бутылка в килограммах — Нет на складе Калорийный газ Пропан 19 кг Калорийный газ 13 кг Баллон с пропановым газомCamping Gaz 907 Бутановый газовый баллон — НЕТ В НАЛИЧИИCamping Gaz 904 Бутановый баллон — НЕТ В НАЛИЧИИCamping Gaz 901 — Только заправка — нет в наличии Калорийный газ пропан 18 кг Автогаз для вилочного погрузчика Калорийный газ пропан 12 кг Автогаз для вилочных погрузчиков Многоразовый гелиевый баллон объемом 9,4 л, идеально подходит для цветочных магазинов, магазинов открыток и вечеринок, только для торговли Многоразовый гелиевый баллон объемом 9,4 л идеально подходит для вечеринок и юбилеев, включая аренду адаптера для наполнения Многоразовый гелиевый баллон объемом 50 л идеально подходит для цветочных магазинов, магазинов открыток и вечеринок — Trade Only2 л Многоразовый гелиевый баллон с газом, идеальные вечеринки и юбилеи20 л Многоразовый гелиевый баллон с газом, идеально подходит для цветочных магазинов, открыток и магазинов для вечеринок 200 бар для сварки TIG Без арендной платы, кислородный газовый баллон 2 л, 200 бар без арендной платы, без кислорода (OFN) Азот 2 л 200 бар без арендной платы, углекислый газ de Газ CO2 1,5 кг для сварки MIG без арендной платы, 5% смесь CO2 / аргона 2 л 200 бар для сварки MIG без арендной платы, чистый аргон 20 л 200 бар для сварки TIG без арендной платы, кислородный газ 20 л 200 бар для резки, сварки, пайки и пайки без арендной платы, без кислорода (OFN) ) Азот 20 л 200 бар без арендной платы, 20% CO2 в смеси аргона 20 л, 200 бар для сварки MIG Бесплатно 5% CO2 в смеси аргона 20 л для сварки MIG 20 л пропиленового топливного газа для сварки, пайки, нагрева и резки Бесплатно 34 кг газа CO2 для сварки MIG Без арендной платы, чистый Аргон 50 л 200 бар для сварки TIG и MIG Без арендной платы, газообразный кислород 50 л 200 бар Без арендной платы, без кислорода (OFN) Азот 50 л 200 бар Без арендной платы, 20% CO2 в аргоновой смеси Газовые баллоны 10 л, 200 бар без арендной платы, чистый аргон для сварки TIG 10 л, 200 бар без арендной платы, бескислородный (OFN) азот 9. 4 л 137 бар Без арендной платы, углекислый газ CO2 6,35 кг для сварки MIG Без арендной платы, углекислый газ CO2 3,15 кг для сварки MIG Без арендной платы, сменная смесь 5% CO2 / аргон 10 л 200 бар для сварки MIG Без арендной платы, сменная смесь 20% CO2 / аргон 10 л 200 бар для MIG Welding2L Пропиленовый топливный газ для сварки, пайки, нагрева и резкиУглекислый газ CO2, заправка 6,35 кг для дома BarУглекислый газ CO2, заправка 1,5 кг для дома BarДвуокись углерода 3,15 кг для дома Bar2L Погреб / пиво Газовая смесь 60/40 для дома bar2L Смесь погреба / пива 70/30, для домашнего бараУглекислый газ CO2 6,35 кг для коммерческого использованияУглекислый газ CO2 34 кг Для торговых пользователейУглекислый газ CO2 газ 15 кг Торговые пользователи50 л Cellar / Beer Gas 30/70 Mix для торговых пользователей20L Cellar / Beer Gas 60/40 Mix для торговых пользователей20L Cellar / Beer Gas 30/70 Mix для торговых пользователей10L Cellar / Beer Gas 60/40 смесь для торговых пользователей10L Cellar / Beer Gas Смесь 50/50 Для торговых пользователей10L Cellar / B eer Gas 30/70 Mix для профессиональных пользователей
4 л 137 бар Без арендной платы, углекислый газ CO2 6,35 кг для сварки MIG Без арендной платы, углекислый газ CO2 3,15 кг для сварки MIG Без арендной платы, сменная смесь 5% CO2 / аргон 10 л 200 бар для сварки MIG Без арендной платы, сменная смесь 20% CO2 / аргон 10 л 200 бар для MIG Welding2L Пропиленовый топливный газ для сварки, пайки, нагрева и резкиУглекислый газ CO2, заправка 6,35 кг для дома BarУглекислый газ CO2, заправка 1,5 кг для дома BarДвуокись углерода 3,15 кг для дома Bar2L Погреб / пиво Газовая смесь 60/40 для дома bar2L Смесь погреба / пива 70/30, для домашнего бараУглекислый газ CO2 6,35 кг для коммерческого использованияУглекислый газ CO2 34 кг Для торговых пользователейУглекислый газ CO2 газ 15 кг Торговые пользователи50 л Cellar / Beer Gas 30/70 Mix для торговых пользователей20L Cellar / Beer Gas 60/40 Mix для торговых пользователей20L Cellar / Beer Gas 30/70 Mix для торговых пользователей10L Cellar / Beer Gas 60/40 смесь для торговых пользователей10L Cellar / Beer Gas Смесь 50/50 Для торговых пользователей10L Cellar / B eer Gas 30/70 Mix для профессиональных пользователей
Сварка морских стояков для газа
Как правило, трубы для газовых стояков помогают транспортировать жидкости на большую высоту. Первоначально инженеры разработали стояки для бурения нефтяных и газовых скважин и в качестве трубопроводов для вертикальной транспортировки. Трубы газового стояка испытывают экстремальное давление, поэтому большое значение имеют качество и прочность соединений. Однако из-за характера использования коррозия является основной проблемой для труб стояка газа. В результате соблюдение высоких стандартов качества при сварке требует особых мер предосторожности, таких как наплавка. В этой статье мы обсудим проблемы и возможные решения при сварке труб стояков газа.
Первоначально инженеры разработали стояки для бурения нефтяных и газовых скважин и в качестве трубопроводов для вертикальной транспортировки. Трубы газового стояка испытывают экстремальное давление, поэтому большое значение имеют качество и прочность соединений. Однако из-за характера использования коррозия является основной проблемой для труб стояка газа. В результате соблюдение высоких стандартов качества при сварке требует особых мер предосторожности, таких как наплавка. В этой статье мы обсудим проблемы и возможные решения при сварке труб стояков газа.
В нефтегазовой отрасли трубы стояков играют важную роль в проектах морского бурения из-за множества проблем и неопределенностей, с которыми они сталкиваются. Морские стояки для газа обеспечивают путь между стволом скважины и буровыми установками над водой, и они сталкиваются с различными типами сил:
- Боковые гидродинамические силы
- Осевая нагрузка при бурении
- Выталкивающая сила при погружении в воду
Прочность трубы и соединений в трубе должна быть достаточной, чтобы выдерживать эти огромные силы.
Коррозионная инженерия — еще одна дисциплина, которая может помочь объяснить химический состав морской воды и материала стояка и найти подходящее решение для сварки и монтажа. Морская коррозия является распространенным фактором, ухудшающим состояние конструкций, находящихся в морской воде. Степень коррозии может варьироваться в зависимости от концентрации хлоридов, температуры и уровня кислорода в воде. Тем не менее, коррозия может иметь разрушительные последствия для низкоуглеродистой и нержавеющей стали.
Морские стояки для газа могут иметь длину в тысячи метров, поэтому сварка обязательна. Сварные соединения, однако, часто могут оказаться самым слабым звеном, учитывая неоднородный химический состав вокруг основного металла, зоны сварки и зоны термического влияния (ЗТВ), где начинается коррозия. Добавьте к этому распространенные дефекты сварки и возможность утечки, и труба может выйти из строя.
Ниже мы обсудим возможные решения для решения этих проблем в стояках.
Обычные стояки, используемые в конструкционных целях, в основном изготавливаются из пластика или стали. Однако для морских применений алюминиевые сплавы могут обеспечить устойчивость к коррозии. Для мягкой или низкоуглеродистой стали наплавка может выполняться по внутреннему диаметру трубы стояка газа. Метод наплавки труб подходит для нефте- и газопроводов, работающих в экстремальных условиях. Плакирование труб коррозионностойкими сплавами (CRA) имеет следующие преимущества:
- Повышает механическую прочность трубы
- Повышает коррозионную стойкость в морской среде
- Обеспечивает защиту от ударов и износа
- Предотвращает выход из строя из-за изменения температуры или давления
- Увеличивает срок службы трубы и снижает затраты
Идеальным методом сварки для наплавки является орбитальная GTAW (дуговая сварка вольфрамовым электродом). Контролируемый процесс сварки, автоматические сварочные головки и возможность удаленного мониторинга обеспечивают точную и стабильную сварку, которая в противном случае была бы невозможна для такой длины стояка. В частности, GTAW с горячей проволокой может направлять сильное тепло в область дуги во время подачи проволоки, обеспечивая хорошее разбавление, высокую скорость наплавки и минимальное количество дефектов.
В частности, GTAW с горячей проволокой может направлять сильное тепло в область дуги во время подачи проволоки, обеспечивая хорошее разбавление, высокую скорость наплавки и минимальное количество дефектов.
Для морских нефтегазовых операций требуются стояки с превосходными химическими свойствами, устойчивыми к коррозии. Им также требуются механические свойства, чтобы выдерживать экстремальные нагрузки, а также перепады давления и температуры. Orbital GTAW может покрыть CRA трубы стояка газа, чтобы улучшить их общие характеристики и решить основные проблемы, связанные с работой в морской воде. Точность и постоянство орбитальной GTAW означает, что вся длина трубы нефтяного или газового стояка имеет однородную оболочку, чтобы устранить слабое звено и обеспечить более длительный срок службы.
Arc Machines, Inc. has been a leading provider of GTAW orbital welding solutions for decades, with expertise in pipe cladding of a wide range of metals across a широкий спектр отраслей, включая нефтегазовую.