производство, изготовление, преимущества стальных труб
Содержание:
Назначение современных стальных труб сварного типа
Сырье для производства сварных труб
Разновидности сварных трубных изделий
Способы изготовления
— Способ печной сварки
— Метод электросварки
— Метод сварки в защитных газах
Преимущества сварных труб
История труб уходит корнями далеко в прошлое, но первое упоминание о стальных трубных изделиях датируется серединой 19 века. Первые стальные трубные изделия изготовляли с помощью сварки. Этим методом производители пользуются и сегодня, изготовляя половину изделий такого типа от общего производства. Стальная сварная труба находит применение в большинстве отраслей промышленности, так как достойная замена изделиям из стали, полученным сварным методом, в настоящее время не найдена.
Назначение современных стальных труб сварного типа
Даже быстро развивающиеся технологии не позволяют представить, что когда-то появится подходящая замена стальным трубам, которые используются при строительстве разных строений и конструкций или проведении коммуникационных сетей.
Сварные трубные изделия современного изготовления могут быть как универсального назначения (доставка различной всевозможной рабочей среды потребителю), а могут иметь узкую специализацию (газопроводы и нефтепроводы).
Прокладку коммуникационных сетей над землей и под землей невозможно представить без стальных трубных изделий разного диаметра. Они входят в состав сложнейших технологических устройств, различных приспособлений и механизмов. Строительные процессы предполагают использование прочных, но легких элементов армирования, в качестве которых используется стальной трубопрокат. К тому же такие изделия могут выступать в качестве основы при строительстве каркасных конструкций.
Также стоит сказать о трубных изделиях сварного типа, для изготовления которых использовалась нержавеющая сталь. Этот материал характеризуется уникальными эксплуатационными свойствами, благодаря которым предоставляется возможность применения труб в пищевой и химической отрасли, энергетике и фармации.
Эстетическая привлекательность поверхности труб из «нержавейки» делает их популярными у современных архитекторов в качестве элементов оформления помещений разного типа.

Сырье для производства сварных труб
В качестве исходного сырья для изготовления стальных трубных изделий большая часть производителей использует металл. Это могут быть листы стали толщиной не больше 5 сантиметров, или стальная лента, имеющая различную толщину и свернутая в рулоны. Современная экономика отдает предпочтение трубным изделиям сварного типа, для производства которых использовалась низколегированная или углеродистая сталь. Ее отличительное свойство – содержание углерода в определенном количестве и минимум легирующих веществ. По количеству углерода определяется тип стали: низкоуглеродистая, среднеуглеродистая и высокоуглеродистая.
Углерод в большом количестве, входящий в состав исходного материала, неоднократно повышает прочностные характеристики сварной трубы при нормальном использовании. Однако параллельно снижаются эластичные свойства изделий, и возрастает степень их ломкость в холоде. Следовательно, большое количество углерода делает материал более хрупким при эксплуатации в холоде, что значительно сужает сферу использования готовой продукции.
Однако параллельно снижаются эластичные свойства изделий, и возрастает степень их ломкость в холоде. Следовательно, большое количество углерода делает материал более хрупким при эксплуатации в холоде, что значительно сужает сферу использования готовой продукции.
Сталь, в которой легирующие вещества содержатся в количестве, не превышающем 2,5%, отличается прочностью независимо от эксплуатационных условий. Трубопрокат из такой стали имеет продолжительный срок службы и меньшую массу при одинаковых условиях. Низколегированная сталь для трубных изделий повышает стоимость готовой продукции, и одновременно увеличивает прочностные характеристики, устойчивость к износу и коррозии. Если сравнивать аналогичные качества труб сварного типа из углеродистой стали, то высокая стоимость трубопроката из низколегированной стали не имеет особой важности.
Для изготовления нержавеющих трубных элементов используется аналогичная сталь. Это материал устойчив к коррозии, прост в обработке, с небольшой массой и привлекательной поверхностью. Труба из нержавеющей стали может быть холодного или горячего проката. В первом случае стальные листы имеют толщину от 0,4 до 5 миллиметров, во втором – от 2 миллиметров до 5 сантиметров.
Труба из нержавеющей стали может быть холодного или горячего проката. В первом случае стальные листы имеют толщину от 0,4 до 5 миллиметров, во втором – от 2 миллиметров до 5 сантиметров.
Разновидности сварных трубных изделий
Производство сварных труб с продольным прямым швом осуществляется посредством метода сварки мест соединения стальных листов. Другими словами стальной лист или лента сворачиваются, а их края сваривают друг с другом. Швы таких изделий прямые и располагаются по всей длине. На трубах большого диаметра делают два шва, так как в ширину стальные листы имеют ограничения.
Спиралешовные трубы производятся из рулонной листовой стали (прочитайте также: «Изготовление труб из листового металла – что необходимо, чтобы сделать самостоятельно»). Трубопрокат этого вида имеет одно неоспоримое преимущество – труб могут выпускаться с диаметральным сечением около 2,5 метров с использованием заготовки равной ширины. Трубопрокат, изготовленный по такой технологии, характеризуется отношением диаметра к толщине стенок более 100.
Спиралешовные трубные изделия производятся с применением более простых механизмов, чем трубы с прямым швом. Однако стоит заметить, что процесс изготовления характеризуется высокой точностью. Спиральный шов имеет еще одно весомое преимущество: при аварийной ситуации не образуется продольная магистральная трещина, которая считается самой опасной деформацией трубопровода.
Следовательно, последствия аварии ликвидировать намного проще. Недостатком спирального шва является его увеличенная длина и, как следствие, дополнительные расходы на сварочные материалы.
Способы изготовления
Труба сварная производится несколькими способами, среди которых наибольшее распространение получили: метод печной сварки, электросварной метод и сварка в защитной газовой среде.
Способ печной сварки
Согласно этой технологии стальные заготовки (штрипсы) подвергаются воздействию высоких температур. Полоска металла, выступающая в качестве заготовки, в специальной туннельной печи нагревается до температуры 13000С. Выходящая из печи заготовка подвергается обдуву направленным потоком воздуха, что приводит к нагреванию боковых кромок до 1400
Выходящая из печи заготовка подвергается обдуву направленным потоком воздуха, что приводит к нагреванию боковых кромок до 1400
Полученную горячую заготовку отправляют на формовочно-сварочный стан, в настройках которого заложен определенный диаметр. Здесь будущее изделие принимает нужную форму. Далее выполняется дополнительный воздушный обдув, и кромки стали свариваются при воздействии высокой температуры и определенного давления.
Штрипсу повторно отправляют в печь, где, проходя через формовочные валики, она подвергается обжатию, способствующему повышению качества сварного шва. Технология печной сварки позволяет получать изделия горячего проката.
Метод электросварки
Изготовление сварных труб с использованием электрической сварки считается самым распространенным способом, так как в результате можно получить трубы большого диаметра, имеющие тонкие стенки, хороший шов и поверхность высокого качества.
По этой технологии производство делится на несколько этапов. Вначале специальные прокатные станы выполняют формовку холодных стальных листов, в результате этого на выходе получаются трубные заготовки. Процесс изготовления прямошовных труб любого диаметрального сечения подразумевает применение валковой формовки. Чтобы изготовить полуцилиндры или круглые заготовки для прямошовных труб, используют прессовую формовку. Сталь для изготовления спиралешовных трубных изделий проходит процедуру формовки в валково-оправочных или втулочных станах.
Дальнейшее изготовление зависит от вида трубы: используя электродуговую сварку, кромки заготовок сваривают с двух сторон, получая в результате продольный прямой или спиралевидный шов. Далее снимается грант со шва, и труба охлаждается водой.
После этого труба подвергается визуальному и ультразвуковому контролю качества швов, проходит специальные гидроиспытания, которые позволяют проверить прочность шва под воздействием высокого давления, аналогичное тому, что будет оказываться в эксплуатационный период. Затем проводится еще одна ультразвуковая проверка, и при отсутствии дефектов трубные изделия отправляют потребителю.
Метод сварки в защитных газах
В большинстве случаев такой технологией пользуются при производстве стальных сварных труб из нержавеющей или высоколегированной стали. У таких металлов под действием стандартной сварки наблюдается карбидизация легирующих элементов, в результате чего отмечается значительное ухудшение качества швов. Решить такую проблему помогает сварка стали в защитной газовой среде с использованием аргона, гелия или углекислого газа.
Такая технология позволяет пользоваться достоинствами и газовой, и электрической сварки. Указанные газы имеют больший удельный вес по сравнению с воздухом, поэтому при попадании в рабочую зону сварки выталкивают его. В результате взаимодействие сварочной ванны и атмосферы полностью исключается. Сварка трубных изделий с использованием защиты газом выполняется посредством вольфрамовых электродов.
Полученные швы отличаются высоким качеством, так как становятся одним целым с изделием. Такая технология гарантирует герметичное соединение стальных элементов и высокие прочностные характеристики готовой продукции. Методом электрической сварки или сварки в защитном газе получают стальные трубы холодного проката.
Преимущества сварных труб
Сварка с применением современных технологий позволяет получать швы высокого качества, которые могут сравниваться по прочности с цельнометаллическим изделием. Это позволяет существенно расширить сферу использования такого трубопроката и выполнять монтаж в таких местах, где ранее допускалось применение только бесшовных материалов. Трубные изделия сварные делают производственный процесс более дешевым, благодаря и технологии производства, и незначительным финансовым расходам.
Это позволяет существенно расширить сферу использования такого трубопроката и выполнять монтаж в таких местах, где ранее допускалось применение только бесшовных материалов. Трубные изделия сварные делают производственный процесс более дешевым, благодаря и технологии производства, и незначительным финансовым расходам.
Сварной трубопрокат отличается утонченной стенкой, чем у бесшовных изделий. Это дает возможность выпускать облегченные трубы и сэкономить расход стали. Более легкие трубные изделия упрощают их транспортировку и монтажные работы, для которых необходимо меньшее число единиц техники и занятых людей. Помимо этого готовая листовая сталь имеет одинаковую толщину в любом месте, следовательно, стенки сварных трубных изделий не будут иметь большие погрешности по толщине.
Можно ли обойтись без круглой трубы
Без круглых труб трудно пока строить города: прокладывать тепло- и газо- трассы, коммуникации для жилых зданий, возводить пользующиеся популярностью каркасные объекты, а также изготавливать транспорт, различные агрегаты, узлы, мебель.
Понятно, что «созидающим» предприятиям необходима высококачественная продукция. Популярность круглых труб легко объяснить: пользующиеся постоянным спросом изделия выпускают, ориентируясь на ГОСТы, реализуют по доступным ценам.
Требования по изготовлению данных изделий, сортамент трубы круглой подробно описаны в следующих документах:
ГОСТы 10704-91 (О трубах стальных электросварных прямошовных),
10705-80 (О трубах стальных электросварных),
10705-91(О трубах стальных электросварных с диаметром от минимальных 10 до максимальных 530 мм),
10706-76 (О трубах стальных электросварных прямошовных),
20295-85 (О трубах стальных сварных для магистральных газонефтепроводов),
ГОСТ 3262-75 (О трубах стальных водогазопроводных).
Сортамент, труба круглая стальная (ГОСТ 8732-78) — требования к трубам стальным, бесшовным, полученным способом горячей деформации, тогда как сортамент труб стальных круглых бесшовных, холодно-деформированных, подробно представлен в ГОСТе 8734-75.
Виды круглых труб и их изготовление
В условиях непростой ситуации, сложившейся на мировом и отечественном рынке металлопроката, потребителям крайне интересен сортамент трубы круглой: сварные прямошовные, спиралешовные, бесшовные изделия, полученные различными способами, в том числе, водогазопроводные трубы (ВГП). От качества данной продукции зависит надежность возводимых коммуникаций, строений, транспорта, предметов обихода – одним словом, комфорт среды обитания человека.
Сварные шовные трубы
Производство сварных труб составляет более половины в общем объеме. Кстати, именно со сварных труб в 1852 году и начала свое развитие данная отрасль. Достоинства сварной трубы ценятся и сегодня: благодаря новейшим разработкам ученых, современные изделия приобрели отменные характеристики и не уступают по активности применения бесшовным разновидностям. Сортамент труб стальных круглых с конца 19 столетия существенно расширился.
Изготовление сварных труб обходится значительно дешевле, чем бесшовных. Технология производства позволяет экономить металл: изделия гораздо дешевле по цене, при этом отличаются легкостью, что крайне удобно и востребовано при транспортировке и монтаже. К тому же сырье (листовая сталь) дает возможность получения продукции высочайшего качества с минимальными отклонениями по толщине.
Технология производства позволяет экономить металл: изделия гораздо дешевле по цене, при этом отличаются легкостью, что крайне удобно и востребовано при транспортировке и монтаже. К тому же сырье (листовая сталь) дает возможность получения продукции высочайшего качества с минимальными отклонениями по толщине.
Изготавливают круглые трубы несколькими способами. Самые известные из них:
- печная сварка;
- электросварка;
- сварка в газе;
С помощью печной сварки получают горячедеформированные трубы. В основе данного метода лежит обработка стальной заготовки с помощью специального оборудования: печи и формовочно-сварочного стана. Например, труба круглая стальная (ГОСТ 3262-75), выполненная из стали типа 2 кп с редуцированием (обжатием по диаметру), может «похвастаться» высокой пластичностью металла и качественным сварным швом.
Полоса стальная гост (3262-75), прогревается примерно до 1300 оС и обдувается, при этом кромки очищаются от окалины, что призвано обеспечить высокое качество сварного шва. Одним словом, заготовку доводят до нужного состояния, чтобы провести основную сварочную процедуру на формовочно-сварочном стане и придать ей нужную форму с заданным диаметром.
Одним словом, заготовку доводят до нужного состояния, чтобы провести основную сварочную процедуру на формовочно-сварочном стане и придать ей нужную форму с заданным диаметром.
Трубы электросварные круглые прямошовные, пожалуй, — самые популярные. Их выпуск составляет примерно половину всего трубного проката. Наиболее востребованы тонкостенные стальные изделия внушительного диаметра, отличающиеся герметичным гладким швом и высокими эксплуатационными характеристиками поверхности.
Процесс изготовления труб электросварных круглых прост: стальную ленту с требуемыми эксплуатационными характеристиками сворачивают до нужного диаметра, а затем сваривают кромки «встык», часто дуговой сваркой. Дальнейшие процедуры формования, калибровки, тестирования позволяют довести продукцию до прописанных в ГОСТах требований.
Сварные спиралешовные трубы
Для получения спиралешовных труб также используют рулонную листовую сталь. Данный вид изделий имеет ряд достоинств: само расположение швов «тормозит» образование продольных трещин, ведущих к выходу из строя трубопроводов, облегчает ремонтные работы.
Существует также возможность выпуска изделий с небольшим диаметром и тонкими стенками. Есть, правда, у данных изделий и существенный недостаток – для их изготовления требуется большее количество металла.
Бесшовные трубы и трубы ВГП
Трубы без шва, водогазопроводные (ВГП) изделия — крайне востребованный продукт, поскольку выдерживает мощные механические нагрузки. Бесшовные трубы изготавливают методами горячей и холодной формовки на специальном оборудовании.
Для изготовления, к примеру, весьма широкого сортамента труб круглых стальных ГОСТ Р 52079-2003 «Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов. Технические условия» применяется еще одна технология – сварка в защитной среде. Здесь увязаны все преимущества газовой и электрической сварки. Защитные газы, вытесняя воздух из рабочей камеры, способствуют созданию особой среды, где процесс сваривания при помощи вольфрамовых электродов проходит максимально эффективно.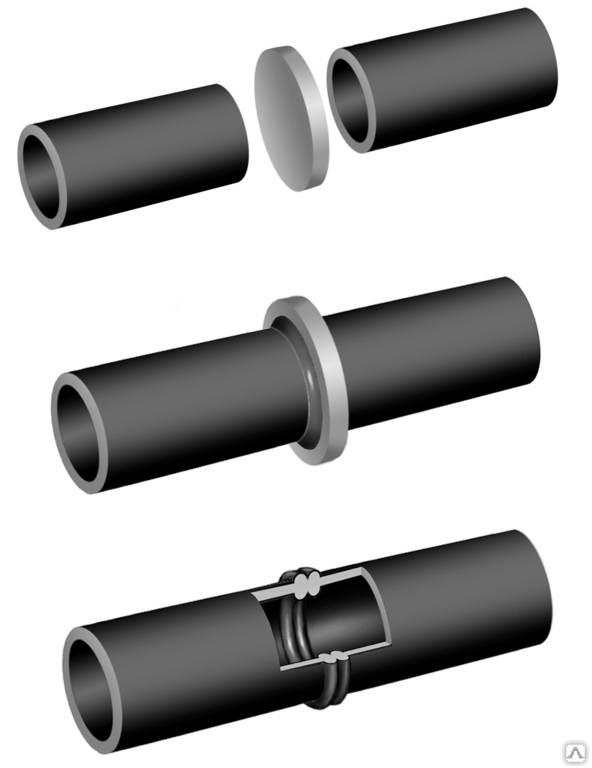 Трубы, изготовленные подобным образом, отличаются высокой степенью герметичности, прочны и износостойки. По своим эксплуатационным характеристикам не уступают бесшовным аналогам.
Трубы, изготовленные подобным образом, отличаются высокой степенью герметичности, прочны и износостойки. По своим эксплуатационным характеристикам не уступают бесшовным аналогам.
Сфера применения – предприятия нефтяной и газовой промышленности, производство различных агрегатов. Выполненная в соответствии с ГОСТами,труба стальная круглая ВГП — изделие, без которого не обходятся при возведении систем жизнеобеспечения. Ее «обязанности» — снабжение водой, газом, монтаж разводной, распорной арматуры. Наряду с бесшовными трубы ВГП, особенно их оцинкованная разновидность, необходима при возведении котельных для обеспечения жителей городов теплом в холодное время года.
Сварка стальных трубопроводов
Сварка стальных трубопроводов
При изготовлении, монтаже и ремонте трубопроводов и их элементов допускается применение всех промышленных методов сварки, обеспечивающих необходимую эксплуатационную надежность сварных соединений, указанных в таблице.
Характеристика сварки трубопроводовВид сварки | Толщина стенки трубы | Положение шва при сварке | Примечание |
Ручная | Не более 4 мм | Все положения | Диаметр свариваемых труб не более 159 мм |
Ручная дуговая Электросварка в среде углекислого газа | Не ограничена | — | |
Электроконтактная, Автоматическая и полуавтоматическая | Горизонтальное | В стационарных условиях На специальных стендах (рекомендуется для труб диаметром свыше 100 мм) |
Технологический процесс сварки и порядок контроля устанавливаются инструкциями монтажных организаций. Сварку трубопроводов с наружным диаметром 76 мм и более, по которым транспортируется водяной пар с давлением выше 0,098 МПа (1 кгс/см2) и горячая вода с температурой более 120°С, следует выполнять согласно Правилам устройства и безопасной эксплуатации трубопроводов пара и горячей воды, утвержденным Госгортехнадзором СССР.
Сварку трубопроводов с наружным диаметром 76 мм и более, по которым транспортируется водяной пар с давлением выше 0,098 МПа (1 кгс/см2) и горячая вода с температурой более 120°С, следует выполнять согласно Правилам устройства и безопасной эксплуатации трубопроводов пара и горячей воды, утвержденным Госгортехнадзором СССР.
К сварочным работам по изготовлению, монтажу и ремонту трубопроводов могут быть допущены только сварщики, сдавшие испытания в соответствии с Правилами испытаний электросварщиков и газосварщиков, утвержденными Госгортехнадзором СССР, и имеющие удостоверения установленного образца. При этом сварщики могут быть допущены к тем видам сварочных работ, которые указаны в их удостоверениях. Прихватки должны выполняться сварщиками, имеющими квалификацию не ниже требуемой для данного вида работ. Соединение элементов трубопроводов должно производиться сваркой. Применение фланцевых соединений может быть допущено только для присоединения трубопроводов к арматуре и деталям оборудования, имеющим фланцы. Резьбовые соединения допускаются только для присоединения чугунной арматуры.
Резьбовые соединения допускаются только для присоединения чугунной арматуры.
При изготовлении и монтаже трубопроводов должны применяться стыковые сварные соединения. При приварке к деталям и элементам трубопроводов штуцеров (труб, патрубков), а также фланцев и других плоских изделий допускается применение угловых и тавровых сварных соединений. При толщине стенки деталей и элементов трубопроводов более 15 мм угловые сварные соединения допускаются только с разделкой кромок.
Размещение сварных швов на гнутых участках труб не допускается. Разрешается применение штампо-сварных колен (отводов) и развилок с двумя продольными сварными швами при условии проведения 100%-ного контроля сварных соединений ультразвуковой дефектоскопией или просвечиванием. Для трубопроводов 3-й и 4-й категорий допускается применение сварных секторных отводов конструкций. Геометрические размеры сварных тройников из труб, а также штуцеров (труб, патрубков), ввариваемых на прямых участках трубопроводов, должны удовлетворять требованиям отраслевых стандартов, нормалей и технических условий.
Сварка штуцеров, дренажных труб, бобышек и других деталей в сварные швы, а также гнутые элементы (в Местах изгибов) трубопроводов не допускается. В таблице ниже приведены дефекты швов, их причины и способы ликвидации.
Характер дефекта | Основная причина | Способ ликвидации |
Непровар корня шва более допускаемого правилами | Неправильная разделка кромок, малый зазор; неправильный режим | Вырубить дефектный участок шва и заварить его вновь При длине дефектного участка свыше окружности стыка последний вырезается полностью После исправления или заварки качество стыка подлежит повторной проверке. |
Трещины | Повышенное содержание углерода или серы в металле сварочной проволоки или труб Ведение сварки при чрезмерно низких температурах и быстрое охлаждение стыка | Высверлить концы трещины Вырубить трещину на всем ее протяжении. |
Пористость наплавленного металла | Плохая зачистка кромок и наличие на них влаги или масла Чрезмерная скорость сварки | Вырубить дефектные участки Вести сварку с нормальной скоростью |
Крупные или многочисленные шлаковые включения | Плохо зачищен шлак между слоями.Невнимательная работа сварщика | При протяженности дефектных участков до 1/2 длины окружности стыка вырубить эти участки. При большей протяженности дефектных участков стык вырезать |
Местный протек металла с ослаблением сечения или прожог | Чрезмерно большие зазоры. Большая сила тока | Зачистить протеки вырубкой, если это возможно. Ослабленные места и прожоги подварить |
Подрез кромок | Большая сила тока Низкое напряжение на дуге. Небрежность сварщика | Зачистить и подварить места подрезов и не заделанных кратеров |
Чрезмерное усиление шва | Сила тока не соответствует скорости сварки. | Срубить излишнее усиление шва зубилом |
 Заварить дефектный участок заново
Заварить дефектный участок заново Напряжение на дуге недостаточно
Напряжение на дуге недостаточноСварка труб в размер под шпунт и сваи
Сварка труб в размер под шпунт и сваиСварка труб в размер под шпунт, сваи проводится в полном соответствии с ГОСТ 16037-80 «Соединения сварных стальных трубопроводов», что включает данная услуга:
Три этапа: Первый этап: Нарезка заготовок в соответствии с размерами заказчика, нарезаем фаски «ОРБИТА». Второй этап: Производится стыковка на направляющей эстакаде труб между собой, трубы свариваются. Третий этап: По эскизу заказчика изготавливаются металлические накладки, для усиления поперечного шва трубы, которые в последствии привариваются по периметру накладки.
Вас могут так же заинтересовать услуги
Резка труб в размер
Добавить в смету
Быстрый заказ
от 300 р
Подробнее
Выправление овальности концов труб
Добавить в смету
Быстрый заказ
1500 р
Подробнее
Фаска «Орбита»
Добавить в смету
Быстрый заказ
1200 р
Подробнее
Фаска «Механика»
Добавить в смету
Быстрый заказ
2500 р
Подробнее
- Преимущества
- Задать вопрос
Наша компания не только нарезает стальные трубы, но и выполняет их сварку.
 В зависимости от запроса клиента мы осуществляем сварку в размер под шпунт или сваи.
В зависимости от запроса клиента мы осуществляем сварку в размер под шпунт или сваи.Сфера применения
Стальные трубы – один из самых распространённых видов строительного металлопроката. Они используются при возведении следующих конструкций:
- каркасы;
- заборы и ограждения;
- канализационные и водопроводные системы;
- сваи и опоры;
- и многие другие пространственные конструкции.
Причины такой популярности трубных металлоизделий следующие:
- Широкий ассортимент: изготавливаются практически любые диаметры, толщины и длины;
- Доступная цена;
- Развитый рынок б/у и восстановленных труб;
- Прочность и долговечность.
Для кого подходит данная услуга
Если у проверенного поставщика есть подходящая труба, но ее длина не соответствует техническому плану, намного проще нарезать или наварить до необходимых размеров, чем искать другое предложение или ждать новых поставок.
Также часто возникают сложности при транспортировании труб: чем длиннее изделия, тем сложнее их перевозить. Поэтому проще купить трубы меньшей длины, а после нарезать их или соединить нужным образом.
Сварка осуществляется для всех типов стальных труб:
- новых;
- лежалых;
- профильных;
- бывших в употреблении;
- восстановленных.
Этапы работ при сварке труб
- Заготовка
В соответствии с размерами заказчика нарезаются фаски типа «Орбита», которые позволят сварить изделия, не допуская «непроваров» или «прожига». - Основные работы
Концы труб зачищаются и обезжириваются. Далее трубы укладываются на направляющую эстакаду, состыковываются и свариваются между собой в единую конструкцию. - Усиление прочности
По эскизу заказчика изготавливаются металлические накладки. Они привариваются вдоль шва, для его усиления.
Сварка труб осуществляется в полном соответствии с ГОСТ 16037-80 «Соединения сварных стальных трубопроводов».
Благодаря этому получается прочная и герметичная конструкция. Почему выгодно сотрудничать именно с нами
Наши менеджеры на связи с вами ежедневно и круглосуточно! Они ответят на все вопросы и подробно расскажут о наших товарах и услугах. Мы позвоним в течение 5 минут после заявки.
За 10 лет работы на рынке металлопроката мы выработали два важных принципа: надёжность и открытость. Мы гарантируем качество всех товаров и услуг. Кроме того, любой может договориться с менеджером и приехать на производственную базу, чтобы убедиться в реальности наших слов.
Для постоянных клиентов действует гибкая система скидок, а также есть рассрочка и отсрочка платежей.
Я ознакомлен с политикой конфиденциальности и даю согласие на обратотку своих персональных данных
 В зависимости от запроса клиента мы осуществляем сварку в размер под шпунт или сваи.
В зависимости от запроса клиента мы осуществляем сварку в размер под шпунт или сваи.
 Благодаря этому получается прочная и герметичная конструкция.
Благодаря этому получается прочная и герметичная конструкция. ОСТАЛИСЬ ВОПРОСЫ?
Я ознакомлен с политикой конфиденциальности и даю согласие на обработку своих персональных данных
Любая информация, содержащаяся на настоящем сайте, носит исключительно справочный характер и ни при каких обстоятельствах не может быть расценена как предложение заключить договор (публичная оферта). ООО «НиваПром» не дает гарантий по поводу своевременности, точности и полноты информации на веб-сайте, а также по поводу беспрепятственного доступа к нему в любое время. Характеристики металлопроката б/у, цены, услуги, условия доставки, указанные на сайте, приведены для примера и могут быть изменены в любое время без предварительного уведомления.
ООО «НиваПром» не дает гарантий по поводу своевременности, точности и полноты информации на веб-сайте, а также по поводу беспрепятственного доступа к нему в любое время. Характеристики металлопроката б/у, цены, услуги, условия доставки, указанные на сайте, приведены для примера и могут быть изменены в любое время без предварительного уведомления.
ПОЛИТИКА КОНФИДЕНЦИАЛЬНОСТИ
Опубликовано: 14.06.2022
При оформлении заказа или регистрации на сайте irbismet.com Клиент выражает свое согласие ООО «НИВАПРОМ» (ОГРН 1177746872764, ИНН 9709008581) в целях заключения и исполнения договора купли-продажи обрабатывать (собирать, записывать, систематизировать, накапливать, хранить, уточнять (обновлять, изменять), извлекать, использовать, передавать (в том числе поручать обработку другим лицам), обезличивать, блокировать, удалять, уничтожать) мои персональные данные: фамилию, имя, номера домашнего и мобильного телефонов, адрес электронной почты, а также дает разрешение направлять Клиенту сообщения информационного характера о товарах и услугах ООО «НИВАПРОМ», а также компаний партнеров.
Согласие может быть отозвано Клиентом в любой момент путем направления ООО «НИВАПРОМ» письменного уведомления по адресу: 117420, г. Москва, ул. Наметкина, д. 13А, а/я 31
Конфиденциальность персональной информации
Предоставление информации Клиентом:
- 1.1 При оформлении Заказ товара/услуги на сайте irbismet.com (далее — «Сайт») Клиент предоставляет следующую информацию:
- Фамилию, Имя, Отчество получателя Заказа товара/услуги;
- адрес электронной почты;
- номер контактного телефона;
- адрес доставки Заказа (по желанию Клиента).
- 1.2 Предоставляя свои персональные данные, Клиент соглашается на их обработку (вплоть до отзыва Клиентом своего согласия на обработку его персональных данных) компанией ООО «НИВАПРОМ» (далее – «Продавец»), в целях исполнения Продавцом и/или его партнерами своих обязательств перед Клиентом, продажи товаров и предоставления услуг, предоставления справочной информации, а также в целях продвижения товаров, работ и услуг, а также соглашается на получение информационных сообщений. При обработке персональных данных Клиента Продавец руководствуется Федеральным законом «О персональных данных» и локальными нормативными документами.
- 1.2.1 Если Клиент желает уничтожения его персональных данных в случае, если персональные данные являются неполными, устаревшими, неточными, либо в случае желания Клиента отозвать свое согласие на обработку персональных данных или устранения неправомерных действий ООО «НИВАПРОМ» в отношении его персональных данных, то он должен направить официальный запрос Продавцу по адресу: 117420, г. Москва, ул. Наметкина, д. 13А, а/я 31.
- 1.3 Использование информации, предоставленной Клиентом и получаемой Продавцом.
- 1.3.1 Продавец использует предоставленные Клиентом данные в целях:
- обработки Заказов Клиента и для выполнения своих обязательств перед Клиентом;
- для осуществления деятельности по продвижению товаров и услуг;
- оценки и анализа работы Сайта;
- определения победителя в акциях, проводимых Продавцом;
- анализа покупательских особенностей Клиента и предоставления персональных рекомендаций;
- информирования клиента об акциях, скидках и специальных предложениях посредством электронных и СМС-рассылок.
- 1.3.2 Продавец вправе направлять Клиенту сообщения информационного характера. Информационными сообщениями являются направляемые на адрес электронной почты, указанный при Заказе на Сайте, а также посредством смс-сообщений и/или push-уведомлений и через Службу по работе с клиентами на номер телефона, указанный при оформлении Заказа, о состоянии Заказа, товарах в корзине Клиента.
- 1.3.1 Продавец использует предоставленные Клиентом данные в целях:
 При обработке персональных данных Клиента Продавец руководствуется Федеральным законом «О персональных данных» и локальными нормативными документами.
При обработке персональных данных Клиента Продавец руководствуется Федеральным законом «О персональных данных» и локальными нормативными документами.

Предоставление и передача информации, полученной Продавцом:
- 2.1 Продавец обязуется не передавать полученную от Клиента информацию третьим лицам. Не считается нарушением предоставление Продавцом информации агентам и третьим лицам, действующим на основании договора с Продавцом, для исполнения обязательств перед Клиентом и только в рамках договоров. Не считается нарушением настоящего пункта передача Продавцом третьим лицам данных о Клиенте в обезличенной форме в целях оценки и анализа работы Сайта, анализа покупательских особенностей Клиента и предоставления персональных рекомендаций.
- 2.2 Не считается нарушением обязательств передача информации в соответствии с обоснованными и применимыми требованиями законодательства Российской Федерации.
- 2.3 Продавец получает информацию об ip-адресе посетителя Сайта irbismet.com и сведения о том, по ссылке с какого интернет-сайта посетитель пришел. Данная информация не используется для установления личности посетителя.
- 2.4 Продавец не несет ответственности за сведения, предоставленные Клиентом на Сайте в общедоступной форме.
- 2.5 Продавец при обработке персональных данных принимает необходимые и достаточные организационные и технические меры для защиты персональных данных от неправомерного доступа к ним, а также от иных неправомерных действий в отношении персональных данных.

Сварка стальных трубопроводов
Выбор материалов
для изготовления и технология сварочных
работ определяются назначением
трубопроводов, характером транспортируемой
среды и значениями рабочих параметров
(температура, давление и т. д.).
д.).
По рабочим параметрам транспортируемого продукта трубопроводы делятся на 5 категорий и 3 группы. Наиболее сложные и ответственные по качеству сварочные работы выполняются для 1 категории трубопроводов.
Стальные технологические трубопроводы изготовляются из сталей низкоуглеродистых (Ст10, Ст20, ВСт2сп, Вст2пс, ВСт3сп, Вст3пс), ферритно-перлитных (10Г2, 15ГС…), мартенситных (15Х5, 15Х8ВФ…), мартенситно-ферритных (12Х13…), ферритных (08Х13, 15Х25…) и аустенитных(08Х18Н10Т, 10Х23Н18, 10ХПН13МВ).
Перед сваркой разделывают концы труб (рис. 2.51) в зависимости от толщины ее стенок и вида сварки (табл. 2.5).
Таблица 2.5
Основные виды разделки кромок труб под сварку
Разделка кромок | Способ сварки | h, мм | b, мм | c, мм |
Без скоса кромок Со скосом кромок | Ручная электродуговая, в среде СО2 Под слоем флюса Газовая сварка — / — Ручная электродуговая, в среде СО2, и в комбинированной среде — / — — / — Газовая сварка — / — — / — | 2–4 4–6 1–1,6 2–3 3–5 6–8 9–10 12–20 4 5–6 7 | 0,5 1,5 0,5 1 1 1 2 2 1 2 2 | 0,5 0,5 1 1 1 1 1,5 |
Наиболее
эффективна подготовка кромок
механизированной резкой. После
газопламенной резки кромки реза
надо
зачищать шлифовальными кругами. На
специализированных трубоотрезных
станках одновременно отрезаются трубы,
делаются фаски и нарезаются резьбы.
После
газопламенной резки кромки реза
надо
зачищать шлифовальными кругами. На
специализированных трубоотрезных
станках одновременно отрезаются трубы,
делаются фаски и нарезаются резьбы.
Низколегированные стали режут газовым резаком, а легированные — плазменным. Перед резкой поверхность труб должна очищаться от масла, краски, грунтовки и загрязнений.
Качество стыковых сварных соединений во многом определяется качеством корневого шва. Для обеспечения надежного провара корневого шва используются следующие виды сварки:
1. Ручная электродуговая сварка электродами диаметром менее 3 мм (наиболее распространенный способ).
2. Ручная аргонно-дуговая сварка неплавящими электродами малого диаметра 0,8–1,2 мм (обеспечивается лучшее качество, чем при ручной электродуговой сварке).
3. Механизированная
сварка плавящим электродом
в защитных
газах (чаще СО2) для
низкоуглеродистых
и низколегированных
сталей.
4. Автоматическая аргонно-дуговая сварка (требуется высокое качество подготовки стыка).
5. Комбинированный способ (корень шва — одним из этих способов, а шов — другими способами).
6. Сварка на съемных, остающихся или расплавляемых подкладках (рис. 2.52). Съемные подкладки используются
при сварке магистральных трубопроводов. Остающиеся подкладки используются редко, т. к. они конструктивно сложны, а имеющийся зазор приводит к трещинам из-за динамических нагрузок и коррозии металла. Перед использованием сварных подкладок трубы центрируются. При сварке накладка полностью расплавляется, исключается непровар, обеспечиваются повышенная прочность и коррозионная стойкость сварного шва.
7. Сварка с
применением флюса-пасты ФП-8 для труб
аустенитных коррозионно-стойких сталей.
Обмазывается флюсом внутренняя
поверхность трубы, при сварке формируется
хороший шов.
8. Сварка с поддувом защитного газа (аргона) во внутреннюю полость трубы.
9. Сварка на флюсовой подушке. На внутреннюю подкладку наносится флюс или используется флюсомедная подкладка с канавкой, заполненной флюсом.
10. Подварка корневого шва изнутри трубы. После наружной сварки изнутри трубы подрубают (шлифовальным кругом, пневмозубилом) корень шва и вновь проваривают. Применяется при сварке труб диаметром более 700 мм.
11. Сварка на съемных эластичных неметаллических подкладках из жаропрочного композиционного материала. После сварки подкладки убирают. Они могут быть одно- и многоразового использования.
Сборка труб при имеющемся смещении кромок труб выполняется следующими способами:
1. Подбивкой (подкаткой) кромок в холодном состоянии или с нагревом до 850–900° С.
2. Предварительной
калибровкой концов труб с помощью
холодного обжима или раздачи.
3. Применением центраторов, совмещающих кромки труб без изменения их периметра.
При ручной электродуговой сварке прихватка и сварка первых слоев должна выполнятся электродами диаметром менее 3 мм. Число слоев наплавки: 1–2 при h= 3–6 мм; 3–4 приh= 10–12 мм; 12–16 приh= 28–32 мм. Каждый последующий слой очищается от шлака и брызг металла.
В зависимости от марки легированных сталей выбираются тип электрода и необходимые режимы предварительного подогрева сварки и термической обработки после сварки.
Расценка ФЕР 22-01-011-15. Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 900 мм — км
ФГИС ЦС
Вход/Регистрация
Утверждены
Приказом Министерства строительства
и жилищно-коммунального хозяйства
Российской Федерации
от 26 декабря 2019 г. № 876/пр
Состав работ:
| 1. | Сварка труб в звенья. |
| 2. | Укладка звеньев и отдельных труб в траншеи. |
| 3. | Сварка звеньев и отдельных труб в траншее. |
| 4. | Гидравлическое испытание трубопровода. |
Ресурсы:
| Код | Наименование | К-во | Ед. |
|---|---|---|---|
| 1-100-45 | Затраты труда рабочих (Средний разряд — 4,5) | 1622 | чел.-ч |
| 2 | Затраты труда машинистов | 707.9 | чел.-ч |
| 91.01.01-036 | Бульдозеры, мощность 96 кВт (130 л.с.) | 13.8 | маш.-ч |
| 91.10.05-001 | Трубоукладчики для труб диаметром 800-1000 мм, грузоподъемность 35 т | 114 | маш.-ч |
| 91.10.06-001 | Установки для подогрева стыков | 11.5 | маш.-ч |
| 91.10.09-012 | Установки для гидравлических испытаний трубопроводов, давление нагнетания низкое 0,1 МПа (1 кгс/см2), высокое 10 МПа (100 кгс/см2) при работе от передвижных электростанций | 66. 81 | маш.-ч |
| 91.14.02-001 | Автомобили бортовые, грузоподъемность до 5 т | 0.87 | маш.-ч |
| 91.16.01-002 | Электростанции передвижные, мощность 4 кВт | 103.87 | маш.-ч |
| 91.17.04-033 | Агрегаты сварочные двухпостовые для ручной сварки на тракторе, мощность 79 кВт (108 л.с.) | 463.86 | маш.-ч |
| 01.7.03.01-0001 | Вода | 1272 | м3 |
| 01.7.11.04-0072 | Проволока сварочная легированная, диаметр 4 мм | 0.14 | т |
| 01.7.11.06-0002 | Флюс АН-47 | 230 | кг |
| 01.7.11.07-0032 | Электроды сварочные Э42, диаметр 4 мм | 0.32 | т |
| 11.1.03.01-0079 | Бруски обрезные, хвойных пород, длина 4-6,5 м, ширина 75-150 мм, толщина 40-75 мм, сорт III | 0.32 | м3 |
| 23. 5.01.08 | Трубы стальные | 1004 | м |
Добавьте в избранное
Вы можете сравнивать 2 или 3 расценки из одной базы. Перейдите на страницу нужной расценки и нажмите кнопку «Добавить» — будет сформирована кнопка на страницу с результатом.
Все Расценки Таблицы
Таблица 22-01-011. Укладка стальных водопроводных труб с гидравлическим испытанием
| Номер расценки | Наименование и характеристика работ и конструкций | чел./ч | маш./ч |
|---|---|---|---|
| ФЕР22-01-011-01 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 50 мм — км | 253 | 16.97 |
| ФЕР22-01-011-02 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 75 мм — км | 254 | 21.54 |
| ФЕР22-01-011-03 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 100 мм — км | 270 | 28. 73 |
| ФЕР22-01-011-04 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 125 мм — км | 328 | 34.21 |
| ФЕР22-01-011-05 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 150 мм — км | 360 | 52.86 |
| ФЕР22-01-011-06 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 200 мм — км | 376 | 108.85 |
| ФЕР22-01-011-07 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 250 мм — км | 441 | 118.87 |
| ФЕР22-01-011-08 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 300 мм — км | 504 | 148.34 |
| ФЕР22-01-011-09 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 350 мм — км | 615 | 173.38 |
| ФЕР22-01-011-10 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 400 мм — км | 662 | 199. 45 |
| ФЕР22-01-011-11 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 500 мм — км | 857 | 255.08 |
| ФЕР22-01-011-12 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 600 мм — км | 997 | 327.91 |
| ФЕР22-01-011-13 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 700 мм — км | 1190 | 384.33 |
| ФЕР22-01-011-14 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 800 мм — км | 1369 | 436.34 |
| ФЕР22-01-011-15 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 900 мм — км | 1622 | 707.9 |
| ФЕР22-01-011-16 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 1000 мм — км | 1800 | 730.77 |
| ФЕР22-01-011-17 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 1100 мм — км | 2157 | 923. 42 |
| ФЕР22-01-011-18 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 1200 мм — км | 2226 | 962.01 |
| ФЕР22-01-011-19 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 1300 мм — км | 2658 | 1108.42 |
| ФЕР22-01-011-20 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 1400 мм — км | 2698 | 1132.18 |
| ФЕР22-01-011-21 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 1500 мм — км | 2953 | 1276.19 |
| ФЕР22-01-011-22 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 1600 мм — км | 3004 | 1300.95 |
| ФЕР22-01-011-23 | Укладка стальных водопроводных труб с гидравлическим испытанием диаметром: 2020 мм — км | 4035.2 | 1107.4 |
| 91. 14.02-001 | Автомобили бортовые, грузоподъемность до 5 т |
| 91.05.05-015 | Краны на автомобильном ходу, грузоподъемность 16 т |
| 91.05.01-017 | Краны башенные, грузоподъемность 8 т |
| 91.01.01-035 | Бульдозеры, мощность 79 кВт (108 л.с.) |
| 91.06.06-048 | Подъемники одномачтовые, грузоподъемность до 500 кг, высота подъема 45 м |
| 01.7.04.01-0001 | Доводчик дверной DS 73 BC «Серия Premium», усилие закрывания EN2-5 |
| 20.3.03.07-0093 | Светильник потолочный GM: A40-16-31-CM-40-V с декоративной накладкой |
| 01.7.03.01-0001 | Вода |
| 04.3.01.12-0111 | Раствор готовый отделочный тяжелый, цементно-известковый, состав 1:1:6 |
| 14.5.01.10-0001 | Пена для изоляции № 4 (для изоляции 63-110 мм) |
Тестируем ФСНБ-2022
API расценок ФГИС ЦС
ФСНБ-2020 включая дополнение №9 (приказы Минстроя России от 20. 12.2021 № 961/пр, 962/пр) действует с 01.02.2022
Нашли ошибку? Напишите в Техподдержку
Различия между стальной трубой ERW и стальной трубой HFW
Процесс производства трубы ERW включает HFW. ERW имеет процессы сварки с низкой, средней и высокой частотой, а HFW специально предназначена для высокочастотной сварки электрическим сопротивлением. Различия между стальными трубами ERW и HFW заключаются в том, что EFW представляет собой тип процесса ERW для обычных и тонкостенных стальных труб.
Труба ERW: Труба, сваренная электрическим сопротивлением
Труба HFW: Труба высокочастотной сварки
Что такое стальная труба ERW?
Стальная труба ERW изготавливается с помощью низкочастотных или высокочастотных сопротивлений. Электрическое сопротивление. Сварочный шов продольный. В процессе сварки труб ВПВ электрический ток будет выделять тепло при протекании через контактную поверхность зоны сварки. Он нагреет 2 края стали до такой степени, что края могут образовать связь. Тем временем под комбинированным давлением кромка стальной заготовки трубы расплавилась и экструдировалась вместе.
Обычно максимальный наружный диаметр трубы ERW составляет 24 дюйма (609мм), для больших размеров трубы будут изготавливаться на SAW.
Какие трубы (стандарты) могут быть изготовлены в процессах ВПВ
Ответ: множество труб (стандартов) могут быть изготовлены в процессе ВПВ. Ниже мы перечисляем наиболее распространенные стандарты трубопроводов.
Трубы ERW из нержавеющей стали, стандарты и спецификации
Трубы из нержавеющей стали ASTM A269
Трубы из нержавеющей стали ASTM A312
Санитарные трубы ASTM A270
Трубы из ферритной/аустенитной/дуплексной нержавеющей стали ASTM A790
Труба из углеродистой стали в ERW
ASTM A53 марки B и A (и оцинкованная)
ASTM A252 свайная труба
ASTM A500 конструкционная труба
EN 10219 S275, S355 труба
ASTM A134 и ASTM A135 труба
API 5L B до X70 PSL1 (PSL2 должен быть в процессе HFW)
API 5CT J55/K55, обсадные и насосно-компрессорные трубы N80
И т. д.
Применение и использование стальных труб ERW такие объекты, как нефть и газ, могут соответствовать требованиям низкого и высокого давления. В последние годы, с развитием технологии ERW, все больше и больше стальных труб ERW используется в нефтегазовых месторождениях, автомобильной промышленности и так далее.
Преимущества ERW трубы
Высокая эффективность, низкая стоимость, экономия материалов, простота автоматизации.
Что такое стальная труба HFW?
Следует отметить, что труба HFW является разновидностью трубы ERW.
Стальная труба с высокочастотной сваркой (HFW) представляет собой трубу ERW, изготовленную с частотой сварочного тока, равной или превышающей 70 кГц. Благодаря сопротивлению сварки высокочастотным током тепло выделяется в контактирующих объектах, поэтому поверхность объекта нагревается до пластического состояния, затем с ковкой или без нее достигается сочетание сталей. HFW – это тепловая энергия твердого сопротивления. Высокочастотный ток, проходящий через металлический проводник, вызывает два специфических эффекта: скин-эффект и эффект близости. И процесс HFW заключается в использовании скин-эффекта для концентрации на поверхности стального объекта, использовании эффектов близости для управления положением и мощностью пути протекания высокочастотного электрического тока. Так как скорость очень высока, контактирующий край пластины может быть нагрет и расплавлен во время работы на берегу, а затем экструдирован в процессе стыковки.
Преимущество трубы HFW
и В процессе сварки стальных труб HFW не нужно добавлять заполняющий металл. Таким образом, он имеет высокую скорость сварки и высокую эффективность производства. Трубы HFW широко используются в области транспортировки нефти и газа, трубопроводов для нефтяных скважин, строительных конструкций и различных видов механических труб. Однако качество стальных труб HFW зависит от многих факторов, таких как сырье и технологический процесс. И контроль качества продукции становится трудным. Таким образом, производительность и процесс сварки все еще нуждаются в постоянном улучшении.
Различия между стальными трубами ERW и HFW
Во-первых, нужно знать различия процессов сварки ERW, HFW.
Процесс сварки ERW относится к теплу, выделяемому сопротивлением току, проходящему через соединяемые металлы. Поэтому необходим большой ток, чтобы наэлектризовать всю поверхность стальной пластины или катушки на длину сварки. В процессе сварки ERW электрический ток, проходящий через весь проводник, имеет частоту 50/60 Гц.
Процесс сварки HFW отличается от высокочастотного процесса, так как только часть стального металла нагревается за счет индукции электрической катушки. Высокочастотные генерируются переменным или постоянным током. В этих случаях используются сварочный генератор постоянного тока и высокочастотный сварочный генератор постоянного напряжения.
Сварочный аппарат постоянного тока вырабатывает мощность в диапазоне 100-800 кГц. В более старых процессах преобразование переменного тока частотой 60 Гц в ВЧ осуществлялось с использованием триодных и накопительных цепей. В новом сварочном аппарате используются металлооксид кремния, полевые транзисторы, обычно связанные с параллельным резонансным контуром. В генераторах постоянного напряжения используются биполярные транзисторы с изолированным затвором, рассчитанные на мощность около 2000 кВт с диапазоном частот 100-600 кГц.
ВЧ-ток имеет две отличительные особенности от линейного тока 60 Гц:
В то время как линейный ток 60 Гц протекает через весь проводник, ВЧ-ток течет только по поверхности проводника, поэтому возникает «скин-эффект».
Когда два проводника с высокочастотным током расположены близко друг к другу и ток концентрируется на двух смежных поверхностях проводников, возникает «эффект близости».
Распределение тока HFW: Ток течет по поверхности металла или проводника. Оба проводника расположены в непосредственной близости, при этом большая часть ВЧ-тока протекает по соседним сторонам проводников.
HFW требуется для стальных труб ERW API 5L PSL2
В соответствии со спецификацией API 5L и ISO 3183 для сварных труб PSL 2 сварка HFW является обязательным требованием для стальных труб ERW. Поскольку это улучшение врожденных проблем твердости, отсутствия плавления и подверженности коррозионному растрескиванию под напряжением (SCC). Стальная труба ERW
включает стальную трубу HFW
ERW — это общее обозначение стальных труб, сваренных сопротивлением. Его можно разделить на два типа: сварка переменным током (AC) и сварка постоянным током (DC). В зависимости от частоты сварку переменным током можно разделить на низкочастотную сварку, промежуточную сварку, ультрачастотную сварку и высокочастотную сварку. Высокочастотная сварка (HFW) в основном используется для сварки обычных или тонкостенных стальных труб. Она включает в себя контактную сварку и индукционную сварку. Сварка постоянным током обычно используется для стальных труб малого калибра. В общем, HFW является одним из методов производства ERW, он использует процесс высокочастотной сварки. Таким образом, стальная труба ERW включает стальную трубу HFW.
Запросить предложение
Стальные катаные и сварные трубы
Когда речь идет о катаных и сварных трубах, есть только один производитель, которому можно доверять — Nucor Skyline. Благодаря нашему современному оборудованию и высококачественным материалам мы производим катаные и сварные трубы, которые точно соответствуют вашим потребностям. Прокатно-сварная труба изготавливается из отрезков толстолистового проката, свернутого в банки. Шов банки сваривается, а затем отдельные банки свариваются вместе, чтобы получилась готовая труба.
Наши производственные предприятия расположены по всему региону и способны удовлетворить потребности частных и государственных проектов. Подрядчики могут с уверенностью связаться с одним из наших торговых представителей, чтобы обсудить точные спецификации, необходимые для их катаных и сварных стальных труб. Наша команда экспертов может помочь вам с заказом подходящей катаной и сварной трубы для нужд вашего проекта. Мы гарантируем своевременную доставку, чтобы держать вас на пути к завершению вашего проекта.
С гордостью производимая в США, наша стальная труба может быть изготовлена в соответствии с проектными потребностями вашего государственного или частного проекта со следующими размерами труб:
Катаные и сварные трубы Размеры:
- Диаметры до 204 дюймов
- Толщина стенки до 2,25 дюйма
Нестандартная длина и услуги по изготовлению доступны для удовлетворения потребностей подрядчиков по всей территории США. Мы гордимся тем, что каждый раз создаем трубы, необходимые для своевременного завершения вашего проекта. Если у вас есть стандартный запрос или что-то необычное, позвоните нам, и мы с радостью обсудим ваши потребности и поможем разместить заказ.
Применение прокатных и сварных стальных труб
Стальные трубы обладают механическими и физическими характеристиками, которые делают их одним из самых универсальных строительных материалов. Как конструктивный элемент стальная труба остается непревзойденной по сравнению с альтернативными материалами. Гибкость производственного процесса, контроль качества и низкие производственные затраты делают стальные трубы новой формой стали во многих отраслях промышленности.
- Опорные сваи: Забивные стальные сваи — очень эффективный способ восприятия нагрузок от конструкций и один из наиболее испытанных элементов в строительной отрасли. Трубчатые сваи имеют ряд преимуществ перед другими типами забивных свай.
- Обсадная труба для буровых валов: Обсадная труба, временная или постоянная, часто требуется при строительстве буровых валов. Обсадная труба используется для удержания отверстия в открытом состоянии во время установки арматурного каркаса и бетона.
- Структурные секции: Симметрия трубы придает ей одинаковую прочность на изгиб в любом направлении, что делает ее отличным продуктом для устойчивости к изгибу.
- Комбинированные стены: Трубы большого диаметра обладают высокой прочностью на изгиб и часто используются в комбинированных шпунтовых стенах.
- Резьбовая микросвая Оболочка: Микросваи представляют собой буронабивные монолитные сваи малого диаметра, большая часть приложенной нагрузки воспринимается стальной арматурой.
- Добыча полезных ископаемых: Персонал, оборудование и вентиляционные шахты являются неотъемлемой частью шахты. Для сооружения шахт часто используют вертикальные секции труб.
- Знаковые столбы, башни и линии электропередач: Знаковые столбы и башни рассчитаны на то, чтобы выдерживать большие изгибающие нагрузки в основании конструкции. Доступность и широкий выбор толщин труб большого диаметра позволяют проектировщикам выбрать точный размер, необходимый для реализации их конкретного проекта.
- Поднятый и просверленный: Прокладка подземных коммуникаций часто осуществляется с помощью домкрата и буронабивной трубы.
- Линейная труба: Сварная стальная труба обеспечивает эффективный способ транспортировки жидкостей, воздуха и газа. Стальная труба на фунт за фунт прочнее, чем любой другой тип трубопроводной трубы.
Производственный процесс
Катано-сварные трубы — один из старейших процессов производства стальных труб. Этот производственный процесс используется, когда толщина стенки трубы превышает возможности процессов производства труб с высокочастотной электросваркой сопротивлением (ERW) и труб со спиральной сваркой.
ПЛАСТИНА
Сырье – куски плоского стального листа – поступает на наше производственное предприятие.
РЕЗКА
Один плоский лист стальной пластины разрезается на обжигающем столе с использованием плазмы или режущих газов. Эта пластина нарезается в соответствии с требуемой шириной и длиной для каждой отдельной банки, из которой будет формироваться конечный продукт.
СКАСКА
После резки листа он передается на станцию снятия фаски, где кромки листа скашиваются и подготавливаются к сварке.
ИЗГИБ
После снятия фаски лист передается на гибочные валки. Nucor Skyline использует 4-валковую систему для производства настоящего цилиндра, также называемого банкой.
СВАРКА
Затем банку готовят для продольной сварки (длинный шов). Во время этого процесса шов между двумя пластинами сваривается как внутри, так и снаружи.
КРУГОВАЯ СВАРКА
На этом последнем этапе производственного процесса банки соединяются друг с другом с помощью дуговой сварки под флюсом (SAW) в соответствии с требованиями заказчика к определенной длине.
КОНТРОЛЬ КАЧЕСТВА
После завершения сварки готовая труба визуально проверяется отделом контроля качества (QC) и, при необходимости, проводится ультразвуковой контроль (UT), чтобы убедиться в отсутствии дефектов сварного шва.
ГОТОВАЯ ТРУБА
Затем готовая труба снимается и готова к доставке.
Загрузить техпаспорт
Разница между сварной и бесшовной трубой
Бесшовная стальная труба (SMLS) формируется путем волочения сплошной заготовки по пробивному стержню для создания полой оболочки без сварки или шва. Подходит для гибки и отбортовки . Большим преимуществом является увеличение способности выдерживать более высокое давление. Бесшовные стальные трубы могут быть разрезаны, нарезаны резьба или канавки. Метод покрытия включает черный / красный лак, лакировку, горячее цинкование и т. Д.
Сварная стальная труба (стальная труба, изготовленная сварным швом) представляет собой трубное изделие, изготовленное из плоских листов, известных как заготовка, которые сформированы, согнуты и подготовлены для сварки. Трубы стальные сварные
всегда доступны в большом количестве из-за их более низкой себестоимости и доступности сырья. Таким образом, это один из наиболее широко используемых металлов в мире. Его применение в различных отраслях промышленности и производстве многочисленных изделий. Примеры сварных стальных труб ASTM или API 5L включают трубы SSAW, стальные трубы ERW и трубы LSAW.
Многие путают ВПВ трубу с бесшовной сталью, потому что в ней не используются плавящиеся металлы, сварной шов не всегда виден, и его не прощупаешь. Напротив, двойная дуговая сварка под флюсом (DSAW) оставляет очевидные следы сварных швов, которые можно устранить с помощью различных процессов в зависимости от метода применения.
Области применения
Сварные стальные трубы, в отличие от бесшовных стальных труб, широко используются в нескольких отраслях промышленности, поскольку они экономически выгодны. Они также могут быть изготовлены разной длины и сварены из труб разной формы. Применение полностью зависит от использования и других сопутствующих факторов.
Как изготавливают сварные стальные трубы?
Большинство сварных стальных труб изготавливаются из стальных листов и стальных полос. Эти полосы и пластины изготавливаются путем перемещения стальных петель и рулонов с надлежащей толщиной, чтобы сформировать выровненный материал. Затем плоский выровненный материал измеряется и отрезается до нужной длины.
Процесс начинается с гибки стального листа, а затем он приваривается к желаемой форме, будь то круг, прямоугольник, квадрат и многие другие, с использованием различных гибочных машин или роликов. Сварка металлической трубы с использованием мощного источника энергии. Некоторые трубы также могут быть сварены вместе с присадочным материалом. Большинство сварных стальных труб должны пройти процесс термической обработки.
Самым слабым местом сварной стальной трубы всегда являются соединения. Качество сварного соединения определяет качество сварной трубы — роботизированная сварка в основном на автоматизированных производственных линиях, например, в автомобильной промышленности. В качестве альтернативы, для более прочных сварных швов стальных труб человеческий труд оказался идеальным; например, в аэрокосмическом строительстве.
Прежде всего, они имеют много различий в производственных процессах, а именно:
Концентричность : Процесс производства бесшовных труб заключается в пробивке отверстия в заготовке из нержавеющей стали при температуре 2200°F. Эта высокотемпературная инструментальная сталь размягчается штамповкой и волочением и формуется в виде спирали из отверстия. Этот вид труб имеет неравномерную толщину стенки и большой эксцентриситет.
Таким образом, стандарт ASTM допускает, чтобы разница толщины стенки бесшовных труб была больше, чем у сварных труб. Труба с прорезями изготовлена из прецизионного холоднокатаного листа (4-5 футов) на ширину рулона. Максимальная толщина стенки этих холоднокатаных листов обычно составляет 0,002 дюйма. Стальной лист нарезается до ширины πd, где d — внешний диаметр трубы. Допуск толщины стенки щелевой трубы небольшой, а толщина стенки очень однородна по всей окружности.
Характеристики сварки : Существует определенная разница в химическом составе между обычными трубами и бесшовными трубами. Производство стальных бесшовных труб соответствует только основным требованиям ASTM. Изготовленная стальная щелевая труба содержит химический состав, пригодный для сварки. Например, такие элементы, как кремний, сера, марганец, кислород и треугольный феррит, смешиваются в определенной пропорции, что может привести к плавлению припоя и легкому переносу тепла в процессе сварки, так что может быть проварен весь сварной шов. Стальные трубы, не имеющие вышеуказанного химического состава, такие как бесшовные трубы, будут создавать множество нестабильных факторов в процессе сварки, их трудно сваривать и они непроницаемы для сварки.
Размер зерна : Как правило, размер зерна металла связан с температурой термообработки и временем поддержания той же температуры. Следовательно, размер зерна отожженной щелевой трубы такой же, как у бесшовной трубы. При наличии шовной трубы с наименьшей наклевкой размер зерна шва меньше размера зерна металла шва, в противном случае размер зерна одинаков.
Прочность : Прочность трубопровода зависит от состава сплава, поэтому бесшовные трубы и трубы с прорезями, содержащие один и тот же сплав и одинаковую термообработку, имеют по существу одинаковую прочность. После испытания на растяжение и испытания на трехмерную вибрацию разрыв трубы с прорезью происходит практически только вдали от точки сварки или зоны нагрева. Это связано с тем, что в сварном шве меньше примесей и немного выше содержание азота, поэтому прочность сварного шва лучше, чем в других областях. Однако соединительные трубы Ассоциации котлов и сосудов под давлением ASME могут выдерживать только 85% допустимого давления, в основном потому, что данные, собранные уже сегодня, позволили улучшить сварочное оборудование. ASME предусматривает, что 100% труб со швом могут выдерживать допустимое давление после ультразвукового контроля. Точно так же Европа и Азия также поставляют трубы со швом, чтобы гарантировать качество их сварки с помощью вихретокового контроля. Вихретоковый контроль требует утверждения юридических процедур и лицензии, имеющейся у организации. Вихретоковые испытания Trent одобрены Министерством электроэнергетики Швеции. Низкие потери тока ASME основаны на качественных характеристиках щелевой трубки.
Коррозионная стойкость : Коррозионная стойкость также зависит от состава сплава. Полностью термообработанная бесшовная труба имеет такой же химический состав, а коррозионная стойкость трубы с прорезью одинакова. ASTM предоставляет дополнительные тесты, чтобы доказать, что коррозионная стойкость сварного шва равна или лучше, чем у свариваемого металла. В среде хлорангидрида недостаточный нагрев сварного шва ускорит коррозию щелевой трубы, но это требуется только для коррозионных испытаний. На самом деле экология не так уж и плоха. Изгиб и удлинение: удлинение сварного шва, указанное ASTM, подтверждается следующим испытанием: изгиб от 45° до 9°.0°, сплющить вдоль сварного шва; затем поверните шовную трубу и повторите описанные выше шаги, чтобы внутренний диаметр сварного шва изогнулся на 180°. В случае разрыва или расслоения между кристаллами при 40-кратном увеличении качество сварного шва, соответствующее стандарту, не допускается. Радиус изгиба трубы определяется составом сплава, а минимальный радиус изгиба обычно равен 2D.
Идеальным условием сварки является нейтральное или сжатое состояние сварного шва. Кроме того, трубопровод должен быть отожжен, чтобы уменьшить его твердость и улучшить характеристики изгиба.
Другие отличия перечислены в прилагаемой ниже таблице
| Параметр | Бесшовная труба | Сварная труба |
| Прочность | Способен выдерживать большее давление и нагрузку, так как не имеет слабых швов. | Считается, что за счет сварки они выдерживают на 20% меньше давления и нагрузки по сравнению с бесшовными трубами. |
| Длина | Относительно короче по длине из-за производственных трудностей. | Может изготавливаться в виде длинных непрерывных отрезков. |
| Размер | Изготовлено для номинального размера 24 дюйма или менее. | Нет таких ограничений на производство. |
| Коррозионная стойкость | Менее подвержен коррозии, значит более устойчив к коррозии. | Места сварки более подвержены коррозии, что означает меньшую коррозионную стойкость. |
| Качество поверхности | Шероховатость из-за процесса экструзии | Гладкая поверхность высокого качества по сравнению с бесшовной трубой. |
| Эконом | Дороже | Более экономичный |
| Производственный процесс | Сложные, длительные сроки закупки | Более простая и быстрая закупка. |
| Тесты | Бесшовные трубыне требуют проверки целостности сварного шва. | Необходимо протестировать перед использованием. |
| Применение | Подходит для высоких температур и агрессивных сред | Обычно используется для менее агрессивных сред и сред с низким давлением. |
| Доступность | Меньше в наличии, ограниченные типы материалов, более длительный срок поставки | Доступно для различных материалов; более короткий срок поставки |
| Толщина стенки | Неравномерная толщина стенок по длине, чем толще, тем тяжелее | Толщина стенки более однородная, чем у бесшовных, тоньше |
| Овальность | Лучшая овальность, округлость | Плохая овальность и округлость по сравнению с бесшовным аналогом. |
| Проверка внутренней поверхности | Проверка невозможна | Внутренняя поверхность может быть проверена перед изготовлением |
Стоимость сварных и бесшовных труб
Стоимость бесшовных и сварных труб также связана с такими свойствами, как прочность и долговечность. Более простой производственный процесс сварных труб позволяет производить трубы большего диаметра с более тонкими стенками за меньшие деньги. Такие свойства труднее получить в бесшовных трубах. С другой стороны, толстые стены легче получить с помощью бесшовных труб. Бесшовные трубы часто предпочтительнее для толстостенных труб, которые требуют или могут выдерживать высокое давление или работать в экстремальных условиях.
Типы нефтегазовых труб: бесшовные, ERW, LSAW
Узнайте о 3 типах стальных труб, используемых в нефтехимической промышленности: бесшовные, ERW (электросварка сопротивлением) и LSAW (продольная дуговая сварка под флюсом). Бесшовную трубу изготавливают путем протягивания цельной стальной заготовки через прошивной стержень. Сварные трубы производятся путем резки, гибки, сварки рулонов (ERW) или стальных листов (LSAW).
БЕСШОВНЫЕ ТРУБЫ
Бесшовные трубы производятся из стальных заготовок, которые нагреваются и перфорируются для создания трубчатого сечения. Слово «бесшовный» означает отсутствие сварных швов.
Бесшовные стальные трубы используются для различных применений в нефтегазовой промышленности:
- Операции по добыче и добыче (трубы OCTG)
- Средний поток (передача и распределение жидкостей, таких как нефть, газ, пар, кислоты, шламы)
- вниз по течению (технологические трубопроводы для переработки нефти и газа в производные продукты)
- общее применение сантехники для коммунальных служб
0005
- ASTM A53, A106, A333 и API 5L (типы труб из углеродистой стали для высокотемпературной и низкотемпературной углеродистой стали)
- ASTM A335 классов от P5 до P91 (трубы из нефтеперерабатывающие заводы и электростанции)
- ASTM A312 серии 300 и 400 (трубы из нержавеющей стали марок 304, 316, 321, 347)
- ASTM A790/A928 (дуплексные и супердуплексные трубы с двойной ферритной и аустенитной структурой)
- Различные Спецификации материалов из никелевых сплавов (Инконель, Хастеллой, Мельхиор, Монель, Никель 200)
- Спецификации для труб из цветных металлов (алюминий, медь, латунь, медно-никелевый сплав)
Некоторые спецификации относятся только к бесшовным трубам (пример ASTM A106), другие применяются как к бесшовным, так и к сварным трубам (пример ASTM A53).
Трубы из углеродистой стали (A53, A333, A106 и API 5L) занимают наибольшую долю рынка, поскольку их можно использовать для большинства высокотемпературных и низкотемпературных применений; Трубы из нержавеющей стали в основном используются для коррозионно-активных сред (и более высокие сорта используются при повышении температуры и давления или когда транспортируемая жидкость становится все более и более агрессивной).
В нефтегазовой отрасли API 5CT является ключевой спецификацией для труб OCTG (трубы нефтепромыслового назначения).
Бесшовные стальные трубы не следует путать с бесшовными трубами . Действительно, между трубками и трубками есть несколько важных различий, которые носят не только семантический характер. В общем, слово «труба» относится к любой трубе, используемой для транспортировки жидкостей, тогда как слово «труба» относится к трубчатым частям (различной формы, круглые, овальные, квадратные), используемым для структурных/механических применений, контрольно-измерительных систем и оборудования. строительство оборудования, работающего под давлением, такого как котлы, теплообменники и пароперегреватели.
ЦЕНА НА БЕСШОВНЫЕ ТРУБЫ
Бесшовные трубы имеют более высокую цену за тонну, чем трубы ERW, как правило, на 20–30% выше, из-за их довольно сложного производственного процесса (более сложного, чем процесс производства труб ERW и LSAW) и из-за тем, что количество производителей бесшовных труб достаточно ограничено (рынок носит олигополистический характер).
Для определенных размеров и спецификаций (например, 20-дюймовая труба или труба с большой толщиной стенки из специальных или экзотических материалов, например, ASTM A335 P91), мировых поставщиков труб немного, и, как следствие, это влияет на цены за тонну (или за метр).
В связи с этим неправильно оценивать цены на трубы, используя стандартную цену за тонну для всех труб из «углеродистой» или «нержавеющей стали», независимо от фактического диаметра, толщины стенки и конкретной марки: все эти факторы должны быть приняты во внимание для предотвращения перерасхода средств при выполнении проекта на более позднем этапе. Более того, цены колеблются ежедневно (особенно на легированные трубы, которые содержат такие химические элементы, как молибден, никель, медь, хром, ежедневно торгуемые на Лондонской бирже металлов или рынках ферросплавов).
РАЗМЕРЫ БЕСШОВНЫХ ТРУБ
Спецификации ASME B36.10 и B36.19 охватывают размеры и вес бесшовных труб для нефтехимической промышленности (спецификации также относятся к сварным трубам):
- Спецификация ASME B36.10 охватывает размеры и вес бесшовных труб из углеродистых и низколегированных сплавов от 1/8 до 24 дюймов
- Спецификация ASME B36.19 вместо этого охватывает размеры и вес бесшовных труб из нержавеющей стали, дуплекса, никелевого сплава и сварные трубы
Промышленные бесшовные трубы обозначаются номинальным размером трубы (представляющим приблизительную пропускную способность трубы) и «графиком», который относится к толщине трубы (наиболее распространенными являются сортамент 40, STD, XS , XXS для труб из углеродистых/сплавов и 10S, 40S и 80S для труб из нержавеющих и никелевых сплавов).
Спецификации размеров труб ASME можно приобрести в Интернете на веб-сайте ASME или в интернет-магазине IHS.
ПРОЦЕСС ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ
Бесшовные трубы из мягкой стали от 1/8 до 6 дюймов. изготавливаются с помощью так называемого «процесса плунжерной мельницы» или «процесса экструзии» (используется для меньших диаметров), тогда как «процесс мельницы на оправке» используется для больших диаметров.
ТРУБА ВПВ (ЭЛЕКТРИЧЕСКАЯ СВАРКА СОПРОТИВЛЕНИЕМ)
Трубы ВПВ изготавливаются с использованием стальных рулонов: рулон сначала разматывается, затем сглаживается, разрезается и, наконец, формуется в трубу путем электрического соединения двух ее концов.
Трубы ERW доступны в размерах от 1/2 до 20 дюймов из углеродистой стали (ASTM A53 является наиболее распространенной спецификацией) и нержавеющей стали (ASTM A312). Что касается размеров, ASME B36.10 и ASME B36.19являются ключевыми справочными спецификациями (API 5L для сварных труб ВПВ).
Таблицы размеров ASME и API показывают типичные комбинации номинального размера трубы и толщины стенки (обозначаемые как «график»), а также вес трубы ERW в кг (или фунтах).
За последние несколько лет трубы ERW стали эффективной альтернативой бесшовным трубам, как с точки зрения цены, так и производительности, благодаря современным технологиям сварки, принятым производителями труб ERW (пример HFI и HFW, высокочастотная сварка) . Эти достижения в технологиях сварки со временем уменьшили техническое превосходство бесшовных труб по сравнению с трубами ERW, сделав их взаимозаменяемыми, по крайней мере, в некоторых областях применения (низкое/среднее давление и температура). Конечно, бесшовные трубы всегда выигрывают за счет внутренней превосходной механической прочности стальных заготовок по сравнению с рулонами и листами.
ПРОЦЕСС ПРОИЗВОДСТВА ВПВ-ТРУБ
ВПВ-трубы изготавливаются из стальных рулонов, которые сначала разматываются, разрезаются, обрабатываются, свариваются и испытываются, как показано на рисунке ниже.
Наиболее распространенным методом сварки, используемым для нефтегазовых труб, является так называемая «высокочастотная индукционная технология» (ERW-HFI), заключающаяся в приложении индукционного тока к внешней поверхности трубы, способного генерировать прочный сварной шов и очень плотно соедините две стороны стальной катушки.
ТРУБА LSAW (ПРОДОЛЬНАЯ ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ)
Труба LSAW («дуговая сварка под флюсом») изготавливается путем резки, гибки и сварки стальных листов (процесс JCOE).
Трубы LSAW конкурируют с бесшовными трубами и трубами ERW в диапазоне размеров от 16 до 24 дюймов, но являются обязательным вариантом для трубопроводов более 24 дюймов (поскольку 24 дюйма — это максимальный размер коммерческих бесшовных труб).
Существует два основных типа труб LSAW: продольные (с одинарным или двойным прямым швом, DSAW) и спиральные (так называемые трубы HSAW, SSAW или SAWL). Таким образом, разница между DSAW и LSAW заключается в том, что трубы DSAW имеют сварной шов внутри и снаружи трубы, тогда как трубы LSAW имеют один шов на внешней поверхности.
Разница между трубами LSAW и ERW заключается в том, что трубы LSAW производятся с использованием стальных листов , трубы ERW изготавливаются из рулонов стали .
Сварные трубы LSAWВ нефтегазовой промышленности трубы большого диаметра API 5L LSAW используются для эффективной транспортировки углеводородов на большие расстояния.
Спирально-сварные трубы HSAW/SSAW используются для некритичных применений, таких как передача и распределение воды (не для нефти и газа).
ПРОЦЕСС ПРОИЗВОДСТВА ТРУБ LSAW
Трубы LSAW изготавливаются по так называемому процессу JCOE, начиная со стальных листов, как показано ниже.
ВПВ ТРУБА VS. SEAMLESS
Вопрос «Должен ли я использовать ERW или бесшовные трубы для своего проекта?» появляется снова и снова. Каждый из этих двух видов имеет различные преимущества и недостатки, которые следует учитывать для принятия правильного решения:
БЕСШОВНЫЕ ТРУБЫ ЗА И ПРОТИВ
- Бесшовные трубы изготавливаются из цельного блока стали и не имеют сварного шва, может представлять собой слабое место (подвержено коррозии, эрозии и общему разрушению)
- Бесшовные трубы имеют более предсказуемую и точную форму с точки зрения округлости и овальности по сравнению со сварными трубами.
- Основным недостатком бесшовных труб является то, что их стоимость за тонну выше, чем стоимость ВПВ труб того же размера и марки (бесшовные и ВПВ конкурируют в диапазоне от 2 до 20 дюймов)
- Сроки поставки могут быть больше, поскольку производителей бесшовных труб меньше, чем сварных (для сварных труб существуют более низкие входные барьеры по сравнению с бесшовными трубами)
- Бесшовные трубы могут иметь неодинаковую толщину стенки по всей длине, фактически общий допуск составляет +/- 12,5% изготовлены с использованием рулонной стали в качестве исходного сырья на менее сложных производственных предприятиях
- Срок изготовления сварных труб короче, чем у бесшовных труб, поскольку производственная база больше
- Сварные трубы имеют постоянную толщину стенки, поскольку они изготавливаются с использованием рулонов (ВПВ) или листов (LSAW), оба подлежат жесткому контролю допуска
- Основным «дефектом», приписываемым сварным трубам, является то, что наличие сварного шва представляет собой фактор слабости. Хотя это могло быть правдой в прошлом, это становится все менее и менее верным с развитием технологий сварки за последние десять лет.
Вывод: современные сварные трубы ERW-HFI являются абсолютно реальной альтернативой бесшовным трубам и помогают конечным потребителям снизить цены и сроки выполнения заказов на 20–25%.
Трубы с клапанами являются наиболее важным элементом затрат на трубопроводы при строительстве завода (как правило, трубопроводы покрывают 5-7% от общей стоимости завода, а трубы составляют от 60 до 70% этой стоимости, клапаны 15 до 25%). Эти цифры являются средними значениями, которые относятся к нефтегазовой промышленности и относятся к материалам из углеродистой стали (вес трубопровода может быть выше для классов трубопроводов из нержавеющей стали, дуплекса и никелевых сплавов).
Последнее замечание: трубы могут иметь разные цвета (окрашенные на внешней поверхности), чтобы обозначить тип жидкости, которую они переносят.
Трубы для дуговой сварки под флюсом, Трубы под флюсом, Производитель труб под флюсом, Трубы под флюсом Экспортеры
ПАВ обычно работает в автоматическом или механизированном режиме, однако полуавтоматические (ручные) пистолеты под флюсом с подачей флюса под давлением или самотеком доступный.
Дуговая сварка под флюсом (SAW) является распространенным процессом дуговой сварки.
Этот процесс обычно ограничивается сваркой в плоском или горизонтальном угловом положении (хотя сварка в горизонтальном положении с канавкой выполняется со специальной компоновкой для поддержки флюса).
Труба под флюсом изготавливается из горячекатаной рулонной стали методом автоматической дуговой сварки под флюсом при нормальной атмосферной температуре. Все трубы производятся в соответствии со стандартами API Spec 5L, GB/T9711.1, GB/T9711.2, ASTM A252-89. Эти трубы в основном используются в нефтяной и газовой промышленности для транспортировки легковоспламеняющихся и негорючих жидкостей и стальных конструкций.
SAW означает дуговую сварку под флюсом, его можно разделить на LSAW и SSAW
Диапазон размеров:
Трубы поставляются в соответствии с соответствующими стандартами, а также спецификациями заказчика из различных марок стали и размеров.
- Внешний диаметр: 219-3200 мм
- В. Т.:5-30мм
- Длина: 12000мм+500мм
Execute Standard:
Особые требования к исполнению, допускам, длине, механическим и химическим свойствам предоставляются по запросу.
- ASTM A252-89 СВАРНЫЕ И БЕСШОВНЫЕ СТАЛЬНЫЕ ТРУБЫ Спецификация
- API SPEC 5L для линейной трубы
- GB/T9711.1 Нефтяная и газовая промышленность — Стальные трубы для трубопроводов — Технические условия поставки
- SY/T5037 Спиральная труба, сваренная дуговой сваркой под флюсом, для транспортировки жидкости под низким давлением
Материал:
- Q235-Q345, L175-L485, SS400, 16Mn, L290-L360
- или по требованию заказчика.
Покрытие трубы: HDPE/ 3PE/ 3PP/ облицовка труб цементным раствором
В дополнение к вышеуказанной спецификации, трубы могут быть изготовлены в соответствии с требованиями заказчика.
- Сертификат заводских испытаний: EN 10204/3.1B
- Проверка третьей стороной: SGS, BV, Lloyds и т. д.
Основное применение:
Спиральные сварные стальные трубы широко используются в трубопроводах для транспортировки и распределения нефти, природного газа, воды и других легковоспламеняющихся и негорючих жидкостей, стальных конструкциях для строительства и других общих целях благодаря их широкому размерному ряду.
Метод производства сварных труб под флюсом
В одношовных трубах под флюсом сварка выполняется с помощью процесса дуговой сварки под флюсом. В этом методе сварочная дуга погружается в сварочный флюс. Сплошная присадочная проволока подается снаружи. Труба сваривается сначала внутри, а затем снаружи.
В случае двухшовной пильной трубы первые две половины соединяются прихваточным швом, который называется сборкой. Двухшовная труба пилы имеет два противоположных друг другу сварных шва. Оба шва свариваются изнутри и снаружи трубы. В случае трубы большой толщины выполняется многопроходная сварка.
В трубе спиральной пилы стальной лист от разматывателя формируется в спиральную петлю. Эта спиральная петля затем приваривается изнутри и снаружи трубы. Благодаря способу изготовления возможно изготовление самых разных диаметров. Трубы со спиральной пилой используются для работы с низким давлением.
Принимая во внимание, что трубы с прямой пилой используются для работы под средним и высоким давлением. Трубы со спиральной пилой менее затратны по сравнению с трубой с прямой пилой.
После завершения сварки проводится термообработка сварного шва или всего тела трубы, в зависимости от толщины трубы. Сварные швы также подвергаются различным неразрушающим испытаниям, таким как RT и UT, для обеспечения прочности материала сварного шва.
После завершения всех работ по неразрушающему контролю трубы подвергаются гидравлическим испытаниям, чтобы убедиться в прочности и способности оставаться герметичными под давлением. На последнем этапе осмотра труба проверяется визуально и по размерам компетентным инженером-испытателем. Он проследит за тем, чтобы труба соответствовала требованиям кодекса, стандарта и спецификации. После того, как инженер по инспекции очистит трубу, она будет маркирована в соответствии со стандартными требованиями и отправлена на упаковку.
Разница между стальной трубой ERW и стальной трубой SAW
Так как стальная труба ERW и стальная труба SAW в трубе во время формовки, сварки и процесса различны, так что два вида стальных труб имеют некоторые различия в характеристиках.
Качество поверхности стальной трубы ERW превосходит спиральную трубу с дуговой сваркой под флюсом, поверхность стальной трубы ERW гладкая, гладкая, красивая, внутреннее и внешнее усиление сварного шва стальной трубы SAW. Типы дефектов сварки стальной трубы
ERW меньше, чем у стальной трубы пилы. Распилите стальную трубу с нанесением растворителя, больше типов дефектов, помимо объемных дефектов, есть ловушка для троса. Дефекты сварки стальной трубы ERW только проводные и прямые сварные швы, процесс проверки прост в использовании, а дефекты с максимальным отражением при отсутствии неявного ультразвукового отражения сильное, легко обнаруживаемое.
Стальная труба ERW, связанная с пильной стальной трубой, с низким коэффициентом остаточного напряжения. Поскольку деформация трубы ВПВ в процессе деформации происходит более полно, в сочетании с последующей проклейкой плоского овала, эллиптическими вертикальными изменениями и сужением, остаточное напряжение трубы ВПВ становится меньше. Физические испытания показали, что те же характеристики, тот же материал трубы ВПВ после разреза вдоль оси, осевой и поперечный разрезы меньше смещения, чем спиральная труба, сваренная дугой под флюсом.
ERW Труба общая производительность такая же, когда труба становится дефектной, стальной лом, допускается сварка. Разрешена стальная труба SAW, а производительность сварки труб и общая производительность непостоянны, место сварки подвержено коррозионному растрескиванию под напряжением. Эксперименты показывают, что испытание на коррозионную усталость под напряжением трубы ERW спиральной дуговой сварки под флюсом длина трубы, чем срок службы.
Спецификация сварных стальных труб, стандарт и идентификация
Сварные стальные трубы (стальные трубы, изготовленные сваркой) представляют собой трубчатые изделия, изготовленные из плоских пластин, известных как заготовка, которые формуются, изгибаются и готовятся к сварке.
Сварная сварная труба с двумя рулонами
спиральная сварная стальная труба
Большая стальная труба сварка
Трубы HSAW
Проектная система
Что представляет собой сварная стальная трубка
Наш. команда имеет высокую квалификацию и опыт в обслуживании и производстве всех видов стальных поставок.
- Стандарты
- Процесс
- Материал
- Приложения
- ASTM A234 WPB
- АСТМ А213
- АСТМ А333
- АСТМ А335
- АСТМ А78/А178М
- Компенсаторы с керамическим покрытием
- Боковой тройник с керамической футеровкой
- A335 Хроммолибденовая труба
- A333 Низкотемпературная труба
- Износостойкий elobw
- Ребристая труба, котельные трубы
- Труба с керамическим кольцевым покрытием
- Противоэрозионные экраны для труб
- Стальная пластина
- Трубы из легированной стали склад
Copyright © 2000-2022 Sunny Steel Enterprise Ltd. Все права защищены ICP No.:08010763
Что такое сварная стальная труба
2018-04-04
- Новости отрасли
- Новости
Сварная стальная труба – это одна труба, поверхность которой имеет соединение стальной трубы, в котором используется стальной пояс или стальной пластинчатый материал посредством деформации изгиба в круглую, квадратную и т. д., а затем сваривается в форму.
Изделия из сварных стальных труб широко используются в котлах, автомобилях, судостроении, легких конструкционных стальных дверях и окнах, мебели, сельскохозяйственной технике, строительных лесах, кабельных каналах, верхних полках, контейнерах и т. Д., Которые могут удовлетворить требования клиентов, специальные Спецификации сварной трубы могут быть обработаны в соответствии с требованиями пользователя. Сварные трубы для транспортировки воды, сточных вод, газа, воздуха, отопления, пара и других жидкостей под низким давлением и других целей.
Что такое сварная стальная труба?
Производственные процессы сварных труб
Концы труб
Процесс производства труб ERW
Типовой процесс производства труб ERW
разрезание
Разматывание, резка концов и сварка
Формирование
Сварка
де бисероплетение
Отжиг шва
Размеры
Резка
Концевая облицовка и скашивание
Стыковой сварной шов:
Фланцевые Все типы
Резьбовые, сварка внахлест, клееные, паяные
Рифленый конец
Процесс производства прямоугольных/квадратных полых профилей
Химический состав
Механическое свойство
Технологический процесс продольной дуговой сварки под флюсом
Трубы из углеродистой стали с продольной дуговой сваркой под флюсом (трубы LSAW) с режимом формирования JCOE
Технологический процесс роликовых труб
Процесс для стальной трубы LSAW
Описание основных процессов
Основные технические персонажи
Технологический процесс стальной трубы LSAW
Процесс производства труб UOE
Процесс производства труб JCOE
Процесс производства труб JCOE
Производственный процесс SSAW
Технологический процесс спиральной дуговой сварки стальных труб под флюсом
Системы отжига спиральных швов:
Список некоторых заметок, которые вы должны знать
Технологический процесс спиральной дуговой сварки стальных труб под флюсом
Антикоррозийный процесс
3-слойная система полиэтиленового покрытия
Технологическая схема трехслойного покрытия из полиэтилена и полипропилена
Длина труб
Упаковка:
Доставка:
В соответствии с различными методами сварки их можно разделить на трубы для электродуговой сварки, трубы для высокочастотной или низкочастотной сварки электрическим сопротивлением и трубы для газовой сварки, трубы для печной сварки, трубы для бонди и т. д.
Стальная труба, сваренная электрическим сопротивлением, используемая в бурении нефтяных скважин, машиностроении и т. д.
Продольная дуговая сварка под флюсом, используемая для прямой транспортировки нефти и газа под высоким давлением и т. Д.
Спирально-сварная труба, используемая для транспортировки нефти и газа, и трубная свая и т. д.
Размеры сварных стальных труб:
- Внешний диаметр: 6 мм-4064 мм
- Толщина стенки: 0,3 мм-50 мм
- Длина: 6м-18м
Во-первых, необработанная сталь превращается в более пригодную для обработки форму. Далее труба формуется на непрерывной или полунепрерывной производственной линии. Наконец, труба разрезается и модифицируется в соответствии с потребностями заказчика.
Концы труб
Для концов труб доступны 3 стандартные версии.
- Плоские концы (PE)
- Резьбовые концы (TE)
- Скошенные концы (BE)
Полиэтиленовые трубы, как правило, используются для трубных систем меньшего диаметра и в сочетании с накидными фланцами, фитингами и фланцами с приваркой внахлест.
Реализация ТЭ говорит сама за себя, это исполнение в основном будет использоваться для систем трубопроводов малых диаметров, а соединения будут выполняться с помощью фланцев с резьбой и фитингов с резьбой.
Реализация BE применяется ко всем диаметрам приварных встык фланцев или приварных фитингов и будет непосредственно привариваться (с небольшим зазором 3-4 мм) друг к другу или к трубе.
Концы в основном скошены под углом 30 ° (+ 5 ° / -0 °) с поверхностью основания 1,6 мм (± 0,8 мм).
Процесс производства труб ERW
Наш производственный процесс обычно включает в себя следующие этапы в пошаговой процедуре.
Типовой процесс производства труб ERW
Наш производственный процесс обычно включает в себя следующие этапы в пошаговой процедуре.
Резка
HR Рулоны разрезаются на заданную ширину для каждого размера труб
Круглая формовка
Размотка, обрезка концов и сварка
Разрезанный рулон разматывается на входе в стан ВПВ, концы срезаются и свариваются один за другим. В результате получается одна бесконечная полоса.
Формовка
Разрезанные рулоны сначала формируются в U-образную форму, а затем в цилиндрическую форму с открытыми краями с использованием ряда формующих валков.
Сварка
Сварка
На этом этапе открытые кромки нагреваются до температуры ковки с помощью высокочастотного, низковольтного, сильноточного тока и свариваются под давлением с помощью кузнечных валков, что делает сварку идеальной и прочной, но без присадочных материалов.
Отжиг шва
Удаление валиков
На этом этапе заусенцы сверху и внутри (при необходимости) обрезаются с помощью твердосплавных инструментов.
Отжиг шва
При необходимости участок сварки и зона термического влияния подвергаются нормализации, а затем охлаждаются в воздушном охлаждающем слое.
Размер
После закалки в воде на трубы калибровочными роликами наносится легкое обжатие.
Это приводит к получению желаемого точного наружного диаметра.
Скос трубы
Резка труб
Резка
На этапе резки трубы отрезаются на требуемую длину с помощью летучего отрезного диска/пилы.
Торцевая обработка и скашивание кромок
Обычно это этап, на котором концы труб торцовываются и скошиваются торцевателем.
Все эти процессы непрерывны с автоматическими устройствами. Эти трубы с гладкими концами далее идут на обработку в соответствии с требованиями заказчика, такую как цинкование, нарезание резьбы, черное лакирование и многое другое.
Трубное соединение
Соединение труб разнообразно, обычно используются сварка встык, фланцы, резьба, сварка враструб, клееный, паяный и рифленый конец.
Типы соединений назначаются в диалоговом окне «Свойства соединителя» при создании содержимого фитингов с помощью Конструктора содержимого (см. Добавление соединителей к параметрическому фитингу). После этого назначенные типы соединений отображаются на вкладке «Назначения соединений» диалогового окна «Настройки компоновки труб».
Безрезьбовые соединения не имеют резьбы, они должны быть либо сварены, либо скреплены болтами. В следующей таблице показаны различные ориентации типов трубных соединений:
Стыковой сварной шов:
Стыковой сварной шов представляет собой две трубы, выровненные друг с другом и сваренные вдоль контактной кромки для создания уплотнения.
Дополнительные объекты не добавляются.
Фитинги и сегменты труб соединяются друг с другом напрямую.
Фланцевые Все типы
Фланец – это пластина или кольцо, прикрепленное к трубе. Затем две фланцевые трубы создают герметичное уплотнение, скрепляя их болтами.
- Фитинг к трубе: Фланцы обычно входят в состав фитингов. К сегменту трубы добавляется отдельный фланец.
- Труба к трубе: к каждому концу трубы добавляется отдельный фланец для создания соединения.
- Фитинг к фитингу: Фитинги с встроенными фланцами соединяются друг с другом напрямую. К соединению не добавляются отдельные фланцы.
Резьбовые, сварные внахлест, клееные, паяные
Труба представляет собой охватываемый фитинг, а раструб эквивалентен охватывающему фитингу. Для обеспечения герметичности лучше всего снаружи трубы и внутри раструба покрыть герметиком.
Для сварки внахлест требуется соединение трубы и раструба.
- Фитинги на трубе: Сегменты труб обычно имеют внутренние охватываемые концы, а фитинги обычно имеют охватывающую часть. Труба вставляется непосредственно в фитинг.
- Труба к трубе: муфта с внутренней резьбой вставляется между сегментами трубы.
- Фитинг к фитингу: Фитинги соединяются напрямую друг с другом.
Конец с канавкой
Концевой фитинг с канавкой имеет канавку или буртик по краю. Эта канавка для фитингов обеспечивает уплотнение без необходимости сварки.
- Фитинг к трубе: считается, что фитинги и сегменты труб имеют концы с канавками, готовые для соединения. Для соединения фитинга и трубы добавляется муфта.
- Труба к трубе: добавлена муфта для соединения сегментов трубы.
- Фитинг к фитингу: для соединения фитингов добавляется муфта.
Технические требования к трубам ВПВ
Стальные трубы и трубы ERW доступны в различных качествах, толщинах стенок и диаметрах готовых труб.
| Технические требования | Для транспортировки нефти и газа | Для транспортировки жидкости под низким давлением |
| Материал | гр.б | гр.б |
| Диаметр тела трубы | Г < 508 мм, ± 0,75%; D≥508 мм, ±0,75 % | D≤168,3, ±1,0%; 168,3<D≤508, ±0,75%; |
| толщина стены | D<508 мм,+15,0%,-12,5%; D≥508мм, +17,5%,-10% | ±12,5% |
| Изгиб | ≤0,2% | ≤0,2% |
| Овальность | D≥508мм,≤±1% | ≤±0,75% |
| Скос | ≤1,59 мм | ≤5мм |
| Гидростатические испытания | 100% | 100% |
| Неразрушающий контроль | 100% неразрушающий контроль сварных швов | Ультразвуковая дефектоскопия 100% |
Технические требования к трубам ВПВ
Стальные трубы и трубы ERW используются в различных инженерных целях, ограждениях, строительных лесах, трубопроводах и т. д.
- Предел текучести N80 выше, чем J55 до 173 ~ 206 МПа.
- На той же площади образца удлинение N80 больше, чем J55.
- При одном и том же размере, той же ориентации образца, том же минимальном размере образца, муфты класса J55, соединительный материал, материал муфты, полуфабрикаты и материал крепления муфты могут поглощать меньше, чем марка стали N80.
- Методы неразрушающего контроля бесшовных труб, соединительных деталей, сварных труб с J55 и N80 различны.
- Марка стали J55 и N80 не одного цвета: длина больше или равна 1,8 м, J55 окрашена в ярко-зеленый цвет, N80 окрашена в красный цвет;
- J55 выбирают изготовителя, либо организуют в соответствии с заказом указанную длину нормализованную (N), нормализацию и отпуск (N&T) или закалку и отпуск (Q&T). N80 целая, термообработка по всей длине обязательна. Изготовителем выбран режим нормализации (Н) или нормализации и отпуска (Н&Т) + закалка (З).
Прямоугольное/квадратное полое сечение формируется из рулонов, а затем проходит через серию штампов. Они сварены изнутри, чтобы сформировать их форму.
Схема производства
Они измеряются внешними размерами и толщиной стенки.
Прямоугольное/квадратное полое сечение обычно доступно в классах Q195, Q215, Q235, Q345.
Его можно купить онлайн и в любом магазине Metal Supermarkets. Его можно разрезать по вашим точным спецификациям.
Химический состав
Марка стали: Q195, Q215, Q235, Q345, S235JR, S275JR, SS4007-
| Данные | Элементы (%) | ||||
| Материал класса | С | Мн | С | п | Си |
| Q195 | 0,06-0,12 | 0,25-0,50 | <0,05 | <0,045 | <0,30 |
| Q215 | 0,09-0,15 | 0,25-0,55 | <0,05 | <0,045 | <0,30 |
| Q235 | 0,12-0,20 | 0,30-0,70 | <0,045 | <0,045 | <0,30 |
| Q345 | <0,20 | 1,0-1,6 | <0,04 | <0,04 | <0,55 |
Механическое свойство
| Материал класса | Предел текучести (МПа) | Прочность на растяжение (МПа) | Удлинение (%) |
| Q195 | >195 | 315-430 | 32-33 |
| Q215 | >215 | 335-450 | 26-31 |
| Q235 | >235 | 375-500 | 24-26 |
| Q345 | >345 | 470-630 | 21-22 |
Процесс производства труб LSAW
Трубы из углеродистой стали с продольной дуговой сваркой под флюсом
(трубы LSAW) с режимом формирования JCOE
Технологическая схема роликовых труб
Ассортимент роликовых труб:
Внешний диаметр: Ф1200-3800мм
Толщина стенки: 12-120 мм
Длина блока (макс. ) 3,2 м.
LSAW (процесс для стальных труб LSAW) в листовках в качестве сырья, стальной лист в пресс-форме или формовочной машине под давлением (объемом) с использованием двухсторонней дуговой сварки под флюсом и развальцовки с производства.
Описание основных процессов
а. Ультразвуковая инспекция пластин: Каждая пластина сначала подвергается полному ультразвуковому контролю после ввода в процесс
b. Фрезерование кромок пластин: Края пластин фрезеруются на фрезерном станке для получения необходимой ширины, параллельности и углов скоса;
с. Обжим краев пластины: два края пластины обжимаются на обжимной машине для получения необходимого радиуса;
д. Формование: Первая половина пластины шаг за шагом подается в пресс для формовки труб, чтобы сформировать пластину в форме «J». Затем шаг за шагом прижимается другая половина пластины, чтобы придать пластине форму буквы «С». Последний штрих — прижать пластину в форме открытой буквы «О»;
e. Непрерывная сварка прихваточным швом: две кромки трубы с открытым швом должны быть соединены вместе с помощью аппарата для прихватки, а затем сварены с помощью аппарата для прихватки с использованием процесса дуговой сварки металлов в активном газе (MAG);
ф. Внутренняя сварка: труба сваривается изнутри трубы многопроходной тандемной сваркой под флюсом (макс. четыре проволоки)
г. Наружная сварка: труба сваривается снаружи трубы многопроходной тандемной сваркой под флюсом;
час. Ультразвуковой контроль I: Сварная зона с обеих сторон сварного шва на 100% проверяется автоматическим ультразвуковым тестером.
я. Рентгеновский контроль I: Сварной шов трубы на 100% проверяется с помощью рентгеновской промышленной телевизионной системы. Система обработки изображений также оборудована для обеспечения чувствительности проверки.
Дж. Расширение: Трубы подвергаются расширению по всей длине для повышения точности размеров трубы и улучшения распределения внутренних напряжений.
тыс. Гидравлические испытания: Каждая труба подвергается гидравлическим испытаниям, чтобы гарантировать соответствие установленному испытательному давлению в соответствии с соответствующим стандартом. Аппарат оснащен функциями автоматической записи и сохранения.
л. Снятие фаски с концов труб: Все трубы, прошедшие предварительные испытания, подлежат обработке концов труб для получения необходимого размера фаски.
м. Ультразвуковой контроль II: после расширения и гидроиспытания каждая труба снова проверяется ультразвуковым тестером на наличие возможных дефектов, возникших в процессе расширения и гидравлического испытания.
с. Рентгеновский контроль II:
Каждая труба после расширения и гидроиспытаний подлежит рентгенотелевизионному контролю и видеосъемке торцевых сварных швов.
о. Зона фаски труб подвергается магнитопорошковому контролю на наличие дефектов.
стр. Покрытие: Квалифицированные трубы имеют антикоррозийное покрытие в соответствии с требованиями клиентов.
Помимо упомянутых выше пунктов проверки, также выполняется разрушающий контроль и другие проверки листа и трубы, такие как проверка входного образца сырья и 100% визуальный контроль листа в соответствии со стандартом API и другими соответствующими стандартами и другими особыми требованиями клиентов. . См. приложение для основной диаграммы процесса.
(Схема основного производства относится к приложенному чертежу)
Основные технические характеристики
I. В процессе формования деформация пластины очень равномерна, остаточное напряжение очень низкое, а на поверхности меньше царапин. Диапазон производства по толщине стенки и диаметру трубы очень гибкий. Для высокопрочного материала с малым диаметром трубы и большой толщиной стенки этот процесс имеет больше преимуществ, чем другие процессы производства труб. Могут быть удовлетворены дополнительные требования к ассортименту продукции от клиентов.
Ⅱ. Сварку можно выполнять в оптимальном положении, поэтому качество сварки легко контролировать, поскольку внутренняя и внешняя сварка выполняются после прихватки. Дефекты сварки, такие как смещение, прогиб и непровар, встречаются очень редко.
Ⅲ. Механическое расширение трубы по всей длине может эффективно повысить точность размеров и улучшить распределение внутренних напряжений стальных труб, что позволяет избежать повреждений из-за коррозии под напряжением. Расширенные трубы очень удобны для применения на месте.
Ⅳ. Автоматический онлайн-тест неразрушающего контроля, состоящий из автоматизации ПИД-регулирования, онлайн-автоматического неразрушающего контроля UT и RT. 100% система управления гарантирует максимальное качество продукции.
LSAW (технологический процесс стальной трубы LSAW) в листовых листах в качестве сырья, стальной лист в пресс-форме или давление формовочной машины (объем) с использованием двухсторонней дуговой сварки под флюсом и развальцовки с производства.
Для контроля качества стальных труб LSAW мы можем гарантировать это.
Мы выполнили 100% проверку девяти позиций.
- Они пластины 100% ультразвуковой контроль
- сварной шов 100% непрерывный ультразвуковой контроль после сварки
- сварной шов 100% рентгенопромышленный телеинспекция
- внутренний сварной шов 100% телеинспекция
- трубы 100% гидравлические испытания
- труба 100% окончательный ультразвуковой контроль после расширения и гидроиспытания
- 100% рентгеновская промышленная телевизионная инспекция и запись изображений для инспекции концов труб
- 100% визуальный осмотр трубы
- 100% визуальный осмотр плиты.
Все проверки должны проводиться указанным инспекционным отделом.
Мы можем гарантировать, что качество производимых нами труб соответствует требованиям потребителей, а также стандартам.
Стальная труба, сваренная сопротивлением Electrica, с толщиной стенки от 1/2 до 24 футов и максимальной толщиной до 25 мм, стандарт API 5L, PLS1 и PSL2.
Процесс производства труб UOE
UOE (формовка Uing и Oing) — метод, используемый для производства прямошовных труб большого диаметра. Продольные кромки стальных пластин сначала скошены с помощью твердосплавного фрезерного оборудования. Затем скошенным пластинам придают U-образную форму с помощью U-образного пресса, а затем форму O с помощью O-пресса.
Процесс производства труб JCOE
Технология производства JCOE разработана в 1990-х годов в качестве процесса формования труб процесс формования представляет собой первую крупную кромку сталелитейного завода (или строгание) после предварительного изгиба по продольной стороне, а затем тип → J-→ C O-порядок формования, штамповка на каждом этапе является основным принцип трехточечного изгиба. Поскольку это прогрессивное многопроходное прессование, оно должно отвечать на следующие вопросы: как определить форму штампа, расстояние хода верхнего и нижнего штампа и сколько проходов пресса необходимо для обеспечения наиболее подходящего радиуса изгиба и наилучшего качества. открывающаяся круглая трубка для волос. Но эти вопросы со стальным листом, сталеплавильными заводами, различными механическими свойствами бетона, размерами труб (диаметром и толщиной стенки), что в свою очередь очень сложно. В настоящее время в основном методом «проб и ошибок», то есть всякий раз, когда производится замена или новые спецификации стали, мы берем определенное количество образцов для испытаний под давлением, вырабатывая нужное количество ударов. Метод проб и ошибок более надежен, но его эффективность относительно невысока.
Как больше параметров процесса, только методом проб и ошибок довольно громоздко. Для того, чтобы получить зрелую технологию, и даже несколько месяцев проб и ошибок. И процесс проб и ошибок часто представляет собой фиксированную форму и расстояние между штампами только для изучения хода пуансона, поэтому полученные результаты могут быть не оптимальными, поскольку отсутствует полная производительность устройства. Таким образом, необходимо изучить факторы, влияющие на форму, или даже установить теоретическую формулу, разработанную с учетом опыта процесса формования методом проб и ошибок, устраняющую необходимость или меньшую потребность в тестировании, затраты на испытания и сокращая время и повышая производительность.
Процесс производства труб JCOE
В мельнице применяется процесс J-C-O (J-ing, C-ing и O-ing) с непрерывным изгибом оси с характеристиками высокой точности и эффективности формования, а также сбалансированным распределением напряжения формования.
Завод имеет преимущества широких спецификаций и может производить трубы любого размера в пределах своей производственной номенклатуры.
Производственный процесс SSAW
Производство спиральношовных труб методом дуговой сварки под флюсом основано на использовании технологии тандемной сварки для соединения внутренних и наружных кромок рулонов, которые были зачищены и скошены твердосплавным фрезерованием для получения качественной структуры сварного шва.
Спиральная сварка стальных труб под флюсом технологический процесс
Системы отжига спиральных швов:
Контроль внешнего диаметра
Гидростатические испытания
Рентгеновское тестирование онлайн
Компания Thermatool разрабатывает и производит системы отжига спиральных швов для производителей трубопроводных труб API, сваренных под флюсом (SAW).
Обладая всеми основными характеристиками и преимуществами систем отжига Thermatool, предназначенных для работы с прямошовными трубами стандарта API, системы спирального отжига Thermatool требуют установки индукторов особой «формы».
Они специально разработаны в системах САПР, чтобы точно следовать углу наклона спирали для определенного диаметра трубы.
Список некоторых заметок, которые вы должны знать
Обозначение промасленной стали:
Сталь после прохождения через масло для предотвращения коррозии, и в соответствии с требованиями пользователя для изготовления.
Правка Фрезерование:
Станок с плоской стальной наковальней для первоначального скручивания, а затем фрезерный станок для двустороннего фрезерования стали, чтобы удовлетворить требования к ширине листа, параллельности краев листа и форме канавки.
Формование сдвигом:
Линия по производству стальных листов по внешнему краю спирали скручивается в трубу.
Обрезка встык:
Двусторонняя дуговая сварка под флюсом с использованием передовой технологии с предварительной сваркой, внутренней сваркой, наружной сваркой. Сварная стальная труба с использованием плазменной ножки разрезается на заданную длину.
Спиральная дуговая сварка стальных труб технологический процесс
На нашем предприятии имеется девять модернизированных производственных линий производительностью 1000 тыс. тонн стальных труб В-Х80 φ219-φ3200мм, WT5-30мм.
Наконец, подчеркните важность обработки поверхности в производстве, строго контролируйте параметры процесса при защите от ржавчины. Обработка стальной поверхности в основном предназначена для защиты от ржавчины, следующие процессы защиты от ржавчины:
Трехслойная система полиэтиленового покрытия
Первый шаг очистить, использовать чистящую растворяющую эмульсию для очистки стальной поверхности, чтобы добиться удаления масла, жира, пыли, смазочных материалов и подобных органических веществ, но он не может удалить ржавчину со стальной поверхности, оксид, припой. .
Второй шаг – это правильная обработка инструментов от ржавчины, инструментов от ржавчины, которые вам нужны, с помощью проволочной щетки, проволочной щетки для удаления рыхлого или деформированного оксида, ржавчины и шлака. Для достижения желаемого эффекта ржавчины твердость стальной поверхности должна основываться на первоначальной степени коррозии и требуемой шероховатости поверхности, покрытии и т. д., чтобы выбрать тип абразива, слой эпоксидной смолы, два или три слоя полиэтилена. покрытие, используя смешанную абразивную крошку и стальную дробеструйную очистку, легче добиться желаемого эффекта.
Третий шаг – травление, химическое и электролитическое травление обычно используют два метода, используя только химическое травление коррозии трубопровода. Хотя химическая очистка может обеспечить определенную чистоту и шероховатость поверхности, но есть некоторое загрязнение окружающей среды.
Технологическая схема трехслойного покрытия из полиэтилена и полипропилена
Наконец, подчеркните важность обработки поверхности в производстве, строго контролируйте параметры процесса при защите от ржавчины.
Труба с покрытием 3PE
Длина труб
Отрезки труб на заводе не нарезаются точно по длине, но обычно поставляются в следующем виде:
- Одиночная случайная длина имеет длину около 5-7 метров.
- Двойная случайная длина имеет длину около 11-13 метров.
- Доступны более короткие и более длинные длины, но для расчета целесообразно использовать эту стандартную длину;
- другие размеры, вероятно, дороже.
Упаковка:
- Упакованы в деревянные ящики, завернуты в пластик и надлежащим образом защищены для доставки морем или по запросу.
- На обоих концах каждого ящика будут указаны номер заказа, номер партии, размеры, вес и комплекты или по запросу.
Доставка:
Трубы поставляются в шестигранных или круглых связках, перевязанных стальной лентой.
Масса связки – до 5000 кг по требованию заказчика.