Лекция № 21. Сварка трубных конструкций дуговой сваркой
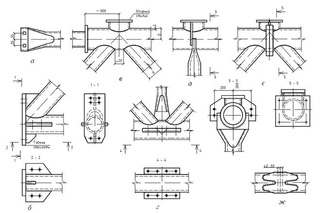
При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и горизонтальными (рис.34).
А б в
Рис.34 Сварные стыки труб: а — поворотный,б —неповоротный,
в — горизонтальный
Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по которому сооружается трубопровод, и техническим условиям. Основными требованиями проекта, а также технических условий являются: наличие сертификата на трубы; отсутствие эллипсности труб; отсутствие разностенности труб; соответствие химического состава и механических свойств металла трубы требованиям, указанным в технических условиях или ГОСТах.
При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, угол раскрытия шва и величину притупления.
Рис.35 Подготовка кромок труб под сварку при толщине стенок 8—12 мм
Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% толщины стенки, но быть не более 3 мм. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2—3 мм.
Перед сборкой кромки стыкуемых труб, а также прилегающие к ним внутренние и наружные поверхности на длине 15—20 мм очищают от масла, окалины, ржавчины и грязи.
Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением тех же электродов.
При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в 4 местах швом высотой 3—4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250 — 300 мм.
При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250 — 300 мм.
При монтаже трубопроводов необходимо стремиться к тому, чтобы по возможности больше стыков сваривалось в поворотном положении.
Количество слоев шва при дуговой сварке труб определяется толщиной стенок труб (таблица 5).
Таблица .5
| Толщина стенки, мм | 2 — 3 | 4 — 5 | 6 — 9 | 10 – 12 13 — 15 |
| Количество проходов | 4 5 |
Узнать еще:
Трубные конструкции — Наплавка
Трубные конструкции
Категория:
Наплавка
Трубные конструкции
Трубы изготавливают сварными и цельнотянутыми. Сварные трубы изготавливают различных диаметров и толщины стенки с помощью контактной, индукционно-прессовой и дуговой сварки как на переменном, так и на постоянном токе.
Трубопроводы, свариваемые встык из труб, используют для подачи жидкостей и газа. Они работают при различных давлениях и температурах нагрева. Если рабочее давление в трубопроводах менее 0,7 кгс/см2, то на них не распространяются правила Госгор-технадзора. Стыки трубопроводов на давление свыше 0,7 кгс/см2 выполняются только аттестованными для этой работы сварщиками.
Основные типы и конструктивные элементы швов сварных соединений установлены ГОСТ 16037—70 для стальных трубопроводов и ГОСТ 16038—70 для медных и медно-никелевых.
Электроды для сварки труб должны обеспечивать наплавленный металл с временным сопротивлением и пределом текучести не менее нижнего нормативного предела у основного металла, а показатели пластичности металла шва для трубопроводов горячей воды и пара по правилам Госгортехнадзора должны отвечать следующим минимальным нормам:
Сварные стыки труб подвергаются различным видам контроля качества и обязательно выборочному просвечиванию в количестве 5—10%’ (первая проверка) и 10—25% (вторая проверка) от числа стыков, сваренных каждым сварщиком.
Обязательному металлографическому контролю подлежат стыки трубопроводов I и II категорий для перегретого пара и горячей воды. К 1 категории относятся трубопроводы перегретого пара с давлением выше 40 кгс/см2 и температурой выше 350° С и горячей воды с температурой выше 184°С; ко II категории — трубопроводы перегретого пара с давлением до 39 кгс/см2 и температурой до 350° С и горячей воды с температурой от 80 до 184° С. Для труб из углеродистых и низколегированных сталей для металлографического исследования вырезают по одному шлифу, для труб из аустенитной стали — по четыре шлифа.
Трубопроводы газовых сетей для жилых, общественных и производственных зданий, работающие под давлением до 12 кгс/см2, изготавливают в соответствии с требованиями, которые содержат Строительные нормы и правила (СНиП) Ш-Г7—71.
Согласно этим нормам сборка трубопроводов производится на сварочных прихватках длиной 30—40 мм и высотой, равной половине толщины стенки. Техника сварки стыков трубопроводов принимается в зависимости от диаметра трубы, толщины ее стенки и химического состава металла.
Ручная сварка стыков труб покрытыми электродами используется при наложении корневого шва без подкладных колец, а также при изготовлении и монтаже трубопроводов в неудобных для механизированной дуговой сварки условиях: стыки коленообразного гнутого трубопровода, стыки трубопровода, проходящего через естественные преграды (водные, горные и др.), соединение секций в длинные плети, приварка фланцев, заглушек и т. д.
Корневой шов выполняется электродами 1,6—3 мм в зависимости от толщины стенки трубы, а остальные швы могут выполняться более производительными видами сварки (автоматом или полуавтоматом).
При ручной сварке всего стыка целесообразно выполнять его в несколько слоев: при толщине стенки 4—5 мм — в два слоя (не считая корневого), при 10—12 мм—в четыре слоя электродами диаметром 3—4 мм. Ручная газовая сварка выполняется только в один слой.
Ручную дуговую сварку стыков трубопроводов выполняют двумя способами: сверху вниз и снизу вверх.
Сварка сверху вниз происходит на большой скорости и с меньшим сечением валика (с меньшим количеством шлака), это приводит к лучшей структуре и большей вязкости металла шва, что особенно важно при работе на морозе. Другие преимущества способа сварки сверху вниз заключаются в меньшем усилении шва, снижении времени на зачистку от шлака и отсутствии необходимости заварки кратера. Сварка сверху вниз выполняется электродами марок ОЗС-9, ВСЦ-1, ВСЦ-2. Этими же электродами можно выполнять сварку и снизу вверх.
Режим дуговой ручной сварки стыков труб Еыбирают в зависимости от марки и диаметра электрода и слоя шва.
Для повышения производительности и качества сварки сантехнических труб рекомендуется полуавтоматическая дуговая сварка в углекислом газе и самозащитной проволокой взамен газовой.
Соединение труб выполняется встык и втавр. Удовлетворительные результаты при сварке труб диаметрами от 7г до 2 дюймов получаются при использовании проволоки диаметром 0,6— 1 мм. Зазоры между кромками при сборке под сварку могут колебаться в пределах от 0 до 3 мм.
Зазоры между кромками при сборке под сварку могут колебаться в пределах от 0 до 3 мм.
Скорость дуговой сварки выше скорости газовой в 2,3—2,5 раза, марка проволоки — Св-08Г2С. Сварка производится на постоянном токе при обратной полярности.
Перевод на дуговую сварку внутренних сантехнических систем снизил стоимость сварочных работ в два раза по сравнению с газовой сваркой. Режимы сварки в СОг приведены в табл. 58, 59.
Для работ ремонтного характера в помещениях наиболее удобно применение полуавтомата «Луч» (Институт электросварки им. Е. О. Патона) с питанием от осветительной сети со сварочной проволокой марки Св-15ГСТЮЦА по ГОСТ 2246—70, которая не требует газовой защиты. Масса полуавтомата со сварочным проводом и заряженной кассетой — 2 кг.
Рис. 1. Порядок сварки труб с поворотом:
а — места размещения прихваток (/) и участков шва (А, Б, В, Г), 6 — выполнение первого слоя на участках А — Б и Г — В, в — поворот стыка и выполнение первого слоя на участках Г — А и В — Б, г — выполнение второго слоя шва. д — выполнение третьего слоя шва стыков
д — выполнение третьего слоя шва стыков
Рис. 2. Порядок сварки стыков неповоротных труб: а — сборка труб на прихватках, б, в, г — выполнение первого слоя, второго третьего; А. Б, П — границы участков первого слоя шва, Т, К — то же. для второго слоя шва, 1, 2, 3, 4, 5, 6, 7 — последовательность выполнения слоев шва на участках
В указанном порядке можно производить сварку стыка сверху вниз, применяя электроды с целлюлозным покрытием ОЗС-9 и ВСЦ-Ц дающие мало шлака.
Применяют сварку комбинированными способами в зависимости от наличия электродов: первый слой сваривают сверху вниз электродами ВСЦ-1 или ОЗС-9, второй слой —электродами УОНИИ-13/45 и третий слой —электродами УОНИИ-13/55.
Стыки труб диаметром более 500 мм делят по окружности на 6—8 участков и технологию сварки строят так, чтобы по возможности обеспечить равномерное охлаждение металла стыка, в результате чего получается менее напряженный металл стыкового соединения.
Рис. 4. Сопряжение труб под углами
4. Сопряжение труб под углами
Рис. 5. Схема приспособления для сварки труб с поддувом газа: 1 — входной и выходной ниппели, 2 — металлические шайбы, 3 — резиновые шайбы, 4 — соединительные скобы из проволоки диаметром 2—3 мм. 5 — свариваемые трубы, 6 — шланг для подачи газа, 7 — приклеенная бумага
Наиболее прочное соединение труб можно обеспечить сваркой с поддувочным газом, подаваемым по самой трубе. В этом случае (рис. 5) газ формирует обратный валик регулируемой величины и охлаждает металл шва с образованием дендритов, направленных по толщине металла шва. Это увеличивает прочность сварного соединения и устраняет необходимость внутренних подкладных колец, как практиковалось по старой технологии сварки. В качестве поддувочного газа могут служить аргон, азот, углекислый газ и др.
Реклама:
Читать далее:
Основные дефекты сварных швов и причины их возникновения
Статьи по теме:
Дуговая сварка стальных трубных конструкций » MIRLIB.
 RU
RU Название: Дуговая сварка стальных трубных конструкций
Автор: Шмелева И.А., Шейнкин М.З. и др.
Издательство: М.: Машиностроение
Год: 1985
Формат: pdf
Страниц: 232
Размер: 10 mb
Язык: русский
Изложена технология дуговой сварки трубных изделий и соединительных деталей на базе современного серийного оборудования. Приведены сравнительные технико-экономические показатели ручной и автоматической сварки, сварки в среде защитных газов и порошковой проволокой. Указаны причины появления дефектов различных видов в сварных швах, методы их обнаружения и устранения.
Предназначена для инженерно-технических работников предприятии, научно-исследовательских и проектно-конструкторских организации, занимающихся сваркой стальных конструкций.
Предисловие
Трубные конструкции, применяемые в промышленности
Конструкции и способы изготовления трубных изделий.
Трубопроводы.
Стали, применяемые при изготовлении трубных изделий.
Сварочные материалы
Электроды покрытые металлические для ручной дуговой сварки.
Сварочные проволоки.
Флюсы.
Защитные газы.
Транспортирование, хранение и подготовка сварочных материалов.
Технология и оборудование для сварки трубопроводов
Ручная дуговая сварка.
Сварка в защитных газах.
Сварка порошковой проволокой.
Автоматическая сварка под флюсом.
Технология и оборудование для сварки трубных узлов и соединительных деталей
Сборка и сварка деталей трубопроводов и трубных узлов в заводских условиях.
Оборудование для сборки и сварки деталей трубопроводов и трубных узлов.
Приварка арматуры, деталей трубопроводов и трубных узлов.
Контроль качества и свойства сварных соединений трубных конструкций
Дефекты сварных соединений.
Методы контроля сварных соединений.
Механические испытания сварных соединений.
Неразрушающий контроль.
Нормы и правила контроля.
Оборудование для контроля качества сварных соединений.
Перспективные методы соединения трубных изделий
Стыковая контактная сварка.
Электронно-лучевая сварка.
Сварка лазером.
Список литературы
Нашел ошибку? Есть жалоба? Жми!
Пожаловаться администрации
Информация
Посетители, находящиеся в группе Гости, не могут оставлять комментарии к данной публикации.
Газосварочная мастерская
27.06.2017
В соответствии с ФГОС по профессии Сварщик (ручной и частично механизированной сварки (наплавки) и по специальности Сварочное производство реализация ОПОП требует обязательного наличия учебной газосварочной мастерской.
Газосварочная мастерская расположена в корпусе учебно – производственных мастерских и занимает площадь 64кв.м.
Мастерская оборудована:
1. сварочные полуавтоматы марки ПДГ-160, марки MASTERMIG-300
2. Сварочные аппараты Kempact RA, предназначенные для современных сварочных цехов, обладают стильным и практичным дизайном. Высокое качество изготовления, а также функциональные преимущества повышают продуктивность, точность и эффективность сварочных операций.
Высокое качество изготовления, а также функциональные преимущества повышают продуктивность, точность и эффективность сварочных операций.
3. Вытяжноя вентиляция замкнутого типа на 6 постов.
4. Посты газовой сварки с вытяжной вентиляцией:
5. Для удобства работы в мастерской имеется заточной станок
Вводный инструктаж проводится в кабинете на 12 мест, оборудованном для демонстрации видеоматериалов компьютером и ЖК телевизором.
В газосварочной мастерской студенты отрабатывают учебную практику в соответствии с ФГОС.
Оборудование газосварочной мастерской позволяет студентам осваивать следующие профессиональные компетенции:
- подготовка газосварочного оборудования к работе;
- настройка газового пламени;
- сборка и сварка конструкций из арматуры;
- сборка и сварка конструкций из листового проката;
- сборка и сварка трубных конструкций;
- сварка во всех пространственных положениях;
- исправление дефектов деталей и узлов машин;
- самоконтроль качества сварных соединений.


Для обучения студентов профессиональным модулям имеются следующие материалы:
- Проволока- св-08ГС-0 Ø 0,8; 1,0; 1,2 мм для полуавтоматов,
- Проволока св-08 Ø 3мм для газовой сварки,
- Расходный материал –газы: кислород, ацетилен, углекислота, аргон, пропан.
Во время учебной практики студенты учатся выполнять сварочные швы во всех пространственных положениях.
Классификация сварных труб для строительства
Прежде чем приступить к процессу сварки сварных труб, давайте сначала разберемся с классификацией сварных труб. Классифицируемые по применению, они подразделяются на сварные трубы общего назначения, оцинкованные сварные трубы, трубы с дутой кислородной сваркой, проволочный кожух, метрические сварные трубы, натяжные трубы, трубы для глубинных насосов, автомобильные трубы, трансформаторные трубы, электросварные тонкостенные трубы, электросварки. фасонная труба, строительные леса Труба и спирально-сварная труба.
Труба общего сварного назначения используется для транспортировки жидкости под низким давлением. Изготовлен из стали Q195A, Q215A, Q235A. Он также может быть изготовлен из другой мягкой стали, которую легко сваривать. Стальная труба подвергается таким экспериментам, как давление воды, изгиб и сплющивание, и предъявляет определенные требования к качеству поверхности. Обычно длина доставки составляет 4-10 м, и для доставки часто требуется фиксированная длина (или двойное правило).
Технические характеристики сварной трубы выражаются номинальным диаметром (мм или дюйм).Номинальный диаметр свариваемой трубы отличается от реального. Сварная труба состоит из двух видов обычной стальной трубы и толстой стальной трубы в соответствии с указанной толщиной стенки.
Стальная труба делится на два типа по форме концов трубы с резьбой и без резьбы.
Стальные оцинкованные трубы Для повышения коррозионной стойкости стальных труб обычные стальные трубы (черные трубы) оцинковываются. Оцинкованные стальные трубы делятся на горячеоцинкованные и электротехнические цинковые.Слой горячего цинкования толстый, а стоимость электроцинкования невысока.
Оцинкованные стальные трубы делятся на горячеоцинкованные и электротехнические цинковые.Слой горячего цинкования толстый, а стоимость электроцинкования невысока.
Используется в качестве стальной трубы для продувки кислородом, как правило, со сварной стальной трубой малого диаметра, технические характеристики составляют от 8/8 дюйма до 2 дюймов. Изготовлен из стальной полосы 08, 10, 15, 20 или Q195-Q235. Для защиты от коррозии некоторые из них сделаны из алюминия.
Проволочная втулкаЭто обычная электросварная стальная труба из углеродистой стали, используемая в бетоне и различных проектах распределения электроэнергии.Обычно используемый номинальный диаметр составляет от 13 до 76 мм. Гильза проволочной гильзы тонкая, большая часть покрыта или оцинкована, поэтому требуется испытание на холодный изгиб.
Труба сварная, метрическая В спецификации используется стальная бесшовная труба. Сварная стальная труба выражается толщиной стенки наружного диаметра в миллиметрах. Он сваривается с тропической углеродистой сталью, высококачественной углеродистой сталью или простой низколегированной сталью или после тропической сварки. Это делается методом холодного набора.
Сварная стальная труба выражается толщиной стенки наружного диаметра в миллиметрах. Он сваривается с тропической углеродистой сталью, высококачественной углеродистой сталью или простой низколегированной сталью или после тропической сварки. Это делается методом холодного набора.
Метрические сварные трубы делятся на обычные и тонкостенные, которые обычно используются в качестве конструктивных элементов, таких как трансмиссионные валы, или для транспортировки жидкостей. Тонкие стены используются для производства мебели, светильников и т. Д., Чтобы гарантировать прочность и испытание на изгиб стальных труб.
Роликовая труба Роликовая труба используется для электросварки стальных труб с ленточным конвейером, как правило, из стали Q215, Q235A, B и стали 20 диаметром 63,5-219,0 мм. Степень изгиба трубы, торцевая поверхность должна быть перпендикулярна центральной линии, а эллиптичность имеет определенные требования, и обычно проводят испытание на давление воды и сплющивание.
Трансформаторная трубка используется для производства трансформаторных тепловых трубок и других теплообменников. Он изготовлен из обычной углеродистой стали и требует сплющивания, развальцовки, гибки и гидравлических испытаний. Стальные трубы поставляются фиксированной длины или кратной длины, что соответствует определенным требованиям для гибки стальных труб. Профильная труба: квадратная труба, прямоугольная труба, шляпная труба и пустая резиновая стальная дверь и оконная стальная труба, сваренная из обычной углеродистой конструкционной стали и стали 16Mn, в основном используемой в качестве компонентов сельскохозяйственной техники, стальных оконных дверей и т. Д.
Электросварочная тонкостенная трубка Труба в основном используется для изготовления мебели, игрушек, ламп и т. Д. В последнее время широкое распространение получили тонкостенные трубы из лент из нержавеющей стали, например, в высококачественной мебели, украшениях и заборах.
Спирально-сварная труба: изготавливается путем прокатки низкоуглеродистой конструкционной стали или полосы низколегированной конструкционной стали в трубную заготовку под определенным углом спирали (называемого углом формования), а затем сваркой шва трубы, который можно использовать более узко.Полоса стальная для производства стальных труб большого диаметра. Спирально-сварные трубы в основном используются для трубопроводов транспортировки нефти и природного газа, и их характеристики выражаются толщиной стенки наружного диаметра.
Процесс сварки сварной трубы выглядит следующим образом:
1. Самая жесткая степень сварки стальных труб заключается в том, что прочность сварного шва больше или равна прочности основного металла.
2. Чтобы сварка стальных труб была максимально прочной, сварной шов не должен иметь дефектов, площадь поперечного сечения сварного шва не может быть меньше площади поперечного сечения основного металла.Сварные швы не должны быть короче мяса или подрезаны. Односторонние сварные швы должны быть выполнены с одной стороны с двух сторон.
Односторонние сварные швы должны быть выполнены с одной стороны с двух сторон.
3. Если материалом трубы является высокопрочная легированная сталь, в том числе трубы из легированной стали с термостойкостью, устойчивостью к давлению, износостойкостью и низкотемпературной стойкостью, необходимо сосредоточить внимание на предотвращении образования трещин из-за мартенситной структуры, вызванной высокотемпературная сварка при сварке. Сведите к минимуму колебания во время процесса сварки и сделайте последний сварной шов так, чтобы он оказывал эффект отжига в зоне термического влияния, насколько это возможно.Медленно после сварки примите меры, например, накройте асбестовой тканью.
4. Общее требование к процессу сварки состоит в том, что сварочный пруток должен быть правильно выбран, прокален и высушен в соответствии с правилами. Сварочный пруток, используемый сварщиком, гарантированно соответствует требованиям. Сварной шов приваривается с двух сторон. Перед сваркой необходимо удалить масло, удалить воду, удалить ржавчину, удалить мусор, очистить. чистый. Сварочный ток следует выбирать разумно, а работа сварщика должна соответствовать нормативным требованиям.
чистый. Сварочный ток следует выбирать разумно, а работа сварщика должна соответствовать нормативным требованиям.
5. Чтобы гарантировать качество сварки трубы, сварщик должен пройти обучение и проверку, иметь квалификацию для работы.
Если это самосварка, то лучше всего дуговая сварка. Если он самый прочный, это должна быть сварка пламенем ацетилена. Необходимые инструменты — сварочные стержни, сварочные пистолеты и достаточно прочные предохранители. Шаги более сложные, в основном выберите точку сварки, подайте питание, используйте наконечник сварочного стержня, чтобы выбить дугу, чтобы флюс в сварочном стержне расплавился, и поверните сварочные клещи влево и вправо, чтобы Сварочный сердечник равномерно расплавляется в сварочном положении.
Сварка полых профилей конструкций
Джеффри А. Пакер
Бахен / Таненбаум Профессор гражданского строительства, Университет Торонто, Онтарио, Канада
Мэтью Р. Макфадден
Научный сотрудник, Департамент гражданского строительства, Университет Торонто, Онтарио, Канада
Сварка полых структурных профилей (HSS) действительно имеет некоторые уникальные особенности. В отличие от открытых участков, где сварка обычно возможна с обеих сторон элемента, сварка HSS возможна только с одной стороны, что требует больших размеров сварных швов.Во-вторых, основная поверхность HSS-элемента, к которой приваривается ответвление, обычно намного более гибкая, чем его аналог с широким фланцем, так как две стенки основного элемента (которые действуют как элементы жесткости) находятся снаружи соединения, а не внутри. посередине, как в случае с полотном W-образной формы. Эта повышенная гибкость соединительной поверхности приводит к неравномерному распределению нагрузки в сварном шве.
В отличие от открытых участков, где сварка обычно возможна с обеих сторон элемента, сварка HSS возможна только с одной стороны, что требует больших размеров сварных швов.Во-вторых, основная поверхность HSS-элемента, к которой приваривается ответвление, обычно намного более гибкая, чем его аналог с широким фланцем, так как две стенки основного элемента (которые действуют как элементы жесткости) находятся снаружи соединения, а не внутри. посередине, как в случае с полотном W-образной формы. Эта повышенная гибкость соединительной поверхности приводит к неравномерному распределению нагрузки в сварном шве.
Первый важный шаг — грамотный выбор участников для HSS-соединения.Для соединений ферменного типа отношение ширины ответвления к ширине пояса (β) должно быть относительно высоким (скажем, от 0,7 до 0,8), но все же желательно, чтобы ответвление располагалось на «плоскости» главного элемента, если это квадратный / прямоугольный HSS. (Исключением из этой рекомендации являются соединения в рамах Vierendeel, где HSS согласованной ширины [β ≈ 1,0] обычно необходимы для достижения полной моментной нагрузки). Кроме того, отношение толщины ветви к толщине хорды (τ) должно быть относительно низким; меньше единицы, со значением 0.5 быть хорошей целью. В этих условиях создается соединение ферменного типа с высокой статической прочностью (а также с высоким сопротивлением усталости). Поскольку выбор элементов тесно связан с пропускной способностью соединения, а большинство соединений HSS не должны быть усиленными, очевидно, что проверка пропускной способности соединения является обязанностью инженера-строителя.
Кроме того, отношение толщины ветви к толщине хорды (τ) должно быть относительно низким; меньше единицы, со значением 0.5 быть хорошей целью. В этих условиях создается соединение ферменного типа с высокой статической прочностью (а также с высоким сопротивлением усталости). Поскольку выбор элементов тесно связан с пропускной способностью соединения, а большинство соединений HSS не должны быть усиленными, очевидно, что проверка пропускной способности соединения является обязанностью инженера-строителя.
Три основных типа сварных швов составляют практически все структурные сварные швы, включая соединения между HSS: швы с разделкой кромок (CJP), швы с частичным проплавлением (PJP) и угловые швы.
Complete-Joint-Penetration сварные швы с разделкой кромок (с одной стороны и без подкладки) чрезвычайно дороги, требуют специальных квалифицированных сварщиков и почти никогда не должны использоваться для соединений из быстрорежущей стали. Одно исключение, которое приходит на ум, — это круглый HSS, приваренный к запатентованной стальной отливке специального назначения — высокопрочный соединитель от Cast Connex Corp. , используемый с диагональными скобами из быстрорежущей стали в сейсмостойких скрепленных рамах (показано на рис. ). В этом случае конический носок отливки, вставленной в HSS или трубу, по существу, служит основой.
, используемый с диагональными скобами из быстрорежущей стали в сейсмостойких скрепленных рамах (показано на рис. ). В этом случае конический носок отливки, вставленной в HSS или трубу, по существу, служит основой.
Частичное проникновение в стык сварных швов с разделкой кромок можно использовать для соединений из быстрорежущей стали, особенно если размеры угловых швов становятся большими (размеры полок более ½ дюйма), а ответвление достаточно толстым. Предварительно квалифицированные детали стыков для сварных швов PJP и HSS, особенно для продольных сварных швов в соединениях типа «подобранная коробка», как на рис.2, приведены в AWS D1.1 (2010).
Угловые швы, являясь наименее дорогостоящим и простым типом сварного шва, являются предпочтительным и наиболее распространенным типом сварного шва для соединений из быстрорежущей стали. Расчет угловых швов в зданиях из металлоконструкций в США регулируется AISC 360-10, таблица J2.5 и основан на предельном состоянии разрушения сварного шва при сдвиге с использованием подходящего (или недостаточно подходящего) присадочного металла. Для простого тройника под углом 90 ° сопротивление LRFD одиночного сварного шва равно:
Расчет угловых швов в зданиях из металлоконструкций в США регулируется AISC 360-10, таблица J2.5 и основан на предельном состоянии разрушения сварного шва при сдвиге с использованием подходящего (или недостаточно подходящего) присадочного металла. Для простого тройника под углом 90 ° сопротивление LRFD одиночного сварного шва равно:
ФR n = ФF nw A we = (0.75) (0.60FEXX) (D / √2) (длина сварного шва), где D = размер сварной ветви.
Расчет угловых швов в Канаде регулируется CSA S16‐09, пункт 13.13.2.2, и, хотя используются разные коэффициенты, получается идентичное сопротивление. И AISC, и CSA позволяют повысить номинальную прочность металла шва (1,0 + 0,50 sin 1,5 θ) для сварных швов, нагруженных под углом θ градусов к продольной оси сварного шва, а также включают некоторые дополнительные положения для групп сварных швов. Однако AISC 360-10 ограничивает коэффициент увеличения sinθ только группами сварных швов, в которых все элементы расположены на одной линии или параллельны (также называемые линейными группами сварных швов). Таким образом, очевидная неприменимость этого фактора к соединениям HSS T-, Y- и K указывается в Руководстве по проектированию AISC № 24 (Packer et al., 2010). Стандарт CSA, с другой стороны, не исключает применимости коэффициента sinθ для соединений из быстрорежущей стали, что приводит к гораздо большему сопротивлению группы угловых швов в соединении из быстрорежущей стали и, следовательно, к гораздо меньшим размерам сварных швов (см. Таблицу 1). Предыдущая версия, CAN / CSA S16‐01, включала проверку на срез основного металла на краю углового сварного шва вдоль поверхности плавления (см.рис.3), что часто определяло и, как правило, приводило к увеличению размеров сварных швов в то время.
Таким образом, очевидная неприменимость этого фактора к соединениям HSS T-, Y- и K указывается в Руководстве по проектированию AISC № 24 (Packer et al., 2010). Стандарт CSA, с другой стороны, не исключает применимости коэффициента sinθ для соединений из быстрорежущей стали, что приводит к гораздо большему сопротивлению группы угловых швов в соединении из быстрорежущей стали и, следовательно, к гораздо меньшим размерам сварных швов (см. Таблицу 1). Предыдущая версия, CAN / CSA S16‐01, включала проверку на срез основного металла на краю углового сварного шва вдоль поверхности плавления (см.рис.3), что часто определяло и, как правило, приводило к увеличению размеров сварных швов в то время.
Расчет сварного шва для соединений HSS-HSS можно выполнить в соответствии с одной из следующих двух философий проектирования (Packer et al. , 2010; Packer and Sun, 2011):
, 2010; Packer and Sun, 2011):
- Размер сварного шва может быть таким, чтобы он развивал предел текучести соединенной стенки ответвления во всех местах вокруг ответвления, или
- Размер сварного шва может быть пропорционален, чтобы противостоять приложенным силам ответвления, с корректировкой для неравномерного распределения напряжений по длине сварного шва.
Изучив метод № 1 , можно увидеть, что это верхний предел размера сварного шва — и, следовательно, консервативная процедура проектирования. Например, рассмотрим простое Т-образное соединение из быстрорежущей стали и быстрорежущей стали под углом 90 ° под осевой растягивающей нагрузкой ответвления на рис. 3 с секциями, изготовленными в соответствии с ASTM A500, класс C, и угловой сваркой с использованием электродов E70. В этом случае все сварные швы ориентированы перпендикулярно (под 90 °) приложенной нагрузке, образуют группу нелинейных сварных швов, и можно считать, что сопротивление текучести стенок ответвления из быстрорежущей стали на единицу длины определяется выражением:
(Ф = 0. 9) F y t b = 45t b тысяч фунтов / дюйм, где t b — толщина стенки ответвления.
9) F y t b = 45t b тысяч фунтов / дюйм, где t b — толщина стенки ответвления.
Интересно рассмотреть эффективный размер горловины углового сварного шва, который требуется для достижения этого сопротивления стенок ответвления в соответствии с различными спецификациями / кодами (см. Таблицу 1). Ясно, что существует большое несоответствие.
| Спецификация или код | Эффективная горловина сварного шва |
| ANSI / AISC 360-10 Таблица J2.5 | 1.43t b |
| AWS D1.1 / D1.1M: 2010 Пункт 2.25.1.3 и рис. 3.2 | 1.07t b |
| CSA S16‐09 Пункт 13.13.2.2 | 0,95 т b |
| CAN / CSA S16‐01 Пункт 13.13.2.2 | 1,14 т b |
| CEN (2005) или IIW (2009) | 1,10 т b |
Метод №2, , по существу, подход «соответствует назначению», предполагает учет эффективной длины сварного шва, поскольку сварные соединения из быстрорежущей стали обычно имеют сильно различающееся распределение нагрузки по периметру. Для соединений с относительно низкими усилиями на ответвлении использование эффективной длины сварного шва может привести к уменьшению размеров сварного шва и более экономичной конструкции сварного шва. Такой же эффективный размер сварного шва должен сохраняться по всему присоединенному ответвлению, при этом весь периметр отвода должен быть сварен.(Исключение из последнего может применяться к «скрытому сварному шву» в соединениях HSS-HSS с перекрытием). Некоторые значения эффективной длины сварных швов из быстрорежущей стали были введены в AWS D1.1 в 1990-х годах на основе предшествующих экспериментальных исследований, затем они были приняты в AISC 360 в 2005 году и дополнительно расширены в разделе K4 AISC 360-10. IIW (2009) особо признает концепцию эффективной длины для расчета сварных швов, но, как и все другие спецификации / нормы конструкции стали, за исключением AISC 360 и AWS D1.1, не предписывает никаких эффективных длин.
Для соединений с относительно низкими усилиями на ответвлении использование эффективной длины сварного шва может привести к уменьшению размеров сварного шва и более экономичной конструкции сварного шва. Такой же эффективный размер сварного шва должен сохраняться по всему присоединенному ответвлению, при этом весь периметр отвода должен быть сварен.(Исключение из последнего может применяться к «скрытому сварному шву» в соединениях HSS-HSS с перекрытием). Некоторые значения эффективной длины сварных швов из быстрорежущей стали были введены в AWS D1.1 в 1990-х годах на основе предшествующих экспериментальных исследований, затем они были приняты в AISC 360 в 2005 году и дополнительно расширены в разделе K4 AISC 360-10. IIW (2009) особо признает концепцию эффективной длины для расчета сварных швов, но, как и все другие спецификации / нормы конструкции стали, за исключением AISC 360 и AWS D1.1, не предписывает никаких эффективных длин.
Для проверки или дальнейшего улучшения действующих правил сварки HSS, добавленных в раздел K4 AISC 360-10, в настоящее время авторами выполняется спонсируемый AISC проект экспериментальных исследований Т-образных соединений HSS-HSS, критических для сварки, в разделе изгиб в плоскости и на критически важных для сварки K-образных соединениях HSS-HSS внахлест внутри полных ферм. Повышенный интерес к сварке из быстрорежущей стали также отражен в недавнем создании по инициативе AASHTO рабочей группы AWS Tubular Task Group, в первую очередь для решения проблемы строительства трубчатых мостов.
Повышенный интерес к сварке из быстрорежущей стали также отражен в недавнем создании по инициативе AASHTO рабочей группы AWS Tubular Task Group, в первую очередь для решения проблемы строительства трубчатых мостов.
Ссылки
AISC. 2010. «Технические условия для зданий из конструкционной стали», ANSI / AISC 360‐10, Американский институт стальных конструкций, Чикаго, Иллинойс.
AWS. 2010. «Правила сварки конструкций — сталь», AWS D1.1 / D1.1M: 2010, 22nd. издание, Американское общество сварки, Майами, Флорида.
CEN. 2005. «Еврокод 3: Проектирование стальных конструкций — Часть 1-8: Проектирование соединений», EN1993-1-8: 2005 (E), Европейский комитет по стандартизации, Брюссель, Бельгия.
CSA.2001. «Расчет стальных конструкций в предельных состояниях», CAN / CSA S16‐01, Канадская ассоциация стандартов, Торонто, Онтарио.
CSA. 2009. «Проектирование стальных конструкций», CSA S16‐09, Канадская ассоциация стандартов, Торонто, Онтарио.
IIW. 2009. «Методика статического расчета сварных соединений полых профилей — рекомендации», 3-е. издание, IIW Doc. XV ‐ 1329‐09, Международный институт сварки, Париж, Франция.
Пакер, Дж., Шерман, Д. и Лечче, М. 2010. «Соединения полых структурных секций», Руководство по проектированию стали №24, Американский институт стальных конструкций, Чикаго, Иллинойс.
Пакер, Дж. А. и Сан, М. 2011. «Расчет углового сварного шва для прямоугольных соединений из быстрорежущей стали», Engineering Journal, Американский институт стальных конструкций, 1-е место. квартал, с. 31 — 48.
март / апрель 2012 г.
Сварные стальные трубы, Сварные стальные трубы, Сварные трубы, Сварочные трубы, Сварные трубы, Квадратное полое сечение, Полое прямоугольное сечение
Спецификация и размер сварных труб
ASTM / ASME
| Название продукта | Исполнительный стандарт | Размер (мм) | Код стали/ Марка стали |
|---|---|---|---|
| Трубы стальные электросварные | ASTM A135 | 42. 2-114,3 х 2,11-2,63 2-114,3 х 2,11-2,63 | А |
| Трубы для котлов и пароперегревателей из углеродистой и углеродисто-марганцевой стали электросварные электросварные | ASTM A178 | 42,2-114,3 х 2,11-2,63 | A, C, D |
| Трубы из стали, оцинкованной методом горячего цинкования, и горячеоцинкованные трубы | ASTM A53 | 21,3-273 х 2.11-12,7 | А, В |
| Трубы для забивки свай | ASTM A252 | 219,1-508 х 3,6-12,7 | Gr2, Gr3 |
| Трубы общего конструктивного назначения | ASTM A500 | 21,3-273 х 2,11-12,7 | Углеродистая сталь |
| Трубы квадратные общего строительного назначения | ASTM A500 | 25 х 25-160 х 160 х 1. 2-8.0 2-8.0 | Углеродистая сталь |
BS
| Название продукта | Исполнительный стандарт | Размер (мм) | Код стали/ Марка стали |
|---|---|---|---|
| Стальные трубы с резьбой и втулкой | BS 1387 | 21.4-113,9 х 2–3,6 | Углеродистая сталь |
EN
| Название продукта | Исполнительный стандарт | Размер (мм) | Код стали/ Марка стали |
|---|---|---|---|
| Трубы для строительных лесов | EN 39 | 48.3 х 3,2-4 | Углеродистая сталь |
JIS
| Название продукта | Исполнительный стандарт | Размер (мм) | Код стали/ Марка стали |
|---|---|---|---|
| Трубы из углеродистой стали общего назначения | JIS G3444 | 21. 7-216,3 х 2,0-6,0 7-216,3 х 2,0-6,0 | Углеродистая сталь |
| трубы из углеродистой стали для конструкции машины Назначение | JIS G3445 | 15-76 х 0,7-3,0 | СТКМ11А, СТКМ13А |
| Трубы из углеродистой стали для обычных трубопроводов | JIS G3452 | 21,9-216,3 х 2,8-5,8 | Углеродистая сталь |
| Трубы из углеродистой стали для работы под давлением | JIS G3454 | 21.7-216,3 х 2,8-7,1 | Углеродистая сталь |
| Трубопроводы из жесткой стали из углеродистой стали | JIS G8305 | 21-113,4 х 1,2-3,5 | G16-G104, C19-C75, E19-E75 |
| Прямоугольные трубы из углеродистой стали для общей конструкции | JIS G3466 | 16 х 16-150 х 150 х 0,7-6 | Углеродистая сталь |
Разница между сварной стальной трубой и стальной бесшовной трубой
Труба стальная бесшовная
Бесшовная стальная труба (SMLS) формируется путем протягивания сплошной заготовки над прокалывающим стержнем для создания полой оболочки без сварки или шва. Подходит для гибки и отбортовки. Самым большим преимуществом является повышение способности выдерживать более высокое давление. Стальная бесшовная труба может быть разрезана, нарезана резьбой или нарезана канавками. Метод нанесения покрытия включает черный / красный лак, окраску лаком, горячее цинкование и т. Д.
Подходит для гибки и отбортовки. Самым большим преимуществом является повышение способности выдерживать более высокое давление. Стальная бесшовная труба может быть разрезана, нарезана резьбой или нарезана канавками. Метод нанесения покрытия включает черный / красный лак, окраску лаком, горячее цинкование и т. Д.
Стальные трубы API 5L ERW
Труба стальная сварная:
Сварная стальная труба (стальная труба, изготовленная сварным швом) представляет собой трубчатое изделие, изготовленное из плоских пластин, известных как скелп, которые формуются, сгибаются и подготавливаются к сварке.
Есть разница между сварной стальной трубой и бесшовной стальной трубой:
Различный внешний вид: стальная сварная труба имеет линию сварки на внутренней стенке сварной трубы, а бесшовная стальная труба не имеет.
Давление разное: сварная стальная труба имеет давление около 10 МПа, а бесшовная стальная труба имеет более высокое давление.
Q345B Трубы стальные бесшовные 16Mn
Различные технологии обработки:
Бесшовные трубы изготавливаются из высококачественной углеродистой или легированной стали.Технологию обработки бесшовных труб можно разделить на два основных метода: холодное волочение и горячая прокатка, при этом сварная труба обычно изготавливается из листового проката, сваренного стыковым или спиральным швом.
Различное использование:
Бесшовные трубы в основном используются в качестве труб или конструктивных элементов для транспортировки жидкостей, в основном используются в машиностроении, в то время как сварные трубы в основном используются в строительной промышленности, для транспортировки жидкостей низкого давления, таких как вода, газ, сжатый воздух и т. Д.Однако в напорных трубах используются бесшовные стальные трубы.
Цены разные:
Из-за сложного процесса производства бесшовных стальных труб цена выше, чем у сварных стальных труб. Сварная стальная труба в основном изготавливается из стального листа (стальной полосы) путем вторичной сварки, что дешевле и широко используется.
Наша продукция, такая как бесшовные стальные трубы, широко используется в котлах низкого и среднего давления, нефтяных обсадных трубах, судах, транспортировке жидкостей, крекинге нефти, оборудовании для внесения химических удобрений, конструкциях и полых насосных штангах.Мы можем производить бесшовные стальные трубы в соответствии со стандартами, такими как GB, ASTM, API 5L, API 5CT, DIN и JIS. Наша продукция продается по всему Китаю и экспортируется в более чем десятки стран и регионов мира, таких как Юго-Восточная Азия, Ближний Восток, Европа и Америка и т. Д., Пользуясь очень высоким авторитетом на внутреннем и внешнем рынках. Если вы недавно планируете приобрести наш продукт, свяжитесь с нами: [email protected]
Рынок сварных стальных труб | Обзор, области применения, конечные пользователи, производители
Сварные трубы производятся путем придания плоской стали (стального листа или стального листа) цилиндрической формы под действием механического давления, а затем стыковки шва путем сварки. Лист Quarto (также известный как лист реверсивного стана) широко используется в промышленности для производства сварных труб. Кроме того, горячекатаные рулоны также используются в качестве основы для производства сварных труб. Сварные трубы также известны как трубы ВПВ (сварные сопротивлением).
Лист Quarto (также известный как лист реверсивного стана) широко используется в промышленности для производства сварных труб. Кроме того, горячекатаные рулоны также используются в качестве основы для производства сварных труб. Сварные трубы также известны как трубы ВПВ (сварные сопротивлением).
Сварной шов или шов в этих трубах имеет форму спирали. Пластине или листу придают форму спирали с помощью процесса дуговой сварки под флюсом (SAW).Эти трубы обычно бывают большого диаметра и в основном используются в качестве магистральных трубопроводов в энергетическом секторе, а также во многих других секторах, например, в строительстве.
Трубы прямошовные В этих трубах сварка выполняется в продольном направлении. Пластины или листы изогнуты, и для соединения швов в продольном направлении используется контактная дуговая сварка. Если лист имеет большую толщину, для изготовления таких труб также используется продольная дуговая сварка под флюсом.
Эти трубы изготавливаются после изгиба стального листа в виде трубы и сварки в продольном направлении. При производстве этих труб в основном выполняется контактная сварка сопротивлением. LSAW также используется при производстве этих труб.
Сварка стальных труб ТипыПечная сварка (FW) или непрерывная сварка — это уникальный метод сварки, позволяющий производить трубы с минимальными сварочными дефектами. Процесс сравнительно дорогостоящий. Трубу сваривают путем нагрева в печи при температуре сварки с последующей экструзией на оправке.Иногда с помощью этого процесса изготавливаются высокопроизводительные трубы, подобные тем, которые используются в котлах.
Дуговая сварка под флюсом (SAW) широко используется в промышленности. Электрическая дуга и сварной шов полностью погружены в расплавленный гранулированный флюс и остаются защищенными от окисления во время процесса. В спиральных трубах он известен как S-SAW или HSAW, а в продольных трубах — как LSAW.
Самый экономичный процесс производства труб — это сварка сопротивлением (ВПВ). Пластины или листы цилиндрической формы подвергаются воздействию высоких токов на стыковых кромках.Электрическое сопротивление нагревает соединение и вызывает сварку швов.
Обработка сварных трубОбработка сварных труб зависит от требований заказчика и области применения. К ним относятся резьбовые и соединенные концы для использования в длинных линиях транспортировки жидкости, резьбовые концы без муфты для линий различного диаметра, гладкие концы или отрезные квадраты для общих целей. Трубы с предварительно рифленым или скошенным концом поставляются для применения в строительстве.
Другое металлическое покрытие, такое как гальванизация, свинцовая футеровка, алюминирование и плакирование, также используются для защиты от коррозии во время применения.Неметаллические покрытия, такие как смазка, краски, пластиковое покрытие, каменноугольная смола и т. Д., Также используются для защиты при хранении и транспортировке. Обработка концов и нанесение покрытий значительно увеличивают стоимость сварных труб.
ASTM A53 и API-5L обычно используются для определения общих характеристик сварных труб. Стандарт ASTM B36.10 используется для определения размеров и размеров труб и трубок. Хотя в некоторых отраслях есть свои нормы и нестандартные размеры.
В Северной Америке обозначения, используемые для определения размеров труб, известны как номинальный размер трубы (NPS) и номер спецификации (Sch.). NPS определяет внутренний диаметр труб, а Sch. относится к диапазону толщины стенки.
В европейских стандартах номинальное отверстие (NB) используется для обозначения внутреннего диаметра в мм, а OD — внешнего диаметра труб. Стандартные веса ASTM / ANSI обычно выражаются в кг / м или фунт / фут.
Следующие стандарты длины используются на рынке и жизненно важны для проектирования трубопроводов.
1. Единичная произвольная длина (SRL) находится в диапазоне от 18 до 25 футов с гладким концом или от 18 до 22 футов с резьбой и соединенными трубами.
2. Двойная случайная длина (ДХО) колеблется в пределах 38-40 футов.
3. Более длинная, чем двойная случайная выборка, составляет более 38 — 40 футов в длину.
4. Режущие длины производятся фиксированной длины в пределах +/- 1/8 дюйма, а некоторые — до 80 футов.
- ArcelorMittal
- Condesa
- Europipe
- Evraz Group
- Handan Zhengda Steel Pipe
- PS4 9011 Jindal Pad4 SAW
- TMK
- United States Steel
- Welspun Power & Steel
Факторы, влияющие на рынок сварных труб, различаются по регионам.Спрос на сварные трубы большого и среднего диаметра в основном обусловлен крупными трубопроводными проектами. Большинство трубопроводных проектов тесно связаны с деятельностью по разведке углеводородов.
Спрос на углеводородное топливо и цены на топливо являются ключевыми факторами спроса на сварные трубы. Кроме того, урбанизация также играет ключевую роль в стимулировании спроса, который поддерживает инфраструктуру для линий водоснабжения и канализации с использованием сварных труб. Среди других факторов, определяющих спрос на сварные трубы, — рост ВВП, строительство, автомобильная и химическая промышленность.
Кроме того, урбанизация также играет ключевую роль в стимулировании спроса, который поддерживает инфраструктуру для линий водоснабжения и канализации с использованием сварных труб. Среди других факторов, определяющих спрос на сварные трубы, — рост ВВП, строительство, автомобильная и химическая промышленность.
Северо-Восточная Азия, Северная Америка и Европа демонстрируют стабильный рост спроса на строительство трубопроводов в течение следующих пяти лет. В 2017 году Китай объявил об увеличении своей существующей сети трубопроводов длиной 112 000 км до 169 000 км к 2020 году и до 240 000 км к 2025 году. Япония планирует построить трубопровод длиной 1500 км для импорта газа из России.
На долю Северной Америки приходится почти 31 000 миль запланированных трубопроводов, из которых 15 279 миль уже находились в стадии строительства по состоянию на 2017 год.Один из текущих проектов в США — строительство трубопровода на атлантическом побережье протяженностью 600 миль. Ожидается, что к 2021 году также будет завершен проект «Северный поток — 2». По состоянию на 2018 год на Ближнем Востоке и в Африке строятся трубопроводы протяженностью 4 423 мили, а на будущее запланировано строительство 4 794 мили трубопроводов.
Ожидается, что к 2021 году также будет завершен проект «Северный поток — 2». По состоянию на 2018 год на Ближнем Востоке и в Африке строятся трубопроводы протяженностью 4 423 мили, а на будущее запланировано строительство 4 794 мили трубопроводов.
Трубы используются для транспортировки нефти и газа с нефтяных месторождений на экспортные терминалы, нефтеперерабатывающие заводы и конечным потребителям.Мировой трубопроводный транспорт движется за счет увеличения глобального спроса на энергию и торговли топливом.
Сварные стальные трубы также используются в строительстве и инфраструктуре для различных целей. Эти области применения включают строительные леса, электрические и осветительные опоры, несущие колонны и балки в зданиях из стальных конструкций, таких как крыши стадионов, метро и железнодорожные станции. Эти трубы также можно использовать в канализационной сети и водопроводе.
Химическая промышленность также является одним из основных потребителей стальных сварных труб. Стальные трубы используются для строительства линий химической обработки, промышленных ангаров и механических сооружений. Некоторые из подсекторов включают нефтехимию, агрохимикат, строительную химию, смолы и полимеры, заводы по переработке синтетических пищевых продуктов, электронную химию, производство газа, цементные заводы, производство пестицидов, промышленность удобрений, фармацевтическую промышленность и производство кислоты и т. Д.
Стальные трубы используются для строительства линий химической обработки, промышленных ангаров и механических сооружений. Некоторые из подсекторов включают нефтехимию, агрохимикат, строительную химию, смолы и полимеры, заводы по переработке синтетических пищевых продуктов, электронную химию, производство газа, цементные заводы, производство пестицидов, промышленность удобрений, фармацевтическую промышленность и производство кислоты и т. Д.
Сварные стальные трубы также используются в автомобильной промышленности при изготовлении каркасов кузова, поддерживающих колонны и конструкции.Эти трубы и трубки также используются в выхлопных газах двигателей.
Другие секторы конечных пользователей включают машиностроительный сектор, промышленный сектор, судостроение, энергетику и секторы энергетики, а также металлическую мебель. В механической промышленности сварные трубы находят свое применение в механических конструкциях машин, роликах конвейерных лент или в других цилиндрических конструкциях, таких как гидравлические подъемники, мельницы, производственные линии и т. Д.
Д.
О товарах внутри труб и возможностей труб:
Commodity Inside имеет большой опыт работы на рынке стальных труб и труб.У нас есть ряд готовых отчетов по трубной и трубной промышленности . Мы также предоставляем консультации и индивидуальные исследования. Наша первоначальная предварительная оценка бесплатна. Пожалуйста, свяжитесь с нами сейчас по адресу [email protected]
Типы нефтегазовых труб: бесшовные, ERW, LSAW
Узнайте о 3 типах стальных труб, используемых в нефтехимической промышленности: бесшовные, ERW (контактная сварка сопротивлением ) и LSAW (продольная сварка под флюсом). Бесшовная труба изготавливается путем протягивания твердой стальной заготовки через прошивной стержень.Сварные трубы производятся путем резки, гибки, сварки в бухтах (ERW) или стальных листов (LSAW).
Бесшовные трубы
Бесшовные трубы производятся из стальных заготовок, которые нагреваются и перфорируются для создания трубчатого профиля. Слово «бесшовные» означает отсутствие сварных швов.
Слово «бесшовные» означает отсутствие сварных швов.
Бесшовные стальные трубы используются для различных применений в нефтегазовой отрасли:
- операции по добыче (трубы OCTG)
- в середине потока (передача и распределение жидкостей, таких как нефть, газ, пар, кислоты, шламы)
- downstream (технологические трубопроводы для переработки нефти и газа в производные продукты)
- общие водопроводные системы для коммунальных служб
наиболее распространенных типов труб , используемых в нефтегазовой промышленности (спецификации труб ASTM):
- ASTM A53 , A106, A333 и API 5L (типы труб из углеродистой стали для высокотемпературной и низкотемпературной углеродистой стали)
- ASTM A335 марок от P5 до P91 (трубы из хромомолибденовой легированной стали для высоких температур и давления, для нефтеперерабатывающих заводов и электростанций )
- ASTM A312 серий 300 и 400 (трубы из нержавеющей стали марок 304, 316, 321, 347)
- ASTM A790 / A928 (дуплексные и супердуплексные трубы с двойным ферритным и аустенитная структура)
- Различные спецификации материалов из никелевых сплавов (Инконель, Хастеллой, Купроникель, Монель, Никель 200)
- Спецификации для труб из цветных металлов (алюминий, медь, латунь, купроникель)
Некоторые спецификации относятся только к бесшовным трубам (пример ASTM A106), другие применяются как к бесшовным, так и к сварным трубам (пример ASTM A53).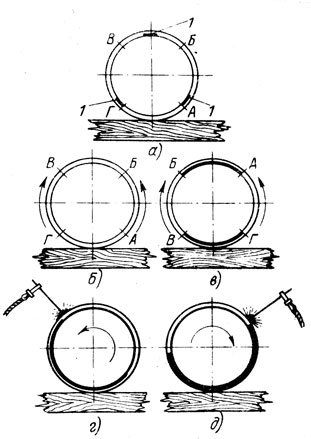
Трубы из углеродистой стали (A53, A333, A106 и API 5L) занимают самую большую долю рынка, поскольку они могут использоваться для большинства применений при высоких и низких температурах; Основное применение труб из нержавеющей стали — в коррозионных средах (и более высокие марки используются при повышении температуры и давления или когда транспортируемая жидкость становится все более и более агрессивной).
В нефтегазовой отрасли API 5CT является ключевой спецификацией, охватывающей трубы OCTG (трубные изделия для нефтяных стран).
Бесшовные стальные трубы не следует путать с бесшовными трубами .Действительно, между трубами и трубками есть несколько важных различий, которые не только семантические. В общем, слово «труба» применяется к любой трубке, используемой для транспортировки жидкостей, тогда как слово «труба» применяется к трубчатым секциям (различной формы, круглой, овальной, квадратной формы), используемым для структурных / механических применений, систем измерения и строительство оборудования, работающего под давлением, например, котлов, теплообменников и пароперегревателей.
ЦЕНА НА БЕСШОВНЫЕ ТРУБЫ
Цена за тонну бесшовных труб выше, чем у труб ERW, обычно на 20-30% выше, из-за их довольно сложного производственного процесса (более сложный, чем процесс производства труб ERW и LSAW) и из-за Дело в том, что количество производителей бесшовных труб довольно ограничено (рынок носит олигополистический характер).
Для конкретных размеров и спецификаций (например, 20-дюймовая труба или труба с большой толщиной стенки из специальных или экзотических материалов, например, трубы ASTM A335 P91), есть несколько мировых поставщиков труб и цены за тонну (или за метр ), как следствие, подвержены влиянию.
В связи с этим неправильно оценивать цены на трубы, используя стандартную цену за тонну для всех труб из «углеродистой стали» или «нержавеющей стали», независимо от фактического диаметра, толщины стенки и конкретной марки: все эти факторы должны быть приняты во внимание, чтобы предотвратить перерасход средств во время выполнения проекта на более позднем этапе. Более того, цены колеблются ежедневно (особенно на легированные трубы, которые содержат химические элементы, такие как молибден, никель, медь, хром, которые ежедневно продаются на Лондонской бирже металлов или на рынках ферросплавов).
Более того, цены колеблются ежедневно (особенно на легированные трубы, которые содержат химические элементы, такие как молибден, никель, медь, хром, которые ежедневно продаются на Лондонской бирже металлов или на рынках ферросплавов).
РАЗМЕРЫ БЕСШОВНЫХ ТРУБ
Спецификации ASME B36.10 и B36.19 охватывают размеры и вес бесшовных труб для нефтехимической промышленности (спецификации применимы также к сварным трубам):
- Спецификация ASME B36.10 охватывает бесшовные углеродистые и низколегированные трубы размером (размеры и вес) от 1/8 до 24 дюймов
- Стандарт ASME B36.19 Спецификация , напротив, охватывает размеры и вес бесшовных и сварных труб из нержавеющей стали, дуплексных, никелевых сплавов
Коммерческие бесшовные трубы обозначаются номинальным размером трубы (представляющим приблизительную пропускную способность трубы) и «график», который относится к толщине трубы (наиболее распространенными являются сортамент 40, STD, XS, XXS для труб из углерода / сплава и 10S, 40S и 80S для труб из нержавеющей стали и никелевого сплава).
Спецификации размеров трубы ASME можно приобрести в Интернете на веб-сайте ASME или в интернет-магазине IHS.
ПРОЦЕСС ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ
Бесшовные трубы из мягкой стали от 1/8 до 6 дюймов. производятся с использованием так называемого «процесса центробежного фрезерования» или «процесса экструзии» (используется для меньших диаметров), тогда как «процесс фрезерования на оправке» используется для больших диаметров.
Видео о производстве бесшовных стальных труб (источник: канал Tenaris Youtube)
Труба ERW (электросварка сопротивлением) Трубы ERW производятся с использованием стальных рулонов: рулон сначала разматывается, затем сглаживается, разрезается и, наконец, формируется в форму трубы, электрически соединив два ее конца.
Трубы ERW доступны в размерах от 1/2 до 20 дюймов, из углеродистой стали (ASTM A53 — наиболее распространенная спецификация) и нержавеющей стали (ASTM A312). Что касается размеров, ASME B36.10 и ASME B36.19 являются ключевыми справочными спецификациями (API 5L для сварных трубопроводов ERW).
Таблицы размеров ASME и API показывают типичные комбинации номинального размера трубы и толщины стенки (обозначенной как «график»), а также показывают вес трубы ERW в кг (или фунтах).
За последние несколько лет трубы из ВПВ стали эффективной альтернативой бесшовным трубам, как по цене, так и по характеристикам, благодаря современным технологиям сварки, принятым производителями труб ВПВ (например, HFI и HFW, высокочастотная сварка). .Эти достижения в технологиях сварки со временем снизили техническое превосходство бесшовных труб по сравнению с трубами из ВПВ, сделав их взаимозаменяемыми, по крайней мере, в некоторых областях применения (при низком / среднем давлении и температуре). Конечно, бесшовные трубы всегда выигрывают от внутренней превосходной механической прочности стальных заготовок по сравнению с рулонами и листами.
ПРОЦЕСС ИЗГОТОВЛЕНИЯ ТРУБ ERW
Трубы ERW производятся из стальных рулонов, которые сначала разматываются, разрезаются, обрабатываются, свариваются и испытываются, как показано на рисунке ниже.
Наиболее распространенной технологией сварки нефтегазовых труб является так называемая «высокочастотная индукционная технология» (ERW-HFI), заключающаяся в приложении индукционного тока на внешней поверхности трубы, способного генерировать сварите прочным швом и плотно соедините две стороны стального рулона.
Процесс производства стальных труб ERW (источник: канал Tenaris Youtube)
Труба LSAW (продольная дуговая сварка под флюсом) Труба LSAW («сварка под флюсом») производится путем резки, гибки и сварки стальные пластины (процесс JCOE).
Трубы LSAW конкурируют с бесшовными трубами и трубами из ВПВ в диапазоне размеров от 16 до 24 дюймов, но являются обязательными вариантами для трубопроводов диаметром более 24 дюймов (поскольку 24 дюйма — это максимальный размер для коммерческих бесшовных труб).
Двумя основными типами труб LSAW являются продольные (с одинарным или двойным прямым швом, DSAW) и спиральные (называемые трубами HSAW, SSAW или SAWL). Таким образом, разница между DSAW и LSAW заключается в том, что трубы DSAW имеют сварной шов внутри и снаружи трубы, тогда как трубы LSAW имеют одинарный сварной шов на внешней поверхности.
Разница между трубами LSAW и ERW заключается в том, что трубы LSAW производятся с использованием стальных пластин , трубы ERW производятся, начиная с рулонов стали .
В нефтегазовой промышленности трубы большого диаметра API 5L LSAW используются для эффективной транспортировки углеводородов на большие расстояния.
Спирально-сварные трубы HSAW / SSAW используются для некритических применений, таких как передача и распределение воды (не для нефти и газа).
ПРОЦЕСС ИЗГОТОВЛЕНИЯ ТРУБ LSAW
Трубы LSAW производятся по так называемому процессу JCOE, начиная со стальных листов, как показано ниже.
Процесс производства стальных труб LSAW (источник: канал YouTube Corinth Pipeworks).
Труба ВПВ VS. Бесшовные
На вопрос «Должен ли я использовать ВПВ или бесшовные трубы для моего проекта?» подходит снова и снова. Каждый из двух вариантов имеет свои преимущества и недостатки, о которых следует подумать, чтобы принять правильное решение:
ЗА И МИНУСЫ БЕСШОВНЫХ ТРУБ
- Бесшовные трубы изготавливаются из цельного стального блока и не имеют сварных швов, которые может представлять собой слабое место (подверженное коррозии, эрозии и общему разрушению)
- Бесшовные трубы имеют более предсказуемые и точные формы с точки зрения округлости и овальности по сравнению со сварными трубами.
- Основным недостатком бесшовных труб является то, что их стоимость на тонну выше, чем стоимость труб ВПВ того же размера и сорта (бесшовные трубы против ВПВ конкурируют в диапазоне от 2 до 20 дюймов).
- Срок поставки может быть больше, поскольку существует меньше производителей бесшовных труб, чем сварных труб (для сварных труб существуют более низкие входные барьеры по сравнению с бесшовными трубами)
- Бесшовные трубы могут иметь непостоянную толщину стенки по всей длине, в действительности общий допуск составляет +/- 12.5%
ERW PIPE ЗА И ПРОТИВЫ
- Сварные трубы дешевле бесшовных (типа ERW HFI), так как они производятся с использованием стальных рулонов в качестве сырья на менее сложных производственных предприятиях
- Сварные трубы имеют более короткие сроки выполнения, чем бесшовные трубы , поскольку производственная база больше
- Сварные трубы имеют постоянную толщину стенки, так как они изготавливаются с использованием бухт (ERW) или пластин (LSAW), и в обоих случаях требуется строгий контроль допуска
- Главный «дефект», приписываемый сварным трубам, — это что наличие сварного шва является фактором слабости. В то время как это могло быть правдой в прошлом, это становится все менее и менее верным с развитием сварочных технологий за последние десять лет.
 В то время как это могло быть правдой в прошлом, это становится все менее и менее верным с развитием сварочных технологий за последние десять лет.
В то время как это могло быть правдой в прошлом, это становится все менее и менее верным с развитием сварочных технологий за последние десять лет.Заключение: современные сварные трубы ERW-HFI являются абсолютно действенной альтернативой бесшовным трубам и помогают конечным потребителям снизить цены и время выполнения заказа на 20–25%.
Трубы с клапанами представляют собой наиболее значительный элемент затрат на трубопроводы при строительстве завода (как показывает практический опыт, трубопроводы покрывают 5-7% от общей стоимости завода, а трубы составляют примерно 60-70% этой стоимости, клапаны 15 до 25%).Эти цифры представляют собой средние значения, которые относятся к нефтегазовой отрасли и относятся к материалам из углеродистой стали (вес трубопровода может быть выше для классов трубопроводов из нержавеющей стали, дуплексной стали и никелевых сплавов).
Последний пункт: трубы могут иметь разные цвета (нарисованные на внешней поверхности), чтобы обозначать тип жидкости, которую они переносят.
Типы и процесс сварки труб — производство труб ERW, LW, CW, SAW
В этой статье мы обсудим различные типы и процессы, используемые при производстве сварных труб.Стальные трубы производятся в основном двумя различными способами, в результате которых получается сварная стальная труба или бесшовная стальная труба.
Сварная стальная труба (также известная как сварная труба) изготавливается из стального листа или стальной полосы после обжима, обычно фиксированной длины 6 м. Процесс производства сварных труб прост, высокая эффективность производства, разнообразие технических характеристик, меньше инвестиций в оборудование, но Обычно сварная труба меньше прочности бесшовной трубы.
В стандарте API 5L обычно используются следующие сварочные трубы:
Сварка сопротивлением (ВПВ) Труба, сваренная сопротивлением (ВСВ), изготавливается путем холодного формования стального листа в цилиндрическую форму.Затем между двумя краями стали пропускается ток, нагревая сталь до точки, в которой края прижимаются друг к другу для образования соединения без использования присадочного материала. 00 от NPS 2 до 24 дюймов 00. (NPS 24)
00 от NPS 2 до 24 дюймов 00. (NPS 24)
Процесс контактной сварки ВПВ Производство труб
ВПВ, включая стальную трубу, сваренную высокочастотной сваркой (HFW), и стальную трубу, сваренную низкочастотной сваркой (LFW). Со временем было обнаружено, что сварные швы низкочастотной сварной трубы ERW подвержены избирательной коррозии швов, трещинам от крючков и недостаточному склеиванию швов , поэтому низкочастотные ВПВ больше не используются для производства труб.Высокочастотный процесс все еще используется для производства труб для строительства новых трубопроводов.
Лазерная сварка (LW)Схема процесса лазерной сварки
Лазерная сварка — это бесконтактный процесс, который требует доступа к зоне сварки только с одной стороны свариваемых деталей. Характеристики лазерной сварки особенно важны при производстве аустенитной, ферритной и дуплексной нержавеющей стали, используемой в автомобилестроении и авиакосмической промышленности. , пищевая, медицинская, нефтегазовая, химическая промышленность.
, пищевая, медицинская, нефтегазовая, химическая промышленность.
Непрерывные сварные трубы, относящиеся к изделиям малого диаметра, изготовленным с использованием процесса непрерывной сварки, в основном используются для подачи воды и газа с меньшими затратами и более высокой производительностью. Непрерывные сварные трубы считаются наиболее дешевым вариантом среди всех стальных труб и находят применение в строительстве, сантехнике и других приложениях с низким давлением. Непрерывные сварные трубы производятся в размерах от NPS Va до NPS 4.
Дуговая сварка под флюсом (SAW)Процесс сварки под флюсом (SAW) включает образование дуги между непрерывно подаваемым неизолированным проволочным электродом и заготовкой.
Существует два типа процессов дуговой сварки под флюсом (SAW): Продольная дуговая сварка под флюсом (LSAW) , Спиральная дуговая сварка под флюсом (SSAW).
Производство труб LSAW для процесса продольной дуговой сварки под флюсом
Диапазон диаметров стальных труб для продольной сварки под флюсом (LSAW) больше, чем у ERW, обычно от 16 до 60 дюймов, от 406 до 1500 мм.Хорошие характеристики устойчивости к высокому давлению и стойкости к низкотемпературной коррозии.
Производство труб SSAW для процесса дуговой сварки под флюсом
Стальная труба для спиральной сварки под флюсом (SSAW), также называемая трубой HSAW, форма сварочной линии похожа на спираль. В ней используется та же технология сварки, что и для дуговой сварки под флюсом с трубой LSAW. В другом случае труба SSAW сваривается по спирали там, где LSAW продольно Процесс производства — это прокатка стальной полосы, чтобы направление прокатки имело угол с направлением центра трубы, формование и сварка, поэтому сварной шов находится в спиральной линии.Диапазон диаметров трубы SSAW составляет от 20 дюймов до 100 дюймов, от 406 мм до 2540 мм.
Технологический процесс сварки труб:
Размотать сырье — плоскостность поверхности — обрезка концов и сварка — формирование петли — сварка — удаление сварочного валика — предварительная коррекция — индукционная термообработка — калибровка и коррекция — вихретоковый контроль — резка — гидравлическое испытание под давлением — травление — окончательный осмотр (строго) — упаковка — отгрузка.